На чтение 30 мин. Просмотров 66 Опубликовано 13.09.2022
Содержание
- Описание и назначение
- Технические характеристики
- Электрическая схема
- Кинематическая схема
- Конструктивные особенности
- Инструкция по применению, паспорт
- Техобслуживание и ремонт
- Меры предосторожности при работе с оборудованием
- Особенности устройства
- Тонкости работы на станке
- Особенности строения
- Правила работы за станком
- Регламент действий специалиста
- Рекомендации специалистов
- Описание и назначение
- Конструктивные особенности станка
- Технические характеристики
- Особенности строения
- Инструкция по применению, паспорт
- Расположение составных частей и органов управления точильно-шлифовальным станком ТШ-3
- Меры предосторожности при работе с оборудованием
- Рекомендации специалистов
- Описание
- Для чего применяется ТШ-3
- Конструктивные особенности
- Особенности устройства
- Строение станка
- Что представляет собой ТШ-3
- Система и органы управления
- Технические показатели
- Советы по применению
- Сфера применения станка
- Важные нюансы
- Где устанавливается ТШ-3
Станок почитаем за способность перевоплощаться из токарного во фрезерно-сверлильный или плоскошлифовальный, применим как фуговальный или как лобзик, или даже мини-циркулярка.
Подробно о токарном станочке рассказ пойдет далее.

Описание и назначение
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана ЭНИМС и производился Московским станкостроительным заводом СтанкоКонструкция.
Первые Универсалы были с чугунной станиной и двумя цилиндрическими направляющими из прочной закалённой стали. Принцип создания этой конструкции заимствован у модели Unimat SL фирмы EMCO (Австрия), более 40 лет продававшая в год до 15 тысяч станков этой модели. В 1968 году появился токарно-винторезный станок Универсал-2, с двигателем небольшой мощности.
В 1975 году поведён Универсал-3 уже с одной направляющей большего диаметра вместо двух, диметром поменьше. Из-за сложного процесса настройки соосности шпинделя и задней бабки при возвращении на станину после демонтажа, переднюю бабку сделали несъёмной. Познакомимся ближе с моделью ТШ-3, представляющий всю линейку Универсалов.
Технические характеристики
- Диаметр заготовки. Над станиной — до 150 мм, над суппортом – до 90 мм.
- Длина детали в центрах – до 250 мм.
- Державка резца. Размер – 8х8 мм.
- Сверление отверстий. Диаметр — до 8 мм.
- Внутреннее отверстие шпинделя. Диаметр 15 мм.
- Число ступней вращения шпинделя – 9.
- Диапазон вращений шпинделя – от 200 до 3200 об/мин.
- Длина продольного перемещения суппорта – 215 мм, поперечного – 90 мм.
- Величины продольной подачи – от 0,05 до 0,175 мм/об.
- Вес станка 62 кг, габариты:690х410х230 мм.
В период эксплуатации станок обеспечивает класс точности «Н» (нормальный). Чугунная станина. После отливки подвергнута естественному старению.
Плоская направляющая станины и круглая направляющая, установленная в станине, служат общей базой для шпиндельной бабки, задней бабки и продольного суппорта. В передней части станины вмонтирован ходовой винт, укрытый защитным кожухом.
В передней бабке (часто – шпиндельная бабка) установлен шпиндель, на переднем конце которого установлены упорные подшипники, работающие под воздействием радиальных и осевых усилий. На другом конце смонтирован 4-х ступенчатый шкив привода вала передней бабки. Здесь же установлен механизм (трензель), изменяющий направление вращения (реверс) винта.
Привод станка. На левой стенке передней бабки размещён кронштейн с электродвигателем и механизмами привода станка и асинхронный двигатель станка, мощностью 370 Вт, подключается к сети 220 В, частотой 50 Гц.
Под кожухом узла кронштейна расположены:
- ступенчатые шкивы клиноременного механизма (9 скоростей вращения);
- промежуточный вал с эксцентриком для регулировки натяжения ремня;
- блок зубчатых передач привода ходового винта.
Механизм подачи (гитара) предназначен для управления настройками вращения ходового винта посредством зубчатых колес в узле кронштейна.
Фартук (узел включения – выключения маточной гайки ходового винта) закреплен на каретке суппорта.
Суппорт служит для перемещения резцедержателя. Состоит из:
- каретки;
- поперечных салазок;
- верхних салазок;
- узла резцедержателя.
Задняя бабка предназначена для:
- совмещения оси заготовки с осью, проходящей через центры шпинделя и центрирующего механизма задней бабки;
- обеспечения жесткости механизмов в процессе обработки;
- закрепления сверлильных режущих инструментов;
- установки подвижных и неподвижных центров.
Электрическая схема
Кинематическая схема
Конструктивные особенности
У всей линейке Универсалов их несколько:
- Изменение направления перемещения продольного суппорта осуществляется специальным устройством без остановки шпинделя, что существенно экономит время.
- Универсал – 3 (ТШ-3) способен нарезать 18 видов метрической резьбы с шагом от 0,2 до 2,5 мм.
- Защитное реле блокирует работу двигателя, оберегая от последствий механических перегрузок.
Инструкция по применению, паспорт
Подробная инструкция в печатной форме доступна любому мастеру. Кроме того, профессионалами разработаны рекомендации и подробные инструкции применения станочного оборудования.
При необходимости, на рабочем конце шпинделя вместо токарного патрона можно установить цанговые зажимы различных размеров.
Станок, с заводским комплектом оборудования, позволяет:
- изготовить зубчатые колёса;
- восстановить шлицы;
- продолбить продольный паз во втулке или в бруске прямоугольного сечения;
- проточить деталь на нужный конус.
Несложная переналадка трансформирует токарный станок в другие типы устройств для выполнения:
- фрезерных и сверлильных работ;
- фугования плоскостей деревянных брусков;
- шлифования и полирования поверхностей;
- распиливания деталей лобзиком;
- пиление дисковой пилой;
- заточки и правки фрез, другого режущего и бытового инструмента;
- навивки пружин;
- нарезание резьбы (наружной и внутренней) плашками и метчиками.
Паспорт токарного станка можно бесплатно скачать на ссылке — Паспорт токарного станка Универсал -3 (ТШ-3).
Станок необходимо устанавливать:
- в зоне естественного освещения и вентиляции;
- жестко крепить на верстаке или рабочем столе, поглощающих вибрации.
Техобслуживание и ремонт
Узлы и агрегаты станка должны содержаться в исправном состоянии. Поддержание уровня и качества смазочного материала является обязательным. При повышенном шуме подшипников, задымлении или перегреве, остановить работу станка и начать диагностику.
Мерительный инструмент самого станка, так и установленного в качестве дополнительного оборудования, правильно хранить, эксплуатировать и ежедневно обслуживать. Периодически проверять состояние зажимных устройств.
Меры предосторожности при работе с оборудованием
- Осознанное соблюдение мер безопасности во время работы, а также при транспортировке и установке в помещении.
- В электрической схеме обеспечить исправность прибора аварийного обесточивания.
- Рабочее помещение оборудовать в противопожарном отношении.
- В зоне доступности расположить принадлежности и препараты неотложной медицинской помощи.
- Рабочую одежду подгонять так, чтобы исключить случайный контакт с вращающимися механизмами.
Прототипом нового токарно-винторезного МеталМастер -1830, осталась модель ТШ-3 станка ещё до перестроечной, советской марки Универсал – 3. Выглядит эстетично, оборудован плавным управлением привода, оснащен электроникой. А, главное, станок совершил качественный переход из любительского в разряд профессионально продвинутой машины для металлообработки.
Главная > Станки > Токарные станки > Токарный станок ТШ-3
Токарный станок ТШ-3 позволяет проводить три операции обработки: сверление отверстий, точение инструмента, шлифовку поверхностей. Аббревиатура ТШ, присутствующая в названии станка, свидетельствует о том, что он одновременно является точильным и шлифовальным. Агрегат имеет свои характерные особенности, которые позволяют использовать его в промышленном производстве и домашней мастерской.
Агрегаты производится на различных станкостроительных предприятиях стран СНГ, но все они обладают схожими техническими и массогабаритными характеристиками.
Токарный станок ТШ-3 имеет технические характеристики, которые записаны в инструкции на каждый образец.
Скачать паспорт (инструкцию по эксплуатации) токарного станка ТШ-3
Основными техническими характеристиками считаются:
- диаметр устанавливаемых шлифовальных кругов (допускается установка от 40 мм до 400 мм);
- разрешённый посадочный диаметр (он равен 127 мм);
- расстояние между шлифовальными кругами равно 590 мм;
- скорость вращения на поверхности круга с диаметром 400 мм не превышает 20 м/с;
- частота вращения шпинделя не превышает 1000 об/мин;
- мощность установленного электродвигателя составляет 3 кВт с числом оборотов 1500 об/мин;
- электропитании производится от двухфазной сети 220 Вольт 50 Герц.
Массогабаритные характеристики зависят от конструкции станка и его оснащении. Обычно они имеют следующие параметры:
- длина составляет 850 мм;
- ширина – 650 мм;
- высота – 1400 мм;
- полная масса станка с оснасткой равна 190-220 кг (в зависимости от конструкции).
Особый интерес представляют характеристики, определяющие допустимые показатели точности при проведении токарных операций по металлу:
- ошибка в окружности при обработке вала с диаметром 30 мм при длине 125 мм не превышает 20;
- ошибка так называемой конусности при обработке изделия с диаметром 30 мм при длине 125 м не превышает 30;
- допустимая остаточная неточность обработки поверхности при чистовом режиме составляет 1,25 мкм (Ra).
Агрегат выполнен по стандартной кинематической схеме. Конструкция включает следующие основные элементы:
- станина с элементами крепления для всех элементов;
- передняя бабка со шпинделем;
- задняя бабка;
- классического суппорта;
- системы электрооборудования;
- органы управления (рукоятки, маховики, электрические кнопки и выключатели);
- комплект металлорежущего и шлифовального инструмента;
- средства защиты в виде прозрачных щитков;
- специальная лампа подсвета;
- система автоматического выключения при возникновении внештатных ситуаций.
- некоторые конструкции оснащаются специальным пылесосом (позволяет своевременно очищать рабочую зону от производственных отходов).
Токарный станок ТШ-3 выполнен по вертикальной компоновке и имеет относительно небольшие габариты и вес. Это позволяет устанавливать его в небольшом помещении.
Станина имеет цилиндрическую направляющую. По ней происходит плавное горизонтально перемещение пиноли задней бабки и перпендикулярное перемещение суппорта.
Органами управления станка служат:
- Рукоятку управления вращения шпинделя (она позволяет осуществлять контроль направления вращения);
- Систему управления подачи (она продольную подачу суппорта в обоих направлениях);
- Рукоятку зажима крепления пиноли;
- Отдельные маховики (для обеспечения перемещения следующих агрегатов: суппорта, пиноли, держателя резцов);
- Кнопки включения и выключения электропитания всего агрегата.
Передача вращения от электродвигателя к шпинделю производится благодаря цепи привода главного движения. С этой целью она оснащена клиноременной передачей. Система предусматривает девять возможных вариантов частот вращения. Диапазон их изменения варьируется от 200 до 1000 об/мин. Изменение положения суппорта производиться благодаря так называемой цепи привода подач.
Электрическая схема токарного станка ТШ собрана в отдельной коробке. Она обеспечивает управление всеми электрическими системами. Для обеспечения безопасности предусмотрена система защиты от поражения электрическим током. Она относится к первому классу защиты.
Благодаря универсальному оснащению настольный токарный станок обеспечивает простоту управления. На нем может проводить необходимые работы даже человек без соответствующего опыта.
Благодаря своей простоте, хорошим техническим характеристикам, легкости в обслуживании настольный токарный станок универсал ТШ-3 получил достаточно широкое распространение.
Он успешно применяется на крупных производствах, при изготовлении мелких партий деталей, в коммунальных организациях, автосервисах, домашних мастерских. Во всех отраслях он способен качественно выполнять следующие операции:
- сверление и растачивание отверстий различного диаметра;
- отрезание части заготовки заданной длины;
- обработка поверхностей деталей различной геометрической формы (конических, цилиндрических, фасонных);
- фрезерование различных частей сложных деталей;
- нарезание резьбы с помощью резца, плашек, метчиков;
- предварительная шлифовка и конечное полирование поверхностей;
- заточку металлообрабатывающего, слесарного, деревообрабатывающего и бытового инструмента.
Модернизация токарного станка позволяет расширить число производимых операций. Применение дополнительной оснастки позволяет производить обработку заготовок из различных сортов дерева: распиливание, строгание, фугование. Станок ТШ-3 может производить навивку пружин.
Его применяют для операций над сборными и сварными конструкциями небольших размеров. Он способен производить основные токарные и шлифовальные операции деталей изготовленных из порошковых материалов, цветных металлов, сплавов, минералокерамики. Класс точности проводимых операций обработки соответствует уровню «Н».
Главными достоинствами этого агрегата является простота конструкции, компактность, небольшая масса, невысокая цена, высокая надёжность и простота в обслуживании.
Метки: Советские токарные станки, Станки по металлу
Токарный станок ТШ-3 последние 10 лет приобрел нешуточную популярность среди промышленных агрегатов. Оборудование отличается возможностью проводить тонкую обработку заготовок, а также прочностью всех движимых деталей.
Токарный настольный станок универсал в ТШ-3 является эксклюзивным оборудованием, которое предназначается для точения, шлифовки и сверлильных работ. Благодаря универсальной конструкции агрегата обеспечивается возможность выполнения широкого спектра работ в области обработки металла.
Особенности устройства
Станок токарный настольный ТШ-3 применяется в масштабном производстве металлических деталей, а также в частной практике. С его помощью проводится полировка деталей, но для выполнения этих работ рекомендуется заменить круг.
Круг полировальный
Дополнительно токарный станок используется для заточки разнообразных слесарных инструментов. Благодаря уникальной конструкции агрегата затачиваются и шлифуются инструменты, с помощью которых проводится сверление и точение. Устройство позволяет снимать фаску, шлифовать и обрабатывать металлические детали.
Модель ТШ-3 часто имеет в комплекте специальный пылесос, благодаря которому очищаются поверхности в период проведения работ по обработке металлических изделий.
Токарный станок характеризуется классической конструкцией:
- Он имеет станину, на которой устанавливается электрический двигатель. С его помощью обеспечивается движение рабочего вала.
- На вал мастера одевают точильные головки, подобные детали характеризуются присутствием защитных приспособлений.
- На каждом из них имеется специальное отверстие, в которые устанавливаются обрабатываемые элементы.
Устройство токарного станка
Тонкости работы на станке
Заготовки фиксируются специальными площадками, которые располагаются возле рабочих узлов. Станок характеризуется устройством важных конструктивных особенностей, именно они отличают его от предшественников:
- Над рабочими зонами располагаются прозрачные щитки, конструкция обеспечивает защиту оператора от отходов.
- Конструкция агрегата позволяет установить лампу, с ее помощью будет освещаться участок проведения работ.
- Благодаря габаритам станка предоставляется возможность его установки в помещениях, которые характеризуются ограниченным пространством.
- Станок характеризуется оптимальной высотой, такая особенность обеспечивает максимально комфортную работу за ним даже без использования верстака.
- Если превышаются максимально допустимые нормы нагрузки, то блокировка работы мотора осуществляется специальным реле.
- Благодаря универсальной конструкции станины оператор способен проводить контроль параметров рабочей зоны.
- Станина выполнена из специальных металлических листов, они имеют ребра жесткости, такая конструкция обеспечивает устойчивость станка.
Агрегат ТШ-3 характеризуется универсальной конструкцией, подобное ухищрение обеспечивает максимально удобное его применение и значительно расширяет спектр выполняемых работ.
Особенности строения
Агрегат состоит из нескольких ключевых узлов:
- станины;
- шпиндельной бабки;
- привода;
- электрооборудования;
- суппорта;
- задней бабки.
Все электрическое оборудование станка характеризуется присутствием изоляции. Дополнительно агрегат имеет заземляющий провод, особенность гарантирует высокий уровень безопасности оператора в период работы за оборудованием.
Электрическое оборудование находится в коробке, которая плотно закрыта крышкой, оснащенной двумя винтами. Одним из винтов осуществляется выполнение функции заземления.
Станина характеризуется появлением направляющей, выполненной по цилиндрическому типу. Это базис основных механизмов агрегата, по левую сторону от передней бабки располагается кронштейн. К нему осуществляется крепление электрического мотора.
Станок оснащается специальными ручками и рукоятками. С их помощью регулируется движение подач, активируется суппорт и выбирается направление его движения, осуществляется запуск резцедержателя.
Резцедержатель
Станок универсал оснащается специальной ручкой, с ее помощью регулируется основное движение, а также проводится активация прямого или реверсивного движения шпинделя и остановка его работы.
Благодаря универсальной технической оснастке агрегата обеспечивается простота управления ним, манипуляция позволяет выполнять это действие даже мастеру без соответствующего опыта.
Правила работы за станком
Перед вводом устройства в эксплуатацию рекомендуется провести проверку его заземления. Во втором этапе проверяется состояние кожухов, оператор должен проверить целостность изоляции электрокабеля, подобная деталь обеспечит его защиту от поражения током в период работы.
После запуска станка ему необходимо дать поработать в холостом режиме. После этого только разрешается проводить обработку деталей.
Регламент действий специалиста
Работа со станком должна выполняться с учетом определенных рекомендаций:
- Между заготовкой и точильным кругом имеется люфт. Необходимо следить за тем, чтобы его толщина была в два раза меньше, чем обрабатываемая деталь.
- Работать с заготовками следует только после того, как основной вал полностью раскрутится. В противном случае могут наблюдаться повреждения на аппарате или травмирование оператора.
- Установка агрегата осуществляется на специальный верстак или на пол. При этом осуществляется учет веса агрегата.
- После установки оборудования необходимо проверить его устойчивость. Если станок будет шататься, это приведет к некачественной обработке заготовок.
- Если на оборудовании имеются повреждения или нерабочие узлы, то его эксплуатация строго запрещается в целях безопасности.
- Детали, подлежащие обтачиванию, необходимо устанавливать выше горизонтальной линии, прохождение которой наблюдается в центре точильного круга. С этой целью осуществляется установка подручников.
- Категорически запрещено нахождение легковоспламеняющихся и взрывоопасных веществ в помещении, где работают над деталью.
- Работа оборудования осуществляется от трехфазной сети, напряжение которой составляет 380 вольт.
- За станиной и другими узлами приспособления необходимо регулярно ухаживать. Они должны очищаться от отходов, которые появляются в процессе обработки металлических изделий.
- Работать за агрегатом разрешается только в специальной одежде, дополнительно оператору рекомендуется надевать защитные очки.
Специальная одежда для работы на агрегате
Рекомендации специалистов
Неправильная или длительная работа оборудования часто приводит к поломке узлов и деталей. Если оператор слышит стук подшипников, тогда необходимо провести их замену. Если работа оборудования будет проводиться при неисправных подшипниках, нарушение способно привести к повреждению других узлов и агрегатов.
Сильный шум или быстрый нагрев двигателя требует провести осмотр его обмотки. В некоторых случаях проводится полная замена агрегата. Если мотор внезапно останавливается, это свидетельствует о сбоях в работе электрической сети.
Такая ситуация свидетельствует о поломке пускового механизма. Если мотор не способен набирать обороты, специалисты делают вывод о его неисправности.
Наиболее часто причиной поломки являются перебои в подаче электрической энергии. При частом появлении этой проблемы рекомендуется покупка специального стабилизатора.
Виды стабилизаторов
Категорически запрещается самостоятельная разборка конструкции, особенно без присутствия определенного опыта, умений и знаний.
В подобном случае рекомендуется обратиться за помощью к специалисту, он не только устранит поломку, но и обеспечит безопасную эксплуатацию оборудования в дальнейшем.
Во избежание травм и поломки оборудования оператору необходимо строго соблюдать правила его эксплуатации. Очистка основных узлов агрегата должна проводиться постоянно.
Токарный настольный агрегат позволяет максимально точной обработки металлических заготовок. Для достижения этой цели необходимо придерживаться правил его эксплуатации. Благодаря простоте конструкции агрегата обеспечивается точность обработки металлических деталей.
Видео по теме: «Купил токарный станок ТШ-3»
Описание и назначение
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана ЭНИМС и производился Московским станкостроительным заводом СтанкоКонструкция.
Первые Универсалы были с чугунной станиной и двумя цилиндрическими направляющими из прочной закалённой стали. Принцип создания этой конструкции заимствован у модели Unimat SL фирмы EMCO (Австрия), более 40 лет продававшая в год до 15 тысяч станков этой модели. В 1968 году появился токарно-винторезный станок Универсал-2, с двигателем небольшой мощности.
Конструктивные особенности станка
Внешний вид Точильно-шлифовальное оборудование этого класса предназначено для заточки режущего инструмента различной конфигурации, с помощью которого выполняется обработка деревянных, металлических или полимерных изделий. Помимо этой функции с помощью станка можно выполнять выравнивание поверхностей заготовок.
Читайте также: Штангенциркуль. Виды и устройство. Работа и применение. Как выбрать
Конструкция модели ТШ-3 имеет классическую компоновку элементов. На станине из металла располагается блок с электродвигателем. Он имеет сквозной вал, который подключается к шпиндельным головкам кругов. Последние имеют защитные кожухи с прорезями для установки обрабатываемых инструментов. На каждом блоке имеется упорная площадка, похожая на аналогичный токарный блок. В качестве дополнительной меры защиты присутствуют прозрачные щитки с функцией регулирования положения.
Конструктивными особенностями станка являются следующие факторы:
- жесткость станины. Обеспечивается использованием толстостенных металлических листов, а также дополнительных ребер жесткости. При этом в конструкции предусмотрен механизм регулировки уровня;
- напольное исполнение. Для эксплуатации оборудования не нужно обустраивать верстак. Единственным условием является подготовка пола для монтажа с учетом веса агрегата;
- безопасность работы. Это выполняется с помощью комплексных мер по защите персонала – наличие прозрачных щитков, устройств принудительной остановки электродвигателя при превышении нагрузки.
Узел установки кругов состоит из системы фланцев и монтажных компонентов, что отличает его от токарных моделей. Для обеспечения стабильного положения дисков в конструкции есть система противовесов, предотвращающая смещение при давлении.
Технические характеристики
- Диаметр заготовки. Над станиной — до 150 мм, над суппортом – до 90 мм.
- Длина детали в центрах – до 250 мм.
- Державка резца. Размер – 8х8 мм.
- Сверление отверстий. Диаметр — до 8 мм.
- Внутреннее отверстие шпинделя. Диаметр 15 мм.
- Число ступней вращения шпинделя – 9.
- Диапазон вращений шпинделя – от 200 до 3200 об/мин.
- Длина продольного перемещения суппорта – 215 мм, поперечного – 90 мм.
- Величины продольной подачи – от 0,05 до 0,175 мм/об.
- Вес станка 62 кг, габариты:690х410х230 мм.
В период эксплуатации станок обеспечивает класс точности «Н» (нормальный). Чугунная станина. После отливки подвергнута естественному старению.
Плоская направляющая станины и круглая направляющая, установленная в станине, служат общей базой для шпиндельной бабки, задней бабки и продольного суппорта. В передней части станины вмонтирован ходовой винт, укрытый защитным кожухом.
В передней бабке (часто – шпиндельная бабка) установлен шпиндель, на переднем конце которого установлены упорные подшипники, работающие под воздействием радиальных и осевых усилий. На другом конце смонтирован 4-х ступенчатый шкив привода вала передней бабки. Здесь же установлен механизм (трензель), изменяющий направление вращения (реверс) винта.
Привод станка. На левой стенке передней бабки размещён кронштейн с электродвигателем и механизмами привода станка и асинхронный двигатель станка, мощностью 370 Вт, подключается к сети 220 В, частотой 50 Гц.
Под кожухом узла кронштейна расположены:
- ступенчатые шкивы клиноременного механизма (9 скоростей вращения);
- промежуточный вал с эксцентриком для регулировки натяжения ремня;
- блок зубчатых передач привода ходового винта.
Механизм подачи (гитара) предназначен для управления настройками вращения ходового винта посредством зубчатых колес в узле кронштейна.
Фартук (узел включения – выключения маточной гайки ходового винта) закреплен на каретке суппорта.
Суппорт служит для перемещения резцедержателя. Состоит из:
- каретки;
- поперечных салазок;
- верхних салазок;
- узла резцедержателя.
Задняя бабка предназначена для:
- совмещения оси заготовки с осью, проходящей через центры шпинделя и центрирующего механизма задней бабки;
- обеспечения жесткости механизмов в процессе обработки;
- закрепления сверлильных режущих инструментов;
- установки подвижных и неподвижных центров.
Особенности строения
Агрегат состоит из нескольких ключевых узлов:
- станины;
- шпиндельной бабки;
- привода;
- электрооборудования;
- суппорта;
- задней бабки.
Все электрическое оборудование станка характеризуется присутствием изоляции. Дополнительно агрегат имеет заземляющий провод, особенность гарантирует высокий уровень безопасности оператора в период работы за оборудованием.
Читайте также: Сварка пластика при помощи сварочного фена и экструдера.
Электрическое оборудование находится в коробке, которая плотно закрыта крышкой, оснащенной двумя винтами. Одним из винтов осуществляется выполнение функции заземления.
Станина характеризуется появлением направляющей, выполненной по цилиндрическому типу. Это базис основных механизмов агрегата, по левую сторону от передней бабки располагается кронштейн. К нему осуществляется крепление электрического мотора.
Станок оснащается специальными ручками и рукоятками. С их помощью регулируется движение подач, активируется суппорт и выбирается направление его движения, осуществляется запуск резцедержателя.
Резцедержатель
Станок универсал оснащается специальной ручкой, с ее помощью регулируется основное движение, а также проводится активация прямого или реверсивного движения шпинделя и остановка его работы.
Благодаря универсальной технической оснастке агрегата обеспечивается простота управления ним, манипуляция позволяет выполнять это действие даже мастеру без соответствующего опыта.
Инструкция по применению, паспорт
Подробная инструкция в печатной форме доступна любому мастеру. Кроме того, профессионалами разработаны рекомендации и подробные инструкции применения станочного оборудования.
При необходимости, на рабочем конце шпинделя вместо токарного патрона можно установить цанговые зажимы различных размеров.
Станок, с заводским комплектом оборудования, позволяет:
- изготовить зубчатые колёса;
- восстановить шлицы;
- продолбить продольный паз во втулке или в бруске прямоугольного сечения;
- проточить деталь на нужный конус.
Несложная переналадка трансформирует токарный станок в другие типы устройств для выполнения:
- фрезерных и сверлильных работ;
- фугования плоскостей деревянных брусков;
- шлифования и полирования поверхностей;
- распиливания деталей лобзиком;
- пиление дисковой пилой;
- заточки и правки фрез, другого режущего и бытового инструмента;
- навивки пружин;
- нарезание резьбы (наружной и внутренней) плашками и метчиками.
Паспорт токарного станка можно бесплатно скачать на ссылке — Паспорт токарного станка Универсал -3 (ТШ-3).
Станок необходимо устанавливать:
- в зоне естественного освещения и вентиляции;
- жестко крепить на верстаке или рабочем столе, поглощающих вибрации.
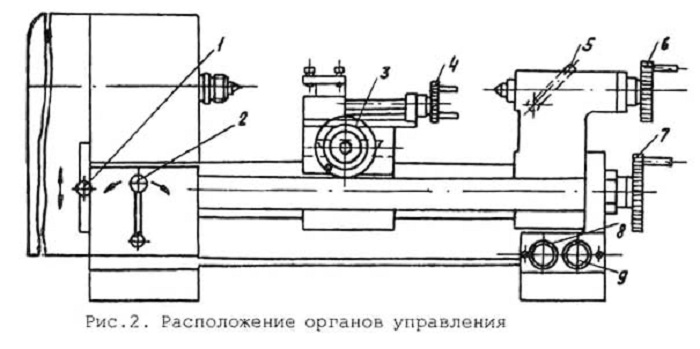
Расположение составных частей и органов управления точильно-шлифовальным станком ТШ-3
Расположение составных частей точильного станка ТШ-3
Читайте также: Как понизить обороты двигателя без потери мощности
Спецификация составных частей и органов управления точильно-шлифовальным станком ТШ-3
- Тумба — ТШ-3.00.0.010.0.00
- Кронштейн — ТШ-1.50.1.000.0.00
- Кожух левый — ТШ-3.00.0.030.1.00, Кожух правый ТШ-3.00.0.025.1.00
- Крышка — ТШ-3.00.0.030.0.00
- Подручник — ТШ-3.00.0.045.2.00
- Подручник — ТШ-3.00.0.045.2.00
- Кронштейн — ТШ-3.00.0.105.0.00
- Кронштейн — ТШ-3.00.0.105.0.00
- Коробка — ТШ-2.00.0.020.0.00
- Электрооборудование — ТШ-3.80.0.000.0.00
- Кнопка «Стоп»
- Кнопка «Пуск»
- Светильник НКП03-60-003УХЛ4 ТУЗ.62-00214267-088-00
Меры предосторожности при работе с оборудованием
- Осознанное соблюдение мер безопасности во время работы, а также при транспортировке и установке в помещении.
- В электрической схеме обеспечить исправность прибора аварийного обесточивания.
- Рабочее помещение оборудовать в противопожарном отношении.
- В зоне доступности расположить принадлежности и препараты неотложной медицинской помощи.
- Рабочую одежду подгонять так, чтобы исключить случайный контакт с вращающимися механизмами.
Прототипом нового токарно-винторезного МеталМастер -1830, осталась модель ТШ-3 станка ещё до перестроечной, советской марки Универсал – 3. Выглядит эстетично, оборудован плавным управлением привода, оснащен электроникой. А, главное, станок совершил качественный переход из любительского в разряд профессионально продвинутой машины для металлообработки.
Рекомендации специалистов
Неправильная или длительная работа оборудования часто приводит к поломке узлов и деталей. Если оператор слышит стук подшипников, тогда необходимо провести их замену. Если работа оборудования будет проводиться при неисправных подшипниках, нарушение способно привести к повреждению других узлов и агрегатов.
Сильный шум или быстрый нагрев двигателя требует провести осмотр его обмотки. В некоторых случаях проводится полная замена агрегата. Если мотор внезапно останавливается, это свидетельствует о сбоях в работе электрической сети.
Такая ситуация свидетельствует о поломке пускового механизма. Если мотор не способен набирать обороты, специалисты делают вывод о его неисправности.
Наиболее часто причиной поломки являются перебои в подаче электрической энергии. При частом появлении этой проблемы рекомендуется покупка специального стабилизатора.
Виды стабилизаторов
Категорически запрещается самостоятельная разборка конструкции, особенно без присутствия определенного опыта, умений и знаний.
В подобном случае рекомендуется обратиться за помощью к специалисту, он не только устранит поломку, но и обеспечит безопасную эксплуатацию оборудования в дальнейшем.
Во избежание травм и поломки оборудования оператору необходимо строго соблюдать правила его эксплуатации. Очистка основных узлов агрегата должна проводиться постоянно.
Токарный настольный агрегат позволяет максимально точной обработки металлических заготовок. Для достижения этой цели необходимо придерживаться правил его эксплуатации. Благодаря простоте конструкции агрегата обеспечивается точность обработки металлических деталей.
Описание
Данное токарно-шлифовальное устройство производилось на станкостроительном заводе в г. Орша. Сразу после начала производства было отмечено, что агрегат относительно недорогой и отвечает всем тогдашним стандартам. Позже, аппарат продемонстрировал еще и неплохие показатели надежности и долговечности в использовании. Даже в наши дни, ремонт агрегата и замена его ключевых узлов стоит относительно недорого.
Кроме того, станок отличается универсальностью в сравнении с другими устройствами такого класса. Его широко применяют в различных сферах производства и для выполнения различных работ, в число которых входят:
- Полировка деталей (после замены круга).
- Снятие фаски, шлифование и обработка деталей из металла.
- Заточка и шлифование инструментов для сверления и точения.
- Заточка любых слесарных инструментов.
Примечательно, что данное устройство нередко продается в комплекте со специальным пылесосом, который очищает рабочие поверхности от производственных отходов. Исходя из технических и функциональных особенностей станка, чаще всего его применяют на небольших предприятиях, но и в домашних мастерских его тоже можно встретить.
Стоит отметить, что для домашнего использования этот агрегат может оказаться слишком мощным или чересчур большим.
Для чего применяется ТШ-3
Используется товарно-шлифовальный станок ТШ-3 для промышленной обработки материалов разной твердости. На нем можно обрабатывать как инструментальную сталь, так и различные твердые сплавы. С помощью ТШ-3:
Читайте также: Разборка Перфоратора Макита 2470
- затачивается разного вида станочный инструмент. Это могут быть токарные резцы, сверла, фрезы;
- можно проводить сухую заточку слесарного инструмента, такого как ножницы, зубила, ножи;
- выполняются слесарные работы, например снятие заусенцев, фасок и удаление других признаков избыточного металла на деталях.
Конструктивные особенности
Станок ТШ 3, на первый взгляд, похож на свои модели-предшественники – аппараты ТШ 1 и ТШ 2. У станка классическая компоновка – на станине установлен электромотор, который приводит в движение рабочий вал.
Каждая из точильных головок, которые одеты на вал, имеет защитные приспособления со сквозным отверстием для установки обрабатываемых элементов. Фиксация заготовок осуществляется при помощи специальных площадок, которые находятся возле каждого рабочего узла.
К другим конструктивным особенностям станка относят:
- Для защиты оператора от производственных отходов, над рабочими зонами установлены прозрачные щитки.
- В конструкции аппарата предусмотрена лампа для освещения участка выполнения работ.
- Габариты позволяют устанавливать устройство в небольших помещениях.
- Специальное реле блокирует работу двигателя в случае превышения допустимых норм нагрузки.
- Чрезвычайная жесткость станины обеспечивается специальными металлическими листами с ребрами жесткости.
- Станина сконструирована таким образом, что у оператора есть возможность контролировать параметры рабочей зоны.
- Высота станка позволяет работать на нем даже без верстака, но перед установкой аппарата на пол следует проверить его ровность и точность.
Ключевые изменения в конструкции станка, по сравнению с предыдущими моделями данной линейки, сделаны с целью повышения безопасности оператора и упрощения его работы со станком. Материалы, из которых создаются ключевых узлы агрегата, значительно повышают долговечность его работы.
Особенности устройства
Станок токарный настольный ТШ-3 применяется в масштабном производстве металлических деталей, а также в частной практике. С его помощью проводится полировка деталей, но для выполнения этих работ рекомендуется заменить круг.
 Круг полировальный
Круг полировальный
Дополнительно токарный станок используется для заточки разнообразных слесарных инструментов. Благодаря уникальной конструкции агрегата затачиваются и шлифуются инструменты, с помощью которых проводится сверление и точение. Устройство позволяет снимать фаску, шлифовать и обрабатывать металлические детали.
Модель ТШ-3 часто имеет в комплекте специальный пылесос, благодаря которому очищаются поверхности в период проведения работ по обработке металлических изделий.
Токарный станок характеризуется классической конструкцией:
- Он имеет станину, на которой устанавливается электрический двигатель. С его помощью обеспечивается движение рабочего вала.
- На вал мастера одевают точильные головки, подобные детали характеризуются присутствием защитных приспособлений.
- На каждом из них имеется специальное отверстие, в которые устанавливаются обрабатываемые элементы.
 Устройство токарного станка
Устройство токарного станка
Строение станка
На рисунке изображены ключевые узлы агрегата.
- Привод устройства.
- Станина.
- Бабка шпиндельная.
- Суппорт.
- Бабка задняя.
- Электрооборудование.
Детальнее стоит рассказать об электрическом оборудовании агрегата. Оператор защищен от поражения током посредством рабочей изоляции и заземляющего провода. Электрооборудование находится в специальной коробке в задней части устройства. Коробка плотно закрывается при помощи крышки с двумя винтами, один из которых выполняет функцию заземления.
На станине расположена направляющая цилиндрического типа, которая вместе с плоской направляющей станины является базисом для основных механизмов устройства. На левой стороне передней бабки находится кронштейн, к которому крепится электромотор станкового привода.
Читайте также: Должностная инструкция аппаратчика на плазменных установках 4-го разряда
Под защитным кожухом кронштейна располагаются элементы привода вращения и привода подач. Под кожухом передней части станины находится винт передвижения суппорта (продольного).
Что представляет собой ТШ-3
Конструкция станка представляет собой сварную тумбу-основание, на которой и установлен электродвигатель. К тумбе же крепятся винтами два защитных кожуха. На подставке же крепятся пазы кронштейнов для установки подручников. На валу электродвигателя есть планшайбы для установки кругов. Обычно устанавливаются абразивные круги, которые входят в базовый комплект, а потому используются чаще всего. Возможна установка алмазных и эльборовых кругов. Они докупаются отдельно. На станках ТШ-3 возможно использование абразивной ленты для шлифовки.
Система и органы управления
Ключевые узлы управления показаны на схеме.
- Ручка для регулировки движения подач. С ее помощью можно активировать суппорт и выбрать направление его движения.
- Ручка регулировки основного движения. Активировать прямое или реверсное движение шпинделя, останавливает его работу.
- Рукоятка передвижения суппорта (поперечного).
- Рукоятка передвижения резцедержателя.
- Ручка для фиксации пиноли.
- Рукоятка передвижения суппорта (продольного).
Технические показатели
Сфера применения и класс аппарата определяются его основными техническими характеристиками. Габариты станка тоже играют немаловажную роль. У данного станка следующие размеры:
- длина – 137 см;
- высота – 60 см;
- ширина – 60 см;
- вес – 220 кг.
Предельный наружный диаметр точильных кругов станка составляет 40 см. Внутренний диаметр точильного круга 12,7 см. Рабочий вал агрегата вращается со скоростью 950 оборотов в минуту. Максимальная скорость резки – 20 мм за секунду. Мощность электромотора составляет 3 кВт.
Советы по применению
Перед началом эксплуатации агрегата следует проверить заземления станка и состояние защитных кожухов. Особое внимание необходимо обратить на исправность электрического кабеля и вилки. Перед началом обработки деталей, дайте станку поработать несколько минут в холостом режиме.
При работе с аппаратом придерживайтесь следующих рекомендаций:
- Люфт между точильным кругом и обрабатываемой заготовкой должен быть в два раза меньше толщины предмета.
- Агрегат следует установить на пол или специальный верстак с учетом веса станка. Устройство должно стоять надежно, не шататься, иначе это негативно скажется на точности обработки заготовок.
- Обтачиваемые детали следует устанавливать выше горизонтальной линии, которая проходит через центр точильного круга. Подручники устанавливают с учетом этой необходимости.
- Станок работает от сети трехфазного типа с напряжением 380 В.
- Нельзя начинать работу с агрегатом, если у него проблемы с заземлением.
- Станина и другие узлы устройства требуют регулярного ухода и очистки от производственных отходов.
- К работе со станком следует преступать в защитных очках и в соответствующей одежде.
- В помещение, где установлен станок, не должны находиться взрывоопасные материалы и легковоспламеняющиеся вещества.
- Устройство с поврежденными или неработающими узлами нельзя эксплуатировать при любых обстоятельствах.
- Начинать работу с заготовкой следует только после полной раскрутки основного вала. В противном случае оператор рискует нанести повреждения себе или станку.
Видео: обзор токарного станка ТШ-3.
Сфера применения станка
Благодаря своей простоте, хорошим техническим характеристикам, легкости в обслуживании настольный токарный станок универсал ТШ-3 получил достаточно широкое распространение.
Он успешно применяется на крупных производствах, при изготовлении мелких партий деталей, в коммунальных организациях, автосервисах, домашних мастерских. Во всех отраслях он способен качественно выполнять следующие операции:
- сверление и растачивание отверстий различного диаметра;
- отрезание части заготовки заданной длины;
- обработка поверхностей деталей различной геометрической формы (конических, цилиндрических, фасонных);
- фрезерование различных частей сложных деталей;
- нарезание резьбы с помощью резца, плашек, метчиков;
- предварительная шлифовка и конечное полирование поверхностей;
- заточку металлообрабатывающего, слесарного, деревообрабатывающего и бытового инструмента.
Модернизация токарного станка позволяет расширить число производимых операций. Применение дополнительной оснастки позволяет производить обработку заготовок из различных сортов дерева: распиливание, строгание, фугование. Станок ТШ-3 может производить навивку пружин.
Его применяют для операций над сборными и сварными конструкциями небольших размеров. Он способен производить основные токарные и шлифовальные операции деталей изготовленных из порошковых материалов, цветных металлов, сплавов, минералокерамики. Класс точности проводимых операций обработки соответствует уровню «Н».

Главными достоинствами этого агрегата является простота конструкции, компактность, небольшая масса, невысокая цена, высокая надёжность и простота в обслуживании.
Читайте также: Отбойный молоток — выбираем по характеристикам: ТОП-10 хороших пневматических, бензиновых и электрических молотков на 2021 год
Важные нюансы
Как и любые другие механизмы, узлы данного станка могут выходить из строя. Вот наиболее распространенные поломки и примерные способы их устранения:
- Если в станке стучат подшипники, то следует их заменить как можно скорее. Продолжая эксплуатировать станок с неисправными подшипниками, вы ставите под угрозу работоспособность других узлов аппарата.
- Мотор создает слишком много шума или быстро нагревается. В этом случае необходимо проследить за состоянием обмотки двигателя или полностью его заменить.
- Причиной внезапной остановки мотора могут быть сбои в работе электросети или проблемы с пусковым механизмом.
- О неисправности электродвигателя также свидетельствует его неспособность набрать полные обороты. Часто это происходит из-за проблем с подачей электричества или из-за поломки мотора. Если проблема с электрической сетью постоянно мешает работать – следует приобрести специальный стабилизатор. Если же неисправен сам двигатель, то, его придется заменить.
Без особой необходимости разбирать станок самостоятельно не рекомендуют. Но если обнаружилась поломка и вы уверены, что сможете ее починить, то перед разборкой станка его следует полностью отключить от электросети. После этого разбирайте проблемный узел и постарайтесь устранить поломку.
Помните, что намного легче предотвратить поломки, чем их устранять! Чтобы повысить сроки эксплуатации станка придерживайтесь следующих рекомендаций:
- Соблюдайте все правила использования станка.
- Регулярно и своевременно проводите очистку основных узлов агрегата.
- Проверяйте состояние электросети и электрического оборудования станка.
- Вовремя смазывайте все ходовые части устройства.
Republished by Blog Post Promoter
Где устанавливается ТШ-3
Эта модель в отличие от ТШ-1 не нуждается в установке на стол. Станок просто ставится на ровную поверхность и надежно закрепляется к полу. При установке станка необходимо добиться устойчивости. От этого во многом зависит точность выполняемых работ. Крепится тумба четырьмя анкерными болтами М-12. При монтаже в обязательном порядке и перед запуском необходимо проверить все соединения и настройки. В том числе исправность заземления, питающей линии, герметичность, надежность крепления кожухов, инструмента, подручников, направленность шлифовальных дисков.
Министерство станкостроительной и инструментальной промышленности СССР Ордена Трудового Красного Знамени ЭКСПЕРИМЕНТАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ЭНИМС Ордена Ленина опытный завод "Станкоконструкция” НАСТОЛЬНЫЙ СТАНОК "УНИВЕРСАЛ-2" Москва 1975
Министерство станкостроительной и инструментальной промышленности СССР Ордена Трудового Красного Знамени ЭКСПЕРИМЕНТАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ Э Н И М С Ордена Ленина опытный завод "Станкоконструкция" НАСТОЛЬНЫЙ СТАНОК "УНЙВЕРСАЛ-2" Краткое описание, инструкция по эксплуатации Отдел научно-технической информации Москва 1975
ВНИМАНИЯ ПОКУПАТЕЛЕЙ! Перед эксплуатацией станка необходимо тщательно изучить инструкцию и строке соблюдать ее указания при работе. Электрооборудование станка работает только ст сети напряжением 220 в. Допускается работа от сети на- пряжением 127 в с применением повышающего трансфер - мотора 127'/220е. © Экспериментальный научно-исследовательский институт металлорежущих станков (ЭНИМС), 1975 г.
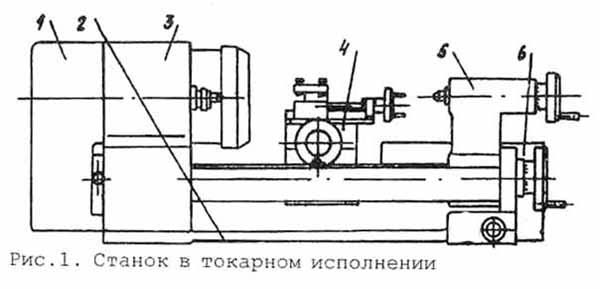
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ На ставке "Универсал-2" (рис. I) с применением допол- нительных приспособлений и устройств, прилагаемых к станку, можно выполнять различные виды механической обработки по метажлу, дереву, пластмассам и другим материалам. &с.1. Токарное пополнение станка Отличительной особенностью станка являются широкая уни- версальность и возможность переналадки,которые позволяют вы- полнять следующие рабств: I) токарную обработку и расточку отверстий; 2) нарезание резцом метрической резьбы с шагом в пре- делах 0,2 - 2 -мл; 3) сверление отверстий; 3
4) фрезерование плоскостей, выемок, канавок и т.д.; 5) шлифование и полирование; 6) заточку различного ревущего и бытового инструмента; 7) распиливание листового материала, реек, досок с по- мощью круглой пилы; 8) распиливание по контуру с помощью лобзикового уст- ройства; •9) строгание плоскостей реек? брусков и досок с помощью фуговального устройства; 10) навивку пружин; II) нарезку резьбы плашками и метчиками с ручным вра- щением шпинделя и др. С помощью несложных приспособлений, изготовленных на станке самим любителем, можно производить и другие работы. Благодаря широким возможностям станка использование его в домашних условиях представляет большой интерес и при ов- ладении трудовыми навыками работа на нем доставит большое удовольствие. Станок можно также широко использовать в школьных кружках, клубах, дворцах пионеров, пионерских лагерях и т.д. для изготовления радиодеталей, моделей самолетов и кораблей, мелких* оригинальных вещей домашнего обихода и украшений,ин- дивидуальных игрушек, деталей, игр и др. Работая на станке, юные любители смогут приобрести тру- довые навыки, ознакомиться с основными видами механической обработки материалов, полезно заполнить досуг и развить изо- бретательность . УСТРОЙСТВО И ОСНОВНЫЕ ЧАСТИ Станок "Универсал-2" при переналадке и установке до- полнительных приспособлений может иметь следующие основные исполнения: - токарное (см. рис. I); - сверлильное (рис. 2),фрезерное (рис. 3) и шлифоваль- ное (рис. 4); - для работы круглой пилой (рис. 5); - для работы лобзиком (рис. 6); - фуговальное (рис. 7); - заточное (рис. 8).
Ркс.2 Сверлильное исполнение станка Рис.З Фрезерное исполнение станка 5
Рис.4. Шлифовальное исполнение стяния Рис.5. Исполнение станка для работы круглой пилой 6
Рис.6. Исполнение станка для работы лобзикои Рис.7. Фуговальное исп-оля<,як^ cs л. 7
Рис.8. Заточное исполнение станка В перечисленных исполнениях в станок входят следующие основные части и устройства: 1 - станина (см. рис. I), несущая на себе все части станка; 2 - круглые продольные направляющие, привернутые к станине; 3 - съемная шпиндельная бабка,устанавливаемая на стан- ке или стойке станка; служит для закрепления и привода во вращение обрабатываемой детали или режущего инструмента и при необходимости может быть повернута на 360°; 4 - электродвигатель привода главного движения, смонти- рованный на гильзе 9 при помощи клеммового зажима. Электро- двигатель, ступенчато-шкивная ременная передача и гильза со шпинделем представляют собой единый узел, который комплект- но может быть снят со станка; 5 - крестовый суппорт, состоящий из каретки,перемещаю- щейся по круглым продольным направляющим, и поперечных са- лазок, перемещающихся по круглым направляющим в направлении, перпендикулярном продольным направляющим. Суйпорт служит для закрепления режущего инструмента или обрабатываемой детали и сообщения им движения подачи. 8
Каретка перемещается вращением продольного ходового вин- та либо вручную маховичком, расположенным справа,либо ме- ханически от шпинделя через гитару сменных зубчатых колес 7; поперечные салазки - вращением поперечного ходового винта ма- ховичком, расположенным спереди; 6 - задняя бабка, закрепляемая в требуемом положении на круглых продольных направляющих с помощью прихвата.В кор- пусе бабки перемещается маховичком пиноль. ’ Бабка служит, главным образом, для поддержки обрабатываемой детали цент- ром, устанавливаемым в пиноль, а также для закрепления ин- струментов, предназначенных для обработки отверстий сверла- ми, развертками и др.); 7 - гитара сменных зубчатых колес (рис.25) для наст- ройки цепи привода подач суппорта на требуемые величины про- дольной подачи при точении или для шага при нарезании резьбы. Гитара состоит из четырех (при настройке на подачу) или трех (при настройке на шаг) сменных зубчатых колес и приклона с клеммовнм зажимом для его закрепления на крон- штейне с радиальным пазом для установки оси сменных зубча- тых колёс; 8 - ступенчато-шкивная ременная передача для ступенча- того регулирования скорости вращения шпинделя и для переда- чи мощности и крутящего момента от электродвигателя к шпин- делю^ 9 - гильза (рис.1) с вращающимся в ней шпинделем на подшипниках качения;’ на правый конец шпинделя устанавливают- ся устройства для закрепления обрабатываемой детали или ре- жущего инструмента, а на левый конец - заточное устройство; гильза может перемещаться вдоль своей оси в шпиндельной баб- ке и закрепляться двумя винтами; Ю - электрический переключатель для включения прямого вращения шпинделя, останова и включения обратного вращения шпинделя; 11 - продольный ходовой винт; 1& - стойка (см. рис. 2), закрепляемая на станине для выполнения сверлильных, фрезерных и шлифовальных работ при вертикальном, наклонном и горизонтальном расположении шпин- деля; 13 - кронштейн, с помощью ко*.'пого .пг„ ьная -.-яс ;,а прикрепляется к стойке; Q
14 - рукоятка для перемещения гильзы вдоль своей оси; 15 - патрон сверлильный; 16 - сверло, закрепляемое в сверлильном патроне или' цанговом зажиме; 17 - тискй, устанавливаемые на поперечные салазки суп- порта и служащие для закрепления обрабатываемой детали.Вмес- то тисков можно установить также прямоугольный стол с Т-об* разными пазами, на котором с помощью прихватов закрепляется деталь при обработке; 18 - цанговый зажим (см. рис. 3) для закрепления фрез, сверл и- другого инструмента, а также мелких обрабатываемых деталей при точении (для центрования, сверления и других операций предусмотрена установка цангового зажима на пино- ли задней бабки); 19 - фреза, закрепляемая в цанговом зажиме; 20 - стол прямоугольный, устанавливаемый на поперечные салазки суппорта, на котором с помощью прихватов закрепля- ется деталь при обработке; '' 21 - оправка (см. рис. 4) для закрепления шлифовального круга, навинчиваемая на шпиндель; 22 - шлифовальный круг; 23 - стол (см. рис. 5), закрепляемый при помощи крон- штейна на гильзе для распиливания круглой пикой; >. 24 -> круглая пила; 25 - стол (рис. 6) для работы лобзиковой пилой; кронштейн для крепления стола на гильзе; 27 - лобзиковая пила; ' 28 - эксцентриковое устройство,укрепленное на переднем конце шпинделя, для сообщения пиле вертикального возвратно— поступательного движения; 29 - стол (рис. 7) для работ по строганию плоскостей реек, брусков и досок,закрепляемый с помощью кронштейна на гильзе 9; 30 - двухножевой барабан; 32 — абразивный круг (рис. 8) для заточки режущего ин- струмента,. устанавливаемый с помощью оправки на заднем кон- це шпинделя станка. Для защиты механизмов станка от попадания абразивной пыли при заточке их закрывают салфеткой 31. 40 — блок пусковой электроаппаратуры станкщ (см.рис.1).
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ Наибольший диаметр обрабатываемого изделия, лл: над круглыми направляющими станины......... 12!> над направляющими суппорта.................... 60 Наибольшая длина обрабатываемого изделия в цент- рах, мм .................... 180 Наибольший диаметр сверления по стали, мл . . . 6 Наибольшая высота устанавливаемого изделия под сверлом, мм .............. .... 100 Размер центра в шпинделе передней бабки и пино- конус ли задней бабки......................... Морзе № I Высота резца в резцедержавке, мм ...... . 8 Отверстие в шпинделе передней бабки, мм .... . 10 Габаритные размеры стола для работы круглой пи- лой- ширина х длина), мм................... 180x180 Габаритные размеры прямоугольного стола для фре- зерования (ширина х длина), **.............. 90x160 Наибольшая толщина распиливаемых реед и досок , круглой пилой, ла . . . .............. . 15 Наибольшая ширина строгания плоскостей ’ реек и досок ,мм . .................................... 50 Диаметр патрона для токарных работ, мм . . . . 80 Наибольший раоход тисков, мм ... '. ...... 27 Количество частот вращения шпинделя............ II Пределы частот вращения шпинделя, об/мин ......140-3000 Ход гильзы передней бабки, л«и ................. 30 Под пиноли задней бабки, мм . . ................ 20 Наибольшее перемещение, суппорта, мм*. жродольное............................... 160 поперечное.................................... 60 Электродвигатель типа 4ААУТ63А25 мощность, ат................... 250 частота вращения, об/мин ............ 2800 напряжение, о . . ......................... 220 Пределу продольных подач, мм/об.........,0,05-0,175 Пределы шагов'нарезаемых метрических резьб,нм 0,2-2 Масса станка в токарном исполнении, к«: без упаковки......................... . . 38 с упаковкой.................................. 45 II
Масса дополнительных устройств, приспособлений и принадлежностей, к* : без упаковки......................................... 17 с упаковкой.......................................... 21 Габаритные размеры станка в токарном исполнении (длина х ширина х высота), мм ......... 665x352x277 Габаритные размеры упаковки (длина х ширина х х высота), мм: ящик для станка............................. 700x410x286 ящик для приспособлений и принадлежностей .. . 430x355x210 ОСНОВНЫЕ РАЗМЕРЫ И ПОСАДОЧНЫЕ МЕСТА На рис. 9, 10 и II приведены основные размеры и поса- дочные места соответственно суппорта,шпинделя и пиноли зад- ней бабки Рис.10. Основные размеры и посадочные песта шпинделя 12
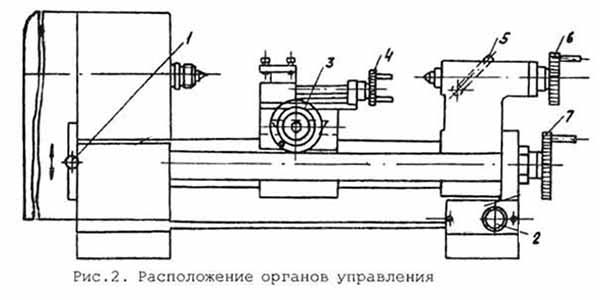
Рис.II. Основные размеры и посадочные места пиноли УПРАВЛЕНИЕ На рис. 12 показано расположение органов управления: 10 - электрический переключатель для включения прямого вращения шпинделя, останова и включения обратного вращения шпинделя; 14 -рукоятка перемещения гильзы; 33 - рукоятка малых продольных перемещений суппорта 1при нарезании резьбы "в разгонку"; 34 - рукоятка зажима пиноли; 35 - маховик перемещения пиноли; 36 - маховик ручного продольного перемещения суппорта; 37 - винт закрепления задней бабки на направляющих; 38 - маховик ручного поперечного перемещения суппорта; 39 - винты зажима гильзы; 41 - рукоятка включения механической продольной пода- чи суппорта влево; вправе, выключения ее при точении и на- стройки на нарезание правых и левых резьб. ?нс.12. Расположение органов управления 13
КИНЕМАТИЧЕСКАЯ СХЕМА Йа рис. 13 приведена кинематическая схема станка» ЦЕПЬ ПРИВОДА ГЛАВНОГО ДВИЖЕНИЯ Частота вращения шпинделя регулируется с помощью сту- пенчато-шкивной ременной передачи. . От электродвигателя 4 вращение передается на шкив 43, имеющий на одном своем торце выступы 42» которые могут вхо- дить в пазы 3-ступенчатого шкива 44, Таким образом, шкив выполняет тгл/е функции соединительной муфты. Для по~ яения 6 ступеней нижнего рада частот вращения шпинделя (I-iO - 950 об/мън) шкив 43 переворачиваемся высту- пами наружу и движение от шкива 43 передается клиновым рем- нем 45 на 4-стуненчатнй шняв 46 и далее елиновым ровней 47 на 3-ступенчатый шкив 44, свободно вращающийся на двух ра- диальных шарпкоподп чилиах относительно вала электродвига- теля, а затем клиновым ремней 48 на 4-ступенчатнй шкив 49, жестко со ненгай со шпинделем 50.» Для получения 4 с-. упеней верхнего ряда частот враще- ния шпинделя (800 - 3000 об/мин) шгжв 43 выступами 42 вхо- дит в пазы шкива 44. соединяя его с валом электродвигате- ля, и движение передается со шкива 43 и 44 ремнями на шкив 49 и Шизддель 50, при атом ремни 45 и 47 должны быть сняты. Регулирование частоты вращения шпинделя осуществляет- ся переброской клиновых ремней и муфты в соответствии о таблицей настройки (см. рис. 16). ЦЕПЬ । 'РИВОДА ПОДАЧ Це.ь привода механических подач обеспечивает продоль- ное перемещение суппорта при точении и нарезании резьбы и позволяет производить: включение подачи "влево" или гвпра- во" и выключение ее без остановки вращения шпинделя; из- менение направления перемещения суппорта при неизменном направлении вращения шпинделя (нарезание правых и левых резьб); регулирование величины подачи и шага нарезаемой резьбы. 14
чл Pac.I3i Кииемагическая схема
Источником движения (начальным звеном) цепи подач яв- ляется вращение шпинделя, поэтому размерностью подачи служит величина перемещения суппорта в миллиметрах на один оборот шпинделя (мм/об). От сменного зубчатого колеса А (см. рис. 13),установ- ленного на шпиндель 50, вращение передается через сменные зубчатые колеса Б, В, Г (при настройке на подачу) или Б, В (при настройке на нарезание резьбы) на вал 51, зубчатые коле- са 52, 53 или зубчатые колеса 92,83 и 89, муфту 54 включе- ния механического продольного перемещения суппорта влево или вправо и выключение его, и далее на продольный ходо- вой винт 11. При нарезании левой резьбы изменение направления пере- мещения суппорта при неизменном лаправлении вращения шпинде- ля достигается установкой муфты 54 в правое положение. Величина подачи и шага нарезаемой резьбы регулируется подбором сменных зубчатых колес А, Б, В, Г или А, Б, В в соответствии с таблицей наотройки. ПОДГОТОВКА СТАНКА К РАБОТЕ Дяя подготовки станка к работе необходимо: I) снять крышку со станка» извлечь дополнительные при- способления, устройства и принадлежности из ящика и устано- вить их на достаточно устойчивый стол или верстак; 2) антикоррозийные покрытия, нанесенные перед упаков- кой станка на поверхности, удалить тампоном, смоченным бен- зине । или керосином, и тщательно протереть чистой тряпкой; 3) смазать нерабочие обработанные поверхности тонким слоем технического вазелина или жидким машинным маслом; 4) установить переключатель в положение "Отключено". СМАЗКА СТАНКА Перед началом работы станка необходимо смазать круглые направляющие станины и суппорта, винты продольного и попе- речного перемещения суппорта и опоры винтов, пиноль и винт для ее перемещения, сменные зубчатые колеса гитары и их промежуточную (среднюю) опору, расположенную на при- клоне, муфту включения и выключения механического перемеще- 16
ния суппорта, зубчатке колеса, передающие вращение на про- дольный. ходовой винт и их опоры, два цилиндрических ползу- на и ось нижнего ползуна лобзикового устройства. Смазка производится следующим образом.Круглые направ- ляющие и наружную поверхность пиноли смазать из масленки, равномерно подавая масло каплями; винты продольного и попе- речного перемещения суппорта смазать через специально пре - /[усмотренные отверстия, заглушенные резьбовыми пробками.Пос- ле этого прогнать суппорт и пиноль на полный ход и обратно. Зпоры винтов суппорта и пиноли, муфту включения и вы- ключения механического перемещения суппорта, зубчатые коле- са, передающие вращение на продольный ходовой винт, и их опоры смазать через специально предусмотренные отверстия, заглушенные резьбовыми пробками. Сменные зубчатые колеса гитары и их промежуточную (среднюю) опору, расположенную на качающемся рычаге, два круглых ползуна и ось нижнего ползу- на лобзикового устройства смазать из масленки, равномерно подавая масло каплями. Масло индустриальное 20 (ГОСТ 1707- -51) или ИС-20 (ГОСТ 8675-62) По; а качения шпинделя,приводных шкивов и эксцен- трика лобзикового устройства следует периодически покрывать консистентной смазкой (солидол жировой) УС-2 или УС-3 (ГОСТ 1033-73). В шпиндельные подшипники смазка вводится через специ- альное отверстие в гильзе, заглушенное резьбовой пробкой. В подшипники шкивов и эксцентрика смазка вводится при съеме фланцев. Расположение мест смазки показано на рис.14. В начальный период эксплуатации станка вводить густую смазку не следует, так как она заложена на заводе-изготови- теле. ПРАВИЛА ЭКСПЛУАТАЦИИ ЭЛЕКТРООБОРУДОВАНИЯ Принципиальная электрическая схема станка приведена на рйс.15. Т. Электрооборудование станка выполнено по степени за- щиты от поражений электрическим током баз заземления (класс 0). 17
Рис.14. Места смазки станка: I-сменные зубчатые колеса; 2—опора; 3-муфта включения, выключения и реверса механического перемещения суппорта, зубчатые колеса и их опоры; 4-шпиндельные подшипники; 5-опора продольного ходового винта; 6-винт перемещения пинбли: 7-продольный ходовой винт и гайка; 8-попеоечный ходовой винт и гайка; 9-опора поперечного ходового винта
НАЗАД Рис.15. Принципиальная электрическая схема станка 2. При появлении признаков замыкания электропроводки на корпус (пощипывание при касании к металлическим частям) станок немедленно отключить от сети и принять меры к выявле- нию и устранению неисправности. 3. Запрещается снимать кожух пусковой аппаратуры стан- ка во избежание поражения электрическим током ст остаточно- го заряда конденсаторов. При внезапном останове из-за отсутствия напряжения элек- тродвигатель станка обязательно отключить. Частые пуски без интервалов, необходимых для охлажде- ния электродвигателя, недопустимы. Электродвигатель станка имеет защиту от перегрузок, которая обеспечивает автомати- ческое отключение электродвигателя. В случае такого отключе- ния необходимо вывести переключатель в среднее положение во избежание самопуска электродвигателя. В нормальных условиях защита автоматически включается через 15-25 сек. По истече- нии этого времени можно производить запуск электродвигателя станка. При температуре окружающей средн ю 45°C w? я вклм- чеяад защиты может доходзтг до I" 19
ПУСК СТАНКА Электродвигатель станка питается от однофазной сети пе- ременного тока напряжением 220 в о частотой 50 гц. Перед включением станка в электросеть необходимо уста- новить переключатель 10 (рис.12) в среднее положение "отклю- чено". Отвести кожух и, проверив натяжение ремней, обязатель- но установить его на место. Рукоятку 41 повернуть в верти- кальное положение. Для пуска станка следует перевести переключатель в край- нее левое положение "вперед" (прямое вращение шпинделя про- тив часовой стрелки, если смотреть со стороны задней бабки) или крайнее правое положение "назад" (обратное вращение шпин- деля), при этом пуск осуществляется в зависимости от выбран него направления вращения. Время разгона электродвигателя составляет примерно I сек, после чего можно приступать к работе на станке. Примечание. Как было указано выше, на станке можно осуществлять реверсирование ("Вперед" - "Йазад")вклю- чения электродвигателя. Направление вращения можно изменить с помощью переключателя 10, который переводят из одного крайнего положения в другое через среднее "Отключено" с лю- бой скоростью пеоеключения, т.е. не ожидая останова враще- ния электродвигателя. Частота реверсирования составляет не более 3 включений в минуту. НАЛАДКА И ПРАВИЛА РАБОТЫ НА СТАНКЕ ВЫБОР И НАСТРОЙКА ТРЕБУЕМОЙ ЧАСТОТЫ ВРАЩЕНИЯ ШПИНДЕЛЯ При механической обработке различных материалов (сталь, чугун, дерево, пластмасса и т.д.) и выполнении различных ви- дов обработки (обточка, распиловка, сверление, шлифование и т.д.) в зависимости от материала режущего инструмента (ин- струментальная, быстрорежущая сталь или твердый сплав) необ- ходима определенная скорость резания для обеспечения хо- рошего качества поверхности и сохранения режущих свойств ин- струмента. Так, при очень большой скорости резания режущий инструмент быстро затупится, а при очень низкой обрабаты- ваемая поверхность получится рваной или шероховатой.Для по- лучения целесообразной скорости резания необходимо.. чтобы 20
шпиндель вращался о соответствующей частотой вращения,.кото- рую можно определить по следующей формулег пяй20"^ об/жкн, где v - скорость1 резания в */*««; D - диаметр обрабатываемой детали или режущего инстру- мента (когда вращается режущий инструмент) в мм. Рекомендуются следующие скорости резания: I) при точении по стали и чугуну 50-80 м/мин твердо- сплавными резцами й 20-4'0 м/мин резцами из быстрорежущей стали; 2) при точении по дереву 80-150 м/мин; 3) при сверлении 15-30 м/мин', 4) при шлифовании-до 20 м/сек; 5) при фрезеровании 15-30 м/мин; 6) при заточке-до 20 м/сек; 7) при распиловке- по дереву ЗОМфОоб/лин; при работе лобзиковой пилой п «270 г 700 об/мин', 8) при работе фуговальным устройством п-2250т-3000 об/мин; На рис.16 приведена таблица настройки частоты вращения шпинделя, величин подач и шагов нарезаемых резьб, из кото- рой наглядно видно, в какие ручьи шкивов необходимо устано- вить ремни и в какое положение муфту» чтобы получить тре- буемую частоту вращения шпинделя. Приведенное на схеме в таблице положение ремней и муфты соответствует 140 об/мин. На рис. 17 приведены шпиндельная бабка, привод главного движения и привод подач. Для установки ремней необходимо отвеоти кожух в сторо- ну, рожковым разводным ключом отпустить на 1/2 - I оборот гайку 90, крепящую промежуточный шкив 46 и, сдвинув его, ос- вободить ремень. Затем отпустить на 1/2 - I оборот гайку 65 и, сдвинув электродвигатель, освободить ремень. Далее уста- новить ремни в нужное положение, снова натянуть их и закре- пить электродвигатель гайкой 65, а промежуточный шкив - гай- кой 90. При настройке частот вращения шпинделя 800, 1500, 2250 об/мин без использования промежуточного шкива 46 (см. рис.16), отвернуть винт 63, снжь шкив 43 и поставить на мес- то так, чтобы его выступ вошел в пя» соз*даеи? ? 44, а 21
Рис. 16. Таблица настройки частоты вращения шпинделя, величин подач и шагов нарезаемых резьб
Рис.17<, Шпиндельная бабка, привод главного движения и привод подач 23
штифт ~ в отверстие шкива. Установить шайбу 64 и винтом 63 закрепить надежно шкив 43. ВНИМАНИЕ! Ременный привод закрыть кожухом. ПРАВИЛА РАБОТЫ НА ТОКАРНОМ СТАНКЕ Токарный станок может быть использован для обработки деталей в центрах, патроне, цанге или планшайбе; нареза-] ния резцом метрической резьбы с шагами в пределах 0,2-2 мм; нарезания резьбы плашками и метчиками с ручным вращением шпинделя; навивки пружин; Для обработки деталей в 3-кулачковом патроне его необ- ходимо навернуть на передний резьбовой конец шпинделя 50 (см. рис. 17), для чего следует рукой удерживать шпиндель от вращения за шкив 49 и, вотавйв ключ в отверстие корпуса патс рона, затянуть его надежно на резьбе. С помощью ключа три кулачка легко разводятся на нужный размер. Окончательно закреплять обрабатываемую деталь сле- дует ключом, вставляемым последовательно в каждое из трех отверстий корпуса патрона. Для точения конусов шпиндельная бабка может быть повернута на требуемый угол. Для этого необ- ходимо вынуть два штифта, находящиеся спереди шпиндельной бабки0 отпустить 4 винта 70, повернуть бабку и затянуть вин- ты 70,. На рис.18 показан токарный станок, налаженный на обточ- ку конуса; при этом возможно только ручное перемещение суп- порта (для аглядности изображения защитный кожух на рисун- ке снят). ВНИМАНИЕ! Следует соблюдать осторожность при работе в патроне. Рукава должны быть хорошо подвяза- ны или застегнуты и плотно прилегать к руке для избе- жания захвата вращающимся патроном. Торможение шпин- деля рукой за патрон или каким-либо предметом Не до- пускается. Детали неправильной формы или при расточке по коорди - катам целесообразно закреплять на планшайбе,' которая навер- тывается на передний конец шпинделя так же, как и патрон. При работе в центрах следует установить в конические отверстия шпинделя и пиноли центры, прилагаемые к станку. 24
Рис.I8о Токарный станок, налаженный на обточку конуса Взамен патрона навернуть на резьбовой конец шпинделя план- шайбу, предварительно закрепив на ней поводковый палец. На обрабатываемой детали с левого края закрепить хомутик; при установке детали в центрах винт хомутика должен“соприкасать- ,оя с поводковым пальцем® На рис «19 приведен токарный станок, Рис.19. Токарный станок, налажали 8 на обработку в кет
налаженный на обработку в центрах. В пиноль может устанавли- ваться как жесткий центр, так и вращающийся. При высоких частотах вращения шпинделя следует применять вращающийся центр. При работе о жестким центром центровое отверстие на- до периодически смазывать маслом из масленки, подавая его каплями в места трения. Зацентровку обрабатываемой детали производят следующим образом. На обоих торцах детали находят разметкой центр кру- га, наносят метки керном, просверливают сверлом диаметром 3 жл отверстия глубиной около 5 мм и снимают с края отвер- стия фаску шириной 2-3 мм с углом при вершине 60° спираль - ным сверлом, заточенным под этот угол (лучше использо- вать специальные центровые сверла). Резец для обра отки металлических деталей должен быть установлен по центру вращения детали в резцедержателе, напри- мер по вершине центра задней бабки. Для установки резца по центру используют подкладки под резец в виде тонких металли- ческих пластин. Резец зажимают в резцедержателе (рис.20) двумя винта- ми 78; отрезной резец вставляют в паз резцедержателя и закрепляют в нем двумя винтами 79 через шарики 80. При этом отрезной резец можно установить по центру вращения детали за счет некоторого наклона его в пазу резцедержателя. Чтобы обеспечить благоприятные условия для процесса резания, вы- лет резца (расстояние от его Берлина до края опорной поверх- ности резцедержателя) всегда должен быть наименьшим. Резце- держатель можно закреплять в любом из двух Т-образных пазов поперечных салазок суппорта винтом 81; перед закреплением резцедержатель может быть повернут вокруг винта на любой угол. Резец необходимо затачивать примерно со следующей гео- метрией: передний угол, образуемый верхней гранью резца и горизонталью в плоскости, перпендикулярной к* режущему лез - вию, - около 15-20°; задний угол, образуемый между гранью, обращенной к обрабатываемой поверхности детали, и вертикалью, - около 10-12°; верлина резца должна иметь небольшое закруг- ление с радиусом около 0,I-0,2juju. Подача резца осуществляется на станке суппортом как механически (в продольном направлении), так и вручную ( в продольною и поперечном направлениях).Поэтому необходимо по- 26
Рис.20. Суппорт
лучить навык равномерного вращения маховичков для достиже- ния хорошего качества обрабатываемой поверхности. При чисто- вой обработке суппорт следует перемещать медленнее, чем при черновой, так как от величины подачи резца на один оборот шпинделя зависит толщина снимаемой стружки. Поэтому при вы- соких частотах вращения шпинделя суппорт надо перемещать вручную быстрее и наоборот. При излишне большой подаче или слишком малой могут возникнуть вибрации отанка, что не- допустимо. Мелкие детали можно обрабатывать в цанговом зажиме,ко- торый прикладывается к станку (рис. 21). Цанга 85 вставляет- ся в отверстие шпинделя, одним концом базируется в цилиндри- ческом отверстии, а другим - в коническом гнезде шпинделя. С помощью гайки 84 цанга за счет конуса сжимается и закреп- ляет обрабатываемую деталь, вставленную в ее отверстие. При работе по дереву на поперечные салазки суппорта ус- танавливают специальный подручник, прилагаемый к станку.Ре- жущим инструментом служит стамеска (плоская или полукруглая) перемещая которую вручную по подручнику можно обрабатывать деталь желаемой форш и размеров. При обработке дерева или пластмассы обязательно применять вращающийся центр.. Токарный станок, налаженный на обработку по дереву в центрах, приведен на рис.22. Рис.21. Цанговый зажим 28 •
Рис.22. Токарный станок, налаженный на обработку по дереву в центрах Центр 86 (рис. 23) вращается на двух шарикоподшипниках, закрепленных на оси 87, устанавливаемой в коническом отвер- стии пиноли задней бабки. На рис. 24 приведена задняя бабка, в пиноли которой ус- тановлен жесткий (извращающийся) центр; для выталкивания центра пиноль перемещают в крейнее правое положение, при этом центр, упираясь в винт, выталкивается им. 86 543*4 10*32*6 87 Рис.гЗ. Вращающийся центр 29
Рис.24. Задняя бабка По таблице настройки (см. рис. 16) в зависимости от ша- га нарезаемой резьбы подбирают необходимые сменные зубчатые колеса гитары» В заднее коническое отверстие шпинделя уста- навливают оправку (см. рис. 17), закрепляемую гайкой 55.На конец оправки устанавливают выбранное сменное зубчатое коле- со .4 так, чтобы в его пазы вошел штифт, запресованный в оп- равку 55, и закрепляют гайкой 57 с надетой под нее шайбой. На конец вала 51 устанавливают сменное зубчатое колесо В,ко- торое закрепляют такой же гайкой и шайбой. Сменное зубчатое колесо Б устанавливают на оси 74 и вместе с ней перемещают в пазу приклона 71 по направлению к колесу В до установления минимального бокового зазора между зубьями колес Б и В и в этом положении ось закрепляют на гриклоне гайкой 73. Затем при- клон 71 поворачивают вокруг оси вала 51 до установления ми- нимального бокового зазора между зубьями колес А и Б и за- крепляют на кронштейне при помощи клеммового зажима двумя винтами 72* при этом необходимо следить за правильностью расположения деталей гитары в осевом направлении. Обрабатываемую деталь устанавливают и закрепляют на шпинделе зажимными приспособлениями или в центрах станка, а в резцедержателе зажимают резьбовой резец. При нарезании правых резьб (наружных и внутренних) резец вручную подводят к правой стороне нарезаемого участка. • 30
Включается вращение шпинделя поворотом переключателя 10 влево. Вращением маховика 38 (см. рйс. 12) резец перемещается в поперечном направлении до касания с обрабатываемым участ- ком детали; деление лимба на маховике в момент касания отме- чают карандашом, а резец отводят вправо до полного выхода с обрабатываемого участка. После этого подают резец "на стружку" в поперечном направлении на 0,05-0,2 мм (в зависи- мости от обрабатываемого ’материала), поворотом рукоятки 41 влево включают однозубую муо.ту 54 (см. рис. 17), и вращение от вала 51 через зубчатые колеса 52 и 53 сообщается продоль- ному ходовому' винту, и суппорт перемещается влево. После до- стижения заданной длины прохода поворотом переключателя 10 (см.рис.12) вправо продольное перемещение суппорта реверси- руется и одновременно резец вращением маховика 38 выводится из нитки нарезаемой резьбы, суппорт перемещается в продоль- ном направлении в исходное положение. По достижении исходного положения перемещение суппорта выключается поворотом переключателя 10 в вертикальное поло- жение; затем вновь подают резец "на стружку" в поперечном направлении и поворотом переключателя 10 влево включается перемещение суппорта влево - осуществляется второй проход. Аналогично выполняются и последующие проходы до наре- зания полного профиля резьбы. Кроме того, рекомендуется перед проходом смещать резец на 0,05-0,15 мм поочередно вправо или влево поворотом гайки продольного ходового винта рукояткой 33 (рис. 12 i 20) соот- ветственно "от себя" или "на себя" (вначале следует откре- пить гайку, вращая рукоятку 33 вокруг своей оси против часо- вой стрелки). При'этом условии работает одна режущая кром- Для нарезания левых резьб перед началом работы рукоятку 41 (рис.12) следует повернуть вправо, при этом рабочее пе- ремещение суппорта будет происходить в направлении от шпин- дельной бабки. Наладка станка на обточку с механической продольной по- дачей суппорта производится аналогично наладке для нареза- ния правых резьб за исключением набора сменных зубчатых ко- лес гитары, который состоит из четырех колес, вместо трех при нарезании резьбы (рис.25). По таблице настройки (ом. 31
8 7 Рис.25. Токарный станок, налаженный на обточку с механической продольной подачей суппорта рис.16) в зависимости от требуемой величины подачи подби- рают необходимые для этого зубчатые сменные колеса гитары. Включение, выключение и реверс подачи суппорта произ- водится поворотом рукоятки 41 (рис.12). При продолжительных работах, когда не требуется меха- ническая продольная подача или нарезание резьбы, гитару сменных колес рекомендуется отключить с целью уменьшения износа деталей и шума. РЕГУЛИРОВАНИЕ СТАНКА Если в подшипниках шпинделя появился излишний зазор или натяг, необходимо их отрегулировать. Для этого (см.ри&17) 1 следует отвернуть гайку 55, снять шкив 49 я вращать гайку 60, ослабив винт 61, При затяжке гайки 60 зазор в подшип- никах уменьшается, при ослаблении - увеличивается. Правиль- но отрегулированные подшипники не должны иметь осевого лкф- та, который можно проверить, перемещая шпиндель вперед и на- зад в осевом направлении. Если проведенная регулировка не ДНет удовлетворитель- ногс рез’льтата и резание будет сопровождаться вибрациями, е г’улировку подш;лников следует производить другим способом. хЛ^ернуть га^ку >5, снять шкив 49, вывернуть стопорные вин- 32
ты 59 v.'67 и снять крышки 62 и 69, предварительно ввернув в них по три винта с резьбой М3, ослабить винт 61 и отвернуть тайку 60; после этого следует вынуть шпиндель 50 вместе с двумя передними коническими роликоподшипниками.Ослабив.винт 66, вращать гайку 66; при затяжке гайки 68 зазор в подшип- никах уменьшается, при ослаблении - увеличивается. Застопо- рив гайку 68 винтом 66, вставить шпиндель с передними роли- коподшипниками в гильзу, при этом необходимо избегать пере- косов и защемлений и следить за тем, чтобы проставочное коль- цо, находящееся между наружными кольцами роликоподшипников, не сместилось в радиальном направлении и не вызвало задиров на цилиндрической посадочной поверхности гильзы. Наружное кольцо заднего роликоподшипника поставить на свое, место,а его внутреннее кольцо переместить по шпинде- 'лю и поджать гайкой 60. Далее отрегулировать зазор в под- шипниках тайкой 60, как было рекомендовано выше, а остальную сборку вести в порядке, обратном разборке. Перед сборкой шпинделя с двумя установленными на нем роликоподшипниками гильзу и задний подшипник рекомендуется промыть в чистом бензине, а перед сборкой в подшипники и гильзу заложить свежую смазку. Одной из причин появления вибраций при резании может быть неправильная регулировка подшипников. Если в направляющих суппорта появится повышенный зазор, его необходимо отрегулировать. Зазор в направляющих каретки регулируется винтом 83 (см. рис. 20), а в направляющих попе- речных салазок - винтом 82', зазор в паре "гайка 76 - попе- речный ходовой винт" регулируется винтом 75. НАЛАДКА СТАНКА НА СВЕРЛИЛЬНЫЕ, ФРЕЗЕРНЫЕ И ШЛИФОВАЛЬНЫЕ . РАБОТЫ И ПРАВИЛА ЕГО ИСПОЛЬЗОВАНИЯ Для переналадки станка на сверлильные,фрезерные и шли- фовальные работы необходимо снять шпиндельную бабку с при- водом и электродвигателем, для чего отвернуть полностью че- тыре винта 70 (см.рис.17) ключом, прилагаемым к станку, и вынуть два штифта, находящиеся спереди шпиндельной бабки. После этого кронштейн 13 (рис.26) закрепить на шпиндельной бабке четырьмя винтами 70, S5
Вместо шпиндельной бабки установить на станину стойку 22, вставить четыре винта 97 и Накренить ключом. Кронштейн 13 со шпиндельной-бабкой и приводом надеть на стойку и за- крепить ключом двумя шпильками до и гайками 101. Положение кронштейна по высоте зависит ст высоты обрабатываемой дета- ли и длины ревущего инструмента. ' Сверла и концевые фрезы закрепляются в патроне 15 или в цанге 85 (см.рис.21). Для. установки патрона необходимо в коническое отверстие* шпинделя вставить оправку 102 (сме рис.26), на свободный конец которой насадить патрон. При выполнении плоскошлифовальных работ на резьбовой конец шпинделя навернуть собранную шлифовальную оправку 21 (рис. 27) о закрепленным на ней шлифовальным кругом 22 при помощи винта 105, двух прокладок 103 и шайбы 104. Обрабаты- ваемая деталь может быть закреплена в тисках I? (либо на пря- моугольном столе), которые устанавливаются на верхние салаз» ки суппорта. Для установки тисков необходимо снять резцедержатель, который закрепляется на салазках винтом и сухарем, находящи- мися в Т-образном пазе. Используя два коротких винта 106 и, добавив один сухарь 107 в Т-образный паз, надежно закрепить винтами тиски на поперечных салазках. Тиски (рис. 28) имеют привертную губку 108, в которой сделаны два взаимно-перпендикулярных паза в виде призм, что позволяет удобно закреплять детали цилиндрической формы в вертикальном и горизонтальном положениях, а также подвижную губку 109, перемещаемую винтом 110. Установка прямоугольного стола (рис. 29) аналогична ус* тановке тисков. Стол 20 зажимается винтами 116 и четырьмя сухарями 107, прилагаемыми к станку. Обрабатываемая деталь закрепляется на столе двумя прихватами,кавдый из которых вы- полнен в ваде планки 115 с двумя винтами (111 и ill)'с гай-! кой 112 и шайбой из. Планка при зажиме одним концом должна опираться на де- таль, другим - на регулировочный винт 114 и устанавливаться горизонтально,чтобы избежать изгиба винтов при зажиме детал* гайкой. Вертикальный подвод и подача режущего инструмента про- изводится перемещением гильзы в шпиндельной бабке рукояткой 34
Рис.26. Сверлильное устройство 35
Рис.27. Шлифовальное устройство 36
Рис.28. Тиски 14 (см. рис. 26). При этом с помощью двух винтов 39 (см. рис. 12), имеющихся в шпиндельной бабке, необходимо предва- рительно" поджать гильзу так, чтобы она не падала под дейст- вием собственного веса вниз и в то же время могла сравнитель- но легко перемещаться от рукоятки 14 (см.рис. 26). Подача при сверлении должна быть такой, чтобы она не вызывала по- ломки сверла или трения без снятия заметной стрижки. Перед сверлением отверстий необходимо накернить обрабатываемую де- таль и, перемещая суппорт в двух направлениях,точно совмес- тить лунку с вершиной сверла. При фрезеровании вертикальным перемещением гильзы осу- ществляется только врезание, после чего с помощью винтов 39 (см. рис. 12) на шпиндельной бабке следует закрепить гильзу. Подача в горизонтальной плоскости осуществляется в двух взаимно-перпендикулярных направлениях путем перемещения суп- порта. Если необходимо фрезеровать по контуру, то его следу- ет нанести предварительно чертилкой на поверхности обрабаты- ваемой детали. При плоском шлифовании абразивный круг в вертикальном направлении также подается только на глубину, которая долж- на составлять небольшую величину (0,01-0,02 лл«).В некоторых 3?
Рис.29. Прямоугольный стол с прихватами 38
случаях можно снимать слой металла глубиной до 0,5 мм. По- дача в' горизонтальном направлении должна осуществлять- ся суппортом равномерно и достаточно быстра до полного вы- хода круга из контакта с обрабатываемой деталью.В конце об- работки для получения хороше'й чистоты поверхности произво- дится так называемое "выхаживание", т.е.горизонтальное пе- ремещение суппорта без врезания шлифовального круга,до тех пор,, пока не исчезнет искра. Шлифовальный круг может быть также использован для за- точки различных инструментов. НАЛАДКА СТАНКА НА РАСПИЛОВОЧНЫЕ РАБОТЫ И ПРАВИЛА ЕГО ИСПОЛЬЗОВАНИЯ Распиловочные работы выполняются на специальном столе (рис. 30), в прорези которого вращается круглая пила.К стан- ку прилагается пила для распиловки дерева или другого мате- риала, аналогичного по механическим свойствам. При примене- нии других типов пил можно разрезать тонкие металлические листы или полосы. Наладка устройства осуществляется следующим образом. Гильзу следует выдвинуть вперед, примерно на 25 мм, и зажать двумя винтами. На выдвинутый конец гильзы надеть кронштейн 122 (см.рис.30) и закрепить его на гильзе, затянув гайку 121. На передний резьбовой конец шпинделя надеть пилу 24 с шайбами 126 и 127 я затянуть гайкой 84. На кронштейн 122 установить стол 23 и закрепить двумя винтами 123. Перемещая кронштейн по гильзе, расположить стол так, чтобы пила нахо- дилась посредине впадины предохранительного кожуха 119. Для удобного и правильного направления разрезаемого материала служит переставная направляющая линейка 117,кото- рая закрепляется двумя винтами 125 и прижимными планками 118- При этом плоскость направляющей линейки 117, обращенная к пиле, должна быть установлена строго параллельно ее полотну Электродвигатель не должен выступать за плоскость сто- ла 23. для чего следует отпустить рожковым разводным клю- чом на 1/2 - I оборот гайку 9ft (рис. 17) и снять промежуточ- ный шкив 46, освободить гайку 91 и повернуть кронштейн 96 с электродвигателем вниз, после чего вновь затянуть гайку 91. 39-
t- о Рис.30. Устройство для работы круглой пилой
Разрезка материала осуществляется путем равномерном подачи его вдоль пилы с прижимом к направляющей линейке 117. Снизу стола круглая пила закрыта защитным кожухом 120. ВНИМАНИЕ! При работе следует соблюдать осторож- ность и пальцы, рун должны находиться на достаточно без - опасн'ом расстоянии от вращающейся пилы. Работа с от- кинутым ограждением не допускается! НАЛАДКА СТАНКА ДЛЯ РАБОТЫ ЛОБЗИКОВЫМ УСТРОЙСТВОМ И ПРАВИЛА ЕГО. ИСПОЛЬЗОВАНИЯ С помощью лобзикового устройства можно вырезать в лис- товом материале (например- в фанере) самые разнообразные и сложные фигуры. Принцип работы этого устройства (рис. 51) основан на возвратно-поступательном движении лобзиковой пилы, которая приводится в движение эксцентриком 28, навернутым на шпин- дель передней бабки станка. Установка и наладка устройства осуществляется следующим образом. Весь собранный узел ста- вится на гильзу шпиндельной бабки, и эксцентрик 28 наверты- вается на резьбовой конец шпинделя и надежно закрепляется на нем поворотом круглого стержня, вставленного в отверстие эксцентрика. После этого следует гайкой 130 закрепить кронш- тейн 26 на гильзе. Лобзиковая пила 27 закрепляется винтами 134 и 135 со- ответственно в верхнем и нижнем ползунах 133 и 136 ключом под внутренний шестигранник. При. этом следует обеспечить на» тяжение полотна пилы за счет упругости пружины путем регули- рования ее винтами 131 и 132. При вырезке контура не с края материала необходимо просверлить предварительно небольшое отверстие, через кото- рое завести пилу и закрепить ее винтами 134 и 135 в натяну- том положении. Разрезаемый материал, перемещая по столу 25,следует по- давать равномерно и не изгибать пилу сильным нажимом. При этом направление подачи материала всегда должно быть строго навстречу режущим зубьям. ВНИМАНИЕ! Пальцы рук при движущейся пиле должны находиться на достаточно безопасном от нее расстоянии. Сле- дует быть внимательным и осторожным. Не допускается очистка стола от стружки при движущейся пиле. 41
|> Рис.31. Лобзиковое устройство А-А
УСТАНОВКА ЗАТОЧНОГО АБРАЗИВНОГО КРУГА И ПРАВИЛА ЕГО ИСПОЛЬЗОВАНИЯ Абразивный круг 32 (рис. 32) устанавливается на втул- ке 137 мекду двумя прокладками 138 и закрепляется на . ней тайкой 140 с последующей ее фиксацией винтом 139. Втулка 137 с абразивным кругом монтируется на коническую оправку 56, обычно для установки сменного зубчатого колеса, и закрепляется на ней гайкой 57. Заточное устройство предназначено для заточки режущего инструмента, используемого при работе на станке,а также мо- жет применяться для заточки бытовых инструментов (ножей,нож- ниц и т.п.). Коническая оправка с кругом вставляется в ко - ническое отверстие, находящееся в шпинделе со стороны шкива. Заточка инструмента может производиться как по перифе- рии, так и по торцу круга. При этом следует так использовать поверхность крута, чтобы он изнашивался равномерно. Следует помнить, что попадание абразивном пыли, обра - зующейся при заточке, на трущиеся поверхности деталей стан- ка может привести к быстрому износу последних. Поэтому перед заточкой рекомендуется отсоединить гитару сменных колес, а оставшиеся части станка, находящиеся под абразивным кругом, закрыть салфеткой из ткани (см. рис. 8). В некоторых случаях при шлифовании деталей и заточке инструмента коническая оправка с кругом может быть установ- лена в переднее отверстие шпинделя (рис. зз).
Рис.33. Шлифовально-ваточное исполнение стопка ФУГОВАЛЬНОЕ УСТРОЙСТВО И ПРАВИЛА ЕГО ИСПОЛЬЗОВАНИЯ Строгание плоскостей реек, брусков и досок выполняется^ на специальном столе 29 (рис. 34), в окне которого вращает- ся барабан 30; в пазах барабана закрепляют два ножа 141 че-; тырьмя винтами 142. Наладка устройства осуществляется следующим образом. На передний резьбовой конец шпинделя следует навернуть двухно-' жевой барабан 30. На гильзе шпиндельной бабки гайкой 121 за- крепить кронштейн 122, используемый также при работе с круге лой пилой. Четырьмя винтами 145 к кронштейну 122 прикрепить угольник 144, положение которого по высоте можно регулиро - вать благодаря наличию четырех пазов: превышение режущей кромки ножа 141 над плоскостью стола определяет глубину строгания. Настройка на требуемую ширину строгания произво- дится смещением стола 29 вдоль оси шпинделя по двум пазам кронштейна 144; в требуемом положении стол закрепляется дву- мя^ винтами 143. 44
Рис.34с Фуговальное устройство
Для отбора в обрабатываемом материале продольных вые- мок, например в виде четверти, стол 29 следует открепить, повернуть в горизонтальной плоскости на 180° и вновь закре- пить. " Перед началом работы защитный козырек 147 следует на- дежно закрепить на поперечных салазках суппорта двумя вин- тами 146; паз под эти винты позволяет изменять положение ко- зырька по высоте в зависимости от размеров обрабатываемого материала, а в горизонтальной плоскости положение козырька регулируется перемещением суппорта в продольном и поперечном направлениях. При установке защитного козырька задняя бабка снимается со станка. Строгание осуществляется равномерной подачей материала вдоль направляющего выступа стола с прижимом его к плоскос- ти стола. На рис. 35 приведено фуговальное устройство, сня- тое со станка. ВНИМАНИЕ! При работе следует соблюдать осторож- ность и пальцы рук должны находиться на достаточно без- опасном расстоянии от вращающегося барабана с ножами; особую осторожность слеОует соблюдать при строгании тон- ких досок в конце обработки (в момент прохода конца дос- ки над ножами).'Работа без ограждения не допускается» Рис.35. фуговальное устройство, снятое со станка 46
КОМПЛЕКТАЦИЯ Обозначение Наименование Коли- чество Размер, • материал ТШМ 10 Станок в токарном испол- нении (в сборе) I ТПМ 10 041 Оправка для установки смен- ных зубчатых колес и шли- фовального круга I ТИМ 95 331 Оправки для заточки шлифо- вального круга (в сборе) I ТПМ 20 021 Кронштейн (в сборе) с . винтами и деталями I ТПМ 20 032 Стойка I ТПМ 30 031 Держатель для чашечного шлифовального круга I ТПМ 60 ОН Стол прямоугольный 0 прихватами (в сборе) I ТПМ 95 100 Тиски (в сборе) I ТПМ 95 200 Центр вращающийся (в сбо- ре) I ТПМ 95 838 Центр упорный 2 ТПМ 70 Устройство для работы о круглой пилой (в сборе) I ТПМ 90 Лобзиковое устройст! о (в оборе) I ТПМ 95 849 Патрон-втулка I ТПМ 95 431 Цанга зажимная I Для ft 6 ТПМ 95 811 Планшайба I ТПМ 70 031 Подручник I ТПМ 95 831 Хомутик I ТПМ 95 832 Ключ торцовый I ТПМ 95 853 Ручка к ключу разводному торцовому I 47'
Продолжение Обозначение Наименование Коли- чество Размер, материал ТП5Л 95 500 Ключ рожковый I ‘ ТП5Л 95 837 ' Ключ для внутреннего I 5=5 шестигранника ТПМ 95 846 Ключ для квадрата I ТП5Л 95 020 "Косяк" (стамеска плоская) I ТП5Л 95 010 Трубка (стамеска полукруг- лая) I ТПМ 95 839 Резец проходной I Твердый сплав TI5K6 ТШМ 95 840 Резец расточной I ТПМ 95 841 Резец отрезной 2 ТШМ 95 842 Резец проходной правый 2 ТПМ 95 843 Резец резьбовой I ТПМ 95 844 Резец резьбовой I ТПМ 95.845 Резец канавочный I ТПМ 10 066 Ось I ТПМ 10 068 Ступица I ТПМ 95 934 Поводковый палец I ТПМ 95 836 Поводок I ТПМ 80 Фуговальное устройство I (в сборе) ТПМ 10 060 Сменное зубчатое колесо I г =28^i=I ТПМ 10 061 то же I z=24,/n-=I ТПМ 10 063 I г=18,л1=1 ТПМ 10 064 __ X z=I6#ffl=I ТПМ 10 067 1 Z =20, т =1 ТПМ 10 070 -%. I 2=40,л=1 ТПМ 10 071 —ч» 2 z=80,m=I 48
Продолжение Обозначение Наименование Коли- чест- во Размер, материал TUB 95 812 Переходной фланец патро- на I ТИМ 95 813 Кольцо I Патрон 3-кулачконый само- I Ст.80 Патрон сверлильный по ГОСТ 8522-70 I Тип П 01-6 Сверло спиральное по ГОСТ 1092-64* I / 6 Чашечный шлифовальный круг ЧД50х32х13 по ГОСТ 2424-67» Э9А25ОШС I Шлифовальный круг ППГООх х!Зх20 Э9А25СМ1К по ГОСТ 2424-67» I Шлифовальный круг ППГООх х!Зх20 K32SCMIK по ГОСТ 2424-67* I Фреза концевая праворег^щая по ГОСТ 17025-71» ~ ' I /6 3420-0356 Пила дисковая по ГОСТ 980-69»' типа П Пилка лобзиковая по ТУ МИ-5-РСФСР 13-69 I 5 1 125x32x1,2 £ = 125 юл Ключ гаечный по ГОСТ 2839-71 I 12x13 Ключ гаечный по ГОСТ 2839-71 I 8x10 Отвертка по ГОСТ I7I99-7I 7810-0318 Г 200x1,0x6,0 Отвертка по Г0СТ17Г 99-71 7810-0305 I 100x0,5x3,2 ТУЗВ 105-382-72 Ремень клиновой 4 4x6x336 ТУЗВ 105-382-72 Ремень 2 4x6x480 Масленка полиэтиленовая для швейных машин I 49
Продолжение Обозначение Наименование Коли- чест- во Размер, материал Упаковочные ящики ТПМ 600 Ящик для станка I ТПМ 700 Ящик для принадлеж- ностей Документы (краткое описание инструкция по эксплуа- тации) I На рис. 36 показав отдельные принадлежности и инстру- мент, перечисленные в недомоет" комплектации станка. Рис.36. Принадлежности и инструмент к станку 50
ХРАНЕНИЕ Станок с принадлежностями необходимо хранить либо в таре (в двух ящиках), поставляемой со станком, либо на спе- циально отведенном для него рабочем столе. При эксплуатации станок следует устанавливать в сухом помещении при нормальной температуре. После работы станок и принадлежности необходимо очис- тить от стружки и грязи и содержать в чистоте. ГАРАНТИЯ При нормальной эксплуатации станка, соблюдении указан- ной инструкции и правильном уходе завод гарантирует безот- казную работу его в течение 24 месяцев со дня продажи ма- газином. Гарантийный ремонт станка "Универсал-2" производится заводом "Станкоконструкция" по адресу: 109383, гЛосква, 1-383, Шоссейная ул., д.82. Телефон: 350-41-ь9,350-48-31. ПАСПОРТ Цена за комплект станка 460 руб. Артикул В-90-р Настольный станок "Универсал-2" Заводской №.................... Электродвигатель №............................. Мощность 250 вт Напряжение 220 в Кем продан .................... Кому продан ................... Дата продажи .................. Подпись продавца............... При покупке станка требуйте, "'тобы паспорт был- запол- нен продавцом и заверен печатью магазина. Без паспорта ста- нок в гараш йный ремонт не принимается. 51
'СВИДЕТЕЛЬСТВО О ПРИЕМКЕ ОТК Станок "Универсал-2" К изготовлен, испытан, укомплектован и упакован в соответствии ействующими на заводе техническими Контролер ОТК 52
КОНТРОЛЬНЫЙ листок ГАРАНТИЙНОГО РЕМОНТА К СТАНКУ "УНИВЕРСАЛ-2" Заводской № В контрольный листок вносятся дефекты, исправленные за- водом "Станкоконструкция" в течение гарантийного срока. Дата Характеристика дефекта Способ устранения дефекта Подпирь и штамп Краткое описание, инструкция по эксплуатации не отража- ет незначительных конструктивных изменений, внесенных после выхода в свет данного издания. 53
СОДЕРЖАНИЕ Cfp. Назначение и область применения..................... 3 Устройство и основные части............ . 4 Основные технические данные........................ II Основные размеры и посадочные места................. 12 Управление. ....................................... 13 Кинематическая схема................................ 14 Подготовка станка к работе.......................... 16 Правила эксплуатации электрооборудования.......... 17 Пуск станка....................................... 20 Наладка и правила работы на станке.................. 20 Комплектация....................................... *17 Хранение!........................................... 51 Гарантия......................................... . 51 Паспорт............................................. 51 Свидетельство о приемке ОТК. . .................... 52 Контрольный листок гарантийного ремонта к станку "Универсал-2* . ........................... 53 Подписано к печати 26/XI-75 г. Зак.6158 Тйр.2000 3,5н.л : ОНТИ ЗНИМС
Устройство
Компоновка и устройство Универсала-2 типовые. Основные части, узлы и механизмы:
- Станина, к которой крепятся все другие узлы. Кроме того, она обеспечивает надежность установки и минимизацию вибрации за счет правильной балансировки. На ней размещены направляющие для перемещения.
- Передняя бабка со шпинделем. Она необходима для установки заготовки и её вращения с заданными режимами. В отличие от большинства других моделей данный модуль является сменным и при необходимости заменяется другими устройствами.
- Задняя бабка. Данное устройство необходимо для поджима детали. Для этого используется пиноль, выдвигаемая с помощью маховика. При сверлении сюда зажимается сверло, которое в процессе обработки само не вращается.
- Суппорт, перемещающийся по направляющим станины. В нем крепится режущий инструмент для последующей подачи.
- Гитара. Её зубчатые колеса передают вращающий момент от шпинделя на продольный винт, ответственный за подачу и шаг при нарезании резьбы.
- Основной двигатель. Вращение на шпиндельный шкив передается посредством ремня.
- Суппорт, в котором крепится инструмент, и который задает ему работу.
- Заточное устройство.
- Стол, устанавливаемый на поперечные салазки суппорта.
- Элементы крепления к столу: кронштейны. Зажим гарантирует надежность установки техники и компенсирует её небольшой вес.
- Сменное оборудование. Комплектация может варьироваться в зависимости от типа обработки. После установки специализированных модулей возможны следующие типы обработки: токарная, фуговальная, сверлильная, шлифовальная, фрезерная, деревообрабатывающие операции. Так же возможно затачивать инструмент.
Доступны подробное описание, универсальные руководство и инструкции по эксплуатации настольного токарного станка Универсал-2. Перед началом работы желательно изучить его кинематическую и электрическую схему. В документации так же имеется таблица, позволяющая задать нарезание нужной резьбы.
Сведения о производителе
Непосредственно разработчиком данного станка является Экспериментальный научно-исследовательский институт металлорежущих станков.
Производителем, начиная с 1932 года и по сей день, является Московский станкостроительный завод. За основу первых конструкций был взят австрийский аналог Unimat SL.
Первичный вариант серии Универсал имел две направляющие. Универсал 3М в отличие от первых моделей значительно усовершенствован и вместо двух направляющих имеет одну большего диаметра, которая расположена посередине станины.
Московский занимается выпуском специального оборудования для работы в домашних условиях. Особой популярностью пользуются модели станков Универсал-2. Благодаря своей конструкции они могут выполнять большой спектр работы по обработке металлических, деревянных и полимерных заготовок.
Виды функций станка и его конструкция
Главной особенностью конструкции станка является функция изменения положений шпиндельной части относительно станины. Это дает возможность помимо стандартных токарных операций выполнять и ряд других на этом оборудовании.
Это осуществляется с помощью простых переналадок. Для этого необходимо детально изучить конструкцию и технические характеристики оборудования. Подобная универсальность влияет на параметры обработки материалов.
На первый взгляд, компоновка станка стандартная. На станине размещаются салазки, передняя и задняя бабки, а также привод с коробкой передач. Но для повышения функциональности предусмотрена возможность изменения положения блока со шпинделем и силовой установкой. После его поворота на 90° на станке можно выполнять сверлений и фрезерования.
Перечень операций, выполняемых на настольном токарном станке после его модификации:
- токарные работы;
- сверлильные и шлифовальные;
- обработка лобзиком и круглой пилой;
- фугование деревянных заготовок;
- заточные операции.
Преобразование конструкции для выполнения этих функций не предоставит большой сложности. Так, для сверления достаточно раскрутить монтажные винты, расположенные на защитной крышке шпинделя и главного привода. Затем на станину устанавливается вертикальная опора. На нее монтируется блок с электродвигателем и остальными компонентами.
В стандартную комплектацию оборудования входят необходимый перечень дополнительных элементов для выполнения вышеописанных операций. Их наличие следует проверять перед покупкой станка. В особенности это касается приобретения моделей б/у.
Технические характеристики оборудования
Основные компоненты оборудования Согласно паспортным данным токарный настольный станок имеет хорошие эксплуатационные характеристики. Они обусловлены профессиональным подходом к созданию конструкции. Но несмотря на это производственное объединение отказалось от выпуска подобных моделей, поставив приоритетом изготовление узкоспециализированных станков.
Общая масса оборудования составляет 17 кг. При этом габариты станка не превышают размеров 66,5*35,2*22,7 см. Эта конструкция предназначена для монтажа на рабочий стол. В ней не предусмотрены механизмы регулировки уровня
Поэтому при монтаже следует уделить внимание ровной плоскости стола
Станок Универсал-2 имеет следующие технические параметры:
- максимальный диаметр заготовки. Над станиной – 12,5 см, над суппортом – 6 см;
- длина заготовки не должна превышать 18 см;
- диаметр сверления при обработке стальных поверхностей – до 6 мм;
- высота изделия при монтаже под сверлом – до 10 см;
- высота резца не может быть более 8 мм;
- габаритные размеры стола. При работе с круглой пилой – 18*18 см. Во время фрезерования – 9*16 см;
- максимальная толщина материала при распиловке – 15 мм;
- допустимая ширина строгания – 3 см;
- смещение суппорта. В продольном направлении – 16 см, в поперечном – 6 см.
Для обеспечения главного привода в станке есть электродвигатель мощностью 0,25 кВт. Частота вращения составляет 2600 об/мин. В конструкции предусмотрена возможность формирования метрической резьбы. Пределы ее шагов составляют от 0,2 до 2 мм.
С примеров запуска и обслуживания станка можно ознакомиться в этом видеоматериале:
stanokgid.ru
Обзор настольных станков Универсал-2 и Универсал-3
Станки серии «Универсал» выпускаются известным московским и относятся к специализированному типу оборудований для работы в домашних условиях. Наиболее распространенными моделями считаются Универсал 2 и 3. Они имеют конструкцию, которая позволяет выполнять множество видов токарных работ по таким материалам, как: древесина, различные металлы, полимерные заготовки.

Токарный станок Универсал-3
Конструкция третьей модели Универсала была получена путем модернизации первой. При этом в устройство базового изделия был внесен ряд существенных изменений. Шпиндельная бабка стала сниматься со станины не так легко, как раньше. Пара цилиндрических направляющих была заменена одной несколько большего диаметра. Изменилась также мощность двигателя и габаритно-массовые параметры изделия.
При этом станок получил возможность обработки деталей большего размера. Возросла также и скорость резания. Для удобства работы новая модель получила возможность изменять направление движения суппорта без остановки и смены направления вращения вала шпинделя.

Назначение и область применения
Станок Универсал 3 способен делать те же операции что и его предшественник. Он тоже может наряду с токарной обработкой после несложной переналадки сверлить, зенковать, фрезеровать и шлифовать плоские поверхности. Так же как все станки этой линейки он не годится для работы на производстве, потому что не рассчитан на длительную ежедневную эксплуатацию.
Подобное оборудование создается для периодического использования с небольшой нагрузкой. Это может быть реализация проектов домашнего творчества или служба вспомогательным оснащением небольшой мастерской.

Конструкция и общий вид станка
По внешнему виду и устройству станок за исключением некоторых моментов очень похож на своего предшественника. Расположение его основных узлов также не отличается оригинальностью. Наиболее заметным отличием, сразу бросающимся в глаза, является единственная продольная направляющая довольно большого диаметра. Если встать лицом к маховичку поперечного перемещения суппорта, то, аналогично предыдущим моделям слева будет шпиндельная, а справа упорная бабка.
Существенным отличием от второй модели является то, что для выполнения шлифования или фрезерования переднюю бабку не нужно переставлять на дополнительную направляющую. Так как эти операции делают, перемещая заготовку не в горизонтальной, а в вертикальной плоскости.
Габариты рабочего пространства токарного станка
При работе над конструкцией было решено увеличить его рабочее пространство. Поэтому размеры и масса настольной модели тоже получились несколько больше, чем у первых Универсалов. Длина его была увеличена на 10, ширина – 58, а высота – 53 мм. Зато ему стала доступна обработка заготовки Ø до 150 мм. Длина же болванки, обтачиваемой в центрах, увеличилась до 250 мм.
Чтобы обеспечить возможность резания заготовок большего диаметра была увеличена мощность двигателя главного движения. На различные экземпляры этого станка устанавливаются электродвигатели мощностью от 370 до 550 Вт.

Особенности и область применения Универсал-2
Данная модель подразумевает использование дополнительных устройств и инструментов, входящих в комплектацию станка. За счет этого спектр работ существенно увеличивается, поэтому механической обработке подлежат заготовки из дерева, пластмассы, металла и других материалов. Благодаря простоте и скорости переналадки токарно-винторезного настольного станка Универсал-2 он считается универсальным и позволяет осуществлять такие действия:
- сверление отверстий различного диаметра;
- Обработка и расточка отверстий;
- нарезание резьбы с определенным шагом.
Основной особенностью этого токарного станка считается допустимость переключения положений шпиндельного узла относительно основания. Такая манипуляция обеспечивает выполнение не только типовых работ, но и множество дополнительных токарных операций. Этот нюанс напрямую влияет на качество обработки материала. Перед проведением переналадки станка необходимо обязательно изучить особенности конструкции, а также технические параметры станка.

В стандартном оснащении станок имеет вполне обычный вид. Главный привод с коробкой передач, салазки, а также задняя и передняя бабки расположены на основании – станине. Однако для расширения функциональности токарного станка можно осуществить некоторые изменения в конструкции. При изменении положения шпиндельной части на 90° появляется возможность проведения токарно-фрезеровочных работ и сверления заготовок.
Переналадка станка Универсал-2 достаточно простая, если руководствоваться инструкцией. Чтобы выполнять сверление требуется раскрутка основных винтов, которые размещаются на защитном корпусе шпинделя и главного привода. Далее на основание ставится опора в вертикальном положении, а сверху устанавливается блок с электрическим мотором и другими элементами. Все необходимые детали для проведения таких действий поставляются в типовой комплектации.

Изучив паспортные данные станка по металлу Универсал-2 можно заметить, что он обладает достаточно высокими эксплуатационными свойствами. Это характеризуется профессионализмом и качеством изготовления оборудования. Однако даже при таких нюансах производство моделей подобного рода остановилось. На сегодняшний день выпускаются узкоспециализированные станки с не менее хорошими показателями.
Что касается технических данных станка Универсал-2:
- Вес – 38 кг, поэтому его можно легко переставлять и транспортировать без привлечения техники.
- Габариты – 66,5х35,2х22,7 см.
- Токарное оборудование устанавливается на рабочий стол или другое устойчивое основание.
- Отсутствует механизм регулировки положения, поэтому следует монтировать на ровную поверхность.
- Максимальный диаметр детали для обрабатывания: над суппортом – 60 мм, над станиной – 125 мм.
- Максимальная длина металлической или деревянной заготовки равняется 180 мм.
- При обработке металла диаметр отверстия достигает 6 мм.
- Высота детали должна составлять не более 100 мм, если она располагается под сверлом.
- Высота резца станка Универсал-2 достигает 8 мм.
- Размеры рабочего стола: при фрезеровании – 90х160 мм, при работе с пилой круглого типа – 180х180 мм.
- Максимальная толщина заготовки для распила – 1,5 см.
- Суппорт может менять положение в продольном направлении на 16 см, в поперечном – на 6 см,.
- Ширина заготовки для строгания должна составлять не более 3 см.
Технические характеристики оборудования
- Класс точности Н.
- Межцентровое расстояние – 180 мм.
- Максимальная длина точения – 120 мм.
- Ø сквозного отверстия шпиндельного вала – 10 мм.
- Частота вращения шпинделя – от 120 до 3*103 об/мин. при 11 ступенях переключения. Для ее регулировки переставляют приводной ремень на шкивах.
- Максимальный диаметр болванки: над направляющими – 125 мм, над салазками каретки – 60 мм.
- Амплитуда хода гильзы шпиндельного вала –30 мм.
- Диапазон подач – 0,05–0,175 мм/об. Переключение скорости подачи дискретное, количество ступеней – 6.
- Интервал шагов резьбы – 0,2–2 мм.
- Крепление патронов к валу шпинделя – резьба М20 и конус Морзе № 2.
- Упорная бабка – конус Морзе №1. Максимальный ход пиноли – 20 мм.
- Мощность единственного электродвигателя – 0,25 кВт.
Описание кинематической схемы токарно-винторезного станка Универсал-3М
Цепь привода главного движения
В этой цепи вращение шпинделя осуществляется от электродвигателя 3 через клиноременную передачу (см. рис.3) . Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 300 об/мин) можно получить, если шкив 13, жестко сидящий на валу электродвигателя, соединить ремнем с промежуточным шкивом 1, а тот в свою очередь по ручью “а” – со шкивом 2, свободно вращающимся относительно вала электродвигателя. Со шкива 2 по одному из двух свободных ручьев – “в” или “с” – вращение передается непосредственно на шкив 9, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 13 прямо на шкив 9, минуя промежуточные шкивы 1 и 2.
Еще две ступени (525 и 1000 об/мин) можно получить, если на шкив 13 надеть сменный шкив 12 так, чтобы торец, на котором имеются кулачки, был обращен наружу. Со шкива 12, как и в первом случае, вращение передается на промежуточный шкив 1, а с него по ручью “в” – на шкив 2, который передает вращение шкиву 9 по ручьям “а” или “с”.
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин.) получаются, если вал электродвигателя соединить со шкивом 2 через шкив 12 с помощью кулачков, имеющихся на одном из торцов последнего. Теперь по любому из четырех ручьев вращение можно передать на шкив 9.
Примечание: Cтупень 1200 об/мин может быть получена и без соединения вала электродвигателя со шкивом 2.
Цепь привода подач
Перемещение суппорта вправо и влево осуществляется, ходовым винтом 14.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на нем зубчатым колесом II.
Через зубчатое колесо 10 вращение передается зубчатым колесам 8 и А, далее – на промежуточный валик 5. Имеется два варианта передачи вращения на этот валик: первый вариант (на схеме обозначен цифрой I)- через блок зубчатых колес Б-В и колесо Г и второй (на схеме обозначен цифрой II) – через зубчатые колеса Б и В.
Первый вариант используется для осуществления подачи при обычном точении, второй – при нарезании резьбы. С валиком 5 жестко связано зубчатое колесо 6. С этого колеса на колесо 7, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 15 и 16 – и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 17, что обеспечит перемещение суппорта вправо. Все три колеса (15, 16 и 17) смонтированы на поворотном устройстве 4 (см. Д-Д) и находятся в постоянном зацеплении с зубчатым колесом 6 (центральным) . Таким образом, можно осуществить перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.
Имеется также возможность отключить подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес II и 10 с помощью того же поворотного устройства 4 и пружины 18.
ВНИМАНИЕ! Во избежание поломки зубчатых колес цепи привода подач включение и переключение направления перемещения суппорта следует выполнить при невращающемся шпинделе. Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме
Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме.
Перечень органов управления токарно-винторезного станка Универсал-2
- 10 — электрический переключатель для включения прямого вращения шпинделя, останова включения обратного вращения шпинделя
- 14 — рукоятка перемещения гильзы
- 33 — рукоятка малых продольных перемещений суппорта при нарезании резьбы «в разгонку»
- 34 — рукоятка зажима пиноли
- 35 — маховик перемещения пиноли
- 36 — маховик ручного продольного перемещения суппорта
- 37 — винт закрепления задней бабки на направляющих
- 38 — маховик ручного поперечного перемещения суппорта
- 39 — винты зажима гильзы
- 41 — рукоятка включения механической продольной подачи суппорта влево, вправо, выключения ее при точении и настройки на нарезание правых и левых резьб
Технические характеристики
Рассматривая описание оборудования можно уделить внимание тому, что по паспортным данным оно имеет весьма привлекательные эксплуатационные характеристики. Производитель подошел профессионально к созданию токарного станка
Выпускаемый настольный токарный станок Универсал 2 характеризуется следующими особенностями:
Масса рассматриваемой конструкции составляет 17 килограмм. За счет этого упрощается установка и транспортировка. Конструкция характеризуется небольшими габаритными размерами. В домашней мастерской не требуется большое количество свободного пространства для установки токарного станка. Основание механизма создано так, чтобы токарный станок можно было прикрепить на рабочий стол. При этом можно провести регулировку уровня
Именно поэтому на момент монтажа рекомендуется уделить внимание тому, чтобы основание было ровным. Устанавливаемая заготовка должна иметь диаметр не более 12,5 см. Максимальная длина обрабатываемой заготовки 18 см. Высота расположения резца 8 мм.
Конструкция имеет механизм, который может применяться для получения резьбовых витков на цилиндрической поверхности. Технические характеристики токарного станка Универсал 2 определяют то, что при применении рассматриваемой модели можно получить относительно небольшие изделия.
Расположение составных частей токарного станка Универсал-2

Расположение составных частей токарного станка Универсал-2

Расположение составных частей токарного станка Универсал-2

Расположение составных частей токарного станка Универсал-2
Описание и назначение
Настольный многофункциональный токарный станок Универсал-2 производится Московским станкостроительным (в прошлом так же было исполнение Владимирского завода прецизионного оборудования). За основу при проектировании в семидесятых годах были взяты Универсал и наиболее перспективное на тот момент оборудование, и результат превзошел ожидания. Даже сейчас оно не теряет актуальность без существенных модернизаций.
Это отличный вариант для домашней или ремонтной мастерской, а так же для вспомогательного производства. Его сильные стороны:
- Компактность. Наибольший габарит – длина – менее семидесяти сантиметров, а масса менее сорока килограммов. Это позволяет разместить Универсал-2 в самых стесненных условиях.
- Универсальность. Она определяется заданным функционалом и межцентровым расстоянием в 180 мм. На практике это оказывается совсем немало, и в него укладывается огромная номенклатура изделий.
- Возможность работать, как со сталями, так и со сплавами других металлов, а так же с деревом и пластиком.
- Простота управления. Если не требуется производить особо сложные или ответственные изделия, то достаточно общих навыков работы.
- Отличная точность. Она находится на среднем уровне для всего класса токарно-винторезной техники.
Для обработки заготовки крепятся в типовом патроне или в центрах. Для пруткового материала так же предусмотрено отверстие в шпинделе.
Допустимые токарные операции:
- Наружная проточка и внутренняя росточка. Конструкция позволяет работать, не только с цилиндрическими, но и с коническими и даже с фасонными поверхностями. Во многом сложность работ определяется квалификацией исполнителя.
- Снятие фасок и подрезание торцов.
- Сверление отверстий. Это вспомогательная функция, позволяющая сверлить отверстия, не меняя имеющуюся базу и не тратя лишнее время.
- Отрезка.
- Нарезание метрической резьбы. Для этого используется резец, который делает весь процесс производительнее и точнее.
- Для работы используется недорогой ГОСТовский инструмент, но при необходимости можно поискать и более производительные и стойкие сменные пластины.
Перечисленные операции определяют значительную часть обработки, используемой в машиностроении. Они требуют специализированного инструмента и соблюдения режимов.
Назначение и область применения
Настольный станок Универсал -3М предназначен для обработки средних и маленьких заготовок в индивидуальных мастерских. Такой механизм можно часто встретить в кабинетах школ, институтов, различных колледжей.
Прекрасно подходит для использования в бытовых условиях. основными преимуществами являются:
- небольшое количество шума;
- возможность подключится к бытовой электросети;
- небольшие размеры станка;
- его универсальность.
Именно поэтому устройство пользуется популярностью у различных мастеров. Предназначен станок для выполнения следующих операций:
- отрезка;
- растачивание отверстий разного диаметра;
- просверливание отверстий и снятие фасок;
- проточка и расточка различных поверхностей, цилиндрических, конических.
Это один из самых востребованных токарных устройств у современных токарей всех уровней.
W10003M
В поисках альтернативных можете, вы решений обратить свое внимание на компактный под агрегат названием W10003M. Производителем данного выступает устройства компания Xendoll из Китая
Его составляет цена от 8 тысяч рублей.
Приведем несколько данного характеристик устройства:
- Частота вращения — 2000 об/Глубина;
- мин обработки — до 20 мм;
- Длина обрабатываемых заготовок — до Конструкция мм;
- 135 использует трехзажимной самоцентрирующийся патрон Материал;
- вала изготовления — алюминий и углеродистая сталь.
W10003M Устройство предназначено для домашнего применения. токарные Выполняя операции на этом агрегаты, вы сможете следующие обрабатывать виды материалов:
- Древесина;
- Мягкий Латунь;
- алюминий;
- Медь;
- Пластик;
- Полимерные изделия;
- металлы Цветные;
- Драгоценные металлы.
При нынешнем приобрести, ассортименте универсальный токарный станок не сложно. основные на Ориентируйтесь правила выбора, но не забывайте и про сторону финансовую вопроса. Помимо демократичной стоимости оборудования самого, оно должно иметь удовлетворяющую стоимость вас эксплуатации.
Описание и назначение
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана ЭНИМС и производился Московским станкостроительным заводом СтанкоКонструкция.
Первые Универсалы были с чугунной станиной и двумя цилиндрическими направляющими из прочной закалённой стали. Принцип создания этой конструкции заимствован у модели Unimat SL фирмы EMCO (Австрия), более 40 лет продававшая в год до 15 тысяч станков этой модели. В 1968 году появился токарно-винторезный станок Универсал-2, с двигателем небольшой мощности.
В 1975 году поведён Универсал-3 уже с одной направляющей большего диаметра вместо двух, диметром поменьше. Из-за сложного процесса настройки соосности шпинделя и задней бабки при возвращении на станину после демонтажа, переднюю бабку сделали несъёмной. Познакомимся ближе с моделью ТШ-3, представляющий всю линейку Универсалов.
Токарные настольные станки серии Универсал: сведения о производителе
Станок Универсал, ставший родоначальником одноименного модельного ряда, выпускался на Московском станкостроительном заводе Станкоконструкция с 68 по 75 год прошлого века. За эти годы предприятием было сделано около 7 тыс. экземпляров этого малогабаритного оборудования. Прототипом настольного агрегата был малогабаритный токарный станок «для дома» из Австрии.
Выпуск первого Универсала был прекращен в связи с тем, что Экспериментальным НИИ металлорежущих станков на основе этой конструкции была разработана более удачная модель, получившая наименование Универсал 2. Ее серийным производством помимо завода Станкоконструкция занялся Владимирский завод прецизионного оборудования, ныне реорганизованный в ООО ВСЗ Техника.
После нескольких модернизаций базовой модели, сделанных в конце 80 годов, выпускать обновленный Универсал начали также другие предприятия. Ими стали Воткинский машзавод, Мичуринский , конструкторско-технологическое бюро «Орион» в Нижнем Новгороде, и Пензенский приборостроительный завод.
Устройство и работа токарного станка Универсал-3М
На станине станка закреплена полая цилиндрическая направляющая. Она является общей базой для основных узлов станка: шпиндельной бабки, суппорта, задней бабки. Другой общей базой для этих узлов является плоская направляющая станины.
В передней части станины под кожухом расположен ходовой винт продольного перемещения суппорта.
На левой стенке передней бабки установлен кронштейн. На нем закреплен электродвигатель привода станка.
Под кожухом, закрывающим кронштейн, расположены шкивы привода вращения шпинделя и механизм привода подач.
Станок поставляется в токарном исполнении. Дополнительные принадлежности, входящие в комплект поставки (см. табл.7), служат для того, чтобы осуществлять с помощью несложных переналадок другие исполнения станка: фрезерно-сверлильное, шлифовальное, фуговальное и т.д.
Ниже описано устройство дополнительных принадлежностей и приведены способы наладки на различные виды обработки.
Резцедержки
В комплект поставки входят две резцедержки: подвижная и неподвижная.
С помощью подвижной резцедержки, смонтированной на каретке, можно обрабатывать конусные поверхности. Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухаря, входящего в один из Т-образных пазов ползуна. В каретке расположены два винта, которые с помощью тех же сухарей крепят каретку к ползуну суппорта.
В общем случае каретка может быть установлена в любом из пазов ползуна суппорта в соответствии с требованиями наладки.
Для обработки конусных поверхностей каретку следует установить на ползуне так, чтобы первоначально нулевой штрих шкалы каретки совпадал с риской на левом торце ползуна. Такая установка осуществляется с помощью одного винта в оснований каретки, который вворачивается в специально предусмотренное для этой цели резьбовое отверстие, расположенное на верхней плоскости ползуна между двумя Т-образными пазами. Цена деления шкалы каретки – 1°.
ВНИМАНИЕ! После разворота каретки на требуемый угол, необходимо, во избежание аварии, надежно зафиксировать ее крепежным винтом, как было описано выше
Цанговый зажим
Зажим состоит из цанги, гайки и кольца, цанга вставляется в конусное отверстие шпинделя, а гайка наворачивается на шпиндель по резьбе. С помощью этой гайки в цанге, перемещающейся вдоль своей оси, зажимается заготовка или режущий инструмент, вставленные в ее внутреннее цилиндрическое отверстие.
Виды функций станка и его конструкция
Универсал 2 – это станок довольно легко трансформирующийся в сверлильный либо фрезерный. Поэтому с его помощью можно отрезать, торцевать, резать резьбу резцом, растачивать отверстия, и точить простые или фасонные поверхности. А после перестановки узла главного движения на вертикально установленную направляющую сверлить, зенковать и даже фрезеровать, а также выполнять шлифовку плоскостей. Использование дополнительных принадлежностей позволяет делать следующее.
- Затачивать режущий инструмент.
- Резать листовой материал по прямой (циркулярной пилой).
- Строгать дерево.
- Вырезать из листового материала детали произвольной формы (лобзиком).
Основой, служащей для крепления остальных деталей и узлов станка является литая чугунная станина.
К ней крепится бабка изделия и две направляющих. Главный двигатель находится на бабке изделия. Упорная бабка устанавливается на направляющие. Вращение шпинделя главным и единственным двигателем происходит посредством шкивов и клинового ремня. А механизм подач, нередко называемый гитарой, связан с источником движения шестеренчатой передачей.
Устройство станка
Рассматривая настольный токарный станок Универсал 2 следует уделить внимание и его компоновке. Устройство состоит из следующих элементов:
- Станина выступает в качестве несущего элемента, который связывает все узлы между собой. Она изготавливается из чугуна, характеризуется высокой жесткостью. За счет этого обеспечивается точное позиционирование всех узлов относительно друг друга, а также гашения вибрации на момент обработки.
- К основанию привариваются круглые направляющие. Они требуются для перемещения основных узлов. В последней версии оборудования есть только одна направляющая, но она обеспечивает точное позиционирование узлов на момент перемещения.
- За исключением последней модели, на первой и второй передняя бабка выполнена в съемном виде, крепление осуществляется специальным болтами.
- На станине установлен электрический двигатель. В качестве привода применяется ременная передача ступенчатого типа. Стоит учитывать, что электрическая схема токарного станка Универсал 2 достаточно проста, электродвигатель комплектно с приводом может быть снят с устройства.
- Крестовый суппорт представлен кареткой, продольными ипоперечными салазками. Этот узел фиксирует инструмент в требуемом положении на момент обработки. Крестовый суппорт характеризуется высокой универсальностью в применении, подходит для закрепления инструмента с прямоугольной державкой. Инструмент может быть смещен относительно заготовки на определенный угол при необходимости.
- Рассматриваемый токарный станок Универсал 3 также имеет заднюю бабку, которая требуется для закрепления заготовки в требующемся положении. В большинстве случаев в ней закрепляется центр для поддержки заготовки при ее большой длине.
- Сменные шестерни гитары скоростей предназначены для организации привода подачи суппорта. Подбираются они при нарезании резьбы с различными параметрами. Гитара представлена сочетанием четырех или трех сменных зубчатых колес с клеммовыми зажимами. Также имеется инструкция по наладке устройства для получения требуемой резьбы.
- Количество оборотов на выходе изменяется ременной передачей. Подобный элемент также исключает вероятность перегрева двигателя в случае заклинивания шпинделя.
- Электрический блок управления.
- Продольный ходовой винт. Он предназначен для обеспечения передвижения каретки вдоль обрабатываемой детали.
- Также имеется стойка, которая при необходимости может монтироваться при проведении сверлильных работ.
- Рукоятки и другие элементы управления. Для того чтобы обеспечить требуемую точность управления устанавливаются штурвалы, рукоятки. Управлять электрической частью можно при помощи различных клавиш.
- Цанговый зажим для закрепления фрез и сверл. Рассматриваемая модель может применяться для проведения различных фрезеровальных работ, для чего устанавливается соответствующая оснастка и инструмент. Однако, количество проводимых фрезерных операций существенно ограничено.
- Стол прямоугольный.
Расположение достаточно большого количества различных узлов на небольшой станине определяет то, что Универсал может применяться для проведения самых различных работ. Компоновка у Универсала классическая, за счет чего проблем с наладкой и установкой заготовки не возникает.
Особенности компоновки определяют также то, какие именно виды работ могут проводиться на токарном станке. Перечень операций выглядит следующим образом:
- Токарные работы, черновые и чистовые.
- Шлифование и сверление.
- Обработка заготовки лобзиком или круглой пилой.
- Фугование в случае установки деревянных заготовок.
- Операции заточного типа.
Важным моментом назовем то, что провести переналадку оборудования для сверлильных работ достаточно просто, для этого достаточно открепить монтажные винты. После этого проводится установка вертикальной опоры, которая применяется для монтирования электрического привода с остальными необходимыми компонентами.
Устройство и основные части токарного многофункционального станка Универсал-2
Станок «Универсал-2» при переналадке и установке дополнительных приспособлений может иметь следующие основные исполнения:
- токарное исполнение
- сверлильное, фрезерное и шлифовальное
- для работы круглой пилой по дереву
- для работы лобзиком по дереву
- фуговальное
- заточное
В перечисленных исполнениях в станок входят следующие основные части и устройства:
- станина, несущая на себе все части станка
- круглые продольные направляющие, привернутые к станине
- съемная шпиндельная бабка, устанавливаемая на станке или стойке станка; служит для закрепления и привода во вращение обрабатываемой детали или режущего инструмента и при необходимости может быть повернута на 360°
- электродвигатель привода главного движения, смонтированный на гильзе 9 при помощи клеммового зажима. Электродвигатель ступенчато-шкивная ременная передача и гильза со шпинделем представляют собой единый узел, который комплектно может быть снят со станка;
- крестовый суппорт, состоящий из каретки, перемещающейся по круглым продольным направляющим, и поперечных салазок, перемещающихся по круглым направляющим в направлении, перпендикулярном продольным направляющим. Суппорт служит для закрепления режущего инструмента или обрабатываемой детали и сообщения им движения подачи. Каретка перемещается вращением продольного ходового винта либо вручную маховичком, расположенным справа, либо механически от шпинделя через гитару сменных зубчатых колес 7; поперечные салазки — вращением поперечного ходового винта маховичком, расположенным спереди
- задняя бабка, закрепляемая в требуемом положении на круглых продольных направляющих с помощью прихвата. В корпусе бабки перемещается маховичком пиноль. Бабка служит, главным образом, для поддержки обрабатываемой детали центром, устанавливаемым в пиноль, а также для закрепления инструментов, предназначенных для обработки отверстий сверлами, развертками и др.);
- гитара сменных зубчатых колес для настройки цепи привода подач суппорта на требуемые величины продольной подачи при точении или для шага при нарезании резьбы. Гитара состоит из четырех (при настройке на подачу) или трех (при настройке на шаг) сменных зубчатых колес и приклона с клеммовым зажимом для его закрепления на кронштейне с радиальным пазом для установки оси сменных зубчатых колёс
- ступенчато-шкивная ременная передача для ступенчатого регулирования скорости вращения шпинделя и для передачи мощности и крутящего момента от электродвигателя к шпинделю
- гильза с вращающимся в ней шпинделем на подшипниках качения; на правый конец шпинделя устанавливаются устройства для закрепления обрабатываемой детали или режущего инструмента, а на левый конец — заточное устройство; гильза может перемещаться вдоль своей оси в шпиндельной бабке и закрепляться двумя винтами;
- электрический переключатель для включения прямого вращения шпинделя, останова и включения обратного вращения шпинделя
- продольный ходовой винт
- стойка, закрепляемая на станине для выполнения сверлильных, фрезерных и шлифовальных работ при вертикальном, наклонном и горизонтальном расположении шпинделя
- кронштейн, с помощью которого шпиндельная бабка прикрепляется к стойке
- рукоятка для перемещения гильзы вдоль своей оси
- патрон сверлильный
- сверло, закрепляемое в сверлильном патроне или цанговом зажиме
- тиски, устанавливаемые на поперечные салазки суппорта и служащие для закрепления обрабатываемой детали. Вместо тисков можно установить также прямоугольный стол с T-oбразными пазами, на котором с помощью прихватов закрепляется деталь при обработке;
- цанговый зажим для закрепления фрез, сверл и другого инструмента, а также мелких обрабатываемых деталей при точении (для центрования, сверления и других операций предусмотрена установка цангового зажима на пиноли задней бабки);
- фреза, закрепляемая в цанговом зажиме
- стол прямоугольный, устанавливаемый на поперечные салазки суппорта, на котором с помощью прихватов закрепляется деталь при обработке
- оправка для закрепления шлифовального круга, навинчиваемая на шпиндель
- шлифовальный круг
- стол, закрепляемый при помощи кронштейна на гильзе для распиливания круглой пилой
- круглая пила по дереву
- стол для работы лобзиковой пилой
- кронштейн для крепления стола на гильзе
- лобзиковая пила
- эксцентриковое устройство, укрепленное на переднем конце шпинделя, для сообщения пиле вертикального возвратно-поступательного движения
- стол для работ по строганию плоскостей реек, брусков и досок, закрепляемый с помощью кронштейна на гильзе
- двухножевой барабан
- абразивный круг для заточки режущего инструмента, устанавливаемый с помощью оправки на заднем конце шпинделя станка. Для защиты механизмов станка от попадания абразивной пыли при заточке их закрывают салфеткой.
- блок пусковой электроаппаратуры станка
Дополнительные принадлежности к настольному токарному станку ТН-1
Дополнительные принадлежности, входящие в комплект поставки служат для того, чтобы осуществлять с помощью несложных переналадок другие исполнения станка, токарно-центровое, фрезерно-сверлильное, шлифовальное, фуговальное, заточное, для работы лобзиком, для работы дисковой пилой, расточное.
Резцедержки
В комплект поставки входят две резцедержки
- подвижная резцедержка
- неподвижная резцедержка
С помощью подвижной резцедержки, смонтированной на каретке можно обрабатывать конусные поверхности и нарезать резьбы.
В каретке расположены два винта, которые с помощью сухарей крепят каретку к ползуну суппорта.
В общем случае каретка может быть установлена в любом из пазов ползуна суппорта в соответствии с требованиями наладки.
Для обработки конусных поверхностей каретку следует установить на ползуне так, чтобы первоначально нулевой штрих шкалы каретки совпадал с риской на левом торце ползуна. Такая установка осуществляется с помощью одного винта 5 в основании каретки, который вворачивается в специально предусмотренное для этой цели резьбовое отверстие, расположенное на верхней плоскости ползуна между двумя Т-образными пазами. Цена деления шкалы каретки 1
ВНИМАНИЕ! После разворота каретки на требуемый угол необходимо, во избежание аварии, надежно зафиксировать ее крепежным винтом, как было описано выше. Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухарь, входящего в один из Т-образных пазов ползуна
Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухарь, входящего в один из Т-образных пазов ползуна.
Задняя бабка
С помощью задней бабки можно производить обработку изделий в центрах.
При этом заднюю бабку устанавливают и фиксируют с учетом длины обрабатываемой детали. Один конец детали зажимают в каком либо приспособлении (трехкулачковый патрон, поводковый патрон) установленном на шпинделе, а второй конец детали поджимают центром (подвижным или НЕ подвижным) Поджим осуществляется перемещением пиноли 2 от маховика 5. После поджима пиноль зажимается сухарем 6.
Центр задней бабки может также служить для поджима других приспособлений входящих в комплект станка.
Цанговый зажим
Зажим состоит из втулки 1, цанги 3 и гайки 2.
Втулка с цангой вставляются в конусное отверстие шпинделя, а гайка наворачивается на шпиндель по резьбе. С помощью этой гайки в цанге, перемещающейся вдоль своей оси, зажимается заготовка или режущий инструмент, вставленные в ее внутреннее цилиндрическое отверстие.
Фрезерно-сверлильное устройство токарного станка ТН-1
Устройство представляет собой стойку 3, по направляющим которой перемещается стол 4. Перемещение осуществляется вращением маховичка 1 жестко связанного с ходовым винтом 2.
Заготовка крепится к столу прихватами 11 с помощью шпилек 10, гаек 9, винтов 8 и сухарей входящих в Т-образные пазы стола. Для того, чтобы наладить станок на фрезерные или сверлильные работы необходимо стойку закрепить на суппорте станка с помощью планок 6 и винтов 5, как это показано на рис. 16.
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO. За 40 лет продано свыше 600 тысяч станков.
Станок начал производиться серийно на предприятии Московский станкостроительный завод СтанкоКонструкция.
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
- : , , , , Миниток (СКТ100-01, СКТ100-02, СКТ100-03).
- Мичуринский завод Прогресс: ,
- Орион СКТБ г. Нижний Новгород:
- Пензенский приборостроительный завод (ФГУП ФНПЦ “ПО “Старт” им. M.B.Проценко”) г. Пенза: ТД-180, ТН-150
Устройство и работа токарного станка Универсал-В
На станине станка закреплена полая цилиндрическая направляющая. Она является общей базой для основных узлов станка: шпиндельной бабки, суппорта, задней бабки. Другой общей базой для этих узлов является плоская направляющая станины.
В передней части станины под кожухом расположен ходовой винт продольного перемещения суппорта.
На левой стенке передней бабки установлен кронштейн. На нем закреплен электродвигатель привода станка.
Под кожухом, закрывающим кронштейн, расположены шкивы привода вращения шпинделя и механизм привода подач.
Дополнительные принадлежности к многофункциональному токарному станку Универсал-В. Наладка станка на разные виды обработки
Станок поставляется в токарном исполнении. Дополнительные принадлежности, входящие в комплект поставки (см. табл.7), служат для того, чтобы осуществлять с помощью несложных переналадок другие исполнения станка: фрезерно-сверлильное, шлифовальное, фуговальное и т.д.
Ниже описано устройство дополнительных принадлежностей и приведены способы наладки на различные виды обработки.
Резцедержки
В комплект поставки входят две резцедержки: подвижная и неподвижная.
С помощью подвижной резцедержки, смонтированной на каретке, можно обрабатывать конусные поверхности. Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухаря, входящего в один из Т-образных пазов ползуна. В каретке расположены два винта, которые с помощью тех же сухарей крепят каретку к ползуну суппорта.
В общем случае каретка может быть установлена в любом из пазов ползуна суппорта в соответствии с требованиями наладки.
Для обработки конусных поверхностей каретку следует установить на ползуне так, чтобы первоначально нулевой штрих шкалы каретки совпадал с риской на левом торце ползуна. Такая установка осуществляется с помощью одного винта в оснований каретки, который вворачивается в специально предусмотренное для этой цели резьбовое отверстие, расположенное на верхней плоскости ползуна между двумя Т-образными пазами. Цена деления шкалы каретки — 1°.
ВНИМАНИЕ! После разворота каретки на требуемый угол, необходимо, во избежание аварии, надежно зафиксировать ее крепежным винтом, как было описано выше.
Цанговый зажим
Зажим состоит из цанги, гайки и кольца, цанга вставляется в конусное отверстие шпинделя, а гайка наворачивается на шпиндель по резьбе. С помощью этой гайки в цанге, перемещающейся вдоль своей оси, зажимается заготовка или режущий инструмент, вставленные в ее внутреннее цилиндрическое отверстие.
Фрезерно-сверлильное устройство многофункционального станка Универсал-В

Фрезерно-сверлильное устройство токарного станка Универсал-В
Фрезерно-сверлильное устройство
Устройство (рис.4) представляет собой стойку 3, по направляющим которой перемещается стол 4. Перемещение осуществляется вращением, маховичка I, жестко связанного с ходовым винтом 2. Заготовка крепится к столу прихватами 11 с помощью шпилек 10, гаек 9, винтов 8 и сухарей 7, входящих в Т-образные пазы стола. Для того, чтобы наладить станок на фрезерные или сверлильные работы, необходимо стойку закрепить на суппорте станка с помощью планок 6 и винтов 5, как это показано на рис.4.
Концевая фреза или сверло закрепляются в цанговом зажиме или в специальном сверлильном патроне 12, входящем в комплект поставки.
Патрон 12 соединяется со шпинделем с помощью специального хвостовика 13, также входящего в комплект поставки.
Кроме прихватов для закрепления обрабатываемой детали могут быть использованы тиски, которые винтами с помощью сухарей крепятся к столу фрезерно-сверлильного устройства. На неподвижной губке тисков имеется два призматических паза, которые позволяют удобно закреплять детали цилиндрической формы.
Рекомендации по применению:
- при сверлильных работах — сверла 2300-0181 (ГОСТ 10902-77)
- при фрезерных работах — фрезы концевые 2220-0037 (ГОСТ 17025-71): Скорость резания не более 15 м/мин.
- Плоскошлифовальное устройство: Чашечный шлифовальный круг 18 (см. рис. 4) с помощь винта 19 и шайбы 20 крепится на оправке 15. Под круг и под шайбу положены прокладки 21 из картона. Оправка с установленным на ней кругом наворачивается на передний конец шпинделя станка. Затем на кожух 14, находящийся над шпинделем, надевается защитное кольцо 17 и винтами 16 с шайбами фиксируется на нем через пазы, предназначенные для регулировки положения защитного кольца относительно шлифовального круга.
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO (За 40 лет продано свыше 600 тысяч станков этой модели).
Токарный станок Универсал производился серийно на предприятии Московский станкостроительный завод СтанкоКонструкция.
С 1968 года завод СтанкоКонструкция начал производить токарно-винторезный настольный станок Универсал-2 — значительно усовершенствованный станок Универсал.
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
- Завод СтанкоКонструкция: Универсал, Универсал-2, Универсал-3 (ТШ3), Универсал-3м, Миниток (СКТ100-01, СКТ100-02, СКТ100-03).
- Воткинский машиностроительный завод: Универсал-В (ТШ3-01)
- Владимирский завод прецизионного оборудования: Универсал-2
- Мичуринский завод Прогресс: TН-1, ТН-1м
- Орион СКТБ г. Нижний Новгород: ТН-1м
- Пензенский приборостроительный завод (ФГУП ФНПЦ «ПО «Старт» им. M.B.Проценко») г. Пенза: ТД-180, ТН-150
Технические характеристики точильного шлифовального станка ТШ-1
| Наименование параметра | ТШ-1 | ТШ-2 | ТШ-3 | ТШ-4 |
| Шлифовальный круг по ГОСТ 2424-83 на керамической связке | ||||
| Наружный диаметр круга, мм | 250 | 300 | 400 | 400 |
| Высота круга, мм | 10..40 | 10..50 | 50 | 50 |
| Посадочный диаметр круга, мм | 32 | 76 | 127 | 203 |
| Диаметр изношенного круга, мм | 140 | 150 | 240 | |
| Класс неуравновешенности | 1, 2 | 1, 2 | 1, 2 | |
| Высота центров от основания, мм | 265 | 950 | 950 | 950 |
| Шпидель | ||||
| Частота вращения, 1/мин | 1500 | 1500 | 950 | 1440 |
| Максимальная скорость резания, м/с | 19,5 | 23,5 | 20 | |
| Электрооборудование | ||||
| Питающая сеть | ~380 В 50 Гц | ~380 В 50 Гц | ~380 В 50 Гц | ~380 В 50 Гц |
| Электродвигатель привода, кВт | 2,2 | 2,2 | 3,0 | 7,5 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 610 х 470 х 615 | 610 х 470 х 1340 | 660 х 600 х 1670 | 1000 х 620 x 1315 |
| Масса станка, кг | 82 | 112 | 220 | 560 |
Список литературы:
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| № | Наименование | Параметры |
| 1. | Параметры заточного/шлифовального круга, мм: (наружный диаметр/ширина/посадочный диаметр) | 400х40х127 |
| 2. | Двигатель, В/Гц/кВт | 380/50/3,0 |
| 3. | Частота вращения шпинделя/частота вращения круга, об/мин | 1000/1000 |
| 4. | Окружная скорость при максимальном диаметре шлифовального круга, м/c | 20 |
| 5. | Расстояние между абразивными кругами по осям, мм | 452 |
| 6. | Высота центров кругов от основания, мм | 950 |
| 7. | Концевой выключатель (защита) | есть |
| 8. | Количество устанавливаемых кругов, шт | 2 |
| 9. | Тип исполнения | прямое вращение кругов от электродвигателя |
| 10. | Габаритные размеры, мм | |
| • длина | 620 | |
| • ширина | 560 | |
| • высота | 1250 | |
| 11. | Масса брутто/нетто, кг | 145/155 |
Точильно-шлифовальный станок серии ТШ-3ДБ предназначен для быстрой и качественной заточки металлорежущего, колющего и станочного инструмента.
Двухсторонний промышленный точильно-шлифовальный станок может использоваться в любой области промышленности для заточки станочного и ручного инструмента, обработки сборных и сварных конструкций, обработки изделий из порошковых материалов, металлокерамики и т.п. Заточной станок так же не заменим при правке и подгонке оснастки, снятия зазубрин и шероховатостей у металлических заготовок (деталей) перед их дальнейшей сваркой или сборкой. При использовании специализированных кругов и паст – станок для заточки легко превращается в шлифовальный или полировальный инструмент. Используя этот функционал вы легко придадите блеск старому изделию из металла, или зачистите сварной шов на трубе.
Регулировка упоров по горизонтали и вертикали обеспечивает удобную работу на станке. Защитные кожуха имеют выходные вентиляционные патрубки для подключения пылеулавливающих агрегатов (ПУАМ), позволяющих фильтровать воздух от абразивной пыли в рабочей зоне оператора.
Обозначение «Д» в названии станка означает, что круги установлены непосредственно на валу двигателя.
Обозначение «Б» в названии станка означает, что на станок установлен концевой выключатель для блокировки двигателя при поднятии защитного экрана.
Особенности и преимущества заточных станков серии ТШ-3ДБ:
- Эргономичная конструкция;
- Регулировка упоров в горизонтальном и вертикальном положении;
- Установлены съемные металлические емкости для воды, предназначенные для охлаждения обрабатываемых заготовок (в зависимости от модели);
- Все станки серии ТШ оборудованы светильниками с гибкой ножкой, питание которых происходит от электросети на 24В;
- Наличие концевого выключателя для блокировки двигателя при поднятии защитного экрана (в зависимости от модели);
- Предусмотрены выходные патрубки в защитных кожухах станка для подключения вытяжной вентиляции и отвода пыли;
- Защитный экран от искр;
- Пылезащищенная кнопка пуск/стоп.
Использование заточного станка не требует владения какими-либо специальными навыками, достаточно ознакомиться с инструкцией. Это долговечное устройство – при соблюдении правил эксплуатации срок его службы легко достигает 10-15 лет.
Комплект поставки точильных станков серии ТШ-3ДБ:
- Станок точильно-шлифовальный ТШ-3ДБ;
- Круг шлифовальный 400х40х127 – 2 шт;
- Светильник с гибкой ножкой (напряжение 24В);
- Разъем «Вилка-Розетка»;
- Концевой выключатель;
- Паспорт.
По технике безопасности станок оснащен металлическими защитными кожухами и светопрозрачными экранами, предохраняющими от искр, металлических частиц и от прямого контакта с абразивным диском, а так же специальными упорами, для фиксации детали или инструмента при его заточке или обработке.
Данная серия точильно-шлифовальных станков изготавливается в исполнении УХЛ для категории размещения 4 по ГОСТ 15150. Эксплуатация станков допускается в закрытых помещениях при температуре окружающего воздуха от +5°С до +40°С и относительной влажности не более 75%.
Станки точильно-шлифовальные изготавливаются по ТУ 3813-006-22736285-2008 и соответствуют ГОСТ 12.3.028-82, ГОСТ 12.2.009, ГОСТ Р 50786, ГОСТ Р ЕН 13218.
Условия эксплуатации:
| Климатическое исполнение по ГОСТ 15150-69 | УХЛ4 |
| Температура окружающей среды | от +5 до +40 ºС |
| Влажность воздуха при +25 ºС | 75 % |
| Атмосферное давление | от 650 до 800 мм рт.ст. |
Принцип работы
Как именно работает ТВ 3 — разумно рассматривать, базируясь на описании кинематической схемы. Основное функциональное движение — вращение заготовки, зажатой в патроне шпинделя передней бабки. Передача мощности для этого процесса производится от главного привода через клиноременную передачу. При этом доступно изменение скорости вращения путем изменения передаточного числа шестернями коробки передач. Также предусмотрена возможность обратного вращения заготовки.
Второе функциональное движение, обеспечиваемое кинематикой станка — работа с режущим инструментом. Подвод к зоне обработки может осуществляться как вручную, путем вращения соответствующего колеса, так и механическим способом. Для последнего используется коробка подач, ходовой валик. Два этих элемента конструкции производят преобразование циклического вращения вала главного привода через передаточное устройство — в продольное/поперечное, сугубо поступательное смещение суппорта с блоком резцедержки.
Шаг перемещения суппорта регулируется коробкой подач, путем изменения передаточного числа для выбора необходимой скорости вращения ходового винта. Для изменения глубины реза или величины снятия материала в ходе точения — используется механика смещения резцедержателя суппорта в поперечном направлении. Это достигается применением конструкции салазок, приводимых в движение как механическим способом, так и предназначенным для этого колесом ручной регулировки.
Станок ТВ3 позволяет производить нарезку резьбы вручную, путем регулировки положения резца соответствующими колесами подачи в продольном и поперечном направлении. Доступен и механический способ с передачей момента вращения от главного привода. При этом необходимо многократное прохождение резца по обрабатываемой детали. Механический способ нарезки показывает гораздо более высокую точность работы, при сниженных требованиях к квалификации персонала.
Станок ТВ 3 предусматривает установку патрона на конус пиноли задней бабки. Это позволяет нарезать внутренние и наружные резьбы при помощи широкого набора метчиков, плашек. Также, данный функционал удобен для сверления глухих и сквозных отверстий в заготовках, проведении операций расточки.
Особенности строения
Агрегат состоит из нескольких ключевых узлов:
- станины;
- шпиндельной бабки;
- привода;
- электрооборудования;
- суппорта;
- задней бабки.
Все электрическое оборудование станка характеризуется присутствием изоляции. Дополнительно агрегат имеет заземляющий провод, особенность гарантирует высокий уровень безопасности оператора в период работы за оборудованием.
Электрическое оборудование находится в коробке, которая плотно закрыта крышкой, оснащенной двумя винтами. Одним из винтов осуществляется выполнение функции заземления.
Станина характеризуется появлением направляющей, выполненной по цилиндрическому типу. Это базис основных механизмов агрегата, по левую сторону от передней бабки располагается кронштейн. К нему осуществляется крепление электрического мотора.
Станок оснащается специальными ручками и рукоятками. С их помощью регулируется движение подач, активируется суппорт и выбирается направление его движения, осуществляется запуск резцедержателя.

Станок универсал оснащается специальной ручкой, с ее помощью регулируется основное движение, а также проводится активация прямого или реверсивного движения шпинделя и остановка его работы.
Благодаря универсальной технической оснастке агрегата обеспечивается простота управления ним, манипуляция позволяет выполнять это действие даже мастеру без соответствующего опыта.
Электрооборудование токарного станка Универсал-В. Общие сведения
По способу защиты от поражения электрическим током электрооборудование станка относится к классу I, т.е. имеет рабочую изоляцию, элемент для заземления и провод с заземляющей жилой для присоединения к источнику питания и заземлению.
Принципиальная электрическая схема станка приведена на рис.14, перечень элементов электрооборудования — в табл.4. Электроаппаратура расположена в отдельной коробке (см. рис.1, поз.6). Коробка закрыта крышкой. Крышка крепится двумя винтами, один винт находится в центре крышки под резиновым ковриком, другой крепит крышку к станине, обеспечивая заземление крышки.
Описание работы электросхемы токарного станка Универсал-В
Питание электрооборудования осуществляется от однофазной сети переменного тока напряжением 220 В, частотой 50 Гц.
Пуск и останов электродвигателя осуществляется с помощью реле KV (см. рис.14), которое управляется кнопками SB2 (пуск) и SB1 (останов). При пуске реле KV включается и становится на самопитание, подключая своими контактами электродвигатель к сети и обеспечивая нулевую защиту, т.е. отключение электродвигателя при отсутствии напряжения в сети. Защита электродвигателя от перегрузки производится пускозащитным реле А, которое разрывает пусковую цепь, отчего отключается реле KV. Повторный пуск возможен только через 15-50 с, т.е. после возвращения элементов тепловой защиты пускозащитного реле А в исходное положение.
При пуске электродвигателя увеличение его пускового момента происходит за счет подключения контактами пускозащитного реле А пускового конденсатора С1 параллельно рабочему конденсатору С2. После разгона электродвигателя и уменьшения, пускового тока конденсатор С1 отключается.
Реверсирование электродвигателя осуществляется с помощью переключателя SA, который при среднем (вертикальном) положении рукоятки обеспечивает отключение электродвигателя, т.е. его останов даже при включенном реле KV. Рукоятку следует оставлять в нейтральном положении
Общие сведения точильного станка ТШ-3.10
На станках установлен электродвигатель М1, работающий в режиме трехфазного включения, вводным автомат QF1, пускатель электромагнитный КМ1, кнопка пуск SA1, кнопка пуск SA1, кнопка стоп SA2. Вся аппаратура размещена в нише подставки (тумбы) на панелях. Ввод питающих проводов производится через отверстие в задней стенке подставки (тумбы) к водному выключателю QF1.
Описание работы в режиме трехфазного включения (рисунок).
Включением вводного выключателя QF1 подается напряжение на станок. Нажатие кнопки SA1 «Пуск» включается магнитный пускатель КМ1 и подает напряжение на обмотки трехфазного электродвигателя. Остановка электродвигателя производится нажатием на кнопку SA2 «СТОП». При этом происходит отключение магнитного пускателя КМ1. Защита электрооборудования от перегрузки производится электротепловым реле FP1.
Конструктивные особенности станка

Конструкция модели ТШ-3 имеет классическую компоновку элементов. На станине из металла располагается блок с электродвигателем. Он имеет сквозной вал, который подключается к шпиндельным головкам кругов. Последние имеют защитные кожухи с прорезями для установки обрабатываемых инструментов. На каждом блоке имеется упорная площадка, похожая на аналогичный токарный блок. В качестве дополнительной меры защиты присутствуют прозрачные щитки с функцией регулирования положения.
Конструктивными особенностями станка являются следующие факторы:
- жесткость станины. Обеспечивается использованием толстостенных металлических листов, а также дополнительных ребер жесткости. При этом в конструкции предусмотрен механизм регулировки уровня;
- напольное исполнение. Для эксплуатации оборудования не нужно обустраивать верстак. Единственным условием является подготовка пола для монтажа с учетом веса агрегата;
- безопасность работы. Это выполняется с помощью комплексных мер по защите персонала – наличие прозрачных щитков, устройств принудительной остановки электродвигателя при превышении нагрузки.
Узел установки кругов состоит из системы фланцев и монтажных компонентов, что отличает его от токарных моделей. Для обеспечения стабильного положения дисков в конструкции есть система противовесов, предотвращающая смещение при давлении.
Предназначение станка ТШ-3
Модель ТШ-3 предназначена для заточки рабочих поверхностей различного режущего инструмента. В качестве дополнительной функции этого оборудования используется:

- способность черновой частичной обработки материалов;
- снятие поверхностного слоя окислов;
- выравнивание рабочих граней или кромок сверл, ножей или резцов;
- удаление облоя, заусенцев и т. д.
Станок может быть использован для шлифовки или полировки различных деталей или поверхностей, но для этого потребуется замена точильного круга на войлочный или фетровый (полировальная шайба). Может быть оснащен специальными приспособлениями для заточки сверл, обеспечивающими правильный угол атаки и затыловки. Кроме того, возможна установка для выполнения ленточного шлифования плоских деталей, для полирования изделий и правки кругов.
Точильно-шлифовальный агрегат ТШ-3 имеет аналоги, производимые на других заводах:
- Е-3-400, производится Ейским станкостроительным заводом.
- 3Т-636, производится в Кемерово, ЗАО СПК.
- 3Н-340, производится Навоийским машиностроительным заводом.
Технические характеристики точильного шлифовального станка ТШ-3 (ТШ3)
| Наименование параметра | ТШ-1 | ТШ-2 | ТШ-3 | ТШ-4 |
| Шлифовальный круг по ГОСТ 2424-83 на керамической связке | ||||
| Наружный диаметр круга, мм | 250 | 300 | 400 | 400 |
| Высота круга, мм | 10..40 | 10..50 | 50 | 50 |
| Посадочный диаметр круга, мм | 32 | 76 | 127 | 203 |
| Диаметр изношенного круга, мм | 140 | 150 | 240 | |
| Класс неуравновешенности | 1, 2 | 1, 2 | 1, 2 | |
| Высота центров от основания, мм | 265 | 950 | 950 | 950 |
| Шпидель | ||||
| Частота вращения, 1/мин | 1500 | 1500 | 950 | 1440 |
| Максимальная скорость резания, м/с | 19,5 | 23,5 | 20 | |
| Электрооборудование | ||||
| Питающая сеть | ~380 В 50 Гц | ~380 В 50 Гц | ~380 В 50 Гц | ~380 В 50 Гц |
| Электродвигатель привода, кВт | 2,2 | 2,2 | 3,0 | 7,5 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 610 х 470 х 615 | 610 х 470 х 1340 | 660 х 600 х 1670 | 1000 х 620 x 1315 |
| Масса станка, кг | 82 | 112 | 220 | 560 |
Список литературы:
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Устройство и составные части точильно-шлифовального станка ТШ-3.10

Описание составных частей станка ТШ-3.10
- Тумба
- Защитный экран
- Кожух левый, кожух правый
- Крышка
- Подручник
- Подручник
- Кронштейн
- Кронштейн
- Коробка
- Переключатель
- Кнопка СТОП
- Кнопка ПУСК
- Светильник
- Электродвигатель
Регламент действий специалиста
Работа со станком должна выполняться с учетом определенных рекомендаций:
- Между заготовкой и точильным кругом имеется люфт. Необходимо следить за тем, чтобы его толщина была в два раза меньше, чем обрабатываемая деталь.
- Работать с заготовками следует только после того, как основной вал полностью раскрутится. В противном случае могут наблюдаться повреждения на аппарате или травмирование оператора.
- Установка агрегата осуществляется на специальный верстак или на пол. При этом осуществляется учет веса агрегата.
- После установки оборудования необходимо проверить его устойчивость. Если станок будет шататься, это приведет к некачественной обработке заготовок.
- Если на оборудовании имеются повреждения или нерабочие узлы, то его эксплуатация строго запрещается в целях безопасности.
- Детали, подлежащие обтачиванию, необходимо устанавливать выше горизонтальной линии, прохождение которой наблюдается в центре точильного круга. С этой целью осуществляется установка подручников.
- Категорически запрещено нахождение легковоспламеняющихся и взрывоопасных веществ в помещении, где работают над деталью.
- Работа оборудования осуществляется от трехфазной сети, напряжение которой составляет 380 вольт.
- За станиной и другими узлами приспособления необходимо регулярно ухаживать. Они должны очищаться от отходов, которые появляются в процессе обработки металлических изделий.
- Работать за агрегатом разрешается только в специальной одежде, дополнительно оператору рекомендуется надевать защитные очки.

Советы по применению
Перед началом эксплуатации агрегата следует проверить заземления станка и состояние защитных кожухов. Особое внимание необходимо обратить на исправность электрического кабеля и вилки. Перед началом обработки деталей, дайте станку поработать несколько минут в холостом режиме.
При работе с аппаратом придерживайтесь следующих рекомендаций:
- Люфт между точильным кругом и обрабатываемой заготовкой должен быть в два раза меньше толщины предмета.
- Агрегат следует установить на пол или специальный верстак с учетом веса станка. Устройство должно стоять надежно, не шататься, иначе это негативно скажется на точности обработки заготовок.
- Обтачиваемые детали следует устанавливать выше горизонтальной линии, которая проходит через центр точильного круга. Подручники устанавливают с учетом этой необходимости.
- Станок работает от сети трехфазного типа с напряжением 380 В.
- Нельзя начинать работу с агрегатом, если у него проблемы с заземлением.
- Станина и другие узлы устройства требуют регулярного ухода и очистки от производственных отходов.
- К работе со станком следует преступать в защитных очках и в соответствующей одежде.
- В помещение, где установлен станок, не должны находиться взрывоопасные материалы и легковоспламеняющиеся вещества.
- Устройство с поврежденными или неработающими узлами нельзя эксплуатировать при любых обстоятельствах.
- Начинать работу с заготовкой следует только после полной раскрутки основного вала. В противном случае оператор рискует нанести повреждения себе или станку.
Видео: обзор токарного станка ТШ-3.
Стандартный комплект поставки
Приобретая станок, покупатель вместе с ним получает различные принадлежности и инструменты.
Принадлежности
Токарные:
- Трехкулачковый патрон.
- Обратные кулачки к патрону.
Дополнительные:
- Дисковая пила с площадкой для нее.
- Стол для фрезерования.
- Лобзик с опорой для листового материала.
- Абразивный диск с оправкой для установки.
- Цилиндрический рубанок со столом.
- Сверлильный патрон.
- Цанговый зажим.
Инструмент
- Ключ к токарному патрону.
- Ключ к сверлильному патрону.
- Торцовые и рожковые гаечные ключи.
- Пилки лобзика.
- Сверло Ø 6 мм.
- Фреза торцевая Ø 6 мм.
- Резцы стальные.
- Резцы с победитовой напайкой.
- Пила дисковая.
- Ключи s7, s8 (квадрат).
Универсал – станок токарный настольный многофункциональный. Назначение, область применения
Настольный токарный станок Универсал является станком класса «хобби», и предназначен для индивидуального (бытового) применения, т. е. по своим конструктивным особенностям и техническим характеристикам станок не предназначен для использования на производстве.
Токарный станок по металлу Универсал предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок Универсал является настольным токарным станком и предназначается для всевозможных токарных работ:
- проточка и расточка внешних и внутренних цилиндрических, фасонных и конических поверхностей
- сверление отверстий, снятие фасок
- растачивание отверстий
- отрезка
Шпиндель токарного станка Универсал полая стальная деталь, с внутренним отверстием 10 мм для обработки пруткового материала, смонтирован на 2-х роликовых подшипниках в передней и задней опорах передней бабки.
Шпиндель получает 10 скоростей вращения от электромотора мощностью 120 Вт через шкивный привод. 4-е скорости получаются перестановкой шкивных ремней между 4-х ступенчатыми шкивами электродвигателя и приемным шкивом шпинделя. Остальные скорости достигаются применением дополнительного (промежуточного) шкива.
Передний конец шпинделя станка Универсал имеет резьбу М20 для установки на шпиндель токарного или поводкового патрона (смотрите статью Токарные патроны).
На резьбовой конец шпинделя можно, также, установить цанговый зажим с различными внутренними отверстиями.
В сверлильном исполнении шпиндель может перемещаться вдоль своей оси на 25 мм с помощью ручки и пары: зубчатое колесо – зубчатая рейка. В токарном исполнении гильза шпинделя зажимается двумя винтами и не используется.
Суппорт с установленным на нем резцом перемещается по продольным направляющим на 160 мм и по поперечным – на 55 мм.
На станке Универсал нельзя нарезать резьбу резцом т.к. нет механической подачи суппорта – ходовой винт не соединен с приводом и суппорт перемещается только вручную.
На станке “Универсал” (рис. 1) с применением дополнительных приспособлений и устройств, прилагаемых к станку, можно выполнять самые разнообразные виды механической обработки по металлу, дереву, пластмассам и другим материалам.
Отличительной особенностью станка является широкая универсальность и возможность переналадки с помощью приспособлений, которые позволяют выполнять следующие работы:
- токарную обработку и расточку отверстий;
- сверление отверстий
- фрезерование плоскостей, выемок, канавок и т.д.
- шлифование и полирование
- заточку различного режущего и бытового инструмента
- распиливание листового материала, реек, досок с помощью круглой пилы
- распиливание по контуру с помощью лобзикового устройства
- навивку пружин
- нарезку резьбы плашками и метчиками с ручным вращением шпинделя к др
Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок “Универсал” при переналадке и установке дополнительных приспособлений может иметь следующие основные исполнения:
- токарное исполнение (рис.1);
- сверлильное, фрезерное и шлифовальное (рис.2)
- для работы круглой пилой по дереву (рис.3)
- для работы лобзиком по дереву (рис.4)
- заточное
В настоящее время токарный станок Универсал снят с производства и больше не выпускается. Вместо него выпускается более совершенный токарный настольный станок .
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO (За 40 лет продано свыше 600 тысяч станков этой модели).
Токарный станок Универсал производился серийно на предприятии Московский станкостроительный завод СтанкоКонструкция.
С 1968 года завод СтанкоКонструкция начал производить токарно-винторезный настольный станок Универсал-2 – значительно усовершенствованный станок Универсал.
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
- : , , , , Миниток (СКТ100-01, СКТ100-02, СКТ100-03).
- Мичуринский завод Прогресс: ,
- Орион СКТБ г. Нижний Новгород:
- Пензенский приборостроительный завод (ФГУП ФНПЦ “ПО “Старт” им. M.B.Проценко”) г. Пенза: ТД-180, ТН-150
Инструкция по применению, паспорт
Подробная инструкция в печатной форме доступна любому мастеру. Кроме того, профессионалами разработаны рекомендации и подробные инструкции применения станочного оборудования.
При необходимости, на рабочем конце шпинделя вместо токарного патрона можно установить цанговые зажимы различных размеров.

Станок, с заводским комплектом оборудования, позволяет:
- изготовить зубчатые колёса;
- восстановить шлицы;
- продолбить продольный паз во втулке или в бруске прямоугольного сечения;
- проточить деталь на нужный конус.
Несложная переналадка трансформирует токарный станок в другие типы устройств для выполнения:
- фрезерных и сверлильных работ;
- фугования плоскостей деревянных брусков;
- шлифования и полирования поверхностей;
- распиливания деталей лобзиком;
- пиление дисковой пилой;
- заточки и правки фрез, другого режущего и бытового инструмента;
- навивки пружин;
- нарезание резьбы (наружной и внутренней) плашками и метчиками.
Паспорт токарного станка можно бесплатно скачать на ссылке — Паспорт токарного станка Универсал -3 (ТШ-3).
Станок необходимо устанавливать:
- в зоне естественного освещения и вентиляции;
- жестко крепить на верстаке или рабочем столе, поглощающих вибрации.
Виды функций станка и его конструкция
Универсал 2 – это станок довольно легко трансформирующийся в сверлильный либо фрезерный. Поэтому с его помощью можно отрезать, торцевать, резать резьбу резцом, растачивать отверстия, и точить простые или фасонные поверхности. А после перестановки узла главного движения на вертикально установленную направляющую сверлить, зенковать и даже фрезеровать, а также выполнять шлифовку плоскостей. Использование дополнительных принадлежностей позволяет делать следующее.
- Затачивать режущий инструмент.
- Резать листовой материал по прямой (циркулярной пилой).
- Строгать дерево.
- Вырезать из листового материала детали произвольной формы (лобзиком).
К ней крепится бабка изделия и две направляющих. Главный двигатель находится на бабке изделия. Упорная бабка устанавливается на направляющие. Вращение шпинделя главным и единственным двигателем происходит посредством шкивов и клинового ремня. А механизм подач, нередко называемый гитарой, связан с источником движения шестеренчатой передачей.
Конструктивные узлы станка и их характеристики
Используется классическая схема сборки. Управление функциональным резаком проводится механически образом или вручную. Приведение в работу и остановка осуществляются при помощи специальной кнопки.
Станина станка
Станина является необходимым соединительным элементом токарного станка. Благодаря ней все узлы надежно крепится друг к другу и совместно могут выполнять работу. При этом передняя часть станины является механизмом передвижения каретки, а задняя необходима для работы задней бабки. На лицевой стороне установлена рейка и ходовой винт. Сама же форма станины коробчатая, направляющих две. Станина держится в неизменном положении на двух тумбах, которые обеспечивают безопасность использования станка ТВ 3.
Передняя бабка
У передней бабки есть два основных свойства. Первое заключается в том, что она поддерживает и не дает выпасть из агрегата детали, которая в данный момент обрабатывается. Второе же предназначение — это придание элементу вращательного движения, благодаря чему возможна обработка. В ТВ 3 передняя бабка выполняет функции коробки передачи скоростей. Передача движения происходит по алгоритму:
- индивидуальный электроноситель;
- шпиндель;
- первый вал;
- закрепленная на первом валу шестерня;
- второй вал;
- несколько видов шестеренок на втором валу;
- третий вал;
- несколько шестеренок на третьем валу.
Последний блок шестерен сцепляется с блоками вторых и предает им движение. В результате блоки передаются на шпиндель основного станка, который и проводит обработку элемента. При этом происходит это при помощи шайбы, которая установлена на резьбе устройства.
Момент вращения передается несколько раз и достигает необходимого размера и мощности
При этом важное значение имеет позиционирование и установка шестерней на нескольких валах, так как они определяют то, какая мощность подается. Передаточное отношение определяется, каково будет число оборотов
Передаточный механизм
Механизм необходим для поступления момента вращения от коробки скоростей к передачам. Скорость суппорта, шаг меняется в зависимости от установки позиции шестерней. Передаточный механизм включает в себя кронштейн с первым валиком из трех шестерней (72 зубьев), вторым из четырех (42 зубьев). Второй вал сцеплен со следующей шестерней (70 зубьев), а первый с коробкой скоростей. Есть формула, определяющая размер передаточного отношения: i = 24/72 * 42/70 = 1/5.
Количество передаточного отношения остается постоянным, так как в токарном станке ТВ 3 нет возможности устанавливать иные по своим техническим характеристикам и количеству зубьев шестерни. Работа механизма опасна, ученик защищен слоем железа, который устанавливается в виде кожуха.
Коробка подач
Коробка получает момент движения из передаточного механизма. При этом есть возможность становить подачу суппорта от 0,4 до 0,6, а резьбу с шагом от 0,6 до 1 мм.
В зависимости от передвижения шестерни меняется ход валика. Если рычаг помещается влево, то цепляется муфта — движение будет у ходового винта.
Коробка передач защищена от постороннего воздействия. В механизм можно заливать масло, когда в этом есть необходимость, через специальные отверстия. Коробка плотно крепится к станине.
Суппорт
Суппорт позволяет крепить и перемещать резец в зависимости от размеров, диаметра и формы обрабатываемого изделия. Суппорт на токарном станке ТВ 3 имеет четыре каретки, которые приводят соответствующие гайки и винты в работу. Суппорт является деталью, которая часто изнашивается из-за появления зазора между каретками. Если возникают проблемы, то регуляция производится специальными планками.
Фартук
Фартук предназначен для регуляции подачи. Посредством него регулируется, происходит работа при помощи ходового винта, валика, ручным способом или механизировано. Ручная и механическая подача осуществляется разными методиками. Первая при помощи маховика на втором валу, а вторая благодаря скользящей шпонке.
Точильно-шлифовальный станок ТШ 3-2
Станки ТШ 3-2 могут использоваться в любой области промышленности для заточки станочного и ручного инструмента, обработки сборных и сварных конструкций, обработки изделий из порошковых материалов, металлокерамики.
ТШ 3-2 является аналогом белорусского станка ТШ 3.10, по классификации проходит по наименованию ТШ-3.
Станок незаменим при заточке станочного и ручного инструмента, обработки сборных и сварных конструкций (снятие фасок, заусенцев и т.п.), обработки изделий из порошковых материалов, минераллокерамики и пр.
Это оборудование производится в исполнении УХЛ для категории размещения 4 по ГОСТ 15150. Эксплуатация станков допускается в закрытых помещениях при температуре окружающего воздуха от от +5°С до +40°С и относительной влажности не более 75%.
Точильно-шлифовальные станки ТШ 3-2 соответствуют ГОСТ 12.3.028-82, ГОСТ 12.2.009, ГОСТ Р 50786, ГОСТ Р ЕН 13218.
Особенности:
Основные характеристики |
|
| Тип привода | Электрический |
| Тип | Двухсторонний |
| Исполнение | Напольный |
| Скорость вращения, об/мин | 1000 |
| Посадочное отверстие круга, мм | 127 |
| Размер шлифовального круга, мм | 400 х 40 |
Параметры подключения
| Электропитание, В/Гц | 3х380/50 |
| Потребляемая мощность, кВт | 3,0 |
Габариты
| Длина, мм | 650 |
| Ширина, мм | 850 |
| Высота, мм | 1 400 |
| Вес, кг | 175 |
Станок состоит из сварной станины (поз. 1), на которую установлены электрошкаф 12, кожухи шлифовальных кругов 10, защитное ограждение вала 7.
Внутри станины установлен электродвигатель 2, на валу которого посажен шкив, через который посредством клиновых ремней передается вращающий момент на шкив вала 4.
Шкив вала 4 шлифовальных кругов жестко крепятся на валу посредством шпонки и гайки, ступицы шлифовальных кругов также посредством шпонки и гайки.
Кожух шлифовального круга представляет собой отдельный сборный узел, который имеет съемную боковую стенку для замены шлифовальных кругов. В нижней части каждого кожуха имеется патрубок для подключения вытяжной вентиляции и отвода абразива.
- 1 — сварной корпус,
- 2 — электродвигатель,
- 3 — клиноременная передача,
- 4 — вал,
- 5 — шлифовальные круги,
- 6 — подручник,
- 7 — защитное ограждение вала,
- 8 — кнопки «Пуск» и «Стоп»,
- 9 — защитный экран,
- 10 — кожух шлифовального круга,
- 11- патрубок,
- 12 — шкаф управления,
- 13 – болт заземления станка точильно-шлифовального,
- 14 – светильник.
На чтение 11 мин. Просмотров 1 Опубликовано
Содержание
- Универсал-В (ТШ 3-01) Станок токарный настольный схемы, описание, характеристики
- Сведения о производителе токарного станка Универсал-В
- Станки, выпускаемые Воткинским машиностроительным заводом
- Универсал-В (ТШ 3-01) станок токарно-винторезный настольный многофункциональный. Назначение, область применения
- Особенности конструкции и принцип работы станка
- Устройство и работа токарного станка Универсал-В
- Дополнительные принадлежности к многофункциональному токарному станку Универсал-В. Наладка станка на разные виды обработки
- Резцедержки
- Цанговый зажим
- Фрезерно-сверлильное устройство многофункционального станка Универсал-В
- Фрезерно-сверлильное устройство
- Рекомендации по применению:
- Токарные настольные станки серии Универсал
- Габариты рабочего пространства токарного станка Универсал-В. Эскиз суппорта
- Чертеж шпинделя токарно-винторезного станка Универсал-В
- Общий вид токарного станка Универсал-В
- Общий вид токарного станка Универсал-В
- Расположение составных частей токарного станка Универсал-В
- Список основных узлов станка Универсал-В в токарном исполнении
- Расположение органов управления токарным станком Универсал-В
- Перечень органов управления токарно-винторезного станка Универсал-В
- Схема кинематическая токарно-винторезного станка Универсал-В
- Цепь привода главного движения
- Цепь привода подач
- Таблица настройки частоты вращения шпинделя токарного станка Универсал-В
- Шпиндельная бабка и привод главного движения токарного станка Универсал-В
- Схема расположения точек смазки токарного станка Универсал-В
Универсал-В (ТШ 3-01) Станок токарный настольный
схемы, описание, характеристики

Сведения о производителе токарного станка Универсал-В
Токарный настольный многофункциональный станок Универсал-В (ТШ3-01) выпускался на предприятии Воткинский машиностроительный завод, основанный в 1759 году.
Металлорежущие станки на Воткинском машиностроительном заводе выпускаются начиная с 1956 г. Это вертикально-фрезерные станки 6Н13, ВМ127, ВМ127М, универсально-фрезерные ВМ130, ВМ133, горизонтально-фрезерные станки с ЧПУ ВМ500ПМФ4, ВМ501ПМФ4, а также токарный настольный станок Универсал-В.
В настоящее время ОАО «Воткинский завод» головное предприятие ракетно-космического комплекса и изготовитель широкой гаммы гражданской продукции.
Станки, выпускаемые Воткинским машиностроительным заводом
Универсал-В (ТШ 3-01) станок токарно-винторезный настольный многофункциональный. Назначение, область применения
Токарно-винторезный настольный станок Универсал-В является станком класса «хобби», и предназначен для индивидуального (бытового) применения, т. е. по своим конструктивным особенностям и техническим характеристикам станок не предназначен для использования на производстве.
Токарный станок по металлу Универсал-В предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок Универсал-В является настольным токарным станком и предназначается для всевозможных токарных работ:
- проточка и расточка внешних и внутренних цилиндрических, фасонных и конических поверхностей
- сверление отверстий, снятие фасок
- растачивание отверстий
- отрезка
- нарезание резцом метрической резьбы
Особенности конструкции и принцип работы станка
Отличительной особенностью станка Универсал-В является широкая универсальность и возможность переналадки с помощью приспособлений, которые позволяют выполнять следующие работы:
- сверление отверстий
- фрезерование плоскостей, выемок, канавок и т.д.
- шлифование и полирование
- заточку различного ревущего и бытового инструмента
- распиливание листового материала, реек, досок с помощью круглой пилы
- распиливание по контуру с помощью лобзикового устройства
- строгание плоскостей реек, брусков и досок с помощью фуговального устройства
- навивку пружин
- нарезку резьбы плашками и метчиками с ручным вращением шпинделя к др
С помощью несложных приспособлений, изготовленных на станке самим любителем, можно производить и другие работы.
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Благодаря широким возможностям станка использование его в домашних условиях представляет большой интерес и при овладении трудовыми навыками работа на нем доставит большое удовольствие.
Станок можно также широко использовать в школьных кружках, клубах, дворцах пионеров, пионерских лагерях и т.д. для изготовления радиодеталей, моделей самолетов и кораблей, мелких оригинальных вещей домашнего обихода и украшений, индивидуальных игрушек, деталей, игр и др.
Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Литая станина, жесткие закаленные направляющие и основные корпусные детали станка изготовлены из качественного модифицированного чугуна с проведенным старением и обеспечивают высокую точность обрабатываемой детали.
В станке Универсал-В инсталлировано устройство, обеспечивающее изменение направления перемещения суппорта без изменения направления вращения шпинделя и его остановки.
Нормы точности по токарным операциям:
- Некруглость обработанного образца-изделия с размерами Ø 30 x 125мм, не более — 20
- Конусность обработанного образца-изделия с размерами Ø 30 x 125мм, не более — 30
- Шероховатость обработанной поверхности Ra, мкм — 1,25 (при чистовых режимах)
Технологические возможности станка Универсал-В могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя.
Производитель станка Универсал-В — завод СтанкоКонструкция г. Москва.
Устройство и работа токарного станка Универсал-В
На станине станка закреплена полая цилиндрическая направляющая. Она является общей базой для основных узлов станка: шпиндельной бабки, суппорта, задней бабки. Другой общей базой для этих узлов является плоская направляющая станины.
В передней части станины под кожухом расположен ходовой винт продольного перемещения суппорта.
На левой стенке передней бабки установлен кронштейн. На нем закреплен электродвигатель привода станка.
Под кожухом, закрывающим кронштейн, расположены шкивы привода вращения шпинделя и механизм привода подач.
Дополнительные принадлежности к многофункциональному токарному станку Универсал-В. Наладка станка на разные виды обработки
Станок поставляется в токарном исполнении. Дополнительные принадлежности, входящие в комплект поставки (см. табл.7), служат для того, чтобы осуществлять с помощью несложных переналадок другие исполнения станка: фрезерно-сверлильное, шлифовальное, фуговальное и т.д.
Ниже описано устройство дополнительных принадлежностей и приведены способы наладки на различные виды обработки.
Резцедержки
В комплект поставки входят две резцедержки: подвижная и неподвижная.
С помощью подвижной резцедержки, смонтированной на каретке, можно обрабатывать конусные поверхности. Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухаря, входящего в один из Т-образных пазов ползуна. В каретке расположены два винта, которые с помощью тех же сухарей крепят каретку к ползуну суппорта.
В общем случае каретка может быть установлена в любом из пазов ползуна суппорта в соответствии с требованиями наладки.
Для обработки конусных поверхностей каретку следует установить на ползуне так, чтобы первоначально нулевой штрих шкалы каретки совпадал с риской на левом торце ползуна. Такая установка осуществляется с помощью одного винта в оснований каретки, который вворачивается в специально предусмотренное для этой цели резьбовое отверстие, расположенное на верхней плоскости ползуна между двумя Т-образными пазами. Цена деления шкалы каретки — 1°.
ВНИМАНИЕ! После разворота каретки на требуемый угол, необходимо, во избежание аварии, надежно зафиксировать ее крепежным винтом, как было описано выше.
Цанговый зажим
Зажим состоит из цанги, гайки и кольца, цанга вставляется в конусное отверстие шпинделя, а гайка наворачивается на шпиндель по резьбе. С помощью этой гайки в цанге, перемещающейся вдоль своей оси, зажимается заготовка или режущий инструмент, вставленные в ее внутреннее цилиндрическое отверстие.
Фрезерно-сверлильное устройство многофункционального станка Универсал-В

Фрезерно-сверлильное устройство токарного станка Универсал-В
Фрезерно-сверлильное устройство
Устройство (рис.4) представляет собой стойку 3, по направляющим которой перемещается стол 4. Перемещение осуществляется вращением, маховичка I, жестко связанного с ходовым винтом 2. Заготовка крепится к столу прихватами 11 с помощью шпилек 10, гаек 9, винтов 8 и сухарей 7, входящих в Т-образные пазы стола. Для того, чтобы наладить станок на фрезерные или сверлильные работы, необходимо стойку закрепить на суппорте станка с помощью планок 6 и винтов 5, как это показано на рис.4.
Концевая фреза или сверло закрепляются в цанговом зажиме или в специальном сверлильном патроне 12, входящем в комплект поставки.
Патрон 12 соединяется со шпинделем с помощью специального хвостовика 13, также входящего в комплект поставки.
Кроме прихватов для закрепления обрабатываемой детали могут быть использованы тиски, которые винтами с помощью сухарей крепятся к столу фрезерно-сверлильного устройства. На неподвижной губке тисков имеется два призматических паза, которые позволяют удобно закреплять детали цилиндрической формы.
Рекомендации по применению:
- при сверлильных работах — сверла 2300-0181 (ГОСТ 10902-77)
- при фрезерных работах — фрезы концевые 2220-0037 (ГОСТ 17025-71): Скорость резания не более 15 м/мин.
- Плоскошлифовальное устройство: Чашечный шлифовальный круг 18 (см. рис. 4) с помощь винта 19 и шайбы 20 крепится на оправке 15. Под круг и под шайбу положены прокладки 21 из картона. Оправка с установленным на ней кругом наворачивается на передний конец шпинделя станка. Затем на кожух 14, находящийся над шпинделем, надевается защитное кольцо 17 и винтами 16 с шайбами фиксируется на нем через пазы, предназначенные для регулировки положения защитного кольца относительно шлифовального круга.
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO (За 40 лет продано свыше 600 тысяч станков этой модели).
Токарный станок Универсал производился серийно на предприятии Московский станкостроительный завод СтанкоКонструкция.
С 1968 года завод СтанкоКонструкция начал производить токарно-винторезный настольный станок Универсал-2 — значительно усовершенствованный станок Универсал.
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
- Завод СтанкоКонструкция: Универсал, Универсал-2, Универсал-3 (ТШ3), Универсал-3м, Миниток (СКТ100-01, СКТ100-02, СКТ100-03).
- Воткинский машиностроительный завод: Универсал-В (ТШ3-01)
- Владимирский завод прецизионного оборудования: Универсал-2
- Мичуринский завод Прогресс: TН-1, ТН-1м
- Орион СКТБ г. Нижний Новгород: ТН-1м
- Пензенский приборостроительный завод (ФГУП ФНПЦ «ПО «Старт» им. M.B.Проценко») г. Пенза: ТД-180, ТН-150
Габариты рабочего пространства токарного станка Универсал-В. Эскиз суппорта

Габариты рабочего пространства токарного станка Универсал-В
Чертеж шпинделя токарно-винторезного станка Универсал-В

Чертеж шпинделя токарно-винторезного станка Универсал-В
Общий вид токарного станка Универсал-В

Чертеж шпинделя токарно-винторезного станка Универсал-В
Общий вид токарного станка Универсал-В

Фото токарно-винторезного станка Универсал-В
Расположение составных частей токарного станка Универсал-В

Расположение составных частей токарного станка Универсал-В
Список основных узлов станка Универсал-В в токарном исполнении
Расположение органов управления токарным станком Универсал-В

Расположение органов управления токарным станком Универсал-В
Перечень органов управления токарно-винторезного станка Универсал-В
- рукоятка управления движением подачи (включение механической продольной подачи суппорта влево, вправо и выключение ее)
- рукоятка управления главным движением (включение прямого вращения шпинделя, останов и включение обратного вращения)
- маховичок поперечного перемещения суппорта
- маховичок перемещения резцедержки
- рукоятка зажима пиноли
- маховичок перемещения пиноли
- маховичок продольного перемещения суппорта
- кнопка выключения питания электрооборудования станка (красного цвета)
- кнопка включения питания электрооборудования станка (черного цвета)
Схема кинематическая токарно-винторезного станка Универсал-В

Кинематическая схема токарно-винторезного станка Универсал-В
Цепь привода главного движения
В этой цепи вращение шпинделя осуществляется от электродвигателя 3 через клиноременную передачу (см. рис.3) . Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 300 об/мин) можно получить, если шкив 13, жестко сидящий на валу электродвигателя, соединить ремнем с промежуточным шкивом 1, а тот в свою очередь по ручью «а» — со шкивом 2, свободно вращающимся относительно вала электродвигателя. Со шкива 2 по одному из двух свободных ручьев — «в» или «с» — вращение передается непосредственно на шкив 9, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 13 прямо на шкив 9, минуя промежуточные шкивы 1 и 2.
Еще две ступени (525 и 1000 об/мин) можно получить, если на шкив 13 надеть сменный шкив 12 так, чтобы торец, на котором имеются кулачки, был обращен наружу. Со шкива 12, как и в первом случае, вращение передается на промежуточный шкив 1, а с него по ручью «в» — на шкив 2, который передает вращение шкиву 9 по ручьям «а» или «с».
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин.) получаются, если вал электродвигателя соединить со шкивом 2 через шкив 12 с помощью кулачков, имеющихся на одном из торцов последнего. Теперь по любому из четырех ручьев вращение можно передать на шкив 9.
Примечание: Cтупень 1200 об/мин может быть получена и без соединения вала электродвигателя со шкивом 2.
Цепь привода подач
Перемещение суппорта вправо и влево осуществляется, ходовым винтом 14.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на нем зубчатым колесом II.
Через зубчатое колесо 10 вращение передается зубчатым колесам 8 и А, далее — на промежуточный валик 5. Имеется два варианта передачи вращения на этот валик: первый вариант (на схеме обозначен цифрой I)- через блок зубчатых колес Б-В и колесо Г и второй (на схеме обозначен цифрой II) — через зубчатые колеса Б и В.
Первый вариант используется для осуществления подачи при обычном точении, второй — при нарезании резьбы. С валиком 5 жестко связано зубчатое колесо 6. С этого колеса на колесо 7, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 15 и 16 — и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 17, что обеспечит перемещение суппорта вправо. Все три колеса (15, 16 и 17) смонтированы на поворотном устройстве 4 (см. Д-Д) и находятся в постоянном зацеплении с зубчатым колесом 6 (центральным) . Таким образом, можно осуществить перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.
Имеется также возможность отключить подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес II и 10 с помощью того же поворотного устройства 4 и пружины 18.
ВНИМАНИЕ! Во избежание поломки зубчатых колес цепи привода подач включение и переключение направления перемещения суппорта следует выполнить при невращающемся шпинделе.
Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме.
Таблица настройки частоты вращения шпинделя токарного станка Универсал-В

Таблица настройки частоты вращения шпинделя токарного станка Универсал-В
Шпиндельная бабка и привод главного движения токарного станка Универсал-В

Шпиндельная бабка и привод главного движения токарного станка Универсал-В
Схема расположения точек смазки токарного станка Универсал-В

Схема расположения точек смазки токарного станка Универсал-В
Источник
На чтение 30 мин. Просмотров 118 Опубликовано
Содержание
- Описание и назначение
- Технические характеристики
- Электрическая схема
- Кинематическая схема
- Конструктивные особенности
- Инструкция по применению, паспорт
- Техобслуживание и ремонт
- Меры предосторожности при работе с оборудованием
- Особенности устройства
- Тонкости работы на станке
- Особенности строения
- Правила работы за станком
- Регламент действий специалиста
- Рекомендации специалистов
- Описание и назначение
- Конструктивные особенности станка
- Технические характеристики
- Особенности строения
- Инструкция по применению, паспорт
- Расположение составных частей и органов управления точильно-шлифовальным станком ТШ-3
- Меры предосторожности при работе с оборудованием
- Рекомендации специалистов
- Описание
- Для чего применяется ТШ-3
- Конструктивные особенности
- Особенности устройства
- Строение станка
- Что представляет собой ТШ-3
- Система и органы управления
- Технические показатели
- Советы по применению
- Сфера применения станка
- Важные нюансы
- Где устанавливается ТШ-3
Станок почитаем за способность перевоплощаться из токарного во фрезерно-сверлильный или плоскошлифовальный, применим как фуговальный или как лобзик, или даже мини-циркулярка.
Подробно о токарном станочке рассказ пойдет далее.
Описание и назначение
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана ЭНИМС и производился Московским станкостроительным заводом СтанкоКонструкция.
Первые Универсалы были с чугунной станиной и двумя цилиндрическими направляющими из прочной закалённой стали. Принцип создания этой конструкции заимствован у модели Unimat SL фирмы EMCO (Австрия), более 40 лет продававшая в год до 15 тысяч станков этой модели. В 1968 году появился токарно-винторезный станок Универсал-2, с двигателем небольшой мощности.
В 1975 году поведён Универсал-3 уже с одной направляющей большего диаметра вместо двух, диметром поменьше. Из-за сложного процесса настройки соосности шпинделя и задней бабки при возвращении на станину после демонтажа, переднюю бабку сделали несъёмной. Познакомимся ближе с моделью ТШ-3, представляющий всю линейку Универсалов.
Технические характеристики
- Диаметр заготовки. Над станиной — до 150 мм, над суппортом – до 90 мм.
- Длина детали в центрах – до 250 мм.
- Державка резца. Размер – 8х8 мм.
- Сверление отверстий. Диаметр — до 8 мм.
- Внутреннее отверстие шпинделя. Диаметр 15 мм.
- Число ступней вращения шпинделя – 9.
- Диапазон вращений шпинделя – от 200 до 3200 об/мин.
- Длина продольного перемещения суппорта – 215 мм, поперечного – 90 мм.
- Величины продольной подачи – от 0,05 до 0,175 мм/об.
- Вес станка 62 кг, габариты:690х410х230 мм.
В период эксплуатации станок обеспечивает класс точности «Н» (нормальный). Чугунная станина. После отливки подвергнута естественному старению.
Плоская направляющая станины и круглая направляющая, установленная в станине, служат общей базой для шпиндельной бабки, задней бабки и продольного суппорта. В передней части станины вмонтирован ходовой винт, укрытый защитным кожухом.
В передней бабке (часто – шпиндельная бабка) установлен шпиндель, на переднем конце которого установлены упорные подшипники, работающие под воздействием радиальных и осевых усилий. На другом конце смонтирован 4-х ступенчатый шкив привода вала передней бабки. Здесь же установлен механизм (трензель), изменяющий направление вращения (реверс) винта.
Привод станка. На левой стенке передней бабки размещён кронштейн с электродвигателем и механизмами привода станка и асинхронный двигатель станка, мощностью 370 Вт, подключается к сети 220 В, частотой 50 Гц.
Под кожухом узла кронштейна расположены:
- ступенчатые шкивы клиноременного механизма (9 скоростей вращения);
- промежуточный вал с эксцентриком для регулировки натяжения ремня;
- блок зубчатых передач привода ходового винта.
Механизм подачи (гитара) предназначен для управления настройками вращения ходового винта посредством зубчатых колес в узле кронштейна.
Фартук (узел включения – выключения маточной гайки ходового винта) закреплен на каретке суппорта.
Суппорт служит для перемещения резцедержателя. Состоит из:
- каретки;
- поперечных салазок;
- верхних салазок;
- узла резцедержателя.
Задняя бабка предназначена для:
- совмещения оси заготовки с осью, проходящей через центры шпинделя и центрирующего механизма задней бабки;
- обеспечения жесткости механизмов в процессе обработки;
- закрепления сверлильных режущих инструментов;
- установки подвижных и неподвижных центров.
Электрическая схема
Кинематическая схема
Конструктивные особенности
У всей линейке Универсалов их несколько:
- Изменение направления перемещения продольного суппорта осуществляется специальным устройством без остановки шпинделя, что существенно экономит время.
- Универсал – 3 (ТШ-3) способен нарезать 18 видов метрической резьбы с шагом от 0,2 до 2,5 мм.
- Защитное реле блокирует работу двигателя, оберегая от последствий механических перегрузок.
Инструкция по применению, паспорт
Подробная инструкция в печатной форме доступна любому мастеру. Кроме того, профессионалами разработаны рекомендации и подробные инструкции применения станочного оборудования.
При необходимости, на рабочем конце шпинделя вместо токарного патрона можно установить цанговые зажимы различных размеров.
Станок, с заводским комплектом оборудования, позволяет:
- изготовить зубчатые колёса;
- восстановить шлицы;
- продолбить продольный паз во втулке или в бруске прямоугольного сечения;
- проточить деталь на нужный конус.
Несложная переналадка трансформирует токарный станок в другие типы устройств для выполнения:
- фрезерных и сверлильных работ;
- фугования плоскостей деревянных брусков;
- шлифования и полирования поверхностей;
- распиливания деталей лобзиком;
- пиление дисковой пилой;
- заточки и правки фрез, другого режущего и бытового инструмента;
- навивки пружин;
- нарезание резьбы (наружной и внутренней) плашками и метчиками.
Паспорт токарного станка можно бесплатно скачать на ссылке — Паспорт токарного станка Универсал -3 (ТШ-3).
Станок необходимо устанавливать:
- в зоне естественного освещения и вентиляции;
- жестко крепить на верстаке или рабочем столе, поглощающих вибрации.
Техобслуживание и ремонт
Узлы и агрегаты станка должны содержаться в исправном состоянии. Поддержание уровня и качества смазочного материала является обязательным. При повышенном шуме подшипников, задымлении или перегреве, остановить работу станка и начать диагностику.
Мерительный инструмент самого станка, так и установленного в качестве дополнительного оборудования, правильно хранить, эксплуатировать и ежедневно обслуживать. Периодически проверять состояние зажимных устройств.
Меры предосторожности при работе с оборудованием
- Осознанное соблюдение мер безопасности во время работы, а также при транспортировке и установке в помещении.
- В электрической схеме обеспечить исправность прибора аварийного обесточивания.
- Рабочее помещение оборудовать в противопожарном отношении.
- В зоне доступности расположить принадлежности и препараты неотложной медицинской помощи.
- Рабочую одежду подгонять так, чтобы исключить случайный контакт с вращающимися механизмами.
Прототипом нового токарно-винторезного МеталМастер -1830, осталась модель ТШ-3 станка ещё до перестроечной, советской марки Универсал – 3. Выглядит эстетично, оборудован плавным управлением привода, оснащен электроникой. А, главное, станок совершил качественный переход из любительского в разряд профессионально продвинутой машины для металлообработки.
Главная > Станки > Токарные станки > Токарный станок ТШ-3
Токарный станок ТШ-3 позволяет проводить три операции обработки: сверление отверстий, точение инструмента, шлифовку поверхностей. Аббревиатура ТШ, присутствующая в названии станка, свидетельствует о том, что он одновременно является точильным и шлифовальным. Агрегат имеет свои характерные особенности, которые позволяют использовать его в промышленном производстве и домашней мастерской.
Агрегаты производится на различных станкостроительных предприятиях стран СНГ, но все они обладают схожими техническими и массогабаритными характеристиками.
Токарный станок ТШ-3 имеет технические характеристики, которые записаны в инструкции на каждый образец.
Скачать паспорт (инструкцию по эксплуатации) токарного станка ТШ-3
Основными техническими характеристиками считаются:
- диаметр устанавливаемых шлифовальных кругов (допускается установка от 40 мм до 400 мм);
- разрешённый посадочный диаметр (он равен 127 мм);
- расстояние между шлифовальными кругами равно 590 мм;
- скорость вращения на поверхности круга с диаметром 400 мм не превышает 20 м/с;
- частота вращения шпинделя не превышает 1000 об/мин;
- мощность установленного электродвигателя составляет 3 кВт с числом оборотов 1500 об/мин;
- электропитании производится от двухфазной сети 220 Вольт 50 Герц.
Массогабаритные характеристики зависят от конструкции станка и его оснащении. Обычно они имеют следующие параметры:
- длина составляет 850 мм;
- ширина – 650 мм;
- высота – 1400 мм;
- полная масса станка с оснасткой равна 190-220 кг (в зависимости от конструкции).
Особый интерес представляют характеристики, определяющие допустимые показатели точности при проведении токарных операций по металлу:
- ошибка в окружности при обработке вала с диаметром 30 мм при длине 125 мм не превышает 20;
- ошибка так называемой конусности при обработке изделия с диаметром 30 мм при длине 125 м не превышает 30;
- допустимая остаточная неточность обработки поверхности при чистовом режиме составляет 1,25 мкм (Ra).
Агрегат выполнен по стандартной кинематической схеме. Конструкция включает следующие основные элементы:
- станина с элементами крепления для всех элементов;
- передняя бабка со шпинделем;
- задняя бабка;
- классического суппорта;
- системы электрооборудования;
- органы управления (рукоятки, маховики, электрические кнопки и выключатели);
- комплект металлорежущего и шлифовального инструмента;
- средства защиты в виде прозрачных щитков;
- специальная лампа подсвета;
- система автоматического выключения при возникновении внештатных ситуаций.
- некоторые конструкции оснащаются специальным пылесосом (позволяет своевременно очищать рабочую зону от производственных отходов).
Токарный станок ТШ-3 выполнен по вертикальной компоновке и имеет относительно небольшие габариты и вес. Это позволяет устанавливать его в небольшом помещении.
Станина имеет цилиндрическую направляющую. По ней происходит плавное горизонтально перемещение пиноли задней бабки и перпендикулярное перемещение суппорта.
Органами управления станка служат:
- Рукоятку управления вращения шпинделя (она позволяет осуществлять контроль направления вращения);
- Систему управления подачи (она продольную подачу суппорта в обоих направлениях);
- Рукоятку зажима крепления пиноли;
- Отдельные маховики (для обеспечения перемещения следующих агрегатов: суппорта, пиноли, держателя резцов);
- Кнопки включения и выключения электропитания всего агрегата.
Передача вращения от электродвигателя к шпинделю производится благодаря цепи привода главного движения. С этой целью она оснащена клиноременной передачей. Система предусматривает девять возможных вариантов частот вращения. Диапазон их изменения варьируется от 200 до 1000 об/мин. Изменение положения суппорта производиться благодаря так называемой цепи привода подач.
Электрическая схема токарного станка ТШ собрана в отдельной коробке. Она обеспечивает управление всеми электрическими системами. Для обеспечения безопасности предусмотрена система защиты от поражения электрическим током. Она относится к первому классу защиты.
Благодаря универсальному оснащению настольный токарный станок обеспечивает простоту управления. На нем может проводить необходимые работы даже человек без соответствующего опыта.
Благодаря своей простоте, хорошим техническим характеристикам, легкости в обслуживании настольный токарный станок универсал ТШ-3 получил достаточно широкое распространение.
Он успешно применяется на крупных производствах, при изготовлении мелких партий деталей, в коммунальных организациях, автосервисах, домашних мастерских. Во всех отраслях он способен качественно выполнять следующие операции:
- сверление и растачивание отверстий различного диаметра;
- отрезание части заготовки заданной длины;
- обработка поверхностей деталей различной геометрической формы (конических, цилиндрических, фасонных);
- фрезерование различных частей сложных деталей;
- нарезание резьбы с помощью резца, плашек, метчиков;
- предварительная шлифовка и конечное полирование поверхностей;
- заточку металлообрабатывающего, слесарного, деревообрабатывающего и бытового инструмента.
Модернизация токарного станка позволяет расширить число производимых операций. Применение дополнительной оснастки позволяет производить обработку заготовок из различных сортов дерева: распиливание, строгание, фугование. Станок ТШ-3 может производить навивку пружин.
Его применяют для операций над сборными и сварными конструкциями небольших размеров. Он способен производить основные токарные и шлифовальные операции деталей изготовленных из порошковых материалов, цветных металлов, сплавов, минералокерамики. Класс точности проводимых операций обработки соответствует уровню «Н».
Главными достоинствами этого агрегата является простота конструкции, компактность, небольшая масса, невысокая цена, высокая надёжность и простота в обслуживании.
Метки: Советские токарные станки, Станки по металлу
Токарный станок ТШ-3 последние 10 лет приобрел нешуточную популярность среди промышленных агрегатов. Оборудование отличается возможностью проводить тонкую обработку заготовок, а также прочностью всех движимых деталей.
Токарный настольный станок универсал в ТШ-3 является эксклюзивным оборудованием, которое предназначается для точения, шлифовки и сверлильных работ. Благодаря универсальной конструкции агрегата обеспечивается возможность выполнения широкого спектра работ в области обработки металла.
Особенности устройства
Станок токарный настольный ТШ-3 применяется в масштабном производстве металлических деталей, а также в частной практике. С его помощью проводится полировка деталей, но для выполнения этих работ рекомендуется заменить круг.
Круг полировальный
Дополнительно токарный станок используется для заточки разнообразных слесарных инструментов. Благодаря уникальной конструкции агрегата затачиваются и шлифуются инструменты, с помощью которых проводится сверление и точение. Устройство позволяет снимать фаску, шлифовать и обрабатывать металлические детали.
Модель ТШ-3 часто имеет в комплекте специальный пылесос, благодаря которому очищаются поверхности в период проведения работ по обработке металлических изделий.
Токарный станок характеризуется классической конструкцией:
- Он имеет станину, на которой устанавливается электрический двигатель. С его помощью обеспечивается движение рабочего вала.
- На вал мастера одевают точильные головки, подобные детали характеризуются присутствием защитных приспособлений.
- На каждом из них имеется специальное отверстие, в которые устанавливаются обрабатываемые элементы.
Устройство токарного станка
Тонкости работы на станке
Заготовки фиксируются специальными площадками, которые располагаются возле рабочих узлов. Станок характеризуется устройством важных конструктивных особенностей, именно они отличают его от предшественников:
- Над рабочими зонами располагаются прозрачные щитки, конструкция обеспечивает защиту оператора от отходов.
- Конструкция агрегата позволяет установить лампу, с ее помощью будет освещаться участок проведения работ.
- Благодаря габаритам станка предоставляется возможность его установки в помещениях, которые характеризуются ограниченным пространством.
- Станок характеризуется оптимальной высотой, такая особенность обеспечивает максимально комфортную работу за ним даже без использования верстака.
- Если превышаются максимально допустимые нормы нагрузки, то блокировка работы мотора осуществляется специальным реле.
- Благодаря универсальной конструкции станины оператор способен проводить контроль параметров рабочей зоны.
- Станина выполнена из специальных металлических листов, они имеют ребра жесткости, такая конструкция обеспечивает устойчивость станка.
Агрегат ТШ-3 характеризуется универсальной конструкцией, подобное ухищрение обеспечивает максимально удобное его применение и значительно расширяет спектр выполняемых работ.
Особенности строения
Агрегат состоит из нескольких ключевых узлов:
- станины;
- шпиндельной бабки;
- привода;
- электрооборудования;
- суппорта;
- задней бабки.
Все электрическое оборудование станка характеризуется присутствием изоляции. Дополнительно агрегат имеет заземляющий провод, особенность гарантирует высокий уровень безопасности оператора в период работы за оборудованием.
Электрическое оборудование находится в коробке, которая плотно закрыта крышкой, оснащенной двумя винтами. Одним из винтов осуществляется выполнение функции заземления.
Станина характеризуется появлением направляющей, выполненной по цилиндрическому типу. Это базис основных механизмов агрегата, по левую сторону от передней бабки располагается кронштейн. К нему осуществляется крепление электрического мотора.
Станок оснащается специальными ручками и рукоятками. С их помощью регулируется движение подач, активируется суппорт и выбирается направление его движения, осуществляется запуск резцедержателя.
Резцедержатель
Станок универсал оснащается специальной ручкой, с ее помощью регулируется основное движение, а также проводится активация прямого или реверсивного движения шпинделя и остановка его работы.
Благодаря универсальной технической оснастке агрегата обеспечивается простота управления ним, манипуляция позволяет выполнять это действие даже мастеру без соответствующего опыта.
Правила работы за станком
Перед вводом устройства в эксплуатацию рекомендуется провести проверку его заземления. Во втором этапе проверяется состояние кожухов, оператор должен проверить целостность изоляции электрокабеля, подобная деталь обеспечит его защиту от поражения током в период работы.
После запуска станка ему необходимо дать поработать в холостом режиме. После этого только разрешается проводить обработку деталей.
Регламент действий специалиста
Работа со станком должна выполняться с учетом определенных рекомендаций:
- Между заготовкой и точильным кругом имеется люфт. Необходимо следить за тем, чтобы его толщина была в два раза меньше, чем обрабатываемая деталь.
- Работать с заготовками следует только после того, как основной вал полностью раскрутится. В противном случае могут наблюдаться повреждения на аппарате или травмирование оператора.
- Установка агрегата осуществляется на специальный верстак или на пол. При этом осуществляется учет веса агрегата.
- После установки оборудования необходимо проверить его устойчивость. Если станок будет шататься, это приведет к некачественной обработке заготовок.
- Если на оборудовании имеются повреждения или нерабочие узлы, то его эксплуатация строго запрещается в целях безопасности.
- Детали, подлежащие обтачиванию, необходимо устанавливать выше горизонтальной линии, прохождение которой наблюдается в центре точильного круга. С этой целью осуществляется установка подручников.
- Категорически запрещено нахождение легковоспламеняющихся и взрывоопасных веществ в помещении, где работают над деталью.
- Работа оборудования осуществляется от трехфазной сети, напряжение которой составляет 380 вольт.
- За станиной и другими узлами приспособления необходимо регулярно ухаживать. Они должны очищаться от отходов, которые появляются в процессе обработки металлических изделий.
- Работать за агрегатом разрешается только в специальной одежде, дополнительно оператору рекомендуется надевать защитные очки.
Специальная одежда для работы на агрегате
Рекомендации специалистов
Неправильная или длительная работа оборудования часто приводит к поломке узлов и деталей. Если оператор слышит стук подшипников, тогда необходимо провести их замену. Если работа оборудования будет проводиться при неисправных подшипниках, нарушение способно привести к повреждению других узлов и агрегатов.
Сильный шум или быстрый нагрев двигателя требует провести осмотр его обмотки. В некоторых случаях проводится полная замена агрегата. Если мотор внезапно останавливается, это свидетельствует о сбоях в работе электрической сети.
Такая ситуация свидетельствует о поломке пускового механизма. Если мотор не способен набирать обороты, специалисты делают вывод о его неисправности.
Наиболее часто причиной поломки являются перебои в подаче электрической энергии. При частом появлении этой проблемы рекомендуется покупка специального стабилизатора.
Виды стабилизаторов
Категорически запрещается самостоятельная разборка конструкции, особенно без присутствия определенного опыта, умений и знаний.
В подобном случае рекомендуется обратиться за помощью к специалисту, он не только устранит поломку, но и обеспечит безопасную эксплуатацию оборудования в дальнейшем.
Во избежание травм и поломки оборудования оператору необходимо строго соблюдать правила его эксплуатации. Очистка основных узлов агрегата должна проводиться постоянно.
Токарный настольный агрегат позволяет максимально точной обработки металлических заготовок. Для достижения этой цели необходимо придерживаться правил его эксплуатации. Благодаря простоте конструкции агрегата обеспечивается точность обработки металлических деталей.
Видео по теме: «Купил токарный станок ТШ-3»
Описание и назначение
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана ЭНИМС и производился Московским станкостроительным заводом СтанкоКонструкция.
Первые Универсалы были с чугунной станиной и двумя цилиндрическими направляющими из прочной закалённой стали. Принцип создания этой конструкции заимствован у модели Unimat SL фирмы EMCO (Австрия), более 40 лет продававшая в год до 15 тысяч станков этой модели. В 1968 году появился токарно-винторезный станок Универсал-2, с двигателем небольшой мощности.
Конструктивные особенности станка
Внешний вид Точильно-шлифовальное оборудование этого класса предназначено для заточки режущего инструмента различной конфигурации, с помощью которого выполняется обработка деревянных, металлических или полимерных изделий. Помимо этой функции с помощью станка можно выполнять выравнивание поверхностей заготовок.
Читайте также: Штангенциркуль. Виды и устройство. Работа и применение. Как выбрать
Конструкция модели ТШ-3 имеет классическую компоновку элементов. На станине из металла располагается блок с электродвигателем. Он имеет сквозной вал, который подключается к шпиндельным головкам кругов. Последние имеют защитные кожухи с прорезями для установки обрабатываемых инструментов. На каждом блоке имеется упорная площадка, похожая на аналогичный токарный блок. В качестве дополнительной меры защиты присутствуют прозрачные щитки с функцией регулирования положения.
Конструктивными особенностями станка являются следующие факторы:
- жесткость станины. Обеспечивается использованием толстостенных металлических листов, а также дополнительных ребер жесткости. При этом в конструкции предусмотрен механизм регулировки уровня;
- напольное исполнение. Для эксплуатации оборудования не нужно обустраивать верстак. Единственным условием является подготовка пола для монтажа с учетом веса агрегата;
- безопасность работы. Это выполняется с помощью комплексных мер по защите персонала – наличие прозрачных щитков, устройств принудительной остановки электродвигателя при превышении нагрузки.
Узел установки кругов состоит из системы фланцев и монтажных компонентов, что отличает его от токарных моделей. Для обеспечения стабильного положения дисков в конструкции есть система противовесов, предотвращающая смещение при давлении.
Технические характеристики
- Диаметр заготовки. Над станиной — до 150 мм, над суппортом – до 90 мм.
- Длина детали в центрах – до 250 мм.
- Державка резца. Размер – 8х8 мм.
- Сверление отверстий. Диаметр — до 8 мм.
- Внутреннее отверстие шпинделя. Диаметр 15 мм.
- Число ступней вращения шпинделя – 9.
- Диапазон вращений шпинделя – от 200 до 3200 об/мин.
- Длина продольного перемещения суппорта – 215 мм, поперечного – 90 мм.
- Величины продольной подачи – от 0,05 до 0,175 мм/об.
- Вес станка 62 кг, габариты:690х410х230 мм.
В период эксплуатации станок обеспечивает класс точности «Н» (нормальный). Чугунная станина. После отливки подвергнута естественному старению.
Плоская направляющая станины и круглая направляющая, установленная в станине, служат общей базой для шпиндельной бабки, задней бабки и продольного суппорта. В передней части станины вмонтирован ходовой винт, укрытый защитным кожухом.
В передней бабке (часто – шпиндельная бабка) установлен шпиндель, на переднем конце которого установлены упорные подшипники, работающие под воздействием радиальных и осевых усилий. На другом конце смонтирован 4-х ступенчатый шкив привода вала передней бабки. Здесь же установлен механизм (трензель), изменяющий направление вращения (реверс) винта.
Привод станка. На левой стенке передней бабки размещён кронштейн с электродвигателем и механизмами привода станка и асинхронный двигатель станка, мощностью 370 Вт, подключается к сети 220 В, частотой 50 Гц.
Под кожухом узла кронштейна расположены:
- ступенчатые шкивы клиноременного механизма (9 скоростей вращения);
- промежуточный вал с эксцентриком для регулировки натяжения ремня;
- блок зубчатых передач привода ходового винта.
Механизм подачи (гитара) предназначен для управления настройками вращения ходового винта посредством зубчатых колес в узле кронштейна.
Фартук (узел включения – выключения маточной гайки ходового винта) закреплен на каретке суппорта.
Суппорт служит для перемещения резцедержателя. Состоит из:
- каретки;
- поперечных салазок;
- верхних салазок;
- узла резцедержателя.
Задняя бабка предназначена для:
- совмещения оси заготовки с осью, проходящей через центры шпинделя и центрирующего механизма задней бабки;
- обеспечения жесткости механизмов в процессе обработки;
- закрепления сверлильных режущих инструментов;
- установки подвижных и неподвижных центров.
Особенности строения
Агрегат состоит из нескольких ключевых узлов:
- станины;
- шпиндельной бабки;
- привода;
- электрооборудования;
- суппорта;
- задней бабки.
Все электрическое оборудование станка характеризуется присутствием изоляции. Дополнительно агрегат имеет заземляющий провод, особенность гарантирует высокий уровень безопасности оператора в период работы за оборудованием.
Читайте также: Сварка пластика при помощи сварочного фена и экструдера.
Электрическое оборудование находится в коробке, которая плотно закрыта крышкой, оснащенной двумя винтами. Одним из винтов осуществляется выполнение функции заземления.
Станина характеризуется появлением направляющей, выполненной по цилиндрическому типу. Это базис основных механизмов агрегата, по левую сторону от передней бабки располагается кронштейн. К нему осуществляется крепление электрического мотора.
Станок оснащается специальными ручками и рукоятками. С их помощью регулируется движение подач, активируется суппорт и выбирается направление его движения, осуществляется запуск резцедержателя.
Резцедержатель
Станок универсал оснащается специальной ручкой, с ее помощью регулируется основное движение, а также проводится активация прямого или реверсивного движения шпинделя и остановка его работы.
Благодаря универсальной технической оснастке агрегата обеспечивается простота управления ним, манипуляция позволяет выполнять это действие даже мастеру без соответствующего опыта.
Инструкция по применению, паспорт
Подробная инструкция в печатной форме доступна любому мастеру. Кроме того, профессионалами разработаны рекомендации и подробные инструкции применения станочного оборудования.
При необходимости, на рабочем конце шпинделя вместо токарного патрона можно установить цанговые зажимы различных размеров.
Станок, с заводским комплектом оборудования, позволяет:
- изготовить зубчатые колёса;
- восстановить шлицы;
- продолбить продольный паз во втулке или в бруске прямоугольного сечения;
- проточить деталь на нужный конус.
Несложная переналадка трансформирует токарный станок в другие типы устройств для выполнения:
- фрезерных и сверлильных работ;
- фугования плоскостей деревянных брусков;
- шлифования и полирования поверхностей;
- распиливания деталей лобзиком;
- пиление дисковой пилой;
- заточки и правки фрез, другого режущего и бытового инструмента;
- навивки пружин;
- нарезание резьбы (наружной и внутренней) плашками и метчиками.
Паспорт токарного станка можно бесплатно скачать на ссылке — Паспорт токарного станка Универсал -3 (ТШ-3).
Станок необходимо устанавливать:
- в зоне естественного освещения и вентиляции;
- жестко крепить на верстаке или рабочем столе, поглощающих вибрации.
Расположение составных частей и органов управления точильно-шлифовальным станком ТШ-3
Расположение составных частей точильного станка ТШ-3
Читайте также: Как понизить обороты двигателя без потери мощности
Спецификация составных частей и органов управления точильно-шлифовальным станком ТШ-3
- Тумба — ТШ-3.00.0.010.0.00
- Кронштейн — ТШ-1.50.1.000.0.00
- Кожух левый — ТШ-3.00.0.030.1.00, Кожух правый ТШ-3.00.0.025.1.00
- Крышка — ТШ-3.00.0.030.0.00
- Подручник — ТШ-3.00.0.045.2.00
- Подручник — ТШ-3.00.0.045.2.00
- Кронштейн — ТШ-3.00.0.105.0.00
- Кронштейн — ТШ-3.00.0.105.0.00
- Коробка — ТШ-2.00.0.020.0.00
- Электрооборудование — ТШ-3.80.0.000.0.00
- Кнопка «Стоп»
- Кнопка «Пуск»
- Светильник НКП03-60-003УХЛ4 ТУЗ.62-00214267-088-00
Меры предосторожности при работе с оборудованием
- Осознанное соблюдение мер безопасности во время работы, а также при транспортировке и установке в помещении.
- В электрической схеме обеспечить исправность прибора аварийного обесточивания.
- Рабочее помещение оборудовать в противопожарном отношении.
- В зоне доступности расположить принадлежности и препараты неотложной медицинской помощи.
- Рабочую одежду подгонять так, чтобы исключить случайный контакт с вращающимися механизмами.
Прототипом нового токарно-винторезного МеталМастер -1830, осталась модель ТШ-3 станка ещё до перестроечной, советской марки Универсал – 3. Выглядит эстетично, оборудован плавным управлением привода, оснащен электроникой. А, главное, станок совершил качественный переход из любительского в разряд профессионально продвинутой машины для металлообработки.
Рекомендации специалистов
Неправильная или длительная работа оборудования часто приводит к поломке узлов и деталей. Если оператор слышит стук подшипников, тогда необходимо провести их замену. Если работа оборудования будет проводиться при неисправных подшипниках, нарушение способно привести к повреждению других узлов и агрегатов.
Сильный шум или быстрый нагрев двигателя требует провести осмотр его обмотки. В некоторых случаях проводится полная замена агрегата. Если мотор внезапно останавливается, это свидетельствует о сбоях в работе электрической сети.
Такая ситуация свидетельствует о поломке пускового механизма. Если мотор не способен набирать обороты, специалисты делают вывод о его неисправности.
Наиболее часто причиной поломки являются перебои в подаче электрической энергии. При частом появлении этой проблемы рекомендуется покупка специального стабилизатора.
Виды стабилизаторов
Категорически запрещается самостоятельная разборка конструкции, особенно без присутствия определенного опыта, умений и знаний.
В подобном случае рекомендуется обратиться за помощью к специалисту, он не только устранит поломку, но и обеспечит безопасную эксплуатацию оборудования в дальнейшем.
Во избежание травм и поломки оборудования оператору необходимо строго соблюдать правила его эксплуатации. Очистка основных узлов агрегата должна проводиться постоянно.
Токарный настольный агрегат позволяет максимально точной обработки металлических заготовок. Для достижения этой цели необходимо придерживаться правил его эксплуатации. Благодаря простоте конструкции агрегата обеспечивается точность обработки металлических деталей.
Описание
Данное токарно-шлифовальное устройство производилось на станкостроительном заводе в г. Орша. Сразу после начала производства было отмечено, что агрегат относительно недорогой и отвечает всем тогдашним стандартам. Позже, аппарат продемонстрировал еще и неплохие показатели надежности и долговечности в использовании. Даже в наши дни, ремонт агрегата и замена его ключевых узлов стоит относительно недорого.
Кроме того, станок отличается универсальностью в сравнении с другими устройствами такого класса. Его широко применяют в различных сферах производства и для выполнения различных работ, в число которых входят:
- Полировка деталей (после замены круга).
- Снятие фаски, шлифование и обработка деталей из металла.
- Заточка и шлифование инструментов для сверления и точения.
- Заточка любых слесарных инструментов.
Примечательно, что данное устройство нередко продается в комплекте со специальным пылесосом, который очищает рабочие поверхности от производственных отходов. Исходя из технических и функциональных особенностей станка, чаще всего его применяют на небольших предприятиях, но и в домашних мастерских его тоже можно встретить.
Стоит отметить, что для домашнего использования этот агрегат может оказаться слишком мощным или чересчур большим.
Для чего применяется ТШ-3
Используется товарно-шлифовальный станок ТШ-3 для промышленной обработки материалов разной твердости. На нем можно обрабатывать как инструментальную сталь, так и различные твердые сплавы. С помощью ТШ-3:
Читайте также: Разборка Перфоратора Макита 2470
- затачивается разного вида станочный инструмент. Это могут быть токарные резцы, сверла, фрезы;
- можно проводить сухую заточку слесарного инструмента, такого как ножницы, зубила, ножи;
- выполняются слесарные работы, например снятие заусенцев, фасок и удаление других признаков избыточного металла на деталях.
Конструктивные особенности
Станок ТШ 3, на первый взгляд, похож на свои модели-предшественники – аппараты ТШ 1 и ТШ 2. У станка классическая компоновка – на станине установлен электромотор, который приводит в движение рабочий вал.
Каждая из точильных головок, которые одеты на вал, имеет защитные приспособления со сквозным отверстием для установки обрабатываемых элементов. Фиксация заготовок осуществляется при помощи специальных площадок, которые находятся возле каждого рабочего узла.
К другим конструктивным особенностям станка относят:
- Для защиты оператора от производственных отходов, над рабочими зонами установлены прозрачные щитки.
- В конструкции аппарата предусмотрена лампа для освещения участка выполнения работ.
- Габариты позволяют устанавливать устройство в небольших помещениях.
- Специальное реле блокирует работу двигателя в случае превышения допустимых норм нагрузки.
- Чрезвычайная жесткость станины обеспечивается специальными металлическими листами с ребрами жесткости.
- Станина сконструирована таким образом, что у оператора есть возможность контролировать параметры рабочей зоны.
- Высота станка позволяет работать на нем даже без верстака, но перед установкой аппарата на пол следует проверить его ровность и точность.
Ключевые изменения в конструкции станка, по сравнению с предыдущими моделями данной линейки, сделаны с целью повышения безопасности оператора и упрощения его работы со станком. Материалы, из которых создаются ключевых узлы агрегата, значительно повышают долговечность его работы.
Особенности устройства
Станок токарный настольный ТШ-3 применяется в масштабном производстве металлических деталей, а также в частной практике. С его помощью проводится полировка деталей, но для выполнения этих работ рекомендуется заменить круг.
Круг полировальный
Дополнительно токарный станок используется для заточки разнообразных слесарных инструментов. Благодаря уникальной конструкции агрегата затачиваются и шлифуются инструменты, с помощью которых проводится сверление и точение. Устройство позволяет снимать фаску, шлифовать и обрабатывать металлические детали.
Модель ТШ-3 часто имеет в комплекте специальный пылесос, благодаря которому очищаются поверхности в период проведения работ по обработке металлических изделий.
Токарный станок характеризуется классической конструкцией:
- Он имеет станину, на которой устанавливается электрический двигатель. С его помощью обеспечивается движение рабочего вала.
- На вал мастера одевают точильные головки, подобные детали характеризуются присутствием защитных приспособлений.
- На каждом из них имеется специальное отверстие, в которые устанавливаются обрабатываемые элементы.
Устройство токарного станка
Строение станка
На рисунке изображены ключевые узлы агрегата.
- Привод устройства.
- Станина.
- Бабка шпиндельная.
- Суппорт.
- Бабка задняя.
- Электрооборудование.
Детальнее стоит рассказать об электрическом оборудовании агрегата. Оператор защищен от поражения током посредством рабочей изоляции и заземляющего провода. Электрооборудование находится в специальной коробке в задней части устройства. Коробка плотно закрывается при помощи крышки с двумя винтами, один из которых выполняет функцию заземления.
На станине расположена направляющая цилиндрического типа, которая вместе с плоской направляющей станины является базисом для основных механизмов устройства. На левой стороне передней бабки находится кронштейн, к которому крепится электромотор станкового привода.
Читайте также: Должностная инструкция аппаратчика на плазменных установках 4-го разряда
Под защитным кожухом кронштейна располагаются элементы привода вращения и привода подач. Под кожухом передней части станины находится винт передвижения суппорта (продольного).
Что представляет собой ТШ-3
Конструкция станка представляет собой сварную тумбу-основание, на которой и установлен электродвигатель. К тумбе же крепятся винтами два защитных кожуха. На подставке же крепятся пазы кронштейнов для установки подручников. На валу электродвигателя есть планшайбы для установки кругов. Обычно устанавливаются абразивные круги, которые входят в базовый комплект, а потому используются чаще всего. Возможна установка алмазных и эльборовых кругов. Они докупаются отдельно. На станках ТШ-3 возможно использование абразивной ленты для шлифовки.
Система и органы управления
Ключевые узлы управления показаны на схеме.
- Ручка для регулировки движения подач. С ее помощью можно активировать суппорт и выбрать направление его движения.
- Ручка регулировки основного движения. Активировать прямое или реверсное движение шпинделя, останавливает его работу.
- Рукоятка передвижения суппорта (поперечного).
- Рукоятка передвижения резцедержателя.
- Ручка для фиксации пиноли.
- Рукоятка передвижения суппорта (продольного).
Технические показатели
Сфера применения и класс аппарата определяются его основными техническими характеристиками. Габариты станка тоже играют немаловажную роль. У данного станка следующие размеры:
- длина – 137 см;
- высота – 60 см;
- ширина – 60 см;
- вес – 220 кг.
Предельный наружный диаметр точильных кругов станка составляет 40 см. Внутренний диаметр точильного круга 12,7 см. Рабочий вал агрегата вращается со скоростью 950 оборотов в минуту. Максимальная скорость резки – 20 мм за секунду. Мощность электромотора составляет 3 кВт.
Советы по применению
Перед началом эксплуатации агрегата следует проверить заземления станка и состояние защитных кожухов. Особое внимание необходимо обратить на исправность электрического кабеля и вилки. Перед началом обработки деталей, дайте станку поработать несколько минут в холостом режиме.
При работе с аппаратом придерживайтесь следующих рекомендаций:
- Люфт между точильным кругом и обрабатываемой заготовкой должен быть в два раза меньше толщины предмета.
- Агрегат следует установить на пол или специальный верстак с учетом веса станка. Устройство должно стоять надежно, не шататься, иначе это негативно скажется на точности обработки заготовок.
- Обтачиваемые детали следует устанавливать выше горизонтальной линии, которая проходит через центр точильного круга. Подручники устанавливают с учетом этой необходимости.
- Станок работает от сети трехфазного типа с напряжением 380 В.
- Нельзя начинать работу с агрегатом, если у него проблемы с заземлением.
- Станина и другие узлы устройства требуют регулярного ухода и очистки от производственных отходов.
- К работе со станком следует преступать в защитных очках и в соответствующей одежде.
- В помещение, где установлен станок, не должны находиться взрывоопасные материалы и легковоспламеняющиеся вещества.
- Устройство с поврежденными или неработающими узлами нельзя эксплуатировать при любых обстоятельствах.
- Начинать работу с заготовкой следует только после полной раскрутки основного вала. В противном случае оператор рискует нанести повреждения себе или станку.
Видео: обзор токарного станка ТШ-3.
Сфера применения станка
Благодаря своей простоте, хорошим техническим характеристикам, легкости в обслуживании настольный токарный станок универсал ТШ-3 получил достаточно широкое распространение.
Он успешно применяется на крупных производствах, при изготовлении мелких партий деталей, в коммунальных организациях, автосервисах, домашних мастерских. Во всех отраслях он способен качественно выполнять следующие операции:
- сверление и растачивание отверстий различного диаметра;
- отрезание части заготовки заданной длины;
- обработка поверхностей деталей различной геометрической формы (конических, цилиндрических, фасонных);
- фрезерование различных частей сложных деталей;
- нарезание резьбы с помощью резца, плашек, метчиков;
- предварительная шлифовка и конечное полирование поверхностей;
- заточку металлообрабатывающего, слесарного, деревообрабатывающего и бытового инструмента.
Модернизация токарного станка позволяет расширить число производимых операций. Применение дополнительной оснастки позволяет производить обработку заготовок из различных сортов дерева: распиливание, строгание, фугование. Станок ТШ-3 может производить навивку пружин.
Его применяют для операций над сборными и сварными конструкциями небольших размеров. Он способен производить основные токарные и шлифовальные операции деталей изготовленных из порошковых материалов, цветных металлов, сплавов, минералокерамики. Класс точности проводимых операций обработки соответствует уровню «Н».
Главными достоинствами этого агрегата является простота конструкции, компактность, небольшая масса, невысокая цена, высокая надёжность и простота в обслуживании.
Читайте также: Отбойный молоток — выбираем по характеристикам: ТОП-10 хороших пневматических, бензиновых и электрических молотков на 2021 год
Важные нюансы
Как и любые другие механизмы, узлы данного станка могут выходить из строя. Вот наиболее распространенные поломки и примерные способы их устранения:
- Если в станке стучат подшипники, то следует их заменить как можно скорее. Продолжая эксплуатировать станок с неисправными подшипниками, вы ставите под угрозу работоспособность других узлов аппарата.
- Мотор создает слишком много шума или быстро нагревается. В этом случае необходимо проследить за состоянием обмотки двигателя или полностью его заменить.
- Причиной внезапной остановки мотора могут быть сбои в работе электросети или проблемы с пусковым механизмом.
- О неисправности электродвигателя также свидетельствует его неспособность набрать полные обороты. Часто это происходит из-за проблем с подачей электричества или из-за поломки мотора. Если проблема с электрической сетью постоянно мешает работать – следует приобрести специальный стабилизатор. Если же неисправен сам двигатель, то, его придется заменить.
Без особой необходимости разбирать станок самостоятельно не рекомендуют. Но если обнаружилась поломка и вы уверены, что сможете ее починить, то перед разборкой станка его следует полностью отключить от электросети. После этого разбирайте проблемный узел и постарайтесь устранить поломку.
Помните, что намного легче предотвратить поломки, чем их устранять! Чтобы повысить сроки эксплуатации станка придерживайтесь следующих рекомендаций:
- Соблюдайте все правила использования станка.
- Регулярно и своевременно проводите очистку основных узлов агрегата.
- Проверяйте состояние электросети и электрического оборудования станка.
- Вовремя смазывайте все ходовые части устройства.
Republished by Blog Post Promoter
Где устанавливается ТШ-3
Эта модель в отличие от ТШ-1 не нуждается в установке на стол. Станок просто ставится на ровную поверхность и надежно закрепляется к полу. При установке станка необходимо добиться устойчивости. От этого во многом зависит точность выполняемых работ. Крепится тумба четырьмя анкерными болтами М-12. При монтаже в обязательном порядке и перед запуском необходимо проверить все соединения и настройки. В том числе исправность заземления, питающей линии, герметичность, надежность крепления кожухов, инструмента, подручников, направленность шлифовальных дисков.
Значительный набор функций и скромные габариты токарного станка универсал 2 делают его использование привлекательным не только для небольшой мастерской, но и в условиях обычного гаража или даже дома. Этому способствует также его умеренное энергопотребление, низкий уровень шума и питание от электрической сети переменного тока напряжением 220 В.
Существенные отличия этого настольного станка от подобного ему полноразмерного токарного оборудования сводятся к меньшим размерам обрабатываемых деталей да более низким скоростям резания. Зато ни один из его больших братьев не может выполнять наряду с токарными фрезерные или сверлильные операции.

Токарные настольные станки серии Универсал: сведения о производителе
Станок Универсал, ставший родоначальником одноименного модельного ряда, выпускался на Московском станкостроительном заводе Станкоконструкция с 68 по 75 год прошлого века. За эти годы предприятием было сделано около 7 тыс. экземпляров этого малогабаритного оборудования. Прототипом настольного агрегата был малогабаритный токарный станок «для дома» из Австрии.
Выпуск первого Универсала был прекращен в связи с тем, что Экспериментальным НИИ металлорежущих станков на основе этой конструкции была разработана более удачная модель, получившая наименование Универсал 2. Ее серийным производством помимо завода Станкоконструкция занялся Владимирский завод прецизионного оборудования, ныне реорганизованный в ООО ВСЗ Техника.
После нескольких модернизаций базовой модели, сделанных в конце 80 годов, выпускать обновленный Универсал начали также другие предприятия. Ими стали Воткинский машзавод, Мичуринский завод «Прогресс», конструкторско-технологическое бюро «Орион» в Нижнем Новгороде, и Пензенский приборостроительный завод.
Обзор токарного станка Универсал-2
Две цилиндрических направляющих досталось этой модели от первого Универсала. На выбор такого типа направляющих повлияло, видимо, то, что они значительно проще в производстве, чем призматические. Самым заметным результатом модернизации базовой модели стал механизм автоматических подач и то, что с его помощью агрегат получил способность резать метрическую резьбу резцом.
Виды функций станка и его конструкция
Универсал 2 – это станок довольно легко трансформирующийся в сверлильный либо фрезерный. Поэтому с его помощью можно отрезать, торцевать, резать резьбу резцом, растачивать отверстия, и точить простые или фасонные поверхности. А после перестановки узла главного движения на вертикально установленную направляющую сверлить, зенковать и даже фрезеровать, а также выполнять шлифовку плоскостей. Использование дополнительных принадлежностей позволяет делать следующее.
- Затачивать режущий инструмент.
- Резать листовой материал по прямой (циркулярной пилой).
- Строгать дерево.
- Вырезать из листового материала детали произвольной формы (лобзиком).
Основой, служащей для крепления остальных деталей и узлов станка является литая чугунная станина.
К ней крепится бабка изделия и две направляющих. Главный двигатель находится на бабке изделия. Упорная бабка устанавливается на направляющие. Вращение шпинделя главным и единственным двигателем происходит посредством шкивов и клинового ремня. А механизм подач, нередко называемый гитарой, связан с источником движения шестеренчатой передачей.
Технические характеристики оборудования
- Класс точности Н.
- Межцентровое расстояние – 180 мм.
- Максимальная длина точения – 120 мм.
- Ø сквозного отверстия шпиндельного вала – 10 мм.
- Частота вращения шпинделя – от 120 до 3*103 об/мин. при 11 ступенях переключения. Для ее регулировки переставляют приводной ремень на шкивах.
- Максимальный диаметр болванки: над направляющими – 125 мм, над салазками каретки – 60 мм.
- Амплитуда хода гильзы шпиндельного вала –30 мм.
- Диапазон подач – 0,05–0,175 мм/об. Переключение скорости подачи дискретное, количество ступеней – 6.
- Интервал шагов резьбы – 0,2–2 мм.
- Крепление патронов к валу шпинделя – резьба М20 и конус Морзе № 2.
- Упорная бабка – конус Морзе №1. Максимальный ход пиноли – 20 мм.
- Мощность единственного электродвигателя – 0,25 кВт.

Размеры станка
Этот агрегат был задуман как оборудование для домашнего использования, а потому обладает небольшими размерами и весом.
- Размеры станка Д×Ш×В 670×355×230 мм.
- Площадка для работы с циркулярной пилой – 180×180 мм.
- Стол для фрезерования – 90×160 мм.
- Масса около 40 кг.
Расположение составных частей
Несмотря на множество дополнительных функций, станок имеет привычную компоновку. Это позволяет человеку знакомому с другим токарным оборудованием работать на нем, практически не пользуясь инструкцией.

Передняя бабка
Этот узел в зависимости от варианта использования оборудования служит для фиксации и вращения заготовки либо режущего инструмента. Крепление шпиндельной бабки к станине позволяет при необходимости легко демонтировать ее для поворота на 180° или для перемещения на дополнительную вертикальную направляющую. На гильзу шпиндельного вала посредством кронштейна с двумя зажимами устанавливается электрический двигатель главного движения. На валу двигателя и шпинделе крепятся шкивы ременной передачи.
Направляющие
Продольное перемещение суппорта и упорной бабки происходит по двумя прикрепленным к станине цилиндрическим направляющим.
Суппорт
В состав узла входит каретка, установленная на продольных направляющих. А также салазки, смонтированные на 2 направляющих перпендикулярных продольной оси станка. Суппорт используется для крепления резца или заготовки и перемещения их в процессе обработки заготовки.

Токарный станок Универсал-3
Конструкция третьей модели Универсала была получена путем модернизации первой. При этом в устройство базового изделия был внесен ряд существенных изменений. Шпиндельная бабка стала сниматься со станины не так легко, как раньше. Пара цилиндрических направляющих была заменена одной несколько большего диаметра. Изменилась также мощность двигателя и габаритно-массовые параметры изделия.
При этом станок получил возможность обработки деталей большего размера. Возросла также и скорость резания. Для удобства работы новая модель получила возможность изменять направление движения суппорта без остановки и смены направления вращения вала шпинделя.

Назначение и область применения
Станок Универсал 3 способен делать те же операции что и его предшественник. Он тоже может наряду с токарной обработкой после несложной переналадки сверлить, зенковать, фрезеровать и шлифовать плоские поверхности. Так же как все станки этой линейки он не годится для работы на производстве, потому что не рассчитан на длительную ежедневную эксплуатацию.
Подобное оборудование создается для периодического использования с небольшой нагрузкой. Это может быть реализация проектов домашнего творчества или служба вспомогательным оснащением небольшой мастерской.

Конструкция и общий вид станка
По внешнему виду и устройству станок за исключением некоторых моментов очень похож на своего предшественника. Расположение его основных узлов также не отличается оригинальностью. Наиболее заметным отличием, сразу бросающимся в глаза, является единственная продольная направляющая довольно большого диаметра. Если встать лицом к маховичку поперечного перемещения суппорта, то, аналогично предыдущим моделям слева будет шпиндельная, а справа упорная бабка.
Существенным отличием от второй модели является то, что для выполнения шлифования или фрезерования переднюю бабку не нужно переставлять на дополнительную направляющую. Так как эти операции делают, перемещая заготовку не в горизонтальной, а в вертикальной плоскости.
Габариты рабочего пространства токарного станка
При работе над конструкцией было решено увеличить его рабочее пространство. Поэтому размеры и масса настольной модели тоже получились несколько больше, чем у первых Универсалов. Длина его была увеличена на 10, ширина – 58, а высота – 53 мм. Зато ему стала доступна обработка заготовки Ø до 150 мм. Длина же болванки, обтачиваемой в центрах, увеличилась до 250 мм.
Чтобы обеспечить возможность резания заготовок большего диаметра была увеличена мощность двигателя главного движения. На различные экземпляры этого станка устанавливаются электродвигатели мощностью от 370 до 550 Вт.

Стандартный комплект поставки
Приобретая станок, покупатель вместе с ним получает различные принадлежности и инструменты.
Принадлежности
Токарные:
- Трехкулачковый патрон.
- Обратные кулачки к патрону.
Дополнительные:
- Дисковая пила с площадкой для нее.
- Стол для фрезерования.
- Лобзик с опорой для листового материала.
- Абразивный диск с оправкой для установки.
- Цилиндрический рубанок со столом.
- Сверлильный патрон.
- Цанговый зажим.

Инструмент
- Ключ к токарному патрону.
- Ключ к сверлильному патрону.
- Торцовые и рожковые гаечные ключи.
- Пилки лобзика.
- Сверло Ø 6 мм.
- Фреза торцевая Ø 6 мм.
- Резцы стальные.
- Резцы с победитовой напайкой.
- Пила дисковая.
- Ключи s7, s8 (квадрат).
Описание кинематической схемы
Для лучшего понимания кинематики станка ее схему следует разделить на 2 условно-независимые части.

Цепь привода главного движения
Служит для кинематической связи двигателя со шпинделем. Состоит из шкивов и клинового ремня. Изменения частоты вращения шпиндельного вала добиваются перестановкой ремня на другие шкивы.
Цепь привода подач
При помощи зубчатых колес связывает шпиндельный вал с ходовым винтом для автоматического передвижения суппорта при включении подачи. Изменение скорости и направления подач с ее помощью возможно без изменения параметров вращения шпинделя. Регулировка происходит путем перебора сменных шестерен.
Дополнительные принадлежности станка Универсал-3
О некоторых принадлежностях можно сказать отдельно.
Резцедержки
В стандартный комплект входят неподвижная и подвижная резцедержки.
Цанговый зажим
Комплект содержит 2 таких узла Ø 6 и 8 мм.

Министерство станкостроительной и инструментальной промышленности СССР Ордена Трудового Красного Знамени ЭКСПЕРИМЕНТАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ЭНИМС Ордена Ленина опытный завод "Станкоконструкция” НАСТОЛЬНЫЙ СТАНОК "УНИВЕРСАЛ-2" Москва 1975
Министерство станкостроительной и инструментальной промышленности СССР Ордена Трудового Красного Знамени ЭКСПЕРИМЕНТАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ Э Н И М С Ордена Ленина опытный завод "Станкоконструкция" НАСТОЛЬНЫЙ СТАНОК "УНЙВЕРСАЛ-2" Краткое описание, инструкция по эксплуатации Отдел научно-технической информации Москва 1975
ВНИМАНИЯ ПОКУПАТЕЛЕЙ! Перед эксплуатацией станка необходимо тщательно изучить инструкцию и строке соблюдать ее указания при работе. Электрооборудование станка работает только ст сети напряжением 220 в. Допускается работа от сети на- пряжением 127 в с применением повышающего трансфер - мотора 127'/220е. © Экспериментальный научно-исследовательский институт металлорежущих станков (ЭНИМС), 1975 г.
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ На ставке "Универсал-2" (рис. I) с применением допол- нительных приспособлений и устройств, прилагаемых к станку, можно выполнять различные виды механической обработки по метажлу, дереву, пластмассам и другим материалам. &с.1. Токарное пополнение станка Отличительной особенностью станка являются широкая уни- версальность и возможность переналадки,которые позволяют вы- полнять следующие рабств: I) токарную обработку и расточку отверстий; 2) нарезание резцом метрической резьбы с шагом в пре- делах 0,2 - 2 -мл; 3) сверление отверстий; 3
4) фрезерование плоскостей, выемок, канавок и т.д.; 5) шлифование и полирование; 6) заточку различного ревущего и бытового инструмента; 7) распиливание листового материала, реек, досок с по- мощью круглой пилы; 8) распиливание по контуру с помощью лобзикового уст- ройства; •9) строгание плоскостей реек? брусков и досок с помощью фуговального устройства; 10) навивку пружин; II) нарезку резьбы плашками и метчиками с ручным вра- щением шпинделя и др. С помощью несложных приспособлений, изготовленных на станке самим любителем, можно производить и другие работы. Благодаря широким возможностям станка использование его в домашних условиях представляет большой интерес и при ов- ладении трудовыми навыками работа на нем доставит большое удовольствие. Станок можно также широко использовать в школьных кружках, клубах, дворцах пионеров, пионерских лагерях и т.д. для изготовления радиодеталей, моделей самолетов и кораблей, мелких* оригинальных вещей домашнего обихода и украшений,ин- дивидуальных игрушек, деталей, игр и др. Работая на станке, юные любители смогут приобрести тру- довые навыки, ознакомиться с основными видами механической обработки материалов, полезно заполнить досуг и развить изо- бретательность . УСТРОЙСТВО И ОСНОВНЫЕ ЧАСТИ Станок "Универсал-2" при переналадке и установке до- полнительных приспособлений может иметь следующие основные исполнения: - токарное (см. рис. I); - сверлильное (рис. 2),фрезерное (рис. 3) и шлифоваль- ное (рис. 4); - для работы круглой пилой (рис. 5); - для работы лобзиком (рис. 6); - фуговальное (рис. 7); - заточное (рис. 8).
Ркс.2 Сверлильное исполнение станка Рис.З Фрезерное исполнение станка 5
Рис.4. Шлифовальное исполнение стяния Рис.5. Исполнение станка для работы круглой пилой 6
Рис.6. Исполнение станка для работы лобзикои Рис.7. Фуговальное исп-оля<,як^ cs л. 7
Рис.8. Заточное исполнение станка В перечисленных исполнениях в станок входят следующие основные части и устройства: 1 - станина (см. рис. I), несущая на себе все части станка; 2 - круглые продольные направляющие, привернутые к станине; 3 - съемная шпиндельная бабка,устанавливаемая на стан- ке или стойке станка; служит для закрепления и привода во вращение обрабатываемой детали или режущего инструмента и при необходимости может быть повернута на 360°; 4 - электродвигатель привода главного движения, смонти- рованный на гильзе 9 при помощи клеммового зажима. Электро- двигатель, ступенчато-шкивная ременная передача и гильза со шпинделем представляют собой единый узел, который комплект- но может быть снят со станка; 5 - крестовый суппорт, состоящий из каретки,перемещаю- щейся по круглым продольным направляющим, и поперечных са- лазок, перемещающихся по круглым направляющим в направлении, перпендикулярном продольным направляющим. Суйпорт служит для закрепления режущего инструмента или обрабатываемой детали и сообщения им движения подачи. 8
Каретка перемещается вращением продольного ходового вин- та либо вручную маховичком, расположенным справа,либо ме- ханически от шпинделя через гитару сменных зубчатых колес 7; поперечные салазки - вращением поперечного ходового винта ма- ховичком, расположенным спереди; 6 - задняя бабка, закрепляемая в требуемом положении на круглых продольных направляющих с помощью прихвата.В кор- пусе бабки перемещается маховичком пиноль. ’ Бабка служит, главным образом, для поддержки обрабатываемой детали цент- ром, устанавливаемым в пиноль, а также для закрепления ин- струментов, предназначенных для обработки отверстий сверла- ми, развертками и др.); 7 - гитара сменных зубчатых колес (рис.25) для наст- ройки цепи привода подач суппорта на требуемые величины про- дольной подачи при точении или для шага при нарезании резьбы. Гитара состоит из четырех (при настройке на подачу) или трех (при настройке на шаг) сменных зубчатых колес и приклона с клеммовнм зажимом для его закрепления на крон- штейне с радиальным пазом для установки оси сменных зубча- тых колёс; 8 - ступенчато-шкивная ременная передача для ступенча- того регулирования скорости вращения шпинделя и для переда- чи мощности и крутящего момента от электродвигателя к шпин- делю^ 9 - гильза (рис.1) с вращающимся в ней шпинделем на подшипниках качения;’ на правый конец шпинделя устанавливают- ся устройства для закрепления обрабатываемой детали или ре- жущего инструмента, а на левый конец - заточное устройство; гильза может перемещаться вдоль своей оси в шпиндельной баб- ке и закрепляться двумя винтами; Ю - электрический переключатель для включения прямого вращения шпинделя, останова и включения обратного вращения шпинделя; 11 - продольный ходовой винт; 1& - стойка (см. рис. 2), закрепляемая на станине для выполнения сверлильных, фрезерных и шлифовальных работ при вертикальном, наклонном и горизонтальном расположении шпин- деля; 13 - кронштейн, с помощью ко*.'пого .пг„ ьная -.-яс ;,а прикрепляется к стойке; Q
14 - рукоятка для перемещения гильзы вдоль своей оси; 15 - патрон сверлильный; 16 - сверло, закрепляемое в сверлильном патроне или' цанговом зажиме; 17 - тискй, устанавливаемые на поперечные салазки суп- порта и служащие для закрепления обрабатываемой детали.Вмес- то тисков можно установить также прямоугольный стол с Т-об* разными пазами, на котором с помощью прихватов закрепляется деталь при обработке; 18 - цанговый зажим (см. рис. 3) для закрепления фрез, сверл и- другого инструмента, а также мелких обрабатываемых деталей при точении (для центрования, сверления и других операций предусмотрена установка цангового зажима на пино- ли задней бабки); 19 - фреза, закрепляемая в цанговом зажиме; 20 - стол прямоугольный, устанавливаемый на поперечные салазки суппорта, на котором с помощью прихватов закрепля- ется деталь при обработке; '' 21 - оправка (см. рис. 4) для закрепления шлифовального круга, навинчиваемая на шпиндель; 22 - шлифовальный круг; 23 - стол (см. рис. 5), закрепляемый при помощи крон- штейна на гильзе для распиливания круглой пикой; >. 24 -> круглая пила; 25 - стол (рис. 6) для работы лобзиковой пилой; кронштейн для крепления стола на гильзе; 27 - лобзиковая пила; ' 28 - эксцентриковое устройство,укрепленное на переднем конце шпинделя, для сообщения пиле вертикального возвратно— поступательного движения; 29 - стол (рис. 7) для работ по строганию плоскостей реек, брусков и досок,закрепляемый с помощью кронштейна на гильзе 9; 30 - двухножевой барабан; 32 — абразивный круг (рис. 8) для заточки режущего ин- струмента,. устанавливаемый с помощью оправки на заднем кон- це шпинделя станка. Для защиты механизмов станка от попадания абразивной пыли при заточке их закрывают салфеткой 31. 40 — блок пусковой электроаппаратуры станкщ (см.рис.1).
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ Наибольший диаметр обрабатываемого изделия, лл: над круглыми направляющими станины......... 12!> над направляющими суппорта.................... 60 Наибольшая длина обрабатываемого изделия в цент- рах, мм .................... 180 Наибольший диаметр сверления по стали, мл . . . 6 Наибольшая высота устанавливаемого изделия под сверлом, мм .............. .... 100 Размер центра в шпинделе передней бабки и пино- конус ли задней бабки......................... Морзе № I Высота резца в резцедержавке, мм ...... . 8 Отверстие в шпинделе передней бабки, мм .... . 10 Габаритные размеры стола для работы круглой пи- лой- ширина х длина), мм................... 180x180 Габаритные размеры прямоугольного стола для фре- зерования (ширина х длина), **.............. 90x160 Наибольшая толщина распиливаемых реед и досок , круглой пилой, ла . . . .............. . 15 Наибольшая ширина строгания плоскостей ’ реек и досок ,мм . .................................... 50 Диаметр патрона для токарных работ, мм . . . . 80 Наибольший раоход тисков, мм ... '. ...... 27 Количество частот вращения шпинделя............ II Пределы частот вращения шпинделя, об/мин ......140-3000 Ход гильзы передней бабки, л«и ................. 30 Под пиноли задней бабки, мм . . ................ 20 Наибольшее перемещение, суппорта, мм*. жродольное............................... 160 поперечное.................................... 60 Электродвигатель типа 4ААУТ63А25 мощность, ат................... 250 частота вращения, об/мин ............ 2800 напряжение, о . . ......................... 220 Пределу продольных подач, мм/об.........,0,05-0,175 Пределы шагов'нарезаемых метрических резьб,нм 0,2-2 Масса станка в токарном исполнении, к«: без упаковки......................... . . 38 с упаковкой.................................. 45 II
Масса дополнительных устройств, приспособлений и принадлежностей, к* : без упаковки......................................... 17 с упаковкой.......................................... 21 Габаритные размеры станка в токарном исполнении (длина х ширина х высота), мм ......... 665x352x277 Габаритные размеры упаковки (длина х ширина х х высота), мм: ящик для станка............................. 700x410x286 ящик для приспособлений и принадлежностей .. . 430x355x210 ОСНОВНЫЕ РАЗМЕРЫ И ПОСАДОЧНЫЕ МЕСТА На рис. 9, 10 и II приведены основные размеры и поса- дочные места соответственно суппорта,шпинделя и пиноли зад- ней бабки Рис.10. Основные размеры и посадочные песта шпинделя 12
Рис.II. Основные размеры и посадочные места пиноли УПРАВЛЕНИЕ На рис. 12 показано расположение органов управления: 10 - электрический переключатель для включения прямого вращения шпинделя, останова и включения обратного вращения шпинделя; 14 -рукоятка перемещения гильзы; 33 - рукоятка малых продольных перемещений суппорта 1при нарезании резьбы "в разгонку"; 34 - рукоятка зажима пиноли; 35 - маховик перемещения пиноли; 36 - маховик ручного продольного перемещения суппорта; 37 - винт закрепления задней бабки на направляющих; 38 - маховик ручного поперечного перемещения суппорта; 39 - винты зажима гильзы; 41 - рукоятка включения механической продольной пода- чи суппорта влево; вправе, выключения ее при точении и на- стройки на нарезание правых и левых резьб. ?нс.12. Расположение органов управления 13
КИНЕМАТИЧЕСКАЯ СХЕМА Йа рис. 13 приведена кинематическая схема станка» ЦЕПЬ ПРИВОДА ГЛАВНОГО ДВИЖЕНИЯ Частота вращения шпинделя регулируется с помощью сту- пенчато-шкивной ременной передачи. . От электродвигателя 4 вращение передается на шкив 43, имеющий на одном своем торце выступы 42» которые могут вхо- дить в пазы 3-ступенчатого шкива 44, Таким образом, шкив выполняет тгл/е функции соединительной муфты. Для по~ яения 6 ступеней нижнего рада частот вращения шпинделя (I-iO - 950 об/мън) шкив 43 переворачиваемся высту- пами наружу и движение от шкива 43 передается клиновым рем- нем 45 на 4-стуненчатнй шняв 46 и далее елиновым ровней 47 на 3-ступенчатый шкив 44, свободно вращающийся на двух ра- диальных шарпкоподп чилиах относительно вала электродвига- теля, а затем клиновым ремней 48 на 4-ступенчатнй шкив 49, жестко со ненгай со шпинделем 50.» Для получения 4 с-. упеней верхнего ряда частот враще- ния шпинделя (800 - 3000 об/мин) шгжв 43 выступами 42 вхо- дит в пазы шкива 44. соединяя его с валом электродвигате- ля, и движение передается со шкива 43 и 44 ремнями на шкив 49 и Шизддель 50, при атом ремни 45 и 47 должны быть сняты. Регулирование частоты вращения шпинделя осуществляет- ся переброской клиновых ремней и муфты в соответствии о таблицей настройки (см. рис. 16). ЦЕПЬ । 'РИВОДА ПОДАЧ Це.ь привода механических подач обеспечивает продоль- ное перемещение суппорта при точении и нарезании резьбы и позволяет производить: включение подачи "влево" или гвпра- во" и выключение ее без остановки вращения шпинделя; из- менение направления перемещения суппорта при неизменном направлении вращения шпинделя (нарезание правых и левых резьб); регулирование величины подачи и шага нарезаемой резьбы. 14
чл Pac.I3i Кииемагическая схема
Источником движения (начальным звеном) цепи подач яв- ляется вращение шпинделя, поэтому размерностью подачи служит величина перемещения суппорта в миллиметрах на один оборот шпинделя (мм/об). От сменного зубчатого колеса А (см. рис. 13),установ- ленного на шпиндель 50, вращение передается через сменные зубчатые колеса Б, В, Г (при настройке на подачу) или Б, В (при настройке на нарезание резьбы) на вал 51, зубчатые коле- са 52, 53 или зубчатые колеса 92,83 и 89, муфту 54 включе- ния механического продольного перемещения суппорта влево или вправо и выключение его, и далее на продольный ходо- вой винт 11. При нарезании левой резьбы изменение направления пере- мещения суппорта при неизменном лаправлении вращения шпинде- ля достигается установкой муфты 54 в правое положение. Величина подачи и шага нарезаемой резьбы регулируется подбором сменных зубчатых колес А, Б, В, Г или А, Б, В в соответствии с таблицей наотройки. ПОДГОТОВКА СТАНКА К РАБОТЕ Дяя подготовки станка к работе необходимо: I) снять крышку со станка» извлечь дополнительные при- способления, устройства и принадлежности из ящика и устано- вить их на достаточно устойчивый стол или верстак; 2) антикоррозийные покрытия, нанесенные перед упаков- кой станка на поверхности, удалить тампоном, смоченным бен- зине । или керосином, и тщательно протереть чистой тряпкой; 3) смазать нерабочие обработанные поверхности тонким слоем технического вазелина или жидким машинным маслом; 4) установить переключатель в положение "Отключено". СМАЗКА СТАНКА Перед началом работы станка необходимо смазать круглые направляющие станины и суппорта, винты продольного и попе- речного перемещения суппорта и опоры винтов, пиноль и винт для ее перемещения, сменные зубчатые колеса гитары и их промежуточную (среднюю) опору, расположенную на при- клоне, муфту включения и выключения механического перемеще- 16
ния суппорта, зубчатке колеса, передающие вращение на про- дольный. ходовой винт и их опоры, два цилиндрических ползу- на и ось нижнего ползуна лобзикового устройства. Смазка производится следующим образом.Круглые направ- ляющие и наружную поверхность пиноли смазать из масленки, равномерно подавая масло каплями; винты продольного и попе- речного перемещения суппорта смазать через специально пре - /[усмотренные отверстия, заглушенные резьбовыми пробками.Пос- ле этого прогнать суппорт и пиноль на полный ход и обратно. Зпоры винтов суппорта и пиноли, муфту включения и вы- ключения механического перемещения суппорта, зубчатые коле- са, передающие вращение на продольный ходовой винт, и их опоры смазать через специально предусмотренные отверстия, заглушенные резьбовыми пробками. Сменные зубчатые колеса гитары и их промежуточную (среднюю) опору, расположенную на качающемся рычаге, два круглых ползуна и ось нижнего ползу- на лобзикового устройства смазать из масленки, равномерно подавая масло каплями. Масло индустриальное 20 (ГОСТ 1707- -51) или ИС-20 (ГОСТ 8675-62) По; а качения шпинделя,приводных шкивов и эксцен- трика лобзикового устройства следует периодически покрывать консистентной смазкой (солидол жировой) УС-2 или УС-3 (ГОСТ 1033-73). В шпиндельные подшипники смазка вводится через специ- альное отверстие в гильзе, заглушенное резьбовой пробкой. В подшипники шкивов и эксцентрика смазка вводится при съеме фланцев. Расположение мест смазки показано на рис.14. В начальный период эксплуатации станка вводить густую смазку не следует, так как она заложена на заводе-изготови- теле. ПРАВИЛА ЭКСПЛУАТАЦИИ ЭЛЕКТРООБОРУДОВАНИЯ Принципиальная электрическая схема станка приведена на рйс.15. Т. Электрооборудование станка выполнено по степени за- щиты от поражений электрическим током баз заземления (класс 0). 17
Рис.14. Места смазки станка: I-сменные зубчатые колеса; 2—опора; 3-муфта включения, выключения и реверса механического перемещения суппорта, зубчатые колеса и их опоры; 4-шпиндельные подшипники; 5-опора продольного ходового винта; 6-винт перемещения пинбли: 7-продольный ходовой винт и гайка; 8-попеоечный ходовой винт и гайка; 9-опора поперечного ходового винта
НАЗАД Рис.15. Принципиальная электрическая схема станка 2. При появлении признаков замыкания электропроводки на корпус (пощипывание при касании к металлическим частям) станок немедленно отключить от сети и принять меры к выявле- нию и устранению неисправности. 3. Запрещается снимать кожух пусковой аппаратуры стан- ка во избежание поражения электрическим током ст остаточно- го заряда конденсаторов. При внезапном останове из-за отсутствия напряжения элек- тродвигатель станка обязательно отключить. Частые пуски без интервалов, необходимых для охлажде- ния электродвигателя, недопустимы. Электродвигатель станка имеет защиту от перегрузок, которая обеспечивает автомати- ческое отключение электродвигателя. В случае такого отключе- ния необходимо вывести переключатель в среднее положение во избежание самопуска электродвигателя. В нормальных условиях защита автоматически включается через 15-25 сек. По истече- нии этого времени можно производить запуск электродвигателя станка. При температуре окружающей средн ю 45°C w? я вклм- чеяад защиты может доходзтг до I" 19
ПУСК СТАНКА Электродвигатель станка питается от однофазной сети пе- ременного тока напряжением 220 в о частотой 50 гц. Перед включением станка в электросеть необходимо уста- новить переключатель 10 (рис.12) в среднее положение "отклю- чено". Отвести кожух и, проверив натяжение ремней, обязатель- но установить его на место. Рукоятку 41 повернуть в верти- кальное положение. Для пуска станка следует перевести переключатель в край- нее левое положение "вперед" (прямое вращение шпинделя про- тив часовой стрелки, если смотреть со стороны задней бабки) или крайнее правое положение "назад" (обратное вращение шпин- деля), при этом пуск осуществляется в зависимости от выбран него направления вращения. Время разгона электродвигателя составляет примерно I сек, после чего можно приступать к работе на станке. Примечание. Как было указано выше, на станке можно осуществлять реверсирование ("Вперед" - "Йазад")вклю- чения электродвигателя. Направление вращения можно изменить с помощью переключателя 10, который переводят из одного крайнего положения в другое через среднее "Отключено" с лю- бой скоростью пеоеключения, т.е. не ожидая останова враще- ния электродвигателя. Частота реверсирования составляет не более 3 включений в минуту. НАЛАДКА И ПРАВИЛА РАБОТЫ НА СТАНКЕ ВЫБОР И НАСТРОЙКА ТРЕБУЕМОЙ ЧАСТОТЫ ВРАЩЕНИЯ ШПИНДЕЛЯ При механической обработке различных материалов (сталь, чугун, дерево, пластмасса и т.д.) и выполнении различных ви- дов обработки (обточка, распиловка, сверление, шлифование и т.д.) в зависимости от материала режущего инструмента (ин- струментальная, быстрорежущая сталь или твердый сплав) необ- ходима определенная скорость резания для обеспечения хо- рошего качества поверхности и сохранения режущих свойств ин- струмента. Так, при очень большой скорости резания режущий инструмент быстро затупится, а при очень низкой обрабаты- ваемая поверхность получится рваной или шероховатой.Для по- лучения целесообразной скорости резания необходимо.. чтобы 20
шпиндель вращался о соответствующей частотой вращения,.кото- рую можно определить по следующей формулег пяй20"^ об/жкн, где v - скорость1 резания в */*««; D - диаметр обрабатываемой детали или режущего инстру- мента (когда вращается режущий инструмент) в мм. Рекомендуются следующие скорости резания: I) при точении по стали и чугуну 50-80 м/мин твердо- сплавными резцами й 20-4'0 м/мин резцами из быстрорежущей стали; 2) при точении по дереву 80-150 м/мин; 3) при сверлении 15-30 м/мин', 4) при шлифовании-до 20 м/сек; 5) при фрезеровании 15-30 м/мин; 6) при заточке-до 20 м/сек; 7) при распиловке- по дереву ЗОМфОоб/лин; при работе лобзиковой пилой п «270 г 700 об/мин', 8) при работе фуговальным устройством п-2250т-3000 об/мин; На рис.16 приведена таблица настройки частоты вращения шпинделя, величин подач и шагов нарезаемых резьб, из кото- рой наглядно видно, в какие ручьи шкивов необходимо устано- вить ремни и в какое положение муфту» чтобы получить тре- буемую частоту вращения шпинделя. Приведенное на схеме в таблице положение ремней и муфты соответствует 140 об/мин. На рис. 17 приведены шпиндельная бабка, привод главного движения и привод подач. Для установки ремней необходимо отвеоти кожух в сторо- ну, рожковым разводным ключом отпустить на 1/2 - I оборот гайку 90, крепящую промежуточный шкив 46 и, сдвинув его, ос- вободить ремень. Затем отпустить на 1/2 - I оборот гайку 65 и, сдвинув электродвигатель, освободить ремень. Далее уста- новить ремни в нужное положение, снова натянуть их и закре- пить электродвигатель гайкой 65, а промежуточный шкив - гай- кой 90. При настройке частот вращения шпинделя 800, 1500, 2250 об/мин без использования промежуточного шкива 46 (см. рис.16), отвернуть винт 63, снжь шкив 43 и поставить на мес- то так, чтобы его выступ вошел в пя» соз*даеи? ? 44, а 21
Рис. 16. Таблица настройки частоты вращения шпинделя, величин подач и шагов нарезаемых резьб
Рис.17<, Шпиндельная бабка, привод главного движения и привод подач 23
штифт ~ в отверстие шкива. Установить шайбу 64 и винтом 63 закрепить надежно шкив 43. ВНИМАНИЕ! Ременный привод закрыть кожухом. ПРАВИЛА РАБОТЫ НА ТОКАРНОМ СТАНКЕ Токарный станок может быть использован для обработки деталей в центрах, патроне, цанге или планшайбе; нареза-] ния резцом метрической резьбы с шагами в пределах 0,2-2 мм; нарезания резьбы плашками и метчиками с ручным вращением шпинделя; навивки пружин; Для обработки деталей в 3-кулачковом патроне его необ- ходимо навернуть на передний резьбовой конец шпинделя 50 (см. рис. 17), для чего следует рукой удерживать шпиндель от вращения за шкив 49 и, вотавйв ключ в отверстие корпуса патс рона, затянуть его надежно на резьбе. С помощью ключа три кулачка легко разводятся на нужный размер. Окончательно закреплять обрабатываемую деталь сле- дует ключом, вставляемым последовательно в каждое из трех отверстий корпуса патрона. Для точения конусов шпиндельная бабка может быть повернута на требуемый угол. Для этого необ- ходимо вынуть два штифта, находящиеся спереди шпиндельной бабки0 отпустить 4 винта 70, повернуть бабку и затянуть вин- ты 70,. На рис.18 показан токарный станок, налаженный на обточ- ку конуса; при этом возможно только ручное перемещение суп- порта (для аглядности изображения защитный кожух на рисун- ке снят). ВНИМАНИЕ! Следует соблюдать осторожность при работе в патроне. Рукава должны быть хорошо подвяза- ны или застегнуты и плотно прилегать к руке для избе- жания захвата вращающимся патроном. Торможение шпин- деля рукой за патрон или каким-либо предметом Не до- пускается. Детали неправильной формы или при расточке по коорди - катам целесообразно закреплять на планшайбе,' которая навер- тывается на передний конец шпинделя так же, как и патрон. При работе в центрах следует установить в конические отверстия шпинделя и пиноли центры, прилагаемые к станку. 24
Рис.I8о Токарный станок, налаженный на обточку конуса Взамен патрона навернуть на резьбовой конец шпинделя план- шайбу, предварительно закрепив на ней поводковый палец. На обрабатываемой детали с левого края закрепить хомутик; при установке детали в центрах винт хомутика должен“соприкасать- ,оя с поводковым пальцем® На рис «19 приведен токарный станок, Рис.19. Токарный станок, налажали 8 на обработку в кет
налаженный на обработку в центрах. В пиноль может устанавли- ваться как жесткий центр, так и вращающийся. При высоких частотах вращения шпинделя следует применять вращающийся центр. При работе о жестким центром центровое отверстие на- до периодически смазывать маслом из масленки, подавая его каплями в места трения. Зацентровку обрабатываемой детали производят следующим образом. На обоих торцах детали находят разметкой центр кру- га, наносят метки керном, просверливают сверлом диаметром 3 жл отверстия глубиной около 5 мм и снимают с края отвер- стия фаску шириной 2-3 мм с углом при вершине 60° спираль - ным сверлом, заточенным под этот угол (лучше использо- вать специальные центровые сверла). Резец для обра отки металлических деталей должен быть установлен по центру вращения детали в резцедержателе, напри- мер по вершине центра задней бабки. Для установки резца по центру используют подкладки под резец в виде тонких металли- ческих пластин. Резец зажимают в резцедержателе (рис.20) двумя винта- ми 78; отрезной резец вставляют в паз резцедержателя и закрепляют в нем двумя винтами 79 через шарики 80. При этом отрезной резец можно установить по центру вращения детали за счет некоторого наклона его в пазу резцедержателя. Чтобы обеспечить благоприятные условия для процесса резания, вы- лет резца (расстояние от его Берлина до края опорной поверх- ности резцедержателя) всегда должен быть наименьшим. Резце- держатель можно закреплять в любом из двух Т-образных пазов поперечных салазок суппорта винтом 81; перед закреплением резцедержатель может быть повернут вокруг винта на любой угол. Резец необходимо затачивать примерно со следующей гео- метрией: передний угол, образуемый верхней гранью резца и горизонталью в плоскости, перпендикулярной к* режущему лез - вию, - около 15-20°; задний угол, образуемый между гранью, обращенной к обрабатываемой поверхности детали, и вертикалью, - около 10-12°; верлина резца должна иметь небольшое закруг- ление с радиусом около 0,I-0,2juju. Подача резца осуществляется на станке суппортом как механически (в продольном направлении), так и вручную ( в продольною и поперечном направлениях).Поэтому необходимо по- 26
Рис.20. Суппорт
лучить навык равномерного вращения маховичков для достиже- ния хорошего качества обрабатываемой поверхности. При чисто- вой обработке суппорт следует перемещать медленнее, чем при черновой, так как от величины подачи резца на один оборот шпинделя зависит толщина снимаемой стружки. Поэтому при вы- соких частотах вращения шпинделя суппорт надо перемещать вручную быстрее и наоборот. При излишне большой подаче или слишком малой могут возникнуть вибрации отанка, что не- допустимо. Мелкие детали можно обрабатывать в цанговом зажиме,ко- торый прикладывается к станку (рис. 21). Цанга 85 вставляет- ся в отверстие шпинделя, одним концом базируется в цилиндри- ческом отверстии, а другим - в коническом гнезде шпинделя. С помощью гайки 84 цанга за счет конуса сжимается и закреп- ляет обрабатываемую деталь, вставленную в ее отверстие. При работе по дереву на поперечные салазки суппорта ус- танавливают специальный подручник, прилагаемый к станку.Ре- жущим инструментом служит стамеска (плоская или полукруглая) перемещая которую вручную по подручнику можно обрабатывать деталь желаемой форш и размеров. При обработке дерева или пластмассы обязательно применять вращающийся центр.. Токарный станок, налаженный на обработку по дереву в центрах, приведен на рис.22. Рис.21. Цанговый зажим 28 •
Рис.22. Токарный станок, налаженный на обработку по дереву в центрах Центр 86 (рис. 23) вращается на двух шарикоподшипниках, закрепленных на оси 87, устанавливаемой в коническом отвер- стии пиноли задней бабки. На рис. 24 приведена задняя бабка, в пиноли которой ус- тановлен жесткий (извращающийся) центр; для выталкивания центра пиноль перемещают в крейнее правое положение, при этом центр, упираясь в винт, выталкивается им. 86 543*4 10*32*6 87 Рис.гЗ. Вращающийся центр 29
Рис.24. Задняя бабка По таблице настройки (см. рис. 16) в зависимости от ша- га нарезаемой резьбы подбирают необходимые сменные зубчатые колеса гитары» В заднее коническое отверстие шпинделя уста- навливают оправку (см. рис. 17), закрепляемую гайкой 55.На конец оправки устанавливают выбранное сменное зубчатое коле- со .4 так, чтобы в его пазы вошел штифт, запресованный в оп- равку 55, и закрепляют гайкой 57 с надетой под нее шайбой. На конец вала 51 устанавливают сменное зубчатое колесо В,ко- торое закрепляют такой же гайкой и шайбой. Сменное зубчатое колесо Б устанавливают на оси 74 и вместе с ней перемещают в пазу приклона 71 по направлению к колесу В до установления минимального бокового зазора между зубьями колес Б и В и в этом положении ось закрепляют на гриклоне гайкой 73. Затем при- клон 71 поворачивают вокруг оси вала 51 до установления ми- нимального бокового зазора между зубьями колес А и Б и за- крепляют на кронштейне при помощи клеммового зажима двумя винтами 72* при этом необходимо следить за правильностью расположения деталей гитары в осевом направлении. Обрабатываемую деталь устанавливают и закрепляют на шпинделе зажимными приспособлениями или в центрах станка, а в резцедержателе зажимают резьбовой резец. При нарезании правых резьб (наружных и внутренних) резец вручную подводят к правой стороне нарезаемого участка. • 30
Включается вращение шпинделя поворотом переключателя 10 влево. Вращением маховика 38 (см. рйс. 12) резец перемещается в поперечном направлении до касания с обрабатываемым участ- ком детали; деление лимба на маховике в момент касания отме- чают карандашом, а резец отводят вправо до полного выхода с обрабатываемого участка. После этого подают резец "на стружку" в поперечном направлении на 0,05-0,2 мм (в зависи- мости от обрабатываемого ’материала), поворотом рукоятки 41 влево включают однозубую муо.ту 54 (см. рис. 17), и вращение от вала 51 через зубчатые колеса 52 и 53 сообщается продоль- ному ходовому' винту, и суппорт перемещается влево. После до- стижения заданной длины прохода поворотом переключателя 10 (см.рис.12) вправо продольное перемещение суппорта реверси- руется и одновременно резец вращением маховика 38 выводится из нитки нарезаемой резьбы, суппорт перемещается в продоль- ном направлении в исходное положение. По достижении исходного положения перемещение суппорта выключается поворотом переключателя 10 в вертикальное поло- жение; затем вновь подают резец "на стружку" в поперечном направлении и поворотом переключателя 10 влево включается перемещение суппорта влево - осуществляется второй проход. Аналогично выполняются и последующие проходы до наре- зания полного профиля резьбы. Кроме того, рекомендуется перед проходом смещать резец на 0,05-0,15 мм поочередно вправо или влево поворотом гайки продольного ходового винта рукояткой 33 (рис. 12 i 20) соот- ветственно "от себя" или "на себя" (вначале следует откре- пить гайку, вращая рукоятку 33 вокруг своей оси против часо- вой стрелки). При'этом условии работает одна режущая кром- Для нарезания левых резьб перед началом работы рукоятку 41 (рис.12) следует повернуть вправо, при этом рабочее пе- ремещение суппорта будет происходить в направлении от шпин- дельной бабки. Наладка станка на обточку с механической продольной по- дачей суппорта производится аналогично наладке для нареза- ния правых резьб за исключением набора сменных зубчатых ко- лес гитары, который состоит из четырех колес, вместо трех при нарезании резьбы (рис.25). По таблице настройки (ом. 31
8 7 Рис.25. Токарный станок, налаженный на обточку с механической продольной подачей суппорта рис.16) в зависимости от требуемой величины подачи подби- рают необходимые для этого зубчатые сменные колеса гитары. Включение, выключение и реверс подачи суппорта произ- водится поворотом рукоятки 41 (рис.12). При продолжительных работах, когда не требуется меха- ническая продольная подача или нарезание резьбы, гитару сменных колес рекомендуется отключить с целью уменьшения износа деталей и шума. РЕГУЛИРОВАНИЕ СТАНКА Если в подшипниках шпинделя появился излишний зазор или натяг, необходимо их отрегулировать. Для этого (см.ри&17) 1 следует отвернуть гайку 55, снять шкив 49 я вращать гайку 60, ослабив винт 61, При затяжке гайки 60 зазор в подшип- никах уменьшается, при ослаблении - увеличивается. Правиль- но отрегулированные подшипники не должны иметь осевого лкф- та, который можно проверить, перемещая шпиндель вперед и на- зад в осевом направлении. Если проведенная регулировка не ДНет удовлетворитель- ногс рез’льтата и резание будет сопровождаться вибрациями, е г’улировку подш;лников следует производить другим способом. хЛ^ернуть га^ку >5, снять шкив 49, вывернуть стопорные вин- 32
ты 59 v.'67 и снять крышки 62 и 69, предварительно ввернув в них по три винта с резьбой М3, ослабить винт 61 и отвернуть тайку 60; после этого следует вынуть шпиндель 50 вместе с двумя передними коническими роликоподшипниками.Ослабив.винт 66, вращать гайку 66; при затяжке гайки 68 зазор в подшип- никах уменьшается, при ослаблении - увеличивается. Застопо- рив гайку 68 винтом 66, вставить шпиндель с передними роли- коподшипниками в гильзу, при этом необходимо избегать пере- косов и защемлений и следить за тем, чтобы проставочное коль- цо, находящееся между наружными кольцами роликоподшипников, не сместилось в радиальном направлении и не вызвало задиров на цилиндрической посадочной поверхности гильзы. Наружное кольцо заднего роликоподшипника поставить на свое, место,а его внутреннее кольцо переместить по шпинде- 'лю и поджать гайкой 60. Далее отрегулировать зазор в под- шипниках тайкой 60, как было рекомендовано выше, а остальную сборку вести в порядке, обратном разборке. Перед сборкой шпинделя с двумя установленными на нем роликоподшипниками гильзу и задний подшипник рекомендуется промыть в чистом бензине, а перед сборкой в подшипники и гильзу заложить свежую смазку. Одной из причин появления вибраций при резании может быть неправильная регулировка подшипников. Если в направляющих суппорта появится повышенный зазор, его необходимо отрегулировать. Зазор в направляющих каретки регулируется винтом 83 (см. рис. 20), а в направляющих попе- речных салазок - винтом 82', зазор в паре "гайка 76 - попе- речный ходовой винт" регулируется винтом 75. НАЛАДКА СТАНКА НА СВЕРЛИЛЬНЫЕ, ФРЕЗЕРНЫЕ И ШЛИФОВАЛЬНЫЕ . РАБОТЫ И ПРАВИЛА ЕГО ИСПОЛЬЗОВАНИЯ Для переналадки станка на сверлильные,фрезерные и шли- фовальные работы необходимо снять шпиндельную бабку с при- водом и электродвигателем, для чего отвернуть полностью че- тыре винта 70 (см.рис.17) ключом, прилагаемым к станку, и вынуть два штифта, находящиеся спереди шпиндельной бабки. После этого кронштейн 13 (рис.26) закрепить на шпиндельной бабке четырьмя винтами 70, S5
Вместо шпиндельной бабки установить на станину стойку 22, вставить четыре винта 97 и Накренить ключом. Кронштейн 13 со шпиндельной-бабкой и приводом надеть на стойку и за- крепить ключом двумя шпильками до и гайками 101. Положение кронштейна по высоте зависит ст высоты обрабатываемой дета- ли и длины ревущего инструмента. ' Сверла и концевые фрезы закрепляются в патроне 15 или в цанге 85 (см.рис.21). Для. установки патрона необходимо в коническое отверстие* шпинделя вставить оправку 102 (сме рис.26), на свободный конец которой насадить патрон. При выполнении плоскошлифовальных работ на резьбовой конец шпинделя навернуть собранную шлифовальную оправку 21 (рис. 27) о закрепленным на ней шлифовальным кругом 22 при помощи винта 105, двух прокладок 103 и шайбы 104. Обрабаты- ваемая деталь может быть закреплена в тисках I? (либо на пря- моугольном столе), которые устанавливаются на верхние салаз» ки суппорта. Для установки тисков необходимо снять резцедержатель, который закрепляется на салазках винтом и сухарем, находящи- мися в Т-образном пазе. Используя два коротких винта 106 и, добавив один сухарь 107 в Т-образный паз, надежно закрепить винтами тиски на поперечных салазках. Тиски (рис. 28) имеют привертную губку 108, в которой сделаны два взаимно-перпендикулярных паза в виде призм, что позволяет удобно закреплять детали цилиндрической формы в вертикальном и горизонтальном положениях, а также подвижную губку 109, перемещаемую винтом 110. Установка прямоугольного стола (рис. 29) аналогична ус* тановке тисков. Стол 20 зажимается винтами 116 и четырьмя сухарями 107, прилагаемыми к станку. Обрабатываемая деталь закрепляется на столе двумя прихватами,кавдый из которых вы- полнен в ваде планки 115 с двумя винтами (111 и ill)'с гай-! кой 112 и шайбой из. Планка при зажиме одним концом должна опираться на де- таль, другим - на регулировочный винт 114 и устанавливаться горизонтально,чтобы избежать изгиба винтов при зажиме детал* гайкой. Вертикальный подвод и подача режущего инструмента про- изводится перемещением гильзы в шпиндельной бабке рукояткой 34
Рис.26. Сверлильное устройство 35
Рис.27. Шлифовальное устройство 36
Рис.28. Тиски 14 (см. рис. 26). При этом с помощью двух винтов 39 (см. рис. 12), имеющихся в шпиндельной бабке, необходимо предва- рительно" поджать гильзу так, чтобы она не падала под дейст- вием собственного веса вниз и в то же время могла сравнитель- но легко перемещаться от рукоятки 14 (см.рис. 26). Подача при сверлении должна быть такой, чтобы она не вызывала по- ломки сверла или трения без снятия заметной стрижки. Перед сверлением отверстий необходимо накернить обрабатываемую де- таль и, перемещая суппорт в двух направлениях,точно совмес- тить лунку с вершиной сверла. При фрезеровании вертикальным перемещением гильзы осу- ществляется только врезание, после чего с помощью винтов 39 (см. рис. 12) на шпиндельной бабке следует закрепить гильзу. Подача в горизонтальной плоскости осуществляется в двух взаимно-перпендикулярных направлениях путем перемещения суп- порта. Если необходимо фрезеровать по контуру, то его следу- ет нанести предварительно чертилкой на поверхности обрабаты- ваемой детали. При плоском шлифовании абразивный круг в вертикальном направлении также подается только на глубину, которая долж- на составлять небольшую величину (0,01-0,02 лл«).В некоторых 3?
Рис.29. Прямоугольный стол с прихватами 38
случаях можно снимать слой металла глубиной до 0,5 мм. По- дача в' горизонтальном направлении должна осуществлять- ся суппортом равномерно и достаточно быстра до полного вы- хода круга из контакта с обрабатываемой деталью.В конце об- работки для получения хороше'й чистоты поверхности произво- дится так называемое "выхаживание", т.е.горизонтальное пе- ремещение суппорта без врезания шлифовального круга,до тех пор,, пока не исчезнет искра. Шлифовальный круг может быть также использован для за- точки различных инструментов. НАЛАДКА СТАНКА НА РАСПИЛОВОЧНЫЕ РАБОТЫ И ПРАВИЛА ЕГО ИСПОЛЬЗОВАНИЯ Распиловочные работы выполняются на специальном столе (рис. 30), в прорези которого вращается круглая пила.К стан- ку прилагается пила для распиловки дерева или другого мате- риала, аналогичного по механическим свойствам. При примене- нии других типов пил можно разрезать тонкие металлические листы или полосы. Наладка устройства осуществляется следующим образом. Гильзу следует выдвинуть вперед, примерно на 25 мм, и зажать двумя винтами. На выдвинутый конец гильзы надеть кронштейн 122 (см.рис.30) и закрепить его на гильзе, затянув гайку 121. На передний резьбовой конец шпинделя надеть пилу 24 с шайбами 126 и 127 я затянуть гайкой 84. На кронштейн 122 установить стол 23 и закрепить двумя винтами 123. Перемещая кронштейн по гильзе, расположить стол так, чтобы пила нахо- дилась посредине впадины предохранительного кожуха 119. Для удобного и правильного направления разрезаемого материала служит переставная направляющая линейка 117,кото- рая закрепляется двумя винтами 125 и прижимными планками 118- При этом плоскость направляющей линейки 117, обращенная к пиле, должна быть установлена строго параллельно ее полотну Электродвигатель не должен выступать за плоскость сто- ла 23. для чего следует отпустить рожковым разводным клю- чом на 1/2 - I оборот гайку 9ft (рис. 17) и снять промежуточ- ный шкив 46, освободить гайку 91 и повернуть кронштейн 96 с электродвигателем вниз, после чего вновь затянуть гайку 91. 39-
t- о Рис.30. Устройство для работы круглой пилой
Разрезка материала осуществляется путем равномерном подачи его вдоль пилы с прижимом к направляющей линейке 117. Снизу стола круглая пила закрыта защитным кожухом 120. ВНИМАНИЕ! При работе следует соблюдать осторож- ность и пальцы, рун должны находиться на достаточно без - опасн'ом расстоянии от вращающейся пилы. Работа с от- кинутым ограждением не допускается! НАЛАДКА СТАНКА ДЛЯ РАБОТЫ ЛОБЗИКОВЫМ УСТРОЙСТВОМ И ПРАВИЛА ЕГО. ИСПОЛЬЗОВАНИЯ С помощью лобзикового устройства можно вырезать в лис- товом материале (например- в фанере) самые разнообразные и сложные фигуры. Принцип работы этого устройства (рис. 51) основан на возвратно-поступательном движении лобзиковой пилы, которая приводится в движение эксцентриком 28, навернутым на шпин- дель передней бабки станка. Установка и наладка устройства осуществляется следующим образом. Весь собранный узел ста- вится на гильзу шпиндельной бабки, и эксцентрик 28 наверты- вается на резьбовой конец шпинделя и надежно закрепляется на нем поворотом круглого стержня, вставленного в отверстие эксцентрика. После этого следует гайкой 130 закрепить кронш- тейн 26 на гильзе. Лобзиковая пила 27 закрепляется винтами 134 и 135 со- ответственно в верхнем и нижнем ползунах 133 и 136 ключом под внутренний шестигранник. При. этом следует обеспечить на» тяжение полотна пилы за счет упругости пружины путем регули- рования ее винтами 131 и 132. При вырезке контура не с края материала необходимо просверлить предварительно небольшое отверстие, через кото- рое завести пилу и закрепить ее винтами 134 и 135 в натяну- том положении. Разрезаемый материал, перемещая по столу 25,следует по- давать равномерно и не изгибать пилу сильным нажимом. При этом направление подачи материала всегда должно быть строго навстречу режущим зубьям. ВНИМАНИЕ! Пальцы рук при движущейся пиле должны находиться на достаточно безопасном от нее расстоянии. Сле- дует быть внимательным и осторожным. Не допускается очистка стола от стружки при движущейся пиле. 41
|\> Рис.31. Лобзиковое устройство А-А
УСТАНОВКА ЗАТОЧНОГО АБРАЗИВНОГО КРУГА И ПРАВИЛА ЕГО ИСПОЛЬЗОВАНИЯ Абразивный круг 32 (рис. 32) устанавливается на втул- ке 137 мекду двумя прокладками 138 и закрепляется на . ней тайкой 140 с последующей ее фиксацией винтом 139. Втулка 137 с абразивным кругом монтируется на коническую оправку 56, обычно для установки сменного зубчатого колеса, и закрепляется на ней гайкой 57. Заточное устройство предназначено для заточки режущего инструмента, используемого при работе на станке,а также мо- жет применяться для заточки бытовых инструментов (ножей,нож- ниц и т.п.). Коническая оправка с кругом вставляется в ко - ническое отверстие, находящееся в шпинделе со стороны шкива. Заточка инструмента может производиться как по перифе- рии, так и по торцу круга. При этом следует так использовать поверхность крута, чтобы он изнашивался равномерно. Следует помнить, что попадание абразивном пыли, обра - зующейся при заточке, на трущиеся поверхности деталей стан- ка может привести к быстрому износу последних. Поэтому перед заточкой рекомендуется отсоединить гитару сменных колес, а оставшиеся части станка, находящиеся под абразивным кругом, закрыть салфеткой из ткани (см. рис. 8). В некоторых случаях при шлифовании деталей и заточке инструмента коническая оправка с кругом может быть установ- лена в переднее отверстие шпинделя (рис. зз).
Рис.33. Шлифовально-ваточное исполнение стопка ФУГОВАЛЬНОЕ УСТРОЙСТВО И ПРАВИЛА ЕГО ИСПОЛЬЗОВАНИЯ Строгание плоскостей реек, брусков и досок выполняется^ на специальном столе 29 (рис. 34), в окне которого вращает- ся барабан 30; в пазах барабана закрепляют два ножа 141 че-; тырьмя винтами 142. Наладка устройства осуществляется следующим образом. На передний резьбовой конец шпинделя следует навернуть двухно-' жевой барабан 30. На гильзе шпиндельной бабки гайкой 121 за- крепить кронштейн 122, используемый также при работе с круге лой пилой. Четырьмя винтами 145 к кронштейну 122 прикрепить угольник 144, положение которого по высоте можно регулиро - вать благодаря наличию четырех пазов: превышение режущей кромки ножа 141 над плоскостью стола определяет глубину строгания. Настройка на требуемую ширину строгания произво- дится смещением стола 29 вдоль оси шпинделя по двум пазам кронштейна 144; в требуемом положении стол закрепляется дву- мя^ винтами 143. 44
Рис.34с Фуговальное устройство
Для отбора в обрабатываемом материале продольных вые- мок, например в виде четверти, стол 29 следует открепить, повернуть в горизонтальной плоскости на 180° и вновь закре- пить. " Перед началом работы защитный козырек 147 следует на- дежно закрепить на поперечных салазках суппорта двумя вин- тами 146; паз под эти винты позволяет изменять положение ко- зырька по высоте в зависимости от размеров обрабатываемого материала, а в горизонтальной плоскости положение козырька регулируется перемещением суппорта в продольном и поперечном направлениях. При установке защитного козырька задняя бабка снимается со станка. Строгание осуществляется равномерной подачей материала вдоль направляющего выступа стола с прижимом его к плоскос- ти стола. На рис. 35 приведено фуговальное устройство, сня- тое со станка. ВНИМАНИЕ! При работе следует соблюдать осторож- ность и пальцы рук должны находиться на достаточно без- опасном расстоянии от вращающегося барабана с ножами; особую осторожность слеОует соблюдать при строгании тон- ких досок в конце обработки (в момент прохода конца дос- ки над ножами).'Работа без ограждения не допускается» Рис.35. фуговальное устройство, снятое со станка 46
КОМПЛЕКТАЦИЯ Обозначение Наименование Коли- чество Размер, • материал ТШМ 10 Станок в токарном испол- нении (в сборе) I ТПМ 10 041 Оправка для установки смен- ных зубчатых колес и шли- фовального круга I ТИМ 95 331 Оправки для заточки шлифо- вального круга (в сборе) I ТПМ 20 021 Кронштейн (в сборе) с . винтами и деталями I ТПМ 20 032 Стойка I ТПМ 30 031 Держатель для чашечного шлифовального круга I ТПМ 60 ОН Стол прямоугольный 0 прихватами (в сборе) I ТПМ 95 100 Тиски (в сборе) I ТПМ 95 200 Центр вращающийся (в сбо- ре) I ТПМ 95 838 Центр упорный 2 ТПМ 70 Устройство для работы о круглой пилой (в сборе) I ТПМ 90 Лобзиковое устройст! о (в оборе) I ТПМ 95 849 Патрон-втулка I ТПМ 95 431 Цанга зажимная I Для ft 6 ТПМ 95 811 Планшайба I ТПМ 70 031 Подручник I ТПМ 95 831 Хомутик I ТПМ 95 832 Ключ торцовый I ТПМ 95 853 Ручка к ключу разводному торцовому I 47'
Продолжение Обозначение Наименование Коли- чество Размер, материал ТП5Л 95 500 Ключ рожковый I ‘ ТП5Л 95 837 ' Ключ для внутреннего I 5=5 шестигранника ТПМ 95 846 Ключ для квадрата I ТП5Л 95 020 "Косяк" (стамеска плоская) I ТП5Л 95 010 Трубка (стамеска полукруг- лая) I ТПМ 95 839 Резец проходной I Твердый сплав TI5K6 ТШМ 95 840 Резец расточной I ТПМ 95 841 Резец отрезной 2 ТШМ 95 842 Резец проходной правый 2 ТПМ 95 843 Резец резьбовой I ТПМ 95 844 Резец резьбовой I ТПМ 95.845 Резец канавочный I ТПМ 10 066 Ось I ТПМ 10 068 Ступица I ТПМ 95 934 Поводковый палец I ТПМ 95 836 Поводок I ТПМ 80 Фуговальное устройство I (в сборе) ТПМ 10 060 Сменное зубчатое колесо I г =28^i=I ТПМ 10 061 то же I z=24,/n-=I ТПМ 10 063 I г=18,л1=1 ТПМ 10 064 __ X z=I6#ffl=I ТПМ 10 067 1 Z =20, т =1 ТПМ 10 070 -%. I 2=40,л=1 ТПМ 10 071 —ч» 2 z=80,m=I 48
Продолжение Обозначение Наименование Коли- чест- во Размер, материал TUB 95 812 Переходной фланец патро- на I ТИМ 95 813 Кольцо I Патрон 3-кулачконый само- I Ст.80 Патрон сверлильный по ГОСТ 8522-70 I Тип П 01-6 Сверло спиральное по ГОСТ 1092-64* I / 6 Чашечный шлифовальный круг ЧД50х32х13 по ГОСТ 2424-67» Э9А25ОШС I Шлифовальный круг ППГООх х!Зх20 Э9А25СМ1К по ГОСТ 2424-67» I Шлифовальный круг ППГООх х!Зх20 K32SCMIK по ГОСТ 2424-67* I Фреза концевая праворег^щая по ГОСТ 17025-71» ~ ' I /6 3420-0356 Пила дисковая по ГОСТ 980-69»' типа П Пилка лобзиковая по ТУ МИ-5-РСФСР 13-69 I 5 1 125x32x1,2 £ = 125 юл Ключ гаечный по ГОСТ 2839-71 I 12x13 Ключ гаечный по ГОСТ 2839-71 I 8x10 Отвертка по ГОСТ I7I99-7I 7810-0318 Г 200x1,0x6,0 Отвертка по Г0СТ17Г 99-71 7810-0305 I 100x0,5x3,2 ТУЗВ 105-382-72 Ремень клиновой 4 4x6x336 ТУЗВ 105-382-72 Ремень 2 4x6x480 Масленка полиэтиленовая для швейных машин I 49
Продолжение Обозначение Наименование Коли- чест- во Размер, материал Упаковочные ящики ТПМ 600 Ящик для станка I ТПМ 700 Ящик для принадлеж- ностей Документы (краткое описание инструкция по эксплуа- тации) I На рис. 36 показав отдельные принадлежности и инстру- мент, перечисленные в недомоет" комплектации станка. Рис.36. Принадлежности и инструмент к станку 50
ХРАНЕНИЕ Станок с принадлежностями необходимо хранить либо в таре (в двух ящиках), поставляемой со станком, либо на спе- циально отведенном для него рабочем столе. При эксплуатации станок следует устанавливать в сухом помещении при нормальной температуре. После работы станок и принадлежности необходимо очис- тить от стружки и грязи и содержать в чистоте. ГАРАНТИЯ При нормальной эксплуатации станка, соблюдении указан- ной инструкции и правильном уходе завод гарантирует безот- казную работу его в течение 24 месяцев со дня продажи ма- газином. Гарантийный ремонт станка "Универсал-2" производится заводом "Станкоконструкция" по адресу: 109383, гЛосква, 1-383, Шоссейная ул., д.82. Телефон: 350-41-ь9,350-48-31. ПАСПОРТ Цена за комплект станка 460 руб. Артикул В-90-р Настольный станок "Универсал-2" Заводской №.................... Электродвигатель №............................. Мощность 250 вт Напряжение 220 в Кем продан .................... Кому продан ................... Дата продажи .................. Подпись продавца............... При покупке станка требуйте, "'тобы паспорт был- запол- нен продавцом и заверен печатью магазина. Без паспорта ста- нок в гараш йный ремонт не принимается. 51
'СВИДЕТЕЛЬСТВО О ПРИЕМКЕ ОТК Станок "Универсал-2" К изготовлен, испытан, укомплектован и упакован в соответствии ействующими на заводе техническими Контролер ОТК 52
КОНТРОЛЬНЫЙ листок ГАРАНТИЙНОГО РЕМОНТА К СТАНКУ "УНИВЕРСАЛ-2" Заводской № В контрольный листок вносятся дефекты, исправленные за- водом "Станкоконструкция" в течение гарантийного срока. Дата Характеристика дефекта Способ устранения дефекта Подпирь и штамп Краткое описание, инструкция по эксплуатации не отража- ет незначительных конструктивных изменений, внесенных после выхода в свет данного издания. 53
СОДЕРЖАНИЕ Cfp. Назначение и область применения..................... 3 Устройство и основные части............ . 4 Основные технические данные........................ II Основные размеры и посадочные места................. 12 Управление. ....................................... 13 Кинематическая схема................................ 14 Подготовка станка к работе.......................... 16 Правила эксплуатации электрооборудования.......... 17 Пуск станка....................................... 20 Наладка и правила работы на станке.................. 20 Комплектация....................................... *17 Хранение!........................................... 51 Гарантия......................................... . 51 Паспорт............................................. 51 Свидетельство о приемке ОТК. . .................... 52 Контрольный листок гарантийного ремонта к станку "Универсал-2* . ........................... 53 Подписано к печати 26/XI-75 г. Зак.6158 Тйр.2000 3,5н.л : ОНТИ ЗНИМС