Как сделать ведро из жести своими руками — Справочник металлиста
Статьи
С применением в строительстве новых технологий необходимость в использовании жестяных труб постепенно отпадает, но вопрос как сделать трубу из жести интересует людей, которые любят все делать в доме своими руками.
Какую жесть выбрать?
Как из жести сделать трубу? Какая жесть лучше всего подойдет для такой работы?
Жестяная труба
Тонкая жесть – отличный материал для самодельных бань и коптилен. Жесть – это листовая тонкая сталь, которая подвергается коррозии.
Для изготовления красивых водосточных труб, а также флюгеров, козырьков над трубами для дымохода, крышек над печными трубами своими руками или оригинальных филигранных кружев используется кровельное оцинкованное железо.
Совет: из жести трубы также можно использовать как самоварные, они хорошо увеличивают тягу, а также отводят дым.
Листовая жесть
Какие нужны инструменты?
Перед тем, как начать изготовление трубы из жести своими руками, необходимо позаботиться об инструментах и материалах, которые понадобятся.
Изготовление жестяных труб своими руками подразумевает использование следующего:
- лист кровельного тонкого оцинкованного железа (толщина 0,5-0,7 мм);
- ножницы для резки металла;
- металлическая планка;
- деревянный молоток (киянка);
- простой молоток;
- плоскогубцы.
Киянка
Ножницы по резке металла
Совет: для того, чтобы труба жестяная получилась красивой и ровной, необходимо взять лист железа с гладкой и ровной поверхностью, а также, чтобы углы были прямыми, а не оторванные или неровно отрезанные.
Инструкция по изготовлению жестяной трубы
Как сделать из жести трубу? С чего начать?
- Изготовление труб из жести начинается из составления рисунка. Нарисовать на железном листе выкройку будущей трубы в развернутом виде.
Совет: выкройку трубы можно нарисовать мелом или любым острым предметом.
Черчение выкройки
- При разметке выкройки необходимо учитывать следующие моменты:
- ширина заготовки должна быть равной диаметру трубы плюс дополнительных полтора сантиметра;
- длина заготовки — немного длиннее прямого участка трубы.
Схема заготовки для шва трубы
- Ножницами по металлу отрезать нарисованную заготовку трубы.
- Положить заготовку на край верстака.
- По длине железного листа начертить с одной стороны линию отгиба фальца, она должна составлять полсантиметра.
- Совместить линию, которая нарисованная с ребром уголка на верстке.
- При помощи киянки загнуть вниз край лист железа.
- Перевернуть лист и легкими ударами киянки подогнуть кромку к листу.
- Перевернуть заготовку и с другой стороны сделать отгиб кромки шириной 1 сантиметр, но уже в другую сторону.
- Подогнуть кромку еще раз, таким образом, в профиль данный загиб будет выглядеть в форме буквы Г.
- Вставьте заготовку в оправку, загнуть аккуратно края трубы друг к другу.
Совет: можно использовать оправку – это сектор или шаблон трубы необходимого диаметра, но можно обойтись и без нее.
- Соединить кромки в замок таким образом, чтобы кромка меньшего размера зацепилась за кромку большего размера.
- Уплотнить кромку с помощью плоскогубцев.
- При помощи молотка и железной планки уложить кромку на лист и хорошо подбить ее.
Загиб фальца на трубе
Края трубы из жести можно скрепить и при помощи стальных, алюминиевых или жестяных клепок.
- Просверлить под заклепки отверстия на расстоянии три сантиметра.
- Загнуть кромку под прямым углом навстречу друг к другу.
- Лист жестяной заготовки загнуть в обратную сторону таким образом, чтобы кромки и были расположены на внешней стороне трубы.
- закрепить кромки заклепками.
Совет: жестяная труба своими руками, скрепленная данным способом, является не очень удобной в использовании. В итоге получается не очень привлекательный внешний шов, который приходится при установке трубы прятать.
Жестяные заклепки
Особенности работы с жестью
- Чтобы придать листовому жестяному материалу необходимую форму трубы, нужно согнуть его при помощи клещей или молотка вокруг предмета соответствующей цилиндрической формы.
Трубы жестяные своими руками можно сделать с использованием металлического или деревянного цилиндра.
Совет: сгиб жести должен быть ровным по всей длине, этого можно достигнуть легким постукиванием молотка, при этом удары должны быть как можно ближе один к другому.
- Изготовление жестяных труб невозможно без использования ножниц по металлу. Работать таким инструментом будет намного легче, если к его ручке прикрепить петлю из кожи.
Металл режут одной рукой, надев на пальцы кожаную петлю. - Кромку листа железа после разрезания ножницами можно зачистить стругом, изготовленным из небольшого старого куска ножовочного полотна.
- Водосточная труба из жести, которая уже готова к установке, в некоторых случаях нуждается в разрезании (например, когда необходимо сделать фигурный край трубы для стока).
Для этого трубу будет удобно резать ножом, который предназначается для открывания консервов.
Водосточная жестяная труба
Совет: чтобы труба хорошо резалась ножом, для начала ее необходимо надпилить ножовкой, а уж потом применять нож.
Процесс разрезания жестяной трубы
- При работе с жестью иногда приходится использовать напильник. Очень часто он забивается металлическими опилками и быстро выходит из строя.
Для того, чтобы вычистить его, можно воспользоваться лопаточкой из меди или трубкой из мягкого металла, при этом сплющив ее конец.
Жестяные трубы своими руками сделать не очень сложно, главное придерживаться данных рекомендаций и быть предельно осторожным, так как можно пораниться отрезанными острыми краями листа жести.
Ведро для воды своими руками
Ведро для воды (или просто вместительная емкость для жидкости) – незаменимая вещь в условиях автономного существования. При отсутствии сосуда для воды риски выживания повышаются многократно. Как сделать ведро для воды, читайте тут.
Ведро для воды своими руками, оказывается, сделать совсем не сложно! Ведь, не имея емкости для жидкости, но зная, как сделать ведро, Вы в разы повысите свои шансы на выживание.
Достаточно найти дерево липу, подыскать четыре палочки нужного размера и иметь под рукой пару небольших кусочков веревки (а лучше – три). Из инструментов достаточно только ножа или топора, а еще подыскать тонкий плоский камень, кусок кости или же выстругать из дерева палочку в виде плоского клинышка.
Ведро для воды – без жидкости не обойтись!
Подсчитано, что человек, который находится в тенистом месте при температуре от 17 до 23 градусов выше нуля и не осуществляющий никаких активных действий, способен прожить без жидкости до десяти суток. Если на улице в пределах +26 по Цельсию, этот срок сократится до 7-9 суток. При столбике термометра +33+36 Вы проживете три-пять суток, а при +39 градусах – не более двух дней. Но это – в идеале!
По факту же в состоянии полного покоя может быть только сильно ослабленный человек либо лишенный всякого желания бороться за жизнь. Но такому индивидууму придется надеяться лишь на чью-то помощь или свершение чуда.
Человек же физически активный не будет лежать в тени, как «бревно», и станет пытаться выжить. Однако он очень быстро начнет терять жидкость из организма с потом и другим естественным путем, рискуя уже через сутки оказаться в исключительно незавидном положении, граничащем со смертью.
А если человек не один?! Ведь, в сутки каждому следует выпивать не менее 2-2,5 литров жидкости!
В конце концов, и приготовление пищи – тоже важнейшее условие для выживания.
Представьте себе, отправляясь в путь, Вы не забыли взятьвкусную тушенку, крупу, макароны, заварку, соль. А емкости по какой-то причине оставили дома или утратили.
Да и вода могла попросту испортиться. А что-то на первое приготовить по рецептам с тушенкой все-таки нужно!
Это значит, что критически важно не только найти источник влаги, но и сделать емкость, чтобы сохранить спасительную воду. Понятно, что из грязных луж, мутных рек и озер, болот пить нельзя. Поэтому Вас спасут родники и собравшиеся на листьях дождевые капли. А еще обязательно понадобится самодельное ведро для воды.
Как сделать ведро своими руками
Как сказано выше, сделать ведро для воды можно из коры липы. Кора этого дерева отличается особой эластичностью и способностью хорошо слоиться. Что и нужно!
Для начала подыщите дерево хотя бы сантиметров тридцать в диаметре или около того. Отмерьте ровный отрезок ствола длиной около 70 сантиметров.
Затем по всей толщине коры (она может достигать полутора-двух сантиметров) нужно сделать на дереве кольцевую зарубку в верхней и нижней части нужного отрезка. Далее обтешите верхний грубый слой, чтобы нужный Вам нижний было удобно отделить от ствола.
После этого прорубите от верхней к нижней зарубке вертикальную борозду и аккуратно, чтобы кора не лопнула, снимите кусок с дерева.
Жестяные работы изделия из жести своими руками
Соединение краев тонкого листового металла производится чаще всего в замок — посредством зажимания одного края в другой, но изредка применяются и другие способы, которые в работах юного мастера как раз могут понадобиться чаще. Способы эти вот какие.
Способы соединений
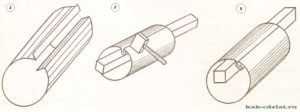
Края листов можно просто спаять. Понятно, что это будет самый непрочный способ, особенно, если листы металла тонки. Это будет соединение в притык (1). Такое соединение может быть применено там, где не требуется прочности, но необходимо незаметное соединение.
В более толстых листах соединение в притык делается зубцами (2). Так поступают, собственно, уже не жестяники, а медники — мастера, изготовляющие медную посуду, баки, трубы, колпаки и т. п. Соединение в притык можно сделать более прочным, припаяв с внутренней стороны пластинку (3).
Это будет притык с накладкой. Более прочное соединение — в нахлестку (4). Один край накладывается на другой, шов пропаивается или скрепляется заклепками. Но это соединение уже имеет выступающий край, что не всегда удобно.
Можно отогнуть кромки у одного края и у другого, зацепить их и сжать ударами киянки. Это уже будет простой замок (5).
Наиболее употребительный способ соединения — это двойной замок (6). Он делается так.
У одного куска отгибается кромка под прямым углом, у второго кромка также отгибается, но в другую сторону, и прижимается к куску, а затем эта кромка отгибается под Прямым углом в обратную сторону.
Обе отогнутых кромки соединяются между собой, загибаются в сторону первой кромки, и шов проколачивается киянкой. С обратной стороны он будет глаже, что надо учитывать при соединениях этим способом.
Как сделать водостоки и кровельные элементы из листового металла своими руками
Последовательный ход работы схематически изображен на следующем рисунке:
Двойной замок (схема)
Всевозможные жестяницкие изделия чаще всего соединены двойным замком.
Изредка жестяники применяют соединение при помощи заклепок. Однако этот способ чаще применяется тогда, когда надо приклепать ручку, ушко, полосу и т. п. Изредка заклепками укрепляют швы в накладку и простым замком. Заклепывают обычно мелкими заклепками, лучше с широкими плоскими шляпками, холодным способом.
В грубых работах жестяники предпочитают заклепки, свернутые из кусочка жести. Для их изготовления надо иметь кусок железа с дырками разных диаметров, или заклепочник. Ромбовидный кусочек жести свертывают фунтиком при помощи молотка или круглогубцев, вставляют в заклепочник, в дыру подходящего диаметра, и расклепывают головку.
Такие заклепки мягки, но, конечно, не имеют того аккуратного вида, как у сплошных заклепок.
Заклепка из жести
Почти все работы с тонким металлом основаны на пластичности металла, его способности изгибаться и расплющиваться. Но мастер должен умело пользоваться своим инструментом, иначе эти же свойства пойдут во вред работе. Как и почему, дальше будет видно.
Основная и самая первая работа мастера — это умение отогнуть фальц, иначе говоря,— загнуть край листа. Работа простая, но и весьма ответственная, так как от нее зависят дальнейшие процессы.
Отгибать фальц приходится для самых различных надобностей: и для соединений швом, и для краев, для вставки днищ и других. Надо следить за тем, чтобы металл только гнулся, но никак при этом не расплющивался. Если металл в сгибе расплющится, он уширится.
Кромка сгиба выйдет изогнутой, и поверхность листа покоробится.
В грубых работах, где фальц отгибается широкий, это не имеет почти никакого значения. Но там, где требуется большая точность и изящество, это будет очень заметно. Поясним на примере, что у нас может получиться.
Предположим, мы хотим сделать из жести трубку и соединить ее двойным замком.
Отогнули фальцы железным молотком, стали свертывать трубку и соединять шов, но оказывается — шов-то соединить очень трудно; фальцы оказались загнутыми из-за расклепывания металла молотком.
Расклепанный шов
Поэтому фальцы всегда надо отгибать деревянной киянкой на острой железной кромке лома, железной полосы или уголка скребка.
Работа происходит в таком порядке. Прежде всего рейсмусом проводят линию сгиба. Чем толще металл и грубее работа, тем шире можно взять фальц (10— 20 мм, на тонкой жести фальц берется в 3—5 мм). Кладут лист на кромку скребка (или заменяющих его приспособлений) линией сгиба, быстрыми и точными ударами киянкой отбивают эту линию сначала у концов, а потом по всей длине фальца.
Отбивка фальца
Затем пригибают под прямым углом кромку фальца, ставят ее наружной стороной на наковальню и выправляют с внутренней ударами киянки.
Предположим, что нужно отогнуть фальц у жестяного цилиндра.
Изготовление фальца на цилиндре
Понятно, что диаметр наружной кромки отогнутого фальца будет больше, нежели диаметр его внутренней окружности. Следовательно, металл должен быть расклепан по всему фальцу, у внешнего края сильнее, к цилиндру слабее.
Фальц надо гнуть железным молотком. Цилиндр берут в левую руку, намечают изнутри рейсмусом ширину отгиба и прикладывают к кромке поддержки или лома под тупым углом, после чего поколачивают по будущему фальцу носком молотка, отбивая линию сгиба и расклепывая кромку. Легкие удары молотка направляют так, чтобы сильнее расклепывать наружный край.
Обойдя полный круг, уменьшают угол наклона цилиндра, ставя его круче к наковальне, и продолжают тем же порядком работу. Ее повторяют еще и еще, все уменьшая угол наклона до прямого. При таком постепенном выколачивании фальц удастся отогнуть под прямым углом, и он нигде не лопнет. Отогнутый фальц ставят на плиту и выправляют его ударами киянки.
К такому цилиндру с фальцем можно уже присоединить двойным замком дно, только у кружка для дна надо отогнуть фальц или припаять дно припоем.
Отгиб фальца на кружке
Подобно тому, как отгибают фальц на цилиндре, поступают и тогда, когда край жестяного изделия надо укрепить и сделать толще, закатывая в него проволоку. Работу ведут тем же порядком, но киянкой и не отбивая острой кромки сгиба. Сгиб должен выйти плавный, на металле надо сделать отворот, рассчитывая ширину этого отворота по толщине той проволоки, которая туда войдет.
Закатывание края
Ширину надо брать примерно в три диаметра проволоки, прибавляя немного на толщину металла. Когда фальц отогнут под прямым углом, его отгибают киянкой назад, проворачивая цилиндр на круглой наковальне. Затем ставят на плиту, вставляют проволоку и несколькими ударами киянки по отвороту закрепляют ее.
Киянкой на круглой наковальне и плите окончательно прижимают и оглаживают отворот. Перевернув изделие краем вверх, оправляют закатанный край сверху. Если отворот оказался недостаточно широким, его теперь очень легко исправить, проколачивая сверху киянкой с оттяжкой удара кнаружи.
На изделиях с прямыми краями закатать в край проволоку, конечно, еще проще.
https://www.youtube.com/watch?v=XMKXMTNu35A
Из приемов обработки тонкого металла, основанных на расклепывании и вытягивании металла, юному мастеру непременно надо ознакомиться с выколачиванием.
Выколачиванием плоской пластинке металла придают разнообразную выпуклую форму.
Таким путем можно выколотить днища и крышки котлов, капоты и разнообразнейшие обтекаемые детали для моделей самолетов, обшивку для моделей судов и т. п. Выше у нас была уже подобная работа — эта выколачивание ковша.
Выколачивание — это работа, требующая терпения. Нельзя ударить раз-другой молотком и получить хорошую вытяжку. Надо потихоньку поколачивать молотком, всё время передвигая изделие, постепенно увеличивая глубину вытяжки и в заключение оправляя и оглаживая легкими ударами поверхность изделия.
Вытягивать можно в основном двумя способами. Первый способ — когда металл расплющивают на выпуклой наковальне, начиная от середины к краям. Середина получится тоньше всего, но зато изделие будет выпуклым. Работа ведется железным молотком. По второму способу выколачивают киянкой или молотком с круглым концом на оправке (матрице), имеющей соответственную форму.
Выколачивание на оправке
Как пример, приведем выколачивание того же ковша. На деревянной колобашке или толстой доске надо сделать несколько круглых выемок различной глубины. Их вырезывают полукруглой стамеской, а затем оглаживают ударами круглого молотка.
Круглую пластинку металла кладут над первым углублением и молотком или круглой киянкой выколачивают ее до тех пор, пока не получится правильно округленная поверхность без морщин. Тот же прием повторяют и в следующих, более глубоких матрицах. В заключение мы получим ковш по профилю матрицы.
По другому профилю и другому раскрою мы могли бы получить и другую форму.
Иногда юному мастеру придется выколачивать на пластинках тонкого металла продольные углубления. Сечение такой пластинки получится фигурным, и пластинка приобретет жесткость.
Пластинка с продольным углублением
Как и во всяком другом деле, разметка и раскрой материала, начало работы, являются очень важной операцией, от которой зависит и дальнейший успех. Отсюда ясно, что эта работа требует особой внимательности и аккуратности. Самая простая работа — это раскрой и изготовление простой открытой прямоугольной коробки с прямостоящими или расходящимися боками, с носком или без него.
Изготовление прямоугольной коробки
Из листа жести выкраивают прямоугольник соответствующих размеров (а). При раскрое надо учесть площадь дна и высоту стенок. Рейсмусом отчерчивают линию сгибов. Один уголок срезают, если надо сделать в коробке носок.
Перевернув лист на доску, носком молотка отсекают по углам биссектрисы углов примерно до границы будущих сгибов стенок (б).
Снова перевернув лист, на ребре наковальни (куска железа) загибают киянкой бока (в), но не совсем. Их отделывают на прямоугольном конце наковальни и пригибают киянкой вплотную к стенке (г).
Срезанный угол для носка остается не пригнутым, его слегка сплющивают, выделывая из него желоб. Коробка готова (д).
Работа, как видно, совсем несложная, но и ее надо выполнить аккуратно.
Выкраивание и изготовление цилиндрических форм не представит особых затруднений.
Для цилиндра надо выкроить прямоугольник, высотой равный будущей трубе, а длиной в 3,14 диаметра этой трубы с прибавкой на закатку шва.
Схема раскроя для шва цилиндра или прямоугольной коробки
При изготовлении конических изделий (ведро, воронка и другие) все приемы работы останутся те же, только при раскрое придется вспомнить геометрию. Все конусные предметы надо правильно изобразить в развертке, и это самое главное.
Возьмем самый простой способ раскроя. Попробуем сделать коническое ведерко. Прежде всего надо начертить его среднее сечение, по оси. Оно представится в виде трапеции; продолжают стороны трапеции до их пересечения.
Точка пересечения — это центр, из которого проводят две дуги — от длинного основания трапеции и от короткого. Получится кольцо, из части которого и будет сделана поверхность конусного ведра. Ширина этого кольца и есть высота ведра.
Надо только не забывать прибавлять для закатывания верхнего края и загиба нижнего.
Раскрой усеченного конуса
Длина необходимой нам части этого кольца определяется диаметром ведра. Примерно три диаметра с прибавкой на двойной замок—вот то, что надо взять от кольца. Отложив по верхней или нижней дуге 3,14 диаметра наружного отверстия или дна ведра, проводят по радиусу линию.
Прибавки для двойного замка делают уже параллельно этим радиальным линиям. Так получится раскрой поверхности ведра. Так же точно расчерчивают любую конусную форму, будь то целый или усеченный конус: по радиусу откладывают высоту фигуры, по окружности — длину развертки.
П.В. Леонтьев
Читайте еще:
Ведро из оцинковки своими руками
- Самоделки для домашнего мастера
- Спутник мастера — ящик для инструментов
- Делаем и починяем ведра, тазы, самоварные трубы
- О материалах
- Инструменты жестянщика
- Вспомним геометрию
- Расчет цилиндрического ведра и построение его выкройки
- Расчет конусного ведра и построение его выкройки
- Расчет самоварной трубы и построение ее выкройки
- С киянкой в руках
Читайте так же: Можно ли собирать грибы в бушковском лесу
Перейдем к изготовлению самих изделий по сделанным выкройкам. Сначала сформируем одинарный лежачий фальц — шов, применяемый для соединения деталей в жестяницком деле.
Рассчитав, вычертив и вырезав выкройку (например, ведра) из бумаги, перенесем ее на листы жести, из которой будет выполняться ведро.
Но прежде листы материала следует выправить на оправке, если они, конечно, не совсем ровные и имеют вмятины.
После этого выкройку, положив на лист, обводят по контуру чертилкой. Для того чтобы линии разметки на железе были видны четко, их лучше обозначить кернером, нанося им по линии контура точки- углубления на расстоянии 3-5 мм друг от друга. Вырезанные детали следует опять же выправить на оправке, подровняв их края.
Работу начнем с боковой поверхности ведра. Вначале на ее боковых кромках сделаем загибы — заготовки для образования соединительного шва (а). Эта операция обычно выполняется молотком на прямоугольной оправке.
Сделав на кромках заготовку для шва, на круглой оправке киянкой (можно и стальным молотком) придадим боковой поверхности форму ведра.
Соединив заготовки шва между собой (б), молотком на прямоугольной оправке тщательно уплотним шов по всей его длине.
Затем на круглой оправке загнем весь шов в сторону (в) и снова молотком тщательно его выровняем, чтобы он плотно прилегал по всей своей длине к боковой поверхности ведра. Затем на круглой же оправке по всей длине шва с обеих его сторон сделаем молотком в соединенной швом поверхности изгибы (г), называемые замками (изгибы препятствуют разъединению шва).
Готовый шов снова тщательно уплотняют с обеих сторон. Проверяем еще раз замки — при плохо выполненных замках нарушится прочность шва и он разъединится. Закончив шов, на круглой оправке киянкой придают боковой поверхности ведра окончательную форму и приступают к обработке верхней кромки для придания ей жесткости.
Для этого на прямоугольной оправке молотком отогнем край верхней кромки (ширина отгибаемого края 1,5-2 см) на внешнюю сторону и тщательно выровняем молотком отогнутый край на прямоугольной оправке.
Затем возьмем проволоку, согнутую в кольцо, под отогнутый край верхней кромки ведра и тщательно завальцуем его по всей окружности кромки. После этого верхнюю кромку ведра тщательно выравниваем молотком на круглой оправке, придавая ей форму круга.
Дно ведра соединяют с боковой поверхностью двумя способами. По первому варианту дно закрепляют вровень с нижней кромкой стенки будущего ведра, которое в этом случае будет стоять на «своем» дне.
Второй вариант предусматривает, что дно несколько «утапливают» в ведре. В этом случае стенка вместе дном (его кромками) образует небольшой бортик, на котором стоит ведро.
Вначале рассмотрим вариант, когда дно крепят вровень с нижней кромкой стенки ведра. На прямоугольной оправке молотком отгибают край нижней кромки боковой стенки ведра. Отогнутый край (его ширина около 1 см) выравниваем на прямой оправке молотком, чтобы по всей длине он был одинаковой ширины и составлял со стенкой ведра угол 90°.
Диаметр вырезанного дна в этом случае должен быть больше диаметра ведра на 4 см. На дно по центру ставят боковину ведра и чертилкой намечают на дне окружность отогнутой нижней кромки.
Затем по нанесенному контуру на круглой оправке загибают кромку дна (как у сковородки), хорошо выравнивают молотком на круглой оправке и вставляют в «сковородку» боковину ведра. Загнув кромки дна на прямоугольной оправке, формируют шов уже на круглой оправке.
После этого на круглой оправке шов тщательно уплотняют молотком, добиваясь герметичности.
Теперь рассмотрим вариант крепления дна, когда оно несколько утапливается по отношению к нижней кромке стенки ведра. В этом случае на прямоугольной оправке молотком отогнем край нижней кромки стенки ведра во внешнюю сторону на ширину 1 см.
Читайте так же: Какие игрушки были в ссср
На листовом материале начертим окружность заготовки для дна диаметром, больше диаметра дна ведра на 6 см. Вырезав заготовку для дна, чертим на ней окружность, диаметр которой равен внутреннему диаметру ведра.
По этой окружности на круглой оправке отогнем кромку дна высотой 3 см (как у сковородки) и тщательно выровняем ее молотком на круглой оправке, чтобы дно плотно входило в цилиндр ведра.
Затем на кромке дна на прямоугольной оправке отогнем во внешнюю сторону край шириной примерно 2 см. Тщательно выровняем отогнутый край молотком на прямоугольной оправке и вставим дно в ведро. Теперь края дна и ведра загнем так, чтобы образовался фальц.
После этого молотком на круглой оправке хорошо уплотним шов, чтобы он получился герметичным и имел форму круга.
Для большей надежности все швы после сборки изделия хорошо бы пропаять оловом, но обычно мастера-жестянщики этого не делают, добиваясь герметичности без помощи пропайки.
Корпус ведра готов, и осталось на нем укрепить ушки для дужки (ручки). С конструкцией ушек и дужки мы уже познакомились ранее. Заметим, что ушки и дужка — детали очень ответственные, так как на них приходится вся нагрузка при переноске полного ведра. Поэтому они должны быть прочными, не гнущимися и надежно закрепленными.
Обычно ушки вырезают из более толстого материала, чем материал, идущий на ведро. Если такого материала нет, то ушки делают из двух заготовок «ведерного» материала, скрепляя их между собой загнутым по кромкам одинарным швом.
Дужки выгибают из жесткой толстой стальной проволоки. Каждое ушко к корпусу ведра крепится на три заклепки диаметром 3-5 мм. Если заклепок готовых нет, то придется сделать их из гвоздей или проволоки.
Для получения заклепок с почти «заводскими» головками легко смастерить простое приспособление.
Для этого возьмите стальную пластину толщиной 4-5 мм, просверлите в ней несколько отверстий диаметром, равным диаметру будущих заклепок, вставьте в отверстия заготовки для заклепок, расклепайте молотком выступающие над пластинкой концы заготовок и обожмите обтяжкой для образования головок заклепки. Не забудьте, конечно, что пластинка при работе должна лежать на прямоугольной подкладке.
Для получения заклепок с «заводскими» головками перед тем, как вставить заготовки в приспособление для расклепывания, их нагревают в печке, горне или на газовой горелке до светло-вишневого цвета. Заготовки для заклепок из медной, латунной или алюминиевой проволоки нагревать не нужно, они отлично расклепываются и без этой процедуры.
Прежде чем приклепать ушко к ведру, в ушке сверлят или пробивают три отверстия.
Затем ушко накладывают на корпус ведра с наружной стороны и по сделанным в нем отверстиям намечают центры отверстий на корпусе ведра, после чего по разметке в ведре просверливают или пробивают отверстия такого же диаметра.
Затем в соответствующие отверстия вставляют заклепку, кладут ее головкой на прямоугольную оправку и выравнивают, уплотняя кромки отверстия с помощью обтяжки.
После этого расклепывают заклепку молотком, но не до полной ее фиксации. Затем ставятся вторая и третья заклепки, и все три расклепываются до полного и надежного закрепления ушка. Вновь образованные головки заклепок обжимают и выравнивают обтяжкой.
В закрепленные ушки вставляется ручка ведра, после чего концы ее загибают, чтобы она не выскакивала из ушек.
Конусное ведро изготавливается совершенно аналогично цилиндрическому ведру.
Так же, как цилиндрическое ведро, делается и самоварная труба. К готовым трубам приклепывают ручки, по одной на каждое колено.
Ручки на трубе необходимы для выдвигания одного ее колена из другого и для снятия горячей трубы с самовара.
На ручки идет тот же материал, из которого сформирована труба. Обе кромки ручки загибают на ширину 5 мм, чтобы ими не порезать руки. Ручки приклепывают к колену трубы одной заклепкой с каждого конца. Шов стыковки труб под углом 90° к корпусу трубы не пригибается, а выполняется стоячим.
Читайте так же: Спирт сахар и сода
Нам был задан такой вопрос — как можно починить прохудившееся ведро? Но надолго ли это? В конце концов ржавчина, постепенно съедает любое ведро за милую душу. Оставаться без такой вещи в доме как ведро — гиблое дело, а купить новое – дорого, а если нужно не одно – два, вообще не позволяет цена. Один выход — делать ведро самому.
Из какого материала можно сделать ведро
Обычно делают их из нержавейки. Смотря для каких целей, если под питьевую воду – однозначно нержавейка, для не пищевых продуктов или мусора подойдет любой тонкий металл, поддающийся обработке.
По качеству такие ведра не очень-то отличаются от покупных. Хотя все делается вручную. Конечно, с первого раза может и не получится то, на что надеялись. Поэтому простой совет: сделайте сначала из простой кровельной жести. Не так будет обидно, если окажется не ведро, а так, ни то — ни се.
Предлагаю описание последовательности операций
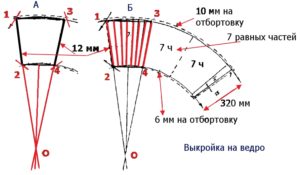
Для начала нужно сделать шаблон – выкройку на плотном листе бумаги. Начинаем с расчерчивания бокового контура будущего ведра (как показано на рисунках, они отмечены красным цветом ) – 1 2 3 4.
Линии 2, 1 и 3, 4 продлеваем вниз до точки их пересечения (О), из которой описываем дуги 2, 3 и 1, 4 с продолжением. Эти отрезки делим на семь равных частей и от точек 2 и 1 откладываем 22 совершенно равные части.
Обязательно надо оставить припуски для фальцевого соединения с обеих сторон выкройки по — 12 мм. А так же припуски для отбортовки; верху — 10 мм, и внизу — 6 мм.
Затем размеры готового шаблона можно переносить на подготовленный лист металла, и приступать к вырезанию заготовки будущего ведра.
После того как заготовка будет вырезана, в первую очередь приступаем к отбортовке 6 миллиметровых боковых сторон. Делается это путем изгиба одной стороны — в одну, а другой — в противоположную сторону. Таким образом у нас получается некий замок – фальц.
Для придания формы ведра, нам понадобится обрезок трубы как минимум диаметром 100 мм. Кладем лист на трубу и придаем ему форму ведра. Соединяем изогнутые фальцы и простукиваем боковой шов.
Простукивать нужно аккуратно, не следует забивать его пока в глухую – вдруг придется разгибать.
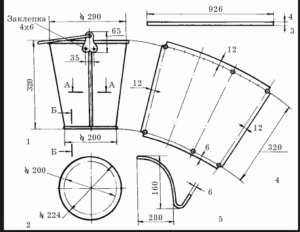
Следующим этапом отбортовываем верх заготовки ведра на 10 мм. Для начала — нам нужно под борт вставить кольцо из проволоки диаметром 3-4 мм и завальцевывать его на трубе. Кольцо нужно для для усиления верха конструкции и послужит дополнительным упором для ушек под ручку ведра.
Низ заготовки ведра так же подвергаем отбортовке на 6 мм. и в нее (в нижнюю часть) вставляем отбортованное заранее донце и простукиваем борт дважды. Здесь уже понадобятся внимание и определенные усилия – что бы шов был хорошо пробит молотком и через него при эксплуатации ведра не протекала вода.
После того как ведро обвальцованно, переворачиваем его вверх дном. Берем кусок стальной проволоки или пруток диаметром в 10 мм. Нам нужно согнуть его так чтобы получилась точная копия круга дна. Полученное кольцо вставляем сверху на днище и молотком, легкими движениями стараясь не погнуть стенки ведра, делам так называемую просадку по всей окружности донышка. Так у нас получился утор дна.
Теперь вырезаем два ушка. На каждом ушке сверлим одно отверстие под дужку, и два — под заклепки. Ушко закрепляем алюминиевыми заклепками и приделываем дужку. Ведро из простой жести лучше всего покрасить изнутри и снаружи, а оцинкованное — только по швам. Теперь остается проверить еще раз все швы на течь и ваше ведро готово. Кликайте по рисункам для увеличения.
Как сделать ведро своими руками из жести. Как сделать водостоки и кровельные элементы из листового металла своими руками Расчет заготовки трубы из жести

9 августа, 2016
Специализация: профессионал в области строительства и ремонта (полный цикл проведения отделочных работ, как внутренних, так и наружных, от канализации до электрики и финишных работ), монтажа оконных конструкций.
Хобби: смотреть столбец «СПЕЦИАЛИЗАЦИЯ И НАВЫКИ»
Изготовление трубы из жести своими руками – это отличная альтернатива покупке дорогого водостока или вентиляционного кожуха.
На практике экономия выходит колоссальной, а если учесть, что освоив технологию, вы сможете буквально «штамповать» трубы любого (ну ладно, почти любого) диаметра – то прочитать мои советы и хотя бы попробовать реализовать их на практике определенно стоит!
Ниже я расскажу о том, что нам понадобится для формирования трубы, а также опишу алгоритм, по которому я уже пять лет успешно гну жестяные изделия.
Жесть как она есть
Итак, начнем наш обзор технологии с анализа материала. Гнуть мы трубу будем из жести:
- Основу жестяного листа составляет сталь, прошедшая обработку на прокатном стане. Как правило, в продаже встречаются листы от 0,1 до 0,7 мм – чем толще, тем выше цена.
- Для защиты от коррозии стальное основание жестяной заготовки покрывается материалом, предотвращающим окисление металла. Чаще всего для этого используются соединения хрома, олова и цинка.
- На заключительном этапе изделие нарезается в соответствии со стандартными размерами. Чаще всего в строительных магазинах продаются жестяные заготовки шириной от 512 мм до 2 м, но при необходимости можно найти или заказать и более широкие детали.
У такого металла есть очевидные плюсы:
- Малая толщина обеспечивает снижение массы жестяных изделий.
- Обработка поверхности достаточно эффективно защищает стальное основание от коррозии при контакте с факторами внешней среды.
- Тонкий металл неплохо режется, при этом для обработки не требуются очень мощные инструменты – вполне достаточно ручных ножниц.
- Прокатка и термообработка заготовок при производстве жести обеспечивают им высокую пластичность. Благодаря этому листы и полосы отлично гнутся по минимальному радиусу без риска растрескивания.
Обратной стороной жести является низкая прочность на изгиб, потому при изготовлении незамкнутых деталей в их конструкцию обязательно вносят ребра жесткости. Впрочем, нашей ситуации это не касается: труба сама по себе отлично держит форму.
Инструменты жестянщика
Как я уже отметил, жесть – это материал мягкий и пластичный, который обрабатывается довольно просто. Но есть у этой простоты и недостаток: металлический инструмент не только оставляет следы на поверхности листового металла, но и может при ударе повредить защитный слой, спровоцировав развитие коррозии.
Именно поэтому для работы с жестью и тонкой оцинкованной сталью применяются такие инструменты:
- ножницы по металлу. Я использую самые обычные, подпружиненные, с не очень длинными рукоятками – при относительно небольшом усилии они отлично режут сталь 0,7 мм;
Очень важно, чтобы лезвия ножниц были острыми, иначе края заготовок получатся неровными, и нам придется тратить время и силы на удаление «бахромы».
- молоток с резиновым/обрезиненным бойком. Зачем нужна резина, уже понятно – чтобы не допустить ударов металла о металл;
- киянка – в принципе, выполняет функцию молотка с резиновой насадкой. Оба инструмента взаимозаменяемы, что не мешает мне иметь в своем распоряжении и киянку, и молоток;
- плоскогубцы (несколько штук, разных размеров). Используются для гибки металла, поскольку короткие края листа или полосы пальцами ухватить невозможно, несмотря на всю пластичность;
- калибрующие заготовки – стальные трубы (у меня две, диаметром 50 и 100 мм) и уголки. Используются в качестве шаблонов для гибки соответственно круглых и прямоугольных деталей;
- измерительные инструменты – линейка, рулетка, уровень и циркуль;
- разметчик – заостренный стальной стержень, который используется для нанесения меток на жестяной лист. Можно купить, можно заточить гвоздь-«двухсотку».
- верстак – самая необходимая вещь. Верстак выполняет функции места для разметки раскройного стенда, рабочего стола – в общем, именно на нем мы будем выполнять все работы.
Конечно, этого набора нам хватит только для изготовления нескольких труб – до двух-трех десятков. Если же работа предстоит масштабная, то не обойтись как минимум без листогиба – устройства, позволяющего ровно гнуть большие металлические заготовки.
Шаг 1. Заготовка
Инструкция по изготовления трубы из жести начинается с описания изготовления заготовки:
- На верстаке или другой ровной поверхности раскатываем листовой металл, при необходимости выравнивая его с помощью механических воздействий.
- Отмеряем длину и ширину трубы, нанося мелом, маркером или разметчиком обозначения на материал. При разметке учитываем, что ширина заготовки должна быть равной длине окружности трубы + 1,5…1,6 см на формирование шва.
- Контролируем перпендикулярность проведённых линий с помощью угольника.
- Берем ножницы и делаем сначала боковой, а затем продольный разрез. Резать нужно строго по линиям, стараясь не делать больших отступов. Если линия реза будет «гулять» — на этапе формирования шва могут возникнуть проблемы.
- Еще раз выравниваем нашу заготовку. При необходимости простукиваем края для удаления волн и обрабатываем их, зачищая от заусенцев.
Шаг 2. Формовка трубы
Теперь нам нужно сделать из заготовки круглую трубу. И на первом этапе мы формируем профиль:
- С одной стороны детали проводим линию загиба фальца на расстоянии 0,5 см от края.
- С другой стороны проводим такую же линию на расстоянии 1 см.
- Укладываем заготовку на стальной уголок и отгибаем фальцы перпендикулярно плоскости листа. Для загиба используем киянку, при необходимости подправляя металл плоскогубцами.
- Я обычно поступаю таким образом: вначале захватываю металл плоскогубцами, формируя загиб шириной около 2-3 см. После того как направление деформации будет задано, меняю плоскогубцы на киянку и продолжаю работу, используя в качестве опоры стальной шаблон.
- Работая по шаблону, не прикладываем излишних усилий, иначе мы рискуем повредить материал и «счесать» часть защитного покрытия,
- Дальше отогнутый фальц шириной 1 см делим надвое по ширине и повторяем загиб. Теперь нам нужно отогнуть полосу шириной 0,5 см параллельно основной заготовке.
- Теперь формируем профиль трубы. Заготовку укладываем на калибрующую поверхность и постукиваем по ней, выгибая вначале дугу, а затем и полный круг. Чем ровнее он будет, тем лучше – меньше придется возиться на завершающем этапе работы.
Шаг 3. Обработка стыка
Теперь нам нужно сформировать шов, который превратит нашу заготовку в собственно трубу:
- Фальцы, отогнутые перпендикулярно основной части, совмещаем, плотно прижимая друг к другу.
- Горизонтальную часть длинного фальца загибаем таким образом, чтобы он обернул совмещенные части.
- Укладываем полученную трехслойную конструкцию на верстак и тщательно простукиваем, хорошенько уплотняя. При этом следим, чтобы не было перекосов, которые отрицательно скажутся на прочности конструкции.
- Шов из собранных вместе фальцев отгибаем к стенке трубы. Надеваем изделие на калибровочную заготовку и еще раз простукиваем стык. Полученное соединение отлично держится без всякого крепежа за счет пластичности жести.
При изготовлении труб большого диаметра, испытывающих значительные нагрузки ширину фальцев можно увеличить, а стык дополнительно усилить заклепками.
Заключение
На чтение 10 мин. Просмотров 2 Опубликовано
Содержание
- Как сделать ведро своими руками из жести
- Оборудование для производства оцинкованных ведер: что нужно?
- Какое оборудование может понадобиться?
- Как нужно выбирать технику: некоторые особенности
- Материалы и детали
- Технология выпуска
- Немного о станках
- Технология. Дополнительная информация
- Бизнес-идея: производство оцинкованных ведер
- Концепция бизнеса
- Что потребуется для реализации?
- Пошаговая инструкция запуска
- Финансовые расчеты
- Стартовый капитал
- Ежемесячные расходы
- Сколько можно заработать?
- Сроки окупаемости
- Риски и минусы бизнеса
- Заключение
Как сделать ведро своими руками из жести
Как сделать ведро своими руками из жести, из оцинкованного железа или из нержавеющей стали с прямыми стенками.
Вырезаем из материала развертку изделия

h – высота (устанавливаем заданную величину)
d – диаметр (устанавливаем заданную величину)
l – длина окружности (находим расчетным путем)
l = πd = 3,14 * 329 = 1033 (мм)
h = 310 (мм)
В середине развертки размечаем отверстия для крепления ушка

1. На прямоугольном листе из тонколистовой оцинкованной стали ГОСТ 14918-80 , на самодельном ручном листогибе , или ручным способом при помощи киянки и бруса, зафальцовываем «по высоте» края листа в противоположные стороны. Сгибаем лист в цилиндр.
2. Скрепляем загнутые края. Равномерно прижимаем полученный шов киянкой или колотушкой по всей длине цилиндра.
3. Чтобы шов остался внутри цилиндра, необходимо провести следующую операцию: поворачиваем готовый шов таким образом, чтобы он находился возле ребра бруса; ударяя киянкой по шву, получаем внешнюю поверхность цилиндра без выступающего шва.

Ширина фальца зависит от его назначения: получения замка; закатка проволоки.

4. Установим цилиндр относительно бруска в первоначальное положение. Обстукиваем молотком и отгибаем фальц.
5. Постукиваем заостренной стороной молотка. Следим за шириной фальца – она должна быть одинаковой.
6. Выравниваем фальц постукиванием тупой стороной молотка.
7. Окончательно отгибаем под прямым углом согнутый фальц.
Вкладываем кружок по периметру отбортовки,

сделанный из проволоки, диаметр которого должен совпадать с внешним диаметром цилиндра.

Округляем круговую кромку и окончательно доводим закатку.
СОЕДИНЕНИЕ ЦИЛИНДРА С ДНОМ

8. Загнем края у круга и вставим в цилиндр.
9. Легкими ударами заостренной части молотка, загибаем фальц внутрь круга.
10. Крепкими ударами тупой части молотка обстукиваем фальц на брусе, поворачивая при этом цилиндр.
11. Сваливаем фальц на наружную плоскость цилиндра.
12. Если в результате работы получится выпуклое дно, необходимо его выровнять.
13. По самому краю дна, ударяем тупой частью молотка, по всему периметру окружности. Дно при этом выровняется, ребра соединения получат ярко выраженный контур.

ПРИКРЕПЛЕНИЕ ПРОМЕЖУТОЧНОГО ОБРУЧА
Дно ведра можно прикрепить к промежуточному обручу, а промежуточный обруч прикрепить к цилиндру.

14. Крепим дно ведра с обручем.
15. Соединяем обруч с цилиндром (корпусом ведра).
16. Отгибаем фальц у обруча.
17. Сваливаем фальц на наружную плоскость цилиндра и основательно постукиваем по периметру всей окружности.

Ушки вырежем из аналогичного материала. Пробьем или просверлим сквозные отверстия: два под заклепки; одно под металлическую ручку.
Ручку согнем из металлической проволоки диаметром 5…6 (мм) ГОСТ 18143-72 .

Как сделать ведро своими руками из жести – как видите ничего сложного. Освоив простую модель. Можно перейти к более сложной модели с покатыми стенками.
Источник
Оборудование для производства оцинкованных ведер: что нужно?
Без сомнения, очень удобным хозяйственным инвентарём служит любое ведро оцинкованное 12 л. Производство, бытовая сфера – этот инструмент пригодится практически везде. Подходит для хранения строительных материалов и непищевых продуктов, воды, её переноски. Нехитрое изделие способно подолгу выдерживать воздействие агрессивных веществ, потому его часто применяют во время уборки.
Какое оборудование может понадобиться?
На любом предприятии оборудование для производства оцинкованных ведер включает в себя несколько наименований.
- Металлорежущие станки. Они нужны для резки железного листа, создающего форму корпуса.
- Штамповочный пресс. Производит вырубку стенок и дна.
- Ещё одна разновидность пресса. Заклёпывает ушки, выравнивает «тело», отвечает за обработку кромок.
- Гидравлический тип оборудования. Нужен для обработки верхней части, днища.
- Закаточная машина. Служит для соединения корпуса и низа.
- Аппарат, загибающий кромки. Нужен, чтобы изготавливать рёбра жёсткости.
Как нужно выбирать технику: некоторые особенности
Сшивной метод – основная технология, для осуществления которой подбирается оборудование для производства оцинкованных ведер. У каждой конструкции заметно наличие двух швов. На кромки наносится специальная уплотнительная паста перед тем, как происходит сама сшивка. Это нужно для того, чтобы во время эксплуатации в этом месте не произошла разгерметизация.
Материалы и детали

Оцикнованная стальная проволока всегда становится основой не только для самого ведра, но и для ручек. Ушки изготавливают из этого материала, только толщину подбирают большую. Для производства обычных изделий берётся только качественная основа, а вот на технические нужды вполне подходят разновидности некондиционные, с большей толщиной. Хотя оборудование для производства оцинкованных вёдер остаётся таким же.
Объём изделия может находиться в пределах 10-15 литров. Любые оцинкованные конструкции могут прослужить до пяти лет и дольше, если используется качественное сырьё, соблюдаются все нормы по производству. И первоначальное состояние сохраняется на максимальный срок.
Технология выпуска
- Сначала режется лист стали.
- После этого вырубают днище, корпус.
- Далее производство оцинкованных вёдер предполагает сгибание замка.
- «Туловище» изменяется до очертаний усеченного конуса.
- Замок зажимается.
- Нижняя и верхняя часть сгибаются.
- Корпус и дно соединяются друг с другом.
- Придается форма ручке.
- Вырубаются отверстия для ручки.
- Производится её установка, клепаются крепления.
Немного о станках
На самом деле в разных цехах могут использовать разные станки для производства оцинкованных вёдер. Общий принцип остаётся тем же, несколько отличаются технологические параметры.
Ручной фальцеосадочный аппарат – на заготовках или трубах осаживает продольный или лежачий замок. Для этого имеются специальные разновидности роликов, изготовленные из закалённой стали. Плотное соединение обеспечивается за счёт мощной нижней балки. На круглых и прямоугольных воздуховодах рабочие операции такого типа тоже осуществляются без всяких проблем.
Вальцовочный тип оборудования – нужен для производства дугообразных элементов, конических заготовок, цилиндрических обечаек. Помогает править изделия плоской формы.
Станок может работать очень долго благодаря надёжной и одновременно простой конструкции. Задние и нижние валы можно отрегулировать в любой удобный момент, без существенных задержек и проблем. Достаточно одного движения, чтобы откинуть часть, которая находится наверху.
Для получения зигов используется ручное приспособление – соответствующий тип агрегата. Он становится незаменимым помощником, если нужно провести какие-либо операции с листовым металлом малой толщины. В подшипниках вращаются специальные типы валов, благодаря чему производство становится точным и отвечающим требованиям ТУ .

Технология. Дополнительная информация
Метод горячей оцинковки – операция, которая просто необходима при изготовлении подобной продукции. Поверхность материала должна быть обезжирена перед началом процесса. После этого переходят к травлению. Далее подготовленный лист промывается.
На последнем этапе листы стали погружаются в специальный состав, после чего заготовки просушиваются. Благодаря такой обработке у любого изделия значительно удлиняется срок службы. Кроме того, обеспечивается дополнительная защита от воздействия кислот, щелочей и абразивных частиц. После этого можно гнуть, резать и сверлить любую основу с оцинковкой.
Коррозии оцинкованные вёдра не подвергаются, корпус у них очень крепкий, так что применение изделий одинаково востребовано как в быту, так и в производственных условиях. Несмотря на скромный внешний вид, железное ведро всегда пригодится в хозяйстве.
Источник
Бизнес-идея: производство оцинкованных ведер
Вложения: от 900 тысяч рублей
Окупаемость: от 3 месяцев
Открыть бизнес, приносящий хороший доход – мечта многих людей. Но чаще всего эта идея останавливается на уровне мечты из-за неопределенности в том, какую нишу выбрать. Бизнес по производству оцинкованных ведер – дело, в котором нет большой конкуренции, но есть всегда спрос на продукцию.
Концепция бизнеса
Оцинкованные ведра разных размеров – это товар, в котором население нуждается всегда. Суть бизнеса – организация цеха по производству ведер и реализация товара потребителям. Потенциальный клиент – обычные люди, которым ведра необходимы в ведении домашнего хозяйства, организации, фирмы, офисы – они будут покупать продукт для санитарных нужд. Понятно, что напрямую из цеха товар реализовать населению не получится, значит его нужно поставлять в магазины – строительные и хозяйственные.

Что потребуется для реализации?
Прежде чем браться за ведение данного бизнеса, нужно познакомиться с технологией производства оцинкованных ведер. Процесс изготовления предполагает следующие шаги:
- нарезка стали;
- вырезка дна и корпуса будущего ведра;
- погружение листов стали в цинковую смесь, сушка;
- сгибание замка;
- выведение формы усеченного конуса;
- соединение и зажим деталей;
- вырубка отверстий для ручки;
- установка и крепеж ручки.
Налаживать производство нужно в цеху, который можно либо арендовать в готовом виде, либо подобрать помещение типа склада и оборудовать. Помещение должно иметь площадь минимум 30 квадратных метров. Помимо создания обычных условий для работы, проведения коммуникаций, оснащения системой безопасности, нужно обустроить цех необходимыми станками. Первое время лучше приобрести подержанные агрегаты, которые со временем заменяются на новые. Сегодня можно купить автоматизированные комплексы, работающие по новым технологиям и позволяющие производить ведра объемом от 5 до 15 литров, а также оцинкованные тазы и ванны. Для производства нужны следующие станки:
- металлорежущий станок и ручной кругорез, необходимые для нарезки стали;
- пресс-формы для заготовки деталей;
- фальцеосадочный станок, помогающий соединять фальцевые заготовки замком;
- вальцовочный станок, позволяющий работать с дугообразными деталями;
- зиговочный станок – работает со швами на металле;
- закаточный станок – соединяет дно и стенки ведра.

Пошаговая инструкция запуска
Любой вид коммерческой деятельности осуществляется согласно разработанному плану, который поможет четко структурировать действия и производить финансовые расчеты.
- Начинать следует с регистрации деятельности. Пожалуй, это самый хлопотный момент в организации бизнеса. Нужно зарегистрировать коммерческую деятельность, чтобы впоследствии без труда оплачивать налоги, нанимать персонал, выплачивать зарплату и отчислять социальные выплаты. На осуществление производства понадобятся разрешения администрации города, санитарных и пожарных и служб.
- Найти, арендовать и подготовить помещение под цех. Оптимальный вариант – снять готовый цех со всем необходимым оборудованием.
- Помещение нужно оборудовать для работы: коммуникации, мебель, оргтехника и рабочий комплекс.
- Закупка стальных листов и цинка для плавки. Возможен сразу закуп оцинкованных листов.
- Нанять сотрудников. Первое время нужен будет делопроизводитель – менеджер и бухгалтер в одном лице, который будет заниматься ведением документации, отчетности, отвечать на звонки, принимать заказы. Также нужны минимум трое рабочих, которые и будут выполнять весь процесс производства.
- Поиск клиентов. Единственный вариант, куда можно реализовать свою продукцию, это хозяйственные и строительные магазины. Причем искать их можно не только в своем городе, но и в близлежащих населенных пунктах, маленьких городках и селах, где также имеются магазины. Можно лично объехать все магазины и предложить свои услуги, пустить в ход рекламные возможности: объявления в газетах, социальные сети, баннеры. Чтобы успешно реализовывать продукцию, нужно заключить договоры хотя бы с 6-7 клиентами.

Финансовые расчеты
Стартовый капитал
Денежные вложения в бизнес составляют следующие суммы:
- 25 000 – регистрация производства;
- 30 000 – аренда помещения;
- 50 000 – обустройство помещения;
- 300 000 – комплекс станков б/у;
- 300 000 – покупка оцинкованной стали;
- 80 000 – зарплата рабочим;
- 20 000 – реклама;
- 50 000 – транспортные расходы;
- 50 000 – разное.
Приблизительная сумма, необходимая на открытие бизнеса по производству оцинкованных ведер – от 900 тысяч рублей и выше.
Ежемесячные расходы
Каждый месяц предусматриваются следующие затраты:
- 50 000 – коммунальные и налоговые платежи;
- 30 000 – аренда помещения;
- 300 000 – покупка оцинкованной стали;
- 80 000 – зарплата рабочим;
- 10 000 – реклама;
- 50 000 – транспортные расходы;
- 50 000 – разное.
В общем – 570 тысяч рублей.
Сколько можно заработать?
Прибыль рассчитываем путем несложной арифметики. Один оцинкованный лист имеет размеры 1250/2500 мм. Оптовая стоимость такого листа в среднем 300 рублей. С одного листа получается 6-7 ведер объемом 15 литров или 20 – объемом 5 литров. Средняя стоимость большого ведра – 180 рублей. Производительность комплекса оборудования – 4800 15-литровых ведер за рабочий месяц. Это 864 тысячи рублей в месяц. Чистая прибыль с учетом всех затрат – 294 тысячи рублей. Даже при меньшей производительности обеспечивается неплохой стабильный заработок.
Сроки окупаемости
При хорошо налаженном производстве и постоянных клиентах вложенные средства окупятся уже через три месяца.
Риски и минусы бизнеса
Любой вид предпринимательской деятельности имеет определенные риски, которые могут нарушить ход действий и повлиять на доходы. Для успешного производства важно предусмотреть следующие моменты:
- покупка качественного исправного оборудования, которое не подведет в неподходящий момент;
- хорошая реклама, которая приведет постоянных заказчиков;
- добросовестный и ответственный персонал, отвечающий за качество работы.
Заключение
При желании заняться бизнесом не нужно сбрасывать со счетов такие сложные виды заработка, как производство. Несмотря на необходимые большие вложения, изготовление оцинкованных ведер является надежным источником заработка, который быстро окупится и гарантирует стабильность.
Источник
Как сделать ведро из жести своими руками — Справочник металлиста
Статьи
С применением в строительстве новых технологий необходимость в использовании жестяных труб постепенно отпадает, но вопрос как сделать трубу из жести интересует людей, которые любят все делать в доме своими руками.
Какую жесть выбрать?
Как из жести сделать трубу? Какая жесть лучше всего подойдет для такой работы?
Жестяная труба
Тонкая жесть – отличный материал для самодельных бань и коптилен. Жесть – это листовая тонкая сталь, которая подвергается коррозии.
Для изготовления красивых водосточных труб, а также флюгеров, козырьков над трубами для дымохода, крышек над печными трубами своими руками или оригинальных филигранных кружев используется кровельное оцинкованное железо.
Совет: из жести трубы также можно использовать как самоварные, они хорошо увеличивают тягу, а также отводят дым.
Листовая жесть
Какие нужны инструменты?
Перед тем, как начать изготовление трубы из жести своими руками, необходимо позаботиться об инструментах и материалах, которые понадобятся.
Изготовление жестяных труб своими руками подразумевает использование следующего:
- лист кровельного тонкого оцинкованного железа (толщина 0,5-0,7 мм);
- ножницы для резки металла;
- металлическая планка;
- деревянный молоток (киянка);
- простой молоток;
- плоскогубцы.
Киянка
Ножницы по резке металла
Совет: для того, чтобы труба жестяная получилась красивой и ровной, необходимо взять лист железа с гладкой и ровной поверхностью, а также, чтобы углы были прямыми, а не оторванные или неровно отрезанные.
Инструкция по изготовлению жестяной трубы
Как сделать из жести трубу? С чего начать?
- Изготовление труб из жести начинается из составления рисунка. Нарисовать на железном листе выкройку будущей трубы в развернутом виде.
Совет: выкройку трубы можно нарисовать мелом или любым острым предметом.
Черчение выкройки
- При разметке выкройки необходимо учитывать следующие моменты:
- ширина заготовки должна быть равной диаметру трубы плюс дополнительных полтора сантиметра;
- длина заготовки — немного длиннее прямого участка трубы.
Схема заготовки для шва трубы
- Ножницами по металлу отрезать нарисованную заготовку трубы.
- Положить заготовку на край верстака.
- По длине железного листа начертить с одной стороны линию отгиба фальца, она должна составлять полсантиметра.
- Совместить линию, которая нарисованная с ребром уголка на верстке.
- При помощи киянки загнуть вниз край лист железа.
- Перевернуть лист и легкими ударами киянки подогнуть кромку к листу.
- Перевернуть заготовку и с другой стороны сделать отгиб кромки шириной 1 сантиметр, но уже в другую сторону.
- Подогнуть кромку еще раз, таким образом, в профиль данный загиб будет выглядеть в форме буквы Г.
- Вставьте заготовку в оправку, загнуть аккуратно края трубы друг к другу.
Совет: можно использовать оправку – это сектор или шаблон трубы необходимого диаметра, но можно обойтись и без нее.
- Соединить кромки в замок таким образом, чтобы кромка меньшего размера зацепилась за кромку большего размера.
- Уплотнить кромку с помощью плоскогубцев.
- При помощи молотка и железной планки уложить кромку на лист и хорошо подбить ее.
Загиб фальца на трубе
Края трубы из жести можно скрепить и при помощи стальных, алюминиевых или жестяных клепок.
- Просверлить под заклепки отверстия на расстоянии три сантиметра.
- Загнуть кромку под прямым углом навстречу друг к другу.
- Лист жестяной заготовки загнуть в обратную сторону таким образом, чтобы кромки и были расположены на внешней стороне трубы.
- закрепить кромки заклепками.
Совет: жестяная труба своими руками, скрепленная данным способом, является не очень удобной в использовании. В итоге получается не очень привлекательный внешний шов, который приходится при установке трубы прятать.
Жестяные заклепки
Особенности работы с жестью
- Чтобы придать листовому жестяному материалу необходимую форму трубы, нужно согнуть его при помощи клещей или молотка вокруг предмета соответствующей цилиндрической формы.
Трубы жестяные своими руками можно сделать с использованием металлического или деревянного цилиндра.
Совет: сгиб жести должен быть ровным по всей длине, этого можно достигнуть легким постукиванием молотка, при этом удары должны быть как можно ближе один к другому.
- Изготовление жестяных труб невозможно без использования ножниц по металлу. Работать таким инструментом будет намного легче, если к его ручке прикрепить петлю из кожи.
Металл режут одной рукой, надев на пальцы кожаную петлю. - Кромку листа железа после разрезания ножницами можно зачистить стругом, изготовленным из небольшого старого куска ножовочного полотна.
- Водосточная труба из жести, которая уже готова к установке, в некоторых случаях нуждается в разрезании (например, когда необходимо сделать фигурный край трубы для стока).
Для этого трубу будет удобно резать ножом, который предназначается для открывания консервов.
Водосточная жестяная труба
Совет: чтобы труба хорошо резалась ножом, для начала ее необходимо надпилить ножовкой, а уж потом применять нож.
Процесс разрезания жестяной трубы
- При работе с жестью иногда приходится использовать напильник. Очень часто он забивается металлическими опилками и быстро выходит из строя.
Для того, чтобы вычистить его, можно воспользоваться лопаточкой из меди или трубкой из мягкого металла, при этом сплющив ее конец.
Жестяные трубы своими руками сделать не очень сложно, главное придерживаться данных рекомендаций и быть предельно осторожным, так как можно пораниться отрезанными острыми краями листа жести.
Ведро для воды своими руками
Ведро для воды (или просто вместительная емкость для жидкости) – незаменимая вещь в условиях автономного существования. При отсутствии сосуда для воды риски выживания повышаются многократно. Как сделать ведро для воды, читайте тут.
Ведро для воды своими руками, оказывается, сделать совсем не сложно! Ведь, не имея емкости для жидкости, но зная, как сделать ведро, Вы в разы повысите свои шансы на выживание.
Достаточно найти дерево липу, подыскать четыре палочки нужного размера и иметь под рукой пару небольших кусочков веревки (а лучше – три). Из инструментов достаточно только ножа или топора, а еще подыскать тонкий плоский камень, кусок кости или же выстругать из дерева палочку в виде плоского клинышка.
Ведро для воды – без жидкости не обойтись!
Подсчитано, что человек, который находится в тенистом месте при температуре от 17 до 23 градусов выше нуля и не осуществляющий никаких активных действий, способен прожить без жидкости до десяти суток. Если на улице в пределах +26 по Цельсию, этот срок сократится до 7-9 суток. При столбике термометра +33+36 Вы проживете три-пять суток, а при +39 градусах – не более двух дней. Но это – в идеале!
По факту же в состоянии полного покоя может быть только сильно ослабленный человек либо лишенный всякого желания бороться за жизнь. Но такому индивидууму придется надеяться лишь на чью-то помощь или свершение чуда.
Человек же физически активный не будет лежать в тени, как «бревно», и станет пытаться выжить. Однако он очень быстро начнет терять жидкость из организма с потом и другим естественным путем, рискуя уже через сутки оказаться в исключительно незавидном положении, граничащем со смертью.
А если человек не один?! Ведь, в сутки каждому следует выпивать не менее 2-2,5 литров жидкости!
В конце концов, и приготовление пищи – тоже важнейшее условие для выживания.
Представьте себе, отправляясь в путь, Вы не забыли взятьвкусную тушенку, крупу, макароны, заварку, соль. А емкости по какой-то причине оставили дома или утратили.
Да и вода могла попросту испортиться. А что-то на первое приготовить по рецептам с тушенкой все-таки нужно!
Это значит, что критически важно не только найти источник влаги, но и сделать емкость, чтобы сохранить спасительную воду. Понятно, что из грязных луж, мутных рек и озер, болот пить нельзя. Поэтому Вас спасут родники и собравшиеся на листьях дождевые капли. А еще обязательно понадобится самодельное ведро для воды.
Как сделать ведро своими руками
Как сказано выше, сделать ведро для воды можно из коры липы. Кора этого дерева отличается особой эластичностью и способностью хорошо слоиться. Что и нужно!
Для начала подыщите дерево хотя бы сантиметров тридцать в диаметре или около того. Отмерьте ровный отрезок ствола длиной около 70 сантиметров.
Затем по всей толщине коры (она может достигать полутора-двух сантиметров) нужно сделать на дереве кольцевую зарубку в верхней и нижней части нужного отрезка. Далее обтешите верхний грубый слой, чтобы нужный Вам нижний было удобно отделить от ствола.
После этого прорубите от верхней к нижней зарубке вертикальную борозду и аккуратно, чтобы кора не лопнула, снимите кусок с дерева.
Жестяные работы изделия из жести своими руками
Соединение краев тонкого листового металла производится чаще всего в замок — посредством зажимания одного края в другой, но изредка применяются и другие способы, которые в работах юного мастера как раз могут понадобиться чаще. Способы эти вот какие.
Способы соединений
Края листов можно просто спаять. Понятно, что это будет самый непрочный способ, особенно, если листы металла тонки. Это будет соединение в притык (1). Такое соединение может быть применено там, где не требуется прочности, но необходимо незаметное соединение.
В более толстых листах соединение в притык делается зубцами (2). Так поступают, собственно, уже не жестяники, а медники — мастера, изготовляющие медную посуду, баки, трубы, колпаки и т. п. Соединение в притык можно сделать более прочным, припаяв с внутренней стороны пластинку (3).
Это будет притык с накладкой. Более прочное соединение — в нахлестку (4). Один край накладывается на другой, шов пропаивается или скрепляется заклепками. Но это соединение уже имеет выступающий край, что не всегда удобно.
Можно отогнуть кромки у одного края и у другого, зацепить их и сжать ударами киянки. Это уже будет простой замок (5).
Наиболее употребительный способ соединения — это двойной замок (6). Он делается так.
У одного куска отгибается кромка под прямым углом, у второго кромка также отгибается, но в другую сторону, и прижимается к куску, а затем эта кромка отгибается под Прямым углом в обратную сторону.
Обе отогнутых кромки соединяются между собой, загибаются в сторону первой кромки, и шов проколачивается киянкой. С обратной стороны он будет глаже, что надо учитывать при соединениях этим способом.
Как сделать водостоки и кровельные элементы из листового металла своими руками
Последовательный ход работы схематически изображен на следующем рисунке:
Двойной замок (схема)
Всевозможные жестяницкие изделия чаще всего соединены двойным замком.
Изредка жестяники применяют соединение при помощи заклепок. Однако этот способ чаще применяется тогда, когда надо приклепать ручку, ушко, полосу и т. п. Изредка заклепками укрепляют швы в накладку и простым замком. Заклепывают обычно мелкими заклепками, лучше с широкими плоскими шляпками, холодным способом.
В грубых работах жестяники предпочитают заклепки, свернутые из кусочка жести. Для их изготовления надо иметь кусок железа с дырками разных диаметров, или заклепочник. Ромбовидный кусочек жести свертывают фунтиком при помощи молотка или круглогубцев, вставляют в заклепочник, в дыру подходящего диаметра, и расклепывают головку.
Такие заклепки мягки, но, конечно, не имеют того аккуратного вида, как у сплошных заклепок.
Заклепка из жести
Почти все работы с тонким металлом основаны на пластичности металла, его способности изгибаться и расплющиваться. Но мастер должен умело пользоваться своим инструментом, иначе эти же свойства пойдут во вред работе. Как и почему, дальше будет видно.
Основная и самая первая работа мастера — это умение отогнуть фальц, иначе говоря,— загнуть край листа. Работа простая, но и весьма ответственная, так как от нее зависят дальнейшие процессы.
Отгибать фальц приходится для самых различных надобностей: и для соединений швом, и для краев, для вставки днищ и других. Надо следить за тем, чтобы металл только гнулся, но никак при этом не расплющивался. Если металл в сгибе расплющится, он уширится.
Кромка сгиба выйдет изогнутой, и поверхность листа покоробится.
В грубых работах, где фальц отгибается широкий, это не имеет почти никакого значения. Но там, где требуется большая точность и изящество, это будет очень заметно. Поясним на примере, что у нас может получиться.
Предположим, мы хотим сделать из жести трубку и соединить ее двойным замком.
Отогнули фальцы железным молотком, стали свертывать трубку и соединять шов, но оказывается — шов-то соединить очень трудно; фальцы оказались загнутыми из-за расклепывания металла молотком.
Расклепанный шов
Поэтому фальцы всегда надо отгибать деревянной киянкой на острой железной кромке лома, железной полосы или уголка скребка.
Работа происходит в таком порядке. Прежде всего рейсмусом проводят линию сгиба. Чем толще металл и грубее работа, тем шире можно взять фальц (10— 20 мм, на тонкой жести фальц берется в 3—5 мм). Кладут лист на кромку скребка (или заменяющих его приспособлений) линией сгиба, быстрыми и точными ударами киянкой отбивают эту линию сначала у концов, а потом по всей длине фальца.
Отбивка фальца
Затем пригибают под прямым углом кромку фальца, ставят ее наружной стороной на наковальню и выправляют с внутренней ударами киянки.
Предположим, что нужно отогнуть фальц у жестяного цилиндра.
Изготовление фальца на цилиндре
Понятно, что диаметр наружной кромки отогнутого фальца будет больше, нежели диаметр его внутренней окружности. Следовательно, металл должен быть расклепан по всему фальцу, у внешнего края сильнее, к цилиндру слабее.
Фальц надо гнуть железным молотком. Цилиндр берут в левую руку, намечают изнутри рейсмусом ширину отгиба и прикладывают к кромке поддержки или лома под тупым углом, после чего поколачивают по будущему фальцу носком молотка, отбивая линию сгиба и расклепывая кромку. Легкие удары молотка направляют так, чтобы сильнее расклепывать наружный край.
Обойдя полный круг, уменьшают угол наклона цилиндра, ставя его круче к наковальне, и продолжают тем же порядком работу. Ее повторяют еще и еще, все уменьшая угол наклона до прямого. При таком постепенном выколачивании фальц удастся отогнуть под прямым углом, и он нигде не лопнет. Отогнутый фальц ставят на плиту и выправляют его ударами киянки.
К такому цилиндру с фальцем можно уже присоединить двойным замком дно, только у кружка для дна надо отогнуть фальц или припаять дно припоем.
Отгиб фальца на кружке
Подобно тому, как отгибают фальц на цилиндре, поступают и тогда, когда край жестяного изделия надо укрепить и сделать толще, закатывая в него проволоку. Работу ведут тем же порядком, но киянкой и не отбивая острой кромки сгиба. Сгиб должен выйти плавный, на металле надо сделать отворот, рассчитывая ширину этого отворота по толщине той проволоки, которая туда войдет.
Закатывание края
Ширину надо брать примерно в три диаметра проволоки, прибавляя немного на толщину металла. Когда фальц отогнут под прямым углом, его отгибают киянкой назад, проворачивая цилиндр на круглой наковальне. Затем ставят на плиту, вставляют проволоку и несколькими ударами киянки по отвороту закрепляют ее.
Киянкой на круглой наковальне и плите окончательно прижимают и оглаживают отворот. Перевернув изделие краем вверх, оправляют закатанный край сверху. Если отворот оказался недостаточно широким, его теперь очень легко исправить, проколачивая сверху киянкой с оттяжкой удара кнаружи.
На изделиях с прямыми краями закатать в край проволоку, конечно, еще проще.
https://www.youtube.com/watch?v=XMKXMTNu35A
Из приемов обработки тонкого металла, основанных на расклепывании и вытягивании металла, юному мастеру непременно надо ознакомиться с выколачиванием.
Выколачиванием плоской пластинке металла придают разнообразную выпуклую форму.
Таким путем можно выколотить днища и крышки котлов, капоты и разнообразнейшие обтекаемые детали для моделей самолетов, обшивку для моделей судов и т. п. Выше у нас была уже подобная работа — эта выколачивание ковша.
Выколачивание — это работа, требующая терпения. Нельзя ударить раз-другой молотком и получить хорошую вытяжку. Надо потихоньку поколачивать молотком, всё время передвигая изделие, постепенно увеличивая глубину вытяжки и в заключение оправляя и оглаживая легкими ударами поверхность изделия.
Вытягивать можно в основном двумя способами. Первый способ — когда металл расплющивают на выпуклой наковальне, начиная от середины к краям. Середина получится тоньше всего, но зато изделие будет выпуклым. Работа ведется железным молотком. По второму способу выколачивают киянкой или молотком с круглым концом на оправке (матрице), имеющей соответственную форму.
Выколачивание на оправке
Как пример, приведем выколачивание того же ковша. На деревянной колобашке или толстой доске надо сделать несколько круглых выемок различной глубины. Их вырезывают полукруглой стамеской, а затем оглаживают ударами круглого молотка.
Круглую пластинку металла кладут над первым углублением и молотком или круглой киянкой выколачивают ее до тех пор, пока не получится правильно округленная поверхность без морщин. Тот же прием повторяют и в следующих, более глубоких матрицах. В заключение мы получим ковш по профилю матрицы.
По другому профилю и другому раскрою мы могли бы получить и другую форму.
Иногда юному мастеру придется выколачивать на пластинках тонкого металла продольные углубления. Сечение такой пластинки получится фигурным, и пластинка приобретет жесткость.
Пластинка с продольным углублением
Как и во всяком другом деле, разметка и раскрой материала, начало работы, являются очень важной операцией, от которой зависит и дальнейший успех. Отсюда ясно, что эта работа требует особой внимательности и аккуратности. Самая простая работа — это раскрой и изготовление простой открытой прямоугольной коробки с прямостоящими или расходящимися боками, с носком или без него.
Изготовление прямоугольной коробки
Из листа жести выкраивают прямоугольник соответствующих размеров (а). При раскрое надо учесть площадь дна и высоту стенок. Рейсмусом отчерчивают линию сгибов. Один уголок срезают, если надо сделать в коробке носок.
Перевернув лист на доску, носком молотка отсекают по углам биссектрисы углов примерно до границы будущих сгибов стенок (б).
Снова перевернув лист, на ребре наковальни (куска железа) загибают киянкой бока (в), но не совсем. Их отделывают на прямоугольном конце наковальни и пригибают киянкой вплотную к стенке (г).
Срезанный угол для носка остается не пригнутым, его слегка сплющивают, выделывая из него желоб. Коробка готова (д).
Работа, как видно, совсем несложная, но и ее надо выполнить аккуратно.
Выкраивание и изготовление цилиндрических форм не представит особых затруднений.
Для цилиндра надо выкроить прямоугольник, высотой равный будущей трубе, а длиной в 3,14 диаметра этой трубы с прибавкой на закатку шва.
Схема раскроя для шва цилиндра или прямоугольной коробки
При изготовлении конических изделий (ведро, воронка и другие) все приемы работы останутся те же, только при раскрое придется вспомнить геометрию. Все конусные предметы надо правильно изобразить в развертке, и это самое главное.
Возьмем самый простой способ раскроя. Попробуем сделать коническое ведерко. Прежде всего надо начертить его среднее сечение, по оси. Оно представится в виде трапеции; продолжают стороны трапеции до их пересечения.
Точка пересечения — это центр, из которого проводят две дуги — от длинного основания трапеции и от короткого. Получится кольцо, из части которого и будет сделана поверхность конусного ведра. Ширина этого кольца и есть высота ведра.
Надо только не забывать прибавлять для закатывания верхнего края и загиба нижнего.
Раскрой усеченного конуса
Длина необходимой нам части этого кольца определяется диаметром ведра. Примерно три диаметра с прибавкой на двойной замок—вот то, что надо взять от кольца. Отложив по верхней или нижней дуге 3,14 диаметра наружного отверстия или дна ведра, проводят по радиусу линию.
Прибавки для двойного замка делают уже параллельно этим радиальным линиям. Так получится раскрой поверхности ведра. Так же точно расчерчивают любую конусную форму, будь то целый или усеченный конус: по радиусу откладывают высоту фигуры, по окружности — длину развертки.
П.В. Леонтьев
Читайте еще:
Ведро из оцинковки своими руками
- Самоделки для домашнего мастера
- Спутник мастера — ящик для инструментов
- Делаем и починяем ведра, тазы, самоварные трубы
- О материалах
- Инструменты жестянщика
- Вспомним геометрию
- Расчет цилиндрического ведра и построение его выкройки
- Расчет конусного ведра и построение его выкройки
- Расчет самоварной трубы и построение ее выкройки
- С киянкой в руках
Читайте так же: Можно ли собирать грибы в бушковском лесу
Перейдем к изготовлению самих изделий по сделанным выкройкам. Сначала сформируем одинарный лежачий фальц — шов, применяемый для соединения деталей в жестяницком деле.
Рассчитав, вычертив и вырезав выкройку (например, ведра) из бумаги, перенесем ее на листы жести, из которой будет выполняться ведро.
Но прежде листы материала следует выправить на оправке, если они, конечно, не совсем ровные и имеют вмятины.
После этого выкройку, положив на лист, обводят по контуру чертилкой. Для того чтобы линии разметки на железе были видны четко, их лучше обозначить кернером, нанося им по линии контура точки- углубления на расстоянии 3-5 мм друг от друга. Вырезанные детали следует опять же выправить на оправке, подровняв их края.
Работу начнем с боковой поверхности ведра. Вначале на ее боковых кромках сделаем загибы — заготовки для образования соединительного шва (а). Эта операция обычно выполняется молотком на прямоугольной оправке.
Сделав на кромках заготовку для шва, на круглой оправке киянкой (можно и стальным молотком) придадим боковой поверхности форму ведра.
Соединив заготовки шва между собой (б), молотком на прямоугольной оправке тщательно уплотним шов по всей его длине.
Затем на круглой оправке загнем весь шов в сторону (в) и снова молотком тщательно его выровняем, чтобы он плотно прилегал по всей своей длине к боковой поверхности ведра. Затем на круглой же оправке по всей длине шва с обеих его сторон сделаем молотком в соединенной швом поверхности изгибы (г), называемые замками (изгибы препятствуют разъединению шва).
Готовый шов снова тщательно уплотняют с обеих сторон. Проверяем еще раз замки — при плохо выполненных замках нарушится прочность шва и он разъединится. Закончив шов, на круглой оправке киянкой придают боковой поверхности ведра окончательную форму и приступают к обработке верхней кромки для придания ей жесткости.
Для этого на прямоугольной оправке молотком отогнем край верхней кромки (ширина отгибаемого края 1,5-2 см) на внешнюю сторону и тщательно выровняем молотком отогнутый край на прямоугольной оправке.
Затем возьмем проволоку, согнутую в кольцо, под отогнутый край верхней кромки ведра и тщательно завальцуем его по всей окружности кромки. После этого верхнюю кромку ведра тщательно выравниваем молотком на круглой оправке, придавая ей форму круга.
Дно ведра соединяют с боковой поверхностью двумя способами. По первому варианту дно закрепляют вровень с нижней кромкой стенки будущего ведра, которое в этом случае будет стоять на «своем» дне.
Второй вариант предусматривает, что дно несколько «утапливают» в ведре. В этом случае стенка вместе дном (его кромками) образует небольшой бортик, на котором стоит ведро.
Вначале рассмотрим вариант, когда дно крепят вровень с нижней кромкой стенки ведра. На прямоугольной оправке молотком отгибают край нижней кромки боковой стенки ведра. Отогнутый край (его ширина около 1 см) выравниваем на прямой оправке молотком, чтобы по всей длине он был одинаковой ширины и составлял со стенкой ведра угол 90°.
Диаметр вырезанного дна в этом случае должен быть больше диаметра ведра на 4 см. На дно по центру ставят боковину ведра и чертилкой намечают на дне окружность отогнутой нижней кромки.
Затем по нанесенному контуру на круглой оправке загибают кромку дна (как у сковородки), хорошо выравнивают молотком на круглой оправке и вставляют в «сковородку» боковину ведра. Загнув кромки дна на прямоугольной оправке, формируют шов уже на круглой оправке.
После этого на круглой оправке шов тщательно уплотняют молотком, добиваясь герметичности.
Теперь рассмотрим вариант крепления дна, когда оно несколько утапливается по отношению к нижней кромке стенки ведра. В этом случае на прямоугольной оправке молотком отогнем край нижней кромки стенки ведра во внешнюю сторону на ширину 1 см.
Читайте так же: Какие игрушки были в ссср
На листовом материале начертим окружность заготовки для дна диаметром, больше диаметра дна ведра на 6 см. Вырезав заготовку для дна, чертим на ней окружность, диаметр которой равен внутреннему диаметру ведра.
По этой окружности на круглой оправке отогнем кромку дна высотой 3 см (как у сковородки) и тщательно выровняем ее молотком на круглой оправке, чтобы дно плотно входило в цилиндр ведра.
Затем на кромке дна на прямоугольной оправке отогнем во внешнюю сторону край шириной примерно 2 см. Тщательно выровняем отогнутый край молотком на прямоугольной оправке и вставим дно в ведро. Теперь края дна и ведра загнем так, чтобы образовался фальц.
После этого молотком на круглой оправке хорошо уплотним шов, чтобы он получился герметичным и имел форму круга.
Для большей надежности все швы после сборки изделия хорошо бы пропаять оловом, но обычно мастера-жестянщики этого не делают, добиваясь герметичности без помощи пропайки.
Корпус ведра готов, и осталось на нем укрепить ушки для дужки (ручки). С конструкцией ушек и дужки мы уже познакомились ранее. Заметим, что ушки и дужка — детали очень ответственные, так как на них приходится вся нагрузка при переноске полного ведра. Поэтому они должны быть прочными, не гнущимися и надежно закрепленными.
Обычно ушки вырезают из более толстого материала, чем материал, идущий на ведро. Если такого материала нет, то ушки делают из двух заготовок «ведерного» материала, скрепляя их между собой загнутым по кромкам одинарным швом.
Дужки выгибают из жесткой толстой стальной проволоки. Каждое ушко к корпусу ведра крепится на три заклепки диаметром 3-5 мм. Если заклепок готовых нет, то придется сделать их из гвоздей или проволоки.
Для получения заклепок с почти «заводскими» головками легко смастерить простое приспособление.
Для этого возьмите стальную пластину толщиной 4-5 мм, просверлите в ней несколько отверстий диаметром, равным диаметру будущих заклепок, вставьте в отверстия заготовки для заклепок, расклепайте молотком выступающие над пластинкой концы заготовок и обожмите обтяжкой для образования головок заклепки. Не забудьте, конечно, что пластинка при работе должна лежать на прямоугольной подкладке.
Для получения заклепок с «заводскими» головками перед тем, как вставить заготовки в приспособление для расклепывания, их нагревают в печке, горне или на газовой горелке до светло-вишневого цвета. Заготовки для заклепок из медной, латунной или алюминиевой проволоки нагревать не нужно, они отлично расклепываются и без этой процедуры.
Прежде чем приклепать ушко к ведру, в ушке сверлят или пробивают три отверстия.
Затем ушко накладывают на корпус ведра с наружной стороны и по сделанным в нем отверстиям намечают центры отверстий на корпусе ведра, после чего по разметке в ведре просверливают или пробивают отверстия такого же диаметра.
Затем в соответствующие отверстия вставляют заклепку, кладут ее головкой на прямоугольную оправку и выравнивают, уплотняя кромки отверстия с помощью обтяжки.
После этого расклепывают заклепку молотком, но не до полной ее фиксации. Затем ставятся вторая и третья заклепки, и все три расклепываются до полного и надежного закрепления ушка. Вновь образованные головки заклепок обжимают и выравнивают обтяжкой.
В закрепленные ушки вставляется ручка ведра, после чего концы ее загибают, чтобы она не выскакивала из ушек.
Конусное ведро изготавливается совершенно аналогично цилиндрическому ведру.
Так же, как цилиндрическое ведро, делается и самоварная труба. К готовым трубам приклепывают ручки, по одной на каждое колено.
Ручки на трубе необходимы для выдвигания одного ее колена из другого и для снятия горячей трубы с самовара.
На ручки идет тот же материал, из которого сформирована труба. Обе кромки ручки загибают на ширину 5 мм, чтобы ими не порезать руки. Ручки приклепывают к колену трубы одной заклепкой с каждого конца. Шов стыковки труб под углом 90° к корпусу трубы не пригибается, а выполняется стоячим.
Читайте так же: Спирт сахар и сода
Нам был задан такой вопрос — как можно починить прохудившееся ведро? Но надолго ли это? В конце концов ржавчина, постепенно съедает любое ведро за милую душу. Оставаться без такой вещи в доме как ведро — гиблое дело, а купить новое – дорого, а если нужно не одно – два, вообще не позволяет цена. Один выход — делать ведро самому.
Из какого материала можно сделать ведро
Обычно делают их из нержавейки. Смотря для каких целей, если под питьевую воду – однозначно нержавейка, для не пищевых продуктов или мусора подойдет любой тонкий металл, поддающийся обработке.
По качеству такие ведра не очень-то отличаются от покупных. Хотя все делается вручную. Конечно, с первого раза может и не получится то, на что надеялись. Поэтому простой совет: сделайте сначала из простой кровельной жести. Не так будет обидно, если окажется не ведро, а так, ни то — ни се.
Предлагаю описание последовательности операций
Для начала нужно сделать шаблон – выкройку на плотном листе бумаги. Начинаем с расчерчивания бокового контура будущего ведра (как показано на рисунках, они отмечены красным цветом ) – 1 2 3 4.
Линии 2, 1 и 3, 4 продлеваем вниз до точки их пересечения (О), из которой описываем дуги 2, 3 и 1, 4 с продолжением. Эти отрезки делим на семь равных частей и от точек 2 и 1 откладываем 22 совершенно равные части.
Обязательно надо оставить припуски для фальцевого соединения с обеих сторон выкройки по — 12 мм. А так же припуски для отбортовки; верху — 10 мм, и внизу — 6 мм.
Затем размеры готового шаблона можно переносить на подготовленный лист металла, и приступать к вырезанию заготовки будущего ведра.
После того как заготовка будет вырезана, в первую очередь приступаем к отбортовке 6 миллиметровых боковых сторон. Делается это путем изгиба одной стороны — в одну, а другой — в противоположную сторону. Таким образом у нас получается некий замок – фальц.
Для придания формы ведра, нам понадобится обрезок трубы как минимум диаметром 100 мм. Кладем лист на трубу и придаем ему форму ведра. Соединяем изогнутые фальцы и простукиваем боковой шов.
Простукивать нужно аккуратно, не следует забивать его пока в глухую – вдруг придется разгибать.
Следующим этапом отбортовываем верх заготовки ведра на 10 мм. Для начала — нам нужно под борт вставить кольцо из проволоки диаметром 3-4 мм и завальцевывать его на трубе. Кольцо нужно для для усиления верха конструкции и послужит дополнительным упором для ушек под ручку ведра.
Низ заготовки ведра так же подвергаем отбортовке на 6 мм. и в нее (в нижнюю часть) вставляем отбортованное заранее донце и простукиваем борт дважды. Здесь уже понадобятся внимание и определенные усилия – что бы шов был хорошо пробит молотком и через него при эксплуатации ведра не протекала вода.
После того как ведро обвальцованно, переворачиваем его вверх дном. Берем кусок стальной проволоки или пруток диаметром в 10 мм. Нам нужно согнуть его так чтобы получилась точная копия круга дна. Полученное кольцо вставляем сверху на днище и молотком, легкими движениями стараясь не погнуть стенки ведра, делам так называемую просадку по всей окружности донышка. Так у нас получился утор дна.
Теперь вырезаем два ушка. На каждом ушке сверлим одно отверстие под дужку, и два — под заклепки. Ушко закрепляем алюминиевыми заклепками и приделываем дужку. Ведро из простой жести лучше всего покрасить изнутри и снаружи, а оцинкованное — только по швам. Теперь остается проверить еще раз все швы на течь и ваше ведро готово. Кликайте по рисункам для увеличения.
Как сделать ведро своими руками из жести. Как сделать водостоки и кровельные элементы из листового металла своими руками Расчет заготовки трубы из жести
9 августа, 2016
Специализация: профессионал в области строительства и ремонта (полный цикл проведения отделочных работ, как внутренних, так и наружных, от канализации до электрики и финишных работ), монтажа оконных конструкций.
Хобби: смотреть столбец «СПЕЦИАЛИЗАЦИЯ И НАВЫКИ»
Изготовление трубы из жести своими руками – это отличная альтернатива покупке дорогого водостока или вентиляционного кожуха.
На практике экономия выходит колоссальной, а если учесть, что освоив технологию, вы сможете буквально «штамповать» трубы любого (ну ладно, почти любого) диаметра – то прочитать мои советы и хотя бы попробовать реализовать их на практике определенно стоит!
Ниже я расскажу о том, что нам понадобится для формирования трубы, а также опишу алгоритм, по которому я уже пять лет успешно гну жестяные изделия.
Жесть как она есть
Итак, начнем наш обзор технологии с анализа материала. Гнуть мы трубу будем из жести:
- Основу жестяного листа составляет сталь, прошедшая обработку на прокатном стане. Как правило, в продаже встречаются листы от 0,1 до 0,7 мм – чем толще, тем выше цена.
- Для защиты от коррозии стальное основание жестяной заготовки покрывается материалом, предотвращающим окисление металла. Чаще всего для этого используются соединения хрома, олова и цинка.
- На заключительном этапе изделие нарезается в соответствии со стандартными размерами. Чаще всего в строительных магазинах продаются жестяные заготовки шириной от 512 мм до 2 м, но при необходимости можно найти или заказать и более широкие детали.
У такого металла есть очевидные плюсы:
- Малая толщина обеспечивает снижение массы жестяных изделий.
- Обработка поверхности достаточно эффективно защищает стальное основание от коррозии при контакте с факторами внешней среды.
- Тонкий металл неплохо режется, при этом для обработки не требуются очень мощные инструменты – вполне достаточно ручных ножниц.
- Прокатка и термообработка заготовок при производстве жести обеспечивают им высокую пластичность. Благодаря этому листы и полосы отлично гнутся по минимальному радиусу без риска растрескивания.
Обратной стороной жести является низкая прочность на изгиб, потому при изготовлении незамкнутых деталей в их конструкцию обязательно вносят ребра жесткости. Впрочем, нашей ситуации это не касается: труба сама по себе отлично держит форму.
Инструменты жестянщика
Как я уже отметил, жесть – это материал мягкий и пластичный, который обрабатывается довольно просто. Но есть у этой простоты и недостаток: металлический инструмент не только оставляет следы на поверхности листового металла, но и может при ударе повредить защитный слой, спровоцировав развитие коррозии.
Именно поэтому для работы с жестью и тонкой оцинкованной сталью применяются такие инструменты:
- ножницы по металлу. Я использую самые обычные, подпружиненные, с не очень длинными рукоятками – при относительно небольшом усилии они отлично режут сталь 0,7 мм;
Очень важно, чтобы лезвия ножниц были острыми, иначе края заготовок получатся неровными, и нам придется тратить время и силы на удаление «бахромы».
- молоток с резиновым/обрезиненным бойком. Зачем нужна резина, уже понятно – чтобы не допустить ударов металла о металл;
- киянка – в принципе, выполняет функцию молотка с резиновой насадкой. Оба инструмента взаимозаменяемы, что не мешает мне иметь в своем распоряжении и киянку, и молоток;
- плоскогубцы (несколько штук, разных размеров). Используются для гибки металла, поскольку короткие края листа или полосы пальцами ухватить невозможно, несмотря на всю пластичность;
- калибрующие заготовки – стальные трубы (у меня две, диаметром 50 и 100 мм) и уголки. Используются в качестве шаблонов для гибки соответственно круглых и прямоугольных деталей;
- измерительные инструменты – линейка, рулетка, уровень и циркуль;
- разметчик – заостренный стальной стержень, который используется для нанесения меток на жестяной лист. Можно купить, можно заточить гвоздь-«двухсотку».
- верстак – самая необходимая вещь. Верстак выполняет функции места для разметки раскройного стенда, рабочего стола – в общем, именно на нем мы будем выполнять все работы.
Конечно, этого набора нам хватит только для изготовления нескольких труб – до двух-трех десятков. Если же работа предстоит масштабная, то не обойтись как минимум без листогиба – устройства, позволяющего ровно гнуть большие металлические заготовки.
Шаг 1. Заготовка
Инструкция по изготовления трубы из жести начинается с описания изготовления заготовки:
- На верстаке или другой ровной поверхности раскатываем листовой металл, при необходимости выравнивая его с помощью механических воздействий.
- Отмеряем длину и ширину трубы, нанося мелом, маркером или разметчиком обозначения на материал. При разметке учитываем, что ширина заготовки должна быть равной длине окружности трубы + 1,5…1,6 см на формирование шва.
- Контролируем перпендикулярность проведённых линий с помощью угольника.
- Берем ножницы и делаем сначала боковой, а затем продольный разрез. Резать нужно строго по линиям, стараясь не делать больших отступов. Если линия реза будет «гулять» — на этапе формирования шва могут возникнуть проблемы.
- Еще раз выравниваем нашу заготовку. При необходимости простукиваем края для удаления волн и обрабатываем их, зачищая от заусенцев.
Шаг 2. Формовка трубы
Теперь нам нужно сделать из заготовки круглую трубу. И на первом этапе мы формируем профиль:
- С одной стороны детали проводим линию загиба фальца на расстоянии 0,5 см от края.
- С другой стороны проводим такую же линию на расстоянии 1 см.
- Укладываем заготовку на стальной уголок и отгибаем фальцы перпендикулярно плоскости листа. Для загиба используем киянку, при необходимости подправляя металл плоскогубцами.
- Я обычно поступаю таким образом: вначале захватываю металл плоскогубцами, формируя загиб шириной около 2-3 см. После того как направление деформации будет задано, меняю плоскогубцы на киянку и продолжаю работу, используя в качестве опоры стальной шаблон.
- Работая по шаблону, не прикладываем излишних усилий, иначе мы рискуем повредить материал и «счесать» часть защитного покрытия,
- Дальше отогнутый фальц шириной 1 см делим надвое по ширине и повторяем загиб. Теперь нам нужно отогнуть полосу шириной 0,5 см параллельно основной заготовке.
- Теперь формируем профиль трубы. Заготовку укладываем на калибрующую поверхность и постукиваем по ней, выгибая вначале дугу, а затем и полный круг. Чем ровнее он будет, тем лучше – меньше придется возиться на завершающем этапе работы.
Шаг 3. Обработка стыка
Теперь нам нужно сформировать шов, который превратит нашу заготовку в собственно трубу:
- Фальцы, отогнутые перпендикулярно основной части, совмещаем, плотно прижимая друг к другу.
- Горизонтальную часть длинного фальца загибаем таким образом, чтобы он обернул совмещенные части.
- Укладываем полученную трехслойную конструкцию на верстак и тщательно простукиваем, хорошенько уплотняя. При этом следим, чтобы не было перекосов, которые отрицательно скажутся на прочности конструкции.
- Шов из собранных вместе фальцев отгибаем к стенке трубы. Надеваем изделие на калибровочную заготовку и еще раз простукиваем стык. Полученное соединение отлично держится без всякого крепежа за счет пластичности жести.
При изготовлении труб большого диаметра, испытывающих значительные нагрузки ширину фальцев можно увеличить, а стык дополнительно усилить заклепками.
Заключение
Как сделать ведро своими руками из жести
Как сделать ведро своими руками из жести, из оцинкованного железа или из нержавеющей стали с прямыми стенками.
Вырезаем из материала развертку изделия
h
– высота (устанавливаем заданную величину)
d
– диаметр (устанавливаем заданную величину)
l
– длина окружности (находим расчетным путем)
l = πd = 3,14 * 329 = 1033
(мм)
h = 310
(мм)
В середине развертки размечаем отверстия для крепления ушка
1.
На прямоугольном листе из тонколистовой оцинкованной стали ГОСТ 14918-80 , на самодельном ручном листогибе , или ручным способом при помощи киянки и бруса, зафальцовываем «по высоте» края листа в противоположные стороны. Сгибаем лист в цилиндр.
2.
Скрепляем загнутые края. Равномерно прижимаем полученный шов киянкой или колотушкой по всей длине цилиндра.
3.
Чтобы шов остался внутри цилиндра, необходимо провести следующую операцию: поворачиваем готовый шов таким образом, чтобы он находился возле ребра бруса; ударяя киянкой по шву, получаем внешнюю поверхность цилиндра без выступающего шва.
Ширина фальца зависит от его назначения: получения замка; закатка проволоки.
4.
Установим цилиндр относительно бруска в первоначальное положение. Обстукиваем молотком и отгибаем фальц.
5.
Постукиваем заостренной стороной молотка. Следим за шириной фальца – она должна быть одинаковой.
6.
Выравниваем фальц постукиванием тупой стороной молотка.
7.
Окончательно отгибаем под прямым углом согнутый фальц.
Вкладываем кружок по периметру отбортовки,
сделанный из проволоки, диаметр которого должен совпадать с внешним диаметром цилиндра.
Округляем круговую кромку и окончательно доводим закатку.
СОЕДИНЕНИЕ ЦИЛИНДРА С ДНОМ
8.
Загнем края у круга и вставим в цилиндр.
9.
Легкими ударами заостренной части молотка, загибаем фальц внутрь круга.
10.
Крепкими ударами тупой части молотка обстукиваем фальц на брусе, поворачивая при этом цилиндр.
11.
Сваливаем фальц на наружную плоскость цилиндра.
12.
Если в результате работы получится выпуклое дно, необходимо его выровнять.
13.
По самому краю дна, ударяем тупой частью молотка, по всему периметру окружности. Дно при этом выровняется, ребра соединения получат ярко выраженный контур.
ПРИКРЕПЛЕНИЕ ПРОМЕЖУТОЧНОГО ОБРУЧА
Дно ведра можно прикрепить к промежуточному обручу, а промежуточный обруч прикрепить к цилиндру.
14.
Крепим дно ведра с обручем.
15.
Соединяем обруч с цилиндром (корпусом ведра).
16.
Отгибаем фальц у обруча.
17.
Сваливаем фальц на наружную плоскость цилиндра и основательно постукиваем по периметру всей окружности.
Ушки вырежем из аналогичного материала. Пробьем или просверлим сквозные отверстия: два под заклепки; одно под металлическую ручку.
Ручку согнем из металлической проволоки диаметром 5…6 (мм) ГОСТ 18143-72 .
Как сделать ведро своими руками из жести – как видите ничего сложного. Освоив простую модель. Можно перейти к более сложной модели с покатыми стенками.
Источник
Приступаем к работам
Для того чтобы создать трубу из жести не нужно особых умений (см. видео). Необходимо подготовить лист металла толщиной около 0,6 миллиметра, плоскогубцы, а также ножницы для рассекания металла. Кроме того должен быть наготове молоток и клепки из стали или алюминия. Металлический лист должен быть максимально плавным и отшлифованным, а также обладать углами 90 градусов, как на фото. Чтобы сделать трубу на листе нужно представить своими руками образец конструкции в развернутом виде. Это можно сделать либо любой острой вещью, либо мелком. Ширина такого образца должна совпадать с величиной сечения трубы, к которому добавляется еще 1,5 сантиметра. После вышеперечисленных действий заготовка вырезается ножницами по металлу.
Далее конструкция кладется на рабочий стол для обработки вручную изделий из металла и на ней с одной стороны рисуется так называемая линия отгиба, ширина которой должна составлять 0,5 сантиметра (см. видео). Начерченная линия совмещается своими руками с противоположным углом листа металла, а ее край сгибается при помощи плоскогубцев и хорошо прижимается. Таким образом, получается труба из жести. Качественно зафиксировать края такой трубы можно с помощью клепок из стали или алюминия. Для этого в обоих краях трубы из жести нужно сделать отверстия с шагом примерно 3 сантиметра, как, например, на видео.
При медленной загрузке этой страницы основные её изображения можно открыть и посмотреть в каталоге «Чертежи, схемы, рисунки сайта».
Колпак — оголовок из оцинкованной жести для кирпичного столба.
Высоту «h» выбрать любую, или с учётом размеров готового столба. Размеры посадки «а» и «b» иногда полезно увеличить на 5 — 10 мм, в зависимости от качества кладки. Размер «d» можно «прикинуть» рулеткой прямо на столбе, или считайте по нижеприведённой формуле.
* Положить выкройку лицевой стороной вверх. Просверлить отверстие ф3,5 mm. Прогнуть рёбра жёсткости (15mm) вниз почти на 90°. Прогнуть все пунктирные линии на угол 90°. Прогиб линий следует делать в листогибе, хотя бы в самодельном из двух уголков (его сделать недолго). Тогда линии гиба будут прямые, чёткие, без вмятин, и изделие в итоге будет иметь эстетичный вид. Если нет листогиба, то линию «а» и «b» гнуть как обычно; линии «А» и «В» гнуть на куске уголка № 50 — 63 закреплённого на краю верстака полкой вверх. Чтобы гнуть плоскость А или В сразу всю, или почти всю — применить брусок (штакетину) 25×45 мм длиной 30-40 см.
Прогнуть грани по линиям «d» до правильной прямоугольной формы колпака, зонта. Для этого иметь узкую оправку: уголок 50 с обрезанной полкой, или прикреплённую к нему металлическую полосу толщиной 1,5-2 мм, ещё лучше полотно пилы.
Проверить плотность прилегания верхнего (закрывающего) ребра жёсткости к тыльной (задней) плоскости колпака. Ещё раз проверить отсутствие перекоса изделия; наметить тонким маркером ответное отверстие ф3,5 мм; накернить, просверлить, и зафиксировать сборку заклёпкой 3,2 мм.
Догнуть плоскости по линиям «А» и «В» внутрь зонта (на своё место), руками зажав её между полоской металла (толщиной 2 мм, шириной 40-45 мм, длиной ~30 см); и бруском (штакетиной) 25×45 мм подходящей длины. При необходимости уплотнить этот гиб киянкой. При необходимости слегка осадить верх закрывающего ребра жёсткости в вершине колпака.
Нижний пояс колпака можно в выкройку не включать, а изготовить его отдельно. Из полосы соответствующей длины и ширины согнуть прямоугольник посадочных размеров «а» и «b»; отогнуть в его верхней части борты для жёсткости и крепления, и вложить внутрь колпака перед окончательным догибом плоскостей по линии «А» и «B». При необходимости зафиксировать заклёпкой 3,2 мм.
При изготовлении колпаков больших размеров разделить выкройку на две половины, но не по угловым линиям «d», а по серединам противоположных плоскостей-граней. Соединить половины двумя реечными «швами», устанавливая рейки внутри зонта, лицевой стороной к соединению. Фальцевый шов, особенно на крашенном материале, может (и будет) выглядеть неаккуратным. Нижний пояс для больших колпаков делать отдельно.
Внешний вид колпака с маленькой высотой
— смотри рисунок квадратного зонта на странице «Газовая вытяжка».
Упрощённый колпак для столбов
с поясом из кирпича:
Для опорных стоек и металлических столбов из профильных труб применяются в виде маленьких колпачков. Заглушки изготавливаются из более толстого металла, обычно в форме низкой пирамиды.
Изготовление одинарного и двойного соединительного фальца см. на странице «Стальная кровля».
Узел прохода короба вытяжной трубы в кровле крыши.
Короб устанавливается (одевается) на прямоугольный стакан, все стороны которого на 3 — 4 мм меньше сторон короба. Стакан под углом ската крыши склёпан с листом того же цвета, что и цвет кровли. Выкройку короба и установочного стакана разделки удобно чертить на одном жестяном листе. При небольшой высоте конструкции вентиляционный (или защитный, теплоизоляционный) короб можно соединять непосредственно с кровельным листом, т. е. без промежуточного стакана.
Разметить прямоугольное отверстие на обратной (не лицевой) стороне кровельного листа разделки. Размеры листа принять такими, чтобы с достаточным запасом (минимум по 20 см) перекрыть примыкающие к трубам участки кровли, а часть листа со стороны конька накрыть листом кровли сверху.
Проверить плотность установки стакана на листе. Наметить ответные отверстия Ф3,5 мм для крепления заднего борта. Снять стакан, просверлить отверстия. Перед окончательной установкой стакана на лист нанести под борты крепления герметик или любой водо-морозоустойчивый клей. Зафиксировать заклёпками 3,2 мм задний борт; затем боковые и передний.
Стакан и короб (уже с зонтом) поочерёдно установить (одеть) на вытяжные трубы для их тепло-влагоизоляции и улучшения внешнего вида. Со стороны конька крыши в нижней части конструкции дополнительно установить перед ней уголок-отбойник для отвода стекающей воды, особенно в том случае, если напор потока усиливается на крутом или длинном скате крыше.
Квадратный зонт
и его выкройка, выкройка
круглого зонтика
для трубы диаметром 160мм — на странице «Газовая вытяжка».
Зонт, «дымник», флюгарка.
Высоту зонта выбрать любую. Если в торцевых деталях отрезать небольшие участки в их верхнем углу (по линии «К «), то у «дымника» будут два дополнительных окна для вытяжки. Сверху закрыть эти окна выступающим коньком, торцы которого можно срезать фигурно. По уровню этой же линии («К «) можно сделать одно прямоугольное окно в верхней части всего зонта, которое придётся защитить сверху вторым зонтом, но меньшего размера. Флюгарка — зонт с флюгером, часто флюгаркой называют комбинацию из двух зонтов различного размера и формы; один из простых её вариантов на этом . Выкройку основной (большой) детали можно разделить на две одинаковые части — по линии её конька.
В двух торцевых деталях просверлить по четыре отверстия ф 3,5 мм.
Прогнуть все рёбра жёсткости по линиям «d» почти на 90°.
Прогнуть рёбра жёсткости 15 мм по линиям «А» и «В» на 90°.
Прогнуть зонт по линии конька до угла плоскостей.
Прогнуть все линии *60 с учётом уклона плоскостей зонта.
Гибку желательно делать в листогибе — даже самодельный из двух уголков значительно повысит качество гибки линий и внешний вид изделия.
Временно закрепить основную деталь на ровной поверхности, выдерживая размер «В».
Плотно приложить торцевую деталь к основной. Наметить ответные отверстия ф 3,5 мм; просверлить. Зафиксировать сборку заклёпками 3,2 мм.
Стойки сделать из полос этого же материала, свернув полосу (ш.105-110мм, дл. около 40см) дважды — т. е. в три слоя по 35 мм, БЕЗ ОСАДКИ по линиям сгиба для сохранения жёсткости.
Разметка отверстий для крепления стоек к зонту:
В расчёте размера » y
» 3 см принимать к зонту для коробов или поясов из жести, 6 см — к зонту для кирпичной трубы.
Тройник для вытяжки.
Разметить и вырезать отверстие в выкройке основного патрубка «D». На нижнем чертеже представлена (как пример) точная разметка отверстия для входа d 140 mm в D 150 mm. На странице «Газовая вытяжка» дан чертёж разметки входного отверстия для тройника, объединяющего диаметр 120 мм с трубой 140 мм; и отвода диаметром 120 мм, как наиболее часто применяемых при устройстве индивидуального газового отопления в частном доме или в квартире.
Разметка входного отверстия диаметром 140 мм в трубу диаметром 150 мм:
Подготовить фальцы, «прокатать» патрубок «D» в форму трубы, но фальцевый шов не соединять.
Входной патрубок «d» временно установить в свёрнутый (но не уплотнённый по шву) патрубок «D». Выровнять взаимное положение патрубков. Патрубок «d» (входной) отчеркнуть и отрезать по линии входного отверстия. По линии отреза на патрубке «d» отогнуть борт шириной 8 — 10 мм как показано на рисунке. Установить входной патрубок в тройник изнутри «расстёгнутого» проходного патрубка «D», застегнуть фальцы, проверить плотность примыкания деталей. Уплотнить фальцевый шов, просверлить ответные отверстия ф 3,5мм — зафиксировать сборку заклёпками ф 3,2 мм. При необходимости изнутри тройника добавить в линию соединения любой герметизирующий материал: шпаклёвку, краску, герметик.
При устройстве вытяжки от газового оборудования, от отопительного котла или от водонагревательной колонки, плотности соединений следует уделить особое внимание.
Углы, отводы вентиляции и газоходов.
Представлен упрощённый метод разметки линии сопряжения звеньев отвода, который даёт хоть и приближённую, но вполне применимую на практике выкройку. Уменьшение числа звеньев отвода (угла) увеличивает искажение и необходимость корректировки (подрезки) при сборке. Точные выкройки отводов строятся приёмами начертательной геометрии.
Выкройка и разметка линии сопряжения звеньев трёхзвенного отвода на 90 градусов.
Точную (в цифрах) разметку лекальной линии для отвода диаметром 120 мм смотри на странице «Газовая вытяжка». Выкройка и разметка линии сопряжения звеньев для пятизвенного отвода 90 градусов находится на странице «Тройник, отводы, переходы». Лекала левой стороны выкроек зеркально перенести на правую сторону.
Точки разметки соединить в плавную линию, полученное лекало зеркально отразить справа.
Выкройка и приблизительная разметка линии сопряжения двух звеньев прямого угла:
На чертеже дано лекало прямого угла девяносто градусов для трубы диаметром 100 мм.
Кормушка для кроликов.
Выкройка для изготовления кормушки бункерного типа из оцинкованной жести. На чертеже даны размеры деталей кормушки ёмкостью 3,5 л сухого насыпного корма.
Сборку заклёпками можно заменить контактной сваркой или точечной пайкой.
Просверлить все отверстия в деталях первого (пробного) экземпляра. Сделать надрезы по краям линий сгиба задней и внутренней стенок. Прогнуть борты крепления 15 мм на 90 градусов. Линию 25 мм задней стенки прогнуть внутрь примерно на 135 градусов, придать форму лотка кормушки. Согнуть внутреннюю и заднюю стенки до своих рабочих положений, используя боковые стенки в качестве кондуктора. Убедиться в совпадении отверстий. При необходимости подкорректировать их расположение на деталях следующих экземпляров. Соединить заклёпками 3,2мм внутреннюю стенку с обоими боковыми. Вложить в заднюю стенку, установить заклёпки.
Кормушку можно дополнить верхней крышкой и элементами крепления к клетке.
Водосборная воронка, водосточный жёлоб.
Размеры, фигурный обрез верха и художественные элементы водоприёмной воронки — по усмотрению исполнителя. Ширину полосы для выкройки каждой следующей по стоку воды секции жёлоба полезно увеличить на 1 — 2 мм.
В связи с большим количеством материала, некоторые чертежи и рисунки перенесены на другие страницы, в соответствии с их тематикой.
Выкройки конфузора, диффузора, перехода с круглого сечения на круглое другого диаметра (ведро), с прямоугольного сечения на круглое, на прямоугольное — находятся на странице «Чертежи, схемы, рисунки сайта».
Каждый жилой или даже дачный дом, баня, не подключенные к центральной системе отопления, снабжаются теплогенерирующим прибором. Чтобы вывести из внутреннего помещения продукты сгорания топлива в топке к ним подводится канал дымоудаления. Самый доступный по цене вариант – дымоход из оцинковки, в строительных магазинах цена 1 м трубы из этого материала составляет порядка 110 р. Если к этому добавить затраты на поворотные элементы, дефлектор и кронштейны, монтаж обойдется в кругленькую сумму. Однако, в этой статье мы расскажем, как сократить расходы на 60% и как сделать дымоход из стальной трубы своими руками.
Плюс магазинных моделей дымоходов из оцинкованной стали состоит в том, что производители выпускают широкий ассортимент размеров. Кроме того, среди заводской продукции можно найти двухконтурные, снабженные термоизоляцией, гофрированные, обладающие повышенной гибкостью и одноконтурные. Изготовляя самодельный дымоход, приходится ограничиваться только одноконтурными трубами. Чтобы система дымоудаления работала эффективно, следует учесть следующие параметры:
Важно! Лист оцинкованной стали размером 2500х125 мм в строительных магазинах стоит около 600 р, при грамотном раскрое из одного листа получается 8,75 м трубы диаметром 100 мм, получается стоимость 1 м составляет примерно 68 рублей, что дает 60% экономии!
О ведрах оцинкованных: эмалированных, из нержавейки, железных и алюминиевых
Металлические ведра пришли на смену деревянным в быт российского народа уже на рубеже XIX и XX вв. До этого периода простому люду они не были доступны, поскольку являлись дорогими. С развитием металлургической промышленности они вытеснили деревянного предшественника и надежно заняли свои позиции в доме каждого человека. Несмотря на то, что сейчас появились ведра из пластика, ведро металлическое не исчезло из обращения. Более того, многие люди предпочитают простое ведро оцинкованное любому фигурному или складному из пластика.
Видео: изготовление труб
С развитием строительного рынка потребность в трубах их жести мало-помалу падает. Сегодня они эксплуатируются больше как составные украшения интерьера (см. фото). Жесть являет очень тонкие листы стали, которые подвержены появлению ржавчины. Именно поэтому на сегодняшний день вместо нее для изготовления водосточных труб, интересных навесов над ними, а также небольших крыш над печными трубами используют оцинкованное железо. Но все же существуют сферы, где этот материал все еще востребован, например, для изготовления трубы для самовара, консервных банок, тары для лакокрасочных покрытий и химических продуктов, хозяйственных изделий, информационных табличек и другого (см. фото).
Существует несколько видов жести. Так, на сегодняшний день она бывает консервной или пищевой, тонколистовой черной, одно- и двукратной прокатки, а также лакированной. Впервые ее начали изготавливать много лет назад, и делалось это своими руками. Листы материала размером 1х1 метр и толщиной около 2 миллиметров делались при помощи больших молотов, после чего их на некоторое время оставляли в емкостях с молочной кислотой. С того времени технология ее изготовления значительно изменилась и сегодня для этого используются специальные механизмы. Изготовить трубу из таких качественных листов не составляет труда.
Труба из жести – изготовление за 3 шага своими силами
Несмотря на множество различных жестяных заготовок, которые продаются в строительных супермаркетах, иногда при монтаже водостоков, вентиляции или других подобных инженерных систем возникает необходимость в установке деталей нестандартной конфигурации или размера. Потому многие домашние мастера интересуются, как сделать трубу из жести своими руками.
При необходимости жестяную трубу можно сделать самостоятельно
Особенности используемого материала
До того как начинать работу, целесообразно внимательно ознакомиться с особенностями материала, из которого предполагается конструировать трубу. Жесть – это обыкновенный лист стали толщиной от 0,1 до 0,7 мм. Его формируют путем последовательного проката заготовки через вальцы прокатного стана.
Однако на этом обработка не заканчивается. Для того чтобы защитить полученный лист от воздействия коррозии, его необходимо покрыть слоем другого вещества, которое не окисляется на воздухе.
В результате на склад готовой продукции поступают стальные листы, ширина которых согласно ГОСТ может составлять 51,2-100 см, покрытые сверхтонким слоем цинка, хрома или олова.
Обратите внимание!Материал получается очень пластичным, что позволяет обрабатывать его в домашних условиях.
С другой стороны, при обустройстве ребер жесткости вы можете получить конструкцию, которая по прочности не уступает более толстой стали.
Учитывая, что цена на жесть также невысока, ее часто используют для изготовления множества различных деталей сложной формы.
Необходимые инструменты
Для порезки и изгибания листов жести не нужно прикладывать больших усилий. Тем не менее, нелишним будет вооружиться специальными инструментами и приспособлениями, перечень которых приведен в таблице.
| Инструмент | Назначение |
| Ножницы по металлу | Используются для того, чтобы разрезать лист жести на заготовки нужного размера. Максимальная толщина материала, как вы знаете, 0,7 мм, потому достаточно приложить лишь незначительное мускульное усилие. |
| Киянка | Можно заменить ее резиновым молотком, а также стальным инструментом с резиновыми накладками, которые не оставляют на жести вмятин во время использования. |
| Плоскогубцы | Используются для выполнения сгибов. Можно заменить клещами. |
| Верстак | Для разметки и порезки необходимо располагать лист жести на ровной поверхности. Лучше всего использовать столярный верстак, но можно выполнять порезку и на полу, очищенном от крупного мусора. |
| Калибрующие элементы | Их роль выполняет толстостенная стальная труба диаметром около 100 мм (или древесина круглого сечения) и стальной уголок шириной в 75 мм. Его закрепляют на краю верстака или зажимают в столярных тисках. Труба понадобится для изготовления продольного шва трубы. |
| Разметчик | Используется для нанесения разметки на жесть. Представляет собой тонкий стальной стержень с острым концом. |
| Измерительный инструмент | Сюда относятся линейки, рулетки, угольники и другие подобные приспособления. |
Умывальник с тумбой
Более солидный и удобный дачный умывальник своими руками можно сделать с тумбой и собственной опорой для наливной емкости. Такую модель можно устанавливать на улице, на крытой веранде и в доме
. Для ее создания потребуются материалы, однако, из соображений экономии можно не приобретать их специально, а использовать подручные или остатки от строительно-монтажных работ в другом направлении.
Основными элементами такого рукомойника, получившего название «мойдодыр», являются раковина (в этом качестве можно использовать даже старую демонтированную во время ремонта мойку) и наливной бачок, который можно приобрести готовым или сделать своими руками. Во втором случае потребуются определенные навыки. Если предусматривается рукомойник для дачи без подогрева, бачок может быть пластиковым. Если же вы хотите обеспечить максимальный комфорт и снабдить «мойдодыр» нагревательным элементом, желательно выбрать емкость из металла.
Умывальник с тумбой представляет собой каркасную конструкцию, обшитую листовым или панельным материалом. В его качестве могут использоваться:
- фанера,
- пластик,
- поликарбонат,
- панели из полимерного материала,
- листовая сталь и пр.
На фото еще один вариант тумбы, при изготовлении которой использовались деревянные доски
Для каркаса умывальника с тумбой используются деревянные бруски с квадратом в сечении (сторона квадрата 50-80 мм) или уголок из стали 25х25 или 40х40 мм.
Работы выполняются в следующем порядке:
- Замер раковины и расчет габаритов тумбы.
- Раскрой каркасного материала (бруска или уголка) по заданным размерам (8 одинаковых отрезков для формирования верхнего и нижнего горизонтальных квадратов).
- Отрезание вертикальных стоек (4 бруска).
- Сборка (сбивание, сварка и пр.) каркаса.
Важно: Неустойчивые к воздействию влажности материалы при установке умывальника на улице рекомендуется покрасить или покрыть лаком.
Слив воды организуется наиболее удобным способом.
- Проще всего подставить ведро для сбора стоков.
- Для стационарных конструкций можно устроить слив в канализацию или канаву.
- При хорошей проницаемости грунта воду можно дренировать в почву, предварительно засыпав место слива дренажным материалом (щебень, гравий и пр.) на высоту 25-35 см.
При обшивке каркаса на всех стенках тумбы, кроме фронтальной, листы или панели крепятся жестко. В передней части устраиваются две или одна (в зависимости от габаритов изделия) дверки. В тумбе под раковиной помещается бак или ведро, куда будет стекать вода.
Над раковиной следует установить каркасную вертикальную надстройку, на которой будет закрепляться .
Такой умывальник можно снабдить дополнительно столешницей и сушилкой для посуды, изготовленной из реек.
Хотите узнать, ? Тогда читайте нашу отдельную статью с пошаговой инструкцией по работам.
Виды жестяных работ
Работа с жестью всегда оставалась настоящей проблемой для населения. Сталкиваясь с недостатков знаний и навыков, человек отказывался от них, но решением всех проблем становится автосервис. Его сотрудники свободно справляются с различными задачами, предлагая в короткий срок полностью восстановить кузов. Какие действия они выполняют?
- Удаление сколов;
- Устранение царапин;
- Ремонт вмятин.

Удаление сколов
Чаще всего жестянщику приходится сталкиваться со сколами. Они регулярно возникают на лакокрасочной поверхности из-за гравия и щебня, вылетающего из-под колес. Да, причины их появления можно перечислять до бесконечности, но в любом случае результат остается однозначным. Для восстановления кузова приходится прибегать к специальным химическим составам.
Обычно сколы удаляются при помощи полимеров. Они аккуратно стягивают края поврежденных участков, чтобы почти мгновенно вернуть красоту покрытию. Это исключает образование коррозии, остающейся главной проблемой автовладельцев. Им приходится бороться с «цветением», но только немногие из них понимают, какие истинные причины приводят к страшным последствиям.
Устранение царапин
С устранением царапин некоторые водители предпочитают справляться самостоятельно. Сейчас производители поставляют на рынок уникальные составы, позволяющие быстро вернуть целостность оболочки, но они работают только при незначительной глубине. Если кузов сильно поврежден, придется воспользоваться профессиональными услугами.

Глубокие царапины – серьезная проблема. Они повреждают и лакокрасочное покрытие, и поверхность металла. По этой причине специалистам приходится зачищать, а потом штукатурить кузов, чтобы нанести новый слой краски. В домашних условиях с такой задачей справляется только опытный водитель, и расход на приобретение необходимых средств становится значительным.
Ремонт вмятин
После столкновений и мелких аварий постоянно остаются вмятины. Раньше для их исправления можно было пользоваться простым молотком, а сегодня такой способ стал губительным для кузова автомобиля. Для восстановления машин профессионалы используют различные варианты, в частности, присоски. Это позволяет им минимизировать механическое воздействие и получить отличный результат.
Опытный жестянщик быстро справляется с подобной проблемой. В отдельных случаях после этого требуется локальная покраска, но такие ситуации остаются редкостью. Обычно достаточно простого выправления вмятины для последующей эксплуатации. Собственными руками добиться такого же результата невозможно, поэтому современники предпочитают профессиональное обслуживание в автосервисах.

Как сделать ведро своими руками из жести
Категория: Инвентарь 24 522
Как сделать ведро своими руками из жести, из оцинкованного железа или из нержавеющей стали с прямыми стенками. Вырезаем из материала развертку изделия

– высота (устанавливаем заданную величину)
d
– диаметр (устанавливаем заданную величину)
l
– длина окружности (находим расчетным путем)
l = πd = 3,14 * 329 = 1033
(мм)
h = 310
(мм)
ИЗГОТОВЛЕНИЕ ЦИЛИНДРА
В середине развертки размечаем отверстия для крепления ушка

1.
На прямоугольном листе из тонколистовой оцинкованной стали ГОСТ 14918-80 , на самодельном ручном листогибе, или ручным способом при помощи киянки и бруса, зафальцовываем «по высоте» края листа в противоположные стороны. Сгибаем лист в цилиндр.
2.
Скрепляем загнутые края. Равномерно прижимаем полученный шов киянкой или колотушкой по всей длине цилиндра.
3.
Чтобы шов остался внутри цилиндра, необходимо провести следующую операцию: поворачиваем готовый шов таким образом, чтобы он находился возле ребра бруса; ударяя киянкой по шву, получаем внешнюю поверхность цилиндра без выступающего шва.

ОТБОРТОВКА ФАЛЬЦА
Ширина фальца зависит от его назначения: получения замка; закатка проволоки.

4.
Установим цилиндр относительно бруска в первоначальное положение. Обстукиваем молотком и отгибаем фальц.
5.
Постукиваем заостренной стороной молотка. Следим за шириной фальца – она должна быть одинаковой.
6.
Выравниваем фальц постукиванием тупой стороной молотка.
7.
Окончательно отгибаем под прямым углом согнутый фальц.
ЗАКАТКА ПРОВОЛОКИ
Вкладываем кружок по периметру отбортовки,



8.
Загнем края у круга и вставим в цилиндр.
9.
Легкими ударами заостренной части молотка, загибаем фальц внутрь круга.
10.
Крепкими ударами тупой части молотка обстукиваем фальц на брусе, поворачивая при этом цилиндр.
11.
Сваливаем фальц на наружную плоскость цилиндра.
12.
Если в результате работы получится выпуклое дно, необходимо его выровнять.
13.
По самому краю дна, ударяем тупой частью молотка, по всему периметру окружности. Дно при этом выровняется, ребра соединения получат ярко выраженный контур.

ПРИКРЕПЛЕНИЕ ПРОМЕЖУТОЧНОГО ОБРУЧА
Дно ведра можно прикрепить к промежуточному обручу, а промежуточный обруч прикрепить к цилиндру.

14.
Крепим дно ведра с обручем.
15.
Соединяем обруч с цилиндром (корпусом ведра).
16.
Отгибаем фальц у обруча.
17.
Сваливаем фальц на наружную плоскость цилиндра и основательно постукиваем по периметру всей окружности.
ИЗГОТОВЛЕНИЕ УШКА


Заказать чертеж Поделитесь с друзьями!
Работа жестянщика вчера и сегодня
Услуги жестянщика незаменимы. Столкнувшись с любым повреждением кузова, стоит обратиться в автосервис. Современные услуги категорически отличаются от прежних, поэтому есть шанс в короткий срок полностью восстановить автомобиль. Причем разницу описать несложно, если основываться на нескольких важных нюансах.
- Слабое механическое воздействие, исключающее образование новых повреждений.
- Применение специальных инструментов вместо устаревших молотков и кувалд.
- Химические составы для восстановления лакокрасочного покрытия кузова.
- Полный ремонт вместе с покраской и полировкой автомобиля.
Специалисты освоили последние технологии. Они категорически отличаются от устаревших принципов и обеспечивают идеальные результаты. После их применения обычно остается лишь заняться полировкой кузова, сделав его таким же привлекательным и ярким. Так что водителю не придется прикладывать личных усилий.
Как сделать ведро из оцинковки своими руками

Рис. 7. Детали выкройки цилиндрического ведра: 1 — дно;
2 — боковая поверхность
с припусками на швы;
верхности С = 2-3,14-12,5 = 78,5 см. К этой расчетной длине прибавим 3 см на формирование шва, скрепляющего развертку в цилиндр (1 смс одной стороны и 2 смс другой), в результате получим полную длину выкройки боковой поверхности 78,5+3 = 81,5 см. Ширина боковой поверхности нашего ведра равна его высоте Н=25 см. Однако, чтобы закрепить швом дно, а верхнюю кромку ведра загнуть, заложив в нее проволоку, к ширине боковой поверхности прибавим еще 2 см (по 1 шсверху и снизу), то есть ширина развертки будет равна 27 см. Это полная ширина боковой поверхности цилиндрического ведра. Выкройка дна и боковой поверхности ведра показана на рис. 7.
Из какого материала можно сделать ведро.
Обычно делают их из нержавейки. Смотря для каких целей, если под питьевую воду – однозначно нержавейка, для не пищевых продуктов или мусора подойдет любой тонкий металл, поддающийся обработке.
По качеству такие ведра не очень-то отличаются от покупных. Хотя все делается вручную. Конечно, с первого раза может и не получится то, на что надеялись. Поэтому простой совет: сделайте сначала из простой кровельной жести. Не так будет обидно, если окажется не ведро, а так, ни то — ни се.
Предлагаю описание последовательности операций.
Для начала нужно сделать шаблон – выкройку на плотном листе бумаги. Начинаем с расчерчивания бокового контура будущего ведра (как показано на рисунках, они отмечены красным цветом ) – 1 2 3 4. Линии 2, 1 и 3, 4 продлеваем вниз до точки их пересечения (О), из которой описываем дуги 2, 3 и 1, 4 с продолжением. Эти отрезки делим на семь равных частей и от точек 2 и 1 откладываем 22 совершенно равные части. Обязательно надо оставить припуски для фальцевого соединения с обеих сторон выкройки по — 12 мм. А так же припуски для отбортовки; верху — 10 мм, и внизу — 6 мм.
Затем размеры готового шаблона можно переносить на подготовленный лист металла, и приступать к вырезанию заготовки будущего ведра.
После того как заготовка будет вырезана, в первую очередь приступаем к отбортовке 6 миллиметровых боковых сторон. Делается это путем изгиба одной стороны — в одну, а другой — в противоположную сторону. Таким образом у нас получается некий замок – фальц.
Для придания формы ведра, нам понадобится обрезок трубы как минимум диаметром 100 мм. Кладем лист на трубу и придаем ему форму ведра. Соединяем изогнутые фальцы и простукиваем боковой шов.
Простукивать нужно аккуратно, не следует забивать его пока в глухую – вдруг придется разгибать.
Следующим этапом отбортовываем верх заготовки ведра на 10 мм. Для начала — нам нужно под борт вставить кольцо из проволоки диаметром 3-4 мм и завальцевывать его на трубе. Кольцо нужно для для усиления верха конструкции и послужит дополнительным упором для ушек под ручку ведра.
Материал
Пластик
Наиболее популярный вариант в наше время. Спрос на них есть постоянно, поэтому их ассортимент все время увеличивается. Они очень удобны для домашнего применения. Такие ведра достаточно экологичны, можно хранить в них продукты и ведро не впитает их запахи.
Ведро для хранения продуктов имеет специальную маркировку hdpe или pp, значит, что они сделаны из пищевого пластика.
Важно: Чтобы не запутаться в буквах маркировок, при покупке ищите изображение вилки или бокала, это то же, что и hdpe или pp. Ведра из непищевого пластика имеют маркировку pvc.
Берегите такое ведро от высоких температур и от сильных морозов.
Металл
Металлическое ведро незаменимая вещь при выполнении строительных работ. В нем можно переносить любые жидкости, сыпучие вещества и прочее. Они имеют высокую прочность, что позволяет использовать их даже при повреждениях, вмятинах или деформациях.
Эти ведра не боятся перепада температуры.
Жестяные ведра
Такие ведра универсальны, в них можно хранить продукты, использовать для уборки, переносить сыпучие вещества и даже разводить удобрение. Так же его можно использовать в качестве декора, если подобрать красивый дизайн. Да, да, сейчас очень просто найти прочное и красивое ведро.
Эмалированные ведра
Очень популярная модель среди домохозяек. Для его изготовления используется тонкая листовая сталь, покрытая стеклоэмалью. В них можно хранить продукты и разные жидкости, ведь эмаль не вступает в реакцию с ними. Обычно, такое ведро оснащено крышкой.
Очень долговечны, не подвергаются коррозии и окислению, если не имеют повреждений (сколы эмали, например).
Оцинкованные ведра
Многие, по-прежнему, предпочитают оцинкованные ведра из-за их универсальности. В таких ведрах можно перевозить урожай, и даже хранить молоко и продукты. Важно знать, что в них не желательно, что-либо варить и кипятить и долго хранить продукты.
Такое ведро долговечно и не поддается коррозии.
Нержавеющая сталь
Как и оцинкованные, ведра из «нержавейки» — универсальны. В них можно хранить продукты и использовать при строительстве, и в огороде. Еще их называют литыми, поскольку при изготовлении они делаются без швов и стыков.
Деревянные ведра
Все реже стали применяться ведра из дерева, но не совсем. Для засолки, квашения и мочения — деревянное ведро идеальный вариант.
Деревянные ведра имеют своеобразную «внешность». При их изготовлении используется натуральная древесина, а для соединения применяют особые технологии, без клея, крепежа и «синтетики».
Наибольшее применения, такие ведра нашли в бане и сауне. Их изготавливают из липы или из алтайского кедра. Под воздействием банного пара выделяется потрясающий аромат, что придает настроение во время банных процедур.
Мастер-класс: эмалированное ведро в миниатюре
Материалы и инструменты:
- тонкий картон;
- краски акриловые;
- лак;
- салфетка с мелким рисунком;
- проволока;
- нитки толстые;
- деревянная бусина;
- клей секундный, клей ПВА;
- ножницы;
- циркуль;
- круглогубцы.
Высота ведра без ручки —3 см.
При помощи циркуля нарисовать две окружности радиусом 11 см и 8 см. По меньшей окружности провести хорду 7,5 см. Для дужек — две детали размером 6 мм на 11 мм, с одной стороны скруглить.
Из картона вырезать детали ведра. Можно использовать коробки от чая, овсяных хлопьев и т.д.
Секундным клеем склеить деталь по боковому шву.
Дно смазать клеем так, чтобы немного клея заходило вовнутрь заготовки, поставить на картонку по размеру и крепко прижать. Лучше всего использовать густой клей ПВА либо Момент-гель.
После полного высыхания срезать картон по окружности дна.
Толстую нить обильно промазать клеем ПВА и приклеить так, как показано на картинке.
Детали для дужек согнуть и симметрично приклеить.
Толстой иглой или шилом сделать отверстия для дужек.
Покрасить акриловой краской. Чем гуще краска, тем лучше. Для твёрдости нанести несколько слоёв с просушкой. Чтобы не было следов от кисти, последний слой растушевать губкой.
Последний внешний слой может быть любого цвета.
Украсить ведро рисунком. Можно приклеить фрагмент из салфетки, для этого вырвать рисунок, отслоить верхний слой и приклеить на клей ПВА. Если фон салфетки не совпадает с цветом ведра, то сделать дорисовку.
Черной краской обвести ободок ведра, местами имитировать сколы, на которые так же нанести пятна краски цвета ржавчины.
После того, как высохнет рисунок, всё ведро покрыть несколькими слоями лака. Можно использовать лак для ногтей.
Сделать ручку.
Отрезать проволоку размером 7,5 см, согнуть её в форме дуги. С одного конца круглогубцами сделать петлю, надеть цилиндрическую бусину, второй конец согнуть под прямым углом.
Петлю вставить в отверстие для дужки, зажать.
Вставить второй конец с прямым углом, круглогубцами сделать петлю и после, установить её в отверстии дужки и зажать.
Зафиксировать клеем бусину.
Если покрасить серебрянкой, то получится оцинкованное ведёрко.
Ведёрко в интерьере:
Точно так же делаются эмалированные кувшины:
Умывальник с тумбой
Более солидный и удобный дачный умывальник своими руками можно сделать с тумбой и собственной опорой для наливной емкости. Такую модель можно устанавливать на улице, на крытой веранде и в доме
. Для ее создания потребуются материалы, однако, из соображений экономии можно не приобретать их специально, а использовать подручные или остатки от строительно-монтажных работ в другом направлении.
Основными элементами такого рукомойника, получившего название «мойдодыр», являются раковина (в этом качестве можно использовать даже старую демонтированную во время ремонта мойку) и наливной бачок, который можно приобрести готовым или сделать своими руками. Во втором случае потребуются определенные навыки. Если предусматривается рукомойник для дачи без подогрева, бачок может быть пластиковым. Если же вы хотите обеспечить максимальный комфорт и снабдить «мойдодыр» нагревательным элементом, желательно выбрать емкость из металла.
Умывальник с тумбой представляет собой каркасную конструкцию, обшитую листовым или панельным материалом. В его качестве могут использоваться:
- фанера,
- пластик,
- поликарбонат,
- панели из полимерного материала,
- листовая сталь и пр.
На фото еще один вариант тумбы, при изготовлении которой использовались деревянные доски
Для каркаса умывальника с тумбой используются деревянные бруски с квадратом в сечении (сторона квадрата 50-80 мм) или уголок из стали 25х25 или 40х40 мм.
Работы выполняются в следующем порядке:
- Замер раковины и расчет габаритов тумбы.
- Раскрой каркасного материала (бруска или уголка) по заданным размерам (8 одинаковых отрезков для формирования верхнего и нижнего горизонтальных квадратов).
- Отрезание вертикальных стоек (4 бруска).
- Сборка (сбивание, сварка и пр.) каркаса.
Важно: Неустойчивые к воздействию влажности материалы при установке умывальника на улице рекомендуется покрасить или покрыть лаком.
Слив воды организуется наиболее удобным способом.
- Проще всего подставить ведро для сбора стоков.
- Для стационарных конструкций можно устроить слив в канализацию или канаву.
- При хорошей проницаемости грунта воду можно дренировать в почву, предварительно засыпав место слива дренажным материалом (щебень, гравий и пр.) на высоту 25-35 см.
При обшивке каркаса на всех стенках тумбы, кроме фронтальной, листы или панели крепятся жестко. В передней части устраиваются две или одна (в зависимости от габаритов изделия) дверки. В тумбе под раковиной помещается бак или ведро, куда будет стекать вода.
Над раковиной следует установить каркасную вертикальную надстройку, на которой будет закрепляться .
Такой умывальник можно снабдить дополнительно столешницей и сушилкой для посуды, изготовленной из реек.
Хотите узнать, ? Тогда читайте нашу отдельную статью с пошаговой инструкцией по работам.
Ведро из дерева своими руками

Привет любителям помастерить, на этот раз мы рассмотрим, как сделать ведро из дерева своими руками. Такая самоделка будет полезна для тех, у кого есть баня или просто для любителей подобных вещей. Конечно, в сравнении с современными пластиковыми или металлическими ведрами это ведро из дерева тяжелое и не долговечное, зато как оно смотрится! Еще в таком ведре можно квасить огурцы, помидоры, яблоки и так далее. Инструменты для изготовления автор использовал довольно современные, так что процесс сборки оказался довольно простым. Если самоделка вас заинтересовала, предлагаю изучить проект более детально!
Материалы и инструменты, которые использовал автор:
Список материалов:
— доски; — железные пластины для ободков; — винты с гайками; — толстая проволока (для ручки); — столярный клей.
Процесс изготовления ведра:
Шаг первый. Нарезаем материалы
Приступаем к поиску необходимых материалов, нам понадобятся доски одинаковой толщины, автор использовал разные обрезки. Чтобы получить все доски одинаковой толщины, автор прогнал их через рейсмус.
Шаг третий. Сборка ведра
Чтобы собрать ведро нам нужно провести некоторые расчеты, а потом нарезать доски под нужным углом нужной формы. Суть в том, чтобы после сборки ведра все стыки имели минимальные зазоры, только это обеспечит герметичность ведра.
В заготовках проделываем канавки под донышко, и теперь ведро можно собирать. Для этого нам понадобится малярная или другая клейкая лента. Просто собираем ведро сперва плоским на столе, склеивая доски лентой, а далее поднимаем, сворачиваем и имеем готовое ведро.
В завершении останется вклеить донышко, тут нам понадобится столярный или подобный клей, для увеличения прочности и герметичности соединения в клей добавляем мелкие древесные опилки. Стягиваем ведро и даем клею высохнуть.
Шаг четвертый. Ободки
Делаем ободки для ведра, они будут удерживать доски, а также сжимать их, убирая зазоры на стыках. Тут нам понадобятся железные пластины, а гнуть мы их будем путем холодной ковки. Берем молоток и бьем по одному краю пластины, она тут же начинает закручиваться от неравномерных внутренних напряжений. Таким образом, получаем ободки нужных размеров, а концы свариваем.
Изготовленные ободки хорошенько напрессовываем на ведро, теперь оно у нас крепкое и герметичное, а когда в него попадет вода и дерево расширится, конструкция станет еще более герметичной и крепкой.
Ведро оцинкованное под микроскопом – как делают оцинкованную сталь?
Для начала выясним, из чего делают оцинкованные ведра. Ничего сверхсекретного в этом процессе нет и не было – в основе производства ведер лежит обычная сталь. Спрашивается, а как же она не ржавеет, соприкасаясь в быту с жидкостями. Все дело в оцинковке!
Наиболее распространенным способом производства стали, которая не будет ржаветь в процессе использования, является комбинация стали с металлом, отлично выдерживающим испытание коррозией. Таковым металлом является цинк. Достичь соединения стали и цинка достаточно легко, правда, сделать это в быту вряд ли возможно, а вот на сталелитейном производстве – запросто.
Чтобы получить не просто стойкую к повреждениям краску, а объединить сталь и цинк в одно целое, листы черного металла погружают в расплавленный цинк, благодаря чему они становятся одним целым.
Если после такой горячей ванны исследовать лист оцинкованной стали под микроскопом, вы увидите, что внешний слой листа полностью состоит из цинка, в последующих слоях вы найдете смесь железа и цинка, а с приближением к внутренней части слоя количество цинка будет приближаться к нулю. Можно, конечно, покрасить или опрыскать сталь цинком, но это как раз тот случай, когда верхний слой образует пленку, всего лишь покрывающую нижние слои. При первом удобном случае эта пленка будет содрана, поскольку ни цинк, ни сталь не имеют свойств образовывать прочную связь. Цена на такое оцинкованное ведро может не отличаться от цены качественного изделия, однако прослужит оно гораздо меньше.
Особенности использования обливного ведра в бане

Перечень банных удовольствий невероятно широк. Почетное место среди них занимает процесс охлаждения горячего тела в холодном водоеме, снежном сугробе или под бодрящим обливным ведром. Все эти процедуры не просто дарят физическое удовольствие и остроту ощущений, но и оказывают неоценимую пользу организму: ускоряют кровообращение, тонизируют кожный покров, очищают от шлаков и токсинов. Одним словом — укрепляют и омолаживают организм.
Хорошо, если объекты с холодной водой для погружения имеются в вашей бане или около нее. В противном случае рекомендуем вам смастерить обливное ведро и наслаждаться всеми прелестями исконно русской бани.
Обливное ведро для бани представляет собой модернизированный усовершенствованный вариант ведра из древесины, подвижно закрепленный на стене моечной комнаты. Это своеобразная емкость значительных размеров, которая моментально опрокидывает холодную воду на голову посетителя, потянувшего за шнурок или цепь. По функциональному назначению и сходству формы такое приспособление обрело еще несколько популярных названий. К примеру, ведро водопад для бани или же ведро-перевертыш.
Модели на стойках
Умывальники на стойках – это емкости с кранами, закрепленные на каркасе. Каркас имеет в нижней части «ножки», входящие в землю. Таким образом рукомойник на стойке свободно перемещается и устанавливается в любой части приусадебного участка. Для простоты установки над ножками-опорами выполняется поперечная перекладина – это своеобразная «педаль». Вы сможете быстро и надежно установить конструкцию, нажимая ногой на перекладину.
Каркасная конструкция умывальника на стойке должна быть надежно защищена от воздействия влажности, особенно ее опорные части, которые погружаются в грунт.

Бачок с краном может быть купленным или изготовленным самостоятельно. Обратите внимание: глубина погружения ножек для надежной устойчивости увеличивается пропорционально массе конструкции. Это важный фактор при выборе материала бачка и его объема.
Конструкция обливного ведра для бани

Независимо от того, какой материал использовался для создания обливного механизма, конструкция его всегда будет одинаковой. Ведро для обливания в баню состоит из следующих компонентов:
- Кронштейнов для закрепления сосуда на стене;
Деревянной или другой емкости для воды;
Системы контроля уровня воды, подаваемой с водопровода;
- Веревки, с помощью которой ведро опрокидывают при необходимости.
По сути, конструкция — одновременно гениальна и проста. Создание таковой под силу даже начинающему мастеру. Существует масса вариантов исполнения, среди которых изготовление ведра из древесины считается самым проблематичным. Готовое изделие будет нуждаться в специальном уходе, но выглядеть при этом эстетичнее всех остальных вариантов.
Некие неудобства деревянного ведра связаны с необходимостью заранее наполнять его водой. Ведро должно разбухнуть, иначе холодная вода попросту будет сочиться сквозь щели. При этом регулярно оставлять емкость заполненной нельзя. Со временем древесина покроется слизью, а вода помутнеет и начнет вонять. Решением проблемы может стать пластиковая вставка, вмонтированная в деревянный сосуд. Она поможет избежать нежелательных хлопот по уходу за системой, при этом оставит внешний вид конструкции полностью презентабельным.
Рукомойник с подогревом
Умывальник, в котором будет не только холодная, но и горячая вода – это настоящая роскошь для дачи. Такие конструкции, как правило, устанавливаются стационарно, поскольку требуют подключения к электросети. По конструкции такой рукомойник металлический для дачи может быть «мойдодыром» или моделью на стойке.
Для подогрева жидкости в бачке можно использовать обычный кипятильник, однако опытные мастера рекомендуют приобрести специальный ТЭН с терморегулятором
. Обратите внимание на то, что мощность ТЭНа должна выбраться в соответствии с объемом бачка. При недостаточной мощности придется долго ждать, пока вода нагреется, а при слишком большой велика вероятность того, что вода будет перегреваться. Кроме того, следует выбрать оптимальную конструкцию и режим нагрева. Если бачок один и не разделен на камеры, воду потребуется греть до температуры около 40 °C, при разделенном баке (одна секция – для холодной, а другая, с ТЭНом, — для горячей воды), температура нагрева должна быть выше. Бачок в этом случае оснащается не обычным краном, а смесителем.
При изготовлении своими руками электрического рукомойника для дачи с подогревом для обеспечения безопасности важно позаботиться об изоляции токоподводящего провода, а также снабдить конструкцию поплавковым указателем уровня или его более сложным аналогом, а также, при отсутствии терморегулятора, термометром для контроля нагрева воды.
Еще один вариант как сделать рукомойник на даче продемонстрирован на видео.
Удобный и функциональный уличный рукомойник для дачи является незаменимым атрибутом комфортного проживания загородом. При необходимости вполне можно сделать качественный дачный умывальник с небольшими затратами и своими руками, но большинство потребителей предпочитают использовать уже готовые покупные модели.
Требования к установке обливного ведра в бане

Если размер обливного ведра может быть выбран лично хозяином бани (большое и высокое или мелкое и широкое), то место его расположения непременно должно соответствовать особым требованиям. В большинстве случаев ведро-перевертыш устанавливают именно в моечной: туда и вода подведена, и система слива налажена. Хотя наличие водопровода — совсем не обязательное условие для функционирования «русского душа». Воду можно подвести к емкости с помощью гибкого шланга или попросту залить вручную, став на скамейку.
Иногда обливное ведро монтируют непосредственно на улице у самой бани. Такой вариант позволяет собирать и использовать в благих целях полезную дождевую воду. Но стоит помнить о том, что водоотвод на улице нужен не меньше, нежели внутри.
Самый непростой этап установки ведра в бане — грамотное определение нужной высоты. Для людей среднего роста рекомендованная высота — 2 или 2,2 м. Для высокорослых хозяев стоит поставить отметку на 2,6–2,8 м. В любом случае под обливным ведром человек должен помещаться с вытянутыми к верху руками. Не забывайте о том, что сосуд будет переворачиваться. Поэтому к запланированной отметке стоит добавить еще и высоту самого ведра.
Обливное ведро для бани с пластиковым вкладышем

Сделать обливное ведро можно самым примитивным способом, доступным даже для людей, не имевших ранее никаких дел с древесиной. Для этого необязательно знакомиться с основами бондарства и учиться пользоваться специальными инструментами.
Пара-тройка простых действий поможет вам быстро смастерить деревянную емкость, стоящую немалых денег на торговых прилавках:
- Для начала подберите обыкновенное пластиковое ведро наиболее удачной расцветки. К примеру, белое или лазурно-голубое. Вода в такой емкости будет выглядеть весьма выигрышно.
Далее снимите с ведра ручку и любые другие имеющиеся элементы. Они вам совершенно не нужны. Не спешите их выбрасывать, возможно, они пригодятся в хозяйстве в будущем.
Заготовьте 25–30 не слишком широких отшлифованных деревянных планок. Их точное количество зависит непосредственно от размера пластикового ведра.
С помощью супер-стойкого клея прикрепите планочки к наружным стенкам пластиковой емкости, имитируя деревянное ведро. Стыки промажьте прозрачным силиконом.
Деревянное обливное ведро с пластиковым вкладышем готово. Внешне его сложно отличить от натурального, при этом внутри оно соответствует всем возложенным требованиям.
Умывальник с подогревом: особенности установки и подключения к электросети
Работа на приусадебном участке не всегда производится в теплое время года, поэтому применение холодной воды способно создавать значительный дискомфорт. В этом случае наилучшим вариантом станет использование уличного умывальника, оснащенного надёжным подогревом. Существует несколько различных модификаций, которые отличаются не только внешним видом, но и конструктивными особенностями:
- навесные модели представляют собой прямоугольный резервуар, оснащенный краном, и монтируются на стены или любой тип надёжной опоры. Внутри бачка встроен специальный нагревательный элемент. Как правило, такой сантехнический прибор устанавливается под навесом, и имеет антикоррозионное покрытие. Однако, наружная установка требует очень строгого соблюдения всех мер безопасности, прописанных в прилагаемой инструкции;
- навесные сантехнические приборы с антикоррозийными опорами являются более совершенными моделями и могут устанавливаться на улице, а наличие качественного надёжного металлического каркаса позволяет придать всей конструкции дополнительный уровень прочности и устойчивости;
- самой полной комплектацией дачного уличного умывальника, оснащенного подогревом воды, является модель, состоящая из металлической, пластиковой или деревянной тумбы, дополненной раковиной из стали или полимеров и бачка для водяного нагрева. Объёмистая тумба чаще всего обладает сборно-разборной конструкций. Такой прибор вполне может быть подсоединён к системе канализации.
Комплектация нагревательными элементами характерна не только для сложных сантехнических приборов, но и достаточно простых устройств без тумбы. При помощи одного такого встроенного элемента мощностью в 1,25 кВт за полчаса осуществляется нагрев 15-17 л воды до температурных показателей в 75-80°С.
Приборы, оснащаемые системой подогрева, должны подключаться к обычной электрической розетке. Потребление электроэнергии зависит от мощности установленных в водонагревательном бачке ТЭНов. Как правило, небольшие ТЭНы монтируются в нижней части наливной емкости.
Современные сантехнические приборы комплектуются терморегуляторами, при помощи которых устанавливается необходимый температурный режим воды в пределах 30-70°С. Отдельные модели оснащаются очень удобным режимом на автоматическое отключение.
Обливное ведро для бани из древесины

Данный способ создания деревянного ведра больше придется по вкусу тем, кто ранее имел дело с обработкой и применением древесины. Для высококлассного обливного устройства понадобится отрез железной полосы для двух ободков (примерно 3-5 см шириной) и доска 1 сорта толщиной в 1 см. В итоге получим ведро на 10 л с высотой в 40 см.
Процесс изготовления — немного сложнее, нежели в предыдущем способе, но и результат соответственно гораздо качественнее и эстетичнее:
Заготовьте шаблон деталей дна и клепок (боковых планочек).
Имеющуюся доску распилите на детали, соответствующие шаблону клепок. Тщательно обработайте их рубанком и шерхебелем.
Доведите каждую деталь до аналогичного шаблону состояния. То есть спилите аккуратно лишнее, придавая клепкам слегка трапециевидную форму.
На каждой клепке пометьте наружную сторону. Под углом в 3 градуса спилите торцы таким образом, чтобы при соединении планок между собой получался круг.
Также на каждой клепке сделайте углубление в 4 мм на расстоянии 4 см от нижнего края. Такое углубление необходимо для установки дна емкости.
Произведите первую примерку. Соберите все детали в кучу, подхватив их металлической проволокой. Пронумеруйте все клепки. Определите размер детали дна.
Используя шаблон, вырежьте деталь для дна. Верх и низ торцов спилите, образовывая окружность, таким образом, чтобы диаметр был на 1 см меньше изначально отмеренного.
Отмерьте с запасом и отрежьте кусок металлической полосы для нижнего обода. С помощью молотка придайте ему необходимую округлую форму. На обеих концах сделайте отверстия и клепку для них (проволокой пятеркой).
Из отрезков металлических полос сделайте два тугих зажима.
Прикрепите к ободу две противоположные клепки, фиксируя их зажимами. Далее вставьте все остальные детали, подтесывая их по необходимости. Таким образом заполните полностью всю прогалину на одной и другой половине ведра.
Поставьте заготовку в естественное положение и установите деталь дна.
Обмерьте верхний обхват ведра и сделайте второй ободок на расстоянии 10 см от верха.
Подведение воды к обливному ведру в бане

Фабричное обливное ведро обычно продается уже оборудованным системой контроля уровня воды. В большинстве случаев принцип ее действия идентичен системе в сливном бачке. По сути, система подведения воды к обливному ведру так же проста, как и конструкция самого механизма. Труба выводится в помещение на высоте расположения емкости. Кран врезается на уровне полутора метра от пола.
К самой трубе подсоединяется резиновый, пластиковый шланг или трубка в оплетке из нержавеющего металла. На второй ее край подключается система контроля уровня воды (при наличии таковой). В большинстве случаев она схожа с механизмами, установленными в смывные бачки унитазов. На этом простой процесс подведения воды и подключения обливного ведра закончен.
Технология изготовления деревянного ведра для бани представлена на видео:
Уличный рукомойник для дачи: основные виды покупных моделей
Садовый умывальник или дачная мойка должны сочетать в себе удобство использования и доступную стоимость. При выборе покупной модели нужно обращать внимание на следующие параметры:
- уличная модель должна гармонично вписываться в общий декор и всю концепцию дачного участка;
- для частого использования на улице лучше всего выбирать подвесной умывальник с большим объемом водяного бака;
- для редкого, периодического использования желательно отдавать предпочтение небольшим по объёму умывальникам, что предотвратит застой воды.
Уличный умывальник может быть портативный или переносной и стационарный.
Такое устройство обычно располагает в рабочей зоне приусадебного участка и может быть представлено не только примитивным подвесным бачком, но и прибором с повышенным уровнем комфорта:
- умывальник без тумбы
или, так называемый, наливной уличный рукомойник. Это наиболее простая конструкция, представленная ёмкостью объемом от трёх до пяти литров. Залив воды в бачок осуществляется сверху. Резервуар закрывает крышка, а в нижней части располагается кран или устанавливается специальный выпускной поплавок. Для водоотвода используется ведро или дренажный слой на земле. Оптимальным вариантом является долговечная пластиковая модель. Наиболее современным видом является пластиковый подвесной бачок с порой крышек и прижимным магнитным выпуском; - особенностью пластиковой модели на стойке
является возможность закрепления на металлической стойке. Прочно установить такой прибор на земле можно нажатием ноги на нижнюю перекладину. Для некоторых моделей характерно наличие такого дополнительного элемента, как раковина с выпуском воды непосредственно на землю с обустроенным дренажного слоя представленного мелкой щебёнкой или гравием. Прибор может быть установлен между гряд или цветников, а также в любом месте сада.
Как сделать идеальную трубу из оцинковки своими руками: пошаговая инструкция. Как сделать ведро своими руками из жести Работа с оцинковкой
Для самостоятельного изготовления трубы круглого сечения потребуется тонколистовая сталь чёрная или оцинкованная, толщиной 0,45 — 0,5 —
0,55 мм
. Такой толщины материала достаточно при устройстве низконапорной или бытовой вентиляции, вытяжки от газового оборудования, водосточной системы. На листе металла острой металлической чертилкой с помощью длинной линейки начертить выкройку будущей трубы. Длину заготовки отмерить равной длине трубы. Если труба будет вставляться в следующую, то к длине заготовки прибавить длину «засова» (например,
7 см
). Ширину выкройки вычислить, умножив 3,14 на внутренний диаметр трубы в миллиметрах: D*3,14 (мм). К получившемуся размеру прибавить припуски на фальцевое соединение — по
14 мм
с обеих сторон, или
28 мм
к ширине выкройки с любой стороны. Итоговая формула ширины заготовки: 3,14D+28 (мм). Отчерченную заготовку вырезать из листа ручными ножницами по металлу.
По длине заготовки отчеркнуть и отогнуть
в разные стороны две кромки для фальцевого соединения трубы. Ширина отгибаемых кромок
7 мм
. Эти кромки можно отогнуть и косыми, например: для одного торца будущей трубы
7 мм
, а для другого её торца —
9 мм
(или 6 на 8 мм). Тогда трубы легко и достаточно плотно будут вставляться одна в другую. Последовательность подготовки фальцевого соединения показана на рисунке:
Чтобы придать прямому листу жести форму трубы, потребуется толстостенная металлическая труба диаметром 80 — 100 мм, подвешенная горизонтально к доске или к ровной стене в двух «хомутах» из полос тонколистовой стали, как показано на следующем рисунке.
Выкройку трубы с подготовленными фальцами заправить в зазор между доской и подвешенной трубой, и постепенно прогинать вокруг трубы-оправки до нужной формы, после каждого прогиба продвигая (проталкивая) заготовку вниз:
Вынуть заготовку из приспособления, проверить, насколько правильно и равномерно она «прокатана» в форму трубы. Застегнуть фальцы в замок. Убедиться, что обе фальцевые кромки надёжно вошли друг в друга по всей длине соединения. Одеть прифальцованную заготовку (или часть её) на участок рельса, выдвинутого за пределы верстака. Уплотнить фальцевый шов трубы деревянной киянкой. Вдоль всего шва осадить материал, то есть подсечь краем молотка или киянки, создав
таким образом дополнительный замок, который не даст фальцевым кромкам выдвигаться из соединения. Надёжность сборки можно подстраховать заклёпкой.
Неровности и возможную ребристость самодельной трубы выправить на рельсе деревянным молотком — киянкой. Листовую сталь для изготовления трубных изделий выбирайте такую, на поверхности которой не остаётся совсем, или остаётся малозаметный след при её сгибании-разгибании. Это свойство металла можно проверить, если слегка согнуть и тут же разогнуть жесть в уголке листа. Если для изготовления трубы используется рулонный материал, или оцинкованный лист, явно отрезанный от рулона, то раскраивать его следует так, чтобы направление гибки, проката заготовки совпадало с направлением свёрнутого рулона — это уменьшит проявление рёбер по линиям прогиба. Оптимальная длина трубы
1 м
или
1,25 метра
, что совпадает с поперечными размерами стандартных жестяных листов.
Механизированное изготовление труб из тонколистовой стали производится на станках, различными способами, которые кратко описаны на странице .
9 августа, 2016
Специализация: профессионал в области строительства и ремонта (полный цикл проведения отделочных работ, как внутренних, так и наружных, от канализации до электрики и финишных работ), монтажа оконных конструкций.
Хобби: смотреть столбец «СПЕЦИАЛИЗАЦИЯ И НАВЫКИ»
Изготовление трубы из жести своими руками – это отличная альтернатива покупке дорогого водостока или вентиляционного кожуха. На практике экономия выходит колоссальной, а если учесть, что освоив технологию, вы сможете буквально «штамповать» трубы любого (ну ладно, почти любого) диаметра – то прочитать мои советы и хотя бы попробовать реализовать их на практике определенно стоит!
Ниже я расскажу о том, что нам понадобится для формирования трубы, а также опишу алгоритм, по которому я уже пять лет успешно гну жестяные изделия.
Что нам нужно для работы?
Жесть как она есть
Итак, начнем наш обзор технологии с анализа материала. Гнуть мы трубу будем из жести:
- Основу жестяного листа составляет сталь, прошедшая обработку на прокатном стане. Как правило, в продаже встречаются листы от 0,1 до 0,7 мм – чем толще, тем выше цена.

- Для защиты от коррозии стальное основание жестяной заготовки покрывается материалом, предотвращающим окисление металла. Чаще всего для этого используются соединения хрома, олова и цинка.
- На заключительном этапе изделие нарезается в соответствии со стандартными размерами. Чаще всего в строительных магазинах продаются жестяные заготовки шириной от 512 мм до 2 м, но при необходимости можно найти или заказать и более широкие детали.

У такого металла есть очевидные плюсы:
- Малая толщина обеспечивает снижение массы жестяных изделий.
- Обработка поверхности достаточно эффективно защищает стальное основание от коррозии при контакте с факторами внешней среды.
- Тонкий металл неплохо режется, при этом для обработки не требуются очень мощные инструменты – вполне достаточно ручных ножниц.
- Прокатка и термообработка заготовок при производстве жести обеспечивают им высокую пластичность. Благодаря этому листы и полосы отлично гнутся по минимальному радиусу без риска растрескивания.
Обратной стороной жести является низкая прочность на изгиб, потому при изготовлении незамкнутых деталей в их конструкцию обязательно вносят ребра жесткости. Впрочем, нашей ситуации это не касается: труба сама по себе отлично держит форму.
Инструменты жестянщика
Как я уже отметил, жесть – это материал мягкий и пластичный, который обрабатывается довольно просто. Но есть у этой простоты и недостаток: металлический инструмент не только оставляет следы на поверхности листового металла, но и может при ударе повредить защитный слой, спровоцировав развитие коррозии.
Именно поэтому для работы с жестью и тонкой оцинкованной сталью применяются такие инструменты:
- ножницы по металлу. Я использую самые обычные, подпружиненные, с не очень длинными рукоятками – при относительно небольшом усилии они отлично режут сталь 0,7 мм;
Очень важно, чтобы лезвия ножниц были острыми, иначе края заготовок получатся неровными, и нам придется тратить время и силы на удаление «бахромы».

- молоток с резиновым/обрезиненным бойком. Зачем нужна резина, уже понятно – чтобы не допустить ударов металла о металл;
- киянка – в принципе, выполняет функцию молотка с резиновой насадкой. Оба инструмента взаимозаменяемы, что не мешает мне иметь в своем распоряжении и киянку, и молоток;

- плоскогубцы (несколько штук, разных размеров). Используются для гибки металла, поскольку короткие края листа или полосы пальцами ухватить невозможно, несмотря на всю пластичность;

- калибрующие заготовки – стальные трубы (у меня две, диаметром 50 и 100 мм) и уголки. Используются в качестве шаблонов для гибки соответственно круглых и прямоугольных деталей;
- измерительные инструменты – линейка, рулетка, уровень и циркуль;
- разметчик – заостренный стальной стержень, который используется для нанесения меток на жестяной лист. Можно купить, можно заточить гвоздь-«двухсотку».

- верстак – самая необходимая вещь. Верстак выполняет функции места для разметки раскройного стенда, рабочего стола – в общем, именно на нем мы будем выполнять все работы.
Конечно, этого набора нам хватит только для изготовления нескольких труб – до двух-трех десятков. Если же работа предстоит масштабная, то не обойтись как минимум без листогиба – устройства, позволяющего ровно гнуть большие металлические заготовки.
Технология работы
Шаг 1. Заготовка
Инструкция по изготовления трубы из жести начинается с описания изготовления заготовки:

- На верстаке или другой ровной поверхности раскатываем листовой металл, при необходимости выравнивая его с помощью механических воздействий.
- Отмеряем длину и ширину трубы, нанося мелом, маркером или разметчиком обозначения на материал. При разметке учитываем, что ширина заготовки должна быть равной длине окружности трубы + 1,5…1,6 см на формирование шва.
- Контролируем перпендикулярность проведённых линий с помощью угольника.

- Берем ножницы и делаем сначала боковой, а затем продольный разрез. Резать нужно строго по линиям, стараясь не делать больших отступов. Если линия реза будет «гулять» — на этапе формирования шва могут возникнуть проблемы.
- Еще раз выравниваем нашу заготовку. При необходимости простукиваем края для удаления волн и обрабатываем их, зачищая от заусенцев.
Шаг 2. Формовка трубы
Теперь нам нужно сделать из заготовки круглую трубу. И на первом этапе мы формируем профиль:
- С одной стороны детали проводим линию загиба фальца на расстоянии 0,5 см от края.
- С другой стороны проводим такую же линию на расстоянии 1 см.

- Укладываем заготовку на стальной уголок и отгибаем фальцы перпендикулярно плоскости листа. Для загиба используем киянку, при необходимости подправляя металл плоскогубцами.

- Я обычно поступаю таким образом: вначале захватываю металл плоскогубцами, формируя загиб шириной около 2-3 см. После того как направление деформации будет задано, меняю плоскогубцы на киянку и продолжаю работу, используя в качестве опоры стальной шаблон.
- Работая по шаблону, не прикладываем излишних усилий, иначе мы рискуем повредить материал и «счесать» часть защитного покрытия,
- Дальше отогнутый фальц шириной 1 см делим надвое по ширине и повторяем загиб. Теперь нам нужно отогнуть полосу шириной 0,5 см параллельно основной заготовке.

- Теперь формируем профиль трубы. Заготовку укладываем на калибрующую поверхность и постукиваем по ней, выгибая вначале дугу, а затем и полный круг. Чем ровнее он будет, тем лучше – меньше придется возиться на завершающем этапе работы.
Шаг 3. Обработка стыка
Теперь нам нужно сформировать шов, который превратит нашу заготовку в собственно трубу:
- Фальцы, отогнутые перпендикулярно основной части, совмещаем, плотно прижимая друг к другу.

- Горизонтальную часть длинного фальца загибаем таким образом, чтобы он обернул совмещенные части.
- Укладываем полученную трехслойную конструкцию на верстак и тщательно простукиваем, хорошенько уплотняя. При этом следим, чтобы не было перекосов, которые отрицательно скажутся на прочности конструкции.

- Шов из собранных вместе фальцев отгибаем к стенке трубы. Надеваем изделие на калибровочную заготовку и еще раз простукиваем стык. Полученное соединение отлично держится без всякого крепежа за счет пластичности жести.
При изготовлении труб большого диаметра, испытывающих значительные нагрузки ширину фальцев можно увеличить, а стык дополнительно усилить заклепками.

Заключение
Я надеюсь, что в приведенном выше материале достаточно подробно объяснил, как сделать трубу из жести своими руками. Если же какая-то из операций вызывает сложности – вы всегда можете либо просмотреть видео в этой статье либо задать мне вопрос в комментариях. Конечно, гнуть металл вместо вас я не буду, но добрым советом помогу обязательно!
Кровельное железо — пожалуй, самый дешёвый способ устроить водосточную систему и защитить коньки кровли.
Детали настолько разнообразны и могут быть столь уникальными, что зачастую их изготавливают «по месту». Что для этого нужно, какие навыки и оборудование, мы сегодня и расскажем.
Как правильно гнуть металл
Кровельные элементы, как правило, скрыты от глаз прохожих и какие-либо претензии по декоративной части к ним не предъявляются. Это делает возможным ручное изготовление деталей с использованием шаблонов, но приходится постоянно оправлять изделие киянкой.

Это не самый лучший подход: линии сгиба и всё изделие в целом получаются волнистыми, а работа над одной деталью может растянуться на долгое время. Для штучных изделий это вполне терпимо, но если приходится обносить водостоком весь дом — следует получить в своё распоряжение необходимое оборудование и приспособления.
Сегодня листогибы занимают собственный сегмент на рынке профессионального инструмента и доступны повсеместно. Цена их довольно высока, но ведь только на собственном, проверенном оборудовании можно изготовить детали отличного качества. Арендовать листогиб — тоже вариант, но станок, переходящий из рук в руки, не будет обладать необходимой точностью и безотказностью.
Оцинковка и полимерное покрытие: в чём различия
Для большинства современных станков нет разницы, гибка какого типа листового металла на нём выполняется. Но есть свои сложности в работе с металлом, покрытым полимерным составом. С оцинковкой проще, ибо её защитный слой более стоек к истиранию и повреждениям. Поэтому ничего не мешает гнуть оцинкованную сталь ударами или елозить ей по ржавому шаблону — главное, чтобы не было глубоких царапин.

Покрытие специальной краской имеет меньшую механическую прочность, оно более тонкое и относительно легко обдирается. Будет не лучшим решением гнуть полимер-прокат на старых листогибах с дефектами валков, поворотных балок или с расшатанными шарнирами, а уже тем более такой металл не стоит обрабатывать киянкой. Равно как не стоит пользоваться любыми подручными приспособлениями, способными повредить пленку «антикора».
Первое простейшее изделие
Для начала изготовим простейший кровельный элемент — конёк. Чтобы он впоследствии ровно и плотно лёг на крышу, сперва определите угол разворота, приложив на один из скатов длинную тонкую рейку.
Ширина полок конька — от 15 до 30 см, соответственно, понадобится полоса вдвое большей ширины с припуском по 10 мм с каждой стороны. Этот край может иметь неровности с допуском 2–3 мм, так что ровный раскрой не нужен. Нанесите разметку из трёх продольных линий: центр конька и оба его края. Уложите полосу центром на край стола и прижмите бруском под двумя струбцинами по линии разметки.

Снизу под выступающий край листа нужно подложить ровную доску и загнуть полку кверху, соблюдая отмеченный угол разворота ±10º. Теперь заготовку нужно отпустить и сместить назад, чтобы линия разметки края приходилась точно на грань бруска. Снова зажимаем заготовку и хорошо затягиваем струбцины, а затем проходим по кромке киянкой, заворачивая её перпендикулярно вверх.

Обработка кромок необходима для придания жёсткости профилю конька. Для их изготовления можно также использовать рейку-правило, прижатую через брусок: клиновидный торец планки позволит сделать дозагиб края больше, чем на 90º. После предварительного загиба обеих кромок их нужно уложить на деревянную шпалу и отбить киянкой, сплющивая загиб. Во множестве листогибов эта операция выполняется одним проходом каретки роликового кромкогиба.

Обрабатывая кромку вручную, идите от одного края к другому последовательно, а затем выровняйте визуальные неровности руками. Уже на этом этапе можно задуматься о частичной механизации и создании примитивного станка. Например, если гибочную планку изготовить из металла или твёрдого дерева и закрепить её на двухосевых шарнирах, обработка пойдёт не в пример быстрее и чётче.

Ручная работа: как согнуть сегмент водостока
Для изготовления из жести деталей с радиусным профилем следует заранее заготовить шаблон, «на коленке» вести подобную работу не реально.
Возьмите дюймовую трубку, приварите на её концах два прутка арматуры в качестве приводных рукояток. По шву трубки сделайте пропил болгаркой, затем хорошо обработайте края наждачкой, можно даже обклеить распущенным надвое силиконовым шлангом.

Зажмите полосу кровельного железа на краю стола, заведите торец в пропил и проверните трубку на 360º, чтобы «прямой» лепесток в центре скрутки расположился параллельно остатку листа.
Сформировать лоток можно реечным трубогибом, а можно по распущенной 200 мм трубе. Ровный край заготовки загибаем под 90º, прижимаем бортик к столу стенкой трубы и оправляем железо киянкой. Скрученный край доводим руками, загибая его немного внутрь дуги. Снимаем заготовку с шаблона и дожимаем прямоугольную складку.

Такой отлив может изготавливаться сегментами по 1–1,5 метра, которые затем легко стыкуются по месту монтажа и скрепляются просекателем. Наличие двух рёбер жёсткости не даст лотку прогнуться между креплениями под весом наледи, а скрытый паз позволит дополнительно укрепить водосток на крюках специальной формы.

Как свернуть лист в трубу
Что, если мы нацелены на изготовление ещё более сложных элементов: приёмных воронок и труб? Конечно, сперва лучше потренироваться на отрезках, но в остальном и эти навыки вполне постижимы.
Изделия с замкнутой поверхностью, такие как трубы, баки и воронки, собираются на так называемых фальцевых соединениях. Фальц, для простоты, это замок, которым можно соединить края достаточно прочно и даже герметично. Обычный (одинарный) фальц изготавливается как складка на краю с двумя перегибами. На разных сторонах соединения фальцы направлены в противоположную сторону.

Обычно для водосточных труб фальцы изготавливают с шириной складки от 4 до 10 мм. Края полосы отбиваются на стальном уголке, затем лист сворачивается, фальцы сцепляются и плотно запрессовываются молотком, когда труба надета на оправку.
В изготовлении труб есть лишь одна сложность — обеспечить возможность их стыкования друг с другом. Поэтому перед скручиванием листа его короткий край оправляют на площадке с небольшим порожком, чтобы один конец трубы получился утонённым на пару миллиметров. Также трубы могут соединяться на фальцах, но по месту их таким образом не скрепить: крупный сегмент водостока собирается внизу, а затем в сборе монтируется.
Конечно, производителям гибочного оборудования есть что предложить и на этот счет. Для изготовления замков существуют фальцепрокатные каретки, а металл сворачивается в трубу на продольно-роликовом листогибе. Для утонения на краю также могут использоваться зиговочные машины или отдельные пары прокатных валков.

Техника изготовления воронок
Если понимать, что фальцевое соединение — суть чуть ли не любого жестяного изделия, можно дать волю воображению и собирать сложные изделия из нескольких более простых. Пример тому — всевозможные воронки, тройники и угловые отводы.

Воронка состоит из двух коротких отрезков труб большего и меньшего диаметра. Они собираются как и обычные трубы, вот только края у них развальцовываются наружу на 8–12 мм. Впоследствии эти отогнутые бортики и используют для дальнейшего изготовления фальцев, либо, если нет претензий к герметичности, загибают жёсткие кромки и скрепляют между собой просекателем.
Техника клепания разных изделий может существенно отличаться, но на деле это не так важно, как правильное составление выкройки. Все заготовки следует вырезать только по шаблону. Например, для центральной части воронки — усечённого конуса — выкройка представляет собой сегмент кольца, где длина внутренней дуги определяется диаметром слива, а внешней — диаметром приемного раструба.

К сожалению, оборудование для производства подобных изделий имеет весьма узкую специализацию, а потому недоступно в виду как высокой цены, так и малой распространённости. Однако все изделия из жести и листового металла, будь то ведро, бак или обычный конёк, можно изготовить и вручную, станки лишь облегчают некоторые операции.
Как сделать ведро своими руками из жести, из оцинкованного железа или из нержавеющей стали с прямыми стенками.
Вырезаем из материала развертку изделия
h
– высота (устанавливаем заданную величину)
d
– диаметр (устанавливаем заданную величину)
l
– длина окружности (находим расчетным путем)
l = πd = 3,14 * 329 = 1033
(мм)
h = 310
(мм)
ИЗГОТОВЛЕНИЕ ЦИЛИНДРА
В середине развертки размечаем отверстия для крепления ушка

1.
На прямоугольном листе из тонколистовой оцинкованной стали , на , или ручным способом при помощи киянки и бруса, зафальцовываем «по высоте» края листа в противоположные стороны. Сгибаем лист в цилиндр.
2.
Скрепляем загнутые края. Равномерно прижимаем полученный шов киянкой или колотушкой по всей длине цилиндра.
3.
Чтобы шов остался внутри цилиндра, необходимо провести следующую операцию: поворачиваем готовый шов таким образом, чтобы он находился возле ребра бруса; ударяя киянкой по шву, получаем внешнюю поверхность цилиндра без выступающего шва.

ОТБОРТОВКА ФАЛЬЦА
Ширина фальца зависит от его назначения: получения замка; закатка проволоки.

4.
Установим цилиндр относительно бруска в первоначальное положение. Обстукиваем молотком и отгибаем фальц.
5.
Постукиваем заостренной стороной молотка. Следим за шириной фальца – она должна быть одинаковой.
6.
Выравниваем фальц постукиванием тупой стороной молотка.
7.
Окончательно отгибаем под прямым углом согнутый фальц.
ЗАКАТКА ПРОВОЛОКИ
Вкладываем кружок по периметру отбортовки,

сделанный из проволоки, диаметр которого должен совпадать с внешним диаметром цилиндра.

Округляем круговую кромку и окончательно доводим закатку.
СОЕДИНЕНИЕ ЦИЛИНДРА С ДНОМ

8.
Загнем края у круга и вставим в цилиндр.
9.
Легкими ударами заостренной части молотка, загибаем фальц внутрь круга.
10.
Крепкими ударами тупой части молотка обстукиваем фальц на брусе, поворачивая при этом цилиндр.
11.
Сваливаем фальц на наружную плоскость цилиндра.
12.
Если в результате работы получится выпуклое дно, необходимо его выровнять.
13.
По самому краю дна, ударяем тупой частью молотка, по всему периметру окружности. Дно при этом выровняется, ребра соединения получат ярко выраженный контур.

ПРИКРЕПЛЕНИЕ ПРОМЕЖУТОЧНОГО ОБРУЧА
Дно ведра можно прикрепить к промежуточному обручу, а промежуточный обруч прикрепить к цилиндру.

14.
Крепим дно ведра с обручем.
15.
Соединяем обруч с цилиндром (корпусом ведра).
16.
Отгибаем фальц у обруча.
17.
Сваливаем фальц на наружную плоскость цилиндра и основательно постукиваем по периметру всей окружности.
ИЗГОТОВЛЕНИЕ УШКА
Доброго времени суток, дорогой гость!
Первый лист с гальваническим покрытием сошел с конвейера одного из британских заводов еще в 1867 году. Правда в то время металл покрывали исключительно золотом и серебром. Но перед первой мировой войной на поток было поставлено производство деталей с защитным слоем из цинка, и с тех пор они невероятно популярны.
Это и не удивительно — цинк продлевает жизнь железа в 20-30 раз. Изделия, выполненные из оцинковки – прочны, не поддаются ржавчине, и ведут себя в быту не хуже нержавейки, хотя стоят на порядок дешевле.
В сегодняшней статья я предлагаю уделить больше внимания этому скромному материалу и расскажу, как сделать трубу из оцинковки своими руками.
Преимущества и недостатки такой трубы
Оцинковка – это в первую очередь сталь, материал, имеющий много неоспоримых достоинств.
К ним относятся:
- Прочность,
- Способность выдерживать высокие температуры,
- Превосходная теплопроводность,
- Низкая стоимость по сравнению с другими материалами.
Но без защитного покрытия черный металл подвержен коррозии, быстро ржавеет и приходит в негодность. Цинкование с успехом решило эту проблему. И, несмотря на то, что трубы из оцинковки и стали по форме одинаковы, оцинкованное изделие имеет ряд преимуществ.
Дополнительные плюсы оцинкованного изделия:
- Коррозионностойкость, способность противостоять негативным воздействиям окружающей среды,
- Увеличенный срок службы,
- Повышенная прочность,
- Широкий диапазон рабочих температур,
- Высокая сопротивляемость механическим воздействиям,
- Оцинкованная труба выдерживает высокое внутреннее и наружное давление,
- Простота и удобство монтажа,
- Высокая стойкость к возгоранию,
- Цинк убивает все патогенные микроорганизмы,
- Оцинковка практически не уступает в качестве низколегированной нержавейке, но стоит на порядок дешевле.
Но, как любое инженерное решение, трубопровод из оцинкованного железа неидеален.
- Не очень привлекательный дизайн,
- Дороговизна по сравнению с обычной сталью,
- Цинк усложняет процесс сварки,
- В отличие от пластика, при наличии выступов на стенах, обеспечить плавный переход в конструкции из оцинкованных труб, практически невозможно.
Сделать самому или заказать
Что же лучше, купить оцинкованный лист нужной толщины и согнуть трубу самостоятельно, либо пойти в магазин и купить готовое изделие?
Как обычно – начнем с цены. Готовая труба диаметром 100мм и длиной 3 метра обойдется нам с вами примерно в 500 рублей. Себестоимость материала в данном случае — 150 рублей, остальное — трудозатраты и наценка продавца.
А если планируется организация целой системы водостока? Сами видите, переплатить за готовые изделия придется в 2.5- 3 раза. Самостоятельное изготовление труб значительно облегчит финансовую нагрузку.
К тому же заводские изделия имеют строго определенные размеры, и иногда подобрать нужный именно для вашей системы – сложно. Да и толщина готовой трубы обычно не превышает 1мм.
Обязательно следует помнить — любое заводское изделие, в отличие от самодельного, проходит строгий контроль ОТК, имеет идеально круглую поверхность и точность сварного шва.
Сможет ли домашний мастер обеспечить соблюдение всех этих условий — далеко не факт.
Какой материал выбрать
Если было принято решение изготовить деталь своими силами, начать следует с выбора материала, в нашем случае – оцинкованного листа необходимой толщины.
Характеристики материала
Тонколистовая сталь, покрытая цинком в заводских условиях, должна соответствовать ГОСТ14918-80. Основные характеристики, на которые следует обратить внимание при выборе:
Самые распространенные толщины оцинковки – от 0.35 до 3мм. Чем лист тоньше, тем он легче обрабатывается, что немаловажно для изготовления изделий в домашних условиях. Но не стоит забывать – меньше толщина — меньше прочность.
- Толщина цинкового покрытия
Различают 3 класса материала, в соответствии с толщиной слоя нанесения цинка. Сведем данные в таблицу для удобства.
Как сделать идеальную трубу из оцинковки своими руками: пошаговая инструкция
Преимущества и недостатки трубы из оцинковки, характеристики материала. Пошаговая инструкция, которая поможет сделать оцинкованную трубу своими руками, расчет размеров, чертеж и схема.
С применением в строительстве новых технологий необходимость в использовании жестяных труб постепенно отпадает, но вопрос как сделать трубу из жести интересует людей, которые любят все делать в доме своими руками.
Какую жесть выбрать?
Как из жести сделать трубу? Какая жесть лучше всего подойдет для такой работы?
Тонкая жесть – отличный материал для самодельных бань и коптилен. Жесть – это листовая тонкая сталь, которая подвергается коррозии. Для изготовления красивых водосточных труб, а также флюгеров, козырьков над трубами для дымохода, крышек над печными трубами своими руками или оригинальных филигранных кружев используется кровельное оцинкованное железо.
Совет: из жести трубы также можно использовать как самоварные, они хорошо увеличивают тягу, а также отводят дым.
Какие нужны инструменты?
Перед тем, как начать изготовление трубы из жести своими руками, необходимо позаботиться об инструментах и материалах, которые понадобятся.
Изготовление жестяных труб своими руками подразумевает использование следующего:
- лист кровельного тонкого оцинкованного железа (толщина 0,5-0,7 мм),
- ножницы для резки металла,
- металлическая планка,
- деревянный молоток (киянка),
- простой молоток,
- плоскогубцы.
Ножницы по резке металла
Совет: для того, чтобы труба жестяная получилась красивой и ровной, необходимо взять лист железа с гладкой и ровной поверхностью, а также, чтобы углы были прямыми, а не оторванные или неровно отрезанные.
Инструкция по изготовлению жестяной трубы
Как сделать из жести трубу? С чего начать?
- Изготовление труб из жести начинается из составления рисунка. Нарисовать на железном листе выкройку будущей трубы в развернутом виде.
Совет: выкройку трубы можно нарисовать мелом или любым острым предметом.
- При разметке выкройки необходимо учитывать следующие моменты:
- ширина заготовки должна быть равной диаметру трубы плюс дополнительных полтора сантиметра,
- длина заготовки — немного длиннее прямого участка трубы.
Схема заготовки для шва трубы
- Ножницами по металлу отрезать нарисованную заготовку трубы.
- Положить заготовку на край верстака.
- По длине железного листа начертить с одной стороны линию отгиба фальца, она должна составлять полсантиметра.
- Совместить линию, которая нарисованная с ребром уголка на верстке.
- При помощи киянки загнуть вниз край лист железа.
- Перевернуть лист и легкими ударами киянки подогнуть кромку к листу.
- Перевернуть заготовку и с другой стороны сделать отгиб кромки шириной 1 сантиметр, но уже в другую сторону.
- Подогнуть кромку еще раз, таким образом, в профиль данный загиб будет выглядеть в форме буквы Г.
- Вставьте заготовку в оправку, загнуть аккуратно края трубы друг к другу.
Совет: можно использовать оправку – это сектор или шаблон трубы необходимого диаметра, но можно обойтись и без нее.
- Соединить кромки в замок таким образом, чтобы кромка меньшего размера зацепилась за кромку большего размера.
- Уплотнить кромку с помощью плоскогубцев.
- При помощи молотка и железной планки уложить кромку на лист и хорошо подбить ее.
Загиб фальца на трубе
Края трубы из жести можно скрепить и при помощи стальных, алюминиевых или жестяных клепок.
- Просверлить под заклепки отверстия на расстоянии три сантиметра.
- Загнуть кромку под прямым углом навстречу друг к другу.
- Лист жестяной заготовки загнуть в обратную сторону таким образом, чтобы кромки и были расположены на внешней стороне трубы.
- закрепить кромки заклепками.
Совет: жестяная труба своими руками, скрепленная данным способом, является не очень удобной в использовании. В итоге получается не очень привлекательный внешний шов, который приходится при установке трубы прятать.
Особенности работы с жестью
- Чтобы придать листовому жестяному материалу необходимую форму трубы, нужно согнуть его при помощи клещей или молотка вокруг предмета соответствующей цилиндрической формы.
Трубы жестяные своими руками можно сделать с использованием металлического или деревянного цилиндра.
Совет: сгиб жести должен быть ровным по всей длине, этого можно достигнуть легким постукиванием молотка, при этом удары должны быть как можно ближе один к другому.
- Изготовление жестяных труб невозможно без использования ножниц по металлу. Работать таким инструментом будет намного легче, если к его ручке прикрепить петлю из кожи.
Металл режут одной рукой, надев на пальцы кожаную петлю. - Кромку листа железа после разрезания ножницами можно зачистить стругом, изготовленным из небольшого старого куска ножовочного полотна.
- Водосточная труба из жести, которая уже готова к установке, в некоторых случаях нуждается в разрезании (например, когда необходимо сделать фигурный край трубы для стока).
Для этого трубу будет удобно резать ножом, который предназначается для открывания консервов.
Водосточная жестяная труба
Совет: чтобы труба хорошо резалась ножом, для начала ее необходимо надпилить ножовкой, а уж потом применять нож.
Процесс разрезания жестяной трубы
- При работе с жестью иногда приходится использовать напильник. Очень часто он забивается металлическими опилками и быстро выходит из строя.
Для того, чтобы вычистить его, можно воспользоваться лопаточкой из меди или трубкой из мягкого металла, при этом сплющив ее конец.
Жестяные трубы своими руками сделать не очень сложно, главное придерживаться данных рекомендаций и быть предельно осторожным, так как можно пораниться отрезанными острыми краями листа жести.
Как сделать трубу из жести: инструкция
229) Как сделать трубу из жести: изготовление жестяных изделий своими руками.

Приобрести трубы из оцинковки можно свободно, но стоимость таких изделий бывает достаточно высокой, поэтому желание сделать трубу из оцинковки своими руками продиктовано, в первую очередь, соображениями экономии.
При этом изготовление оцинкованных труб не требует применения особых усилий, специальных дорогостоящих приспособлений и инструментов и каких-то профессиональных знаний, поэтому справиться с этим может любой домашний мастер, в арсенале которого имеется набор стандартных плотницких инструментов.
Характеристика оцинкованных труб
Трубы из оцинкованного металла применяют для оборудования дымоходов, они пользуются популярностью из-за легкого веса и, соответственно, простотой установки. Дымоходы из оцинковки не требуют сооружения фундамента, а это существенно снижает затраты на оборудование дымохода.
Такие трубы отвечают нормам пожарной безопасности, выдерживая температурный режим до 900°, поэтому они могут применяться даже для дымоотведения из твердотопливных отопительных котлов и печей.
Также оцинкованные трубы в домашнем строительстве применяют для оборудования водостоков. Такие трубы и так довольно демократичны по затратам, но при этом процесс можно удешевить еще больше, используя собственноручно изготовленные изделия.
Что понадобиться для изготовления трубы из оцинковки
В домашних условиях, чтобы сделать трубу из оцинковки, понадобиться лист жести, материал не требует применения особых усилий благодаря мягкости и пластичности.
Жесть промышленным способом изготавливаются из тонкой листовой стали толщиной от 0.1 до 0.7 мм на прокатных станках, после чего их покрывают антикоррозийным защитным слоем из хрома, олова или цинка. В заключении заготовки нарезаются по стандартным размерам, шириной от 512 мм до 2000 мм.
Прочность таких изделий нисколько не уступает стальным аналогам, особенно, если материал имеет дополнительные ребра жесткости, но при этом он очень пластичен и позволяет монтировать трубопроводы сложной формы ручным способом. Антикоррозийное покрытие обеспечивает защиту трубы от воздействия внешней среды.
Проблемой таких труб является недостаточная прочность на изгиб, поэтому для изготовления незамкнутых деталей вносят в конструкцию ребра жесткости для укрепления изделия.
- в магазинах представлен широкий ассортимент таких труб различного размера: одноконтурные,
- двухконтурные (выполненные в виде сэндвича и состоящие из внутренней и внешней трубы),
- гофрированные, отличающиеся повышенной гибкостью.
Обратите внимание! В домашних условиях технически возможно изготовить только одноконтурную трубу.
При выборе толщины листа следует учитывать назначение трубы.
Например, оцинкованная труба для дымоотведения из твердотопливных печей и каминов должна обладать повышенной стойкостью к высоким температурам, и при этом высокими антикоррозийными свойствами.
Это важно! Чем выше температура рабочей среды, тем толще должны быть стенки трубы.
Инструменты
Для работы необходимы специальные инструменты, чтобы согнуть, правильно отмерить угол сгиба и разрезать трубу нужного отрезка.
Набор инструментов, которые понадобятся для работы:
Обратите внимание! Лезвия ножниц не должны быть тупыми, от этого зависит формирование ровного края изделия. При разрезе тупым инструментом образуются зазубрины, которые нужно обязательно удалять. Чтобы избежать лишней работы, важно следить за качеством заточки.
- молоток с резиновой накладкой, киянка (столярный инструмент из дерева в виде молотка),
- плоскогубцы для сгибания,
- верстак для резки и разметки,
- труба для калибровки размером более 100 мм и уголок с гранями 75 мм,
- линейка или рулетка,
- разметчик (заточенный стальной стержень).
Инструкция по изготовлению трубы из оцинковки
Первым делом нужно разметить лист железа, нанеся линии сгибов фальцев с одной стороны размером 5 мм, с другой два раза по 5 мм, фальц с одной стороны должен быть шире второго, чтобы сформировать в дальнейшем прочный шов. Сгибают лист под углом 90° с обеих сторон, используя уголок и плоскогубцы.
Это важно! Сгибать форму следует постепенно, продвигаясь от одного края к другому вдоль линии сгиба.
Затем, повернув заготовку, формируют фальцы, доводят угол до 135-140°, простукивая киянкой или молотом с мягким бойком края жести аккуратно, чтобы не повредить материал изделия. После формирования фальцов, можно переходить к формированию самой трубы.
Закрепляют заготовку на калибровочном шаблоне, чтобы придать ей нужную форму, и еще раз простукивают до тех пор, пока фальцы не соединятся.
Широкий край еще раз сгибают параллельно плоскости изделия под углом 90°.
Последний этап — соединение концов между собой плоским швом с помощью киянки.
Совместить фальцы, загнуть горизонтальную часть второго фальца, обернув им первый фальц, а затем загнуть этот шов, плотно прижимая к плоскости трубы.
Можно дополнительно укрепить место соединения заклепками из металла с помощью сварочного аппарата, хотя чаще всего оцинкованные трубы соединенные с помощью плоского шва не нуждаются в дополнительном его укреплении.
Как собственноручно сделать трубу из оцинковки?
Оцинкованные трубы и так довольно демократичны по затратам, но при этом процесс можно удешевить еще больше, используя собственноручно изготовленные изделия. Инструменты и инструкция по созданию трубы своими руками.

Домашние строители стараются подбирать для решения проблем наиболее бюджетные варианты. Поэтому вопрос, как сделать трубу из жести своими руками, является актуальным для многих мастеров-любителей. Ведь самодельное трубное изделие из жести может вполне сравниваться с водостоками или кожухами, которые лежат на полках в специализированных магазинах.
Следовательно, нужно подробнее узнать процесс изготовления жестяной трубы, имеющей характеристики, как у заводских изделий.
Особенности исходного материала
Перед тем, как приступать к изготовлению трубы из листа металла, следует поближе познакомиться с материалом, из которого будет изготовлена труба, и его особенностями. Для начала стоит сказать, что это продукция прокатного типа, другими словами жесть – это лист стали, прошедший через вальцы прокатного стана и имеющий толщину 0,1-0,7 мм.
Помимо прокатных операций технология изготовления жести подразумевает обработку готового проката от образования коррозийных процессов. Для этого на сталь после проката наносят слой материала, который не подвержен воздействию коррозии.
Результатом выполненных действий становится стальной лист, ширина которого может варьироваться в пределах от 512 до 1000 мм, с хромовым или цинковым покрытием. Готовый продукт отличается пластичностью, поэтому жесть легко поддается ручной обработке. При этом накатанные ребра жесткости могут сравниваться по прочности со стальными изделиями. Это позволяет использовать жесть при изготовлении изделий сложной конструкции.
Необходимые инструменты
Перечень инструментов и приспособлений, необходимых для изготовления своими руками трубы для дымохода из оцинковки, обусловлен свойствами жести, в частности мягкостью и пластичностью. Обработка материала такого типа не требует приложения особых усилий, которые необходимы для работы с листовыми материалами.
Поэтому при производстве жестяных труб для дымохода необходим следующий набор инструментов:
- Ножницы для резки металла. Этот инструмент помогает без особого труда нарезать листовой материал на нужные куски, так как самая большая толщина жести достигает 0,7 мм.
- Молот с мягким бойком. Можно также воспользоваться деревянным молотком, киянкой, или стальным инструментом с мягкой резиновой накладкой. Однако последний вариант используют очень аккуратно или вообще не берут, так как он может стать причиной деформации тонкого листа жести и испортить всю работу.
- Плоскогубцы. С помощью этого инструмента решают вопрос, как согнуть трубу из жести, потому что это сталь, хотя и тонкая, следовательно, согнуть руками ее невозможно.
- Верстак. Это приспособление необходимо при резке материала и при нанесении разметки.
- Калибрующий элемент. Это может быть трубное изделие диаметром более 10 сантиметров, а также уголок, имеющий грани 7,5 сантиметров. Эти элементы необходимо хорошо закрепить, так как на их поверхности будет выполняться заклепывание стыковочного шва.
Помимо этих инструментов, следует приготовить линейку или рулетку и разметчик, представляющий собой стальной стержень с острой заточкой.
Инструкция по изготовлению жестяной трубы своими руками
Изготовление изделий из жести, включая трубы, проходит в три этапа:
- Подготовительные работы предполагают разметку заготовки и ее вырезание из жестяного листа.
- Формовка подразумевает формирование профиля трубы или другого изделия.
- В финале соединяются противоположные края заготовки.
А теперь более подробное описание каждого этапа изготовления жестяных труб своими руками.
Подготовительный этап
Вначале на лист жести наносится разметка, по которой будет вырезан полуфабрикат. Другими словами от определенного жестяного листа отрезают необходимую часть, из которой будет формироваться контур будущей трубы. Процесс разметки выполняется следующим образом: жесть раскладывают на верстаке и от верхнего края отмеряют отрезок, равный длине трубы. Здесь ставится отметка разметчиком.
Затем с помощью угольника по этой метке проводят линию перпендикулярно боковому краю. Теперь по этой линии длину окружности трубы, то же самое проделывают по верхнему краю. При этом по обоим краям добавляют около 1,5 см для формирования стыковочных кромок. Верхнюю и нижнюю отметку соединяют и вырезают заготовку.
Для определения длины окружности можно воспользоваться рулеткой, а можно вспомнить школьный курс геометрии.
Как сделать корпус трубы из жести
Целью этого этапа является формирование профиля трубы. По длине заготовки внизу и вверху проводится линия, по которой будут загибаться фальцы. При этом с одной стороны отмеряют 5 мм, с другой – 10 мм. Фальцы необходимо загнуть под углом 90 0 . Для этого заготовку укладывают на стальной уголок, совмещая линию сгиба с ребром уголка. Ударяя киянкой по краю, загибают его к перпендикулярной стороне уголка.
Теперь на сгибе, величина которого равна 10 мм, делают еще один загиб фальца, чтобы получилась своеобразная буква Г. В процессе сгибания фальца нужно следить, чтобы верхний загиб располагался параллельно заготовке, а его длина составляла 5 миллиметров. Поэтому при нанесении линии загиба фальца с одной стороны отмеряют 0,5 см один раз, а с другой стороны – два раза по 0,5 см.
Выполнив формовку фальцев, можно переходить к формированию корпуса трубы. Для этого лист заготовки укладывают на калибрующий элемент и начинают простукивать киянкой или другим подходящим инструментом, чтобы получить профиль определенной формы. Сначала заготовка принимает U-образную форму, а затем становится круглой. В этом случае фальцы должны соединиться вместе.
Обработка места соединения фальцев
Завершающий этап подразумевает обработку стыковочного шва, то есть его обжим. Для этого верхнюю часть Г-образного фальца загибают вниз, оборачивая край другого фальца. В результате должен получиться своеобразный сэндвич, расположенный перпендикулярно трубе. Чтобы получить стыковочный шов, необходимо прижать сэндвич к изделию.
Для большей надежности выполняют укрепление стыковочного шва с помощью заклепок. Однако сделанные своими руками трубы из жести с использованием такого способа стыковки не нуждаются в дополнительном укреплении.
Как сделать трубу из жести – делаем жестяные трубы своими руками
Как сделать трубу из жести: как согнуть жестяную трубу, дымоход из оцинковки своими руками, изготовление из листа металла
Как сделать ведро своими руками из жести
Как сделать ведро своими руками из жести, из оцинкованного железа или из нержавеющей стали с прямыми стенками.
Вырезаем из материала развертку изделия
h
– высота (устанавливаем заданную величину)
d
– диаметр (устанавливаем заданную величину)
l
– длина окружности (находим расчетным путем)
l = πd = 3,14 * 329 = 1033
(мм)
h = 310
(мм)
В середине развертки размечаем отверстия для крепления ушка
1.
На прямоугольном листе из тонколистовой оцинкованной стали ГОСТ 14918-80 , на самодельном ручном листогибе , или ручным способом при помощи киянки и бруса, зафальцовываем «по высоте» края листа в противоположные стороны. Сгибаем лист в цилиндр.
2.
Скрепляем загнутые края. Равномерно прижимаем полученный шов киянкой или колотушкой по всей длине цилиндра.
3.
Чтобы шов остался внутри цилиндра, необходимо провести следующую операцию: поворачиваем готовый шов таким образом, чтобы он находился возле ребра бруса; ударяя киянкой по шву, получаем внешнюю поверхность цилиндра без выступающего шва.
Ширина фальца зависит от его назначения: получения замка; закатка проволоки.
4.
Установим цилиндр относительно бруска в первоначальное положение. Обстукиваем молотком и отгибаем фальц.
5.
Постукиваем заостренной стороной молотка. Следим за шириной фальца – она должна быть одинаковой.
6.
Выравниваем фальц постукиванием тупой стороной молотка.
7.
Окончательно отгибаем под прямым углом согнутый фальц.
Вкладываем кружок по периметру отбортовки,
сделанный из проволоки, диаметр которого должен совпадать с внешним диаметром цилиндра.
Округляем круговую кромку и окончательно доводим закатку.
СОЕДИНЕНИЕ ЦИЛИНДРА С ДНОМ
8.
Загнем края у круга и вставим в цилиндр.
9.
Легкими ударами заостренной части молотка, загибаем фальц внутрь круга.
10.
Крепкими ударами тупой части молотка обстукиваем фальц на брусе, поворачивая при этом цилиндр.
11.
Сваливаем фальц на наружную плоскость цилиндра.
12.
Если в результате работы получится выпуклое дно, необходимо его выровнять.
13.
По самому краю дна, ударяем тупой частью молотка, по всему периметру окружности. Дно при этом выровняется, ребра соединения получат ярко выраженный контур.
ПРИКРЕПЛЕНИЕ ПРОМЕЖУТОЧНОГО ОБРУЧА
Дно ведра можно прикрепить к промежуточному обручу, а промежуточный обруч прикрепить к цилиндру.
14.
Крепим дно ведра с обручем.
15.
Соединяем обруч с цилиндром (корпусом ведра).
16.
Отгибаем фальц у обруча.
17.
Сваливаем фальц на наружную плоскость цилиндра и основательно постукиваем по периметру всей окружности.
Ушки вырежем из аналогичного материала. Пробьем или просверлим сквозные отверстия: два под заклепки; одно под металлическую ручку.
Ручку согнем из металлической проволоки диаметром 5…6 (мм) ГОСТ 18143-72 .
Как сделать ведро своими руками из жести – как видите ничего сложного. Освоив простую модель. Можно перейти к более сложной модели с покатыми стенками.
Источник
Приступаем к работам
Для того чтобы создать трубу из жести не нужно особых умений (см. видео). Необходимо подготовить лист металла толщиной около 0,6 миллиметра, плоскогубцы, а также ножницы для рассекания металла. Кроме того должен быть наготове молоток и клепки из стали или алюминия. Металлический лист должен быть максимально плавным и отшлифованным, а также обладать углами 90 градусов, как на фото. Чтобы сделать трубу на листе нужно представить своими руками образец конструкции в развернутом виде. Это можно сделать либо любой острой вещью, либо мелком. Ширина такого образца должна совпадать с величиной сечения трубы, к которому добавляется еще 1,5 сантиметра. После вышеперечисленных действий заготовка вырезается ножницами по металлу.
Далее конструкция кладется на рабочий стол для обработки вручную изделий из металла и на ней с одной стороны рисуется так называемая линия отгиба, ширина которой должна составлять 0,5 сантиметра (см. видео). Начерченная линия совмещается своими руками с противоположным углом листа металла, а ее край сгибается при помощи плоскогубцев и хорошо прижимается. Таким образом, получается труба из жести. Качественно зафиксировать края такой трубы можно с помощью клепок из стали или алюминия. Для этого в обоих краях трубы из жести нужно сделать отверстия с шагом примерно 3 сантиметра, как, например, на видео.
При медленной загрузке этой страницы основные её изображения можно открыть и посмотреть в каталоге «Чертежи, схемы, рисунки сайта».
Колпак — оголовок из оцинкованной жести для кирпичного столба.
Высоту «h» выбрать любую, или с учётом размеров готового столба. Размеры посадки «а» и «b» иногда полезно увеличить на 5 — 10 мм, в зависимости от качества кладки. Размер «d» можно «прикинуть» рулеткой прямо на столбе, или считайте по нижеприведённой формуле.
* Положить выкройку лицевой стороной вверх. Просверлить отверстие ф3,5 mm. Прогнуть рёбра жёсткости (15mm) вниз почти на 90°. Прогнуть все пунктирные линии на угол 90°. Прогиб линий следует делать в листогибе, хотя бы в самодельном из двух уголков (его сделать недолго). Тогда линии гиба будут прямые, чёткие, без вмятин, и изделие в итоге будет иметь эстетичный вид. Если нет листогиба, то линию «а» и «b» гнуть как обычно; линии «А» и «В» гнуть на куске уголка № 50 — 63 закреплённого на краю верстака полкой вверх. Чтобы гнуть плоскость А или В сразу всю, или почти всю — применить брусок (штакетину) 25×45 мм длиной 30-40 см.
Прогнуть грани по линиям «d» до правильной прямоугольной формы колпака, зонта. Для этого иметь узкую оправку: уголок 50 с обрезанной полкой, или прикреплённую к нему металлическую полосу толщиной 1,5-2 мм, ещё лучше полотно пилы.
Проверить плотность прилегания верхнего (закрывающего) ребра жёсткости к тыльной (задней) плоскости колпака. Ещё раз проверить отсутствие перекоса изделия; наметить тонким маркером ответное отверстие ф3,5 мм; накернить, просверлить, и зафиксировать сборку заклёпкой 3,2 мм.
Догнуть плоскости по линиям «А» и «В» внутрь зонта (на своё место), руками зажав её между полоской металла (толщиной 2 мм, шириной 40-45 мм, длиной ~30 см); и бруском (штакетиной) 25×45 мм подходящей длины. При необходимости уплотнить этот гиб киянкой. При необходимости слегка осадить верх закрывающего ребра жёсткости в вершине колпака.
Нижний пояс колпака можно в выкройку не включать, а изготовить его отдельно. Из полосы соответствующей длины и ширины согнуть прямоугольник посадочных размеров «а» и «b»; отогнуть в его верхней части борты для жёсткости и крепления, и вложить внутрь колпака перед окончательным догибом плоскостей по линии «А» и «B». При необходимости зафиксировать заклёпкой 3,2 мм.
При изготовлении колпаков больших размеров разделить выкройку на две половины, но не по угловым линиям «d», а по серединам противоположных плоскостей-граней. Соединить половины двумя реечными «швами», устанавливая рейки внутри зонта, лицевой стороной к соединению. Фальцевый шов, особенно на крашенном материале, может (и будет) выглядеть неаккуратным. Нижний пояс для больших колпаков делать отдельно.
Внешний вид колпака с маленькой высотой
— смотри рисунок квадратного зонта на странице «Газовая вытяжка».
Упрощённый колпак для столбов
с поясом из кирпича:
Для опорных стоек и металлических столбов из профильных труб применяются в виде маленьких колпачков. Заглушки изготавливаются из более толстого металла, обычно в форме низкой пирамиды.
Изготовление одинарного и двойного соединительного фальца см. на странице «Стальная кровля».
Узел прохода короба вытяжной трубы в кровле крыши.
Короб устанавливается (одевается) на прямоугольный стакан, все стороны которого на 3 — 4 мм меньше сторон короба. Стакан под углом ската крыши склёпан с листом того же цвета, что и цвет кровли. Выкройку короба и установочного стакана разделки удобно чертить на одном жестяном листе. При небольшой высоте конструкции вентиляционный (или защитный, теплоизоляционный) короб можно соединять непосредственно с кровельным листом, т. е. без промежуточного стакана.
Разметить прямоугольное отверстие на обратной (не лицевой) стороне кровельного листа разделки. Размеры листа принять такими, чтобы с достаточным запасом (минимум по 20 см) перекрыть примыкающие к трубам участки кровли, а часть листа со стороны конька накрыть листом кровли сверху.
Проверить плотность установки стакана на листе. Наметить ответные отверстия Ф3,5 мм для крепления заднего борта. Снять стакан, просверлить отверстия. Перед окончательной установкой стакана на лист нанести под борты крепления герметик или любой водо-морозоустойчивый клей. Зафиксировать заклёпками 3,2 мм задний борт; затем боковые и передний.
Стакан и короб (уже с зонтом) поочерёдно установить (одеть) на вытяжные трубы для их тепло-влагоизоляции и улучшения внешнего вида. Со стороны конька крыши в нижней части конструкции дополнительно установить перед ней уголок-отбойник для отвода стекающей воды, особенно в том случае, если напор потока усиливается на крутом или длинном скате крыше.
Квадратный зонт
и его выкройка, выкройка
круглого зонтика
для трубы диаметром 160мм — на странице «Газовая вытяжка».
Зонт, «дымник», флюгарка.
Высоту зонта выбрать любую. Если в торцевых деталях отрезать небольшие участки в их верхнем углу (по линии «К «), то у «дымника» будут два дополнительных окна для вытяжки. Сверху закрыть эти окна выступающим коньком, торцы которого можно срезать фигурно. По уровню этой же линии («К «) можно сделать одно прямоугольное окно в верхней части всего зонта, которое придётся защитить сверху вторым зонтом, но меньшего размера. Флюгарка — зонт с флюгером, часто флюгаркой называют комбинацию из двух зонтов различного размера и формы; один из простых её вариантов на этом . Выкройку основной (большой) детали можно разделить на две одинаковые части — по линии её конька.
В двух торцевых деталях просверлить по четыре отверстия ф 3,5 мм.
Прогнуть все рёбра жёсткости по линиям «d» почти на 90°.
Прогнуть рёбра жёсткости 15 мм по линиям «А» и «В» на 90°.
Прогнуть зонт по линии конька до угла плоскостей.
Прогнуть все линии *60 с учётом уклона плоскостей зонта.
Гибку желательно делать в листогибе — даже самодельный из двух уголков значительно повысит качество гибки линий и внешний вид изделия.
Временно закрепить основную деталь на ровной поверхности, выдерживая размер «В».
Плотно приложить торцевую деталь к основной. Наметить ответные отверстия ф 3,5 мм; просверлить. Зафиксировать сборку заклёпками 3,2 мм.
Стойки сделать из полос этого же материала, свернув полосу (ш.105-110мм, дл. около 40см) дважды — т. е. в три слоя по 35 мм, БЕЗ ОСАДКИ по линиям сгиба для сохранения жёсткости.
Разметка отверстий для крепления стоек к зонту:
В расчёте размера » y
» 3 см принимать к зонту для коробов или поясов из жести, 6 см — к зонту для кирпичной трубы.
Тройник для вытяжки.
Разметить и вырезать отверстие в выкройке основного патрубка «D». На нижнем чертеже представлена (как пример) точная разметка отверстия для входа d 140 mm в D 150 mm. На странице «Газовая вытяжка» дан чертёж разметки входного отверстия для тройника, объединяющего диаметр 120 мм с трубой 140 мм; и отвода диаметром 120 мм, как наиболее часто применяемых при устройстве индивидуального газового отопления в частном доме или в квартире.
Разметка входного отверстия диаметром 140 мм в трубу диаметром 150 мм:
Подготовить фальцы, «прокатать» патрубок «D» в форму трубы, но фальцевый шов не соединять.
Входной патрубок «d» временно установить в свёрнутый (но не уплотнённый по шву) патрубок «D». Выровнять взаимное положение патрубков. Патрубок «d» (входной) отчеркнуть и отрезать по линии входного отверстия. По линии отреза на патрубке «d» отогнуть борт шириной 8 — 10 мм как показано на рисунке. Установить входной патрубок в тройник изнутри «расстёгнутого» проходного патрубка «D», застегнуть фальцы, проверить плотность примыкания деталей. Уплотнить фальцевый шов, просверлить ответные отверстия ф 3,5мм — зафиксировать сборку заклёпками ф 3,2 мм. При необходимости изнутри тройника добавить в линию соединения любой герметизирующий материал: шпаклёвку, краску, герметик.
При устройстве вытяжки от газового оборудования, от отопительного котла или от водонагревательной колонки, плотности соединений следует уделить особое внимание.
Углы, отводы вентиляции и газоходов.
Представлен упрощённый метод разметки линии сопряжения звеньев отвода, который даёт хоть и приближённую, но вполне применимую на практике выкройку. Уменьшение числа звеньев отвода (угла) увеличивает искажение и необходимость корректировки (подрезки) при сборке. Точные выкройки отводов строятся приёмами начертательной геометрии.
Выкройка и разметка линии сопряжения звеньев трёхзвенного отвода на 90 градусов.
Точную (в цифрах) разметку лекальной линии для отвода диаметром 120 мм смотри на странице «Газовая вытяжка». Выкройка и разметка линии сопряжения звеньев для пятизвенного отвода 90 градусов находится на странице «Тройник, отводы, переходы». Лекала левой стороны выкроек зеркально перенести на правую сторону.
Точки разметки соединить в плавную линию, полученное лекало зеркально отразить справа.
Выкройка и приблизительная разметка линии сопряжения двух звеньев прямого угла:
На чертеже дано лекало прямого угла девяносто градусов для трубы диаметром 100 мм.
Кормушка для кроликов.
Выкройка для изготовления кормушки бункерного типа из оцинкованной жести. На чертеже даны размеры деталей кормушки ёмкостью 3,5 л сухого насыпного корма.
Сборку заклёпками можно заменить контактной сваркой или точечной пайкой.
Просверлить все отверстия в деталях первого (пробного) экземпляра. Сделать надрезы по краям линий сгиба задней и внутренней стенок. Прогнуть борты крепления 15 мм на 90 градусов. Линию 25 мм задней стенки прогнуть внутрь примерно на 135 градусов, придать форму лотка кормушки. Согнуть внутреннюю и заднюю стенки до своих рабочих положений, используя боковые стенки в качестве кондуктора. Убедиться в совпадении отверстий. При необходимости подкорректировать их расположение на деталях следующих экземпляров. Соединить заклёпками 3,2мм внутреннюю стенку с обоими боковыми. Вложить в заднюю стенку, установить заклёпки.
Кормушку можно дополнить верхней крышкой и элементами крепления к клетке.
Водосборная воронка, водосточный жёлоб.
Размеры, фигурный обрез верха и художественные элементы водоприёмной воронки — по усмотрению исполнителя. Ширину полосы для выкройки каждой следующей по стоку воды секции жёлоба полезно увеличить на 1 — 2 мм.
В связи с большим количеством материала, некоторые чертежи и рисунки перенесены на другие страницы, в соответствии с их тематикой.
Выкройки конфузора, диффузора, перехода с круглого сечения на круглое другого диаметра (ведро), с прямоугольного сечения на круглое, на прямоугольное — находятся на странице «Чертежи, схемы, рисунки сайта».
Каждый жилой или даже дачный дом, баня, не подключенные к центральной системе отопления, снабжаются теплогенерирующим прибором. Чтобы вывести из внутреннего помещения продукты сгорания топлива в топке к ним подводится канал дымоудаления. Самый доступный по цене вариант – дымоход из оцинковки, в строительных магазинах цена 1 м трубы из этого материала составляет порядка 110 р. Если к этому добавить затраты на поворотные элементы, дефлектор и кронштейны, монтаж обойдется в кругленькую сумму. Однако, в этой статье мы расскажем, как сократить расходы на 60% и как сделать дымоход из стальной трубы своими руками.
Плюс магазинных моделей дымоходов из оцинкованной стали состоит в том, что производители выпускают широкий ассортимент размеров. Кроме того, среди заводской продукции можно найти двухконтурные, снабженные термоизоляцией, гофрированные, обладающие повышенной гибкостью и одноконтурные. Изготовляя самодельный дымоход, приходится ограничиваться только одноконтурными трубами. Чтобы система дымоудаления работала эффективно, следует учесть следующие параметры:
Важно! Лист оцинкованной стали размером 2500х125 мм в строительных магазинах стоит около 600 р, при грамотном раскрое из одного листа получается 8,75 м трубы диаметром 100 мм, получается стоимость 1 м составляет примерно 68 рублей, что дает 60% экономии!
О ведрах оцинкованных: эмалированных, из нержавейки, железных и алюминиевых
Металлические ведра пришли на смену деревянным в быт российского народа уже на рубеже XIX и XX вв. До этого периода простому люду они не были доступны, поскольку являлись дорогими. С развитием металлургической промышленности они вытеснили деревянного предшественника и надежно заняли свои позиции в доме каждого человека. Несмотря на то, что сейчас появились ведра из пластика, ведро металлическое не исчезло из обращения. Более того, многие люди предпочитают простое ведро оцинкованное любому фигурному или складному из пластика.
Видео: изготовление труб
С развитием строительного рынка потребность в трубах их жести мало-помалу падает. Сегодня они эксплуатируются больше как составные украшения интерьера (см. фото). Жесть являет очень тонкие листы стали, которые подвержены появлению ржавчины. Именно поэтому на сегодняшний день вместо нее для изготовления водосточных труб, интересных навесов над ними, а также небольших крыш над печными трубами используют оцинкованное железо. Но все же существуют сферы, где этот материал все еще востребован, например, для изготовления трубы для самовара, консервных банок, тары для лакокрасочных покрытий и химических продуктов, хозяйственных изделий, информационных табличек и другого (см. фото).
Существует несколько видов жести. Так, на сегодняшний день она бывает консервной или пищевой, тонколистовой черной, одно- и двукратной прокатки, а также лакированной. Впервые ее начали изготавливать много лет назад, и делалось это своими руками. Листы материала размером 1х1 метр и толщиной около 2 миллиметров делались при помощи больших молотов, после чего их на некоторое время оставляли в емкостях с молочной кислотой. С того времени технология ее изготовления значительно изменилась и сегодня для этого используются специальные механизмы. Изготовить трубу из таких качественных листов не составляет труда.
Труба из жести – изготовление за 3 шага своими силами
Несмотря на множество различных жестяных заготовок, которые продаются в строительных супермаркетах, иногда при монтаже водостоков, вентиляции или других подобных инженерных систем возникает необходимость в установке деталей нестандартной конфигурации или размера. Потому многие домашние мастера интересуются, как сделать трубу из жести своими руками.
При необходимости жестяную трубу можно сделать самостоятельно
Особенности используемого материала
До того как начинать работу, целесообразно внимательно ознакомиться с особенностями материала, из которого предполагается конструировать трубу. Жесть – это обыкновенный лист стали толщиной от 0,1 до 0,7 мм. Его формируют путем последовательного проката заготовки через вальцы прокатного стана.
Однако на этом обработка не заканчивается. Для того чтобы защитить полученный лист от воздействия коррозии, его необходимо покрыть слоем другого вещества, которое не окисляется на воздухе.
В результате на склад готовой продукции поступают стальные листы, ширина которых согласно ГОСТ может составлять 51,2-100 см, покрытые сверхтонким слоем цинка, хрома или олова.
Обратите внимание!Материал получается очень пластичным, что позволяет обрабатывать его в домашних условиях.
С другой стороны, при обустройстве ребер жесткости вы можете получить конструкцию, которая по прочности не уступает более толстой стали.
Учитывая, что цена на жесть также невысока, ее часто используют для изготовления множества различных деталей сложной формы.
Необходимые инструменты
Для порезки и изгибания листов жести не нужно прикладывать больших усилий. Тем не менее, нелишним будет вооружиться специальными инструментами и приспособлениями, перечень которых приведен в таблице.
| Инструмент | Назначение |
| Ножницы по металлу | Используются для того, чтобы разрезать лист жести на заготовки нужного размера. Максимальная толщина материала, как вы знаете, 0,7 мм, потому достаточно приложить лишь незначительное мускульное усилие. |
| Киянка | Можно заменить ее резиновым молотком, а также стальным инструментом с резиновыми накладками, которые не оставляют на жести вмятин во время использования. |
| Плоскогубцы | Используются для выполнения сгибов. Можно заменить клещами. |
| Верстак | Для разметки и порезки необходимо располагать лист жести на ровной поверхности. Лучше всего использовать столярный верстак, но можно выполнять порезку и на полу, очищенном от крупного мусора. |
| Калибрующие элементы | Их роль выполняет толстостенная стальная труба диаметром около 100 мм (или древесина круглого сечения) и стальной уголок шириной в 75 мм. Его закрепляют на краю верстака или зажимают в столярных тисках. Труба понадобится для изготовления продольного шва трубы. |
| Разметчик | Используется для нанесения разметки на жесть. Представляет собой тонкий стальной стержень с острым концом. |
| Измерительный инструмент | Сюда относятся линейки, рулетки, угольники и другие подобные приспособления. |
Умывальник с тумбой
Более солидный и удобный дачный умывальник своими руками можно сделать с тумбой и собственной опорой для наливной емкости. Такую модель можно устанавливать на улице, на крытой веранде и в доме
. Для ее создания потребуются материалы, однако, из соображений экономии можно не приобретать их специально, а использовать подручные или остатки от строительно-монтажных работ в другом направлении.
Основными элементами такого рукомойника, получившего название «мойдодыр», являются раковина (в этом качестве можно использовать даже старую демонтированную во время ремонта мойку) и наливной бачок, который можно приобрести готовым или сделать своими руками. Во втором случае потребуются определенные навыки. Если предусматривается рукомойник для дачи без подогрева, бачок может быть пластиковым. Если же вы хотите обеспечить максимальный комфорт и снабдить «мойдодыр» нагревательным элементом, желательно выбрать емкость из металла.
Умывальник с тумбой представляет собой каркасную конструкцию, обшитую листовым или панельным материалом. В его качестве могут использоваться:
- фанера,
- пластик,
- поликарбонат,
- панели из полимерного материала,
- листовая сталь и пр.
На фото еще один вариант тумбы, при изготовлении которой использовались деревянные доски
Для каркаса умывальника с тумбой используются деревянные бруски с квадратом в сечении (сторона квадрата 50-80 мм) или уголок из стали 25х25 или 40х40 мм.
Работы выполняются в следующем порядке:
- Замер раковины и расчет габаритов тумбы.
- Раскрой каркасного материала (бруска или уголка) по заданным размерам (8 одинаковых отрезков для формирования верхнего и нижнего горизонтальных квадратов).
- Отрезание вертикальных стоек (4 бруска).
- Сборка (сбивание, сварка и пр.) каркаса.
Важно: Неустойчивые к воздействию влажности материалы при установке умывальника на улице рекомендуется покрасить или покрыть лаком.
Слив воды организуется наиболее удобным способом.
- Проще всего подставить ведро для сбора стоков.
- Для стационарных конструкций можно устроить слив в канализацию или канаву.
- При хорошей проницаемости грунта воду можно дренировать в почву, предварительно засыпав место слива дренажным материалом (щебень, гравий и пр.) на высоту 25-35 см.
При обшивке каркаса на всех стенках тумбы, кроме фронтальной, листы или панели крепятся жестко. В передней части устраиваются две или одна (в зависимости от габаритов изделия) дверки. В тумбе под раковиной помещается бак или ведро, куда будет стекать вода.
Над раковиной следует установить каркасную вертикальную надстройку, на которой будет закрепляться .
Такой умывальник можно снабдить дополнительно столешницей и сушилкой для посуды, изготовленной из реек.
Хотите узнать, ? Тогда читайте нашу отдельную статью с пошаговой инструкцией по работам.