Технические характеристики СЗТП -600 Т
| Значение | Величина |
| Мощность двигателя, кВт | 0,25 |
| Напряжение питающей сети, В |
380/220 (220 доп. цена) |
| Масса, (не более), кг | 50 |
| Габариты, мм | 700х600х500 |
| Управление подачи | ручное |
| Способ подачи пилы в зону заточки | по дуге |
| Диаметр затачиваемых пил, мм | 140…700 |
| Посадочный диаметр пил, мм | 20-30-32-50 |
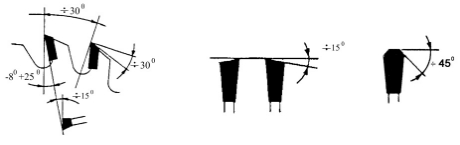
| Передний угол заточки, град | -8 + 25 |
| Задний угол заточки, град | 0 + 30 |
| Угол косой заточки передней грани, град | 0 + 15 |
| Угол косой заточки задней грани, град | 0 + 45 |
Оснастка к станку СЗТП-600Т
600М
заточка подрезных пил 80-140 мм

5 500 Р
П600
охлаждение зоны заточки для станков СЗТП-600

23 500 Р
КОМПЛЕКТАЦИЯ И ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
| № п/п | Обозначение | Наименование | Кол-во | Примечание |
| Входит в базовую комплектацию | ||||
| 1 | СЗТП-600Т | Станок заточной | 1 | |
| 2 | СЗТП-600Т | Руководство по эксплуатации | 1 | |
| Входит в комплект станка, но поставляется за отдельную плату | ||||
| 1 | Заточной круг | Алмазный или корундовый | 1 | |
| 2 | СЗТП-600М | Стойка заточная для пил диаметром 80-130 | 1 | 5 кг |
| 3 | ФП-1 | Приспособление фрезерное | 1 | Заточка дисковых фрез по передней грани |
| 4 | П600 СОЖ | Система охлаждения зоны заточки | 1 | |
|
Примечание: Комплектность поставки может быть изменена согласно договора поставки между изготовителем и заказчиком. |
Номенклатура затачиваемого инструмента
дисковые пилы:
фрезы при наличии ФП-1 :


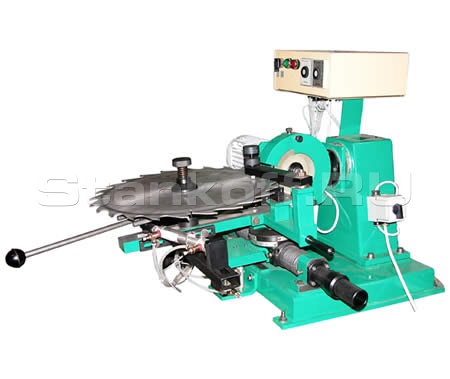
Станок СЗТП — 600Т. Самая первая и базовая версия станка. Выпускается нашим предприятием более 15 лет. Способен производить заточку дисковых пил диаметром от 140 до 700 мм, в стандартной комплектации. Учитывая фиксированное положение пилы и способность производить заточку с шагом 0,05 мм оборудование позволит Вам самостоятельно заточить пилу с ювелирной точностью всего за несколько шагов:
— установите пилу на стойку;
— установите требуемый угол заточного круга;
— установите угол требуемый для пилы и произведите заточку.
Станок отличается высокой надежностью узлов и агрегатов, и относительной дешевизной по сравнению со своими европейскими собратьями.
Отсутствие сложной электроники позволяет производить настройку и обслуживание заточного станка самостоятельно. Дополнительное оборудование позволит расширить функционал станка :
Стойка СЗТП-600М — позволит заточить пилы диаметром 80 — 140 мм;
Приспособление ФП-1 — позволит затачивать дисковые фрезы диаметром от 125 до 200 мм.
Способ заточки пилы с использованием специального заточного оборудования очень распространен и выгоден учитывая ряд факторов:
— станок снимает минимальный слой материала при заточке зуба;
— одинаковый угол всех заточенных зубьев;
— возможность обработки всех необходимых граней;
— после заточки пила качественно режет материал как новая.
Помните, что никто не заточит Ваш инструмент, лучше чем Вы. Даже за хорошие деньги. Так может стоит начать экономить и получать качественную заточку уже сейчас? Купить заточной станок можно в нашем магазине оставив заявку или позвонив по телефону.
Отличается высокой надежностью узлов и агрегатов, и относительной дешевизной по сравнению со своими европейскими собратьями.
Отсутствие сложной электроники позволяет производить настройку и обслуживание заточного станка самостоятельно. Дополнительное оборудование позволит расширить функционал станка :
СЗТП-600М — заточка пил диаметром 80 — 140 мм;
ФП-1 — позволит затачивать дисковые фрезы диаметром от 100 до 250 мм.


Ваша заявка успешно отправлена !
Ваш запрос информации на паспорт
успешно отправлен
в офис нашей компании.
В ближайшее время, эта заявка будет передана первому свободному менеджеру,
который обработает ее, подберет для вас лучшие варианты и вышлет полную информацию
на указанный вами адрес электронной почты:
После получения ответа, вы сможете по эл.почте или по телефону, обсудить с
менеджером все условия и подробности интересующие вас.
Вы получите ответ приблизительно через 2-5 часов.
Сейчас ночное время и офис не работает, вы
получите ответ на заявку утром, до 11:00.
Если вы не получите ответ более чем через
5 часов, это означает что по каким то причинам,
он не доходит до вас. Сделайте заявку повторно или позвоните в наш офис.
Ожидайте пожалуйста ответа. Спасибо за вашу заявку!
СЗТП 600Тл 380В, руб — 70000(без НДС)/ 84000(с НДС)
Настольный cтанок ИВСТАНКОМАСТЕР С3ТП 600Тл для заточки дисковых пил от 140 до 700мм в диаметре, аналог модели SSG 600 M-LF, фирма Kaindl (Германия). Предназначен для заточки по передней и задней режущим граням зубьев простых дисковых пил и пил с твердосплавными напайками (трапециевидная, прямая, косая, треугольная форма). Отличается высокой производительностью и наличием дополнительных функций.
Пила подводится к заточному кругу на линейных направляющих. Наиболее удобен для пил большого диаметра из-за их веса и для пил с большим количеством зубьев.
Возможна настройка различных углов заточки (передних и задних), параметров съема и величины шага зубьев.
Дополнительная комплектация (поставляется за отдельную плату):
— Стойка М для заточки подрезных пил диаметром 80-130 мм;
— Стойка Фп для заточки дисковых фрез;
— Стойка Ф для заточки концевых фрез;
— Для заточки пил с подчистными ножами есть дополнительная опция — Прижим для заточки пил с подчистными ножами;
— Исполнение станка на 220В.
Базовая исполнение станка на 380В. В комплект базовой поставки не входят заточные алмазный или корундовый круги
-
сервисное обслуживание до и после окончания гарантийных обязательств;
-
бесплатная консультация у производителя по поводу эксплуатации оборудования;
-
все аппараты декларированы, а также прошли заводские испытания и тест на соответствие технике безопасности;
-
доставка в любой город или область по России, страну СНГ (решается индивидуально).
СТАНОК ЗАТОЧНОЙ ДЛЯ ТВЕРДОСПЛАВНЫХ ПИЛ
модель СЗТП-600

РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Для получения максимального эксплутационного эффекта от применения станка Вам необходимо тщательно ознакомиться с настоящим Руководством по эксплуатации.
Придерживаясь наших рекомендаций, изложенных в настоящем Руководстве по правильной эксплуатации и своевременному техническому обслуживанию, Вы обеспечите длительное сохранение и стабильность технико-эксплутационных характеристик, норм точности и надежности приобретенного станка.
Общий вид станка модели СЗТП-600
Изготовитель станка постоянно ведет работу по совершенствованию технико-эксплутационных характеристик всех выпускаемых станков, поэтому при изучении данного Руководства по эксплуатации непринципиальные изменения, не снижающие технико-эксплутационные возможности станка, могут быть не отражены в данном Руководстве.

1.Общие сведения о станке.
Станок заточной модели СЗТП-600 предназначен для заточки дисковых пил с твердосплавными пластинами по передней и задней поверхностям. Станок изготавливается в исполнении УХЛ для категории размещения 4 по ГОСТ 15150.
Допустимые температурные условия эксплуатации станка :+10°С.. .+30°С. Рекомендуемые температурные значения эксплуатации : +17°С…+25°С. Рекомендуемая относительная влажность воздуха при эксплуатации: не более 75% при +20°С.
Нормальное эксплутационное значение атмосферного давления: 865… 1065ГПа/630… 780мм
2.Основные технические данные и характеристики.
2.1 Размеры затачиваемых пил
Наименьший диаметр пилы, мм 120.
Наибольший диаметр пилы, мм 700.
Посадочный диаметр пилы, мм 20,30,32,50.
Толщина пилы, мм 2-4.
2.2.Размеры тарельчатого круга.
Наружный диаметр, мм 150(125).
Посадочный диаметр, мм 32.
Толщина, мм 10.
Рекомендуемый тип круга 2А < 20, 12R4.
2.3.Диапазон затачиваемых углов.
Передний угол, град -8.. .+25.
Задний угол, град 0.. .30.
Угол косой заточки передней грани, град 0… 15.
Угол косой заточки задней грани, град 15.
2.4. Показатели силовых характеристик станка.
Род тока питающей сети переменный трехфазный
Частота тока, Гц 50+0,5.
Напряжение питающей сети, В 380+38.
Мощность привода, кВт 0,25.
2.5. Показатели габарита и массы.
Габаритные размеры (длина х высота х ширина), мм 00x600x400.
Масса станка, кг, не более 70.
З.Комплектность.
3.1.Комплектность станка заточного модели СЗТП-600 :
-станок заточной СЗТП-600 -1 шт.
-Руководство по эксплуатации СЗТП-600 -1шт.
4*Требования безопасности.
При эксплуатации заточного станка модели СЗТП-600 безопасность труда обеспечивается выполнением требований ГОСТ 12.2.009 и ГОСТ 12.2.048, а также выполнением указаний по безопасности приведённых в настоящем Руководстве по эксплуатации.
4.1. Меры безопасности для обслуживающего персонала.
К работе на станке допускаются лица, знакомые с его устройством, правилами эксплуатации, прошедшие инструктаж по безопасности труда при работе на заточном оборудовании, а также пожарной безопасности в объёме необходимых инструкций в соответствии с требованиями ГОСТ 12.2.009, изучившие меры безопасности, приведенные в настоящем Руководстве.
4.2.Проверка станка перед пуском.
Перед пуском станка следует проверить:
-правильность и надежность подключения станка и переключателей режимов,
-наличие заземления и его надежность, -надежность крепления шлифовального круга, -выставку зазоров,
-наличие и соответствие символов органов управления и переключателей режимов, заданных действиям рабочих органов станка, -наличие ограждения шлифовального круга.
4.3. Меры безопасности при работе на станке.
При работе на станке запрещается:
-оставлять посторонние предметы на столе, механических органах и ограждениях станка,
-производить чистку, смазку, наладку и устранение неисправностей при включенном станке,
-работать при снятых защитных устройствах,
-приступать к работе на станке в момент, когда шлифовальный круг не набрал нужное число оборотов, -оставлять работающий станок без присмотра,
-производить заточку пилы неисправным или неотбалансированным кругом, -находится посторонним лицам в зоне работы станка.
При прекращении подачи электроэнергии и в случае аварии, или возникновения неисправности, немедленно отключить вводной выключатель.
Освещенность рабочего места должна составлять не менее 300 Лк и должна обеспечиваться за счет общецехового освещения.
Содержание пыли и вредных веществ в воздухе рабочей зоны не должно превышать 6 мг/м согласно ГОСТ 12.1.005. Станок должен быть подключен к вытяжной вентиляции (общецеховой или отдельным пневмоотсасывающим устройствам).
4.4.Электрооборудование и меры безопасности.
Электрооборудование станка должно отвечать требованиям ГОСТ 12.2.026 и ГОСТ 27487.
Подключение станка выполнено через вводный выключатель.
Всё электрооборудование соединено радиально одной точкой, предназначенной для присоединения к контуру общецехового заземления. Над каждым заземляющим элементом должен быть помещен графический символ «Заземление» по ГОСТ 21130.
Степень защиты электрооборудования станка в соответствии с ГОСТ 14254 должна быть не ниже:
-IP 54 -для пульта управления, разветвительных коробок, -IP 44 -для электропривода.
Если при проверке технического состояния станка или его эксплуатации, выявятся: вибрация механизмов, расфиксирование ограждения инструмента или обрабатываемой заготовки и прочие неисправности, то работу на станке необходимо немедленно прекратить, выключив вводной выключатель. Все виды ремонтных работ производятся при отключенном оборудовании. При этом на станке вывешивают предупреждения в виде плакатов.
НЕ ВКЛЮЧАТЬ — РАБОТАЮТ ЛЮДИ! НЕ ВКЛЮЧАТЬ РЕМОНТ!
5.Состав оборудования.
| Поз. | Наименование | Кол-во | Примечание |
| 1 | Основание | 1 | |
| 2 | Узел установки пилы | 1 | |
| 3 | Узел заточки | 1 |

б.Устройство, работа оборудования и его составных частей, (рис.1,)
6.1.Основание поз.1, представляет собой сварочную конструкцию коробчатой формы, на платиках которой устанавливаются корпуса (2) узла установки пилы и стойка (3) узла заточки. Через четыре отверстия в нижних углах основания станок должен быть надежно закреплен на любую жесткую подставку (раму, слесарный верстак и т.п.).
6.2. Узел установки пилы поз.2 включает в себя :
-ось (4) в чугунных корпусах, на которой между двух разрезанных хомутов
(6) зажат корпус (5) с выставляемыми винтами-упорами (7),
-ось (9) с втулкой, на которую устанавливается затачиваемая пила (10),
кронштейн (11) с постоянным упором (12) и прижимами (13) края пилы,
механизм поворота «на зуб» (14). Для обеспечения беззазорного
перемещения и фиксации оси (4) в чугунных корпусах ввернуты винты (15) с
медными пятаками. Ручка перемещения оси (16) необходима для подвода —
отвода затачиваемого зуба пилы (10) при настройке станка, а также задания
припуска на заточку.
Для обеспечения без зазорного вращения вокруг оси (4) в корпус ввернуты два винта снизу, ограничение поворота осуществляется винтами-упорами (7). Разворот пилы (10) на необходимый угол заточки производится по лимбу (17), при предварительно ослабленной гайке (18) поджима фланца.
Выставка перемещения «на зуб» осуществляется разворотом разрезанного хомута (19), для установки пил с различными посадочными отверстиями имеется комплект колец.

Рис.1
6.3 Узел заточки поз.З, включает в себя сварную стойку (3) с поворотной осью (20), сварной кронштейн с закреплёнными на нём корпусом, к которому прикреплён двигатель (21) и шлифовальный круг (22). Шлифовальный круг (22) устанавливается между двумя фланцами (23) на шпинделе и зажимается гайкой. Шпиндель вращается в подшипниках, установленных в муфту, направление вращения — «на работающего». Кронштейн с шлифовальным кругом и электродвигателем закреплен на поворотном оси сварной стойки, что позволяет развернуть круг для заточки по заднему углу и выставить углы при косой заточке передней и задней поверхностей зубьев. Шлифовальный круг закрыт защитным кожухом (24) с приемным патрубком для отсоса металлической и абразивной пыли.
Перед работой на станке необходимо убедиться, что станок надежно закреплён на устойчивой и жесткой подставке, заземление подключено к цеховому контуру, рабочая зона свободна и ничто не мешает работе на станке.
6.4.1. Настройка станка
Установка шлифовального круга (рис.2).
Установочная поверхность шпинделя , торцевые поверхности зажимных фланцев, а также поверхность заточного диска должны быть чистыми. Установить алмазный заточной круг между двух фланцев (23) и надёжно поджать гайкой Ml0. На опорном фланце имеется лыска, позволяющая удерживать крючком №19 шпиндель от поворота

Рис.2.
Установка циркулярной пилы.
Ослабив гайку (25) крепления оси (9), отвести узел установки на необходимое расстояние от шлифовального круга .(зависит от диаметра пилы).
Установив пилу с необходимым проставным кольцом (в зависимости от посадочного диаметра пилы) на ось и зажать поджимным фланцем (26).
Закрепить ось (9) гайкой (25) на расстоянии, при котором пила, находясь в горизонтальном положении, касается зубьями шлифовального диска.
Установка податчика.
Ослабьте винт (28) и с помощью удлинителей установите податчик (27) таким образом, чтобы верх его собачки находился от кончика зуба на расстоянии 1-2мм. Закрепите винт (28) .
Установка высота податчика производится на предприятии изготовителе. (Собачка податчика должна заходить на зуб по крайней мере на половину его толщины- для твердосплавных пил).
Величина подачи «на зуб» (поворот пилы) можно установить с помощью разворота разрезного хомута (19).
Установка переднего угла зуба, (рис.3).
Установка переднего угла зуба осуществляется путем поворота планки (29) вокруг вертикальной оси. Угол поворота отсчитывается по шкале (17). Фиксация осуществляется затяжкой гайки (18).

Рис.3.
Установка заднего угла зуба.
Позиционирование осуществляется аналогично предыдущему пункту. Считывание угла происходит по нониусу, развернутому на 90 град.
Установка углов косой заточки передней и задней поверхностей зуба.
Установка углов косой заточки осуществляется разворотом двигателя (21) вокруг оси (20). Отсчет ведется по шкале (31). Фиксация заточного узла происходит затяжкой болта (30).
Заточка переднего угла зуба.
Регулировка станка осуществляется в соответствии с п. 6.4.1. Если циркулярная пила имеет зубья без скоса, то следует повернуть электродвигатель так, чтобы «О» нониуса совпал с «О» шкалы (31). Зафиксировать болтом (30).
Размах перемещений в направлении заточного диска определяется выставкой винтов-упоров (7; 32).
Задний винт (7) выставляется следующим образом : заточной диск пилы должен касаться всей поверхности зуба, но ни в коем случае не диска самой пилы.
Положение, при котором происходит разъединение зуба пилы и заточного диска определяется винтом (32) таким образом, чтобы расстояние между ними было не менее 8-10 мм. Затем необходимо отрегулировать положение защитного кожуха (24) так, чтобы зазор сверху между заточным диском и кожухом был как можно меньше, и при этом кожух не препятствовал бы маятниковому перемещению узла установки пилы.
Кожух фиксируется на корпусе шпинделя двумя болтами Мб. При отпускании этих болтов кожух может поворачиваться.
С помощью рукоятки (16) подведите зуб пилы к заточному диску. Включите двигатель, зуб пилы должен быть при этом выведен из зоны обработки- упор узла на винт (32). Направление вращения-«на оператора».
С помощью рукоятки (33) выполните подачу «на зуб».Осуществите заточку первого зуба- движение за рукоятку (33 или 34) вверх до винта-упора (7). Если зуб заточен недостаточно, то рукояткой (16) подайте зуб пилы на заточной круг на 0,1-0,2 мм (1 оборот рукоятки (16)-1мм=0,1мм).Пометьте этот зуб и произведите заточку остальных зубьев. Не снимая пилы, проверьте — все ли зубья заточены полностью. В противном случае процесс заточки повторите. При заточке пилы со скосом передней грани процесс обработки зуба аналогичен. Отличие заключается в том, что поворотом электродвигателя вокруг оси (20) по шкале (31) задается угол косой заточки.
Заточка заднего угла зуба.
Регулировка станка осуществляется согласно п.6.4.1. При заточке заднего угла электродвигатель необходимо повернуть вправо (как показано на рис.1). Если скоса задней кромки нет, то по шкале 31 «0» нониуса совмещают с «0» шкалы. Если имеется угол косой заточки задней грани, то необходимо его выставить .
Защитный козырек необходимо закрепить сверху и затем отрегулировать положение защитного кожуха (24).
При заточке пил с равными зубьями следует производить последовательную заточку зубьев. При заточке пил с зубьями со смещением заточку производят через зуб.
Направление вращения заточного круга должно быть «на оператора».
Последовательность операций при заточке аналогична заточке зуба по переднему углу.
Алмазный заточной диск предназначен исключительно для заточки твердосплавного инструмента. Он не предназначен для заточки инструмента из быстро режущей стали.
7. Электрооборудование.
7.1. Электрооборудование станка. Выполнено для подключения к сети
переменного тока с рабочим напряжением 380 В и частотой тока 50 Гц.
Мощность оборудования, установленного на станке 0,25 кВт.
7.2 Характеристика электродвигателя:-тип двигателя АИР 56
-мощность 0,25 кВт
-напряжение 380 В
-частота вращения двигателя 3000 об/мин,
-исполнение 1М2181.
7.3.Устройство и принцип работы электрооборудования.
Управление станком выполнено по схеме электрической принципиальной.
Монтаж электрооборудования станка выполнен по схеме электрических соединений. Сечение жилы питающего кабеля — не менее 0,75 мм. 7.4.Включение и останов станка.
Подключение станка производится к питающей сети имеющей защиту от короткого замыкания (автомат или предохранители) на ток 1А.
Перед включением станка необходимо проверить: -наличие и исправность заземления, -соответствие бирок, обозначающих фазы питающей сети. Пуск, останов и реверс станка осуществляется при помощи переключателя.
8. Система смазки.
| Объект смазки | Способ смазки | Смазочный материал | Расход смазочного материала,см3 |
| Подшипники 5-36204 ГОСТ 831-2шт.-привод алмазного круга | пополнить | ЛКС | 4 |
| Подшипники 8101 ГОСТ6874-2шт. механизм перемещения | пополнить | ЦИАТИМ-203 ГОСТ 8773 | 2 |
| Подшипник 8102 ГОСТ6874-1шт. -зажим пилы | пополнить | ЦИАТИМ-203 ГОСТ 8773 | 1 |
| Винт подачи узла Установка пилы | нанести | ЦИАТИМ-203 ГОСТ 8773 | 2 |
Замена смазки производиться через 1000 часов работы.
9.Порядок установки.
9.1 Вскрыв упаковку, визуально проверьте наличие и состояние станка, его составных частей и его комплектацию согласно разделу «Комплектность» настоящего Руководства.
- При транспортировке станка к месту его установки и при опускании его
на жесткую подставку следует избегать сильных толчков и ударов. - Перед установкой станка на место необходимо его очистить от
антикоррозийных покрытий. Просверлив отверстия, относительно отверстий
в платиках основания, надежно закрепить станок на жесткой подставке. - Подключение станка к питающей сети производится в соответствии с
требованиями раздела 7.4 настоящего Руководства. - Убедившись в соблюдении всех требований установки станка и
подготовки его к пуску, произвести предварительное включение и
опробование на холостом ходу. Только при правильном перемещении
рабочих органов, вращении шпинделя в нужном направлении и нормальном
функционировании органов управления можно приступать к работе на
нагрузочных (рабочих) режимах.
Приложение.
Сведения о рекламациях. Указания для потребителей
- .Акт-рекламация должен быть составлен комиссией.
- В акте необходимо указать :
- Наименование потребителя продукции и его адрес.
- Номер и дата акта, место и время обнаружения дефекта.
- Ф.И.О. лиц, принимавших участие в составлении акта,
место работы занимаемые должности.
- Наименование и адрес изготовителя-поставщика.
2.5 Номера и даты договоров на поставку продукции, счета-фактуры и документа, удостоверяющего качество продукции.
2.6. Зав. номер изделия, его назначение , дату его выпуска, дату получения.
2.7 Условия хранения продукции до составления акта.
- Состояние маркировки.
- Время ввода изделия в эксплуатацию.
- Условия эксплуатации, характер работы, наработанное время
до отказа. - Подробное описание выявленного дефекта и причины отказа.
- Акт о скрытых дефектах изделия, не обнаруженных при
приемке, должен быть составлен в 5-ти дневный срок и
направлен предприятию- изготовителю. - Предприятие-изготовитель не несет ответственности за
повреждения в результате неумелого обращения с изделием,
неправильной эксплуатации и хранения изделий.
На чтение 12 мин. Опубликовано
Содержание
- СЗТП 600А станок-автомат для дисковых пил
- Станок для заточки пильных дисков СЗТП-600А
- Отзывы о Станке для заточки пильных дисков СЗТП-600А
- Станок для заточки дисковых пил СЗТП-600Т
- Руководство по эксплуатации для получения максимального эксплутационного эффекта от применения станка Вам необходимо тщательно ознакомиться с настоящим Руководством по эксплуатации
СЗТП 600А станок-автомат для дисковых пил

Цена 102000р (без НДС); 117300р (с НДС).
Основное отличие станка С3ТП 600А от базовых моделей этой серии СЗТП 600Т – наличие автоматического режима заточки. Предназначен для обработки внешней и внутренней поверхности зубьев круглых дисковых пил для поперечного и продольного распила, а также пил с твердосплавными напайками диаметром от 140 до 700 мм .
Станок оснащен пультом управления и двумя пневмоцилиндрами — источниками движения рабочих органов станка — «деление пилы на зуб» и «подача зуба пилы на заточной круг». Пневматика итальянская фирмы Camozzi и германской Festo, в пульте применяются реле фирмы Relpol.
Область применения станка: лесопильная промышленность, мебельные фабрики и предприятия, мастерские для профессиональной заточки большого объема режущих инструментов и прочее.
Дополнительная комплектация ( поставляется за отдельную плату) :
— Стойка М для заточки подрезных пил диаметром 80-130 мм;
Источник
Станок для заточки пильных дисков СЗТП-600А
Станок для заточки круглых дисковых пил с твердосплавными напайками по передней и задней граням.
- Автоматический режим заточки: поворот пилы на зуб и рабочий ход заточки — пневмопривод
- Станок оснащен приспособлением, позволяющим затачивать дисковые пилы наружным диаметром 80-140 мм
- Расход воздуха — 20 л/мин
- Давление — 0,4-0,8 МПа
Страна изготовления: Россия
| Наружный диаметр дисковых пил, мм: | 80 — 700 |
| Толщина дисковых пил, мм | 2 — 5 |
| Передний угол заточки зубьев пилы, град | -8…+25 |
| Задний угол заточки зубьев пилы, град | 0 — 30 |
| Углы косой заточки передней/задней граней, град | 0 — 15/0 — 45 |
| Размеры алмазного шлифовального круга, мм | 150х32 |
| Частота вращения шлифовального круга, об/мин | 2 730 |
| Мощность эл/двигателя, кВт | 0,25 |
| Габаритные размеры, мм | 700х600х400 |
| Масса, кг | 80 |
Отзывы о Станке для заточки пильных дисков СЗТП-600А
Пока нет отзывов на данный товар.
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Внешний вид товара может отличаться от фотографий на сайте. Несовпадение внешнего вида и комплектности реального товара с фотографиями на сайте не является показателем ненадлежащего качества товара.
Информация о товаре, его технических характеристиках и комплектации приводится в соответствии с общедоступными источниками информации. Технические характеристики и комплектация товара могут быть изменены производителем без предварительного уведомления. Уточняйте важные для Вас параметры у наших менеджеров.
Источник
Станок для заточки дисковых пил СЗТП-600Т

Станок заточной модели СЗТП-600Т предназначен для эффективной заточки простых дисковых пип и пил с твердосплавными напайками диаметром от 140 и до 700 мм с прямыми, косыми, трапециевидными и треугольными зубьями. Заточка происходит по передней и задней поверхностям зуба. Это классическая базовая модель. Рассчитана на промышленную трехфазную сеть с рабочим напряжением 380В. Возможно исполнение на 220В. Заточка происходит методом качания пилы к заточному кругу. При этом обеспечивается надежная фиксация затачиваемого диска в едином положении относительно заточного круга. Станок обеспечивает минимальное снятие металла с режущих кромок пилы (от 0,05 мм).
Страна изготовления: Россия
| Размеры затачиваемых пил: | |
| Наименьший диаметр пилы, мм | 80 |
| Наибольший диаметр пилы, мм | 700 |
| Посадочный диаметр пилы, мм | 20,30,32,50 |
| Толщина пилы, мм |
Пока нет отзывов на данный товар.
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Внешний вид товара может отличаться от фотографий на сайте. Несовпадение внешнего вида и комплектности реального товара с фотографиями на сайте не является показателем ненадлежащего качества товара.
Информация о товаре, его технических характеристиках и комплектации приводится в соответствии с общедоступными источниками информации. Технические характеристики и комплектация товара могут быть изменены производителем без предварительного уведомления. Уточняйте важные для Вас параметры у наших менеджеров.
Источник
Руководство по эксплуатации для получения максимального эксплутационного эффекта от применения станка Вам необходимо тщательно ознакомиться с настоящим Руководством по эксплуатации
| Название | Руководство по эксплуатации для получения максимального эксплутационного эффекта от применения станка Вам необходимо тщательно ознакомиться с настоящим Руководством по эксплуатации |
| Тип | Руководство по эксплуатации |
rykovodstvo.ru > Руководство эксплуатация > Руководство по эксплуатации
б.Устройство, работа оборудования и его составных частей, (рис.1,)
6.1.Основание поз.1, представляет собой сварочную конструкцию коробчатой формы, на платиках которой устанавливаются корпуса (2) узла установки пилы и стойка (3) узла заточки. Через четыре отверстия в нижних углах основания станок должен быть надежно закреплен на любую жесткую подставку (раму, слесарный верстак и т.п.).
6.2. Узел установки пилы поз.2 включает в себя :
-ось (4) в чугунных корпусах, на которой между двух разрезанных хомутов
(6) зажат корпус (5) с выставляемыми винтами-упорами (7),
-ось (9) с втулкой, на которую устанавливается затачиваемая пила (10),
кронштейн (11) с постоянным упором (12) и прижимами (13) края пилы,
механизм поворота «на зуб» (14). Для обеспечения беззазорного
перемещения и фиксации оси (4) в чугунных корпусах ввернуты винты (15) с
медными пятаками. Ручка перемещения оси (16) необходима для подвода —
отвода затачиваемого зуба пилы (10) при настройке станка, а также задания
Для обеспечения без зазорного вращения вокруг оси (4) в корпус ввернуты два винта снизу, ограничение поворота осуществляется винтами-упорами (7). Разворот пилы (10) на необходимый угол заточки производится по лимбу (17), при предварительно ослабленной гайке (18) поджима фланца.
Выставка перемещения «на зуб» осуществляется разворотом разрезанного хомута (19), для установки пил с различными посадочными отверстиями имеется комплект колец.

6.3 Узел заточки поз.З, включает в себя сварную стойку (3) с поворотной осью (20), сварной кронштейн с закреплёнными на нём корпусом, к которому прикреплён двигатель (21) и шлифовальный круг (22). Шлифовальный круг (22) устанавливается между двумя фланцами (23) на шпинделе и зажимается гайкой. Шпиндель вращается в подшипниках, установленных в муфту, направление вращения — «на работающего». Кронштейн с шлифовальным кругом и электродвигателем закреплен на поворотном оси сварной стойки, что позволяет развернуть круг для заточки по заднему углу и выставить углы при косой заточке передней и задней поверхностей зубьев. Шлифовальный круг закрыт защитным кожухом (24) с приемным патрубком для отсоса металлической и абразивной пыли.
Перед работой на станке необходимо убедиться, что станок надежно закреплён на устойчивой и жесткой подставке, заземление подключено к цеховому контуру, рабочая зона свободна и ничто не мешает работе на станке.
Установка шлифовального круга (рис.2).
Установочная поверхность шпинделя , торцевые поверхности зажимных фланцев, а также поверхность заточного диска должны быть чистыми. Установить алмазный заточной круг между двух фланцев (23) и надёжно поджать гайкой Ml0. На опорном фланце имеется лыска, позволяющая удерживать крючком №19 шпиндель от поворота

Установка циркулярной пилы.
Ослабив гайку (25) крепления оси (9), отвести узел установки на необходимое расстояние от шлифовального круга .(зависит от диаметра пилы).
Установив пилу с необходимым проставным кольцом (в зависимости от посадочного диаметра пилы) на ось и зажать поджимным фланцем (26).
Закрепить ось (9) гайкой (25) на расстоянии, при котором пила, находясь в горизонтальном положении, касается зубьями шлифовального диска.
Ослабьте винт (28) и с помощью удлинителей установите податчик (27) таким образом, чтобы верх его собачки находился от кончика зуба на расстоянии 1-2мм. Закрепите винт (28) .
Установка высота податчика производится на предприятии изготовителе. (Собачка податчика должна заходить на зуб по крайней мере на половину его толщины- для твердосплавных пил).
Величина подачи «на зуб» (поворот пилы) можно установить с помощью разворота разрезного хомута (19).
Установка переднего угла зуба, (рис.3).
Установка переднего угла зуба осуществляется путем поворота планки (29) вокруг вертикальной оси. Угол поворота отсчитывается по шкале (17). Фиксация осуществляется затяжкой гайки (18).

Установка заднего угла зуба.
Позиционирование осуществляется аналогично предыдущему пункту. Считывание угла происходит по нониусу, развернутому на 90 град.
Установка углов косой заточки передней и задней поверхностей зуба.
Установка углов косой заточки осуществляется разворотом двигателя (21) вокруг оси (20). Отсчет ведется по шкале (31). Фиксация заточного узла происходит затяжкой болта (30).
Заточка переднего угла зуба.
Регулировка станка осуществляется в соответствии с п. 6.4.1. Если циркулярная пила имеет зубья без скоса, то следует повернуть электродвигатель так, чтобы «О» нониуса совпал с «О» шкалы (31). Зафиксировать болтом (30).
Размах перемещений в направлении заточного диска определяется выставкой винтов-упоров (7; 32).
Задний винт (7) выставляется следующим образом : заточной диск пилы должен касаться всей поверхности зуба, но ни в коем случае не диска самой пилы.
Положение, при котором происходит разъединение зуба пилы и заточного диска определяется винтом (32) таким образом, чтобы расстояние между ними было не менее 8-10 мм. Затем необходимо отрегулировать положение защитного кожуха (24) так, чтобы зазор сверху между заточным диском и кожухом был как можно меньше, и при этом кожух не препятствовал бы маятниковому перемещению узла установки пилы.
Кожух фиксируется на корпусе шпинделя двумя болтами Мб. При отпускании этих болтов кожух может поворачиваться.
С помощью рукоятки (16) подведите зуб пилы к заточному диску. Включите двигатель, зуб пилы должен быть при этом выведен из зоны обработки- упор узла на винт (32). Направление вращения-«на оператора».
С помощью рукоятки (33) выполните подачу «на зуб».Осуществите заточку первого зуба- движение за рукоятку (33 или 34) вверх до винта-упора (7). Если зуб заточен недостаточно, то рукояткой (16) подайте зуб пилы на заточной круг на 0,1-0,2 мм (1 оборот рукоятки (16)-1мм=0,1мм).Пометьте этот зуб и произведите заточку остальных зубьев. Не снимая пилы, проверьте — все ли зубья заточены полностью. В противном случае процесс заточки повторите. При заточке пилы со скосом передней грани процесс обработки зуба аналогичен. Отличие заключается в том, что поворотом электродвигателя вокруг оси (20) по шкале (31) задается угол косой заточки.
Заточка заднего угла зуба.
Регулировка станка осуществляется согласно п.6.4.1. При заточке заднего угла электродвигатель необходимо повернуть вправо (как показано на рис.1). Если скоса задней кромки нет, то по шкале 31 «0» нониуса совмещают с «0» шкалы. Если имеется угол косой заточки задней грани, то необходимо его выставить .
Защитный козырек необходимо закрепить сверху и затем отрегулировать положение защитного кожуха (24).
При заточке пил с равными зубьями следует производить последовательную заточку зубьев. При заточке пил с зубьями со смещением заточку производят через зуб.
Направление вращения заточного круга должно быть «на оператора».
Последовательность операций при заточке аналогична заточке зуба по переднему углу.
Алмазный заточной диск предназначен исключительно для заточки твердосплавного инструмента. Он не предназначен для заточки инструмента из быстро режущей стали.
7.1. Электрооборудование станка. Выполнено для подключения к сети
переменного тока с рабочим напряжением 380 В и частотой тока 50 Гц.
Мощность оборудования, установленного на станке 0,25 кВт.
7.2 Характеристика электродвигателя:-тип двигателя АИР 56
-частота вращения двигателя 3000 об/мин,
7.3.Устройство и принцип работы электрооборудования.
Управление станком выполнено по схеме электрической принципиальной.
Монтаж электрооборудования станка выполнен по схеме электрических соединений. Сечение жилы питающего кабеля — не менее 0,75 мм. 7.4.Включение и останов станка.
Подключение станка производится к питающей сети имеющей защиту от короткого замыкания (автомат или предохранители) на ток 1А.
Перед включением станка необходимо проверить: -наличие и исправность заземления, -соответствие бирок, обозначающих фазы питающей сети. Пуск, останов и реверс станка осуществляется при помощи переключателя.
8. Система смазки.
| СТАНОК ЗАТОЧНОЙ ДЛЯ ТВЕРДОСПЛАВНЫХ ПИЛ модель СЗТП-600
Для получения максимального эксплутационного эффекта от применения станка Вам необходимо тщательно ознакомиться с настоящим Руководством по эксплуатации. Придерживаясь наших рекомендаций, изложенных в настоящем Руководстве по правильной эксплуатации и своевременному техническому обслуживанию, Вы обеспечите длительное сохранение и стабильность технико-эксплутационных характеристик, норм точности и надежности приобретенного станка. Общий вид станка модели СЗТП-600 Изготовитель станка постоянно ведет работу по совершенствованию технико-эксплутационных характеристик всех выпускаемых станков, поэтому при изучении данного Руководства по эксплуатации непринципиальные изменения, не снижающие технико-эксплутационные возможности станка, могут быть не отражены в данном Руководстве.
Станок заточной модели СЗТП-600 предназначен для заточки дисковых пил с твердосплавными пластинами по передней и задней поверхностям. Станок изготавливается в исполнении УХЛ для категории размещения 4 по ГОСТ 15150. Допустимые температурные условия эксплуатации станка :+10°С.. .+30°С. Рекомендуемые температурные значения эксплуатации : +17°С. +25°С. Рекомендуемая относительная влажность воздуха при эксплуатации: не более 75% при +20°С. Нормальное эксплутационное значение атмосферного давления: 865. 1065ГПа/630. 780мм 2.Основные технические данные и характеристики. 2.1 Размеры затачиваемых пил Наименьший диаметр пилы, мм 120. Наибольший диаметр пилы, мм 700. Посадочный диаметр пилы, мм 20,30,32,50. 2.2.Размеры тарельчатого круга. Наружный диаметр, мм 150(125). Рекомендуемый тип круга 2А |
|||
| Поз. | Наименование | Кол-во | Примечание |
| 1 | Основание | 1 |


| Объект смазки | Способ смазки | Смазочный материал | Расход смазочного материала,см 3 |
| Подшипники 5-36204 ГОСТ 831-2шт.-привод алмазного круга | пополнить | ЛКС | 4 |
| Подшипники 8101 ГОСТ6874-2шт. механизм перемещения | пополнить | ЦИАТИМ-203 ГОСТ 8773 | 2 |
| Подшипник 8102 ГОСТ6874-1шт. -зажим пилы | пополнить | ЦИАТИМ-203 ГОСТ 8773 | 1 |
| Винт подачи узла Установка пилы | нанести | ЦИАТИМ-203 ГОСТ 8773 | 2 |
Замена смазки производиться через 1000 часов работы.
9.1 Вскрыв упаковку, визуально проверьте наличие и состояние станка, его составных частей и его комплектацию согласно разделу «Комплектность» настоящего Руководства.
- При транспортировке станка к месту его установки и при опускании его
на жесткую подставку следует избегать сильных толчков и ударов. - Перед установкой станка на место необходимо его очистить от
антикоррозийных покрытий. Просверлив отверстия, относительно отверстий
в платиках основания, надежно закрепить станок на жесткой подставке. - Подключение станка к питающей сети производится в соответствии с
требованиями раздела 7.4 настоящего Руководства. - Убедившись в соблюдении всех требований установки станка и
подготовки его к пуску, произвести предварительное включение и
опробование на холостом ходу. Только при правильном перемещении
рабочих органов, вращении шпинделя в нужном направлении и нормальном
функционировании органов управления можно приступать к работе на
нагрузочных (рабочих) режимах.
Приложение.
Сведения о рекламациях. Указания для потребителей
- .Акт-рекламация должен быть составлен комиссией.
- В акте необходимо указать :
- Наименование потребителя продукции и его адрес.
- Номер и дата акта, место и время обнаружения дефекта.
- Ф.И.О. лиц, принимавших участие в составлении акта,
место работы занимаемые должности.
- Наименование и адрес изготовителя-поставщика.
2.5 Номера и даты договоров на поставку продукции, счета-фактуры и документа, удостоверяющего качество продукции.
2.6. Зав. номер изделия, его назначение , дату его выпуска, дату получения.
Источник