На чтение 12 мин. Просмотров 1 Опубликовано
Содержание
- «Пресс для горячего тиснения TC-800TМ Технический паспорт и руководство пользователя Тел. (495) 543-8815, (499) 737-2654, 737-2645, . »
- ПРЕДИСЛОВИЕ
- ОПЕРАЦИИ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
- УСЛОВИЯ ВЫПОЛНЕНИЯ ГАРАНТИЙНОГО РЕМОНТА .
«Пресс для горячего тиснения TC-800TМ Технический паспорт и руководство пользователя Тел. (495) 543-8815, (499) 737-2654, 737-2645, . »
Пресс для горячего тиснения
Технический паспорт и руководство
Тел. (495) 543-8815, (499) 737-2654, 737-2645, 737-2659
WWW.LAMIPRINT.RU e-mail: info@lamiprint.ru
1. Назначение и применение
4. Технические характеристики
5. Установка и подготовка к работе
7. Д ефекты печати и их устранение
8. Техническое обслуживание
ПРЕДИСЛОВИЕ
Благодарим Вас за приобретение пресса для горячего тиснения фольгой южнокорейской фирмы Tae Chang Machine Co., Ltd Данное руководство предоставит Вам всю необходимую информацию по установке, эксплуатации и техническому обслуживанию. В случае возникновении любых затруднений при работе с оборудованием, пожалуйста, свяжитесь с сервисной службой для получения необходимой технической информации .
Пожалуйста, внимательно прочитайте данное руководство перед началом работы .
Нарушение или непонимание процедур установки, эксплуатации или технического обслуживания может привести к серьезной аварии и травмам!
Всегда отключайте оборудование от сети электропитания, перед проведением любых операций технического обслуживания .
Желаем Вам успешной и плодотворной работы на прессе для горячего тиснения фольгой TC 800TМ .
1. Назначение и применение
— В зависимости от мощности, прессы для горячего тиснения используются для тиснения фольгой с полимерных или металлических клише, а также для блинтового и конгревного тиснения, вырубки .
— Пресс ТС 800ТМ позволяет выполнять практически все виды работ по горячему тиснению, необходимые в полиграфии. С помощью ТС 800ТМ можно производить тиснение фольгой на бумаге, картоне, пластмассе и других материалах. В отличии от всех других ручных аппаратов, прессы этой модели дают качественный результат при работе не только с бумагой типа «хромолюкс», но и на любых других типах бумаг:
обычная писчая, «лен», «скорлупа», «молоток» и т.д. Кроме того этот пресс может делать тиснение с деформацией поверхности (блинт и конгрев), тиснение обложек удостоверений, книг, еженедельников и т.п .
2. Техника безопасности К работе с оборудованием допускается персонал, полностью изучивший руководство по эксплуатации и прошедший инструктаж по эксплуатации пресса для горячего тиснения .
Храните руководство по эксплуатации в чистом и легко доступном месте рядом с оборудованием, для того чтобы при первой необходимости достать руководство и получить всю необходимую информации .
Неквалифицированные сотрудники допускаются к работе с оборудованием только под руководством и контролем опытных операторов .
К работе на оборудовании не допускаются сотрудники с признаками заболевания, сильной усталости, находящиеся под влиянием алкоголя или сильнодействующих медицинских препаратов .
Установка и эксплуатация оборудования допускается в закрытом, отапливаемом и хорошо вентилируемых помещениях .
Всегда отключайте оборудование от сети электропитания при выполнении любых операций по обслуживанию, ремонту или при перемещении оборудования на новое рабочее место .
— Разместите пресс на устойчивом основании или столе, убедитесь, что в процессе работы пресс не будет двигаться по основанию .
Категорически запрещается размещать вблизи пресса легковоспламеняющиеся, взрывоопасные и токсичные материалы .
— Запрещается работать на материалах содержащих легковоспламеняющиеся, взрывоопасные и токсичные вещества .
— При работе на прессе не притрагивайтесь незащищенными руками к горячим поверхностям .
— Убирайте руку от стола для печати во время опускания штампа .
Не вносите, каких – либо изменений в конструкцию оборудования, это может сделать оборудование опасным!
Немедленно отключайте оборудование при появлении малейших признаков неисправности или ощущения воздействия электротока. Сообщайте о любых неисправностях оборудования или о возникновении небезопасных условий эксплуатации для скорейшего их устранения .
Не допускается эксплуатация неисправного оборудования .
Не допускается хранение инструментов, материалов и т.п. в рабочей зоне оборудования .
Уберите из рабочей зоны все лишние предметы, которые могут попасть в элементы оборудования при его работе .
Освободите как можно больше пространства вокруг оборудования для беспрепятственного перемещения оператора .
Перед каждым запуском, выполните проверку рабочей зоны вокруг оборудования. В рабочей зоне и в непосредственной близости от подвижных элементов оборудования должны отсутствовать какие-либо посторонние предметы или препятствия .
Не допускайте в рабочую зону оборудования, персонал не занятый обслуживанием данного оборудования. Персонал не занятый обслуживанием оборудования должен находиться на достаточном расстоянии .
Ежедневно, после завершения работы тщательно очищайте все узлы, и детали оборудования от накопившейся пыли и грязи .
Не отвлекайте оператора во время работы оборудования .
Регулярно выполняйте техническое обслуживание оборудования в соответствии с инструкциями, изложенными в руководстве по эксплуатации. Оператор оборудования должен быть заранее оповещен о проведении любых профилактических работ .
Для подключения оборудования используйте электропроводку, отвечающую требованиям, указанным в технических характеристиках .
При возникновении возгорания, предпринимайте меры по тушению пожара для предотвращения распространения огня и немедленно вызывайте пожарную часть. При возгорании электрических частей оборудования, используйте только соответствующие типы огнетушителей. Никогда не используйте воду для тушения таких типов возгорания .
Пресс ТС 800ТМ развивает давление до 2000 кг, оснащен терморегулятором с диапазоном температур от 50 до 300 градусов Цельсия, обеспечивает равномерную протяжку фольги в течении всего тиража с возможностью регулировки величины протяжки. Конструкция станка обеспечивает фиксацию ручки прижима в нижнем положении, что позволяет выдерживать постоянное заданное давление от оттиска к оттиску. Изменение давления осуществляется подъемом – опусканием предметного стола. Предметный стол имеет регулировку по плоскости, что позволяет перераспределять давление по площади оттиска. Предметный стол имеет возможность выдвигаться на салазках, а также поворот по углу .
-2- 7 (1) рукоятка привода, (2) счетчик оттисков, (3) держатель рулона фольги, (4) зажим для клишедержателя, (5) штурвал подъема предметного стола, (6) фиксатор механизма подъема и поворота предметного стола, (7) предметный стол, (8) ручной привод протяжки и подмотки фольги (9) рукоятка включения/отключения механизма протяжки фольги, (10) регулировочный винт механизма автоматической протяжки и подмотки фольги .
4. Технические характеристики
5. Установка и подготовка к работе Установка на рабочее место Установка и эксплуатация оборудования допускается в закрытых, отапливаемых и хорошо вентилируемых помещениях .
Специального фундамента для установки оборудования не требуется .
Подготовить рабочее место для установки оборудования с учетом его габаритных размеров и свободной зоны необходимой для размещения расходных и вспомогательных материалов, запечатываемой продукции .
ВНИМАНИЕ! Запрещается установка и эксплуатация оборудования в помещениях с повышенным уровнем влажности. Это может привести к аварии оборудования и серьезным травмам обслуживающего персонала .
Подключение к электросети Питание оборудования осуществляется от однофазной сети переменного тока 220 В, 50 Гц .
Колебания напряжения в сети не должны превышать +/- 10 % от номинала .
Номинальная потребляемая мощность 900 Вт .
Для подключения оборудования к сети, необходимо наличие закрытых электрических розеток с проводом заземления и электропроводки выдерживающей ранее указанные нагрузки .
Необходимо наличие пакетных выключателей на оборудование и на группу оборудования, находящегося в одном помещении .
Все электропровода должны быть защищены от повреждения и проложены так, чтобы не мешать обслуживающему персоналу при выполнении работы .
Проверить правильность монтажа без подачи напряжения Все работы по подготовке и электромонтажу должны выполняться квалифицированными специалистами – электриками!
ВНИМАНИЕ! Для предотвращения поражения электрическим током, обеспечить надежное заземление, и подключение соединительных проводов
6. Порядок работы При производстве работ можно использовать фотополимерные, цинковые, латунные клише или использовать шрифтодержатель с кассами шрифтов. Высокие латунные клише и шрифтодержатели можно непосредственно, при помоши ключа, зажимать в держателе. Тонкие цинковые и фотополимерные клише необходимо предварительно крепить на клишедержателе. Клишедержатели чаще всего представляют собой параллелепипед, изготовленный из алюминия. Они могут иметь различные размеры. Для увеличения площади тиснения можно применять клишедержатели в виде перевернутой буквы «Т». Клишедержатели изготавливаются самостоятельно и в комплект поставки не входят .
Перед тем как приступить к работе выберите клишедержатель по размеру совпадающий с самим клише или чуть больше .
Прикрепите клише к теплопередающей плите (клишедержателю) .
Для приклеивания клише можно использовать обычный силикатный клей для бумаги(дает более устойчивое приклеивание к основанию клишедержателя). После того как клише было приклеено к клишедержателю, вставьте теплопередающую плиту в пресс и зажмите ее при помощи прилагаемого ключа .
Можно пойти другим путем вставив клишедержатель в пресс, нагреть пресс(установив ручку регулятора температуры в положение 120°C подождать пока прогреется), нанести клей на клише ровным слоем и положите клише на стол по центру клишедержателя, после чего придавите клише(пусть полежит под давлением в течение 1 минуты этого будет достаточно для полного приклеивания) Заправьте фольгу в лентопротяжный механизм, настройте шаг подачи соответствующий размеру запечатываемого изображения (с помощью винтов настройки) Направляющими пластинами установите необходимое положение запечатываемого материала .
Поворотом штурвала установите требуемое давление и заверните фиксатор .
Включите пресс. Загорится сигнальная лампочка. Установите регулятор на требуемую температуру. После того, как пресс прогреется до установленной Вами температуры лампочка выключится .
Положите запечатываемый материал на печатный стол. Потянув за рукоятку, сделайте тестовый отпечаток после чего проверьте качество печати, а также точность запечатки предмета, в случае не совпадения, приступайте к настройке .
Температура контролируется высокоточным термостатом .
Оптимальная температура для конкретного материала определяется по качеству тестовых отпечатков, полученных при различных температурах .
Для большинства используемых материалов температурный диапазон составляет 110 — 150 градусов Цельсия. Невозможно заранее дать точные рекомендации для любых возможных материалов, так как на качество печати влияет очень много факторов .
Факторы, влияющие на качество продукции:
— фольга — свойства меняются от продукта к продукту;
— запечатываемая поверхность — принимающая (впитывающая) или нет;
— давление, прикладываемое к клише;
— время печати (время контакта);
Опыт подбора параметров печати приобретается достаточно быстро, так как на практике свойства используемых материалов и условий, предъявляемых к готовой продукции, обычно, в значительной степени, повторяются .
Таблица 1 Рекомендации по выбору температуры в зависимости от запечатываемого материала .
6.2. Давление Плавно потяните за рукоятку вниз пока фиксатор не захватит рукоятку, и затем держите 1-2 секунды .
Плавно отведите рукоятку на исходную позицию. Не бросайте рукоятку. Если Вы не получили четкого изображения с первого раза, держите рукоятку немного дольше в следующий раз .
6.3. Подача фольги Снимите держатель фольги .
Поместите фольгу между двумя ограничительными дисками .
Возвратите держатель фольги на прежнее место .
Протяните фольгу под регулятором положения фольги .
Прикрепите свободный конец фольги на катушку для приема отработанной фольги, пропустив ее перед этим между двумя цилиндрами, механизма, обеспечивающего равномерную подачу фольги .
Избегайте контакта Ваших рук с нагретыми частями пресса .
Убедиттесь, что клеевая сторона фольги обращена вниз к печатному столу .
Убедитесь, что фольга спозиционирована так, чтобы покрывать всю ширину клише .
Регулятор положения фольги используется для того, чтобы удерживать фольгу от контакта с клише и с изделием на печатном столе. Держите фольгу на расстоянии по меньшей мере 5 мм от изделия .
Освободите гайку блокировки. Вращаете регулировочный винт: от себя – протяжка фольги уменьшается, на себя – увеличивается. Если фольга не протягивается так как необходимо, то проверьте усилие зажима подающей катушки фольги, при необходимости усильте или ослабьте прижим, проверьте опущен ли прижимной валик к тянущему цилиндру .
Удаление использованной фольги .
Оборвите использованную фольгу. Поворотом рукоятки прижима разъедините подающие цилиндры. Снимите фольгу с приемной катушки. Заправьте свободный конец фольги в катушку для приема отработанной фольги .
Три переменные величины оказывают большое значение на качество отпечатка:
температура, давление и время прижатия клише к материалу. Существует определенная зависимость между ними, а именно: увеличивая одну из них — Вы должны уменьшить другие. Например: Увеличив давление — Вы должны уменьшить температуру .
7. Дефекты печати и их устранение
8. Техническое обслуживание ВНИМАНИЕ! Всегда отключайте оборудование от электросети, перед проведением любых операций технического обслуживания
ОПЕРАЦИИ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
ЕЖЕДНЕВНО Очистка пресса для горячего тиснения от пыли и грязи .
ЕЖЕМЕСЯЧНО Произвести смазку всех трущихся частей пресса для горячего тиснения Проверить отсутствие люфта механизма зажима клишедержателя в опущенном положении, при необходимости устранить люфт .
УСЛОВИЯ ВЫПОЛНЕНИЯ ГАРАНТИЙНОГО РЕМОНТА .
1. При обнаружении неисправности оборудования покупатель обязан доставить оборудование на фирму .
2. В недельный срок фирма производит диагностику оборудования и определяет срок ремонта .
3. Стандартный срок ремонта — один месяц со дня поступления оборудования на фирму. При отсутствии необходимых запчастей сроки ремонта определяются по согласованию с фирмой-поставщиком .
4. Претензии на технику, подвергавшуюся самостоятельному осмотру и/или ремонту, не принимаются и гарантийный ремонт не производится .
5. Нестандартные формы обслуживания и ремонта техники оговариваются и оплачиваются отдельно Гарантийный срок для модели ТС-800ТМ – 24 месяца со дня продажи!
 «Технические требования к оформлению материалов для размещения в 2ГИС Тип Описание позиции размещаемо Технические Образец информации й требования информации ОСНОВНЫЕ ПОЗИЦИИ Размер: 270 на Баннер останавлива. »
«Технические требования к оформлению материалов для размещения в 2ГИС Тип Описание позиции размещаемо Технические Образец информации й требования информации ОСНОВНЫЕ ПОЗИЦИИ Размер: 270 на Баннер останавлива. »
«Группа ЭНЕРГОПРОМ (Группа компаний «Ренова») Система управления промышленной безопасностью и охраной труда Группа Энергопром – промышленный холдинг, в состав которого входят различные производственные предприятия в Ростовской, Новосибирской и Челябинской областях. Основные виды деятельности. »
«Брянский государственный технический университет Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования Адрес: 241035, Россия, г. Брянск, бул.50-лет Октября, 7 Телефон: (4832) 588-332. Факс: (4832) 562-939 E-mail: rector@tu-bryansk.ru. Сайт: www.tu-bryansk.ru Ректор: Федонин Оле. »
«Комаров Иван Александрович РАЗРАБОТКА И ИССЛЕДОВАНИЕ ТОНКОПЛЁНОЧНЫХ СЕНСОРНЫХ СТРУКТУР ДЛЯ ХИМИЧЕСКИХ ДАТЧИКОВ НА ОСНОВЕ УГЛЕРОДНЫХ НАНОТРУБОК Специальность 05.27.01 твердотельная электроника, радиоэлектронные. »
«Продукция компании ASCO Основные направления деятельности компании:• Производство Автоматов Ввода Резерва (АВР) • Производство систем синхронизации и контроля различных источников питания • Производство систем синхронизации и контроля на 6 кВ и 15 кВ • Устройства защиты от импульсных перен. »
«МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Тамбовский государственный технический университет» (ФГБОУ ВО «ТГТУ») УТВЕРЖД. »
«И. П. КОНАКОВА Э. Э. ИСТОМИНА ОСНОВЫ РАБОТЫ В «КОМПАС-ГРАФИК V 14» Учебное пособие Министерство образования и науки Российской Федерации Уральский федеральный университет имени первого Президента России Б. Н. Ельцина. »
«РОССИЙСКАЯ АКАДЕМИЯ НАУК ИНСТИТУТ ИСТОРИИ МАТЕРИАЛЬНОЙ КУЛЬТУРЫ «Актуальная археология: археологические открытия и современные методы исследования» Тезисы научной конференции молодых ученых Санкт-Петербурга САНКТ-ПЕТЕРБУРГ. »
«МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ГЕОДЕЗИИ И КАРТОГРАФИИ И.А. Миртова КОСМИЧЕСКИЙ МОНИТОРИНГ ЛАНДШАФТОВ Москва 2012 г.МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ГЕОДЕЗИИ. »
«Олег ГУБАРЬ Функции Одесского строительного комитета в контексте истории градостроительства Одессы* Отвод мест под частные постройки и заведения Обстоятельства застройки И еще важное обстоятельство: из за многократного перехода пустопо рожних мес. »
2018 www.new.z-pdf.ru — «Библиотека бесплатных материалов — онлайн ресурсы»
Материалы этого сайта размещены для ознакомления, все права принадлежат их авторам.
Если Вы не согласны с тем, что Ваш материал размещён на этом сайте, пожалуйста, напишите нам, мы в течении 2-3 рабочих дней удалим его.
Источник
Руководство по эксплуатации и наладке
рулонной машины горячего тиснения и высечки CARTES СЕ
Содержание
1. ВВЕДЕНИЕ
1.1 .
Предисловие
1.2. Общие
данные
1.3. Меры
предосторожности и предостережения
1.4.
Ответственность и гарантии
2.
ТРАНСПОРТИРОВКА-ХРАНЕНИЕ-УСТАНОВКА-ДЕМОНТАЖ
2.1. Вес
2.1.
Центр тяжести и поднятие
2.2.
Условия хранения
2.3.
Монтажные работы
2.4.
Предварительная проверка
2.5.
Демонтаж и полный демонтаж на лом
3. ОПИСАНИЕ
РУЛОННОЙ МАШИНЫ ГОРЯЧЕГО ТИСНЕНИЯ И ВЫСЕЧКИ
3.1. Базовый
рулонная машина горячего тиснения и высечки
3.1.
Технические характеристики
3.2.
Детали защиты и безопасности
3.3.
Выделение веществ вредных
для здоровья
3.4.
Электроустановка
4. ПРИМЕНЕНИЕ
РУЛОННОЙ МАШИНЫ ГОРЯЧЕГО ТИСНЕНИЯ И ВЫСЕЧКИ
4.1. Наладка и регулировка
4.1.
Описание команд
4.2.
Запуск
4.3.
Информация о прочих опасностях
4.4.
Предусмотренное использование
4.5.
Не рекомендуемое использование
5. НАЛАДКА
5.1.
Причины и частота осуществляемых проверок
и
5.2.
Общая наладка
5.3.
Специфическая наладка
6. АВАРИЙНОЕ
СОСТОЯНИЕ
6.1. Противопожарные средства
6.1.
Выделение вредных веществ
для здоровья
7. ДОКУМЕНТАЦИЯ
7.0. Главная схема рулонной
машины горячего тиснения и высечки 7.0.
7.1.
Схема lay—out рулонной
машины горячего тиснения и высечки
7.2.
Схемы установки
7.3.
Электрическая схема
7.4.
Схема команд
7.5.
Схема центра тяжести и точек поднятия
7.6.
Схема деталей защиты
7.7.
Схема установки таблички «СЕ»
7.8.
Схема символики применяемой при прочих
рисках
7.9.
Инструкции по применению компонентов
7.10.
Список запчастей
7.11.
Инструкции по регулировке
1
ВВЕДЕНИЕ
1.1 ПРЕДИСЛОВИЕ
Прежде
всего, позвольте Вас поблагодарить за сделанный выбор рулонной машины горячего
тиснения и высечки
«СЕРИЕ
20»
Руководство по эксплуатации и наладке было создано с целью предоставить
потребителю наиполнейшую информацию о рулонной машине горячего тиснения и
высечки и проинструктировать, о мерах по перевозке, запуске, использовании,
наладке и обо всем, что необходимо знать для хорошего функционирования.
1.2 ОБЩИЕ
ДАННЫЕ
НЕ ПОЗВОЛЯЙТЕ НИКОМУ
ЗАПУСКАТЬ РУЛОННАЯ МАШИНА ГОРЯЧЕГО ТИСНЕНИЯ И ВЫСЕЧКИ ,
НЕ ПРОЧИТАВ ИНСТРУКЦИЙ И ВСЕХ УКАЗАНИЙ, ПРИВЕДЕННЫХ В ДАННОМ РУКОВОДСТВЕ ПО
ЭКСПЛУАТАЦИИ И НАЛАДКЕ.
РУЛОННАЯ МАШИНА ГОРЯЧЕГО
ТИСНЕНИЯ И ВЫСЕЧКИ «СЕРИЕ 20» СОЗДАН В СООТВЕТСТВИИ С
ДЕЙСТВУЮЩИМИ НОРМАМИ БЕЗОПАСНОСТИ. ПЕРЕД ТЕМ КАК ПЕРЕЙТИ К УСТАНОВКЕ,
ИСПОЛЬЗОВАНИЮ, НАЛАДКЕ И ПОЧИНКЕ ВНИМАТЕЛЬНО ПРОЧИТАТЬ ДАННОЕ РУКОВОДСТВО ПО
ЭКСПЛУАТАЦИИ И НАЛАДКЕ, ЗДЕСЬ СОДЕРЖИТСЯ ВСЯ ИНФОРМАЦИЯ НЕОБХОДИМАЯ ДЛЯ
КОРРЕКТНОГО ИСПОЛЬЗОВАНИЯ И РАБОТЫ РУЛОННОЙ МАШИНЫ ГОРЯЧЕГО ТИСНЕНИЯ И ВЫСЕЧКИ
ВО ИЗБЕЖАНИЕ НЕСЧАСТНЫХ СЛУЧАЕВ.
ДАННОЕ РУКОВОДСТВО
ЯВЛЯЕТСЯ НЕОТЪЕМЛИМОЙ ЧАСТЬЮ РУЛОННОЙ МАШИНЫ ГОРЯЧЕГО ТИСНЕНИЯ И ВЫСЕЧКИ И
ДОЛЖНО ПОСТОЯННО НАХОДИТСЯ С НИМ НА ПРОТЯЖЕНИИ ВСЕГО
СУЩЕСТВОВАНИЯ «СЕРИЕ 20».
Частота проверок и наладок предписанная в руководстве по эксплуатации и наладке
должна восприниматься как минимальная необходимая для гарантии
безопасности и долговечности рулонной машины горячего тиснения и высечки
в нормальном рабочем состоянии, тем не менее, необходимо постоянно проверять и
в случае надобности реагировать на различные аномалии.
Все наши станки и оборудование подвержены постоянному процессу
технологического развития. Таким образом, от случая к случаю необходимо
оставлять за собой возможность внести изменения касающиеся создания,
переоборудования и характеристик работы.
Электроустановка, как и схема защиты, были проверены “КАРТЕС ЭКУИПМЕНТ”
во время проведения основных испытаний, таким образом, гарантируется отличное
состояние и рабочий режим. Любой ущерб, нанесенный вследствие неправильных
соединений произведенный покупателем, автоматически исключает любые гарантии на
рулонная машина горячего тиснения и высечки .
В пункте 7 – документация, настоящего руководства по эксплуатации и
наладке в описании Схемы установки таблички «СЕ», показано местоположение
таблички со всеми опознавательными данными кроме номера партии.
Ни одна из частей данного руководства не может быть воспроизведена без
письменного разрешения.
1.3
МЕРЫ ПРЕДОСТОРОЖНОСТИ И
ПРЕДОСТОРОЖНОСТИ
СОДЕРЖАТЬ В ОТДАЛЕНИИ ОТ РАБОТАЮЩЕГО РУЛОННОЙ МАШИНЫ ГОРЯЧЕГО
ТИСНЕНИЯ И ВЫСЕЧКИ ДЕТЕЙ И ЖИВОТНЫХ.
ВО ВРЕМЯ РАБОТЫ РУЛОННОЙ МАШИНЫ ГОРЯЧЕГО ТИСНЕНИЯ И
ВЫСЕЧКИ «СЕРИЕ 20» ОПЕРАТОР ДОЛЖЕН БЫТЬ ВСЕ ВРЕМЯ ВНИМАТЕЛЕН.
СЛЕДОВАТЬ УКАЗАНИЯМ ВСЕЙ СИМВОЛИКИ ПРИВЕДЕННОЙ НА
СТАНКЕ.
Не допускается промывка механических деталей
рулонной машины горячего тиснения и высечки водой
Детали защиты могут быть сняты только с неработающего
рулонной машины горячего тиснения и высечки (при НУЛЕВОМ ПИТАНИИ), только
уполномоченным персоналом и при отключенном питании, в соответствии с
нормативом 292.2 НОЯБРЬ 1992 параграф 4.1.4.
Все урочные и неурочные наладки и проверки
осуществляются при выключенном рулонной машине горячего тиснения и высечки и
при УСЛОВИИ НУЛЕВОГО ПИТАНИЯ.
Не запускать рулонная машина горячего тиснения и высечки вплоть до
осуществления визуальной проверки на наличие посторонних тел в корпусе рулонной
машины горячего тиснения и высечки «СЕРИЕ 20».
В каждом отдельном случае пользоваться предназначенной спецодеждой и инструментами.
Избегать одевания колец, часов, браслетов или слишком объемной и
нависающей одежды, находясь вблизи работающего рулонной машины горячего
тиснения и высечки .
Никогда не трогать руками и не приближаться другими частями тела к
плохо укрепленным деталям или деталям невидным оператору.
1.4
ОТВЕТСТВЕННОСТЬ И ГАРАНТИИ
«КАРТЕС ЭКУИПМЕНТ» НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ЗА УЩЕРБ,
ПРИЧИНЕННЫЙ СТАНКУ, ВЕЩАМ, ЖИВОТНЫМ И ЛЮДЯМ СНИМАЕТ С СЕБЯ ВСЯКИЕ ГАРАНТИЙНЫЕ
ОБЯЗАТЕЛЬСТВА, ЕСЛИ ПОКУПАТЕЛЬ ИЛИ ПОЛЬЗОВАТЕЛЬ НЕ ВЫПОЛНЯЕТ УКАЗАНИЯ,
ПРИВЕДЕННЫМ В НАСТОЯЩЕМ РУКОВОДСТВЕ ПО ЭКСПЛУАТАЦИИ И НАЛАДКЕ,
СКРУПУЛЕЗНО ПРОВЕРИТЬ, ВО ВРЕМЯ ЧТЕНИЯ РУКОВОДСТВА ПО ЭКСПЛУАТАЦИИ И
НАЛАДКЕ, ЦЕЛОСНОСТЬ СЛЕДУЮЩИХ ДЕТАЛЕЙ РУЛОННОЙ МАШИНЫ ГОРЯЧЕГО ТИСНЕНИЯ И
ВЫСЕЧКИ :
— ПРОВЕРИТЬ, НЕ БЫЛ ЛИ НАНЕСЕН УЩЕРБ ВО ВРЕМЯ РАЗЛИЧНЫХ
ЭТАПОВ ТРАНСПОРТИРОВКИ;
— БЫЛ ЛИ РУЛОННАЯ МАШИНА ГОРЯЧЕГО ТИСНЕНИЯ И ВЫСЕЧКИ
ПЕРЕДАН В ЦЕЛОСТИ И СОХРАННОСТИ;
— НАНЕСЕНЫ ЛИ НА РУЛОННАЯ МАШИНА ГОРЯЧЕГО ТИСНЕНИЯ И
ВЫСЕЧКИ ВСЕ НЕОБХОДИМЫЕ МАРКИРОВКИ С ПРЕДУПРЕЖДЕНИЯМИ О
“ОПАСНАЯ ЗОНА”
ЕСЛИ ВО ВРЕМЯ НЕ БЫЛО СООБЩЕНО “КАРТЕС ЭКУИПМЕНТ” О
ОБНАРУЖЕННЫХ АНОМАЛИЯХ ДО НАЧАЛА УСТАНОВКИ И РАБОТЫ НА СТАНКЕ, “КАРТЕС
ЭКУИПМЕНТ” НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ЗА УЩЕРБ ПРИЧИНЕННЫЙ СТАНКУ, ВЕЩАМ,
ЖИВОТНЫМ И ЛЮДЯМ СНИМАЯ С СЕБЯ ВСЯКИЕ ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА.
ЛЮБОЕ ИЗМЕНЕНИЕ (ИЗМЕНЕНИЕМ СЧИТЕТСЯ
В ТОМ ЧИСЛЕ И НЕСОБЛЮДЕНИЕ ИНСТРУКЦИЙ, НЕНАДЛЕЖАЩИЕ ДЕЙСТВИЯ И ЗАМЕНА НА НЕ
ПОДЛИННЫЕ ДЕТАЛИ) ПРОИЗВЕДЕННОЕ С «СЕРИЕ 2К0» И ЕЕ ДЕТАЛЯМИ, КОТОРЫЕ МОГУТ
ПРИВЕСТИ К АВАРИЙНООЙ СИТУАЦИИ, РИСКАМ И НЕПРАВИЛЬНОМУ ФУНКЦИОНИРОВАНИЮ
НЕОТЪЕМЛИМЫХ ЧАСТЕЙ РУЛОННОЙ МАШИНЫ ГОРЯЧЕГО ТИСНЕНИЯ И ВЫСЕЧКИ
ПРЕДУСМОТРЕННЫХ «КАРТЕС ЭКУИПМЕНТ», В ЭТИХ СЛУЧАЯХ ОТВЕТСТВЕННОТЬ ВОЗЛАГАЕТСЯ
НА ПРОИЗВОДЯЩЕГО ЭТИ ИЗМЕНЕНИЯ.
О ЛЮБОМ ИЗМЕНЕНИИ, ДАЖЕ НЕСУЩЕСТВЕННОМ, ДОЛЖНО БЫТЬ
СООБЩЕНО В ПИСЬМЕННОМ ВИДЕ «КАРТЕС ЭКУИПМЕНТ» И ДВУСТОРОННЕ СОГЛАСОВАНО ТОЛЬКО
В ТОМ СЛУЧАЕ, ЕСЛИ ДАННОЕ ИЗМЕНЕНИЕ НЕ ПРИВЕДЕТ К АВАРИЙНОЙ СИТУАЦИИ.
ЛЮБОЕ ИЗМЕНЕИЕ ПРОИЗВЕДЕННОЕ БЕЗ ОПОВЕЩЕНИЯ «КАРТЕС
ЭКУИПМЕНТ» АНУЛИРУЕТ СЕРТИФИКАТ СООТВЕТСТВИЯ, И
СЛЕДОВАТЕЛЬНО СНИМАЕТ ВСЯКУЮ ОТВЕТСТВЕННОТЬ И ГАРАНТИИ ПРЕДОСТАВЛЯЕМЫЕ ОНОЙ.
«КАРТЕС ЭКУИПМЕНТ» не ответственна за поставку одного из приспособлений для
защиты от перегрузок кондукторов питания электрического оборудования, но в
Схемах установки п.7 — Документация настоящего руководства по эксплуатации и
наладке есть рекомендации по выбору такого приспособления.
2.
ТРАНСПОРТИРОВКА-ХРАНЕНИЕ-УСТАНОВКА-ДЕМОНТАЖ
Рулонная машина горячего тиснения и высечки поставляется
без специальной упаковки, если при заказе не оговаривается это условие.
Необходимо проверить, как уже и было сказано,
состояние рулонной машины горячего тиснения и высечки по прибытию, не было ли
повреждений вследствие транспортировки.
2.1
ВЕС
Смотри технические характеристики п. 3.2 настоящего
руководства по эксплуатации и наладке.
2.2
ЦЕНТР ТЯЖЕСТИ И ПОДНЯТИЕ
Рулонная машина горячего тиснения и высечки перевозится целиком.
Центр тяжести при поднятии обозначен AZ на схеме Центра
тяжести и точек поднятия, прилагается к п.7 – Документация, настоящего
руководства по эксплуатации и наладке.
Поднятие предусмотрено при помощи нейлоновых ремней креплением в местах
обозначенных AW, прилагается к п.7 –
Документация, настоящего руководства по эксплуатации и наладке.
2.3
УСЛОВИЯ ХРАНЕНИЯ
Корректные условия хранения рулонной машины горячего тиснения и высечки
предусматривают выполнение следующих действий:
— исключается хранение на открытых площадках, площадках
подверженных погодным условиям или в помещениях с повышенной влажностью, не
устанавливать под прямыми солнечными лучами,
— обеспечить между полом и станком наличие деревянной
площадки или любой другой, дабы избежать прямого контакта с поверхностью,
— при хранении сроком более 15 дней, такие поверхности
как фланцы, валы, места соединений и т.д., должны быть обработаны
антиоксидантом,
— при хранении сроком более 6 месяцев рулонная машина
горячего тиснения и высечки должен быть подготовлен следующим образом:
— все не окрашенные детали должны быть покрыты слоем смазки дабы избежать окисления,
— все картеры с расположенными в них механизмами
требующими наполнения маслом, должны быть осмотрены и вручную смазаны.
Все электрическое оборудование и принадлежащие ему механические детали,
во время складирования могут выдерживать температуру от –25 до +55 °С, и на короткий
срок не превышающий 24 ч, до +70°С.
Касательно прочих климатических условий рулонной машины
горячего тиснения и высечки , кроме вышеозначенных
температур, смотри Технические характеристики п. 3.2, настоящего
руководства по эксплуатации и наладке.
2.4
МОНТАЖНЫЕ РАБОТЫ
2.4.1 Место необходимое для работы и наладки
Место для работы рулонной машины горячего тиснения и высечки по
периметру должно быть:
— без каких бы то ни было неровностей и дыр, скользких
материалов и поверхностей, ограничивающих доступ к станку или провоцирующих
риски для работы оператора,
— гарантированная ширина проходов при всех открытых
защитных деталях, должна быть минимум 700 мм (0,7 м), или должно быть
достаточным для работы оператора, принимая во внимание все работы
производимые на и со станком, включая урочную и неурочную наладку,
— полностью защищено от падения или завала материалами,
в зависимости от производимой работы. Где невозможно техническое вмешательство,
должны быть приняты другие меры и средства,
Пол вокруг рулонной машины горячего тиснения и высечки
должен быть:
— с поддонами или специальной системой обеспечивающей
оператору электроизоляцию и достаточный дренаж для
избытка масел и/или водянистых веществ дабы избежать опасности коротких
замыканий и скольжения,
— выдерживать удельную нагрузку ________ кг/мм2 в местах
опоры рулонной машины горячего тиснения и высечки ,
— выдерживать общий вес рулонной машины горячего
тиснения и высечки .
2.4.2 Предписание по закреплению и уменьшению вибрации
Рулонная машина горячего тиснения и высечки должен быть установлен на
рабочую площадку и не нуждается в дополнительных средствах крепления.
Природа вибрации, которой подвержен рулонная машина горячего тиснения и
высечки , не требует никакого закрепления.
2.4.3 Выравнивание
Смотри Технические характеристики п. 3.2, настоящего руководства
по эксплуатации и наладке.
2.4.4 Условия окружающей среды необходимые для правильного
функционирования рулонной машины горячего тиснения и высечки
2.4.4.1 Температура,
влажность и высота
Технические характеристики п. 3.2, настоящего руководства по эксплуатации и
наладке.
2.4.4.2 Электромагнитная
совместимость
Установить рулонная машина горячего тиснения и высечки таким образом чтобы электромагнитные интерференции соответствовали
нормированным пределам как для электрического оборудования, так и электронного.
2.4.4.3 Воздействие
радиации
Рулонная машина горячего тиснения и высечки не
предусматривает его применения
При нахождении:
— под ионизирующим воздействием солнечных лучей, будучи
станком индустриального назначения,
— радиация Х лучей,
— микроволновая радиация,
— лазерная радиация.
В случае если в рабочем индустриальном помещении
рулонной машины горячего тиснения и высечки есть риск подвергнуться прямому
излучению радиации, должны быть приняты меры по защите всех подверженных ему
деталей.
2.4.5 Условия сборки и монтажа
Рулонная машина горячего тиснения и
высечки поставляется полностью собранным, но для получения любых пояснений
обращаться к техническим специалистам «КАРТЕС ЭКУИПМЕНТ», или к специалистам
указанным оной.
2.4.6 Инструкции по подключению рулонной машины горячего
тиснения и высечки к источникам питания
2.4.6.1 Электрические
контакты
Такие характеристики электропитания как:
— номинальное напряжение,
— количество фаз,
— частота,
— ток при полной нагрузке,
— номинальный ток большей нагрузки.
Приведены в Технических характеристиках п. 3.2,
настоящего руководства по эксплуатации и наладке.
Выполнены на клеммной
коробке панели питания, показанной на Схеме установки в п.7 – Документация
настоящего руководства по эксплуатации и наладке:
— соединение кондукторов нужного сечения (1) с клеммой
с маркировкой « « для фазы мощности,
— соединение кондуктора нужного сечения (1) с клеммой
маркированной «N» и кабелем светло-синего цвета с бесцветным,
— соединение кондуктора нужного сечения (1) с клеммой
земли маркированной «РЕ» и желто-зеленым кабелем с землей.
Для определения сечения проводов руководствоваться
указаниями Схем установки в п.7 – Документация настоящего руководства по
эксплуатации и наладке. Вышеуказанная документация руководствуется нормативом:
2.4.7 Указания касающиеся удаление/уничтожения отходов
Во время удаления и/или уничтожения брака рулонная машина горячего
тиснения и высечки должен быть в состоянии НУЛЕВОГО ПИТАНИЯ. Оператор должен
придерживаться обычных мер предосторожности и следовать всем предостережениям
настоящего руководства по эксплуатации и наладке и в особенности
нижеприведенным.
Для удаления отходов труда оператор должен:
— одеть спецодежду,
— использовать по возможности пылесос,
— в случае необходимости использования сжатого воздуха
надеть маску, защитные очки, перчатки и зажать рукава резинками,
— уничтожить отходы в соответствии с нормами охраны
окружающей среды
Для удаления разбрызганного масла и смазок оператор должен:
— одеть непромокаемые перчатки, и после завершения
вымыть руки и пр. части тела бывшие в контакте со
смазками, обильно пользуясь мылом и водой,
— незамедлительно очистить пятна масла, дабы избежать
падений,
— уничтожить отработанные масла и смазки в соответствии
с нормами охраны окружающей среды.
2.4.8 Рекомендации превентивных мер которые должен соблюсти
оператор/пользователь при установке рулонной машины горячего тиснения и высечки .
Оператор в связи с особенностями рулонной машины горячего тиснения и
высечки не должен использовать:
— никаких особых устройств безопасности,
— особых дистанций безопасности,
— знаков и сигналов безопасности кроме уже указанных в
настоящем руководстве по эксплуатации и наладке и кроме стандартного
оборудования принадлежащего станку «Серие 20».
2.5
ПРЕДВАРИТЕЛЬНАЯ ПРОВЕРКА
2.5.1
До проведения проводки
Убедиться в том, что кондукторы не под напряжением и что главные
выключатели выключены.
2.6
ДЕМОНТАЖ И ПОЛНЫЙ ДЕМОНТАЖ НА
ЛОМ
2.6.1 Демонтаж
В случае если рулонная машина горячего тиснения и
высечки должен простоять в нерабочем состоянии длительное время, советуем ОТКЛЮЧИТЬ
ВСЕ ИСТОЧНИКИ ПИТАНИЯ и произвести полную и аккуратную очистку, дабы избежать
появления вредных испарений при последующем запуске.
2.6.2 Демонтаж на лом
При необходимости осуществления демонтажа на лом, отдельно переработать
каждую деталь и все ее составляющие в частности: железо, медь, бронза, чугун,
алюминий, пластик и т.д.
3. ОПИСАНИЕ РУЛОННОЙ МАШИНЫ ГОРЯЧЕГО ТИСНЕНИЯ И ВЫСЕЧКИ
Рулонная машина горячего тиснения и высечки «Серие
20» используется в автоматических установках для:
— горячего тиснения этикеток и открыток,
и предназначена для работы в
бельевом производстве и традиционной области графических работ.
Рулонная машина горячего тиснения и высечки может работать по всем видам
тканей, бумаге любого вида и пластику (PVC).
Принцип работы рулонной машины горячего тиснения и
высечки базируется в основном на развертывании с катушки материала для печати,
который попадает в печатающее устройство. В зависимости от модели, рулонная
машина горячего тиснения и высечки может быть смонтирован
по модульному принципу, несколько печатающих устройств, вместе с протягивающим
устройством одинаковым для всех вариантов.
Рулонная машина горячего тиснения и высечки состоит из
панели в металлическом кожухе с крашеными картерами и монтированными на него
электромоторами, различной кинематики и защитных деталей которые являются
барьерами для доступа, как внутрь, так и как шумоизоляторы
для понижения уровня шума во время работы рулонной машины горячего тиснения и
высечки .
Оператор во время работы рулонной машины горячего
тиснения и высечки имеет возможность следить за правильной работой рулонной
машины горячего тиснения и высечки через прозрачные защитные детали из метакрилата расположенные между ним и опасными
операциями в движении.
Различные операции, производимые станком приводятся в
движение разными моторами расположенными внутри него; характеристики моторов
смотри в п. 3.2, настоящего руководства по эксплуатации и наладке.
В рулонной машине горячего тиснения и высечки используется программируемый
инвертор (преобразователь) о котором сообщается в инструкциях по компонентам
настоящего руководства по эксплуатации и наладке, копия прилагается.
3.1
БАЗОВАЯ РУЛОННАЯ МАШИНА
ГОРЯЧЕГО ТИСНЕНИЯ И ВЫСЕЧКИ (Прилагается основная схема 7.0)
Рулонная машина горячего тиснения и высечки главным образом состоит из
следующих деталей:
— несущая панель
в металлическом кожухе ( показана АА)
— электромоторы
для приведения в движение различных механизмов (АВ),
— разматывающее устройство (АС),
— модульное печатающее устройство (AD),
— модульное протаскивающее устройство (AE),
— натяжной ролик (AF),
— наматыватель ленты (AI),
— наматыватель отходов (AL),
— мобильные детали защиты с автономным выключателем закрывающие зоны риска
рулонной машины горячего тиснения и высечки защищая оператора от различных
деталей в движении (AN),
— фиксированные детали защиты прикрученные или приваренные на каркас рулонной машины
горячего тиснения и высечки (АО),
— интерблокирующие выключатели мобильных
деталей защиты (AQ),
— панель питания/управления установлена на борту рулонной машины горячего тиснения
и высечки (AR).
3.2
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПРОИЗВОДИТЕЛЬНОСТЬ:
макс 10 000 шт/час
РАЗМЕРЫ
ЭТИКЕТКИ
мин 10 х 20 мм
макс 70 х 110 мм
ПОЛЕЗНАЯ ПЛОЩАДЬ
ПЕЧАТИ
макс 90 х 100 мм
МАКСИМАЛЬНАЯ ШУМНОСТЬ
СТАНКА
дБ
РЕКОМЕНДУЕМАЯ ВЫСОТА РАБОЧЕЙ
ПОВЕРХНОСТИ ОТ
ПОЛА
700 мм
ГРАДУС
ВЫРАВНИВАНИЯ
+/1000 мм
ОБЩАЯ
МАССА
120 кг
РАЗМЕРЫ СТАНКА
Длина
«А»
1300 мм
Ширина
«В»
700 мм
Высота
«С»
900 мм
РАЗМЕРЫ УПАКОВКИ (А х В
х
С):
……х……х……
ОБЪЕМ ДЛЯ МОРСКОЙ
ПЕРЕВОЗКИ
м3
ЭЛЕКТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ
НОМИНАЛЬНОЕ
НАПРЯЖЕНИЕ:
220 В
КОЛИЧЕСТВО ФАЗ:
1
НЕЙТРАЛЬНЫЙ
КОНДУКТОР:
ДА
ЭЛЕКТРИЧЕСКАЯ
ЧАСТОТА:
50 или 60 Гц
ОБЩЕЕ ПРИМЕНЯЕМОЕ ЭЛЕКТРИЧЕСКОЕ
НАПРЯЖЕНИЕ 1,5 кВт
НОМИНАЛЬНАЯ ЭЛЕКТРИЧЕСАЯ МОЩНОСТЬ
ПРИ МАКСИМАЛЬНОЙ
НАГРУЗКЕ
2,5 кВт
ХАРАКТЕРИСТИКИ ПОМЕЩЕНИЯ, ГДЕ
РАЗМЕЩАЕТСЯ РУЛОННАЯ МАШИНА ГОРЯЧЕГО ТИСНЕНИЯ И ВЫСЕЧКИ
ТЕМПЕРАТУРА ВОЗДУХА
Рулонная машина горячего тиснения и высечки в состоянии корректно
функционировать при температуре окружающей среды от +5°С до +40°С; средняя температура в помещении на срок до 24 часов не должна
превышать +35°С.
ВЛАЖНОСТЬ
Рулонная машина горячего тиснения и высечки в состоянии корректно
функционировать при относительной влажности между 30 и 95% (без конденсации).
ВЫСОТА
Рулонная машина горячего тиснения и высечки в состоянии корректно
функционировать на высоте до 1000 м над уровнем моря.
3.3
ДЕТАЛИ ЗАЩИТЫ И БЕЗОПАСНОСТИ
3.3.1
Приборы безопасности
3.3.1.1 Аварийная кнопка ( показано AS на схеме 7.0)
Речь идет о красной выступающей кнопке с блокератором, диаметр 40 мм, расположена:
— на кнопочной панели управления в положении
досягаемости оператора.
Позволяет оператору выключать рулонная машина горячего тиснения и
высечки , при аварийной ситуации находясь на своем
рабочем месте и практически в тот момент, когда авария может произойти.
Срабатывание команды аварийной блокировки
предусматривает ее перевооружение, но не позволяет запуститься станку. Таким
образом, рулонная машина горячего тиснения и высечки может быть запущен только по выполнению стандартной процедуры запуска.
Отключение электроэнергии приводит к остановке рулонной машины горячего
тиснения и высечки ; неконтролируемый возврат питания не достаточен для запуска
рулонной машины горячего тиснения и высечки , рулонная
машина горячего тиснения и высечки запускается только по выполнению стандартной
процедуры запуска.
Таким образом при включении
электроэнергии обязательно повторить процедуру запуска.
3.3.1.2 Интерблокирующие выключатели (показано AS на схеме 7.0)
Речь идет о интерблокирующих выключателях
подключенных к мобильным деталям защиты, они блокируют опасное движение
при открытии деталей защиты.
3.3.1.3 Устройство управления для ограниченных передвижений
(показано AY
на схеме 7.0)
Речь идет о кнопке шагового запуска согласованной с положением
модального селектора «MAN» (ручной),
служит для режима регулировки и наладки.
3.3.2
Детали защиты
3.3.2.1 Фиксированные детали защиты (показаны АО на
схеме 7.0)
Механические детали защиты, привинченные или приваренные
электросваркой, установленные в зонах риска.
Исключают контакт оператора с опасным движением рулонной машины
горячего тиснения и высечки .
Фиксированными деталями защиты считаются, в том числе все детали
корпуса рулонной машины горячего тиснения и высечки
выполняющие функцию защиты от проникновения.
3.3.2.2 Мобильные интерблокируемые
детали защиты (показаны AN на схеме 7.0)
Механические детали защиты жестко соединенные со станком шарнирами или
ведущими выполняют функцию запрета функционирования движущихся органов, пока
соответствующая защита на своем месте – все работает, стоит ее отодвинуть и
незамедлительно останавливается опасное движение внутри.
3.4
ВЫДЕЛЕНИЕ ВЕЩЕСТВ ВРЕДНЫХ ДЛЯ
ЗДОРОВЬЯ
3.4.1
Выделение звука
Смотри Технические характеристики п. 3.2 настоящего руководства по
эксплуатации и наладке.
Проведенные замеры на дистанции 1 м от рулонной машины горячего
тиснения и высечки сделаны инструментом, установленным на высоте 1,6 м от пола
на периметральной площадке рулонной машины горячего
тиснения и высечки . Во время сделанных измерений
рулонная машина горячего тиснения и высечки был в нормальном рабочем состоянии.
3.4.2
Вибрация
Зафиксированная вибрация фактически равна нулю и не несет вреда для
здоровья оператора.
3.4.3
Дым
Рулонная машина горячего тиснения и высечки не выделяет дымов.
3.4.4
Выделение газа, пара и радиации
Рулонная машина горячего тиснения и высечки не
выделяет ни газа, на пара, на радиации.
3.5
ЭЛЕКТРОУСТАНОВКА
Все документы п.7 – Документация, настоящего руководства по
эксплуатации и наладке, были от редактированы в
соответствии с нормированной символикой.
В случае использования нестандартных символов, прилагается описание к
соответствующим документам.
3.5.1
Установленная мощность
Смотри Технические характеристики п. 3.2 настоящего руководства по
эксплуатации и наладке.
3.5.2
Панель питания/управления
(показано AR на
схеме 7.0)
Панель питания/управления расположена в герметичном шкафу с минимальной
степенью изоляции IP 54, оснащенном интерблокируемым
устройством вскрытия.
Внутреннее содержание:
— стабилизированные элементы питания,
— дополнительные релизы,
— магнитнотермические выключатели,
— замыкатель мощности,
— предохранители,
— соединительная клеммная
коробка,
— распределительная клеммная
коробка,
— инвертор,
— контроль шагового движения,
— кабели.
Подключение питания рулонной машины горячего тиснения и
высечки входит в компетенцию и ОТВЕТСТВЕННОСТЬ пользователя, осуществляется по
канонам действующих противоаварийных норм и по ДИРЕКТИВЕ О СТАНКАХ, соблюдая
норматив EN 60204/1 – СЕНТЯБРЬ 1993
БЕЗОПАСНОСТЬ ОБОРУДОВАНИЯ – ЭЛЕКТРИЧЕСКАЯ ЭКИПЕРОВКА ИНДУСТРИАЛЬНЫХ СТАНКОВ –
ОБЩИЕ РЕКВИЗИТЫ
Панель управления рулонной машины горячего тиснения и
высечки (рис 2) включает в
себя:
1) терморегулятор модуля 1
2) терморегулятор модуля 2
3) терморегулятор модуля 3
4) счетчик деталей
5) блокирующая кнопка
6) блокирующая аварийная кнопка
7) кнопка запуска
главный выключатель
— главный выключатель (8): установить на позицию 1 и активируются все
электрические функции.
— Блокирующая аварийная кнопка (6): выжать до конца и все электрические функции будут
прерваны. Для запуска рулонной машины горячего тиснения и высечки повернуть по
часовой стрелке.
— Терморегуляторы (1-2-3): установить рабочую температуру путем поворачивания
рукоятки индикатора на желаемую температуру.
N.B. температура FOIL 130°С
Температура Askin от
170°С до 210°С.
— счетчик деталий с разными
программами и автоматическим выключением
3.5.3
Электроустановка на борту
рулонной машины горячего тиснения и высечки
Электроустановка на борту рулонной машины горячего тиснения и высечки
состоит из:
— кабели управления противопожарного типа НОРМЫ ЕС
2022, оснащенные резиновыми кожухами в местах наружных соединений.
Степень изоляции различных соединений гарантирует мин. IP 54.
4. ПРИМЕНЕНИЕ РУЛОННОЙ МАШИНЫ ГОРЯЧЕГО ТИСНЕНИЯ И ВЫСЕЧКИ
4.0 НАЛАДКА И РЕГУЛИРОВКА
4.0.1 Наладка
В случае осуществления наладки первой установки рулонной машины горячего
тиснения и высечки не «КАРТЕС ЭКУИПМЕНТ», а техническими специалистами
делегированными ей, персонал должен пройти предварительный курс обучения
монтажным работам: в этом случае за разъяснениями обращаться напрямую в «КАРТЕС
ЭКУИПМЕНТ».
4.0.2 Регулировка
Рулонная машина горячего тиснения и высечки не нуждается в регулировке
во время работы, за исключением замены вида обработки.
По поводу различного вида регулировки можно проконсультироваться в
прилагаемых информационных схемах, в инструкциях по регулировке,
п.7/Документация настоящего руководства по эксплуатации и наладке.
4.1
ОПИСАНИЕ КОМАНД
Команды для пользователя расположены на панели питания/управления. Все
команды приводятся со всеми необходимыми пояснениями в схеме команд прилагаемой
к п.7-Документация, настоящего руководства по эксплуатации и наладке.
Команды оснащены всеми необходимыми символами и описанием, таким
образом, чтобы оператор и рулонная машина горячего тиснения и высечки общались
напрямую без помех.
4.2
ЗАПУСК
4.2.1
Первый запуск
А) проверить правильность установки и крепления
деталей защиты и всех устройств безопасности.
Б) проверить правильность электрических соединений.
В) включить основной выключатель на панели питания.
Г) модальный селектор работы установить на «MAN».
Д) активировать кнопку шагового запуска и осуществить
регулировку.
Е) модальный селектор работы установить на «AUT».
Ж) рулонная машина горячего тиснения и высечки может
работать в автоматическом режиме.
4.2.2Последующие запуски
А) включить основной выключатель на панели питания.
Б) включить кнопку основного хода на панели управления
и проверить зажглась ли соответствующая контрольная лампочка на панели питания.
4.2.3 Запуск рулонной машины горячего тиснения и высечки
после срабатывания аварийной блокировки
А) Устранить причины аварии и перезапустить для
работы.
Б) Разблокировать аварийную кнопку.
В)включить кнопку основного
хода на панели управления и проверить зажглась ли соответствующая контрольная
лампочка на панели питания.
4.2.4 Сопровождение рулонной машины горячего тиснения и
высечки
Обязанности оператора состоят в:
— постоянном наблюдении за
работой автоматики рулонной машины горячего тиснения и высечки и при
необходимости вмешиваться в его работу.
Вмешательство оператора осуществляется только в соответствии символики
указанной на рулонной машине горячего тиснения и высечки и с предписаниями
диктуемыми данным руководством по эксплуатации и наладке.
4.3 БЛОКИРОВКА
4.3.1
Аварийная блокировка (показано AS на схеме 7.0)
Аварийная блокировка прерывает работу рулонной машины горячего тиснения
и высечки приводя его в состояние НОЛЬ ПИТАНИЯ и производится нажатием красной
кнопки на панели управления рулонной машины горячего тиснения и высечки .
4.3.2
Выключение в конце рабочего дня
Выключение в конце рабочего дня производится при
помощи обычной кнопки выключения (показано АК на главной схеме 7.0) на
кнопочной панели питания и выключения главного выключателя на панели питания.
4.4
ИНФОРМАЦИЯ О ПРОЧИХ ОПАСНОСТЯХ
4.4.1
Детали защиты фиксированного
типа (показаны AO
на схеме 7.0)
Защитными деталями считаются
в том числе детали служащие барьерами для защиты оператора со всеми крепежами и
винтами закрепляющими их в постоянном положении. Демонтаж возможен только при
помощи отверток и прочих дополнительных инструментов самим оператором,
Они должны находится всегда
на своем месте, при необходимости
снятия нужно выключить основной выключатель и только после установки назад
деталей защиты можно включить основной выключатель.
4.4.2
Движущиеся детали
Детали в движении могут задевать за части тела и т.п. (волосы, цепочки и
т.п.) следует собирать волосы в пучок, одеваться в надлежащую одежду как
описано в п.1 пункта 1.3. – Меры предосторожности и предостережения, настоящего
руководства по эксплуатации и наладке.
4.4.3
Прочие опасности
Что бы показать оператору прочие риски, на которые нужно обратить
особое внимание, было предусмотрено указать на них с помощью соответственной
символики в схеме применяемой символики, п.7 настоящего руководства по
эксплуатации и наладке.
Опасности, избежание которых невозможно предусмотреть полностью,
иначе невозможно было бы пользоваться станком, это:
Область горячего тиснения.
Область находящаяся по напряжением, нагреваемая и в которой
располагается клише небезопасное при экстремальных температурах.
4.5
ПРЕДУСМОТРЕННОЕ ПРИМЕНЕНИЕ
Рулонная машина горячего тиснения и высечки «Серие
90» спроектирован и создан для использования при
печати этикеток, открыток из материала:
— ткани,
— любая бумага,
— PVC.
Пользуйтесь станком в соответствии с техническими
характеристиками п.3.2, настоящего руководства по эксплуатации и наладке.
4.6
НЕРЕКОМЕНДУЕМОЕ ИСПОЛЬЗОВАНИЕ
Использовать рулонная машина горячего тиснения и высечки «Серие 90» в не предусмотренных целях.
Ускорять работу рулонной машины горячего тиснения и высечки , или препятстствовать исполнению
циклов работы заставляя рулонная машина горячего тиснения и высечки работать
вне норм установленных техническими характеристиками.
Работать при частично снятых/сдвинутых деталях защиты.
Использовать при монтаже детали отличные от оригинальных.
Использовать аварийную кнопку, как обычную кнопку отключения рулонной
машины горячего тиснения и высечки или как клавный
выключатель.
Разъединять элктроустановку и приборы
безопасности к нему подключенные.
5. НАЛАДКА
|
Все виды наладки должны |
|
Никогда не разъединять электронные схемы защиты, за исключением |
Запланированные сроки и частота наладки могут быть сокращены до минимума,
который будет сообщен дополнительно. Личный опыт оператора позволит
оптимизировать интервалы между наладками.
В случае замены деталей рулонной машины горячего тиснения и высечки , использовать оригинальные запчасти к станку во избежание
изменений режима безопасности работы.
В случае использования смазок, использовать только рекомендованные
«КАРТЕС ЭКУИПМЕНТ» или эквивалентные им по качеству; гарантия на рулонная
машина горячего тиснения и высечки снимается в случае использования смазок
несоответствующих смазкам указанным в специальной
таблице.
5.1
ПРИЧИНЫ И ЧАСТОТА
ОСУЩЕСТВЛЯЕМЫХ ПРОВЕРОК И/ИЛИ ВМЕШАТЕЛЬСТВ
5.1.1
Проверки и/или механические
вмешательства
|
ОПИСАНИЕ ПРОВЕРОК И/ИЛИ ВМЕШАТЕЛЬСТВ |
ЧАСТОТА |
|
Изношенность кинематики |
Каждые 6 мес. |
|
Изношенность прокладок, состояние моторедукторов (подтекание |
Каждую неделю |
5.1.2
Электрика/Электроника, проверки
и/или вмешательства
|
ОПИСАНИЕ ПРОВЕРОК И/ИЛИ ВМЕШАТЕЛЬСТВ |
ЧАСТОТА |
|
Проверка функционального состояния аварийной кнопки |
При каждом запуске |
|
Проверка всех инерблокирующих |
При каждом запуске |
|
Проверка состояния всех электрических, |
Каждую неделю |
5.2
ОБЩАЯ НАЛАДКА
Для поддержания рабочего состояния рулонной машины горячего тиснения и
высечки необходимо осуществлять некоторое количество операций наладки, ниже
приводятся сроки выполнения:
5.2.1
Механическая наладка
|
ОПИСАНИЕ ВМЕШАТЕЛЬСТВ |
ЧАСТОТА |
КАТЕГОРИЯ СМАЗКИ (1) |
|
Полная очистка |
Каждую неделю |
— |
|
Очистка всех механических деталей обеспечивающих безопасность |
Каждую неделю |
— |
5.2.2
Электрика/Электроника, наладка
|
ОПИСАНИЕ ВМЕШАТЕЛЬСТВ |
ЧАСТОТА |
|
Очистка всей электрики и электроники обеспечивающей |
Каждую неделю |
5.3
ОСОБАЯ НАЛАДКА
Рулонная машина горячего тиснения и высечки не нуждается в особой
наладке.
Обо всех случаях, при которых выбивается фаза рулонной машины горячего
тиснения и высечки сообщать «КАРТЕС ЭКУИПМЕНТ».
6. АВАРИЙНОЕ СОСТОЯНИЕ
6.1.
ПРОТИВОПОЖАРНЫЕ СРЕДСТВА
Не использовать воду при тушении пожара, это может привести к контакту с материалами
значительно повышающими температуру или провоцирующими выделение горючего и/или
ядовитого газа.
Использовать огнетушители с
распылителем СО2.
Всегда вблизи рулонной машины горячего тиснения и высечки должен находится хотя бы один огнетушитель нужных размеров.
Характеристики и минимальные предписания
противопожарных средств необходимо сопоставить с характеристиками помещения где
расположен рулонная машина горячего тиснения и высечки ,
а так же с факторами риска оператора.
Характеристики и предписание противопожарных
средств, указанных в настоящем руководстве по эксплуатации и наладке, не
обуславливают действия покупателя по противопожарной безопасности (в стране
покупателя) по выполнению обязательств и норм и/или действующих законов по
противопожарной безопасности.
Противопожарные средства должны содержаться в
постоянной готовности и периодически проверятся уполномоченным персоналом в
соответствии с предусмотренной законом периодикой.
6.2
ВЫДЕЛЕНИЕ ВЕЩЕСТВ ВРЕДНЫХ ДЛЯ
ЗДОРОВЬЯ
Выделение веществ вредных для здоровья при
пожаре рулонной машины горячего тиснения и высечки обуславливается горением:
— красок,
— деталей из плавтика,
— термоизоляции.
Меры предосторожности такие как и при прочих
пожарах, и диктуются каждым отдельным случаем.
7. ДОКУМЕНТАЦИЯ
7.0
ГЛАВНАЯ СХЕМА РУЛОННОЙ МАШИНЫ
ГОРЯЧЕГО ТИСНЕНИЯ И ВЫСЕЧКИ 7.0
7.1 СХЕМА,
LAY—OUT
7.2 СХЕМЫ
УСТАНОВКИ
7.3 ЭЛЕКТРИЧЕСКАЯ
СХЕМА
7.4 СХЕМА
КОМАНД
7.5 СХЕМА
ЦЕНТРА ТЯЖЕСТИ И ТОЧЕК ПОДНЯТИЯ
7.6 СХЕМА ДЕТАЛЕЙ ЗАЩИТЫ
7.7 СХЕМА
УСТАНВКИ ТАБЛИЧКИ “СЕ”
7.8 СХЕМА
СИМВОЛИКИ ПРИМЕНЯЕМОЙ ПРИ ПРОЧИХ РИСКАХ
7.9 ИНСТРУКЦИИ
ПО ПРИМЕНЕНИЮ КОМПОНЕНТОВ
7.10 СПИСОК ЗАПЧАСТЕЙ
7.11 ИНСТРУКЦИИ ПО РЕГУЛИРОВКЕ
Состояние подачи (передачи)
|
Надпись |
Описание |
Возможная причина |
|
rdy |
READY/HEALTHY (готов/здоров) |
|
|
OC |
OVERCURRENT (Слишком большая сила |
Время нарастания (ускорения) Время снижения (замедления) Приложение (нанесение, подвод) Короткое замыкание между фазами Замыкание фазы двигателя на Слишком длинные кабели Установлено слишком высокое |
|
OU |
OVERVOLTAGE — Слищком |
Напряжение источника питания Время снижения слишком мало для |
|
lt |
l x t OVERLOAD — Перегрузка. |
Слишком высокая загрузка. Установлено слишком высокое |
|
st |
STALL — Глохнуть (застревать). |
Слишком высокая загрузка Установлено слишком высокое |
|
ot |
OVERTEMPERATURE — Перегрев. |
Слишком высокая окружающая Плохая вентиляция. |
|
Err |
SAVING ERROR — Проблема сохранения |
Внешнее устройство присутствует (???) или несовместимо. При сохранении была проблема с |
|
CL |
CURRENT LOOP LOSS — Потеря петли тока. Установка |
Ток менее 1 mA в то время, |
|
PRS |
PASSWORD — |
Введите пароль, чтобы изменить |
|
— |
PASSWORD INCORRECT — Введено |
Пароль тока не соответствует |
|
LOC |
LOCAL — Местный. Выбран местный режим |
Детализировано выше (?). |
|
rst |
RESET — Переустановка. Переустановка |
Детализировано выше (?). |
|
UU |
UNDERVOLTAGE — Низкое напряжение. |
Перебои с напряжением или |
Глава
9. Устранение неисправностей
|
Проблема |
Возможная |
Устранение |
|
Контроллер (блок управления) не Двигатель не работает, когда Все индикаторы «On» — горят Индикатор 1 «O»N (горит), инд.2 «OFF» (не горит), инд.3 «ON» (горит). Индикатор 1 «ON», индик.2 мигает, индикатор 3 «OFF» 2 вспышки: Слишком большая сила 3 вспышки Слишком 4 вспышки Ixt 5 вспышек: двигатель заглох Индикатор 2 мигает |
Перегорели предохранители. Нет электропитания. Неправильное напряжение. Двигатель не подключен Максимальная скорость Перебои двигателя Выключатель работы не закрыт. (выключатель не включен?) Неправильное подключение кнопок Установленное добавочное Уровень ускорения слишком высок Замыкание обмотки двигателя. Слишком высокое напряжение в Слишком высокое значение Слишком большая скорость Установлены слишком большие Загрузка слишком велика Предел тока (текущий Двигатель перегружен Загрузка слишком велика Установленное добавочное |
Неправильные параметры. Проверьте подключение к сети Проверьте напряжение Проверьте подключение двигателя Увеличьте примерно на 10%. Множество причин (?) Проверьте подключение между Проверьте подключение. Уменьшите установленное Уменьшите значение нарастания Отсоедините и перемотайте Проверьте напряжение сети. Уменьшите установку величины Установите тормозной блок. Проверьте тормозной блок и его Уменьшите макисмальное Проверьте установленные Уменьшите нагрузку вала Увеличьте установленное Уменьшите нагрузку вала Уменьшите установленное |
|
Проблема |
Возможная |
Устранение |
|
Проблемы торможения подачи DC (тока возбуждения?) Двигатель начинает тормозить, Дваигатель Торможение сосвсем Двигатель тормозит, но Двигатель спускает (снижает ?) нагрузку, но глохнет под нагрузкой без индикации Несмотря на малую инерцию, |
(Internal time out) Внутренний Недостаточное добавочное Установленные характеристики двигателя Недостаточное добавочное Предел тока (текущий предел) Установки потенциометра Неправильное подключение Проверьте данные двигателя. Уровень ускорения замедляется |
Увеличьте время торможения. Прерыватель (?) будет работать Увеличьте добавочное Установите правильные Уберите предел тока. Увеличьте добавочное Уберите предел тока. Уменьшите добавочное Стандартный двигатель требует Установите выключатель 9 в |
— 7.10 –
—ДЕТАЛИРОВКА—
Таблица 1
|
Индекс |
Английский |
Русский |
|
1 |
SCREW |
ВИНТ |
|
2 |
MOTOR |
ДВИГАТЕЛЬ |
|
3 |
SCREW |
ВИНТ |
|
4 |
WASHER |
ШАЙБА |
|
5 |
REDUCER |
РЕДУКТОР (ПЕРЕХОДНИК) |
|
6 |
DISTANCE PIECE |
ДИСТАНЦИОННАЯ ДЕТАЛЬ(?) |
|
7 |
SCREW |
ВИНТ |
|
8 |
PULLEY |
ШКИВ |
|
9 |
KEY |
ШПЛИНТ |
|
10 |
BELT |
РЕМЕНЬ |
|
11 |
DRIVING SHAFT |
ВЕДУЩИЙ ВАЛ (Вал передачи) |
|
12 |
CAM |
КУЛАЧОК |
|
13 |
BELT |
РЕМЕНЬ |
|
14 |
KNOB |
РУКОЯТКА |
|
15 |
RING |
КОЛЬЦО |
|
16 |
SCREW |
ВИНТ |
|
17 |
WASHER |
ШАЙБА |
|
18 |
BOLT |
БОЛТ |
|
19 |
SCREW |
ВИНТ |
|
20 |
FIXING PIN |
ЗАКРЕПЛЯЮЩИЙ ШПЛИНТ |
|
21 |
LEVER |
РЫЧАГ |
|
22 |
RING |
КОЛЬЦО |
|
23 |
NEEDLE ROOLLER BEARING |
ИГОЛЬЧАТЫЙ ПОДШИПНИК ВАЛИКА |
|
24 |
SUPPORT |
СУППОРТ (ДЕРЖАТЕЛЬ) |
|
25 |
FIXING PIN |
ЗАКРЕПЛЯЮЩИЙ ШПЛИНТ |
|
26 |
BOLT |
БОЛТ |
|
27 |
SIDE |
СТОРОНА(БОКОВАЯ СТЕНКА) |
|
28 |
CROWN GEAR |
ЗУБЧАТОЕ КОЛЕСО |
|
29 |
NEEDLE ROOLLER BEARING |
ИГОЛЬЧАТЫЙ ПОДШИПНИК ВАЛИКА |
|
30 |
NUT |
ГАЙКА |
|
31 |
WASHER |
ШАЙБА |
|
32 |
PIVOT |
ОСЬ (ШАРНИР) |
|
33 |
SCREW |
ВИНТ |
|
34 |
SCREW |
ВИНТ |
|
35 |
KNOB |
РУКОЯТКА |
|
36 |
SCREW |
ВИНТ |
|
37 |
SCREW |
ВИНТ |
|
38 |
RING |
КОЛЬЦО |
|
39 |
BOLT |
БОЛТ |
|
40 |
BUSCH |
ВТУЛКА (ВКЛАДЫШ) |
|
41 |
NEEDLE ROOLLER BEARING |
ИГОЛЬЧАТЫЙ ПОДШИПНИК ВАЛИКА |
|
42 |
ROLL |
ВАЛИК |
|
43 |
ROLL |
ВАЛИК |
|
44 |
BOLT |
БОЛТ |
|
45 |
CROWN GEAR |
ЗУБЧАТОЕ КОЛЕСО |
|
46 |
FIXING PIN |
ЗАКРЕПЛЯЮЩИЙ ШПЛИНТ |
|
47 |
NEEDLE ROOLLER BEARING |
ИГОЛЬЧАТЫЙ ПОДШИПНИК ВАЛИКА |
|
48 |
NEEDLE ROOLLER BEARING |
ИГОЛЬЧАТЫЙ ПОДШИПНИК ВАЛИКА |
|
49 |
PULLEY |
ШКИВ |
|
50 |
BELT |
РЕМЕНЬ |
|
51 |
SUPPORT |
СУППОРТ (ДЕРЖАТЕЛЬ) |
|
52 |
BUSH |
ВТУЛКА (ВКЛАДЫШ) |
|
53 |
PULLEY |
ШКИВ |
|
54 |
COUNTER-ROLL |
ВАЛИК СЧЕТЧИКА |
|
55 |
ROLL |
ВАЛИК |
|
56 |
SCREW |
ВИНТ |
|
57 |
SCREW |
ВИНТ |
|
58 |
SCREW |
ВИНТ |
|
59 |
SIDE |
СТОРОНА(БОКОВАЯ СТЕНКА) |
|
60 |
SPRING |
ПРУЖИНА |
|
61 |
PAD (?) |
ПОДКЛАДКА (ПРОКЛАДКА) |
продолжение Табл.1
|
Индекс |
Английский |
Русский |
|
62 |
BUSH |
ВТУЛКА (ВКЛАДЫШ) |
|
63 |
LEVER |
РЫЧАГ |
|
64 |
BUSH |
ВТУЛКА (ВКЛАДЫШ) |
|
65 |
FIXING PIN |
ЗАКРЕПЛЯЮЩИЙ ШПЛИНТ |
|
66 |
NEEDLE ROLLER BEARING |
ИГОЛЬЧАТЫЙ ПОДШИПНИК ВАЛИКА |
|
67 |
SCREW |
ВИНТ |
|
68 |
SCREW |
ВИНТ |
|
69 |
FIXING PIN |
ЗАКРЕПЛЯЮЩИЙ ШПЛИНТ |
|
70 |
JOINT |
СОЕДИНЕНИЕ |
|
71 |
JOINT |
СОЕДИНЕНИЕ |
|
72 |
SCREW |
ВИНТ |
|
73 |
SUPPORT |
СУППОРТ (ДЕРЖАТЕЛЬ) |
|
74 |
SUPPORT |
СУППОРТ (ДЕРЖАТЕЛЬ) |
|
75 |
SCREW |
ВИНТ |
|
76 |
PLATE |
ПЛАСТИНА (ПЛИТА) |
|
77 |
FIXING PIN |
ЗАКРЕПЛЯЮЩИЙ ШПЛИНТ |
|
78 |
BUSH |
ВТУЛКА (ВКЛАДЫШ) |
|
79 |
SCREW |
ВИНТ |
|
80 |
FIXING PIN |
ЗАКРЕПЛЯЮЩИЙ ШПЛИНТ |
|
81 |
SCREW |
ВИНТ |
|
82 |
KNIFE |
НОЖ |
|
83 |
WASHER |
ШАЙБА |
|
84 |
NUT |
ГАЙКА |
|
85 |
SUPPORT |
СУППОРТ (ДЕРЖАТЕЛЬ) |
|
86 |
SCREW |
ВИНТ |
|
87 |
KNIFE |
НОЖ |
|
88 |
SUPPORT |
СУППОРТ (ДЕРЖАТЕЛЬ) |
|
89 |
NUT |
ГАЙКА |
|
90 |
SPRING |
ПРУЖИНА |
|
91 |
SCREW |
ВИНТ |
|
92 |
SCREW |
ВИНТ |
|
93 |
RING |
КОЛЬЦО |
|
94 |
SPRING |
ПРУЖИНА |
|
95 |
RING |
КОЛЬЦО |
|
96 |
PULLEY |
ШКИВ |
|
97 |
BELT |
РЕМЕНЬ |
|
98 |
SCREW |
ВИНТ |
|
99 |
SCREW |
ВИНТ |
|
100 |
RING |
КОЛЬЦО |
|
101 |
BUSH |
ВТУЛКА (ВКЛАДЫШ) |
|
102 |
SUPPORT |
СУППОРТ (ДЕРЖАТЕЛЬ) |
|
103 |
SCREW |
ВИНТ |
|
104 |
WASHER |
ШАЙБА |
|
105 |
BOLT |
БОЛТ |
|
106 |
KNIFE |
НОЖ |
|
107 |
SUPPORT |
СУППОРТ (ДЕРЖАТЕЛЬ) |
|
108 |
SCREW |
ВИНТ |
|
109 |
PLATE |
ПЛАСТИНА (ПЛИТА) |
|
110 |
SCREW |
ВИНТ |
|
111 |
PLATE |
ПЛАСТИНА (ПЛИТА) |
|
112 |
PLATE |
ПЛАСТИНА (ПЛИТА) |
|
113 |
VARIEBLE SPEED UNIT |
Узел различной скорости |
|
114 |
ANTI-STATIC ELECTRICITY BAR |
штанга антистатика элек-ва |
Табл.2
|
Индекс |
Английский |
Русский |
|
1 |
SIDE |
СТОРОНА(БОКОВАЯ СТЕНКА) |
|
2 |
RESISTANCE |
СОПРОТИВЛЕНИЕ |
|
3 |
PROBE (?) |
ПРОБНИК (ЗОНД) |
|
4 |
SCREW |
ВИНТ |
|
5 |
SCREW |
ВИНТ |
|
6 |
NUT |
ГАЙКА |
|
7 |
PLATE |
ПЛАСТИНА (ПЛИТА) |
|
8 |
SPRING |
ПРУЖИНА |
|
9 |
RING |
КОЛЬЦО |
|
10 |
ROLL |
ВАЛИК |
|
11 |
BOLT |
БОЛТ |
|
12 |
SCREW |
ВИНТ |
|
13 |
KNOB |
РУКОЯТКА |
|
14 |
SCREW |
ВИНТ |
|
15 |
LITTLE PLATE |
МАЛ.ПЛАСТИНА (ПЛИТА) |
|
16 |
BOLT |
БОЛТ |
|
17 |
SCREW |
ВИНТ |
|
18 |
RING |
КОЛЬЦО |
|
19 |
SCREW |
ВИНТ |
|
20 |
WASHER |
ШАЙБА |
|
21 |
KNOB |
РУКОЯТКА |
|
22 |
SCREW |
ВИНТ |
|
23 |
SCREW |
ВИНТ |
|
24 |
GIB |
ПРИЖИМНАЯ ПЛАНКА |
|
25 |
WULCOPREX (Vulcopress) |
ВУЛКОПРЕСС |
|
26 |
BOX |
КОРОБКА |
|
27 |
KEY |
ШПЛИНТ |
|
28 |
PLATE |
ПЛАСТИНА (ПЛИТА) |
|
29 |
SLIDE |
ПЛАСТИНКА |
|
30 |
BOLT |
БОЛТ |
|
31 |
SUPPORT |
СУППОРТ (ДЕРЖАТЕЛЬ) |
|
32 |
SCREW |
ВИНТ |
|
33 |
HANDLE |
РУКОЯТКА |
|
34 |
PLATE |
ПЛАСТИНА (ПЛИТА) |
|
35 |
RING |
КОЛЬЦО |
|
36 |
PLATE |
ПЛАСТИНА (ПЛИТА) |
|
37 |
GIB |
ПРИЖИМНАЯ ПЛАНКА |
|
38 |
||
|
39 |
SCREW |
ВИНТ |
|
40 |
DISTANCE PIECE |
ДИСТАНЦИОННАЯ ДЕТАЛЬ(?) |
|
41 |
SCREW |
ВИНТ |
|
42 |
LITTLE PLATE |
МАЛ.ПЛАСТИНА (ПЛИТА) |
|
43 |
SCREW |
ВИНТ |
|
44 |
NEEDLE ROOLLER BEARING |
ИГОЛЬЧАТЫЙ ПОДШИПНИК ВАЛИКА |
|
45 |
NEEDLE ROOLLER BEARING |
ИГОЛЬЧАТЫЙ ПОДШИПНИК ВАЛИКА |
|
46 |
JOINT |
CОЕДИНЕНИЕ |
|
47 |
LEVER |
РЫЧАГ |
|
48 |
SIDE |
СТОРОНА(БОКОВАЯ СТЕНКА) |
|
49 |
WASHER |
ШАЙБА |
|
50 |
SCREW |
ВИНТ |
|
51 |
SCREW |
ВИНТ |
|
52 |
SUPPORT |
СУППОРТ (ДЕРЖАТЕЛЬ) |
|
53 |
SCREW |
ВИНТ |
|
54 |
SCREW |
ВИНТ |
|
55 |
SCREW |
ВИНТ |
|
56 |
BOLT |
БОЛТ |
|
57 |
RING |
КОЛЬЦО |
|
58 |
BOLT |
БОЛТ |
|
60 |
PLATE 91 |
ПЛАСТИНА (ПЛИТА) 91 |
|
60 |
PLATE 92 |
ПЛАСТИНА (ПЛИТА) 92 |
|
60 |
PLATE 93 |
ПЛАСТИНА (ПЛИТА) 93 |
Продолжение Табл.2
|
Индекс |
Английский |
Русский |
|
61 |
BOX SIDE |
БОКОВАЯ СТЕНКА КОРОБКИ |
|
62 |
SCREW |
ВИНТ |
|
63 |
BOX |
КОРОБКА |
|
64 |
SCREW |
ВИНТ |
|
65 |
BOLT |
БОЛТ |
|
66 |
BOX SIDE |
БОКОВАЯ СТЕНКА КОРОБКИ |
|
67 |
LITTLE PLATE |
МАЛ.ПЛАСТИНА (ПЛИТА) |
|
68 |
SCREW |
ВИНТ |
|
69 |
SCREW |
ВИНТ |
|
70 |
PLATE |
ПЛАСТИНА (ПЛИТА) |
|
71 |
DISTANCE PIECE |
ДИСТАНЦИОННАЯ ДЕТАЛЬ(?) |
|
72 |
BUSH |
ВТУЛКА (ВКЛАДЫШ) |
|
73 |
ROLL |
ВАЛИК |
Табл.3
|
Индекс |
Английский |
Русский |
|
1 |
RING |
КОЛЬЦО |
|
2 |
SCREW |
ВИНТ |
|
3 |
SCREW |
ВИНТ |
|
4 |
SCREW |
ВИНТ |
|
5 |
BOLT |
БОЛТ |
|
6 |
||
|
7 |
SCREW |
ВИНТ |
|
8 |
BOLT |
БОЛТ |
|
9 |
RING 40 |
КОЛЬЦО 40 |
|
9 |
RING 50 |
КОЛЬЦО 50 |
|
9 |
RING 60 |
КОЛЬЦО 60 |
|
9 |
RING 70 |
КОЛЬЦО 70 |
|
10 |
DISC |
ДИСК |
|
11 |
KNOB |
РУКОЯТКА |
|
12 |
SCREW |
ВИНТ |
|
13 |
SCREW |
ВИНТ |
|
14 |
SCREW |
ВИНТ |
|
15 |
SCREW |
ВИНТ |
|
16 |
SPRING |
ПРУЖИНА |
|
17 |
PAD |
ПОДКЛАДКА (ПРОКЛАДКА) |
|
18 |
SIDE |
СТОРОНА(БОКОВАЯ СТЕНКА) |
|
19 |
SCREW |
ВИНТ |
|
20 |
SCREW |
ВИНТ |
|
21 |
SUPPORT |
СУППОРТ (ДЕРЖАТЕЛЬ) |
|
22 |
RING |
КОЛЬЦО |
|
23 |
WASHER |
ШАЙБА |
|
24 |
SCREW |
ВИНТ |
|
25 |
SCREW |
ВИНТ |
|
26 |
RING |
КОЛЬЦО |
|
27 |
BOLT |
БОЛТ |
|
28 |
ROLL |
ВАЛИК |
|
29 |
SPRING |
ПРУЖИНА |
|
30 |
BOLT |
БОЛТ |
|
31 |
SLIDE |
ПЛАСТИНКА |
|
32 |
RING |
КОЛЬЦО |
|
33 |
BOLT |
БОЛТ |
|
34 |
BUSH |
ВТУЛКА (ВКЛАДЫШ) |
|
35 |
SUPPORT |
СУППОРТ (ДЕРЖАТЕЛЬ) |
|
36 |
PULLEY |
ШКИВ |
|
37 |
SCREW |
ВИНТ |
|
38 |
BELT |
РЕМЕНЬ |
|
39 |
PULLEY |
ШКИВ |
|
40 |
SIDE |
СТОРОНА(БОКОВАЯ СТЕНКА) |
|
41 |
SIDE |
СТОРОНА(БОКОВАЯ СТЕНКА) |
|
42 |
ROLL |
ВАЛИК |
|
43 |
LEVER |
РЫЧАГ |
|
44 |
NEEDLE ROOLLER BEARING |
ИГОЛЬЧАТЫЙ ПОДШИПНИК ВАЛИКА |
|
45 |
SCREW |
ВИНТ |
|
46 |
DISTANCE PIECE |
ДИСТАНЦИОННАЯ ДЕТАЛЬ(?) |
|
47 |
PIVOT |
ОСЬ (ШАРНИР) |
|
48 |
SETTING-SHAFT |
УСТАНОВОЧНЫЙ ВАЛ (?) |
|
49 |
RING |
КОЛЬЦО |
|
50 |
NUT |
ГАЙКА |
|
51 |
WASHER |
ШАЙБА |
|
52 |
BOLT |
БОЛТ |
|
53 |
SCREW |
ВИНТ |
|
54 |
BOLT |
БОЛТ |
|
55 |
ECCENTRIC |
ЭКСЦЕНТРИК |
|
56 |
SCREW |
ВИНТ |
|
57 |
СAM |
КУЛАЧОК |
|
58 |
RING |
КОЛЬЦО |
Продолжение Табл.3
|
Индекс |
Английский |
Русский |
|
59 |
RING |
КОЛЬЦО |
|
60 |
ROLL |
ВАЛИК |
|
61 |
NEEDLE ROOLLER BEARING |
ИГОЛЬЧАТЫЙ ПОДШИПНИК ВАЛИКА |
|
62 |
BOLT |
БОЛТ |
|
63 |
LEVER—ARM |
РУКОЯТКА РЫЧАГА |
|
64 |
SCREW |
ВИНТ |
|
65 |
SCREW |
ВИНТ |
|
66 |
RING |
КОЛЬЦО |
|
67 |
PULLEY |
ШКИВ |
|
68 |
SCREW |
ВИНТ |
|
69 |
SUPPORT |
СУППОРТ (ДЕРЖАТЕЛЬ) |
|
70 |
BOLT |
БОЛТ |
|
71 |
BOLT |
БОЛТ |
|
72 |
LEVER |
РЫЧАГ |
|
73 |
LEVER |
РЫЧАГ |
|
74 |
JOINT |
СОЕДИНЕНИЕ |
|
75 |
BUSH |
ВТУЛКА (ВКЛАДЫШ) |
|
76 |
BELT |
РЕМЕНЬ |
|
77 |
BELT |
РЕМЕНЬ |
|
78 |
SUPPORT |
СУППОРТ (ДЕРЖАТЕЛЬ) |
|
79 |
MICROSWITCH |
МИКРОВЫКЛЮЧАТЕЛЬ |
7.11. Инструкции по регулировке
Краткое
содержание:
n
Расположение держателя этикеток и
печатающей
ленты
1
n
Контрольная
панель
2
Счетчик изделий с различными
программами и автоматической остановкой
n
Расположение ленты
этикеток
3
n
Регулировка длины
этикеток
4
Фазы печати (печатающие
фазы?) между узлами
n
регулировка длины
фольги
5
n
регулировка давления
печати
6
n
Расположение устройств
для вытаскивания (?) (выдвижных ящиков?)
n
расположение
фольги
7
n
установка фаз машины
8
n
Замена
ремня
10
n
Замена режуших
лезвий
11
n
Регулировка давления
лезвий
12
n
Регулировка пробивания
дырок/надрезания
13
Схема подачи ленты этикеток
Расположение держателя этикеток и печатающей ленты
Печатающее
устройство для этикеток модели 201-204
1. Рулон этикеток
2. Натяжитель
3. Направляющий вал
4. Пресс
5. Направляющий вал
6. Регистратор фаз
7. Устройство сжатия
8. Дополнительное сжатие
9. Резание
10. Устройство сжатия
11. Рулон фольги
12. Наматыватель фольги
Контрольная панель
Схема
1
1. Терморегулятор 1 печатающей головки
2. Терморегулятор 2 печатающей головки
3. Терморегулятор 3 печатающей головки
4. Счетчик изделий
5. Остановка
6. Экстренное выключение
7. Пуск
8. Главный (общий) выключатель
9. Регулятор скорости
Главный
выключатель 8: Установкой в положение 1 активизируются все электрические
функции.
Экстренное
выключение 6: нажатием на него (по причинам, связанным с безопасностью
оператора), все электрические функции отключаются.
Чтобы
снова запустить машину, поворачивайте этот выключатель по ходу часовой стрелки.
Терморегуляторами
(1+2+3) выбирают рабочую температуру, устанавливая метку на желаемое значение
температуры.
Примечание:
температура фольги 130° С
температура
Askin (?)
от 170 до 210° С.
Счетик изделий с различными программами и автоматической
остановкой:
.
Чтобы
установить желаемое количество этикеток:
1. Нажмите кнопки Е-1одновременно
2. введите желаемое количество этикеток, нажимая кнопки
1-6
3. нажмите кнопку Е для начала
отсчета
4. для переустановки нажмите кнопки 4 и 6 одновременно.
Программирование терморегулятора
o Кнопка
программирования функций (никогда не используйте ее)
F Кнопка функций
D Кнопка
увеличения
Ñ Кнопка
уменьшения
1- Когда включен o , ждите,
чтобы дисплей номеров перестал мигать
2- Нажмите один раз кнопку F (высветятся буквы SP)
3- Выберите требуемую
температуры нажатием кнопок увеличения и уменьшения DÑ
4- Когда выбрана требуемая температура, нажмите кнопку F три
раза. Теперь дистплей высвечивает реальную
температуру печатающей головки.
Рис 5 а
1. Удалите валик с насечкой 1 и ослабьте рукоятку 2
2. Установите ленту этикеток на машину, следя за ее
центральной линией (см. рис 1) и пропустите ее через
щель 3 в устройстве резания
3. Установите валик с насечкой 1 в гнезда
4. Зажмите валик счетчика 4 рукояткой 2.
Предупреждение!
Слишком
сильное закручивание рукоятки 2 ставит под угрозу работу машины
Расположение ленты этикеток и печатающей ленты
Рис.6 Регулировка длины этикетки
Освободите микрометренный
винт 1 отпустив рукоятку 2
Поверните
рукоятку 3 по ходу часовой стрелки для уменьшения длины этикетки (и против
часовой стрелки для ее увеличения).
Зафиксируйте
винт 1 рукояткой 2.
Рис.7 — Фазы печатания между узлами.
Начнем
с первого узла слева.
Освободите микрометренный
винт 1 открутив рукоятку 2
Когда
рукоятка 3 поворачивается по часовой стрелке, микрометренный
винт 3 увеличивает фазу регистрации и печатание первой головкой сдвигается
вперед к следующему узлу.
Данная
последовательность операций используется и для следующей
печатающейголовки, и для узла резания.
Рисунок 8 — Регулировка длины фольги
n открутите гайку
1
n Нажатием
головки 2 в сторону (+) увеличивается длина фольги
n наоборот, нажимая
в сторону (-), длину фольги уменьшаем
n Когда
регулировка окончена, закрутите гайку 1
9. Регулировка давления печати
Выключите
машину или нажмите выключатель экстренной остановки
1. Вставьте выдвижное устройство держателя клише
2. С помощью шестигранного ключа вращайте вручную
двигатель против часовой стрелки. Прекратите вращение, когда печатающее устройство
достигнет максимума — верхней метки.
3. В случае, если клише не
контактирует с лентой, действуйте следующим образом:
4. Ослабьте гайку 3, поворачивая ее против часовой стрелки.
Затем поверните винт 2 против часовой стрелки, пока полный контакт между клише
и поверхностью ленты не будет достигнут. Закрепите винт 2, поворачивая его по
часовой стрелке, и гайку 3.
5. Снимите ключ с двигателя.
6. Запустите машину и отпечатайте несколько контрольных
этикеток.
Если цвета или надписи получатся слишком резкими, поверните гайку 3 против
часовой стрелки, затем завинтите 2.
Закрепите
все детали и отпечатайте еще контрольные этикетки.
Рис.10.
Правильное расположение:
Вставьте выдвижное устройство
в
печатающий узел и проверьте, что
он
правильно встал в свое гнездо
Рис 11. Неправильная
постановка
При неправильная постановке сломается приводной ремень и потеряется
фаза (стадия, период)
Рис 13
Установка фольги для верхнего печатающего узла
(сверху
вниз): позиция 2
Отцентрируйте
визуально фольгу, так, чтобы она покрывала всю печатающую поверхность клише
крестообразно и проверьте, что она на линии с разматывающим валиком по всему
пути.
Не
забудьте, что на фольге печатают на матовой стороне.
Рис
14
Установка фольги для верхнего печатающего
узла
(сверху
вниз): позиция 1
Отцентрируйте
визуально фольгу, так, чтобы она покрывала всю печатающую поверхность клише или
знаки (литеры, клеймо, буквы…) и проверьте, что она на линии с разматывающим
валиком по всему пути.
Не
забудьте, что на фольге печатают на матовой стороне.
Фазирование машины
Машина
находится вне фаз (нефазирвана), когда резание и
подача больше не синхронизированы. Начиная с момента,
когда узел отпечатал и начал опускаться, подвижное режущее лезвие должно быть
уже открыто, чтобы позволить ленте этикеток выйти из печатающего узла.
Чтобы
проверить, правильно ли фазирована машина, действуйте следующим образом:
Рис.А -Ослабьте рукоятку 1
и поверните рукоятку 2 против часовой стрелки до ее ограничительной метки.
Затем снова зафиксируйте рукоятку 1.
Рис.В.
— 1. Удалите выдвижное устройство клише из печатающего узла
2. Установите шестигранный ключ, поставляемый с
машиной, на головку двигателя.
3. С помощью шестигранного ключа
вращайте вручную двигатель против часовой стрелки. Прекратите вращение, когда
печатающее устройство достигнет верхней метки ( в этом
случае узел находится в положении как при печатании).
4. Измерьте (с помощью штангенциркуля или линейки)
расстояние между регулировочной пластиной на винтах (1 — рис.С)
и мобильной пластиной держателя выдвижного устройства (2- рис.С) если
печатающий узел НИЖНИЙ, или держателем вулкопресса
(если узел ВЕРХНИЙ). От полученной измеренной величины опуститесь вниз
примерно на 3 мм, поворачивая двигатель.
5. В этой точке (в этот момент), используя тот же
инструмент, измерьте расстояние между плоскостью машины и центром винта (1- рис
В): оно должно быть примерно 122 мм.
Если это не так, то машина расфазирована.
Чтобы перефазировать машину
действуйте следующим образом:
1. Ослабьте 4 винта (2- рис В), которые
закрывают обжатие двигателя
2. Ослабьте болт 9 — рис.А,
который блокирует натяжное устройство. Таким образом
мы ослабляем также ремень передачи.
3. Одной рукой оставьте двигатель узла зависнувшим по направлению внутрь машины (это возможно, поскольку
раньше мы отпустили 4 винта, блокирующие обжатие двигателя).
4. Удостоверьтесь, что кулачок (эксцентрик) 3- рис.А не двигается.
5. Поверните двигатель ключом, пока не установится
расстояние 68-70 мм
Затем:
Зафиксируйте
4 винта, которые фиксируют обжим двигателя узла (2 — рис.В)
и винт 9 (рис.А), который блокирует натяжное устройство.
Примечание:
может получиться так, что хотя двигатель и работает, узел не двигается. Это
происходит потому, что сцепление обжимного устройства изношено. Волноваться не
стоит, действуйте следующим образом:
Рис
15-А
С помощью зафиксированного ключа, к примеру, 22,
поверните гайку 10 по часовой стрелке на пол-оборота. Запустите машину. Если
двигатель все еще не двигает узел, поверните гайку еще на пол-оборота и т.д.
Замена ремня подачи фольги
Освободите
винт 5 — рис.А, создав таким образом пространство для
прохождения ремня (6-Рис.А)
Замените
ремень и соберите все снова, обращая особое внимание на то, чтобы не потерять
шайбы 7 — рис.А, которые находятся с обеих сторон
соединения.
Замена
узла передачи на узел
n Открутите болт
1 (рис.В)
n Отпустите винт
9 (рис.А)
n Открутите винт
5 (рис.А)
n Удалите ремень
6(рисА)
n Замените ремень
4 (рис.А)
n Установите
ремень 6 (рис.А)
n Закрепите снова
соединяющие штанги с узлом 8 (рис.А) с помощью винта 5
(рисА)
n Установите
передающую соединяющую штангу с помощью болта 1 (рис.В)
Замена режущих лезвий.
Обязательно оба лезвия
(фиксированное и мобильное) должны быть тщательно заточены
чтобы этикетки отрезались чисто.
Если на срезе этикетки видны волкна, или она даже не полностью отрезана, значит одно из
лезвий, или сразу оба, изношены.
Для их замены действуйте
следующим образом:
Замена мобильных лезвий:
Отверните три винта 6, с помощью такой операции
мы освобождали держатель лезвий из машины. С помощью крестовой отвертки отпустите
винт 7, придерживая держащую гайку 2 с помощью 8 мм трубчатого ключа. Перед
удалением cup grinders ( саканчиковый
истиратель ), осмотрите, как они собраны (по 5
деталей пружинок на винт). Замените лезвие 4 и соберите все снова.
Примечание:
когда устанавливаете снова два пакета cup grinders? , помните, что надо
затянуть гайку/винт с определенным усилием.
Замена фиксированного лезвия:
С
фиксированным ключом, к примеру, 10, зафиксируйте гайку 9 и с помощью торцевого
ключа отпустите два винта 11. С помощью такой операции мы освобождали держатель
фиксированного лезвия 10. Отпустите два винта 12 и удалите скобу,
направляющую ленту.из
держателя фиксированного лезвия. Замените держатель фиксированного лезвия
новым. Установите на место держатель фиксированного лезвия и скобу,
направляющую ленту.
Примечание: Раз уж снова собрана скоба, направляющая ленту,
проверьте сразу, чтобы плоскость, по которой скользит лента, была слабо
наклонена.
Это
придаст ленте направление вверх и таким образом, отведет ее от мобильного
лезвия
Регулировка давления между фиксированным и мобильным
лезвиями
Рис.22
1. Соберите мобильное лезвие 1, установив его на
держатель мобильного лезвия в специальные машинные держатели (скобы?) и
зафиксируйте двумя винтами 2.
2. С помощью ключа поверните двигатель вручную и
заставьте режущие скобы подняться до их верхней предельной отметки.
3. Для следующей операции найдите себе помощника.
4.
Пока Ваш помощник большими пальцами рук давит на
скобу 5 с двух сторон, действуйте с помощью гайки 3 и винта 4 … (нет
окончания фразы)….
Как
отрегулировать режущее давление компостера для дырок
Рис.23
Установите компостер на держатель мобильного лезвия и направьте
вырезающее устройство на линию с существующим выходом из держателя А. Поверните
регулировочный штифт 1 на пол-оборота и слегка нажмите штифт 2.
После того, как закрепите держатель, поверните машину
вручную на один полный цикл, разберите держатель и с помощью специального ключа
введите штифт 1 в контакт с дыроколом. Как только такой контакт появился,
поверните регулировочный штифт 1 еще на часть оборота, увеличив
таким образом давление резания.
Повторяйте операцию пока не будет достигнуто полное очищение отверстий от обрезков.
Как
регулировать давление лезвий при надрезании этикеток
Установите лезвие на специальный держатель и открутите
три штифта регулировки давления 1.
Введите три штифта 2, держащих лезвие, в касание к
лезвию, слегка надавив на них.
Для регулировки давления действуйте также,
как и при регулировке компостирования отверстий.
P.S. Проверьте,
чтобы лезвие 4 касалось плоскости 3.
Замена Pads (подкладок, прокладок, колодок, вкладок подшипника)
(Следует
проверять раз в год, а также в тех случаях, когда машина плохо печатает или
режет)
Отпустите немного с помощью ключа 1 (рис.1)
специальные винты 2.
Держа ключ 2 ключом 1, отпустите винты 4 ключом 3,
действуя осторожно чтобы не дать выскочить пружине 5,
которая будет удалена с винта 2 позднее.
Уберите винт 2.
Удалите изношенные подкладки и замените их новыми,
накручивая их на винты 2 (рис.2).
Поставьте винты 2 на место, следя, чтобы подкладки не
выскочили.
Наверните по резьбе пружинки 5 и заверните
винты 4 ключом 3.
Полностью закрутите винты 2 ключом 1.
Ключом 3 заверните винты 4 так, чтобы они оказались
полностью внутри винта 2.
ПРЕДУПРЕДИТЕЛЬНЫХ БИРОК
Глава
6 . Диагностика
Индикатор
1 «Включено»
Загорается, когда эл-энергия подана на
подачу
(передачу?)
Индикатор
2
«Состояние»
Загорается когда подача в порядке и работает, гас
нет, когда подача в порядке, но бездействует
В состоянии тревоги указывает специальным кодом
миганием:
мгновенное
слишком
2 вспышки, затем пауза
большое значение тока
слишком большое напря—
3 вспышки, затем пауза
жение цепи тока возбуж—
дения (подачи)
Ixt
перегрузка
4 вспышки, затем пауза
Мотор
заглох
5 вспышки, затем пауза
Ixt интегратор
(накопитель) Индикатор состояния мигает, но
подача
(передача?) продолжает раболтать, значит рабо—
тает Ixt интегратор (накопитель). Подача будет
продолжать работать только ограниченный пери-
од времени, в зависимости от уровня перегрузки
Индикатор
3 « В
порядке»
Горит, когда подача (передача?) в порядке. Не
го-
рит в состоянии тревоги.
Примечание: Индикатор слева
от подачи (передачи?) указывает, что [еще] есть заряд на конденсаторе тока
возбуждения. Пока светится этот индикатор есть опасность
удара током. Работы не должны производиться, если светится этот индикатор.
Пресс горячего
тиснения
WT-2-210

Инструкция по
эксплуатации
Содержание
1. Общее описание
2. Основные
технические характеристики
3.
Регулировка и настройки
4.
Технологическое описание.
5. Схема
электропульта.
6.
Примечания.
7. Перечень
электрических компонент
Электрическая
схема
8. Перечень
основных узлов
9.
Повседневный уход и устранение неполадок
10. Наиболее
часто встречающиеся недостатки печати
1. Общее описание пресса горячего
тиснения
1)
Пресс горячего тиснения данной серии является горизонтальным. Усилие, создаваемое
рычагом, действует на нагреваемое клише и поверхность заготовки, создавая,
таким образом необходимое рабочее давление. Данный пресс горячего тиснения
используется не только для фольгирования, но также для тиснения и
малогабаритной вырубки.
2)
Данный пресс обладает широкой областью применения, что позволяет производить
тиснение рисунков на таких изделиях, как различные визитки, открытки, изделий
из резины, дерева, бумаги, кожи, пластика, для тиснения упаковки продуктов и
средств гигиены.
3)
Для того, чтобы пользователь мог безопасно, эффективно и оперативно
использовать пресс горячего тиснения, перед работой необходимо тщательно
изучить данную инструкцию, а в случае возникновения каких-либо вопросов
связаться с сервисным центром.
2. Основные технические характеристики пресса горячего тиснения
1)
Площадь печати: до 210х290 мм
Рабочий
ход клише: 40 мм
Источник
питания: АС 220В/50Гц
Размер
рабочего стола: 400х320 мм
Мощность
нагрева: 1 КВт
Масса
нетто: 130 кг
Габариты: 0,6
х 0,65 х 0,9 м
Диапазон
выбора температуры: до 299°С
2).
Справочные коэффициенты температуры тиснения:
|
№ |
Материал |
Температура |
Примечание |
|
1 |
Бумага |
85-120 |
|
|
2 |
Мягкий |
65-80 |
|
|
3 |
Мягкий |
75-85 |
|
|
4 |
Твердый |
100-135 |
|
|
5 |
Выделанная |
75-85 |
100-130 |
|
6 |
Телячья |
120-150 |
|
|
7 |
Искусственная |
160-180 |
3. Регулировка и настройки пресса горячего тиснения
1)
Регулировка баланса:
Сначала
следует поместить пресс горячего тиснения на ровную устойчивую поверхность.
Пресс перед выпуском с завода отрегулирован, если необходимо поменять клише или
произвести другие регулировки, проделайте это в следующей последовательности:
А.
Закрутите по часовой стрелке подъемный ворот 16 вертикального подъемного винта
с помощью 4-х ручек.
В.
Нажать на рабочую ручку 9 и прижать плиту, удерживающую клише 13 к рабочему
столу 4.
С.
Добиться идеально ровного состояния, положив в образовавшийся просвет тонкий
лист бумаги таким образом, чтобы он был равномерно прижат, и невозможно было бы
его вынуть, не разорвав.
D.
С помощью 4-х винтов балансировки рабочего стола, расположенных снизу,
отрегулируйте наклон рабочего стола.
2)
Установка температуры:
В
зависимости от материала печатного объекта необходимо подбирать соответствующий
тип фольги и регулировать температуру тиснения. Необходимо учитывать и качество
материала. На регуляторе температуры с помощью поворотного регулятора
установить необходимую температуру. Во время нагревания на датчике температуры
загорятся красный и зеленые светодиоды. После нагрева до заданной температуры
зеленый индикатор гаснет, далее пресс горячего тиснения будет автоматически
поддерживать температуру.
3)
Регулировка длины промотки рулонной фольги:
На
данном прессе горячего тиснения подача фольги регулируется с помощью временного
прерывателя. На электрощите расположен временной прерыватель (Диапазон
срабатывания 0-5 сек. и 0-30 сек.). Перед началом работы пользователь может
поворотом регулятора со шкалой установить требуемое время промотки фольги,
исходя из требований к печати, чем дольше временной показатель, тем больше
длина фольги.
4)
Факторы, влияющие на эффективную печать:
Сила
нажима, время нажима, температура и тип фольги оператор должен выбирать исходя
из характеристик используемых материалов.
5)
Регулировка рабочего давления:
Механика
данного пресса горячего тиснения позволяет развивать рабочее давление примерно
до 4 тонн. Контроль времени прижима осуществляется оператором с помощью
рабочего рычага 9, который плотно прижимает плиту, удерживающую клише к
рабочему столу 4. С помощью поворотного ворота 16, расположенного на
вертикальном подъемном винте 2, отрегулировать рабочий стол таким образом,
чтобы его поверхность находилась в 3-4 мм от точки максимального давления. Пользователь сам точно выбирает подходящие параметры, исходя из физических особенностей
заготовки. В случае, если рабочее давление недостаточно, следует
подрегулировать поворотный ворот 16, расположенный на вертикальном подъемном
винте 2 (уменьшив рабочий ход).
6)
Установка фольги (см. рис. на стр. 7):
А.
Выбрать тип фольги исходя из особенностей заготовки.
В.
Рулон устанавливается на держатель фольги 6. Вытяните передний край фольги,
протяните через поддерживающие оси, проденьте фольгу между резиновым и
металлическим валиками, после чего закрепите на катушке приема фольги.
С.
Устанавливать рулон с фольгой следует таким образом, чтобы лицевой слой фольги
располагался к заготовке.
D.
Путем регулировки длины и угла наклона поддерживающих осей, разместить фольгу на
расстоянии примерно в 10 мм от плиты, удерживающей клише.
4. Технологическое описание пресса горячего тиснения
1).
Положить на рабочий стол ровную резиновую или другую прокладку, закрепить клише
на плите, удерживающей клише.
2).
Закрепить фольгу согласно инструкции, не следует ее чрезмерно натягивать или
ослаблять, обратить внимание на то, чтобы она была расположена лицевой стороной
к заготовке, изменяя угол наклона поддерживающих осей отрегулировать длину
фольги, расположить ее примерно в 10 мм от клише.
3).
Включить питание, установить значения температуры, пресс горячего тиснения
нагреется.
4).
Заготовку положить на рабочий стол, нажать на рабочую рукоятку и сделать
пробный оттиск. В случае неудовлетворительного качества следует изменить
настройки.
5).
Если необходимо остановить пресс горячего тиснения, нужно выключить
прерыватель.
5. Схема электропульта пресса горячего тиснения
А.
Временной прерыватель (от 0 до 5 сек., есть 4 позиции, до 30 сек.),
пользователь устанавливает требуемое значение, по умолчанию на прессе горячего
тиснения установлено 5 сек.
В.
Регулятор температуры (от 0 до 300 С).
С.
Индикатор питания.
D.
Индикатор протяжки фольги.
Е.
Выключатель питания, левое положение — вкл., правое – выкл.
6. Примечания пресса горячего тиснения
1).
Подбирайте клише в зависимости от площади и материала тиснения.
2).
Во время тиснения необходимо избегать чрезмерного давления клише на рабочий
стол. Не следует применять к рычагу ударную нагрузку.
3).
Перед работой необходимо проверить работу механических узлов, надежность
проводов и наличие заземления.
4).
Тип фольги подбирается в зависимости от запечатываемого материала.
5).
Во время работы избегать соприкосновений с клише и плитой, удерживающей клише
во избежание ожогов.
6).
Если необходимо покинуть рабочее место, следует обесточить пресс горячего
тиснения.
7. Перечень электрических компонентов пресса горячего тиснения
|
№ |
Обозначение |
Наименование |
Кол-во |
Прим. |
|
1 |
ST3A-A |
Временной |
1 |
KT |
|
2 |
TEG01 |
Регулятор |
1 |
TEG |
|
3 |
Y090 |
Выключатель |
1 |
NK |
|
4 |
AD11-2240 |
Индикаторы |
2 |
HL EL |
|
5 |
B090/220 |
Проводящий |
1 |
KM |
|
6 |
RT14-20 |
Предохранитель |
1 |
FU |
|
7 |
AE7311 |
Включатель |
1 |
SA |
|
8 |
JQX-13F/220V |
Малый |
1 |
KA |
|
9 |
NL18-20 |
Выключатель |
1 |
HK |
|
10 |
M |
Электродвигатель |
1 |
M |
|
11 |
E/M |
Парный |
1 |
Электрическая схема пресса горячего тиснения

8. Перечень основных узлов пресса горячего тиснения
|
№ |
Наименование |
№ |
Наименование |
|
1 |
Основание. |
14 |
Слип |
|
2 |
Вертикальный |
15 |
Балансир |
|
3 |
Скоба |
16 |
Подъемный |
|
4 |
Рабочий |
17 |
Винт-фиксатор. |
|
5 |
Поддерживающие |
18 |
Винт |
|
6 |
Держатель |
19 |
Выдвижная |
|
7 |
Электрощит. |
20 |
Узел |
|
8 |
Станина. |
21 |
Закрепительный |
|
9 |
Рычаг. |
22 |
Передающий |
|
10 |
Включатель |
23 |
Электродвигатель. |
|
11 |
Катушка |
24 |
Фиксатор. |
|
12 |
Катушка |
25 |
Прерыватель. |
|
13 |
Плита |


9. Повседневный уход и устранение
неполадок пресса
горячего тиснения
1)
Поддерживайте чистоту пресса горячего тиснения.
2)
Периодически чистите и смазывайте рабочие узлы, добавляйте машинное масло в
рабочие узлы, в которых происходит трение деталей. Смазку производите не реже
одного раза в две недели.
3)
В случае возникновения неисправностей пресса горячего тиснения, для их
устранения, вызывайте квалифицированного специалиста. Самостоятельный ремонт
может привести к получению травм и окончательному выходу пресса горячего
тиснения из строя.
Возможные
неполадки и их устранение пресса горячего тиснения
1.
При подключении к сети пресс горячего тиснения не включается.
Проверьте
сетевой шнур и исправность предохранителей.
2.
При включении питания электродвигатель не работает, индикатор фольги не горит.
Проверьте
положение включателя хода, исправность выключателя, осмотрите электродвигатель.
3.
Индикаторы температуры и сети горят, но пресс горячего тиснения не нагревается.
Проверьте
крепление нагревательного элемента и его исправность. Измерьте значение
сопротивления нагревательного элемента, оно должно быть в разумных пределах.
Внимание:
Для безопасной работы пресса горячего тиснения требуется его заземлить. Все
проверки должны производиться при отключенном питании.
4.
Безостановочная работа электродвигателя протяжки фольги.
Проверьте
исправность временного прерывателя, измерьте значение его сигнала. Проверьте
исправность малого прерывателя, расположенного в электрощите (JQX-13F/220V).
5.
Недостаток тяги электродвигателя.
Проверить
или заменить конденсатор.
10. Наиболее часто встречающиеся
недостатки печати пресса
горячего тиснения
1.
Частичное непропечатывание рисунка.
А. Плохое совпадение плоскостей
заготовки и клише.
В. Неровность клише.
2.
Плохое наложение оттиска.
А. Недостаточная температура.
В. Перегрев.
С. Неправильно подобран тип фольги.
3.
Расплывчатое обугливание рисунки.
А. Чрезмерное давление.
В. Высокая температура.
Преимущества сотрудничества с нашим заводом:
1. Самая низкая стоимость оборудования в России;
2. Возможность приобретения продленной гарантии;
3. Партнёрам предоставляем лицензию от нашего завода;
4. Полный спектр оборудования для изготовления номеров всех типов;
5. Оборудование для изготовления сувенирных номеров;
6. Уникальные характеристики нашего оборудования: Универсальность, энергоэффективность, компактность;
7. Всегда в наличии любые расходные материалы.
Мы предлагаем приобрести качественное, надёжное оборудование и расходные материалы для изготовления государственных регистрационных знаков:
Расходные материалы

Хит продаж!
Комплект оборудования с электро приводом
В комплект входит:
Пресс гидравлический с электро приводом
Станок горячего тиснения однорядный (универсальный)
Комплект пресс-оснастки Тип-1 (2х и 3х значные регионы), 1Б, 2
Цена: 550 000 рублей

Комплект оборудования с ручным приводом
В комплект входит:
Пресс гидравлический с ручным приводом
Станок горячего тиснения однорядный (универсальный)
Комплект пресс-оснастки Тип-1 (2х и 3х значные регионы), 1Б, 2
Цена: По запросу

Пресс гидравлический с электро приводом ПГЭ-50
Усилие, тн — 50
Частота тока, Гц — 50 ±2%
Тип питающей сети — однофазная
Параметры питающей сети, В — 230 ±10%
Габаритные размеры (ДxШxВ), мм — 720 х 500 х 1220
Производительность пластин в одну смену, шт — 1500
Масса не более, кг — 285
Предназначен для формирования символов на плоских пластинах толщиной 1+0,1 мм
Цена: 200 000 рублей

Пресс гидравлический с ручным приводом ПГЭ-30
Усилие, тн — 30
Частота тока, Гц — 50 ±2%
Тип питающей сети — однофазная
Параметры питающей сети, В — 230 ±10%
Габаритные размеры (ДxШxВ), мм — 720 х 500 х 1220
Производительность пластин в одну смену, шт — 650
Масса не более, кг — 285
Предназначен для формирования символов на плоских пластинах толщиной 1+0,1 мм
Цена: По запросу
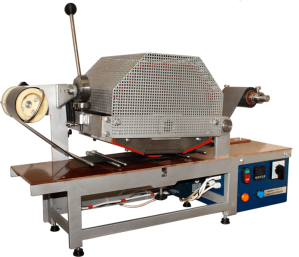
Станок горячего тиснения однорядный ТПС-1
Частота тока, Гц — 50 ±2%
Номерных знаков в час — 390
Тип питающей сети — однофазная
Параметры питающей сети, В — 230 ±10%
Вращающий момент барабана, Нм — 36,5
Максимальная потребляемая мощность, кВт — 1,7
Габаритные размеры, мм (ДxШxВ) — 1110 х 410 х 680
Ширина термотрансферной пленки в рулонах: 120 мм
Масса не более, кг — 75
Область применения данного станка – термопечать цвета на обозначение государственных регистрационных
знаков.
Станок предназначен для окрашивания номеров:
ТИП 1 (1Б), 1А, 2, 3, 4, 5, 9
Цена: 310 000 рублей

Станок горячего тиснения двухрядный ТПС-2
Частота тока, Гц — 50 ±2%
Номерных знаков в час — 690
Тип питающей сети — однофазная
Параметры питающей сети, В — 230 ±10%
Вращающий момент барабана, Нм — 36,5
Максимальная потребляемая мощность, кВт — 1,7
Габаритные размеры, мм (ДxШxВ) — 1300 х 540 х 710
Ширина термотрансферной пленки в рулонах: 240 мм
Масса не более, кг — 90
Область применения данного станка – термопечать цвета на обозначение государственных регистрационных
знаков.
Станок предназначен для окрашивания номеров:
ТИП 1 (1Б), 1А, 2, 3, 4, 5, 9
Цена: По запросу
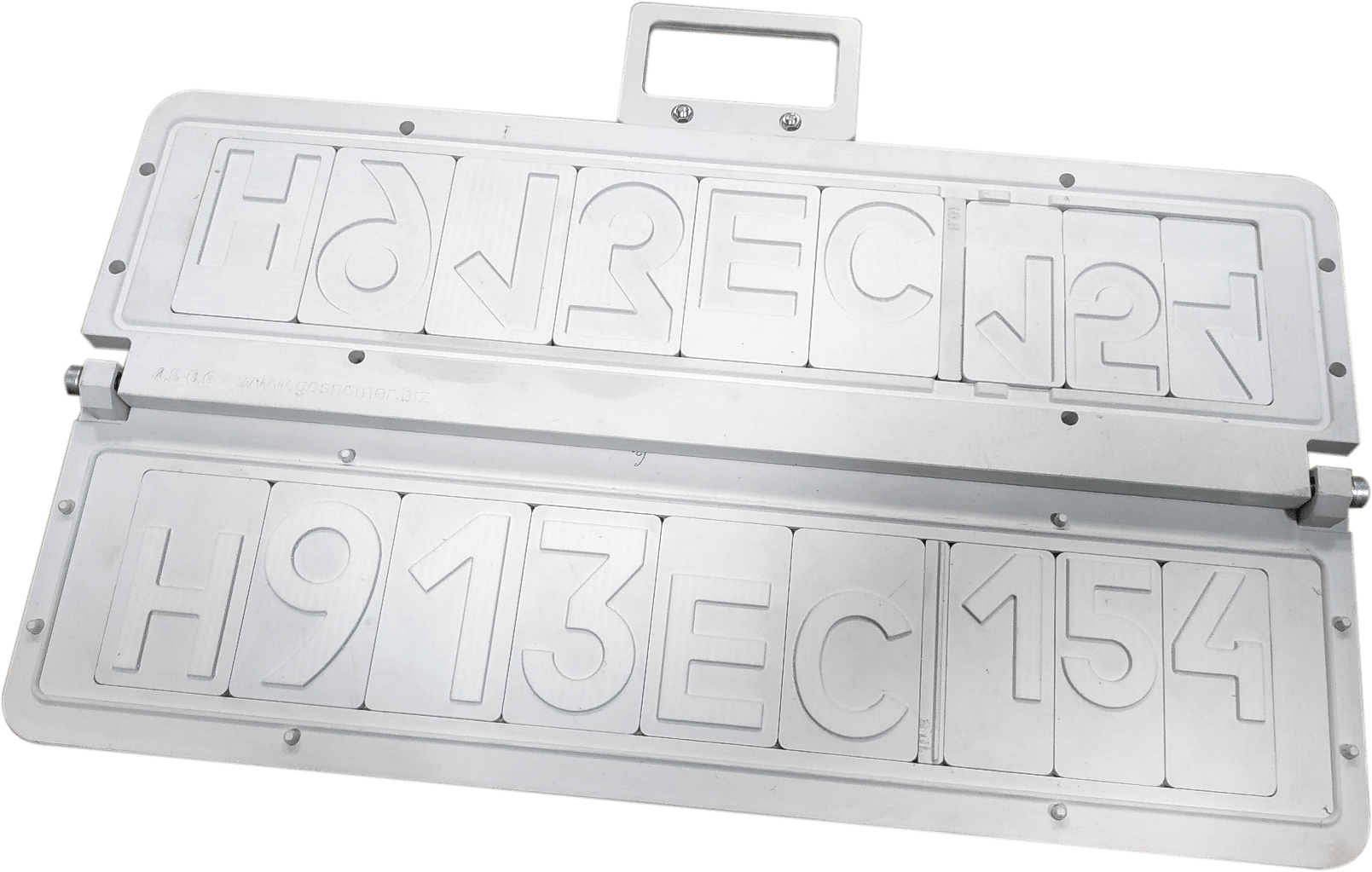
Клапрама универсальная ТИП-1
ГОСТ Р50577-2018
Размер номера, мм — 520 х 112
Материал — Инженерный пластик
Габаритные размеры, мм (ДxШxВ) — 540 х 156 х 35
Масса не более, кг — 2
Предназначена для изготовление государственных регистрационных знаков:
ТИП-1 (2-ух и 3-х значный коды регионов);
ТИП-19 (без флага);
ТИП-1Б (такси);
ТИП-2 (прицепы).
А так же для изготовления сувенирных авто номеров и табличек
Цена: 23 000 рублей
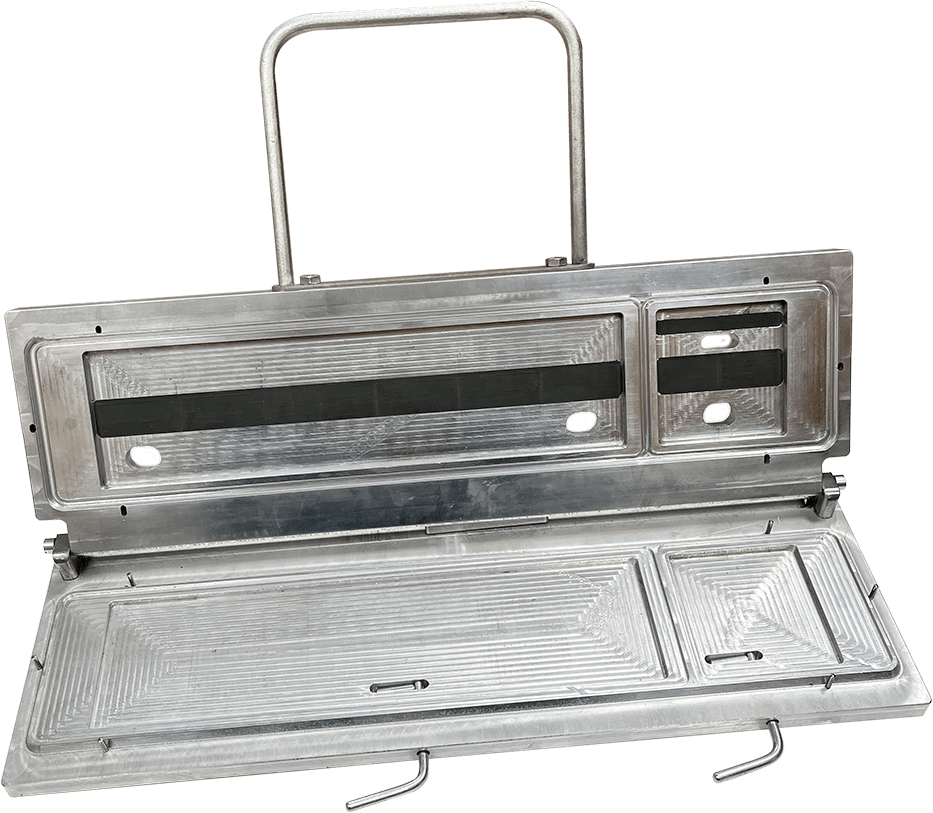
Клапрама специальная ТИП-1 (Двух значный код региона)
ГОСТ Р50577-2018
Размер номера, мм — 524 х 114
Материал — Дюралюминий д16
Габаритные размеры, мм (ДxШxВ) — 540 х 156 х 45
Масса не более, кг — 8
Возможность доснастить символами из алюминия и пластика. Предназначена для формирования окантовки пластины и изготовления государственных регистрационных знаков:
ТИП-1 (Двух значный код региона);
ТИП-19 (без флага);
ТИП-1Б (такси);
ТИП-2 (прицепы).
Цена: 40 000 рублей
Клапрама специальная ТИП-1 (Универсальная)
ГОСТ Р50577-2018
Размер номера, мм — 524 х 114
Материал — Дюралюминий д16
Габаритные размеры, мм (ДxШxВ) — 540 х 156 х 45
Масса не более, кг — 8
Возможность доснастить символами из алюминия и пластика. Предназначена для формирования окантовки пластины и изготовления государственных регистрационных знаков:
ТИП-1 (Двух значный код региона);
ТИП-19 (без флага);
ТИП-1Б (такси);
ТИП-2 (прицепы).
Цена: 45 000 рублей

Клапрама специальная ТИП-1 (Трех значный код региона)
ГОСТ Р50577-2018
Размер номера, мм — 524 х 114
Материал — Дюралюминий д16
Габаритные размеры, мм (ДxШxВ) — 540 х 156 х 45
Масса не более, кг — 8
Возможность доснастить символами из алюминия и пластика. Предназначена для формирования окантовки пластины и изготовления государственных регистрационных знаков:
ТИП-1 (Трех значный код региона);
ТИП-19 (без флага);
Цена: 40 000 рублей

Комплект сменных символов ТИП-1
ГОСТ Р50577-2018
Количество, шт — 96
Материал — Инженерный пластик
Масса не более, кг — 0.1
Наши символы соответствуют всем ГОСТам для изготовления гос номеров всех типов.
Возможно приобрести символы поштучно, дополнительно уточняйте у наших менеджеров
Цена: 67 200 рублей
Стеллаж под сменные символы
Материал — Сталь
Количество ячеек, шт — 33
Габаритные размеры, мм (ДxШxВ) — 670 х 180 х 160
Масса не более, кг — 9
Для удобного размещения символов предлагаем приобрести стеллаж и закрепить его на ножках пресса ПГЭ-50 и ПГЭ-30
Цена: 10 000 рублей
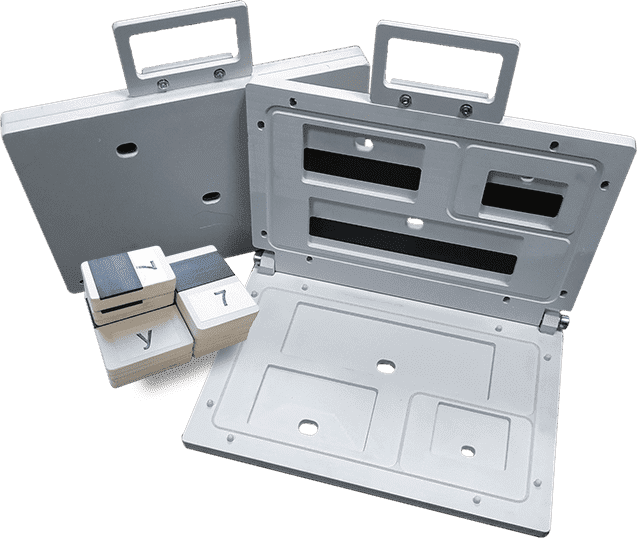
Пресс оснастка Тип 1А



ГОСТ Р50577-2018
Размер номера, мм — 520 х 112
Материал — Инженерный пластик
Габаритные размеры, мм (ДxШxВ) — 540 х 156 х 35
Масса не более, кг — 2
Предназначена для изготовление государственных рег. знаков
Тип 1А (2-ух и 3-ех значные коды регионов).
Цена: 84 000 рублей
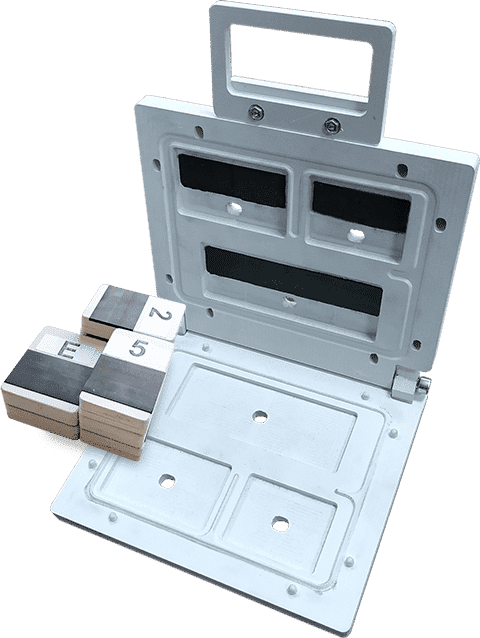
Пресс оснастка Тип 4
(Новый ГОСТ)
Предназначена для изготовление государственных рег. знаков Тип 4 (мини-мото) по НОВОМУ ГОСТу.
Цена: 81 800 рублей
Стабилизатор напряжения Штиль
Основные характеристики:
Тип — однофазный инверторный (с двойным преобразованием);
Мощность 2,0 кВт, точность стабилизации 2%, работает в диапазоне входного напряжения от 90 до 310 В.;
Место и способ установки: устанавливается на стену в не холодных помещениях, с температурой воздуха от +5 до +40 °C;
Модель подходит для домашнего использования;
Применяется для стабилизации электропитания котлов, насосов и прочего оборудования и техники.
Цена: 29 800 рублей

Вносим в РЕЕСТР по учету
изготовленнойи выданной
спецпродукции согласно
приказа МВД РФ №951
от 18.12.19
Термотрансферный однорядный станок горячего тиснения для гос номеров EQUIP-1.0
Вносим в РЕЕСТР по учету
изготовленнойи выданной
спецпродукции согласно
приказа МВД РФ №951
от 18.12.19

Основные технические характеристики:
- Подключение к питанию ( -15…+10 %).
- Частота работы Гц 50.
- Мощность, потребляемая, оборудованием не более 2 кВт.
- Температурный показатель поверхности достигает от 160 до 230 ºС.
- Время подготовки термобарабана составляет от 7-ми минут.
- Подача со скоростью 3.4м/мин.
- Габаритные размеры, не более 920х650х500 мм.
Стоимость: от 240000 руб.Заказать
Заказать термотрансферный однорядный станок горячего тиснения для гос номеров EQUIP-1.0
Машина термотрансферная однорядная EQUIP-1.0 представляет собой высокопроизводительный станок с хорошей эффективностью и минимальными показателями расхода энергии. Позволяет покрывать готовые знаки термотрансферной пленкой под воздействием высокого температурного показателя. Данный станок горячего тиснения для гос номеров подходит для печати на один ряд номера. Новейшие технические разработки наших инженеров позволили снизить общие затраты на электричество до 30%. В разделе «расходники» вы также можете приобрести специальную пленку, значительно продлевающую долговечность знаков.
Данный станок горячего тиснения для гос номеров идеально подходит для установки в небольших организациях «ИП». Уточнить стоимость на модель можно по номеру телефона, или оставив заявку с контактными данными. Необходимо устанавливать только в вентилируемых и отапливаемых помещениях закрытого типа. Машина адаптирована под любые виды пленок. Подмотка при необходимости осуществляется в ручном режиме. Ремонтонтопригоден с минимальными затратами.
Условия доставки по России
Осуществляем доставку транспортными компаниями:




Доставка до транспортной компании бесплатно.
По факту получения, оплата ТК согласно тарифам транспортной компании.
Мы бережно упаковываем всё оборудование в защитную упаковку перед отправкой.
Срок отгрузки: 3 дня после оплаты заказа
Обращаем внимание, что на данный вид техники предоставляется гарантия – 1 год!


СЕРВИС
Купеческая компания берет на себя обязательства по технической поддержке и сервисному обеспечению на все оборудование с момента поставки. У вас не возникнет проблем с обслуживанием и наладкой нашего оборудования.

ОБУЧЕНИЕ
В любом производстве существуют масса нюансов, которые становятся понятны спустя определенное время после наработки. Мы съэкономим Ваше время и сократим этот этап введя в курс дела, по средствам обучения Вас и вашего персонала. Укажем на тонкости при работе с заготовками, фольгой горячего теснения.