![]()
Ганс Бергер
Автоматизация с помощью
Программ STEP7 LAD и FBD
Программируемые контроллеры
SIMATIC S7-300/400
Заказной номер::
6ES7810-4CA05-8AR0
Издание 2-е переработанное, 2001
Введение
|
Программируемый контроллер |
1 |
|
SIMATIC S7-300/400 |
|
|
Программное обеспечение |
2 |
|
STEP 7 |
|
|
Программа SIMATIC S7 |
3 |
|
Операции бинарной логики |
4 |
|
Функции для работы с памятью |
5 |
|
Функции передачи |
6 |
|
Таймеры |
7 |
|
Счетчики |
8 |
|
Функции сравнения |
9 |
|
Арифметические функции |
10 |
|
Математические функции |
11 |
|
Функции преобразования |
12 |
|
Функции сдвига |
13 |
|
Побитовые логические |
14 |
|
операции |
|
|
Биты состояния |
15 |
|
Функции перехода |
16 |
|
Главное реле управления |
17 |
|
Функции для работы с блоками |
18 |
|
Параметры блоков |
19 |
|
Главная программа |
20 |
|
Обработка прерываний |
21 |
|
Особенности рестарта |
22 |
|
Обработка ошибок |
23 |
|
Дополнения к графическому |
24 |
|
программированию |
|
|
Библиотеки блоков |
25 |
|
Набор функций LAD |
26 |
|
Набор функций FBD |
27 |

Указания по безопасности
Это руководство содержит указания, которые вы должны соблюдать для обеспечения собственной безопасности, а также защиты продукта и подключенного оборудования. Эти указания выделены в руководстве предупреждающим треугольником и помечены следующим образом в соответствии с уровнем опасности:
!Указывает, что несоблюдение надлежащих предосторожностей приведет к смерти, тяжким телесным повреждениям или существенному повреждению имущества.
!Предупреждение
Указывает, что несоблюдение надлежащих предосторожностей может привести к смерти, тяжким телесным повреждениям или существенному повреждению имущества.
!Предостережение
Указывает, что несоблюдение надлежащих предосторожностей может привести к небольшим телесным повреждениям или порче имущества.Опасность
Замечание
Привлекает ваше внимание к особенно важной информации о продукте, обращении с продуктом или к определенной части документации.
Квалифицированный персонал
К установке и работе на данном оборудовании должен допускаться только квалифицированный персонал. К квалифицированному персоналу относятся лица, имеющие право пускать в эксплуатацию, заземлять и маркировать электрические цепи, оборудование и системы в соответствии с установленным порядком и стандартами.
Правильное использование
Примите во внимание следующее:
!Предупреждение
Это устройство и его компоненты могут быть использованы только для приложений, описанных в каталоге или технических описаниях, и только в соединении с устройствами или компонентами других производителей, которые были одобрены или рекомендованы фирмой
Siemens.
Этот продукт может правильно и безопасно функционировать только при правильной транспортировке, хранении, установке и инсталляции, а также эксплуатации и обслуживании в соответствии с рекомендациями.
Торговые марки
SIMATIC®, SIMATIC HMI® и SIMATIC NET® являются зарегистрированными торговыми марками SIEMENS AG.
Некоторые из других обозначений, использованных в этих документах, также являются зарегистрированными торговыми марками; права собственности могут быть нарушены, если эти обозначения используются третьей стороной для своих собственных целей.
Copyright © Siemens AG 2003 Все права сохраняются
Воспроизведение, передача или использование этого документа или его содержания не допускается без специального письменного разрешения. Нарушители будут нести ответственность за нанесенный ущерб. Все права, включая права, создаваемые патентным грантом или регистрацией сервисной модели или проекта, сохраняются.
Siemens AG
Департамент техники автоматизации и приводов Сфера деятельности: промышленные системы автоматизации п/я 4848, D- 90327 Нюрнберг
Отказ от ответственности
Мы проверили содержание этого руководства на соответствие с описанной аппаратурой и программным обеспечением. Так как отклонения не могут быть полностью предотвращены, мы не гарантируем полного соответствия. Однако данные, приведенные в этом руководстве, регулярно пересматриваются и необходимые исправления вносятся в последующие издания. Приветствуются предложения по улучшению.
©Siemens AG 2003
Технические данные могут изменяться.
|
Акционерное общество Siemens |
6ES7810-4CA05-8AR0 |

Die Deutsche Bibliothek – CIP-Cataloguing-in-Publication-Data
Каталогизированная запись на исходную публикацию данного перевода доступна из
Die Deutsche Bibliothek
Приведенные примеры программирования сосредоточены на описании функций LAD и FBD и предлагают пользователям SIMATIC S7 советы в области программирования решений специфических задач с использованием данного контроллера.
Примеры программирования не являются завершенными решениями и могут не исполняться в будущих релизах STEP7 или версиях S7-300/400. Должны быть предприняты дополнительные шаги для выполнения соответствующих правил безопасности.
Автор и издатель уделили большое внимание всем текстам и иллюстрациям этой книги. Однако, ошибок полностью избежать не удается. Издатель и автор исключают свою ответственность, вне зависимости от юридического основания, за любой ущерб от использования примеров программирования.
Автор и издатель с благодарностью услышат ваши отклики на содержание книги. Publicis MCD Corporate Publishing
Postfach 3240 D-91052 Erlangen
Federal Republic of Germany
|
Fax: |
++49 9131/72 78 38 |
|
E-mail: |
publishing-books@publicis-mcd.de |

Предисловие
Новая система автоматизации SIMATIC объединяет все подсистемы, используемые в решении задач автоматизации, – от полевого уровня до управления процессом – в рамках однородной системной архитектуры в гомогенное целое. Это достигается с помощью интегрированных конфигурирования и программирования, управления данными и коммуникации с программируемыми контроллерами (SIMATIC S7), компьютерами автоматизации (SIMATIC М7) и системами управления (SIMATIC С7).
Всем нуждам автоматизации процесса и производства отвечают три серии программируемых контроллеров: S7-200 – компактные контроллеры («микро-PLC»), S7-300 и S7-400 – контроллеры с возможностью модульного расширения, предназначенные для применения как в системах с минимальными требованиями, так в высокопроизводительных системах.
STEP 7, дальнейшее развитие STEP 5, является программным обеспечением разработки программ для нового SIMATIC. С целью использования преимущества знакомого пользовательского интерфейса стандартных ПК (PC) (окна, операции с мышью) в качестве операционной системы выбрана Microsoft Windows 95/98 или Windows NT.
Для структурного (блочного) программирования STEP 7 предоставляет языки программирования, соответствующие DIN EN 6.1131-3. К ним относятся STL (statement list – список операторов или список мнемоник; ассемблероподобный язык), LAD (ladder logic или ladder diagram – контактный план; представление, схожее с диаграммами релейной логики; многоступенчатая схема), FBD (function block diagram – диаграмма функциональных блоков или функциональный план) и пакет SCL (паскалеподобный язык высокого уровня), который является дополнительным и может не входить в стандартную поставку.
Несколько дополнительных пакетов предоставляют следующие языки: S7-GRAPH (последовательное управление), S7-HiGraph (программирование с диаграммами «со-

Предисловие
стояние-переход») и CFC (соединение блоков; похож на диаграмму функциональных блоков).
Различные методы представления позволяют каждому пользователю выбрать подходяще описание функции управления. Такая широкая адаптируемость в представлении решаемой задачи управления значительно упрощает работу со STEP 7.
Эта книга содержит описание языков программирования LAD и FBD для S7-300/400. Первый раздел книги знакомит с системой автоматизации S7-300/400 и приводит основы использования STEP 7. Следующий раздел адресован начинающим пользователям или пользователям, переходящим с управления на основе реле-контакторов; здесь рассказывается об «Основных функциях» двоичного управления. Информация о цифровых функциях поясняет, как комбинируются цифровые значения; например, основные вычисления, сравнения, преобразование типов данных.
С помощью LAD или FBD вы можете управлять обработкой программы (программным потоком) и разрабатывать структурированные программы. Наряду с циклической обработкой основной программы вы можете включить программные секции, управляемые событиями, а также повлиять на поведение контроллера при запуске и при возникновении событий-ошибок/сбоев.
Книгу завершает общий обзор системных функций и набора функций для LAD и FBD.
Книга содержит описание программного обеспечения STEP 7 версии 5.1.
|
Эрланген, март 2001 |
Ганс Бергер |

Обзор содержания книги
Обзор программируемого логического контроллера
S7-300/400
Введение
1 Программируемый кон-
троллер SIMATIC S7300/400
Структура программируемого контроллера (аппаратные компоненты S7-300/400)
Области памяти;
Распределенные входы / вы-
ходы (I/O) (PROFIBUS DP);
Коммуникация (подсети); Адреса модулей; Области адресов
2 Программирование в па-
кете STEP 7
Редактирование проектов; Конфигурирование станций; Конфигурирование сети; Символьное редактирование;
Редактор программ
LAD/FBD;
Онлайновый режим; тестирование программ LAD и FBD
3 Программа SIMATIC S7
Обработка программы; Типы блоков;
Программирование кодовых блоков (Code Block) и блоков данных (Data Block);
Адресация переменных, представление констант, описание типов данных
Функции PLC, сопоставимые с контакторной систе-
мой управления
Основные функции
4 Операции бинарной логики
Функции AND, OR и исключающее OR;
Функции вставки
5 Функции для работы с памятью
Присваивание, установка, сброс; коннектор; оценка фронта;
Пример системы управления ленточным конвейером
6 Функции передачи
Функции загрузки и перемещения;
Блочный элемент MOVE;
Системные функции для перемещения данных
7 Таймеры
Запуск SIMATIC-таймеров с пятью различными характеристиками, сброс и сканирование;
Функции IEC-таймера
8 Счетчики
SIMATIC-счетчики; прямой счет, обратный счет, установка, сброс и сканирование счетчиков;
Функции IEC-счетчика
Манипулирование числами и цифровыми операндами
Числовые функции
9 Функции сравнения
Сравнение в соответствии с типами данных INT, DINT и REAL
10 Арифметические функции
Четыре арифметических функции с числами INT, DINT и REAL
11 Математические функции
Тригонометрические функции;
Обратные тригонометрические функции;
Возведение в квадрат, извлечение квадратного корня, возведение в степень, логарифмы
12 Функции преобразования
Преобразование типов данных;
Формирование дополнения
13 Функции сдвига
Сдвиг и циклический сдвиг
14 Побитовые логические операции
Обработка логических операций AND, OR и исключающего OR над словами

21 Обработка прерываний
Системные функциональные блоки;
Управление циклом сканиро- Защита блока
вания (время отклика, стар- KNOW_HOW_PROTECT; товая информация, фоновое Косвенная адресация, указасканирование); тели: общие замечания;
Программные функции; Краткое описание «Примера Коммуникация через распре- фрейма сообщения» деленные входы/выходы и
глобальные данные; SFC и
SFB-коммуникация 25 Библиотеки блоков
Организационные блоки;
Структура программы;
24 Дополнения к графическому программированию
20 Главная программа
Приложение
Обработка пользовательской программы
Обработка программы
Управление исполнением программы, функции блоков
Управление программным потоком
15 Биты состояния
Двоичные флаги, цифровые флаги;
Установка и вычисление битов состояния;
Механизм EN/ENO
16 Функции перехода
Безусловный переход; Переход, если RLO = «1»; Переход, если RLO = «0»;
17 Главное реле управления
MCR-зависимость, MCR-область, MCR-зона
18 Функции для работы с блоками
Вызов блока, Конец блока
Временные и статические локальные данные, локальные экземпляры;
Адресация операндов данных, открытие блока данных
19 Параметры блоков
Формальные параметры, Фактические параметры;
Описания и присваивания, «передача» параметров
|
Аппаратные прерывания; |
Функциональные блоки IEC; |
|
|
Циклические прерывания; |
||
|
Блоки преобразования S5 — |
||
|
Прерывания по времени су- |
||
|
ток; Прерывания задержки |
S7; |
|
|
времени; |
Блоки преобразования TI — |
|
|
Мультипроцессорные преры- |
S7; |
|
|
вания; |
Блоки PID-управления; |
|
|
Обработка событий по пре- |
||
|
Коммуникационные блоки |
||
|
рываниям |
||
22 Особенности рестарта
Холодный рестарт, теплый рестарт, полный рестарт;
STOP, HOLD, сброс памяти;
Параметризация модулей
23 Обработка ошибок
Синхронные ошибки Асинхронные ошибки;
Системная диагностика
26 Набор функций LAD
Основные функции; Числовые функции;
Управление программным потоком
27 Набор функций FBD
Основные функции; Числовые функции;
Управление программным потоком
«Automating with STEP 7 in LAD and FBD: SIMATIC S7-300/400
Programmable Controllers» is a comprehensive guide to programming the
Siemens SIMATIC S7-300 and S7-400 series of programmable logic controllers
(PLCs) using two popular programming languages, Ladder Diagram (LAD) and
Function Block Diagram (FBD).
The book covers a wide range of topics, from basic
programming concepts and techniques to advanced programming features and
functions. It provides detailed explanations of the LAD and FBD programming
languages, as well as the STEP 7 programming environment.

Automation is the backbone of modern industries, and it has
become a necessity to achieve high productivity, efficiency, and quality. The
Siemens STEP 7 software is one of the most popular automation tools used by
industries worldwide. With its user-friendly interface and powerful programming
capabilities, it allows engineers to create and simulate programs in Ladder
Diagram (LAD) and Function Block Diagram (FBD) programming languages. In this
article, we will explore the basics of automating with STEP 7 in LAD and FBD
and how to create efficient and reliable automation solutions.
Ladder Diagram (LAD) Programming
LAD programming is the most common language used for
automation programming, and it’s often used in conjunction with FBD
programming. LAD programming is a graphical programming language that uses
ladder-like diagrams to represent the logic of the program. The program logic
is constructed by connecting relay symbols, which represent the input and
output signals of the automation system.
To begin programming in LAD, the user has to select the LAD
editor from the STEP 7 project tree. The LAD editor allows the user to drag and
drop the required relay symbols from the toolbox onto the ladder diagram. The
user can also modify the properties of the relay symbols to reflect the actual
I/O devices that are being used.

After constructing the ladder diagram, the user has to set
the program’s operational mode, which determines how the program is executed.
There are three operational modes available in STEP 7 LAD programming:
continuous mode, cycle time mode, and single scan mode.
Function Block Diagram (FBD) Programming
FBD programming is a graphical programming language that is
used to represent the program logic as a series of interconnected function
blocks. The function blocks are similar to the relay symbols in LAD
programming, and they represent the input and output signals of the automation
system.
To begin programming in FBD, the user has to select the FBD
editor from the STEP 7 project tree. The FBD editor allows the user to drag and
drop the required function blocks from the toolbox onto the FBD diagram. The
user can also modify the properties of the function blocks to reflect the
actual I/O devices that are being used.

After constructing the FBD diagram, the user has to set the
program’s operational mode, which determines how the program is executed. There
are three operational modes available in STEP 7 FBD programming: continuous
mode, cycle time mode, and single scan mode.
Benefits of Automating with STEP 7 in LAD and FBD
Automating with STEP 7 in LAD and FBD programming languages
offers several benefits, including:
- Reduced
development time: The user-friendly interface of the LAD and FBD editors
makes it easy to create and simulate programs, reducing the time required
for program development. - Improved
reliability: The graphical representation of the program logic ensures
that the program is easy to understand and debug. This leads to improved
program reliability and reduced downtime. - Scalability:
STEP 7 allows users to create scalable automation solutions that can be
easily expanded as the automation system grows. - Reduced
maintenance costs: The ease of program development and the improved
reliability of the programs result in reduced maintenance costs.
details about automating with STEP 7 in LAD and FBD
programming languages:
- Simulating Programs: Before deploying a program to the actual automation system, it’s
recommended to simulate the program using the built-in simulation tools in
STEP 7. This allows the user to identify and fix any errors in the program
logic before it’s deployed to the actual system. - Debugging
Programs: Debugging is an essential part of program development. In STEP
7, the user can use the debugging tools to track the program’s execution
and identify any errors that occur during runtime. - Communication
Protocols: STEP 7 supports various communication protocols, including
PROFIBUS, PROFINET, and Ethernet/IP, which enables the automation system
to communicate with other devices, such as sensors and actuators. - Data
Storage: The STEP 7 software allows the user to store data in the form of
data blocks. The data blocks can be used to store and retrieve data from
the automation system, such as production data or alarm messages. - Programming
Best Practices: To create efficient and reliable automation solutions,
it’s essential to follow programming best practices. Some best practices
include creating modular programs, using descriptive naming conventions
for variables and function blocks, and adding comments to the program code
to make it easier to understand. - Integration
with HMI: The Human Machine Interface (HMI) is an essential component of
any automation system. STEP 7 allows the user to create an HMI using the
WinCC software, which is fully integrated with STEP 7. This allows the
user to create a user-friendly interface that can be used to monitor and
control the automation system. - Security
Features: In modern industries, security is a critical concern. The STEP 7
software offers several security features to protect the automation system
from unauthorized access. For example, the user can set passwords for
program access and modify the user privileges to restrict access to
specific program functions. - Advanced
Programming Capabilities: STEP 7 offers advanced programming capabilities,
such as Structured Text (ST) and Sequential Function Chart (SFC). ST is a
high-level programming language that allows the user to create complex
programs using mathematical functions. SFC is a graphical programming
language that allows the user to create programs using a flowchart-like
interface. - Maintenance
and Diagnostics: Maintenance and diagnostics are essential for ensuring
that the automation system is running smoothly. STEP 7 offers several
maintenance and diagnostic tools, such as the online/offline comparison
tool, which allows the user to compare the online and offline versions of
the program, and the diagnostics tool, which allows the user to monitor
the status of the automation system and identify any issues. - Advanced
Communication Capabilities: STEP 7 supports several advanced communication
protocols, such as OPC UA and MQTT, which allow the automation system to
communicate with other systems, such as enterprise resource planning (ERP)
systems, and cloud-based services. - Modular
Programming: In STEP 7, modular programming is a best practice that
involves breaking down the program logic into smaller, more manageable
modules. This makes the program easier to understand, maintain, and
modify. The user can create function blocks and call them from other parts
of the program, which helps to reduce the complexity of the code. - Online
Monitoring: STEP 7 offers online monitoring capabilities, which allows the
user to monitor the status of the automation system in real-time. The user
can view the status of the inputs and outputs, program variables, and
other system parameters, which makes it easier to troubleshoot any issues
that occur during runtime. - Time-Based
Programming: In modern industries, time-based programming is becoming
increasingly important. This involves programming the automation system to
perform specific tasks at certain times or intervals. STEP 7 offers
several features that support time-based programming, such as the
high-speed counter module and the real-time clock module. - Custom
Libraries: STEP 7 allows the user to create custom libraries that contain
reusable function blocks, data types, and other program components. This
makes it easier to develop and maintain programs, especially in larger
automation systems. The user can create their own libraries or use
third-party libraries that are available online. - Remote
Access: Remote access is a critical feature in modern industries, as it
allows engineers and technicians to access the automation system from a
remote location. STEP 7 offers several remote access features, such as the
ability to connect to the automation system over the internet, and the
ability to use a mobile device to monitor and control the automation
system. - Simulation:
Simulation is an essential tool in the development of automation systems,
as it allows the user to test the program logic without the need for
physical hardware. STEP 7 offers a simulation environment that allows the
user to simulate the behavior of the automation system and test the
program logic in a virtual environment. This helps to reduce development
time and costs. - Data
Logging: Data logging is an important feature in modern automation
systems, as it allows the user to log and analyze data from the automation
system. STEP 7 offers several data logging features, such as the ability
to log data to a local database or a remote server, and the ability to
analyze the data using tools such as Microsoft Excel. - Redundancy:
Redundancy is an important feature in critical automation systems, as it
helps to ensure that the system continues to operate even if a component
fails. STEP 7 offers several redundancy options, such as the ability to
use redundant controllers and power supplies, and the ability to switch to
a backup system if the primary system fails. - Motion
Control: Motion control is becoming increasingly important in modern
automation systems, especially in industries such as robotics and
manufacturing. STEP 7 offers several motion control features, such as the
ability to control servo motors, stepper motors, and other types of motion
control devices. - PID
Control: Proportional-Integral-Derivative (PID) control is an essential
feature in modern automation systems, as it allows the user to control the
system’s behavior based on feedback from sensors. STEP 7 offers several
PID control features, such as the ability to tune the PID control
parameters and the ability to implement PID control algorithms in the
program logic.
SIMATIC S7-300400 Programmable
Controllers
SIMATIC S7-300/400 are programmable logic controllers (PLCs)
developed by Siemens AG. These controllers are designed for industrial
automation applications and are widely used in various industries, such as
manufacturing, automotive, energy, and many more.
The SIMATIC S7-300/400 controllers offer a wide range of
modules, such as CPU modules, communication modules, digital and analog
input/output modules, power supply modules, and many more. These modules can be
combined to create a customized automation system that meets specific
requirements.
The programming language used for the SIMATIC S7-300/400
controllers is Step 7, which is a ladder diagram (LAD) based programming
language. Additionally, other programming languages, such as Function Block
Diagram (FBD), Structured Text (ST), and Sequential Function Chart (SFC), can
also be used.
The SIMATIC S7-300/400 controllers offer various advanced
features, such as high processing speed, large memory capacity, redundancy, hot
swapping of modules, and many more. These features make the controllers
suitable for complex automation systems that require high reliability,
availability, and flexibility.

Some of the topics covered in the book include:
- The
basics of programming with LAD and FBD - The
STEP 7 programming environment - Data
types and data blocks - Logic
operations and branching - Analog
signal processing - PID
control - Communication
between PLCs - Diagnostics
and troubleshooting
The book also includes a number of practical examples and
exercises, which are designed to help readers develop their programming skills
and apply the concepts they have learned to real-world automation tasks.
You can
download it in below link :
Download
Conclusion
Automating with STEP 7 in LAD and FBD programming languages
is an efficient and reliable way to create automation solutions. The
user-friendly interface of the LAD and FBD editors, coupled with the powerful
programming capabilities of the STEP 7 software, makes it easy to create scalable
automation solutions that improve productivity, efficiency, and quality.
Whether you are a seasoned automation engineer or a beginner, STEP 7 is an
excellent choice for your automation needs.
Learn Siemens S7-1500 PLC & HMI from Scratch using TIA PORTAL
Download Basic PLC Programming book
PLC Programming and SCADA Training book
Programming PLC for S7-1200/1500
SEE Electrical and PLC Programming: How to Program PLCs Using SEE Electrical
Download Basic PLC Programming book
Design and implementation of a conveyor belt system using PLC
Download Basic Principles of PLC Ladder Diagram Pdf
PLC Maintenance
Время на прочтение
4 мин
Количество просмотров 433K
Добрый день, хабровчане! Полазив по Хабру, мною было обнаружено всего несколько топиков, в котором упоминалось бы словосочетание «Simatic Step 7». Хочу поделиться с Вами небольшой частью информации, накопленной мною за все время работы с программируемыми логическими контроллерами, и показать, что из себя представляют ПЛК, оболочка и что мне приходилось на них строить.
Данный пост содержит общую ознакомительную информацию о программировании ПЛК Siemens.
Введение
Устроилась я в эту фирму еще на 5м курсе института. К слову, образование мое к программированию относится весьма косвенно и было это больше увлечением. Познания мои на тот момент ограничивались курсом Delphi и весьма базовым Ассемблером. Компания занималась (да и занимается) проектированием, строительством и обслуживанием грузоподъемных машин, таких как погрузчики, портальные, козловые, мостовые и прочие краны. К ГП машинам мое образование имело еще меньше отношения. Поэтому я решила попробовать. 
Программируемые логические контроллеры Siemens
ПЛК фирмы Siemens — это промышленные контроллеры и используются для автоматизации технологических процессов. У нас, в частности, использовались для автоматизации работы грузоподъемных машин.
Simatic включает в себя несколько линеек ПЛК — Simatic S5 и Simatic S7. В свою очередь линейка Simatic S7 содержит семейства S7-200, S7-300, S7-400 и S7-1200.
Чаще всего мы использовали ПЛК семейств S7-300 и S7-400, для которых компанией Siemens было разработано собственное программное обеспечение Simatic Step 7.

ПЛК включали в себя:
- модуль центрального процессора (CPU);
- блоки питания (PS) для питания контроллера от сети переменного или постоянного тока;
- сигнальные модули (SM), предназначенные для ввода/вывода дискретных и аналоговых сигналов;
- коммуникационные процессоры (CP), выполняющие автономную обработку коммуникационных задач в промышленных сетях Profibus, Industrial Ethernet и др.;
- функциональные модули (FM), которые выполняли задачи автоматического регулирования, взвешивания, позиционирования и пр.;
- интерфейсные модули (IM) для подключения стоек расширения к базовому блоку контроллера.
Кроме этого, к ПЛК через сеть Profibus подключалось большое количество ведомых устройств, таких как частотные преобразователи, приводы, абсолютные/инкрементные энкодеры и пр.
Вся работа ГП машины по максимуму автоматизировалась и крановщику нужно применять минимум усилий для управления оной.
Что из себя представляет Simatic Step 7?
Главной утилитой является Step 7 — Simatic Manager, которая позволяет производить конфигурацию ПЛК и сетей (утилиты HWConfig и NetPro).
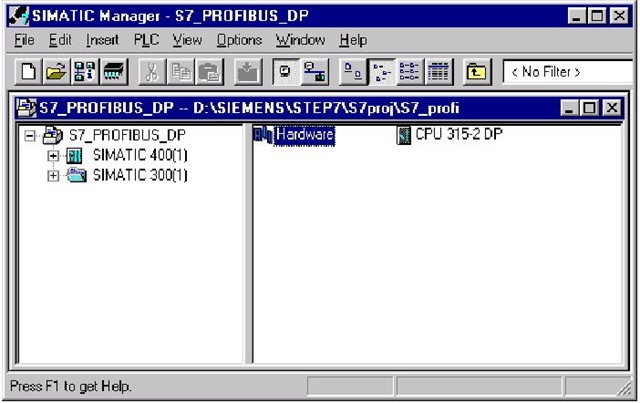
В процессе конфигурации определяется состав оборудования, способы подключения, используемые сети, адреса, выбираются настройки для используемых модулей. Готовая конфигурация загружается в ПЛК, что так же является настройкой оборудования.

Утилиты конфигурации позволяют осуществлять диагностику оборудования, обнаруживать аппаратные ошибки или неправильный монтаж.
Программирование ПЛК производится так же с помощью Simatic Manager, обеспечивающий написание программ в трех редакторах:
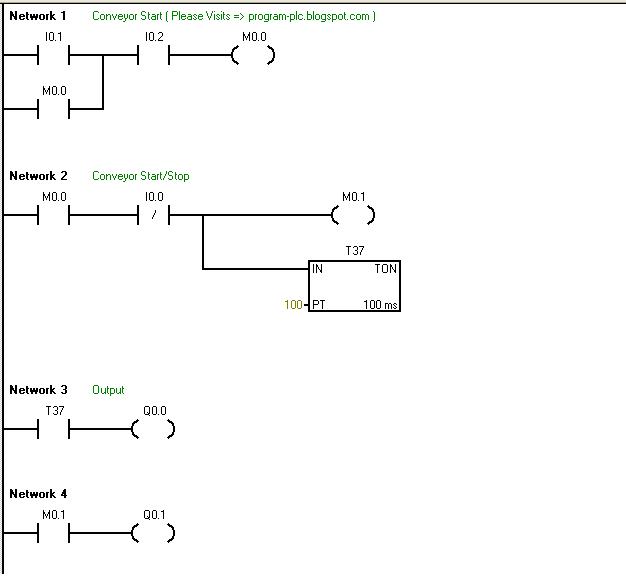
- LAD (Ladder Diagram) — релейные диаграммы. Редактор отображает программу в графическом представлении, похожем на электрическую монтажную схему. Логические схемы позволяют программе имитировать протекание электрического тока от источника напряжения через ряд логических условий на входах, которые активизируют условия на выходах. Источником напряжения выступает шина, находящаяся слева.
Основными элементами являются нормально замкнутые и нормально разомкнутые контакты.
Соответственно, замкнутые контакты позволяют потоку сигнала протекать через них к следующему элементу, разомкнутые контакты — препятствуют протеканию потока сигнала.
Логика делится на сегменты, т.н. нэтворки (Network), программа исполняется слева направо и сверху вниз.
Особенностями редактора LAD является простота в использовании и понимании для начинающих программистов. - FBD (Function Block Diagram) — функциональные блочные диаграммы. Этот редактор отображает программу в виде обычных логических схем. Контактов нет, но есть эквивалентные функциональные блоки. В данном редакторе не используется понятие «поток сигнала», как в LAD, его выражает аналогичное понятие потока управления через логические блоки FBD.
Потоком сигнала называется пусть состояния «1» через элементы FBD. Логика программы вытекает из связей между функциональными блоками, обозначающими команды.
Графическое представление функционального плана хорошо отражает процесс выполнения программы. - STL (Statement List) — список инструкций. Данный редактор дает возможность создавать программы, вводя мнемонические обозначения команд. В этом редакторе можно создавать программы, которые невозможно создать в редакторах LAD и FBD. Программирование в STL очень похоже на программирование на Ассемблере, несколько специфическое.
ПЛК выполняет команды в порядке, определяемом программой, сверху вниз, затем начинает сначала.
С помощью редактора STL всегда можно посмотреть или отредактировать программы, созданные на LAD или FBD, обратное не всегда возможно.

Я работала с самого начала в STL, пробовала LAD, мне показался слишком непонятным и многие вещи таки не удавалась так просто в нем сделать, как в STL. Плюс еще в том, что при загрузке программы в ПЛК, она компилируется в STL и, соответственно, при выкачке ее из ПЛК на программатор она так же представлена в STL.
Вместо заключения
Программирование ПЛК занятие увлекательное, особенно когда это не стенд, а реальное оборудование.
Моя работа заключалась в создании программы на ПЛК для управления всей ГП машины либо отдельных ее частей, а так же загрузке программного обеспечения непосредственно в оборудование и его отладке.
Случалось разное, но работать с железом было очень интересно, хоть и не легко иногда.
А строили мы вот такие ГП машины:


