История создания
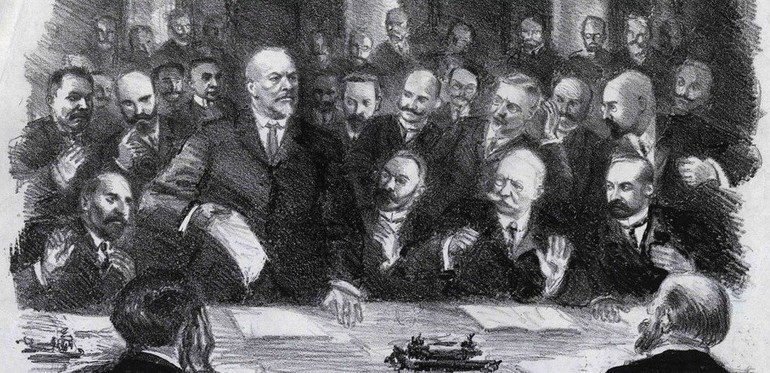
В конце февраля 1917 года указом императора работа Государственной думы была прекращена. 27 февраля появился Временный комитет, руководил которым октябрист Родзянко. Этот орган должен был заняться восстановлением общественного порядка в стране.
Практически комитет не имел полной власти, так как солдаты и рабочие поддерживали Петросовет, а в местных Советах в основном влияние оказывали эсеры и меньшевики. 1 марта состоялось собрание Временного комитета, в котором участвовали представители:
- Центрального комитета Конституционно-демократической партии;
- Бюро Прогрессивного блока;
- Петроградского совета.

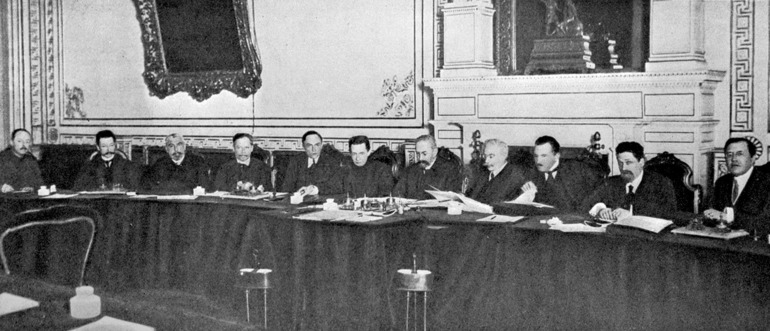
В результате заседания был согласован и утвержден первый состав Временного правительства 1917, которое возглавлял князь Г. Е. Львов. Контроль за функционированием этого органа осуществляли Советы, пользовавшиеся огромным влиянием и авторитетом у народа. Цель первого кабинета министров была направлена на создание капиталистической и либеральной России.
В свою очередь, деятельность Петроградского совета была ориентирована на создание прямой революционной власти народных масс. Но советское влияние считалось очень неустойчивым, так как оно напрямую зависело от общественного мнения и перемены настроений на местах.
Кабинет министров
После свержения царя основной политической силой считался Петроградский совет, который сыграл основную роль в создании правительства. После переговоров между Исполкомом Петросовета и Временным комитетом началось формирование первого состава кабинета министров. При этом будущее буржуазное правительство приняло ряд условий совета, ставших частью новой программы. Было образовано 11 министерств:

- председателем был назначен Г. Е. Львов;
- Министерство иностранных дел возглавил П. Н. Милюков;
- министром юстиции стал А. Ф. Керенский;
- кадет Н. В. Некрасов руководил Министерством путей сообщения;
- Министерство торговли и промышленности возглавил А. И. Коновалов;
- просвещением руководил профессор А. А. Мануйлов;
- военным и морским министерством руководил А. И. Гучков;
- министром земледелия был назначен А. И. Шингарев;
- за финансы отвечал М. И. Терещенко;
- обер-прокурором Святейшего синода назначили В. Н. Львова.
- Государственным контролером работал И. В. Годнев.
Кабинет практически полностью повторял устройство правительства при царе. В первый состав в основном вошли представители буржуазного сословия и крупных помещиков.
Члены партии кадетов имели важное значение для создания структуры кабинета и определения политического направления.
Министры работали совместно с буржуазными группами, которые появились во время войны. Управленцы старались сохранить царский государственный аппарат, но в состав организаций все больше входило представителей Советов, профсоюзов и других общественных объединений.
Деятельность руководства страны
3 марта 1917 года вышла декларация руководства страны с первой программой, которая через 3 дня была представлена народным массам. Таблица мероприятий Временного правительства 1917 года описывает основные направления его деятельности.

| Область внедрения | Описание |
| Демократизация общества | Декларирование демократических прав и свобод. Отмена смертной казни. Освобождение политических заключенных. Предоставление политических прав женщинам. Демократизация армии |
| Управление государством и судопроизводство | Отмена монархии, провозглашение республики. Преобразование органов власти, введение комиссаров правительства. Подготовка к выборам в Учредительное собрание. Утверждение закона о местном управлении. Предоставление автономии Финляндии. Формирование независимых судов и судей |
| Социально-экономическое законодательство и трудовые отношения | Принятие восьмичасового рабочего дня. Повышение зарплаты на 20—25%. Образование арбитражных судов для решения трудовых споров. Принятие законов о профсоюзах и кооперативах |
| Аграрный вопрос | Передача земли в пользование гражданам, которые ее обрабатывают |
| Внешняя политика | Доведение войны до победы. Соблюдение всех договоров, подписанных в царское время. Увеличение внешних займов |
Временное правительство произвело арест императорской семьи и доставило ее в Царское Село. В России были отменены все сословия, а население стало гражданами. Были легализованы все социалистические и анархистские партии, ряды которых пополнялись возвращающимися политическими ссыльными.
Из полицейских сформировали милицию, была создана продовольственная комиссия для контроля снабжения населения.
Хронология событий
В период функционирования правительства большевики постоянно старались довести до граждан его негативную политику. Еще в апреле Ленин предложил программу перехода от буржуазно-демократической к социалистической революции и доказал вероятность ее совершения мирным путем. Росло возмущение рабочих и солдат, стали частыми выступления против руководства страны, которые вызвали кризисы Временного правительства 1917 года.
Первый коалиционный состав
Кризис в апреле обусловил возникновение первого коалиционного правительства. Возмущение масс заставило вывести из кабинета Милюкова, Гучкова и назначить шестерых представителей от социалистов. Руководство распределилось следующим образом:

- председателем стал Г. Е. Львов;
- военное и морское министерство возглавил А. Ф. Керенский;
- министром юстиции назначили П. Н. Переверзева;
- главой Министерства иностранных дел стал М. И. Терещенко;
- Министерством путей сообщения руководил А. А. Мануйлов;
- за финансы отвечал А. И. Шингарев;
- Министерство трудовых отношений возглавил М. И. Скобелев;
- главой Министерства земледелия стал В. М. Чернов;
- руководителем связи назначили И. Г. Церетели;
- управление Министерством продовольствия осуществлял А. В. Пешехонов;
- Д. И. Шаховский (кадет) стал министром государственного призрения;
- В. Н. Львова назначили обер-прокурором Синода;
- контроль осуществлял И. В. Годнев.
Новый состав практически не изменил буржуазную природу власти, преобразовав только форму действия.
Крупной буржуазии пришлось делить управление страной с представителями мелкой буржуазии и министрами-социалистами. Эсеры и меньшевики, несущие ответственность за деятельность руководства, гарантировали восстановление хозяйства в стране, подготовку аграрной реформы, развитие демократии в армии и т. д.
В декларации, которую приняли министры, кратко отмечалось стремление правительства к достижению скорейшего мира. Но в действительности оно направило на фронт практически неподготовленную армию, которая не хотела воевать. По другим пунктам декларации практически ничего не было сделано, поэтому возмущение масс работой буржуазного руководства проявилось во время демонстрации в июне 1917 года.
Июльский кризис
Причинами возникновения июльского кризиса считаются последние провальные события на фронте и обострение во внутренней политике. В России было ликвидировано двоевластие, и установлена диктатура контрреволюционной буржуазии. В начале июля три министра (Шингарев, Мануйлов и Шаховский) подали в отставку, а чуть позже ушел и председатель правительства Львов.

На его место назначили Керенского, который одновременно оставался военным и морским министром. Эсеры и меньшевики наделили аппарат Керенского неограниченными полномочиями, а Советы отошли от управления страной. В результате стало невозможно осуществить мирный переход власти в их руки, поэтому большевики спланировали уничтожение буржуазного руководства вооруженным путем.
Министры во главе с Керенским всячески пытались помешать проведению революции. Правительство выпустило постановление об аресте Ленина, было принято решение о роспуске Петроградского гарнизона, который участвовал в июльской демонстрации. В то же время на передовой была введена смертная казнь, и организованы военно-революционные суды.
Образованное в конце июля второе коалиционное правительство полностью перешло к открытой военной диктатуре. Руководство передало министру внутренних дел особые права по борьбе с революцией. Главнокомандующий генерал Корнилов требовал от кабинета министров наращивания военной мощи.
Одновременно осуществлялось давление на руководство страны со стороны Великобритании, Франции и США. В конце августа недовольная национальной политикой министров реакционная буржуазия во главе с Корниловым начала мятеж, который подавили большевики.
Крах правительства
После подавления мятежа в стране наступил самый длительный и сильный кризис в правительстве. Для преодоления этой ситуации в сентябре 1917 года руководство страной перешло к Совету пяти. В орган входили пять министров:
- главой назначили Керенского;
- военное министерство возглавил Верховский;
- Терещенко руководил Министерством иностранных дел;
- морское ведомство подчинялось Вердеревскому;
- Министерство связи возглавил Никитин.
Положительных результатов не удалось достичь, а острый кризис не был ликвидирован. С наступлением осени в России ухудшилось хозяйственное положение, а министры усиленно увеличивали выпуск бумажных денег.
Если весной в обороте насчитывалось 9,9 млрд рублей, то в начале осени эта сумма достигла 15,4 млрд. Общая задолженность России выросла до 50 млрд рублей, что привело власть к острому кризису, из-за чего руководящие партии уже не могли управлять страной.
Назрели все предпосылки социалистической революции, которая была проведена партией большевиков в ночь на 26 октября 1917 года. Все руководство, кроме Керенского (ему удалось бежать), было арестовано, а власть перешла к Советам во главе с Лениным.
Вам также может быть интересно:
- история Веймарской республики;
- сепаратный мир.
>
>
ОСП СССР
TirciM yrojuai
ВСЕСОЮЗНЫЙ ЯДУЧИМЮСЯЕДОМТЕЛЬСЯЯЙ ИНСТИТУТ оггмядоши ■ ишрояаян амтяого СТРОЯТЕЛСТВД
_ внииоишс
ВРЕМЕННОЕ РУКОВОДСТВО ПО ПРИГОТОВЛЕНИЮ НОВЫХ СОСТАВОВ ВЫСОКОПРОЧНЫХ БЕТОНОВ И ТЕХНОЛОГИИ ПРИГОТОВЛЕНИЯ ИЗ НИХ СБОРНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ
Харьков 1874
Всесоюзный научно-исследовательский институт организации и механизации шахтного строительства
ВНИИОШГС
УТВЕРЖДЕНО
Первым заместителем Министра угольной промышленности СССР
В.В. БЕЛЫМ
30 м а я 1974 г.
ВРЕМЕННОЕ РУКОВОДСТВО
ПО ПРИГОТОВЛЕНИЮ НОВЫХ СОСТАВОВ ВЫСОКОПРОЧНЫХ БЕТОНОВ И ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ИЗ НИХ СБОРНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ
Харьков 1974
10
Расход материалОЕ для приготовления I и3 бетона и ь00:
портландцемент iJ 7ОС, кг 580
песок, кг 348
щебень, кг 1300
сульиитно-дроллевая брелка, кг 1,45
вода, л 174
Состав бетона корректируется в зависимости от применяемых местных материалов.
Расчет состава бетонной смеси приведен в приложении 4.
4.3. Приготовление астонной см-.ск. Основное в технологии приготовления смеси для высокопрочного бетона — равномерное распределение всех компонентов и получение однородной смеси.
Гест 7473-61 предусмотрены допустимые отклонения при дозировании материалов на замес по весу не более -I% для цемента, воды, добавок и -2% — для заполнителей.
Дозирование компонентов бетона следует осуществлять с помощью весовых дозаторов, обеспечивающих необходимую точность.
Для приготовления жестких бетонных смесей рационально применять дозаторы периодического действия с автоматическим, полуавтоматическим или ручным управлением, так как бетонная смесь приготовляется в бетономешалках периодического действия.
Цебень двух фракций можно дозировать в одном дозаторе.
Дозирование раствора сульритно-дролвевой бранки следует производить вместе с водой затгорения.
4.4. При перемешивании десткой бетонной смеси необходимо обеспечить хорошее обволакивание цементным тестом поверхности зерен заполнителя и равномерное распределение раствора в массе крупного заполнителя.
Для качественного перемешивания жестких бетонных смесей следует применять бетономешалки принудительного действия, в которых перемещение материалов производится по сложным траекториям.
По принципу работы смесители принудительного действия можно разделить на 2 группы;
— протизоточные с горизонтальной чашек, вроде«дейся в направлении противоположном вращению смешивающих устройств, размещенных в горизонтальной плоскости и хьсаденкн:: на приводном вертикальном валу;
II
— роторные туроинногс типа с горизонтальной неподвижной чашей и вращающимся в центре ротором, на котором неподвижно насажены смешивающие устройства, размещенные в горизонтальной плоскости.
Техническая характеристика смесителей принудительного действия представлена в приложении 5.
Противоточные бетономешалки имеют ряд сущесг венных недостатков, в частности, часто заклиниваются крупные куски заполнителя между жестко насаженными приводными лопастями и поддоном смесительной чаши. Б этих смесителях не следует применять заполнитель крупностью у 30 мм.
Более совершенными являются роторные смесители турбинного типа, в которых зазоры между днищем чаши и смешивающими лопастями регулируются поднятием и опусканием держателей.
Подачу отдозироьанных материалов в бетономешалку следует производить в таной последовательности: вначале подают 15-20% воды, требуемой на замес, затем загружают одновременно цемент и заполнители, продолжая заливать воду до заданного В/Ц. С водой затворения подается раствор сульфитно-дрожжевой бражки. Общая продолжительность перемешивания должна составить 5 минут.
При транспортировании бетонной смеси из бетоносмесительного цеха в цех формовки должны быть приняты меры по предотвращению расслаивания смеси. За время транспортирования бетонная смесь не должна снижать свою удобоукладываемость.
4.5. Формование железобетонных элементов крепи. Процесс формования состоит из следующих операций:
— сборка и смазка форм;
— установка и фиксирование в требуемом положении арматуры в формах;
— укладка и уплотнение бетонной смеси ь формах;
— распалубка готовых э..емектов крепи после тепловлажностной обработки к очистка сорм для следующего цикла формоззния.
В зависимости от размеров элементов крепи горыы бывают одиночные и пакетные (групповые). Допуски на размеры форм назначаются только с минусовыми значениями, так как ь процессе эксплуатации крепления *орм ослабевают и внутренние их размеры несколько увеличиваются.
12
формы должны обладать достаточной жесткостью и прочностью, что особенно важно при применении жестких бетонных смесей и притру за.
Формы после каждого цикла формования и тепловой обработки изделий необходимо чистить и смазывать. Для очистки форм и поддонов рекомендуется применять специальные машины, рабочими органами которых являются цилиндрические щетки из стальной проволоки, абразивные круги и инерционная фреза — из металлических колец.
4.6. Смазка для форм должна удовлетворять следующим требованиям:
— иметь консистенцию, позволяющую наносить ее распылителем или кистью сплошным и тонким слоем на холодные или нагретые до 40-50° металлические поверхности;
— обладать хорошим сцеплением с металлом формы и устойчивостью в процессе формования;
— не оказывать вредного влияния на твердеющий бетон;
— не вызывать коррозию рабочей поверхности форм.
Наиболее стойкими и экономичными являются водно-масляные
эмульсионные смазки, например, приготовленные на базе кислого синтетического эмульсола ЭКС, представляющего собой темно-коричневую жидкость; полученную из смеси веретенного масла (35%) и высокомолекулярных синтетических кислот (5%).
Из эмульсола ЭКС можно приготовить прямую эмульсию («масло в воде») и обратную («вода в масле»), которая более водостойка. Эмульсию готовят в эмульгаторах.
Состав эмульсионной смазки с прямой эмульсией:
вода мягкая, конденсатная, л 90
эмульсол ЭКС, л 10
сода кальцинированная, г 700
Состав смазки с обратной эмульсией: водный раствор извести (1г извести в 1л воды), л 53
вода, л 27
эмульсол ЭКС, л 20
13
Рекомендуются также смазки, приготовленные из нефтепродуктов. Смазку приготовляют путем смешивания вначале солидола с соляровым маслом при 60°, затем с добавлением порошкообразного компонента.
Состав смазки:
|
соляровое масло, кг |
10 |
|
солидол, кг |
5 |
|
зола ТЭЦ или известь- |
|
|
пушонка, кг |
10 |
Ф.7. Изготовленные арматурные каркасы должны удовлетворять требованиям соответствующих ГОСТ и ТУ.
Установленная в формы арматура должна строго соответствовать рабочему чертежу элемента крепи и быть надежно закреплена (в предварительно смазанной форме) в проектном положении при помощи фиксаторов, при этом должна обеспечиваться необходимая толщина защитного слоя бетона.
Ф.8. Уплотнение загруженной в формы бетонной смеси производится на виброплощадке с применением пригруза (желательно пнев-мопригруза). Для бетонной смеси жесткостью 60-80 сек оптимальная величина удельного давления пригруза должна быть 70-85 г/см^. Иригруз не должен снижать величину амплитуды вынужденных колебаний виброплощадки.
Оптимальный режим работы виброплощадки для уплотнения бетонной смеси жесткостью 60-80 сек рекомендуется следующий: амплитуда колебаний — 0,6-0,7 мм; частота колебаний — 3000 в минуту; время вибрирования — в среднем Z мин., т.е. вдвое больше показателя жесткости.
Лучшее уплотнение смеси достигается направленными вертикальными колебаниями, которые получаются при помощи двухвальных виб-роблоков и вращения валов с одинаковой скоростью в противоположных направлениях.
Характеристика виброплощадок приведена в приложении 6.
Укладка бетонной смеси в формы производится при помощи бе-тонораздатчиков или бетоноукладчиков, которые в процессе подачи производят и ее разравнивание.
14
4.9. Тепловлажностная обработка элементов крепи. Отформованные элементы крепи перед пропариванием выдерживаются в цехе при температуре +20° в течение 4-х часов для того, чтобы достичь критической прочности бетона 5-6 кгс/см2.
Пропаривание изделий при атмосферном давлении осуществляют в наиболее распространенных камерах периодического действия ям-ного типа.
Пропаривание можно производить и в камерах непрерывного действия — горизонтальных туннельных или вертикальных. Пропаривание следует производить по следующему режиму: подъем температуры -2 часа, изотермический прогрев при температуре 80° — 6 часов, охлаждение — 2 часа.
Изотермический прогрев необходимо осуществлять при относительной влажности среды пропаривания 97-100%. Температурный перепад к иоменту извлечения изделия из камеры между его поверхностью и температурой наружного воздуха не должен превышать
ад°с.
Когда предварительное выдерживание отформованных изделий технологически трудно осуществить, повышать температуру следует медленно, например, при критической прочности бетона 1-2 кгс/см2 подъем температуры не должен превышать Ю°С в час.
В этом случае для сокращения цикла тепловлажностной обработки рекомендуется применять ступенчатый режим, а именно: подъем температуры до 40°С — 0,5 часа; изотермический прогрев при 40°С — 2 часа; подъем температуры до &0°С — I час; изотермический прогрев при 80°С — 6 часов; охлаждение — 2 часа.
4.10. После тепловлажностной обработки элементы крепи рас-палубливают, маркируют несмывающейся краской и отправляют на склад готовой продукции.
5. КОНТРОЛЬ КАЧЕСТВА
5.1. На предприятиях, где изготовляют элементы шахтной крепи (из высокопрочного бетона), необходимо осуществлять систематический контроль, который предусматривает:
— проверку наличия паспортов на исходные материалы и испытания прибывших вяжущих, заполнителей, арматуры и т.д. в соответствии с действующими стандартами и техническими условиями;
15
— соблюдение нормальных условий хранения материалов на складах. Особое внимание необходимо уделять чистоте заполнителей.
— проверку работы дозирующих устройств и точность дозирования;
— проверку жесткости бетонной смеси в соответствии с ГОСТ 1018Ь62$ «Бетон тяжелый. Методы определения подвижности и жесткости бетонной смеси»;
5.2. При формовании изделий следует регулярно следить за:
— качеством очистки и смазкой форм;
— правильностью положения арматуры в формах и обеспечением защитного слоя бетона.
5.3. При пропаривании изделий необходимо проверять заданный режим и относительную влажность в камере.
5.4. Контроль прочности бетона следует осуществлять в соответствии с ГОСТ 10180-67, «Бетон тяжелый. Методы определения прочности» и ГОСТ 18105-72 «Бетоны. Контроль и оценка однородности и прочности».
Время испытания образцов бетона рабочего состава — через 4 часа и 28 суток после тепловлажностной обработки.
5.5. Оценку прочности конструкции необходимо производить по действующим нормативным документам.
6. ТЕХНИКА БЕЗОПАСНОСТИ
При соблюдении правил техники безопасности следует руководствоваться следующей литературой:
1. Прудовский М.Е. Защита от вибрации на заводах сборного железобетона. Госстройиздат, 1972.
2. Справочник по производству сборных железобетонных изделий, т.2, раздел I, глава П «Охрана труда, техника безопасности и производственная санитария». Госстройиздат, 1965.
3. Годзиев Н.С. Техника безопасности при производстве бетонных и железобетонных работ. Ирофиздат, 1957.
В работе приведены составы высокопрочных бетонов М 600 и М 800 и основные технологические данные изготовления сборных бетонных и железобетонных элементов шахтной крепи.
Разработали Временное руководство ст.научный сотрудник А.М.Данилов (руководитель работы), канд.техн.наук С.А.Бернштейн, ст.научный сотрудник Б.В.Шунтаков, мл.научный сотрудник Ю.А.Попов.
Ответственный за выпуск — ст.научный сотрудник А.М.ДАНИЛОВ Редактор — Г.Д. КОЧЕТОВА
Заказ fc 228/74 от 3 ноля 1974 г. Печ.л.1,7 Формат 20×30/2. Тираж 200 экз. Цена 50 коп
Ротапринт ВНИИОШИСа, г.Харьков,ГСП, ул.Отакара Яроша,18
ОГЛАВЛЕНИЕ
Стр.
1. Общая часть ………….. 5
2. Требования к высокопрочным бетонам,
применяемым в шахтном строительстве … 6
3. Материалы для приготовления высокопрочного бетона …………. 6
4. Технология изготовления железобетон-
ных элементов шахтной крепи из высокопрочных бетонов ………… 9
3. Контроль качества ………… 14
6. Техника безопасности ……….. 15
Приложения ………….. jg
5
I. ОБЩАЯ ЧАСТЬ
1.1. По своим деформативным свойствам разработанные составы высокопрочных бетонов марки 600-800 отвечают требованиям эксплуатации сборных крепей с большой несущей способностью (блочных бетонных, тюбинговых, блочных и панельных железобетонных).
Высокопрочные бетоны могут быть также использованы для производства конструкций при строительстве зданий и сооружений на поверхности шахт.
1.2. Высокопрочные бетоны марки 600-800 предназначены для изготовления элементов крепи,применяемых в капитальных горизонтальных горных выработках глубоких шахт арочного и кольцевого очертания, проводимых в сложных горно-геологических условиях вне зоны влияния очистных работ.
1.3. Расчетные значения нагрузок для проектируемых крепей, указанных в пункте 1.2, институт ВНИМИ рекомендует следующие:
а) в песчаниках и песчанистых сланцах
(беж = 600-900 кгс/см2) при сечении 6,0-12,0 м2 — 20-30 тс/м2; при сечении 12,0-18,0 м2 — 30-40 тс/м2; при сечении свыше 18 г2 — 60-80 тс/м2; б) в песчанистых и глинистых сланцах
< <?сж < 600 кгс/см2)
при сечении 6,0-12,0 м2 — 30-40 тс/м2; при сечении 12,0-18,0 м2 — 40-60 тс/м2: при сечении свыше 18 м2 — 80-150 тс/м2.
1.4. Применение высокопрочных бетонов марки 600-800 дает возможность разработать новые экономичные конструкции крепи, позволяющие при сохранении принятой несущей способности облегчить элементы на 20-35% и снизить стоимость крепления на 10-25%.
Это справедливо в первую очередь для многошарнирных крепей, имеющих небольшую длину элементов и, следовательно, малые изгибающие моменты, но значительные нормальные силы. В этих крепях максимально используется высокая прочность бетона на сжатие.
6
Эффективность применения высокопрочного бетона М 800 в разработанной институтом ВНИИОШИС сборной железобетонной блочной крепи, состоящей из 10 элементов в кольце, для условий шахты «■ахтерская-Глубокая» приведена в приложении I.
1.5. Настоящее руководство предусматривает технологию изготовления элементов крепи из высокопрочных бетонов марки 600-800 на заводах ДБК, оборудованных бетоносмесителями принудительного действия.
2. ТРЕБОВАНИЯ К ВЫСОКОПРОЧНЫМ БЕТОНАМ,
ПРИМЕНЯЕМЫМ В ШАХТНОМ СТРОИТЕЛЬСТВЕ
2.1. Высокопрочные бетоны, предназначенные для изготовления сборной железобетонной шахтной крепи, по своим физико-механически свойствам должны соответствовать показателям, приведенным в приложении 2.
3. МАТЕРИАЛЫ ДЛЯ ПРИГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО БЕТОНА
3.1. Цемент. Для приготовления высокопрочного бетона можно применять пластифицированный, гидрофобный или обычный портландцемент, отвечающий требованиям ГОСТ 10X78-62.
Рекомендуются цементы с нормальной густотой теста не более 25-26%.
Для приготовления бетона М 600 следует применять портландцемент марки 500-600; бетона М 800 — портландцемент М 700. При отсутствии цемента М 700 рекомендуется портландцемент марки 400-500 домалывать в вибрационной или шаровой мельнице до удельной поверхности 5000-5500 с^г.
3.2. Лесок. В качестве мелкого заполнителя для приготовления высокопрочного бетона следует применять песок, отвечающий требованиям ГОСТ 8736-67. Рекомендуются пески чистые, крупнозернистые (Мкр=3) или среднезернистые (Мкр=1,5-2) природной гранулометрии (без фракционирования), если кривая просеивания находится в пределах области, рекомендуемой ГОСТ 10268-62.
В тех случаях,когда в качестве мелкого заполнителя применяютс искусственно приготовленные смеси, для получения удобоукладывае-
7
ной бетонной описи соотношение крупнозернистого и мелкозернистого песка доляно быть соответственно 20-50 и 80-50%.
Если нормальная густота цементного теста более 26%, а В/Ц меньше 0,33, кривая просеивания должна находиться у верхней границы области, рекомендуемой ГОСТ 10266-62. Такой песок следует Фракционировать, отделяя частицы менее 0,3 ым,
3.3. Щебень, В качестве крупного заполнителя для приготовления высокопрочного бетона следует применять щебень, полученный дроблением прочных плотных горных пород. Крупный заполнитель должен отвечать требованиям ГОСТ 8267-64.
Прочность щебня при сжатии в насыщенном водой состоянии, согласно ГОСТ, должна быть выше прочности бетона не менее, чем в 1,5 раза. Допускается применять щебень пониженной прочности, но не ниже прочности бетона. В этом случае его следует испытывать в бетоне и использовать после соответствующего технико-экономического обоснования.
Щебень необходимо применять чистым (не содержащим отмучиваемых частиц) и фракционированным. Наибольшая крупность щебня обычно выбирается в зависимости от размеров поперечного сечения крепи и особенностей армирования конструкций.
В связи с этим рекомендуется готовить следующие соотношения фракций щеоня (по весу) —
при максимальной крупности щебня 20 мм:
5-10 мм 35%
10-20 мм 65%
при максимальной крупности щебня 40 мм:
5-20 мм 44%
20-40 мы 56 или
5-10 мм 18%
10-20 мм 26 %
20-40 мм 56%
3.4. Вода. Для приготовления бетона могут быть использованы природные воды (в первою очередь питьевая), не содержащие солей кислот и органических примесей выше допустимее, норм, а также не загрязненные сточными бытовыми и промышленными водами и маслами.
8
Вода считается непригодной для затворения бетонных смесей, в которой солей содержится больше 5000 мг/л или сульфатов (сернокислый кальций, натрий, магний) в расчете на ион ,90*. свыше 2700 мг/л при водородном показателе pH<4.
5.5. Добавка. Сульфитно-дрожжевая бражка долгие соответствовать требованиям ы?ТЦ 13-04-35-66 «Концентраты сульфитно-дрожжевой бражки». Применять с.д.б. следует в соответствии с «Оказаниями по применению бетона с добавкой концентратов сульфитно-дрожжевой бражки» СН-406-70. Сульфитно-дрожжевую бражку поставляют в сухом виде или в виде жидкости, содержащей ~ 50$ воды, растворяют с.д.б. в воде до заданной концентрации.
Определение содержания сухого вещества с.д.б. в водном растворе различной концентрации производится по таблице приложения 3, данные которой позволяют определить количество сульфитно-дрожжевой бражки в рабочем растворе, необходимое для приготовления бетонной смеси.
3.6. Приемка, хранение и испытание материалов. Приемка материалов для приготовления бетона, отбор проб для лабораторных испытаний, транспортирование, хранение цемента и заполнителей следует производить согласно действующим стандартам: ГОСТ 10178-62 «Портландцемент, шлакопортландцемент, пуццолановый портландцемент и их разновидности», ГОСТ 10268-70 «Заполнители для тяжелого бетона».
Приемка материалов и их испытание должны быть оформлены соответствующими актами. Цемент при перевозке и хранении должен быть защищен от увлажнения и загрязнения посторонними примесями, распыления и утечки.
Места разгрузки цемента должны быть защищены от атмосферных осадков и ветра. Быстротвердсющие и высокомарочные цементы заво* ского производства рекомендуется хранить в металлических и железобетонных силосахипи .бункерах .Продолжительность хранения таких цементов в других условиях не должна превышать 15 суток.
Активность цемента необходимо проверить, если цемент хранился свыше месяца или по каким-либо причинам, независимо от срс ка хранения, возникает сомнение в сохранности его активности, отвечающей данным заводского паспорта.
9
Способу доставки заполнителей, их хранение на складах и подача к бетоносмесительным установка!! должны исключать возможность их загрязнения и смешивания различных фракций.
Раствор сульчитно-дрожжевой бражки должен храниться э зимнее время в отапливаемом помещении.
4. ТОКОЛОГИИ ИЗГОТОВЛЕНИИ ЕЕЛ ЕЗОБЕТОННиХ ЭЛЕМЕНТОВ ШАХТНОу. КРЕПИ ИЗ ЗЫССКОПРОЧНыХ БЕТОНОВ
4.1. Основа технологии высокопрочных бетонов — получение бетонов с максимальным его насыщением прочным крупным заполнителем, образующим жесткий каркас.
Высокая прочность и плотность цементного камня обеспечиваются возможно малыми значениями водоцементного отношения (в пределах 0,25-0,35) и расходом цемента (от 550 до 650 кг/м3).
Технология получения высокопрочного бетона должна предусматривать следующие положения, направленные на снижение расхода цемента:
— применение жестких и умеренно жестких бетонных смесей;
— применение фракционированного чистого крупного заполнителя (из 2-3 фракций) с минимальной межзерновой пустотностью (в пределах 36-38%);
— малое содержание песка в смеси заполнителей;
— применение портландцеыентов высоких марок;
— применение пластифицирующих поверхностно-активных добавок.
4.2. Рекомендуемые составы высокопрочных бетонов._
Состав бетона М 600 — 1:0,6:2,24 (в в.ч.) с добавкой (от веса цемента) — 0,25% сульфитно-дрожжевой бражки (в расчете на твердое вещество); В/Ц=0,26.
Состав бетона М 800 тот же, В/Ц=0,30.
Жесткость бетонной смеси (М 600 и У 800) — 60-80 сек.
Расход материалов для приготовления I м3 бетона 600:
|
портландцемент М 500, кг |
585 |
|
песок, кг |
351 |
|
щебень, кг |
1310 |
|
сульфитно-дрожжевая бражка, кг |
1,46 |
|
вода, л |
152 |
| Найти: | |
| Где: | |
| Тип документа: | |
| Отображать: | |
| Упорядочить: |
Скачать Временное руководство по приготовлению новых составов высокопрочных бетонов и технологии приготовления из них сборных бетонных и железобетонных элементов
Дата актуализации: 01.01.2021


Временное руководство по приготовлению новых составов высокопрочных бетонов и технологии приготовления из них сборных бетонных и железобетонных элементов
| Статус: | Справочные материалы, МП, ТПР |
| Название рус.: | Временное руководство по приготовлению новых составов высокопрочных бетонов и технологии приготовления из них сборных бетонных и железобетонных элементов |
| Дата добавления в базу: | 01.02.2017 |
| Дата актуализации: | 01.01.2021 |
| Оглавление: | 1. Общая часть 2. Требования к высокопрочным бетонам, применяемым в шахтном строительстве 3. Материалы для приготовления высокопрочных бетонов 4. Технология изготовления железобетонных элементов шахтной крепи из высокопрочных бетонов 5. Контроль качества 6. Техника безопасности Приложение 1. Сравнительный технико-экономический расчет Приложение 2. Приложение 3. Содержание сухого вещества в растворе сульфитно-дрожжевой бражки различной концентрации Приложение 4. Расчет состава бетонной смеси Приложение 5. Техническая характеристика смесителей принудительного действия Приложение 6. Техническая характеристика виброплощадок |
| Разработан: | ВНИИОМШС |
| Утверждён: | 30.05.1974 Первый заместитель министра угольной промышленности СССР |
| Расположен в: | Техническая документация Экология ГОРНОЕ ДЕЛО И ПОЛЕЗНЫЕ ИСКОПАЕМЫЕ Горное дело и открытые горные работы |
| Нормативные ссылки: |
|
 ГОСТ 10178-62 «Портландцемент, шлакопортландцемент, пуццолановый портландцемент и их разновидности»
ГОСТ 10178-62 «Портландцемент, шлакопортландцемент, пуццолановый портландцемент и их разновидности»


Информационная система
|
| Скачать базу одним архивом |
| Скачать обновления |
| История создания базы |
| Карта сайта |
Скачать Временное руководство по приготовлению новых составов высокопрочных бетонов и технологии приготовления из них сборных бетонных и железобетонных элементов
Дата актуализации: 10.08.2017


Временное руководство по приготовлению новых составов высокопрочных бетонов и технологии приготовления из них сборных бетонных и железобетонных элементов
| Статус: | cправочные материалы, мп, тпр |
| Название рус.: | Временное руководство по приготовлению новых составов высокопрочных бетонов и технологии приготовления из них сборных бетонных и железобетонных элементов |
| Дата добавления в базу: | 01.02.2017 |
| Дата актуализации: | 05.05.2017 |
| Оглавление: | 1. Общая часть 2. Требования к высокопрочным бетонам, применяемым в шахтном строительстве 3. Материалы для приготовления высокопрочных бетонов 4. Технология изготовления железобетонных элементов шахтной крепи из высокопрочных бетонов 5. Контроль качества 6. Техника безопасности Приложение 1. Сравнительный технико-экономический расчет Приложение 2. Приложение 3. Содержание сухого вещества в растворе сульфитно-дрожжевой бражки различной концентрации Приложение 4. Расчет состава бетонной смеси Приложение 5. Техническая характеристика смесителей принудительного действия Приложение 6. Техническая характеристика виброплощадок |
| Разработан: | ВНИИОМШС |
| Утверждён: | 30.05.1974 Первый заместитель министра угольной промышленности СССР |
| Расположен в: | Техническая документация Экология ГОРНОЕ ДЕЛО И ПОЛЕЗНЫЕ ИСКОПАЕМЫЕ Горное дело и открытые горные работы |
| Нормативные ссылки: |
|
 ГОСТ 10178-62 «Портландцемент, шлакопортландцемент, пуццолановый портландцемент и их разновидности»
ГОСТ 10178-62 «Портландцемент, шлакопортландцемент, пуццолановый портландцемент и их разновидности»

© 2013 Ёшкин Кот  Карта сайта
Карта сайта
ОСП СССР
TirciM yrojuai
ВСЕСОЮЗНЫЙ ЯДУЧИМЮСЯЕДОМТЕЛЬСЯЯЙ ИНСТИТУТ оггмядоши ■ ишрояаян амтяого СТРОЯТЕЛСТВД
_ внииоишс
ВРЕМЕННОЕ РУКОВОДСТВО ПО ПРИГОТОВЛЕНИЮ НОВЫХ СОСТАВОВ ВЫСОКОПРОЧНЫХ БЕТОНОВ И ТЕХНОЛОГИИ ПРИГОТОВЛЕНИЯ ИЗ НИХ СБОРНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ
Харьков 1874
Всесоюзный научно-исследовательский институт организации и механизации шахтного строительства
ВНИИОШГС
УТВЕРЖДЕНО
Первым заместителем Министра угольной промышленности СССР
В.В. БЕЛЫМ
30 м а я 1974 г.
ВРЕМЕННОЕ РУКОВОДСТВО
ПО ПРИГОТОВЛЕНИЮ НОВЫХ СОСТАВОВ ВЫСОКОПРОЧНЫХ БЕТОНОВ И ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ИЗ НИХ СБОРНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ
Харьков 1974
10
Расход материалОЕ для приготовления I и3 бетона и ь00:
портландцемент iJ 7ОС, кг 580
песок, кг 348
щебень, кг 1300
сульиитно-дроллевая брелка, кг 1,45
вода, л 174
Состав бетона корректируется в зависимости от применяемых местных материалов.
Расчет состава бетонной смеси приведен в приложении 4.
4.3. Приготовление астонной см-.ск. Основное в технологии приготовления смеси для высокопрочного бетона — равномерное распределение всех компонентов и получение однородной смеси.
Гест 7473-61 предусмотрены допустимые отклонения при дозировании материалов на замес по весу не более -I% для цемента, воды, добавок и -2% — для заполнителей.
Дозирование компонентов бетона следует осуществлять с помощью весовых дозаторов, обеспечивающих необходимую точность.
Для приготовления жестких бетонных смесей рационально применять дозаторы периодического действия с автоматическим, полуавтоматическим или ручным управлением, так как бетонная смесь приготовляется в бетономешалках периодического действия.
Цебень двух фракций можно дозировать в одном дозаторе.
Дозирование раствора сульритно-дролвевой бранки следует производить вместе с водой затгорения.
4.4. При перемешивании десткой бетонной смеси необходимо обеспечить хорошее обволакивание цементным тестом поверхности зерен заполнителя и равномерное распределение раствора в массе крупного заполнителя.
Для качественного перемешивания жестких бетонных смесей следует применять бетономешалки принудительного действия, в которых перемещение материалов производится по сложным траекториям.
По принципу работы смесители принудительного действия можно разделить на 2 группы;
— протизоточные с горизонтальной чашек, вроде«дейся в направлении противоположном вращению смешивающих устройств, размещенных в горизонтальной плоскости и хьсаденкн:: на приводном вертикальном валу;
II
— роторные туроинногс типа с горизонтальной неподвижной чашей и вращающимся в центре ротором, на котором неподвижно насажены смешивающие устройства, размещенные в горизонтальной плоскости.
Техническая характеристика смесителей принудительного действия представлена в приложении 5.
Противоточные бетономешалки имеют ряд сущесг венных недостатков, в частности, часто заклиниваются крупные куски заполнителя между жестко насаженными приводными лопастями и поддоном смесительной чаши. Б этих смесителях не следует применять заполнитель крупностью у 30 мм.
Более совершенными являются роторные смесители турбинного типа, в которых зазоры между днищем чаши и смешивающими лопастями регулируются поднятием и опусканием держателей.
Подачу отдозироьанных материалов в бетономешалку следует производить в таной последовательности: вначале подают 15-20% воды, требуемой на замес, затем загружают одновременно цемент и заполнители, продолжая заливать воду до заданного В/Ц. С водой затворения подается раствор сульфитно-дрожжевой бражки. Общая продолжительность перемешивания должна составить 5 минут.
При транспортировании бетонной смеси из бетоносмесительного цеха в цех формовки должны быть приняты меры по предотвращению расслаивания смеси. За время транспортирования бетонная смесь не должна снижать свою удобоукладываемость.
4.5. Формование железобетонных элементов крепи. Процесс формования состоит из следующих операций:
— сборка и смазка форм;
— установка и фиксирование в требуемом положении арматуры в формах;
— укладка и уплотнение бетонной смеси ь формах;
— распалубка готовых э..емектов крепи после тепловлажностной обработки к очистка сорм для следующего цикла формоззния.
В зависимости от размеров элементов крепи горыы бывают одиночные и пакетные (групповые). Допуски на размеры форм назначаются только с минусовыми значениями, так как ь процессе эксплуатации крепления *орм ослабевают и внутренние их размеры несколько увеличиваются.
12
формы должны обладать достаточной жесткостью и прочностью, что особенно важно при применении жестких бетонных смесей и притру за.
Формы после каждого цикла формования и тепловой обработки изделий необходимо чистить и смазывать. Для очистки форм и поддонов рекомендуется применять специальные машины, рабочими органами которых являются цилиндрические щетки из стальной проволоки, абразивные круги и инерционная фреза — из металлических колец.
4.6. Смазка для форм должна удовлетворять следующим требованиям:
— иметь консистенцию, позволяющую наносить ее распылителем или кистью сплошным и тонким слоем на холодные или нагретые до 40-50° металлические поверхности;
— обладать хорошим сцеплением с металлом формы и устойчивостью в процессе формования;
— не оказывать вредного влияния на твердеющий бетон;
— не вызывать коррозию рабочей поверхности форм.
Наиболее стойкими и экономичными являются водно-масляные
эмульсионные смазки, например, приготовленные на базе кислого синтетического эмульсола ЭКС, представляющего собой темно-коричневую жидкость; полученную из смеси веретенного масла (35%) и высокомолекулярных синтетических кислот (5%).
Из эмульсола ЭКС можно приготовить прямую эмульсию («масло в воде») и обратную («вода в масле»), которая более водостойка. Эмульсию готовят в эмульгаторах.
Состав эмульсионной смазки с прямой эмульсией:
вода мягкая, конденсатная, л 90
эмульсол ЭКС, л 10
сода кальцинированная, г 700
Состав смазки с обратной эмульсией: водный раствор извести (1г извести в 1л воды), л 53
вода, л 27
эмульсол ЭКС, л 20
13
Рекомендуются также смазки, приготовленные из нефтепродуктов. Смазку приготовляют путем смешивания вначале солидола с соляровым маслом при 60°, затем с добавлением порошкообразного компонента.
Состав смазки:
|
соляровое масло, кг |
10 |
|
солидол, кг |
5 |
|
зола ТЭЦ или известь- |
|
|
пушонка, кг |
10 |
Ф.7. Изготовленные арматурные каркасы должны удовлетворять требованиям соответствующих ГОСТ и ТУ.
Установленная в формы арматура должна строго соответствовать рабочему чертежу элемента крепи и быть надежно закреплена (в предварительно смазанной форме) в проектном положении при помощи фиксаторов, при этом должна обеспечиваться необходимая толщина защитного слоя бетона.
Ф.8. Уплотнение загруженной в формы бетонной смеси производится на виброплощадке с применением пригруза (желательно пнев-мопригруза). Для бетонной смеси жесткостью 60-80 сек оптимальная величина удельного давления пригруза должна быть 70-85 г/см^. Иригруз не должен снижать величину амплитуды вынужденных колебаний виброплощадки.
Оптимальный режим работы виброплощадки для уплотнения бетонной смеси жесткостью 60-80 сек рекомендуется следующий: амплитуда колебаний — 0,6-0,7 мм; частота колебаний — 3000 в минуту; время вибрирования — в среднем Z мин., т.е. вдвое больше показателя жесткости.
Лучшее уплотнение смеси достигается направленными вертикальными колебаниями, которые получаются при помощи двухвальных виб-роблоков и вращения валов с одинаковой скоростью в противоположных направлениях.
Характеристика виброплощадок приведена в приложении 6.
Укладка бетонной смеси в формы производится при помощи бе-тонораздатчиков или бетоноукладчиков, которые в процессе подачи производят и ее разравнивание.
14
4.9. Тепловлажностная обработка элементов крепи. Отформованные элементы крепи перед пропариванием выдерживаются в цехе при температуре +20° в течение 4-х часов для того, чтобы достичь критической прочности бетона 5-6 кгс/см2.
Пропаривание изделий при атмосферном давлении осуществляют в наиболее распространенных камерах периодического действия ям-ного типа.
Пропаривание можно производить и в камерах непрерывного действия — горизонтальных туннельных или вертикальных. Пропаривание следует производить по следующему режиму: подъем температуры -2 часа, изотермический прогрев при температуре 80° — 6 часов, охлаждение — 2 часа.
Изотермический прогрев необходимо осуществлять при относительной влажности среды пропаривания 97-100%. Температурный перепад к иоменту извлечения изделия из камеры между его поверхностью и температурой наружного воздуха не должен превышать
ад°с.
Когда предварительное выдерживание отформованных изделий технологически трудно осуществить, повышать температуру следует медленно, например, при критической прочности бетона 1-2 кгс/см2 подъем температуры не должен превышать Ю°С в час.
В этом случае для сокращения цикла тепловлажностной обработки рекомендуется применять ступенчатый режим, а именно: подъем температуры до 40°С — 0,5 часа; изотермический прогрев при 40°С — 2 часа; подъем температуры до &0°С — I час; изотермический прогрев при 80°С — 6 часов; охлаждение — 2 часа.
4.10. После тепловлажностной обработки элементы крепи рас-палубливают, маркируют несмывающейся краской и отправляют на склад готовой продукции.
5. КОНТРОЛЬ КАЧЕСТВА
5.1. На предприятиях, где изготовляют элементы шахтной крепи (из высокопрочного бетона), необходимо осуществлять систематический контроль, который предусматривает:
— проверку наличия паспортов на исходные материалы и испытания прибывших вяжущих, заполнителей, арматуры и т.д. в соответствии с действующими стандартами и техническими условиями;
15
— соблюдение нормальных условий хранения материалов на складах. Особое внимание необходимо уделять чистоте заполнителей.
— проверку работы дозирующих устройств и точность дозирования;
— проверку жесткости бетонной смеси в соответствии с ГОСТ 1018Ь62$ «Бетон тяжелый. Методы определения подвижности и жесткости бетонной смеси»;
5.2. При формовании изделий следует регулярно следить за:
— качеством очистки и смазкой форм;
— правильностью положения арматуры в формах и обеспечением защитного слоя бетона.
5.3. При пропаривании изделий необходимо проверять заданный режим и относительную влажность в камере.
5.4. Контроль прочности бетона следует осуществлять в соответствии с ГОСТ 10180-67, «Бетон тяжелый. Методы определения прочности» и ГОСТ 18105-72 «Бетоны. Контроль и оценка однородности и прочности».
Время испытания образцов бетона рабочего состава — через 4 часа и 28 суток после тепловлажностной обработки.
5.5. Оценку прочности конструкции необходимо производить по действующим нормативным документам.
6. ТЕХНИКА БЕЗОПАСНОСТИ
При соблюдении правил техники безопасности следует руководствоваться следующей литературой:
1. Прудовский М.Е. Защита от вибрации на заводах сборного железобетона. Госстройиздат, 1972.
2. Справочник по производству сборных железобетонных изделий, т.2, раздел I, глава П «Охрана труда, техника безопасности и производственная санитария». Госстройиздат, 1965.
3. Годзиев Н.С. Техника безопасности при производстве бетонных и железобетонных работ. Ирофиздат, 1957.
В работе приведены составы высокопрочных бетонов М 600 и М 800 и основные технологические данные изготовления сборных бетонных и железобетонных элементов шахтной крепи.
Разработали Временное руководство ст.научный сотрудник А.М.Данилов (руководитель работы), канд.техн.наук С.А.Бернштейн, ст.научный сотрудник Б.В.Шунтаков, мл.научный сотрудник Ю.А.Попов.
Ответственный за выпуск — ст.научный сотрудник А.М.ДАНИЛОВ Редактор — Г.Д. КОЧЕТОВА
Заказ fc 228/74 от 3 ноля 1974 г. Печ.л.1,7 Формат 20×30/2. Тираж 200 экз. Цена 50 коп
Ротапринт ВНИИОШИСа, г.Харьков,ГСП, ул.Отакара Яроша,18
ОГЛАВЛЕНИЕ
Стр.
1. Общая часть ………….. 5
2. Требования к высокопрочным бетонам,
применяемым в шахтном строительстве … 6
3. Материалы для приготовления высокопрочного бетона …………. 6
4. Технология изготовления железобетон-
ных элементов шахтной крепи из высокопрочных бетонов ………… 9
3. Контроль качества ………… 14
6. Техника безопасности ……….. 15
Приложения ………….. jg
5
I. ОБЩАЯ ЧАСТЬ
1.1. По своим деформативным свойствам разработанные составы высокопрочных бетонов марки 600-800 отвечают требованиям эксплуатации сборных крепей с большой несущей способностью (блочных бетонных, тюбинговых, блочных и панельных железобетонных).
Высокопрочные бетоны могут быть также использованы для производства конструкций при строительстве зданий и сооружений на поверхности шахт.
1.2. Высокопрочные бетоны марки 600-800 предназначены для изготовления элементов крепи,применяемых в капитальных горизонтальных горных выработках глубоких шахт арочного и кольцевого очертания, проводимых в сложных горно-геологических условиях вне зоны влияния очистных работ.
1.3. Расчетные значения нагрузок для проектируемых крепей, указанных в пункте 1.2, институт ВНИМИ рекомендует следующие:
а) в песчаниках и песчанистых сланцах
(беж = 600-900 кгс/см2) при сечении 6,0-12,0 м2 — 20-30 тс/м2; при сечении 12,0-18,0 м2 — 30-40 тс/м2; при сечении свыше 18 г2 — 60-80 тс/м2; б) в песчанистых и глинистых сланцах
< <?сж < 600 кгс/см2)
при сечении 6,0-12,0 м2 — 30-40 тс/м2; при сечении 12,0-18,0 м2 — 40-60 тс/м2: при сечении свыше 18 м2 — 80-150 тс/м2.
1.4. Применение высокопрочных бетонов марки 600-800 дает возможность разработать новые экономичные конструкции крепи, позволяющие при сохранении принятой несущей способности облегчить элементы на 20-35% и снизить стоимость крепления на 10-25%.
Это справедливо в первую очередь для многошарнирных крепей, имеющих небольшую длину элементов и, следовательно, малые изгибающие моменты, но значительные нормальные силы. В этих крепях максимально используется высокая прочность бетона на сжатие.
6
Эффективность применения высокопрочного бетона М 800 в разработанной институтом ВНИИОШИС сборной железобетонной блочной крепи, состоящей из 10 элементов в кольце, для условий шахты «■ахтерская-Глубокая» приведена в приложении I.
1.5. Настоящее руководство предусматривает технологию изготовления элементов крепи из высокопрочных бетонов марки 600-800 на заводах ДБК, оборудованных бетоносмесителями принудительного действия.
2. ТРЕБОВАНИЯ К ВЫСОКОПРОЧНЫМ БЕТОНАМ,
ПРИМЕНЯЕМЫМ В ШАХТНОМ СТРОИТЕЛЬСТВЕ
2.1. Высокопрочные бетоны, предназначенные для изготовления сборной железобетонной шахтной крепи, по своим физико-механически свойствам должны соответствовать показателям, приведенным в приложении 2.
3. МАТЕРИАЛЫ ДЛЯ ПРИГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО БЕТОНА
3.1. Цемент. Для приготовления высокопрочного бетона можно применять пластифицированный, гидрофобный или обычный портландцемент, отвечающий требованиям ГОСТ 10X78-62.
Рекомендуются цементы с нормальной густотой теста не более 25-26%.
Для приготовления бетона М 600 следует применять портландцемент марки 500-600; бетона М 800 — портландцемент М 700. При отсутствии цемента М 700 рекомендуется портландцемент марки 400-500 домалывать в вибрационной или шаровой мельнице до удельной поверхности 5000-5500 с^г.
3.2. Лесок. В качестве мелкого заполнителя для приготовления высокопрочного бетона следует применять песок, отвечающий требованиям ГОСТ 8736-67. Рекомендуются пески чистые, крупнозернистые (Мкр=3) или среднезернистые (Мкр=1,5-2) природной гранулометрии (без фракционирования), если кривая просеивания находится в пределах области, рекомендуемой ГОСТ 10268-62.
В тех случаях,когда в качестве мелкого заполнителя применяютс искусственно приготовленные смеси, для получения удобоукладывае-
7
ной бетонной описи соотношение крупнозернистого и мелкозернистого песка доляно быть соответственно 20-50 и 80-50%.
Если нормальная густота цементного теста более 26%, а В/Ц меньше 0,33, кривая просеивания должна находиться у верхней границы области, рекомендуемой ГОСТ 10266-62. Такой песок следует Фракционировать, отделяя частицы менее 0,3 ым,
3.3. Щебень, В качестве крупного заполнителя для приготовления высокопрочного бетона следует применять щебень, полученный дроблением прочных плотных горных пород. Крупный заполнитель должен отвечать требованиям ГОСТ 8267-64.
Прочность щебня при сжатии в насыщенном водой состоянии, согласно ГОСТ, должна быть выше прочности бетона не менее, чем в 1,5 раза. Допускается применять щебень пониженной прочности, но не ниже прочности бетона. В этом случае его следует испытывать в бетоне и использовать после соответствующего технико-экономического обоснования.
Щебень необходимо применять чистым (не содержащим отмучиваемых частиц) и фракционированным. Наибольшая крупность щебня обычно выбирается в зависимости от размеров поперечного сечения крепи и особенностей армирования конструкций.
В связи с этим рекомендуется готовить следующие соотношения фракций щеоня (по весу) —
при максимальной крупности щебня 20 мм:
5-10 мм 35%
10-20 мм 65%
при максимальной крупности щебня 40 мм:
5-20 мм 44%
20-40 мы 56 или
5-10 мм 18%
10-20 мм 26 %
20-40 мм 56%
3.4. Вода. Для приготовления бетона могут быть использованы природные воды (в первою очередь питьевая), не содержащие солей кислот и органических примесей выше допустимее, норм, а также не загрязненные сточными бытовыми и промышленными водами и маслами.
8
Вода считается непригодной для затворения бетонных смесей, в которой солей содержится больше 5000 мг/л или сульфатов (сернокислый кальций, натрий, магний) в расчете на ион ,90*. свыше 2700 мг/л при водородном показателе pH<4.
5.5. Добавка. Сульфитно-дрожжевая бражка долгие соответствовать требованиям ы?ТЦ 13-04-35-66 «Концентраты сульфитно-дрожжевой бражки». Применять с.д.б. следует в соответствии с «Оказаниями по применению бетона с добавкой концентратов сульфитно-дрожжевой бражки» СН-406-70. Сульфитно-дрожжевую бражку поставляют в сухом виде или в виде жидкости, содержащей ~ 50$ воды, растворяют с.д.б. в воде до заданной концентрации.
Определение содержания сухого вещества с.д.б. в водном растворе различной концентрации производится по таблице приложения 3, данные которой позволяют определить количество сульфитно-дрожжевой бражки в рабочем растворе, необходимое для приготовления бетонной смеси.
3.6. Приемка, хранение и испытание материалов. Приемка материалов для приготовления бетона, отбор проб для лабораторных испытаний, транспортирование, хранение цемента и заполнителей следует производить согласно действующим стандартам: ГОСТ 10178-62 «Портландцемент, шлакопортландцемент, пуццолановый портландцемент и их разновидности», ГОСТ 10268-70 «Заполнители для тяжелого бетона».
Приемка материалов и их испытание должны быть оформлены соответствующими актами. Цемент при перевозке и хранении должен быть защищен от увлажнения и загрязнения посторонними примесями, распыления и утечки.
Места разгрузки цемента должны быть защищены от атмосферных осадков и ветра. Быстротвердсющие и высокомарочные цементы заво* ского производства рекомендуется хранить в металлических и железобетонных силосахипи .бункерах .Продолжительность хранения таких цементов в других условиях не должна превышать 15 суток.
Активность цемента необходимо проверить, если цемент хранился свыше месяца или по каким-либо причинам, независимо от срс ка хранения, возникает сомнение в сохранности его активности, отвечающей данным заводского паспорта.
9
Способу доставки заполнителей, их хранение на складах и подача к бетоносмесительным установка!! должны исключать возможность их загрязнения и смешивания различных фракций.
Раствор сульчитно-дрожжевой бражки должен храниться э зимнее время в отапливаемом помещении.
4. ТОКОЛОГИИ ИЗГОТОВЛЕНИИ ЕЕЛ ЕЗОБЕТОННиХ ЭЛЕМЕНТОВ ШАХТНОу. КРЕПИ ИЗ ЗЫССКОПРОЧНыХ БЕТОНОВ
4.1. Основа технологии высокопрочных бетонов — получение бетонов с максимальным его насыщением прочным крупным заполнителем, образующим жесткий каркас.
Высокая прочность и плотность цементного камня обеспечиваются возможно малыми значениями водоцементного отношения (в пределах 0,25-0,35) и расходом цемента (от 550 до 650 кг/м3).
Технология получения высокопрочного бетона должна предусматривать следующие положения, направленные на снижение расхода цемента:
— применение жестких и умеренно жестких бетонных смесей;
— применение фракционированного чистого крупного заполнителя (из 2-3 фракций) с минимальной межзерновой пустотностью (в пределах 36-38%);
— малое содержание песка в смеси заполнителей;
— применение портландцеыентов высоких марок;
— применение пластифицирующих поверхностно-активных добавок.
4.2. Рекомендуемые составы высокопрочных бетонов._
Состав бетона М 600 — 1:0,6:2,24 (в в.ч.) с добавкой (от веса цемента) — 0,25% сульфитно-дрожжевой бражки (в расчете на твердое вещество); В/Ц=0,26.
Состав бетона М 800 тот же, В/Ц=0,30.
Жесткость бетонной смеси (М 600 и У 800) — 60-80 сек.
Расход материалов для приготовления I м3 бетона 600:
|
портландцемент М 500, кг |
585 |
|
песок, кг |
351 |
|
щебень, кг |
1310 |
|
сульфитно-дрожжевая бражка, кг |
1,46 |
|
вода, л |
152 |
- О системе
- Каталог документов
- Скачать
- Купить
![]()
ООО «Центр Программного Обеспечения» является авторизованным партнёром АО «Нанософт» по информационно-поисковой системе нормативов NormaCS, имеет право распространять программный продукт и оказывать услуги по сопровождению программы на всей территории РФ.
Тел.: +7(495)155-95-86, 8(800)350-19-95
Email: info@centerpo.ru
ИНН/КПП: 7721447045/770301001
ОГРН: 1167746147777
© 2016–2023 ООО «ЦПО»