В этой статье вы узнаете, что такое юстировка лазерного станка, как она проводится и что будет, если ее не проводить
Что такое юстировка и зачем она нужна?
Юстировка — это настройка оптического тракта лазерного луча. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал.
Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
Что будет, если юстировка сделана неправильно или сбилась?
- Материал не прорежется;
- Скорость работы станка упадет;
- Снижется качество;
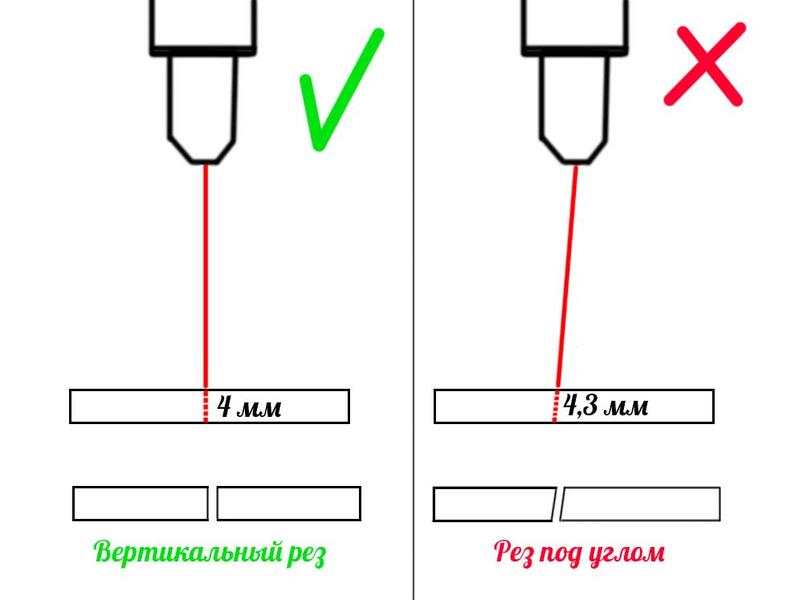
- Края реза будут горелыми или под углом;
- Гравировка получится мутной.
В большинстве случаев некачественной резки виновата плохая юстировка.
Проверить ее просто. Если при нажатии кнопки Pulse и подаче импульса, на материале остается пятно не круглой формы, маленькое или размытое, требуется проверить юстировку.
Проверять юстировку лучше ежедневно перед началом работы
Обязательно — если появились признаки нарушения качества реза. Проверка занимает 5-7 минут, позволяя гарантировать качественную резку и отсутствие брака.
Важно во время работы соблюдать технику безопасности. Нежелательно смотреть на лазерный луч без специальных защитных очков. Попадание рук в зону работы лазера недопустимо.
Устройство оптического тракта
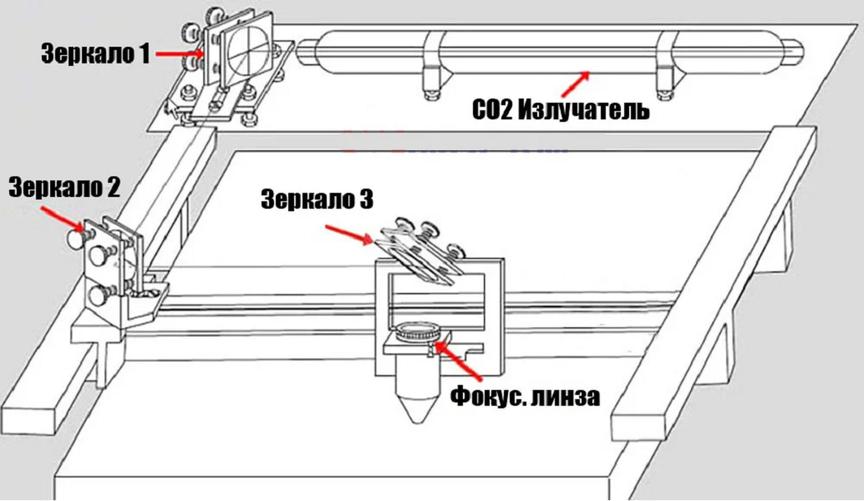
 Оптический тракт можно условно разбить на участки:
Оптический тракт можно условно разбить на участки:
- Лазерный излучатель — стеклянная трубка СО2, из выходного отверстия которой выходит луч;
- Луч попадает на первое статичное зеркало, передается на второе;
- Второе зеркало закреплено на портале, вместе с ним передвигаясь вдоль оси Y.
На станках с большой площадью рабочего поля, чтобы сократить длину оптического тракта, лазерная трубка устанавливается на портале.
- Третье зеркало передает луч на линзу, фокусирующую и посылающую его через сопло на материал.
Установка лазерной трубки
Перед началом юстировки, нужно снять боковой кожух, крышку, кожух заднего отсека с лазерной трубкой
Работать удобнее вдвоем, чтобы не бегать от пульта к лазеру. Другой вариант: установить контроллер, поддерживающий возможность работы по локальной сети. Его подключают к компьютеру с Wi-Fi и управляют движениями станка.
Трубка устанавливаться параллельно столу, что облегчает юстировку. Если она стоит под углом 2-4 градуса, это не ошибка. Если станок работает с помпой, неизбежны пузыри, лучше сделать уклон для облегчения их выхода. Однако, если у станка есть чиллер, то пузыри не образуются.
Понадобится малярный скотч. Его используют в 2-4 слоя, чтобы он не загорался, и наклеивают на зеркало.
У некоторых станков нет такой рамочки вокруг зеркала, как на станке Wattsan 6090. В этом случае для защиты от клея или скотча используют монету.
Устанавливается мощность 19-20%. В меню в строке Laser set, выставляется для контроля импульса режим Manual — ручной, 50 м/сек. При нажатии кнопки «Pulse» будут возникать импульсы, которые оставят небольшой отпечаток на малярном скотче и предотвратят воспламенение.
Лазерная трубка устанавливается в нижнее положение, наклеивается малярный скотч, проглаживается пальцем, чтобы были видны границы рамки. Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».
При необходимости регулируется положение лазерной трубки. У станка Wattsan 6090 для этого предусмотрено удобное колесико и шкала, с помощью которых легко выравнивать положение задней и передней части трубки.
Лучу не обязательно попадать в самый центр. Достаточно, что он целиком приходил в первое и второе зеркало на максимальном режиме, когда мощность порядка 99%. Важно попасть в центр только третьего зеркала.
После того, как трубка выставлена в правильном положении, ее необходимо зафиксировать предусмотренными для этой цели болтами. Положение трубки обычно фиксируется один раз. При дальнейшей проверке юстировки достаточно контролировать положение зеркал.
Настройка первого зеркала
Крепление состоит из двух частей: у одной рамки винты с пружинками, на второй закреплено зеркало. Вторая рамка всегда старается прижаться к первой пружинами. Латунные винты регулируют угол наклона, отталкивая рамку с разных сторон.
Верхний винт регулирует угол наклона по вертикали, а правый и левый — по горизонтали и диагонали. Чем больше поле станка, тем более чувствительно отклоняется лазер при повороте винта.
Зеркало регулируется винтами до тех пор, пока весь луч не будет на него попадать, не задевая крепление даже на максимальной мощности.
Проверяется попадание луча в одну точку в двух крайних положениях перемещения портала по оси Y. Операция повторяется несколько раз, чтобы убедиться, что зеркало выставлено правильно и луч не уходит.
На максимальной мощности след от луча не должен выходить за границы рамки.
Настройка второго зеркала
Первая проверка производится на ближней дистанции, чтобы луч не мог уйти за границы рамки.
Принцип регулировки тот же, что и на предыдущем этапе. При необходимости можно все три регулировочных винта подкрутить на одинаковое число оборотов, тем самым подвинуть рамку строго по горизонтали.
Настройка проводится аналогично предыдущему разу, но теперь важно, чтобы луч приходил в центр.
Обязательно несколько раз поверить попадание лазера в одну точку в крайних положениях.
Для точной корректировки попадания в центр третьего зеркала, проще не начинать двигать второе и первое, а немного сместить лазерную трубку. Ослабив стопорные винты и немного смещая ее, можно за несколько минут отрегулировать точность попадания луча в нужную точку.
Проверяется попадание лазера в одну точку по всем зеркалам в крайних положениях.
Настройка третьего зеркала — выставление вертикальности луча
Для этого этапа понадобятся прозрачный скотч и кусочек фанеры.
Принцип настройки остается неизменным, меняется только направление лазерного луча: из горизонтальной плоскости в вертикальную.

Сначала убедитесь в том, что луч проходит через сопло и полностью приходит на материал
Удобнее это делать в расфокусированном состоянии, чтобы лучше была видна форма отпечатка.
Когда отпечаток стал круглым, на сопло наклеивается прозрачный скотч. Выставляется минимальная мощность, порядка 10%, нажимается Pulse.
На скотче останется отпечаток сопла и след от луча. Отверстие должно оказаться точно в центре сопла. Корректируется положение зеркала. Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение.
После правильной центровки луча на материале остается маленькая круглая точка.
Важно после проведения юстировки затянуть все контрящие гайки! При закручивании винты нужно придерживать рукой, чтобы случайно не сместить их. После затяжки еще раз проверяется точность юстировки.
Часто возникающие проблемы
- Если рез не вертикальный, а под углом, значит плохо отрегулировано третье зеркало. Нужно повторить юстировку;
- Если в разных местах стола разный рез, нужно проверить: кривизну материала, ровность установки стола;
- Если при работе в одном углу материал некачественно прорезается, виновата неправильная установка станка — неровно выставлены ножки. Такая проблема характерна для самодельных или дешевых станков. У качественных станков, таких как Wattsan, есть рама, поэтому неполадок не возникает.
Видео: Правильная юстировка лазерного станка с нуля. Подробная инструкция, как настроить лазерный станок.

В процессе эксплуатации лазерного станка, вследствие его интенсивной работы длительное время, может возникнуть рассогласованность элементов его оптической системы. Чтобы восстановить корректную работу аппарата, необходимо выполнить настройку его оптических узлов.
Читайте материал о порядке юстировки лазерного станка своими руками.
Содержание
Юстировка лазерного станка
Как и в любом сложном оборудовании, в лазерных станках, при длительной эксплуатации, может нарушиться изначальная настройка. Самое уязвимое место — система зеркал. При работе станка возникает дым, который частично оседает на зеркалах, из-за чего уменьшается их отражающая способность, поверхности зеркал нагреваются и могут выйти из-строя, лопнуть или сгореть.
Если зеркало лопнуло или оплавилось, то тут поможет только замена зеркала.
Если CO2-излучатель работает без проблем, зеркала чистые, а резки и гравировки не происходит, то скорее всего необходимо произвести юстировку станка.
Правила юстировки лазера
Основа юстировки оптической системы лазерного станка заключается в последовательной настройке каждого зеркала, которая позволит направить лазерный луч из трубки в фокусирующую линзу. Попытка исправить нарушение, отрегулировав только одно зеркало, усугубит проблему. Настраивать зеркала необходимо последовательно, от первого оптического узла к третьему.
В процессе юстировки первого и второго оптического узла допускается отклонение лазерного луча от центра. Луч может отражаться с легким смещением на одной из половин зеркала. После дополнительной настройки зеркала след будет падать на вторую половину. Следует помнить, что лучевой след не должен смещаться вдоль зеркальной плоскости, когда она перемещается вдоль координатной оси.
Самый важный этап настройки — третий оптический узел, который расположен у тубуса с линзой. В данном случае луч должен отражаться строго по центру, проходить параллельно центральной оси линзы. В случае отклонения луча по вертикали будет повреждена насадка излучателя.
Подготовка к юстировке лазерного станка
Источник: promzn.ru
Надежная юстировка лазерного станка осуществляется или при помощи встроенного юстировочного лазера, или с помощью светодиодной лазерной указки. Подготовка к юстировке осуществляется в такой последовательности:
- Из лазерной указки извлекается лазерный модуль;
- Светодиодный модуль подключают к источнику электроэнергии;
- На третье зеркало станка наклеивают скотч, в то же время каретка зеркала должна находиться на максимальном расстоянии от излучателя;
- Включить рабочий лазер, чтобы прожечь отметку на мишени;
- Через 10 минут после выключения рабочего лазера в лазерной трубке крепится светодиодный модуль. Для надежной фиксации можно использовать поролон;
- После включения светодиодного модуля красная точка должна попасть в прожженный участок мишени.
Использование луча светодиодной указки не представляет опасности для оператора, поэтому юстировка не составит труда.
Как юстировать лазерный станок своими руками: пошаговая инструкция
Регулировка положения лазерной трубки
Начинать юстировку следует с регулировки положения лазерной трубки. Скотч, который выполняет роль мишени, наклеивают на первое зеркало. Затем трубку настраивают так, чтобы луч попадал в центральную часть мишени.
Установка мишени на зеркала
На следующем этапе мишень устанавливают на второе зеркало, что позволяет отрегулировать первое. Задача состоит в том, чтобы метка попала в центр при расположении каретки на оси Y на разных расстояниях от неподвижного узла. Направление луча регулируется при помощи винтов неподвижного зеркала.
Регулировка третьего оптического узла
Скотч наклеивают на третье зеркало, после чего повторяют предыдущую процедуру, но уже со вторым зеркалом. След от лазера должен попасть в центр. Следует на оси X выставить третье зеркало в предельные положения, чтобы убедиться в точности попадания на разных полюсах.
Совмещение мишени и сопла
Наибольшую сложность представляет юстировка третьего оптического узла. Обязательно нужно отрегулировать положение лучевой метки, чтобы она находилась в центре мишени, которая находится на рабочем столе.
Отладка лазерного станка
На завершающем этапе нужно убедиться, что круг мишени по диаметру совпадает с выходным соплом. Для этого поверхность рабочего стола поднимается до контакта с соплом, а затем рабочий стол медленно опускают, контролируя расположение мишени. Когда стол находится в нижнем положении, винтами третьего зеркала регулируется положение лазера.
Нюансы, которые надо учитывать при юстировке лазера своими руками
Самостоятельная настройка лазерного аппарата требует от специалиста максимальной внимательности на каждом этапе. При неправильной настройке, в лучшем случае, придется повторить юстировку, а в худшем, если рабочий луч лазера отклонится от верной траектории, может быть испорчено оборудование.
Важные нюансы при юстировке лазера:
- При подготовке, лазерную трубку следует установить параллельно оси X и надежно закрепить — это облегчит весь процесс юстировки;
- После окончания юстировки — мишени из скотча следует аккуратно отклеить, а зеркала протереть ватными палочками со средством для чистки оптики;
- После завершения юстировки, при первом пуске рабочего лазера, следует установить мощность луча на минимум.
Выполнение самостоятельной юстировки лазерного станка — процесс несложный, при соблюдении описанных выше правил. Работа не требует специальных инструментов, а благодаря использованию лазерной указки процесс становится безопасным.
На чтение 11 мин. Просмотров 2 Опубликовано
Содержание
- Юстировка лазерного станка: подготовка, настройка, правила и нюансы
- Юстировка лазерного станка
- Правила юстировки лазера
- Подготовка к юстировке лазерного станка
- Как юстировать лазерный станок своими руками: пошаговая инструкция
- Регулировка положения лазерной трубки
- Установка мишени на зеркала
- Регулировка третьего оптического узла
- Совмещение мишени и сопла
- Отладка лазерного станка
- Нюансы, которые надо учитывать при юстировке лазера своими руками
- Юстировка зеркал лазерного станка с нуля на примере Wattsan 6090
- Устройство оптического тракта
- Установка лазерной трубки
- Настройка первого зеркала
- Настройка второго зеркала
- Настройка третьего зеркала – выставление вертикальности луча
- Часто возникающие проблемы
- Видео: Правильная юстировка лазерного станка с нуля. Подробная инструкция, как настроить лазерный станок.
Юстировка лазерного станка: подготовка, настройка, правила и нюансы
Изготовление качественных изделий возможно только при согласованной работе всех систем лазерного станка. Поэтому при частом использовании прибора и ухудшении качества заготовок рекомендуется проводить юстировку лазерного станка. Рассмотрим что это такое, какие правила должны соблюдаться, процесс подготовки и самой настройки, а также нюансы, учитываемые при юстировке лазера.
Юстировка лазерного станка
Юстировка лазерного станка – это процедура настройки прибора, от которой зависит конечный результат обработки деталей. Оптическая система должна подвергаться регулярной юстировке. Так как при использовании агрегата выделяются газообразные вещества, и часть их остаётся на зеркальной поверхности. Вследствие этого геометрическая форма отражаемых лучей искажается.
При настройке станка зеркала регулируются так, чтобы лазерный луч попадал на рабочую поверхность перпендикулярно, под углом 90 градусов.
На неверно проведенную юстировку и необходимость настройки зеркал указывает наличие следующих дефектов:
- диаметральные деформации светового пятна;
- образование кривых ступенчатых линий в процессе гравировки;
- маленькие точки из круглых превращаются в овальные;
- рез по оси X производится с отклонением;
- рассеивание лучевой точки фокуса.
Правила юстировки лазера
Настройка лазерного станка должна осуществляться в строго определённом порядке с соблюдением нескольких правил:
- Юстировка начинается с первого зеркала, продолжается на втором и завершается на третьем.
- Перед юстировкой на зеркальную поверхность накладывается тонкий прозрачный скотч и проводится первичная «пристрелка» рабочим лазером. Также настройка станка может выполняться при помощи лазерной указки.
- При настройке первого и второго зеркал нет необходимости в точном попадании луча в центр. Так как допускается его отражение с легким смещением на одну из половин зеркала. Однако не допускается, чтобы лучевая отметка хаотично перемещалась по зеркальной плоскости в процессе ее движения по оси.
- При настройке третьего оптического узла необходимо, чтобы луч отражался ровно по центру. Это потребуется для вхождения луча в линзу по вертикали относительно плоскости рабочего стола. Так как отклонение от этого направления может вызвать выход из строя насадки излучателя и увеличение длины линий заготовки.
Важно! Юстировку третьего оптического узла следует проводить только при строго горизонтальном положении рабочего стола станка. Добиться этого можно при помощи опор для регулировки и уровня.
Подготовка к юстировке лазерного станка
Настройка лазерного станка начинается с его подготовки, которая состоит из шести последовательных этапов:
- Лазерная указка разбирается и из неё извлекается модуль. Он в свою очередь соединяется при помощи проводов с источником электроэнергии в указке.
- Третье зеркало заклеивается скотчем, а каретка, на котором оно установлено, удаляется на максимально отдалённое расстояние от излучателя.
- Рабочий лазер запускается для получения на мишени выжженного следа.
- Затем лазер выключается, а мишень остается на месте. Спустя 10 минут конденсаторы в лазерной трубке полностью разряжаются, в этот момент следует плотно закрепить светодиодный модуль. Его рекомендуется обернуть поролоном или разместить в пластиковой трубе, чтобы избежать расшатывания конструкции.
- Точное совпадение луча светодиодного модуля и рабочего лазера контролируется при помощи отметок на мишени (они должны сходиться в одной точке).
- Фокусирующая линза настраивается аналогичным образом при помощи светодиодного лазера.
Совет! Подготовку к юстировке лазерного станка рекомендуется делать в неярко освещённой комнате, лучше притемнённой. Это объясняется тем, что малая мощность луча не сможет преодолеть поглощение линзы.
Как юстировать лазерный станок своими руками: пошаговая инструкция
Регулировка положения лазерной трубки
Лазерную трубку ровно устанавливают и фиксируют параллельно оси Х. Затем для более точной регулировки и предотвращения сильного пригорания скотча лазерный луч регулируется при помощи следующих параметров:

- Уменьшается мощность при помощи кнопки Max-Power.
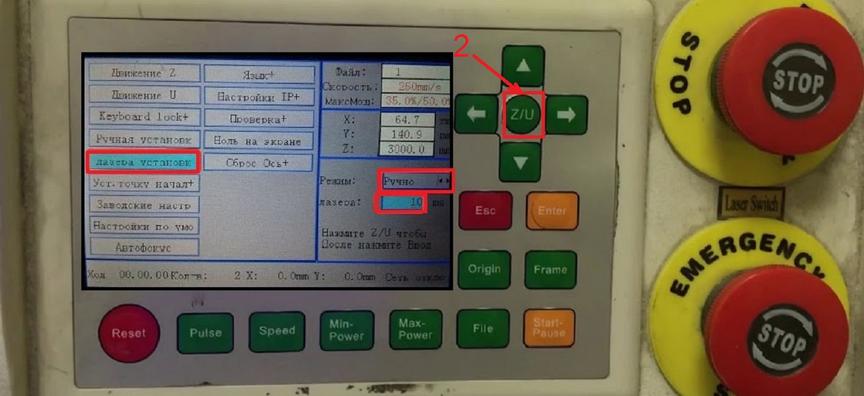
- Настраивается ручная подача. Для этого нужно нажать на кнопку Z/U и выбрать в меню пункт «Лазера установка». Режим указываем «Ручной» и вводим продолжительность подачи лазера в миллисекундах в соответствующее поле. После такой настройки подача лазера отключится через заданное количество миллисекунд.
Установка мишени на зеркала
Скотч, наклеенный на все зеркала, выступает в роли мишени.
В центральную часть скотча на первом зеркале наводится трубка для попадания луча. Затем скотч клеится на второе зеркало – это потребуется для регулировки первого зеркала. При каретке расположенной на оси Y на минимальном и максимальном расстоянии от неподвижного узла метка должна попадать в центр.
Второе зеркало регулируется точно так же, как и первое.
Третье зеркало поочерёдно выставляется в максимальное и минимальное положение на оси X. Это действие выполняется для проверки точности попадания луча на различных полюсах.
Регулировка третьего оптического узла
Третий оптический узел считается самым сложным для настройки. Так как во время регулировке его винтов следует переместить лучевой след прямо в центр мишени, расположенной на рабочем столе. При этом расстояние до цели должно быть равно фокусному.
Совмещение мишени и сопла
Для правильного совмещения круговых границ мишени и выходного сопла необходимо поднять поверхность рабочего стола до контакта с соплом. После медленно опустить его, при этом мишень не должна менять своё местоположение.
Отладка лазерного станка
При окончательной отладке луч на выходе из лазерной головки должен попадать точно в центр фокусирующей линзы. Важно, чтобы луч не задевал стенки сопла, так как он начнет рассеиваться и терять мощность. Проверить положение луча можно, приклеив скотч прямо на выход лазерной головки и запустив станок. Если след от лазера остался ровно по центру, то процесс юстировки завершен.
Нюансы, которые надо учитывать при юстировке лазера своими руками
Процесс самостоятельной юстировки несложен, однако у многих пользователей возникают трудности в процессе настройки. Это связанно с тем, что при юстировке лазерного станка не были учтены следующие нюансы:
- Плохая подготовка лазерного станка. Юстировка должна проводиться только на агрегате, у которого хорошо настроена система перемещения по осям X и Y, а также рабочее поле расположено четко по уровню и в одной плоскости с обеими осями.
- Конструкция лазерного станка. У различных производителей она может отличаться. Поэтому если изначально в процессе проектирования агрегата в его конструкцию не были заложены элементы для удобной юстировки, то пользователю будет сложно провести настройку самостоятельно. Однако можно посмотреть видеоинструкции и разобраться в тонкостях процесса.
Рассмотрев подробно процесс юстировки лазерного станка, следует отметить: ее несложно выполнить самостоятельно. Однако следует точно выполнять инструкции, учитывать необходимые нюансы самого процесса и характеристики станка.
Источник
Юстировка зеркал лазерного станка с нуля на примере Wattsan 6090
Юстировка – настройка оптического тракта лазерного луча. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
Что будет, если юстировка сделана неправильно или сбилась?
- Материал не прорежется.
- Скорость работы станка упадет.
- Снижется качество.
- Края реза будут горелыми или под углом.
- Гравировка получится мутной.
В большинстве случаев некачественной резки виновата плохая юстировка.
Проверить ее просто. Если при нажатии кнопки Pulse и подаче импульса, на материале остается пятно не круглой формы, маленькое или размытое, требуется проверить юстировку.
Проверять юстировку лучше ежедневно перед началом работы. Обязательно – если появились признаки нарушения качества реза. Проверка занимает 5-7 минут, позволяя гарантировать качественную резку и отсутствие брака.
Важно во время работы соблюдать технику безопасности. Нежелательно смотреть на лазерный луч без специальных защитных очков. Попадание рук в зону работы лазера недопустимо.
Устройство оптического тракта
 Оптический тракт можно условно разбить на участки:
Оптический тракт можно условно разбить на участки:
- Лазерный излучатель – стеклянная трубка СО2, из выходного отверстия которой выходит луч.
- Луч попадает на первое статичное зеркало, передается на второе.
- Второе зеркало закреплено на портале, вместе с ним передвигаясь вдоль оси у.
На станках с большой площадью рабочего поля, чтобы сократить длину оптического тракта, лазерная трубка устанавливается на портале.
Перед началом юстировки, нужно снять боковой кожух, крышку, кожух заднего отсека с лазерной трубкой. Работать удобнее вдвоем, чтобы не бегать от пульта к лазеру. Другой вариант: установить контроллер, поддерживающий возможность работы по локальной сети. Его подключают к компьютеру с Wi-Fi и управляют движениями станка.
Установка лазерной трубки
Трубка устанавливаться параллельно столу, что облегчает юстировку. Если она стоит под углом 2-4 градуса, это не ошибка. Если станок работает с помпой, неизбежны пузыри, лучше сделать уклон для облегчения их выхода. Однако, если у станка есть чиллер, то пузыри не образуются.
Понадобится малярный скотч. Его используют в 2-4 слоя, чтобы он не загорался, и наклеивают на зеркало.
У некоторых станков нет такой рамочки вокруг зеркала, как на станке Wattsan 6090. В этом случае для защиты от клея скотча используют монету.
Устанавливается мощность 19-20%. В меню в строке Laser set, выставляется для контроля импульса режим Manual – ручной, 50 мсек. При нажатии кнопки «Pulse» будут возникать импульсы, которые оставят небольшой отпечаток на малярном скотче и предотвратят воспламенение.
Лазерная трубка устанавливается в нижнее положение, наклеивается малярный скотч, проглаживается пальцем, чтобы были видны границы рамки. Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».
При необходимости регулируется положение лазерной трубки. У станка Wattsan 6090 для этого предусмотрено удобное колесико и шкала, с помощью которых легко выравнивать положение задней и передней части трубки.
Лучу не обязательно попадать в самый центр, достаточно того, что он целиком приходит в первое и второе зеркало на максимальном режиме, когда мощность порядка 99%. Важно попасть в центр только третьего зеркала.
После того, как трубка выставлена в правильном положении, ее необходимо зафиксировать предусмотренными для этой цели болтами. Положение трубки обычно фиксируется один раз. При дальнейшей проверке юстировки достаточно контролировать положение зеркал.
Настройка первого зеркала
Крепление состоит из двух частей: у одной рамки винты с пружинками, на второй закреплено зеркало. Вторая рамка всегда старается прижаться к первой пружинами. Латунные винты регулируют угол наклона, отталкивая рамку с разных сторон.
Верхний винт регулирует угол наклона по вертикали, а правый и левый – по горизонтали и диагонали. Чем больше поле станка, тем более чувствительно отклоняется лазер при повороте винта.
Зеркало регулируется винтами до тех пор, пока весь луч не будет на него попадать, не задевая крепление даже на максимальной мощности.
Проверяется попадание луча в одну точку в двух крайних положениях перемещения портала по оси Y. Операция повторяется несколько раз, чтобы убедиться, что зеркало выставлено правильно и луч не уходит.
На максимальной мощности след от луча не должен выходить за границы рамки.
Настройка второго зеркала
Первая проверка производится на ближней дистанции, чтобы луч не мог уйти за границы рамки.
Принцип регулировки тот же, что и на предыдущем этапе. При необходимости можно все три регулировочных винта подкрутить на одинаковое число оборотов, тем самым подвинуть рамку строго по горизонтали.
Настройка проводится аналогично предыдущему разу, но теперь важно, чтобы луч приходил в центр.
Обязательно несколько раз поверить попадание лазера в одну точку в крайних положениях.
Для точной корректировки попадания в центр третьего зеркала, проще не начинать двигать второе и первое, а немного сместить лазерную трубку. Ослабив стопорные винты и немного смещая ее, можно за несколько минут отрегулировать точность попадания луча в нужную точку.
Проверяется попадание лазера в одну точку по всем зеркалам в крайних положениях.
Настройка третьего зеркала – выставление вертикальности луча
Понадобится прозрачный скотч и кусочек фанеры.
Принцип настройки остается неизменным, меняется только направление лазерного луча: из горизонтальной плоскости в вертикальную.

Сначала надо убедиться в том, что луч проходит через сопло и полностью приходит на материал.
Удобнее это делать в расфокусированном состоянии, чтобы лучше была видна форма отпечатка.
Когда отпечаток стал круглым, на сопло наклеивается прозрачный скотч. Выставляется минимальная мощность, порядка 10%, нажимается Pulse.
На скотче останется отпечаток сопла и след от луча. Отверстие должно оказаться точно в центре сопла. Корректируется положение зеркала. Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение.
После правильной центровки луча на материале остается маленькая круглая точка.
Важно после проведения юстировки затянуть все контрящие гайки! При закручивании винты нужно придерживать рукой, чтобы случайно не сместить их. После затяжки еще раз проверяется точность юстировки.
Часто возникающие проблемы
- Если рез не вертикальный, а под углом, значит плохо отрегулировано третье зеркало. Нужно повторить юстировку.
- Если в разных местах стола разный рез, нужно проверить: кривизну материала, ровность установки стола.
- Если при работе в одном углу материал некачественно прорезается, виновата неправильная установка станка – неровно выставлены ножки. Такая проблема характерна для самодельных или дешевых станков. У качественных станков, таких как Wattsan, есть рама, поэтому неполадок не возникает.
Видео: Правильная юстировка лазерного станка с нуля. Подробная инструкция, как настроить лазерный станок.
Источник
- Простой и быстрый тест на выравнивание
- Принцип выравнивания
- Выравнивание зеркал
- Выравнивание первого зеркала
- От первого зеркала ко второму
- От второго зеркала к третьему
- Выравнивание трубки
- Вертикальное выравнивание
- Заключение
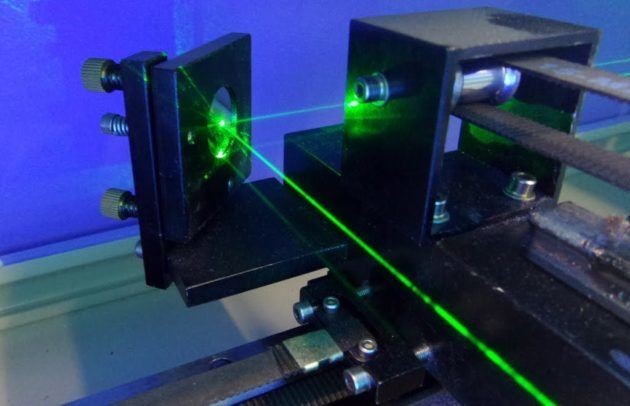
Юстировка – это проверка и наладка оптического тракта лазерного луча. Приведение и настройка механизмов станка в рабочее состояние, обеспечивающее точность и безопасность их действия. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передает его через сопло на материал. Юстировка необходима для того, чтобы лазерная головка при движении имела одинаковую силу луча. Чтобы луч точно приходил на третье звено и в фокусирующую точку линзы, необходимо его постоянно регулировать.
Оптический тракт состоит из трех составляющих:
- Излучатель – стеклянная трубка СО2, из выходного отверстия которой выходит луч.
- Лазер оказывается на 1 зеркале и переходит на 2.
- 2 зеркало прикреплено к порталу и передвигается с ним вдоль оси y.
В станках для лазерной маркировки применяется конфигурация с парящей оптикой. В задней части станка трубка неподвижна, луч направлен на режущую головку с помощью нескольких зеркал. Через некоторое время эксплуатации они сдвигаются. Это способствует потере производительности и смене цвета. Цвет может стать черным, а рез слишком толстым.
В нашей статье описаны действия необходимые для юстировки станка и обеспечения высокого уровня производительности работы и мощности резки. При первой попытке это может оказаться довольно трудной задачей, поэтому мы рекомендуем ознакомиться с данной процедурой заранее во избежание ошибок при работе с лазерным станком.

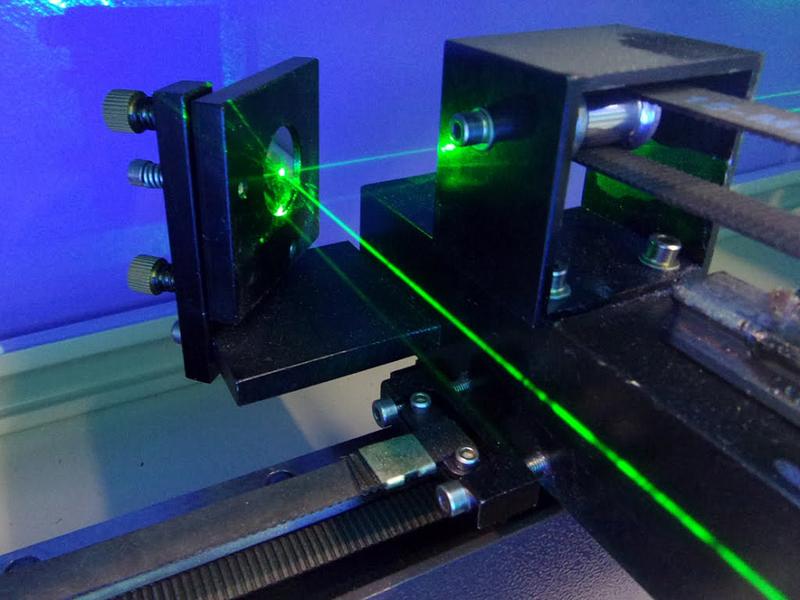
Рис. 1. Юстировка лазерного станка
Юстировку можно рассмотреть как четыре отдельные процедуры:
- Проверка выравнивания: Выяснение того, нужно ли выравнивать лазер или нет;
- Выравнивание зеркал: Убедиться, что они расположены под правильным углом;
- Выравнивание трубки: Убедиться, что луч направляется в зеркала правильно;
- Вертикальное выравнивание: Проверить, что срезы находятся перпендикулярно материалу.
Простой и быстрый тест на выравнивание
Если вы заметили, что ваш лазерный станок теряет мощность или неправильно режет в одном определенном углу рабочего стола, возможно, станок сместился в сторону от центровки. Этот простой тест можно использовать для проверки выравнивания станка. Для проведения этого теста лазерный резак, система охлаждения (чиллер), насосы и вентиляторы должны быть включены.
Оторвите небольшую полоску малярного скотча и сложите ее 2-3 раза, чтобы не было видно липкой стороны. Оторвите еще одну полоску и вставьте сложенную ватку в ее середину. Так вы получите точку, в которую можно целиться лазерным лучом. Сложенный скотч достаточно толстый, а середина не липкая, поэтому его можно наклеивать не оставляя следов.

Рис. 2. Полоска малярного скотча для создания мишени
Закройте крышку лазерного резака, подведите лазерную головку к правому верхнему углу и нажмите тестовую кнопку.
Если удерживать кнопку слишком долго, можно поджечь скотч. Если вы чувствуете, что мишень слишком сильно обгорает от тестовых точек, вы можете просто наложить сверху еще один слой. Продолжайте наращивать слои скотча по мере необходимости. Подведите лазерную головку к переднему правому углу рабочего стола и создайте еще одну контрольную точку на целевой мишени. Повторите это для переднего левого и заднего левого углов рабочей зоны, а затем верните головку в правый верхний угол, чтобы вы могли видеть полученные метки.

Рис. 3. Создание контрольной точки на целевой мишени
Очень важно, чтобы эти четыре точки находились на мишени в одном и том же месте. Если точка находится в том же положении, но не в центре скотча, это означает, что зеркала расположены правильно, а для лазерной трубки необходимо выравнивание.

Рис. 4. Создание еще одной контрольной точки на целевой мишени
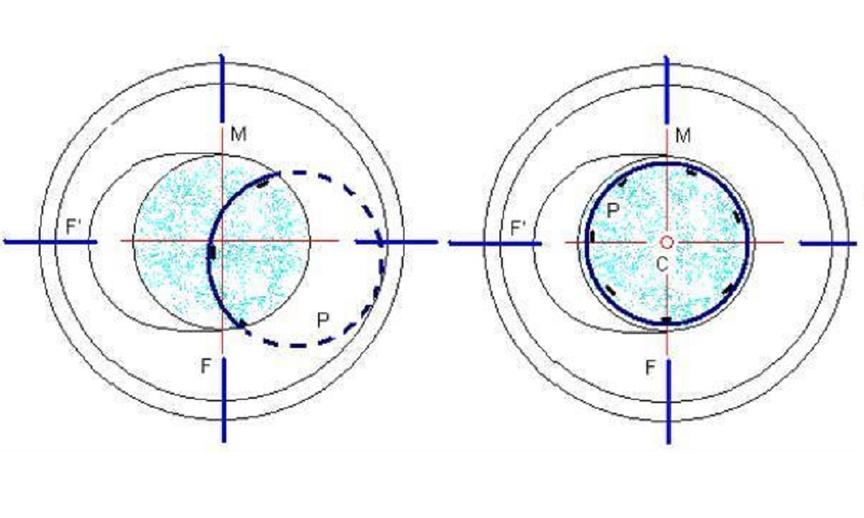
Точность — это попадание в намеченную цель (мишень). В случае выравнивания зеркала лазера точность означает попадание в центровую точку.
.jpg?1659536625415 "Точность попадания лазерного луча в центр зеркала")
Рис. 5. Точность попадания лазерного луча в центр зеркала
Для зеркал 1 и 2 точность (попадание точки в одно и то же место на зеркале каждый раз) гораздо важнее точности (попадание точки в центр зеркала). Попадание точки в одно и то же место показывает, что лазерный луч параллелен оси в том направлении, в котором он движется. Однако для третьего зеркала нам нужны и точность, и аккуратность, поскольку лазерный луч должен пройти через фокусирующую линзу и сопло лазерной головки.
Принцип выравнивания
Перед началом юстировки, нужно снять боковой кожух, крышку, кожух заднего отсека с трубкой.
Попытка отрегулировать только одно зеркало может лишь усугубить ситуацию, так как настройка должна быть последовательной от первого этапа до последнего.
Все три зеркала CO2 станка очень похожи и юстировка происходит одинаково. Они удерживаются в центре крепления с помощью небольшого стопорного кольца. В разных углах крепления находятся 3 регулировочных болта, они имеют стопорные узлы, которые должны плотно прилегать к раме, это предотвращает самостоятельное вращение болтов при движении резака.
Есть 2 длинных болта с пружинами на них, они удерживают зеркало плотно к ручкам регулировки. От регулировки угла наклона зависит положение луча. Малярный скотч с мишенью находящийся перед следующем зеркалом, покажет тестовую точку в другом месте после настройки его положения.
.jpg?1659536769514 "Регулировка угла наклона")
Рис. 6. Регулировка угла наклона
Регулировку следует производить так, чтобы положение мишени было на максимально далеком расстоянии, так как маленькие отклонения в зеркале увеличиваются на расстоянии, и выравнивание будет более точным.
.jpg?1659536852800 "Регулировка положения мишени")
Рис.7. Регулировка положения мишени
Есть и другой способ регулировки. Если вы повернете обе нижние ручки на пол-оборота влево, вы заметите, что тестовая точка опустилась на несколько мм. Вы должны убедиться, что повернули обе ручки на одинаковую величину, иначе луч будет смещаться влево или вправо одновременно.
.jpg?1659536927508 "Настройка ручек")
Рис. 8. Настройка ручек
Знание того, на сколько поворачивать каждую ручку, является ключом к точному выравниванию лазера и чем чаще вы будете это делать, тем легче будет процесс юстировки. Если точка не передвинулась достаточно далеко или движется в неправильном направлении, вы можете просто попробовать еще раз. Не забывайте продолжать добавлять скотч, если целевая точка выглядит сожженной.
Подойдите к лазеру и сделайте следующее:
- Установите портал на полпути между передней и задней частями станка;
- Подведите режущую головку к крайней правой стороне;
- Поместите кусок ленты для мишени над отверстием перед зеркалом 3;
- Выстрелите одной пробной точкой в ленту и сделайте отметку, чтобы знать, где начался луч;
- Поверните верхнюю ручку регулировки зеркала 2 на пол-оборота вправо и посмотрите, где появится новая точка.
- Медленно поворачивайте ручку обратно, пока точка снова не окажется в том же положении.
.jpg?1659536980341 "Отработка регулировки на зеркалах 2 и 3")
Рис. 9. Отработка регулировки на зеркалах 2 и 3
На зеркалах 2 и 3 удобно отрабатывать регулировки, так как они оба легко доступны в передней части станка.
Луч может не попадать в центральную точку, но достаточно того, чтобы он проходил 1 и 2 зеркало на максимальной мощности. Попасть в центр необходимо только для 3
Выравнивание зеркал
В лазерном резаке 3 зеркала, выравнивание следует выполнять на каждом по порядку. Любые выполненные регулировки повлияют на все зеркала, которые находятся дальше по пути лазера, поэтому изменения, сделанные на 1, повлияют на 2 и 3.
Проверяется попадание луча в одну точку в двух крайних положениях перемещения портала по оси Y. Действие осуществляется несколько раз, чтобы убедиться, что зеркало выставлено точно и луч остается на месте.
Выравнивание первого зеркала
Проверить зеркало 1 очень просто: сложите скотч с мишенью и наклейте ее перед ним. На ленте должна появиться точка примерно посередине зеркала 1. Точка должна быть овальной формы, которая образуется, когда круглый луч попадает на зеркало под углом.
Этот тест часто можно провести, не обходя лазер сзади, можно просто протянуть руку назад и приложить скотч к зеркалу.
Если точка не попадает на середину, возможно, потребуется регулировка высоты лазерной трубки, о которой мы расскажем далее. Если точка находится в пределах 10 мм от середины, вы можете выровнять зеркала без регулировки трубки.
На максимальной мощности след от луча не должен выходить за границы рамки
.jpg?1659537057262 "Проверки первого зеркала")
Рис. 10. Проверки первого зеркала
От первого зеркала ко второму
Зеркало 2 закреплено на левой стороне станка и перемещается только вперед и назад. Сверните скотч с мишенью и прикрепите ее перед зеркалом 2. Подведите лазерную головку к задней части машины и нажмите кнопку, чтобы получить точку на мишени, запишите, где находится эта точка.
Подведите лазерную головку к передней части машины и поставьте вторую точку. При выравнивании станка обе точки должны находиться в одинаковом положении. Зеркало можно отрегулировать с передней части станка, но если вы не уверены, проще стоять за станком и смотреть вперед.
.jpg?1659537325858 "Вращение зеркала 1 вокруг оси x ограничено диапазоном")
Рис. 11. Луч, отраженный от зеркала 1, будет падать на зеркало 2, если зеркало 1 повернуть вокруг осей x и y на углы θ и ψ соответственно. Оба угла влияют на каждую координату (x2 , y2 , z2 ) центра зеркала 2. Вращение зеркала 1 вокруг оси x ограничено диапазоном перемещения регулятора угла наклона крепления, что ограничивает возможности положения и высоты зеркала 2.
Настройте зеркало 1 так, чтобы точка находилась в одном и том же месте спереди и сзади. Не имеет значения, если эта точка не находится точно посередине зеркала 2. Не забывайте добавлять слои скотча, если мишень начинает гореть.
.jpg?1659537142488 "Проверка и настройка второго зеркала лазерного станка")
Рис. 12. Проверка и настройка второго зеркала
От второго зеркала к третьему
Зеркало 2 — 3 — это почти то же самое, что и зеркало 1 — 2, просто доступ к нему немного проще. Сверните немного скотча для мишени и прикрепите ее над отверстием перед зеркалом 3. Установив портал посередине лазера, отведите лазерную головку до упора в левую часть машины и нажмите кнопку, чтобы на ленте появилась точка, запомните, где она находится. На скотче останется отпечаток сопла и след от луча. При верной центровки на материале останется круглая точка от луча.
.jpg?1659537437629 "Проверка и настройка луча от второго к третьему зеркалу на лазерном станке")
Рис. 13. Проверка и настройка луча от второго к третьему зеркалу
Выравнивание трубки
Если после выравнивания точка не находится в центре зеркала 3, вы можете произвести окончательную настройку, изменив способ, которым трубка направляет луч на зеркало 1. Лазерная трубка поддерживается двумя монтажными кронштейнами, эти кронштейны полностью регулируемые и могут использоваться для регулировки трубки.
.jpg?1659537604864 "Выравнивание трубки лазерного станка")
Рис. 14. Выравнивание трубки
В боковой части каждого кронштейна трубки есть 2 винта, при ослаблении которых кронштейн может перемещаться вверх и вниз, а также влево и вправо. Поднятие кронштейна в задней части трубки заставит лазерный луч опуститься вниз. Перемещение заднего кронштейна влево приведет к перемещению тестовой точки вправо.
Чтобы выровнять лазер по центру зеркала 3, положите кусок скотча с мишенью перед 3 и подведите головку к переднему правому углу. Это положение наиболее удалено от трубки, поэтому любые движения будут усиливаться на этом расстоянии. Отрегулируйте угол трубки так, чтобы тестовая точка находилась прямо в центре отверстия. Вы можете фактически игнорировать зеркала 1 и 2, если точка должна быть ниже на ленте мишени, поднимите заднюю часть трубки в 1.
.jpg?1659537515399 "Выравнивание трубки лазерного аппарата")
Рис. 15. Выравнивание трубки лазерного станка
Вертикальное выравнивание
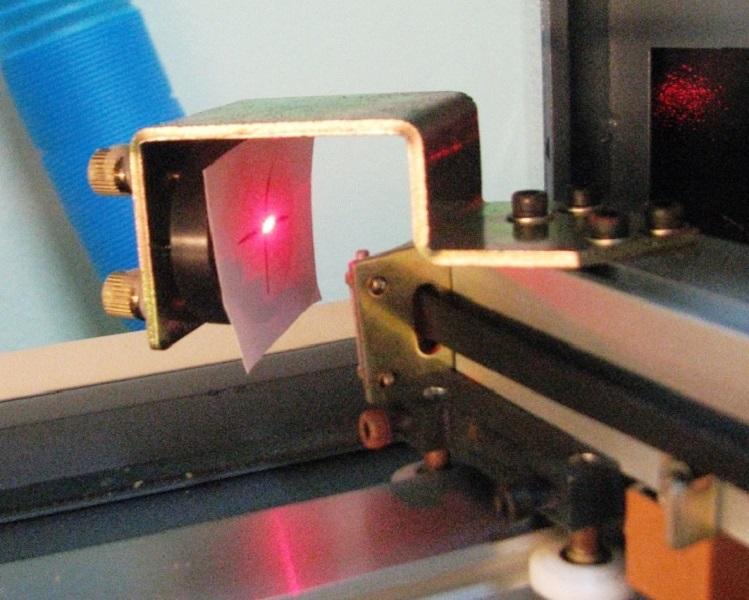
На последнем этапе нужно проверить положение луча. Луч должен находиться перпендикулярно материалу, это позволит получить хороший вертикальный срез. Процесс очень похож на юстировку других частей, только в этот раз вместо скотча с мишенью нужно нанести точки на обрезки материала.
.jpg?1659537675812 "Создание тестовой точки для регулировки станка")
Рис. 16. Создание тестовой точки для регулировки станка
Принцип настройки остается прежним, изменяется лишь направление луча: из горизонтальной плоскости в вертикальную
Для установки лазера на необходимый уровень над материалом, примените инструмент для установки высоты. Далее нужно запустить лазер и создать точку на поверхности, близкую к тестовой, по которой будет выравниваться станок. Красная точка должна быть направлена на эту единственную тестовую точку, вручную отрегулируйте красную точку, пока она не будет направлена на точку резки.
Вертикальное выравнивание может быть немного сложным. Можно настроить луч так, что он ударится о конус воздушного помощника, не дойдя до материала. При полной потере лазерного луча необходимо снять конус, чтобы проследить его направление. При неудачной настройке вы можете все вернуть в прежнее положение. Для этого необходимо повернуть ручку регулировки в обратном направлении.
.jpg?1659537724365 "Вертикальное выравнивание лазерного аппарата")
Рис. 17. Вертикальное выравнивание
Заключение
При верном выполнении всех действий у вас будет полностью настроенный и выровненный лазерный резчик. Данные станки очень хорошо сохраняют свою центровку, но ее необходимо проверять через каждые 40 часов работы и проводить юстировку.
- Назад
- 1
- 2
- Вперёд
- Страница 1 из 2
Рекомендованные сообщения
- Жалоба
-
#1
Очень подробно показано как настроить или отъюстировать лазерный луч
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#2
Юстировку нужно начинать всегда с первого от трубки зеркала и продвигаться от минимального удаления следующего зеркала до максимального (касается 2го и 3го зеркала), причём положении точки (результата прожига импульсом) на минимальном удалении будет соответстовать точке на максимальном удалении, т.е. если изначально точка на следующее зеркало находится фиг знает где, то и в конце юстировки она будет фиг знает где (т.е. в центр выставить будет невозможно, сдвиг будет всегда) и промучаться можно овер дофига времени — в таких случаях проще физически переместить зеркало (либо трубку, если настраивается 1ое зеркало), благо на большинстве станков есть такая возможность. Про потерю мощности, если луч далеко от центра — несовсем верно сказано, он просто изменяет форму, поэтому как раз получается гравировка говно (ощущение слишком толстого луча), а при сквозной резке оплавленные/скошенные края. Так же перед юстировкой будет полезно вспомнить формулы плоскости по трём точкам. Три точки это как раз калибровочные винты, так что не получиться крутя лишь один винт, добиться строго отклонения лишь в одном направлении, это может быть лишь при условии, когда два других винта имеют абсолютно одинаковое положение. При юстировке третьего зеркала, так же необходимо, что бы луч был в центре при максимальном и минимальном отдалении линзы и проверять нужно не до неё, а после неё. (из-за неровности материала фокус будет гулять, а так как от линзы до материала луч может быть под углом (если мы выставили центр лишь в одном положении), то и соответственно при небольшом расхождении фокуса с идеальным будет полный непрорез, чего можно избежать при выставлении в двух точках — точной гарантии, что луч перпендикулярно, так как, в зависимости от фокусного расстояния, есть промежуток «перетяжки», где луч остаётся сфокусированным).
Так что на видео юстировка коня в вакууме и вносит больше ошибок, нежели понимания. А так как большинство один раз сделав, продолжает так делать постоянно то…
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#3
согласен по поводу винтов, по третему зеркалу, а вот по поводу начала юстировки наверное Вы не увидели, что труба у них стоит наоборот и начинали они естественно с ближней правой точки.
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#4
Ну начали то они со второго зеркала. Стоило хотя бы упомянуть, что нужно с первого начинать.
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#5
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#6
Не забываем, что это пример, где излучатель стоит на портале и ездит вместе с порталом. 1 и 2 зеркало — транзитные, можно в центр не попадать вообще. Основная идея — попасть в центр 3 зеркала и центр линзы во всех полжениях оси Z
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#7
Люди! Дайте, пожалуйста чёткую и пошаговую инструкцию по юстировке. У меня yueming cma 1309 (1300×900 мм) и я никак не могу добиться, чтобы точки совпадали в разных положения каретки, я уже с ума схожу, ничего не понимаю. Заранее спасибо!
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#8
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#9
В 27.05.2017 в 17:47, PavelK сказал:
При юстировке третьего зеркала, так же необходимо, что бы луч был в центре при максимальном и минимальном отдалении линзы и проверять нужно не до неё, а после неё. (из-за неровности материала фокус будет гулять, а так как от линзы до материала луч может быть под углом (если мы выставили центр лишь в одном положении), то и соответственно при небольшом расхождении фокуса с идеальным будет полный непрорез, чего можно избежать при выставлении в двух точках — точной гарантии, что луч перпендикулярно, так как, в зависимости от фокусного расстояния, есть промежуток «перетяжки», где луч остаётся сфокусированным).
А в каком месте?
В сопло лезть неудобно со скотчем. —> Значит, — на поверхности материала. … ?… —> А может убрать сотовый стол и всю рамку рабочего стола, и скотч прилепить на дно станка?
Или же Ваш совет для тех станков, у которых есть перемещение лазерной головки по оси Z?

- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#10
GeorGeo
Если стол моторизованный, это хорошо и удобно для настройки вертикальности луча в голове после третьего зеркала.
Вынимаем тубус с линзой, кладём под голову фанерку, делаем «пульс» … опускаем стол вниз, делаем второй «пульс» — радуемся офигенному расхождению точек, что говорит … короче, и так всё понятно …
Подстраиваем третье зеркало ,чтобы луч попадал в одну точку в верхнем положении стола и в нижнем — всё, луч у нас вертикален к плоскости стола/материалу.
А теперь самое интересное — ставим тубус с линзой на место, делаем «пульс» и луч у нас не выходит из тубуса ваще — бяда …
Снимаем тубус с линзой, клеим на голову снизу молярний скотч или прозрачный, проминаем края, чтобы потом видет отпечаток радиуса внешней части головы, делаем «пульс», снимаем скотч и видим, что точка не по центру отпечатка окружности.
И с этого момента начинаются пляски с бубном вокруг юстировки.
Сразу могу сказать, что точка будет смещена относительно центра по оси Х вправо или влево, т.е. придётся опускать или поднимать трубу.
Как правило, такое чаще всего и бывает.
Удачи.
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#11
Всем доброго времени суток.
Как не танцевал вокруг чуда-станка в итоге результат получается одинаковый.
В трех углах, на третьем зеркале, луч попадает четко в одну точку, а в правом дальнем на 3мм ниже.
Проверял по уровню трубку и станину на которой крепятся двигатели, все в одной плоскости.
Может кто сталкивался с такой проблемой, подскажите, из за чего это может быть и что еще можно попробовать сделать ?
Изменено пользователем Sanay
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#12
6 часов назад, Sanay сказал:
из за чего это может быть и что еще можно попробовать сделать
Направляющие по Y не в одной плоскости. Лечится поднятием/опусканием ближнего к выходу луча угла направляющей. В данном случае, если луч выходит слева сверху, надо приподнять ближнюю к трубе точку направляющей на 2-3 мм. и повторить юстировку.
А по вопросу (труба по уровню) — забудьте про это навечно! Труба может стоять под любым углом к первому зеркалу, это вообще ни на что не влияет при юстировке, мало того, она и должна стоять «криво» — жопа ниже морды миллиметров на 10.
Изменено пользователем Dan
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#13
Спасибо, пойду дальше шаманить.)
Изменено пользователем Sanay
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#14
В 05.09.2019 в 12:30, Patern сказал:
Люди! Дайте, пожалуйста чёткую и пошаговую инструкцию по юстировке. У меня yueming cma 1309 (1300×900 мм) и я никак не могу добиться, чтобы точки совпадали в разных положения каретки, я уже с ума схожу, ничего не понимаю. Заранее спасибо!
В 05.09.2019 в 16:55, alexander-1 сказал:
набери меня
В общем, с юстировкой я разобрался.
Собственно, юстировку я начал из-за того, что у меня, при вырезании окружности иногда появлялись зазубрины. Пробовал разную натяжку ремней, проверил зеркала, линзы — всё закреплено. При скорости 35 появляются зазубрины и становятся всё хуже к концу рабочего дня, греются движки.
По совету Калашника, пробовал снизить ампераж на движках — не помогло (он ещё много,что советовал, но я не полез к машине в мозги пока).
Дело, как я понимаю, в ускорении, но как его регулировать на моей машине не понятно, учитывая что с RDWorks она работать не хочет вообще…
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#15
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#16
В 23.09.2019 в 10:32, Dan сказал:
… Лечится поднятием/опусканием ближнего к выходу луча угла направляющей. В данном случае, если луч выходит слева сверху, надо приподнять ближнюю к трубе точку направляющей на 2-3 мм. и повторить юстировку.
Приподнятие не даёт эффекта. А опускание — невозможно уже. Наверное, так придётся оставить … — если других вариантов не найдётся.
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#17
8 часов назад, GeorGeo сказал:
Приподнятие не даёт эффекта
После поднятия надо заново выполнять всю юстировку. ) и не пытаться попадать в центр 1-го и 2-го зеркала на первом этапе юстировки, да и вообще это не имеет смысла. ) Если опустить не получается, то надо поднимать другой край по этой же направляющей (ближней к выходу луча). Поднимать и опускать направляющую дальнюю от выхода луча бесполезно — эффекта не будет.
Сам для себя я разбил юстировку на три этапа:
- Настройка/выставление плоскости луча параллельно плоскости, в которой работает голова, параллельно осям XY (пока примерно попадая в центр третьего зеркала) только 1-м и 2-м зеркалами. (3-е не трогается)
- Регулировка вертикальности луча в самой голове третьим зеркалом. (1-е и 2-е зеркала не трогаются)
- Регулировка луча (уже вертикального луча) в самой голове по центру линзы (центру тубуса/корпуса) поднятием/опусканием трубы (точки отражения луча в первом зеркале) и/или горизонтальным смещением 2-го зеркала по оси Y (3-е зерало уже не трогается), в зависимости от того, как и куда смещён вертикальный луч в самой голове.
Скотч лучше клеить на голову перед третьим зеркалом — точнее и понятнее будет ситуация. Хотя и ваш способ с проекцией весьма интересен при условии точности позиционирования трубочки. )
В 24.09.2019 в 10:37, Patern сказал:
Дело, как я понимаю, в ускорении, но как его регулировать на моей машине не понятно, учитывая что с RDWorks она работать не хочет вообще…
Контроллер какой?
Изменено пользователем Dan
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#18
9 часов назад, GeorGeo сказал:
С помощью отвеса. Но, видимо, стол под станком неровно стоит.
Смысл не в том, чтобы луч был вертикален, а в том, чтобы он был перпендикулярен плоскости материала, а значит стола, а значит параллелен вертикальным осям подъема стола (в достаточно точном приближении даже на левых станках). То есть станок может хоть на склоне Фудзиямы стоять, главное, чтобы луч в верхнем положении стола попадал в точку из нижнего. А если стола нет вообще ![]() , то можно вместо трубки просто приложить угольник к направляющим или к квадратной трубе. Ну вообще то стоило бы и станок погоризонтальнее поставить.
, то можно вместо трубки просто приложить угольник к направляющим или к квадратной трубе. Ну вообще то стоило бы и станок погоризонтальнее поставить. ![]()
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#19
1 час назад, Dan сказал:
- … (пока примерно попадая в центр третьего зеркала).
Переведу на свой язык: «На первом этапе нужно произвести юстировку ЛУЧА ЛАЗЕРА по той методике, которая изложена в начале этого поста, с 1-го по 3-е зеркало. Результатом первого этапа должно стать «примерноЕ попадаяние в центр третьего зеркала»
Так?
1 час назад, Dan сказал:
2. Регулировка вертикальности луча в самой голове третьим зеркалом.
Как Вы определяете вертикальность? С помощью каких признаков можно понять, что луч уже вертикален?
Мой способ (с бумажной трубочкой) может быть средством достижения вертикальности луча?
(Пробовал залепить скотчем выходное отверстие тубуса — то, к которому крепиться сопло с линзой внутри. Отюстировал на центр этой полоски скотча. Но когда пустил луч в дно станка, оказалось, что отметка от луча на горизонтальной проекции выходного отверстия тубуса на дне станка далёка от центра проекции. Тогда переделал, прицелившись в перекрестье на проекции на дне станка.)
1 час назад, Dan сказал:
3. Регулировка луча (уже вертикального луча) в самой голове по центру линзы (центру тубуса/корпуса) поднятием/опусканием трубы (точки отражения луча в первом зеркале)
а) Нужно следить за строгой вертикальностью перемещения? Смещения вбок недопустимы?
и горизонтальным смещением 2-го зеркала по оси Y
б) я правильно понял? — нужно смещать само зеркало с кронштейном (к задней или передней стенке станка вдоль направляющей), а не ЛУЧ ЛАЗЕРА, подкручивая ботики у 2-го зеркала?
У меня 2-е зеркало вместе с кронштейном, похоже, не двинется строго в одном направлении.
35 минут назад, Дядя Леша сказал:
А если стола нет вообще
, то можно вместо трубки просто приложить угольник к направляющим или к квадратной трубе. Ну вообще то стоило бы и станок погоризонтальнее поставить.
Спасибо. Про угольник я не вспомнил — редко пользуюсь. Ориентировался на этот пост:
В 27.05.2017 в 17:47, PavelK сказал:
…. При юстировке третьего зеркала, так же необходимо, что бы луч был в центре при максимальном и минимальном отдалении линзы и проверять нужно не до неё, а после неё. …
Изменено пользователем GeorGeo
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#20
41 минуту назад, GeorGeo сказал:
Результатом первого этапа должно стать «примерноЕ попад
аяние в центр третьего зеркала»
Ну, если опираться на мои три этапа, то в первом этапе мы настраиваем параллельность плоскости луча и рабочей плоскости головы. Рекомендуемое попадание в центр третьего зеркала, оно только рекомендуемое, шоп потом на втором этапе луч уже был в голове на 3-ем зеркала, и на третьем этапе меньше телодвижений. )
43 минуты назад, GeorGeo сказал:
Как Вы определяете вертикальность? С помощью каких признаков можно понять, что луч уже вертикален?
Но в вашем случае — только угольник к столу, или отвесом, но станок должен быть выставлен по уровню, что совершенно не обязательно от слова совсем .. )))
46 минут назад, GeorGeo сказал:
а) Нужно следить за строгой вертикальностью перемещения? Смещения вбок недопустимы?
Я же сказал, смещать вертикальный луч.
46 минут назад, GeorGeo сказал:
б) я правильно понял? — нужно смещать само зеркало с кронштейном (к задней или передней стенке станка вдоль направляющей), а не ЛУЧ ЛАЗЕРА, подкручивая ботики у 2-го зеркала?
Верно.
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#21
12 часов назад, GeorGeo сказал:
Извиняюсь, ошибся — искал горизонтальную проекцию, а не вертикальную.
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#22
Народ помогите!
Делаем юстировку станка китайский 1060 2-го и 3-го зеркала. Левый верхний и левый нижний углы совпадают. Потом по инструкции ровняем правый нижний угол, но при совпадении трех точек обязательно в правом верхнем углу лазерный луч уходит вверх. Если настроить правый верхний угол, то в правом нижнем углу лазерный луч уходит вниз. Пробовали по всем вашим советам настроить, не получается.
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#23
31 минуту назад, Назгуль сказал:
Пробовали по всем вашим советам настроить, не получается
тоже самое на 11 сообщений выше
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
Награды пользователя


- Жалоба
-
#24
2 часа назад, k0nstA сказал:
тоже самое на 11 сообщений выше
Попробовали поднять направляющую, ближнюю к трубе точку, и занова отъюстировали, ситуация не изменилась. Потом попробовали поднять правый верхний угол направляющей на 3 мм, опять то же самое
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#25
2 часа назад, Назгуль сказал:
Попробовали поднять направляющую, ближнюю к трубе точку, и занова отъюстировали, ситуация не изменилась. Потом попробовали поднять правый верхний угол направляющей на 3 мм, опять то же самое
если у вас груглые направляющие, то их желательно по сторонам а не в низ
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Назад
- 1
- 2
- Вперёд
- Страница 1 из 2
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.