
-
Уже зарегистрированы? Войти
-
Регистрация
Изменение в правилах «Опознайки»
Один объект для опознания — одна тема.
Запрещается размещать групповые фотографии или несколько разных объектов для опознания.
Информация о файле
Паспорт на станки внутришлифовальные универсальные, особо высокой точности модели 3К228А, 3К229А
Производитель внутришлифовального станка 3К228А — Воронежский станкостроительный завод им. 50-летия Ленинского комсомола, ВСЗ, основанный в 1960 году и Саратовский станкостроительный завод им. 60-летия СССР, ССЗ, основанный в 1940 году.
Станки выпускаемые Воронежским станкостроительным заводом, ВСЗ
- 3А228
— станок внутришлифовальный Ø 400 - 3Б724
станок плоскошлифовальный с горизонтальным шпинделем 400 х 2000 - 3Д725
— станок плоскошлифовальный с горизонтальным шпинделем 630 х 2000 - 3Д756
— станок плоскошлифовальный с вертикальным шпинделем Ø 800 - 3Е756
— станок плоскошлифовальный с вертикальным шпинделем Ø 800 - 3К228А
— станок внутришлифовальный универсальный особо высокой точности Ø 400 - 3К228В
— станок внутришлифовальный универсальный высокой точности Ø 400 - 3К229А
— станок внутришлифовальный универсальный особо высокой точности Ø 800 - 65А60Ф1
— станок фрезерный вертикальный бесконсольный с УЦИ630 х 2000
Эксплуатация
При работе на шлифовальных станках нужно соблюдать следующие правила:
- диск и заготовка должны быть установлены плотно, соосно, без свободного вращения;
- уровень биений не должен превышать допустимых значений, указанных в техдокументации;
- обязательно использовать защитные щитки, чтобы предотвратить травматизм оператора;
- перед запуском нужно убедиться в работоспособности защитной системы;
- запрещено касаться руками вращающихся узлов, механизмов, заготовок;
- важно проводить техосмотры, замены повреждённых деталей, выполнять своевременную смазку;
- если предусмотрена система охлаждения, то требуется следить за её исправностью;
- недопустимо использование сильно изношенного круга или повреждённого;
- при обнаружении перегревов выше +600С нужно остановить работу, выяснить причину, устранить её;
- следует за один проход снимать оптимальный по размерам верхний слой, не вызывая перегрузок или сбоев в работе станка.
В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач. Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз.

Кинематическая схема внутришлифовального станка 3к228а

Описание кинематической схемы внутришлифовального станка 3К228А
Универсальный внутришлифовальный станок 3К228А, кинематическая схема которого представлена на рис. 68, предназначен для шлифования цилиндрических и конических, глухих и сквозных отверстий с углом конуса при вершине до 60°. Станок снабжен торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия сразу же после шлифования его отверстия.
На станине расположена бабка изделия, в патроне шпинделя которой зажимают шлифуемую деталь. На продольных направляющих качения станины установлен стол. На поперечных направляющих стола размещена шлифовальная бабка, несущая шпиндель со шлифовальным кругом. Внутри станины смонтирован гидропривод станка. Органы управления станком расположены на передней панели станины. Торцешлифовальное приспособление смонтировано на корпусе передней бабки.
Главное движение осуществляется от электродвигателя 65 через плоскоременную передачу 55 — 56. Шлифовальные шпиндели — сменные, со шкивами диаметром 60-160 мм, чем достигается изменение частоты вращения шлифовального круга.
Круговая подача — вращение шлифуемой детали — производится электродвигателем 7 постоянного тока с бесступенчатым регулированием частоты вращения вала через клиноременную передачу 66 — 67.
Продольная подача — возвратно-поступательное движение стола — осуществляется от гидропривода 33 с бесступенчатым регулированием скорости движения. Стол имеет также механизм ручного продольного перемещения. В этом случае от маховичка 18 вращение передается через зубчатые колеса 15 — 68 и 16 — 17 на реечное колесо 14 и рейку 13. Гидравлическое и ручное перемещения стола сблокированы так, что при включении гидропривода ручная подача выключается путем вывода из зацепления с рейкой реечного колеса 14 с помощью блокировочного устройства 35, 21.
Поперечная подача шлифовального круга производится перемещением салазок суппорта шлифовальной бабки винтом 63 от механизма поперечной подачи. Эта подача может быть ручная (непрерывная или дозированная) и автоматическая от гидропривода. Ручная непрерывная подача осуществляется с помощью маховичка 52 через зубчатые колеса 44 — 45 и 61 —43 на винт 63. Дозированная ручная подача достигается путем качания рычага 50 через собачку 36, храповое колесо 47 и зубчатые передачи 44 — 45, 61-43 на винт 63.
Дозированная гидравлическая поперечная подача шлифовального круга осуществляется от гидроцилиндра 51 через храповое устройство 38, 40 на храповое колесо 47 и далее по предыдущей цепи — на винт 63. Заслонкой 37, управляемой кнопкой 55, можно ограничить число зубцов храпового колеса 47, захватываемых собачкой 40, т. е. установить определенную величину дозированной поперечной подачи шлифовального круга, или вообще отключить подачу от гидропривода.
Быстрое поперечное перемещение шлифовальной бабки осуществляется вручную с помощью маховичка 52, через зубчатые колеса 46 — 57, 61—43, и винта 63.
Торцешлифовальное приспособление. Станок оснащен торцешлифовальным приспособлением, позволяющим шлифовать торец детали специальным кругом. Шпиндель этого приспособления вращается от индивидуального электродвигателя 1 через ременную передачу 23 — 24. Наладочное продольное перемещение шлифовального круга достигается вращением маховичка 6 через зубчатую пару 5—4 с внутренним зацеплением и пару 3 — 2. Рабочая (осевая) подача производится при вращении маховичка 29; при этом через червячную пару 25—27 и винтовую пару качения 70 продольно перемещается гильза торцового шпинделя, несущего круг. Хобот 26 имеет три позиции и поворачивается от гидропривода 69 из верхнего нерабочего положения в нижнее рабочее и обратно, а также в положение, при котором осуществляется правка круга.
Механизм колебательного движения стола. В качестве приспособления станку придается механизм колебательного движения стола, который, сообщая ему продольные колебательные движения, заставляет шлифовальный круг совершать осциллирующие движения, способствующие получению менее шероховатой шлифуемой поверхности. Механизм имеет индивидуальный электродвигатель 39, от которого через червячную пару 66 — 58 приводится во вращение регулируемый эксцентрик 59, а от него приходит в колебательное движение рычаг 60, передающий, в свою очередь, качание столу.
Описание
Внутришлифовальные станки разделили на такие группы:
- Внутришлифовальное оборудование, в котором происходят вращения обрабатываемого элемента и шлифовочного диска. Подачи продольного и поперечного типа в данном случае осуществляется передвижением шпинделя или спереди расположенной бабки.
- Внутришлифовальные модели, на которые отделочную деталь (как правило, габаритную) ставят недвижимо, а диск выполняет орбитальное передвижение. Он вращается по окружности собственной оси и по окружности оси отверстия одновременно.

Внутреннее шлифование заготовки
Характеристики производства разделяют эти станки на универсальные машины, автоматы и полуавтоматы.
Универсальные типы (с патронным зажимом). Применяют при работах с коротенькими и длинными отверстиями. Обработка на вариантах конической формы проходит посредством разворота бабки на нужный наклон. Данные станки нашли свое распространение на вспомогательных и главных отделениях производственного предприятия. Они оснащены торцешлифовочным приспособлением, обработка при этом отличается высоким показателем точности по перпендикулярности торца к отверстию.

Схема шлифования внутренней фаски
Полуавтоматы. Их обширно используют для производства большого количества деталей. Такие виды оснащены измерительно-управляющими устройствами, ими в автоматическом режиме контролируют ход шлифовки. Обработка останавливается в тот момент, когда изделие достигает необходимых габаритов.
Автоматы. И центровые и бесцентровые варианты имеют устройство дополнительной загрузки. Оно подает обделываемую заготовку в район шлифовки. Еще здесь есть устройство, назначение которого – это автоматический крепеж, извлечение заготовки и контроль правок диска.
Технические характеристики станка 3К228А
| Наименование параметра | 3К228А | 3К229А |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | А | А |
| Наибольший диаметр устанавливаемого изделия, мм | 400 | 800 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 400 | 630 |
| Наибольшая длина устанавливаемого изделия, мм | 320 | 500 |
| Наименьший и наибольший диаметр шлифуемого отверстия, мм | 50..300 | 100..500 |
| Наибольшая длина шлифования при диаметре шлифования не менее 100 мм, мм | 320 | 500 |
| Наибольшая рекомендуемая длина шлифования при наименьшем диаметре, мм | 125 | 200 |
| Расстояние от оси шпинделя передней бабки до подошвы станины, мм | 1225 | 1300 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 340 | 410 |
| Расстояние от опорного торца фланца шпинделя изделия до торца кронштейна шлифовальной бабки, мм | 1335 | 1570 |
| Расстояние от торца нового круга торцешлифовального приспособления до опорного торца фланца шпинделя, мм | 150..400 | 250..550 |
| Рабочий стол станка | ||
| Наибольшая длина перемещения стола, мм | 800 | 800 |
| Ручное перемещения стола за один оборот маховика, мм | 25 | 25 |
| Скорость перемещения стола при шлифовании, м/мин | 1..7 | 1..7 |
| Скорость перемещения стола при правке круга, м/мин | 0,1..2 | 0,1..2 |
| Скорость перемещения стола при быстром продольном подводе и отводе, м/мин | 10 | 10 |
| Торцешлифовальное приспособление | ||
| Частота вращения торцового шпинделя, 1/мин | 4000 | 4000 |
| Продольное перемещение торцового шлифовального круга наибольшее наладочное, мм | 250 | 250 |
| Продольное перемещение торцового шлифовального круга наибольшее рабочее (тонкое), мм | 4 | 4 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка наладочного перемещения, мм | 27 | 27 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка рабочей (тонкой) подачи, мм | 0,1 | 0,1 |
| Продольное перемещение торцового шлифовального круга на одно деление лимба рабочей (тонкой) подачи, мм | 0,0025 | 0,0025 |
| Шлифовальная бабка | ||
| Частота вращения внутришлифовальных головок, 1/мин | 4500,5300,8200,12000 | 2500,4500,5250,8200 |
| Наибольший диаметр шлифовального круга по ГОСТ 2424-83, мм | 200 х 76 х 63 | 250 х 76 х 63 |
| Наибольшая окружная скорость шлифовального круга, м/с | 35 | 35 |
| Диаметр гильзы внутришлифовальной головки, мм | 125 | 125 |
| Диаметр конца шлифовального шпинделя по ГОСТ 2324-77, мм | 30, 40, 50 | Не менее 45 |
| Поперечное перемещение шлифовальной бабки | ||
| Перемещение за один оборот маховичка — грубое (наладочное), мм | 5 | 5 |
| Перемещение за один оборот маховичка — тонкое, мм | 0,5 | 0,5 |
| Перемещение на одно деление лимба, мм | 0,002 | 0,002 |
| Перемещение на одно качание рычага ручной дозированной подачи, мм | 0,002 | 0,002 |
| Наибольшее наладочное перемещение шлифовальной бабки — назад (на рабочего), мм | 10 | 10 |
| Наибольшее наладочное перемещение шлифовальной бабки — вперед (от рабочего), мм | 80 | 100 |
| Передняя бабка (бабка изделия) | ||
| Условный диаметр конца шпинделя изделия, по ГОСТ 12595-72 | 2-8М | 2-11М |
| Наибольший угол поворота бабки изделия, град | 30 | 30 |
| Наибольший наладочное перемещение бабки изделия — назад (на рабочего), град | 50 | 50 |
| Наибольший наладочное перемещение бабки изделия — вперед (от рабочего), град | 250 | 300 |
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 60..600 | 20..240 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 7,5 | 7,5 |
| Электродвигатель привода торцешлифовального приспособления, кВт | 2,2 | 2,2 |
| Электродвигатель привода изделия (бабки изделия) постоянного тока, кВт | 1,6 | 1,6 |
| Электродвигатель насоса гидросистемы, кВт | 3,0 | 3,0 |
| Электродвигатель фильтра-транспортера, кВт | 0,09 | 0,09 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 |
| Электродвигатель магнитного сепаратора, кВт | 0,09 | 0,09 |
| Общая мощность электродвигателей, кВт | 14,63 | 14,63 |
| Преобразователь тиристорный ЭТ1Е2-10, кВт | 1,3 | 1,3 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 3535 х 1460 х 1870 | 4165 х 1780 х 2000 |
| Масса станка с электрооборудованием и охлаждением, кг | 6400 | 8300 |
Изготовление своими руками
Создание станка своими руками потребует на начальном этапе понять, какими характеристиками он должен обладать, а затем подобрать готовый чертёж или найти готовый подходящий в специальной литературе. Далее нужно создать смету затрат на основе деталировки, оценить необходимость изготовления оригинальных деталей либо закупить готовые аналоги.
Для создания внутришлифовального станка потребуется подготовить следующие компоненты и инструменты:
- станину, являющейся основой конструкции, минимальный размер должен составлять 180х160 мм, конструируется из дерева или стальной плиты;
- основание, создаётся из тонколистовой стали, толщина которой не менее 0,5 мм;
- подобрать подходящий по мощности электродвигатель, проводку, выключатель;
- закупить крепёжные элементы;
- сконструировать из стали направляющие для перемещения станины;
- приобрести ручки для регулировки положения режущего диска относительно заготовки;
- тиски для крепления заготовки;
- шлифовальный диск;
- крепления для шлифовального диска.
Процесс сборки:
- Изготавливается стальная станина. На ней вырезается место под установку площадки с двигателем.
- На нижнюю часть крепится основание.
- С противоположной от двигателя стороны на станину устанавливаются тиски или зажимной барабан для заготовок с креплением на болты. Центрируется положение относительно осевой линии.
- Устанавливаются параллельно салазки, на которые крепится двигатель на специальной платформе.
- На вал двигателя крепится фланец для установки шлифовального диска.
- К платформе двигателя крепится барабан, предназначенный для её смещения относительно закреплённой заготовки.
- Подключается к двигателю проводка, пусковая кнопка.
- Монтируются защитные экраны.
- Станок ставится на место для его эксплуатации, выполняется тестовый запуск. При обнаружении проблем, устраняются неполадки.
Для обеспечения точного перемещения рабочего инструмента относительно обрабатываемой детали необходимо использовать винтовые направляющие. При вращении барабана будет выполняться плавное перемещение диска внутри заготовки.
Предназначение
Станки для внутреннего шлифования позволяют обрабатывать конические или цилиндрические, сквозные или глухие отверстия. Востребованы в отрасли машиностроения, так как их можно применять в производстве следующих изделий:
- зубчатых или гладких валов;
- шариковых либо роликовых подшипников;
- выступов или выемок для вставки уплотнительных колец внутри валов;
- режущих инструментов: фрез, свёрл, насадок, развёрток.
Оборудование позволяет выполнять следующие манипуляции:
- вращение диска вокруг оси относительно неподвижной детали;
- вращения заготовки, диск при этом не вращается;
- обеспечение продольной или поперечной подачи.
Точность
Точность прошлифованного отверстия:
- постоянство диаметра в продольном сечении — 0,003 м
- круглость — 0,0016 мм
- Шероховатость обработанной поверхности Ra = 0,08 мкм.
- Точность прошлифованного торца: плоскостность — 0,003 мм
- Шероховатость обработанной поверхности Ra = 0,32 мкм
Станок внутришлифовальный 3К228 во время приёмки у заказчика в июле 2011 года показал точностные характеристики, значительно превосходящие паспортные. По состоянию на 2014 год к станку нет никаких претензий, станок работает без нареканий. При необходимости мы можем предоставить положительный отзыв по этому станку.
- Станок внутришлифовальный 3К228 в сборе.
- Приставное оборудование:
- Бак охлаждающей жидкости с магнитным сепаратором и фильтром транспортером тонкой очистки.
- Электрошкаф.
- Насосная установка гидросистемы.
- Патрон 3- х кулачковый с планшайбой Æ 315 мм.
- Головки внутришлифовальные (3 типоразмера)
- Торцешлифовальный шпиндель 1 шт.
- Комплект алмазного правящего инструмента.
- Комплект инструмента для обслуживания станка.
- Комплекты эксплуатационной документации.
- Комплект запасных частей на гарантийный срок работы станка.
Срок изготовления внутришлифовального станка 3К228 – 4 месяца с момента перечисления предоплаты, с правом досрочной отгрузки.
Условия приобретения и заказ
Узнать дополнительную информацию про станок внутришлифовальный 3К228, или открыть заказ Вы можете, позвонив нам по телефону в Москве, или по телефону в городе Ярославле. Также Вы можете отправить нам Вашу заявку по электронной почте на адрес: [email protected] Мы с удовольствием поможем Вам с подбором необходимого оборудования!
Заказывая у нас станок внутришлифовальный 3К228, обычно заказчики спрашивают так же:
Глубинное шлифование
Традиционно шлифовка ассоциировалась с небольшими объемами работ по удалению металла и тонкой чистовой обработке. Однако этот процесс также может использоваться для крупномасштабных операций по удалению металла, аналогично измельчению, протяжке.
При таком шлифовании, разработанном в конце 1950-х годов, глубина резания диска достигает 63,5 сантиметра, а скорость заготовки низкая.
Такой тип шлифования может быть экономичным для специальных применений, таких как шлифование профилированных пуансонов, спирально-сверленных канавок и различных сложных деталей из суперсплавов.
Диск выравнивается в соответствии с формой обрабатываемой детали. Хотя обычно достаточно одного прохода, для улучшения качества поверхности может потребоваться второй проход.
Абразивная обработка ленточным транспортером — абразивные материалы с покрытием также используются в качестве ремней для высокоскоростного удаления материала. Ленточное шлифование стало важным производственным процессом, в некоторых случаях заменяющим традиционные операции шлифования, такие как шлифование распределительных валов.
Скорость движения ленты обычно находится в диапазоне от 700 до 1830 метров/мин. Станки для работы с абразивными лентами требуют надлежащей опоры ленты и жесткой конструкции для минимизации вибрации.
Производитель внутришлифовального станка 3К227А, 3К225А — Саратовский станкостроительный завод им. 60-летия СССР, ССЗ, основанный в 1940 году.
Станки, выпускаемые Саратовским станкостроительным заводом
- 3А227, 3А227П
станок внутришлифовальный универсальный Ø 400 - 3К227А, 3К225А
— внутришлифовальный станок универсальный высокой точности Ø 400 - 3К227В
— станок внутришлифовальный универсальный высокой точности Ø 400 - 3К228А
— внутришлифовальный станок универсальный особо высокой точности Ø 400 - 3К228В
— станок внутришлифовальный универсальный высокой точности Ø 400 - 3К229А
— внутришлифовальный станок универсальный особо высокой точности Ø 800 - 3М227ВФ2
станок внутришлифовальный универсальный высокой точности с ЧПУØ 400
Внутришлифовальный станок модели 3К227А
Основная модель внутришлифовального оборудования, выпускаемого отечественным производителем. Паспорта моделей подтверждают их назначение — отделка заготовок объемом 0,3-80 см. Класс точности – П, А и В. На каждом станке есть торцешлифовочное приспособление.

Модель начала выпускаться в восьмидесятых годах. Станок используют для шлифовки цилиндрических, конических глухих и сквозных проемов. Торцешлифовочное устройство дает возможность работать с внешними торцами детали за одну установку. Станки поставляются как на отечественный, так и на зарубежный рынок. Модель отличается высокими показателями качества. Особенности модели 3К227А:
- авто регулировка оборотов детали;
- каленые направляющие;
- возможность обработки внешнего торца с одной установки;
- набор шпинделей;
- поперечная подача для автовозврата стола в начальное положение;
- широкая настройка вращения дисков, шпинделя, поперечной подачи, быстроты движения стола.
Модель, выполненная позднее — 3К228А, обладает теми же характеристиками, однако имеет чуть лучшие параметры и повышенную надежность.
К каждому агрегату прилагается паспорт и руководство по использованию. Паспорт содержит все необходимые данные и характеристики по конкретному оборудованию. Здесь имеется и схема станка.

3К227А Общий вид внутришлифовального станка

Фото внутришлифовального станка 3к227а

Фото внутришлифовального станка 3к227а

Фото внутришлифовального станка 3к227а

Фото внутришлифовального станка 3к227а

Фото внутришлифовального станка 3к227а
3К227А Расположение составных частей внутришлифовального станка

Расположение составных частей внутришлифовального станка 3к227а
Перечень составных частей внутришлифовального станка 3К227А
- 11. Станина
- 12. Коммуникация охлаждения
- 13. Бак эмульсии
- 15а. Бак эмульсии (по заказу)
- 21а. Кожух насосной станции
- 22а. Трубопроводы
- 24а. Панель управления
- 27а. Механизм реверса
- 28д. Встройка золотника
- 31. стол
- 32. Механизм ручного перемещения стола
- 33а. Упор торцевой
- 34. Механизм перемещения кронштейна аппарата правки
- 41. Бабка изделия
- 42. Механизм подачи
- 43. Кожух изделия
- 45. Мост
- 51. Торцешлифовальное приспособление
- 52. Торцовый шпиндель
- 61. Аппарат правки
- 63. Аппарат правки торца круга внутришлифовального шпинделя
- 71. Бабка шлифовальная
- 72. Механизм ограждения шлифовального круга
- 81. Электропривод
- 82. Электрошкаф
- 90. Принадлежности
- 97. Таблицы
- * Стойка пневмошипинделя
- BVUK-60.315 Головка внутришлифовальная n = 20000 об/мин. — 1
- BVUK-70.315 Головка внутришлифовальная n = 18000 об/мин. — 1
- BVUK-80.315 Головка внутришлифовальная n = 12000 об/мин — 1
- BVUK-80.315 Головка внутришлифовальная n = 9000 об/мин — 1
- Установка насосная
- Гидроцилиндр
Расположение органов управления внутришлифовальным станком 3К227А

Расположение органов управления внутришлифовальным станком 3к227а
Перечень органов управления внутришлифовальным станком 3К227А
- Кнопка «Общий стоп»
- Кнопка «ПУСК» гидравлики
- Кнопка «Стоп» внутришлифовального круга
- Кнопка «Пуск» внутришлифовального круга
- Переключатель режима работы «Наладка» или «Работа»
- Сигнальная лампа «Станок включен»
- Потенциометр установки числа оборотов изделия
- Лимб мелкой подачи алмаза на врезание
- * Шкала чисел оборотов пневмошпинделей
- * Регулятор чисел оборотов пневмошпинделей
- Автоматический выключатель ввода напряжения
- Винт тонкой продольной подачи
- Упор рабочий правый
- Неподвижный торцевой упор
- Упор рабочий левый
- Маховик механизма ручного перемещения стола
- Кнопка включения механизма ручного перемещения стола
- Упор правки внутришлифовального круга
- Упор блокировки
- Рукоятка реверса стола
- Рукоятка «Стоп» или «Работа» гидропривода
- Рукоятка крана подачи
- Дроссель скорости стола при правке
- Дроссель скорости стола при шлифовании
- Переключатель поперечной подачи
- Кнопка для включения быстрого или медленного поперечного перемещения шлифовальной бабки от маховика
- Рукоятка дозированной ручной поперечной подачи
- Ручка для установки величины поперечной подачи
- Маховик и лимб для ручного поперечного перемещения шлифовальной бабки или бабки изделия (В зависимости от компоновки станка)
- Рукоятка крепления лимба механизма поперечной подачи
- Квадрат ручного перемещения бабки изделия
- Кнопка взвода куркового устройства для работы с автоматическим отключением поперечной подачи и отводом стола
- Индикатор для точной установки бабки изделия на угол
- Прихваты на бабке изделия
- Квадрат установки бабки изделия
- Маховик продольного наладочного перемещения торцешлифовального приспособления
- Рукоятка подъема и опускания хобота торцешлифовального приспособления
- Кнопка «Пуск» вращения торцешлифовального круга
- Кнопка «Стоп» вращения торцешлифовального круга
- Регулируемый упор поворота хобота торцешлифовального приспособления
- Кран подачи охлаждающей жидкости
- Рукоятка правки торцешлифовального круга
- Маховичок мелкой подачи торцевого круга
- Винт регулировки паузы стола
- Рукоятка реле времени
- Сигнальная лампа «Гидравлика»
- Квадрат перемещения кронштейна аппарата правки
- Переключатель выхаживания
* Для станка 3К225А
Общая компоновка внутришлифовальных станков 3К227А и 3К225А
Станки состоят из узлов, обозначенных на общих видах и перечисленных в перечне.
Компоновка станков видна из общих видов, показывающих расположение основных узлов.
Оба станка 3К227А и 3К225А широко унифицированы. Целый ряд узлов совершенно одинаковый или имеет незначительные отличия. К ним относится механизм поперечной подачи, торцешлифовальное приспособление, аппарат правки, торцевой упор.
Станина станков служит основой для установки и крепления основных узлов станка. В верхней плоскости станин устанавливаются продольные стальные закаленные направляющие: V-образные и плоская, а также имеется ванна для сбора и слива охлаждающей жидкости. В передней нише станин располагается гидроаппаратура управления. Ниша закрыта крышкой, на лицевой стороне которой расположены органы управления станком.
Стол совершает возвратно-поступательное движение от гидроцилиндра. Наладочное перемещение стола производится вручную от маховика ручного перемещения стела, расположенного на передней стороне станины. Реверсирование стола при шлифовании и правке осуществляется упорами, закрепленными на передней стороне и действующими на гидропанель реверса.
Мост устанавливается слева из верхней плоскости станины (см. рис. 7, 8, 9). В станке мод. 3К227А мост имеет поперечные направляющие скольжения, по которым при помощи винта могут при наладке перемещаться салазки, несущие бабку изделия. В станке мод. ЗК225А мост имеет поперечные направляющие качения, на которых при помощи шариковой пары от механизма поперечной подачи перемещаются салазки, несущие бабку изделия.
Бабка изделия (см. рис. 10) посредством червячной пары, звездочки и цепи может поворачиваться на плоскости салазок на угол до 45°, что позволяет шлифовать и конические отверстия. Передней опорой шпинделя является двухрядный роликовый подшипник с коническим отверстием. Задняя опора базируется на сдвоенных подшипниках с предварительным натягом. Сквозное отверстие шпинделя изделия используется дли трубопровода охлаждающей жидкости или для штока механизма зажима изделия при применении спецпатронов. Привод шпинделя изделия с бесступенчатым регулированием скорости вращения осуществляется от электродвигателя постоянного тока через ременную передачу.
Торцешлифовальное приспособление с торцевым шлифовальным шпинделем (см. рис 11, 12, 13, 14, 15) позволяет шлифовать наружный торец изделия с одного установа со шлифованием как цилиндрического, так и конического отверстый.
Поворот кронштейна, несущего торцовый шпиндель в рабочее и нерабочее положение, осуществляется в станке мод. 3К227А, гидравлически при повороте крана 37, в станке мод. 3К227А — вручную за рукоятку 130. Подача торцового шлифовального круга на врезание осуществляется вручную поворотом маховичка 88.
Шлифовальная бабка (см. рис. 16) устанавливается на верхней плоскости стола, имеет поперечные направляющие качения, по которым перемещаются салазки, несущие стойку с внутришлифовальным шпинделем, и электродвигатель, приводящий во вращение шлифовальный круг через плоскоременную передачу.
В станке мод. 3К227А стойка с пневмошпинделем устанавливается непосредственно на столе станка и не имеет поперечного перемещения.
Пульт питания пневмошпинделя устанавливается справа на торце станины.
Механизм поперечной подачи (см. рис. 17), устанавливаемый на передней части шлифовальной бабки в станке мод. 3К227А на передней части моста в станке мод. 3К227А, обеспечивает поперечное перемещение шлифовального круга в станке мод. 3К227А и изделия в станке мод. 3К225А.
Наладочное перемещение осуществляется от маховика 29, дозированная подача — от рукоятки 27 и механическая прерывистая подача на каждый двойной ход стола от цилиндра 113.
В механизме поперечной подачи имеется устройство 32 для автоматического отключения подачи и отвода стола в исходное положение после снятия установленной величины припуска.
Торцевой упор, устанавливаемый на станине и столе станков, предназначен для продольной подачи стола на врезание при шлифовании внутреннего торца изделия торцом внутришлифовального круга. Тонкая продольная подача вручную осуществляется поворотом лимба.
Бак для охлаждающей жидкости с электронасосом, магнитным сепаратором и фильтром-транспортером устанавливается слева от станины станков и служит для очистки охлаждающей жидкости от шлама.
Насосная станция гидропривода, электрошкаф с электроаппаратурой устанавливаются сзади станины станков.
Что представляют собой станки?
Данное оборудование делится на группы:
- Агрегаты с вращением обрабатываемого элемента и шлифовочного диска. Продольная и поперечная подача осуществляется передвижением шпинделя или бабки, расположенной в передней части.
- Деталь ставится недвижимо, а диск производит орбитальное передвижение. Он вращается по собственной оси и по оси отверстия одновременно.

По типу производства станки разделяют на универсальные, автоматы и полуавтоматы.
Универсальные агрегаты, имеющие патронный зажим. Применяются для работ с короткими и длинными отверстиями. Обработка на заготовках конической формы ведется с помощью разворота бабки на нужный угол. Такие станки получили большое распространение на вспомогательных и главных отделениях производственных цехов. Они оснащаются торцешлифовочным приспособлением. Это позволяет сделать обработку качественной, с высоким уровнем точности, перпендикулярно торцу к отверстию.

Полуавтоматы. Широко используются для производства разнообразных деталей. Они оснащены измерительно-управляющими устройствами, контролирующими ход шлифовки. Обработка останавливается, когда изделие достигает необходимых габаритов.
Автоматы. Центровые и бесцентровые модели имеют устройство дополнительной загрузки. Оно подает заготовку в район шлифовки. Также имеется устройство, назначение которого – автоматический крепеж, извлечение заготовки и контроль правок диска.
3К227А Схема электрическая принципиальная шлифовального станка

Электрическая схема внутришлифовального станка 3к227а

Электрическая схема внутришлифовального станка 3к227а

3К227А Размещение электрооборудования на шлифовальном станке

Размещение электрооборудования на шлифовальном станке 3к227а

Размещение электрооборудования на шлифовальном станке 3к227а

металлорежущий станок для внутренней шлифовки
https://smac.en.alibaba.com/product/60215825376-50021672/the_hot_sale_and_low_price_low_cost_side_end_milling_machine_GL_1000C_of_china_of_SMAC.html?spm=a2700.icbuShop.41413.13.101a769aHFbpsS внутренняя цилиндрическая шлифовальный станок

внутренняя цилиндрическая шлифовка станок
1. Высокая точность положения: наиболее подходит для обработки таких деталей, как штампы, сверления или растачивания
приспособлений и приспособлений
2.более широкий диапазон применения: сверление, растачивание, фрезерование средней нагрузки, скрайбирование, масштабирование и измерение — все в порядке
3. Различные размеры стола: три стандартных размеров и намного больше размеров, как ваше требование
Краткие данные
Внутренняя круглошлифовальная машина
1. Ваш запрос будет отвечен в течение 24 часов.Более 20 лет опыта нашей отрасли в сфере производства технологий.
3. Предоставить бесплатные запасные части и сервис в течение одного года после гарантии
4. Техническая поддержка Обеспечить видеосъемку для обучения
5. Профессиональная команда послепродажного обслуживания
6. Дайте разумные предложения с лучшим качеством

1. Принимайте L / C, T / T, D / A, D / Pтип платежей. 2. По техническим вопросам, пожалуйста, свяжитесь с нашим R & D. 3. Любой вопрос, позвоните нам или отправьте электронное письмо, мы сделаем все возможное, чтобы удовлетворить вас.
,
Технические характеристики станка 3К227А
| Наименование параметра | 3К227А | 3К225А |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | А | А |
| Наибольший диаметр устанавливаемого изделия, мм | 400 | 200 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 250 | 100 |
| Наибольшая длина устанавливаемого изделия, мм | 125 | 50 |
| Наименьший и наибольший диаметр шлифуемого отверстия, мм | 20..160 | 3..50 |
| Наибольшая длина шлифования при диаметре шлифования не менее 100 мм, мм | 125 | 50 |
| Расстояние от оси шпинделя передней бабки до подошвы станины, мм | 1200 | 1100 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 275 | 410 |
| Расстояние от опорного торца фланца шпинделя изделия до торца кронштейна шлифовальной бабки, мм | 880 | 580 |
| Расстояние от торца нового круга торцешлифовального приспособления до опорного торца фланца шпинделя, мм | 120..260 | 80..160 |
| Рабочий стол станка | ||
| Наибольшая длина перемещения стола, мм | 450 | 320 |
| Ручное перемещения стола за один оборот маховика, мм | 19 | 19 |
| Скорость перемещения стола при шлифовании, м/мин | 1..7 | 1..7 |
| Скорость перемещения стола при правке круга, м/мин | 0,1..2 | 0,1..2 |
| Скорость перемещения стола при быстром продольном подводе и отводе, м/мин | 10 | 10 |
| Шлифовальная бабка | ||
| Частота вращения шпинделя внутришлифовальной головки, 1/мин | 7200, 9000, 12000, 18000, 22000 | — |
| Частота вращения пневмошпинделя внутришлифовальной головки А20/40, 1/мин | — | 20000..40000 |
| Наибольший диаметр шлифовального круга по ГОСТ 2424-83, мм | пп20..80 | пп3..25 |
| Наибольший высота шлифовального круга по ГОСТ 2424-83, мм | 20..50 | 8..25 |
| Диаметр отверстия шлифовального круга по ГОСТ 2424-83, мм | 6..20 | 1..6 |
| Поперечное перемещение шлифовальной бабки (для станка 3к225 — бабка изделия) | ||
| Перемещение за один оборот маховичка — грубое (наладочное), мм | 2,5 | 2,5 |
| Перемещение за один оборот маховичка — тонкое, мм | 0,25 | 0,25 |
| Перемещение на одно деление лимба, мм | 0,001 | 0,001 |
| Перемещение на одно качание рычага ручной дозированной подачи, мм | 0,001 | 0,001 |
| Наибольшее наладочное перемещение шлифовальной бабки — назад (на рабочего), мм | 10 | — |
| Наибольшее наладочное перемещение шлифовальной бабки — вперед (от рабочего), мм | 50 | — |
| Величины поперечной подачи шлифовальной бабки на сторону, мм/дв.ход | 0,001; 0,002; 0,003; 0,004; 0,005; 0,006 | |
| Передняя бабка (бабка изделия, шпиндель изделия) | ||
| Наибольший угол поворота бабки изделия, град | 45 | 45 |
| Наибольший наладочное перемещение бабки изделия — назад (на рабочего), град | 30 | 20 |
| Наибольший наладочное перемещение бабки изделия — вперед (от рабочего), град | 120 | 100 |
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 60..1200 | 280..2000 |
| Торцешлифовальное приспособление | ||
| Частота вращения торцового шпинделя, 1/мин | 5600 | 11500 |
| Продольное перемещение торцового шлифовального круга наибольшее наладочное, мм | 160 | 80 |
| Продольное перемещение торцового шлифовального круга наибольшее рабочее (тонкое), мм | 4 | 4 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка наладочного перемещения, мм | 27 | 27 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка рабочей (тонкой) подачи, мм | 0,1 | 0,1 |
| Продольное перемещение торцового шлифовального круга на одно деление лимба рабочей (тонкой) подачи, мм | 0,0025 | 0,0025 |
| Размеры торцешлифовального круга, мм | ЧШ100 х 50 х 20 | ЧШ50 х 32 х 13 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | 6 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 4 | — |
| Электрошпиндель шлифовальной бабки ШК24/1,1, кВт | — | 1,1 |
| Электрошпиндель шлифовальной бабки ШК48/0,8, кВт | — | 0,8 |
| Электрошпиндель шлифовальной бабки ШК96/0,4, кВт | — | 0,4 |
| Электродвигатель привода торцешлифовального приспособления, кВт | 1,5 | 0,55 |
| Электродвигатель привода изделия (бабки изделия) постоянного тока, кВт | 1,2 | 0,76 |
| Электродвигатель насоса гидросистемы, кВт | 3,0 | 2,2 |
| Электродвигатель фильтра-транспортера, кВт | 0,09 | 0,09 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 |
| Электродвигатель магнитного сепаратора, кВт | 0,09 | 0,09 |
| Общая мощность электродвигателей, кВт | 10,0 | 3,84 |
| Привод с магнитным усилителем ПМУ5М4У4, кВт | — | 0,7 |
| Привод с магнитным усилителем ЭТ1Е2-9УХП4, кВт | 1,0 | — |
| Количество преобразовательных агрегатов | 1 | 2 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2885 х 1900 х 1750 | 2295 х 1800 х 1750 |
| Масса станка с электрооборудованием и охлаждением, кг | 4400 | 2900 |
Cnc меля внутренняя меля для внутренней мельницы
https://smac.en.alibaba.com/product/60223467901-201448128/SMAC_advanced_and_well_selling_Straight_Knife_Grinder.html?spm=a2700.icbuShop.41413.9.163d6fcaapbmMx
Станок для внутренней заточки металла
Описание продукта
Станок для внутренней заточки металла
1. Точность позиционирования: наиболее подходит для обработки таких деталей, как штампы, сверления или растачивания
приспособлений и приспособлений
2.более широкий спектр применения: сверление, растачивание, фрезерование средней нагрузки, скрайбирование, масштабирование и измерение — все в порядке
3. Различные размеры стола: три стандартных размера и многое другое по размеру в соответствии с вашими требованиями
Краткие данные
Станок для внутренней заточки металла

1. Ваш запрос будет отвечен в течение 24 часов
2. Наше производство / компания непрерывно является поставщиком золота на этом веб-сайте Alibaba в течение 6 лет.И наш 209-летний опыт работы в сфере технологий более
3. Предложить бесплатные запчасти и сервис в течение одного года гарантии
4.Технологическая поддержка. Предоставление рабочего видео для обучения
.
5. Профессиональная команда послепродажного обслуживания
6. Дайте разумные предложения с лучшим качеством
Упаковка и доставка
Станок для внутренней заточки металла

1.Принять L / C, T / T, D / A, D / P тип платежей. 2. По техническим вопросам, пожалуйста, свяжитесь с нами. 3. Любой вопрос, позвоните нам или отправьте электронное письмо, мы сделаем все возможное, чтобы удовлетворить вас.
,
1
Паспорт 3182 Универсальный бесцентрово-шлифовальный станок (Витебск)
2
Паспорт 3М153 Круглошлифовальный полуавтомат
3
Паспорт 3М153У Круглошлифовальный станок
4
Паспорт 3Б250 Универсальный внутришлифовальный станок (Саратов)
5
Паспорт 3Л631.01 Точильно-шлифовальный двухсторонний станок (Мукачев)
6
Паспорт ОШ-400 Плоскошлифовальный станок (Орша)
7
Паспорт ВШ-032 Шлифовальный настольный станок (Витебск)
8
Паспорт 3881B Шлифовальный станок для полирования шлифов (Каунас)
9
Паспорт 3Д-12 Универсальный круглошлифовальный станок (Луганск)
10
Паспорт 3В854 Полировально-шлифовальный двухсторонний станок (Дербент)
11
Паспорт 3В852 Полировально-шлифовальный двухсторонний станок (Дербент)
12
Паспорт 3Г-12М Универсальный круглошлифовальный станок
13
Паспорт 332-Б Точильно-шлифовальный станок (Ростов-на-Дону)
14
Паспорт 3Б633 Точильно-шлифовальный станок (Душанбе)
15
Паспорт 3Б854 Полировально-шлифовальный двухсторонний станок
16
Паспорт 3М634 Обдировочно-шлифовальный станок (Саракташ)
17
Паспорт 395М1 Станок оптический профильно-шлифовальный (Ленинград)
18
Паспорт 345А Шлицешлифовальный станок (Москва)
19
Паспорт 3451Б Шлицешлифовальный станок (Москва)
20
Паспорт 5820 Универсальный резьбошлифовальный станок (Москва)
21
Паспорт 5822М Универсальный резьбошлифовальный станок (Москва)
22
Паспорт 5843 Полуавтомат зубошлифовальный с цикловым программным управлением высокой точности
23
Паспорт 5К822В Резьбошлифовальный станок
24
Паспорт МФ66 Станок для вышлифовки канавок у метчиков (Москва)
25
Паспорт BB6 Бесцентрошлифовальный станок (TOS, Чехословакия)
26
Паспорт 3225П Внутришлифовальный станок (Саратов)
27
Паспорт 3А228 Универсальный внутришлифовальный станок (Воронеж)
28
Паспорт 3А229 Универсальный внутришлифовальный станок (Воронеж)
29
Паспорт 3К228В Станок внутришлифовальный универсальный высокой точности
30
Паспорт 3Л722А Станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
31
Паспорт 3Л722В-70 Станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
32
Паспорт 3Л722В-001 Станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
33
Паспорт 3М433У Копировально-шлифовальный станок для перешлифовки распределительных валов (Харьков)
34
Паспорт 3131 Универсальный круглошлифовальный станок
35
Паспорт 3151 Круглошлифовальный станок (Харьков)
36
Паспорт 3161 Круглошлифовальный станок (Харьков)
37
Паспорт 3740 Плоскошлифовальный станок (Москва)
38
Паспорт 312М Универсальный круглошлифовальный станок
39
Паспорт 3А110 Универсальный круглошлифовальный станок высокой точности (Тбилиси)
40
Паспорт 3А151 Круглошлифовальный станок (Харьков)
41
Паспорт 3А164 Круглошлифовальный станок (Харьков)
42
Паспорт 3А164Б Круглошлифовальный станок (Харьков)
43
Паспорт 3Б151 Круглошлифовальный станок (Харьков)
44
Паспорт 3Б161 Круглошлифовальный станок (Харьков)
45
Паспорт 3Е184А Полуавтомат круглошлифовальный бесцентровый
46
Паспорт 3К12 Станок универсальный круглошлифовальный (Ленинакан)
47
Паспорт 3М132 Универсальный круглошлифовальный полуавтомат (Лубны)
48
Паспорт 3М151В Полуавтомат круглошлифовальный высокой точности (Харьков)
49
Паспорт 3М152В Полуавтомат круглошлифовальный высокой точности (Харьков)
50
Паспорт 3М152МВФ2-01 Полуавтомат круглошлифовальный с ЧПУ (Харьков)
51
Паспорт 3М163 Полуавтомат круглошлифовальный повышенной точности (Харьков)
52
Паспорт 3М164 Полуавтомат круглошлифовальный повышенной точности (Харьков)
53
Паспорт 3У10А Станок круглошлифовальный универсальный (Вильнюс)
54
Паспорт 3У10С Станок круглошлифовальный универсальный (Вильнюс)
55
Паспорт 3У10МСФ1 Полуавтомат круглошлифовальный универсальный (Вильнюс)
56
Паспорт 3У12ОА Станок круглошлифовальный универсальный особо высокой точности с двойным поворотом салазок шлифовальной бабки (Вильнюс)
57
Паспорт 3У12УВФ10 Станок универсальный круглошлифовальный
58
Паспорт 3У12ВФ11 Станок универсальный круглошлифовальный
59
Паспорт 3У131В Станок круглошлифовальный универсальный
60
Паспорт 3У132В Станок круглошлифовальный универсальный
61
Паспорт 3У142В Станок круглошлифовальный универсальный
62
Паспорт 3У143 Станок круглошлифовальный универсальный
63
Паспорт 3У144 Станок круглошлифовальный универсальный
64
Паспорт 3701 Плоскошлифовальный станок с горизонтальным шпинделем, крестовым суппортом и прямоугольным столом (Орша)
65
Паспорт 3Б12 Универсальный круглошлифовальный станок
66
Паспорт 3Б71М Универсальный плоскошлифовальный станок повышенной точности с горизонтальным шпинделем и прямоугольным столом (Орша)
67
Паспорт 3Б724 Универсальный плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем (Воронеж)
68
Паспорт 3Г71М Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и прямоугольным столом (Орша)
69
Паспорт 3Д711ВФ1-1 Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем (Орша)
70
Паспорт 3Д722 Станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
71
Паспорт 3Д725 Плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем (Воронеж)
72
Паспорт 3Д733 Плоскошлифовальный станок (Липецк)
73
Паспорт 3Е710В-1 Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем (Орша)
74
Паспорт 3Е711В-1 Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем (Орша)
75
Паспорт 3Е711ВФ1 Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем (Орша)
76
Паспорт 3Е721В-1 Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем (Орша)
77
Паспорт 3Е721ВФ1-1 Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем (Орша)
78
Паспорт 3Е756Л Станок плоскошлифовальный с выдвижным круглым электромагнитным столом и вертикальным шпинделем (Воронеж)
79
Паспорт ЛЗ-269 Станок специальный круглошлифовальный (Санкт-Петербург)
80
Паспорт ОРША-2045 Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем (Орша)
81
Паспорт ПШ-30540 Станок плоскошлифовальный для профильного шлифования
82
Паспорт СПШ-30Т Станок специальный плоскошлифовальный
83
Паспорт SPC-20c Плоскошлифовальный станок с горизонтальной осью шпинделя (Польша)
84
Паспорт SPD-40 Плоскошлифовальный станок с горизонтальной осью шпинделя (Польша)
85
Паспорт 3184 Бесцентрово-шлифовальный станок (Витебск)
86
Паспорт 3М153А Круглошлифовальный полуавтомат
87
Паспорт ВТ3М153А01 Круглошлифовальный станок
88
Паспорт 3Л631 Точильно-шлифовальный двухсторонний станок (Мукачев)
89
Паспорт 3283 Координатно-шлифовальный одностоечный особо точный станок (Каунас)
90
Паспорт ВШ-032-01 Шлифовальный настольный станок (Витебск)
91
Паспорт В-88 Универсальный круглошлифовальный станок
92
Паспорт 3881 Шлифовальный станок для шлифования шлифов (Каунас)
93
Паспорт 3Г-12 Универсальный круглошлифовальный станок (Луганск)
94
Паспорт 3В853 Полировально-шлифовальный двухсторонний станок (Дербент)
95
Паспорт Д961 Обдировочно-шлифовальный станок
96
Паспорт 3Б282 Координатно-шлифовальный станок (Одесса)
97
Паспорт 3Б632 Точильно-шлифовальный станок (Дзержинск)
98
Паспорт 3Б634 Точильно-шлифовальный станок (Киев)
99
Паспорт 3К633 Точильно-шлифовальный станок (Душанбе)
100
Паспорт 395М Оптический профилешлифовальный станок (Ленинград)
101
Паспорт 3951ВФ1У Станок оптический профилешлифовальный (Ленинград)
102
Паспорт 3451 Шлицешлифовальный станок (Москва)
103
Паспорт 3451В Шлицешлифовальный станок (Москва)
104
Паспорт 5821 Универсальный резьбошлифовальный станок (Москва)
105
Паспорт 5А841 Полуавтомат зубошлифовальный с цикловым программным управлением высокой точности
106
Паспорт 5851 Зубошлифовальный станок особо высокой точности (Москва)
107
Паспорт 3Д180 Универсальный бесцентровошлифовальный станок (Витебск)
108
Паспорт МФ63АП Бесцентрошлифовальный станок повышенной точности (Москва)
109
Паспорт 3225 Внутришлифовальный станок (Саратов)
110
Паспорт 3А227 Универсальный внутришлифовальный станок (Саратов)
111
Паспорт 3А228П Универсальный внутришлифовальный станок (Воронеж)
112
Паспорт 3К227В Станок внутришлифовальный универсальный высокой точности (с поперечной подачей шлифовальной бабки) (Саратов)
113
Паспорт 3К229В Станок внутришлифовальный универсальный высокой точности
114
Паспорт 3Л722В Станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
115
Паспорт 3Л722В-80 Станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
116
Паспорт 3Л722В-002 Станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
117
Паспорт 3110М Универсальный круглошлифовальный станок повышенной точности (Тбилиси)
118
Паспорт 3132 Станок универсальный круглошлифовальный (Харьков)
119
Паспорт 3153М Круглошлифовальный станок (Вильнюс, Литва)
120
Паспорт 372Б Плоскошлифовальный станок (Москва)
121
Паспорт 3772В Станок плоскошлифовальный (Москва)
122
Паспорт 3А10П Универсальный круглошлифовальный станок (Ленинград)
123
Паспорт 3А130 Универсальный круглошлифовальный станок
124
Паспорт 3А161 Круглошлифовальный станок (Харьков)
125
Паспорт 3А164А Круглошлифовальный станок (Харьков)
126
Паспорт 3А423 Специальный круглошлифовальный станок для перешлифовки автотракторных коленчатых валов
127
Паспорт 3Б153 Круглошлифовальный полуавтомат (Вильнюс)
128
Паспорт 3Е180В Полуавтомат круглошлифовальный бесцентровый (Витебск)
129
Паспорт 3Е184В Полуавтомат круглошлифовальный бесцентровый
130
Паспорт 3М131 Универсальный круглошлифовальный полуавтомат (Лубны)
131
Паспорт 3М151 Полуавтомат круглошлифовальный повышенной точности (Харьков)
132
Паспорт 3М152 Полуавтомат круглошлифовальный повышенной точности (Харьков)
133
Паспорт 3М152МВФ2 Полуавтомат круглошлифовальный с ЧПУ (Харьков)
134
Паспорт 3М162 Полуавтомат круглошлифовальный повышенной точности (Харьков)
135
Паспорт 3М163В Полуавтомат круглошлифовальный высокой точности (Харьков)
136
Паспорт 3М184 Универсальный круглошлифовальный бесцентровый станок (Витебск)
137
Паспорт 3У10В Станок круглошлифовальный универсальный (Вильнюс)
138
Паспорт 3У10МАФ1 Полуавтомат круглошлифовальный универсальный (Вильнюс)
139
Паспорт 3У12А Полуавтомат круглошлифовальный универсальный особо высокой точности (Вильнюс)
140
Паспорт 3У12УА Станок круглошлифовальный универсальный особо высокой точности (Вильнюс)
141
Паспорт 3У12В Полуавтомат круглошлифовальный универсальный высокой точности (Вильнюс)
142
Паспорт 3У131 Станок круглошлифовальный универсальный
143
Паспорт 3У132 Станок круглошлифовальный универсальный
144
Паспорт 3У142 Станок круглошлифовальный универсальный
145
Паспорт 3У142МВ Полуавтомат круглошлифовальный универсальный (Харьков)
146
Паспорт 3У143МВ Полуавтомат круглошлифовальный универсальный (Харьков)
147
Паспорт 3У144МВ Полуавтомат круглошлифовальный универсальный (Харьков)
148
Паспорт 3711 Плоскошлифовальный станок с горизонтальным шпинделем, крестовым суппортом и прямоугольным столом (Орша)
149
Паспорт 3Б70В Станок плоскошлифовальный для профильного шлифования высокой точности специализированный (Орша)
150
Паспорт 3Б722 Универсальный плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем (Липецк)
151
Паспорт 3Г71 Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и прямоугольным столом (Орша)
152
Паспорт 3Д711АФ10-1 Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем (Орша)
153
Паспорт 3Д711ВФ11 Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем (Орша)
154
Паспорт 3Д724 Плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем (Воронеж)
155
Паспорт 3Д732 Плоскошлифовальный станок (Липецк)
156
Паспорт 3Е710А Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем (Орша)
157
Паспорт 3Е711В Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем (Орша)
158
Паспорт 3Е711АФ1 Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем (Орша)
159
Паспорт 3Е711ВФ2 Полуавтомат плоскошлифовальный с крестовым столом и горизонтальным шпинделем с (ЧПУ) (Орша)
160
Паспорт 3Е721АФ1-1 Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем (Орша)
161
Паспорт 3Е756 Станок плоскошлифовальный с выдвижным круглым электромагнитным столом и вертикальным шпинделем (Воронеж)
162
Паспорт 3Е756Л-1 Полуавтомат плоскошлифовальный с выдвижным круглым электромагнитным столом и вертикальным шпинделем (Воронеж)
163
Паспорт МШ207 Плоскошлифовальный станок (Москва)
164
Паспорт ОРША-2063 Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем (Орша)
165
Паспорт ПШ-30540М Станок специальный плоскошлифовальный (Тула)
166
Паспорт С-827 Плоскошлифовальный станок повышенной точности (Воронеж)
167
Паспорт SPD-30b Плоскошлифовальный станок с горизонтальной осью шпинделя (Польша)
168
Паспорт 371М-1 Плоскошлифовальный станок (Витебск)
169
Паспорт BPH20N Горизонтальный-плоскошлифовальный станок (TOS)
170
Паспорт 3Д756 Плоскошлифовальный станок
171
Паспорт 3П756Л Плоскошлифовальный полуавтомат
172
Паспорт 3У132М Станок круглошлифовальный универсальный (Лубны)
173
Паспорт 3У131М Станок круглошлифовальный универсальный (Лубны)
174
Паспорт 5А893 Зубошлифовальный станок (Москва)
175
Паспорт 5А893С Зубошлифовальный станок (Москва)
176
Паспорт 3У131ВМ Круглошлифовальный универсальный станок (Лубенск)
177
Паспорт 3У133МВ Круглошлифовальный универсальный станок (Лубенск)
178
Паспорт 3У132ВМ Круглошлифовальный универсальный станок (Лубенск)
179
Паспорт M100 Бесцентрово-шлифовальный станок (Италия)
180
Паспорт 3К225А Станок внутришлифовальный универсальный высокой точности
181
Паспорт 3К227А Станок внутришлифовальный универсальный высокой точности
182
Паспорт Ш-149 Круглошлифовальный станок (Чистополь)
183
Паспорт BHU-32A Универсальный круглошлифовальный станок (Чехия)
184
Паспорт BHU-40A Универсальный круглошлифовальный станок (Чехия)
185
Паспорт BHU-50A Универсальный круглошлифовальный станок (Чехия)
186
Паспорт BPH-300 Горизонтальный плоскошлифовальный станок (TOS)
187
Паспорт 3Б852 Полировально-шлифовальный двухсторонний станок
188
Паспорт НС-251 Точильно-шлифовальный станок для обработки фасок (Москва)
189
Паспорт 5К821В Универсальный резьбошлифовальный станок
190
Паспорт ВШ-80 Станок двухсторонний торцешлифовальный (Витебск)
191
Паспорт 3В423 Круглошлифовальный станок для перешлифовки шеек коленчатых валов (Лубны)
192
Паспорт 332А Точильно-шлифовальный станок
193
Паспорт 47ШМ Плоскошлифовальный станок
194
Куплю паспорт станка и документацию
195
Паспорт точильно шлифовальных станков
196
Круглошлифовальный станок паспорта и руководства из архива
197
Шлифовальный станок руководство и полный техпаспорт
198
Руководство по эксплуатации шлифовального станка
199
Документация и паспорта шлифовальных станков
200
Технические документы и паспорт плоскошлифовального станка
201
Паспорт внутришлифовальный станок и руководство
202
Паспорт 3Д711АФ11 Плоскошлифовальный станок с крестовым столом и горизонтальным шпинделем (Орша)
203
Паспорт 3Д721АФ11-1 Плоскошлифовальный станок с крестовым столом и горизонтальным шпинделем (Орша)
204
Паспорт 3К631 Точильно-шлифовальный станок (Мукачев)
205
Паспорт 3Б631 Точильно-шлифовальный станок (Мукачев)


Ваша заявка успешно отправлена !
Ваш запрос информации на паспорт
успешно отправлен
в офис нашей компании.
В ближайшее время, эта заявка будет передана первому свободному менеджеру,
который обработает ее, подберет для вас лучшие варианты и вышлет полную информацию
на указанный вами адрес электронной почты:
После получения ответа, вы сможете по эл.почте или по телефону, обсудить с
менеджером все условия и подробности интересующие вас.
Ответ на заявку займет от 3 до 6 часов
Сейчас выходной день
и офис работает по сокращенному режиму, ответ займет
некоторое время
Если вы не получите ответ более чем через
8 часов, это означает что по каким то причинам,
он не доходит до вас. Сделайте заявку повторно или позвоните в наш офис.
Ожидайте пожалуйста ответа. Спасибо за вашу заявку!
Внутришлифовальные станки
Внутреннее шлифование – это основной способ чистового вида обработки отверстий. Такая обработка деталей выполняется с задействованием абразивного круга.
Особенность внутренней шлифовки заключается в возможности исправить осевой увод отверстия, который появляется во время предыдущих операций.
Внутреннее шлифование
Данная обработка используется для разных отверстий: цилиндрических, конических, глухих и сквозных.
Внутреннее шлифование обширно применяют в различных областях машиностроения. В частности такая обработка практикуется при работе:
- с гладкими и шлицевыми колесами зубчатого вида;
- с шарикоподшипниками и роликоподшипниками (в частности с их внутренними кольцами);
- с роликовыми дорожками на внешних кольцах роликовых подшипников;
- с разным инструментарием для резки (сюда включены: шеверы, фрезы, насадные развертки).
При этом шлифовании используется шлифовка с продольной подачей и врезанием. Во время процесса происходят такие движения:
- вращения шлифовального диска;
- вращения заготовки (кругообразная подача);
- подача продольного и поперечного типа.
Внутришлифовальный станок отнесли к разряду оборудования, на котором воспроизводиться обработка деталей с незначительными отклонениями от формы и габаритов, с легкой шероховатостью поверхности. Характеристики, которые указывает паспорт, показывают его высокие производительные возможности. Также паспорт имеет полное описание конкретного оборудования.
Описание
Внутришлифовальные станки разделили на такие группы:
- Внутришлифовальное оборудование, в котором происходят вращения обрабатываемого элемента и шлифовочного диска. Подачи продольного и поперечного типа в данном случае осуществляется передвижением шпинделя или спереди расположенной бабки.
- Внутришлифовальные модели, на которые отделочную деталь (как правило, габаритную) ставят недвижимо, а диск выполняет орбитальное передвижение. Он вращается по окружности собственной оси и по окружности оси отверстия одновременно.
Внутреннее шлифование заготовки
Характеристики производства разделяют эти станки на универсальные машины, автоматы и полуавтоматы.
Универсальные типы (с патронным зажимом). Применяют при работах с коротенькими и длинными отверстиями. Обработка на вариантах конической формы проходит посредством разворота бабки на нужный наклон. Данные станки нашли свое распространение на вспомогательных и главных отделениях производственного предприятия. Они оснащены торцешлифовочным приспособлением, обработка при этом отличается высоким показателем точности по перпендикулярности торца к отверстию.
Схема шлифования внутренней фаски
Полуавтоматы. Их обширно используют для производства большого количества деталей. Такие виды оснащены измерительно-управляющими устройствами, ими в автоматическом режиме контролируют ход шлифовки. Обработка останавливается в тот момент, когда изделие достигает необходимых габаритов.
Автоматы. И центровые и бесцентровые варианты имеют устройство дополнительной загрузки. Оно подает обделываемую заготовку в район шлифовки. Еще здесь есть устройство, назначение которого – это автоматический крепеж, извлечение заготовки и контроль правок диска.
Внутришлифовальный станок модели 3К227А
Основой ряда внутришлифовального оборудования, выпускаемого отечественным производителем, стали станки линейки 3К. Паспорт этих моделей подтверждает их назначение для отделки заготовок с объемом от 0,3 до 80 см. Класс точности – П, А и В. На каждом таком станке есть торцешлифовочное приспособление.
Внутришлифовальный станок 3К722А
Модель 3К227А стали выпускать в восьмидесятых годах. Станок 3К227А используют для шлифовки цилиндрических, конических глухих и сквозных проемов. Агрегат 3К227А с торцешлифовочным устройством дает возможность обделать внешние торцы детали за период одной установки. Эти товары поставляют в отечественные магазины и зарубежные. Модель 3К227А отличается высочайшим показателем качества. О станке 3К227А пользователи оставляют только положительные отзывы.
Особенности модели 3К227А:
- электрорегулировка численности оборотов детали;
- оснащение каленными направляющими;
- возможность шлифовки внешнего торца с одной установки;
- оснащение набором шпинделей;
- оснастка поперечной подачей для автовозврата стола в начальное расположение;
- широкий спектр вращения шлифовочных дисков, шпинделя, поперечной подачи, быстроты передвижения стола.
Скачать паспорт шлифовального станка 3К227А
К каждому внутришлифовальному агрегату прилагается паспорт и руководство по использованию. Паспорт имеет все необходимые данные и технические характеристики по конкретно взятому виду. Здесь имеются детальные технические характеристики, устройство и схема станка.
Гидравлическая схема внутришлифовального станка 3К227А Электрическая схема внутришлифовального станка 3К227А Технические характеристики внутришлифовального станка 3К227А
Перед работой рекомендуют внимательно изучить паспорт, технические характеристики и устройство. Использовать внутришлифовальные агрегаты можно только в соответствии к рекомендациям изготовителей. Иначе оборудование не будет надежно работать и может нанести серьезные травмы человеку.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Описание
Внутришлифовальные станки разделили на такие группы:
- Внутришлифовальное оборудование, в котором происходят вращения обрабатываемого элемента и шлифовочного диска. Подачи продольного и поперечного типа в данном случае осуществляется передвижением шпинделя или спереди расположенной бабки.
- Внутришлифовальные модели, на которые отделочную деталь (как правило, габаритную) ставят недвижимо, а диск выполняет орбитальное передвижение. Он вращается по окружности собственной оси и по окружности оси отверстия одновременно.

Внутреннее шлифование заготовки
Характеристики производства разделяют эти станки на универсальные машины, автоматы и полуавтоматы.
Универсальные типы (с патронным зажимом). Применяют при работах с коротенькими и длинными отверстиями. Обработка на вариантах конической формы проходит посредством разворота бабки на нужный наклон. Данные станки нашли свое распространение на вспомогательных и главных отделениях производственного предприятия. Они оснащены торцешлифовочным приспособлением, обработка при этом отличается высоким показателем точности по перпендикулярности торца к отверстию.

Схема шлифования внутренней фаски
Полуавтоматы. Их обширно используют для производства большого количества деталей. Такие виды оснащены измерительно-управляющими устройствами, ими в автоматическом режиме контролируют ход шлифовки. Обработка останавливается в тот момент, когда изделие достигает необходимых габаритов.
Автоматы. И центровые и бесцентровые варианты имеют устройство дополнительной загрузки. Оно подает обделываемую заготовку в район шлифовки. Еще здесь есть устройство, назначение которого – это автоматический крепеж, извлечение заготовки и контроль правок диска.
Купить этот станок без посредников:
Технические характеристики:
Станки модели 3к227а предназначены для шлифования цилиндрических и конических, глухих и сквозных отверстий, внутренних и наружных торцев
Наименьший и наибольший диаметр, шлифуемых отверстий, мм 20-150 Наибольшая длина шлифования(при наибольшем диаметре отверстия), мм 125 Наружный диаметр обрабатываемого изделия, устанавливаемого на станке, мм: без кожуха 400 в кожухе 250 Наибольший угол поворота бабки изделия (при шлифовании конусных отверстий), град. 45 Поперечное перемещение бабки изделия (ручное) за один оборот маховика, мм: грубое (наладочное) 2,5 тонкое 0,25 на одно деление лимба 0,001 от рычага дозированной подачи 0,001 Скорость движения стола, м/мин: при правке круга 0,1-2 при шлифовании 1-7 при быстром продольном подводе и отводе 10 Наибольший ход стола, мм 450 Пределы числа оборотов шпинделя изделия (регулировка бесступенчатая), об/мин 60-1000 Число оборотов внутришлифовальных шпинделей, об/мин 9000,12000, 18000,24000 Число оборотов торцевого шпинделя, об/мин 5600 Общая мощность всех электродвигателей (без преобразовательных агрегатов), кВт 8,42 Требуемая площадь для станка с баком гидросистемы, баком эмульсии, электрошкафом (длина X ширина), мм 2815×1900 Общий вес станка (с электрошкафом, баком эмульсии и гидронасосной станцией), кг 4050 Габариты станка, мм Длина 2500 Ширина 1470 Высота 1560
Купить этот станок без посредников:
mashinform.ru
Внутришлифовальный станок 3К227А
Внутришлифовальный станок 3К227А используется в различных отраслях промышленности при работе глухими и сквозными отверстиями конической и цилиндрической формы. В качестве инструмента для заготовок из металла или других материалов применяют абразивный круг.
Особенности конструкции
- роликовые направляющие и винтовая передача качения обеспечивают плавное и точное перемещение шлифовальной бабки
- специальное устройство позволяет обрабатывать торец и отверстие за одну установку
- широкий диапазон бесступенчатого регулирования вращения заготовки
- принудительная система смазки всех механизмов и узлов станка
- устройство очистки охлаждающей жидкости от загрязнений и примесей
| Технические характеристики | 3К227А |
| Класс точности — ГОСТ 8-82 | В |
| Диаметр отверстия, мм | 20-200 |
| Наибольшая длина шлифования, мм | 200 |
| Наибольший диаметр устанавливаемой детали, мм | 400 |
| Угол поворота бабки, град | 45 |
| Наибольший продольный ход стола, мм | 560 |
| Скорость движения стола, м/мин | |
| при правке круга | 0,1-2 |
| при шлифовании | 1-7 |
| при быстром подводе и отводе | 10 |
| Частота вращения внутришлифовального шпинделя, об/мин | 5000-28000 / 48000-96000 |
| Поперечное перемещение бабки изделия за один оборот маховика, мм | |
| тонкое | 0,25 |
| грубое | 2,5 |
| на одно деление лимба | 0,001 |
| от рычага дозированной подачи | 0,001 |
| Параметры поперечной подачи на сторону, мм/дв.ход | 0,001/0,002/0,003/0,004/0,005/0,006 |
| Количество оборотов шпинделя изделия, об/мин | 60-1200 |
| Частота вращения торцевого шпинделя, об/мин | 5600 |
| Суммарная мощность двигателей, кВт | 9,2 |
| Габариты станка, мм | 2885 х 1900 х 1750 |
| Масса, кг | 4500 |
Точность
- шероховатость поверхности торца — 0,32мкм
- шероховатость поверхности отверстия — 0,16 мкм
- постоянство диаметра отверстия — 2 мкм
- круглость отверстия — 1 мкм
- плоскостность торцевой поверхности — 3 мкм
Комплектность и оснащение
| Базовая | Дополнительная |
|
|
Условия поставки и оплаты
Узнать стоимость и дополнительные параметры на внутришлифовальный станок 3К227А можно по номеру телефона: +7(4852) 66-40-25 , сделать запрос на электронный адрес: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. или через форму заказа на сайте. Производим транспортировку оборудования до места назначения. Гарантия на станок внутришлифовальный модели 3К227А составляет 12 месяцев.
Внутришлифовальные 3К227, 3К228, 3К229
Станок предназначен для шлифования цилиндрических и конических, сквозных и глухих отверстий диаметром от 20 до 150 мм, длиной до 125 мм при наибольшем диаметре шлифуемого отверстия, с углом конуса при вершине до 90°.
Станок снабжен торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифованием отверстия.Область применения станков — машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные заводы и цехи.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Наименьший и наибольший диаметр, шлифуемых отверстий, мм | 20-150 |
| Наибольшая длина шлифования (при наибольшем диаметре отверстия), мм | 125 |
| Наибольший диаметр устанавливаемого изделия, мм: | 400 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 250 |
| Наибольший угол поворота бабки изделия (при шлифовании конусных отверстий), град. | 45 |
| Поперечное перемещение шлифовальной бабки (ручное) за один оборот маховика, мм: | |
| грубое (наладочное) | 2,5 |
| тонкое | 0,25 |
| на одно деление лимба | 0,001 |
| от рычага дозированной подачи | 0,001 |
| Величина автоматической поперечной подачи на сторону, мм/дв.ход. | 0,001; 0,002; 0,003; 0,004; 0,005; 0,006 |
| Скорость движения стола, м/мин: | |
| при правке круга | 0,1-2 |
| при шлифовании | 1-7 |
| при быстром продольном подводе и отводе | 10 |
| Наибольший ход стола, мм | 450 |
| Пределы числа оборотов шпинделя изделия (регулировка бесступенчатая), об/мин | 60-1200 |
| Число оборотов внутришлифовальных шпинделей, об/мин | 5000-28000 |
| Число оборотов торцевого шпинделя, об/мин | 5600 |
| Общая мощность всех электродвигателей (без преобразовательных агрегатов), кВт | 9,23 |
| Размеры станка в плане с баком гидросистемы, баком эмульсии, электрошкафом, мм | |
| длина | 2815 |
| ширина | 1900 |
| Масса станка с приставным оборудованием, кг | 4300 |
Точность и чистота обрабатываемой поверхности:
| 3К227ВМ | 3К227АМ | |
| Постоянство диаметра отверстия, мкм | 3,0 | 2,0 |
| Круглость отверстия, мкм, не более | 1,6 | 1,0 |
| Плоскостность торцевой поверхности, мкм | 4,0 | 3,0 |
| Шероховатость поверхности Ra | ||
| отверстия, мкм | 0,32 | 0,16 |
| оторца, мкм | 0,63 | 0,32 |
ВНУТРИШЛИФОВАЛЬНЫЕ СТАНКИ ОСОБОВЫСОКОЙ ТОЧНОСТИ 3К228, 3К229
Станки предназначены для шлифования цилиндрических и конических (с углом при вершине до 60°) сквозных и глухих отверстий: для станка модели ЗК228А диаметр 50—300 мм, длина до 320 мм; для станка модели ЗК229А диаметр 100—500 мм, длина до 500 мм.
Станки снабжены торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифовкой отверстия.
Показатель точности обработки образца-изделия:
- постоянство диаметра в продольном сечении 3 мкм
- круглость 1,6 мкм
Шероховатость поверхности образца-изделия, не более:
- цилиндрической внутренней Ra 0,080 мкм
- плоской торцовой На 0,32 мкм
Станки имеют следующие конструктивные особенности:
- Роликовые направляющие качения со стальными закаленными планками для поперечного перемещения шлифовальной бабки вместе с конечным звеном – шариковой винтовой парой (передача винт-гайка качения) – обеспечивают минимальные перемещения с высокой точностью.
- Бесступенчатое регулирование числа оборотов шпинделя бабки изделия
- Конструкция бабки изделия позволяет устанавливать пневматическое или рычажное устройство и различные патроны для крепления изделий.
- Магнитный сепаратор и фильтр-транспортер обеспечивают высокое качество тонкой очистки охлаждающей жидкости, что повышает качество обработанной поверхности.
- Автоматическая поперечная подача
- Автоматическое прекращение поперечной подачи после снятия установленного (чернового) припуска дает возможность оператору одновременно управлять несколькими станками.
- Автоматическая система смазки
- Приспособление для шлифования торцов изделий позволяет обрабатывать на станках отверстия и торец за одну установку изделия.
- Для уменьшения нагревания станины и исключения передачи вибрации станку гидропривод установлен отдельно от станка и соединен с ним гибким шлангом.
- Ускоренное наладочное поперечное перемещение шлифовальной бабки сокращает вспомогательное время при переналадке станков.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Наименование параметра | 3К228А | 3К229А |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | А | А |
| Наибольший диаметр устанавливаемого изделия, мм | 400 | 800 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 400 | 630 |
| Наибольшая длина устанавливаемого изделия, мм | 320 | 500 |
| Наименьший и наибольший диаметр шлифуемого отверстия, мм | 50..300 | 100..500 |
| Наибольшая длина шлифования при диаметре шлифования не менее 100 мм, мм | 320 | 500 |
| Наибольшая рекомендуемая длина шлифования при наименьшем диаметре, мм | 125 | 200 |
| Расстояние от оси шпинделя передней бабки до подошвы станины, мм | 1225 | 1300 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 340 | 410 |
| Расстояние от опорного торца фланца шпинделя изделия до торца кронштейна шлифовальной бабки, мм | 1335 | 1570 |
| Расстояние от торца нового круга торцешлифовального приспособления до опорного торца фланца шпинделя, мм | 150..400 | 250..550 |
| Рабочий стол станка | ||
| Наибольшая длина перемещения стола, мм | 800 | 800 |
| Ручное перемещения стола за один оборот маховика, мм | 25 | 25 |
| Скорость перемещения стола при шлифовании, м/мин | 1..7 | 1..7 |
| Скорость перемещения стола при правке круга, м/мин | 0,1..2 | 0,1..2 |
| Скорость перемещения стола при быстром продольном подводе и отводе, м/мин | 10 | 10 |
| Торцешлифовальное приспособление | ||
| Частота вращения торцового шпинделя, 1/мин | 4000 | 4000 |
| Продольное перемещение торцового шлифовального круга наибольшее наладочное, мм | 250 | 250 |
| Продольное перемещение торцового шлифовального круга наибольшее рабочее (тонкое), мм | 4 | 4 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка наладочного перемещения, мм | 27 | 27 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка рабочей (тонкой) подачи, мм | 0,1 | 0,1 |
| Продольное перемещение торцового шлифовального круга на одно деление лимба рабочей (тонкой) подачи, мм | 0,0025 | 0,0025 |
| Шлифовальная бабка | ||
| Частота вращения внутришлифовальных головок, 1/мин | 4500,5300,8200,12000 | 2500,4500,5250,8200 |
| Наибольший диаметр шлифовального круга по ГОСТ 2424-83, мм | 200 х 76 х 63 | 250 х 76 х 63 |
| Наибольшая окружная скорость шлифовального круга, м/с | 35 | 35 |
| Диаметр гильзы внутришлифовальной головки, мм | 125 | 125 |
| Диаметр конца шлифовального шпинделя по ГОСТ 2324-77, мм | 30, 40, 50 | Не менее 45 |
| Поперечное перемещение шлифовальной бабки | ||
| Перемещение за один оборот маховичка — грубое (наладочное), мм | 5 | 5 |
| Перемещение за один оборот маховичка — тонкое, мм | 0,5 | 0,5 |
| Перемещение на одно деление лимба, мм | 0,002 | 0,002 |
| Перемещение на одно качание рычага ручной дозированной подачи, мм | 0,002 | 0,002 |
| Наибольшее наладочное перемещение шлифовальной бабки — назад (на рабочего), мм | 10 | 10 |
| Наибольшее наладочное перемещение шлифовальной бабки — вперед (от рабочего), мм | 80 | 100 |
| Передняя бабка (бабка изделия) | ||
| Условный диаметр конца шпинделя изделия, по ГОСТ 12595-72 | 2-8М | 2-11М |
| Наибольший угол поворота бабки изделия, град | 30 | 30 |
| Наибольший наладочное перемещение бабки изделия — назад (на рабочего), град | 50 | 50 |
| Наибольший наладочное перемещение бабки изделия — вперед (от рабочего), град | 250 | 300 |
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 60..600 | 20..240 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 7,5 | 7,5 |
| Электродвигатель привода торцешлифовального приспособления, кВт | 2,2 | 2,2 |
| Электродвигатель привода изделия (бабки изделия) постоянного тока, кВт | 1,6 | 1,6 |
| Электродвигатель насоса гидросистемы, кВт | 3,0 | 3,0 |
| Электродвигатель фильтра-транспортера, кВт | 0,09 | 0,09 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 |
| Электродвигатель магнитного сепаратора, кВт | 0,09 | 0,09 |
| Общая мощность электродвигателей, кВт | 14,63 | 14,63 |
| Преобразователь тиристорный ЭТ1Е2-10, кВт | 1,3 | 1,3 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 3535 х 1460 х 1870 | 4165 х 1780 х 2000 |
| Масса станка с электрооборудованием и охлаждением, кг | 6400 | 8300 |
stan-mash.ru
Внутришлифовальный станок модели 3К227А
Основой ряда внутришлифовального оборудования, выпускаемого отечественным производителем, стали станки линейки 3К. Паспорт этих моделей подтверждает их назначение для отделки заготовок с объемом от 0,3 до 80 см. Класс точности – П, А и В. На каждом таком станке есть торцешлифовочное приспособление.

Внутришлифовальный станок 3К722А
Модель 3К227А стали выпускать в восьмидесятых годах. Станок 3К227А используют для шлифовки цилиндрических, конических глухих и сквозных проемов. Агрегат 3К227А с торцешлифовочным устройством дает возможность обделать внешние торцы детали за период одной установки. Эти товары поставляют в отечественные магазины и зарубежные. Модель 3К227А отличается высочайшим показателем качества. О станке 3К227А пользователи оставляют только положительные отзывы.
Ваша заявка успешно отправлена !
Ваш запрос информации на паспорт
успешно отправлен
в офис нашей компании.
В ближайшие минуты, эта заявка будет передана первому свободному менеджеру,
который обработает ее, подберет для вас лучшие варианты и вышлет полную информацию
на указанный вами адрес электронной почты:
После получения ответа, вы сможете по эл.почте или по телефону, обсудить с
менеджером все условия и подробности интересующие вас.
Вы получите ответ приблизительно в течении: 10-60 минут.
Сейчас рабочие часы офиса и ответ
вы получите быстро!
Если вы не получите ответ более чем через
3 часа, это означает что по каким то причинам,
он не доходит до вас. Сделайте заявку повторно или позвоните в наш офис.
Ожидайте пожалуйста ответа. Спасибо за вашу заявку!
На чтение 9 мин. Просмотров 2 Опубликовано
Содержание
- 3А228 станок внутришлифовальный универсальный схемы, описание, характеристики
- Сведения о производителе внутришлифовального станка 3А228
- Станки выпускаемые Воронежским станкостроительным заводом, ВСЗ
- 3А228 станок внутришлифовальный универсальный. Назначение и область применения
- Особенности конструкции станка
- 3А228 Общий вид внутришлифовального станка
- Расположение составных частей и органов управления внутришлифовальным станком 3а228
- 3А228 Кинематическая схема внутришлифовального станка
- Описание кинематической схемы внутришлифовального станка 3А228
- Главное движение
- Круговая подача
- Продольная подача
- Поперечная подача шлифовального круга
- Приспособления внутришлифовального станка 3А228
- Торцешлифовальное приспособление
- Механизм колебательного движения стола
- Гидравлическое оборудование станка
- 3А228 станок внутришлифовальный универсальный. Видеоролик.
- Технические характеристики станка 3А228
- Список литературы:
3А228 станок внутришлифовальный универсальный
схемы, описание, характеристики
Сведения о производителе внутришлифовального станка 3А228
Производитель внутришлифовального станка 3А228 — Воронежский станкостроительный завод, основанный в 1960 году.
Станки выпускаемые Воронежским станкостроительным заводом, ВСЗ
3А228 станок внутришлифовальный универсальный. Назначение и область применения
Внутришлифовальный станок 3А228 предназначен для шлифования цилиндрических и конических сквозных и глухих отверстий: для станка модели 3А228 наибольший диаметр шлифуемого отверстия 200 мм, наибольшая длина шлифования 200 мм.
Область применения станков 3А228 — в инструментальных и ремонтных цехах, машиностроительных заводов с мелкосерийным и серийным производством, а также инструментальные и ремонтные цехи этих заводов.
Особенности конструкции станка
На бабке изделия имеется электродвигатель постоянного тока, позволяющий бесступенчато регулировать число оборотов изделия в пределах 85-600 об/мин. Частота вращения шлифовального круга, в зависимости от выбранной пары сменных шкивов, изменяется от 4500 до 14 800 об/мин.
Для крупносерийного производства выпускаются станки с полуавтоматическим циклом, например внутри-шлифовальный полуавтомат 3А229В. На этом станке применена система активного контроля, позволяющая автоматически управлять процессом шлифования до момента готовности детали.
Станки 3А228 снабжены торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифовкой отверстия.
3А228 Общий вид внутришлифовального станка

Фото внутришлифовального станка 3а228

Фото внутришлифовального станка 3а228
Расположение составных частей и органов управления внутришлифовальным станком 3а228
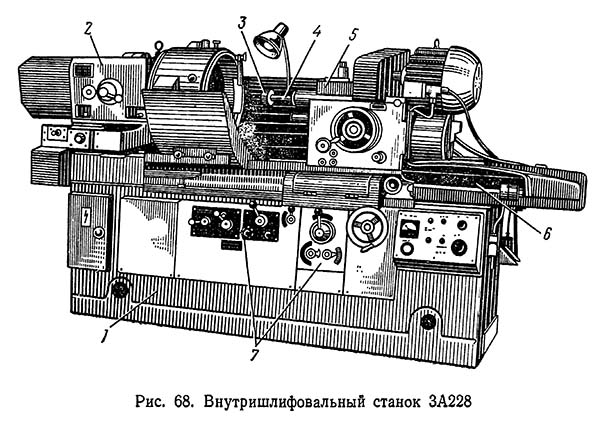
Расположение основных узлов внутришлифовального станка 3а228
На рис. 68 показан внутришлифовальный станок 3А228. Его техническая характеристика:
- наибольшие размеры детали, устанавливаемой на станке, — диаметр 566 мм, длина 320 мм;
- наибольший диаметр шлифуемого отверстия 200 мм;
- наибольшая длина шлифования 200 (320) мм.
На станине 1 расположена бабка изделия 2, в патроне шпинделя которой зажимают шлифуемую деталь. На продольных направляющих качения станины установлен стол 6. На поперечных направляющих стола размещена шлифовальная бабка 5, несущая шпиндель 4 со шлифовальным кругом 3, Внутри станины смонтирован гидропривод станка. Органы управления (7) станком расположены на передней панели станины.
3А228 Кинематическая схема внутришлифовального станка

Кинематическая схема внутришлифовального станка 3а228
Описание кинематической схемы внутришлифовального станка 3А228
Главное движение
Главное движение осуществляется от электродвигателя 18 через плоскоременную передачу. Шлифовальные шпиндели сменные, со шкивами диаметром 45—160 мм. Частота вращения шпинделя изменяется применением сменных шкивов на валу электродвигателя. Для скоростного шлифования отверстий диаметром 50—80 мм станок снабжен специальным скоростным электрошпинделем.
Круговая подача
Круговая подача — вращение шлифуемой детали — производится электродвигателем 6 постоянного тока с бесступенчатым регулированием частоты вращения вала через клиноременную передачу 4—5.
Продольная подача
Продольная подача — возвратно-поступательное движение стола — осуществляется от гидропривода с бесступенчатым регулированием скорости в пределах 0,1—12 м/мин. Стол имеет также наладочное ручное и продольное перемещения. В этом случае от маховика 19 вращение передается через зубчатые колеса 20—27 и 26—21 на реечное колесо 22 и рейку 28. Гидравлическое и ручное перемещения стола сблокированы так, что при включении гидропривода ручная подача выключается путем вывода из зацепления с рейкой реечного колеса 22 с помощью гидроцилиндра блокировки 25.
Тонкая продольная подача стола при шлифовании внутренних и наружных торцов кругом внутришлифовального шпинделя осуществляется вручную. При этом стол усилием гидроцилиндра продольной подачи (на схеме не показан) через откидной кулачок 42 прижимается к специальному торцовому упору, закрепленному на станине, и остается неподвижным, а шлифовальная бабка с продольной микроподачей перемещается вдоль стола влево винтом 31 с помощью маховика 29 и червячной пары 24—23.
Поперечная подача шлифовального круга
Поперечная подача шлифовального круга производится перемещением салазок суппорта шлифовальной бабки винтом 32 от механизма поперечной подачи. Эта подача может быть ручная (непрерывная или дозированная), а также автоматическая от гидропривода. Ручная непрерывная подача осуществляется с помощью маховичка 37 через зубчатые колеса 40 и 30 на винт 32. Дозированная ручная подача достигается путем качания рычага 47 через собачку 48, храповик 46 и зубчатые передачи 44—41, 43—34, 40—30 на винт 32.
Как при ручной непрерывной подаче, так и при дозированной, автоматическая подача от гидропривода должна быть выключена оттягиванием кнопки 36, при этом собачка 35 выходит из зацепления с храповиком 38, и кинематическая цепь от гидроцилиндра с поршнем 45 разрывается.
Автоматическая поперечная подача от гидропривода осуществляется следующим образом. Кнопку 36 надо подать вперед, тогда собачка 35 войдет в зацепление с храповиком 38, и кинематическая цепь от гидропривода восстанавливается. При подаче масла в правую полость гидроцилиндра 45 его поршень-рейка перемещается влево и вращает зубчатые колеса 33 и 39. Колесо 39 через собачку 35, вошедшую в зацепление с храповиком 38, передает вращение зубчатой паре 40—30 и винту 32.
Станок имеет устройство, позволяющее быстро отводить шлифовальный круг от детали при достижении заданного размера шлифуемого отверстия. Это достигается путем подачи масла в цилиндр 16, поршень которого, преодолевая усилие пружины, перемещает винт 32, а с ним и суппорт со шлифовальным кругом. Винт вместе со шлифовальной бабкой может перемещаться в продольном направлении, не размыкаясь с колесом 30, так как связан с последней шлицевым соединением. Величина отвода шлифовального круга устанавливается винтом 17.
Приспособления внутришлифовального станка 3А228
Торцешлифовальное приспособление
Станок может быть оснащен торцешлифовальным приспособлением, позволяющим шлифовать торец детали специальным кругом. Шпиндель этого приспособления вращается от индивидуального электродвигателя 1, через клиноременную передачу 3—15. Наладочное продольное перемещение шлифовального круга достигается вращением маховика 7. Рабочая (осевая) подача производится при вращении маховика 14, при этом через червячную пару 11—13 и винтовую пару 12 продольно перемещается гильза торцового шпинделя, несущего круг. Хобот 9 имеет три позиции и поворачивается от гидропривода из верхнего нерабочего положения в нижнее рабочее и обратно с помощью поршня-рейки 8 и зубчатого сектора 2. В положение правки круга (промежуточное между рабочим и нерабочим положениями) хобот поворачивается поршнем 10 через ту же рейку и сектор.
Механизм колебательного движения стола
В качестве приспособления станку придается механизм колебательного движения стола, который, сообщая ему продольные колебательные движения, заставляет шлифовальный круг совершать осциллирующие движения, способствующие получению менее шероховатой шлифуемой поверхности. Механизм имеет индивидуальный электродвигатель 54, от которого через червячную пару 53—52 приводится во вращение регулируемый эксцентрик 51. От него приходит в колебательное движение рычаг 50, который, в свою очередь, действует через упор 49 на стол, прижимаемый к нему гидроцилиндром.
Гидравлическое оборудование станка
Гидравлическое оборудование станка обеспечивает следующие основные операции:
- возвратно-поступательное движение стола и изменение его скорости при подводе шлифовального круга к детали, при шлифовании и при правке круга;
- поперечное перемещение шлифовальной бабки с кругом;
- установку аппарата правки круга в положение правки и отвод его в нерабочее положение;
- отвод шлифовального круга от детали по достижении нужного размера и подвод его к ней перед началом шлифования;
- блокировку ручного и автоматического перемещения стола;
- быстрое наладочное поперечное перемещение бабки изделия до упора;
- непрерывную и прерывистую поперечную подачу шлифовальной бабки;
- ускоренный поперечный подвод шлифовального круга к детали (до искры) с ручным управлением.
Кроме указанных операций, гидросхема обеспечивает и некоторые другие, если станок снабжается приспособлениями для гидромеханического зажима детали в патроне, для торцового шлифования деталей торцешлифовальным приспособлением, для шлифования с колебательными движениями стола, прибором активного контроля и другими приспособлениями.
3А228 станок внутришлифовальный универсальный. Видеоролик.
Технические характеристики станка 3А228
| Наименование параметра | 3А228 | 3К228А | 3К229А |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | П | А | А |
| Наибольший диаметр устанавливаемого изделия, мм | 566 | 400 | 800 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 400 | 630 | |
| Наибольшая длина устанавливаемого изделия, мм | 322 | 320 | 500 |
| Наименьший и наибольший диаметр шлифуемого отверстия, мм | 20..200 | 50..300 | 100..500 |
| Наибольшая длина шлифования при диаметре шлифования не менее 100 мм, мм | 320 | 320 | 500 |
| Наибольшая рекомендуемая длина шлифования при наименьшем диаметре, мм | 125 | 200 | |
| Расстояние от оси шпинделя передней бабки до подошвы станины, мм | 1225 | 1300 | |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 340 | 410 | |
| Расстояние от опорного торца фланца шпинделя изделия до торца кронштейна шлифовальной бабки, мм | 1335 | 1570 | |
| Расстояние от торца нового круга торцешлифовального приспособления до опорного торца фланца шпинделя, мм | 150..400 | 250..550 | |
| Рабочий стол станка | |||
| Наибольшая длина перемещения стола, мм | 800 | 800 | |
| Ручное перемещения стола за один оборот маховика, мм | 25 | 25 | |
| Скорость перемещения стола при шлифовании, м/мин | 1..7 | 1..7 | |
| Скорость перемещения стола при правке круга, м/мин | 0,1..2 | 0,1..2 | |
| Скорость перемещения стола при быстром продольном подводе и отводе, м/мин | 10 | 10 | |
| Торцешлифовальное приспособление | |||
| Частота вращения торцового шпинделя, 1/мин | 4000 | 4000 | |
| Продольное перемещение торцового шлифовального круга наибольшее наладочное, мм | 250 | 250 | |
| Продольное перемещение торцового шлифовального круга наибольшее рабочее (тонкое), мм | 4 | 4 | |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка наладочного перемещения, мм | 27 | 27 | |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка рабочей (тонкой) подачи, мм | 0,1 | 0,1 | |
| Продольное перемещение торцового шлифовального круга на одно деление лимба рабочей (тонкой) подачи, мм | 0,0025 | 0,0025 | |
| Шлифовальная бабка | |||
| Частота вращения внутришлифовальных головок, 1/мин | 6580..14600 | 4500,5300,8200,12000 | 2500,4500,5250,8200 |
| Наибольший диаметр шлифовального круга по ГОСТ 2424-83, мм | 200 х 76 х 63 | 250 х 76 х 63 | |
| Наибольшая окружная скорость шлифовального круга, м/с | 35 | 35 | |
| Диаметр гильзы внутришлифовальной головки, мм | 125 | 125 | |
| Диаметр конца шлифовального шпинделя по ГОСТ 2324-77, мм | 30, 40, 50 | Не менее 45 | |
| Поперечное перемещение шлифовальной бабки | |||
| Перемещение за один оборот маховичка — грубое (наладочное), мм | 5 | 5 | |
| Перемещение за один оборот маховичка — тонкое, мм | 0,5 | 0,5 | |
| Перемещение на одно деление лимба, мм | 0,002 | 0,002 | |
| Перемещение на одно качание рычага ручной дозированной подачи, мм | 0,002 | 0,002 | |
| Наибольшее наладочное перемещение шлифовальной бабки — назад (на рабочего), мм | 10 | 10 | |
| Наибольшее наладочное перемещение шлифовальной бабки — вперед (от рабочего), мм | 80 | 100 | |
| Передняя бабка (бабка изделия) | |||
| Условный диаметр конца шпинделя изделия, по ГОСТ 12595-72 | 2-8М | 2-11М | |
| Наибольший угол поворота бабки изделия, град | 30 | 30 | |
| Наибольший наладочное перемещение бабки изделия — назад (на рабочего), град | 50 | 50 | |
| Наибольший наладочное перемещение бабки изделия — вперед (от рабочего), град | 250 | 300 | |
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 60..600 | 20..240 | |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 7 | 7 | |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 7,5 | 7,5 | |
| Электродвигатель привода торцешлифовального приспособления, кВт | 2,2 | 2,2 | |
| Электродвигатель привода изделия (бабки изделия) постоянного тока, кВт | 1,6 | 1,6 | |
| Электродвигатель насоса гидросистемы, кВт | 3,0 | 3,0 | |
| Электродвигатель фильтра-транспортера, кВт | 0,09 | 0,09 | |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 | |
| Электродвигатель магнитного сепаратора, кВт | 0,09 | 0,09 | |
| Общая мощность электродвигателей, кВт | 14,63 | 14,63 | |
| Преобразователь тиристорный ЭТ1Е2-10, кВт | 1,3 | 1,3 | |
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 3000 х 1570 х 1450 | 3535 х 1460 х 1870 | 4165 х 1780 х 2000 |
| Масса станка с электрооборудованием и охлаждением, кг | 4350 | 6400 | 8300 |
Список литературы:
Связанные ссылки. Дополнительная информация
Источник