
-
Contents
-
Table of Contents
-
Bookmarks
Quick Links
Installation and user’s guide
H-2000-5018-10-A
TS27R – tool setting probe
Related Manuals for Renishaw TS27R
Summary of Contents for Renishaw TS27R
-
Page 1
Installation and user’s guide H-2000-5018-10-A TS27R – tool setting probe… -
Page 2
Publications for this product are available by scanning the barcode or visiting www.renishaw.com/ts27r. Für dieses Produkt stehen weitere Informationen zur Verfügung. Scannen Sie dazu den Barcode oder besuchen Sie www.renishaw.de/ts27r. Para acceder a las publicaciones sobre este producto escanee el código de barras o visite www.renishaw.es/ts27r. -
Page 3
Le pubblicazioni relative a questo prodotto sono disponibili scansionando il codice a lato oppure visitando il sito: www.renishaw.it/ts27r. 日本語 本製品に関する資料については、 バーコードをスキャンするか www.renishaw.jp/ts27r をご覧ください。 Если вас интересует информация об этом продукте, отсканируйте штрих-код или посетите сайт www.renishaw.ru/ts27r. 中文 可通过以下方式获得此产品的相关文档: 扫描二维码,或访问 (简体) www.renishaw.com.cn/ts27r。… -
Page 4
© 1995–2020 Renishaw plc. All rights reserved. This document may not be copied or reproduced in whole or in part, or transferred to any other media or language, by any means, without the prior written permission of Renishaw. The publication of material within this document does not imply freedom from the patent rights of Renishaw plc. -
Page 5: Table Of Contents
Contents Safety …………..2 Recommended connection diagram for TS27R with MI 8-4 interface ……14 Safety …………2 TS27R probe system ………4 Fitting the stylus and captive link ….16 Introduction ………..5 Break stem …………17 Operation …………6 Stylus level setting ……….18 Achievable set-up tolerances ……6 Recommended rotating tool feedrates ..6…
-
Page 6: Safety
Refer to the machine supplier’s operating to function in accordance with these regulations: instructions. The TS27R system must be installed by a • any interface MUST be installed in a position competent person, observing relevant safety away from any potential sources of electrical precautions.
-
Page 7
Safety Equipment operation If this equipment is used in a manner not specified by the manufacturer, the protection provided by the equipment may be impaired. -
Page 8: Ts27R Probe System
TS27R probe system Diameter setting Alternative interface units Rotate tool in TS27R probe reverse direction Cable MI 8-4 interface machine controller HSI interface Machine table T slot HSI-C interface 1. Stylus 7. Stylus level alignment – adjusting screws 2. Stylus holder for disc or square styli 8.
-
Page 9: Introduction
TS27R probe system Introduction The TS27R probe is used for tool setting on CNC machining centres. For tool length measurements and broken tool detection, the tool is driven against the probe’s stylus in the Z axis. Rotating tools can be set in the X and Y axes for tool radius offsets.
-
Page 10: Operation
Cutters should be rotated in reverse to the cutting Software routines for tool setting are available direction. from Renishaw for various machine controllers and are described in the Probe software for machine tools – programs and features data sheet First touch – machine spindle rev/min (Renishaw part no.
-
Page 11: Specification
Specification Principal application Tool measuring and broken tool detection on all sizes of vertical and horizontal machining centres and all gantry machining centres. Transmission type Hard-wired transmission Receiver/interface MI 8-4, HSI or HSI-C Recommended styli Disc stylus (tungsten carbide, 75 Rockwell C) or Square tip stylus (ceramic tip, 75 Rockwell C) Weight with disc stylus 1055 g (37.21 oz)
-
Page 12
Trigger force is measured with a 50 mm (1.97 in) stylus. Note 3 These are the factory settings; manual adjustment is not possible. NOTE: For stylus recommendations, refer to the Styli and accessories technical specification (Renishaw part no. H-1000-3200). -
Page 13: Dimensions
Dimensions overtravel overtravel 5.5 (0.21) at Minimum 10° stylus centre in all axes 47 (1.85) 56 (2.20) 27 (1.06) 8 (0.31) X/Y X/Y Stylus Stylus pivot point Conduit adaptor Machine table Ø54 (Ø2.125) PCD T bolt assembly Ø62.5 (Ø2.46) to be supplied by user. Two holes Bolt diameter M12 (0.50) maximum for Spirol…
-
Page 14: Installation
However two Spirol ® pins (supplied in the probe kit) may be fitted on installations where there is a requirement to remove and remount the TS27R. To fit the Spirol pins, drill two holes in the machine table ®…
-
Page 15: Interfaces
Renishaw recommends that Thomas and Betts tool setting probe and an inspection probe. Type EF conduit, or a suitable alternative, is fitted to all installations. The TS27R conduit adaptor The HSI and HSI-C interfaces are used with the accepts Ø11 mm (0.43 in) flexible conduit.
-
Page 16: Recommended Connection Diagram For Ts27R With Hsi-C Interface
Recommended connection diagram for TS27R with HSI-C interface HSI-C interface Machine tool NOTE: When Probe connector (5-way) TS27R tool connecting the TS27R setter probe to the HSI-C Blue Block 4 TS27R 17. Screen interface, please use probe 16. Standard probe input + the connection labelled 15.
-
Page 17: Recommended Connection Diagram For Ts27R With Hsi Interface
Recommended connection diagram for TS27R with HSI interface HSI interface Machine tool NOTE: When Standard connector (3-way) connecting the TS27R TS27R tool setter probe to the HSI Blue 1 Probe Input + interface, please use TS27R probe the connection labelled 2 Probe Input −…
-
Page 18: Recommended Connection Diagram For Ts27R With Mi 8-4 Interface
Recommended connection diagram for TS27R with MI 8-4 interface MI 8-4 interface CNC controller +Vdc from I/O supply A10 isolated output + supply SKIP input (G31) A11 probe status output (totem pole) −Vdc from I/O supply A12 isolated output − supply Screen B4 SELX−…
-
Page 19
Recommended connection diagram for TS27R with MI 8-4 interface Machine tool Screen TS27R tool setter Blue Probe + Probe input TS27R probe Probe − For information regarding these connections, see the MI 8-4 interface unit 100 nF installation and user’s capacitor* guide (Renishaw part no. -
Page 20: Fitting The Stylus And Captive Link
Fitting the stylus and captive link Spanner 5 mm A/F TS27R 2.5 Nm – 2.7 Nm Stylus (1.84 lbf.ft – 1.99 lbf.ft) Stylus Break stem holder Captive link 2 mm A/F 1.0 Nm – 1.2 Nm (0.74 lbf.ft – 0.89 lbf.ft)
-
Page 21: Break Stem
2.5 Nm – 2.7 Nm (1.84 lbf.ft – 1.99 lbf.ft) Stylus and holder NOTE: Earlier versions of the TS27R were Place the stylus and holder onto the break stem supplied with cup-pointed grubscrews and a and loosely fit grubscrew B.
-
Page 22: Stylus Level Setting
Stylus level setting L3 and L4 CAUTION: Do not stress the break stem 2.5 mm A/F Square stylus Disc stylus 0.7 Nm – 0.9 Nm (0.52 lbf.ft – 0.66 lbf.ft) Side Back Side Front H, L1 and L2 Screw with 4 mm A/F spring washer 4.6 Nm –…
-
Page 23: Square Stylus Alignment
Square stylus alignment CAUTION: Always hold the support bar 2 mm A/F in position to counteract twisting forces 1.0 Nm – 1.2 Nm L3 and L4 and avoid over-stressing the stylus (0.74 lbf.ft – 0.89 lbf.ft) level break stem. coarse rotational side to side adjustment 2.5 mm A/F…
-
Page 24: Service And Maintenance
Ensure the probe is firmly secured to its mounting. equipment is a highly specialised operation, which must be carried out at authorised Renishaw The probe requires minimal maintenance as it is service centres. designed to operate as a permanent fixture on…
-
Page 25: Diaphragm Maintenance
Diaphragm maintenance C spanner 3.6 Nm – 4.4 Nm (2.66 lbf.ft – 3.25 lbf.ft) Spanner 5 mm A/F 2.5 Nm – 2.7 Nm (1.84 lbf.ft – 1.99 lbf.ft) Break stem Front cover with O-ring Captive link 1. Remove the stylus and holder (see page 17). 4.
-
Page 26: Parts List
HSI stylus 19.05 mm (0.75 in) and HSI interface. TS27R (disc) A-2008-0368 TS27R holder, probe module, break stem (× 2) and disc stylus Ø12.7 mm (Ø0.5 in). TS27R A-2008-0388 TS27R holder, probe module, break stem (× 2) and stylus holder (without stylus).
-
Page 27
Parts list Type Part Number Description Square stylus A-2008-0384 Square tip stylus 19.05 mm (0.75 in), ceramic tip, 75 Rockwell C. Grubscrew P-SC11-0404 Grubscrew (flat end) for stylus holder M4 × 4 mm (two required). Screw P-SC01-X406 M4 cap head screw for stylus holder (one required). C spanner A-2008-0332 C spanner –… -
Page 28
Parts list Type Part Number Description Publications. These can be downloaded from our website at www.renishaw.com. TS27R H-2000-5018 Installation and user’s guide: TS27R tool setting probe. MI 8-4 H-2000-5008 Installation and user’s guide: MI 8-4 interface unit. HSI QSG H-5500-8550 Quick-start guide: for rapid set-up of the HSI interface. -
Page 29: General Information
Trade marks exclusions from the warranty are if the equipment has been: RENISHAW and the probe symbol used in the RENISHAW logo are registered trade marks of • neglected, mishandled or inappropriately Renishaw plc in the United Kingdom and other used;…
-
Page 30: Changes To Equipment
Renishaw reserves the right to change equipment specifications without notice. Renishaw plc declares under its sole responsibility CNC machines that the TS27R is in conformity with all relevant Union legislation. CNC machine tools must always be operated by fully trained personnel in accordance with the The full text of the EU declaration of conformity is manufacturer’s instructions.
-
Page 31: Weee Directive
(EC) No. 1907/2006 (“REACH”) relating to products containing substances of very high concern (SVHCs) is available at: www.renishaw.com/REACH The use of this symbol on Renishaw products FCC Information to user (USA only) and/or accompanying documentation indicates that the product should not be mixed with 47 CFR Section 15.19…
-
Page 32
General information 47 CFR Section 15.105 This equipment has been tested and found to comply with the limits for a Class A digital device, pursuant to part 15 of the FCC Rules. These limits are designed to provide reasonable protection against harmful interference when the equipment is operated in a commercial environment. -
Page 33
General information 雷尼绍(上海)贸易有限公司 如果测头测量失败,则有误发测头已复位状态信号 的可能。切勿单凭测头信号来停止机床运动。 中国上海市静安区江场三路288号 18幢楼1楼 设备安装商须知 200436 雷尼绍所有设备的设计均符合相关的EU和FCC监 T +86 21 6180 6416 管要求I为使产品按照这些规定工作,设备安装商有 F +86 21 6180 6418 责任保证遵守以下指导原则: E shanghai@renishaw.com • 任何接口的安装位置必须远离任何潜在的电噪 www.renishaw.com.cn 声源,如变压器、伺服系统驱动装置等; • 安全须知 所有0伏/接地连接都应当连接到机床接地终端 上(“接地终端”是所有设备地线和屏蔽电缆 用户须知 的单点回路)。这一点非常重要,不遵守此规 定会造成接地之间存在电位差; 在所有涉及使用机床或坐标测量机 (CMM) 的应用 中,建议采取保护眼睛的措施。 •… -
Page 36
Renishaw plc +44 (0)1453 524524 +44 (0)1453 524901 New Mills, Wotton-under-Edge uk@renishaw.com Gloucestershire, GL12 8JR United Kingdom www.renishaw.com For worldwide contact details, visit www.renishaw.com/contact *H-2000-5018-10*…
Предложите, как улучшить StudyLib
(Для жалоб на нарушения авторских прав, используйте
другую форму
)
Ваш е-мэйл
Заполните, если хотите получить ответ
Оцените наш проект
1
2
3
4
5
Установка и настройка системы измерения RENISHAW на станок Sanco с ЧПУ Fanuc
Тип работ: Пусконаладочные работы
Оборудование: Горизонтальный фрезерный станок Sanco с ЧПУ Fanuc
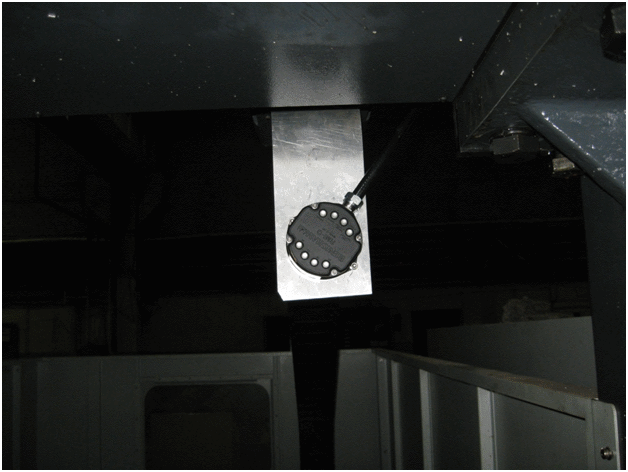
Устанавливаем приёмник Renishaw RMI-Q. Для этого первоначально определяем место, чтобы ничего не препятствовало (шпиндель, поворотные головки, инструментальный магазин и т.д.) сигналам связи между приёмником и датчиками;
Установка датчика –приемника на станок осуществлялось путем крепления на изогнутую платину под 90ᵒ, так как в станке не предусмотрено место для установки датчиков. Заранее измеряем расстояние чтобы хватило защитной гофры;
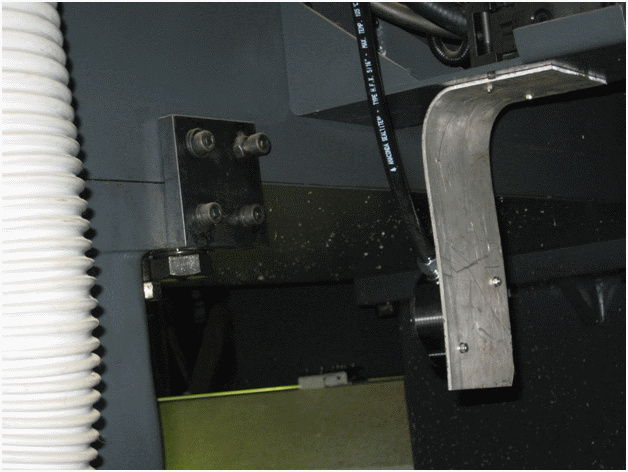
Вид с сзади от электро-шкафа
Проводим кабель по кабель-каналам станка и электро-шкафа. Так как на этом станке был установлен датчик TSR-27R и все необходимые кабели в систему ЧПУ были проведены
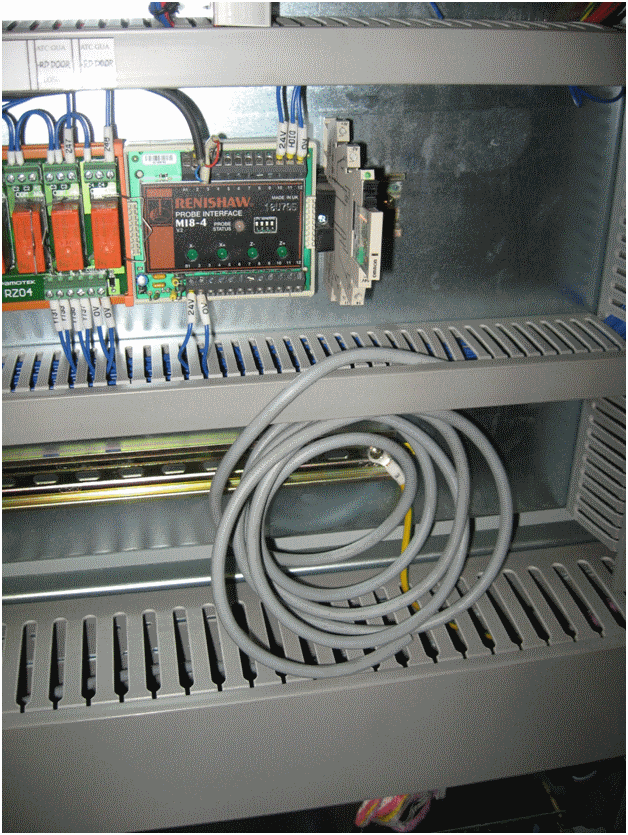
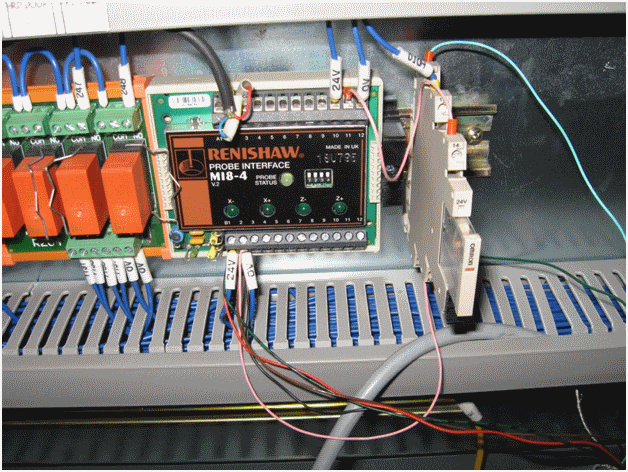
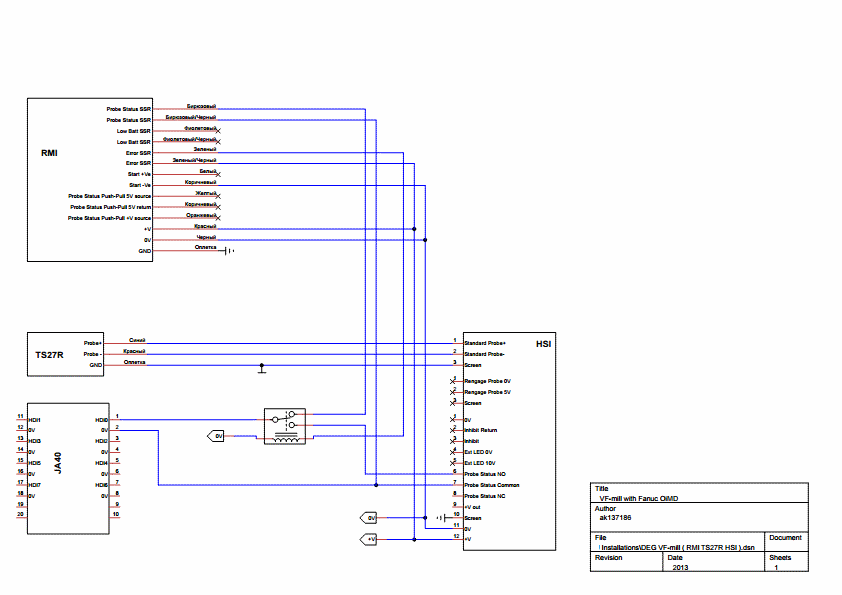
Подключение датчиков осуществлялось по схеме.
Подключить тестовые контакты к разъему JA40 и проверить изменение байта F122 ( F47 для Fanuc15 ) в системе PMC DIAGNOSTICS – реакция отдельных битов на замыкание контактов HDI0-HDI7 с контактами 0V.
Параметр Бит Обозначение Значение Описание
F122 (F47 для Fanuc15)7 1 Вход HDI7 замкнут на 0 Вольт — активен
0 Вход HDI7 разомкнут – неактивен
1
6 1 Вход HDI6 замкнут на 0 Вольт — активен
0 Вход HDI6 разомкнут – неактивен
5 1 Вход HDI5 замкнут на 0 Вольт — активен
0 Вход HDI5 разомкнут – неактивен
4 1 Вход HDI4 замкнут на 0 Вольт — активен
0 Вход HDI4 разомкнут – неактивен
3 1 Вход HDI3 замкнут на 0 Вольт — активен
0 Вход HDI3 разомкнут – неактивен
2 1 Вход HDI2 замкнут на 0 Вольт — активен
0 Вход HDI2 разомкнут – неактивен
1 1 Вход HDI1 замкнут на 0 Вольт — активен
0 Вход HDI1 разомкнут – неактивен
0 1 Вход HDI0 замкнут на 0 Вольт — активен
0 Вход HDI0 разомкнут – неактивен
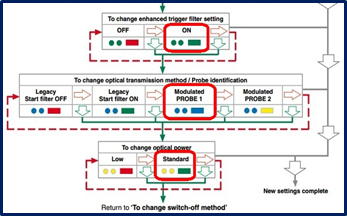
Принцип работы включения и работы датчиков таков:
- В стандартном состоянии сигнал в чпу приходит от TSR-27R;
- Вращаем шпиндель на 500 обмин для включения датчика;
- Приемник RMI-Q (постоянно включен в состоянии ошибки и ищет сигнал) находит датчик , ошибка уходит и переключает реле — тем самым сигнал идет от RMP-60;
- 4. После измерений для выключения опять вращаем шпиндель на 500 обмин.;
Далее собираем датчик и калибруем.
Биение измерительного шарика не должна превышать 0,05мм.
Записать параметры которые шли вместе с датчиком.
Основные циклы О9721,О9722,О9723,O9724,О9726,О9727,О9731,О9732,О9801,О9802,О9803, О9810,О9811,О9812,О9814
Дополнительные циклы группа 1 О9730,О9804,О9815,О9816,О9817,О9818,О9821,О9822,О9823,О9843
Дополнительные циклы группа 2 О9819,О9820,О9830,О9832,О9833,О9835,О9836
Цикл измерения по методу одного касания О9726
Установка значений X, Y, Z в качестве рабочего смещения.
G90G80G40G0 Предварительные коды для станка.
G54X0Y0 Исходное положение.
G43H1Z100. Активация корректора1, переход в плоскость 100 мм.
G65P9832 Включение датчика вращением(включаетM19) илиM19
G65P9810Z10.F3000 Защищенное перемещение.
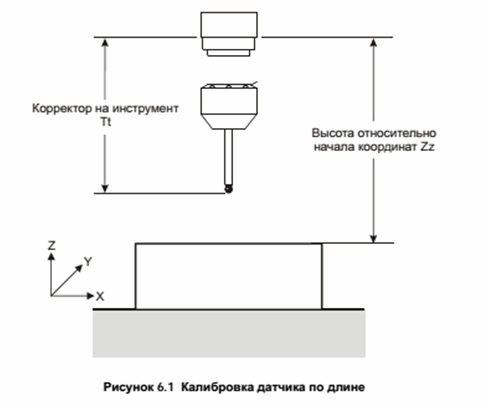
G65P9801Z0T1 Касание базовой поверхности поZ.
G65P9810Z100. Защищенное перемещение.
G65P9833 Выключение датчика вращением(если предусмотрено)
G28Z100. Возврат в нулевую точку.
Оборудование сдано заказчику для дальнейшей эксплуатации.
Источник
Установка и настройка системы измерения RENISHAW на станок Spinner c системой ЧПУ Siemens 840D
Тип работ: Пусконаладочные работы
Оборудование: Фрезерный станок Spinner с ЧПУ Siemens 840D
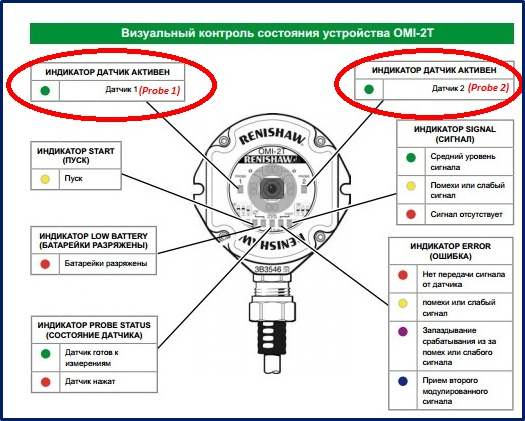
1. Устанавливаем приёмник Renishaw OMI 2T. Для этого первоначально определяем место, что бы ничего не препятствовало (шпиндель, поворотные головки, инструментальный магазин и т.д.) сигналам связи между приёмником и датчиками.
2. В станке уже предусмотрена предподготовка отверстия для обеспечения проводки провода в рабочую зону станка. Оно находится внутри рабочей зоны на задней стенке под инструментальным магазином. Выбиваем заглушку и прикручиваем туда защитную гофру, предварительно прикрепив другой её конец к корпусу приёмника. Часть кабеля которая находится в рабочей зоне, должна быть защищены влагостойкой гофрой с уплотнениями
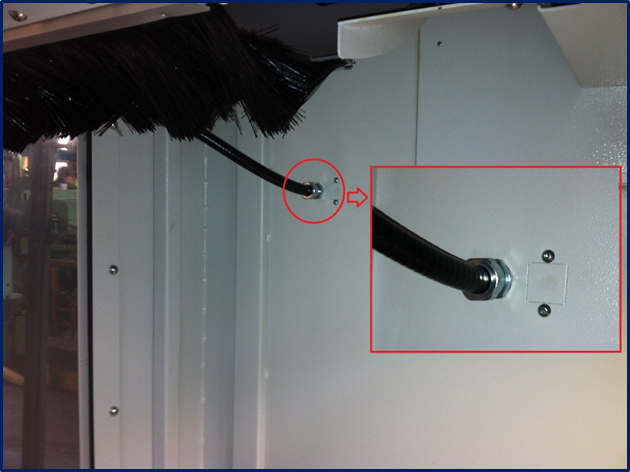
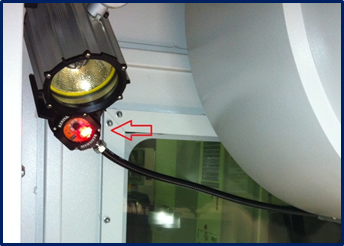
3. Закрепляем приёмник (наилучшее место, это левая стенка кожуха, чуть выше плоскости смены инструмента, за светильником дополнительного освещения). Также закрепляем провод к барабану, чтобы он не мешал при смене инструментов

4. Далее проводим провод по кабелеукладочным каналам, расположенным в задней части станка и заводим сверху в электрошкаф. Предварительно отмеряем длину провода.
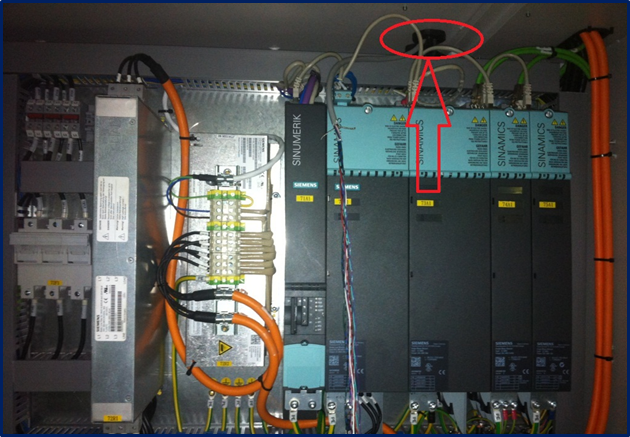
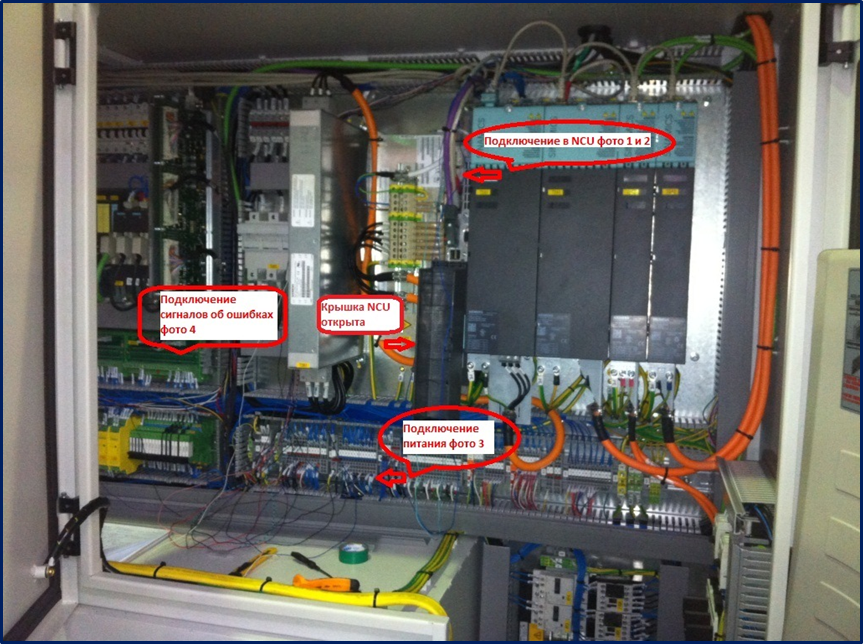
5. Открываем кабелеукладчики внутри электрошкафа, а так же блок NCU и подключаем приёмник согласно следующей схемы
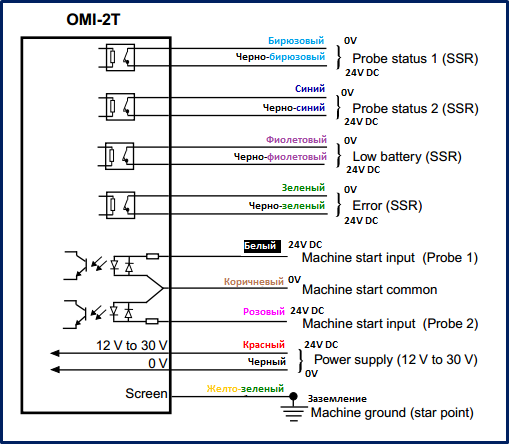
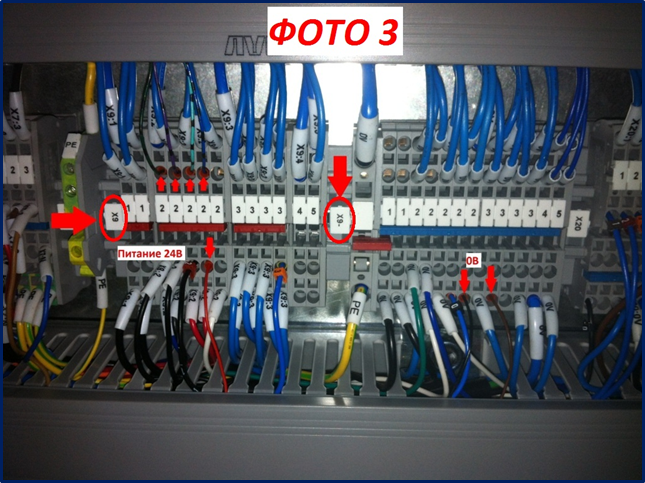
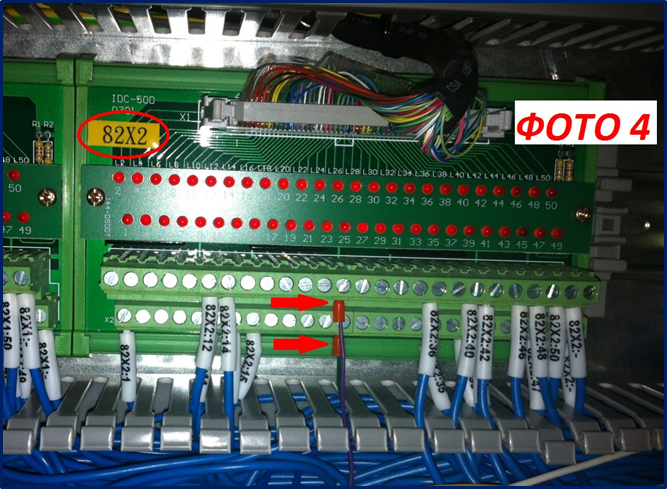
6. Реализуем вышеуказанную схему на станке. Предварительно определяем по электрической схеме как производитель станка рекомендует подключать устройство для измерений. На данном станке производитель рекомендует использовать измерительную систему BLUM. Однако, схема подключения аналогична подключению датчиков Renishaw. Определяем, с каких клемников брать питание и куда заводить сигналы об ошибках. В нашем случае 24В берём на клемнике 9Х, 0В на клемнике 9Х-, сигнал о разряде батареи на 82Х2 pin 26, сигнал о ошибке в процессе измерений 82X2 pin25. Сигналы от датчиков probe status 1 и probe status 2 необходимо заводить в устройство NCU (для первого датчика probe status 1 используется разъём X122, для второго probe status 2 используется разъём X132). Однако устройства NCU бывает двух типов: NCU 7×0.2 – разъёмы Х122 и Х132 имеют по 12 пинов. NCU 7×0.3 — разъёмы Х122 и Х132 имеют по 14 пинов. Если установлено устройство NCU 7×0.2, то для первого датчика используем разъём Х122 пин 11, для второго Х132 пин 11. Если установлено устройство NCU 7×0.3, то для первого датчика используем разъём Х122 пин 13, для второго Х132 пин 13.
На данном станке установлено устройство NCU 7×0.2.


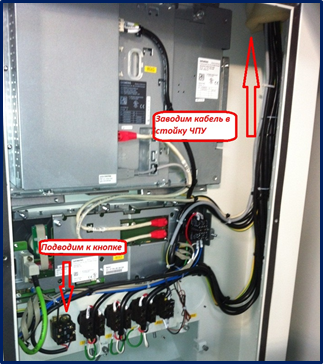
7. Для переключения между выборами датчиков (белый и розовый провод) можно использовать свободные М-функции, адреса типа $A_OUT – если они свободны. Если нет возможности использования этих функций, то можно использовать обычный переключатель с тремя положениями. Проводим кабель в стойку ЧПУ, устанавливаем переключатель, подсоединяем с одной стороны 24В, а с другой каналы. 24 В берём с любой рядом стоящей кнопки (проверив мультиметром).



8. Включаем питание станка и проверяем правильность подключения. При повороте переключателя на выбор щупа для измерения детали на приёмнике должен загораться зелёный светодиод Probe 1, при повороте переключателя на выбор щупа для измерения инструмента на приёмнике должен загораться зелёный светодиод Probe 2.
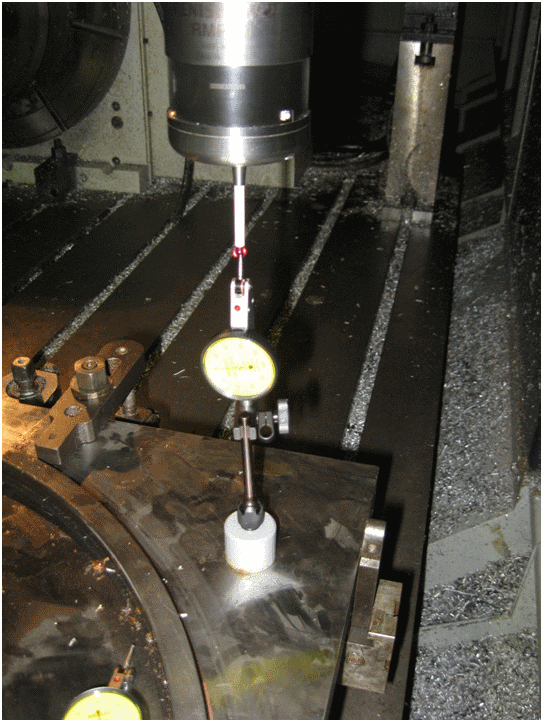
9. Собираем щупы согласно инструкции изготовителя. Устанавливаем щуп для настройки инструмента и щуп для привязки детали. Производим выверку, с помощью индикатора, добиваясь точностных параметров заданных изготовителем (±2,5 мкм, посмотреть инструкцию к датчику).
10. Настраиваем щупы для передачи сигналов. Они должны быть настроены по следующим параметрам:
- Щуп для измерения инструмента OTS.
- Щуп для измерения и привязки детали OMP40-2.
11. Проверяем согласованность работы приёмника и щупов. Устанавливаем переключатель в положение Probe 1 (индикатор на щупе должен заморгать зелёным цветом, а при нажатии на приёмнике должен загораться красный индикатор). Затем устанавливаем переключатель в положение Probe 2 и проверяем работу щупа для измерения инструмента.
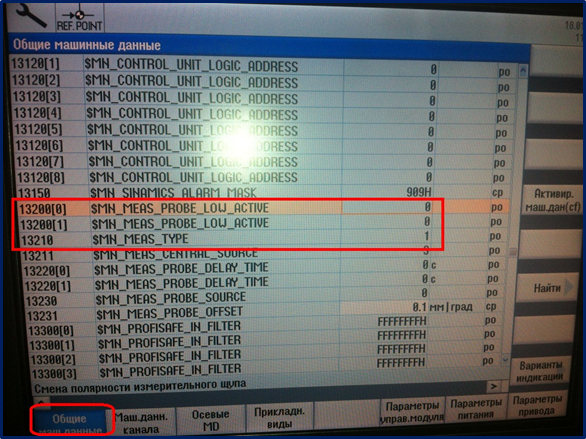
12. Настраиваем систему ЧПУ. Вводим пароль SUNRISE через ↑Shift, и изменяем следующие параметры: MD 13200[0]=0, MD13200[1]=0, MD 13210=1.
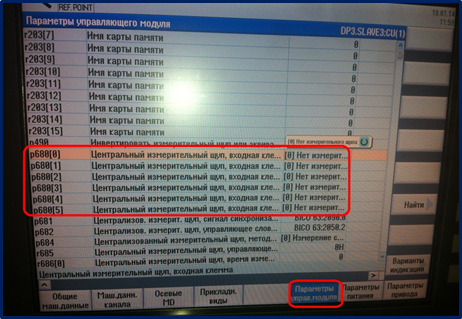
Далее меняем параметры CU: p680[0,1,2,3,4,5] = 0
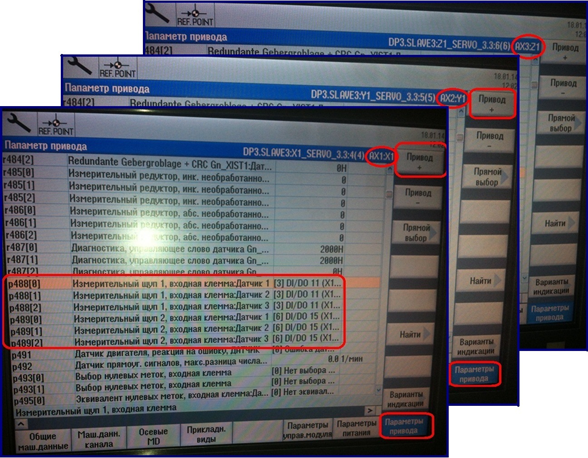
Затем изменяем параметры привода: p488 [0,1,2] = [3] DI/DO 11 (X122.11) для приводов X,Y,Z. – вход для первого щупа. p489 [0,1,2] = [6] DI/DO 15 (X132.11) для приводов X,Y,Z. – вход для второго щупа. Если установлено NCU 7×0.3, то p488 [0,1,2] = [3] DI/DO 11 (X122.13) p489 [0,1,2] = [6] DI/DO 15 (X132.13)
13. Сохраняем изменения в параметрах, для этого меняем параметр p0971 на 1 и дожидаемся когда вернется в 0 (или используем экранную кнопку «активировать MD» ). Иногда для сохранения параметров необходимо перезагрузить ЧПУ.
14. Для проверки срабатывания датчиков и правильности настроек заходим в экран Диагностика -> Перем. ЧПУ/PLC и проверяем следующие сигналы: DB10.DBX107.0 – вход первого датчика Х122 пин 11 DB10.DBX107.1 – вход второго датчика Х132 пин 11
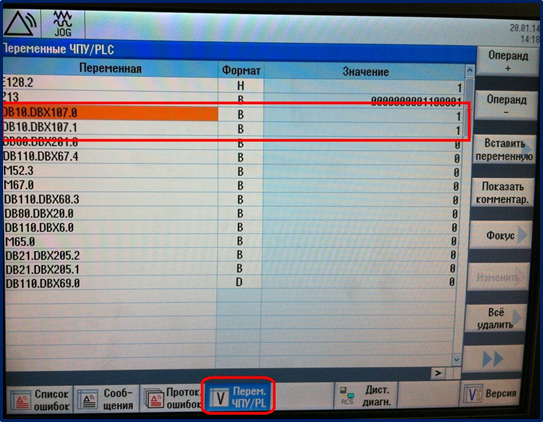
Если не выбран ни один датчик, то они должны быть ровны 1 (это не даёт возможность запустить циклы без предварительной выборки датчика). Если выбран любой из датчиков, то они оба должны быть ровны 0. При нажатии на щуп выбранного датчика оба канала меняются на 1 (это происходит из-за того что они дублируют сигналы друг друга). Однако описанная, выше, настройка параметров даёт возможность системе ЧПУ брать сигнал только с того датчика который выбран.
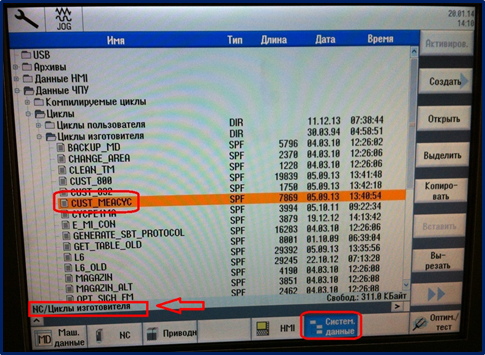
15. Далее необходимо проверить наличие стандартных циклов измерения в системе ЧПУ. Для того чтобы они отображались необходимо ввести пароль SUNRISE. Первоначально проверяем цикл CUST_MEACYC: программа пользователя до/после измерения.
Проверяем наличие циклов CYCLE 961, CYCLE 971, CYCLE 976-979, CYCLE 996-998. Эти циклы непосредственно отвечают за тип выбранного измерения. Они должны находится по следующему пути: Системные данные –> Данные ЧПУ -> Циклы –> Стандартные циклы.
Нумерация и количество циклов может отличаться, в зависимости от оборудования. Полное описание циклов можно посмотреть в литературе SINUMERIK 840D sl/ 828 D Измерительные циклы, справочник по программированию № 6FC5398-4BP40-3PA0
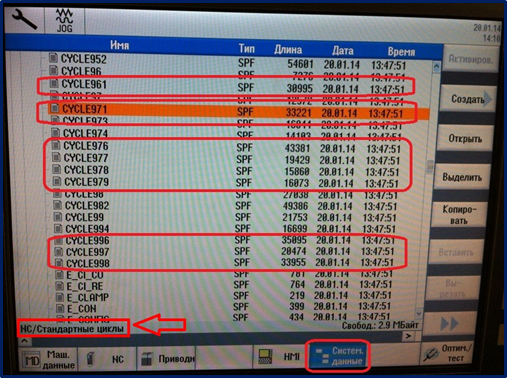
Если эти циклы отсутствуют их необходимо установить, либо использовать циклы предоставленные фирмой Renishaw.
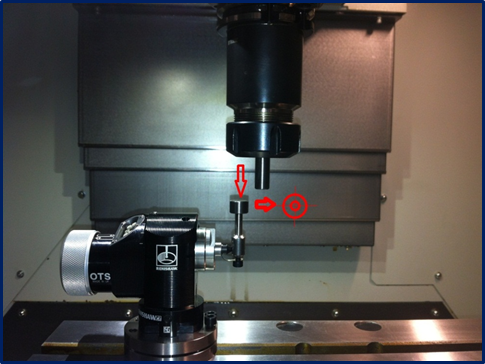
После разрешения вопросов с циклами производим калибровку щупов. Калибруем щуп привязки инструмента. Для этого собираем оправку. Точно измеряем её длину относительно шпинделя, (чем точнее вычислим, тем точнее привяжем). Записываем в Tool manager вычисленную длину вылета и диаметр. Подводим оправку приблизительно в центр щупа, по высоте на расстояние не более 10 мм.
Далее запускаем функцию калибровки. Также при проведении калибровки система автоматически запоминает месторасположение щупа датчика относительно координат станка. И при вызове автоматического цикла измерения сама подведёт щуп под инструмент из любого места. Однако, для точного запоминания месторасположения необходимо производить калибровку по длине и диаметру.
После калибровки проверяем измерение в автоматическом режиме. Например, выводим стол в любое положение и запускаем измерение длины.
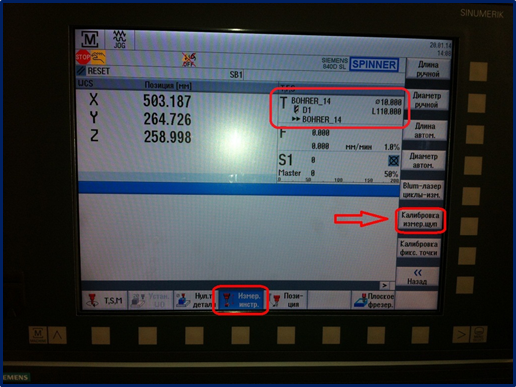
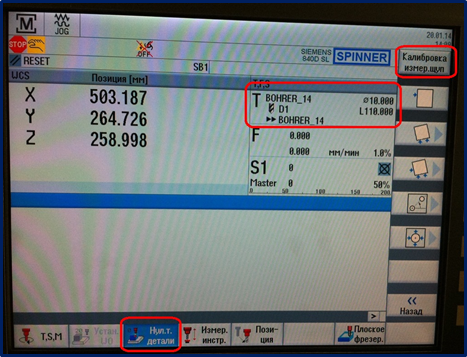
Производим калибровку щупа привязки детали. Перед этим необходимо точно вымерить вылет длины щупа и диаметр сферы. Далее измеренные величины заносим в описание инструмента. Затем выбираем щуп и производим калибровку его вылета. Для этого заходим в меню.
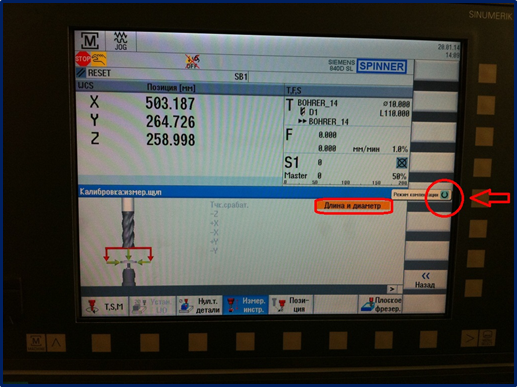
При измерении необходимо откалибровать щуп относительно плоскости стола станка. Производим касание плоскости стола.
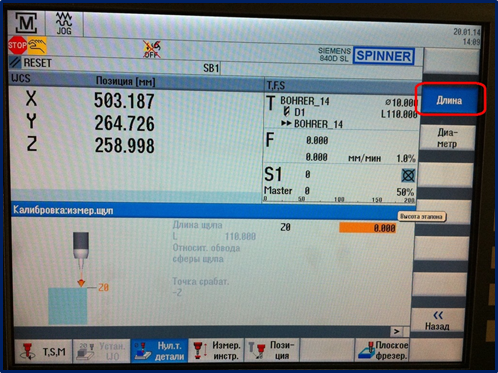
Нажимаем ЦИКЛ СТАРТ! Далее производим калибровку по диаметру.
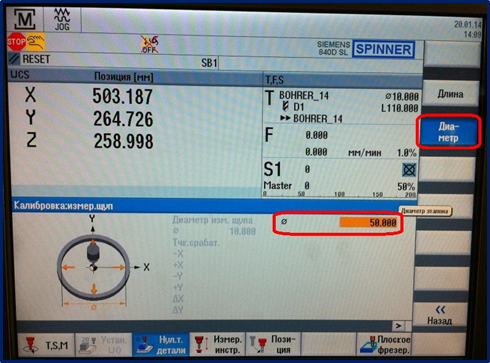
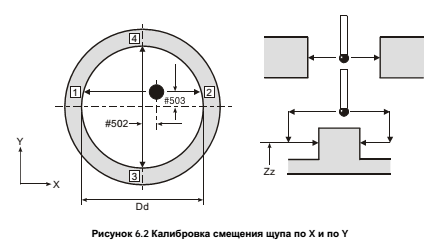
Устанавливаем калибровочное кольцо. Заводим щуп в центр и опускаем относительно верхней плоскости кольца на величину не менее диаметра сферы.
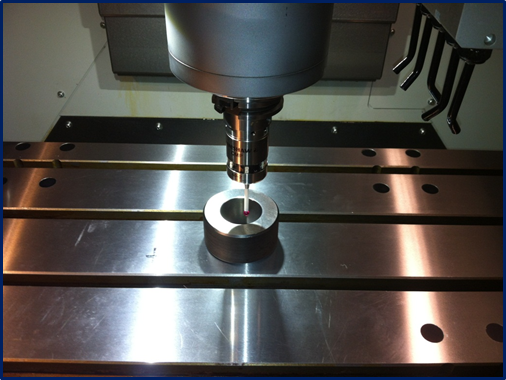
Нажимаем ЦИКЛ СТАРТ! Оборудование готово к работе
Источник

Калибровка датчиков измерительной системы на станке HaasПодробнее
Калибровка и работа с Renishaw TS27R на фрезерном ОЦПодробнее
Привязка инструмента RenishawПодробнее
Система привязки инструмента и детали на станке Tschorn 4.0Подробнее
СОВЕТ ДНЯ от HAAS. Как работать с датчиком привязкиПодробнее
Привязка фрезы при помощи датчикаПодробнее
Датчик измерения детали и датчик инструмента на фрезерном станке с ЧПУ. Принцип, калибровка, пример.Подробнее
Обзор Renishow/Ренишоу и Проба по станкам ЧПУ/CNC. Подробнее
Привязка инструмента на токарном станке со стойкой Fanuc и датчиком привязки фирмы renichayПодробнее
Ставим RENISHAW на FANUC с программным обеспечением GoProbe на станок KMT KVL1000.Подробнее
Привязка инструмента на станке с ЧПУ. HAASПодробнее
Запускаем китайский 3х-осевой фрезерный станок. И установка Renishaw TS27R.Подробнее
Привязка резца через renishawПодробнее
Привязка инструмента по детали на FANUCПодробнее
Программирование станков с ЧПУ. Урок 31. Привязка инструмента по длине на фрезерных станках.Подробнее
HAAS — Как ПРИВЯЗАТЬ ИНСТРУМЕНТ на токарном станке с автоматическим щупом | СОВЕТ ДНЯ от HAASПодробнее
Привязка заготовки и фрезы щупом Renishaw на Hurco VMx 42i — ООО Асгард МеталлПодробнее
Источник
Вот меня и интересует какой цикл калибровки!?про валик то я знаю! так я и определил на сколько погрешность у меня
И ещё меня интересует как выглядит программа привязки инструмента по диамеру(и можно ли привязывать по диаметру расточные резцы?) ,в данный момент у меня только привязка по длине!Поделитесь опытом люди добрые!!!
 И ещё меня интересует как выглядит программа привязки инструмента по диамеру(и можно ли привязывать по диаметру расточные резцы?) ,в данный момент у меня только привязка по длине!Поделитесь опытом люди добрые!!!
И ещё меня интересует как выглядит программа привязки инструмента по диамеру(и можно ли привязывать по диаметру расточные резцы?) ,в данный момент у меня только привязка по длине!Поделитесь опытом люди добрые!!!Или напишите как примерно выглядит этот цикл? я нашёл 1 инструкцию но не знаю верна ли она?
O8000 номер программы
G90 G80 G40 G00 G94 значение начальных условий
G65 P9851 K0. калибровка датчика по оси z — сдесь как я понимаю нужно вбить заместо K0 своё значение валика ?
M0 безусловный останов
#530=1 задание оси x для калибровки в плоскости x-y
G65 P 9852 S10. K12.7 Z-20 калибровка датчика диаметром 12.7 валиком диаметром 10мм на уровне z на 20мм ниже текущего положения вдоль оси x
#520=-2 задание оси y для калибровки в плоскости x-y
G65 P9852 S10. K12.7 Z-20 калибровка датчика диаметром 12.7 валиком диаметром 10мм на уровне z на 20мм ниже текущего положения вдоль оси y
M30 конец программы
Если Вы возьмете валик длиной 55мм и диаметром 15мм то программа калибровкт может выглядеть так:
%
O0333
(CALIBRATE TS27R LENGTH AND DIAMETER)
(ToolLgth = 55.)
(ToolDia = 15.)
(Side = 2.)
G00 G90
#587=3.0
#588=.4
#589=.5
#590=6.0
#591=13.
#593=1.
G65 P9851 K55.
#592=1.
G65 P9852 S15. K.5
#592=2.
G65 P9852 S15. K.5
M30
%
Вопрос, какие переменные у Вас используются в O9851 и 9852 єто нужно смотреть.
Расточніе резці привязівать можно.
Большое спасибо apred только за что отвечают строки
#587=3.0
#588=.4
#589=.5
#590=6.0
#591=13.
#593=1.
А на O9851 у меня ссылается программа для привязки по длине инструмента а 9852 я как понимаю это привязка на диаметр,просто такая ситуация когда привезли станки и кто приезжал их налаживать нам говорили вот это вам не надо и это тоже)))),только показали как пользоватся программой для привязки на длину инструмента)))apred и немог ли ты бы показать как выглядит программа для привязки по диаметру инструмента и как ею пользоватся?
- →
- →
Получить коммерческое предложение
на поставку с возможностью установки датчика
TS27R
Компактное трехкоординатное устройство наладки инструмента с контактным триггерным механизмом срабатывания и передачей сигнала по кабелю. Предназначено для обнаружения неисправного инструмента и быстрого измерения длины и диаметра инструмента самых разных типов.
Основные характеристики и преимущества
-
Испытанный на практике кинематический механизм
1
-
Проводная связь,
устойчивая к помехам
2
-
Недорогое устройство
наладки инструмента
на различных
обрабатывающих центрах
3
-
Повторяемость:
1,00 мкм (2σ)
4