Компактное модульное устройство ЧПУ NC-210, в котором объединены в единое целое блок управления, пульт оператора, станочный пульт и программное обеспечение с высокой степенью функциональности. Эти качества устройств ЧПУ в сочетании с низкой ценой позволяют эффективно использовать их для управления токарными, фрезерными, лазерными, газоплазменными и другим типами станков.
Посмотреть еще дополнительную информацию по «ЧПУ «NC-210» можно по ссылке расположенной ниже:
Юран пишет:
Инструкции к НЦ210 написаны на сверхобразованном языке .
Это не сверхобразованный язык. Это низкокачественный перевод, если не ошибаюсь, с итальянского.
Да. Синтаксис этой системы позаимствован у Olivetti.
И когда попал на станок с допотопной Olivetti, сразу «врубился» в смысл её сиснтаксиса, по аналогии с этой НЦ210.
Но мне не нравятся они обе.
Хотя концептуально НЦ210 выглядит симпатично — DOS, GUI,
но этот архаичный синтаксис и довольно сумбурный интерфейс не вдохновляют.
Источник
Балт-Систем NC-210. Симулятор ЧПУ
Программа предназначена для эмуляции работы систем ЧПУ серии NC-210 и других этой серии.
Для комфортной работы симулятора систем ЧПУ NC-210 желательно использовать компьютер с количеством ядер более одного. Это вызвано тем, операционная система MS-DOS, на которой основан данный симулятор, это система РЕАЛЬНОГО ВРЕМЕНИ.
Поэтому для эмуляции системы MS-DOS виртуальная машина VMWare забирает на себя почти все ресурсы процессора, для работы системы MS-DOS. Тогда для самой операционной системы WINDOWS остается слишком мало ресурсов процессора из-за чего OC Windows начинает «тормозить».
Функциональные возможности симулятора ЧПУ NC-210
Установка симулятора ЧПУ NC-210
Несмотря, на описание установки симулятора ЧПУ NC-210, как на виртуальную машину, так и на реальный ПК на нашем сайте, у пользователей всё равно возникают проблеммы с установкой этого эмулятора. Поэтому мы решили создать готовый образ системы с установленным эмулятором, что способствует резкому облегчению задачи по установке эмулятора ЧПУ NC-110. Порядок установки эмулятора следующий:
- Скачиваем бесплатный проигрыватель виртуальных машин VMWare Player 3
- Устанавливаем его на компьютер
- В конце установки VMWare Player 3 попросит перегрузить компьюер. Соглашаемся
- После перезагрузки, запускаем VMWare Player 3
- В открывшемся окне соглашаемся с лиензионным соглашением
- Всё скопировав все файлы программа установилась. Откроется окно как на рисунке ниже

Загрузка образа виртуальной машины MS-DOS с симулятором ЧПУ NC-210
Чтобы запустить конкретную виртуальную машину с требуемым образом диска нужно нажать «Open a Virtual Mashene». В открывшемся диалоге выбираем требуемый образ — файл с расширением «vmx» и нажимаем кнопку Открыть. После этого слева окна VMWare Player 3 появляется название открытой виртуальной машины, щелкнув левой клавишей мышки, запускаем виртуальную машину.
Скачать готовый образ симулятора (эмулятора) виртуальной машины системы ЧПУ NC-210 можно по ссылке расположенной ниже:
Особенности работы в симуляторе (эмуляторе) NC-110 и NC-210.
- Работа программы эмулятора аналогична работе программного обеспечения УЧПУ и соответствует документации к УЧПУ.
- Имитация конкретного станка. Для имитации конкретного станка, в эмулятор необходимо установить файлы характеризации, программу логики, имитирующую работу станка с отключенными блокировками, и меню станочного пульта.
- Как найти в УЧПУ рабочие файлы характеризации и скопировать их в эмулятор. Чтобы найти в УЧПУ рабочие файлы характеризации и скопировать их в эмулятор, необходимо в режиме КОМАНДА выполните команду VLT. По клавише ENTER. На экран будет выведен список файлов характеризации, например:
AXCONF AXCFIL/MP0
PGCONF PGCFIL/MP0
IOCONF IOCFIL/MP0
.
Нас интересуют только эти строки. В этих строках, в правой колонке, записаны имена файлов характеризации, которые необходимо скопировать в эмулятор в каталог MP0: C:\CNC110\MP0 или C:\CNC210\MP0. - Подготовка скопированных файлов характеризации для работы в эмуляторе.
В файле характеризации осей AXCFIL необходимо отменить сервоконтроль и контроль датчиков, для этого по каждой оси необходимо привести параметры нижеследующих инструкций к следующему виду:
Если в копируемом файле PGCFIL, в первой его строке,первое слово OLD, то замените его словом NEW.
Если УПЛСЭ не обеспечивает необходимые условия для отладки управляющих программ, то обращайтесь к разработчикам программы логики конкретного станка для ее адаптации для эмулятора. Ниже будет приведен пример включения станка в эмуляторе NC-110 и NC-210
— ориентация шпинделя,
— G95 подача мм/об,
— G96 поддержание скорости резания,
— G33, G34, G35, G84 (FIL) — нарезание резьбы.
В состоянии переменной UAS=1 эмулятор обеспечивает поддержку всех функций, описанных во всех руководствах к УЧПУ без исключения.
‘C плюс S плюс символ клавиши’.
Здесь ‘С плюс S’ соответсвует клавишам Ctrl Shift, поэтому эти 2-е клавиши должны быть нажаты одновременно с ‘символом клавиши’. Одновременное нажатие клавиш отмечено символом ‘плюс’ (‘плюс’ — это не клавиша, а информация для пользователя о том, что указанные в строке клавиши д.б. нажаты одновременно).
Общее для эмулятора NC-110 и NC-210 то, что перед включением станка УПЛСЭ д.б. активна. Если в IOCFIL инструкция ALM=0 раскомментирована, то УПЛСЭ загружается автоматически при запуске эмулятора. Если запуск эмулятора был выполнен с закомметированной инструкцией ALM=0, то необходимо сразу выполнить компиляцию УПЛСЭ. Для компиляции необходимо перейти в режим КОМАНДА выбрать в меню «PLC», нажав клавишу ‘F3’ и далее выбрать в меню «Быстрая компиляция», нажав клавишу ‘F2’. Контролирйте сообщение на экране об окончании процесcа компиляции (количество скомпилированных строк, количество ошибок и прочее). Отсутвие ошибок при компиляции позволит корректную работу УПЛСЭ.
Для включения станка в эмуляторе NC-110 необходимо одновременно нажать три клавиши:
‘Сtrl’ плюс ‘Shift’ плюс ‘:’
При этом светодиод клавиши ‘:’, на все время пока станок в эмуляторе включен, будет подсвечен постоянно ярко-зеленым цветом. Для включения станка в эмуляторе NC-210 необходимо: — перейти в видеостраницу #7, для чего в режиме УПРАВЛЕНИЕ СТАНКОМ нажать клавишу ‘F10’;
— выбрать опцию «Вкл. Станка», нажав клавишу ‘F5’; — включить станок, для чего одновременно нажать три клавиши: ‘Сtrl’ плюс ‘Shift’ плюс ‘F1’ (это соответствует нажатию на клавишу F11 в УЧПУ)
При этом в поле F11, на все время пока станок в эмуляторе включен, будет выведена иконка, соответвующее состоянию станка.
Обсудить данную программу можно у нас на форуме здесь
Смотри также:
Посмотреть еще дополнительную информацию по «ЧПУ NC-210» можно по ссылке расположенной ниже:
Источник
Обзор токарного станка 16А20Ф3: специфика конструкции, характеристики
Станок 16А20Ф3 используется для тонкой обработки деталей типа тел вращения в замкнутом полуавтоматическом цикле.
Комплектация электро-, гидро-, пневмооборудования, тип управляющей системы и приводов выбирается по согласованию с заказчиком.
В качестве двигателей главного движения используются асинхронными двигателями с частотным регулированием. Программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта оператора, а так же с кассеты внешней памяти и могут корректироваться с пульта оператора УЧПУ с визуализацией на панели цифровой индикации. Станок 16А20Ф3 оснащен транспортером стружкоудаления, обеспечивающим свободный ход стружки. Станок может выпускаться в специальном и специализированном исполнении. Область применения станка 16А20Ф3: мелкосерийное и серийное производство.
Техническая характеристика станка 16А20Ф3
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 500 |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 320 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 200 |
| Наибольшая длина обрабатываемой заготовки, мм: при 6-позиционной инструментальной головке при 8-позиционной инструментальной головке при 12-позиционной инструментальной головке | 900 750 850 |
| Наибольшая длина заготовки, устанавливаемой в центрах, мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Количество управляемых /одновременно управляемых координат | 2/2 |
| Дискретность задания перемещений, мм | 0,001 |
| Наибольший ход суппорта, мм: продольный / поперечный | 905 / 210 |
| Пределы частот вращения шпинделя, об/мин | 20…2500 |
| Максимальная рекомендуемая скорость рабочей подачи, мм/мин: продольной поперечной | 2000 1000 |
| Максимальная скорость быстрых перемещений , мм/мин: продольных поперечных | 15000 7500 |
| Количество позиций инструментальной головки | 8 (6 или 12 по заказу) |
| Мощность главного привода, кВт | 11 |
| Габариты станка (*-с транспортером стружкоудаления), мм | 3700 (5160*) х 2260 х 1650 |
| Масса станка (без транспортера стружкоудаления), кг | 4000 |
Модернизированный токарный станок с ЧПУ 16А20Ф3
Особенности конструкции 16А20Ф3
— высокопрочная станина выполненная литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки — привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм — высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала — зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя — надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z — станок оснащается системами ЧПУ и электроприводами, как отечественного производства, так и производства зарубежных фирм
— 16А20Ф3 система ЧПУ: NC201M, FMS-3000; электропривода: KEB, OMRON; двигателя АДЧР, OMRON. — 16Б16Т1 система ЧПУ: NC201M, FMS-3000; электропривода: KEB, OMRON; двигателя АДЧР, OMRON. — ТПК125ВН2 система ЧПУ: NC201, FMS-3000; электропривод: Mitsubishi, OMRON; двигатель Mitsubishi, OMRON. — СТМ100П система: NC310; электропривода: OMRON; двигателя OMRON. — 2206ВМФ4 система: NC310; электропривода: KEB, OMRON; двигателя АДЧР, OMRON. Ремонт, модернизация, поставка станков
Станок модели 16А20Ф3 с NC-201М На станке 16А20Ф3 установлена современная система ЧПУ NC-201М.
Краткое описание работ на станке 16А20Ф3: Основные узлы: направляющие, швп, револьверная головка в идеальном состоянии. Модернизация токарно-карусельньного станка.
Станки с ЧПУ после капитального ремонта: 16А20Ф3, 16Б16Т1С1, ТПК125ВН2, СТМ100П, 16к20ф3, 16к30ф3
Предприятие по капитальному ремонту и модернизации токарных станков предлагает станки после капитального ремонта: — 16А20Ф3 система ЧПУ: NC201M, FMS-3000; электропривода: KEB, OMRON; двигателя АДЧР, OMRON. — 16Б16Т1 система ЧПУ: NC201M, FMS-3000; электропривода: KEB, OMRON; двигателя АДЧР, OMRON. — ТПК125ВН2 система ЧПУ: NC201, FMS-3000; электропривод: Mitsubishi, OMRON; двигатель Mitsubishi, OMRON. — СТМ100П система: NC310; электропривода: OMRON; двигателя OMRON. — 2206ВМФ4 система: NC310; электропривода: KEB, OMRON; двигателя АДЧР, OMRON.
Токарный с ЧПУ 16К30Ф3, капитальный ремонт,гарантия на токарный станок с ЧПУ 12 месяцев, приемка по акту. ЧПУ NC-210, гл. привод: Болгария
Предлагаем токарные станки с ЧПУ после ремонта и модернизации 1В340Ф30, 16А20Ф3, 16К30Ф3, 16М30Ф3, 1П756ДФ3, РТ755Ф3, 1740Ф3 и др.
Гарантия 12 месяцев. Нормы точности по паспорту. Срок поставки от 1 месяца. Капитальный ремонт как серийного, так и уникального металлообрабатывающего оборудования (отечественного и импортного производства) по Вашему техническому заданию.
Технические характеристики токарно-винторезного станка 16А20Ф3 с ЧПУ NC-210.
| Величины | ||
| Наибольший диаметр изделия, устанавливаемого над станиной | мм | 500 |
| Наибольший диаметр изделия, обрабатываемой над станиной | мм | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом | мм | 200 |
| Наибольшая длина устанавливаемого изделия в центрах | мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе | мм | 55 |
| Наибольший ход суппорта поперечный | мм | 210 |
| Наибольший ход суппорта продольный | мм | 905 |
| Максимальная рекомендуемая скорость рабочей продольной подачи | мм/мин | 2000 |
| Максимальная рекомендуемая скорость рабочей поперечной подачи | мм/мин | 1000 |
| Количество управляемых координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Точность позиционирования | мм | 0,01 |
| Повторяемость | мм | 0,003 |
| Диапазон частот вращения шпинделя | 1/об. | 20…2500 |
| Максимальная скорость быстрых продольных перемещений | м/мин | 15 |
| Максимальная скорость быстрых поперечных перемещений | м/мин | 7,5 |
| Количество позиций инструментальной головки | 6 | |
| Мощность привода главного движения | кВт | 11 |
| Суммарная потребляемая мощность | кВт | 21,4 |
| Габаритные размеры станка | мм | 3700х2260х1650 |
| Масса станка (без транспортера стружкоудаления) | кг | 4000 |
Токарный станок с ЧПУ 16А20Ф3
Токарный станок 16А20Ф3 — востребованное винторезное металлорежущее оборудование с числовым программным управлением. Хотя производство этой модели приостановлено, она по сей день широко используется на предприятиях. Маркировка станка расшифровывается следующим образом:
- 1 — тип (токарный);
- 6 — подтип (винторезный);
- А — поколение;
- 20 — характеристика относительно высоты центров;
- ФЗ — наличие ЧПУ.
Назначение и возможности станка 16А20Ф3
Станок данной модели используется в ходе токарной обработки внутренних и наружных поверхностей заготовок и деталей различных типов и сложности. Оборудование действует в автоматическом режиме по заранее заданной программе.
Токарный станок отличается высокой точностью и за счет программного управления обеспечивает широкие возможности:
- установка скорости передачи;
- настройка движения подачи, которая влияет на форму готовой детали;
- резьбовая нарезка с помощью резцовой головки;
- настройка количества оборотов шпинделя в минуту.
Все это делает станок 16А20Ф3 универсальным промышленным оборудованием, которое подходит как для мелкосерийного, так и крупного серийного производства.
Преимущества токарного станка 16А20Ф3
Установка оснащается станиной из высокопрочного чугуна, что обеспечивает высокую надежность конструкции и высокий запас прочности. Помимо возможности длительной эксплуатации токарный станок 16А20Ф3 обеспечивает такие главные преимущества:
- наличие в комплекте шпинделя, отличающегося высокой точностью. Это позволяет выполнять обработку заготовок из металлических прутьев. Отверстие шпинделя, с помощью которого фиксируются заготовки, имеет радиус 24,5 мм, благодаря чему появляется возможность производить обработку деталей толщиной до 55 мм;
- шарико-винтовая пара надежно защищено от грязи и пыли. За счет этого токарный станок можно эксплуатировать в течении большого промежутка времени, не прекращая работу для очистки приводы от мелких частиц;
- двигатель обладает номинальной мощностью, равной 11 кВт. Благодаря такой мощности возможно с легкостью выполнять обработку деталей даже на большой скорости подачи.
ООО «ПКФ РемСтан» предлагает станки с ЧПУ модели 16А20Ф3, прошедшие капремонт и модернизацию. Они отвечают всем требованиям современного производства. Нормы точности — по паспорту. Наша компания дает на оборудование гарантию сроком 12 месяцев и осуществляет поставку в сжатые сроки — всего от 1 месяца с момента заказа.
Основные конструктивные узлы
Система управления
Для расширения возможностей, управление 16А20Ф3 осуществляется системой ЧПУ. Оператор производит контроль за работой и наладкой оборудования от пульта управления, который состоит из клавиатуры и монитора. В базовом исполнении станок комплектуется ЧПУ NC-201M (Балт-Систем), а при желании заказчика и другими системами: Siemens, Fanuc. В советское время часто выпускались станки модели 16А20Ф3С32 с УЧПУ «2Р22». Устройства числового программного управления позволяют производить универсальные операции с обрабатываемыми деталями и вести работу в различных режимах.

Станина
Прочная станина отливается из чугуна и имеет прямоугольную форму с ребрами жесткости. На ней базируются все остальные узлы и механизмы. Закаленные шлифованные направляющие станины обеспечивают необходимую точность перемещения суппорта.
Шпиндель
Высокоточный шпиндель монтируется на коническом двухрядном и однорядном подшипниках, которые настраиваются во время сборки на заводе-изготовителе и не требуют дополнительной регулировки в процессе эксплуатации. Вращение шпинделя осуществляется от асинхронного двигателя через ременную передачу. Мощность главного привода 11 кВт обеспечивает крутящий момент на шпинделе 8 кНм. Сам шпиндель установлен в передней бабке, которая крепится на станине и устанавливается в нужном положении регулирующими винтами. На корпусе бабки имеются рукоятки переключения числа оборотов.
Приводы
На токарных станках с ЧПУ устанавливают приводы подач продольного и поперечного направления, которые имеют собственное и независимое друг от друга управление. Они состоят из шарико винтовых передач, частотно регулируемых двигателей, датчиков обратной связи. Характерной особенностью данных узлов является независимость частоты вращения от момента. Такой тип устройств обеспечивает качественную, точную и производительную обработку.
Задняя бабка
С правой части станины установлена задняя бабка, которая крепится на направляющих при помощи рычагов, рукоятки, прижимной планки и эксцентрикового вала. Перемещение пиноли имеет электромеханический привод. В специальном исполнении, ход пиноли контролируется конечными выключателями, передающими сигнал положения пиноли в автоматическом режиме работы.
Токарный патрон
Для фиксации заготовки применяются кулачковые или цанговые патроны с соответствующим усилием зажима, необходимым для точной и качественной обработки. В зависимости от назначения, видов работ и производительности, на станки устанавливают патроны с ручным зажимом, с пневматическим и гидравлическим приводом. У каждого из вариантов есть свои особенности и преимущества.
Револьверная головка
На токарных станках 16А20Ф3 устанавливают револьверные головки 6-ти, 8-ми, 12-ти позиционные с горизонтальной осью вращения. Конструкция инструментального диска имеет гнезда в осевом и радиальном направлении, в которые устанавливают инструментальные блоки. По желанию заказчика станки комплектуются головками различных марок: УГ9326, Pragati, Baruffaldi и т.д.
Пульт управления
Для контроля процессом обработки и положения рабочих узлов станка используют пульт управления, смонтированный на поворотном кронштейне. Удобный интерфейс и интуитивная простота устройства облегчает работу оператора. Блок ЧПУ состоит из органов управления станком, клавиатуры, цветного монитора.
Сервис для токарных станков с ЧПУ модели 16а20ф3
Наша компания специализируется на ремонте и модернизации станков, и модели 16а20ф3 являются одними из самых популярных в сфере металлообработки. Мы готовы выполнить для вас ремонт любой сложности – от капитального до текущего технического обслуживания и наладки или усовершенствование станка под конкретные производственные задачи. На все выполненные работы предоставляется гарантия 12 месяцев.
Преимущества сервиса
Для того чтобы воспользоваться услугами нашей компании, вам достаточно направить заявку на нашу электронную почту. Согласовать все нюансы можно по указанным контактным телефонам. Стандартный срок выполнения работ – 1 месяц. В реальности он зависит от объемов и сложности технического задания, наличия конструкционных узлов для замены, и часто бывает значительно меньше. В любом случае временные рамки оговариваются при подписании договора на выполнение работ.
Модернизация станков 16а20ф3 позволяет:
- снизить энергопотребление агрегата;
- повысить точность и эффективность обработки металла;
- улучшить характеристики станка по сравнению с заявленными в техпаспорте;
- повысить производительность станка в рамках заданной программы.
Ремонтные работы не предполагают усовершенствования паспортных показателей. Они ориентированы на замену изношенных частей и восстановление функционала в соответствии с данными техпаспорта. Тем не менее, исправно работающий станок в любом случае дает более высокую производительность и значительную экономию ресурсов.
Мы производим ремонт станков 16а20ф3 следующих типов:
- восстановление геометрии направляющих, функциональности приводов;
- ремонт электрики – замена коммутационных соединений, датчиков окончания операции и т.п.;
- ремонт стойки ЧПУ без вмешательства в ПО – замена блоков, системы контроллеров, коммутационных соединений.
Сервис капитального ремонта предусматривает полный демонтаж конструкционных узлов, очистку от сора и загрязнений, аудит всех блоков и деталей. По результатам ревизии проводится ремонт или замена изношенных элементов, восстановление технических параметров направляющих и сопряженных поверхностей. Капитальный ремонт может содержать элементы модернизации (например, замена блока ЧПУ на более совершенную модель, монтаж электроавтоматики, установка более скоростных двигателей).
Особым вариантом сервиса, выполняемым нашими специалистами на договорных основах, является плановое техническое обслуживание станков с ЧПУ. Эта услуга подразумевает своевременное выявление деформаций запчастей на ранних стадиях и предупреждение масштабных поломок или аварий, сохранение необходимой точности в обработке деталей без снижения уровня производительности. Систематическое плановое техническое обслуживание позволяет значительно сократить расходы и время на ремонт станка.
Выгодное предложение
Пользуясь услугами нашей компании, вы получаете полностью восстановленную или даже улучшенную на высоком профессиональном уровне функциональность станка 16а20ф3 по цене, не сопоставимой со стоимостью приобретения нового агрегата. Кроме сиюминутной экономии вы получаете перспективную выгоду, заключающуюся в рациональном энергопотреблении и исключении расходов на брак.
В каждом конкретном случае мы учитываем ваши пожелания и особенности производственного цикла, соотносим их с реальным потенциалом станка, его прочностными и функциональными границами.
Услуга ремонта и модернизации 16а20ф3 предоставляется в следующем порядке:
- Проведение ревизии состояния станка на основании поданной заявки. Определяется уровень износа конструкционных узлов, функциональность силовых элементов, состояние аппарата подачи заготовки. По результатам составляется смета, которая согласовывается с заказчиком.
- Составляется план выполнения работ с техническими заданиями и контрольными сроками выполнения.
- Выявляется количество и стоимость элементов, требующих замены – двигателей, переходных фланцев, стойки ЧПУ, угловых и линейных датчиков и прочего, организовывается их поставка.
- Производство ремонтных и монтажных работ в соответствии с планом.
- Контроль качества ремонта: тестирование работоспособности конструкционных узлов и точности позиционирования в течение 24 часов.
- Изготовление партии тестовых деталей с контролем повторяемости параметров.
- Приемка станка заказчиком (пусконаладочные работы, демонстрация усовершенствований, изготовление тестовой партии деталей, подписание акта приемки).
Наши производственные мощности позволяют выполнять все указанные операции на самом высоком уровне и в кратчайшие сроки. Профессиональный подход, контроль качества на всех этапах, предоставление гарантии обеспечивают идеальное соотношение цены и качества услуги для наших заказчиков.
Продажа и ремонт станков 16А20Ф3 после капитального ремонта и модернизации
Модель 16А20Ф3 с NC-210
Условия покупки и стоимость
Чтобы получить развернутую информацию и купить новый токарный станок с ЧПУ 16А20Ф3, Вы можете обратиться по телефону +7(4852) 66-40-25, через форму заказа на сайте или по электронной почте Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. Гарантия составляет 12 месяцев. Цена и сроки поставки рассчитываются исходя из комплектации и исполнения станка. Проводим пусконаладочные работы на территории заказчика с обучением рабочего персонала и изготовлением пробных деталей.
Источник
Эллис питерс воробей под святой кровлей Книга «
0
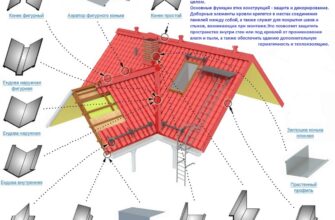
Элементы кровли конек для кровли Конек – это элемент
0
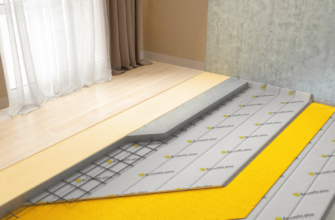
Эластомерик 720 для кровли Выбор материала для кровли —
0

Эластичный материал для кровли 4 буквы Выбор качественного
0

Как написать программу на станок ла155ф30 стойка NC210 часть 1.

система ЧПУ NC-210 на производстве

NC-210 Пример Визуального программирования
Пресс горячего
тиснения
WT-2-210

Инструкция по
эксплуатации
Содержание
1. Общее описание
2. Основные
технические характеристики
3.
Регулировка и настройки
4.
Технологическое описание.
5. Схема
электропульта.
6.
Примечания.
7. Перечень
электрических компонент
Электрическая
схема
8. Перечень
основных узлов
9.
Повседневный уход и устранение неполадок
10. Наиболее
часто встречающиеся недостатки печати
1. Общее описание пресса горячего
тиснения
1)
Пресс горячего тиснения данной серии является горизонтальным. Усилие, создаваемое
рычагом, действует на нагреваемое клише и поверхность заготовки, создавая,
таким образом необходимое рабочее давление. Данный пресс горячего тиснения
используется не только для фольгирования, но также для тиснения и
малогабаритной вырубки.
2)
Данный пресс обладает широкой областью применения, что позволяет производить
тиснение рисунков на таких изделиях, как различные визитки, открытки, изделий
из резины, дерева, бумаги, кожи, пластика, для тиснения упаковки продуктов и
средств гигиены.
3)
Для того, чтобы пользователь мог безопасно, эффективно и оперативно
использовать пресс горячего тиснения, перед работой необходимо тщательно
изучить данную инструкцию, а в случае возникновения каких-либо вопросов
связаться с сервисным центром.
2. Основные технические характеристики пресса горячего тиснения
1)
Площадь печати: до 210х290 мм
Рабочий
ход клише: 40 мм
Источник
питания: АС 220В/50Гц
Размер
рабочего стола: 400х320 мм
Мощность
нагрева: 1 КВт
Масса
нетто: 130 кг
Габариты: 0,6
х 0,65 х 0,9 м
Диапазон
выбора температуры: до 299°С
2).
Справочные коэффициенты температуры тиснения:
|
№ |
Материал |
Температура |
Примечание |
|
1 |
Бумага |
85-120 |
|
|
2 |
Мягкий |
65-80 |
|
|
3 |
Мягкий |
75-85 |
|
|
4 |
Твердый |
100-135 |
|
|
5 |
Выделанная |
75-85 |
100-130 |
|
6 |
Телячья |
120-150 |
|
|
7 |
Искусственная |
160-180 |
3. Регулировка и настройки пресса горячего тиснения
1)
Регулировка баланса:
Сначала
следует поместить пресс горячего тиснения на ровную устойчивую поверхность.
Пресс перед выпуском с завода отрегулирован, если необходимо поменять клише или
произвести другие регулировки, проделайте это в следующей последовательности:
А.
Закрутите по часовой стрелке подъемный ворот 16 вертикального подъемного винта
с помощью 4-х ручек.
В.
Нажать на рабочую ручку 9 и прижать плиту, удерживающую клише 13 к рабочему
столу 4.
С.
Добиться идеально ровного состояния, положив в образовавшийся просвет тонкий
лист бумаги таким образом, чтобы он был равномерно прижат, и невозможно было бы
его вынуть, не разорвав.
D.
С помощью 4-х винтов балансировки рабочего стола, расположенных снизу,
отрегулируйте наклон рабочего стола.
2)
Установка температуры:
В
зависимости от материала печатного объекта необходимо подбирать соответствующий
тип фольги и регулировать температуру тиснения. Необходимо учитывать и качество
материала. На регуляторе температуры с помощью поворотного регулятора
установить необходимую температуру. Во время нагревания на датчике температуры
загорятся красный и зеленые светодиоды. После нагрева до заданной температуры
зеленый индикатор гаснет, далее пресс горячего тиснения будет автоматически
поддерживать температуру.
3)
Регулировка длины промотки рулонной фольги:
На
данном прессе горячего тиснения подача фольги регулируется с помощью временного
прерывателя. На электрощите расположен временной прерыватель (Диапазон
срабатывания 0-5 сек. и 0-30 сек.). Перед началом работы пользователь может
поворотом регулятора со шкалой установить требуемое время промотки фольги,
исходя из требований к печати, чем дольше временной показатель, тем больше
длина фольги.
4)
Факторы, влияющие на эффективную печать:
Сила
нажима, время нажима, температура и тип фольги оператор должен выбирать исходя
из характеристик используемых материалов.
5)
Регулировка рабочего давления:
Механика
данного пресса горячего тиснения позволяет развивать рабочее давление примерно
до 4 тонн. Контроль времени прижима осуществляется оператором с помощью
рабочего рычага 9, который плотно прижимает плиту, удерживающую клише к
рабочему столу 4. С помощью поворотного ворота 16, расположенного на
вертикальном подъемном винте 2, отрегулировать рабочий стол таким образом,
чтобы его поверхность находилась в 3-4 мм от точки максимального давления. Пользователь сам точно выбирает подходящие параметры, исходя из физических особенностей
заготовки. В случае, если рабочее давление недостаточно, следует
подрегулировать поворотный ворот 16, расположенный на вертикальном подъемном
винте 2 (уменьшив рабочий ход).
6)
Установка фольги (см. рис. на стр. 7):
А.
Выбрать тип фольги исходя из особенностей заготовки.
В.
Рулон устанавливается на держатель фольги 6. Вытяните передний край фольги,
протяните через поддерживающие оси, проденьте фольгу между резиновым и
металлическим валиками, после чего закрепите на катушке приема фольги.
С.
Устанавливать рулон с фольгой следует таким образом, чтобы лицевой слой фольги
располагался к заготовке.
D.
Путем регулировки длины и угла наклона поддерживающих осей, разместить фольгу на
расстоянии примерно в 10 мм от плиты, удерживающей клише.
4. Технологическое описание пресса горячего тиснения
1).
Положить на рабочий стол ровную резиновую или другую прокладку, закрепить клише
на плите, удерживающей клише.
2).
Закрепить фольгу согласно инструкции, не следует ее чрезмерно натягивать или
ослаблять, обратить внимание на то, чтобы она была расположена лицевой стороной
к заготовке, изменяя угол наклона поддерживающих осей отрегулировать длину
фольги, расположить ее примерно в 10 мм от клише.
3).
Включить питание, установить значения температуры, пресс горячего тиснения
нагреется.
4).
Заготовку положить на рабочий стол, нажать на рабочую рукоятку и сделать
пробный оттиск. В случае неудовлетворительного качества следует изменить
настройки.
5).
Если необходимо остановить пресс горячего тиснения, нужно выключить
прерыватель.
5. Схема электропульта пресса горячего тиснения
А.
Временной прерыватель (от 0 до 5 сек., есть 4 позиции, до 30 сек.),
пользователь устанавливает требуемое значение, по умолчанию на прессе горячего
тиснения установлено 5 сек.
В.
Регулятор температуры (от 0 до 300 С).
С.
Индикатор питания.
D.
Индикатор протяжки фольги.
Е.
Выключатель питания, левое положение — вкл., правое – выкл.
6. Примечания пресса горячего тиснения
1).
Подбирайте клише в зависимости от площади и материала тиснения.
2).
Во время тиснения необходимо избегать чрезмерного давления клише на рабочий
стол. Не следует применять к рычагу ударную нагрузку.
3).
Перед работой необходимо проверить работу механических узлов, надежность
проводов и наличие заземления.
4).
Тип фольги подбирается в зависимости от запечатываемого материала.
5).
Во время работы избегать соприкосновений с клише и плитой, удерживающей клише
во избежание ожогов.
6).
Если необходимо покинуть рабочее место, следует обесточить пресс горячего
тиснения.
7. Перечень электрических компонентов пресса горячего тиснения
|
№ |
Обозначение |
Наименование |
Кол-во |
Прим. |
|
1 |
ST3A-A |
Временной |
1 |
KT |
|
2 |
TEG01 |
Регулятор |
1 |
TEG |
|
3 |
Y090 |
Выключатель |
1 |
NK |
|
4 |
AD11-2240 |
Индикаторы |
2 |
HL EL |
|
5 |
B090/220 |
Проводящий |
1 |
KM |
|
6 |
RT14-20 |
Предохранитель |
1 |
FU |
|
7 |
AE7311 |
Включатель |
1 |
SA |
|
8 |
JQX-13F/220V |
Малый |
1 |
KA |
|
9 |
NL18-20 |
Выключатель |
1 |
HK |
|
10 |
M |
Электродвигатель |
1 |
M |
|
11 |
E/M |
Парный |
1 |
Электрическая схема пресса горячего тиснения

8. Перечень основных узлов пресса горячего тиснения
|
№ |
Наименование |
№ |
Наименование |
|
1 |
Основание. |
14 |
Слип |
|
2 |
Вертикальный |
15 |
Балансир |
|
3 |
Скоба |
16 |
Подъемный |
|
4 |
Рабочий |
17 |
Винт-фиксатор. |
|
5 |
Поддерживающие |
18 |
Винт |
|
6 |
Держатель |
19 |
Выдвижная |
|
7 |
Электрощит. |
20 |
Узел |
|
8 |
Станина. |
21 |
Закрепительный |
|
9 |
Рычаг. |
22 |
Передающий |
|
10 |
Включатель |
23 |
Электродвигатель. |
|
11 |
Катушка |
24 |
Фиксатор. |
|
12 |
Катушка |
25 |
Прерыватель. |
|
13 |
Плита |


9. Повседневный уход и устранение
неполадок пресса
горячего тиснения
1)
Поддерживайте чистоту пресса горячего тиснения.
2)
Периодически чистите и смазывайте рабочие узлы, добавляйте машинное масло в
рабочие узлы, в которых происходит трение деталей. Смазку производите не реже
одного раза в две недели.
3)
В случае возникновения неисправностей пресса горячего тиснения, для их
устранения, вызывайте квалифицированного специалиста. Самостоятельный ремонт
может привести к получению травм и окончательному выходу пресса горячего
тиснения из строя.
Возможные
неполадки и их устранение пресса горячего тиснения
1.
При подключении к сети пресс горячего тиснения не включается.
Проверьте
сетевой шнур и исправность предохранителей.
2.
При включении питания электродвигатель не работает, индикатор фольги не горит.
Проверьте
положение включателя хода, исправность выключателя, осмотрите электродвигатель.
3.
Индикаторы температуры и сети горят, но пресс горячего тиснения не нагревается.
Проверьте
крепление нагревательного элемента и его исправность. Измерьте значение
сопротивления нагревательного элемента, оно должно быть в разумных пределах.
Внимание:
Для безопасной работы пресса горячего тиснения требуется его заземлить. Все
проверки должны производиться при отключенном питании.
4.
Безостановочная работа электродвигателя протяжки фольги.
Проверьте
исправность временного прерывателя, измерьте значение его сигнала. Проверьте
исправность малого прерывателя, расположенного в электрощите (JQX-13F/220V).
5.
Недостаток тяги электродвигателя.
Проверить
или заменить конденсатор.
10. Наиболее часто встречающиеся
недостатки печати пресса
горячего тиснения
1.
Частичное непропечатывание рисунка.
А. Плохое совпадение плоскостей
заготовки и клише.
В. Неровность клише.
2.
Плохое наложение оттиска.
А. Недостаточная температура.
В. Перегрев.
С. Неправильно подобран тип фольги.
3.
Расплывчатое обугливание рисунки.
А. Чрезмерное давление.
В. Высокая температура.
-
Contents
Table of Contents -
Bookmarks
Quick Links
CNC210
Operating Manual
CNC lathe
Model CNC210
OPERATING MANUAL
(Mechanical part)
WMT CNC INDUSTRIALCO.,LTD
Related Manuals for WMT CNC210
Summary of Contents for WMT CNC210
-
Page 1
CNC210 Operating Manual CNC lathe Model CNC210 OPERATING MANUAL (Mechanical part) WMT CNC INDUSTRIALCO.,LTD… -
Page 2: Table Of Contents
CNC210 Operating Manual Contents 1.General Instruction……………………………………………………2 2 Safety guide for operating this machine………………………………3 3.Lifting and Installing………………………………………..8 4.Technical data………………………………………………………11 5.Machine structure……………………………………………………12 6.Operating instruction and safety protection……………………….…15 7.Inspection and maintenance…………………………………………16…
-
Page 3: General Instruction
CNC210 Operating Manual Note:Please read the operation manual carefully before using the machine. 1.General Instruction 1.1 The scope and purpose of this operation manual . This manual is written for the flat bed CNC lathe to guide the user to accurately use the machine which produced by our company , please read it carefully.
-
Page 4: Safety Guide For Operating This Machine
CNC210 Operating Manual C.Altitude:1000 meters below D. Radiation: Avoid the change of ambient temperature caused by direct sunlight or other heat radiation E.Installation position should be far away from the vibration source and inflammable and explosive materials, away from the electromagnetic interference area…
-
Page 5
CNC210 Operating Manual 3.1 The requirement to the operation and maintenance person. The operation who use the machine should be well trained and should be qualified. Before using the machine ,the operation should carefully read the manual operation ,and fully understand what mention in the manual operation. -
Page 6
CNC210 Operating Manual H:you should confirm in advance before you operation the switch,no mistakes,or prone to accidents. Don’t touch the switch at will. 3.3 Requirement before power supply Danger: Cable, coil, wire, electrical components, if there is damage, will produce leakage, causing electric shock accident. -
Page 7
CNC210 Operating Manual C:Please check the protective cover and door and other safety devices are safe, normal work. D:Please check the belt, if not meet the requirements of the specification, please adjust or replace. The belt should be intact without damage. -
Page 8
CNC210 Operating Manual D: Don’t use hands or clothes in contact with rotating work piece and the main spindle. E:In the process of automatic ,please don’t open the guard door of the machine. F:In heavy duty processing, should avoid chip accumulation, because hot chips may cause fire, heat accumulation will cause the thermal deformation of the machine, affect the processing precision. -
Page 9: Lifting And Installing
CNC210 Operating Manual A:Front and behind protection and cooling protection. B:exceed range limited device(According to the specific configuration) C:Storage stroke limiting device(NC software) 3.12 The work before repair Warning: A: Without permission to do any maintenance work. B:Replacement parts, vulnerable parts should be arranged advanced.
-
Page 10
CNC210 Operating Manual The machine adopts waterproof package, and the key parts coated with antirust oil, packaging box using the anti vibration and impact measures, can guarantee in ℃to 55℃ temperature range safety transportation and storage. But the packaging box absolutely not allow upside down or tilt more than 50, does not allow violent impact and vibration, so as to avoid damage to the internal device. -
Page 11
CNC210 Operating Manual Attention: The best way to adjust the install position is the forklift. Note: using the circular vibration pad iron (Random) 4.3.2 lifting requirements The machine and the packing box is not recommended for lifting and adjusting the installation position, it is best to use a forklift truck, if not to have to be suspended, please pay attention to the following requirements. -
Page 12: Technical Data
CNC210 Operating Manual Covers an area including the machine tool itself covers an area of operation (see figure below). 4.4.2 Temporary level adjustment A:Lift or fork the machine, adjusting the pad iron bolts penetrated into the base of the anchor bolt hole.
-
Page 13: Machine Structure
CNC210 Operating Manual C:6 months later, we can change the appropriate extension of the inspection period, according to the machine ,until the change is stable to a certain extent, a year can be one to two times the inspection. 5 Structure of machine 5.1 Machine layout…
-
Page 14
CNC210 Operating Manual 1.main motor 2.Multi wedge belt 3.Z axis feed motor 4.Angular contact bearing 5.Deep groove ball bearing 6. Spindle 7. Angular contact bearing 8.Longitudinal lead screw 9.Deep groove ball bearing, 10, X axis feed motor 11.Synchronous belt 12.Angular contact bearing 2.13. -
Page 15
CNC210 Operating Manual X axis, Z axis feed motion is by two step through the coupling (synchronous belt and synchronous belt wheel) connected with the ball screw nut pair then by the ball screw nut transfer to the carriage or in a small trailer to achieve. Ball screw nut pair has been pre- tight, can achieve high precision gap less transmission 5.2.4 photoelectric encoder drive system… -
Page 16: Operating Instruction And Safety Protection
CNC210 Operating Manual Lubrication diagram Note: before processing should clean up the rail surface, especially machining of cast iron or to produce debris non-ferrous metal pieces should be often wipe the surface of the guide rail, and to ensure adequate lubrication.
-
Page 17: Inspection And Maintenance
CNC210 Operating Manual operator and the environment ,the protective doors with transparent material, we can clearly see the machine’s running situation when in processing. B: The protection of X and Z axis. X, Z axis adopts metal protection, can effectively block cutting fluid and scrap iron .
-
Page 18
CNC210 Operating Manual 1. Whether there is noise and shake Moving parts 2. Whether the shift is smooth and normal. 1. Whether the switch and the hand shank is Operation panel normal 2. Whether can display the alarm. Safety device Function is normal. -
Page 19
CNC210 Operating Manual A:whether the cooling pump is working properly ,no noise, flow and rated value. B:whether the cooling liquid need to be replaced:when the nozzle out of the water reduction, should check the level of the tank, timely replenishment. If it is too dirty, please timely replacement. -
Page 20
CNC210 Operating Manual Between small carriage and the carriage, carriage and bed ,the sliding surface are used angle plug iron, the plug iron inclination to 1:100. Inclined plane with the surface after distribution scraping, and ensure good contact, when the gap is bigger, you can use the screws at the ends of the gradual adjustment of the position of the plug iron to adjust the size of the gap. -
Page 21
CNC210 Operating Manual Tail sleeve lubricating is not in a good condition. 7.5.10 The runout of the tail sleeve center is too large. A:The tailstock bear a large thrust . B: The gap between tail stock and tail stock sleeve is to large. -
Page 22
CNC210 Operating Manual CNC210-04A-008 spacer CNC210-04-004 Bearing gland GB70-85 Screw M4╳14 GB1387-92 Skeleton oil seal 16╳28╳7 CNC219094A-002 Z axis ball screw 1set GB70-85 Screw M4╳14 CNC210-05A-001 Connection seat GB118-2000 Taper pin 6╳20 GB70-85 Screw M6╳18 CNC210-05-002 Nut seat GB/T276-94 Bearing 6200-2Z P5 GB70-85 Screw M6╳30… -
Page 23
CNC210 Operating Manual Three jaw chuck Φ100 CNC210-02B-001 Spindle GB897-88 Double end studs M8╳30 GB41-2000 Nut M8 GB1096-79 Key 6╳40 GB70-85 Screw M6╳14 CNC210-02B-002 The spindle end cover CNC210-02B-003 Shield ring GB/T292-94 Duplex angular contact bearings in pairs 7008C-DB P4… -
Page 24
CNC210 Operating Manual CNC210-02B-013 synchronous pulley B GB/T88-2000 Allen flat end set screws M5╳8 GB70-85 Screw M6╳16 GB95-85 Flat washer 6 CNC210-02B-014 The encoder seat The encoder ZSP5208 GB70-85 Screw M5╳12 Drawing of carriage assembly Part s list Parts No. -
Page 25
CNC210 Operating Manual CNC210-03A-007 The adjusting screw CNC210-03A-005 Briquetting GB97-2000 Six pyramid end screw M4╳8 GB/T77-2000 Allen flat end set screws M4╳6 CNC210-03A-006 Carriage gib WM180V-02-031 Scraping the crumbs board A CNC210-03A-001 Carriage GB/T276-94 Bearing 619/8-2Z CNC210-03A-003 X axis ball screw seat GB70-85 Screw M6╳25… -
Page 26
CNC210 Operating Manual CNC210-03A-008 X axis motor cover GB70-85 Screw M5╳10 Feed motor GB70-85 Screw M4╳14 GB/T78-2000 Six pyramid end screw M5╳5 CNC210-03-004 Scraping the crumbs board A Synchronous belt 60XL037 GB70-85 Screw M5╳16 CNC210-03-008 The motor mounting plate GB70-85 Screw M5╳20… -
Page 27
CNC210 Operating Manual WM180V-05A-005 Tailstock end cover WM180V-05A-009 Calibration loop WM180V-05A-004 Hand wheel WM180V-05A-019 JB/T7270.1-94 Handle B-M5╳40 WM180V-05A-010 Leaf spring GB1096-79 Key 4╳12 GB1155-79 Oil cup 6 GB/T79-2000 Screw M5╳6 WM180V-05A-006 Lock pressing sleeve WM180V-05A-015 Lock screw JB/T7270.1-94 Handle HY8310.1 B-M6╳50…

-
Уже зарегистрированы? Войти
Войти
-
Запомнить
Не рекомендуется для компьютеров с общим доступом -
Войти анонимно
-
Забыли пароль?
-
Регистрация
Изменение в правилах «Опознайки»
Один объект для опознания — одна тема.
Запрещается размещать групповые фотографии или несколько разных объектов для опознания.
Авторизация
Подписчики
6

Автор
VMKruzer
- Найти другие файлы
1 изображение
Информация о файле
Инструкция по эксплуатации для настольного токарно-винторезного станка WM210V. На русском языке
Официальная инструкция от Foreintel Store (Китай)
2
Предыдущий файл
CJ0618 (CQ0618) настольный токарный станок. Паспорт (русский яз.)
Следующий файл
Параметры НЦ-31