- Какие свойства алюминия следует учитывать при его сварке
- Способы сварки алюминия
- Технология сварки с помощью аргона
- Как подготовить к сварке соединяемые детали
- Некоторые особенности сварки аргоном
- Плюсы и минусы сварки, выполняемой в среде аргона
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.

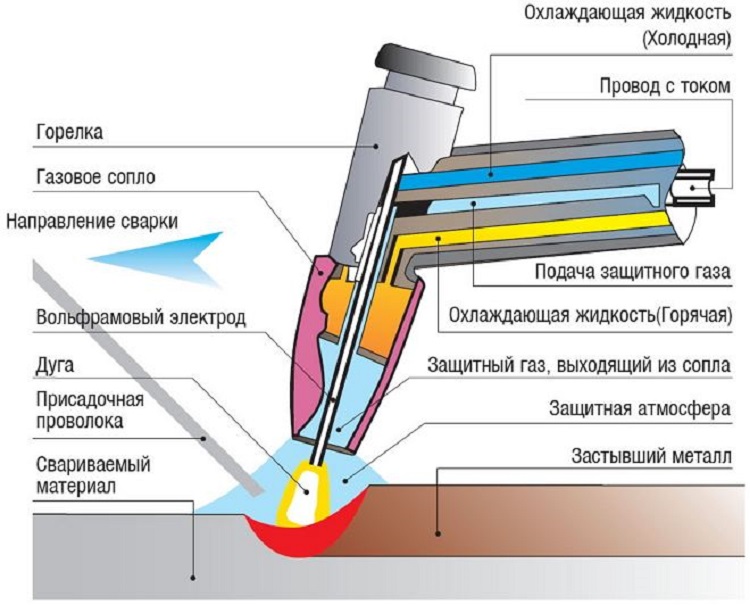
Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.

Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.

Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
- сварка, выполняемая при помощи газовой горелки;
- электродуговая сварка;
- аргонодуговая сварка.
Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.

Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.

Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.
Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.

Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.

Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Пособие по сварке алюминия аргоном для новичков
Желаете покорить алюминий — этот капризный, легкий материал с высокой электропроводностью? Друзья, это возможно!
Рассмотрим, как происходит сварка алюминия аргоном для начинающих, каждый новичок освоит пошаговую с фото и видео инструкцию.
Необходимое оборудование
Для сварки алюминия необходим источник (аппарат) выдающий переменный ток. На постоянном токе технология не получится.
На аппарате должны быть функции:
- бесконтактного поджига;
- заварки кратера;
- регулировки баланса тока.
Этих настроек (рассмотрены ниже) хватит для проведения качественной аргоновой сварки алюминия.
Газ аргон должен быть чистым, приобретайте баллоны без атмосферного воздуха. Если редуктор на баллоне с аргоном стоит российского производства, то рекомендуется поставить расход 12-15 л/мин. А если чешской марки, то достаточно 8 литров.

Выставляем правильный расход газа
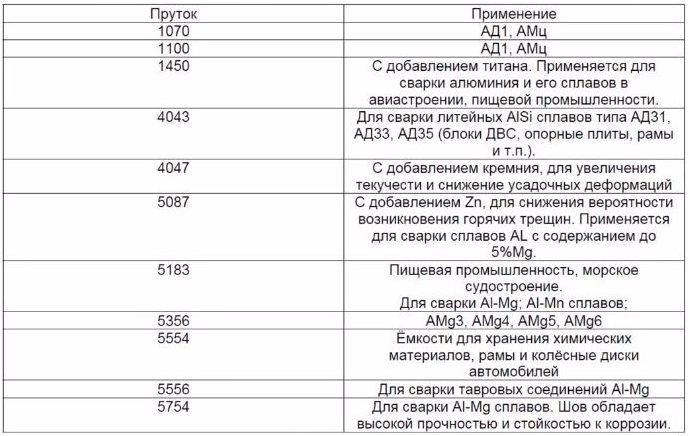
Присадочный пруток. Материал бывает нескольких видов, широко востребованны два:
- для сварки чистого алюминия (№5356);
- прутки с кремнием для соединений с примесями (№4043).
Таблица с номерами прутков и их областей применения:
Вольфрамовые электроды можно применять — универсальные (AC/DC), окрас разный или только для сварки переменным током (AC), окрашены в зеленый цвет.
Минимальный диаметр электрода для аргонно дуговой сварки алюминия — 2,4 мм. Перед работой его затачивают, делая не острым, а с небольшим притуплением. Особо не старайтесь, во время сварки он примет свою правильную форму, похожую на капельку. Капелька должна быть размером по диаметру электрода, цвет блестящий с ровной сферой.

Электрод с блестящей капелькой
Если цвет матовый, значит поступает мало газа или он некачественный. Если электрод оплавляется, значит он неправильно выбран. Необходимо поставить электрод большего диаметра.
При сварке алюминия рекомендуется использовать газовую линзу (цангодержатель). Внутрь конструкции вставлена сеточка, проходя через которую газ создает лучшую защиту для вольфрамового электрода и сварочной ванны.

Цангодержатель устанавливается в горелку
Под линзу есть специальные сопла с разным диаметром. Чем больше диаметр сопла, тем лучше защита.
Выступать электрод из сопла должен на 3-5 мм. При большем выстреле, вольфрам сильнее греется и быстрее разрушается.
Видео: про оборудование.
Как настроить аппарат
Рассмотрим инструкцию для начинающих по шагам на примере сварочного инвертора Ironman 200 AC/DC.
1) Крайняя слева функция — это настройка баланса переменного тока (CLEAN WD.), имеющая 2 полярности — минус и плюс.

В технологии нашего соединения используется полярность 50/50, от вида задач полярность изменяется. Например, при сварке чистого алюминия, баланс настраивается в отрицательном диапазоне. Так металл, ванна, электрод будут меньше греться, а швы получаться тонкими и красивыми. Ввиду малого нагрева электрода, его можно затачивать более остро.
Для грязного алюминия лучше устанавливать положительный диапазон, так нагрев металла будет сильнее, а зачистка ванны лучше.
Соблюдайте меру: положительная полуволна губительно действует на вольфрамовый электрод.
Исходя от диаметра электрода, регулируется правильный баланс переменного тока.
2) Следующая функция (CURRENT) — это настройка сварочного тока. Для сварки алюминия, например, толщиной 2 мм, достаточно установить силу в 60-65 А.

3) Третий тумблер (DOWN SLOPE) — настройка заварки кратера (медленное затухание дуги). Установка продолжительности затухания дуги зависит от толщины металла. Для 2 мм достаточно поставить 3 секунды.
4) Заключительная функция (POST TIME), продувка газом, необходима для охлаждения ванны, электрода и горелки в конце сварки.
Видео: по настройке аппарата TIG.
Подготовка материала и технология процесса
Техника сваривания алюминия отличается от других видов соединений металла. Алюминий теплопроводный материал, имеющий малую температуру плавления.
Учтите: вначале проведения работы, заготовки необходимо хорошо прогреть (как бы не хватает тока), а в процессе сварки алюминий быстро перегревается (переизбыток тока) — учитывайте эти нюансы.
Чем зачищать заготовки? Можно использовать стальную щетку.

Или, обезжириватели:
- ацетон;
- спирт;
- специальные очистители.
Итак, сварка дюралюминия аргоном для начинающих поэтапно. Берете кусок серебристо-белого материала потолще, тщательно его зачищаете и учитесь варить красивый шов.
В одну руку помещаете горелку, а в другую присадочный пруток. С помощью кнопки на горелке, зажигаете дугу, которая очистит металл и удалит оксид. Образуется ванна, не спешите добавлять присадочный материал слишком быстро. Внимательно смотрите на ванну и подавайте проволоку, когда это нужно (как правильно делать, смотрите на фото).
Подавайте пруток на кончик сварочной ванны
Горелку держите под углом 15 градусов. Учтите, при продолжительной работе, рука устает и угол наклона меняется.
Шов должен получится ребристый, от легких прикосновений присадочного материала.

Может случится, что вольфрам загрязнится и сварка пойдет с помехами (не будет получаться). В таком случае, необходимо очистить электрод.
Как набьете поэтапно руку на сплошном куске, можно перейти на соединение двух половинок алюминия. С помощью проб и ошибок, меняя регулировки своего аппарата, вы освоите эту непростую технологию.
Из начинающего робкого неумехи, вы превратитесь в опытного специалиста. Для которого аргоновая сварка алюминия, станет легко выполнимой.
Знайте, цена за 1 см такого соединения начинается от 45 рублей. Овладев техникой, вы сможете оказывать подобные услуги и зарабатывать дополнительные денежки.
Видео:
P.S. Вот такая получилась пошаговая для новичков инструкция. Поверьте, аргонно дуговая сварка алюминия в домашних условиях выручит вас много раз. Удачи в освоение метода!
Без алюминия трудно представить современный мир. Этот материал широко используется в различных конструкциях, в которых необходимо сваривать различные детали. Данный процесс имеет свою специфику. Сварка аргоном алюминия является одним из самых эффективных вариантов, а потому заслуживает особого внимания.
Что нужно учитывать при сварке алюминия?
Сварка алюминия осложняется специфическими свойствами металла. Для качественного соединения необходимо учитывать следующие нюансы:
- Оксидная пленка. Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
- Низкая температура плавления и высокая текучесть расплава. Она вызывает быстрое вытекание расплавленного металла из сварочной зоны и сквозному прожиганию заготовки. Алюминий начинает переходить в жидкую фазу уже при температуре 500-520 °С.
- Повышенный коэффициент объемной усадки. Неправильный температурный режим вызывает появление напряжений в шве, что приводит к растрескиванию в нем и пришовной зоне, а также к деформации детали.
- Высокая теплопроводность алюминия. При сварке существенно увеличиваются потери тепловой энергии, которая быстро распространяется по всей заготовке. Это требует увеличение мощности аппарата.
- Быстрая кристаллизация. Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.
- Алюминий практически не изменяет цвет при расплавлении, что затрудняет визуальный контроль процесса.
Все эти особенности должен учитывать сварщик-новичок. Настройка требует особой тщательности.
Способы сварки алюминия
Алюминий может вариться несколькими способами:
- Электродная сварка (ММА). Используются электроды УАНА, ОЗАНА, ОЗА-1 и -2, ОК 96.10 и 96.50. Применяется способ в малоответственных конструкциях и при толщине металла не менее 4 мм. Главный недостаток – недостаточная однородность шва, пористость, пониженная прочность.
- Полуавтоматическая или электродуговая сварка. В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью.
- Сварка в среде аргона. Самый распространенный способ – аргонодуговая сварка. Газ создает инертную среду без доступа кислорода, что устраняет образование оксидной пленки. Дуга зажигается между вольфрамовым электродом и заготовкой. В сварочную зону подается алюминиевая проволока.
Выбор способа зависит от конкретных требований к сварке и условий, а также наличия необходимого оборудования.
Технология сварки алюминия с помощью аргона
С появлением современного оборудования аргоновая сварка стала широко доступна даже для использования в бытовых условиях. Она может осуществляться в ручном (TIG сварка), полуавтоматическом и автоматическом режиме. Поможет осуществить сварку алюминия аргоном для начинающих пошаговая инструкция, она позволит сделать все правильно и качественно.
Что нужно для сварки?

Для осуществления сварки алюминия аргоном начинающему сварщику необходимо заранее приготовить:
- Источник тока — TIG-инвертор.
- Специальная аргонная горелка. Желательно в нее вставить газовую линзу (цангодержатель) для очистки газа.
- Баллон с аргоном и шланг для его соединения с горелкой.
- Присадочная проволока. Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
- Вольфрамовые электроды. Рекомендуемые марки: WT 20 (имеет красный наконечник), WC 20 (серый наконечник) или WL 15 (жёлтый наконечник). Минимальный диаметр электрода — 2,4 мм.
Важно! Инвертор следует подбирать с наличием таких функций: бесконтактный поджиг, заварка кратера, регулировка тока.
Как правильно подготовить алюминий?
Качественно сварить алюминий можно только после тщательной предварительной подготовки металлических заготовок. Прежде всего, необходимо очистить поверхность деталей от грязи, жира, машинных масел и окисной пленки. Можно использовать механический и химический метод очистки.
Механический способ подразумевает применение наждачной бумаги, шабера или металлической щетки. Лучше всего, применять специальную щетку для алюминия с нержавеющими проволоками диаметром не более 0,15 мм. Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Химическую очистку можно произвести спиртом, ацетоном или специальными растворителями. Хорошо зарекомендовал себя такой состав: раствор едкого натра (50 г) и фтористого натрия (45 г) в воде (1 л). После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
Непосредственно перед сваркой алюминиевые заготовки следует хорошо прогреть (прокалить). Для этого они нагреваются до температуры порядка 300 °С в течение 20–30 минут.
Подготовки требуют кромки свариваемых заготовок. При толщине металла более 4 мм их необходимо разделать для сварки встык. Большие неровности лучше зачистить шлифовальной машинкой или напильником.
Подготовка аргона для сварки
Важное значение имеет подготовка аргона для проведения сварки. Баллон с газом устанавливается на безопасном расстоянии и обязательно оснащается редуктором понижения давления. При покупке следует выбирать чистый аргон, без примесей воздуха.
В горелку рекомендуется устанавливать цангодержатель. В нем имеется сетка, обеспечивающая дополнительную очистку газа перед подачей его в сварочную зону.
Настраивается расход газа. Он зависит от диаметра присадочной проволоки. Для аргона российского производства устанавливается такой расход: при диаметре до 1 мм — 12–14 л/мин, при 1,2 мм — 14–16 л/мин, при 1,6 мм — до 22 л/мин. При использовании газа чешского производства – расход составляет 7–10 л/мин.
Процесс сварки алюминия аргоном
Начинающему сварщику следует придерживаться такой пошаговой инструкции:
- После проведения всех подготовительных работ выбранный электрод диаметром 2,5–5,5 мм вставляется в горелку. Его вылет должен быть порядка 2 мм. Залог обеспечения нужной дуги – хорошая заточка электрода.
- Возбуждение сварочной дуги. В правую руку берется горелка с электродом, а в левую – присадочный пруток (проволока). Электрод подводится на небольшое расстояние к поверхности заготовок (2–3 мм), достаточное для возникновения дуги. Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
- Формирование сварочной ванны. Она обеспечивается за счет расплавления алюминиевой проволоки. Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).
- Формирование сварного шва. После образования сварной ванны обеспечивается регулярная подача проволоки и плавное перемещение горелки вдоль линии соединения заготовок. Электрод держится под углом 60-80°, а присадочный пруток — 10–30°. Желательно, чтобы угол между горелкой и проволокой составлял порядка 90°. Шов формируется пот принципу «капля за каплей», а значит надо следить за их разномерным распределением и одинаковым размером.
- Завершение шва. Последний этап – заварка кратера. Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
Важно! Работа завершается проверкой прочности соединения и визуальным контролем качества шва.

Преимущества и недостатки сварки алюминия аргоном
универсальность способа;
стабильность дуги;
формирование аккуратного шва;
достаточная прочность сварного соединения;
уменьшение области прогрева;
экономный расход газа и присадки;
формирование шва без примесей и пор.
необходимость в специальном оборудовании;
высокие требования к настройке аппарата и подготовке заготовок;
необходимость получения достаточных навыков.
Важно! В целом, сварка алюминия в аргоне обеспечивает высокое качество и прочность соединения, что особенно важно в ответственных конструкциях.
Настройка аргоновой сварки для алюминия
Настройка процесса сварки алюминия включает следующие действия:
- Настройка сварочного аппарата. На нем устанавливаются такие параметры: баланс тока с установкой полярности (CLEAN WD.), величина сварочного тока (CURRENT), функция заварки кратера (тумблер DOWN SLOPE) или медленное затухание дуги, функция продувки газом (POST TIME) для охлаждения сварной ванны и горелки.
- Настройка электродов. Правильно подбирается диаметр электродов и их вылет из горелки.
- Настройка расхода аргона. Она зависит от диаметра присадочного прутка. При сварке на открытом воздухе расход увеличивается.
При настройке режимов используются соотношения, приведенные в таблице:
| Толщина Al, мм | Сила тока, А | Диаметр электрода, мм |
|---|---|---|
| до 1 | 30–42 | 1,6 |
| 1,1–1,5 | 46–60 | 2,3 |
| до 2 | 71–80 | 2,3 |
| 3 и более | 90–300 | 3,2–5 |
Настраивать оборудование и режимы необходимо с особой тщательностью. Начинающим сварщикам лучше обратиться за помощью к опытным специалистам.
Техника безопасности
При проведении работ необходимо учитывать наличие электрического тока, яркого свечения дуги, раскаленного металла, который может разбрызгиваться, высоких температур. Сварщик должен надеть специальную маску со световым фильтром синего цвета. Обязательны перчатки, защищающие руки от брызг расплава и одежда, способная защитить от них все тело.
Электрооборудование должно быть надежно защищено. Необходимо использовать устройство защитного отключения и автоматические выключатели. Газовый баллон комплектуется редуктором понижения давления. Перед началом работ необходимо изучить правила техники безопасности и строго их соблюдать.
При сварке алюминия приходится сталкиваться со сложностями, вызванными его специфическими свойствами. Аргонная сварка при правильном подходе, использовании качественных материалов и оборудования обеспечивает надежность соединения.
- О нас
- Доставка
- Контакты
- Акции
- Уценка
- Избранное
- Сравнение
- Статус заказа
- Войти
![]()
![]()
![]()
- Оборудование и инструменты
- Сварочное оборудование
-
- Сварочные аппараты
- Ручная дуговая сварка MMA
- Полуавтоматы MIG-MAG
- Аргоно-дуговая сварка TIG
- Плазменная резка CUT
- Точечная сварка SPOT
- Расходники для сварки
- Расходники CUT
- Расходники MIG-MAG
- Расходники MMA
- Расходники SPOT
- Расходники TIG
- Сварочные генераторы
- Маски сварщика
- Дополнительные аксессуары
- Сварочные щитки
- Стёкла и светофильтры
- Хамелеоны
- Сварочные аксессуары
- Аксессуары CUT
- Аксессуары MIG-MAG
- Аксессуары MMA
- Аксессуары SPOT
- Аксессуары TIG
- Баллоны
- Клапаны предохранительные
- Комплектующие к редукторам
- Манометры
- Прочие аксессуары
- Разъемы кабельные
- Сварочные кабели
- Зажимы контактные
- Газовые редукторы
- Тележки для сварочных аппаратов
- Блоки дистанционного управления сваркой
- Газовые горелки
- Шкафы для газовых баллонов
- Газовые рукава
- Блоки (станции) водяного охлаждения
- Перчатки и фартуки
- Сварочная автоматизация
- Роликовые вращатели
- Сварочные каретки
- Сварочные позиционеры
- Сварочные трактора
- Сварочные аппараты
-
- Садовая техника
-
- Мотоблоки
- Бензиновые мотоблоки
- Дизельные мотоблоки
- Газонокосилки
- Аккумуляторные газонокосилки
- Бензиновые газонокосилки
- Механические газонокосилки
- Роботы-газонокосилки
- Электрические газонокосилки
- Скарификаторы и аэраторы
- Измельчители
- Культиваторы
- Триммеры (мотокосы)
- Аккумуляторные триммеры
- Бензиновые триммеры
- Электрические триммеры
- Для триммеров
- Садовые тракторы
- Садовые пылесосы и воздуходувы
- Мотобуры
- Оснастка
- Бензопилы
- Аксессуары для бензопил
- Станки для заточки
- Дровоколы
- Кусторезы
- Опрыскиватели
- Насосы
- Погружные насосы
- Поверхностные (садовые) насосы
- Насосные станции
- Запчасти и аксессуары
- Насосы для топлива
- Мотопомпы
- Насосы для бочек
- Аксессуары для садовой техники
- Инвентарь
- Канистры
- Средства индивидуальной защиты
- Масла и химия
- Навесное оборудование для мотоблоков
- Оснастка для культиваторов
- Мотоблоки
-
- Генераторы
-
- Бензиновые генераторы
- Дизельные генераторы
- Газовые генераторы
- Инверторные генераторы
- Блоки автоматики
-
- Компрессоры
-
- Поршневые компрессоры
- Коаксиальные
- Ременные
- Аксессуары для компрессоров
- Поршневые компрессоры
-
- Уборочная техника
-
- Пылесосы
- Моющие пылесосы
- Пылесосы с аквафильтром
- Пароочистители
- Профессиональные пылесосы
- Аксессуары для пылесосов
- Снегоуборщики
- Подметальные машины
- Мойки высокого давления
- Аксессуары для моек
- Мойки бытовые
- Мойки профессиональные
- Поломоечные машины
- Оборудование для дезинфекции
- Навесное оборудование
- Чистящие средства
- Пылесосы
-
- Стабилизаторы и ИБП
-
- АКБ
- ИБП
- Однофазные стабилизаторы
- Однофазные релейные
- Однофазные электронные
- Однофазные электромеханические
- Трехфазные стабилизаторы
- Трехфазные гибридные
- Трехфазные релейные
- Трехфазные электронные
-
- Пуско-зарядные устройства
-
- Зарядные
- Пуско-зарядные
- Пусковые
- Аксессуары
-
- Строительное оборудование
-
- Плиткорезы
- Аксессуары для плиткорезов
- Камнерезные станки
- Плиткорезы электрические
- Ручные плиткорезы
- Аппараты для сварки труб
- Бензорезы
- Булавы и гибкие валы
- Верстаки и столы
- Виброплиты и вибротрамбовки
- Разметочные машины и установки
- Резчики швов
- Плиткорезы
-
- Электроинструмент
-
- Перфораторы
- Аккумуляторный инструмент
- Шуруповёрты
- Дрели
- Электропилы
- Дисковые ручные
- Цепные
- Электрорубанки
- Миксеры
- Расходные материалы для электроинструмента
- Круги и диски
- Свёрла, биты, насадки, крепеж
- Бетономешалки
- Измерительный инструмент
-
- Автотовары
-
- Ручной инструмент
- Наборы ручного инструмента
- Наборы гаечных ключей
- Инструменты для автосервиса
- Наборы автоинструментов
- Ящики и тележки для инструмента
- Съемники
- Воротки
- Динамометрические ключи
- Домкраты
- Материалы для шиномонтажа
- Для ремонта двигателя
- Заправочное и смазочное оборудование
- Автоинверторы
- Автокондиционеры
- Автохолодильники
- Аксессуары для автокондиционеров
- Ручной инструмент
-
- Пневмоинструмент
-
- Аэрографы
- Аксессуары
- Краскопульты
- Система HP
- Система HVLP
- Система LVMP (RP)
- Сменные дюзы
- Влагомаслоотделители и фильтры
- Пневмогайковерты
- Пневмодрели
- Пневмотрещетки
- Пневматические шарошки
- Пескоструйные пистолеты
- Пневмошуруповерты
- Пневмоболгарки
- Полировальные машинки
- Шлифовальные машинки
- Пневмошприцы
- Подкачки для колёс
- Пистолеты для специальных материалов
- Пистолеты для монтажной пены
- Пистолеты для антикора
- Пистолеты для герметика
- Пневмомолотки
- Окрасочные аппараты
- Степлеры
- Наборы пневмоинструмента
- Рукава воздушные, витые шланги
- Фитинги
- Быстросъемы
- Прочие соединения
- Соединения со стопором
- Аэрографы
-
- Грузоподъемное оборудование
-
- Лебедки
- Ручные лебедки
- Электрические лебедки
- Складские тележки
- Гидравлические тележки
- Электрические тележки
- Тали
- Ручные тали
- Электрические тали
- Штабелеры
- Лебедки
-
- Двигатели и моторы
-
- Двигатели
- Лодочные моторы
-
- Обогреватели
-
- Газовые тепловые пушки
- Дизельные тепловые пушки
- Инфракрасные обогреватели
- Терморегуляторы
- Радиаторы
- Конвекторы
- Тепловентиляторы
- Тепловые завесы
-
- Сантехника и климат
-
- Водонагреватели
- Комплектующие и аксессуары
- Кондиционеры
- Осушители воздуха
-
- Уцененный товар
-
- Бытовая техника
- Генераторы
- Компрессорное оборудование
- Пневмоинструмент
- Пуско-зарядные устройства
- Тепловое оборудование
- Сварочное оборудование
- Насосы
- Садовое оборудование
-
- Запчасти
- Для генераторов
- Для компрессоров
- Для сварочного оборудования
-
- Для сварочных инверторов
- Для сварочных полуавтоматов
- Для аппаратов аргонодуговой сварки
- Для аппаратов плазменной резки
-
- Для тепловых пушек
+7 (812) 449 62 21
приём звонков: 9:00 — 17:30
Мы принимаем





 Написать директору
Написать директору
2004 — 2022 Информация на сайте evrotek.spb.ru не является публичной офертой. Оставляя любые личные данные на данном сайте, вы соглашаетесь с нашей Политикой конфиденциальности и Пользовательским соглашением.
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
 Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
…
Оглавление:
Где же применяют аргонную сварку?
Она подходит для сварки металлов: легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
- Образуется поток плазмы, усиливающий накал и расплавление кромок.
- Работы проводятся как на крупных деталях, так и на ювелирных изделиях.
- Присадочный материал расходуется по минимуму.
- Швы получаются однородными и надежными.
Аргонная сварка основные принципы работы
 Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Необходимое оборудование для аппарата
- Сварочный трансформатор. На его основе может быть выполнен самодельный аппарат (напряжение до 60 В).
- Кандерборд.
- Осциллятор.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргоном.
- Вольфрамовые стержни.
- Шланг, подсоединяющий боллоны с газом и горелку.
- Электрические провода, соединяющие сеть, аппарат, горелку и заземление.
- Проволока для присадки.
 Основная часть конструкции аппарата — горелка. В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Основная часть конструкции аппарата — горелка. В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Вокруг горелки находится сопло. Оно выполняет две защитные функции : сохраняет зону работы и предохраняет вольфрамовый электрод.
Используются плавящиеся и неплавящиеся электроды. Чаще они изготовлены из вольфрама — это самый неплавящийся материал. Расход электрода зависит от сплавляемого материала и толщины заготовки. Сам электрод влияет на расход энергии, затрачиваемого на соединение заготовок.
Чтобы материал сваривался используется присадочный материал в виде тонкой нити металла. Присадочная проволока должна максимально подходить под свариваемые детали по составу. А также учитывается диаметр проволоки. Новичкам определить размер присадочного материала помогут специальные таблицы.
Газ должен подаваться на 20 секунд раньше, чем появится дуга, а заканчивается на 10 секунд позже.
 Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Для начинающих данное усовершенствование позволит делать сварочные швы быстрее и качественнее . Как собрать аппарат и подключить, чтобы начать работу, подробно рассматривается в видеороликах. Для примера просмотрите видео сварки титана аргоном, данное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.
- Автоматическая аргонная сварка. При ней используют неплавящейся электрод (ААД).
- Аргонодуговая автоматическая сварка с использованием электрода плавящегося типа (ААДП).
Как правильно варить аргоном: советы мастера
Покупая личный аппарат обратите внимание на маркировку. Обозначение «TIG» свидетельствует, что аппарат работает с вальфрамовыми электродами. Именно такой аппарат подойдет для начинающих мастеров.
Начинающим сварщикам лучше начать сваривать аргоном детали или конструкции из однородного материала. Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, чтобы рассказать об основных этапах работы для новичков. В нем освещены этапы процесса сварки:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были гладкими и надежными. На этом этапе применяются шлифовальная машинка и химические средства.
- К соединяемым деталям прикрепляют массу. Для каждого размера детали есть свои приемы прикрепления массы. И опять на помощь приходят специальные таблицы и видео об аргонной сварке.
- Сначала подается газ, а потом создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал подается в зону сварки плавными движениями. Металл не должен разбрызгиваться.
- Движение горелкой и присадочным материалом делается только вдоль шва. Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
- Присадочную проволоку подают перед горелкой. Их нужно удерживать под углом. Такая подача самая удобная, чтобы получить качественный шов.
Умение соединять две детали из сложных сплавов — это полезный навык, который может пригодится в самых разных ситуациях. Овладеть этим умением несложно, просмотр ряда уроков и немного тренировки, позволят начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана.