Для правильной и быстрой заточки сверл по металлу необходим большой опыт и твердая рука. Но смастерив очень простой кондуктор из двух деревяшек и пробок от пластиковых бутылок, можно эту непростую и ответственную операцию упростить до такого уровня, что с ней справится даже человек, никогда не затачивавший сверла.

Понадобится
Материалы и инструменты:
- затупленное сверло по металлу;
- куски деревянной доски или бруса;
- две пластиковые бутылки;
- термоклей;
- нож строительный;
- газовая горелка;
- заточной станок (наждак) и др.
Качественные и долговечные сверла на АлиЭкспресс со скидкой — http://alii.pub/5zwmxz
Процесс изготовления кондуктора и заточки сверла с его помощью
Выпиливаем из деревянной доски или бруса заготовку в виде плоского клина с одним углом 90 градусов, высотой 5 см и длиной 8 см. Тогда наклонная плоскость клина будет составлять с горизонтальной поверхностью угол 116 градусов, и заточка сверла также будет иметь такую величину. Если требуется другой угол заточки, то необходимо изменить величину наклона клина или соотношение его высоты и длины.

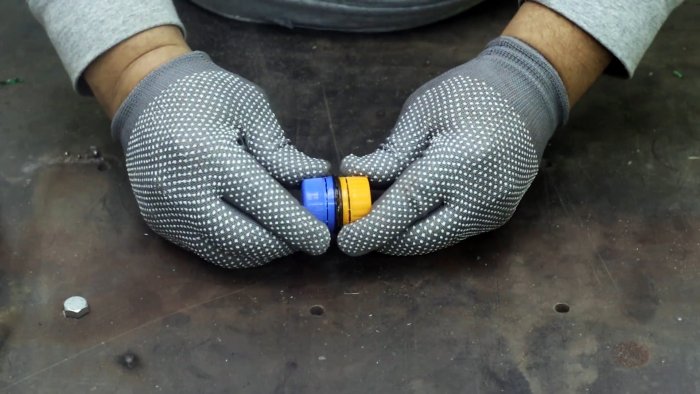
Отрезаем от двух пластиковых бутылок горлышки с крышками. Аккуратно подравниваем нижнюю часть горлышек так, чтобы они были заподлицо с крышками.
Затем склеиваем горлышки с навинченными крышками друг с другом термоклеем.

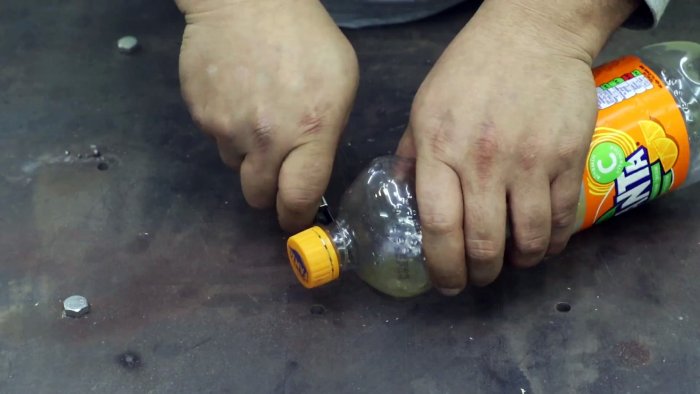
Посредством газовой горелки разогреваем режущую сторону сверла и этим разогретым концом проплавливаем перфорацию в крышке, формой, напоминающей бабочку или бантик. Для закрепления полученной формы отверстия осторожно прокручиваем крышку по спиралевидным канавкам инструмента для сверления металла. Форма отверстия во второй крышке может быть круглой и соответствовать по размеру диаметру затачиваемого сверла.



Помещаем затупленное сверло, предназначенное к процессу заточки, в отверстия крышек. После чего, мы должны убедиться в том, что сверло, вращаясь, проворачивается согласно своим спиральным канавкам, а не как-то иначе.
Наша последняя операция заключается в приклеивании крышек к основанию наклонной поверхности деревянного клина, который, в свою очередь, закрепляем клеем к деревянному бруску-параллелепипеду соответствующих размеров, совмещая острие клина с торцом прямоугольного бруска.

Затачиваем сверло на наждачном круге заточного станка, периодически поворачивая сверло по часовой и против часовой стрелки. Главное при этом – плотно прижимать основание кондуктора к рабочему столу или упору заточного станка.


Качественные и долговечные сверла на АлиЭкспресс со скидкой — http://alii.pub/5zwmxz
Смотрите видео
Затупленные сверла могут сломаться во время работы, и поранить вас. Гораздо лучше и легче работать острыми. В этой инструкции найдете чертежи и прибор для заточки сверл.

Шаг 1: Сравнение острого и затупленного сверла

Слева затуплено. Это видно по световому блику на режущей кромке между двух канавок. На фото справа видна острая режущая кромка.
Шаг 2: Инструмент для заточки

Опытные люди умеют затачивать сверла своими руками. В теории, хвостовик нужно держать в правой руке под углом 59° относительно приспособы для заточки сверл. Когда сверло касается точилки, нужно провести хвостовик дальше влево вниз, в то же время повернув сверло вокруг своей оси по часовой стрелке. У меня это ни разу не получилось.
Заточный инструмент, который вы видите на фотографии, я купил почти тридцать лет назад. Такие простые приспособления для заточки сверл до сих пор продаются почти по той же самой цене.
Шаг 3: Устанавливаем градус

Направляющую на стойке можно устанавливать в семь положений. У моих сверл профиль угла режущей кромки 59°, нужно выставить этот градус на направляющей. Затяните барашковую гайку.
Шаг 4: Выравниваем кромку

У заточного инструмента имеется маленький заостренный наконечник, и край канавки нужно установить в притык к нему. Наконечник можно опустить или поднять, чтобы подвести к краю канавки.
Шаг 5: Величина выноса

Для начала нужно установить вынос (расстояние между желтыми линиями), он должен быть равен радиусу (расстояние между зелеными линиями).
Шаг 6: Ширина и угол режущей кромки

Обратите внимание на угол красной линии. Если в предыдущем шаге вы вынесли сверло слишком далеко, режущая кромка приблизится к верхушке. Кромка получилась слишком широкой, а профиль — плоским. Из-за этого оно будет скользить по поверхности металла и вам будет тяжело засверлиться. Вы можете немного уменьшить вынос, но совсем немного, иначе вы можете случайно испортить наконечник заточного инструмента о точильный круг стойки.
Шаг 7: Идеальный угол режущей кромки

В идеале кромка должна быть как можно меньше. Она будет нижней точкой между скошенными гранями канавок сверла, на фото обозначена желтой линией, это сверло будет резать металл очень хорошо.
Шаг 8: Зажимаем

После того, как вы выставите вынос, завинтите винт крепления.
Шаг 9: Выставляем длину

Установите заточную направляющую на длину сверла. Конец должен быть в передвижном лотке, а не висеть в воздухе. Расслабьте металлическую окрашенную гайку. Отрегулируйте черную гайку. Затяните металлическую окрашенную гайку.
Шаг 10: Выставляем высоту

Хвостовик должен располагаться под прямым углом к точильному кругу. Для заточки я использую радиально-отрезной станок. Кончик нужно совместить с центром оси точильного круга.
Шаг 11: Закрепляем станок на столе

Бита должна лишь слегка касаться точильного круга. Если прижимать слишком сильно, заточить его будет очень трудно. Оно перегреется, и вы снимите слишком много металла.
Основание заточной направляющей должно быть под прямым углом к точильному кругу (зеленая линия). А верхнюю часть направляющей поверните так, чтобы острие смотрело немного левее центра (угол между зеленой и желтой линиями). Сдвиньте станок вперед так, чтобы сверло коснулось поверхности точильного круга. Зафиксируйте станок на столе.
Шаг 12: Приготовьтесь точить

Поверните кончик вправо. Включите точильный круг.
Шаг 13: Заточка

Сдвиньте хвост направляющей вправо (красная стрелка), чтобы сверло коснулось точильного камня. Желтые волнистые линии изображают искры. Когда сверло будет находится в этой позиции, собственно, и будет происходить его заточка.
Шаг 14: Поворот биты

Продолжайте сдвигать хвост направляющей вправо, пока сверло не выйдет за край камня. Чтобы заточить с другой стороны, вам нужно повернуть его вокруг своей оси на полоборота.
Сначала выключите станок. Затем расслабьте крепление и поверните его на полоборота. Край канавки должен быть впритык к заточному наконечнику. Повторите предыдущие два шага.
Выключите станок. Вытащите из крепления. Проверьте ширину поперечной режущей кромки. Если вы недовольны качеством заточки, измените вынос и повторите процесс.
Шаг 15: Заточенное сверло

На фото показана хорошая заточка. Режущие кромки не истерты и не закруглены, они острые и четкие. Длина и угол поперечной режущей кромки тоже вполне хороши.
Шаг 16: Тонкие сверла
Такой заточный инструмент хорош для 3 мм и больше. Если тоньше, его уже не получится заточить с помощью этого прибора.
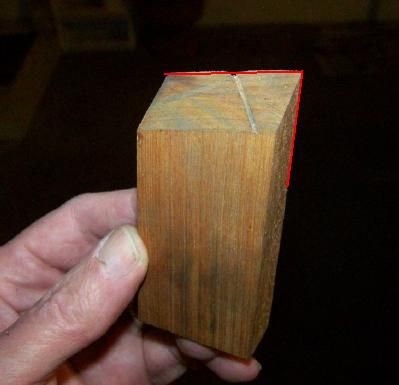
Для заточки тонких сделайте специальный блок из деревянного бруска длиной примерно 10 см. Обратите внимание – угол между красными линиями составляет 77°.
Шаг 17: Угол между гранями деревянного бруска
Боковой вид блока. Угол между красными линиями составляет 59°.
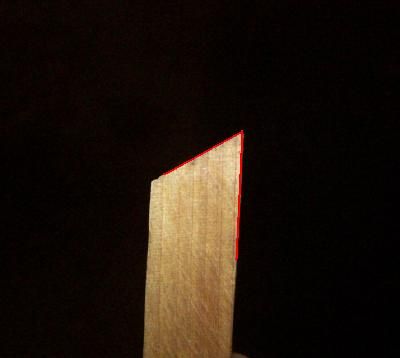
Шаг 18: Направляющая линия
На верхней плоскости бруска виден треугольный вырез. Этот пропил идет по всей верхней грани блока и служит ложем. Угол между красными линиями также составляет 59°. Края треугольного пропила служат для выверения режущих кромок. Выверять кромки можно на глазок.
Шаг 19: Закрепляем на бруске

Поместите сверло в пропил на бруске. Брусок установите в тиски таким образом, чтобы хвостовик был над захватом, а захват немного выходил за скошенную сторону бруска. Поверните, чтобы одна из режущих кромок совпала с направляющим краем треугольного выреза. Закрепите струбциной. Капните немного масла на точильный брусок. Проведите вдоль скошенной стороны устройства, тем самым затачивая сверло.
Когда точильный брусок перестанет снимать металл, поверните сверло на полоборота и точите другую кромку. Проверить самодельную заточку можно с помощью увеличительного стекла, если нужно.
Как известно, промышленность выпускает отдельные сверла по металлу и по дереву, между ними существуют значительные отличия. Перед тем как изготавливать приспособления для заточки инструментов, необходимо знать, какие требования предъявляются к режущим кромкам.
Не понимая физических процессов резания, не зная параметров углов и, главное, почему для каждого материала имеется свой угол заточки сверла, невозможно сделать приспособление. В связи с этим считаем важным для всех мастеров краткую техническую информацию о сверлах.

Важно. Сразу предупреждаем, что универсального приспособления для заточки всех видов сверл в природе не существует. Такой агрегат не могут сделать даже на самых современных промышленных предприятиях, не говоря уже о кустарных условиях.
Мы дадим инструкцию изготовления приспособления лишь для наиболее используемых и простых с технической точки зрения режущих инструментов.

Вне зависимости от конкретного назначения и вида все сверла по дереву имеют острый наконечник, он удерживает центр при начале сверления. Металлические такого наконечника не имеют, оно просто бы не выдержало значительных усилий. Центровка отверстия достигается за счет кернения поверхности.
Содержание статьи
- Сверла по дереву
- Сверла по металлу
- Инструкция по изготовлению приспособления для сверл большого диаметра
- Порядок изготовления
- Как пользоваться приспособлением
- Видео — Приспособление для заточки сверла на болгарке
Сверла по дереву
Для изготовления сверл применяются низкокачественные дешевые стали, режущие кромки рассчитываются на небольшие усилия. В зависимости от назначения различаются несколько видов инструментов.
Как видно из таблиц, есть большое разнообразие сверл по дереву, некоторые могут стоить больших денег. Но самостоятельно заточить их невозможно, не позволяют особенности конструктивных решений.
Сверла по металлу
Их часто используют и по дереву, эти инструменты можно считать универсального использования. Сверла по металлу изготавливаются из очень качественных и очень дорогих высоколегированных сталей. Периодическая заточка в разы увеличивает сроки эксплуатации режущих инструментов, улучшает процесс высверливания и повышает качество поверхности и геометрии отверстий.

Профессионалы настоятельно рекомендуют покупать только качественные режущие инструменты торговых марок RUKO, BOSCH, HAISSER.

Почему отечественные намного хуже по качеству, ведь еще лет сорок тому назад наша инструментальная промышленность занимала ведущие мировые позиции? За несколько десятилетий мы безнадежно отстали от мировых производителей, у нас нет ни научного потенциала для разработки новых сплавов и технологий обработки металлов, нет среднего машиностроения для производства самого современного оборудования, не вкладываются финансовые средства в научные разработки.
Дорогие сверла по металлу имеют очень сложную и точную крестовую заточку, дополнительно обрабатываются по методу сеточной заточки. Поверхности покрываются специальными очень дорогими металлами и сложными сплавами для минимизации сил трения, лучшего отвода стружки, уменьшения нагрева. Каждая режущая кромка контролируется минимум по двум углам.

Самодельные приспособления для заточки сверл никогда не смогут заточить сложные режущие поверхности, они не в состоянии полностью восстановить первоначальные технические свойства инструментов. Лучшее, на что можно надеяться – несколько улучшится процесс резания в сравнении с полностью тупым сверлом. Но он всегда будет намного хуже, чем у нового инструмента с заводскими заточками.
Инструкция по изготовлению приспособления для сверл большого диаметра
На таком приспособлении можно заточить ржущие кромки сверл диаметром более 5 мм. Мастер должен быть профессиональным сварщиком и иметь практические навыки выполнения слесарных работ по металлу.
Приспособление позволяет устранять проблемы, возникающие при ручной заточке.
- Заточка вручную требует довольно много времени. Чем больше заточка – тем выше вероятность перегрева режущей кромки. Это очень негативно сказывается на прочности, при высокой температуре происходит изменение кристаллизации стали, обратный процесс можно сделать только в производственных условиях. Появляется замкнутый круг: мягкие кромки быстро тупятся, их надо часто точить, ручная заточка становится причиной перегрева.

Сверло перекалено 
Так выглядит перегретое сверло - Быстро уменьшается длина сверла. Если заводское приспособление снимет доли миллиметра в зависимости от сложности повреждений, приспособление не более миллиметра, то при ручной заточке длина сверла за один раз может уменьшаться сразу на несколько миллиметров. Сроки пользования сокращаются, не все отверстия таким сверлом уже можно сделать.

Заточка сверла своими руками приводит к быстрому уменьшению рабочей длины - Режущие кромки расположены не по центру сверла.

Режущие кромки расположены не по центру сверла Как следствие, отверстие неровное, сверло может сломаться. Выход – опять точить и пытаться выровнять центр. Если получится с первого раза, то сверло станет короче примерно на миллиметр, если нет, то последствия еще более печальные.

Слом сверла 
Как вытащить застрявшее сверло из дрели






Существует два выхода из такого положения – покупать заводское оборудование или пытаться изготовить его самостоятельно. Конечно, для большой мастерской лучше покупать станок, вложенные средства быстро окупятся и начнут приносить прибыль за счет реализации готовой продукции. Обыкновенному мастеру приобретать заводское оборудование нет экономического резона, вложенные деньги начнут приносить прибыль в очень отдаленной перспективе. Намного лучше сделать элементарное приспособление со всеми его реальными недостатками, но почти бесплатно. Цена работы только потерянное время.
Порядок изготовления
Шаг 1. Подготовьте материалы. Вам понадобится кусочек листовой стали толщиной 3–4 мм, два отрезка трубы, один диаметром 3/4″ , второй 1″. Угольник с шириной полки 32 мм и 25 мм, болтики М10 гайки к ним.

Шаг 2. Отрежьте уголок 32 мм длиной 120 мм. Болгаркой уберите посередине металлический отлив, он формируется во время горячего проката металла.

Добейтесь такого положения, чтобы уголок 25 мм входил внутрь уголка 32 мм. Он не должен шататься, соприкасаться могут лишь боковые стенки, угловые грани пусть имеют зазор. За счет этого два уголка будут плавно и без шатаний скользить, что очень важно для самодельного приспособления.

Шаг 3. От уголка 25 мм отрежьте кусочек длиной 180 мм. Заготовки для скользящих направляющих готовы, они во время заточки подают сверло к камню точила.
Шаг 4. Приступайте к изготовлению фиксатора сверла. Оно делается из двух трубок. Одна длинная диаметром 3/4″, на ней устанавливаются направляющие и основание. Второй отрезок трубы Ø 1″ переделается под муфту фиксации положения отдельных элементов приспособления в выбранном положении. Длина тонкой трубы примерно 50 мм, короткой примерно 30 мм. Размены произвольные, они никакого влияния на работоспособность приспособления не оказывают.


Шаг 5. На торце короткого отрезка болгаркой надо вырезать нишу под уклоном 7–12°, к ней в дальнейшем будет привариваться уголок 32 мм. Это стандартный параметр положения плоскости режущей кромки сверла. Работайте очень внимательно, для сверла по металлу каждый параметр имеет важное значение. От вышеуказанного завысит глубина резания. Конечно, на нее влияет не только угол, но и скорость вращения сверла и величина подачи патрона.

Угол между двумя режущими плоскостями сверла должен быть ≈ 110°. Каждый материал имеет незначительные отличия, но большинство мастеров в быту пользуется одними сверлами и для алюминия, и для стали, и для пластика, и для дерева. На производстве это имеет значение, там большие нагрузки на сверла.

Приварите к трубе уголок, следите, чтобы его не повело. Вначале делайте прихватки, а только после их остывания накладывайте основной сварочный шов.

Шаг 6. Короткую трубку дюймового диаметра разрежьте вдоль оси, сделайте зазор шириной примерно 5 мм. Мы выше уже упоминали, что она будет зажимать длинную трубку, находящуюся внутри и фиксировать в заданном положении.
Приступайте к изготовлению металлического хомута. Делается он в несколько этапов.
- Одну гайку приварите у кромки разреза. Чтобы металл не повредил резьбу, вкрутите болт и на него накрутите хотя бы еще одну гайку. Лучше закрыть всю резьбу.

Приварена гайка - Подготовьте небольшую упорную пластинку и высверлите в ней отверстие под болт. Диаметр отверстия должен быть примерно на миллиметр больше диаметра болта. К пластинке приварите вторую гайку. Во время работы в обеих гайках должен быть вкрученным болт, в противном случае очень трудно выдержать соосность. Приварите к трубке пластинку.

Приварена пластинка и вторая гайка


Шаг 7. Изготовьте площадку под приспособление. Делается она из листового железа, размеры примерно 65×100 мм. Как мы уже упоминали, точные параметры не даются, они никакого значения не имеют. Площадка должна быть такой, чтобы приспособление без проблем размещалось у точила – это единственное требование.

Шаг 8. Примерно выставьте положение трубок на своем наждаке, сверло должно легко достать до точильного круга. Приварите хомут к площадке.
Важно. В связи с тем, что окружность трубы должна двигаться во время сжимания, небольшой по длине шов нужно накладывать только с противоположной вырезу стороны.
Проверьте функциональность механизма. Немного затяните болтик, угольник должен застопориться. Все в норме – продолжайте изготовление приспособления для заточки сверл.


Шаг 9. Подготовьте направляющую, к ней фиксируется сверло во время заточки. Направляющая – угольник 25 мм. Вначале следует установить зажимное устройство для сверла. Отрежьте от угольника кусочек длиной примерно 20 мм, просверлите в нем отверстие и приварите гайку.

Не забывайте, что во время приваривания гайки резьба должна защищаться вкрученным болтом. Приварите элемент к угольнику. Теперь наше устройство уже приобретает нормальный вид, сверло может фиксироваться в нужном положении и двигаться по прямой линии под выставленным углом по направлению к камню наждачного станка.


Но для того чтобы плоскости режущих кромок располагались точно по центру сверла, надо сделать ограничитель хода. Его задача – контролировать длину спиливания с каждой стороны сверла. Еще один плюс такого устройства – уменьшается величина разового стачивания во время точения, что оказывает положительное влияние на длительность пользования инструментом. Ограничитель изготавливается в несколько этапов.

- Сзади приварите гайку, в нее будет вкручиваться болт. Он устанавливает максимальную длину сверла.
- Сбоку уголка приварите еще одну гайку, вкрутите в нее болт. Именно он ограничивает длину спиливания сверла.

Как пользоваться приспособлением
- Струбцинами зафиксируйте приспособление на столе с наждаком. Контролируйте расстояние, оно должно позволять точить сверла.
- Отпустите зажимной хомут, установите сверло, найдите угол заточки. Выдумывать ничего не надо, медленно вращайте приспособлением до тех пор, пока плоскость сверла не будет плотно прилегать к камню.
- Затяните задний болт и закрутите контргайку.
- На боковом приспособлении выставьте зазор примерно миллиметр, затяните сверло.

Инструмент правильно установлен, можно начинать точить. После того как одна кромка готова, освободите зажим. Поверните сверло на 180° и повторите все операции в указанной последовательности. Не трогайте только ограничительный болт, он должен позволять снимать такую же длину сверла, как и при первом заходе.


Видео — Приспособление для заточки сверла на болгарке
За счет приспособления для заточки сверл можно существенно улучшить качество отверстий, исключить появление овала или больших шероховатостей. Кроме того, острыми сверлами легче работать, в разы увеличивается срок их эксплуатации. Такими сверлами без проблем делаются отверстия в довольно тонких заготовках. Все сверла перед изготовлением стола для фрезера также предварительно затачивались на самодельном оборудовании. А как изготавливался стол можно прочитать на страницах нашего сайта.
На чтение 9 мин Просмотров 12.9к. Опубликовано
Как заточить сверло в городской квартире без наждака и пыли. Личный опыт изготовления, допущенные ошибки и способы их исправления.
Возникла проблема: для ремонта оборудования мне понадобилось в стальной пластине точно просверлить несколько отверстий диаметром 2 мм, а сверла оказались затуплены так, что горели и не работали.
Попробовал заточить их на самодельном наждаке, сделанном из трехфазного асинхронного двигателя с простым конденсаторным запуском. Станок на фото: подручник с разметкой для заточки сверл.

Однако мои навыки и крупнозернистый корундовый камень позволяют относительно хорошо править сверла от 4 мм, а с меньшими диаметрами возникают проблемы. Нужно профессиональное оборудование.
Эта необходимость сформировала задачу: сделать вручную простое и надежное как металлический болт приспособление для заточки мелких сверл. За основу взял идею из интернета (используется давно) под названием Wishbone (по-нашему – Вишбон), о чем и рассказываю ниже в этой статье.
Работать мне пришлось вечерами на кухне городской квартиры, а не частного дома после завершения всех этапов ужина. Естественно, пилил, сверлил и выравнивал практически на коленке самыми доступными ручными инструментами.
Поэтому Вишбон удалось закончить только на вторые сутки, хотя в условиях мастерской, пользуясь болгаркой и сверлильным станком его можно сделать за пару часов.
Вообще-же это приспособление продвинутые пользователи довольно быстро печатают на 3D принтере и получают качественные образцы ручного инструмента.

Содержание статьи
- Wishbone – на что способно приспособление для заточки сверл и какие функции ему не под силу
- Личный опыт изготовления инструмента Вишбон в домашних условиях своими руками
- 9 главных правил работы с Wishbone, без выполнения которых невозможно достичь хорошего результата
- Как выправить затупленные кромки
- Как точить сломанное сверло на Wishbone
- Видео по заточке мелких сверл на самодельном приспособлении
- Wishbone альтернативной конструкции: в чем отличия инструмента
- Какие ошибки я допустил при первом изготовлении и как их избежать
Wishbone – на что способно приспособление для заточки сверл и какие функции ему не под силу
Это изделие позволяет исправлять тупые и сломанные спиральные сверла довольно быстро, формировать их режущие кромки, как в заводских условиях для использования в быту.
Главная особенность устройства: не требует высоких навыков в заточке, работать можно любому человеку. Конструкция не сложная.
Сразу стоит учесть, что такая самоделка выполняет только двухплоскостную заточку. Ее возможности ограничены двумя функциями:
- формированием угла при вершине, причем можно отойти от стандартной для стали величины 120 градусов и перетачивать другие значения. Таблицы зависимости углов и параметры обрабатываемого материала разного типа публикуют справочники;
- созданием заднего угла резания.


Рассказывать о них можно долго, но лучше Виктора Леонтьева (настоящий мастер) на его Ютуб канале вряд ли получится. Кто этого не знает – смотрите там. Считаю, что должен предупредить – это важно!

В принципе правильного создания этих двух углов достаточно для работы мелкими сверлами в быту, а часто и на производстве. Точить же перемычку на этом приспособлении не получится. Нужно использовать специальный станок.
Личный опыт изготовления инструмента Вишбон в домашних условиях своими руками
Материал корпуса можно выбрать любой, разных составов:
- лист алюминия ил мягкие сплавы;
- пластмассу;
- ламинат или ДВП;
- полиэтилен либо стеклопластик;
- даже деревянную дощечку.
Я остановился на пластинке из гетинакса: легко обрабатывается и высокая прочность.

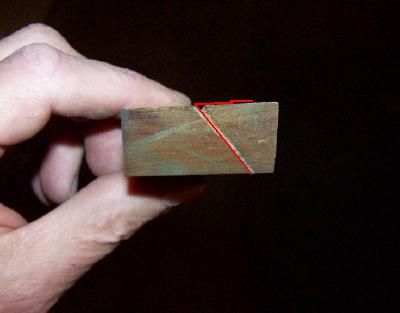
Для изготовления корпуса на тетрадном листе в клеточку нарисовал эскиз. Чертежи не нужны. Масштаб 1:1. Положил на него в качестве ориентира размеров мелкое сверло.

Габариты для наглядности обвел красным карандашом, показал углы.

После этого размеры начертил на гетинаксе. В корпусе будущего устройства высверлил отверстия.

Поскольку нормального сверла у меня не было, то пришлось делать самодельное по принципу пушечного. Использовал кусочек спицы от советского велосипеда. Диаметр 2 мм.
Сточил напильником часть боковой кромки, а конец заточил в виде центрального угла. С одной стороны, оно является пародией на пушечное, но вполне рабочая конструкция для мягких материалов.
Допустимо делать их даже из гвоздей и проволоки разного диаметра. Так можно изготовить различные виды и диаметры подобного инструмента. Особая точность не требуется. Мои готовые сверла показаны на фото.

Из гетинакса ножовкой вырезал заготовку корпуса и дополнительную часть для крепления колесика – обычной шайбы для гайки М3. В качестве оси использовал кусочек медной проволоки 4 квадрата. Чтобы колесо хорошо вращалось пришлось уложить прокладку.

Способ соединения деталей – обычная клепка. Остальные детали Вишбон показал на фото.

Зажимную колодку (на фото пятиугольная фигура) выполнил отверстиями диаметром 4 мм.
В центральной части корпуса пришлось самодельными сверлами увеличить диаметр отверстия и нарезать резьбу. Метчик делал своими руками из шпильки М4: заточил один конец немного на конус и прорезал по длине с противоположных сторон часть резьбы ножовкой по металлу.
С противоположного конца резьбы зажал встречно две гайки, которые позволили работать с ним гаечным ключом.

Должен предупредить: заводским метчиком работать проще. Но, в критической ситуации и для мягких материалов эта конструкция оправдана.
Посередине угла 120 градусов процарапал биссектрису, служащую основанием для укладки самых тонких сверлышек.

Уменьшил высоту корпуса так, чтобы даже самые мелкие сверлышки выступали из него: так удобнее их устанавливать.

В верхней части данного Вишбон на выходе биссектрисы угла сделал метку, облегчающую процесс сборки: центровку осей больших сверл при их фиксации в приспособлении.

Метка указывает на центр сверла.
9 главных правил работы с Wishbone, без выполнения которых невозможно достичь хорошего результата
Показываю их в виде пошаговой инструкции со строгой последовательностью действий. Однако учтите: существует два приема работы с Вишбон:
- правка затупленных заводских кромок;
- приведение поломанных сверл в рабочее состояние.
Как выправить затупленные кромки
1. Ослабляем зажимные винты и под фиксирующую пластину заводим сверло, поджимаем крепление без фанатизма: потребуется выполнять регулировки.

2. С помощью лупы выставляем сверло так, чтобы режущие кромки были параллельны плоскости корпуса или колесиков. Очень удобно провернуть его пассатижами.

3. Регулируем угол заточки при вершине. Для этого на вершину сверла и колесика устанавливаем какую-то ровную направляющую, например, линейку. Плоскости приспособления и эталонной линии должны быть параллельны.
Но если надо сделать угол заточки не 120 градусов, а меньше, то сверло просто чуть выдвигаем выше, как на фото.

Для точного выставления определенного значения градусов необходимый угол вычерчивается на листе бумаги по транспортиру и проводится его биссектриса. Приспособление ориентируют по этому шаблону.
4. Винты крепления зажимаются до упора. Сверло фиксируется. После этого необходимо повторить замеры по пунктам 2 и 3. Проявляйте внимательность и аккуратность, как необходимое условие для точной заточки.
5. Wishbone располагаем вертикально на шлифовальной поверхности абразивного бруска или наждачной шкурки, уложенной на максимально ровную поверхность, например, стекла или пластика.

Затем его наклоняем под небольшим углом от вертикали для срезания затылочной области. На первых порах поможет простой шаблон.

После заточки нескольких сверл он потеряет актуальность благодаря сформированным навыкам.
6. Остается собственно заточка: Wishbone несильно прижимают к абразивной поверхности точильного приспособления в установленном положении (большие нагрузки вредны), плавно движениями ведут от себя, всегда располагая колесико впереди.
Не доходя до конца абразивной поверхности и без ее дальнейшего касания приспособление поднимают и по воздуху переносят в начало абразива. Процесс повторяют несколько раз.
Во время каждой заточки очень важно вести Wishbone всегда только в одном направлении: от себя.
7. Вишбон поворачивают вокруг оси сверла на 180 градусов и полностью повторяют пункты №5 №6 для второй кромки.
8. С помощью лупы (глазомер может подвести) производят визуальную оценку состояния режущих кромок, углов при вершине и заднего резания. При необходимости повторяют действия по пунктам №5 ÷8.
9. Заканчивается заточка одним проходом для каждой стороны, что обеспечивает удаление оставшихся заусениц на каждой из режущих кромок. Края станут идеальными. Советую проверить.
Должен заметить: когда я первый раз сделал Wishbone и сразу стал затачивать сверло по металлу, то, действуя по наитию, пренебрег большинством этих правил.
В результате теста удалось просверлить только алюминиевую пластину, а со стальной – не справился. Отверстия не получилось.

Весь этот процесс заточки и сверления я показал на видео ниже. Вам следует делать сразу все правильно, без лишней спешки.
Как точить сломанное сверло на Wishbone
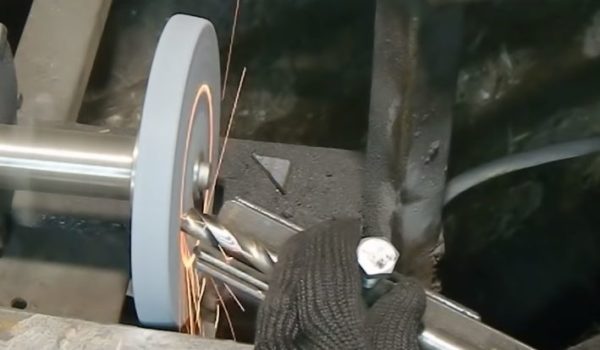
Процесс, описанный выше, для поломанных сверл займет очень много времени. Поэтому поврежденный конец необходимо сточить на наждачном круге.
Можно также воспользоваться дрелью:
- вставить в нее поломанное сверло;
- включить реверс;
- задать угол 60 градусов к заточному камню. Такой наклон важен;
- запустить двигатель;
- аккуратно сточить обломанный конец на конус. Соблюдайте требования безопасности.

Теперь остается повторить все действия по исправлению кромок, дополнительно восстановить их формы.
Хорошие абразивные материалы быстро стачивают тонкие сверлышки. Поэтому после 20 проходов по обрабатываемой поверхности проводите визуальную оценку режущих кромок и углов, повторно их выставляйте.
Видео по заточке мелких сверл на самодельном приспособлении
Надеюсь, что мой процесс изготовления Вишбон своими руками поможет вам избежать тех недостатков, которые я умудрился допустить.
Wishbone альтернативной конструкции: в чем отличия инструмента
Альтернатива заключается в том, что направляющие колесики монтируются поперек, а не вдоль основной плоскости корпуса. Надеюсь, что изготовить такое устройство не сложно. Но для 3Д печати потребуются чертежи.

При этом заточка сверл ведется перпендикулярно плоскости режущих кромок. Для кого-то эта особенность инструмента принципиально важна…
Я так не считаю. Необходимо учесть, что спиральное сверло по металлу, используя стационарный станок, можно затачивать по-разному:
- уже упомянутый Виктор Леонтьев выполняет это действие, располагаю режущую кромку поперек вращения наждака;
- заточник Николай Куликов располагает ее параллельно. Смотрите его канал «Опыт Куликова» на Ютуб.
Оба приема этих экспертов работают правильно, имеют ряд преимуществ и недостатков. Сварщики точат сверла болгаркой. Этот инструмент у них всегда под рукой: позволяет отрезать любой болт, уголок, швеллер, фрагменты элементов из металла.
Самодельщики делают заточный станок, который приспособлен для правки элементов сверл на боковой стороне наждачного круга… Такие устройства, должен заметить, не всех устраивают.
Универсального совета нет. Какую конструкцию следует выбрать и использовать для заточки сверл по металлу своими руками – решайте сами.
Какие ошибки я допустил при первом изготовлении и как их избежать
На второй день эксплуатации своего приспособления заметил, что одно из колесиков заклинило и перестало вращаться. Не удалось провернуть даже руками. Его кромка сразу стерлась. Пришлось разбирать и ставить новое.
Вам же советую сразу делать колесики увеличенных диаметров следующим образом.
1. Выбрать 2 большие шайбы, внутрь которых плотно входят гайки М3 или М4.

Толщина у гайки больше, чем у шайбы, поэтому колесико будет вращаться между корпусами без необходимости применения ограничителя.
2. Через отверстие корпуса вкрутить винт или маленький болт, плотно накрутить гайку, надеть сверху шайбу, поставить ограничительную текстолитовую пластинку и зажать все второй гайкой вначале руками, затем – ключом.
В результате у людей получается вот такая конструкция самодельного устройства. Я планирую ее изготовить.

После нескольких тренировок у меня стали получаться вот такие кромки.

Результаты заточки и сверления уже радуют.
Поскольку большого опыта пока в этом деле нет, то прошу в комментариях давать полезные советы и рекомендации по работе устройства. Мне еще следует учиться. Буду благодарен за оказанное внимание.
Возможно для кого-то больше подойдет вариант купить приспособление для заточки маленьких свёрл
Оцените статью
( 16 оценок, среднее 4.75 из 5 )
 Если вы постоянно имеете дело с заточкой твердых заготовок, то поверхность сверла очень быстро придет в негодность. Оно затупится, будет сильно нагреваться и в итоге потеряет былую прочность. Все это следствие «отпускания» металла. Именно поэтому такой инструмент нуждается в периодической заточке с помощью специальных приспособлений.
Если вы постоянно имеете дело с заточкой твердых заготовок, то поверхность сверла очень быстро придет в негодность. Оно затупится, будет сильно нагреваться и в итоге потеряет былую прочность. Все это следствие «отпускания» металла. Именно поэтому такой инструмент нуждается в периодической заточке с помощью специальных приспособлений.
Как сделать самодельные приспособления для заточки сверл, какие шаблоны для этого существуют и что нужно подготовить для работы, вы узнаете из нашей статьи.
…
Оглавление:
Особенности заточки сверл
 Сверла – эти недорогие приспособления, особенно если говорить о тех, что широко используются для бытовых нужд. Однако если есть возможность, то после затупления лучше заточить инструменты, чем покупать новые.
Сверла – эти недорогие приспособления, особенно если говорить о тех, что широко используются для бытовых нужд. Однако если есть возможность, то после затупления лучше заточить инструменты, чем покупать новые.
Есть заводские устройства, предназначенные для заточки, но при их покупке вы сильно потратитесь, и это не восполнит экономию при отказе от приобретения новых инструментов. Именно поэтому немало мастеров собирают станки для заточки своими руками.
 Стоит отметить, что затупление касается сверл по металлу, поскольку инструменты по дереву практически этому не подвержены, за исключением случаев применения на высоких оборотах при смолистой заготовке. Также заточке не подлежат победитовые наконечники по камню или бетону.
Стоит отметить, что затупление касается сверл по металлу, поскольку инструменты по дереву практически этому не подвержены, за исключением случаев применения на высоких оборотах при смолистой заготовке. Также заточке не подлежат победитовые наконечники по камню или бетону.
А вот сверла по металлу многие точат посредством всех дополнительных приспособлений своими руками, но точность такой работы далеко не всегда идеальна, поэтому желательно использовать хотя бы минимум механики.
Как правильно сделать приспособление для заточки сверл своими руками: обучающее видео
 Чтобы самому сделать такое устройство, вам потребуется средство контроля (шаблон). Каким бы образом сверло не затачивалось, точность проверяется специальным шаблоном.
Чтобы самому сделать такое устройство, вам потребуется средство контроля (шаблон). Каким бы образом сверло не затачивалось, точность проверяется специальным шаблоном.
Простые сверла по черному металлу имеют угол кромки от 115 до 120 градусов. Если металл другой, то и углы заточки тоже будут отличаться:
 для твердосплавной бронзы, стали или чугуна он составляет также от 115 до 120 градусов;
для твердосплавной бронзы, стали или чугуна он составляет также от 115 до 120 градусов;- для мягкой бронзы или латунных сплавов – от 125 до 135 соответственно;
- для красной меди 125 градусов;
- для алюминия и мягких алюминиевых сплавов, гранита, керамики и древесины – 135 градусов;
- для магния и его сплавов – 85 градусов;
- для пластика, текстолита и силумина – от 90 до 100 градусов.
 для твердосплавной бронзы, стали или чугуна он составляет также от 115 до 120 градусов;
для твердосплавной бронзы, стали или чугуна он составляет также от 115 до 120 градусов; Вы можете подготовить сразу несколько шаблонов в зависимости от перечисленных значений и, в соответствии с ними, своими руками выполнять заточку. Одно и то же сверло можно применять для разных типов заготовок, нужно лишь менять углы вершины рабочего места.
Вы можете подготовить сразу несколько шаблонов в зависимости от перечисленных значений и, в соответствии с ними, своими руками выполнять заточку. Одно и то же сверло можно применять для разных типов заготовок, нужно лишь менять углы вершины рабочего места.
Простое, но очень удобное затащивающее устройство – это втулки разного размера, которые прикреплены к основанию. Сделать самому их можно, опираясь на специальные чертежи. Помните, что инструмент во втулке не должен болтаться, а качество сверления может ухудшиться, даже если ошибка составит всего один градус.
 Можно сделать большую обойму на основе алюминиевых или медных трубок в зависимости от типовых параметров сверл или же взять брусок из мягкого материала и проделать в нем много отверстий. В точиле очень важно поставить удобный подручник, благодаря которому можно будет под нужным углом двигать приспособление для заточки и держать упор.
Можно сделать большую обойму на основе алюминиевых или медных трубок в зависимости от типовых параметров сверл или же взять брусок из мягкого материала и проделать в нем много отверстий. В точиле очень важно поставить удобный подручник, благодаря которому можно будет под нужным углом двигать приспособление для заточки и держать упор.
Перечисленные приспособления для заточки изготавливаются уже немало десятилетий подряд и пользуются спросом до сих пор. Для сборки заточного станка своими руками можно вместо уголка взять дубовый брусок.
Простейший станок для заточки можно собрать, просто установив напротив боковой части наждака верстак или столик. Даже такое простое приспособление обеспечивает высокое качество и точность выполнения работ.
Особенности выполнения заточки на простом устройстве
 В интернете можно отыскать готовые чертежи устройств для заточки сверл, или же наброcать их самому, но для этого следует понимать принцип работы со сверлом.
В интернете можно отыскать готовые чертежи устройств для заточки сверл, или же наброcать их самому, но для этого следует понимать принцип работы со сверлом.
Во время работы категорически запрещено допускать движение сверла вокруг своей оси. Если он провернется как минимум на миллиметр, то будет испорчен, и вам придется для повторной обработки стачивать небольшое расстояние.
После окончания работы сверло должно остыть, также выполните замеры шаблонами. Кромки должны быть идеально симметричными вплоть до десятых долей миллиметра. Особенно это важно, если сверло имеет минимальный диаметр.
Заточка может сопровождаться такими ошибками:
 углы будут правильными и симметричными, а вот длина режущих кромок – нет. В таком случае центр сверления сместится по отношению к оси, вследствие чего появляются биения. В самом начале работы будет трудно попасть в разметку, а само сверло может сломаться;
углы будут правильными и симметричными, а вот длина режущих кромок – нет. В таком случае центр сверления сместится по отношению к оси, вследствие чего появляются биения. В самом начале работы будет трудно попасть в разметку, а само сверло может сломаться;- Когда несимметричны друг другу углы режущей кромки, то центровка точна. Во время создания отверстий работает только одна режущая часть, работа происходит очень медленно и быстро греется наконечник. Может быть «отпускание» закаленного металла вследствие нагрева, отверстие может быть разбитым, а диаметр будет превышать диаметр сверла.
 углы будут правильными и симметричными, а вот длина режущих кромок – нет. В таком случае центр сверления сместится по отношению к оси, вследствие чего появляются биения. В самом начале работы будет трудно попасть в разметку, а само сверло может сломаться;
углы будут правильными и симметричными, а вот длина режущих кромок – нет. В таком случае центр сверления сместится по отношению к оси, вследствие чего появляются биения. В самом начале работы будет трудно попасть в разметку, а само сверло может сломаться; Как из подручных средств своими руками собрать точильный станок для спиральных сверл по металлу?
Как из подручных средств своими руками собрать точильный станок для спиральных сверл по металлу?
Для основы прибора можно взять любой точильный станок, который способен исправно работать, в нем нет биения оси, и он держит обороты под нагрузкой.
Задание выглядит таким образом:
- подручник обязан строго стоять горизонтально на одной оси с вращением наждака;
- конструкция должна быть безопасной, надежной и прочной;
- следует предусмотреть возможность затачивать как вручную, так и полуавтоматом;
- форма подручника должна способствовать свободному опущению хвостовика сверла на нужный угол.
 Специфических деталей для изготовления этого приспособления не требуется, практически все необходимое есть у каждого домашнего мастера. Заготовки обрабатываются болгаркой, сваркой или точилом.
Специфических деталей для изготовления этого приспособления не требуется, практически все необходимое есть у каждого домашнего мастера. Заготовки обрабатываются болгаркой, сваркой или точилом.
Для режима полуавтоматики предполагается качающийся упор, поэтому нужно сделать петлевое соединение. Точно подберите для отсутствия люфтов отверстия болта, кронштейна и трубки.
Площадка должна двигаться по вертикальной оси, чтобы можно было менять угол заточки сверла. Данную ось можно фиксировать, а подручник должен качаться, опираясь при этом на горизонтальную ось, что при заточке обеспечивает нужную артикуляцию.
 Опорная пластина выполняется из металла на 4 мм в толщину, а основные части конструкции должны иметь толщину в 3 мм соответственно. Это обеспечивает ее высокую прочность. Подручник с корпусом наждака соединяется жестко. Крепить его к защитному кожуху нельзя, поэтому посредством металлической «щеки» прикрутите кронштейн.
Опорная пластина выполняется из металла на 4 мм в толщину, а основные части конструкции должны иметь толщину в 3 мм соответственно. Это обеспечивает ее высокую прочность. Подручник с корпусом наждака соединяется жестко. Крепить его к защитному кожуху нельзя, поэтому посредством металлической «щеки» прикрутите кронштейн.
К опорной пластине затем прикручиваем саму направляющую пластину для сверл толщиной в 5 мм. В ней для фиксации сверла при обработке пропиливается паз треугольной формы.
Конструкция имеет угол поворота в 90 градусов, что позволяет обеспечивать заточку разными методами. Начиная от метода Леонтьева и заканчивая прижимом под определенным углом и созданием острого угла кромки благодаря кривизне наждака.
 Сверло при обработке будет не только прочно стоять в канавке, его также можно будет вдоль паза подавать к абразиву, а угол заточки при этом отклоняться не будет. Благодаря частичному превышению плоскости опорной пластины над осью движения диска, можно достичь нужной формы заточки затылка кромки.
Сверло при обработке будет не только прочно стоять в канавке, его также можно будет вдоль паза подавать к абразиву, а угол заточки при этом отклоняться не будет. Благодаря частичному превышению плоскости опорной пластины над осью движения диска, можно достичь нужной формы заточки затылка кромки.
Перед выполнением работ сверло следует прижать к пластине и выставить параллельно ей режущую кромку. Юстировка на этом окончена и можно к наждаку подносить и инструмент. Заточку нужно выполнять медленно и аккуратно, тщательно следить за углом.
Благодаря такому самодельному инструменту достигается высокая точность заточки и практически не нужен шаблон. Правда, потребуется время на установку станка и настройку угла, то зато потом вы без труда быстро наточите сверла в нужном количестве.
А вот если потребуется заточить бур, оснащенный твердосплавной насадкой, то можно на фиксированный угол прикрепить качающуюся пластину. Для этого под осевую гайку кладут несколько шайб.
Применение наждачного круга в самодельном инструменте для заточки
 Для универсальных точильных работ в основном используют белые круги на основе электрокорунда. Их применяют для заточки лопат, топоров, ножей и заготовок из металла.
Для универсальных точильных работ в основном используют белые круги на основе электрокорунда. Их применяют для заточки лопат, топоров, ножей и заготовок из металла.
С целью обработки твердосплавных сверл или быстрорежущих металлов нужно брать абразивные зеленые круги на основе карбида кремния с маркировкой 64С. А вот под бытовые нужды достаточно зернистости круга на 25Н.
 Заточка сверл требует более мелкой фракции в области от 8Н до 16Н. Помните, что наждаки на основе карбида кремния во время работы сильно греются, поэтому сверло в контакте с таким абразивом держать долго нельзя. Давайте металлу остывать после 2-3 подходов и охлаждайте его в содовой воде.
Заточка сверл требует более мелкой фракции в области от 8Н до 16Н. Помните, что наждаки на основе карбида кремния во время работы сильно греются, поэтому сверло в контакте с таким абразивом держать долго нельзя. Давайте металлу остывать после 2-3 подходов и охлаждайте его в содовой воде.
Качество кромки зависит от направления вращения абразива. Рабочая его поверхность обязана набегать на срез (идти сверху вниз).
Периферийная поверхность наждака при обработке обязана быть ровной. Ее можно править насадкой на основе эльбора. Если диск имеет малый диаметр, допускается применение плоскогубцев, в которых будет удерживаться эльборовый резец.
Итак, мы рассмотрели, как в домашних условиях можно собрать и использовать приспособления разной сложности с целью заточки сверл и не только. Выбрать подходящий вариант вы можете в зависимости от ваших бытовых потребностей.
Самодельный станок для заточки сверл









