Рязанским станковым заводом в конце 60-х годов прошедшего столетия начал производиться токарный станок 1м63. Установка предназначается для промышленного и индивидуального производства и позволяет обрабатывать небольшие заготовки из цветных и черных сплавов и металлов.
Точность и качество операций, выполняемых устройством, и надежность и долговечность сделали его популярным токарным агрегатом. Монолитные опоры, жесткая основа, каленые направляющие, износостойкие составляющие конструкции обеспечивают выполнение операций на высоких скоростях с использованием режущих инструментов из твердых металлов.
Предназначается для работы с поверхностями сложных форм – внутренними и внешними, и для нарезки резьбы различных шагов. Буквенно-цифровой индекс агрегата имеет следующие значения: 1 – станок токарный; 6 – токарно-винторезный станок; М – поколение; 3 – радиус обработки болванки в максимальном значении.
Данный станок имеет 14 модификаций, среди которых: 163 – первая модель; выпускаемые заводом им. Кирова – 1Д63А, 1М63ДФ101; улучшенной мощности – 1М63Д, 1М63МФ101.
Производитель токарного станка модели 1м63мф101 — Тбилисский станкостроительный завод им. С.М. Кирова.
Станки, выпускаемые Тбилисским станкостроительным заводом им. Кирова
- 1Д63А
— станок токарно-винторезный универсальный Ø 615 - 1М63Д
— станок токарно-винторезный универсальный Ø 630 - 1М63М
станок токарно-винторезный универсальный Ø 630 - 1М63МФ101
станок токарно-винторезный с УЦИ Ø 630 - 9М14
— станок трубонарезной Ø 630

Фото токарно-винторезного станка 1м63Бф101

Фото токарно-винторезного станка 1м63мф101

Фото токарно-винторезного станка 1м63мф101

Электрооборудование и кинематическая схема

Кинематическая схема станка 1М63
Токарно-винторезный станок 1М63, электросхема которого имеет 4 электродвигателя, также имеет подробное описание каждого узлового модуля в своем паспорте. Основной мотор может работать от сети 50 Гц или 60 Гц. Электрическая схема указывает на то, что мотор имеет мощность 13 кВт.
Инструкция по эксплуатации предусматривает охлаждение системы. Для этого также устанавливается большой мотор. Кинематическая схема указывает на необходимость подачи 22 литров жидкости в минуту. Мощность электродвигателя 0,12 кВт.
Кинематический механизм представлен и мотором, который обеспечивает ускоренное движение суппорта. Резец передвигается вместе с суппортом благодаря установке мотора, мощность которого 1,1 кВт.
Кинематическая схема станка 1М63 также указывает на наличие четырех муфт. Муфта фрикционная 1М63 отвечает за движение каретки: продольный и поперечный проход проводится во время обтачивания, внутренний механический элемент позволяет быстро подводить режущий инструмент. Электромагнитный тип устройства позволяет быстро изменять положение каретки. Имеется фрикционная муфта прямого хода 1М63, которая предназначена для обеспечения плавности прямых подач в оборудовании.

Электрическая схема станка 1М63
Расположение основных узлов токарно-винторезного станка 1м63мф101

Расположение основных узлов токарно-винторезного станка 1м63мф101
- Сменные шестерни — М63Б.08.000
- Бабка передняя — М63М.20.000
- Ограждение патрона — М63Б.19.000
- Фартук — М63М.60.000
- Суппорт — М63М.40.000
- Электрооборудование — М63М.18.000
- Ограждение — М63М.81.000
- Ограждение — М63М.81.000
- Бабка задняя — М63М.30.000
- Станина — М63М.16.000
- Электродвигатель — М63М.17.000
- Коробка подач — М63Б.70.000
- Кожух защитный — М63Б.95.000
- Люнет подвижный — М63М.10.000
- Люнет неподвижный — М63М.11.000
Расположение органов управления токарно-винторезным станком 1м63мф101

Расположение органов управления токарно-винторезным станком 1м63мф101

Органы управления токарно-винторезного станка 1м63мф101 и их назначение
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы и деление на многозаходные резьбы
- Рукоятка установки правой и левой резьб и подач
- Кнопка фиксации ограждения патрона
- Рукоятка установки частоты вращения шпинделя
- Рукоятка плунжерного насоса смазки направляющих продольного перемещения суппорта и ходового винта
- Вытяжная кнопка включения механической поперечной подачи суппорта
- Тумблер включения местного освещения
- Вытяжная кнопка включения механической поперечной подачи суппорта
- Рукоятка включения механического перемещения верхнего суппорта (резцовых салазок)
- Рукоятка поворота и крепления резцовой головки
- Головка зажима и разжима сухаря крепления каретки
- Рукоятка ручной поперечной подачи верхнего суппорта
- Кнопка включения ускоренного перемещения (быстрых ходов) суппopта
- Тумблер переключения на точение конусов и цилиндров
- Тумблер включения насоса охлаждения
- Переключатель подач дистанционного управления
- Рукоятка креплении пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Рукоятка маховика
- Рукоятки управления фрикционом
- Рукоятка включения гайки ходового винта
- Кнопочные станции включения и выключения главного привода
- Маховик ручного продольного перемещения суппорта
- Кнопочные станции включения и выключения главного привода
- Рукоятки управления фрикционом
- Рукоятка настройки наладки шага резьбы и отключения вращения ходового винта
- Рукоятка настройки на величину шага резьбы и подачи
- Рукоятка выбора резьбы
- Рукоятка выбора величины подач и шага резьбы
- Квадрат вала шкива для деления на многозаходные резьбы
- Выключатель вводной
- Указатель нагрузки
- Сигнальная лампа включения электромагнитного тормоза
- Сигнальная лампа наличия напряжения
- Сигнальная лампа — аварийная
Кинематическая схема токарно-винторезного станка 1м63мф101

Кинематическая схема токарно-винторезного станка 1м63мф101

Схема расположения подшипников токарно-винторезного станка 1м63мф101

Подшипники опор шпинделя токарного станка 1М63МФ101
Шпиндель станка 1М63МФ101 смонтирован на 2-х подшипниках:
- 91. Передний подшипник № 2-697928Л роликовый радиально-упорный, конический (с коническими роликами), двухрядный, широкой серии.
- 90. Задний подшипник № 2-17722Л роликовый радиально-упорный, конический (с коническими роликами), однорядный.
Область применения
Покупателями винторезного станка 1М63 зачастую становились машиностроительные заводы с довольно крупным объемом производства. Это связано с тем, что ходовой винт модели позволяет проводить обработку заготовки длиной 750-10000 мм в зависимости от РМЦ. Однако сегодня этот токарно-винторезный станок существенно уступает современным винторезным моделям по показателю производительности и точности обработки. Назначение: можно точить цилиндрические и конусообразные детали, нарезать резьбу.
Токарный станок модели 1М63 может использоваться для работы со сложными формами и округлыми типами заготовок. Дополнительное назначение – нарезка различных типовых резьб. Чертеж оборудования предполагает очень удобную конструкцию основного шпинделя и самого резца, кроме того допускается установка для работы следующих инструментов: зенкеров, сверл, метчиков и плашек. Сама заготовка для последующей обработки может закрепляться непосредственно в патроне либо поддерживается крепеж в центрах.
К основным достоинствам машины приписывают:
- простота выполнения любой операции;
- не сложная конструкция узловых элементов машины;
- станина токарного станка 1М63 характеризуется достаточной жесткость, также увеличены стандарты температурной стабильности и точности обработки;
- характеристики двигателей установки имеют высокие показатели мощности, что облегчает обработку по металлу;
- износостойкость каждого отдельного узлового агрегата имеет высокие значения;
- скорость нарезания резьб очень высокая;
- кинематическая схема отличается определенной жесткостью, что положительно сказывается на всей работоспособности установки;
- в комплектации 1М63 присутствуют электрические и стандартные механические блокировки, которые обеспечивают максимальную безопасность при выполнении любой операции.
Описание конструкции основных узлов токарно-винторезного станка 1м63мф101
Коробка скоростей токарно-винторезного станка 1м63мф101

Коробка скоростей токарно-винторезного станка 1м63мф101

Коробка скоростей крепится к левой головной части станины. Приводной шкив 6 (рис. 5) коробки скоростей получает движение от электродвигателя через клиноременную передачу.
Регулирование механизма главного движения ступенчатое. Вращение шкива приводит в движение целый ряд шестерен коробки скоростей, последовательным переключением которых можно получить 24 скорости вращения шпинделя, из которых две перекрываются. Самые высокие шесть скоростей шпиндель получает непосредственно от вала 7, что способствует резкому повышению КПД станка при работе на высоких скоростях, а также значительному уменьшению шума.
Установка определенных частот вращения шпинделя осуществляется передвижением зубчатых колес по валам при помощи двух рукояток 2 и 1, находящихся на лицевой части коробки скоростей. Все зубчатые колеса выполнены из качественной стали с соответствующей термообработкой и сидят на шлицевых валиках, вращающихся в шариковых и роликовых подшипниках. Передней опорой стального пустотелого шпинделя 9 является радиальный двухрядный регулируемый роликоподшипник 10 с короткими цилиндрическими роликами, а задней — радиально-упорный шарикоподшипник 4. Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником 3, находящимся у задней опоры шпинделя.
Для пуска, остановки и включения быстрого обратного хода имеется фрикционная пластинчатая муфта 5. Введение в действие муфты совершается рукоятками, находящимися на станине у передней бабки и на фартуке.
Торможение шпинделя производится автоматически в момент выключения фрикционной муфты при помощи электромагнитной муфты 8.
В коробке скоростей имеются механизмы, дающие возможность реверсировать движение суппорта, увеличить шаг нарезаемой резьбы в 4 или 16 раз.
Фартук токарного токарно-винторезного станка 1м63мф101

Фартук токарного токарно-винторезного станка 1м63мф101

Фартук закрытого типа со съемной передней стенкой. Фартук получает движение от коробки подач через ходовой винт при нарезании резьб или через ходовой вал при выполнении остальных работ (рис. 7).
Благодаря наличию электромагнитных муфт 4 и 5 управление фартуком сосредоточено в одной поворотной рукоятке 7, расположенной с правой стороны фартука. Направление поворота этой рукоятки совпадает с направлением необходимого движения подач или быстрого перемещения каретки и поперечных салазок. При этом для обеспечения быстрого перемещения надо нажать на кнопку 6, находящуюся на самой рукоятке.
Благодаря наличию в фартуке обгонной муфты 8, включение ускоренного хода возможно при включенной рабочей подаче.
Во избежание одновременного включения ходового винта и ходового вала предусмотрена электрическая блокировка.
Электродвигатель быстрого перемещения суппорта расположен с правой стороны фартука. На передней части фартука находится лимб 2 продольного точения с ценой деления I мм. С целью исключения влияния механизма фартука при нарезании резьб валик реечного зубчатого колеса продольной подачи отключается от этого механизма путем вталкивания находящейся внутри валика вытяжной кнопки I, которая расцепляет муфту внутреннего зацепления 3.
Циркуляционная система смазки фартука
Система включает в себя резервуар 23, плунжерный насос 17, маслораспределитель 21. Плунжерный насос приводится в действие от кулачка, установленного на валу реечного зубчатого колеса. Масло подается насосом в маслораспределитель, из которого поступает на смазку детален фартука. Контроль наличия в системе смазки и ее уровня в фартуке производится по маслоуказателям 20 и 25. Контроль за работой плунжерного насоса производится при ускоренных перемещениях суппорта.
Коробка подач токарно-винторезного станка 1м63мф101

Коробка подач токарно-винторезного станка 1м63мф101

Коробка подач закрытого типа, двухосная. Переключением соответствующих рукояток и, при необходимости, установкой сменных зубчатых колес можно получить настройку механизма подач для нарезания нормального ряда метрических, модульных, дюймовых и питчевых резьб, а также для получения необходимых подач при токарной обработке (рис. 8).
Для нарезания точных и специальных резьб можно использовать прямое включение ходового винта (при этом потребуется изготовить специальный набор зубчатых колес).
Суппорт токарно-винторезного станка 1м63мф101

Суппорт токарно-винторезного станка 1м63мф101

Суппорт крестовой конструкции имеет продольное перемещение по направляющим станины и поперечное — по направляющим каретки I (рис. 6). Оба перемещения могут быть ручными или механическими, а механическое — рабочим или ускоренным. Поворотная часть суппорта 2 имеет направляющие для перемещения верхней части суппорта 4 с резцовой головкой 3.
Верхняя часть суппорта также может перемещаться вручную и механически. Гайка поперечного винта 6 имеет устройство для выборки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются упорными шарикоподшипниками 5.
Сменные зубчатые колеса станка 1м63мф101
К станку прилагается комплект сменных зубчатых ,колес для получения метрической и дюймовой или модульной и питчевой резьб. Сменные зубчатве колеса располагаются на левой стенке корпуса коробки скоростей. Станок снабжен защитным кожухом, закрывающим левую стенку коробки скоростей.
Задняя бабка станка 1м63мф101
Задняя бабка тлеет жесткую конструкцию. После установки на направляющие станины задняя бабка закрепляется на ней с помощью двух планок и четырех болтов.
Перемещение задней бабки вдоль станины облегчено вмонтированными в мостик четырьмя подпружиненными шарикоподшипниками. Для определения величины перемещения пиноли при сверлильных операциях около маховика на винте установлен лимб.
Люнеты станка 1м63мф101
Станок снабжен подвижным и неподвижным люнетами для обработки круглых деталей диаметром от 20 до 150 мм.
Система охлаждения станка 1м63мф101
От электронасоса, установленного в правой тумбе, охлаждающая жидкость через шланг по трубопроводу на суппорте поступает к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда поступает в бак правой тумбы и к электронасосу.
Очистку корыт и бака следует производить не реже одного раза в месяц.
Особенности конструкции
У 1М63 есть несколько качеств, которые выделяют его среди других станков токарной группы:
- Резцедержатель 1М63 создан так, что можно использовать инструменты из специальных сплавов и быстрорежущей стали. Резцедержатель создан так, что можно его изменять под режущий инструмент и поворачивать на нужный угол.
- Токарный станок по металлу 1М63 относится к классу винторезных машин, которые отвечают за возможность проведения работы по нарезанию резьб. Для этого устанавливается гитара сменных шестерен. Кроме этого коробка скоростей имеет сменные зубчатые колеса. Путем подбора зубчатых колес можно изменять шаг резьбы.
- Для того чтобы точение детали могла проводится на высокой скорости и при высоких показателях подачи повысили жесткость нижней части суппорта и станины.
- На токарно-винторезном станке 1М63 установлен специальный двигатель и коробка подач, которые дают возможность ускорить движение суппорта во время точения заготовки. Коробка подач также имеет шестерни из каленной стали.
- При создании верхней части 1М63 также предусмотрели возможность перемещения. Именно поэтому при установке стандартного резцедержателя можно проводить точение конических поверхностей.

Гитара токарного станка 1М63
Паспорт токарно-винторезного станка 1М63 указывает на то, что вес варьируется в пределе от 4200-13200 в зависимости от показателя РМЦ. Проведем также обзор основных характеристик.
Скачать паспорт (инструкцию по эксплуатации) токарно-винторезного станка 1М63
Широкий спектр выполняемых работ на токарном оборудовании этой модели обеспечивается отдельными модернизациями конструкции. Любая операция по точению, созданию конусов и нарезанию резьб выполняется достаточно легко, без тонкой скрупулезной настройки. Дополнительными конструкционными особенностями установки 1М63 являются:
- размер поперечника заготовок повышен до 700 мм.;
- показатель допустимого диаметра деталей над суппортом равняется 350 мм.;
- увеличен допустимая масса заготовок, теперь можно работать с деталями до 3,5 тонны;
- диаметр отверстия цилиндрической формы в главном шпинделе равняется 105 мм.;
- имеется функция крестообразного смещения суппортов в продольной плоскости – 5,2, в поперечной до 2 м/минуту;
- повышена мощность силового узла до 15 кВт.;
- масса модели составляет 5750 кг.

Суппорт токарного станка 1М63
Большие габариты, увеличенная функциональность позволяют устанавливать модель 1М63 в больших цехах, где упор делается на количество выпускаемой продукции. При этом точность работы и эффективность машины также остается на достаточном уровне.
Регулирование токарно-винторезного станка 1М63МФ101
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей станка с целью восстановления их нормальной работы.
Регулирование фрикционных пластинчатых муфт коробки скоростей (рис. 25)

Регулировка фрикционных муфт коробки скоростей станка 1м63мф101

В случае проскальзывания фрикционные муфты должны быть немедленно отрегулированы, в противном случае от увеличения трения диски перегреваются и фрикцион может выйти из строя. Регулировка фрикционных муфт как прямого, так и обратного ходов производится зажимными гайками 1. Поворот зажимной гайки может быть произведен после того, как выступающая зацепка 2 будет утоплена в кольцо 3. Правильность регулирования определяется усилием включения муфт с помощью рукоятки управления 21 (см. рис. 6).
Доступ к муфте обеспечивается через закрываемое окно в задней стенке корпуса коробки скоростей.
Одновременно с регулированием фрикционных муфт необходимо производить регулирование кулачка управления тормозной муфтой.
Время разгона шпинделя с трехкулачковым патроном Ø 400 мм при 1600 об/мин при прямом ходе должно быть 4…6,5 с, при обратном ходе 7…10 с. Проверяется на холостом ходу.
В этих условиях время торможения не должно превышать 10с.
Выставление оси шпинделя (рис 26)
При нарушении параллельности оси шпинделя относительно направляющих станины ослабить все болты крепления коробки скоростей к станине, зятем с помощью винтов 1, ввернутых в колодку 2, которая установлена под шпиндельной бабкой, выставить ось шпинделя и натянуть болты крепления.
Установка оси пиноли задней бабки (рис. 27)
Поперечное смещение задней бабки производить при настройке на точение конусов с помощью винтов 1, ослабляя один из них и подтягивая другой. При установке задней бабки соосно с осью шпинделя передней бабки совместить риски, нанесенные на платики корпуса бабки и мостика с правого торца.
Регулирование опорных подпружиненных подшипников задней бабки (рис. 28)
В процессе работы или после ремонта может потребоваться регулирование степени сжатия цилиндрических пружин 4 и 5 опорных подпружиненных подшипников 6, вмонтированных в мостик задней бабки с целью обеспечения легкости передвижения задней бабки вдоль станины.
Для этого необходимо:
- ослабить винты крепления бабки;
- вывернуть верхние пробки 1 и с помощью винтов 7 сдвинуть заднюю бабку 2 по мостику так, чтобы получить доступ до регулировочных пробок 3. Проворачивая пробки, добиться легкости передвижения бабки по станине при отсутствии зазора между направляющими мостика и станины.
Регулирование зазора в направляющих поперечных салазок (рис. 29)
Зазор между направляющими каретки и поперечных салазок регулируется путем подтягивания клика 1 с помощью двух винтов 2, расположенных на обоих торцах салазок.
Регулирование зазора в направляющих резцовых салазок суппорта (рис. 30)
При появлении зазора в направляющих резцовых салазок производится подтяжка клина 1 винтом 3, после чего положение фиксируется винтом 2.
Устранение „мертвого хода» винта поперечного перемещения суппорта (рис. 31)

Устранение мертвого хода винта станка 1м63мф101

„Мертвый ход» винта поперечного суппорта, возникающий при износе гаек 3 и 4, может быть устранен поворотом червяка 2 по часовой стрелке, для чего необходимо предварительно вывернуть стопорный винт 1. Регулирование производят, если лифт рукоятки превышает 5 делений лимба.
Устранение „мертвого хода» винта перемещений резцовых салазок суппорта (рис. 32)
„Мертвый ход» винта резцовых салазок суппорта, возникающий при износе полугаек 4 и 5, может быть устранен путем подтягивания винтов 3, предварительно ослабив винты 1. Регулирование производят, когда люфт рукоятки превышает 5 делений лимба. Регулирование производится через резьбовое отверстие пробки 2 резцовых салазок, для чего необходимо, вывернув пробку, поставить резцовые салазки в такое положение, чтобы был доступ к регулировочным винтам.
Регулирование осевого зазора в направляющей верхней и нижней половинах гайки ходового винта (рис. 33)
При появлении зазора производится подтягивание планки 1 тремя винтами 2 с фиксацией последних контргайками 3.
Регулирование радиального зазора между ходовым винтом и его гайкой (рис. 34)
Величина радиального зазора между ходовым винтом 2 и вкладышами его гайки 1 регулируется ввинчиванием или вывинчиванием винта 4, расположенного под фартуком. В отрегулированном положении винт 4 фиксируется гайкой 3.
Согласование работы тормозной муфты с работой механических фрикционных муфт (рис. 3Б)
Во избежание выхода из строя тормозной электромагнитной муфты необходимо не реже одного раза в месяц проверять расположение кулачка 2 относительно фиксирующего шарика 1 и конечного выключателя, находящихся в задней нише станины.
При фиксированном среднем положении рукоятки переключения фрикционных муфт, фиксирующий шарик 1 и толкатель в конечного выключателя должны находиться в середине своих пазов. Регулирование осуществляется установкой кулачка с помощью винта 3.
Одновременно необходимо проверять надежность крепления винтов 4 и 5.
Регулирование подачи масла на ходовой винт (рис. 36)
Подача масла на ходовой винт производится только при работе ходовым винтом. Для этого необходимо поворотом дросселя 1 открыть на нужную величину щель для поступления масла от ручного плунжерного насоса.
Расположение штуцеров электромагнитных муфт фартука и их регулирование (рис. 37):
- щеткодержатель, питающий электромагнитную муфту продольного перемещения каретки справа—налево;
- щеткодержатель, питающий электромагнитную муфту продольного перемещения каретки слева—направо;
- щеткодержатель, питающий электромагнитную муфту перемещения поперечных салазок и верхнего суппорта от рабочего на изделие;
- щеткодержатель, питающий электромагнитную муфту перемещения поперечных салазок и верхнего суппорта от изделия на рабочего.
В случае отказа в работе электромагнитных муфт фартука необходимо выключить станок и вывернуть щеткодержатель неисправной муфты.
Вывернутые щеткодержатели проверить на плавность перемещения щетки в держателе, проверить прилегание щетки к контактному кольцу.
Регулирование натяжения ремней главного привода (рис. 38)
Если будет замечено чувствительное снижение крутящего момента на шпинделе при нормально отрегулированной фрикционной муфте, следует произвести регулирование натяжения клиноременной передачи 2 главного привода. Для этого достаточно ослабить четыре болты 3 и вращением гайки 1 осуществить опускание электродвигателя главного привода с плитой 4 по продольным пазам.
Положение двигателя зафиксировать зажатием всех болтов 3.
Электрооборудование токарно-винторезного станка 1м63мф101
Схема электрическая принципиальная токарно-винторезного станка 1м63мф101

Электрическая схема токарно-винторезного станка 1м63мф101

Перечень элементов к электросхеме токарного станка 1м63мф101
Электрооборудование токарно-винторезного станка 1м63мф101. Общие сведения
Электрооборудование станка выполняется на напряжение 380 В и частотой 50 Гц.
Питание цепи управления переменного тока напряжением 110 В осуществляется от понижающего трансформатора.
Питание цепей управления постоянного тока напряжением 24 В осуществляется от выпрямительного моста.
Напряжение цепей местного освещения 24 В переменного тока.
Напряжение цепи сигнализации 24 В постоянного тока.
Устройство цифровой индикации Ф5290

Устройство цифровой индикации Ф5290
Технические характеристики Устройства цифровой индикации Ф5290
Устройство цифровой индикации Ф5290 (в дальнейшем — УЦИ) предназначено для контроля линейных или угловых перемещений по одной оси координат с помощью первичного измерительного преобразователя перемещений — сельсина БС-155А (в дальнейшем — сельсин), индикации положения подвижных механизмов станка или другой машины, в котором оно применяется, и используется в качестве специализированного вспомогательного комплектующего изделия в составе информационно-измерительных систем, металлообрабатывающих станков и других машин при измерении и контроле механических перемещений.
Области применения — системы цифровой индикации.
Устройства цифровой индикации (УЦИ) Ф5290 предназначены для обработки электрических сигналов с первичных измерительных преобразователей и используются в качестве специализируемых вспомогательных комплектующих изделий в составе информационно-измерительных систем, металлообрабатывающих станков и других машин при измерении и контроле механических перемещений. Отличием УЦИ Ф5290 от Ф5291 является то, что УЦИ Ф5290 работает с датчиком перемещения типа сельсин, а УЦИ Ф5291 работает с датчиком перемещения типа линейка или угловой датчик перемещения.
По основному функциональному назначению УЦИ соответствует типу I по ГОСТ 27537.
УЦИ обеспечивает:
УЦИ обеспечивает автоматическое тестирование основных узлов при включении сетевого электропитания.
УЦИ обеспечивает индикацию отсчета перемещений в диапазоне от минус 9999999 до плюс 9999999 при контроле линейных перемещений, или от 0.00.00 до 359.59.59 при контроле угловых перемещений с индикацией отсчета в градусах, угловых минутах и секундах, или от 0 до 359, или от 0.0 до 359.9, или от 0.00 до 359.99, или от 0.000 до 359.999 при контроле угловых перемещений с индикацией отсчета в градусах, десятых, сотых, тысячных долях градуса.
В отличие от станка модели 1М63М, в станке 1м63мф101 устанавливается устройство цифровой индикации Ф5290.
Установка устройства цифровой индикации производится над коробкой скоростей и подключается к фазному напряжению переменного тока 220 В.
Датчик обратной связи соединен с поперечным ходовым винтом и контролирует его вращение, расположен на каретке станка и подключен к блоку индикации гибкой электрической связью.
Питание устройства цифровой индикации осуществляется от шкафа управления, расположенного на передней бабке сзади станка.
Устройство цифровой индикации (УЦИ) предназначено для визуального отсчета диаметра детали в цифровой форме.
При отключении вводного автомата, УЦИ обесточивается.
Датчик сельсин БС-155А гибким кабелем соединяется с устройством УЦИ, а ось датчика пластинчатой муфтой соединяется с поперечным винтом.
Перемещение рабочего инструмента на 5 мм соответствует одному обороту ходового винта, а следовательно, и ротора сельсина БС-155А. Фазовый сигнал поступает в блок индикации.
Цифровой отсчет на индикаторном табло блока, соответствующий одному обороту ротора сельсина, равен 10 мм (т.е. автоматически отображается удвоенное перемещение — диаметр).
Дискретность отсчета УЦИ составляет 10 мкм.
Нестабильность показаний не превышает ±2 мкм.
Применение устройства цифровой индикации Ф5290
В станке 1М63МФ101 с устройством цифровой индикации рекомендуется применять для металлообработки комбинированный режим: обеспечение необходимых перемещений вручную по УЦИ с одновременным использованием универсальных измерительных средств.
При комбинированном режиме возможны подрежимы:
- а) комбинированный режим с постоянным использованием универсальных измерительных средств. При обработке всех элементов изделия даже одним инструментом на предварительном проходе определяется размер изделия по каждому элементу, а перемещение для снятия припуска осуществляется по УЦИ;
- б) комбинированный режим с разовым использованием универсальных измерительных средств.
При обработке всех элементов изделия, размер изделия определяется по одному элементу, а перемещение для обработки остальных элементов осуществляется по УЦИ.
Проведение измерений при металлообработке с помощью УЦИ может быть реализовано двумя способами.
Измеренный универсальным инструментом диаметр при помощи декадных переключателей, набирается на передней панели устройства, затем нажатием клавиши „Запись», расположенной там же, записывается на табло. Далее идет процесс металлообработки с наблюдением по УЦИ текущего диаметра в абсолютной системе координат, где нулевой точкой будет являться ось шпинделя.
После измерения универсальным измерительным инструментом диаметра пробного прохода рабочий вычисляет припуск, который необходимо снять. Он определяется как разность:
Припуск = D изм. — d
Где:
D изм. — измеренный диаметр,
d — диаметр готовой детали.
Припуск рабочий вводит в УЦИ способом, описанным в предыдущем подпункте; далее идет обработка детали до нулевых показаний на табло устройства по всем разрядам.
В целях увеличения точности обработки рекомендуется производить подвод режущего инструмента в точку резания в направлении предполагаемого резания, так как необходимо выбрать люфт ходового винта.
Основные характеристики
Устройство фрикциона токарно станка 1М63, как и остальных его элементов соответствует установленным стандартам в 1982. Модель относится к классу точности Н и должна соответствовать установленным стандартам. Технические характеристики следующие:
- Подшипники шпинделя 1М63 поддерживают частоту вращения в пределах от 10 до 1 250 об/мин.
- Токарный станок может иметь самый различный показатель РМЦ. Во время работы оба фиксирующих элемента неподвижные.
- Модель может использоваться для обработки длинных и не жестких деталей с различным показателем РМЦ. Для этого предусмотрена возможность установки люнета. Однако стоит учитывать, что люнет не поставляется в комплекте. Люнет для токарного станка 1М63 используется для ограничения при обработке деформации деталей.
- Резцедержатель выполнен в классическом стиле: инструмент сам по себе неподвижный, двигается только суппорт. Расстояние между осью центров и кромкой резцедержателем составляет 32 см. При изготовлении резцедержателя применяется прочный материал, который исключает вероятность деформации конструкции. Настройка резцедержателя позволяет подобрать оптимальные показатели точения.
- Отверстия в шпинделе 65 мм. Шпиндель используется для установки заготовок диаметром 630 мм. Прямой прут может устанавливаться и подаваться по мере точения на рассматриваемом токарно-винторезном 1М63.
- Устанавливается задняя бабка на рассматриваемом токарно-винторезном станке, при ее мощи фиксируется задний конец.
- Коробка передач дает возможность регулировать скорость в 22 диапазонах.
- Суппорт имеет продольную и поперечную подачу в автоматическом режиме.
- Кинематический механизм довольно сложный. Есть передняя и задняя бабка. В передней бабке есть коробка скоростей. Задняя бабка позволяет фиксировать второй конец детали. Положение задней бабки может изменяться. Также используются обгонные муфты 1М63, отвечающие за поддержание точности работы.
- При рассмотрении коробок скоростей и подачи отметим высокую прочность и надежность. Ремонтопригодность коробок делает токарно-винторезный станок 1М63 более привлекательным.
- Электрический шкаф расположен в передней бабке, что подтверждает чертеж токарного станка 1М63.
- Фартук токарного станка 1М63 управляется при помощи специального переключателя.
- Характеристика сменных колес позволяет нарезать дюймовую, метрическую, модульную и питчевую резьбу. Технический потенциал у модели довольно большой. Установить можно сменные колеса для точения резьбы самого различного типа
Приобрести люнет для повышения качества обработки следует в случае, когда нужно проводить высокоточное точение деформирующихся заготовок. Люнеты могут изготавливаться из самых различных материалов. Если не использовать люнет, то сильная подача приведет к деформации заготовки. Люнеты могут устанавливаться и сниматься в зависимости от поставленных задач.
Технические характеристики универсального токарного станка 1м63мф101
| Наименование параметра | 1м63ф101 | 1м63Бф101 | 1м63Мф101 |
| Основные технические данные станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 630 | 630 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 | 350 | 350 |
| Высота центров, мм | 315 | 315 | 315 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 | 2800 | 1500 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 320 | 320 | 335 |
| Наибольшая длина обработки детали (без перестановки резцовых салазок), мм | 1260 | ||
| Высота резца, установленного в резцедержатель, мм | 32 | 32 | 32 |
| Наибольшая масса обрабатываемой детали, кг | 2000 | ||
| Шпиндель | |||
| Частота прямого/ обратного вращения шпинделя, об/мин | 10…1250 18…1800 | 10…1250 18…1800 | 12,5..1600 22,4..2240 |
| Количество прямых/ обратных скоростей шпинделя | 22/ 11 | 22/ 11 | 22/ 11 |
| Диаметр отверстия в шпинделе, мм | 70 | 70 | 80 |
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 8м | 8м | 8м |
| Размер внутреннего конуса шпинделя | Метрический 80 | Метрический 80 | Метрический 100 |
| Наибольший крутящий момент на шпинделе, кНм | 3,3 | ||
| Торможение шпинделя | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 | 2520/ 400 | 1360/ 400 |
| Количество подач продольных/ поперечных/ резцовых салазок | 44/ 44/ 44 | 32/ 32/ 32 | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок, мм/об | 0,064-1,025 0,026-0,38 0,028-0,34 | 0,06-1,4 0,024-0,518 0,019-0,434 | 0,06-1,4 0,024-0,518 0,019-0,434 |
| Пределы увеличенных подач подач продольных/ поперечных/ резцовых салазок, мм/об | 1,07-3,2 0,039..1,18 0,336..1,0 | 0,24-5,6 0,096-2,072 0,076-1,736 | |
| Пределы/ количество шагов метрических резьб, мм | 1-192/ 56 | 1-224 | 1-224/ 46 |
| Пределы/ количество шагов дюймовых резьб, ниток/дюйм | 24-0,25/ 33 | 56-0,25 | 28-0,25/ 31 |
| Пределы/ количество шагов модульных резьб, модуль | 0,5-48/ 55 | 0,5-112 | 0,25-56/ 37 |
| Пределы/ количество шагов питчевых резьб, питч диаметральный | 96-7/8/ 52 | 112-0,5 | 112-0,5 /30 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 4,5/ 1,6 | 4,5/ 1,6 | 4,5/ 1,6 |
| Наибольшее усилие резания, допускаемое механизмом подач, кН | 2,22 | 2,22 | |
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 |
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 | 300/ 5 | 300/ 5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба при перемещении резцовых салазок, мм | 0,05 | 0,05 | 0,05 |
| Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 | 5 | 5 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 |
| Конус под центр в пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Устройство цифровой индикации (УЦИ) | |||
| Модель УЦИ | Ф5071 | Ф5071 | Ф5290 |
| Тип датчика | Сельсин БС-155А | Сельсин БС-155А | Сельсин БС-155А |
| Диапазон измерений перемещения, мм | 0,01…9999,99 | 0,01…9999,99 | 0,01…9999,99 |
| Дискретность отсчета, мкм | 10 | 10 | 10 |
| Нестабильность (временный уход) показаний блока совместно с сельсином не превышает, мкм | ±2 | ±2 | ±2 |
| Масса УЦИ не превышает, кг | 8 | 8 | 5 |
| Электроборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт (об/мин) | 13 (1460) | 15 (1460) | 18,5 (1465) |
| Электродвигатель быстрых перемещений, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 1,1 (1400) |
| Электродвигатель насоса СОЖ, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина, ширина, высота), мм | 3530 х 1680 х 1290 | 4950 х 1780 х 1550 | 3655 х 1590 х 1420 |
| Масса станка, кг | 4300 | 5620 | 4400 |
- Станки токарно-винторезные модели 1м63м и 1м63мф101. Руководство по эксплуатации, Тбилиси, 1983
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник заводов производителей токарных станков
- Справочник заводов производителей металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Технические характеристики
- Высота расположения центров — 31,5 см;
- Габариты: длина — 3,53 м,
- ширина — 1,68 м,
- высота — 1,29 м;
- основной — 13 кВт,
- основного — 1460 оборотов в минуту,
- станиной — 63 см,
- станиной — 70 см,
- прямое вращение — 10-1250 в минуту,
- продольная — 126 см,
- метрической — от 1 до 192 мм,
- метрическая — 56,
- в продольном направлении — 4500 мм/мин,
Предназначение
Токарный станок 1М63 предназначается для обработки сложных и округлых металлических поверхностей. Кроме того, он применяется для нарезки резьбы. Для обработки торцов заготовки могут использоваться различные резцы, сверла, метчики, зенкеры, плашки. Обрабатываемые заготовки устанавливаются в центрах либо патроне.
Главными его достоинствами считаются элементарность использования, жесткость опоры и сильные двигательные системы. Эти преимущества определяют работу токарного оборудования в течение длительного периода времени.
Маркировка моделей
Число — буквенный индекс винторезного агрегата 1М63 показывает:
- цифра 1 – токарное оборудование;
- число 6 показывает, что станок относят к разряду металлорежущих установок;
- буква «М» указывает на поколение токарного устройства;
- цифра 3 – допустимый радиус обрабатывания болванки, составляет 315 мм.
Среди модифицированных версий токарного станка возможно следующее обозначение:
- Г – агрегат с углублением в несущей станине;
- А, М – в токарном устройстве присутствует механический привод резцового суппорта;
- Б – показатель быстроходности станка;
- К – установка с копировальной оснасткой;
- П – показывает точность обработки согласно “ГОСТ 8-82”;
- Ф1 – прибор с установкой цифровой индикации;
- Ф2 – винторезная установка с системой численного позиционирования ЧПУ;
- Ф3 – агрегат оснащен непрерывным ЧПУ.

Модификационные модели
Время и повышенный спрос заставляет специалистов совершенствовать токарное оборудование. Станок 1М63, определенный для обработки металлических поверхностей, пришел на смену стандартной модели 163. Агрегаты выпускались в большом объеме. Неудивительно, но на некоторых производственных площадках сохранились эти токарные агрегаты в надлежащем виде и до сих пор эксплуатируются, несмотря на все пройденные гарантийные сроки. Токарно-винторезный станок 1М63 через некоторое время сам послужил прототипом модели 1М63Н. Токарный станок 1М63Н отличается усовершенствованной оснасткой по сравнению с прежними моделями серии. Буква «Н» показывает, что устройство обеспечивает нормальную точность.
Главные отличия 1М63Н от предыдущих версий серии:
- повышенная мощность основного привода;
- увеличенная скорость обработки резьбы;
- расширенный диаметр проема в шпинделе;
- способность обрабатывать изделия до 10 м в длину и массой до 3,5 тонн с повышенной точностью;
- внушительный срок службы токарного оборудования;
- применение легированной стали в шестернях;
- повышенная безопасность использования.
Среди основных модификаций устройства 1М63 выделяют следующие модели: 1М63Ф101, 1М63БГ, 1М63М, 1М63Н 1М63НГ, 1М63НП.
Стоит отметить, что популярный прежде токарно-винторезный станок 1М63 снят с производства и больше не выпускается.
| Величины | ||
| Наибольший диаметр изделия, устанавливаемого над станиной | мм | 700 |
| Наибольший диаметр изделия, обрабатываемой над станиной | мм | 630 |
| Наибольший диаметр обрабатываемого изделия над суппортом | мм | 350 |
| Наибольший диаметр изделия, обрабатываемой над выемкой станины | мм | 900* |
| Наибольшая длина обрабатываемой заготовки | мм | 1500,2000,3000,4000,5000,8000,10000 |
| Длина выемки в станине от торца фланца шпинделя | мм | 450* |
| Размер конца шпинделя передней бабки по DIN | 11М | |
| Количество ступеней частот вращения шпинделя | 22 | |
| Диаметр цилиндрического отверстия в шпинделе | мм | 105 |
| Пределы частоты вращения шпинделя | об/мин | 10…1250 |
| Пределы продольных рабочих подач суппорта | мм/об | 0,033…5,6 |
| Пределы поперечных рабочих подач суппорта | мм/об | 0,013…2,064 |
| Пределы рабочих подач резцовых салазок | мм/об | 0,010…1,76 |
| Пределы шагов нарезаемых метрических резьб | мм | 1…224 |
| Пределы шагов нарезаемых дюймовых резьб | ниток/1» | 28-0,25 |
| Пределы шагов нарезаемых модульных резьб | модуль | 0,25-56 |
| Пределы шагов нарезаемых питчевых резьб | питч | 112…0,5 |
| Ускоренное перемещение продольного суппорта | мм/мин | 5,2 |
| Ускоренное перемещение поперечного суппорта | мм/мин | 2 |
| Наибольший вес устанавливаемой заготовки | кг | 3500 |
| Мощность привода главного движения | кВт | 13 |
| Габаритные размеры станка 1М63 | ||
| — длинна | мм | 3750,4200,5250,6230,7250,10300,12470 |
| — ширина | мм | 1780 |
| — высота | мм | 1550 |
| Масса токарно-винторезного станка 1М63 | кг | 4840,5100,5750,6530,9000,11800,13200 |
* Для станков с ГАПОМ.
Как работает?
Перед тем как непосредственно приступить к выполнению токарных работ, необходимо внимательно ознакомиться с техникой безопасности и правилами эксплуатации станка.
Пренебрежение данными инструкциями влечет за собой последствия. Поэтому если у рабочего не имеется навыка работ с токарным оборудованием, то в его же интересах заручиться поддержкой специалиста, который проконтролирует эксплуатацию установки.
После того как токарный агрегат смонтирован и подключен, необходимо предварительно подготовить его к эксплуатации. Рабочее место должно быть в чистоте, без лишних деталей и инструментария. Чтобы запустить привод следует нажать кнопку запуска на блоке подач. Дополнительная кнопка включения располагается на панели приборов каретки. Фрикцион должен быть в выключенном состоянии.

Движение суппорта приводится посредством четырех фрикционных муфт, располагающихся в фартуке устройства. На фартуке также предусмотрен переключатель зажимных устройств (муфт), две из которых предоставляют продольный ход, а другая половина поперечное движение. Тумблер обладает несколькими режимами – нейтральным и наклонными положениями, соответствующие вектору хода каретки. Верхушка переключателя обладает кнопкой, которая контролирует скоростное движение суппорта.
В ситуациях, когда токарно-винторезный станок 1М63 серьезно поврежден, его нужно отправить на восстановление, предварительно приведя в надлежащий порядок. Наряду с оборудованием, в сервис должен быть предоставлена и техническая документация, чтобы решить вопрос с запасными деталями.
Паспорт станка 163. Универсальный токарно-винторезный.
Данное руководство по эксплуатации «Паспорт токарно-винторезного станка 163» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации токарно-винторезного станка модели 163.
СОДЕРЖАНИЕ
Общие описание станка
- Назначение и краткая техническая характеристика
- Органы управления
- Спецификация основных узлов станка
- Таблица основных параметров зубчатых колес, червяков, винтов и гаек
- Кинематическая схема станка
- Спецификация подшипников качения
- Смазека станка
- Карта смазки
- Описание работы электросхемы станка
- Спецификация электрооборудования
Чертежи узлов станка
- Станина и переключение
- Коробка скоростей
- Задняя бабка
- Суппорт
- Фартук
- Коробка подач
- Сменяемые шестерни
- Люнет неподвижный
- Люнет подвижный
- Охлаждение
Скачать паспорт универсального токарно-винторезного станка модели 163 в хорошем качестве можно по ссылке расположенной ниже.
Конструктивные особенности
Как уже выяснилось, то токарно-винторезный станок 1М63 способен осуществлять различные виды точения, обработку конусов, изготовление резьбы любого типа.
Среди основных технических характеристик 1М63 выделяют:
- допустимый поперечник детали, смонтированный над главной опорой – 700 мм;
- предельный диаметр изделия над суппортом – 350;
- максимальный вес болванки – 3,5 т;
- степень вращения шпиндельного узла – 22 ед.;
- диаметр цилиндрического проема в шпинделе – 105 мм;
- степень вращения – от 10 до 1250 об/мин;
- крестообразное перемещение суппорта – 5,2 (продольное) и 2 (поперечное) м/мин;
- мощность силового агрегата – 15 кВт;
- размеры устройства – 5 240 x 1 780 x 1 550;
- масса оборудования – 5750 кг.
Так выглядят основные технические характеристики станка 1М63. Если требуется просмотреть полную документацию оборудования или 1М63 паспорт, то их можно скачать бесплатно, нажав на пункт «скачать паспорт на станок 1М63». Электрическая схема оборудования представлена ниже.
Люнет
Что такое люнет? Люнет – станочное приспособление, служащее дополнительной опорой при обработке заготовок. Они предназначаются для возделывания деталей круглого и конического типа.
Люнет меняется при разных видах обработки. Неподвижный люнет производят из чугуна. Монтируя конструкцию, необходимо учитывать факт соответствия направляющим установки. Установка детали осуществляется по винтовой схеме. В случаях, когда рабочую поверхность следует закрепить по центру, то люнет выступает в роли вспомогательной опоры.

Суппорт
Этот элемент станка предназначается для фиксации режущего инструментария. Он имеет крестовидную конструкцию и может передвигаться, как по осевым направляющим несущей станины, так и в перпендикулярном направлении – по кареткам токарного станка. Перемещение осуществляется ручным, механическим способом, для этого в устройстве предусмотрен специальный механизм.

Задняя бабка
Этот механизм системы устанавливается к направляющим несущей станины посредством 2 планок и 4 болтов. Легкое передвижение задней бабки по направляющим обусловлено наличием установленных в мостик четырех радиальных шарикоподшипниках. Чтобы определить степень удаления пиноли при сверлении металлических поверхностей, монтируется винтовой лимб, а осевое перемещение пиноли производится посредством маховика.

Охлаждающая система
Из описания в паспорте следует, что система охлаждения 1М63 – это насос, смонтированный в правой тумбе, откуда охладитель поступает к инструменту. Отработанный раствор собирается в поддоны, находящиеся в лицевой и оборотной стороне станка. Далее эта смесь снова поступает в резервуар правой тумбы.
Фартук
В станке этот механизм – закрытого типа, с удаляемой лицевой стенкой. Передник получает вращательные движения посредством ходового винта либо ролика. Так как токарно-винторезный станок 1М63 обладает электромагнитными муфтами, регулировка фартука сконцентрирована в одной рукояти. Вектор поворота рукояти совпадает с направленностью хода подач либо каретки. В фартуке присутствует обгонная муфта, позволяющая включать скоростной режим при задействованной рабочей подаче. Чтобы избежать одновременного запуска бегунка и рабочего винта, в оборудовании предусмотрена электрическая блокировка.

Электрооборудование
Станок токарно-винторезный оборудован 4 двигателями:
- Основной движок A02-6I-4 СПУЗ со степенью вращения до 1750 об/мин.
- Силовой агрегат охлаждающей системы XI4-22М. Частота вращения мотора 3350 об/мин, с номинальной мощностью 0,12 кВт. Система способна подавать охладитель – 22 л/мин.
- Движок, способствующий ускоренному передвижению каретки A02-2I-4. Частота вращательного хода – 1690 об/мин, мощность – 1,1 кВт.
- Насос С12-54, служащий для подачи смазывающей смеси – 8,2 л/мин. На него устанавливается стандартный фильтр модели Г41-22.


Стоит отметить, что основной двигатель 1М63 запускается только при включенном фрикционе.
Блок скоростей и подач агрегата
В левой лицевой зоне станины расположена коробка скоростей, а шкив ее привода вращается за счет работы мотора. Все скорости регулируются по принципу ступенчатой работы коробки. Шкив, приведенный в движение, запускает работу многочисленных составных элементов коробки скоростей, а контролирует и регулирует скорость – оператор, путем выбора подходящей скорости, которых всего 22. Причем от самого вала шпиндель получает 6 максимальных скоростей, благодаря чему коэффициент полезного действия (КПД) агрегата значительно повышается.
Все шестерни, с помощью которых изменяется скорость работы станка, производят из термически закаленной стали и имеют высокие показатели прочности. Эти детали размещены на шлицевых металлических валиках, а валы, в свою очередь, работают на роликовых и шариковых видах подшипников. Помимо этого, узел контроля и регулировки скоростей оснащен двумя специальными устройствами, позволяющие изменять ход работы суппорта на обратное движение и делать больше шаг изготавливаемой резьбы в четыре или шестнадцать раз.
Подобный агрегат сделан в двухосной закрытой комплектации. За счет работы шестерней и переключения рычагов коробки подач, оператор без особого труда может контролировать и регулировать работу во время выполнения поставленных задач.

Сама же коробка подач станка 1М63 выполнена в закрытом варианте. Использованием необходимых рычагов и заменой специальных зубчатых шестерней, при производственной необходимости, можно произвести отладку процесса подач для изготовления нормального ряда различных видов резьбы, а также получения нужных подач при возделывании всевозможных деталей на данном токарном станке. А для создания высокоточных и специализированных индивидуальных резьб лучше воспользоваться возможностью перехода на прямое включение винта.
На основе 1М63 было создано невероятное количество модификационных моделей, придавая этому токарному агрегату особую значимость. Несмотря на новое поколение современных станков, установка 1М63 продолжает стоять на многих производственных предприятиях страны, обрабатывая ежедневно огромное количество заготовок.
Станок 163. Токарно-винторезный. Руководство по эксплуатации. Электрооборудование
Данное «Руководство по эксплуатации токарно-винторезного станка 163» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Руководство (инструкция) по эксплуатации электрооборудования токарно-винторезного станка модели 163.
СОДЕРЖАНИЕ
- Электросхема станка
- Общие сведения
- Применяемое напряжение для питания электрооборудования
- Электропроводка
- Включение станка
- Управление главный приводом станка
- Управление приводом рабочих подач и приводом быстрых перемещений суппорта
- Электрозащита
- Указания по эксплуатации и обслуживанию электрооборудования станка
- Порядок управления электроприводом
- Указания по обслуживанию станка
- Спецификация электрооборудования
Скачать руководство по эксплуатации электрооборудования универсального токарно-винторезного станка в хорошем качестве можно по ссылке расположенной ниже.
( 2 оценки, среднее 4.5 из 5 )
Электрооборудование рассчитано для работы от трехфазного переменного тока напряжением 380В частотой 50 Гц.
Питание цепей управления переменного тока осуществляется от понижающего трансформатора.
Питание цепей управления постоянного тока производится от селенового выпрямителя.
Защита от токов короткого замыкания и перегрузок электродвигателей и электроаппаратуры выполнена посредством автоматических выключателей и теплового реле.
Нулевая защита обеспечивается магнитными пускателями, которые при понижении напряжения до 50-80% отключают электродвигатели.
Управление главного привода станка кнопочное и производится с постов управления, расположенных на станине около коробки подач и на фартуке.
Управление приводом быстрого хода каретки производится посредством толчковой кнопки в рукоятке крестового переключателя, расположенного на фартуке.
Управление электронасосом охлаждения и выбор режимов работы станка осуществляется посредством выключателей, установленных на фартуке.
Ввод от сети выполняется снизу шкафа через отверстие диаметром 35 мм проводом марки ПГВ черного цвета сечением 3×6 мм2.
На левой боковой стенке шкафа установлен вводный автоматический выключатель кВ,
На кожухе под коробкой подач установлены нагрузочный амперметр и сигнальные лампы, контролирующие наличие напряжения и включения тормозной муфты.
На фартуке суппорта установлены переключатель режима работа станка ВН2 и крестовый переключатель подачи каретки и суппорта.
Во избежание резкого торможения шпинделя используется регулируемое сопротивление Б7 типа 1ПЭВР-50-51 Ом ±5%, которое осуществляет регулирование напряжения на катушке тормозной муфта. Величина сопротивления устанавливается при наладке станка порядка 30 Ом, чтобы осуществлять торможение шпинделя в течение 5. 8 сек.
Описание работы
Перед началом работа необходимо убедиться что все автоматические включатели включены.

Рисунок — Принципиальная электросхема станка 1м63
Пуск электродвигателя главного привода Ц осуществляется нажатием кнопки 1КУ или 2КУ , которая замыкает цепь катушки контактора переводя его на самопитание.
Останов электродвигателя главного привода 1Д осуществляется нажатием кнопки ЗКУ или 4КУ .
Управление вращением шпинделя осуществляется рукояокой включения фрикциона.
При отключенном фрикционе (шпиндель не вращается) замыкается размыкаемый контакт конечного выключателя ВК (1-3) и включаются реле временя 1PB,
РВ и тормозная муфта 5ЭМ. При этом загорается сигнальная лампа 2ЛС. При работе двигателя главного привода на холостом ходу реле времени РВ, настроенное на выдержку времени 2,5. 3 мин, отключает двигатель посредством контактов РВ (2-4). Одновременно реле времени 1PB потеряет питание и с выдержкой времени 25 с отключает тормозную муфту 5ЭМ.
При включенном фрикционе контакт ВК (1-3) размыкается, отключает реле времени РВ и тормозную муфту 5ЭМ.
При отключении двигателя 1Д кнопкой ЗКУ или 4КУ посредством размыкаемого контакта КШ (1-17) включается реле времени РВ и тормозная муфта 5ЭМ.
Контроль за нагрузкой электродвигателя главного привода осуществляется по амперметру.
Оглавление

Общие сведения
Токарно винторезный станок 1М63 предназначен для обработки сравнительно небольших деталей из черных и цветных металлов быстрорежущим (Р18, Р6М5) и твердосплавным (ВК, ТК, ТТК) инструментами в индивидуальном и мелкосерийном производствах в цехах машиностроительных заводов и других отраслях промышленности. На токарном станке 1М63 осуществляется точение наружных цилиндрических и конических поверхностей, торцов, прорезания канавок и отрезку, обтачивание конических фасонных поверхностей, сверления, зенкерования и развертывание отверстий, нарезание различных резьб резцом, нарезание метрической, дюймовой резьбы метчиком и плашкой, накатывание сетчатых рифлений поверхности.
Устройство токарного станка 1М63 (Дип 300)

Устройство токарного станка 1М63
- Сменные шестерни
- Передняя бабка
- Ограждение патрона
- Фартук
- Суппорт
- Электрооборудование
- Ограждение
- Ограждение
- Задняя бабка
- Станина
- Электродвигатель
- Коробка подач
- Защитный кожух

Органы управления токарного станка 1М63 (Дип 300)
1,5 Рукоятка регулировки частоты вращения об/мин шпинделя;
2. Ручка установки основного или увеличенного шага P и деления на многозаходные резьбы;
3. Ручка установки на нарезание правой и левой резьб и величины подачи;
4. Кнопка фиксации ограждения патрона;
6. Ручка включения насоса для ручной смазки направляющих суппорта;
7. Ручка включения поперечной подачи;
8. Тумблер включения освещения;
9. Рукоятка ручной поперечной подачи S суппорта;
10. Ручка включения механического поперечного перемещения верхнего суппорта;
Органы управления токарно-винторезного станка 1М63Б и их назначение
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы
- Рукоятка установки правой и левой резьб и подач
- Рукоятка установки частоты вращения шпинделя
- Рукоятка плунжерного насоса смазки направляющих продольного перемещения суппорта и ходового винта
- Вытяжная кнопка включения механической поперечной подачи суппорта.
- Рукоятка включения механического перемещения резцовых салазок
- Рукоятка поворота и крепления резцовой головки
- Выключатель освещения
- Рукоятка ручной поперечной подачи суппорта
- Кнопка включения ускоренного перемещения cynnopта
- Крестовый переключатель управления рабочими и ускоренными перемещениями суппорта
- Рукоятка ручного перемещения резцовых салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка перемещения пиноли задней бабки
- Рукоятка управления фрикционом
- Рукоятка включения гайки ходового винта
- Выключатель насоса охлаждения
- Переключатель режимов работы суппорта
- Пост управления включения и выключения главного привода
- Маховик ручного продольного перемещения суппорта
- Вытяжная кнопка включения зубчатого колеса реечной передачи продольного перемещения суппорта
- Рукоятка управления фрикционом
- Пост управления включения и выключения главного привода
- Рукоятка включения ходового винта или ходового валика
- Рукоятки установки величины подачи или шага резьбы
- Рукоятки установки величины подачи или шага резьбы
- Рукоятка настройки подач и нарезания резьб
- Сигнальная лампа наличия напряжения
- Сигнальная лампа включения электромагнитного тормоза
- Указатель нагрузки
- Вводной выключатель
Токарно-винторезный станок 1М63. Электрическая принципиальная схема.
Главный привод
Вращение главного привода осуществляется от асинхронного электродвигателя типа AО2-61-4 13 кВт (17,45 л.с. ) 1460 об/мин при 50 Гц, 1750 об/мин при 60 Гц.
Пуск электродвигателя осуществляется нажатием одной из кнопок «пуск» 1КУ или 2КУ (расположенных на пультах каретки и около коробки подач) при выключенной фрикционе. При этом н.з. контакт конечного выключателя ВК замкнут. Пускатель КШ получает питание и подключает электродвигатель главного движения к сети. Одновременно с пускателем КШ получают питание реле времени РВ и 1РВ.
Электрооборудование и кинематическая схема станка
Электрическая схема станка 1М63 состоит из четырех электродвигателей, которые обладают следующими характеристиками.
- А02-61-4 СПУ 3 – основной электродвигатель: может запитываться электрическим током с частотой 50 Гц (частота вращения – 1460 об/мин) и 60 Гц (частота вращения – 1750 об/мин), мощность двигателя – 13 кВт.
- Х14-22М – электродвигатель, приводящий в движение насос охлаждения: мощность – 0,12 кВт, частота вращения – 2800 об/мин (ток 50 Гц) и 3350 об/мин (60Гц), производительность – 22 литра охлаждающей жидкости в минуту.
- А02-21-4 – двигатель, отвечающий за ускоренные перемещения нижней плиты суппорта: мощность – 1,1 кВт, частота вращения – 1400 об/мин (50 Гц) и 1690 об/мин (60 Гц).
- С12-54 – электродвигатель, отвечающий за работу шиберного насоса смазочной системы токарного станка: производительность подачи смазочного состава – 8,2 литра в минуту.
Принципиальная электрическая схема 1М63 (нажмите, чтобы увеличить)
Чтобы смазочный состав доходил до узлов оборудования без примесей, в чистом виде, в подающем его насосе установлен фильтр, обеспечивающий тонкость фильтрации 120 мкм.
Запуск главного двигателя станка 1М63, производимый при помощи кнопок «Пуск», одна из которых находится на пульте управления кареткой, а вторая – рядом с коробкой подач, происходит при выключенном фрикционе. Вращение от данного электродвигателя посредством клиноременной передачи передается на фрикционный вал коробки скоростей, при помощи которого регулируется частота вращения шпиндельного узла. Управляют этим фрикционным валом с помощью специальной рукоятки. В соответствии с величиной напряжения, подаваемого на главный двигатель, меняется и сила тока в его обмотке: 380В – 29А, 400В – 27А, 415В – 26,5А, 440В – 25А, 500В – 22А.
Основной электродвигатель станка 1М63, кроме всего прочего, отвечает и за выполнение рабочих подач, а ускоренное перемещение суппорта и каретки обеспечивается за счет отдельного двигателя. Для того чтобы суппорт или каретка начали двигаться, необходимо подключить фрикционные муфты электромагнитного типа, которые расположены во внутренней части фартука оборудования.
Всего в кинематической схеме станка 1М63 имеются четыре таких муфты, две из них отвечают за продольное перемещение каретки, а две остальных – за движение суппорта в поперечном направлении. Управлять данными муфтами можно при помощи находящегося на фартуке станка специального переключателя, который устанавливается в одну из 5 позиций:
- вертикальную (это положение является нейтральным);
- четыре наклонных, соответствующих направлению перемещения суппорта или каретки.
Кинематическая схема 1М63 (нажмите, чтобы увеличить)
Помимо указанного переключателя на фартуке станка 1М63 имеется еще один, при помощи которого выбирается требуемый тип работ:
- обработка наружной поверхности заготовки, имеющей конусную конфигурацию;
- обработка внутренних конусных поверхностей;
- токарные операции.
Для предотвращения одновременного включения электромагнитных муфт и маточной гайки в фартуке токарного станка 1М63 устанавливается блокировочный выключатель концевого типа. При включении маточной гайки такой выключатель просто обрывает электрическую цепь, от которой запитаны электромагнитные муфты.
Фартук станка (нажмите, чтобы увеличить)
Токарно-винторезный станок 1М63Н
Станок токарно-винторезный 1М63Н предназначен для всех видов обработки поверхностей вращения заготовок, включая выполнение конусов и нарезание резьб большинства принятых стандартов с одним или несколькими заходами.
В отличие от предшественника марки 1М63, токарно-винторезный станок 1М63Н имеет улучшенные характеристики и способен обеспечивать нормальную точность геометрических размеров при обработке деталей (индекс Н в конце наименования).

Универсальное оборудование для токарных работ предпочтительно для использования на любых машиностроительных и ремонтных предприятиях, как для единичного, так и штучного (мелкосерийного) типов производства. По желанию заказчика производитель может выпускать станки в восьми вариантах, которые различаются максимально возможной длиной заготовки (расстояние между центрами) – от 750 до 10000 мм. Для обработки длинных заготовок в комплект поставки входят люнеты, подвижный и неподвижный с максимальным диаметром заготовки 150 и 250 мм соответственно.
Высокая степень механизации, надежность, блокировка от неправильных действий в сочетании с удовлетворительной точностью обработки, делают данный станок достаточно востребованным оборудованием.
Технические и эксплуатационные характеристики токарного станка 1М63
Станок по металлу модели 1М63 пользовался особой популярностью на территории стран бывшего Советского Союза. Агрегатом осуществляли обработку заготовок различного диаметра. Токарная установка отправлялась на экспорт в разные страны, отличаясь от конкурентов надежностью и неприхотливостью использования.
Предназначение
Токарный станок 1М63 предназначается для обработки сложных и округлых металлических поверхностей. Кроме того, он применяется для нарезки резьбы. Для обработки торцов заготовки могут использоваться различные резцы, сверла, метчики, зенкеры, плашки. Обрабатываемые заготовки устанавливаются в центрах либо патроне.
Главными его достоинствами считаются элементарность использования, жесткость опоры и сильные двигательные системы. Эти преимущества определяют работу токарного оборудования в течение длительного периода времени.
Маркировка моделей
Число — буквенный индекс винторезного агрегата 1М63 показывает:
- цифра 1 – токарное оборудование;
- число 6 показывает, что станок относят к разряду металлорежущих установок;
- буква «М» указывает на поколение токарного устройства;
- цифра 3 – допустимый радиус обрабатывания болванки, составляет 315 мм.
Среди модифицированных версий токарного станка возможно следующее обозначение:
- Г – агрегат с углублением в несущей станине;
- А, М – в токарном устройстве присутствует механический привод резцового суппорта;
- Б – показатель быстроходности станка;
- К – установка с копировальной оснасткой;
- П – показывает точность обработки согласно “ГОСТ 8-82”;
- Ф1 – прибор с установкой цифровой индикации;
- Ф2 – винторезная установка с системой численного позиционирования ЧПУ;
- Ф3 – агрегат оснащен непрерывным ЧПУ.
Модификационные модели
Время и повышенный спрос заставляет специалистов совершенствовать токарное оборудование. Станок 1М63, определенный для обработки металлических поверхностей, пришел на смену стандартной модели 163. Агрегаты выпускались в большом объеме. Неудивительно, но на некоторых производственных площадках сохранились эти токарные агрегаты в надлежащем виде и до сих пор эксплуатируются, несмотря на все пройденные гарантийные сроки. Токарно-винторезный станок 1М63 через некоторое время сам послужил прототипом модели 1М63Н. Токарный станок 1М63Н отличается усовершенствованной оснасткой по сравнению с прежними моделями серии. Буква «Н» показывает, что устройство обеспечивает нормальную точность.
Главные отличия 1М63Н от предыдущих версий серии:
- повышенная мощность основного привода;
- увеличенная скорость обработки резьбы;
- расширенный диаметр проема в шпинделе;
- способность обрабатывать изделия до 10 м в длину и массой до 3,5 тонн с повышенной точностью;
- внушительный срок службы токарного оборудования;
- применение легированной стали в шестернях;
- повышенная безопасность использования.
Среди основных модификаций устройства 1М63 выделяют следующие модели: 1М63Ф101, 1М63БГ, 1М63М, 1М63Н 1М63НГ, 1М63НП.
Стоит отметить, что популярный прежде токарно-винторезный станок 1М63 снят с производства и больше не выпускается.
Как работает?
Перед тем как непосредственно приступить к выполнению токарных работ, необходимо внимательно ознакомиться с техникой безопасности и правилами эксплуатации станка.
Пренебрежение данными инструкциями влечет за собой последствия. Поэтому если у рабочего не имеется навыка работ с токарным оборудованием, то в его же интересах заручиться поддержкой специалиста, который проконтролирует эксплуатацию установки.
После того как токарный агрегат смонтирован и подключен, необходимо предварительно подготовить его к эксплуатации. Рабочее место должно быть в чистоте, без лишних деталей и инструментария. Чтобы запустить привод следует нажать кнопку запуска на блоке подач. Дополнительная кнопка включения располагается на панели приборов каретки. Фрикцион должен быть в выключенном состоянии.
Движение суппорта приводится посредством четырех фрикционных муфт, располагающихся в фартуке устройства. На фартуке также предусмотрен переключатель зажимных устройств (муфт), две из которых предоставляют продольный ход, а другая половина поперечное движение. Тумблер обладает несколькими режимами – нейтральным и наклонными положениями, соответствующие вектору хода каретки. Верхушка переключателя обладает кнопкой, которая контролирует скоростное движение суппорта.
В ситуациях, когда токарно-винторезный станок 1М63 серьезно поврежден, его нужно отправить на восстановление, предварительно приведя в надлежащий порядок. Наряду с оборудованием, в сервис должен быть предоставлена и техническая документация, чтобы решить вопрос с запасными деталями.
Конструктивные особенности
Как уже выяснилось, то токарно-винторезный станок 1М63 способен осуществлять различные виды точения, обработку конусов, изготовление резьбы любого типа.
Среди основных технических характеристик 1М63 выделяют:
- допустимый поперечник детали, смонтированный над главной опорой – 700 мм;
- предельный диаметр изделия над суппортом – 350;
- максимальный вес болванки – 3,5 т;
- степень вращения шпиндельного узла – 22 ед.;
- диаметр цилиндрического проема в шпинделе – 105 мм;
- степень вращения – от 10 до 1250 об/мин;
- крестообразное перемещение суппорта – 5,2 (продольное) и 2 (поперечное) м/мин;
- мощность силового агрегата – 15 кВт;
- размеры устройства – 5 240 x 1 780 x 1 550;
- масса оборудования – 5750 кг.
Так выглядят основные технические характеристики станка 1М63. Если требуется просмотреть полную документацию оборудования или 1М63 паспорт, то их можно скачать бесплатно, нажав на пункт «скачать паспорт на станок 1М63». Электрическая схема оборудования представлена ниже.
Люнет
Что такое люнет? Люнет – станочное приспособление, служащее дополнительной опорой при обработке заготовок. Они предназначаются для возделывания деталей круглого и конического типа.
Люнет меняется при разных видах обработки. Неподвижный люнет производят из чугуна. Монтируя конструкцию, необходимо учитывать факт соответствия направляющим установки. Установка детали осуществляется по винтовой схеме. В случаях, когда рабочую поверхность следует закрепить по центру, то люнет выступает в роли вспомогательной опоры.
Фото: люнет для станка 1М63
Суппорт
Этот элемент станка предназначается для фиксации режущего инструментария. Он имеет крестовидную конструкцию и может передвигаться, как по осевым направляющим несущей станины, так и в перпендикулярном направлении – по кареткам токарного станка. Перемещение осуществляется ручным, механическим способом, для этого в устройстве предусмотрен специальный механизм.
Задняя бабка
Этот механизм системы устанавливается к направляющим несущей станины посредством 2 планок и 4 болтов. Легкое передвижение задней бабки по направляющим обусловлено наличием установленных в мостик четырех радиальных шарикоподшипниках. Чтобы определить степень удаления пиноли при сверлении металлических поверхностей, монтируется винтовой лимб, а осевое перемещение пиноли производится посредством маховика.
Охлаждающая система
Из описания в паспорте следует, что система охлаждения 1М63 – это насос, смонтированный в правой тумбе, откуда охладитель поступает к инструменту. Отработанный раствор собирается в поддоны, находящиеся в лицевой и оборотной стороне станка. Далее эта смесь снова поступает в резервуар правой тумбы.
Фартук
В станке этот механизм – закрытого типа, с удаляемой лицевой стенкой. Передник получает вращательные движения посредством ходового винта либо ролика. Так как токарно-винторезный станок 1М63 обладает электромагнитными муфтами, регулировка фартука сконцентрирована в одной рукояти. Вектор поворота рукояти совпадает с направленностью хода подач либо каретки. В фартуке присутствует обгонная муфта, позволяющая включать скоростной режим при задействованной рабочей подаче. Чтобы избежать одновременного запуска бегунка и рабочего винта, в оборудовании предусмотрена электрическая блокировка.
Электрооборудование
Станок токарно-винторезный оборудован 4 двигателями:
- Основной движок A02-6I-4 СПУЗ со степенью вращения до 1750 об/мин.
- Силовой агрегат охлаждающей системы XI4-22М. Частота вращения мотора 3350 об/мин, с номинальной мощностью 0,12 кВт. Система способна подавать охладитель – 22 л/мин.
- Движок, способствующий ускоренному передвижению каретки A02-2I-4. Частота вращательного хода – 1690 об/мин, мощность – 1,1 кВт.
- Насос С12-54, служащий для подачи смазывающей смеси – 8,2 л/мин. На него устанавливается стандартный фильтр модели Г41-22.
Стоит отметить, что основной двигатель 1М63 запускается только при включенном фрикционе.
Блок скоростей и подач агрегата
В левой лицевой зоне станины расположена коробка скоростей, а шкив ее привода вращается за счет работы мотора. Все скорости регулируются по принципу ступенчатой работы коробки. Шкив, приведенный в движение, запускает работу многочисленных составных элементов коробки скоростей, а контролирует и регулирует скорость – оператор, путем выбора подходящей скорости, которых всего 22. Причем от самого вала шпиндель получает 6 максимальных скоростей, благодаря чему коэффициент полезного действия (КПД) агрегата значительно повышается.
Все шестерни, с помощью которых изменяется скорость работы станка, производят из термически закаленной стали и имеют высокие показатели прочности. Эти детали размещены на шлицевых металлических валиках, а валы, в свою очередь, работают на роликовых и шариковых видах подшипников. Помимо этого, узел контроля и регулировки скоростей оснащен двумя специальными устройствами, позволяющие изменять ход работы суппорта на обратное движение и делать больше шаг изготавливаемой резьбы в четыре или шестнадцать раз.
Подобный агрегат сделан в двухосной закрытой комплектации. За счет работы шестерней и переключения рычагов коробки подач, оператор без особого труда может контролировать и регулировать работу во время выполнения поставленных задач.
Сама же коробка подач станка 1М63 выполнена в закрытом варианте. Использованием необходимых рычагов и заменой специальных зубчатых шестерней, при производственной необходимости, можно произвести отладку процесса подач для изготовления нормального ряда различных видов резьбы, а также получения нужных подач при возделывании всевозможных деталей на данном токарном станке. А для создания высокоточных и специализированных индивидуальных резьб лучше воспользоваться возможностью перехода на прямое включение винта.
На основе 1М63 было создано невероятное количество модификационных моделей, придавая этому токарному агрегату особую значимость. Несмотря на новое поколение современных станков, установка 1М63 продолжает стоять на многих производственных предприятиях страны, обрабатывая ежедневно огромное количество заготовок.
Паспорт
Скачать паспорт токарно винторезного станка 1М63
oxmetall.ru
Технические характеристики
Паспорт данного токарно-винторезного станка 1М63Н содержит в себе следующие характеристики:
- Максимальный используемый диаметр заготовки: 630 мм при обработке обработка торцов изделия;
- 350 мм при обработке цилиндрических поверхностей;
- Диаметр внутреннего отверстия для размещения длинных труб и прутков в центре шпинделя – 105 мм;
- от 1 до 224 мм — предельные размеры метрической резьбы;
Технические характеристики токарно-винторезного станка 1М63.
| Величины | ||
| Наибольший диаметр изделия, устанавливаемого над станиной | мм | 700 |
| Наибольший диаметр изделия, обрабатываемой над станиной | мм | 630 |
| Наибольший диаметр обрабатываемого изделия над суппортом | мм | 350 |
| Наибольший диаметр изделия, обрабатываемой над выемкой станины | мм | 900* |
| Наибольшая длина обрабатываемой заготовки | мм | 1500,2000,3000,4000,5000,8000,10000 |
| Длина выемки в станине от торца фланца шпинделя | мм | 450* |
| Размер конца шпинделя передней бабки по DIN | 11М | |
| Количество ступеней частот вращения шпинделя | 22 | |
| Диаметр цилиндрического отверстия в шпинделе | мм | 105 |
| Пределы частоты вращения шпинделя | об/мин | 10…1250 |
| Пределы продольных рабочих подач суппорта | мм/об | 0,033…5,6 |
| Пределы поперечных рабочих подач суппорта | мм/об | 0,013…2,064 |
| Пределы рабочих подач резцовых салазок | мм/об | 0,010…1,76 |
| Пределы шагов нарезаемых метрических резьб | мм | 1…224 |
| Пределы шагов нарезаемых дюймовых резьб | ниток/1» | 28-0,25 |
| Пределы шагов нарезаемых модульных резьб | модуль | 0,25-56 |
| Пределы шагов нарезаемых питчевых резьб | питч | 112…0,5 |
| Ускоренное перемещение продольного суппорта | мм/мин | 5,2 |
| Ускоренное перемещение поперечного суппорта | мм/мин | 2 |
| Наибольший вес устанавливаемой заготовки | кг | 3500 |
| Мощность привода главного движения | кВт | 13 |
| Габаритные размеры станка 1М63 | ||
| — длинна | мм | 3750,4200,5250,6230,7250,10300,12470 |
| — ширина | мм | 1780 |
| — высота | мм | 1550 |
| Масса токарно-винторезного станка 1М63 | кг | 4840,5100,5750,6530,9000,11800,13200 |
* Для станков с ГАПОМ.
Конструкция
Основу токарно-винторезного станка 1М63Н составляет литая чугунная станина с двумя или тремя тумбами для установки на опорной поверхности (в зависимости от длины станка). Две призматические рабочие направляющие, расположенные на станине, служат для передвижения каретки суппорта, а также регулировки положения задней бабки.

Кинематическая схема токарно-винторезного станка 1М63Н
Внутри корпуса станины под рабочей областью выполнены люки для удаления стружки и вывода охлаждающей жидкости. Охлаждающе-смазывающая жидкость используется многократно, благодаря возвращению в емкость через систему фильтров.
Крайние (передняя и задняя) тумбы станины полые. В передней (левой) расположен двигатель основного привода, в задней (правой) располагается электродвигатель насоса и бак с охлаждающей эмульсией.
На задней стенке передней бабки находится блок сменных шестерен (гитара) для передачи и регулировки вращения от передней бабки на вал подач. Наборы сменных шестерен позволяют перестраивать станок на выполнение нарезки резьб допустимых типов.

Гитара токарно-винторезного станка 1М63Н
Смазка шестерен токарно-винторезного станка 1М63Н и его опорных подшипников производится автоматически при помощи механического масляного насоса с приводом от главного вала передней бабки.
Применяемая для изготовления шестерен высококачественная легированная сталь, термообработанная после изготовления деталей, позволяет сохранять точность обработки заготовок на протяжении всего срока службы станка.
Органы управления
Большинство органов управления токарно-винторезного станка 1М63Н сосредоточены на передней бабке, каретке и фартуке суппорта. Движение суппорта в рабочих направлениях может осуществляться как механическим приводом, так и вручную. Установленные обгонные муфты позволяют включать быструю подачу суппорта, не останавливая станка. Имеется электрическая блокировка для исключения возможности быстрой подачи при сцепленной гайке ходового винта.

Суппорт токарно-винторезного станка 1М63Н
Станок токарно-винторезный модели 1М63 является скоростным универсальным станком и предназначен для выполнения разнообразных токарных и винтовых работ по черным и цветным металлам , включая точение конусов и нарезания метрических, дюймовых, модульных, питчевых резьб. Жесткая конструкция станка, высокий предел чисел оборотов шпинделя (1250 об/мин) и сравнительно большая мощность привода (13 кВт) дают возможность использовать его как скоростной с применением резцов из бысторежущей стали и твердых сплавов.
Основные сведения
Новый станок, заменивший 163-ю модель, превзошел ее по всем самым важным показателям, от удобства и безопасности до надежности и производительности. Его появление дало возможность работать с любыми металлами на абсолютно новом качественном уровне.
Модель 1М63 из семейства популярнейших агрегатов на просторах СССР и странах СНГ способен выполнять токарные работы в индивидуальном производстве и в производстве мелких серий по заготовкам различных размеров. Основным его предназначением считается нарезка и расточка разновидных резьб. Помимо этого, на нем выполняется обточка внешних и внутренних поверхностей деталей, имеющих форму цилиндра или конуса, обточка конусных фасонов, обрезка, зенкеровка отверстий, накатка сетчатого рифления.
Чем же так примечателен данный станок? В первую очередь, это станина повышенной жесткости. Эта особенность, в сочетании с настройками шпинделя и каретки, позволяет выполнять работы с высокой точностью, а также обеспечивают высокую надежность.
Далее представлен схематический рисунок, с помощью которого можно ознакомиться с устройством основных составляющих элементов токарного агрегата:

- Двигатель;
- Коробка подач;
- Защитный кожух;
- Сменные шестерни;
- Передняя бабка;
- Ограждение патрона;
- Фартук;
- Суппорт;
- Ограждение;
- Электрооборудование;
- Задняя бабка;
- Станина.
На следующем схематическом рисунке отображены настраивающие и управляющие станком средства:

- Валовый квадрат;
- Выключатель вводной;
- Рукоять частотной настройки шпиндельного вращения;
- Устанавливающая шаг и цену деления резьбы ручка;
- Устанавливающая величину подачи и нарезку резьб ручка;
- Включающая ограждение патрона кнопка;
- Рукоять частотной настойки шпиндельного вращения;
- Запуск смазывающего насоса;
- Запуск поперечной подачи;
- Подача света;
- Рукоять для поперечной подачи суппорта в ручном режиме;
- Запуск механического поперечного перемещения суппорта;
- Ручка, закрепляющая и поворачивающая резцедержатель;
- Сжимающая и разжимающая крепление каретки головка;
- Ручное движение верхнего суппорта в поперечном направлении;
- Запуск суппорта и его быстрого хода;
- Включение заточки конусных и цилиндрических заготовок;
- Запуск насоса для подачи смазочно-охлаждающих жидкостей;
- Регулировка подач дистанционного управления;
- Указатель нагрузки;
- Лампа, сигнализирующая о работе электромагнитного тормоза;
- Датчик наличия напряжения;
- Аварийный датчик;
- Закрепляющая пиноль задней бабки ручка;
- Маховик, отвечающий за осевое движение пиноли;
- Рукоять маховика;
- Управление фрикционом;
- Механизм, подключающий гайку ходового винта;
- Кнопки пуска и глушения основного двигателя;
- Маховик, управляющий движением суппорта по направляющим;
- Кнопки пуска и глушения основного двигателя;
- Управление фрикционом;
- Шаговая наладка резьбы;
- Корректировка шага резьбы;
- Настройка вида резьбы;
- Подбор шага для нарезки резьбы.
Благодаря конструктивной жесткости элементов, а также и техническим особенностям агрегата в сочетании с использованием твердосплавных резцов для быстрой резки, даже на повышенных скоростях можно эксплуатировать оборудование на пределе его возможностей, обрабатывая различные металлы. Мощность двигателя и достаточное количество скоростей шпинделя сохраняют высокий уровень эффективности при обработке любого металла. Механическое передвижение верхней части суппорта дает возможность точить и короткие, и длинные конусные детали. Сменные шестерни гитары позволяют настроить нужный шаг резьбы, а зубчатыми колесами устанавливается величина подачи. Силами специального двигателя осуществляется быстрое продольное и поперечное передвижение суппорта.
Многофункциональный механизм 22-ступенчатой коробки скоростей дает возможность реверсивного движения суппорта. К тому же, он позволяет увеличить шаг резьбы. Стоит также упомянуть и про механизм, тормозящий шпиндель. Для его активации на пульте управления есть соответствующая кнопка.
Встроенная в закрытый фартук система смазки представляет собой распределитель масла и специальный насос, оборудованный фильтром с тонкостью в 120 мкм, что обеспечивает поступление в узлы только чистые смазочные составы.
Предназначение
Токарный станок 1М63 предназначается для обработки сложных и округлых металлических поверхностей. Кроме того, он применяется для нарезки резьбы. Для обработки торцов заготовки могут использоваться различные резцы, сверла, метчики, зенкеры, плашки. Обрабатываемые заготовки устанавливаются в центрах либо патроне.
Главными его достоинствами считаются элементарность использования, жесткость опоры и сильные двигательные системы. Эти преимущества определяют работу токарного оборудования в течение длительного периода времени.
Технические характеристики
- Высота расположения центров — 31,5 см;
- Габариты: длина — 3,53 м,
- ширина — 1,68 м,
- высота — 1,29 м;
- основной — 13 кВт,
- основного — 1460 оборотов в минуту,
- станиной — 63 см,
- станиной — 70 см,
- прямое вращение — 10-1250 в минуту,
- продольная — 126 см,
- метрической — от 1 до 192 мм,
- метрическая — 56,
- в продольном направлении — 4500 мм/мин,
Конструктивные особенности
Как уже выяснилось, то токарно-винторезный станок 1М63 способен осуществлять различные виды точения, обработку конусов, изготовление резьбы любого типа.
Среди основных технических характеристик 1М63 выделяют:
- допустимый поперечник детали, смонтированный над главной опорой – 700 мм;
- предельный диаметр изделия над суппортом – 350;
- максимальный вес болванки – 3,5 т;
- степень вращения шпиндельного узла – 22 ед.;
- диаметр цилиндрического проема в шпинделе – 105 мм;
- степень вращения – от 10 до 1250 об/мин;
- крестообразное перемещение суппорта – 5,2 (продольное) и 2 (поперечное) м/мин;
- мощность силового агрегата – 15 кВт;
- размеры устройства – 5 240 x 1 780 x 1 550;
- масса оборудования – 5750 кг.
Так выглядят основные технические характеристики станка 1М63. Если требуется просмотреть полную документацию оборудования или 1М63 паспорт, то их можно скачать бесплатно, нажав на пункт «скачать паспорт на станок 1М63». Электрическая схема оборудования представлена ниже.
Люнет
Что такое люнет? Люнет – станочное приспособление, служащее дополнительной опорой при обработке заготовок. Они предназначаются для возделывания деталей круглого и конического типа.
Люнет меняется при разных видах обработки. Неподвижный люнет производят из чугуна. Монтируя конструкцию, необходимо учитывать факт соответствия направляющим установки. Установка детали осуществляется по винтовой схеме. В случаях, когда рабочую поверхность следует закрепить по центру, то люнет выступает в роли вспомогательной опоры.

Суппорт
Этот элемент станка предназначается для фиксации режущего инструментария. Он имеет крестовидную конструкцию и может передвигаться, как по осевым направляющим несущей станины, так и в перпендикулярном направлении – по кареткам токарного станка. Перемещение осуществляется ручным, механическим способом, для этого в устройстве предусмотрен специальный механизм.

Задняя бабка
Этот механизм системы устанавливается к направляющим несущей станины посредством 2 планок и 4 болтов. Легкое передвижение задней бабки по направляющим обусловлено наличием установленных в мостик четырех радиальных шарикоподшипниках. Чтобы определить степень удаления пиноли при сверлении металлических поверхностей, монтируется винтовой лимб, а осевое перемещение пиноли производится посредством маховика.

Охлаждающая система
Из описания в паспорте следует, что система охлаждения 1М63 – это насос, смонтированный в правой тумбе, откуда охладитель поступает к инструменту. Отработанный раствор собирается в поддоны, находящиеся в лицевой и оборотной стороне станка. Далее эта смесь снова поступает в резервуар правой тумбы.
Фартук
В станке этот механизм – закрытого типа, с удаляемой лицевой стенкой. Передник получает вращательные движения посредством ходового винта либо ролика. Так как токарно-винторезный станок 1М63 обладает электромагнитными муфтами, регулировка фартука сконцентрирована в одной рукояти. Вектор поворота рукояти совпадает с направленностью хода подач либо каретки. В фартуке присутствует обгонная муфта, позволяющая включать скоростной режим при задействованной рабочей подаче. Чтобы избежать одновременного запуска бегунка и рабочего винта, в оборудовании предусмотрена электрическая блокировка.

Электрооборудование
Станок токарно-винторезный оборудован 4 двигателями:
- Основной движок A02-6I-4 СПУЗ со степенью вращения до 1750 об/мин.
- Силовой агрегат охлаждающей системы XI4-22М. Частота вращения мотора 3350 об/мин, с номинальной мощностью 0,12 кВт. Система способна подавать охладитель – 22 л/мин.
- Движок, способствующий ускоренному передвижению каретки A02-2I-4. Частота вращательного хода – 1690 об/мин, мощность – 1,1 кВт.
- Насос С12-54, служащий для подачи смазывающей смеси – 8,2 л/мин. На него устанавливается стандартный фильтр модели Г41-22.


Стоит отметить, что основной двигатель 1М63 запускается только при включенном фрикционе.
Блок скоростей и подач агрегата
В левой лицевой зоне станины расположена коробка скоростей, а шкив ее привода вращается за счет работы мотора. Все скорости регулируются по принципу ступенчатой работы коробки. Шкив, приведенный в движение, запускает работу многочисленных составных элементов коробки скоростей, а контролирует и регулирует скорость – оператор, путем выбора подходящей скорости, которых всего 22. Причем от самого вала шпиндель получает 6 максимальных скоростей, благодаря чему коэффициент полезного действия (КПД) агрегата значительно повышается.
Все шестерни, с помощью которых изменяется скорость работы станка, производят из термически закаленной стали и имеют высокие показатели прочности. Эти детали размещены на шлицевых металлических валиках, а валы, в свою очередь, работают на роликовых и шариковых видах подшипников. Помимо этого, узел контроля и регулировки скоростей оснащен двумя специальными устройствами, позволяющие изменять ход работы суппорта на обратное движение и делать больше шаг изготавливаемой резьбы в четыре или шестнадцать раз.
Подобный агрегат сделан в двухосной закрытой комплектации. За счет работы шестерней и переключения рычагов коробки подач, оператор без особого труда может контролировать и регулировать работу во время выполнения поставленных задач.

Сама же коробка подач станка 1М63 выполнена в закрытом варианте. Использованием необходимых рычагов и заменой специальных зубчатых шестерней, при производственной необходимости, можно произвести отладку процесса подач для изготовления нормального ряда различных видов резьбы, а также получения нужных подач при возделывании всевозможных деталей на данном токарном станке. А для создания высокоточных и специализированных индивидуальных резьб лучше воспользоваться возможностью перехода на прямое включение винта.
На основе 1М63 было создано невероятное количество модификационных моделей, придавая этому токарному агрегату особую значимость. Несмотря на новое поколение современных станков, установка 1М63 продолжает стоять на многих производственных предприятиях страны, обрабатывая ежедневно огромное количество заготовок.
Описание работы
Перед началом работ с такой техникой, как токарный станок, необходимо в обязательном порядке изучить инструкцию по эксплуатации, а также ознакомиться с правилами техники безопасности.
Пренебрежение ими может нанести вред вашему здоровью. Если у вас нет токарного образования или специальной подготовки, то в ваших же интересах не эксплуатировать станок без строго надзора специалиста.
После сборки и подключения агрегата, нужно также почистить и подготовить его к работе. Наличие разбросанных инструментов и деталей на рабочем месте неприемлемо. Включается привод кнопкой запуска, найти которую можно возле коробки подач. Есть еще одна кнопка запуска, которая расположена на приборной панели каретки. При запуске двигателя фрикцион должен быть выключен!
Чтобы привести в движение суппорт (каретку), нужно подключить фрикционные муфты, находящиеся в фартуке. Четыре муфты, одна половина которых обеспечивают продольное движения, другая — поперечное, управляются переключателем, расположенным на фартуке. У переключателя имеется 1 вертикальное (нейтральное) положение и 4 наклонных положения, в соответствии с направлением движения суппорта. Головка переключателя имеет кнопку, включающую скоростной ход суппорта.
В случае возникновения серьезной поломки станок следует отправить на ремонт. Перед этим обязательно нужно почистить агрегат от грязи и стружки, слить жидкости. Вместе со станком должны быть отправлены технический паспорт, акт о проведении технического осмотра и ведомость сборных запчастей, которые отправляются демонтированными от машины. Если какие-либо запчасти будут отсутствовать, за отдельную плату ремонтный завод их изготовит.
Модификации
Время и растущие потребности несут за собой необходимость вносить усовершенствования. Без них не обошелся и наш агрегат. К его основным модификациям относят следующие модели:
- 1М63Ф306, выпускаемая с 73-го года, отличалась наличием ЧПУ (данное отличие также присутствует у 1М63ФЗ и 1М63РФЗ);
- 1М63Ф101, вышедшая в 76-ом году, имела устройство цифровой индикации (УЦИ), которое отсчитывало поперечное движение суппорта;
- 1М63Б, отличавшаяся своей быстроходностью и увеличенной мощностью (это относится и к модификациям 1М63БГ и 1М63БФ101);
- 1М63М с повышенной мощностью, как и у 1М63МФ101 и 16Р30;
- 1М63Н, выпущенная в 92-ом году и завершившая серию, отличалась нормальной точностью (1М63НФ1 и 1М63НФ101, к тому же, были дополнены системой УЦИ, которая отсчитывала перемещения в 3-х мерной системе координат);
- 1М63Н-1, имевшая нормальную точность и более короткую станину (1М63НФ10М обладала еще и УЦИ);
- 1М63НГ, отличавшаяся выемкой на станине;
- 1М63НП, преимуществом которой была повышенная точность.
Некоторым, из перечисленных станков, можно уделить немного больше внимания. К примеру, рассматривая одну из последних модификаций (1М63Н) можно выделить несколько конструктивных особенностей модели:
- буква «Н» в названии указывает на нормальную точность обработки, которую обеспечивали три фактора: температурная стабильность, устойчивость к вибрациям и жесткость конструкции;
- внушительный срок службы токарной машины, обеспеченный двумя призматическими направляющими, расположенными на станине, и другими высоконадежными узлами;
- ускоренная обработка резьбы за счет того, что реверсивное вращение шпинделя имеет на 30% большую частоту, чем прямое;
- зубчатые колеса, которые выполнены из легированной стали;
- повышенная безопасность эксплуатации, гарантированная системами блокировки станка, а также ограждающими зонами резки;
- более мощный, по отношению к оригинальной модели, двигатель;
- возможность обрабатывать заготовки длиною до 10 м и массой до 3,5 т.
Рассмотренный нами станок 1М63 имеет достаточно особенностей, которые обеспечили ему популярность и признание не только на родине, но и за рубежом. На его базе было создано огромное количество модификаций, добавляющих этой машине еще больше достоинств. Не смотря на то, что в новом веке уже создано огромное количество современных станков, превосходящих во многом полувекового трудягу, он и его улучшенные модели продолжают стоять в строю, каждый день обрабатывая тысячи новых деталей.
Ниже приводится эскизы схемы электрической принципиальной токарно-винторезного станка 1М63.
Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка 1М63 (1Лист) в отличном качестве можно по ссылке расположенной ниже:
Скачать бесплатно второй вариант схемы электрической принципиальной токарно-винторезного станка 1М63 (1Лист) в отличном качестве можно по ссылке расположенной ниже:
Скачать бесплатно третий вариант схемы электрической принципиальной со спецификацией токарно-винторезного станка 1М63 (1Лист) в отличном качестве можно по ссылке расположенной ниже:

Свое начало модель 1М63 берет в 1968 году. Именно тогда, в Рязани, на построенном уже в послевоенные годы заводе (РСЗ), началось его производство. К тому времени, в его стенах уже было выпущено немало современных и даже инновационных образцов. Данная модель была новым и последним поколением 163-ей серии станков, выпускавшихся там же с 56-го года. Именно она в 74-ом году на Чикагской выставке обеспечила завод мировым признанием.
Стоит отметить, что Рязанский завод, заложенный еще в 1944 году, работает и в наши дни. Его заслуги, репутация и история заслуживает отдельного внимания. Не зря же его продукция в большом объеме трудится в десятках стран по всему миру. Полувековое лидерство предприятия было обеспечено использованием мировых научных достижений и, конечно же, безупречной производственной организацией.
Основные сведения
Новый станок, заменивший 163-ю модель, превзошел ее по всем самым важным показателям, от удобства и безопасности до надежности и производительности. Его появление дало возможность работать с любыми металлами на абсолютно новом качественном уровне.
Модель 1М63 из семейства популярнейших агрегатов на просторах СССР и странах СНГ способен выполнять токарные работы в индивидуальном производстве и в производстве мелких серий по заготовкам различных размеров. Основным его предназначением считается нарезка и расточка разновидных резьб. Помимо этого, на нем выполняется обточка внешних и внутренних поверхностей деталей, имеющих форму цилиндра или конуса, обточка конусных фасонов, обрезка, зенкеровка отверстий, накатка сетчатого рифления.
Чем же так примечателен данный станок? В первую очередь, это станина повышенной жесткости. Эта особенность, в сочетании с настройками шпинделя и каретки, позволяет выполнять работы с высокой точностью, а также обеспечивают высокую надежность.
Далее представлен схематический рисунок, с помощью которого можно ознакомиться с устройством основных составляющих элементов токарного агрегата:

- Двигатель;
- Коробка подач;
- Защитный кожух;
- Сменные шестерни;
- Передняя бабка;
- Ограждение патрона;
- Фартук;
- Суппорт;
- Ограждение;
- Электрооборудование;
- Задняя бабка;
- Станина.
На следующем схематическом рисунке отображены настраивающие и управляющие станком средства:

- Валовый квадрат;
- Выключатель вводной;
- Рукоять частотной настройки шпиндельного вращения;
- Устанавливающая шаг и цену деления резьбы ручка;
- Устанавливающая величину подачи и нарезку резьб ручка;
- Включающая ограждение патрона кнопка;
- Рукоять частотной настойки шпиндельного вращения;
- Запуск смазывающего насоса;
- Запуск поперечной подачи;
- Подача света;
- Рукоять для поперечной подачи суппорта в ручном режиме;
- Запуск механического поперечного перемещения суппорта;
- Ручка, закрепляющая и поворачивающая резцедержатель;
- Сжимающая и разжимающая крепление каретки головка;
- Ручное движение верхнего суппорта в поперечном направлении;
- Запуск суппорта и его быстрого хода;
- Включение заточки конусных и цилиндрических заготовок;
- Запуск насоса для подачи смазочно-охлаждающих жидкостей;
- Регулировка подач дистанционного управления;
- Указатель нагрузки;
- Лампа, сигнализирующая о работе электромагнитного тормоза;
- Датчик наличия напряжения;
- Аварийный датчик;
- Закрепляющая пиноль задней бабки ручка;
- Маховик, отвечающий за осевое движение пиноли;
- Рукоять маховика;
- Управление фрикционом;
- Механизм, подключающий гайку ходового винта;
- Кнопки пуска и глушения основного двигателя;
- Маховик, управляющий движением суппорта по направляющим;
- Кнопки пуска и глушения основного двигателя;
- Управление фрикционом;
- Шаговая наладка резьбы;
- Корректировка шага резьбы;
- Настройка вида резьбы;
- Подбор шага для нарезки резьбы.
Благодаря конструктивной жесткости элементов, а также и техническим особенностям агрегата в сочетании с использованием твердосплавных резцов для быстрой резки, даже на повышенных скоростях можно эксплуатировать оборудование на пределе его возможностей, обрабатывая различные металлы. Мощность двигателя и достаточное количество скоростей шпинделя сохраняют высокий уровень эффективности при обработке любого металла. Механическое передвижение верхней части суппорта дает возможность точить и короткие, и длинные конусные детали. Сменные шестерни гитары позволяют настроить нужный шаг резьбы, а зубчатыми колесами устанавливается величина подачи. Силами специального двигателя осуществляется быстрое продольное и поперечное передвижение суппорта.
Многофункциональный механизм 22-ступенчатой коробки скоростей дает возможность реверсивного движения суппорта. К тому же, он позволяет увеличить шаг резьбы. Стоит также упомянуть и про механизм, тормозящий шпиндель. Для его активации на пульте управления есть соответствующая кнопка.
Встроенная в закрытый фартук система смазки представляет собой распределитель масла и специальный насос, оборудованный фильтром с тонкостью в 120 мкм, что обеспечивает поступление в узлы только чистые смазочные составы.
Главный привод
Вращение главного привода осуществляется от асинхронного электродвигателя типа AО2-61-4 13 кВт (17,45 л.с. ) 1460 об/мин при 50 Гц, 1750 об/мин при 60 Гц.
Пуск электродвигателя осуществляется нажатием одной из кнопок «пуск» 1КУ или 2КУ (расположенных на пультах каретки и около коробки подач) при выключенной фрикционе. При этом н.з. контакт конечного выключателя ВК замкнут. Пускатель КШ получает питание и подключает электродвигатель главного движения к сети. Одновременно с пускателем КШ получают питание реле времени РВ и 1РВ.
Управление вращением шпинделя осуществляется с помощью фрикциона, включаемого от рукоятки.
При отключенном фрикционе н.з. контакт ВК остается замкнутым, реле времени РВ, 1РВ и тормозная муфта включены. При этом загорается сигнальная дампе 2ЛС. При работе двигателя главного движения на холостом ходу, реле времени РВ, настроенное на выдержку 2,5-3 мин, отключает катушку магнитного пускателя и соответственно двигатель от сети. Одновременно, реле времени 1РВ, настроенное на выдержку 25 сек потеряет питание и отключит тормозную муфту.
При включении фрикциона н.з. контакт ВК разрывается, отключает реле времени РВ и обеспечивает работу станка. Останов двигателя осуществляется нажатием на одну из кнопок «стоп» 3КУ или КУ. При этом через н.з. контакт КШ включается реле РВ и тормозная муфта 5ЭМ. Контроль за нагрузкой электродвигателя осуществляется по амперметру.
Привод подач
Рабочие подачи осуществляются от двигателя главного привода, ускоренные хода от двигателя ускоренного хода типа АOЛ2-21-4 (4Ах80А4УЗ) 1,1 кВт (1,475 л.с.) 1400 об/мин при 50 Гц, 1690 об/мин при 50 Гц.
В фартуке станка имеется четыре электромагнитные фрикционные муфты, две из которых используются для управления перемещением каретки в продольном направлении и две — для управления перемещением суппорта в поперечном направлении.
Управление муфтами производится рукояткой крестового переключателя, установленного на фартуке станка, имеющего 5 положений: одно — вертикальное нейтральное и 4 наклонных, соответствующих направлению перемещения суппорта и каретки.
Включение электродвигателя ускоренного хода при любом положении рукоятки переключателя обеспечивается пусковой толчковой кнопкой, встроенной в головку рукоятки крестового переключателя.
Во избежание одновременного включения маточной гайки и электромагнитных муфт, предусмотрен блокировочный конечный выключатель ВКФ, установленный внутри фартука, который обрывает цепь питания муфт при включении маточной гайки.
Для предотвращения пробоя электромагнитных муфт и уменьшения искрообразования на контакте при отключении катушки, предусмотрены разрядные сопротивления R1…R5.
На фартуке станка имеется переключатель режимов работы на три положения, который включает муфты соответственно на:
токарную работу; конусное точение (внутреннее); конусное точение (наружное).
Привод охлаждения
Привод охлаждения осуществляется от электронасоса типа ПА-22, 0,12 квт (0,163 л.с.) 2800 об/мин при 50 Гц, 3350 об/мин, при 60 Гц. Пуск и останов электродвигателя осуществляется включением переключателя, установленного на фартуке станка.
Схема 1М63

Технические характеристики
- Высота расположения центров — 31,5 см;
- Габариты: длина — 3,53 м,
- ширина — 1,68 м,
- высота — 1,29 м;
- основной — 13 кВт,
- основного — 1460 оборотов в минуту,
- станиной — 63 см,
- станиной — 70 см,
- прямое вращение — 10-1250 в минуту,
- продольная — 126 см,
- метрической — от 1 до 192 мм,
- метрическая — 56,
- в продольном направлении — 4500 мм/мин,
Технические характеристики, описание и паспорт 1М63

Суппорт станка 1М63 имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
В станке механизированы все основные операции:
- продольное механическое перемещение суппорта (продольные рабочие подачи)
- поперечное механическое перемещение суппорта (поперечные рабочие подачи)
- механическое перемещение резцовых салазок (рабочие подачи резцовых салазок)
- ускоренные перемещения суппорта в продольном направлении от индивидуального электродвигателя
- ускоренные перемещения суппорта в поперечном направлении
- ускоренные перемещения резцовых салазок
- Торможение шпинделя также производится автоматически в момент выключения фрикционной муфты.
Технические характеристики станка 1М63
| Технические характеристики станка 1М63 | Параметры |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 700 |
| Диаметр обработки над станиной, мм | 630 |
| Диаметр обработки над суппортом, мм | 350 |
| Расстояние между центрам | 750 — 10 000 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1 250 |
| Ускоренное продольное перемещение суппорта, м/мин | 5,2 |
| Ускоренное поперечное перемещение суппорта, м/мин | 2 |
| Мощность электродвигателя главного привода | 15 кВт |
| Наибольший вес обрабатываемой детали в центрах, кг | 3 500 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 950 — 12 470 х 1 780 х 1 550 |
| Масса станка, кг | 4 200 — 13 200 |
Обозначение универсального токарно-винторезного станка 1М63
1 — токарный станок (номер группы)
М – поколение станка
6 – токарно-винторезный станок (номер подгруппы)
3 – высота центров над станиной (315 мм)
Буквы в конце обозначения модели:
Б – станок повышенной мощности
Г – станок с выемкой в станине
К – станок с копировальным устройством
М – механизированный станок повышенной мощности
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Описание работы
Перед началом работ с такой техникой, как токарный станок, необходимо в обязательном порядке изучить инструкцию по эксплуатации, а также ознакомиться с правилами техники безопасности.
Пренебрежение ими может нанести вред вашему здоровью. Если у вас нет токарного образования или специальной подготовки, то в ваших же интересах не эксплуатировать станок без строго надзора специалиста.
После сборки и подключения агрегата, нужно также почистить и подготовить его к работе. Наличие разбросанных инструментов и деталей на рабочем месте неприемлемо. Включается привод кнопкой запуска, найти которую можно возле коробки подач. Есть еще одна кнопка запуска, которая расположена на приборной панели каретки. При запуске двигателя фрикцион должен быть выключен!
Чтобы привести в движение суппорт (каретку), нужно подключить фрикционные муфты, находящиеся в фартуке. Четыре муфты, одна половина которых обеспечивают продольное движения, другая — поперечное, управляются переключателем, расположенным на фартуке. У переключателя имеется 1 вертикальное (нейтральное) положение и 4 наклонных положения, в соответствии с направлением движения суппорта. Головка переключателя имеет кнопку, включающую скоростной ход суппорта.
В случае возникновения серьезной поломки станок следует отправить на ремонт. Перед этим обязательно нужно почистить агрегат от грязи и стружки, слить жидкости. Вместе со станком должны быть отправлены технический паспорт, акт о проведении технического осмотра и ведомость сборных запчастей, которые отправляются демонтированными от машины. Если какие-либо запчасти будут отсутствовать, за отдельную плату ремонтный завод их изготовит.
Модификации
Время и растущие потребности несут за собой необходимость вносить усовершенствования. Без них не обошелся и наш агрегат. К его основным модификациям относят следующие модели:
- 1М63Ф306, выпускаемая с 73-го года, отличалась наличием ЧПУ (данное отличие также присутствует у 1М63ФЗ и 1М63РФЗ);
- 1М63Ф101, вышедшая в 76-ом году, имела устройство цифровой индикации (УЦИ), которое отсчитывало поперечное движение суппорта;
- 1М63Б, отличавшаяся своей быстроходностью и увеличенной мощностью (это относится и к модификациям 1М63БГ и 1М63БФ101);
- 1М63М с повышенной мощностью, как и у 1М63МФ101 и 16Р30;
- 1М63Н, выпущенная в 92-ом году и завершившая серию, отличалась нормальной точностью (1М63НФ1 и 1М63НФ101, к тому же, были дополнены системой УЦИ, которая отсчитывала перемещения в 3-х мерной системе координат);
- 1М63Н-1, имевшая нормальную точность и более короткую станину (1М63НФ10М обладала еще и УЦИ);
- 1М63НГ, отличавшаяся выемкой на станине;
- 1М63НП, преимуществом которой была повышенная точность.
Некоторым, из перечисленных станков, можно уделить немного больше внимания. К примеру, рассматривая одну из последних модификаций (1М63Н) можно выделить несколько конструктивных особенностей модели:
- буква «Н» в названии указывает на нормальную точность обработки, которую обеспечивали три фактора: температурная стабильность, устойчивость к вибрациям и жесткость конструкции;
- внушительный срок службы токарной машины, обеспеченный двумя призматическими направляющими, расположенными на станине, и другими высоконадежными узлами;
- ускоренная обработка резьбы за счет того, что реверсивное вращение шпинделя имеет на 30% большую частоту, чем прямое;
- зубчатые колеса, которые выполнены из легированной стали;
- повышенная безопасность эксплуатации, гарантированная системами блокировки станка, а также ограждающими зонами резки;
- более мощный, по отношению к оригинальной модели, двигатель;
- возможность обрабатывать заготовки длиною до 10 м и массой до 3,5 т.
Рассмотренный нами станок 1М63 имеет достаточно особенностей, которые обеспечили ему популярность и признание не только на родине, но и за рубежом. На его базе было создано огромное количество модификаций, добавляющих этой машине еще больше достоинств. Не смотря на то, что в новом веке уже создано огромное количество современных станков, превосходящих во многом полувекового трудягу, он и его улучшенные модели продолжают стоять в строю, каждый день обрабатывая тысячи новых деталей.
РЯЗАНСКОЕ СТАНКОСТРОИТЕЛЬНОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ
СТАНКИ ТОКАРНО-ВИНТОРЕЗНЫЕ Модели 1М63Н, 1М63НФ101, 1М63Н-1, 1М63НФ101-1
Руководство по эксплуатации
1992
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ НЕ ОТРАЖАЕТ НЕЗНАЧИТЕЛЬНЫХ КОНСТРУКТИВНЫХ ИЗМЕНЕНИИ В СТАНКЕ, ВНЕСЕННЫХ ИЗГОТОВИТЕЛЕМ ПОСЛЕ ПОДПИСАНИЯ К ВЫПУСКУ В СВЕТ ДАННОГО РУКОВОДСТВА ПО ЭКСПЛУАТАЦИИ, А ТАКЖЕ ИЗМЕНЕНИИ ПО КОМПЛЕКТУЮЩИМ ИЗДЕЛИЯМ И ДОКУМЕНТАЦИИ, ПОСТУПАЮЩЕЙ С НИМИ.
ЧАСТЬ I.
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ 1М63Н.00.000РЭ
ВВЕДЕНИЕ
- i документ предназначен для изуче
- «оз токарно-винторезных модели 1M63IL '<-^-£101, 1М63Н-1, 1М63НФ101-1 и правил их - зтации (использования, технического обслу-- з:-:ия, транспортирования и хранения).
~:и эксплуатации станка необходимо строго ~ илерживаться предписаний и рекомендаций, из-~эженных в настоящем руководстве и прилагаемой хнической документации на основные комплектующие изделия, вести учет технического обслужи--лния и ремонта.
ВНИМАНИЕ! НЕСОБЛЮДЕНИЕ ТРЕБОВАНИИ НАСТОЯЩЕГО РУКОВОДСТВА ОСВОБОЖДАЕТЕ PCX ОТ ГАРАНТИЙНЫХ ОБЯЗАТЕЛЬСТВ.
Пуско-наладочные работы (ПНР) и гарантийный ремонт станка осуществляет 4 с № или предприятие-потребитель, имеющее договор с40р£^> на право проведения указанных работ.
К эксплуатации станка допускаются лица, проведшие обучение и аттестованные на право рабо
ты на данном оборудовании в установленном порядке.
Для проведения гарантийного ремонта потребитель должен сообщить факт отказа станка, сохранив ситуацию, при которой он произошел.
В сообщении указать следующее:
— модель и заводской номер станка;
— почтовый адрес предприятия, номер и позывной телекса, номер телефона заинтересованной службы;
— необходимость справки допуска.
О принятом решенииуведомит потребителя в течение трех рабочих дней с момента получения сообщения.
«...претензии и иски за поставку недоброкачественного комплектующего изделия, из-за отказа в работе которого вышло из строя основное изделие, предъявляются потребителем основного изделия непосредственно изготовителю этого комплектующего изделия».
(Письмо № ОП-15/86 от 08.10.85 г. Госарбитража при Совете Министров СССР).
1. ОБЩИЕ СВЕДЕНИЯ ОБ ИЗДЕЛИИ
1.1. Настоящее руководство по эксплуатации распространяется на станки токарно-винторезные
модели 1М63Н, 1М63НФ101, 1М63Н-1;
1М63НФ101-1, указанные в табл. 1.1.1. (рис. 1.1.1;)
Рис. 1.1.1. Общий вид станка
я*
3
Таблица I•I
Модель («•А) Наименование и назначение станка
1М63Н Станок токарно-винторезный нормздьвдм точности, предназначен для выполнение н*-нообразных токарных работ.
1М63НФ101 Станок токарно-винторезный нормгльязд точности, дополнительно оснащен вом цифровой индиксации, обеспечизллзи_$< отсчет поперечного перемещения
1М63Н-1 Станок токарно-винторезный нсрм имей точности с укороченной станиной
1М63НФ101-1 Станок токарно-винторезный =2си.иьжн точности с укороченной станиной. тельно оснащен устройством цнзссасм диксации, обеспечивающим отг-r’ ного перемещения суппорта.
1.2. На станках можно производить варужвое точение, растачивание, сверление, обработку конусов, нарезание резьб: метрической, мэдульаоё дюймовой, питчевой.
Техническая характеристика и жесткость стан-позволяют полностью использовать возможно- быстрорежущего и твердосплавного инструмента три обработке как черных, так и цветных ме-тз.-.л зз.
ВНИМАНИЕ! НЕОБХОДИМО СТРОГО ПРИДЕРЖИВАТЬСЯ ПРЕДПИСАНИЙ И РЕКОМЕНДАЦИЙ, ИЗЛОЖЕННЫХ В РУКОВОДСТВЕ И ПРИЛАГАЕМОЙ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ НА КОМПЛЕКТУЮЩИЕ ИЗДЕЛИЯ.
Вид климатического исполнения УХЛ4 по ГОСТ : 5150—69.
Класс точности станка — II по ГОСТ 8—82.
Конструкция станков'не предусматривает возможность оснащения электронными’ устройствами управления (ЧПУ) по н:нтуру по 2-м и более осям.
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКА
2.1. Техническая характеристика.
Основные параметры и размеры должны соответствовать табл. 1.2.1.
Номенклатура показателей по ГОСТ 4.93—86.
Таблица 1.2.1.
Наименование Значение
Основные размеры по ГОСТ 18097—88 (п.п. 2, 3, 4, 5, 6, 7)
1. Наибольший диаметр устанавливаемой заготовки над станиной, мм, не менее
2. Наибольший диаметр обрабатываемой заготовки, мм, не менее над станиной над суппортом в люнете (пределы)
3. Наибольшая длина обрабатываемой заготовки, мм, не менее для 1М63Н, 1М63НФ101
для 1М63Н-1, 1М63НФ101-1
4. Наибольшая устанавливаемая масса заготовки, в центрах, кг
5. Конец шпинделя по ГОСТ 12593—72
6. Центр в шпинделе передней бабки по ГОСТ 13214—79
7. Центр в пиноли задней бабки по ГОСТ 13214—79
8. Диаметр цилиндрического отверстия в шпинделе, мм, не менее
9. Высота устанавливаемого резца, мм, не менее
10. Размер внутреннего конуса в шпинделе передней бабки по ГОСТ 25557—82
11. Количество позиций инструмента в резцедержателе
12. Пределы частоты вращения шпинделя, об/мин
700
630 350 20...350
3000 1500
11 М 7032—0043 Морзе 6 7032—00.^3 Морзе б 105 или 80
32
Метрический 1*15 или J00
4
10... 1250
Продолжение таблицы 1.2.1
Наименование Значение
15 *'т.’*-е:твс ступеней частот вращения
прямого вращения 22
обратного вращения 11
14. Количество ступеней рабочих подач: 32
продольных
поперечных 32
резцовых салазок 32
15. Пределы рабочих подач, мм/об 0,06... 1,00
1 ряд: продольных
поперечных 0,024...0,37
резцовых салазок 0,019...0,31
2 ряд: продольных 0,084... 1,4
поперечных 0,034...0,518
резцовых салазок 0,027...0,434
16. Количество обрабатываемых резьб: 46
метрических
дюймовых 31
^модульных 37
питчевых 30
17. Пределы шагов обрабатываемых резьб: 1...224
метрических, мм
дюймовых, число ниток на 1" 28...0,25
модульных, модуль 0,25...56
питчевых, питч диаметральный 112...0,5
18. Пределы скоростей быстрых перемещений суппорта, мм/мин, не менее: 5200
продольных
поперечных 2000
19. Наибольшее усилие резания, Рх, допускаемое механизмом подач, при подачах, кН:
продольное 6,80
поперечное 3,7
20. Наибольший крутящий момент на шпин- 3
деле, кНм
4
П р о д олжение таблицы 1.2,1.
Наименование Значение
21. Габаритные размеры станка, мм, не бо-
лее:
длина для 1М63Н, 1М63НФ101
длина 1М63Н-1, 1М63НФ101-1
ширина 1780
высота 1550
22. Масса станка, кг:
для 1М63Н. 1М63НФ101 5750
для 1М63Н-1, 1М63НФ101-1 4840
23. Дискретность отсчета по УЦЦ, мкм
для станков 1М63НФ101; 10 на диаметр
1М63НФ101-1
24. Шероховатость цилиндрической поверх- Ра 2.5 мкм
ности образца-изделия после его чистовой
обработки на станке
Характеристика электрооборудования
25. Количество электродвигателей на стан- 3
кс (с электронасосом), шт.
26. Тип электродвигателя главного движе- 4AM160S4Y3
ния
27. Частота вращения, об/мин 1465
28. Мощность, кВт 15
29. Тип электродвигателя быстрых переме- 4АМ80А4УЗ
щений
30. Мощность, кВт 1,1
31. Частота вращения, об/мин 1420
32. Род тока питающей сети переменный
трехфазный
33. Частота тока, Гц 50
34. Напряжение, В 380/220
35. Суммарная мощность установленных на 16,22
станке электродвигателей, кВт
Характеристика системы охлаждения
36. Тип электронасоса
37. Мощность, кВт о,1£
38. Частота вращения, об/мин.
39. Производительность электронасоса,
л/мин
40. Объем заливаемой жидкости, л, не ме-
нее
41. Подача охлаждающей жидкости в зону 9
резания, л, не менее
Характеристика системы смазки
42. Тип насоса С12-5М-10
УХЛ4
43. Производительность насоса, л/мин 8,5
44. Наибольшее давление, кгс/см2 2,5
Рис. 1.2.1. Установка и присоединительные размеры шпинделя бабки передней
Перемещение за один оборот
лимба, мм: продольное 2.00
поперечное 5
Цена одного деления лимба при перемещении, мм: продольном I
поперечном на диаметр 0,1
2.2.3. Резцовые салазки Наибольшее перемещение, мм, не менее: 220
2.2. Основные данные Наибольший угол поворота, градус + -90
2.2.1. Шпиндель бабки передней Габаритные и присоединительные размеры шпинделя рис. 1.2.1. Цена одного деления шкалы поворота, градус Перемещение на один оборот 1
Торможение шпинделя Тип приводных ремней по ТУ 38105.798—87 Размеры ремней имеется клиновые С-2000Т лимба, мм Цена одного деления лимба, мм Наибольшее усилие резания Рх, допускаемое механизмом по- 5 0,05
Количество ремней 2.2.2. Суппорт (рис. 1.2.2) Наибольшее перемещение, мм, 'не менее: продольное при РМЦ 1500 4 дач, кН 2.2.4. Бабка задняя Наибольшее перемещение пиноли, мм Перемещение пиноли за один 2,22 220
при РМЦ 3000 оборот маховика, мм 6
поперечное 400 Поперечное смещение, мм +—10
5
1.2.2. Габариты рабочего пространства
Таблица 1.2.2.
2.2.5. Муфты электромагнитные- (табл. 1.2.2)
Муфта Куда входит Размер поверхности трения муфты Материал Количество
поверхнос тей трения
Прямого вращения Обратного вращения шпинделя Тормозная Дрррключрния плпяч Прямого хода Обратного хода Бабка передняя То же » Коробка полач Фартук То же Наружный диаметр 109 мм Внутренний диаметр 66 мм ЭТМ106-2Н (1 шт.) ЭТМ082 1А (2 шт^ ЭТМ112К-2А (2 шт.) ЭТМ102-1А (2 шт.) Сталь по стали 1 27...29 16... 18 9 9 9
2.3. Сведения о содержании драгоценных металлов.
Сведения о содержании драгоценных металлов в электрооборудовании указаны в табл. 1.2.3.
Таблица 1.2.3.
Наименование Обозначение Сборочные едв комплексы, ком) Обозначение ницы, ълекты Кол-во Масса в 1 шт. г Масса в изделии.г Номер акта Примечание
Золото
УЦИ Ф5290 1М63БФ101.81 1 1 0,37 0,37
Диод Д247 1М63Б.80 6 0,003 0,018"
Итого : для 1М63Н, 1М63Н-1 0,018
для 1М63НФ101, 1М63НФ101-1 0,388
Серебро
Выключатель A63-Mi 1М63Б.80 3 0,6813 2,0439
АЕ2023-1 1М63Б.80 1 1,9841 1,9841
АЕ2053М 1М63Б.80 1 9,5306 9,5306
Кнопка КЕ 181 1М63БФ101.81 4 0,4751 1,9004
КЕ 201 1М63БФ101.81 2 0,4751 0,9502
Конечный выклю- ВПК-2000 1М63БФ101.81 2 0,55728 1,11456
чатель
Переключатель ТП1-2 1М63БФ101.81 1 0,2197 0,2197
ПК 12-21822-54 1М63БФ101.81 1 2,4451 2,4451
П2Т-1 1М63БФ101.81 2 0,2197 0,4394
Пускатель ПМЛ3100 1М63Б.80 1 7,9 7,9
ПМЛ1100 1М63Б.80 2 2,297 4,594
Реле РТЛ1003 1М63Б.80 2 0,278 0,278
РВП72-3222 1М63Б.80 1 1,14 2,28
Резистор МТЕ-2 1М63Б.80 1 0,0134 0,0134
1М63БФ101.81 6 0,0134 0,0938
УЦИ Ф5290 1М63БФ101.81 1 2,6718 2,6718
Итого: для 1М63Н, 1М63Н-1 35,7735
для 1М63НФ101, ГМ63НФ4ОМ 38,4453
Палледгё
УЦИ Ф529О | 1М63БФ101.81 1 1 1 0,1081 | 0.1081
Итого : для 1М63НФ101, 1М63НФ101-1 0,1081
2—980
7
Таблица 1.2.4
2.4. Сведения о содержании цветных металлов указаны в табл. 1.2.4.
ZC 'рочные единицы, -гуплексы, комплекты Масса Масса Номер акта Примеча-ине
Наименование Обозначение Количе- в 1 шт., в изделии,
С 7 - значение ство
Алюминии сп та вы на алюминиевой основе
Крышка 1М63Б. 11.100 1М63Б И ООО 1 0,055 I I 0,055
Итого 0,055
Медь сплавы на медной основе
Труба МЗ-М-4Х0,5 IM63H 20.000 1 ,9 М 0,049 0,0931
(1.Ч63НФ101.20.000) :ч&зн 20.000 1,7 м 0,116 0,1972
Труба МЗ-М-6Х0.8
<:м&знфю1.2О.ооо)
Труба МЗ-М-12Х1 :чбзн 20.000 С.ЧБЗНФ IO1.20.000) 0,9 м 0,307 0,276
Труба МЗ-М-4Х0.5 1М63Б.40.000 1 м 0,049 0,049
11.Ч63БФ101.40 000)
Труба МЗ-М-6Х0.8 1.Ч63Б.40.000 (1М63БФ101.40.000) 3 м 0,116 0,348
Труба МЗ-М-8Х1 1М63Б.40.000 2,5 м 0,196 0,49
(1М63БФ1О1.40.000)
Труба МЗ-М-4Х0.5 1М635 60 000 0,43 м 0,049 0,021
Труба МЗ-М-6Х0.8 1М63Б.60.000 1,25 м 0,116 0,145
Труба МЗ-М-8Х1 1М63Б 60 000 0,3 м 0,196 0,059
Труба МЗ-М-4Х0.5 1М63Б.70 0<О 0,2 м 0,049 0,0098
Труба МЗ-М-8Х1 1М63Б.70 020 1,08 м 0,196 0,212
Прокладка 14 1М63Б.40.000 (1М63БФ101.40.000) 2 0,00113 0,00226
Прокладка 24 1М63Б.40.000 (1М63БФ101.40.000) 1 0,00339 0,00339
Прокладка 58 1М63Б.40.000 (1М63Б.70.000) 1 0,01808 0,01808
Прокладка 18 1М63Б.70.000 2 0,00169 0,00338
Прокладка 28 1М63Б.70.000 3 0,00339 0,01017
Медь в проводах 1М63Б.80.000 4,96
(1М60БФЮ1.80.000) 1М63Б.81.000
(1М63БФ101.81.000)
Итого: 6.897
Бронза
Втулка 1М63Б.11.171/2 1М63Б. 11.000 1 0,090 0,090
Втулка 1М63Б. 11.172/2 1М63Б. 11.000 1 0,06 0,06
Втулка 1М63.08.194 1М63Н.08.000 2 0,068 0,136
Сухарь 1М63.02.109 1М63Н.20.000 (1М63НФ101.20.000) 2 0,055 0,110
Полугайка . 1М63.04.128 1М63Б.40.000 (1М63БФ101.40.000) 1 0,17 0,17
Полугайка , 1М63.04.129 1М63Б.40.000 (1М63БФ101.40.000 1 0,23 0,23
Гайка 1М63.04.119 1М63Б.40.000 (1М63БФ101.40.000) 1 0,4 0,4
Колесо червяч- 1М63.04.120 1М63Б.40.000 1 0,26 0,026
ное (1М63БФ101.40.000)
Колесо червяч- 1М63.06.115 1М63Б.60.000 1 1,2 1,2
ное
Полугайка 1М63.06.117 1М63Б.60.000 2 1,0 2,0
Итог о: 4,656
8
Продолжение таблицы 1.2.4.
Наименование Обозначение Сборочные единицы, комплексы, комплекты Обозначение 1 1 Масса „ 1 в 1 шт ., Количе- .... ство j Масса в изделии, кг Номер акта Примечание
Латунь
Штифт 1А163.19.100 1М63Н. 19.000 1 0,0024 | 0,0024
Колпачок 1М63.08.105 Цинковые сплавы 1М63Н.08.000 2 Итого 0,15 >: 0,0024 0,2
Корпус очисти- 1М63.41.104 1М63.41.104 4 0,25 1,0
теля 1М63Б40.000 (1А163БФ101.40..000) Итог о: 1,3
Примечание. Сведения о цветных металлах, примененных в покупных изделиях, даны в эксплуатационных документах на покупные изделия, названных в упаковочном листе на стапок.
3. комплектность
3.1. Комплектность в соответствии с упаковочным листом.
Станки мод. 1М63Н-СНМбЗН--!;М63Н-2 узлом - поддержка хоЗо&ого Зонта и хос?о£ог& Дала ~ ме ком/мемлоунотся.
Станки мос?. дМдЗН-Р лнонетом н&миДДи'ЖНб/м не комллектрнотсл.
а
4. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
Безопасность труда на станке обеспечивается его изготовлением в соответствии с требованиями ГОСТ 12.2.009—80, ГОСТ 12.2.049—80 и ГОСТ 12.3.025—80, соблюдением правил техники безопасности и производственной санитарии при холодной обработке металлов и требований настоящего руководства.
4.1. Требования к обслуживающему персоналу.
4.1.1. Персонал, допущенный к работе на станке в установленном на предприятии порядке, а также к его наладке ?: ремонту, обязан:
1) получить >:н:т7уктаж по технике безопасности в соответс’??? : заводскими инструкциями, разработанным?: -з основании типовых инструкций по охране труда:
2) ознакомиться ? соблюдать правила эксплуатации и ремонта :та -:ка и указаниями безопасности труда, котстые .сдержатся в настоящем руководстве, руководстве по эксплуатации электрооборудования и е ??.:плуатационной документации, прилагаемой к ус’пэйствам и комплектующим изделиям, входящим в состав станка.
4.1.2. Во избежание захвата одежды вращающимися частями станка или обрабатываемой деталью, аккуратно заправить спецодежду и убрать волосы под головной убор.
4.1.3. Перед включением станка убедиться, что его пуск не опасен для людей, находящихся у станка.
4.1.4. В первый период пуска станка не рекомендуется работать с максимальной частотой вращения шпинделя.
4.2. Требования при транспортировании, хранении и установке станка на месте эксплуатации.
4.2.1. Смотри указания в настоящем руководстве по эксплуатации в разделах «Хранение», «Порядок установки и пуск».
4.2.2. Перед транспортировкой станка необходимо убедиться в надежности крепления подвижных узлов станка.
4.2.3. При расконсервации станка следует руководствоваться требованиями безопасности по ГОСТ 9.014—78.
4.3. Требования при подготовке станка к работе.
4.3.1. Для безопасной эксплуатации станка необходимо: соблюдать все общие правила техники безопасности при работе на металлорежущих станках, а также требования настоящего раздела.
4.3.2. Заземлить станок подключением к общей цеховой системе заземления.
4.3.3. Обеспечить надежное крепление детали.
4.3.4. Ознакомиться с назначением рукояток и кнопок управления на станке.
4.3.5. Выполнить указания, изложенные в разделах «Система смазки», «Электрооборудование» и настоящем разделе.
4.3.6. Проверить наличие ограждений, защищающих обслуживающий персонал и людей, находящихся вблизи.
4.3.7. Обеспечить надежное крепление задней бабки, пиноли и обрабатываемой детали.
4.4. Требования при работе станка.
Запрещается! Производить смазку, чистку, уборку, установку и съем детали при работе станка, прикасаться руками к вращающимся частям станка и к обрабатываемой детали, работать на станке со снятыми или открытыми ограждениями (кожухами).
4.5. Требования безопасности при ремонтных работах и монтажных работах.
4.5.1. Перед техническим осмотром и ремонтом или наладкой станка необходимо выключать вводной автомат, закрыв его запирающим устройством, и вывесить предупредительную таблицу с надписью:
НЕ ВКЛЮЧАТЬ — РАБОТАЮТ ЛЮДИ
4.5.2. Дверца электрошкафа должна быть закрыта на замок специальным вынимающимся ключом.
4.5.3. В случае неисправности электрооборудования станка необходимо вызвать электрика.
4.5.4. Рабочее место и подступы к электропАса-фу не должны быть загромождены.
4.5.5. Перед установкой патрона необходимо присоединительные поверхности шпинделя и патрона тщательно протереть, а после установки надежно закрепить. При этом двигатель главного привода должен быть отключен.
4.5.6. На основании настоящего руководства и местных условий эксплуатации станка заводу-заказчику необходимо разработать инструкцию по эксплуатации станка и техническому обслуживанию.
4.6. Требования безопасности к основным элементам конструкций и систем управления.
4.6.1. При необходимости экстренного останова вращения шпинделя пользоваться кнопкой аварийного отключения «Стоп».
4.6.2. Периодически проверять правильность работы блокирующих устройств.
ЗАПРЕЩАЕТСЯ ПРИМЕНЯТЬ ЦЕНТРА С ИЗНОШЕННЫМИ КОНУСАМИ
4.6.3. При обработке пруткового материала, выступающего из заднего конца шпинделя, требуется установить ограждение. Такое ограждение со станком не поставляется.
4.7. Средства защиты, входящие в конструкцию.
4.7.1. Зоны повышенной опасности при работе станка указаны желтой краской.
4.7.2. Клиноременная передача привода главного движения, патрон, сменные шестерни снабжены ограждениями и кожухами.
На наружной поверхности дверки сменных шестерен установлен предупреждающий знак опасности 2.9 по ГОСТ 12.4.026—76 и таблица с надписью — «При включенном станке не открывать!».
4.7.3. Механизм коробки подач исключает возможность одновременного включения вращения ходового винта и вала.
11
4.7.4. Зона обработки ограждена откидывающимся щитком, имеющим смотровое окно из прозрачного материала. Со стороны противоположной рабочему месту зона обработки ограждена неподвижным щитком.
4.7.5. Ходовой винт и вал ограждены щитками в активных зонах действия рабочего.
4.7.6. Маховик ручного перемещения суппорта выполнен гладким и принудительно отключающимся, а рукоятка перемещения поперечного суппорта — самоотключающейся.
4.7.7. В фартуке имеется блокировка, исключающая включение подач суппорта в продольном и поперечном направлениях при замкнутой гайке ходового винта.
4.7.8. На бабке передней станка установлена таблица, указывающая на недопустимость переключения рукояток управления при вращающемся шпинделе.
4.7.9. Станок оснащен местным освещением зоны резания напряжением 24 В через понижающий трансформатор с заземленной вторичной обмоткой.
4.7.10. Время торможения шпинделя с трехкулачковым патроном ф400 мм после его выключения при всех частотах вращения не превышает Юс.
4.7.11. В станке имеются защитные устройства от поломок: тепловое, электрическое — от перегрузок электродвигателя; фрикцион коробки скоростей и электромагнитные муфты фартука — от перегрузок усилия резания.
4.7.12. Рукоятки и другие органы управления станка снабжены надежными фиксаторами, не допускающими самопроизвольных перемещений органов управления.
4.7.13. Усилия на рукоятках не превышают: для перемещения резцовых салазок 40 Н (4 кгс), для перемещения поперечного суппорта 80 Н (8 кгс), на маховике для перемещения каретки 125 Н (12,5 кгс), на остальных рукоятках 80 Н (8 кгс).
4.7.14. Станина станка имеет удобную форму для отвода стружки и СОЖ из зоны обработки и удаления стружки из станка.
4.7.15. При транспортировке станка предусмотрено закрепление задней бабки, каретки, экрана ограждения суппорта, люнетов для предотвращения их от перемещения.
4.7.16. При включении вводного выключателя загорается сигнальная лампа молочного цвета, которая сигнализирует о наличии напряжения на станке.
4.7.17. Во встройке вводного выключателя имеется устройство для запирания рукоятки выключателя в отключенном состоянии с помощью ключа для электрошкафа.
4.7.18. Нулевая защита электрооборудования станка осуществляется размыканием блокконтак-тов в цепи самопитания магнитных пускателей, исключающая, независимо от положений органов управления, самопроизвольное включение станка при восстановлении внезапно исчезнувшего напряжения.
4.7.19. Степень защиты шкафа с электрооборудованием и пультов управления — JP54 по ГОСТ 14254—80.
4.7.20. Внутренние поверхности кожуха ограждения клиноременной передачи двигателя, дверка электрошкафа, необработанные поверхности между направляющими станины и окон для схода стружки окрашены в красный цвет.
4.7.21. Внутренние поверхности кожуха ограждения патрона, кожуха сменных шестерен, необработанные поверхности приклона сменных шестерен, наружные торцы шкивов, щитки очистителей каретки окрашены в желтый цвет.
4.8. Допустимые шумовые характеристики по ГОСТ 12.2.107—85.
4.8.1. Корректированный уровень звуковой мощности, дБД-102.
4.8.2. Эквивалентный уровень звука на <рабочем месте оператора, дБА-80.
5. СОСТАВ СТАНКА
5.1. Общий вид с обозначением составных час- Продолжение
тей станка показан на рис. 1.5.1. 5.2. Перечень составных частей 1.5.1. станка в табл. I Поз. см. 1 рис. 1.5.1 Наименование Обозначение для станка 1М63Н Обозначение для станка 1М63НФ101
Таблица 1.5.1 8 Принадлежности 1М63Н.92.000
Поз. см* рис. 1.5.1 Наименование Обозначение для станка 1М63Н Обозначение для станка 1М63НФ101 9 10 Люнет подвижный Защитное устройство 163.11.000 16КЗЮ. 14.000
11 Суппорт 1М63Б.40.000 1М63БФ101.40.000
1 Станина 1М63Б.11.000 12 Защитный кожух 1М63.48.000
2 Коробка подач 1М63Б.77000 13 Электротрубомонтаж 1М63Б.81 ООО 1М63БФ101.81.000
3 Бабка передняя 1М63Н.20.000 I 11М63НФ101.20.000 14 15 Охлаждение Фартук 1М63.34.000 1М63Б.60.000
4 Шестерни сменные 1M63H.08.000 16 Люнет неподвижный 1М63Б.66.000
5 Электрошкаф 1М63Б.80.000 1 1М63БФ101.80.000 17 18 Бабка задняя Патрон трехкулачковый lM63fl.30.000
6 Электрошкаф 1М63Б.85.000
7 Ограждение патрона 1М63Н.19.000 19 Устройство цифровой индикации Ф5290
12
Рис. 1. 5. 1 Общий вид с обозначением составных частей станка
6. УСТРОЙСТВО, РАБОТА СТАНКА И ЕГО СОСТАВНЫХ ЧАСТЕЙ
6.1. Общий вид с обозначением органов управления и табличек с символами рис. 1.6.1.
6.2. Перечень органов управления — в табл. 1.6.1.
Таблица 1.6.1
Поз. см. рис. 1.6.1 Органы управления и их назначение
/; 4 Рукоятки переключения частоты вращения шпинделя
2 Рукоятка установки нормального или увеличенного шага и деления на многозаходные резьбы
3 Рукоятка установки правой и левой резьб и подачи
5 Рукоятка включения механического перемещения верхнего суппорта
6 Рукоятка поворота и зажима резцедержателя
7 Тумблер «Освещение включено»
8 Головка зажима и отжима сухаря крепления каретки
9 Тумблер переключения на точение конусов и цилиндров
10 Рукоятка включения подач и ускоренных перемещений суппорта
И Рукоятка зажима пиноли задней бабки
12 Маховик перемещения пиноли задней бабки
13 Рукоятка зажима поддержки ходового винта и вала
14 Рукоятка ручного перемещения верхнего суппорта
15; 22 Рукоятки управления фрикционом подачи
16 Тумблер включения насоса охлаждения
17; 23 Пульты управления на каретке и бабке передней
17.1; 23.1 Кнопка аварийного отключения «Стоп»
17.2; 23.2 Кнопка «Стоп» двигателя главного привода
17.3; 23.3 Кнопка «Пуск» двигателя главного привода
18 Рукоятка включения гайки ходового винта
19 О/) 21 I Рукоятка ручной поперсчиой-подачн суппорта 1 Рукоятка включения механической поперечной :ло- Маховик ручного продольного перемещения суппорта
24 Рукоятка настройки на величину шага резьбы и отключения вращения ходового винта
25 Рукоятка настройки на велиичну шага резьбы и подачи
26 Рукоятка выбора типа резьбы, величины подачи и включения ходового винта напрямую
27 Квадрат вала шкива для деления на многозаходные резьбы
28 Рукоятка выбора величины подачи и шага резьбы
29 Рукоятка включения напряжения
30 Рукоятка плунжерного насоса для ручной смазки направляющих
31 Рукоятка фиксации ограждения патрона
32 • f Рукоит'кам:выбора ^величины-лода’ш.>1 , |
6.3. Перечень графических символов, указанных на табличках и панелях в табл. 1.6.2.
6.4. Схема кинематическая принципиальная (рис. 1.6.2) и основные движения.
6.4.1. Привод главного движения
Описание привода главного движения от элект
родвигателя до шпинделя В6 см. кинематические связи (табл. 1.6.5).
Вращение на вал В8 сменных шестерен передается через следующие кинематические цепи:
от шпинделя В6 через зубчатые колеса 33—34; 37—38 или 33—34; 36—39—38;
от вала В5 бабки передней
(звена увеличения шага) через зубчатые колеса 25—29—31—32; 37—38 или 25—29—31—32; 36—39—38, что дает увеличение шага в шестнадцать и в четыре раза.
6.4.2. Привод подач
Привод подач обеспечивает через звенья кинематической цепи связь шпинделя В6 с ходовым валом В35, с реечной шестерней 92, с винтом 84 поперечной подачи и с винтом 78 резцовых салазок. нале
Винторезная кинетемическая цепь обеспечивает получение метрической, дюймовой, модульной и питчевой резьб с нормальным (1:1) и увеличенным (4:1 и 16:1) шагами.
Для получения двух дистанционно переключаемых подач на валу В20 установлен» две электромагнитные фрикционные муфты.о/Ю^- К£>,
6.4.3. Метрические резьбы
Нарезание метрических резьб осуществляется за счет передачи вращения от приемного вала сменных шестерен на ходовой винт через следующую кинематическую цепь: сменные шестерни а-с- d- а; вал В14; далее через зубчатую передачу 43—45; зубчатые передачи 51—52 или 49—53; 40—48 или 42—41, далее через муфту 57—47 на вал В17; далее через 61—60 или 58—59 на вал В18, далее через 62—69 или 55—68 на ходовой винт 86.
6.4.4. Дюймовые резьбы
Нарезание дюймовых резьб осуществляется через следующую кинематическую цепь: сменные шестерни а- с- d- а; вал В14, далее через зубчатые колеса 44—50—47; вал В16, зубчатые колеса 52—51 или 53—49; 48—40 или 41—42, вал В15; зубчатые колеса 54—56 на вал В17, далее через зубчатые колеса 61—60 или 58—59, вал, В21, зубчатые колеса 62—69 или 55—68 на ходовой винт 86.
6.4.5. Модульные резьбы
Нарезание модульных резьб осуществляется через следующую кинематическую цепь: сменные шестерни f- в- е; d- в и далее по цепи метрических резьб на ходовой винт 86.
6.4.6. Питчевые резьбы
Нарезание питчевых резьб осуществляется через следующую кинематическую цепь: сменные шестерни f- в- е; d- в и далее по цепи дюймовых резьб на ходовой винт 86.
6.4.7. Продольные подачи
Через сменные шестерни а- с- d- а движение передается на вал В14 коробки подач, далее через зубчатые колеса 43—45 на вал В15, с вала В15 либо через колеса 42—41 или 40—48; 49—53 или 51—52 и зубчатую муфту 57—47, либо с вала В14 через зубчатые колеса 44—50—47, 52—51 или 53— 49, 48—40, или 41—42 и 54—56 на вал В17, далее через зубчатые колеса 61—60 или 58—59 на вал В18, далее через передачи 62—63 или 64—65 на
14
Рис.1.6.1 Общий вид станка с обозначением органов управления и табличек с символами
Рис.1.6.2. Схема кинематическая принципиальная 4М65Н
Таблица 1.6.2
Поз. см рис 1 ' 1 Символ Значение символа Поз. см. рис. 1.6.1 | Символ Значение символа
33; 53 Включение муфты, муфга включена 41 Обработка резцом наружной цилиндрической поверхности
34 Выключение муфты, муфта выключена 42 1 f • Четырехкулачковый патрон Внимание! (ограничение частот вращения)
1 V Лк •] 1 •
35 чь [Сцепление гайки . с винтом, сцеп-1лено
36 чь Расцепление гайки с винтом, расцеплено Л man -3/5
43; 44; 45 Сменные шестерни
37 ^3^ Электропривод
44 мм на оборот
38 Заземление (на задней стенке станины на электрошкафу, на каретке, на пультах управления)
Подача поперечная
39 Знак напряжения (на дверце электрошкафа)
44; 48 УМ Подача продольная
40 о Включение тормоза
47 vwv Подача
41 1 Охлаждение
49 Шпиндель
Обработка резцом наружной конической поверхности
О/™ Оборотов в мин.
Обработка резцом внутренней конической поверхности
50 И1 Главный выключатель
& Освещение включено
17
Продолжение т а б л и ц ы 16 2
Поз. см. рис. 1.6.1 Символ Значение символа Поз. см. рис. I 6 1 Символ Значение символа
43; 45 _ । 1г /яж ей Резьба метрическая
[ft Резьба дюймовая
ЕЙ Резьба модульная
Резьба питчевая
46 О.Л Резьба многоза-ходная
вал В20 и через передачи 66—67 на ходовой вал В35.
С ходового вала В35 вращение передается на зубчатые колеса фартука, через передачу 91—89 и червячную пару 88—90, зубчатые колеса 97—93, 96—95, 92 на рейку 85.
При реверсе подачи от червячной пары через зубчатые колеса 98—102—94, 96—95, 92 на рейку 85.
6.4.8. Поперечные подачи
От ходового вала В35 через зубчатые колеса 91—89 червячную пару 88—90, зубчатые колеса 97—100, 103—80, 80—81—82 на винт 84.
При реверсе подачи от червячной пары через зубчатые колеса 98—102—101, 103—80, 80—81—82 на винт 84.
6.4.9. Подача верхней части суппорта
От фартука через зубчатые колеса 80—81, 70— 71, 72—73—74—75, 77—76 и кулачковую муфту на винт 78.
6.4.10. Ускоренное перемещение суппорта
От электродвигателя, помещенного на торце фартука, через зубчатые колеса 107—106, червячную пару 88—90 и далее через зубчатые колеса цепи продольной и поперечной подач.
6.4.11. Плавность движения суппорта обеспечивается при скоростях перемещения свыше 3,5 мм/ мин.
6.4.12. Перечень основных характеристик и параметров элементов к схеме кинематической принципиальной приведен в табл. 1.6.3.
47 Резьба левая
Резьба правая
43; 44 45; 49 я ,• \ / Положение рукоятки
33; 51 Указатель положения рукоятки
52 Ходовой вал
54 Направление вращения электродвигателя
55 | 1 Ручная смазка
Таблица 1.6.3
Перечень основных характеристик и параметров элементов к схеме кинематической принципиальной
Зона (куда входит) Поз. обозначение см. рис. 1.6.2 ЧИСЛО зубьев зубчатых колес или заходов червяков, ХОДОВЫХ ВИНТОВ и гаек Модуль или шаг, мм * Ширина обода зубчатого колеса, диаметр червяка, винта, мм Примеча нне
Бабка 5 44 19
передняя 6 40
7 45
8 40 18
9 50
10 45 26
И 46** 22
12 40 20
13 32 26
14 40 о 20
15 23** о 22
16 32 52
17 60** 28
18 45 18
19 32 20
20 42 24
21 60 22
22 24** 24
23 42 22
24 24 32
25 96 28
26 55 24
27 22 4 54
28 55 24
29 31 3 32
30 88 4 50
18
Продолжение таблицы 1.6.3
Продолжение таблицы 1.6.3
Зина Число зубьсо зубчатых ' § * Ширина обода
65* колес или 7 s зубчатого ко- Примеча-
(•'УД J 9ЛОДИТ) заходов 5 Л леса. диаметр ние
червяков. rt ь червяка, винта,
с = = С 7 Л ходовых винтов и гаек О я S-3 мм
31 32 31 24 3 16
Бабка 33 34 60** 60** 2,5 16
□средняя 35 60 3 22
36 28
37 28 2,5 16
38 56
39 28 ~ 34
Шестерни у S ъ 2 20
сменные
h К Я
€0
- v/n it 2.4
40 , 30 2,75 17
4! 42** 2.5 15
I 42 28** 17
43 32
44 24** 14
45 28 3
46 24** 8
47 25 13
48 36*’ 2,75 15,5
49 35 16
50 35 —з"“ 30
51 36 2,5 16
52 36 2,5 16
53 30** 2,75 15
Коробка 54 42** 2 14
подач 55 40** 2.5 16
56 50** 2 1 1
57 25 3 8
58 59 42 30 2,5 16 16
60 61 60** 21 2,25 18 17
62 25 16
_63 40** 2,75 16
64 17** 15
65 55** 13
66 30 2,5 14
67 40** 14
68 32** 16
69 40’* ‘ 2,75 16
70 31 14,6
71 31 14,6
72 30 14
73 30 о 14
74 30 14
75 30 14
76 25 12
Суппорт _77 25 12
78 1 5 —
79 1 5 40
80 17 16
6! 20 3 35
82 17 16
83 1 Г)
54 1 5 —
Сташша ’ 87~~ ' 1 12 НО
•*6 1 12 —
85 — 4 F ’емка
Фартук I i -о 3 убчат а»
89 •) U 4 3 /2 28
90 зб ; 4 30
91 3 28
92 12” | 4 50
Зона (куда входит) Поз. обозначение см. рис. 1.6.2 Число зубьев зубчатых колес или заходов червяков, ходовых винтов и гаек Модуль или шаг, мм* * Ширина обода зубчатого колеса. диаметр червяка, винта, мм Примечание
93 55 14
94 52 14
95 66 о 18
96 22 о 18
97 55 14
98 52 14
Фартук 99 23 ~2~ 11
100 55 14
101 52 о 14
102 26 о 14
103 63 14
104 23 11
105 54 о 9
106 28 х 16
107 25 16
Бабка 108 1 с __
задняя 109 1 О 55
* — для гаек — длина — зуб корригированный .
6.4.13. Перечень корригированных зубчатых колес приведен в табл. 1.6.4.
Таблица 1.6.4
Перечень корригированных колес
Поз. см. рис. 1.6.2 Число зубьев Модуль, мм Коэффициент смещения исходного контура
11 46 3,0 + 1,0060
15 23 3,0 +0,7100
17 60 3,0 -0,7000
22 24 3,0 +0,7000
33 60 2,5 + 1,0000
34 60 2,5 -1,0000
41 42 2,5 j +0,4980
42 28 2,5 +0,6000
44 24 3,0 +0,5300
46 24 3,0 +0,5300
48 36 2,75 —0,2600
53 30 2,75 +0,2330
54 42 2,0 —0,4110
55 40 2,5 -0,5000
56 50 2,0 —0,5000
60 60 2.25 | —0,4750
63 40 2.75 +0,2330
64 . 17 ’J.5- +0,1500
65 1 55 - 2,5 —0,1500
67 40 2.5 + 1,0966
68 1 32 2.5 +0.5000
69 । 40 j 2.75 +0.2330
92 12 1 4.0 1 +0,2500
19
6.5. Механика главного движения и подач.
6.5.1. Основные данные, характеризующие главное движение, приведены в табл. 1.6.5.
Таблица 165
Механизм главного движения
• При отсутствии специального двигателя привода подач к п.д. берется с учетом расхода мощности на подачу.
Управление механизмом главного движения показано на рис. 1.6.3.
Рис. 1.6.3. Управление механизмом главною движения
6.5.2. Механика подач в табл. 1.6.6.
Настройка величин подач осуществляется рукоятками 2; 3; 25; 26; 28 и переключателем 32 (рис. 1.6.2) по таблице 1.6.6.
Рукояткой 2 устанавливаются нормальные ( Г. 1) или увеличенные шапи (4:1; 16:1).
Рукояткой 26 выбирается один из двух имеющихся рядов подач (положения С и D).
Рукояткой 28, имеющей четыре положения
VI; VII; VIII и рукояткой 25, имеющей два положения I и II, выбирается искомая величина подачи, которая Si. имеющим положе-
ния А и В, мджет быть увеличена или уменьшена в два раза (
В таблице 1.6.6 даны значения величии продольных и поперечных подач.
Величина подачи верхних салазок составляет i .3,19 продольной.
ВНИМАНИЕ! ТАБЛИЧНЫЕ ЗНАЧЕНИЯ ВЕЛИЧИН ПОДАЧ МОГУТ БЫТЬ ПОЛУЧЕНЫ ТОЛЬКО ПРИ УСТАНОВКЕ СМЕННЫХ ШЕСТЕРЕН
54 66 86
66 ’ 86 ' 54
Для получения дополнительного ряда величин подач, увеличенных в 1,4 раза, по сравнению >. табличными, необходимо установить сменные шестерни:
66 54 ч6
54 ’ 86 ’ 18
Для получения величин подач, уменьшенных в 1.8 паза, по сравнению с табличными, необходимо установить сменные шестерни:
IS 72 75
72 86 72
20
Механизм подач
Таблица 6.6
CY54 ГХ^' АЛЛ/ АЛЛ/ ?
86 )-^5Ц
V А ! В 1 1 А ! В
1 1 : ! v 0,07 '.0,14 0,026! 0,052
1 1 : ! Vi 0,09 ! 0,13 0,033! 0,066
1 1 ; I ! VII 0,10 ! 0,21 0,039! 0,079
1 1 : sviii 0,12 ! 0,25 0,046! 0,092
! С 1 1 1 1 1 1 1
1 1 ! 1 V 0,28 ! 0,57 0,104*5 0,210
1 1 ! ! VI 0,35 { 0,71 0,130! 0,263
1 1 ! II ! VII 0,42 ! 0,86 0,156! 0,316
1 1 ! {VIII 0,50,! 1,00 0,182! 0,368
1: 1! — 1 1 1 1 1 1 1 1
1 1 ! {VIII 0,06 ! 0,13 0,024! 0,048
1 1 ! : Vi I 0,375! 0,15 0,028! 0,056
1 1 ! I ! VI 0,39 ! 0,18 0,033! 0,067
1 1 1 ! V 0,11 ! 0,22 0,041! 0,083
! D 1 1 1 1 1 1 I 1
1 1 ! {VIII 0,26 ! 0,52 0,094! 0,191
1 1 ! ! VII 0,30 ! 0,60 0,110! 0,223
1 1 ! II ! VI 0,36 ! 0,72 0,132! 0,267
1 1 1 ! ! V ' 1 1 0,45 ! 0,90 1 0,165! 0,334 1
1 1 1 1 1 ! ; v 1,11 ! 2,28 0,417! 0,842
1 1 ! ! VI 1,41 ! 2,85 0,521! 1,052
4: 11 ! II ! VII 1,69 ! 3,43 0,625! 1,264
1 1 i {VIII 2,00 ! 4,00 0,729! 1,474
— -! С 1 1 1 1 1 1
1 1 ! ! V 1,12 ! 2,28 0,416! 0,842
16: i; ! 1 VI 1,41 ! 2,85 0,520! 1,053
1 1 ! I 1 VII 1,69 ! 3,43 0,625! 1,264
1 1 ! {VIII 2,0 ! 4,00 0,729! 1,474
ВНИМАНИЕ! НЕ РЕКОМЕНДУЕТСЯ ВКЛЮЧАТЬ ПОДАЧУ БОЛЕЕ 1000 мм/мин
Использование механизма увеличения шага дает возможность увеличения подач: при частоте вращения шпинделя до 80 об/мин — «в шестнадцать раз, при частоте вращения от 100 до 315 об/мин — в четыре раза.
6.6. Принцип работы станка
Привод главного движения осуществляется от электродвигателя через клиноременную передачу.
Частота вращения шпинделя (изменяется переключением зубчатых блоков. График частот вращения шпинделя рис. 1.6.2.
Бабка передняя сообщает шпинделю двадцать четыре ступени прямого вращения и одиннадцать ступеней обратного вращения через кинематиче-с’ не цепи согласно табл. 1.6.7.
Таблица 1.6.7
Номера ступеней Номер вала с ведущим зубчатым колесом Частота вращения шпинделя (вал В6), об/мнн
В! В2 вз В4 В5
Номер зубчатого колеса в зазеплении
1 8-9 15—11 22—17 24—25 27—30 10,0
2 7—10 12,5
3_ 8-9 19—12 16,0
4 7—10 20,0
5 8—9 14—13 25,0
6 7—10 31,5
7 8—9 15—11 20—23 25,0
8 7—10 31,5
9 8—9 19—12 40,0
10 7—10 50,0
7 8—9 14—13 63,0 80,0
'2 7—10
13 8—9 15—11 26—28 100,0
14 7—10 125,0 160,0
15 8—9 19—12
16 7—10 200,0
17 8-9 14—13 250,0
18 7—10 315,0
19 8—9 15—11 21—35 400,0
20 7—10 500,0
_2/ 8—9 19—12 630,0
22 7—10
800,0
23 8—9 14—13 1000,0 1250,0
24 7—10
Из полученных двадцати четырех ступеней две повторяются. Включение шпинделя осуществляется механической фрикционной муфтой.
6.7. Станина
Станина является 'базовой сборочной единицей, на (которой монтируются Шее остальные сборочные единицы.
Станина цельнолитая на тумбах.
Имеет две призматических направляющих для каретки и две для задней бабки из которых одна плоская.
Внутри станины имеются наклонные люкл (окна) для отвода стружки и охлаждающей жидкости.
В правовой тумбе помещаются бак с эмульсией и электронасос.
На левой тумбе сзади крепится электродвигатель главного привода.
6.8. Бабка передняя. .
Бабка передняя рис. 1.6.4; 1.6.5 устанавливается на левой головной части станины.
Все зубчатые колеса кинематической цепи смонтированы на валах и шпинделе, изготовлены из хромистой стали, закалены и прошлифованы.
Валы установлены на подшипниках качения.
Шпиндель со сквозным отверстием и внутренними конусами, имеет три опоры. Передняя и средняя опоры — двухрядные подшипники с короткими цилиндрическими роликами.
Задняя опора-радиальный подшипник, работающий в паре с упорными шарикоподшипниками.
Изменение частоты вращения шпинделя достигается перемещением блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку. Прямое и обратное вращение шпинделя осуществляется фрикционной механической муфтой, а торможение — электромагнитной муфтой 121 (см. рис. 1.6.2).
6.9. Бабка задняя.
Бабка задняя рис. 1.6.6 в отжатом состоянии перемещается по направляющим станины на четырех подпружиненных радиальных шарикоподшипниках 1, установленных на мостике 2.
На направляющих станины бабка закрепляется при помощи двух планок 3 и четырьмя болтами 4. Поперечное смещение корпуса бабки 5 относительно мостика производится с помощью двух винтов 6 и гайки 7, установленной в мостике.
Перемещение пиноли 8 производится маховиком 9.
6.10. Суппорт
Суппорт рис. 1.6.7; 1.6.8; 1.6.9 крестовой конструкции имеет продольное перемещение по призматическим направляющим станины и поперечное — по направляющим каретки. Перемещение можно осуществлять в ручную и механическим приводом. Имеется механизм для ускоренного перемещения суппорта.
Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцовой головкой. Верхняя часть суппорта также может перемещаться вручную и механически.
Суппорт для станка мод. 1М63НФ101 показан на рис. 1.6.9. Каретка дополнительно снабжена преобразователем линейных перемещений 16, который соединяется с винтом поперечных перемещений 17 с помощью сильфонной муфты 18.
6.11. Фартук
Фартук рис. 1.6.10; 1.6.11 закрытого типа со съемной передней стенкой (крышкой) поз. 5.
Движение суппорту передается через фартук от ходового вала или ходового винта. Механизм фартука снабжен четырьмя электромагнитными муфтами, что позволило сосредоточить управление па одной рукоятке, причем направления включения рукоятки совпадают с направлениями движения подачи. В эту же рукоятку встроена кнопка, нажатием которой включается ускоренный ход суп порта.
21
Рис. 1.6.4. Бабка передняя
{^ис. 1.6.5. Бабка передняя
22
23
A-A
Рис. 1.6.7. Суппорт
S РырСЭ no бинту
/О Раэрп по быу
Рис. 1.6.8. Суппорт
24
ьо
СП
6
Рис. 1.6.9. Суппорт
Рис. 1.6.10. Фартук
Рнс. 1.6.11. Фартук
Благодаря наличию в фартуке обгонной муфты включение быстрого хода возможно при включенной подаче. Электрическая блокировка исключает возможность одновременного включения быстрого перемещения суппорта и подачи от ходового вала при сцепленной гайке ходового винта.
6.12. Коробка подач.
Коробка подач рис. 1.6.12; 1.6.13 обеспечивает настройку на следующие виды работ:
1) нарезание резьбы метрической дюймовой, модульной и питчевой;
2) нарезание резьб, минуя механизм коробки подач;
3) точение
Шестеренный механизм коробки подач состоит из наборного механизма, множительного механизма привода ходового винта, ходового вала и механизма выбора вида работы — нарезание резьбы или точение.
Множительный механизм.привода ходового вала снабжен &//#мсг?и/
Настройка для метрической и дюймовой резьб используется также для получения основного ряда подач.
Шестерни сменные на валах поз. 1 и поз. 2 промежуточных осях поз. 3 и поз. 4 закрепляются гайкой поз. 5 через шайбу поз. 6.
На торцах сменных шестерен нанесено число зубьев и модуль.
При закреплении приклона поз. 7 <и оси поз. 4 необходимо установить шестерни сменные с минимальным зазором.
Нельзя забывать о регулярной смазке шестерен сменных и втулок 8; последние смазываются через колпачковую масленку 9.
6.14. Охлаждение
От электронасоса, установленного в правой части станины охлаждающая жидкость через трубопровод, шланг и регулируемый наконечник подает-
ся к инструменту, а затем стекает в два корыта, __________________________________________ установленные спереди и сзади станка, откуда управление которыми осуществляется________/^возвращается в бак.
Очистку бака производить
за в месяц.
К ол ичество ох л а ж д а ю ще й
мой в бак — 35 л.
6.15. Люнеты
Для обработки нежестких
fa^/ЛЛ При переключении величина подачи увеличивается или уменьшается в два раза.
Выбор вида работ, величин подач и резьб осуществляется по таблицам 1.6.6; 1.13.3; 1.13.4.
6.13. Шестерни сменные
Шестерни сменные рис. 1.6.14 служат для редачи вращения от выходного вала В8 бабки редней на входной вал В14 коробки подач.
При помощи комбинаций сменных шестерен соответствии со схемами таблиц
не реже одного ра-
Ж1Идкости, заливае-
пе-пе-
(в
1.6.6; 1.13.3;
Для обработки нежестких деталей станок оснащен подвижным и неподвижным люнетами (рис. 1.6.15). Люнеты снабжены сменными роликами и сухарями, устанавливаемыми в зависимости от условий работы. Люнет неподвижный оснащен смей-
1.13.4) станок можно налаживать на нарезание различных резьб.
На рис. 1.6.14 исполнение «а», показана 'настройка сменных шестерен на нарезание метрической и дюймовой резьб, а исполнение «б» показана настройка для модульной и питчевой резьб.
ными пинолями, устанавливаемыми в зависимости от диаметра обрабатываемой детали.
Оправки роликов и пиноли должны устанавливаться в соответствии с маркировкой на оправке, пиноли и корпусе, а так же согласно сечений А—А и Б—Б на рис. 1.6.15.
27
го
ОС
Рис. 1. 6. 12 Коробка подач
Рис. 1.6.15. Люнет неподвижный
30
7. ЭЛЕКТРООБОРУДОВАНИЕ (СМ. ЧАСТЬ II)
См. «Руководство по эксплуатации. Электрооборудование, 1М63Н.ОО.ОООРЭ1», ч. II.
8. ГИДРОСИСТЕМА
Раздел не требуется
9. ПНЕВМОСИСТЕМА
Раздел не требуется
10. СИСТЕМА СМАЗКИ
10.1. Механизмы станка должны быть всегда хорошо смазаны, поэтому обслуживающий персонал обязан помнить, что своевременная и достаточная смазка механизмов обеспечивает надежную работу и увеличивает долговечность станка.
10.2. Масла, заливаемые в емкости станка, должны быть рекомендуемых марок, тщательно очищены и отфильтрованы от посторонних частиц с абсолютным размером фильтрации не грубее 25 мкм.
10.3. Схема смазки принципиальная показана на рис. 1.10.1.
Для пояснения работы систем, изображенных на принципиальной схеме, помещена схема смазки станка, рис. 1.10.2.
В табл. 1.10.1. и 1.10.2 указаны перечень элементов системы смазки и перечень точек смазки.
10.4. Описание работы.
Таблица 1.10.1
Перечень элементав системы смазки
Поз. обозначение см. рис. 1.10.1, 1.10.2 Наименование Кол-во Примечание
Б1...Б10 ЕМКОСТЬ 10
В1...В6 Воронка заливная б
МУ1...МУЗ Маслоуказатель 3
МС1..МС24 Масленка 3.2.2 УХЛ1 ГОСТ 19853—74 24
НП Насос пластинчатый С12-5М-10 УХ Л 4 1
Hl; Н2; ИЗ Насос плунжерный 3
СЖ1...СЖ4 Отверстие сливное 4
ТС1...ТС35 Точка смазки 35
УУЖ1...УУЖ4 Указатель уровня жидкости 4
Ф1 Фильтр 16-80-2УХЛ4 1
Ф2; ФЗ Фильтр 2
Коротка nodav
□ 42
Направляющие провального перемещения суппорта и станины
Задняя опора кода toe о бинта и бала
«Х-J
тег
Н1
аз
^^6*7
Зеркние напраолямщие каретки и бинтобая пара резцобьп
Обозначение у с лобное графическое — паслоукалатель
с а /га з ок суппорта
Шестерни сменные
тсь
Рис. 1.10.1. Схема смазки принципиальная
31
Рис. 1.10.2. Карта смазки станка
Таблица 110.2
Карта смазки
№ точек по схеме рис. 1.10.1, 1.10.2 Объект смазки Смазочный материал 1 Способ смазки Периодичность смазки Расход смазочного материала за установленный период
ТС1 ТС2 Подшипниковые опоры шпинделя. Электротормозная муфта Подшипники и колеса зубчатые Масло «Индустриальное ИГП-30» ТУ 38101413—789^ То же Циркуляционный То же Непрерывная
тез Сменные зубчатые колеса > Фитильный периодический Ежедневно 0.030 л
ТС4 Подшипник скольжения валика переключения фрикциона » То же То же 0,010 л
ТС5 Механизм фартука » Циркуляционный Непрерывная
ТС6 Направляющие продольного перемещения суппорта Масло «Индустриальное ИГП-49» ТУ38101413—78'96 Периодический Ежедневно 0.10 л
ТС7 Верхние направляющие каретки и винтовой пары резцовых салазок суппорта Масло «Индустриальное ИГП-30* j ТУ38101413—7&9G То же То же 0,40 л
ТС8; ТС 13 Направляющие резцовых салазок То же » » 0,020 л
ТС9, ТС10, ТС16 Опоры скольжения ходового винта поперечного суппорта > » » 0,010 л
ТСН; ТС12; ТС15 Опоры скольжения ходового вала поперечного суппорта > » » 0,010 л
ТС14 Механизм резцедержки > » » 0,010 л
ТС 17 Гайка ходового винта поперечного суппорта > » » 0,015 л
ТС18 Подшипник скольжения конической шестерни суппорта » » » 0,015 л
ТС19 Подшипник скольжения ходового винта резцовых салазок ♦ » » 0,01 л
ТС20 Гайка механизма перемещения пиноли » » » 0,01 л
ТС21 Подшипник скольжения винта перемещения пиноли > > » 0,01 л
ТС22 Задняя опора ходового винта и вала > » » 0,1 л
ТС23 Подшипники шкива бабки передней Смазка «Лита* » Один раз в год 0,12 кг
ТС24 Оси сменных зубчатых колес Смазка пресс-солидол ж ГОСТ 1033—79 » Ежедневно 0,06 кг
ТС25 Зубчатые колеса привода быстрых ходов Смазка «Лита» » Один раз в месяц 0,10 кг
ТС26 Задняя подвижная плаика каретки Масло «Индустриальное ИГП-49» ТУ38101413—7896* » Ежедневно 0,025 л
ТС27 Ходовой винт То же » То же 0,025 л
ТС28 Кольцо ограждения Масло «Индустриальное ИГП-30» ТУ38101413—789^ » » 0,01 л
ТС29 ТС34 ТС35 Подшипники роликов пинолей люнета Маховик продольного перемещения суппорта То же > » » 4 раза в год 0,015 кг
33
Смазка станка обеспечивается следующими системами:
1) циркуляционной системой смазки механизмов зубчатых колес и подшипниковых опор бабки передней. Насос НП системы приводится в действие от вала В1 передней бабки через зубчатую передачу.
Всасываемое масло из емкости Б1, проходя через фильтр Ф1, подается в подшипниковые опоры шпинделя и электротормозную муфту ТС1-, в емкость Б2, из которой — к другим смазываемым точкам. Пройдя через смазываемые части, масло собирается в емкость Б1.
Кроме того, смазка деталей производится разбрызгиванием.
ВНИМАНИЕ! ПЕРИОДИЧЕСКИ ПРОВЕРЯТЬ ДОСТУП МАСЛА В ЭЛЕКТРОТОРМОЗНУЮ МУФТУ БАБКИ ПЕРЕДНЕЙ
Контроль за подачей масла и его уровнем в емкости осуществляется визуально с помощью маслоуказателя МУ1 и указателя уровня жидкости УУЖ1.
Залив масла в емкость Б1 производится через воронку заливную В1 в крышке передней бабки, а слив жидкости — через СЖГ,
2) циркуляционной системой смазки механизма коробки подач;
Насос Н1 приводится в действие от эксцентрика, закрепленного на входном валу коробки подач.
Масло, всасываемое насосом из емкости БЗ через фильтр Ф2, подается в емкость Б4, из которой производится дождевая смазка подшипников и зубчатых колес — точки ТС2.
Пройдя через смазываемые части, масло собирается в емкости БЗ.
Контроль за подачей масла и его уровнем в емкости осуществляется визуально с помощью маслоуказателя МУ2 и указателя уровня жидкости УУЖ2. Залив масла в емкость БЗ производится через воронку заливную В2, а слив жидкости — через СЖ2.
3) фитильной системой смазки сменных шестерен;
Масло из емкости Б5 с помощью фитилей подается к точкам смазки ТСЗ.
4) циркуляционной системой смазки механизма фартука.
Насос Н2 приводится в действие от эксцентрика, связанного с валом-шестерней фартука. Масло, всасываемое насосом, из емкости Б6 через фильтр ФЗ подается в емкость Б8, из которой — к точкам смазки ТС5 механизма фартука.
Пройдя через смазываемые точки фартука, масло собирается в емкость Б6.
Контроль за подачей масла и его уровнем в емкости осуществляется визуально с помощью маслоуказателя МУЗ и указателя уровня жидкости УУЖЗ.
Залив масла в емкость Б6 производится через воронку заливную ВЗ, а слив жидкости — через сжз.
5) периодической системой смазки наливом верхних направляющих каретки и винтовой пары резцовых салазок суппорта. Залив масла производится в емкость Б10 через воронку заливную В4 и
34
распределяется к смазываемым точкам ТС7;
6) периодической системой смазки опор скольжения ходового винта поперечного суппорта ТС9, ТС10, ТС16 направляющих резцовых салазок ТС8, ТС13, механизма резцедержки ТС14, гайки ходового винта поперечного суппорта ТС17, подшипников скольжения конического зубчатого колеса суппорта ТС 18, подшипников скольжения ходового винта резцовых салазок ТС19, подшипников механизма перемещения пиноли ТС21, подшипников скольжения валика переключения фрикциона ТС4, подшипников люнета ТС29, ТС34, маховика продольного перемещения суппорта ТС35.
Смазка осуществляется с помощью масленок МС1...МС24, заполняемых ручным шприцем. Места расположения масленок и отверстий для смазки окрашены в красный цвет.
7) Фитильной системой смазки задней опоры ходового винта и вала. Масло из емкости Б7 с помощью фитиля поступает к смазываемым точкам ТС22-,
8) периодической системой густой смазки подшипников шкива передней бабки ТС23, механизма двигателя быстрых ходов ТС25, осуществляемой набивкой смазки «Лита» в смазываемые точки, а осей сменных зубчатых колес ТС24 смазки пресс-солидол Ж ГОСТ 1033—79.
Направляющие продольного перемещения суппорта ТС6, ходового винта ТС27 и задние поджимные планки каретки ТС26 смазываются от плунжерного насоса НЗ путем осевых перемещений рукоятки 36 см. рис. 1.6.1.
10.5. Указания по монтажу и эксплуатации системы смазки.
10.5.1. Перед монтажом смазочных систем должна быть обеспечена очистка внутренних полостей емкостей от стружки и грязи.
10.5.2. Возможность попадания стружки в систему трубопровода должна быть исключена.
10.5.3. Перед запуском систем циркулярной смазки при отладке станка следует провести их промывку рабочей жидкостью в течение четырех часов, с заменой фильтроэлементов по мере их засорения.
10.5.4. Утечка жидкости по соединениям трубопроводов не допускается.
10.5.5. Перед пуском станка в эксплуатацию необходимо:
1) емкости Б Г, Б3\ Б6 наполнить фильтрованным маслом «Индустриальное ИГП-ЗОА; через воронки заливные В1-, В2\ ВЗ до верхней риски указателей уровня жидкости УУЖ1\ УУЖ2-, УУЖЗ-,
2) емкость Б9 наполнить фильтрованным маслом «Индустриальное ИГП-49», через воронку заливную В5 до верхней риски указателя уровня жидкости УУЖ4;
3) заполнить емкости Б5 и Б7 маслом «Индустриальное ИГП-30»;
4) залить через воронку заливную В4 масло «Индустриальное ИГП-30» в верхнюю часть суппорта;
5) заполнить места ежедневной смазки маслом «Индустриальное-ИГП-30» — ТС4; ТС7...ТС22-, ТС28; ТС35 и «Индустриальное ИГП-49» — ТС6-, ТС26; ТС27.
6) набить смазку «Лита» в смазываемые точки ТС23-, ТС25 и пресс-солидол Ж ГОСТ 1033—79 в смазываемые точки ТС24.
10.5.6. При работе станка контролировать:
1) наличие масла по указателям МУ1\ МУ2 и МУЗ:
2\ уровень масла по указателю жидкости УУЖГ.УУЖ4.
Контроль работы «насоса фартука осуществляется при быстром перемещении суппорта.
Рекомендуется при длительной работе станка на малых подачах для обеспечения смазки направляющих станины, ходового винта и задней полки станины периодически, не реже четырех-пяти раз в смену, производить два-три быстрых перемещения суппорта, предварительно перед каждым перемещением сделав вручную три-четыре двойных хода плунжера насоса НЗ. Для обеспечения правильной работы электромагнитных муфт фартука нужно следить за тем, чтобы в емкость Б6 фартука заливалось масло «Индустриальное ИГП-30» или соответствующее ему по вязкости.
В зимнее время в случае заметного повышения вязкости против нормальной, а также для уменьшения перебегов суппорта рекомендуется использовать масла с более низкой вязкостью, например, «Индустриальное ИГП-18».
Применение масел с повышенной вязкостью вызывает замедленное расцепление дисков муфт и вследствие этого — перебеги суппорта после отключения или реверсирования его движения.
Смену масла в емкостях Б1\ БЗ; Б6 производить первый раз после десяти дней работы, второй — после двадцати дней, а затем — через каждые сорок дней.
Залив масла в емкость Б1 — 20 л, в емкость БЗ — 4 л, в емкость Б6 — 2,5 л, в емкость Б9 — 0,2 л. Для повышения равномерности и плавности перемещения суппорта, что особенно важно при резьбонарезных работах, рекомендуется в качестве смазки ходового винта и направляющих станины прнменять^ашпасачковое масло ИНСп-б^когорое заливается в емкость Б9, прн температуре окружающей среды не ниже плюс 15°.
Прн переходе на другой сорт масля необходимо произвести 2-х кратную промывку маслом ИГЛ-18.
11. ХРАНЕНИЕ
При переходе на другой сорт масла необходимо очистить смазанные- поверхыости от масла-ИНСп-40.
Замечу масла «Лита» в подшипниках электронасоса производить с одновременной сушкой электродвигателя при /=100...110 градусов не реже одного раза в шесть месяцев.
10.6. Указания мер безопасности.
ЗАПРЕЩАЕТСЯ! ПРОИЗВОДИТЬ СМАЗКУ ПРИ РАБОТЕ СТАНКА
10.6.1. После подключения станка к электросети на холостом ходу проверить работу системы смазки по маслоуказателям МУ 1 ...МУЗ.
ВНИМАНИЕ! ПРИ ОТСУТСТВИИ МАСЛА В МАСЛОУКАЗАТЕЛЯХ РАБОТА НА СТАНКЕ НЕДОПУСТИМА
10.7. Перечень возможных нарушений в работе системы смазки приведен в таблице 1.10.3.
Таблица 1.10.3
Возможное нарушение Вероятная причина Метод устранения Примечание
Отсутствие потока масла в маслоуказа-теле МУ 1 Выход ИЗ строя насоса. Засорение маслопроводов. Засорение фильтра Ф/. Заменить насос Промыть маслопроводы. Промыть фильтр
Отсутствие потока масла в маслоуказа-телях МУ2, МУЗ Поломка пружины насоса. Засорение маслопроводов. Засорение фильтров Ф2. ФЗ Заменить пружину. Промыть маслопроводы. Промыть фильтры
11.1. Станок в транспортной таре, включающей устройство цифровой индикации (УЦИ) в собственной упаковке, хранить в условиях 5 (ОЖ-4) ГОСТ 15150—69.
11.2. Предельный срок хранения станка в транспортной таре до переконсервации указан в упаковочном листе.
11.3. Если по согласованию с заказчиком (и в соответствии с ГОСТ 7599—82) станок, включая УЦИ в собственной упаковке, прибыл без транс
портной тары под водонепроницаемым укрытием, то гарантийный срок противокоррозийной защиты станка до первой переконсервации — 10 суток, включая время перевозки. Станок хранить в условиях 1.2 (Л) ГОСТ 15150—69, УЦИ хранить в условиях З(ЖЗ) ГОСТ 15150—69.
11.4. При длительном (более одного года) хранении следует периодически — один раз в год включать УЦИ в электрическую сеть не менее, чем на два часа в рабочих условиях применения.
12. ПОРЯДОК УСТАНОВКИ И ПУСК
12.1. Особенности и меры предосторожности при распаковке.
12.1.1. При распаковке соблюдать следующий порядок:
1) снять верхние деревянные планки по периметру ящика;
2) снять с углов ящика металлические накладки — уголки;
3) снять с крыши поперечные планки, крепящие водонепроницаемый материал и снять этот материал;
4) разобрать и снять обшивку (доски) с крыши ящика. При этом соблюдать осторожность: не допускать внедрения распаковочного инструмента в полость ящика, чтобы не повредить упакованный груз;
35
5) разобрать и снять обшивку с боковых и торцевых стенок ящика, соблюдая ту же осторожность (п. 4);
6) разобрать болтовые соединения, крепящие брусья между собою и со стойками. В процессе этой разборки последовательно снять верхние поперечные и продольные брусья, раскосы и стойки;
7) отвернуть гайки крепления станка к основанию ящика;
8) проверить комплектность грузового места по упаковочному листу;
9) распаковать документы, проверить их комплектность.
12.2. Особенности и меры предосторожности при транспортировке.
Перед транспортировкой распакованного станка (или сборочных единиц) необходимо наружным осмотром проверить его состояние и убедиться в том, что перемещающиеся части (люнета, каретка, бабки задняя и передняя и т. д.) надежно закреплены на станке и установлены в соответствии с рис. 1.12.1.
— каретки с суппортом — при помощи винта 8 (рис. 1.6.1) крепления прижимной планки каретки и замыканием маточной гайки рукояткой 18 (рис. 1.6.1);
— люнета неподвижного — при помощи гайки крепления его к станине;
— задней бабки — при помощи гаек крепления ее к станине;
— крышки неподвижного люнета — при помощи откидного болта и гайки.
Кроме того необходимо проверить надежность закрытия дверки электрошкафа, фиксации всех защитных кожухов и экранов, а также дверки кожуха сменных шестерен станка.
Бабка задняя закрепляется в правом крайнем положении, а каретка — между канатами.
Для строповки станка в такелажные отверстия вставляют стальные штанги.
При транспортировке не допускается:
1) повреждение стропами выступающих частей и обработанных поверхностей станка;
2) деформация рукояток;
3) повреждение строп острыми углами станка.
Между канатами и острыми углами в соответствующих местах применяют деревянные бруски размером 80X100x300 мм или прокладки из другого материала.
При строповке необходимо обеспечивать горизонтальное положение транспортируемого станка и исключить опрокидывание.
При транспортировке к месту установки и при опускании на фундамент станок не должен подвергаться сильным толчкам и сотрясениям.
Схема строповки и транспортировки станка и его частей 'при помощи грузоподъемных средств'показана на рис. 1.12.1.
Диаметр стальных штанг для подъема станка не менее:
d1 = 76 мм; d2=83 мм
длина не менее: £=1120 мм, масса 28 кг £1==1385 мм, масса 38 кг.
Материал штанг — сталь 20 по ГОСТ 1050—74.
Диаметр стальных канатов не менее Jis=18,5mm ГОСТ 3088—80.
Длина каната: строп Е = Е = £2 = 3000 мм; стропа Д>£2 = 5400 мм.
Усилие натяжения каната:
Ртах = 2810 даН при РМЦ 1500 мм; Лпах = = 3127 даН при РМЦ 3000 мм.
Вылет штанг до точки захвата не более / = = 100 мм;
/1 = 315 мм.
Угол между ветвями канатов а должен быть меньше, чем 90.
12.3. Способы удаления консервационных смазок.
Перед установкой станка необходимо тщательно очистить от консервационных смазок наружные и внутренние, закрытые кожухами, щитками, крышками, обработанные поверхности станка.
Для удаления смазки нужно пользоваться деревянной лопаткой и салфетками, смоченными керосином или уайт-спиритом.
Во избежание коррозии очищенные поверхно
Масса. ставка PMU"f50O - УВЧОкг Масса станка РМЦ3000- 5750кг
В-В Г-Г
Рис. 1.12.1. Схема строповки
36
сти нужно покрыть тонким слоем масла «Индустриальное ИГП-30» ТУ38101413—78.
После снятия смазки внутри передней бабки надо проверить правильность положения трубки подвода масла, т. к. при расконсервации возможно отклонение от первоначального положения.
ЗАПРЕЩАЕТСЯ ПЕРЕДВИГАТЬ КАРЕТКУ, СУППОРТ, ЗАДНЮЮ БАБКУ И Т. П. И ВКЛЮЧАТЬ СТАНОК ДО ОЧИСТКИ ПОВЕРХНОСТЕЙ!
12.4. Требования к месту, где будет установлен станок.
Станок на клиньях или клиновых опорах установить на бетонный фундамент и закрепить фундаментными болтами, (см. рис. 1.12.4). Глубина заложения фундамента принимается в зависимости от условий местного грунта и с учетом весовых нагрузок. Фундаментные болты к станку не прилагаются (см. рис. 1.12.6).
Фундамент не должен иметь оседания или перекосов под нагрузкой смонтированного станка и установленной на нем обрабатываемой детали.
Монтажный (фундамент) и габаритный чертеж станка на рис. 1.12.2; 1.12.3; 1.12.4; 1.12.5. В колодцы и траншеи фундамента не должны попадать грунтовые воды.
12.5. Способ выверки и требуемая точность при установке станка на фундамент.
Точность работы станка зависит от правильной его установки. При установке на фундамент станок выверяется в вертикальной и горизонтальной плоскостях при помощи уровней. Отклонение не должно превышать 0,02 мм на длине 1000 мм. Уровни устанавливать на направляющие каретки (ласточкин хвост).
После выверки станка по уровню следует произвести проверку 2.1.2 (см. «Руководство по эксплуатации» «Сведения о приемке» 1М63Н.00. 000РЭ8 часть IV).
г 3 7^0
После проверки станка фундаментные болты залить цементным раствором.
Когда раствор затвердеет, следует затянуть гайки фундаментных болтов, проверяя положение станка по уровню. Затяжка болтов должна производиться равномерно и плавно. Затем подлить цементный раствор под тумбы станины и произвести отделку цоколей.
После установки станка на фундамент, закрыть такелажное отверстие в станине прилагаемой крышкой 1М63.14.501 (см. рис. 1.5.1).
12.6. Указания по монтажу и чертежи по электрооборудованию, системе смазки даны в соответствующих разделах «Руководства по эксплуатации».
12.7. Открепление частей станка, которые были закреплены в целях предохранения от перемещения при транспортировании.
Перед пуском станка в эксплуатацию необходимо:
1) отжать сухарь каретки и выключить маточную гайку (рукояткой 8 и 18 см. рис. 1.6.1).
2) открепить магнитные пускатели и подвеску.
3) подключить станок к общей цеховой системе заземления.
12.8. Указания, относящиеся к подготовке и первоначальному пуску станка.
Перед пуском станка в работу необходимо:
1) ознакомиться с назначением органов управления см. рис. 1.6.1;
2) проверить от руки работу всех механизмов станка, работающих от рукояток и механизмов ручного управления.
ВНИМАНИЕ! РЕВЕРС ШПИНДЕЛЯ ПРОИЗ-
ВОДИТЬ ТОЛЬКО ПРИ ПОЛНОЙ ЕГО ОСТАНОВКЕ. ЗУБЧАТЫЕ КОЛЕСА ПЕРЕДНЕЙ БАБКИ И КОРОБКИ ПОДАЧ НА ХОДУ НЕ ПЕРЕКЛЮЧАТЬ.
А-А
Рис. 1.12.2. Фундамент станка
37
иоо
Условные обозначения /
Контур станины
_£____ Контур станка
______Открывающиеся крышки и перемещающиеся части
Q Электроб&од
Рис. 1.12.3. Установочный чертеж станка
Рис. 1.12.4. Фундамент станка
38
6Ъ00
ьсмбные обоьма чения.'
-----Кен тур станань/
-----Кен тур стан на
— Открывающиеся крЫиака а перепещающаеся часта
® Электровоз
Рис. 1.12.5. Установочный чертеж станка
Обкатать станок в течение часа, постепенно увеличивая частоту вращения и подачи. После обкатки заменить масло в передней бабке, фартуке и коробке подач.
Убедившись в нормальной работе всех механизмов станка, можно приступить к настройке его для работы.
12.9. Выполнить требования, относящиеся к подготовке и первоначальному пуску станка, ко
торые изложены в разделе «Система смазки» и в части «Электрооборудование».
12.10. Перечень возможных нарушений в работе станка при первоначальном пуске *в табл. 1.12.1.
Таблица 1.12.1
Гид нарушения
Вероятная причина
Нет подачи (ходовой вал не вращается)
Нет подачи (ходовой вал вращается)
Не получается обработка конусов
Нет ускоренных перемещений суппорта
1. Длина развернутая 906 мм.
2. * Размер для справок.
3. /И 4; 4-—//2.
4. Материал сталь 45 ГОСТ 1050—74.
5. Место маркировки.
При включенном охлаждении эмульсия не поступает
1) Не включена одна из рукояток поз. 2\ 3\ 25; 28 (см. рис. 1.6.1);
2) нет зацепления сменных шестерен.
1) Не поставлена рукоятка поз. 18 (см. рис. 1.6.1) в положение «Расцепить гайку с винтом»;
2) рукоятка 3 не включена на левую резьбу (рис. 1.6.1);
3) не отпущен винт зажима и отжима поз. 8 сухаря крепления каретки.
1) Не переключен тумблер поз. 9 в положение для точения внутренних или внешних конусов;
2) рукоятка поз. 5 не включена.
1) Плохой контакт в кнопке рукоятки управления подачами поз. 10\
2) не поставлена рукоятка поз. 18 (см. рис. 1.6.1) в положение «Расцепить гайку с винтом».
1) Неправильное направление вращения двигателя. Необходимо переключить фазные концы проводов электродвигателя насоса.
Рис. 1.12.6. Болт фундаментный
39
13. ПОРЯДОК РАБОТЫ
13.1. Установка требуемых частот вращения детали и скорости перемещения инструмента осуществляется рукоятками 1; 4; 24; 25; 26; 28 и переключателем 32 см. рис. 1.6.2 и табл. 1.6.5; 1.6.6:
13.2. Наладка станка для получения заданных форм и размеров при обработке изделия.
13.2.1. Наладка суппорта станка на точение коротких конусов осуществляется движением верхней части суппорта, повернутого под углом, соответствующим требуемой конусности. Механическое движение верхней части суппорта (вперед и назад) включается рукояткой 5. Управление движением осуществляется рукояткой 10 см. рис. 1.6.1.
13.2.2. Наладка суппорта станка на обработку длинных конусов производится сочетанием механических движений суппорта (продольная подача) и верхнего суппорта, повернутого на определенный угол. Для одновременного действия указанных подач установить переключатель 9 см. рис. 1.6.1. в положение «Конус» и настроить станок на механическую подачу верхней части суппорта.
Угол поворота подсчитывается по следующей формуле:
0=±a + arcsin (3,19 sin а),
где: р — угол поворота верхнего суппорта, а — угол наклона образующей конуса (угол уклона обрабатываемой детали).
В формулу (подставляют:
4-а — при ходе верхнего суппорта в направлении, указанном на рис. 1.13.1J/УЛЛ
Рис. 1.13.1. Схема наладки суппортной группы
— а — при ходе верхнего суппорта в направлении, указанном на рис. I.13.S.;
Установка верхнего суппорта при обработке наиболее часто применяемых в машиностроении конусов приведена в таблице 1.13.1.
Для облегчения пользования формулой рекомендуется пользоваться прилагаемой расчетной таблицей 1.13.2.
13.3. Пример расчета.
Требуется проточить конус на детали с углом наклона образующей а=1°08'45".
40
Рис. 1.13.2. Схема наладки суппортной группы
Желательно работать согласно схемы наладки суппортной группы на рис. 1.13.1. Определяется угол поворота верхнего суппорта:
0=a + arcsin (3,19 sin а)
1) По таблице натуральных значений тригонометрических функций находят:
sin a = sin 1 ° 08'45"=0,02000
2) Определяют значение: .
3,19 sin а = 3,19X0,02000 = 0,06380
3) По той же таблице определяют соответствующий угол:
arcsin 0,06380=3° 39' 29"
4) Полученные значения подставляют в формулу и получают:
0 = 1° 08' 45" + 3° 39' 29"= +4° 48' 14"
Таким образом, чтобы обработать конус, имеющий уклон <х=1°08'45", совместным движением каретки вдоль станины и верхней части суппорта, необходимо последнюю повернуть на угол 0 = = 4° 48' 14", настроить станок на механическую подачу верхнего суппорта и управлять движением рукоятки поз. 10 (1см. р«ис. 1.6.1).
Отвод резца вручную от обработанной поверхности и установку его на глубину резания производить при отключением суппорте рукоятками поз. 14 и поз. 19.
При обработке деталей диаметром от 40 до 20 мм у центра задней бабки рекомендуется длину выступающей рабочей части резца вместо 45 мм увеличить на размер соответственно обрабатываемому диаметру детали.
13.4. Настройка станка на нарезание резьб.
13.4.1. Настройка на нарезание метрической и дюймовой резьб,
Схемы наладка суппортной группы
Т / z //
Таблица 1.13.1
Установка верхнего суппорта при обработке наиболее часто применяемых в машиностроении конусов
Конусность «К» или название конусов Угол конуса Угол наклона образующей конуса Sin а 3,19XSin а arcsin (3.19Х XSina) Угол установки верхнего суппорта 0
При ходе верхнего суппорта в направлении указан, на схеме наладки рис. 1.13.1 z* /,/Зл» При ходе верхнего суппорта в направлении, указан, на схеме' наладки , рис. 1.13,3
1:200 0°17'13" 0°08'37" 0,00250 0,00797 0°27'26" 0°36'03" 0° 18'59"
1:100 0°34'23" 0°17'12" 0,00500 0,01595 0°54'50" 1 °12'18" 0’37'38"
1:50 1 °08'45" 0°34'23" 0,01000 0,03190 1°43'41" 2°18'04" 1’09'18"
1:30 1 °54,35" 0°57'18" 0,01667 0,05319 3°02'54" 4°00'112" 2’05'36"
1:20 2°5Г51" 1 °25,56" 0,02500 0,07975 4°34'27" 6°00'23" 3’08'31"
Морзе 0 2°58'54" 1 °29'27" i । 1 0,02602 0,08300 4°45'39" 6° 15'06" 3’16'12"
Морзе 1 2°51'26" 1 °25'43" ' 0,02493 0,07953 4°33'41" 5°59'24" 3’07'58"
Морзе 2 2°51'41" 1°25'51" 0,02497 0,07965 4°34'06" 5°59'57" 3’08'15"
Морзе 3 2°52'32" 1°26'16" 0,02509 0,08004 4°35'27" 6°О1'43" 3’09'11"
Морзе 4 2°58'31" 1с29'16" 0,2596 0,08281 4°45'00" 6°14'16" 3’15'44"
Морзе 5 3°00'53" 1с30'27" 0,02630 0,08390 4°48'46" 6°19'13" 3’18'19"
Морзе 6 2°59'12" j 1 ° 29'36" 0,02606 0,08313 4°46'06" 6° 15'42" 3’16'30"
Таблица 1.13.2
а в градусах Sin а 3,19 Sin a arcsin (3,19Xsin a) Угол установки верхнего суппорта 0
При ходе верхнего суппорта в направлении. указанном на схеме наладки рис. 1.13.1 л /,/£4. При ходе верхнего суппорта в направлении, указанном на схеме наладки рис. 1.133
0о30'00" 0,00873 0,02785 1 °35'46" 2°05'46" 1 ’05'46"
1 0,01745 0,05565 3° 11'27" 4°11'27" 2’11'27"
1008'45" 0,02000 0,06380 3°39'29" 4°48'14" 2’30'44"
1°30' 0,02618 0,08351 4°47'25" 6° 17'25" 3’17'25"
2 0,03490 0,11133 6°23'31" 8°23'31" 4’23'31"
2°30' 0,04362 0,13916 7°59'56" 10°29'56" 5’29'56"
3 0,05234 0,16696 9°36'39" 12°36'39" 6’36'39"
3°30' 0,06105 0,19475 11 ° 13'48" 14°43'48" 7’43'48"
4 0,06976 0,22253 12°51'28" 16°51'28" 8’51'28"
4°30' 0,07846 0,25029 14°29'40" 18°59'40" 9’59'40"
5 0,08716 0,27804 15°08'36" 21°08'36" 11’08'36"
5°30' 0,09585 0,30576 17°48'13" 23°18'13" 12’18'13"
6 0,10453 0,33345 I9°28'42" 25°28'42" 13’28'42"
6°30' 0,11320 0,36111 21 ° 10'07" 27°40'07" 14’41'07"
7 0,12187 0,38876 22°52'38" 29°52'38" 15’52'38"
7°ЗО' 0,13053 0,41639 24°36'24" 32°06'24" 17’06'24"
8 0,13917 0,44395 26°21'23" 34°21'23" 18’21'23"
0,14781 0,47151 28°07'55" 36°37'55" 19’37'55"
9 0,15643 0,49901 29°66'06" 38°56'05" 20’56'05"
9°30' 0,16505 0,52651 31°46'12" 41 °16'12" 22’16'12"
10 0,17365 0,55394 33°38'15" 43°38'15" 23’38'15"
10°3(Г 0,18224 0,58135 35°32'44" 46 °02'44" 25’02'44"
11 0,19081 0,60868 37°29'39" 48°29'39" 25’29'39"
11 °30' 0,19937 0,63599 39°29'36" 50°59'36" 27’59'36"
12 0,20791 0,66323 41°32'48" 53°32'48" 29’32'48"
12°17' 0,21644 0,67867 42°44'23" 55°01'23" 30’27'23"
41
Таблица 1.13.3.
4 fa 72 86 48^^72 73AQXU /
Положение рукояток с \ D Положение рукояток c D
1:1 4:1 16\1 1:1 4:1 16:1 1:1 4:1 16:1 1:1 4:1 16:1
1 III V 1 4 16 ' ч '6 4 1 11 V 0.25 1 4 64 16 4
VI 1.25 5 20 5 1.25 VI 125 5 80 20 5
VII 1.5 6 24 2\ 6 1,5 VII 1.5 6 96 24 6
vm 1.75 7 28 28 ' \7 1,75 vm 1.75 7 112 28 7
IV V 2 8 32 8 0,5 - IV V 0,5 2 8 32 8
VI 2.5 10 40 10 2.$\ VI 2.5 10 40 10 2.5
VII 3 12 48 12 3 VII 0.75 3 12 48 12 3
VIII 3.5 14 56 14 3.5/ VIII 3.5 14 56 14 3,5
II III V 4 16 64 4 0.?\ ih 111 V 1,0 4 16 16 4 1
VI 5 20 80 5 /.25 4 VI 1,25 5 20 20 5 1,25
VII 6 24 96 6 / ' 1.5 VII 1,5 6 24 24 6 1.6
VIII 7 28 112 ’.75 VIII 1.75 7 28 28 7 1,75
IV V 8 32 128 /2 0.5 V 2 8 32 8 2 0,5
VI 10 40 160/ 2.5 VI 2,5 Ю 40 10 2.5
VII 12 48 3 0,75 \Vll 3 12 48 12 3 _0Л5
VIII 14 56 /224 3.5 3,5 14 56 14 3.5
Ill; IV — положение рукоятки 24 (см. рис. Гб.1) 1:1;4:1;16:1 — положение рукоятки 2 и 4 (см. рис. 16 1)
вли-
ри отправке с завода на станке уста вают\я сменные зубчатые колеса:
54 66 86 66 ’ 86 ’ 54 ’
которое обеспечивают нарезание метрических резьб с шагами, указанными в таблице/1.13.3.
ДЛЯ Э О РУКОЯТКОЙ 1П03. 26 CM. I] тановить ти^ резьбы — метрической мовой (D), шаг резьбы, поз. 2 в соответствующее положен 13.4.2. Настройка на нарезани китчевой резьб, \а-бл. 1.13.3.
Для настройк чевой резьб устан чатых колес:
рукоятками поз. 24; 2 предварительно уста
ip/c. 1.6.1. ус-) или дюй-; 28 выбрать вив рукоятку 1:1; 4:1; 16:1. модульной и
48 72 86
на нарезание/модульной и пит- вить комбин/цию сменных зуб-
2 73 72’
у.оятчой—поз. 26 устанавливается _хпп резьбы, рукоятками поз. У^Т^^Т^У^^зпатщппс величины шага резьбы?—~~
13.4.4. Нарезание резьб при непосредственном соединении ходового винта со шпинделем через сменные зубчатые колеса с отключением механизма коробки подач. Рукоятку поз. 24 поставить в нейтральное положение (для исключения холостого вращения механизма коробки подач), а рукоятку поз. 26 поставить в положение, соответствующее включению ходового винта напрямую/й&ЗгЙ
Подбор сменных зубчатых колес для нарезания определенного шага резьбы производится по формулам:
Метрические
а -рукояткой иоз. 6 см/рис. 1.6.1 установить тип резьбы — модульной/(С) или питчевой (D), а рукоятками поз. 24; ;/28 установить величины
шагов резьбы.
Использование меха ет возможность увеличения подач: вращения шпинделя о 80\об/мин цать раз, при частот/а вращения от мин — в четыре разд
13.4.3. Настрой на наре емых резьб.
Кроме указацйых выше смен ной набор вхо т зубчатые кол ев z=48; г=5А; 2 = 66.
С помощь целый ряд лена в таб/. 1.13.4, размещенной стенке ко
Так жё, как и в описанных выше случаях, ру-
f —•
*С.Ш : 4 Г'т ’ *xb
модульные
(13.1)
ха сменных колес.
ма увеличения шага да-при частоте — в шестнад-100 — 315 об/
х
ние
редкоприменя-
колес в основ-с числом зубь-
МО
но нарезать
данного набора
зьб, -величина шагов которых тир иве-' 'внутренней
IK
чание : При включении рукоятки рис. 6. ключении рукоятки 2 в положение 4:1; 15: - 1бп = 2 . а в положении 16:1 - 1бп,
Л-т 1 —- (13.2)
»'С.Ш 2бп**хЬ’
дюймовые 25,4 1 (13.3)
*С ,Ш . 2бп•*xb ’п
китчевые 25,4-я .Ш . **хЬ 'Р (13.4)
где /с.ш — передаточное от но ше ни с сменных
зубчатых колес;
/Нар — шаг нарезаемой резьбы;
г'бп — передаточное отношение зубчатых передач механизма бабки передней;
/хь — шаг ходового винта; 7^4^
п — число ниток на дюйм нарезаемой резьбы;
т — модуль;
р — значение питча.
1) в положение 1:1 (нормальный шаг) 1бп=
1(увеличенный шаг) и рукоятки 4 в положен
TclSjwuq. 15.
°C 54Д J66 1786 <*>*<“ 54 mm f"4 1 X°l I
c D |
1:1 4:1 16:1 1:1 4:1 16:1|
I III V 1 4 16 16 4 1 1
VI 1,25 5 20 20 5 1,25 |
VII 1,5 6 24 24 6 1,5 1
VIII 1,75 7 28 28 7 1,751
IV V 2 8 32 8 2 0,5 I
VI 2,5 10 40 10 2,5
VII 3 12 48 12 3 0,75 I
VIII 3,5 , I 14 56 14 3,5
II III V 4 16 64 4 1 0,25 |
VI 5 20 80 5 1,25
VII 6 24 96 6 1,5
VIII i i 7 28 112 7 1,75
IV V i 32 128 0.5
V- 40 160
VII 48 192 0,75
VIII 56 224
I ' V\ TTi CO (x—JJ to) co* mm X" J |ЛЛАЛ| I
Tr' D ~П
J \ * M ' ч i 1:1 | 1:1 i
1 1 1° III V 8 2 i
VI 10 2,5 i
VII : 12 3 1
VIII | 14 3,5 oil
1M63H.08.172
ТаЬлии, cl 1.У.
1 ° (ХА2 73 1 48/FV86A3 1 S/Ц^АЛ2 mm-Fl Х"-Г |VW I ° I
V C D
1:1 4:1 16:1 1:1 4:1 16:1
III V 0,25 1 4 64 16 4
VI 1,25 5 80 20 5
VII 1,5 6 96 24 6
VIII 1,75 7 112 28
IV V 0,5 2 8 32 8 2
VI 2,5 10 40 10 2,5 j
VII 0,75 3 12 48 12 3
VIII 3,5 14 56 14 3,5
1 ° __ III V 1,0 4 16 16 4 1
VI 1,25 5 20 20 5 1,25
VII 1,5 I 6 24 24 6 1,5
VIII 1,75 7 28 28 7 1,75
IV V 2 8 32 8 2 0,5
VI 2,5 10 40 10 2,5 i
VII 3 12 48 12 3 0,75 I
VIII 3,5 14 56 14 3,5 о |
1M63H.08. /73.
13. 4. Настройка станка на нарезание резьб.
13. 4.1. Настройка на нарезание метрической и дюймовой резьб.
При отправке с завода на станке устанавливаются сменные зубчатые колеса
54 66 86
66 86 54
которые обеспечивают нарезание метрических и дюймовых резьб с шагами, указаннъзпи в таблице 1.13. 3.
Для этого рукояткой поз. 26 см. рис. I. 6.1 установить тип резьбы - метрической (С) или дюймовой (В), а рукоятками поз. 24; 25; 28 выбрать шаг резьбы, предварительно установив рукоятку поз. 2 в соответствующее положение 1:1; 4: Г," 16:1.
Кроме указанных выше сменных колес в основной набор входят зубчатые колеса-
54 86 72
36 72 72 ’
которые так же обеспечивают нарезание метрических и дюй мовых резьб с шагами, указанными в таблице 1.13.3.
13.4.2. Настройка на нарезание модульной и питчевой резьб , таблица 1.13. 4.
Для настройки на нарезание модульной и питчевой резьб установить комбинацию сменных зубчатых колес:
48 72 86
а рукояткой поз. 26 см. рис. 1.6.1 установить тип резьбы модульной (С) или питчевой (D), а рукоятками поз. 24: 25: 28 установить величины шагов резьбы.
Использование механизма увеличения шага лает возможность увеличения подач: при частоте вращения шпинделя до 80 об/мин в шестнадцать раз, при частоте вращения от 100 315 об/мин в четыре раза
13. 4. 3. Кастро н-r а на нарезание релкоприменяемых резьб.
Кроме указанных вьшю сменных колес в основной набор вхо лят зубчатые колеса с. числом зубьев z = 57; z = 60.
С помощью данного набора можно нарезать целый ряд резьб, величина шагов которых приведена в табл. I. 13. 5,размещенной на внутренней стенке кожуха сменных колес.
Так же, как и в описанных выше случаях, рукояткой поз. 26 устанавливается тип резьбы, рукоятками поз. 2: 24- 25- 23 значение величины шага резьбы.
НОМОГРАММА L - D - 3 - Nmn
Время разгона tp=10c
Рио. 13 2.1.
С х е м сс
Пшп
рис. а. г.г.
13.4. б. Определение предельно допустимых частот вращения обрабатываемых крупногабаритных деталей.
Для определения предельно допустимых частот вращения обрабатываемых крупногабаритных деталей необходимо пользоваться номограммой L-D-I-П шп (рис. 13. 2.1.)
Номограмма имеет шкалы :
D - диаметр детали ( участка );
L - длина детали ( участка );
I - момент инерции детали ( участка ) для плотности материала детали j . Приведенная номограмма L-D-I-П шп построена для j - 7,85 г/см .
П шп - частота вращения шпинделя;
Наклонными линиями на номограмму нанесены линии * равных моментов инерции I для любых D и L .
Порядок работы с номограммой.
Схема номограмма приведена на рис. 13.2.2.
Вариант 1. Сплошная деталь постоянного диаметра ( или участок детали ).
По заданным d и 1 вспомогательными прямыми 1 находится точка, соответствующая моменту инерции детали ( участка ).Ог найденной точки линией 2 определяется ближайшее ( большее ) значение допустимого момента инерции детали , соответствующее определенной частоте вращения шпинделя ( находится по прямой 3 ), которое и будет предельным ( максимально допустимым) для данной детали.
Вслучае необходимости определения момента инерции отсчет его ведется по прямой 4.
Вариант 2. Многоступенчатая деталь и деталь , имеющая отверстия, соостные е осью вращения.
Момент инерции таких деталей 1м составит :
1м Г. Ii I
где Ii момент инерции участка детали , включая отверстие ,
если оно есть ( вариант 1 дня участка );
Ii момент инерции участка отверстия ( вариант 1 ).
Определенная по всем участкам суммарная величина 1м откла ,щ»гвается на шкале I и от нее линией 5 ( аналогично варианту 1) находится предельная частота вращения шпинделя П шп .
Вариант 3. Нлогн-хл:» детали отличается от расчетной по номограмме.
Расчет I ведется по вариантам 1 и 2 , а полученное зна чение корректируется следующим образом :
I j Kj х I
где I j момент ипег-ции детали с плотностью - j , j
Kj --------
7,85
Для Ij определяется предельная частота вращения шпинделя ( вариант 2 ).
Примечание : При конфигурации детали , отличающейся от сплошной детали постоянного диаметра . вес детали (по чертежу) не должен превышать допустимый для станка .
Таблица 1.13.^
13.4.5. Настройка для нарезания многозаход-ных резьб.
Для деления на заходы при нарезании резьб необходимо:
остановить главный электродвигатель;
включить фрикцион прямого хода;
ключом резцедержки повернуть против часовой стрелки вал шкива до совпадения риски «О» на маслоотражателе с риской на фланце шпиндельной оси;
рукоятку бабки передней 2 (см. рис. 1.6.1) установить в положение «Деление многозаходных резьб»;
вращением шкива против часовой стрелки повернуть шпиндель при двух заходах — на 30, при трех заходах — на 20, при четырех — на 15 рисок и т. д.
Вынуть ключ, а рукоятку 2 бабки передней установить в прежнее положение.
Деление возможно при положениях 1:1 рукоятки 4 — на 2; <?; 4; 5; 6; 10; 12; 15;
при положении 4:1 и 16:1 рукоятки 4 — на 2; 4:8.
Деление увеличенного шага на другое количество заходов можно осуществлять посредством смещения верхнего суппорта вдоль оси станка рукояткой 14 (см. рис. 1.6.1) или поворотом шпинделя при выведенном из зацепления сменном зубчатом колесе d (см. рис. 1.6.2) на необходимый угол но зубьям сменных зубчатых колес.
13.5. Регулирование
13.5.1. В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей станка с целью восстановления их нормальной работы.
13.5.2. Регулирование подшипников шпинделя (рис. 1.13.3).
Регулирование шпиндельных опор производится в следующей последовательности:
1) отрегулировать заднюю опору гайкой 1 так, чтобы:
Осевое биение шпинделя было не более 0,009 мм;
смещение шпинделя в осевом направлении при реверсе было не более 0,030 мм.
2) Отвернув гайку 2, средней опоры, сдвинуть внутреннюю обойму подшипника с конуса шпинделя. Ослабить переднюю опору, отвернув гайку 3 на 3...4 оборота и при помощи гайки 5 сдвинуть внутреннюю обойму подшипника с конуса шпинделя до вертикального отжима переднего фланца шпинделя 0,2...0,3 мм относительно корпуса коробки при нагружении передней опоры радиальной вертикальной силой Р = 500 даН.
Отвернуть фланец 4 и гайку 5, вынуть полукольца 6.
3) Отрегулировать среднюю опору гайкой 2 до вертикального отжима переднего фланца шпинделя до 0,08—0,110 мм относительно корпуса коробки при нагружении шпинделя радиальной вертикальной силой Р = 500 даН, приложенной у средней опоры.
4) Отрегулировать переднюю опору гайкой 3 до вертикального отжима фланца шпинделя до 0,003...0,018 мм относительно корпуса коробки при нагружении передней опоры радиальной вертикальной силой Р=500 даН.
5) При помощи мерных плиток замерить размер под полукольца 6 между торцом 8 внутреннего кольца подшипника и упорного буртика шпинделя, произвести шлифовку полуколец в замеренный размер с точностью до Н—0,01 мм.
43
Рис. 1.13.3. Регулирование подшипников шпинделя
6) Путем отвинчивания гайки 3 ослабить подшипник передней опоры и несколько сдвинуть с конуса шпинделя внутреннее кольцо подшипника.
7) Вставить полукольца 6 и гайкой 3 натянуть внутреннее кольцо ’подшипника передней опоры до тугого зажатия полуколец. Затянуть гайку 5 и закрепить фланец 4.
Перед началом регулирования необходимо рас-контрить шпиндельные гайки, а после окончания регулирования законтрить их.
При регулировании нельзя допускать перетяжку подшипников.
После регулирования подшипников шпиндель, при включении его зубчатых колес, должен свободно провертываться от руки.
13.5.3. Регулирование фрикционных пластинчатых муфт бабки передней (рис. 1.13.4).
Рис. 1.13.4. Регулирование фрикционных пластинчатых муфт бабки передней
В случае проскальзывания фрикционные муфты должны быть немедленно отрегулированы, в противном случае от увеличение трения диски перегреваются и фрикцион выйдет из строя.
Регулирование фрикционных муфт как прямого, так и обратного вращения производится нажим-пым.и гайками 1 (рис. 1.13.4). Поворот нажимной гайки может быть произведен после того, как выступающая защелка 3 будет утоплена в кольцо 2.
44
При правильно отрегулированных муфтах время разгона шпинделя с трехкулачковым патроном ф400 мм, с п шпинделя= 1250 об/мин. При прямом вращении должно быть 4 с ... 6 с, при обратном вращении 7 с ... 10 с.
Проверять на неразогретом станке.
13.5.4. Выставка оси шпинделя (р-ис. 1.13.5).
При нарушении параллельности оси шпинделя относительно направляющих станины ослабить все болты крепления бабки передней к станине, затем с помощью винтов /, ввернутых в колодку 2, которая установлена, под бабкой, выставить ось шпинделя и затянуть болты крепления.
13.5.5. Установка оси пиоли бабки задней (рис. 1.13.6).
Рис. 1.13.6. Установка оси пиноли бабки задней
Поперечное смещение бабки задней производить при настройке на точение конусов с помощью винтов /, ослабляя один из них и подтягивая другой.
При установке бабки задней соосно с осью шпинделя бабки передней совместить риски, нанесенные на платиках корпуса бабки и мостика.
13.5.6. Регулирование опорных подпружиненных подшипников бабки задней (рис. 1.13.7).
Рис. 1.13.7. Регулирование опорных подпружиненных подшипников бабки задней
В процессе работы или после ремонта может потребоваться регулирование степени сжатия цилиндрических пружин 2, 3 опорных подпружиненных подшипников, вмонтированных в мостик бабки задней с целью обеспечения легкости (передвижения бабки задней вдоль станины.
Для этого необходимо:
1) ослабить винты крепления бабки;
2) вывернуть (передний винт 1 (рис. 1.13.6);
3) осторожно сдвинуть бабку заднюю по мостику так, чтобы был освобожден доступ до регулировочных пробок /, (поворачивая которые, добиться легкости передвижения бабки по станине при минимальных зазорах между направляющими мостика и станины. Эта операция производится поочередно для передних и задних подшипников.
13.5.7. Регулирование зазора в направляющих поперечных салазок (рис. 1.13.8).
Рис. 1.13.8. Регулирование зазора в направляющих поперечных салазок
Зазор между направляющими каретки и поперечных салазок регулируется путем подтягивания клина 1 с .помощью двух винтов 2, расположенных на обоих торцах салазок. Щуп толщиной 0,03 мм не должен входить в стык.
13.5.8. Регулирование зазора в направляющих резцовых салазок суппорта (рис. 1.13.9).
Рис. 1.13.9. Регулирование зазора в направляющих резцовых салазок суппорта
При появлении зазора в направляющих резцовых салазок производится подтягивание клина* 1 винтом <?, после чего положение фиксируется винтом 2. Щуп толщиной 0,03 мм не должен входить в стык.
13.5.9. Устранение «мертвого хода» винта поперечного перемещения суппорта (рис. 1.13.10).
Рис. I 13.10. Устранение «мертвого хода» винта поперечного перемещения суппорта
«Мертвый ход» винта поперечного суппорта, возникающий при износе гаек 1 и 2, может быть устранен поворотом червяка 3 по часовой стрелке, для чего предварительно вывернуть стопорный винт 4.
Регулирование производить, когда люфт рукоятки превышает пять делений по лимбу.
13.5.10. Устранение «мертвого хода» винта перемещений резцовых салазок суппорта (рис. 1.13.11).
Рис. 1.13.11. Устранение «мертвого хода» винта перемещений резцовых салазок суппорта
«Мертвый ход» винта резцовых салазок суппорта, возникающий при износе полугаек / и 2, может быть устранен путем подтягивания винтов <?, предварительно ослабив винты 4, Регулирование производить, когда люфт рукоятки превышает пять делений по лимбу. Регулирование производится через резьбовое отверстие пробки 5 резцовых салазок, для чего необходимо, вывернув пробку 5, поставить резцовые салазки в такое положение, чтобы был доступ к регулировочным винтам.
13.5.11. Регулирование зазора в направляющей верхней и нижней половинах гайки ходового винта (рис. 1.13.12). При появлении зазора производится подтягивание планки / тремя винтами 2 с фиксацией последних контргайками <?.
Щуп толщиной 0,03 мм не должен входить в стык.
45
Рис. 1.13.12. Регулирование зазора в направляющей верхней и нижней половинах гайки ходового винта
13.5.12. Регулирование радиального зазора между ходовым винтом и маточной гайкой (рис. 1.13.13).
Рис. 1.13.13. Регулирование радиального зазора между ходовым винтом и маточной гайкой
Величина радиального зазора 'между ходовым винтом 1 и вкладышами маточной гайки 2 регулируется ввинчиванием или вывинчиванием винта <?, расположенного под фартуком. В отрегулированном положении винт 3 фиксируется гайкой 4.
13.5.13. Регулирование кулачка управления тормозной муфтой (рте. 1.13.14).
Рис. 1.13.14. Регулирование кулачка управления тормозной муфтой
После установки фрикциона в нейтральное положение необходимо рукоятку переключения тоже поставить в нейтральное положение. Кулачок / при этом установить в такое положение, чтобы шарик фиксации 2 и ролик 3 конечного выключателя находились в своих пазах. При неправильной
установке кулачка может возникнуть преждевременное включение тормозной муфты, приводящее к выходу ее из строя. Затяжку винтов 4\ 5 и 6 проверять не реже одного раза в месяц.
13.5.14. Регулирование подачи масла на ходо-ьин винт (рис. 1.13.15).
Рис. Т.13.15. Регулирование подачи масла' на ходовой винт
Вращение винта 1 по часовой стрелке уменьшает подачу масла, а против часовой стрелки увеличивает подачу масла.
При выключенном ходовом винте винт 1 завернуть до отказа .
13.5.15. Регулирование натяжения ремней, главного привода (рис. 1.13.16).
Рис. 1.13.16. Регулирование натяжения ремней главного привода
При уменьшении с течением времени крутящего момента шпинделя следует проверить натяжение ремней клиноременной передачи главного привода.
Регулирование натяжения ремней 1 электродвигателя 4 производить следующим образом:
отпустить на 1/2 оборота винты 2 и гайки 3 крепления подмоторной плиты 5;
винтами 6 отрегулировать натяжение ремней так, чтобы шпинделем передавался заданный крутящий момент.
После регулирования снова закрепить плиту 5.
46
13.5.6. Расположение штуцеров электромагнитных муфт фартука и их регулировка (рис. 1.13.17).
Щеткодержатель /, питающий электромагнитную муфту продольного перемещения каретки справа налево.
Щеткодержатель 2, питающий электромагнитную муфту продольного перемещения каретки слева направо.
Щеткодержатель 5, питающий электромагнитную муфту перемещения поперечных салазок и верхнего суппорта от рабочего на изделие.
Щеткодержатель 4, питающий электромагнитную муфту перемещения поперечных салазок и верхнего суппорта от изделия на рабочего.
В случае отказа в работе электромагнитных муфт фартука необходимо выключить станок, вывернуть щеткодержатель неисправной муфты и
Рис. 1.13.17. Расположение штуцеров эл. магнитных муфт фартука и их регулировка
проверить плавность перемещения щетки в держателе, а также проверить прилегание ее к контактному кольцу.
14. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
14.1. В станке могут быть различного рода неисправности. Многие из них возникают из-за несоблюдения указаний по техническому обслуживанию, эксплуатации и ремонту.
В любом случае, прежде чем приступить к устранению неисправности, необходимо ознакомиться с перечнем основных возможных неисправностей, а также с соответствующими разделами «Устройство, работа изделия и его составных частей» и «Порядок работы».
Указания о мерах устранения возможных нарушений нормальной работы электрооборудования и системы смазки даны в соответствующих частях (разделах) руководства.
При идентичности характера возникшей неисправности с описанной в табл. 1.14.1, в том числе и первоначальном пуске, требуется воспользоваться предлагаемым методом устранения.
Таблица 1.14.1
Перечень возможных неисправностей
Характер неисправности Причина возникновения Метод устранения
Крутящий момент шпинделя меньше указанного в руководстве Недостаточное натяжение ремней Увеличить натяжение ремней
Продолжение
Характер неисправности Причина возникновения Метод устранения
Насос охлаж- Недостаток жидкости. Долить
дения не работает Перегорели предохранители Заменить
Станок вибрирует Неправильно установлен станок на фундаменте по уровню Выверить станок
Износ направляющих суппорта Подтянуть прижимные планки и клинья
Неправильно выбраны режимы резания, неправильно заточен резец Изменить скорость резания, подачу, заточку резца
Станок не обеспечивает точности обработки Нарушилась регулировка шпиндельных подшипников передней бабки. Отрегулировать шпиндельные подшипники
(овальность, конусообраз-ность) Нежесткое крепление резцедержателя. Подтянуть рукоятку резцедержателя.
Потеря точности патрона. Заменить патрон.
Поперечное смещение задней бабки при обработке в центрах. Отрегулировать положение оси задней бабки
15. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
15.1. В случае разборки станка необходимо иметь ввиду следующее:
1) прежде чем приступить к разборке станка, обязательно отключить его от электросети;
2) необходимо избегать лишней разборки станка, в особенности узлов, определяющих выходную точность (шпиндельной части);
3) демонтированные узлы и ответственные детали должны храниться на специальных мягких подкладках;
4) при разборке станка следует руководствоваться сборочными чертежами, помещенными в разделе 6 данного руководства.
16. СВЕДЕНИЯ ПО ЗАПАСНЫМ ЧАСТЯМ
см. отдельный альбом 1М63Н.ОО.ОООРЭ4
47
17. СВЕДЕНИЯ О ПРИЕМКЕ
см. отдельный альбом 1М63Н.00.000РЭ8
18. УКАЗАНИЯ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ, ЭКСПЛУАТАЦИИ И РЕМОНТУ
18.1. При техническом обслуживании обязательно выполнять требования, которые обеспечивают постоянную готовность изделия к использованию по прямому назначению (проверка технического состояния, очистка, смазывание, регулировка, замена фильтрующих элементов и т. п.).
18.2. При эксплуатации станка в соответствии с требованиями и рекомендациями, изложенными в предшествующих разделах, и соблюдений меропр > ятий настоящего раздела его ремонтный никл (срок работы до первого капитального ремонта) равен 10 годам при двухсменной работе.
За период ремонтного цикла станок должен быть подвергнут техническому обслуживанию пять раз: • Трем текущим ремонтам н одному среднему в сроки, указанные в рекомендуемом графике плановых ремонтных работ рис. 1.18.1.
о /5 ZV 36 АЗ 60 12 96 юз (20
(о) тежмии^смос
[^П те нунций РЕМОНТ
ремонт
\Kj капитальный
N ремонт
Рис. 1.18.1
Следует учитывать, что наибольшую эффективность использования станка могут обеспечить рациональное чередование и периодичность технического обслуживания, плановый ремонт, выполняемый с учетом конкретных для каждого отдельного станка условий эксплуатации.
18.3. Ремонт.
18.3.1. Восстановление работоспособности станка должно производиться в соответствии с принятой в СССР «Единой системой планово-предупредительного ремонта и рациональной эксплуатации технологического оборудования машиностроительных предприятий».
При эксплуатации и техническом обслуживании станка соблюдать требования техники безопасности соответствующих инструкций, разрабатываемых заводом-заказчиком, и раздела «Указания мер безопасности» настоящего руководства.
18.3.2. Техническое обслуживание.
1) Обслуживание без разборки для выявления дефектов станка в целом и по узлам;
2) проверка прочности и плотности соединений (станины с фундаментом бабки передней, коробки подач со станиной, каретки с фартуком, шкивов с валами и т. п.);
3) открытие крышек узлов для осмотра и проверка состояния механизмов;
4) выборка люфта в винтовой паре привода поперечных салазок;
48
5) очистка сопрягаемых поверхностей резцедержателя, зачистка забоин и царапин;
6) проверка правильности переключения рукояток скоростей шпинделя и подач;
7) проверка контакта токопроводящего кольца электромагнитных муфт со щетками в фартуке,* коробке подач;
8) подтягивание прижимных планок каретки и клиньев поперечных и верхних салазок;
9) проверка состояния направляющих станины и каретки, зачистка забоин, царапин и задиров;
10) очистка и промывка протекторов на каретке, салазках и задней бабке;
И) подтягивание или замена ослабевших или изношенных крепежных деталей — винтов, гаек, а также пружин;
12) чистка, натяжение, ремонт или замена ремней главного привода;
13) проверка состояния и текущий ремонт системы охлаждения;
14) проверка состояния и мелкий ремонт системы смазки;
15) проверка состояния, очистка и мелкий ремонт ограждающих кожухов, щитков и т. п.
16) выявление изношенных деталей, требующих восстановления или замены при ближайшем плановом ремонте.
18.3.3. Текущий ремонт.
1) Осмотр узлов бабки передней, коробки подач, фартука, а также других наиболее загрязненных узлов. Открывание крышек и снятие кожухов для внутреннего осмотра и промывки остальных узлов;
2) зачистка посадочных поверхностей под приспособления на шпинделе и пиноли задней бабки без демонтажа последних;
3) проверка зазоров между валами и втулками. замена изношенных втулок, регулирование подшипников качения (кроме шпиндельных), замена изношенных;
4) зачистка заусенцев на зубьях шестерен и шлицах;
5) Замена или восстановление изношенных крепежных и регулировочных деталей резцедержателя:
6) пришабривание или зачистка регулировочных клиньев, прижимных планок и т. п.;
7) зачистка ходового винта, ходового вала, винтов привода поперечных и верхних салазок суппорта;
8) зачистка и промывка посадочных поверхностей резцедержателя;
9) проверка работы и регулирование рычагов и рукояток органов управления, блокирующих, фиксирующих, предохранительных механизмов и ограничителей; замена изношенных сухарей, штифтов, пружин и других деталей указанных механизмов;
10) замена изношенных деталей, которые предположительно не выдержат эксплуатации до очередного планового ремонта;
11) зачистка забоин, заусенцев, задиров и царапин на трущихся поверхностях направляющих станины, каретки, салазок суппорта и задней бабки;
12) ремонт ограждающих кожухов, щитков, экранов и т. д.;
13) ремонт и промывка системы смазки и ликвидирование утечек;
14) регулирование плавности перемещения каретки, салазок суппорта путем подтягивания клиньев и прижимных планок;
15) проверка состояния и зачистка зубчатых муфт;
16) проверка и ремонт систем охлаждения и смазки;
17) выявление деталей, требующих восстановления или замены при ближайшем плановом ремонте;
18) проверка точности установки станка и выборочно других точностных параметров;
19) испытание станка на холостом ходу на всех скоростях и подачах, проверка на шум, нагрев и по обрабатываемой детали на точность и чистоту обработки.
Примечание: При текущем ремонте выполняются те из указанных работ, которые вызываются состоянием ремонтируемого станка, за исключением работ, предусмотренных в трех последних пунктах, которые должны выполняться во всех случаях.
18.3.4. Средний ремонт.
1) проверка станка на точность перед разборкой;
2) измерение износа трущихся поверхностей перед ремонтом базовых деталей;
3) частичная разборка станка;
4) промывка, протирка деталей разобранных узлов; промывка, очистка от грязи неразобранных узлов;
5) контроль жесткости шпиндельного узла;
6) замена или восстановление изношенных втулок и подшипников качения;
7) замена электромагнитных фрикционных муфт;
8) замена изношенных зубчатых колес и муфт;
9) восстановление или замена изношенных винтовых пар, привода салазок суппорта и пиноли задней бабки;
10) замена изношенных крепежных деталей;
11) замена или восстановление и пригонка регулировочных клиньев и прижимных планок;
12) восстановление точности ходового винта (путем прорезки);
13) проверка и зачистка неизношенных деталей, оставляемых в механизмах станка;
14) ремонт насоса подачи охлаждающей жидкости и арматуры;
15) ремонт или замена арматуры местного ос-'вещания;
16) ремонт насосов системы смазки, арматуры и аппаратуры, ремонт или замена маслоуказате-
лей, прокладок, пробок и других элементов системы смазки;
17) исправление шлифованием или шабрением нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый;
18) ремонт или замена протекторов на каретке, салазках суппорта, задней бабке;
19) ремонт или замена ограждающих щитков, кожухов, экранов и т. п.;
20) сборка отремонтированных узлов, проверка правильности взаимодействия узлов и всех механизмов станка;
21) окраска наружных нерабочих поверхностей с подшпатлевкой;
22) обкатка станка на холостом ходу на всех скоростях и подачах;
23) проверка на шум и нагрев;
24) проверка станка на соответствие нормам точности.
18.3.5. Капитальный ремонт.
1) проверка станка на точность перед разборкой;
2) измерение износа трущихся поверхностей перед ремонтом базовых деталей;
3) полная разборка станка и всех его узлов;
4) промывка, протирка всех деталей;
5) осмотр всех деталей;
6) уточнение предварительно составленной (при осмотрах и ремонтах) ведомости дефектных деталей, требующих восстановления или замены;
7) восстановление или замена изношенных деталей;
8) ремонт системы охлаждения;
9) смена насосов системы смазки и ее ремонт;
10) шлифование или шабрение направляющих поверхностей станины, каретки, салазок суппорта, задней бабки;
11) замена протекторов на каретке, салазках суппорта, задней бабке;
12) сборка всех узлов станка, проверка правильности взаимодействия узлов и механизмов;
13) шпатлевка и окраска всех необработанных поверхностей в соответствии с требованиями по отделке нового оборудования;
14) обкатка станка на холостом ходу на всех скоростях и подачах;
15) проверка на шум и нагрев;
16) проверка состояния фундамента, исправление его и установка станка.
18.3.6. Дополнительные требования, предъявляемые к техническому обслуживанию, эксплуатации и ремонту станка:
1) поддержание станка в работоспособном состоянии обеспечивается своевременно проводимыми профилактическими мероприятиями и высококачественным ежедневным обслуживанием;
2) нужно избегать лишней разборки станка, в особенности узлов, определяющих выходную точность (шпиндельной группы, винторезной части);
3) демонтированные при ремонте узлы и ответственные детали должны храниться на специальных мягких подкладках;
4) ремонт должны выполнять специально подготовленные слесари высокой квалификации;
5) применяемые измерительные инструменты и приборы должны быть проверены в измерительной лаборатории и аттестованы.
49
18.4. Инструктивно-технологическая карта тех- 18.6. Учет оперативного времени работы обо-нического обслуживания приведена в приложе- рудования приведен в приложении 3?
НИИ 1.
18.5. Карта планового технического обслужива- 18.7. Учет технического обслуживания и ремон-ния приведена в приложении 2. та оборудования приведен в приложении 4.
19. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
19.1. Станок токарно-винторезный модели 1М63Н, 1М63НФ101, 1М63Н-1, 1М63НФ101-1 принят представителем отдела технического контроля завода-изготовителя.
19.2. Завод-изготовитель гарантирует соответ-вие станка модели 1М63Н, 1М63НФ101, 1М63Н-1. 1М63НФ101-1 заводской номер выпуска — №..........
требования/м технических условий при соблюдении потребителем условий транспортирования, хранения, монтажа и эксплуатации, изложенных в настоящем руководстве к станку.
19.3. Установлен вид гарантийного срока — гарантийный срок эксплуатации.
19.4. Гарантийный срок эксплуатации станка — 12 месяцев.
19.5. Начало гарантийного срока эксплуатации
станка исчисляется со дня ввода его в эксплуатацию, но не позднее 6 месяцев для действующих .предприятий и 9 месяцев — для строящихся'предприятий со дня получения его потребителем.
19.6. Качество комплектующих изделий, входящих в комплект станка, гарантируется их изготовителями в соответствии со стандартами или техническими условиями на них.
19.7. Виды и продолжительность гарантийных сроков на комплектующие изделия указаны в эксплуатационных документах на эти изделия, отсылаемых со станком.
19.8. Срок службы станка до первого капитального ремонта — 10 лет.
19.9. Срок защиты без переконсервации указан в упаковочном листе.
‘‘19.9. Станок изготовлен в обще про мышленном ис полпенни и не подлежит поставке на эксперт.
19.10. обязательства завода-изготовителя, изложенные в настоящем оазделе, действуют только' на территории стран СНГ.
19.11. При поставке станков в другие страны, гарантийные обязательства завода-изготовителя оговариваются в контракте.
50
ЧАСТЬ II.
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЭЛЕКТРООБОРУДОВАНИЕ. 1М63Н.00.000РЭ1
1. ОБЩИЕ СВЕДЕНИЯ
Схемы электрических соединений показаны на рис. II.2 и Н.З. \.
Схема расположения электрооборудования на станке 'показана на рис. П.4. \
1.1. На станке установлены следующие электродвигатели:
Ml — электродвигатель вращёция изделия;
М2 — электродвигатель насоса хлаждения;
М3 — электродвигатель ускоренного перемещения суппорта.
1.2. Питание электрооборудования анка осуществляется от сети переменного то\а 380 50 Гц.
Цепи управления электроприводами ст ка таются напряжением НО В переменного то^а, лучаемым от трансформатора TV1.
Электромагнитные муфты YC1...YC7 фар\ука, коробки подач и коробки скоростей питаются\на-пряжением постоянного тока 24 В от понижающего трансформатора TV1 через диоды VD1...VD4.
1.3. Вся аппаратура управления электропр дами смонтирована в электрошкафу, который установлен на передней бабке сзади.
1.4. Управление электроприводами стан/а дистанционное кнопочное и осуществляется ющих мест:
ПК — пульт управления на каретке;
ПБ — пульт управления на передай бабке.
1.5. Присоединение электрооборудования стан ка к цеховой электросети осущест/ляется с помо-
В;
щью вводного выключателя QF1, установленного внутри шкафа на боковой стенке.
Включение и отключение вводного выключателя производится вручную с помощью рукоятки вы ключателя, выведенной наружу электрошкафа.
1.6. Защита /электродвигателей и цепей управ ления от токоу короткого замыкания и перегрузок производится автоматическими выключателями, тепловыми реле и предохранителями.
Величи вок авто табл. II.
1.7.
осущ
контактов в цепи самопитания магнитных пуска телей, исключающая, независимо от положения органов управления, самопроизвольное включение анка при восстановлении внезапно исчезнувшего апряжения.
1.8. На боковой стенке электрошкафа снаружи предусмотрено специальное устройство, с помощью которого вводный выключатель QF1 запирается в отключенном положении при ремонте электрооборудования станка (замок заказчика).
1.9. Время торможения шпинделя с трехкулач-ковым патроном ф400 мм при частоте вращения 250 об/мин должно быть 6...10 с и устанавливает-регулированием напряжения в цепи электромагнитной муфты УС/ с помощью резистора R7.
1.10. Электробезопасность электрооборудования согласно ГОСТ 12.1.019—79 и ГОСТ 12.3.018—80.
1\11. Степень защиты электрошкафа и пультов упра ения 1Р54 по ГОСТ 14254—80.
номинальных токов и значений уста-тических выключателей и реле даны в ; П.2; П.З.
а станке предусмотрена нулевая защита, вляемая размыканием замыкающих блок-
пи-по-
следу-
ть заземления станка
2. ПЕРВОНАЧАЛЬНЫ
ПУСК
2.1. Проверяется надеж и электрошкафа.
2.2. Проверяется правильность монтажа электрооборудования, подключения электрооборудования станка к цеховой сети.
2.3. Проверяется правильность уставок реле времени, тепловых реле, сопротивлений.
2.4. После проверки электромонтажа в станции управления отсоединяют провода всех электродвигателей.
2.5. Включением вводного выключателя QF1 электрооборудование станка подключается к цеховой сети.
осоиенно внешнего монтажа и
2.6. Воздействием на органы пультах, н параты на ность и чет телей и аппаратуры управления электродвигателя ми и другими\ исполнительными устройствами, а также проверяемся действие блокировок и сигнализации.
2.7. После этог отключается вводный выключатель QF1 и 'прав а питания электродвигателей присоединяются в эле^трошкафу.
2.8. Производится Проверка, аналогичная пункту 2.6 с включением электродвигателей и электромагнитных муфт.
управления на конечные выключатели и другие ап-много действия проверяется правиль-ть срабатывания магнитных пуска-
51
3. ОПИСАНИЕ ЭЛЕКТРОПРИВОДОВ И СХЕМЫ УПРАВЛЕНИЯ
3.1. Включенце и отключение электрооборудо вания. (рис. 11.1, Х^1бл. 11.1).
Перед включением электрооборудования станка необходимо выпо
1) поставить все в^ключател^, в электрошкафу, в пол
2) закрыть на замок\дверь электрошкафа;
3) включить вводный
При этом загорается сигнальная лампочка HL1 (белого цвета) на борту э^ектрошкафа, сигнали зирующая о наличии напряжения в электрошкафу и что оборудование станка подключено к цеховой сети.
Аварийное отключение электроприводов станка производится нажатием на одн из кнопок SB5 или SB6 «Аварийный стоп», расположенных на пультах передней бабки и каретки.
Для снятия напряжения со ставка необходимо вручную отключить вводный выключатель QF1.
ить следующие операции: установленные ение «Включено»;
ьгключатель QF1.
3.2. Электропривод вращения изделия
Электропривод вращения изделия (\существля-ется от трехфазного асинхронного элек ля Ml типа 4AMP160S4, 15 КВТ, 1465 о 50 Гц.
Пуск электродвигателя Ml о жагием на кнопку SB3 или SB^ при выключенном фрикционе, при этом размык замкнут.
Получает питание пускатель КМ1 и подключает электродвигатель Ml к
Одновременно с пускателем КМ1 питание реле времени KJ1 КТ2.
Управление вращение шпинделя ется с помощью фрикциона, включаемого рукоят кой. При отключенном /фрикционе размыкающий контакт конечного вы ючателя SQ1 остается замкнутым, реле вре ни КТЦ КТ2 и тормозная муфта YC1 включены
При этом на ш^афу загорается сигнальная лампа HL2 синегоДвета. При работе электродвигателя Ml на хо стом ходу, т. е. фрикцион отключен, реле времени КТ2, настроенное на выдер жку времени 16Д..180 С, отключит катушку магнитного пускат^йя КМ1 и соответственно электро двигатель Ml /от сети. Одновременно отключится реле времени/ КТ1 и с выдержкой времени 25 С отключит /С72 и соответственно тормозную муфту YC1.
При в ючении фрикциона размыкающий контакт SQ1/разрывается, отключается реле времени КТ2 и обеспечивает работу станка.
щсствляется на-
щий контакт SQ1
итающей
сети.
получают
осуществля-
ла
ада
SS6
fH
М С1
S/M
25
С2Л
312
С12
RH 521
SQ.Z 5АХ-/
УЗ
W2
VJ/
НИ
$82-4
одвигате-мин при
SRZ-Z -/6—
SfiZ-3
RC j*
/3
#32 332 С32
__* , Л-Х2
ft Ki ь'-нм
___^xz
S&2 S6/ А72
У! I
S3 Л7У
о*
SSY
Г~\М2
Со
__,c\HL2
о
Йо
К
* PZ
SH3
5557
О
55-S55-59 55-57
Vj)3
VJ4
132
Уб
59
5ЯЗ
П Усг1=1 ।
J , 1
U , ~~| i
I
731 /Уп YC6
>zd J^r-i
К7
Рис. II. 1. Включение и отключение электрооборудования
52
Таблица II.1
Элементы электрооборудования
Поз. обозначение НАИМЕНОВАНИЕ 1 Количество Примечание Зона По < обо-4начение НАИМЕНОВАНИЕ / 1 КоличёХ. 1 ство
AR1* Блок цифровой индикации 1 * Только для R7 ПЭВР-50-51 Ом-f—10% / 1
ф5290 \ станка 1М63НФ101 Ro* MT-2-B-100 Ом-h -10%/ 5
ВС1* Сельсин БС-155 А \ 1 <
Со* Конденсатор МБМ-250-0,5мкф 5 « R* MT-2-B-330 Ом-h—/0% 9
+—ю% \ Переключатели: /
С* Конденсатор МБГО-2-6зОО,25 мкфН—10% \ 9 < SA1 ТП1-2 / 1
ELI Лампа электрическая \ 1 Светильник SA2 ПК12-21822-54УЗ 1
МО24-60УЗ \ (НКП04) SA3, П2Т-1 / 2
НКПОЗ-60-004 SA4
HL11 Лампа миниатюрная КМ24-90 \ 2 С арматурой Переключатели:
HL2 Пускатель магнитный: АМЕ SA5 ТВ2-1/ 1
КМ1 ПМЛ-3100,110В, с тепловым реле РТЛ-205504 г SA5 ТГ1/-2 1
КМ2 ПМЛ-110004, НОВ, с тепловым 1 Апопки управления:
КМЗ реле РТЛ-100304 SB1J КЕ-181УЗ, исполн. 2, толкатель 2
ПМЛ-110004,110В 1 SB? красный
Реле времени пневматическое: SJS3, КЕ-181УЗ, исполн. 2, толкатель 2
КТ1 РВП72-3122-ООУ4 1 tB4 черный
КТ2 РВП72-3221-00У4 1 'SB5, SB6 КЕ-201УЗ, исполн. 5, толкатель красный 2
Ml Электродвигатели: SQ1 Выключатель путевой 1
4АМР160Б4УЗ; 15квт, 1 ВПК 2111У2
М2 1465 об/мин SQ2 Выключатель путевой 1
XI4-22M; 0,12 квт, 1 ВПК 2О1ОУ4
М3 2800 об/мин TV1 Трансформатор однофазный 1
4АМ80А4УЗ; 1,1 квт, 1 ОСМ1-0,25УЗ; 380/29/110/24 В
PAI 1420 об/мин VD1... Диод Д247 4
Амперметр Э8030 со шкалой 1 VD4
О-ЗОА Выключатели автоматические: X2* Розетка РШ-Ц-2-0-6 А/250 В 1
QF1 АЕ2053М-10УЗ; 1н=100А, 1 I расцепителя
отсечка 121н /40 А Муфты электромагнитные:
QF2 АЕ2023-10УЗ; 1н=10А, отсеч- 1 расцепителя YOJ ЭТМ106-2Н I
FU1, FU2t FU3 ка 121н 4 А Yc\ ЭТМП2К-2А 1
Предохранитель ПРС-6 с плав/ кой вставкой ПВД-3 / 3 YC37 YC5 1ЭТМ102-1А, L=60 мм 2
Резисторы: / YC4 ЭТМ112К-2А, L=40 мм I
R2... R6; R8; R9 МТЕ-2-330 Ом+—5%--/L 7 YC6\ YC7 ЭТМ082-1А 2
Примечание
С НКП03-60-004
для НКП04-60-004
* для станка мод. 1М63НФ101
* Для станка мод. 1М63НФ101
осуществляется «Стоп» SB1 или
Останов электродвигателя Ml нажатием на одну и/ кнопок SB2. 7
При этом через/размыкающий контакт /СМ/ включается реле времени КТ 2 и тормозная муфта YC1. 7
Контроль за/ нагрузкой электродвигателя осуществляется пр амперметру. Максимальный ток не должен превышать 24,7 А.
3.3. Электропривод подач
Рабочие подачи осуществляются от двигателя главного привода через коробку подач.
В фартуке станка имеются четыре электромагнитные муфты, две из которых используются для управления перемещением каретки в продольном
'2, YC3 и две
/ппорта в поперечном направлении
— для управления
муфтами производится рукояткой
направлении г перемещением YC4 и YC5.
Управление
крестового переключателя SA2, установленного на пульте фартука и имеющего пять положений: одно вертикальное нейтральное и четыре наклонных, соответствующих направлению перемещения каретки и суппорта. \
Переключение скорости подач осуществляется при помощи муфт YC6\i YC7, установленных в коробке подач. Управление производится переключателем SA4.
Для предотвращения пробоя электромагнитных муфт и уменьшения электрической дуги на контактах при отключении катушек предусмотрены разрядные сопротивления R2...R6.
53
s
QFl\
&
р?4ЛМХ/
Cgft?V
Л;А> C
M&:C1
MM: C1 HH
&1Z,C12
43
w 27
Позиционные обоз на чени* сое Пин 9 е/чь/х зленрн/п о 8
QFf; XT!
' Q PT /yrf <
Pfil
PH1iX7Z
. KrtTXJZ-
W?3;6ZJ;O
—рпз
Л/К: Л/73: 7^г ХГ31Щ_____
KHZ; хтз_
ifer^Er
ц/ина Зазеплениц а/и на зазегыеноъ
17
Рис. П.2. Включение и отключение электрооборудования
neoSoda \пп^гча.
Сечен Раса- г^./t> FhpAQ rtrtZ Aerfto
Кнна хтч_______________
ГVfjm Xnf; Km jV13-.XZ; хтч
гм w —~~::т
№txz.)<T4
X7Z
r^Vf/ATJ
~RFfi-хтч_
мЗхгз ________________
П&3
7WWZ: \ПВ
Tuzi
Я7: AZ:
'7.JL
* Только для с/панков под
6
6 1
6
6
У
4'Черный
Xwb/u
РАЗ
3.4. Электропривод ускоренных перемещений суппорта
Электропривод . ускоренных перемещений суппорта и каретки существляется от трехфазного асинхронного электродвигателя М3 типа 4АМ80А4; 1,1 кВт; 1420 об/мин и 50 Гц.
Пуск электродвигателя М3 осуществляется (нажатием на толчковую опку SA2-5, встроенную в головку рукоятки кресто\ого переключателя SA2. При этом включается маг тный пускатель КМЗ и своими контактами подключает электродвигатель М3 к питающей сети.
При отпускании кнопки пус\атель КМЗ отклю чается и отключит электродвигатель от сети.
3.5. Электропривод насоса рхлаждения
Электропривод насоса q/лаждения осуществляется от электронасоса М2/типа Х14-22М; 0,12 квт; 2800 об/мин при 50 Гц.
Пуск и останов электродвигателя осуществляется переключателем/оЛ/ при включенном электродвигателе Ml.
3.6. Местное освещение
Освещение /оны резания ратом местн напряжение трансформ Лула/п улра Зле ни я на каре/пке (лк) SA/ SA2
осуществляется аппа-с лампочкой ELI на которая питается от
о освещения 4 В; 60 Вт, ора TV1.
Оульт управления на бабке f /76J
HL1 Напряжение
ЗлектрошкаФ
ало*
ЛЗ
----------------------------------------1
I
тка
» Off ~ ббодныи З&клюЪр/пе^н>
Луль/п на дадр/пуке
/7/ - длектроббига тель
/73 ’-Электродвигатель
вода
Каретки с/ Суппорт д
К»»1
, /72 \&екк>родвигот с/ясвса. охлаждения
ЛупЬт Ра бобке
/1уло/п улраблени я на срартуке(>
|"Z^O\32
Я
ч ЕМ - местное Осбещение
RRf - Блок индикации
П.З. Включение и отключение электрооборудования /JLZ \ Тормоз * „ ////-„внлерметр *
Лульт на каретка
* Только Эля с/панкав 3/733//^/О/
Рис. II.4. Включение и отключение электрооборудования
55
Таблица соединений к схеме электрической (см.рис.I I.3)
Обозначение группы линий саязи Маркировка линий связи Данные провода Примеча-ние
Марка Сеч. мм2 Расцветка
1 А; В; С ПВЗ 6 ч ч-черный
__L_ ПВЗ 6 3“Ж з-ж-зе-
лено-
2 ПЩ 1,5 желтый
3 A12<^B12; С12 ПВЗ 6 ч
А23; В23<С23; А32;В32;С32 ПВЗ 1 ч
1;1:5:5;б:1зТ1>мв:25
27; 32; 2 рез ПВЗ 0,75 к к-красный
45; 46; 46; 46; 4*7; 1 рез ТЩЗ 0,75 с с-синий
ПВЗ 17^ -OCX
* 1
ПВЗ 6 3-Ж^
4 46; 47 ПВЗ с
5 46; 47; 73; 75 . пбз 0,75 с
6 46; 73; 75 ПВЗ 0,75 с
7 46; 73; 75 ПВЗ 0,75 с
8 А12>-В12; С12 ПВЗ 6 ч
s' ПВЗ 6 з~ж
9 1; и ПВЗ 0,75 к
10 5; 6; 13; 1 рез ПВЗ 0,75 к
ПВЗ 1,5 3-Ж
11 3; 7; 15 ПВЗ 0,75 к
* Только для станка 1М63НФ101
Обозначение группы линий связи Маркировка линий связи Данные провода Примеча-ние
Марка Сеч. мм - Расцветка.
12 11 ПВЗ Х75 к
13 _L_ таз 6 з-х
14 А23; В23; С23 ПВЗ 1 ч
ПВЗ 1,5 з-х
15 А32; В32>е32" ПВЗ 1 ч
17; 18; 25; 27; 32;
2 рез. ПВЗ 0,75 к
45; 46; 73; 75; 1 рез. ПВЗ 0,75 с
ПВЗ 1.5 З-Х
16 40; 32 ПВЗ 0,75 к
17 _±_ ПВЗ 1,5 З-Х
А32; В32; С32 ПВЗ 1 ч
ПВЗ 1,5 З-Х
19 1;27^^ ПВЗ 0,75 к
53; 55; 57S^9 ПВЗ 0,75 с
20 49 ПВЗ 0,75 с
21 1; 1; 3; 5; 5; 7; 15; 17; 25>
27; 18; 40; 1 рез. nfe^ 0,75 к
45; 46; 73;75;/рез. ПВЗ 0>5. с
ПВЗ 1,5 з^Эг^^
22 53; 55; 57; 59 ПВЗ 0,75 с
23 46; 46; 47 ПВЗ 10,75 с
24* Cl; С2; СЗ; Pl; Р2 (кабель 1) нвэ 0,35 в устрой
стве
25* 2; 6 (кабель 1) нвэ 0,35 Ф5290
4. БЛОКИРОВКИ И СИГНАЛИЗАЦИЯ
4.1. Блокироака, исключающая одновременное включение маточной гайки и электромагнитных муфт, осуществляемся конечным выключателем SQ2, который обрывает цепь питания муфт прн включении маточной гкйки.
4.2. На борту элект^ошкафа установлена лам-
почка, сигнализирующая о на
чии напряжения
при включенном вводном вы ючателе QF1.
Безопасность работы электрооборудования станка обеспечивается его изг овлением в соответствии с требованием ГОСТ/12.2.009—80 и выполнением требований настоя го руководства.
. УКАЗАНИЯ МЕР БЕЗОПАСНОСТ
Безопасность работы тектрооборудования станка обеспечивается его изготовлением в соответствии с требованием ГОСТ t^.2.009—80 и выполнением требований настояшег
5.1. Требования к обслуживаю
Персонал, занятый обслуживани
рудования станка, а также его наладкой и ремонтом обязан:
1) иметь доступ к обслуживанию электроустановок напряжением до 1000 В;
2) знать действующие правила технич сплуатации и безопасности обслуживания установок промышленных предприятий;
3) руководствоваться указаниями мер ности, которые содержатся в настоящем стве и в руководстве по эксплуатации механической части станка;
4) знать принцип работы электрооборудован станка и работу его схемы управления.
5.2. Станок должен иметь надежное заземление.
Качество заземления должно быть про/ерено внешним осмотром и измерением сопротивления между металлическими частями станка и ажимом заземления, находящимся на вводе к станку.
Сопротивление заземления не должно превышать 0,1 Ом.
руководства.
му персоналу, электрообо-
5.3. Категорически запрещается производить работы под нап/яжением.
При ремон станка тельно вом, электроодорудованием.
При /отключенном вводном выключателе в электр кафу остаются под опасным напряжением це питания станка.
5/. Действие кнопок «Аварийный стоп», уста новленных на пультах управления, должно проверяться при первоначальном пуске станка.
5.5. Для обеспечения безопасной работы, преупреждения поломок механизмов и брака на станке предусмотрены блокировки (см. раздел 4 «Блокировки и сигнализация»).
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ РАБОТАТЬ НА СТАНКЕ ПРИ ОБНАРУЖЕНИИ НЕ-СПРАВНОСТИ В РАБОТЕ ЭЛЕКТРИЧЕСКИХ
ОКИРОВОК БЕЗОПАСНОСТИ.
ействие всех электрических блокировок дол-жно\проверяться на холостом ходу, при первона-чаль м пуске станка, а также при профилактических^ осмотрах и ремонтах.
или осмотре электрооборудования ввод й выключатель должен быть обяза-отк чен и заперт специальным устройст-предусмотренным конструкцией шкафа с
КОЙ ЭК-ектро-
безопас-
руковод-
6. УКАЗАНИЯ О НЕОБХОДИМЫХ\РЕГУЛИРОВКАХ
Регулировка тепловых «реле/(табл. 11.2)
Рсгулирбрка реле времени (табл. П.З)
ОБОЗНАЧЕНИЕ
Реле пускателя КМ1
Реле пускателя КМ2
Таблица II.2
СТАВКА, А
РИСКА, ДЕЛЕНИЯ
30
0,35
7. УКАЗАНИЯ
ПО ЭКСПЛУАТАЦИИ
ЭЛЕКТРООБОРУДОВ
кт
КТ2
Таблица П.З
ВЫДЕРЖКА, С
НИЯ СТАНКА
25
150... 180
ВНИМАНИЕ! ПЕРЕД ОСМОТРОМ ЭЛЕКТРООБОРУДОВАНИЯ СТАНКА НЕОБХОДИМО ПОЛНОСТЬЮ ОТКЛЮЧИТЬ СТАНОК ОТ ПИТАЮЩЕЙ СЕТИ, ВЫКЛЮЧИВ ВВОДНЫЙ ВЫКЛЮЧАТЕЛЬ QF1, И ЗАКРЫТЬ ЕГО ЗАПИРАЮЩИМ УСТРОЙСТВОМ.
Защитное заземление и эксплуатацию электрооборудования станка производить в соответствии с требованиями существующих правил и норм.
Для подсоединения защитного заземления на станине станка имеется специальный винт с табличкой.
Электрооборудование станка должно содержаться в порядке и чистоте. Электродвигатели и электроаппаратуру управления необходимо перио-
57
е двух раз в год проверять состояние в электродвигателей и заменять смаз-
-203 ГОСТ 8773—73).
дически осматривать и при необходимости очищать от пыли, грязи и масла.
Не р подшипни
ку (ЦИАТ
Не реже д^ного раза в 10 дней проверять состояние контак в электроаппаратов и очищать их от пыли и нага . Если контакты подгорели или контактные поверхности потемнели от нагрева, то их необходимо слег\а запилить бархатным напильником.
Во избежание перё^рева и окисления контак-
тов последние во включенном состоянии должны быть плотно прижаты.
Поверхности стыка сердечника и якоря аппаратов следует во избежание ржавления смазывать маслом, а затем насухо вытирать, так как смазка может вызвать -прилипание якоря/к сердечнику и гудение магнитной системы в ап/аратах переменного тока. В случае гудения в аппаратах необходимо проверить:
1) как затянуты винты, к/епящие сердечник и якорь;
2) не лопнул ли корот замкнутый виток;
3) хорошо ли прилег^ёт якорь к сердечнику.
агнитной системы
S. ПЕРЕЧЕНЬ
ОЗМОЖНЫХ НАРУШЕНИЙ В РАБОТЕ СТАНКА
Таблица П.4
Возможное нарушение Вероятная причина Метод устранения Примечание Возможное нарушение /Вероятная причина Метод устранения Примечание
При нажатии на одну из кнопок SB3 или SB4 электродвигатель Ml не запускается 1. Сгорел предохранитель FU1. 2. Обрыв в цепи управления магнитного пускателя КМ1. 3. Сработало тепловое реле пускателя КМ1 в связи с перегрузкой электродвигателя. 4. Не замкнуты контакты конечного выключателя SQ1 в связи с включением фрикциона. 1. Заменить пре-дохранителХ FU1. При повторном сгорании проверить прибором\ цепь управления^ на короткое за- \ мыкание и уст- \ ранить его. ' 2. Проверить целостность цепи управления. 3. Включить тепловое реле и снизить нагрузку двигателя. 4. Рукоятку / включения фрику циона поставит^ в нейтральное/ положение. / Шпиндель не/ тормозится V не включаемся электрс/ магнитна/ муфта YC1. 1. Сгорел предохранитель FU2. 2. Не включается реле КТ2 в связи с тем, что фрикцион может быть не в нейтральном положении. 3. Не замкнуты контакты конечного выключателя SQ1. 1. Заменить предохранитель FU2. При повторном сгорании проверить прибором цепь управления на короткое замыкание и устранить его. 2. Поставить рукоятку включения фрикциона в нейтральное положение. 3. Проверить четкость срабатывания конечного выключателя SQ1 при отключении фрикциона.
9. УКАЗАНИД/О ПОРЯДКЕ ДЕМОНТ ЭЛ ЕКТРООБОРУДОВА
ЖА И МОНТАЖА (ИЯ
9.1. На следующий следующий
1) отсоединить электрооборудование от цеховой сети и снять зазе ение;
2) на панели станции управления подвижные системы электрических аппаратов необходимо увязать шнуром ктскс для предохранения от тряски;
3) монтаж электрооборудования на заводе-потребителе произвести в соответствии со схемой соединений станка.
время транспортирования произвести демонтаж электрооборудования и по-
моптаж иа воде-изготовителе:
4) на панели управления подвижные части освободить от связки;
5) произвести заземление станка, а электрооборудование подсоединить к цеховой электросети.
9.2. При проведении работ по демонтажу электрооборудования вперед отправкой станка потребителю, монтажу и\ первоначальному пуску станка на месте его эксплуатации, при обслуживании и ремонте электрооборудования станка, следует также руководствоваться указаниями мер безопасности, которые содержатся в соответствующем разделе настоящего руководства (см. раздел 5).
58
10. СВЯЗЬ МСТРОЙСТВА ЦИФРОВОЙ ИНДИКАЦИИ (УЦИ>СО СТАНКОМ (для станков с устройством цифровой ицДикации
X. МОДЕЛИ 1М63НФ101, 1М63НФ101ЯЭ
В стайках мод. 1М63НФ101, ТД163НФ101-1 применено устройство цифровой ипщчсации (УЦИ), предназначенное для измерения и визуального ответа в цифровой форме перемещенпяХууппорта.
УЦИ способствует повышению производцтель--ости, а при определенных условиях — точпЪути металлообработки.
Конструктивное устройство цифровой индикации выполнено в виде одного блока типа >ф5290, который расположен на передней бабке. /
Питание УЦИ осуществляется от трансформатора TV1 напряжением 110 В, 50 Гп/расположен-эго в электрошкафу. /
При отключении вводного автомата УЦИ обесточивается. /
Датчик — сельсин БС-15ЙА с УЦИ соединяется гибким кабелем, а ось датчика с помощью пла
стинчатой муфты соединяется с поперечным винтом. /
Перемещение рабочего инструмента на 5 мм соответствует одному обороту ходового винта, а следовательно, и ротора сельсина БС-155А. Фазо-/йый сигнал поступает в блок индикации ф 5290.
Цифровой отсчет на индикаторном табло блока ^соответствует одному обороту ротора сельсина, ра-вЬн 10 мм (т. е. автоматически отображается удвоенное перемещение — диаметр).
Дискретность отсчета УЦИ составляет 0,01 мм.
Подробное описание УЦИ дано в инструкции завода — изготовителя УЦИ ф 5290.
Перед началоЗ\работы с УЦИ необходимо выдержать его во вклиненном состоянии в течении 5 мин.
УЦИ допускает непрерывную работу в течение 16 ч с последующим перерывом на 1 ч.
59
ЧАСТЬ III
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ СВЕДЕНИЯ ПО ЗАПАСНЫМ ЧАСТЯМ 1М63Н.00.000РЭ4
ВВЕДЕНИЕ
В процессе технического совершенствования станка в конструкцию могут быть внесены некоторые изменения.
Поэтому при заказе запасных частей необходимо указать следующие данные:
1) модель и заводской номер станка;
2) номер детали и данные, указанные на ней;
3) номер рисунка, наименование сборочной единицы, позиции деталей по чертежам, помещенным в разделе 6 или в приложении к руководству по эксплуатации.
Комплектующие изделия (подшипники, электроаппаратуру и т. п.) целесообразно приобретать по тиоту или номеру, нанесенным непосредственно на них с указанием основных данных.
1. ПЕРЕЧЕНЬ ПОДШИПНИКОВ
1.1. Перечень подшипников приведен в табл. 1.2. Схема расположения подшипников — рис.
III.1 III.1
Таблица III.1
Условное обозначение подшипника Где применяется (см. рис. II 1.1) Кол-во Примечание Условное обозначение подшипника Где применяется (см. рис. III.1) Кол-во Примечание
Подшипник 7106 ГОСТ 333—79 Фартук поз. 1 1 Подшипник 6-206К ГОСТ 8338—75 Бабка передняя поз. 44; 45; 46; 47; 48 Коробка подач поз. 49; 50; 51; 27 9
Подшипник 7207 ГОСТ 333—79 Фартук поз. 2; 3; 4 3
Подшипник 207 ГОСТ 8338—75 Фартук поз. 5; 6; 7 3
Подшипник 207 ГОСТ 8338—75 Бабка передняя поз. 52 i
Подшипник 6-306 ГОСТ 8338—75 Фартук поз. 8 “Г
Подшипник 6-208 ГОСТ 8338—75 Бабка передняя поз. 53; 54; 55 3
Подшипник 6-8104 ГОСТ 6874—75 Суппорт поз. 9; 10 2
Подшипник 6-209 ГОСТ 8338—75 Бабка передняя поз. 56; 57; 58; 59; 60; 61; 62; 63 8
Подшипник 8107К ГОСТ 6874—75 Фартук поз. И; 12 2
Подшипник 210 ГОСТ 8338—75 Бабка передняя поз. 64; 65 2
Подшипник 5-8124 ГОСТ 6874—75 Бабка передняя поз. 13, 14 2
Подшипник 214 ГОСТ 8338—75 Бабка передняя поз. 66; 67 2
Подшипник 8204 ГОСТ 6874—75 Суппорт поз. /5; 16 2
Подшипник 307К1 ГОСТ 8338—75 Бабка передняя поз. 68 Коробка подач поз. 69, 71, 72 4
Подшипник 6-8205 ГОСТ 6874—75 Бабка задняя поз. 17; 48—
Подшипник 6-8210 ГОСТ 6874—75 Коробка подач поз. 19; 20 2
Подшипник 310 ГОСТ 8338—75 Бабка передняя поз. 73 1
Подшипник 80029 ГОСТ 7242—81 Бабка задняя поз. 21; 22; 23; 24 4 1
Подшипник 408 ГОСТ 8338—75 Бабка передняя поз. 74, 75 2
Подшипник 4-3182126 ТУ37006.107—80 Бабка передняя поз. 25
Подшипник 409 ГОСТ 8338—75 Бабка передняя поз. 76 1
Подшипник 4-3182132 ТУ37006.107—80 Бабка передняя поз. 26 1
Подшипник 710 ГОСТ 8338—75 Фартук поз. 77, 78 2
Подшипник 6-107 ГОСТ 8338—75 Коробка подач поз. 28; 29; 30; 70 4
Подшипник 6-1000908 ГОСТ 8338—75 Коробка подач поз. 79, 80, 86-87,- 88^89 X
Подшипник 109 ГОСТ 8338—75 Фартук поз. 31; 32; 33; 34 4
Подшипник 7000106 ГОСТ 8338—75 Бабка передняя поз. 84, 85 2
Подшипник 6-110 ГОСТ 8338-75 Бабка передняя поз. 37; Коробка подач поз. 40; 82 4
Подшипник 6-1000912Л ГОСТ 8338—75 Коробка подач поз. 90, 91 2
Подшипник 6-8206 ГОСТ 8338—75 i Люнет неподвижный поз. 92, 93, 94 3
Подшипник 5-110 ГОСТ 8338—75 Коробка подач поз. 42 1
Подшипник 42205КМ ГОСТ 8328— 75 i Люнет неподвижный поз. 95, 96, 97, 98, 99. 100 6
Подшипник 5-124 ГОСТ 8338—75 Бабка передняя поз. чЗ 1
г ^6-^30^ _ /
Рис. Схема расположения подшипников
2. ПЕРЕЧЕНЬ ЧЕРТЕЖЕЙ СБОРОЧНЫХ ЕДИНИЦ, ДЕТАЛИ КОТОРЫХ ПОДЛЕЖАТ ЗАМЕНЕ В ПЕРИОД ЭКСПЛУАТАЦИИ
2.1. Сборочные чертежи см. н 1М63Н.00.000РЭ раздел 6.
3. ПЕРЕЧЕНЬ ЧЕРТЕЖЕЙ БЫСТРОИЗНАШИВАЕМЫХ ДЕТАЛЕЙ В ТАБЛ. 111.3.
Таблица III.3
Обозначение Наименование Ь -л-а*' j Куда входит Примечание
1М63Б.40.032 Втулка 1М63Н.ОО.ОООРЭ Суппорт рис. 1.6.7. поз. 1 рис. III.2
1М63.21Э.387 Диск •| f 2*5 I 1М63Н.ОО.ОООРЭ Бабка передняя рис. 1.6.4, поз. 2 рис. II 1.3
1М63.21Э.388 Диск ! 22 1М63Н.ОО.ОООРЭ Бабка передняя рис. 1.6.4, поз. 1 рис. П1.4
1М63Б.40.030 Втулка 1 1М63Н.ОО.ОООРЭ Суппорт рис. 1.6.7, поз. 2 рис. II 1.5
1М63Б.40.102 Втулка 2 1М63Н.ОО.ОООРЭ Суппорт рис. 1.6.8, поз. 10 рис. III.6
1М63Б.40.031 Втулка 1 1М63Н.ОО.ОООРЭ Суппорт рис, 1,6.8, поз. 9 рис. III.7
1М636.40.029 Втулка 1 1М63Н.00.000РЭ Суппорт рис. 1.6.8. поз. 11 рис. III.8
1М63.04.119 Гайка 1 1М63Н.ОО.ОООРЭ Суппорт рис. 1.6.8, поз. 6 рис. III.9
1М63.04.120 Колесо червячное 1 1М63Н.ОО.ОООРЭ Суппорт, рис. 1.6.8, поз. 7 рис. III.10
163.04.033 Втулка 2 1М63Н.00.000РЭ Суппорт рис. 1.6.8, поз. 8 рис. III.11
163.04.174 Г нездо 8 1М63Н.ОО.ОООРЭ Суппорт рис. 1.6.7, поз. 5 рис. III.12
1М63Б.40.101 Втулка 2 1М63Н.ОО.ОООРЭ Суппорт рис. 1.6.8, поз. 12 рис. III.13
1М63Б.40.026 Втулка 1 1М63Н.00.000РЭ Суппорт рис. 1.6.8, поз. 14 рис. III.14
1М63.06.115 Колесо червячное 1 1М63Н.ОО.ОООРЭ Фартук рис. 1.6.10, поз. 1 рис. III.15
1М63.06.117 Полугайка 2 1М63Н.00.000РЭ Фартук рис. 1.6.11, поз. 2 рис. III.16
1М63Б.60.034 Втулка 1 1М63Н.ОО.ОООРЭ Фартук рис. 1.6.11, поз. 3 рис. III.17
1М63Б.60.030 Втулка 1 1М63.00.000РЭ Фартук рис. 1.6.11, поз. 4 рис. III.18
1М63.04.128 Полугайка 1 1М63Н.ОО.ОООРЭ Суппорт рис. 1.6.7, поз. 3 рис. III.19
1М63.04.129 Полугайка 1 1М63Н.ОО.ОООРЭ Суппорт рис. 1.6.7, поз. 4 рис. III.20
СТПУ-007-87 Сухарь 1-1-70 3 1М63Н.ОО.ОООРЭ Люнет неподвижный рис. 1.6.14, поз. 1 рис. III.21
163.11.024 Сухарь 3 1М63Н.ОО.ОООРЭ Люнет неподвижный рис. 1.6.14, поз. 2 рис. III.22
Сборочные чертежи см. в 1М63Н.00.000РЭ раздел 6.
62
3. ЧЕРТЕЖИ БЫСТРОИЗНАШИВАЕМЫХ ДЕТАЛЕЙ
W)
/2
2. //14; /Н4; ± —
3. Материал: Сталь 65Г ГОСТ 1050—74.
6. Масса 0,106 кг.
Рис. III.4. Диск 1М63.21Э.388
1. Отливка 5 класса по ОСТ2 МТ21-2—83. /2
2. //14; /114; ± у .
3. Материал АЧС-2 ГОСТ 1585—85.
4. Масса 0,12 кг.
Рис. III.2. Втулка 1М63Б.40.032
W)
1. 47...53 HRC3.
/2
2. //14; /114; ± — .
2
3. Материал: Сталь 65^ ГОСТ 1050—74.
4. Масса 0,108 кг.
Рис. Ш.З. Диск 1М63.21Э.387
1. Отливка 5 класса по ОСТ2 МТ21-2—83. /2
2. //14; /114; ± — .
3. Материал АЧС-2 ГОСТ 1585—85.
4. Масса 0,13 кг.
Рис. III.5. Втулка 1М63Б.40.030
63
—1/|&7з|А1
,ms°
1. Я14; Л14; ± — .
2
2. Материал: Ж Гр 1,2 Д2,5 К 0,8 ТУ2-062-00?-84
3. Масса 0,015 кг.
Рис. III.6. Втулка 1М63Б.40.102
1. Отливка 5 класса по ОСТ2 МТ21-2 83.
/2
2+“У
3. Материал АЧС-2 ГОСТ 1585—85.
4. Масса 0,064 кг.
Рис. III.8 Втулка 1М63Б 40.029
1. Отливка 5 класса по ОСТ2 МТ21-2—83. /2
2. /714; /114; ± — .
2
3. Материал АЧС-2 ГОСТ 1585—85.
4. Масса 0,049 кг.
Рис. III.7. Втулка 1М63Б.40.031
/2
1. /714; Л14; + — — .
2. Класс точности резьбы — 4 по ОСТ2 НЗЗ-2—74.
3. Концы неполных витков притупить до толщины не менее 1 мм.
4. Материал: Бр. 05Ц5С5 ГОСТ 613—79.
5. Масса 0,4 кг.
Рис. III.9. Гайка 1М63.04.119
64
1. /714; Л14; + — — .
2. Класс точности резьбы — 4 по OCT 2МЗЗ-2—74.
3. Концы неполных витков притупить до толщины не менее 1 мм.
4. Материал: Бр. 05Ц5 С5 ГОСТ 613—79.
5. Масса 0,26 кг.
Модуль т 1
Число зубьев 2 36
Направление линии зуба — правое
Коэффициент смещения червяка X 0
Исходный производящий червяк — ГОСТ 19036—81
Степень точности по ГОСТ 3675—81 — 8—В
Межосевое расстояние Qw 23 ±0,030
Делительный диаметр червячного колеса dr 36
Вид сопряженного червяка — zhr
Число витков сопряженного червяка 21 1
Обозначение чертежа сопряженного червяка 1М63.04.171
Рис. III. 10. Колесо червячное 1М63.04.120
2. Материал: АЧС-2 ГОСТ 1585—85.
3. Масса 0,162 кг.
Рис. III.11. Втулка 163.04.033
1. 50...52 HRCg. t2 2.Ш4;±
3. Материал: Сталь 45 ГОСТ 1050—74.
4. Масса 0,035 кг.
Рис. III.12. Гнездо 163.04.174
65
W)
*5»
/2
L ± T-
2. Материал: Ж Гр 1,2 Д2,5 К 0,8 ТУ2-062-008—84.
3. Масса 0,097 кг.
Рис. III. 13. Втулка 1М63Б.40.101
/2
1. //14; /114; ± — .
2. Материал: АЧС-2 ГОСТ 1585—85.
3. Масса 0,18 кг.
Рис. II 1.14. Втулка 1М63Б.40.026
Модуль т 4
Число зубьев Zz 36
Направление линии зуба — левое
Коэффициент смещения червяка X 0
Исходный производящий червяк — ГОСТ 19036—81
Степень точности по ГОСТ 3675—81 — Ст. Т—X
Межосевое расстояние Qw 94 ±0,036
Делительный диаметр червячного колеса dr 144
Вид сопряженного червяка — ZHr
Число витков сопряженного червяка 21 3
Обозначение чертежа сопряженного червяка 1М63.06.150
1. /714; /П4; + — — .
2. Материал: Бр. 05Ц5С5 ГОСТ 613—79.
8. Масса 1,2 кг.
Рис. III.15. Колесо червячное 1М63.06.115
66
Ф6Ч
1. Отливка 5 класса по ОСТ2 МТ21-2—83.
/2
2. Я14; Л14; ± — .
3. Материал АЧС-2 ГОСТ 1585—85.
4. Масса 0,53 кг.
Рис. III.18. Втулка 1М63Б.60.030
1. * Размер для справок.
2. Я14; М4; ± -у.
3. Класс точности резьбы — 3 по ОСТ2 НЗЗ-2—74.
4. Концы неполных витков притупить до толщины не менее 1 мм.
5. Материал: Бр.05Ц5С5 ГОСТ 613—79.
6. Масса 1,0 кг.
Рис. III.16. Полугайка 1М63.06.117
1. Отливка 5 класса по ОСТ2 МТ21-2—83. t2
2. Я14; М4; ± — .
3. Материал АЧС-2 ГОСТ 1585—85.
4. Масса 0,51 кг.
Рис. III. 17. Втулка 1М63Б.60.034
/2
I. 7714; Л14; ± — .
2
2. Класс точности резьбы — 4 по OCT 2НЗЗ-2—74.
3. Концы неполных витков притупить до толщины не менее I мм.
4. Материал: Бр. 010ф1 ГОСТ 613—79.
5. Масса 0,17 кг.
Рис. III.19. Полугайка 1М63.04.128
67
F /2J
1. Я14; Л14; ± j-y" .
2. Класс точности резьбы — 4 по ОСТ2 НЗЗ-2—74.
3. Концы неполных витков притупить до толщины не менее 1 мм.
4. Материал: Бр. 05Ц5С5 ГОСТ 613—79.
5. Масса 0,23 кг.
Рис. III.20. Полугайка IM63.04.I29
МО/
2. Материал АЧС-2 ГОСТ 1585—85.
3. Масса 0,52 кг.
Рис. III.21. Сухарь 1-1-70 СТПУ-007—87
/2
1. Н\4; А14; ± — .
2. Материал: АЧС-2 ГОСТ 1585—85
3. Масса 0,35 кг.
Рис. III.22. Сухарь 163.11.024
68
ЧАСТЬ IV.
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ СВЕДЕНИЯ О ПРИЕМКЕ 1М63Н.00.000РЭ8
ТОЧНОСТЬ СТАНКА
Испытание станка на соответствие нормам точности и жесткости по ГОСТ 18097—88.
Проверка 2.5. Прямолинейность продольного перемещения суппорта в вертикальной плоскости.
Допуск 30 мкм РМЦ 1500 мм.
50 мкм РМЦ 3000 мм.
Проверка 2.6. Прямолинейность продольного перемещения суппорта в горизонтальной плоскости.
Допуск 20 мкм. РМЦ 1500 мм.
30 мкм. РМЦ 3000 мм.
Проверка 2.7. Одновысотность оси шпинделя передней бабки и оси пиноли (шпинделя) задней бабки относительно направляющих станины.
Допуск 40 мкм.
Ось пиноли (шпинделя) задней бабки может быть только выше оси шпинделя передней бабки.
Номинальное 'положение оси пиноли задней бабки должно быть на 20...60 мкм выше оси шпинделя передней 'бабки при измерении относительно направляющих станины. Проверка производится без предварительного нагрева станка.
Проверка 2.8. Радиальное биение наружной базирующей поверхности шпинделя передней бабки.
Допуск 10 мкм
Проверка 2.9. Осевое биение шпинделя передней бабки.
Допуск 10 мкм
Проверка 2.10. Торцевое биение опорной поверхности шпинделя передней бабки.
Допуск 20 мкм.
Проверка 2.11. Радиальное биение внутренней центрирующей поверхности шпинделя передней бабки.
а) у торца шпинделя;
б) на расстоянии 300 мм;
Допуск: а) 12 мкм
б) 20 мкм
Проверка 2.12. Прямолинейность и параллельность траектории продольного перемещения суппорта относительно оси шпинделя передней бабки:
а) в вертикальной плоскости;
б) в горизонтальной плоскости;
Допуск: а) 20 мкм
б) 12 мкм
Свободный конец оправки может отклоняться в горизонтальной плоскости только в сторону расположения резца.
заводской номер
Проверка 2.13. Прямолинейность и параллельность траектории перемещения верхних салазок суппорта относительно оси шпинделя передней бабки в вертикальной плоскости.
Допуск 40 мкм
Проверка 2.14. Эквидистантность траекторий перемещений пиноли задней бабки и суппорта.
а) в вертикальной плоскости;
б) в горизонтальной плоскости;
Допуск: а) 20 мкм
б) 12 мкм
Свободный конец пиноли может отклоняться в горизонтальной плоскости только в сторону расположения резца.
Проверка 2.15. Прямолинейность и параллельность траектории перемещения суппорта относительно оси конического отверстия шпинделя задней бабки.
а) в вертикальной (плоскости;
б) в горизонтальной плоскости;
Допуск: а) 30 мкм б) 30 мкм
Свободный конец оправки может отклоняться в горизонтальной плоскости только в сторону расположения резца.
Проверка 2.17. Точность кинематической цепи шпиндель-ходовой винт. Длина измерения 300 мм.
Допуск 40 мкм
В случае участия коробки подач допуски увеличивают в 1,25 раза.
Проверка 2.18. Осевое биение ходового винта.
Допуск 10 мкм
ТОЧНОСТЬ ОБРАЗЦА — ИЗДЕЛИЯ
Проверка 3.3. Постоянство диаметров образца-изделия в поперечных сечениях.
Допуск — 10 мкм
Проверка 3.5. Постоянство диаметров образца-изделия в продольных сечениях.
Допуск — 30 мкм
Провека 3.6. Прямолинейность торцовой поверхности образца-изделия.
Допуск — 20 мкм
Выпуклость не допускается.
69
ЖЕСТКОСТЬ СТАНКА
Проверка 4.2. Относительное перемещение под нагрузкой резцедержателя и оправки установленной:
1) в шпинделе передней бабки;
2) в пиноли задней бабки
Допуск: 1) 350 мкм;
2) 470 мкм;
При Р=1120 даН.
ДОПОЛНИТЕЛЬНАЯ ПРОВЕРКА
Проверка 1. Точность образца, обработанного по торцам и наружному диаметру с использованием УЦИ в продольном и поперечном направлении.
дополнительная регулировка
Разность размеров, полученных в результате измерения расстояния между обработанными торцами и цилиндрических шеек относительно показаний на УЦИ должна быть не более 0,08 мм при поперечном перемещении суппорта и не более 0,1 мм при продольном перемещении суппорта.
МЕТОД ПРОВЕРКИ
В трехкулачковом самоцентрирующем патроне 1 закрепить предварительно, начерно, обработанную заготовку 2 из стали 45 ГОСТ 1050—74. Подрезать внешний торец, при этом положение суппорта зафиксировать на табло УЦИ продольного перемещения (установить «0») и снять пробную стружку /=0,5 на диаметре 60...40 мм, проточенный диаметр замерить микрометром с точностью до 0,01 мм и, не меняя положения резца, результат измерения установить на табло УЦИ поперечного перемещения.
Произвести переход по УЦИ на обработку последующих торцев и диаметров.
Подход резца к обрабатываемым поверхностям производить в направлении этих поверхностей.
Определить разность размеров, полученных в результате измерения каждой из обработанных шеек и расстояний до торцев относительно показаний на табло УЦИ.
Обработку производить резцом, оснащенным пластиной из твердого сплава.
Ориентировочные элементы режимов резания: v= 100 м/мин; /=0,5 мм; s=0,25 мм/об.
СВИДЕТЕЛЬСТВО О ВЫХОДНОМ КОНТРОЛЕ ЭЛЕКТРООБОРУДОВАНИЯ
(Наименование станка) токарно-винторезный
Электрошкаф (панель)
Предприятие-изготовитель Л^РСЗ
Заводской номер------------
Питающая сеть:
Напряжение 380 В, род тока ~, частота 50 Гц
Цепи управления:
Напряжение ПО В, род тока ~
Напряжение 24 В, род тока =
Напряжение ... В, род тока
Местное освещение: Напряжение 24 В
Номинальный ток плавких вставок предохранителей силовой цепи или уставки тока срабатывания вводного автоматического выключателя 40А;
Электрооборудование выполнено по:
Схеме принципиальной 1М63Н.00.000ЭЗ
Схеме соединений электрошкафа 1М63Н.80.000Э4
1М63Н.80.001Э4
Схема соединений станка 1М63Н.84.000Э4
1. При ненагруженном станке (механизме)
2. При максимальной нагрузке
Испытание повышенным напряжением промышленной частоты 2125 В. Проверено.
Сопротивление изоляции проводов относительно земли:
Силовые цепи-----------мОм,
цепи управления----------- мОм
Электрическое сопротивление между винтом заземления и металлическими частями, которые могут оказаться под напряжением свыше 42 В, не превышает 0,1 Ом.
Вывод: Электродвигатели, аппараты, монтаж электрооборудования и его испытание соответствуют общим техническим требованиям к электрооборудованию станков (механизмов).
Обозначе-нне-по схеме Наименование Тип Мощность, кВт Момент, Н. м Номинальный ток, А Ток, А
Холостой ход 1 Нагрузка 2
Ml Главный привод 4AM160S4Y3 15 99,6 29,3
М2 Привод охлаждения пине 0,1$ 0,42 0Л7 — —
М3 Привод ускоренных перемете» НИЙ 4АМ804АУЗ 1,1 7,57 2,76 — —
Испытание провел:______________
(Подпись)
(Дата)
70
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
Станок токарно-винторезный модели
IM63H заводской номер
Станок токарно-винторезный модели
1М63Н заводской номер
(наименование оборудования, модель, заводской номер)
(наименование оборудования, модель заводской номер)
На основании осмотра и проведенных испыта-
-и станок (признан годным для эксплуатации и .-спорта
Подвергнут консервации согласно требованиям, предусмотренным действующими нормативно-техническими документами и настоящего руководства.
Дата консервации_____________________
Оборудование соответствует требованиям
ГОСТ 7599-82 и ГОСТ 1272^09=80
и техническим условиям ТУ.024.574863.021—90 (номер технических условий)
Станок укомплектован согласно ТУ2.024.574863. 321—90
(ГОСТ, ТУ или договора на поставку)
(подпись лиц, ответственных за приемку)
(дата приемки)
Срок защиты без переконсервации — ^б^года ------------------n&cU&t&ertatMc с нахождением его на открытых площадках- не более 1 года
по ГОСТ 9.014—78:
Вариант временной защиты — ВЗ-1
Вариант внутренней упаковки — ВУ-1
Условия хранения — 5(ОЖ4^ по ГОСТ 15150—
69 tyL)
Консервацию произвел ----------------------------
(подпись)
Станок после консервации
Принял________________________
(подпись)
Штамп ОТК
Представитель ОТК
(Фамилия, И., О., подпись, дата)
м. п.
71
СОДЕРЖАНИЕ
Часть I. Руководство по эксплуатации 1М63Н.00.000РЭ
•оео о
Введение....................................
1. Общие сведения.............................
2. Основные технические данные и характеристика
3. Комплектность..............................
4. Указания мер безопасности...............................................П
5. Состав станка..........................................................12
6. Устройство, работа станка и его составных частей.......................14
7. Электрооборудование (см. часть II).....................................31
8. Гидросистема...........................................................31
9. Пневмосистема..........................................................31
10. Система смазки.........................................................31
11. Хранение............................................................ . 35
12. Порядок установки и пуск............................................ . 35
13. Порядок работы.........................................................40
14. Возможные неисправности и методы их устранения ....... 47
15. Особенности разборки и сборки при ремонте..............................47
16. Сведения по запасным частям (см. часть III)............................47
17. Сведения о приемке (см. част. IV)......................................48
18. Указания по техническому обслуживанию, эксплуатации и ремонту . . 48
19. Гарантии изготовителя..................................................50
Часть II. Руководство по эксплуатации. Электрооборудование. 1М63Н.ОО.ОООРЭ1
1. Общие сведения.........................................................51
2. Первоначальный пуск ....................................................51
3. Описание электроприводов и схемы управления.............................52
Схема электрическая принципиальная................................
Перечень элементов................................., . . . .
Схема электрическая соединений электрошкафа......................
Схема электрическая соединений станка............................
Таблица соединений станка.........................................
Схема расположения электрооборудования на станке..................
4. Блокировки и сигнализация.............................................57
5. Указания мер безопасности...............................................57
6. Указания о необходимых регулировках.....................................57
7. Указания по эксплуатации электрооборудования станка.....................57
8. Перечень возможных нарушений в работе станка............................58
9. Указания о порядке демонтажа и монтажа электрооборудования . . . 58
10. Связь устройства цифровой индикации (УЦИ) со станком (для станков с устройством цифровой индикации модели 1М63НФ101)................................59
Часть III. Руководство по эксплуатации. Сведения по запасным частям. 1М63Н.00.000РЭ4
Введение.....................................................................60
1. Перечень подшипников.....................................................60
2. Перечень чертежей быстроизнашиваемых деталей.............................62
3. Чертежи быстроизнашиваемых деталей.......................................62
Лист регистрации изменений...................................................62
Часть IV. Руководство по эксплуатации. Сведения о приемке. 1М63Н.00.000РЭ8
Точность станка ............................................................ 69
Свидетельство о выходном контроле электрооборудования ...... 70
Свидетельство о приемке......................................................71
Свидетельство о консервации..................................................71
Свидетельство об упаковке (см. отдельный документ У03.00.000ДП в наружном кармане ящика)...............................................................71
Приложение 1. Инструктивно-технологическая карта технического обослуживания 72
Приложение 2. Карта планового технического обслуживания..........72
Приложение 3. Учет оперативного времени работы оборудования . „ . . 73
Приложение 4. Учет технического обслуживания и ремонта оборудования . . 73
Лист регистрации изменений...................................................74
Сдано в набор 6.7.92. г. Подписано в печать 10.12.92 г. Формат бОХЭб1/*.
Бум. типографская № 1. Гарнитура литературная. Печать высокая. Объем 9 п. л.
Тираж 10000 экз. Заказ 980. Цена договорная
Щербинская типография Минстанкопрома
Рязанское станкостроительное объединение, руководство по эксплуатации, 1992 год.
Токарно-винторезный станок модели 1М63НФ101 предназначен для выполнения разнообразных токарных работ в условиях единичного и мелкосерийного производства.Технические характеристики и жёсткость станка позволяют полностью использовать возможности быстрорежущего и твёрдосплавного инструментов при обработке, как чёрных, так и цветных металлов.
На станке можно производить:
— Наружное точение;
— Растачивание;
— Сверление;
— Нарезание метрической;
— Дюймовой;
— Модульной;
— Питчевой резьб;
Привод главного движения станка осуществляется от электродвигателя через клиноременную передачу. Частота вращения шпинделя изменяется переключением зубчатых блоков. Бабка передняя сообщает шпинделю двадцать четыре ступени прямого вращения и одиннадцать ступеней обратного вращения через кинематические цепи. Из полученных двадцати четырёх ступеней две повторяются. Включение шпинделя осуществляется механической фрикционной муфтой. В правой тумбе помещается бак с эмульсией и электронасос. На левой тумбе сзади крепиться электродвигатель главного привода.
Установка требуемых частот вращения детали и скорости перемещения инструмента осуществляется рукоятками и переключателем. Наладка станка для получения заданных форм и размеров при обработке изделия. При техническом облуживании обязательно выполнять требования, которые обеспечивают постоянную готовность изделия к использованию по прямому назначению. Следует учитывать, что наибольшую эффективность использования станка могут обеспечить рациональное чередование и периодичность технического обслуживания, плановый ремонт, выполняемый с учётом конкретных для каждого отдельного станка условий эксплуатации.
Скачать бесплатно паспорт токарно-винторезного станка 1М63НФ101
На чтение 17 мин. Просмотров 1 Опубликовано
Содержание
- 1М63БФ101 станок токарно-винторезный с УЦИ паспорт, схемы, описание, характеристики
- Сведения о производителе токарно-винторезного станка 1М63БФ101
- Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- 1М63БФ101 станок токарно-винторезный с устройством цифровой индикации (УЦИ). Назначение, область применения
- Модификации токарного винторезного станка серии 163
- История токарно-винторезного станка 1м63
- Габаритные размеры рабочего пространства токарного станка 1М63БФ101
- Посадочные и присоединительные базы токарного станка 1М63БФ101
- Общий вид токарно-винторезного станка 1М63БФ101
- Расположение органов управления токарно-винторезным станком 1М63БФ101
- Органы управления токарно-винторезного станка 1М63БФ101 и их назначение
- Кинематическая схема токарно-винторезного станка 1М63БФ101
- Описание кинематической схемы токарно-винторезного станка 1М63БФ101
- Кинематические цепи нарезания резьб
- Метрические резьбы
- Дюймовые резьбы
- Модульные резьбы
- Питчевые резьбы
- Кинематические цепи подач
- Продольные подачи
- Поперечные подачи
- Быстрые перемещения суппорта
- Коробка скоростей токарно-винторезного станка 1М63БФ101
- Фартук токарного токарно-винторезного станка 1М63БФ101
- Коробка подач токарно-винторезного станка 1М63БФ101
- Суппорт токарно-винторезного станка 1М63БФ101
- Сменные зубчатые колеса станка 1М63БФ101
- Задняя бабка станка 1М63БФ101
- Люнеты станка 1М63БФ101
- Система охлаждения станка 1М63БФ101
- Технические характеристики электрооборудования станка
- Схема электрическая принципиальная станка 1М63БФ101
- Управление главным приводом
- Управление приводом подач
- Привод охлаждения
- Установочный чертеж токарно-винторезного станка 1М63БФ101
1М63БФ101 станок токарно-винторезный с УЦИ
паспорт, схемы, описание, характеристики

Сведения о производителе токарно-винторезного станка 1М63БФ101
Производитель токарного станка модели 1М63БФ101 — Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
1М63БФ101 станок токарно-винторезный с устройством цифровой индикации (УЦИ). Назначение, область применения
Токарно-винторезный станок 1М63БФ101 предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой).
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка 1М63БФ101 имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Модификации токарного винторезного станка серии 163
163 – РМЦ 1400, 2800. Первая модель 163-й серии, начало выпуска 1956 год.
1Д63А, 1М63Д, 1М63ДФ101 – РМЦ 1400, 2800. Станок выпускался станкостроительным заводом им. Кирова (г. Тбилиси) с 1952 года.
1М63 — РМЦ 1400, 2800. следующее поколение 163-й серии, станок заменил модель 163.
1М63Ф306 — токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год.
1М63Ф101 – токарно-винторезный станок с УЦИ, обеспечивающим отсчет поперечного перемещения суппорта, начало серийного выпуска 1976 год.
1М63Б, 1М63БГ, 1М63БФ101 – токарно-винторезные станки 163 серии быстроходные повышенной мощности.
1М63М, 1М63МФ101, 16Р30 — токарно-винторезные станки 163 серии повышенной мощности.
1М63Н – станок токарно-винторезный нормальной точности — последняя модель 163 серии, начало серийного выпускаа 1992 год.
1М63НФ1, 1М63НФ101 – станок токарно-винторезный нормальной точности, дополнительно оснащен 3-х координатной системой УЦИ фирмы «Newall» на продольное перемещение каретки с суппортом (ось Z), на поперечное перемещение суппорта (ось X), на перемещение резцовых салазок с суппортом (ось Y).
1М63Н-1 – станок токарно-винторезный нормальной точности с укороченной станиной.
1М63НФ10М – станок токарно-винторезный нормальной точности с укороченной станиной, дополнительно оснащен устройством цифровой индикации (УЦИ).
1М63НГ – токарно-винторезный станок 163 серии с выемкой в станине.
1М63НП – токарно-винторезный станок 163 серии повышенной точности.
1М63Ф3, 1М63РФ3 — токарно-винторезный станок 163 серии с ЧПУ.
История токарно-винторезного станка 1м63
В 1934 году на Московском станкостроительном заводе «Красный пролетарий» осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300, ДИП-400, ДИП-500. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF.
В 1956 году запущена в производство первая модель 163-й серии — 163 – РМЦ 1400, 2800.
В 1968 году запущено в производство следующее поколение серии — модель 1м63, 1м63Б.
С 1973 года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 16М30Ф3, 1П756ДФ3.
С 1976 года начало серийного выпуска токарных станков: 1м63Ф101, 1м63Бф101, 1м63мФ101.
Станки 163 серии производились, также, в Тбилиси — 1Д63А, 1М63Д, 1М63ДФ101.
В 1992 году начало серийного выпуска последней модели 163 серии 1М63Н.
Габаритные размеры рабочего пространства токарного станка 1М63БФ101

Габариты рабочего пространства станка 1м63Бф101
Посадочные и присоединительные базы токарного станка 1М63БФ101

Посадочные и присоединительные базы токарного станка 1м63Бф101
Общий вид токарно-винторезного станка 1М63БФ101
Фото токарно-винторезного станка 1м63Бф101
Расположение органов управления токарно-винторезным станком 1М63БФ101
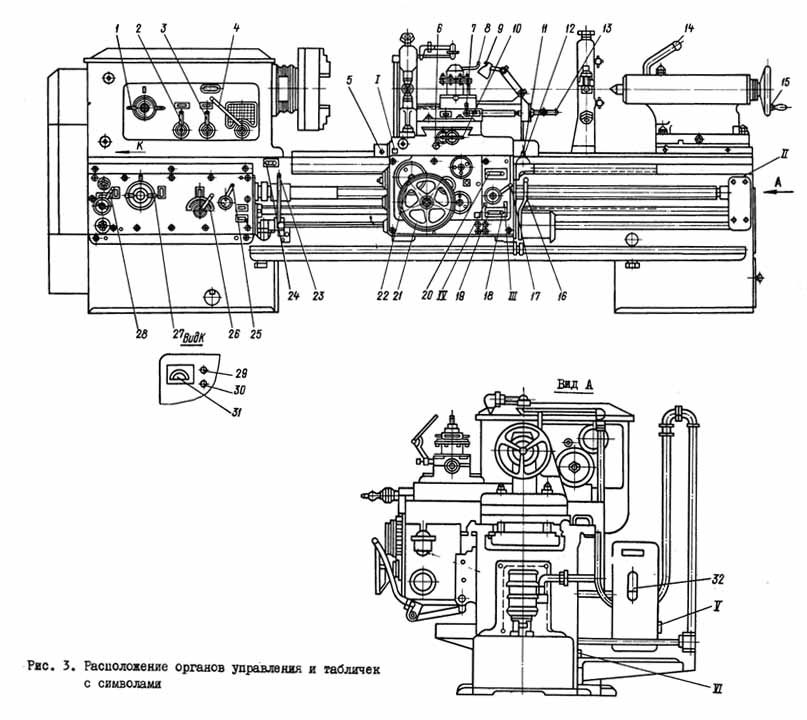
Расположение органов управления токарно-винторезным станком 1м63Бф101
Органы управления токарно-винторезного станка 1М63БФ101 и их назначение
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы
- Рукоятка установки правой и левой резьб и подач
- Рукоятка установки частоты вращения шпинделя
- Рукоятка плунжерного насоса смазки направляющих продольного перемещения суппорта и ходового винта
- Вытяжная кнопка включения механической поперечной подачи суппорта.
- Рукоятка включения механического перемещения резцовых салазок
- Рукоятка поворота и крепления резцовой головки
- Выключатель освещения
- Рукоятка ручной поперечной подачи суппорта
- Кнопка включения ускоренного перемещения cynnopта
- Крестовый переключатель управления рабочими и ускоренными перемещениями суппорта
- Рукоятка ручного перемещения резцовых салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка перемещения пиноли задней бабки
- Рукоятка управления фрикционом
- Рукоятка включения гайки ходового винта
- Выключатель насоса охлаждения
- Переключатель режимов работы суппорта
- Пост управления включения и выключения главного привода
- Маховик ручного продольного перемещения суппорта
- Вытяжная кнопка включения зубчатого колеса реечной передачи продольного перемещения суппорта
- Рукоятка управления фрикционом
- Пост управления включения и выключения главного привода
- Рукоятка включения ходового винта или ходового валика
- Рукоятки установки величины подачи или шага резьбы
- Рукоятки установки величины подачи или шага резьбы
- Рукоятка настройки подач и нарезания резьб
- Сигнальная лампа наличия напряжения
- Сигнальная лампа включения электромагнитного тормоза
- Указатель нагрузки
- Вводной выключатель
Кинематическая схема токарно-винторезного станка 1М63БФ101
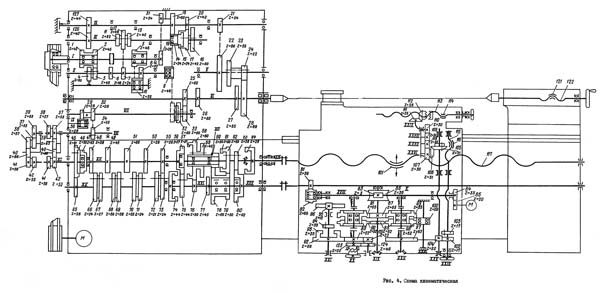
Кинематическая схема токарно-винторезного станка 1м63Бф101
Описание кинематической схемы токарно-винторезного станка 1М63БФ101
От главного электродвигателя, помещенного в левов тумбе станка, вращение передается клиновыми ремнями на приводной шкив первого (фрикционного) вала коробки скоростей (рис 4).
Значения 24 ступеней частоты вращения шпинделя и числа зубьев зубчатых колес соответствующих кинематических цепей коробки скоростей приведены в табл. 4.
Движение на вал VIII сменных зубчатых колес передается через следующие кинематические цепи:
- для настройки на нормальный шаг непосредственно от шпинделя через зубчатые колеса 25-33, 30-34 или 25-33, 29-36-34 при работе на всех ступенях частоты вращения шпинделя;
- для настройки на увеличенный шаг и увеличение подачи:
- непосредственно от вала III коробки скоростей через муфту 15 и зубчатые колеса 14-9-32, 30-34 или 14-9-32, 29-36-34, что дает увеличение шага в 16 раз при работе на 1-6 ступенях частоты вращения шпинделя (10-31,5 об/мин);
- непосредственно от вала IV коробки скоростей через зубчатые колеса 18-14-9-32, 30-34 18-14-9-32, 29-36-34, что дает увеличение шага в 16 раз при работе на 7-12 ступенях частоты вращения шпинделя (25-80 об/мин) или в 4 раза при работе на 13-18 ступеням (100-315 об/мин).
Кинематические цепи нарезания резьб
Метрические резьбы
Движение передается через сменные зубчатые колеса 37-39-40-42 на вал XI коробки подач, далее через муфту 46-47, зубчатые колеса (48, 49, 51, 53, 55) — (66-67-68-69-70-71-72-73), муфту 74-75, зубчатые колеса (76, 77) — (58, 59), 60-78, 79-62, муфту 63-64 на винт 117.
Дюймовые резьбы
Движение передается через сменные зубчатые колеса 37-39-40-42 на вал XI коробки подач, далее через зубчатые колеса 45-65, (66, 67, 68, 69, 70, 71, 72, 73) — (48, 49, 51, 53, 55), 56-75, (76, 77) — (58, 59), 60-78, 79, 62, муфту 63-64 на винт 117.
Модульные резьбы
Движение передается через сменные зубчатые колеса 39-37, 38-40-41 на вал XI коробки подач, далее через муфту 46-47, зубчатые колеса (48, 49, 51, 53, 55) — (66, 67, 68, 69, 70, 71, 72, 73), муфту 74-75, зубчатые колеса (76, 77) -(58, 59), 60-78, 79-62, муфту 63-64 на винт 117.
Питчевые резьбы
Движение передается через сменные зубчатые колёса 39-37, 38-40-41 на вал XI коробки подач, далее через зубчатые колеса 45-65, (66, 67, 68, 69, 70, 71, 72, 73) -(48, 49, 51, 53, 55), 56-75, (76, 77)-(58, 59), 60-78. 79-62. муфту 63-64 на винт 117.
При нарезании дюймовых, модульных, питчевых и метрических резьб нельзя использовать механизм ускоренного перемещения каретки в исходное положение, за исключением случаев нарезания метрических резьб. имеющих шаг, кратный шагу ходового винта (шаг ходового винта равен 12 мм).
Возврат каретки в исходное положение осуществляется реверсом фрикциона путем переключения рукоятка 16 или 23 (см. рис. 3) не выключая маточной гайки, т.е. не переключая рукоятку 17 из положения «Ходовой винт».
При нарезании многозаходных резьб деление на число заходов можно осуществлять:
- смещением резцовых салазок суппорта вдоль оси станка рукояткой 13;
- поворотом шпинделя на необходимый угол по предварительной разметке. При повороте шпинделя рукоятка 2 должна быть выведена в нейтральное положение.
Кинематические цепи подач
Продольные подачи
Движение передается через сменные зубчатые колеса 37-39-40-42 на вал XI коробки подач, далее через зубчатые колеса кинематической цепи метрической резьбы, губчатые колеса 63-80 на ходовой вал XVII и губчатые колеса фартука 81-82, червячную пару 83-86, губчатые колеса 87-91, муфту сцепления, зубчатые колеса 89-92, муфту 93-94, зубчатое колесо 95 на рейку 96.
При обратной подаче движение передается от червячной пары 83-86 через зубчатые колеса 88-100-90, муфту сцепления, губчатые колеса 89-92, муфту 93-94, зубчатое колесо 95 на рейку 96.
Поперечные подачи
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
При обратной подаче движение передается от червячной пары 83-86 через зубчатые колеса 88-100-98, муфту сцепления, губчатые колеса 97-102-104, 104-103 на винт 115.
При подаче верхних резцовых салазок суппорта движение передается от фартука черев губчатые колеса 97-102-104, 105-106, 107-108-109-110, 111-112 и кулачковую муфту на винт 113.
Быстрые перемещения суппорта
Движение передается от электродвигателя через губчатые колеса 85-84, червячную пару 83-86 и далее через механизмы соответствующих подач.
Коробка скоростей токарно-винторезного станка 1М63БФ101

Коробка скоростей токарно-винторезного станка 1м63Бф101
Коробка скоростей крепится к левой головной части станины. Приводной шкив 6 (рис. 5) коробки скоростей получает движение от электродвигателя через клиноременную передачу.
Регулирование механизма главного движения ступенчатое. Вращение шкива приводит в движение целый ряд шестерен коробки скоростей, последовательным переключением которых можно получить 24 скорости вращения шпинделя, из которых две перекрываются. Самые высокие шесть скоростей шпиндель получает непосредственно от вала 7, что способствует резкому повышению КПД станка при работе на высоких скоростях, а также значительному уменьшению шума.
Установка определенных частот вращения шпинделя осуществляется передвижением зубчатых колес по валам при помощи двух рукояток 2 и 1, находящихся на лицевой части коробки скоростей. Все зубчатые колеса выполнены из качественной стали с соответствующей термообработкой и сидят на шлицевых валиках, вращающихся в шариковых и роликовых подшипниках. Передней опорой стального пустотелого шпинделя 9 является радиальный двухрядный регулируемый роликоподшипник 10 с короткими цилиндрическими роликами, а задней — радиально-упорный шарикоподшипник 4. Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником 3, находящимся у задней опоры шпинделя.
Для пуска, остановки и включения быстрого обратного хода имеется фрикционная пластинчатая муфта 5. Введение в действие муфты совершается рукоятками, находящимися на станине у передней бабки и на фартуке.
Торможение шпинделя производится автоматически в момент выключения фрикционной муфты при помощи электромагнитной муфты 8.
В коробке скоростей имеются механизмы, дающие возможность реверсировать движение суппорта, увеличить шаг нарезаемой резьбы в 4 или 16 раз.
Фартук токарного токарно-винторезного станка 1М63БФ101
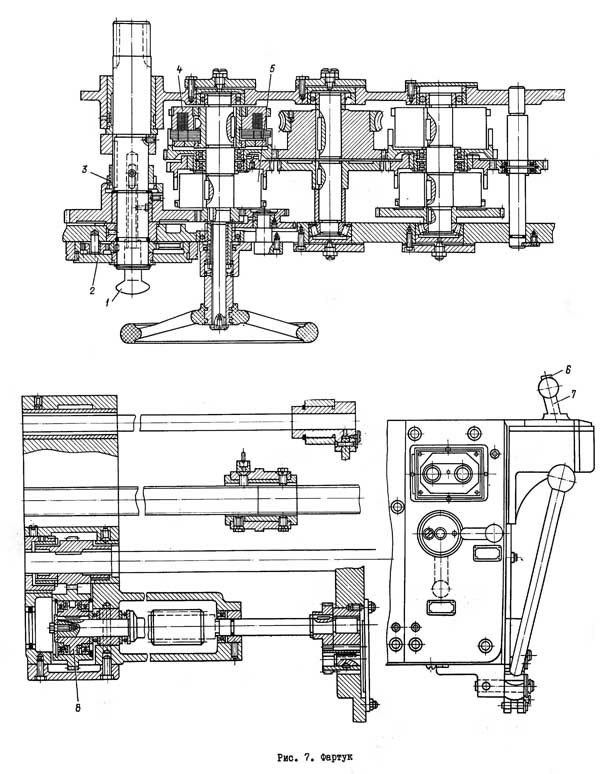
Фартук токарно-винторезного станка 1м63Бф101
Фартук закрытого типа со съемной передней стенкой. Фартук получает движение от коробки подач через ходовой винт при нарезании резьб или через ходовой вал при выполнении остальных работ (рис. 7).
Благодаря наличию электромагнитных муфт 4 и 5 управление фартуком сосредоточено в одной поворотной рукоятке 7, расположенной с правой стороны фартука. Направление поворота этой рукоятки совпадает с направлением необходимого движения подач или быстрого перемещения каретки и поперечных салазок. При этом для обеспечения быстрого перемещения надо нажать на кнопку 6, находящуюся на самой рукоятке.
Благодаря наличию в фартуке обгонной муфты 8, включение ускоренного хода возможно при включенной рабочей подаче.
Во избежание одновременного включения ходового винта и ходового вала предусмотрена электрическая блокировка.
Электродвигатель быстрого перемещения суппорта расположен с правой стороны фартука. На передней части фартука находится лимб 2 продольного точения с ценой деления I мм. С целью исключения влияния механизма фартука при нарезании резьб валик реечного зубчатого колеса продольной подачи отключается от этого механизма путем вталкивания находящейся внутри валика вытяжной кнопки I, которая расцепляет муфту внутреннего зацепления 3.
Циркуляционная система смазки фартука
Система включает в себя резервуар 23, плунжерный насос 17, маслораспределитель 21. Плунжерный насос приводится в действие от кулачка, установленного на валу реечного зубчатого колеса. Масло подается насосом в маслораспределитель, из которого поступает на смазку детален фартука. Контроль наличия в системе смазки и ее уровня в фартуке производится по маслоуказателям 20 и 25. Контроль за работой плунжерного насоса производится при ускоренных перемещениях суппорта.
Коробка подач токарно-винторезного станка 1М63БФ101
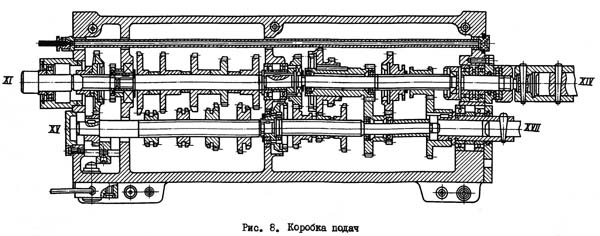
Коробка подач токарно-винторезного станка 1м63Бф101
Коробка подач закрытого типа, двухосная. Переключением соответствующих рукояток и, при необходимости, установкой сменных зубчатых колес можно получить настройку механизма подач для нарезания нормального ряда метрических, модульных, дюймовых и питчевых резьб, а также для получения необходимых подач при токарной обработке (рис. 8).
Для нарезания точных и специальных резьб можно использовать прямое включение ходового винта (при этом потребуется изготовить специальный набор зубчатых колес).
Суппорт токарно-винторезного станка 1М63БФ101

Суппорт токарно-винторезного станка 1м63Бф101
Количество резцов, установленных в резцовой головке .. 4
Наибольшее расстояние от оси центров до кромки резцедержателя, мм .. 320
Наибольшее продольное перемещение, мм .. 1260
Наибольшее поперечное перемещение, мм .. 400
Цена одного деления лимба при продольном перемещении, мм .. 1
Цена одного деления лимба при поперечном перемещении на диаметр, мм .. 0,05
Перемещение на один оборот лимба продольное, мм .. 300
Перемещение на один оборот лимба поперечное, мм .. 5
Скорость ускоренного перемещения суппорта продольного хода, м/мин .. 4,5
Скорость ускоренного перемещения суппорта поперечного хода, м/мин .. 1,6
Суппорт крестовой конструкции имеет продольное перемещение по направляющим станины и поперечное — по направляющим каретки I (рис. 6). Оба перемещения могут быть ручными или механическими, а механическое — рабочим или ускоренным. Поворотная часть суппорта 2 имеет направляющие для перемещения верхней части суппорта 4 с резцовой головкой 3.
Верхняя часть суппорта также может перемещаться вручную и механически . Гайка поперечного винта 6 имеет устройство для выборки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются упорными шарикоподшипниками 5.
Сменные зубчатые колеса станка 1М63БФ101
К станку прилагается комплект сменных зубчатых ,колес для получения метрической и дюймовой или модульной и питчевой резьб. Сменные зубчатве колеса располагаются на левой стенке корпуса коробки скоростей. Станок снабжен защитным кожухом, закрывающим левую стенку коробки скоростей.
Задняя бабка станка 1М63БФ101
Задняя бабка тлеет жесткую конструкцию. После установки на направляющие станины задняя бабка закрепляется на ней с помощью двух планок и четырех болтов.
Перемещение задней бабки вдоль станины облегчено вмонтированными в мостик четырьмя подпружиненными шарикоподшипниками. Для определения величины перемещения пиноли при сверлильных операциях около маховика на винте установлен лимб.
Люнеты станка 1М63БФ101
Станок снабжен подвижным и неподвижным люнетами для обработки круглых деталей диаметром от 20 до 150 мм.
Система охлаждения станка 1М63БФ101
От электронасоса, установленного в правой тумбе, охлаждающая жидкость через шланг по трубопроводу на суппорте поступает к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда поступает в бак правой тумбы и к электронасосу.
Очистку корыт и бака следует производить не реже одного раза в месяц.
Технические характеристики электрооборудования станка
Электродвигатель главного привода трехфазные переменного тока:
- тип .. A02-6I-4 СПУЗ, M101
- мощность, кВт .. 13
- частота вращения при 50 Гц, об/мин; .. 1460
- частота вращения при 60 Гц, об/мин; .. 1750
Электродвигатель быстрого хода каретки
- тип .. A02-2I-4 СПУЗ M30I
- мощность, кВт .. 1,1
- частота вращения при 50 Гц, об/мин; .. 1400
- частота вращения при 60 Гц, об/мин; .. 1690
Электродвигатель электронасоса охлаждения
- тип .. ПА-22(XI4-22М)
- мощность, кВт .. 0,12
- частота вращения при 50 Гц, об/ммн .. 2800
- частота вращения при 60 Гц, об/ммн .. 3350
- подача,.л/мин .. 22
Техническая характеристика системы смазки
- Насос: марка .. C12-54
- тип .. шиберный
- подача, л/мин .. 8,2
- Фильтр:
- Марка .. Г41-22
- тип .. пластинчатый
- номинальная тонкость фильтрации, мкм .. 120
Схема электрическая принципиальная станка 1М63БФ101

Электрическая схема токарно-винторезного станка 1м63Бф101
Управление главным приводом
Пуск электродвигателя осуществляется нажатием одной из кнопок «пуск» 1КУ или 2КУ (расположенных на пультах каретки и около коробки подач) при выключенном фрикционе. При этом н.з. контакт конечного выключателя ВК замкнут. Пускатель КШ получает питание и подключает электродвигатель главного движения к сети. Одновременно с пускателем КШ получают питание реле времени РВ и 1РВ.
Управление вращением шпинделя осуществляется с помощью фрикциона, включаемого от рукоятки.
При отключенном фрикционе н.з. контакт ВК остается замкнутым, реле времени РВ, 1РВ и тормозная муфта включены. При этом загорается сигнальная дампе 2ЛС. При работе двигателя главного движения на холостом ходу, реле времени РВ, настроенное на выдержку 2,5-3 мин, отключает катушку магнитного пускателя и соответственно двигатель от сети. Одновременно, реле времени 1РВ, настроенное на выдержку 25 сек потеряет питание и отключит тормозную муфту.
При включении фрикциона н.з. контакт ВК разрывается, отключает реле времени РВ и обеспечивает работу станка. Останов двигателя осуществляется нажатием на одну из кнопок «стоп» 3КУ или КУ. При этом через н.з. контакт КШ включается реле РВ и тормозная муфта 5ЭМ. Контроль за нагрузкой электродвигателя осуществляется по амперметру.
Значение тока электродвигателя главного привода в зависимости от напряжения:
Управление приводом подач
Рабочие подачи осуществляются от двигателя главного привода, ускоренные хода от двигателя ускоренного хода типа АOЛ2-21-4 (4Ах80А4УЗ) 1,1 кВт (1,475 л.с.) 1400 об/мин при 50 Гц, 1690 об/мин при 50 Гц.
В фартуке станка имеется четыре электромагнитные фрикционные муфты, две из которых используются для управления перемещением каретки в продольном направлении и две — для управления перемещением суппорта в поперечном направлении.
Управление муфтами производится рукояткой крестового переключателя, установленного на фартуке станка, имеющего 5 положений: одно — вертикальное нейтральное и 4 наклонных, соответствующих направлению перемещения суппорта и каретки.
Включение электродвигателя ускоренного хода при любом положении рукоятки переключателя обеспечивается пусковой толчковой кнопкой, встроенной в головку рукоятки крестового переключателя.
Во избежание одновременного включения маточной гайки и электромагнитных муфт, предусмотрен блокировочный конечный выключатель ВКФ, установленный внутри фартука, который обрывает цепь питания муфт при включении маточной гайки.
Для предотвращения пробоя электромагнитных муфт и уменьшения искрообразования на контакте при отключении катушки, предусмотрены разрядные сопротивления R1…R5.
На фартуке станка имеется переключатель режимов работы на три положения, который включает муфты соответственно на:
- токарную работу;
- конусное точение (внутреннее), замыкаемые контакты 53,57(1-2), 55-59(5-6)
- конусное точение (наружное), замыкаемые контакты 53-59(3-9), 55-57(7-2)
Привод охлаждения
Привод охлаждения осуществляется от электронасоса типа ПА-22, 0,12 квт (0,163 л.с.) 2800 об/мин при 50 Гц, 3350 об/мин, при 60 Гц. Пуск и останов электродвигателя осуществляется включением переключателя, установленного на фартуке станка.
Установочный чертеж токарно-винторезного станка 1М63БФ101

Установочный чертеж токарно-винторезного станка 1м63Бф101
Источник