Сварис 200 комби полуавтомат — это инструмент, который может быть очень полезен для различных видов сварочных работ. Однако, как и с любым инструментом, настройка этого полуавтомата может оказаться сложной задачей. В этой подробной инструкции мы рассмотрим все необходимые шаги для настройки Сварис 200 комби полуавтомата, чтобы вы могли сварить безупречные стыки каждый раз.
Первый шаг в настройке Сварис 200 комби полуавтомата — это подготовка рабочей площадки. Убедитесь, что у вас есть достаточно пространства для работы и все необходимые инструменты под рукой. Также не забудьте надеть защитные очки, перчатки и одежду, чтобы защитить себя от искр и возможных травм.
Далее, проверьте все соединения на полуавтомате и убедитесь, что они надежно закреплены. Затем подключите полуавтомат к источнику питания. Убедитесь, что все провода и шнуры в полуавтомате находятся в хорошем состоянии и не повреждены. Если вы заметите какие-либо повреждения, замените их немедленно.
После этого настало время настроить необходимые параметры для сварки. Установите соответствующую толщину металла и желаемый режим сварки на полуавтомате. Не забудьте проверить настройки тока и напряжения, чтобы они соответствовали требуемым значениям для выбранного материала сварки. Если вы не уверены, какие параметры использовать, обратитесь к руководству пользователя или проконсультируйтесь с опытным сварщиком.
Необходимо также обратить внимание на газовую смесь для сварки. Для использования Сварис 200 комби полуавтомата с металлическими газами, убедитесь, что настройки соответствуют требуемым значениям для вашего материала сварки. Если вы используете смесь аргон/CO2, убедитесь, что баллон с газом подключен и направление потока газа правильно установлено на пистолете сварки.
Когда все настройки проверены и установлены, проверьте сварочное оборудование на работоспособность. Включите полуавтомат и попробуйте сделать пробную сварку на куске отходов металла. Убедитесь, что стык получается качественным и не имеет дефектов. Если есть какие-либо проблемы, вернитесь к настройкам и убедитесь, что они все правильно установлены. И не забывайте практиковаться и совершенствовать свои навыки сварки с помощью Сварис 200 комби полуавтомата.
Подключение и настройка Сварис 200 комби полуавтомата
Перед началом работ проверьте, что у вас есть все необходимые инструменты и материалы:
- Сварочный полуавтомат Сварис 200 комби
- Комплект проводов, включая провод для сварки
- Заземляющий провод
- Защитная маска для сварщика
- Сварочные электроды
После того как вы убедились, что все необходимое есть, приступайте к следующему этапу:
- Разместите полуавтомат на стабильной и ровной поверхности, удаленной от горючих материалов.
- Подключите заземляющий провод к специальному заземляющему контакту на устройстве. Убедитесь, что заземление имеет надежное соединение и хорошую электрическую проводимость.
- Подключите провода для сварки. Вставьте соединительные разъемы проводов в соответствующие разъемы полуавтомата и убедитесь, что они надежно закреплены.
- Установите необходимые сварочные электроды в держатель электродов, учитывая требования работ по сварке.
- Перед подачей питания на полуавтомат, проверьте настройки на пульте управления. Убедитесь, что напряжение и ток сварки, а также другие параметры соответствуют требованиям для вашей работы.
- После настройки пульта управления можно подавать питание на полуавтомат. Убедитесь, что все индикаторы готовности и сигнализации на полуавтомате работают корректно.
На этом подключение и настройка Сварис 200 комби полуавтомата завершается. Теперь вы можете приступать к сварочным работам с использованием этого мощного инструмента.
Подготовка и монтаж оборудования
Перед началом работы с Сварис 200 комби полуавтомат необходимо провести подготовительные этапы.
1. Распакуйте все компоненты и проверьте их на отсутствие повреждений. Убедитесь, что комплектация полная и ничего не пропало.
2. Очистите поверхность сварочного стола от грязи и загрязнений. Убедитесь, что стол плоский и ровный, без выпуклостей и вмятин.
3. Проверьте, что у вас есть все необходимые инструменты для монтажа. Это могут быть ключи, отвертки, пассатижи и прочие инструменты, которые указаны в инструкции.
4. Включите сварочное оборудование в розетку и убедитесь, что оно работает. Проверьте, что все кнопки и регуляторы функционируют.
5. Следуйте инструкции по монтажу, которая поставляется в комплекте с оборудованием. Установите все детали на свои места, подсоедините шланги и провода согласно инструкции.
6. Перед началом работы обязательно прочитайте руководство по эксплуатации и ознакомьтесь с правилами безопасности. Это важно для вашей личной безопасности и сохранности оборудования.
Важно помнить, что монтаж и подготовка оборудования должны быть выполнены грамотно и соответствовать требованиям, указанным в инструкции. Только в этом случае можно рассчитывать на безупречную работу сварочного аппарата Сварис 200 комби полуавтомат.

Цвет на изображении может отличаться от действительного рисунка.
28 220 ₽
Цена за 1 шт.
Самовывоз в среду 22 февраля после 15:00.
Доставка в Белгороде, отправка возможна в пятницу 24 февраля после 18:00. Стоимость доставки до ТК 499 руб.
Как правильно настроить сварочный полуавтомат
Начинающие пользователи такого оборудования наверняка задаются вопросом: какой сварочный полуавтомат имеет необходимые настройки и не требует дополнительной отладки? Однако таких моделей не существует по двум причинам. Во-первых, сама технология изготовления не дает возможности задать одинаковые параметры для каждого экземпляра. Во-вторых, такое единообразие не имеет смысла, потому что оборудование предназначено для сварки разных материалов.
При этом сохранение заводских параметров существенно сокращает возможности использования прибора, потому что разные металлы и сплавы нужно соединять в разных условиях. Комплект поставки обычно включает инструкции по самостоятельной отладке оборудования, но их зачастую недостаточно. Поэтому каждый опытный мастер знает, как подключить и правильно настроить сварочный полуавтомат для работы с конкретным материалом. Подобный опыт нередко дополняет и уточняет заводские инструкции.

Параметры настроек
Работу сварочных полуавтоматов описывают четыре технические характеристики:
- напряжение дуги – изменение этого параметра влияет на значение силы тока;
- сила тока и скорость подачи проволоки – две связанных характеристики с прямо пропорциональной зависимостью друг от друга;
- расход защитного газа – он увеличивается с повышением значений предыдущих характеристик.
Эти четыре параметра определяют направления, по которым необходимо настроить оборудование для того или иного материала. Важно понимать, что отладка не может сохраняться долгое время в силу следующих наиболее частых причин:
- незначительный ремонт оборудования, установка новых комплектующих;
- изменение химического состава газовой смеси, применяемой как защитная среда;
- перепады и скачки напряжения электрического тока, питающего аппарат;
- использование присадочной проволоки другой марки и/или с иным составом.
Даже в ряду родственных моделей одного и того же производителя нередко наблюдаются существенные различия в заводских настройках. Подобные расхождения бывают и у разных приборов с идентичными заявленными характеристиками. Чтобы научиться регулировать сварочные полуавтоматы под конкретные задачи, необходимо привыкнуть к особенностям функционирования оборудования и выявить в нем закономерности и причинно-следственные связи.

Рекомендации по настройке
Четыре рабочих характеристики оборудования намечают пять направлений его регулировки: защитная газовая смесь, напряжение, полярность, скорость подачи и вылет проволоки. Рассмотрим каждый аспект более подробно.
Подбор газовой смеси
Для защиты соединяемых деталей и оборудования от высоких температур и искр в зону сварки нагнетают газовую смесь или какой-то чистый газ. Для сварочных полуавтоматов используют два вещества: углекислый газ (диоксид углерода) и инертный материал аргон. Возможно четыре варианта их комбинации для разных сплавов и качества шва:
- Чистый углекислый газ – подходит для толстых листов или крупных изделий из сплавов на основе железа (чугун, сталь), обеспечивает глубокий проплав, но дает большое количество искр, а шов получается в итоге грубым и некрасивым.
- Первая смесь обоих газов – на три четверти (75 %) состоит из аргона и на одну четверть (25 %) из углекислоты. Состав подходит для работы с тонкими листами и с небольшими деталями. Дает минимум брызг, а спайка получается аккуратной.
- Вторая смесь обоих газов – на 98 % состоит из аргона и на 2 % из углекислого газа. Основное назначение такой среды – сваривание деталей из нержавеющей или оцинкованной стали, медных сплавов. Минимум брызг, высокое качество шва.
Чистый аргон – применяется для соединения деталей из алюминия, меди, сплавов на их основе, а также вообще для работы с цветными металлами. Обеспечивает почти полное отсутствие искр, а шов выходит тонким, ровным, чистым и красивым.
Чем больше в составе защитной среды аргона, тем аккуратнее, чище и тоньше получается соединение. Углекислый газ дает довольно грубое соединение и не подходит для тонких металлических листов, мелких деталей и цветных металлов. Однако он более доступен, что определяет его распространение в сварке крупных предметов и в грубых работах.

Настройка напряжения
Настраивать этот параметр необходимо с учетом требуемой глубины провара, а также толщины соединяемых листов или размеров деталей. Чем больше энергии потребуется на плавление припоя и обрабатываемого сплава, на горение сварочной дуги, тем выше должен быть установленный вольтаж аппарата, который преобразует энергию электрического тока в тепловую.
Регулировка вольтажа носит ступенчатый характер. Большинство современных аппаратов позволяют установить необходимый для работы вольтаж в два этапа.
- Сначала с помощью переключателя на задней стороне полуавтомата выбирается один из двух режимов работы прибора. Режимы отмечены цифрами «1» и «2».
- Далее в рамках каждого из этих режимов можно выбрать между минимальным и максимальным уровнем напряжения. За это отвечает второй переключатель.
В результате получается четыре варианта вольтажа. Для облегчения выбора нужного значения на некоторых моделях помещают также таблицу для определения вольтажа и скорости подачи проволоки. Такие справочники индивидуальны для каждого аппарата. Слишком низкий вольтаж не обеспечит нужной глубины провара, и шов получится непрочным. При чрезвычайно высоком вольтаже возрастает риск прожига материала.
Настройка скорости подачи проволоки
Регулировать этот параметр следует после выбора напряжения электрического тока. Эта очередность связана с тем, что скорость подачи определяет скорость плавления, которая одновременно зависит от вольтажа. Когда присадочная нить начинает плавиться, скорость ее продвижения снижается. Если этот параметр окажется ниже или выше соответствующего ему вольтажа, качество соединения сильно снизится:
- Если присадочная нить будет подаваться слишком быстро, то при контакте с металлом она начет деформироваться прежде, чем успеет расплавиться. Она также будет липнуть к обрабатываемой поверхности, обильно искря и брызгая. Соединение при этом получится неаккуратным, с большим количеством наплывов и низкой прочностью.
- При слишком медленной подаче проволока рискует сгореть, так и не успев расплавиться. При этом забивается наконечник горелки. Если же присадочная нить все-таки начала плавиться, это не гарантирует качественной работы. При контакте с металлом нить будет давать рваный шов с просадками и волнистостью.
Настраивать скорость подачи присадочного материала приходится чаще, чем другие характеристики оборудования. После каждой смены напряжения и замены на другую присадочную нить прежние настройки сбиваются, и их нужно регулировать заново. Современные модели часто облегчают этот аспект благодаря опции автоматической настройки.
Количественное выражение взаимосвязи настроек и результата отражено в таблице:

Регулировка полярности
Этот параметр сварочных полуавтоматов настроить проще всего. На корпусе обычно помещают таблицу, в которой указано, для какого металла или сплава более предпочтительна прямая, а для какого – обратная полярность. В первом случае газовую горелку следует подключать к минусовой клемме, во втором – к плюсовому разъему.
Выбор зависит от конструктивных типов присадочной проволоки. На сегодня их два:
- Простая. Это омедненная цельная нить, при работе с которой всегда используют защитный газ. Она не имеет никаких дополнительных добавок, поэтому перед началом работы поверхность необходимо особенно тщательно очистить. Такую присадочную нить можно применять только в помещении, но она почти не дает искр и брызг, а шов получается тонким, ровным, аккуратным и чистым, без шлаков.
- С флюсом. Это добавка в центре проволоки, при ее плавлении образующая защитный газ, поэтому внешняя среда из аргона или углекислоты не требуется, как и тщательная очистка поверхности – незначительные загрязнение не помешают. С таким припоем можно работать даже на улице в ветреную погоду, но брызг и искр будет очень много. По шву образуется много шлака, который нужно счищать.
Простая медная нить – это всегда обратная полярность и подключение к плюсовой клемме. Отрицательный заряд при этом подается на свариваемый материал. Присадочная нить с флюсом требует прямой полярности и соединения через минусовой разъем. При этом свариваемую деталь соединяют с клеммой с положительным зарядом. Разница зарядов и создает электрическое напряжение и электромагнитное поле.
Настройка вылета проволоки
Вылетом называют расстояние между концом наконечника и концом самой проволоки, то есть часть ее длины, на которую она выдвинута из наконечника. Если отрегулировать этот параметр правильно, получится избежать обильных брызг, коробления свариваемого материала, его прожига и недостаточного провара. Выпуском считается расстояние от сопла горелки до проволочного торца. При малых диаметрах выпуск и вылет равны друг друга, при увеличении толщины нити выпуск уменьшается на 1-10 мм.
На практике применяют три основных варианта вылета в зависимости от конструкции газового сопла и применяемой защитной среды:
- В общем случае выпуск должен быть как можно меньше – порядка 0,6-1,0 см. Такое значение подходит для защитной среды из чистого углекислого газа или из его смесей с аргоном. Чем больше аргона, тем вылет может быть больше.
- При использовании в качестве защитной среды чистого аргона вылет присадочной нити может превышать 1 см. Существуют модели с автоматической регулировкой этого параметра, при которой шаг выпуска составляет порядка 3 мм.
- Если наконечник газового сопла углублен внутрь его корпуса, то слишком короткий вылет не обеспечит нормального плавления. Поэтому чем сильнее наконечник утоплен в корпусе горелки, тем больше должно быть значение выпуска.
Чем толще проволока, тем меньше должен быть вылет, иначе в зоне сварки ее окажется больше, чем сварочный полуавтомат способен обработать. И если короткий выпуск просто не позволяет сформировать наплав и сварной шов или не обеспечит нужной глубины провара и прочности шва, то слишком длинный создает избыток припоя, что приведет к прожиганию и короблению металла, обильным брызгам и искрению.
Взаимосвязь вылета, выпуска, диаметра и расхода газа отражены в таблице:

Самые частые сбои и их признаки
Если сварочный полуавтомат не был правильно настроен и отрегулирован, в процессе его работы могут возникать различные сбои и ошибки. Ниже перечислены наиболее распространенные из них, а также признаки, по которым их можно распознать:
- Если проволока подается слишком быстро для выбранного напряжения, она не образует дугу, а просто приварится к одной из соединяемых деталей.
- При нехватке или отсутствии защитного газа в зоне сварки обильно вылетают брызги, а шов становится пористым и приобретает зелено-коричневую окраску.
- Если напряжение и/или скорость подачи присадочной нити недостаточны, сварка не проникнет глубоко в толщу соединяемых деталей, и шов будет непрочным.
- При слишком высоком для данной толщины металла вольтаже закономерно произойдет прожигание свариваемых листов или деталей.
- Если присадочную нить подавать слишком медленно, при касании металла она будет частично оплавляться, оставаясь на конце рабочего наконечника.
- При удалении горелки от места сварки далее 0,6-1,2 см шов получится прерывистым, а в процессе работы будет обильное разбрызгивание припоя.
- Если материал не очищен, а заземление плохо закреплено, сварка будет идти рывками, а шов получится рваным. Со стороны кажется, что причина в низком напряжении или малой скорости подачи проволоки, но это не так.

Кроме того, треск и щелчки во время сварки говорят о низкой скорости подачи припоя. Недостаток газовой среды увеличивает количество брызг и искр. Прерывистый шов и непроваренные (пропущенные) участки указывают на то, что поверхность металла не была очищена и должным образом подготовлена к сварке. Зазубрины и разная толщина шовного наплава – результат неравномерного ведения горелки по месту соединения.
Вообще, в процессе сварки недостаточно иметь в виду только усредненные инструкции и рекомендации. Обязательно нужно обращать внимание на мелочи и подмечать опытным путем, какой результат получается при тех или иных настройках и движениях горелки.
Рекомендательные значения основных параметров представлены в таблице:

Приобретение сварочных полуавтоматов
Перечисленные выше рекомендации по настройке в равной степени справедливы для сварочных полуавтоматов любой торговой марки, модели и модификации. То же касается и наиболее распространенных сбоев в работе оборудования и признаков, которые позволяют их выявить. Конечно, отрегулировать аппарат под свои нужды проще, если заводские настройки более соответствуют требуемым для работы параметрам.
В каталоге компании «Строительные ресурсы» представлен широкий выбор сварочных полуавтоматов для соединения всех основных рабочих сплавов: железных, алюминиевых, медных. Это удобные инверторные моноблоки отечественной марки «Сварог», которая не уступает по техническим характеристикам аналогичному оборудованию зарубежных брендов «Аврора» (китайское производство) или «Ресанта» (латвийская компания).
Сварной форум
Cварочное оборудование: Описание, Технические характеристики, Инструкции, каталоги, принципиальные схемы, Обсуждение, Отзывы.

- Страница 1 из 1
- 1
| Сварочный аппарат инверторный Сварис 200 |
|---|
Бренд: FoxWeld S.r.l., Padova, italy
Страна изготовления: Китай
Официальный сайт: foxweld.ru
| Описание: |
|---|
Сварочный инвертор Сварис 200 – портативный выпрямитель — позволяет производить сварку постоянным током, используя инверторную технологию преобразования и управления сварочным током. На данный момент эта технология является передовой и позволяет существенно уменьшить габариты и вес по сравнению с традиционными трансформаторными полуавтоматами. При этом аппарат обеспечивает идеальные параметры сварки, даже при большом падении входящего напряжения, особенно на малых токах, при сварке небольших толщин.
Силовые модули преобразуют сетевую частоту 50Гц в частоту 100 кГц , что обеспечивает очень ровную характеристику сварочного тока, стабилизирует колебания выходных параметров несмотря на входное напряжение, увеличивает КПД на 40% по сравнению с обычными трансформаторами.
Стандартная комплектация сварочного аппарата:
Источник с сетевым кабелем
Обратный кабель с зажимом
Электрододержатель для ручной дуговой сварки (ММА)
| Технические характеристики: |
|---|
Тип сварки: ручная дуговая постоянным током
Напряжение питания 180-240V 50Hz
Напряжение холостого хода, В 62
Диапазон сварочного тока, А 20-200
Продолжительность нагрузки ПН, % 30
КПД, % 80
Коэффициент мощности 0.93
Класс изоляции / защиты F / IP21S
Размер, мм 140х270х310
Вес, кг 5,5
| Документация: |
|---|
Руководство по эксплуатации сварочного инвертора Сварис 200(инструкция) Добавить
| Важно! |
|---|
Если у Вас есть опыт использования данного аппарата, мы будем признательны Вам
за объективный и развернутый отзыв, который поможет
разобраться в достоинствах и недостатках представленного аппарата.
| Отзывы и обсуждение сварочного инвертора Сварис 200: |
|---|
Достоинства:
Небольшие габариты,мощный,не требует сложного тех.обслуживания.
Комментарий: В начале лета, когда у меня самый разгар «калымов», я уже заработал некоторую сумму денег и решил потратиться на свой личный инструмент(не всегда же пользоваться папиным). Покупки делал в «Леруа Мерлен» в Рязани, там мне приглянулся сварочный аппарат марки «Сварис 220» по вполне приемлемой цене для меня. Комплектация и технические характеристики меня удовлетворили и я решал «надо брать»!
Сравнив характеристики распространенного «Ресанта» и моего «Сварис», мне приходилось варить «Ресантой»-хороший аппарат, варит мягко и не «залипает», «Сварис» тоже варит мягко и без залипаний, большой разницы я не ощутил, поэтому покупкой остался доволен.
В комплектацию входит: электрододержатель и кабель «массы». Аппарат имеет небольшие габариты и массу, что очень удобно, когда варишь и аппарат висит на плече. Максимальный диаметр электрода 5 мм. Внутри стоит мощный трансформатор, поэтому резать сваркой можно на больших токах, не опасаясь перегрева. Дуга зажигается легко и удержать ее сможет даже «зеленый» сварщик.
Этим аппаратом я проваривал свою старенькую Ваз 2105, и остался доволен результатом. Варил я электродом диаметром 2 мм при токе 30-40 ампер. Шов ложился ровно и металл не прожигался. Варил машину я где-то 2 часа и за это время аппарат не перегрелся, хотя в инструкции написано каждые 40 минут давать остывать. Внутри стоит хороший кулер охлаждения.
Я занимаюсь монтажом отопления, водопровода, сантехники, электрики и сварка мне требуется часто. Так же подрабатываю сваркой некоторых метало-конструкций. Приходилось варить прохудившиеся резервуары не сливая воды-ток по-больше и течь устранена.
Аппаратом я остался очень доволен и советую приобретать такие тоже.
3 пользующиеся популярностью марки электродов, о которых должен знать любой сварщик












Всех со Светлым Христовым Воскресением – с Пасхой Христовой !
Доброго времени, коллеги! Аппарат РЕСАНТА 250 (вроде GP, без вайпера), но что то ни одна схема не подходит. может, невнимательно ищу. Вопрос – какой это (в красном кружке) транзистор? Схема варианта платы в таком исполнении существует? Буду очень благодарен за ссылку) По схеме, которую нашел, вроде должен быть IRFD120, но это явно не он. (их нет в ТО92)
Вообще неисправность была такая – срыв генерации на ШИМ, причина – перегрузка на стабилизаторе КА8715, поиск привел к пробитому транзюку, но он вообще гладкий, без всяких намеков на маркировку.

Второй вопрос. Прошу помочь со схемой на аппарат СВАРИС220. что то в сети ничего похожего не нашел. хотя, понятно, что он не особо отличается от той же Ресанты, но все же..

Это не GP, это SH серия. А транзистор там похоже не родной, посмотрите по дорожкам и по пятачкам под ножки, по моему там как раз под irfd110
Для SH тоже не соответствует. там должен быть оптодрайвер А3120, а в моем аппарате его нет.
SH разные бывают, есть и с ТГР, А транзистор там похоже не родной, посмотрите по дорожкам и по пятачкам под ножки, по моему там как раз под irfd110, С одной стороны как раз 2 пятака вместе как на irfd110, а с другой раздельно
тишина на форуме.Так и гляди-мертвые с косами начнут ходить.
Да, не шибко много народу))) Но по делу – вот на фото место. да, можно предположить монтаж корпуса hd1. попробую.
а вот что же они (производители) воткнули? уж интересно.
А вот по СВАРИСУ 220 никто не посодействует. Хотелось бы схему. или может ближайший аналог?
Принесли на ремонт мне чудо после другого чуда NIKKEY MIG-220 схемы тут какие то болтаются не привязанные ни чего и ни к чему превентивные меры принял от отсутствия подачи провода. транзюки и мотор живые стабилитрон заменил. вопросы следующие 1 фотки (структурную схемку) какие куда и с чем соединяются провода – сравнивая с одним видео, не совпадают. 2 светодиоды – там их 3-4 штуки, когда и в какой момент времен они светятся или мигают? 3 можно ли это чудо запустить на столе без инверторов? – потому как ни куда не подлезть в штатном подключении
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.

Процессы, протекающие в электрической схеме сварочного инвертора
Схема сварочного аппарата инверторного типа позволяет увеличивать частоту тока со стандартных 50 Гц до 60–80 кГц. Благодаря тому, что на выходе такого устройства регулировке подвергается высокочастотный ток, для этого можно эффективно использовать компактные трансформаторы. Увеличение частоты тока происходит в той части электрической схемы инвертора, где расположен контур с мощными силовыми транзисторами. Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.
Принципиальная схема заводского сварочного инвертора «Ресанта» (нажмите, чтобы увеличить)
Схема инвертора от немецкого производителя FUBAG с рядом дополнительных функций (нажмите, чтобы увеличить)
Пример принципиальной электрической схемы сварочного инвертора для самостоятельного изготовления (нажмите, чтобы увеличить)
Принципиальная электрическая схема инверторного устройства состоит из двух основных частей: силового участка и цепи управления. Первым элементом силового участка схемы является диодный мост. Задача такого моста как раз и состоит в том, чтобы преобразовать переменный ток в постоянный.
В постоянном токе, преобразованном из переменного в диодном мосту, могут возникать импульсы, которые необходимо сглаживать. Для этого после диодного моста устанавливается фильтр, состоящий из конденсаторов преимущественно электролитического типа
Важно знать, что напряжение, которое выходит из диодного моста, примерно в 1,4 раза больше, чем его значение на входе. Диоды выпрямителя при преобразовании переменного тока в постоянный очень сильно нагреваются, что может серьезно сказаться на их работоспособности
Компоненты сварочного инвертора на примере самодельного аппарата
Чтобы защитить их, а также другие элементы выпрямителя от перегрева, в данной части электрической схемы используют радиаторы. Кроме того, на сам диодный мост устанавливается термопредохранитель, в задачу которого входит отключение электропитания в том случае, если диодный мост нагрелся до температуры, превышающей 80–90 градусов.
Высокочастотные помехи, создаваемые при работе инверторного устройства, могут через его вход попасть в электрическую сеть. Чтобы этого не произошло, перед выпрямительным блоком схемы устанавливается фильтр электромагнитной совместимости. Состоит такой фильтр из дросселя и нескольких конденсаторов.
Блок питания инвертора
Сам инвертор, который преобразует уже постоянный ток в переменный, но обладающий значительно более высокой частотой, собирается из транзисторов по схеме «косой мост». Частота переключения транзисторов, за счет которых и происходит формирование переменного тока, может составлять десятки или сотни килогерц. Полученный таким образом высокочастотный переменный ток имеет амплитуду прямоугольной формы.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком. Для того чтобы получить с помощью инверторного аппарата постоянный ток, после понижающего трансформатора подключают мощный выпрямитель, также собранный на диодном мосту.
Транзисторы для силового модуля сварочного инвертора
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.

Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого не существенно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Схема сварочного инвертора в корне отличается от устройства его предшественника – сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.

Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Читать также: Схема зарядного устройства зу 55а
Как работает сварочный инвертор
Ремонт сварочного инвертора
Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, – это то, для чего предназначен любой сварочный аппарат. Для этих же целей необходим и инверторный аппарат, позволяющий формировать сварочный ток с большим диапазоном характеристик.
В наиболее простом изложении принцип работы инвертора выглядит так.
- Переменный ток с частотой 50 Гц из обычной электрической сети поступает на выпрямитель, где происходит его преобразование в постоянный.
- После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
- Из фильтра постоянный ток поступает непосредственно на инвертор, в задачу которого входит опять преобразовать его в переменный, но уже с более высокой частотой.
- После этого при помощи трансформатора понижают напряжение переменного высокочастотного тока, что дает возможность увеличить его силу.
Блок-схема сварочного аппарата инверторного типа
Для того чтобы понять, какое значение имеет каждый элемент принципиальной электрической схемы инверторного аппарата, стоит рассмотреть его работу подробнее.
Как выполнить самостоятельный ремонт инверторного устройства
Если после тестирования становится понятно, что причина неисправностей в работе инверторного аппарата кроется в его внутренней части, следует разобрать корпус и приступить к осмотру электронной начинки. Вполне возможно, что причина заключается в некачественной пайке деталей устройства или плохо присоединенных проводах.
Внимательный осмотр электронных схем позволит выявить неисправные детали, которые могут быть потемневшими, треснутыми, со вздувшимся корпусом или иметь подгоревшие контакты.

Сгоревшие детали на плате инвертора Fubac IN-160 (регулятор AC-DC, транзистор 2NK90, резистор 47 Ом)
Такие детали при ремонте необходимо выпаять с плат (желательно использовать для этого паяльник с отсосом), а затем заменить на аналогичные. Если маркировка на неисправных элементах не читается, то для их подбора можно использовать специальные таблицы. После замены неисправных деталей желательно произвести тестирование электронных плат при помощи тестера. Тем более это необходимо сделать, если осмотр не позволил выявить элементы, подлежащие ремонту.
Визуальную проверку электронных схем инвертора и их анализ при помощи тестера следует начать с силового блока с транзисторами, так как именно он является наиболее уязвимым. Если транзисторы неисправны, то, скорее всего, вышел из строя и раскачивающий их контур (драйвер). Элементы, из которых состоит такой контур, также необходимо проверить в первую очередь.

Силовой блок инвертора
После проверки транзисторного блока проверяются все остальные блоки, для чего также используется тестер. Поверхность печатных плат необходимо внимательно осмотреть, чтобы определить на них наличие подгоревших участков и обрывов. Если таковые обнаружены, то следует тщательно зачистить такие места и напаять на них перемычки.
Если в начинке инвертора обнаружены перегоревшие или оборванные провода, то при ремонте их надо заменить на аналогичные по сечению. Хотя диодные мосты выпрямителей инвертора и являются достаточно надежными элементами, их также следует прозвонить при помощи тестера.
Наиболее сложный элемент инвертора – плата управления ключами, от исправности которого зависит работоспособность всего аппарата. Такую плату на наличие управляющих сигналов, которые подаются на шины затворов блока ключей, проверяют при помощи осциллографа. Заключительным этапом тестирования и ремонта электронных схем инверторного устройства должна стать проверка контактов всех имеющихся разъемов и их зачистка при помощи обычного ластика.
Самостоятельный ремонт такого электронного устройства, как инвертор, достаточно сложен. Научиться выполнять ремонт этого оборудования, просто посмотрев обучающее видео, практически невозможно, для этого необходимо обладать определенными знаниями и навыками. Если же такие знания и навыки у вас есть, то просмотр подобного видео даст вам возможность восполнить недостаток опыта.
Схема сварочного аппарата Ресанта-160
А если вам понадобится большая длина, то можно отдельно докупить удлинитель.
Подробности файла Ресанта САИ-160
Возникли вопросы по ремонту инверторов? Это важный плюс, поскольку Ресанта может похвастаться развитой сетью сервисных центров по всей России. Подключение такое же простое, как и в случае с другими моделями САИ.
Благодаря этим функциям процесс обучения пройдет легче и быстрее. Не сказать, что этого мало. Возникли вопросы по ремонту инверторов?
Радует возможность работать ювелирным током А, да и в целом постоянный ток в сварке выигрывает у переменки. А ведь электрод ведется вручную. Поскольку для его полноценной работы придется докупить стабилизатор. Производитель позиционирует данный аппарат как бытовой, и мы с этим согласны. Ресанта САИ 160 — снова ремонт дежурки
Линейки оборудования
Компания FoxWeld представляет одновременно несколько модельных рядов. Каждый из них имеет свои определенные особенности и нашел себе своего потребителя. Наиболее популярными считаются такие, как Сварис, Дачник, Мастер, Корунд и Varteg.
Сварочный аппарат Сварис производится в Китае под непосредственным контролем всего процесса со стороны итальянских разработчиков. Несмотря на то, что к товарам из Поднебесной одно время было определенное недоверие, аппараты Сварис позволили разрушить этот сложившийся стереотип.

Сварис 158 Комби
Инверторный полуавтомат Сварис комби предназначен для работы в режиме ММА, то есть, для ведения сварки плавящимися электродами. Он переключается в режим сварки проволокой, поэтому и считается комбинированным. Естественно, устройство позволяет работать в среде защитного газа.
В корпусе встроен механизм подачи проволоки, поэтому сварочный аппарат, несмотря на свою функциональность, остается компактным. Его масса всего 11 кг. Стоит такой полуавтомат 23 000 рублей.

Сварис 158 питается от бытовой сети напряжением 220 В. Он пригоден для ведения мелкого бытового ремонта, однако многие профессионалы задействуют его на более масштабных работах. Благодаря компактности, устройство позволяет проводить сварочные работы в местах с ограниченными пространственными условиями.
Модель 220
Для тех, кто ищет бюджетный вариант компактного сварочного аппарата, производитель представляет устройство для ручной дуговой сварки. Этот вид работ считается самым популярным, поэтому Сварис 220 пользуется спросом у любителей. В домашнем хозяйстве, особенно владельцу частного дома, всегда найдется работа, связанная с применением сварки.
Мнение эксперта Багров Виктор Сергеевич Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Для сварщиков-любителей отличный вариант. С таким прибором можно без труда найти себе работу по дому: варить стеллажи в гараже, крепить на крышу антенну или контур заземления, да все, что угодно.
Устройство питается от сети 220 В и при этом может повышать силу тока до 220 А, чего вполне достаточно, чтобы варить электродами диаметром 5 мм. В комплект поставки, который стоит 9 500 рублей, входит держатель электродов и зажим массы. Корпус аппарата снабжен удобной ручкой, позволяющей переносить его по объекту. Зачастую мобильность играет решающую роль, так как приходится вести работы на высоте или в труднодоступных местах.

Благодаря тому, что аппарат адаптирован к пониженному напряжению и показывает при этом устойчивую работу, он ценится жителями частного сектора, где параметры сети далеки от номинальных.
Сварис 160 считается самым доступным сварочным аппаратом для ведения работ постоянным током. Инвертор имеет ряд преимуществ перед трансформаторными устройствами, которые сегодня практически уже не применяются. Переход на новые технологии позволил существенно снизить габариты устройства, его массу, повысить экономичность и КПД. При этом отмечается, что качество выполненных работ не ухудшилось.

Масса сварочного аппарата Сварис 160 составляет 5,5 кг. Подобное устройство можно купить за 5 500 рублей, однако оно поставляется без дополнительных приспособлений, без держателя и силовых проводов.
Сварис 140 (в кейсе)
Отличное сочетание компактности и функциональности воплощено в модели «Сварис 140». Конструкция устройства основана на раздельном расположении силового блока и блока управления. Такой подход позволил увеличить показатели надежности.
Хоть устройство и позиционируется, как бытовое, многие отмечают, что по своим показателям он ничуть не уступает промышленным аналогам. Время непрерывной сварки при максимальном значении силы тока составляет 4 минуты. Опасаться выхода из строя установки не стоит, так как сработает термозащита, однако следует контролировать время.

Пластиковый кейс надежно защищает сварочный аппарат от пыли во время хранения и транспортировки. Чтобы на блок управления и силовой блок не попадала грязь или пыль, они отделены специальными перегородками. Система охлаждения принудительного типа, причем скорость вентилятора может меняться в зависимости от температуры.
Индивидуальности работ с электродами марки УОНИ 13 55
Универсальность пространственного положения наложения сварного шва для этого вида электрода достигается применением специального вида покрытия и специального состава железного сердечника. Так, формируя слой сплава, наплавляемого на поверхность соединения марка УОНИ 13 55 обязана иметь наибольшее содержание последующих компонент в сплаве шва:

- углерод – не наиболее чем 0,1%;
- марганец – допустимое количество не наиболее 0,9%;
- кремниевых составляющих до 0,37%;
- очень допустимое количество серы 0,3%;
- фосфор, не наиболее 0,027%.
В процессе сварки сварочная ванна формируется в маленьком облаке защитного газа, это приводит к тому, что шов, формируется с весьма большенный пластичностью. Относительно просто поддается формированию, но при всем этом при остывании он владеет свойством высочайшей ударной вязкостью. Глубочайшее, однородное соединение, не содержащее раковин и трещинок, имеет наиболее длиннющий по времени процесс старения и образования механических и коррозионных повреждений.
Работа с электродами марки УОНИ 13 55 просит соблюдения неких специфичных особенностей, при которых значительно увеличивается свойство сварного соединения и удобство работы – исходный розжиг дуги проводится просто, следующие розжиги не требуют доп усилий и проводятся при размеренной сильной сварочной дуге. Но, такое удобство работы с данным видом сварочных электродов достигается до этого всего подготовкой электродов способом прокаливания. В течение 60 минут, электроды прокаливаются при температуре около 320 градусов. Таковая подготовка к использованию дозволяет получить инструмент готовый к работе, при всем этом температура конкретно во время работы особенной роли не играет, сварочная ванна формируется верно, а сплав фактически не образует разбрызгивания. Прокаленные электроды в итоге не образуют разнородного по составу слоя шлака, он отделяется просто, большенными фрагментами.
Интересно почитать: Техника сварки нержавейки аргоном
Сфера внедрения
Универсальность использования и хорошие свойства результатов соединения разрешают использовать сварочные электроды УОНИ 13 55 в местах ответственных работ, требующих надежности соединения и сразу легкости их внедрения:

- сварка арматурного каркаса железобетонных изделий;
- ремонтные работы трубопроводов;
- герметизация порывов резервуаров;
- устранение трещинок без сквозного недостатка сплава;
- монтажные работы ответственных несущих конструкций
- наплавление слоя сплава.
Расчет внедрения сварочных электродов данной нам марки, свойства соединений которых разрешают брать в расчеты величину сопротивления на разрыв наиболее 490 Н/мм2 делает их неподменными для напряженных конструктивных частей. А ударная вязкость образуемого шва при расчетах определяется как 127,4 Дж/см2.

Почти во всем эффективность работы определяется соответствием сварочного тока поперечнику электрода и тому, в которой плоскости будет размещаться свариваемый шов. Величина тока влияет и на остальные характеристики, к примеру, на скорость наплавки сплава и расходу электродов на эту операцию. Так для наплавки 1 кг соединительного шва при обычной температуре воздуха пригодиться 1,65 кг электродов данной нам марки, при всем этом выход наплавленного сплава составит около 93% от массы стержней.
Самым малым поперечником, выпускаемым индустрией электродов УОНИ 13 55, является поперечник стержня 2 мм, дальше размеры имеют последующие характеристики – 2,5 мм, 3 мм,4 мм, 5 мм и 6 мм. Длина варьируется от 300 мм до 450 мм, шаг размерности составляет 50 мм.

Практическое применение электродов УОНИ 13 55 зависит от поперечника и положения сварочного шва. Для поперечников 2 — 2,5 – 3 и 4 мм применяется все три положения, а вот для 5 и 6 мм это в главном лишь нижнее и вертикальное положение швов.
Величина сварочного тока для работы в нижнем положении несколько выше чем для других видов. Так, для вертикальных и потолочных видов сварочных работ электродов данной марки применим сварочный ток от 130 до 160 ампер, а вот для нижнего положения он определяется от 160 до 190 ампер у электродов поперечником 4 мм.
Что включает в себя конструкция сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики и функциональность, включает в себя такие обязательные элементы, как:
- блок, обеспечивающий электрическим питанием силовую часть устройства (он состоит из выпрямителя, емкостного фильтра и нелинейной зарядной цепи);
- силовая часть, выполненная на базе однотактного конвертора (в данную часть электрической схемы также входят силовой трансформатор, вторичный выпрямитель и выходной дроссель);
- блок питания элементов слаботочной части электрической схемы инверторного аппарата;
- ШИМ-контроллер, который включает в себя трансформатор тока и датчик тока нагрузки;
- блок, отвечающий за термозащиту и управление охлаждающими вентиляторами (в данный блок принципиальной схемы входят вентиляторы инвертора и температурные датчики);
- органы управления и индикации.
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Читать также: Настройка регулятора давления воды в системе водоснабжения
Основная схема обеих моделей практически полностью идентична.
Схема инвертора ММА-200
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ.
- Благодаря совершенно иному подходу к формированию и регулированию сварочного тока масса таких устройств составляет всего 5–12 кг, в то время как сварочные трансформаторы весят 18–35 кг.
- Инверторы обладают очень высоким КПД (порядка 90%). Это объясняется тем, что в них расходуется значительно меньше лишней энергии на нагрев составных частей. Сварочные трансформаторы, в отличие от инверторных устройств, очень сильно греются.
- Инверторы благодаря такому высокому КПД потребляют в 2 раза меньше электрической энергии, чем обычные трансформаторы для сварки.
- Высокая универсальность инверторных аппаратов объясняется возможностью регулировать с их помощью сварочный ток в широких пределах. Благодаря этому одно и то же устройство можно использовать для сварки деталей из разных металлов, а также для ее выполнения по разным технологиям.
- Большинство современных моделей инверторов наделены опциями, которые минимизируют влияние ошибок сварщика на технологический процесс. К таким опциям, в частности, относятся «Антизалипание» и «Форсирование дуги» (быстрый розжиг).
- Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Автоматика в данном случае не только учитывает и сглаживает перепады входного напряжения, но и корректирует даже такие помехи, как затухание сварочной дуги из-за сильного ветра.
- Сварка с использованием инверторного оборудования может выполняться электродами любого типа.
- Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Как у любых сложных технических устройств, у сварочных инверторов есть и ряд недостатков, о которых также необходимо знать.
- Инверторы отличаются высокой стоимостью, на 20–50% превышающей стоимость обычных сварочных трансформаторов.
- Наиболее уязвимыми и часто выходящими из строя элементами инверторных устройств являются транзисторы, стоимость которых может составлять до 60% цены всего аппарата. Соответственно, ремонт сварочного инвертора является достаточно дорогостоящим мероприятием.
- Инверторы из-за сложности их принципиальной электрической схемы не рекомендуется использовать в плохих погодных условиях и при отрицательных температурах, что серьезно ограничивает область их применения. Для того чтобы применять такое устройство в полевых условиях, необходимо подготовить специальную закрытую и отапливаемую площадку.
Чем различаются от МР
К электроду марки ОК 46 по механическим чертам (крепкость на разрыв 46 кгс/кв. мм) и рутиловому покрытию стержня поближе всего подступают электроды марки МР. Сварочные свойства так близкие, что подмена одной марки на другую фактически не воздействую на конечный итог. Определенные достоинства у ОК 46 все-же есть. При сварке, к примеру, потолочных швов сварщики сетовали, что мощности дуги электродов МР-3 не хватало пробить солидный слой шлака. Приходилось использовать расходники ОК 46.
Компания
Современные экономические отношения между странами сейчас носят несколько иной формат. Многие предприятия объединяются, работая во благо одной торговой марки. Гораздо выгоднее за границей наладить производство с собственным брендом, нежели торговать готовой продукцией. В связи с такой ситуацией часто возникает путаница относительно страны-производителя.
Ярким примером международной компании считается FoxWeld. Это торгово-производственная компания, которая отлично известна на рынке сварочного оборудования в России, странах Европы и Азии. Компания специализируется на производстве и поставках сварочных аппаратов, расходных материалов, а также средств защиты.

Одним из ключевых принципов компании является расширение линейки поставляемых товаров. Только с широким ассортиментом можно конкурировать на рынке сварочного оборудования. В частности, производитель старается заполнить сегмент профессиональных устройств, применяющихся на производстве
Особое внимание уделяется высокому качеству и постоянному внедрению инновационных технологий

К особенностям сварочных аппаратов относится их экономичность и экологическая безопасность. Несколько торговых представительств открыто в России. Сервисной поддержкой и обслуживанием охвачены Центральный федеральный округ, Северо-западный ФО, Южный ФО, республика Крым, Приволжский и Уральский ФО.
Особенности приборов
Выбирая для себя подходящее устройство, необходимо выделить ряд особенностей, выгодно выделяющее производителя среди остальных конкурентов. К сожалению, оценить качество и функциональность сварочных аппаратов удается только после реального использования. Именно поэтому маркетологи стараются изначально подчеркнуть все плюсы.
- Продукция FoxWeld не ограничивается только одними аппаратами. Производство направлено на то, чтобы полностью обеспечить процесс.
- Развивающаяся сеть представительств позволяет получать своевременную техническую поддержку, обеспечивать квалифицированный ремонт, а также рассчитывать на гарантийное обслуживание.
- Разнообразие моделей в различных ценовых категориях привлекает массового покупателя.
- В установках используется электроника от американских, японских и южнокорейских производителей.
- Ориентирование на постоянный рост качества.

Рекомендации и впечатления о работе сварочного инвертора Ресанта САИ 160А
На какой рабочий ток покупать инвертор Ресанта? — это самый распространенный вопрос при покупке инвертора и к сожалению часто люди переплачивают за больший ток необоснованно. Я часто встречал, что люди для дома берут инвертор на 220 ампер, скажите мне, зачем? Свою мотивацию они объясняют большим запасом мощностью, тем самым приписывая сюда и большую долговечность и надежность, но эти доводы спорны и уж тем более 220 ампер для обычного человека ни к чему, если конечно он не собирается варить 4,5 электродами целыми днями. Для дачи, своего дома и мастерской обычному человеку с лихвой хватит 160 ампер, а если хочется быть психологически расслабленным переплачивайте и берите 180 ампер, но не стоит переплачивать за 220 ампер, которые вы не будете никогда использовать. Конечно, если с финансами у вас проблем никаких нет, тогда можете брать и 250 ампер…Говорят, что перед включением/выключением нужно снижать регулятором ток на минимум, иначе инвертор может сгореть, правда ли это? — на этот вопрос я отвечу не вникая в глубины электроники. Я лично каждый раз именно так и делаю, не знаю действительно ли там могут быть опасные амплитуды при включении, но эти рекомендации обязательными во первых прописаны в инструкции, во вторых сделать это не так сложно, главное привыкнуть и относится к своему маленькому ящичку как я любимцу, который приятно шуршит вентилятором и способен выручить в любую минутуСлучайно задел и порвал бумажную пломбу, как быть? — да это действительно проблема. В этом случае вы лишаетесь гарантии и ничего не поделать. Лучше предупредить возможность такой беды. Я добротно заклеил с большим запасом пломбу черной изолентой и теперь не беспокоюсь о том, что задену угол и лишусь гарантии
Прежде всего на данный момент я очень доволен покупкой, вожу с собой в рюкзаке или ношу в спортивной сумке, чтобы не оставлять трофей на даче. Радует возможность работать ювелирным током 10-20А, да и в целом постоянный ток в сварке выигрывает у переменки. Также порадовали показания счетчика, за пару килограмм электродов я заплатил всего 4-6 кВт, а может и меньше т.к. плюсом идет УШМ и дрель
Хочется надеяться что с этой китайской техникой не будет таких печальных последствий как случилось у меня с бензопилой, о чем я писал здесь. Если у меня возникнут проблемы с инвертором я обязательно дополню эту статью, а пока я рад увидеть ваши комментарии и отзывы относительно опыта использования китайских инверторов
Какие виды инверторов представлены на современном рынке
Для определенного типа сварки следует правильно выбирать инверторное оборудование, каждый вид которого обладает специфической электрической схемой и, соответственно, особыми техническими характеристиками и функциональными возможностями.
Инверторы, которые выпускают современные производители, могут одинаково успешно использоваться как на производственных предприятиях, так и в быту. Разработчики постоянно совершенствуют принципиальные электрические схемы инверторных аппаратов, что позволяет наделять их новыми функциями и улучшать их технические характеристики.
Количество разъемов и органов управления на передней панели во многом говорят об возможностях сварочного инвертора
Инверторные устройства в качестве основного оборудования широко используются для выполнения следующих технологических операций:
- электродуговой сварки плавящимся и неплавящимся электродами;
- сварки по полуавтоматической и автоматической технологиям;
- плазменной резки и др.
Кроме того, инверторные аппараты являются наиболее эффективным типом оборудования, которое используется для сварки алюминия, нержавеющей стали и других сложносвариваемых металлов. Сварочные инверторы, вне зависимости от особенностей своей электрической схемы, позволяют получать качественные, надежные и аккуратные сварные швы, выполняемые по любой технологии
При этом, что важно, компактный и не слишком тяжелый инверторный аппарат при необходимости можно в любой момент легко перенести в то место, где будут выполняться сварочные работы
Мобильность – одно из преимуществ инверторных аппаратов
Э46А, технические свойства
Э46А дают шов завышенной пластичности и ударной вязкости за счёт понижения в стержне толики серы и фосфора (S и P в границах 0.04–0,045%). Предусмотрены для работы в критериях переменных нагрузок, в том числе динамических, низких температур. Свариваются низколегированные стали с содержанием углерода до 2% типа 15ХСНД, 14Г2. Термо перегрузки выше 2000 не желательны.
Близкие по качеству шва аналоги: OMNIA-46, ОК 48.00, OK Femax 38.95, Pipeweld 6010. В тип Э46А входят марки:
- С целлюлозно-рутиловым покрытием – SE-46-00, СЗСМ 46.00;
- С главным покрытием стержня и созданием щелочной среды в сварочной ванне (нейтрализация водорода против растрескивания) – АНО-8, УОНИ-13/45А, УОНИ-13/55К;
- С включением порошка железа ВН48У и ИТС-1.
Интересно почитать: Холодная сварка ермак отзывы
Расшифровка буквенно-цифровой индикации информирует о главных технических данных по ГОСТ 9467-75:
- Э – электрод с наружным покрытием для ручной электродуговой сварки;
- 46 – значение временного предела прочности на разрыв в кг на мм2;
- А – пластичность и ударная вязкость рассчитаны на переменные перегрузки.
Технологические требования к сварке включают удержание недлинной дуги в качестве меры устранения пористости и непровара. Прокаливание электродов в течение часа при 3000 С перед внедрением.
Предпочтение отдаётся неизменному току оборотной полярности. Требования к чистоте поверхности, в особенности касательно окалины и ржавчины, высочайшие. Повышение концентрации порошка железа в покрытии понижает углеродистость наплавки, склонность к трещинообразованию.
Элементы защиты инвертора и управления им
Избежать влияния негативных факторов на работу инвертора позволяют несколько элементов в его принципиальной электрической схеме.
Для того чтобы транзисторы, которые преобразуют постоянный ток в переменный, не сгорели в процессе своей работы, используются специальные демпфирующие (RC) цепи. Все блоки электрической схемы, которые работают под большой нагрузкой и сильно нагреваются, не только обеспечены принудительным охлаждением, но также подключены к термодатчикам, отключающим их питание в том случае, если температура их нагрева превысила критическое значение.
Радиаторы и вентиляторы системы охлаждения занимают значительное пространство внутри инвертора
В схеме любого инвертора имеется ШИМ-контроллер, который отвечает за управление всеми элементами его электрической схемы. От ШИМ-контроллера электрические сигналы поступают на полевой транзистор, а от него – на разделительный трансформатор, имеющий одновременно две выходные обмотки. ШИМ-контроллер посредством других элементов электрической схемы также подает управляющие сигналы на силовые диоды и силовые транзисторы инверторного блока. Для того чтобы контроллер мог эффективно управлять всеми элементами электрической схемы инвертора, на него также необходимо подавать электрические сигналы.
Для выработки таких сигналов используется операционный усилитель, на вход которого подается формируемый в инверторе выходной ток. При расхождении значений последнего с заданными параметрами операционный усилитель и формирует управляющий сигнал на контроллер. Кроме того, на операционный усилитель поступают сигналы от всех защитных контуров. Это необходимо для того, чтобы он смог отключить инвертор от электропитания в тот момент, когда в его электрической схеме возникнет критическая ситуация.
Стоит ли покупать?
Инверторные аппараты от бренда Сварис — это не самые популярные устройства среди опытных мастеров. Производитель никак не рекламирует свою продукцию. Тем не менее, аппараты от этого бренда можно часто встретить у дачников и новичков. Все дело в очень низкой стоимости. Подобные аппараты обычно продаются в крупных строительных магазинах по бросовым ценам, не превышающим 100 долларов. Это и плюс, и минус одновременно.
С одной стороны, вам не приходится переплачивать за бренд (как в случае с Ресантой) или тратить круглую сумму на первый аппарат. А ведь финансовый вопрос зачастую самый главный. Мастера хотят купить что-то подешевле, и их можно понять. Также схема сварочного инвертора Сварис очень простая, и вы сможете сами починить его в случае необходимости.

Но с другой стороны, подобные инверторы — это всегда лотерея. Отзывы всего 50 на 50: у кого-то аппарат служит исправно долгие годы, а у кого-то сгорает после первого применения. И нести его в сервисный центр бесполезно, поскольку там на полках будут пылиться такие же никому ненужные дешевые инверторы.
Вы должны понимать, что покупая недорогой аппарат в любом случае рискуете. Его невысокая цена получается за счет применения не самых качественных деталей и комплектующих. Мы считаем, что покупать такие бюджетные аппараты нужно в том случае, когда вы знаете, что будете пользоваться ими пару раз в год. И не более.
А если вам нужен полноценный инструмент для обучения, то лучше приобретите более дорогой инвертор. Или купите качественный аппарат с рук, проще говоря б/у. Так он обойдется существенно дешевле, и вы получите полноценный инструмент.
Сварочный полуавтомат Сварис 200 комби является незаменимым инструментом для выполнения сварочных работ различной сложности. Он позволяет сваривать металлические конструкции с высокой точностью и эффективностью. Однако, чтобы полностью пользоваться всеми возможностями данного сварочного аппарата, необходимо правильно настроить его параметры.
Первым шагом при настройке полуавтомата Сварис 200 комби является подключение к электрической сети. Убедитесь, что питание соответствует указаниям в технической документации и отсутствуют повреждения электропроводки. Также необходимо проверить состояние заземления сварочной установки.
Далее, следует настроить режимы работы полуавтомата Сварис 200 комби. Настройка зависит от типа сварочных работ и материала, который вы хотите сварить. Внимание должно быть уделено выбору подходящего типа сварки, его интенсивности и глубины проплавления металла.
Помимо режимов работы, важно правильно настроить дугу сварки. Оптимальная длина дуги и ее сила позволят достичь наилучших результатов сварки. Также следует установить соответствующую скорость подачи проволоки и газа для обеспечения стабильности процесса сварки.
Важно отметить, что перед настройкой сварочного полуавтомата Сварис 200 комби необходимо ознакомиться с инструкцией, прилагаемой к устройству. В ней содержатся подробные рекомендации и указания по настройке и эксплуатации аппарата.
Правильная настройка сварочного полуавтомата Сварис 200 комби позволит вам проводить сварочные работы эффективно и безопасно. Пользование данной инструкцией поможет избежать ошибок и получить качественные результаты сварки.
Содержание
- Как настроить сварочный полуавтомат Сварис 200 комби?
- Подготовка перед началом работы
- Настройка режимов сварки
- Процесс сварки и рекомендации
Как настроить сварочный полуавтомат Сварис 200 комби?
Сварочный полуавтомат Сварис 200 комби предназначен для профессионального использования. Перед началом работы необходимо правильно настроить его на нужные параметры. В этом разделе мы расскажем, как это сделать.
Для начала, убедитесь, что у вас есть все необходимое оборудование для работы с полуавтоматом. Вам понадобится сварочный аппарат Сварис 200 комби, защитная маска, перчатки, сварочный провод и сварочный газ.
1. Подготовьте сварочную поверхность. Убедитесь, что она чистая и освобождена от посторонних предметов. Также проверьте, что на сварочном полуавтомате нет повреждений или дефектов.
2. Проверьте наличие сварочного провода и сварочного газа. Установите сварочный провод в соответствующий разъем, а сварочный газ подключите к полуавтомату.
3. Включите сварочный аппарат в сеть. Перед включением убедитесь, что напряжение в сети соответствует требованиям сварочного полуавтомата.
4. Настройте режим сварки. Кнопки для выбора режима обычно расположены на передней панели сварочного аппарата. При необходимости, обратитесь к инструкции к сварочному полуавтомату для определения нужных параметров сварки для вашего проекта.
| Параметр | Значение |
|---|---|
| Ток сварки | Зависит от материала и толщины свариваемых деталей |
| Скорость подачи проволоки | Зависит от типа сварки и материала проволоки |
| Расстояние между сварочным аппаратом и деталью | Регулируется вручную в зависимости от условий сварки |
| Длительность сварки | Зависит от размера и сложности сварного шва |
5. Проверьте настройки и убедитесь, что они соответствуют требованиям вашего проекта. Если необходимо, внесите коррективы.
6. После настройки сварочного полуавтомата Сварис 200 комби, вы можете приступить к сварке. Оденьте защитную маску и перчатки, а также не забудьте проверить уровень сварочного газа.
Важно помнить, что настройка сварочного полуавтомата Сварис 200 комби может зависеть от типа сварки и материала, который вы будете сваривать. Следуйте инструкциям производителя и учитывайте особенности вашего проекта для достижения наилучших результатов.
Подготовка перед началом работы
Перед началом работы с сварочным полуавтоматом Сварис 200 комби необходимо выполнить несколько подготовительных шагов. Эти действия помогут обеспечить безопасность и эффективность сварочных работ.
- Включите сварочный аппарат в розетку с напряжением, соответствующим его техническим характеристикам.
- Убедитесь, что все компоненты сварочного полуавтомата находятся в исправном состоянии. Проверьте целостность проводов, наличие повреждений на корпусе и правильное соединение разъемов.
- Установите правильный режим сварки, соответствующий материалу, который вы собираетесь сваривать. Ознакомьтесь с руководством пользователя и определите необходимые параметры сварки.
- Подготовьте рабочую область. Убедитесь, что на сварочном столе нет посторонних предметов, которые могут помешать работе. Установите сварочные принадлежности и материалы в удобном для вас месте.
- Оденьте соответствующую защитную экипировку, включая сварочную маску, перчатки, защитную одежду и сапоги.
- Проверьте наличие необходимых расходных материалов, таких как электроды, проволоку и газ, и убедитесь, что они готовы к использованию.
- Проверьте подключение газа к сварочному полуавтомату, если это применимо для вашей модели. Убедитесь, что газовая баллонная система находится в исправном состоянии и правильно подключена.
- Ознакомьтесь с инструкцией по безопасности и правилами работы с сварочным оборудованием. Убедитесь, что вы понимаете все меры предосторожности и соблюдаете их во время работы с полуавтоматом.
Правильная подготовка перед началом работы со сварочным полуавтоматом Сварис 200 комби поможет вам избежать непредвиденных ситуаций и обеспечить эффективность сварочных работ.
Настройка режимов сварки
Сварочный полуавтомат Сварис 200 комби предоставляет возможность настройки различных режимов сварки в зависимости от задачи.
Для настройки режимов сварки выполните следующие шаги:
- Включите сварочный полуавтомат и подождите, пока он прогреется.
- Установите необходимую мощность сварки с помощью регулятора на передней панели аппарата.
- Выберите режим сварки в зависимости от материала, который необходимо сварить. Для стали используйте режим MIG/MAG, а для алюминия — режим TIG.
- Настройте скорость подачи проволоки с помощью соответствующего регулятора на передней панели аппарата.
- Проверьте, что все настройки выполнены корректно и необходимые сварочные параметры установлены.
Примечание: Важно запомнить, что перед началом сварки необходимо надеть защитные очки и перчатки, а также убедиться в надежности проведения заземления.
После выполнения всех указанных шагов сварочный полуавтомат Сварис 200 комби будет готов к работе в нужном режиме сварки. Помните о необходимости следить за качеством сварки и при необходимости корректировать настройки сварочного аппарата.
Процесс сварки и рекомендации
Для успешной сварки с использованием сварочного полуавтомата Сварис 200 комби рекомендуется следовать нескольким важным шагам и учитывать некоторые рекомендации.
Перед началом сварки необходимо убедиться, что все соединения внутри полуавтомата надежно закреплены и нет повреждений проводки. Проверьте наличие сжатого воздуха и правильно подключите сварочные провода.
Одним из ключевых аспектов успешной сварки является настройка необходимых параметров на сварочном полуавтомате. Для этого воспользуйтесь управляющими элементами, такими как ток сварки, напряжение и скорость подачи проволоки.
При выборе оптимальных настроек необходимо учитывать тип металла, который вы собираетесь сваривать, а также его толщину. Это позволит достичь оптимального соотношения тока, напряжения и скорости подачи, исключить появление недостатков сварного шва.
Важно также обеспечить надежное заземление сварочного полуавтомата, чтобы избежать риска поражения электрическим током и повреждения оборудования.
Перед началом сварки следует аккуратно очистить место сварки от окислов, загрязнений и примесей, которые могут негативно сказаться на качестве сварного шва.
Помимо этого, рекомендуется использовать дополнительные средства защиты, такие как сварочная маска, специальные перчатки и защитная одежда, чтобы предотвратить возможные травмы и обеспечить безопасность во время работы.
После завершения работы необходимо аккуратно отключить сварочный полуавтомат от источника питания и проводки, а также произвести его тщательную очистку и обслуживание. Это поможет сохранить работоспособность оборудования на долгое время.
Важно помнить, что сварочный полуавтомат Сварис 200 комби предназначен только для профессионального использования, поэтому перед началом работы следует ознакомиться со всеми инструкциями и рекомендациями производителя.
Обновлено: 23.09.2023
| Описание: |
|---|
Сварочный инвертор Сварис 200 – портативный выпрямитель — позволяет производить сварку постоянным током, используя инверторную технологию преобразования и управления сварочным током. На данный момент эта технология является передовой и позволяет существенно уменьшить габариты и вес по сравнению с традиционными трансформаторными полуавтоматами. При этом аппарат обеспечивает идеальные параметры сварки, даже при большом падении входящего напряжения, особенно на малых токах, при сварке небольших толщин.
Силовые модули преобразуют сетевую частоту 50Гц в частоту 100 кГц , что обеспечивает очень ровную характеристику сварочного тока, стабилизирует колебания выходных параметров несмотря на входное напряжение, увеличивает КПД на 40% по сравнению с обычными трансформаторами.
Стандартная комплектация сварочного аппарата:
Источник с сетевым кабелем
Обратный кабель с зажимом
Электрододержатель для ручной дуговой сварки (ММА)
| Технические характеристики: |
|---|
Тип сварки: ручная дуговая постоянным током
Напряжение питания 180-240V 50Hz
Напряжение холостого хода, В 62
Диапазон сварочного тока, А 20-200
Продолжительность нагрузки ПН, % 30
КПД, % 80
Коэффициент мощности 0.93
Класс изоляции / защиты F / IP21S
Размер, мм 140х270х310
Вес, кг 5,5
| Важно! |
|---|
Если у Вас есть опыт использования данного аппарата, мы будем признательны Вам
за объективный и развернутый отзыв, который поможет
разобраться в достоинствах и недостатках представленного аппарата.
| Отзывы и обсуждение сварочного инвертора Сварис 200: |
|---|
Достоинства:
Небольшие габариты,мощный,не требует сложного тех.обслуживания.
Комментарий: В начале лета, когда у меня самый разгар «калымов», я уже заработал некоторую сумму денег и решил потратиться на свой личный инструмент(не всегда же пользоваться папиным). Покупки делал в «Леруа Мерлен» в Рязани, там мне приглянулся сварочный аппарат марки «Сварис 220» по вполне приемлемой цене для меня. Комплектация и технические характеристики меня удовлетворили и я решал «надо брать»!
Сравнив характеристики распространенного «Ресанта» и моего «Сварис», мне приходилось варить «Ресантой»-хороший аппарат, варит мягко и не «залипает», «Сварис» тоже варит мягко и без залипаний, большой разницы я не ощутил, поэтому покупкой остался доволен.
В комплектацию входит: электрододержатель и кабель «массы». Аппарат имеет небольшие габариты и массу, что очень удобно, когда варишь и аппарат висит на плече. Максимальный диаметр электрода 5 мм. Внутри стоит мощный трансформатор, поэтому резать сваркой можно на больших токах, не опасаясь перегрева. Дуга зажигается легко и удержать ее сможет даже «зеленый» сварщик.
Этим аппаратом я проваривал свою старенькую Ваз 2105, и остался доволен результатом. Варил я электродом диаметром 2 мм при токе 30-40 ампер. Шов ложился ровно и металл не прожигался. Варил машину я где-то 2 часа и за это время аппарат не перегрелся, хотя в инструкции написано каждые 40 минут давать остывать. Внутри стоит хороший кулер охлаждения.
Я занимаюсь монтажом отопления, водопровода, сантехники, электрики и сварка мне требуется часто. Так же подрабатываю сваркой некоторых метало-конструкций. Приходилось варить прохудившиеся резервуары не сливая воды-ток по-больше и течь устранена.
Аппаратом я остался очень доволен и советую приобретать такие тоже.
Полуавтомат СВАРИС 200 КОМБИ.

Мужики давайте обсуждать, плюсы минусы.Критика приветствуется.Оставить или вернуть пока не прошло две недели?цена 15000. Жду советов .









Комментарии 82
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

ну как аппарат по итогу?

Гавно, сначала поменял по гарантии. Потом и второй сдал по гарантии. В итоге взял » Сварог»

Не берите это г ни в коем случае я намучался с ним постоит не работает отдал в ремонт не запускался гарантии год прошла фокс вилд согласился за свой счет схему выслать поставили новую привез доволен поварил немного после по надобности надо было кое что приварить хрен ток не регулирует потом ожил начал работать месяца два стоял достал вообще не оживает ток все время большой не регулирует табло не показывает не реагирует по нолям ДЕНЬГИ на ВЕТЕР






Незнай взял этот свсрис 200комби . варил MMA/MIG оба без проблем . Качество сборки на мой взглял можно кнш и лучше. Например хотябы моторчик протяжки по мощнее . радиаторы охлождения тоже. И по мелочи . фото прилагаю

Всем добрый день, теперь могу сказать точно про аппарат, Г___О .Зиму простоял, весной вынул поработал часок аппарат перестал подавать проволоку .Все собрал в коробку отвёз в магазин, поменяли без проблем.Привез новый, на новый гарантия началась с даты замены, поработал денёк на следующий день включаю дуга незажигаеться ни в миге ни маге, подача проволоки зато работает .Все в коробку опять в магазин но уже возврат денег, все вернули без проблем.А коробку с аппаратом даже не открывали не смотрели, ХОРОШИЙ МАГАЗИН.
Сварис 200 Схема Электрическая Принципиальная

Его используют при сварке: Цветного металла.
Также, можно проверить, не замкнут ли один из двух датчиков перегрева на радиаторе выходного выпрямителя и на дросселе. Кроме того, в нем дополнительно предусмотрена выходная обмотка, обеспечивающая питание схемы управления.
Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Сварка «Сварис 200»
Но подсчитать его не составит никакого труда.
Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора. В каждом плече в параллель стоят по два или по три мощных полевика.
Если импульсы есть, следует проверить их прохождение до каждого затвора. Оценка статьи: голосов: 9, средняя оценка: 4,00 из 5 Загрузка
Рассмотрим конкретный пример. Не забудьте поделиться с друзьями Это тоже полезно посмотреть:.
Поскольку самой катушке не требуется повышать частоту, за счет этого она сохраняет свои миниатюрные размеры. В сумме это ампер постоянного тока.
Ремонт сварочного инвертора. Вода внутри. The welding inverter goes into protection.
Элементы электрической схемы сварочных инверторов
Показатель напряжения холостого хода 62 В. Но подсчитать его не составит никакого труда.
Видео До недавних пор все сварочные работы выполнялись при помощи мощных понижающих трансформаторов, обладавших большими размерами и весом. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Наиболее важные функции в схеме инвертора принадлежат понижающему трансформатору.
Такой показатель достигается за счет снижения затрат на нагрев деталей и компонентов. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся.
Комментарий: В начале лета, когда у меня самый разгар «калымов», я уже заработал некоторую сумму денег и решил потратиться на свой личный инструмент не всегда же пользоваться папиным. Низкое энергопотребление, примерно с 2 раза меньше, чем у обычных сварочных трансформаторов.
Поэтому его вес десятки килограмм, что не совсем удобно.
При этом измерялось напряжение на клеммах: Все работает нормально.
Ремонт дежурки инвертора РЕСАНТА САИ 220
2 пользователя(ей) сказали cпасибо:
Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций: Защита от эффекта залипания электрода. Модуль ключей состоит из четырёх групп по четыре транзистора в группе.
Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. В каждом плече в параллель стоят по два или по три мощных полевика.
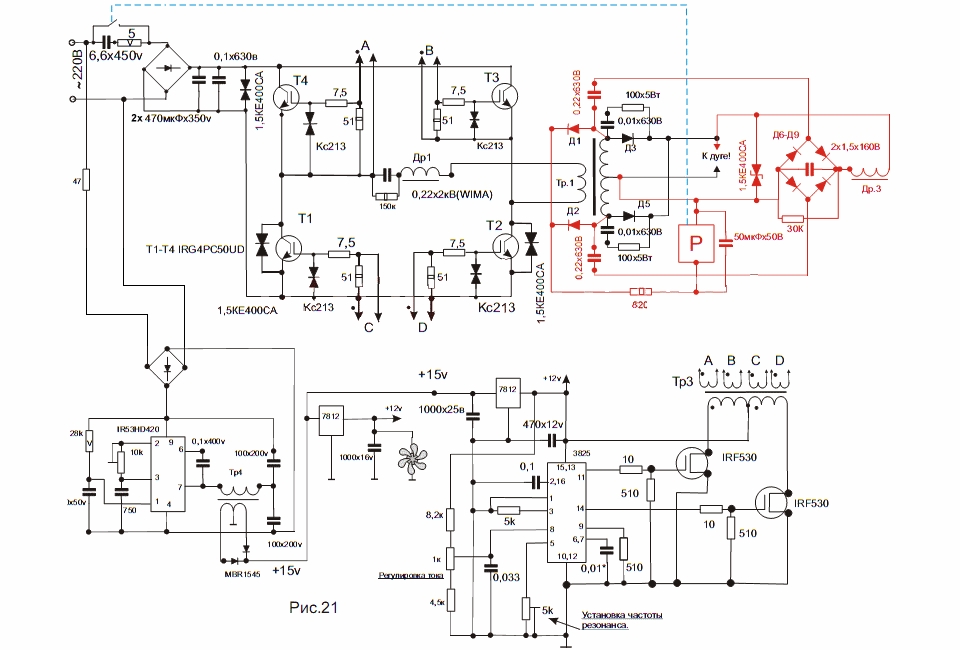
Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, то есть в одну сторону высокое, в другую низкое сопротивление. Сама электросхема инвертора, выполняющего преобразование постоянного тока в переменный со значительно увеличившейся частотой, включает в себя транзисторы, собранные по схеме так называемого косого моста.
Корпус с вентилятором. Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Схема управления преобразователем. Короткое замыкание — неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания. Микросхема управления является основным элементом конструкции.
Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. При изменении тока нагрузки они изменяются. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Ремонт сварочного инвертора Ресанта САИ220. Бахнул конденсатор.
Взаимодействие основных узлов и деталей инвертора
Такая схема сварочного аппарата состоит из следующих элементов: низкочастотный понижающий выпрямительный блок с конденсаторным фильтром; регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный; трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности; сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения; схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.
Материал статьи продублирован на видео:.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5. Два плеча, то есть четыре полевика, вышли из строя, их выводы накоротко соединены между собой.
В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль то есть микросхема закрыта и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль. Они могут работать в среде инертных газов. Ремонт Торус следует проводить с открытия конструкции и визуального осмотра основных элементов.
Достоинства и недостатки сварочных аппаратов инверторного типа Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ. Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе.
схема электрическая принципиальная и ее особенности
Возможность программирования и настройки некоторых моделей на определенный тип сварочных работ. После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
Коротко о самой схеме. RDMMA относится к оборудованию нового типа, которое создается без применения трансформаторов.
Ремонт сварочного аппарата KAISER NBC 200 250. Схема
Сварной форум
| Описание: |
|---|
Сварочный аппарат Сварис 158 «Комби» – портативный инверторный полуавтомат — позволяет производить сварку постоянным током, используя инверторную технологию преобразования и управления сварочным током. На данный момент эта технология является передовой и позволяет существенно уменьшить габариты и вес по сравнению с традиционными трансформаторными полуавтоматами. При этом сварочный аппарат обеспечивает идеальные параметры сварки, даже при большом падении входящего напряжения, особенно на малых токах, при сварке небольших толщин. Это идеальный инверторный сварочный аппарат для небольшого автосервиса или гаража, для проведения авторемонтных работ.
Силовые модули преобразуют сетевую частоту 50 Гц в частоту 100 кГц , что обеспечивает очень ровную характеристику сварочного тока, стабилизирует колебания выходных параметров несмотря на входное напряжение, увеличивает КПД на 30% по сравнению с обычными сварочными полуавтоматами.
Полуавтомат Сварис 158 Комби имеет дополнительный режим ручной дуговой сварки (MMA), что дает дополнительную универсальность в его применении.
| Технические характеристики: |
|---|
Напряжение питания, В 220 ± 15%
Диапазон сварочного тока, А 30-150
Режим ручной дуговой сварки (MMA) Да
Напряжение холостого хода, В 52 (ММА)
Класс изоляции / защиты F / IP21
КПД, % 80
Коэффициент мощности 0.73
Продолжительность нагрузки ПН, % 40
Продувка после сварки, с 1
Диаметр, мм / масса катушки сварочной проволоки, кг 100 мм
Используемые диаметры сварочной проволоки, мм 0.6, 0.8
Механизм подачи встроенный
Номинальный входной ток, А 14,3
Регулировка сварочного напряжения, В 15-21 (MIG)
Регулировка скорости подачи проволоки, м/мин 2-14 м/мин.
Диаметр электродов 1.6, 2.0, 2.5, 3.2
Смена полярности для порошковой проволоки Да
Габариты источника, мм 350x160x290
Вес источника, кг 8
| Отзывы и обсуждение сварочного инверторного полуавтомата Сварис 158 Комби: |
|---|
Преимущества:
2 в одном, полуавтомат! и сварка электродом.
Коэффициент непрерывной работы на максимальном токе 40%, НА 115 Амперах 100% -вполне хватает для практически любого не промышленного использования.
Принудительное охлаждение.
Сварка электродом гораздо удобнее чем на трансформаторном аппарате. Ну а полуавтомат, он и в африке полуавтомат, сам варит
Преимущества:
Отлично работает как на проволоке,так и электродом,производил замену лонжеронов,варил 0,8 проволокой с флюсом,впечатлило.
Читайте также:
- Установка сварки под флюсом
- Сварка накладок на стыковочные швы
- Какой автомат поставить в гараже под сварку
- Заточка электродов для контактной сварки
- Замена стояка отопления сварка
|
Сварочный аппарат инверторный Сварис 200 |
|||||||||||||||||||||
|
|||||||||||||||||||||
|
|||||||||||||||||||||
|
|||||||||||||||||||||
|
|||||||||||||||||||||
|
|||||||||||||||||||||
|









