- Главная
- Сервис
- Руководства по ремонту
Руководства по ремонту ЯМЗ
Обращаем Ваше внимание, что руководства по ремонту постоянно дорабатываются и
обновляются. Имеющиеся на данной странице руководства имеют последнюю редакцию, а
значит могут отличаться от документов выпущенных ранее и поставленных в комплекте с
двигателем. Поэтому при пользовании документами обращайте внимание на год его
издания.
Руководство по ремонту двигателей ЯМЗ-536, ЯМЗ-5361, ЯМЗ-5363, ЯМЗ-53602, ЯМЗ-53622, ЯМЗ-53642
pdf, 94.67 МБ
Руководство по ремонту двигателей ЯМЗ-5344-10, ЯМЗ-53442
pdf, 85.64 МБ
Руководство по ремонту двигателей ЯМЗ-6565, 6585
pdf, 22.17 МБ
Руководство по ремонту двигателей ЯМЗ-5341-10, ЯМЗ-5341-11
pdf, 112.61 МБ
Руководство по ремонту двигателей ЯМЗ-236М2, 238М2
pdf, 23.42 МБ
Руководство по ремонту двигателей ЯМЗ-5342, ЯМЗ-5344
pdf, 89.11 МБ
Руководство по ремонту газовых двигателей ЯМЗ-53414,-53424,-53444
pdf, 74.16 МБ
Руководство по ремонту двигателей ЯМЗ-650
pdf, 17.07 МБ
Руководство по ремонту двигателей ЯМЗ-651
pdf, 30.27 МБ
Содержание
- 1 Когда необходим капитальный ремонт двигателя автомобиля
- 2 Как снять двигатель
- 3 Разборка двигателя, дефектовка
- 4 Этапы сборки двигателя
- 5 Результат ремонта двигателя автомобиля
- 6 Как продлить рабочий ресурс двигателя
Чтобы правильно сделать капитальный ремонт двигателя своими руками, нужно иметь представление о дефектовке деталей, этапах их разборки и правильной сборки. Проведение капремонта позволяет продлить жизнь мотору путем замены основных деталей и узлов.

Капитальный ремонт двигателя автомобиля включает в себя его снятие из подкапотного пространства, разборку, дефектовку, сборку и подготовку к эксплуатации. В процессе проверяются на работоспособность все действующие системы: смазочная, подачи горючего, охлаждения, при необходимости исправляются дефекты КШМ.
Когда необходим капитальный ремонт двигателя автомобиля
Все системы двигателя внутреннего сгорания со временем изнашиваются. В зависимости от модели, марки и условий эксплуатации авто это может произойти как через год, так и через 5 лет, а то и больше.
Но в любом случае по поведению транспортного средства можно вовремя определить, что сроки уже подходят. Основные признаки, что с двигателем что-то не так:
- Повысился расход бензина (дизтоплива, газа) и моторного масла.
- Выхлоп становится «неправильного» сизого цвета.
- Снижается компрессия.
- Движок начинает стучать, беспричинно перегреваться.
- Снижается мощность.
- Датчик давления беспрерывно горит или мигает.
Любой из этих признаков указывает на неполадки в системе ДВС и необходимость выполнить ремонт двигателя своими руками или на станции техобслуживания.
Как снять двигатель
Чтобы вынуть мотор из подкапотного пространства, потребуется следующее:

- Разъединить все штекеры с разъемов датчиков, установленных на автомобиле. Их можно не подписывать, так как каждый разъем имеет свою форму.
- Снять патрубки радиатора, открутить топливный шланг, после чего ослабить крепеж подушек двигателя.
- Ослабить болты крепления коробки передач к мотору. Если двигатель установлен продольно, то желательно ослабить крепление КПП, чтобы отодвинуть агрегат назад.
- Открутить болты крепления выпускного коллектора к приемной трубе.
- Когда двигателю ничего не мешает, при помощи цепи с краном, или другим приспособлением вынуть его из подкапотного пространства.
Пользуясь случаем, нужно вымыть все под капотом, а также обработать разъемы и провода.
Разборка двигателя, дефектовка
Прежде чем приступить к ремонту двигателя автомобиля, его нужно освободить от навесного оборудования.
Снимаем генератор, стартер, впускной и выпускной коллектор и другие детали навесного оборудования, попутно оцениваем состояние компонентов.
Форсунки можно отдать на промывку и корректировку, впускной коллектор и дроссель помыть.
После демонтажа навесного оборудования приступаем к постепенной разборке мотора.
Снимаем переднюю крышку двигателя, особенно это актуально, если привод ГРМ цепной – можно проверить состояние цепи.
После снятия передней крышки оцениваем состояние цепи, направляющей и натяжителя.
Снимаем клапанную крышку, чтобы добраться до болтов ГБЦ. Оптимально – если есть помощник и ключ с длинным воротком, тогда удастся без усилия сорвать болты ГБЦ.

После того, как болты головки блока цилиндров сорваны, выкручиваем их, со всех сторон аккуратно поддевая отверткой.
Обратим внимание на ГБЦ. Лучше всего отдать головку блока цилиндров на опрессовку. Под этим процессом подразумевается проверка головки на наличие трещин, состояние комплектующих. Как правило, требуется замена нескольких направляющих с клапанами, а после – обязательная притирка клапанов к седлам.
Устанавливаются новые сальники клапанов. Кстати, делая ремонт двигателя своими руками, важно проверить состояние кулачков распредвала – при его сильном биении и износе потребуется замена. На СТО плоскость головки шлифуют до идеально ровного состояния, также могут отфрезеровать плоскость на несколько миллиметров.
Когда головка готова, переходим к блоку цилиндров. Изначально оцените зазор между поршнем и цилиндром. Если цилиндр имеет синий оттенок, это означает, что был перегрев.
Блок цилиндров также нужно отвезти на промер, где путем применения профессионального инструмента, будут известны результаты износа поверхности цилиндра. Обычно приходится хонинговать поверхность цилиндров или растачивать их под ремонтный размер поршня.
В это время проверяют коленчатый вал на биение. Если биение в допусках, что позволяет шлифовать шейки под ремонтный размер, то коленвал растачивают.
После покупки новых поршней и колец можно отдать их мастерам, которые вывесят шатуны и поршни отдельно и вместе, подогнав их по весу и установив в блок цилиндров с нужным моментом.

Немаловажно оценить состояние масляного насоса. Если их звездочки не сточены, можно обойтись обычной мойкой насоса и чисткой сетки масляного приемника. В целом ремонт двигателя своими руками закончен, осталось его собрать.
Этапы сборки двигателя
Для сборки мотора нужны следующие новые детали:
- полный комплект прокладок и сальников двигателя;
- новые болты ГБЦ;
- новый комплект цепей или ремня ГРМ;
- новое масло и фильтра, свечи зажигания, сервисные ремни;
- новая помпа, термостат.

Для сборки мотора нужно собрать низ блока цилиндров, после чего приступать к следующему:
- установить головку блока цилиндров, закрутить болты ГБЦ, не затягивая их;
- вооружившись динамометрическим ключом, а также правильными данными о моменте затяжки болтов ГБЦ, в правильном порядке и с нужным моментом затягиваем болты;
- теперь устанавливаются звезды и цепь ГРМ, либо ремень ГРМ с роликами, причем выставляем все по меткам по первому цилиндру, проверить метки можно по метке на маховике;
- прокрутить за шкив коленвал на выявление возможного закусывания;
- собрать все навесное оборудование в обратном порядке.
Теперь приступаем к установке мотора в подкапотное пространство, все в обратной последовательности.
Скорее всего, с первого раза двигатель не запустится, пока топливная система не наберет давление, а все датчики не синхронизируются. После проверяем компрессометром давление в цилиндрах, где компрессия должна быть не менее 13 кПа.
Результат ремонта двигателя автомобиля
После капитального ремонта двигатель должен работать, как при нулевом пробеге. При этом качественный ремонт подразумевает ресурс не менее 80% от пробега до первой капиталки.
Двигатель должен пройти обкатку – обычно хватает 1000 км, при этом рабочие обороты должны постепенно повышаться. После обкатки меняем масло и эксплуатируем автомобиль в штатном режиме.
Как продлить рабочий ресурс двигателя
Чтобы как можно реже делать ремонт двигателя своими руками или на СТО, достаточно правильно его эксплуатировать и своевременно обслуживать:
Не допускать перегрузок ДВС.
Вовремя производить долив и замену масла и антифриза.
Не гонять мотор вхолостую без особой на то необходимости.
Выбирать качественное горючее и моторное масло в соответствии с рекомендациями автоизготовителя.
Придерживаться умеренного стиля вождения.
Многие автомобилисты сталкивались с понятием ремонт двигателя автомобиля. Но не все понимают, в чем заключается данный процесс. Отремонтировать свой автомобиль под силу не каждому автовладельцу, поскольку многие просто не знают, какая технология ремонта автомобильного двигателя. Данная статья, расскажет об основных процессах восстановления силового агрегата.
Общие понятия ремонта двигателя
Ремонт бензиновых двигателей — достаточно сложный процесс восстановления изношенных узлов и деталей силового агрегата до первоначального состояния или приближенного к нему. Этот процесс, включает в себя множество операций и зависит от типа и класса мотора.
В процессе эксплуатации транспортного средства многие автолюбители, не обращают внимание на обслуживание, которое играет весьма важную роль на состояние силового агрегата, а также на его ресурс. Впоследствии, может случиться так, что ремонт бензинового двигателя будет невозможен. Поэтому, на восстановление силового агрегата влияет не только физический износ, но и то как за ним ухаживают.
В каких случаях проводят ремонт силового агрегата
Рассмотрим, в каких случаях придется проводить ремонт двигателя:
- Износ и выработка деталей свыше 80% ресурса.
- Появление механических повреждений основных компонентов силового агрегата.
- Поломка, связанная с неправильной настройкой или техническим обслуживанием.
- Прочие причины, которые могли вызвать неисправности.

Как же классифицировать ремонт бензиновых двигателей:
- Поточный ремонт. Это ремонт изношенных деталей, которые в процессе эксплуатации имеют ресурс ниже, чем основной силовой агрегат.
- Технический ремонт двигателей. Проводится при проведении поточного технического обслуживания для плановой замены изношенных элементов.
- Внеплановый ремонт двигателей автомобилей. Это неожиданная поломка силового агрегата, которая вызвана некачественным проведением ТО, запасными частями или другими причинами, которые повлекли проведения восстановительных операций по мотору.
- Плановый ремонт. Его еще называют капитальный ремонт. Проводится, обычно, согласно пробегу автомобиля, когда исчерпан ресурс силового агрегата.
С чего начать
Многие автомобилисты задаются вопросом — с чего начать ремонт бензиновых двигателей? Ответ достаточно прост — необходимо определить признаки: а вообще необходим ли ремонт узла, или проблема кроется в чем-то другом? Для этого придется провести ряд диагностических процедур. Они делятся на 2 типа: электронные и механические.
Электронная диагностика может показать необходим ли ремонт авто в части электроники и есть ли вообще проблемы. Для этого проводится проверка электронного блока управления двигателем, а также состояние всех датчиков и соединений. Если проблемы не выявлено, то не стоит и лезть далее, поскольку можно создать проблему, которую придется решать.

Механическая диагностика потребует много времени, сил и знаний. Для проведения этой операции, в интернете есть инструкция, но в этой статье постараемся объяснить все намного детальнее и понятнее. Если в процессе проведения диагностических операций были обнаружены проблемы, то придется разбирать и проводить ремонт бензиновых двигателей.
Кстати для этого есть руководство по ремонту двигателя, которое выпускает завод изготовитель, как в бумажном, так и в электронном виде. Итак, рассмотрим процесс ремонта машины, а точнее ее силового агрегата более детально.
Демонтаж и разборка
Первый процесс — демонтаж силового агрегата с автомобиля и его разборка. В каждом конкретном случае, двигатели снимаются по-разному. На это влияют следующие показатели: привод, расположение мотора, количество цилиндров, конструктивные особенности кузова, тип коробки передач и прочие.
Например, демонтировать силовой агрегат с Жигулей или отечественного производства грузовика намного легче, чем с остальных автомобилей. В них имеется меньше электронных устройств, поэтому демонтаж проводиться достаточно легко и просто.
Например, дизельные двигатели ЯМЗ-236 и ЯМЗ-238 демонтируются с автомобиля за 10-12 часов, а их иностранные аналоги — за более чем 36 часов. Та же ситуация и с процессом разборки, который может занимать у Жигулей от 3 часов и машин иностранного производства от 10 часов.
К процессу разборки стоит относиться тщательно, поскольку именно в этот момент и проводиться первые диагностические операции. Автолюбитель, если он проводит ремонт двигателя своими руками, должен осмотреть визуально наличие повреждений, трещин и прочих дефектов на силовом агрегате и его компонентах.

Дефектовка элементов
Следующим этапом станет дефектовка, которая определит признаки неисправности, а также покажет, в каком состоянии находится механика. В чем же заключается данная процедура:
- Промер коленчатого вала на размер, твердость, прогиб и центровку.
- Диагностика состояния плоскости и корпуса блока цилиндров.
- Состояние поршневой группы.
- Изношенность элементов и корпуса головки блока цилиндров.
- Другие показатели.
- Целесообразность ремонт мотора.
Мойка
Двигатель, ремонт которого неизбежен, нуждается в мойке блока и его составляющих. Этот процесс проводится при помощи горячего керосина или специальных средств под давлением. Это позволяет вымыть всю металлическую стружку, грязь и прочие ненужные элементы, которые скопились в процессе эксплуатации.

Запасные части
Когда проведения диагностика и определены все детали, которые подлежат замене, стоит заказать необходимые запасные части, поскольку перед их установкой на двигатель требуется подготовка. Зачастую, когда проводится ремонт бензиновых двигателей, меняются следующие запасные части:
- Коренные и шатунные вкладыши.
- Поршневая группа.
- Пальцы шатунов.
- Втулки шатуна.
- Масляный фильтр и насос.
- Помпа или ее ремонтный комплект.
- Впускные и выпускные клапаны.
- Маслосъемные кольца.
- Комплект прокладок.
- Направляющие втулки и седла клапанов.
- Прочие детали.
Шлифовка блока и коленвала
Следующим этапом проведения ремонтно-восстановительных работ является шлифовка коленчатого вала, а также плоскостей блока и головки. При помощи плоскошлифовального и фрезерного станков проводится приведения плоскости ГБУ и блока в зеркальную поверхность. Как правило, убираться может: 0,05мм, 0,1мм, 0,25мм, 0,5 мм, 1мм и более толщины изделия.
Что касается шлифовки коленчатого вала, то существует виды ремонта для этого узла:
| Вид ремонта | Толщина, мм | Эффективность по сравнению с новым |
| Ремонт № 1 | 0,25 | 80-90% |
| Ремонт № 2 | 0,50 | 70-75% |
| Ремонт № 3 | 0,75 | 65-70% |
| Ремонт № 4 | 1,00 | 50-55% |
| Ремонт № 5 | 1,25 | 40-45% |
| Ремонт № 6 | 1,50 | Меньше 30% |
| Ремонт № 7 | 2,00 | Не применяется с 1995 года |
Ремонт головки блока
Ремонт головки блока одна из самых несложных операций в процессе проведения капитального ремонта двигателя. Проводить ее рекомендуется, конечно, на автосервисе, но многие автомобилисты, после ремонтных операций по Жигулям, проводят ремонт ГБЦ иномарок самостоятельно. Итак, что же входит в процесс капитального ремонта головки блоки цилиндров:
- Замена распределительного вала (или нескольких, если их 2 и более на автомобиле).
- Замена клапанов, как выпускных, так и впускных.
- Замену направляющих втулок.
- Смену седел и маслосъемных колпачков.
- Аргонное сваривание, при наличии трещин или нарушений герметичности.
- Прочие работы связанные с ремонтом ГБЦ того, или иного типа.

Вспомогательные работы
К вспомогательным работам стоит отнести опрессовку и центровку сцепления. Первый — это процесс, при котором определяется герметичность головки и блока цилиндров. При помощи керосина заполняется внутренняя часть двигателя, предварительно закрыв все дыры. Если утечки не обнаружено, то двигатель полностью герметичен, если же есть трещины, то необходимо их заварить.
Второй процесс подразумевает выставление центробежной силы сцепления по отношению к коленчатому валу. Как правило, проводиться на специальном стенде, который есть не на всех автосервисах. Сцепление прикрепляется к коленчатому валу и проводится их совместная балансировка. Это поможет уменьшить износ и трение.
Сборка узла
Сборка узла проводится при помощи стенда, который позволяет крутить двигатель на 360 градусов. Итак, рассмотрим, последовательность проведения операции:
- Установка вкладышей и «укладка» коленчатого вала.
- Установка шатунов и поршневой группы.
- Установка в правильное положение бугелей, а также их окончательная затяжка.
- Монтаж Прокладок и крышек, закрывающих мотор.
- Установка масляного насоса и помпы.
- Монтаж шкива коленвала.
- Установка головки (головок) блока цилиндра.
- Монтаж поддона.
- Сборка мелких узлов.
- Установка топливной аппаратуры.
- Прочие работы по сборке.

Этот процесс достаточно трудоемкий и тяжелый, поэтому рекомендуется его доверить профессионалам.
Обкатка и испытания
Финальным этапом капитального ремонта двигателя становиться его обкатка и испытание. Лучший способ обкатать двигатель — это комбинированный, о котором мы писали в одной из статей. Для наиболее эффективной работы силового агрегата, необходимо его обкатывать, как на горячую, так и на холодную.
Во многих иностранных странах, помимо обкаточного стенда, существует испытательный стенд, который при помощи большого количества датчиков и показателей проводит испытание двигателя и определения ресурса после проведения ремонтно-восстановительных работ. К сожалению, на территории СНГ таких стендов нет, поскольку считается, что их использование экономически нецелесообразно.
Вывод
Провести капитальный ремонт современного двигателя своими руками без наличия специальных дорогостоящих стендов практически нереально. Можно делать только поточные ремонты, типа замене датчиков и то не на всех транспортных средствах. А вот провести собственноручный ремонт силового агрегата — ВАЗ или ГАЗ вполне реально, что по этот день и делают автомобилисты, которые владеют такими транспортными средствами.
На чтение 28 мин Просмотров 57 Опубликовано Обновлено
Содержание
- Организация и технология ремонта двигателей
- Схема технологического процесса по ремонту двигателей
- Схема и описание технологического процесса ремонта двигателя автомобиля
- Технологический процесс участка по ремонту двигателей
- Назначение, технологический процесс и организация работ ТОО ТФ «Таксомотор», подбор оборудования и производственная программа. Устройство и принцип действия приспособления для рассухаривания клапанов головки блока. Режим работы и годовые фонды времени.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
Организация и технология ремонта двигателей
Схема технологического процесса ремонта двигателя представлена на рисунке 10.
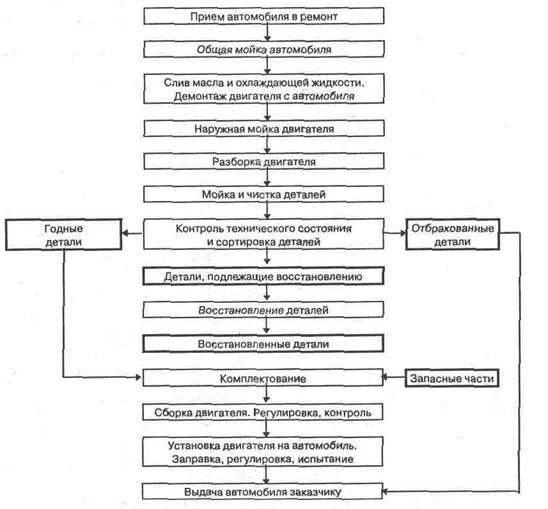
Рисунок 10 – Схема технологического процесса ремонта двигателя
Приём в ремонт. Приём в ремонт имеет своей задачей определение комплектности и технического состояния двигателей, оформление приёмо-сдаточного акта, составление предварительной калькуляции стоимости ремонта, ознакомление заказчика с калькуляцией и оформление заказа (договора на выполнение работ, оказание услуг).
В начальной стадии ремонта производится наружная мойка двигателя. Эта стадия мойки имеет большое значение для поддержания общей чистоты на предприятии и качества выполнения всех последующих ремонтных работ.
Мойка двигателя. Мойка двигателя производится или в специальной струйной моечной машине, или с помощью аппаратов высокого давления. Оптимальная температура моющего раствора t = 60…90°С.
Разборка двигателя.Технологический процесс разборки может быть организован на одном рабочем месте или на поточной линии. Последний вариант организации технологического процесса применяется на крупных мотороремонтных предприятиях с небольшой номенклатурой ремонтируемых агрегатов. При небольших разномарочных производственных программах используются универсальные посты разборки-сборки, оснащенные стендами-кантователями.
Необходимо исключить применение методов разборки с использованием ударных воздействий на детали, при которых в дополнение к дефектам, возникающим у деталей в процессе эксплуатации, возникают «разборочные» дефекты (деформация, разрушение и др.). Эти дефекты дополнительно увеличивают объем восстановительных работ и долю отбракованных деталей.
При выборе инструмента и другой технологической оснастки необходимо учитывать, что усилие отворачивания резьбовых соединений и распрессовки сопряжений с натягом в среднем на 15…25% выше усилий при их сборке.
Наиболее важным является применение специальных съемников, обеспечивающих сохранность демонтируемых деталей. Кроме этого, наиболее передовые инструментальные фирмы выпускают универсальные гаечные ключи и головки новой конструкции. Они имеют специальный профиль рабочей поверхности, который в отличие от традиционного, не концентрирует усилие на ребре гайки или головке болта, а распределяет его по поверхности грани, обеспечивая сохранность крепежных деталей и высокую производительность труда.
Стоимость профессионального инструмента высока, поэтому актуальным является вопрос его сохранности.
Опыт передовых зарубежных ремонтных предприятий показывает, что наиболее надежным и дешевым способом решения этой проблемы является передача инструмента в собственность исполнителям. Сотрудник в рассрочку обязан выкупить комплект необходимого ему для работы инструмента. При этом на него автоматически возлагается ответственность за сохранность.
При индивидуальном ремонте детали и узлы разобранного двигателя не обезличиваются и укладываются в специальный контейнер. Это необходимо для последующей сборки двигателя. Кроме того, отбракованные детали должны быть возвращены заказчику. Ряд деталей не разукомплектовываются из соображений сохранения их взаимного расположения. Это детали, которые при производстве обрабатываются в сборе. Например, в двигателе не разукомплектовываются: блок цилиндров и крышки коренных подшипников; шатуны и крышки шатунов; головка цилиндров и крышки опор распределительного вала. Не рекомендуется разукомплектовывать коленчатый вал и маховик. При разборке целесообразно маркировать сопряженные детали, обозначая их принадлежность и взаимное расположение.
Очистка деталей. Детали двигателей имеют различные виды эксплуатационных загрязнений, которые должны быть в процессе ремонта полностью удалены.
На первом этапе производится общая мойка деталей, аналогично тому, как осуществляется мойка агрегатов. В процессе общей мойки с поверхностей деталей удаляются масляные пленки. Кроме масляных пленок детали имеют сложные виды загрязнений, не удаляемые общей мойкой. К сложным видам загрязнений относятся нагар, накипь, смолистые отложения.
Нагар удаляется механическим путем с помощью металлических щеток, а также струёй сжатого воздуха, подающей на поверхность детали частицы твердой очищающей среды. В качестве твердой очищающей среды используется песок, косточковая крошка, пластмассовая крошка, сухой лед и др.
Пескоструйная обработка повреждает поверхность детали и, поэтому, может применяться только для очистки стальных и чугунных деталей, не имеющих хорошо обработанных поверхностей, например, выпускных трубопроводов.
Косточковая и пластмассовая крошки имеет меньшую твердость и сбивает слой нагара, не повреждая при этом поверхность деталей. Данная очищающая среда применяется при очистке деталей из черных и цветных материалов (головки цилиндров, поршни, клапаны и др.).
Накипь, образующаяся на поверхностях деталей, контактирующих с охлаждающей жидкостью, удаляется или способами удаления нагара или химическим способом специальными составами.
Источник
Схема технологического процесса по ремонту двигателей
Чертеж схемы технологического процесса ремонта двигателей внутреннего сгорания ДВС (формат А1).
Технологический процесс является частью производственного процесса, содержащей целенаправленные действия, связанные с последовательным качественным изменением объектов ремонта и последующим определением его состояния.
Производственный процесс ремонта двигателя автомобиля содержит следующие технологические процессы: разборку, восстановление или замена деталей двигателя сборку. Разработка и совершенствование технологических процессов ремонта являются важными этапами технологической подготовки производства.
В зависимости от возможности демонтажа подвижные и неподвижные соединения подразделяют на разъемные (свободно разбираемые) и неразъемные (не разбираемые). Разъемные соединения в современных машинах составляют до 85 % всех соединений. Эти соединения могут быть полностью разобраны без повреждения соединяющих и скрепляющих их деталей.
Таким образом, разборке подлежат соединения неподвижные разъемные (например, резьбовые, пазовые, конические), неподвижные разъемные (прессовые, клепаные и т.п.), подвижные разъемные (валы-подшипники скольжения, плунжеры-втулки и т.п.), подвижные неразъемные (некоторые подшипники качения, запорные клапаны и др.). Эта классификация отражает и тип разъединения, но ввиду того, что в каждую группу ее входит большое количество соединений, отличающихся по технологической характеристике и способу разборки, что соответственно определяет и характер разборочных работ, целесообразно различать типы разъединения деталей машин по технологическим признакам, а именно: вывинчивание резьбовых соединений, выпрессовка, разъединение при необходимости заклепочных, вальцовочных, сварных, паянных, клеевых и других соединений.
Дополнительные материалы: на 18 листах прилагается записка с описанием организации производственного и совершенствование технологического процесса ремонта двигателей автомобилей: выбор схемы технологического процесса, технологический процесс разборки, разборка неподвижных разъемных соединений и неподвижных неразъемных соединений, ремонт блока цилиндров и деталей цилиндропоршневой группы и кривошипно-шатунного механизма, основные возможные дефекты коленчатых валов и способы их устранения, ремонт шатунов, ремонт головки блока цилиндров и механизма газораспределения, регулировка и обкатка
Источник
Схема и описание технологического процесса ремонта двигателя автомобиля
Расчетно технологическая часть
Выбор метода организации производства моторного участка.
На моторном участке общий для большинства агрегатов технологический процесс ремонта включает: мойку двигателя в целом (разборном состоянии); подразборку в соответствии с объемом ремонта; мойку снятых деталей и их дефектовку; комплектовку деталей после ремонта из запасных частей; сборку и испытания двигателя.
Разборно-сборочные работы в моторном цехе проводят на специальных стендах, обеспечивающих возможность подхода к ремонтируемому агрегату с разных сторон, а также поворот и наклон агрегата для удобства работы. Стенды специализированы по типам агрегатов. Они размещаются в зоне действия кран-балки. Для размещения и разборки, снятых с агрегатов узлов предусмотрены слесарные верстаки, столы и стеллажи. Кроме обычных ключей различного типа при разборочно — сборочных работах применяются гайковерты различные съемники и приспособления. Контроль, сортировку и комплектовку деталей производят с помощью измерительного инструмента и отдельных специальных приборов.
Испытания агрегатов после ремонта производят на специальных стендах.
Цех должен быть окрашен в светлые и спокойные тона, вентилируется приточно — вытяжной вентиляцией и имеет смешанное освещение (естественное и искусственное).
Условия труда в цеху соответствуют санитарным нормам, эстетическим требованиям и условиям безопасности.
В настоящее время на моторном участке по ремонту коленчатого вала должно присутствовать самое современное оборудование, так как автомобильная промышленность резко и быстро поднимает темпы усовершенствования тех или иных деталей, агрегатов, механизмов автомобилей.
На моторном участке предпологаем использовать посты тупикового типа. Въезд и выезд транспортого средства осуществляется через совмещённые ворота.
Исходя из полученных расчётов количество ремонтно-бслуживающего персонала на моторном участке в одну смену составляет 4 человека, поэтому организация управления основана на индивидуальном методе, при таком методе каждый рабочий несет ответственность за выполненные работы и подчиняется непосредственно мастеру – приемщику. Количество человек работающих на одном посту-1.
| Профессия | Количество рабочих | Разряды рабочих | |||
| I | II | III | IV | V | VI |
| Моторист | — | — | — |
Схема и описание технологического процесса ремонта двигателя автомобиля.

На посту приемки-выдачи мастер приемщик узнает жалобу клиента и записывает ее в заказ-наряд. После завершения заказ-наряда, автомобиль поступает на кузовной участок, где производиться более точная диагностика
неисправностей кузова, а именно: небольшие вмятины на съемных деталях кузова, большие вмятины на съемных деталях кузова, разрезы, нарушение геометрии кузова автомобиля.
Небольшие вмятины на кузове автомобиля устраняются без демонтажа деталей кузова, все работы проводятся на самом автомобиле, по окончанию выполнения устранения вмятин необходимо провести окончательную рихтовку ремонтируемой детали.
При больших вмятинах на кузове автомобиля производится демонтаж деталей кузова или их замена. При демонтаже детали, неисправную деталь устанавливают на Х-образную подставку, производят восстановление, окончательную обработку и монтаж детали.
При разрезах на кузове или деталях кузова автомобиля производится либо замена неисправной детали либо демонтаж, для произведения дальнейшего ремонта. Дальнейший ремонт производится с помощью использования сварочного оборудования. Окончательным этапом ремонта разрезов на деталях кузова является окончательная рихтовка автомобиля, для произведения дальнейшей покраски данной детали.
При нарушении геометрии кузова, автомобиль устанавливают на стапель. На стапеле производится демонтаж исправных деталей автомобиля и восстановление геометрии кузова, после выполнения изменения геометрии кузова производится монтаж деталей автомобиля, так же в процессе изменения геометрии кузова автомобиля возможно выполнение сварочных работ.
Завершающим этапом ремонт деталей является их монтаж на автомобиль и дальнейшая регулировка всех зазоров. Перед отправлением автомобиля в малярный участок необходимо проверить качество выполненных работ.
Все работы на СТОА выполняются согласно «Положению о техническом обслуживание и текущем ремонте подвижного состава».
Источник
Технологический процесс участка по ремонту двигателей
Назначение, технологический процесс и организация работ ТОО ТФ «Таксомотор», подбор оборудования и производственная программа. Устройство и принцип действия приспособления для рассухаривания клапанов головки блока. Режим работы и годовые фонды времени.

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
В процессе эксплуатации автомобиля его рабочие свойства постепенно ухудшаются из-за изнашивания деталей, а также коррозии и усталости материалов, из которого они изготовлены.
В автомобиле появляются отказы и неисправности, которые устраняют при (ТО) и ремонте.
Ремонт представляет собой комплекс операций по восстановлению неисправности или работоспособности деталей.
Необходимость и целесообразность ремонта автомобилей обусловлены, прежде всего, неравно прочности их составных частей. Известно, что создать равнопрочный автомобиль, все детали которого изнашивались бы равномерно и имели бы одинаковый срок службы, невозможно. Поэтому в процессе эксплуатации автомобили проходят на (АТП) периодическое ТО и при необходимости текущий ремонт (ТР), который осуществляется путем замены отдельных агрегатов. Это позволяет поддерживать автомобили в технически исправном состоянии.
При длительной эксплуатации автомобили достигают такого состояния, когда их ремонт в условиях АТП становится технически невозможным или экономически не целесообразным. В этом случае они направляются в централизованный текущий или капитальный ремонт (КР) на авторемонтное предприятия (АРП).
Текущий ремонт должен обеспечивать гарантированную работоспособность автомобиля на пробеге до очередного планового ремонта, причём этот пробег должен быть не менее пробега до очередного ТО-2 . в случае возникновения отказов выполняют неплановый ТР, при котором заменяют или восстанавливают детали и сборные единицы в объёме, определяемом техническим состоянием автомобиля.
Капитальный ремонт должен обеспечивать исправность и полный (либо близкий к полному) ресурс автомобиля или агрегата путём восстановления и замены любых сборочных единиц и деталей, включая базовые. Базовой называют деталь, с которой начинают сборку изделия, присоединяя к ней сборочные единицы и другие детали. У автомобилей базовой деталью является рама, у агрегатов — корпусная деталь, например блок цилиндров двигателя, картер коробки передач.
Основным источником экономической эффективности КР автомобилей является использование остаточного ресурса их деталей. Около 70…75% деталей автомобиля, поступивших на КР могут быть использованы повторно либо без ремонта, либо после небольшого ремонта.
Детали, полностью исчерпавшие свой ресурс и, подлежащие замене, составляют 25…30% всех деталей. Это поршни, кольца, подшипники качения, резинотехнические изделия и др.. количество деталей, износ рабочих поверхностей которых находится в допустимых пределах, что позволяет использовать их без ремонта достигает 30…35%. Остальные детали автомобиля 40…45%могут быть использованы вторично только после их восстановления, к ним относятся большинство более сложных, метало емких деталей автомобиля , в частности блок цилиндров, коленчатый вал, головка цилиндров, картеры коробки передач заднего моста и др.. Стоимость восстановления этих деталей не превышает 10…50% стоимости их изготовления.
Себестоимость КР автомобиля не превышает 60…70% стоимости новых. Высокая эффективность централизованного ремонта обусловила развитие авторемонтного производства, которое всегда занимало значительное место в промышленном потенциале нашей страны.
Организации ремонта автомобилей в нашей стране постоянно уделялось большое внимание. В первые годы советской власти автомобильный парк в нашей стране состоял всего из нескольких тысяч автомобилей, главным образом иностранного производства. Для организации производства автомобилей в молодой советской республике не было ни материальной базы, ни опыта, ни подготовленных кадров, поэтому развитие автомобильного производства исторически определило развитие отечественного автомобиле строения.
1. Краткая характеристика предприятия
ТОО ТФ «Таксомотор» расположен в городе Павлодар по улице Советов 107, на территории площадью 21246 квадратных метров, где размещены: стоянка, авторемонтные мастерские, офис, диспетчерская и контрольно — технический пункт.
Режим работы мастерских с 8:00 до 15:00. Число рабочих дней мастерских составляет 274 дня. В системе пассажирского обслуживания фирма работает с 1957 года. Это работа на заказах города Павлодар.
Оборот фирмы в среднем за месяц от оказания всех видов услуг составляет: 1 миллион 750 тысяч тенге.
Административный офис располагается в благоустроенном здании с отдельными кабинетами для линейно — технического персонала, оснащенными телефонными связями, компьютерной и вычислительной техникой.
В задачи персонала ТОО ТФ «Таксомотор» входит предоставление исправного автотранспорта, при этом весь транспорт который выходит на линию, должен быть исправен, и проверен механиками и инженерами.
На территории АТП имеются следующие цеха оборудованные для шлифовки коленчатых валов и многих других частей автомобилей, для обкатки и мойки двигателей, токарный, медницкий, аккумуляторный, прачечный цех, цех вулканизации, инструментальный, плотницкий цеха. Так же имеются складское хозяйство, где хранятся запасные части двигателей и агрегатов, резиновые изделия и мелкие детали.
2. Расчетно-технологическая часть
2.1 Назначение, технологический процесс и организация работ
Моторный участок предназначен для протирки и шлифовки клапанов, замены поршневых пальцев, поршней, поршневых колец, замены вкладышей шатунных и коренных подшипников на вкладыши эксплуатационных размеров, замены прокладки головки блока, устранение трещин и пробоев (в сварочном или агрегатном отделении). Моторный участок неразрывно связан с зоной ТР, т.к. двигатель снимается в этой зоне и поступает на участок мойки.
После мойки двигатель поступает на промежуточный склад. По мере освобождения рабочих мест в моторном участке двигатели из промежуточного склада поступают в комплекс моторного участка.
При ремонте двигателей изношенные детали заменяют на новые из основного склада.
После ремонта двигатель испытывают на компрессию и давление в ОТК.
Затем двигатель поступает на промежуточный склад и по указанию диспетчера он отправляется в комплекс ТР, где устанавливается на автомобиль.
2.2 Режим работы и годовые фонды времени
Количество рабочих дней в году, при пятидневной рабочей недели, для СТО составляет 253 дня. Продолжительность рабочей смены составляет 8 часов. В связи с небольшой производственной программой работа осуществляется в одну смену.
Годовые фонды времени делятся на действительные и номинальные. Действительный фонд рабочего времени это фактически отработанное время в течении года с учетом различных потерь (отпуск, болезни, командировки и т.д.). Номинальный фонд времени определяется без учета этих потерь.
где — количество праздничных дней в году;
— количество субботних дней за период отпуска;
— продолжительность рабочей смены;
— количество праздников в году;
— сокращение рабочей смены в предпраздничные дни;
— коэффициент потерь рабочего времени.
Действительный годовой фонд времени оборудования:
— коэффициент использования оборудования.
Годовой фонд времени рабочего места:
2.3 Годовая производственная программа
Производственная программа задается номенклатурой и количеством ремонтируемых автомобилей и их составных частей (узлов, агрегатов).
Приведенная программа участка:
где — годовая производственная программа по ремонту базовой модели (ГАЗ — 24);
и — годовая производственная программа приводимых моделей
и — коэффициент приведения по трудоемкости к основной базовой модели.
2.4 Определение укрупненных норм времени на ремонт единицы продукции, производимой на участке по регулировке и диагностики системы впрыска
Приведенная трудоемкость ремонта автомобиля и его составных частей:
где — базовая (табличная) трудоемкость;
— коэффициент корректирования трудоемкости в зависимости от производственной программы;
— коэффициент приведения трудоемкости к базовой модели.
2.5 Определение годового объема работ
где — годовая производственная программа.
2.6 Определение состава рабочих
Различаю явочный и списочный состав рабочих. Списочным называют состав рабочих, числящихся по спискам. Явочным называют состав рабочих, фактически являющихся на работу.
Таблица 1-годовой объем работ и количество производственных рабочих
Годовой фонд рабочего времени
Регулировка и диагностика системы впрыска
Число вспомогательных рабочих:
Количество инженерно-технических работников, младшего обслуживающего персонала и служащих:
Таблица 2-состав рабочих на участке по диагностики и регулировки СП
Наименование групп рабочих
Процент от числа производственных рабочих
Процент от числа производственных и вспомогательных рабочих
2.7 Расчет и подбор оборудования
Технологическое оборудование СТО рассчитывают в зависимости от годового объема работ, а некоторую его часть подбирают исходя из необходимости выполнения всех работ, предусмотренных технологическим процессом цеха или участка.
Для производства работ в цехах или участках определяют потребное количество рабочих мест, оборудованных необходимым технологическим оборудованием и оснасткой.
Число рабочих мест по каждому виду работ:
где — количество рабочих одновременно работающих на рабочем месте.
Число рабочих мест условно принимаю равным — 1.
Число единиц технологического оборудования:
Число единиц технологического оборудования условно принимаю равным — 4.
2.8 Расчет площади цеха, участка
По суммарной площади занятой оборудованием и инвентарем:
где — суммарная площадь оборудования и инвентаря в рабочем положении, м 2 ;
— коэффициент плотности расстановки оборудования.
2.9 Расчет потребности в энергоресурсах
Годовой расход силовой электроэнергии:
где — установленная мощность токоприемников одной группы, кВт;
— коэффициент загрузки оборудования;
— коэффициент спроса, учитывающий одновременность работы потребителей.
2.9.2 Расход электроэнергии на освещение.
где — площадь пола освещаемого помещения, м 2 ;
— годовой фонд работы электрического освещения, ч;
— удельная мощность расхода электроэнергии на 1 м 2 площади пола освещаемого помещения, Вт/м 2 .
2.9.3 Расход воды на производственные и бытовые нужды
На производственные нужды вода в моторном участке используется для мойки деталей узлов. Применяется передвижная ванна ОМ — 1316. Она предназначена для мойки деталей и узлов керосином, бензином или дизельным топливом на рабочих местах при сборке узлов и машин или при их техническом обслуживании в мастерских и на пунктах технического обслуживания. Ванна снабжена крышкой, открываемой при помощи ножной педали, и укомплектована двумя решетками и корзиной для мелких деталей.
На бытовые нужды при таких видах работ воды расходуется от 5-10 литров воды в день. В нее входят:
— соблюдение личной гигиены;
рассухаривание клапан ремонт участок
3. Конструкторская разработка
3.1 Назначение приспособления, устройство и принцип действия
В своей конструктивной части я разработал приспособление для рассухаривания клапанов головки блока.
Данное приспособление состоит из скобы, силового винта, пяты, шайбы, маховика. Принцип работы следующий: Устанавливаем приспособление шайбой на тарелку клапана и с другой стороны прижимаем пятой при помощи силового винта и маховика на опорную шайбу пружины. При этом опорная шайба пружины смещается к тарелке клапана и освобождает сухарики.
Это приспособление создает массу удобств, минимальный травматизм слесаря при рассухаривания клапанов. Данное приспособление повышает работоспособность и качество обслуживания при ремонте головок блока.
Производим сжатие силового винта.
При затягивании силового винта в нем возникает напряжение. Расчетным путем узнаю напряжение в упорном винте.
Силовой винт длинной 100 мм, диаметром L= 12 мм. Модуль упругости материала Е=мПа
По закону Гука определяем величину деформации.
4. Охрана труда и техника безопасности
Одной из главных забот государства является охрана здоровья трудящихся, обеспечение безопасных условий труда, ликвидация производственного травматизма и профессиональных заболеваний.
Ускоренное развитие автомобильного транспорта и производственно-технической базы привело к повышению требований по обеспечению безопасности труда на автотранспортных предприятиях (АТП). Больше внимания стало уделяться не только техническим, но и организационным, санитарно-гигиеническим мероприятиям.
В этом разделе встречаются следующие термины:
— охрана труда — система законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда;
— техника безопасности — система организационных мероприятий и технических средств, предотвращающих воздействие на работающих опасных производственных факторов;
— производственная санитария — система организационных мероприятий и технических средств, предотвращающих или уменьшающих воздействие на работающих вредных производственных факторов;
— безопасность труда — состояние условий труда, при котором исключено воздействие на работающих опасных и вредных производственных факторов.
Администрация СТО обязана обеспечить своевременный и качественный инструктаж и обучение работающих безопасным приемам и методам работы.
Техническое обслуживание и ремонт автомобилей должны проводиться в специально отведенных для этого местах (на постах), оснащенных необходимыми для выполнения работ устройствами, подъемно транспортными механизмами, приборами, приспособлениями и инвентарем. Автомобили, направляемые на посты технического обслуживания или ремонта, должны быть очищены от грязи, снега, льда и вымыты.
4.2 Охрана труда и соблюдение техники безопасности на СТО «КАКТУС»
Автомобиль, установленный на напольный пост технического обслуживания или ремонта, необходимо надежно закрепить путем подстановки не менее двух упоров под колеса, затормозить стояночным тормозом. При этом рычаг коробки передач должен быть установлен в положение, соответствующее низшей передаче, на АКПП рычаг переключения передач поставить в положение PARK. Если при обслуживании автомобиля необходим работающий двигатель, то рычаг КПП устанавливают в нейтральное положение.
При обслуживании автомобиля на подъемнике на механизм управления подъемником необходимо вывесить предупредительную табличку с надписью «Не трогать. Под автомобилем работают люди». В рабочем положении плунжер подъемника должен быть надежно зафиксирован упором, предотвращающим самопроизвольное опускание подъемника.
Техническое состояние автомобиля и его агрегатов следует проверять в основном при неработающем двигателе и заторможенных колесах, за исключением опробования тормозов, проверки работы систем питания и зажигания. При осмотре допускается пользоваться переносной лампой с предохранительной сеткой, на напряжение не выше 42 В. Если работа производится в осмотровой канаве, то переносная лампа должна быть напряжением не выше 12 В.
На постах диагностирования оборудование и приборы устанавливают так, чтобы оператор мог легко наблюдать со своего рабочего места за всеми автомобилями, находящимися на постах. Рабочее место оператора должно быть оборудовано вращающимся регулируемым по высоте стулом. Диагностические и другие посты, где автомобиль устанавливается с работающим двигателем, должны быть оборудованы эффективными местными отсосами для удаления отработавших газов.
Основными причинами возникновения пожаров на СТО являются: неосторожное обращение с огнем; нарушение правил пожарной безопасности при сварочных и других огневых работах; нарушение правил эксплуатации электрооборудования; неисправность отопительных приборов; неправильное устройство; термических печей; нарушение режима эксплуатации устройств для подогрева автомобилей; нарушение правил пожарной безопасности при аккумуляторных и окрасочных работах; самовозгорание промасленных обтирочных материалов, пропитанных маслом; статическое и атмосферное электричество и др.
При эксплуатации подвижного состава наиболее частными причинами возникновения пожаров являются: неисправность электрооборудования автомобиля; не герметичность системы питания; скопление на двигателе грязи и масла; применение легковоспламеняющихся и горючих жидкостей для мойки двигателя; подача топлива самотеком; курение в непосредственной близости от системы питания, применение открытого огня для подогрева двигателя или определения и устранения неисправностей механизмов; нарушение герметичности газового оборудования на газобаллонном автомобиле и т. д.
Исключение причин возникновения пожаров — одно из важнейших условий обеспечения пожарной безопасности на предприятиях автомобильного транспорта. На СТО следует своевременно организовывать противопожарный инструктаж и занятия по пожарно-техническому минимуму. На территории, в производственных, административных, складских и вспомогательных помещениях необходимо установить строгий противопожарный режим. Должны быть отведены и оборудованы специальные места для курения. Для использованного обтирочного материала предусматривают металлические ящики с крышками. В помещении для испытания ДВС, во избежание возникновения пожара, трубопроводы отработавших газов и топлива должны быть проложены отдельно. Совершенно не допускается утечка газов и топлива в соединениях трубопроводов. Для исключения вспышки в карбюраторе, сечение топливопровода должно подбираться с учетом мощности испытываемого двигателя.
Аккумуляторная батарея должна быть изолирована в отдельный деревянный ящик с крышкой.
Провода низкого и высокого напряжения должны быть на концах пропаяны и крепиться жестко гайками.
Двери из моторного и обкаточного помещений должны открываться наружу.
Помещения должны оборудоваться огнетушителями.
5. Охрана окружающей среды
Для утилизации химических веществ — отработанного масла, тосола, смазочных материалов предусмотрена система слива. Эти материалы сливаются в подземный маслонакопитель, где они отстаиваются, а затем их направляют на регенерацию или используют для местных надобностей.
При мойке автомобилей вода стекает в накопитель, отстаивается, фильтруется и затем используется повторно.
Технологический мусор, который накапливается в специальных контейнерах, впоследствии вывозится и утилизируется в установленном порядке.
Отходы ссыпаются в специальные мусорные ящики и потом вывозятся на городскую свалку.
Для меньшего загрязнения атмосферы, нужно посадить на территории данного предприятия много деревьев, они ведь поглощают углекислый газ и выдают кислород. Запрещается разливать или выливать отработавшее масло в помещении и за его пределами. Его необходимо утилизировать. Работы по ремонту автомобилей, ведущиеся в одном здании и сопровождающиеся выделение газов, пыли, паров, тепла, а также шумом, должны выполняться в отдельных помещениях, изолированных друг от друга стенами или перегородками до потолка.
При неосторожном разлитии масла необходимо его пересыпать песком. Для слива масла должна быть предусмотрена специальная ёмкость. А при её заполнении его относят на переработку или для использования его в гидравлических подъёмниках и прессах, также его можно применять как смазку ходовой части.
Применяемое оборудование должно соответствовать исправным техническим состоянием и не должно загрязнять окружающую среду.
Разлитое масло или топливо необходимо немедленно удалять при помощи песка или опилок, которые после употребления следует ссыпать в металлические ящики с крышками, установленные вне помещения.
Уборку и очистку осмотровых канав необходимо выполнять периодически, не реже 1 раза в смену. В местах перехода осмотровые канавы и траншеи должны иметь переходные мостики. В помещениях для обслуживания и ремонта автомобилей запрещается оставлять порожнюю тару из-под топлива и смазочных материалов.
Использованные обтирочные материалы должны немедленно убираться в металлические ящики с плотными крышками, а по окончании рабочего дня удаляться в безопасное в пожарном отношении место.
Безопасность труда работающих во многом зависит от конструкции и технического состояния применяемого оборудования (стендов, приспособлений, инструмента и т.д.). Работа на неисправном оборудовании запрещена.
Пользоваться стендами, приспособлениями, приборами и инструментом необходимо строго по их назначению в соответствии с технологическим процессом технического обслуживания и ремонта автомобиле.
6. Научная организация труда
НОТ на производстве является необходимым элементом и составной частью технического прогресса, все шире и глубже проникают в жизнь предприятий. Это связано с особенностями современного прогресса, прежде всего с характером широко применяемых ныне технических средств.
Для успешного выполнения производственных заданий недостаточно располагать современными оборудованием, механизмами, приспособлениями, инструментами и квалифицированными рабочими.
Нужно соответствующим образом организовывать труд. Решению этой задачи способствует НОТ.
В современных условиях научной считается такая организация труда, которая основывается на достижениях науки и передовом опыте, систематически внедряемых в производство. Она позволяет наилучшим образом соединить технику и людей в едином производственном процессе, обеспечивая наиболее эффективное использование материальных и трудовых ресурсов, непрерывное повышение производительности труда, способствует сохранению здоровья работников, постепенному превращению труда в первую жизненную потребность и создает моральное удовлетворение работающему.
Научная организация труда включает в себя правильное отношение работника к своему рабочему месту, а также обращение с инструментами, нормальное выполнение работы и т.д.
Основными задачами НОТ на СТО является: применение более рациональной организации труда на основе изучения производственных операций; устранение производственных потерь рабочего времени; использование наиболее совершенных средств производства (оборудования); внедрение таких форм труда (разделение и кооперация), которые обеспечивают развитие творческого отношения к труду каждого члена коллектива; общее улучшение условий труда, воздействующих на организм человека (температура, освещение, вентиляция рабочего помещения и др.), а конкретно для безопасных условий труда в производственном помещении цеха по ремонту агрегатов предусматривается приточно-вытяжная вентиляция, тепловые завесы, местный отсос ядовитых газов и пыли от оборудования и стендов. Для защиты рабочих от поражения электрическим током все металлические части электрооборудования заземляется. При работе все инструменты и приспособления должны лежать на своих местах не далеко от рабочего места и так чтобы не стеснять движение рабочего при работе. Допустимый уровень низкочастотных шумов в цехе по ремонту агрегатов составляет 80 дБ. Температура воздуха в помещении должна составлять 25єС относительная влажность 75-80%. Освещение в цеху осуществляется двумя путями с помощью ламп и естественное освещение. Каждый вечер проводить уборку цеха. Раз в месяц специальная комиссия из 5-6 человек проводят анализ оборудования на качество и надежность работы для обеспечения сохранности жизни человека. Рабочему должны быть предоставлены все условия для работы: у него должен быть весь инструмент в отличном состоянии; рабочее место должно быть освещено как естественным светом, таки и искусственным. Инструменты не должны быть поломаны или разбиты, чтобы рабочий не получил травмы от поврежденных инструментов, если он работает с вредными веществами, как кислота или вредный дым припоя, то ему должна быть предоставлена искусственная вытяжка.
Если есть электрические приборы, такие как: дрель, наждак, то они должны находиться на отдельно, хорошо доступном к подходам столе для любых подходов к инструментам. Также рабочее помещение должно находиться в идеальном чистоте и порядке. Рабочие не должны ходить и спотыкаться о детали, для этого должны быть слесарные стеллажи, на которых размещаются запасные и негодные детали, а также рабочие должны снабжаться спецодеждой, защитными масками и очками на электроприборах.
Для безопасных условий труда в производственном помещении предусматривается проточно-вытяжные вентиляции, тепловые завесы, местный отсос ядовитых газов и пыли от станков.
Для защиты рабочих от поражения электротоком все металлические части должны быть оборудованы заземлением. Допустимый уровень низко — частотных шумов в моторном цехе.
Температура воздуха в цехе рабочего поста не ниже 15 -18 0 С. Скорость воздуха не более 0,3 м/с.
Освещенность в цехе при общем освещении смотровых каналов не более 12 В на проектируемом цехе соблюдается санитарно — гигиенические требования, ежедневно проводят уборку.
Вывод по курсовому проекту
В своем курсовом проекте я отобразил схему технологического процесса участка по ремонту двигателей.
С моей точки зрения необходимо улучшить бытовые приборы, обновить оборудование, улучшить освещение. В основном, недостатков на данном участке во время прохождения практики не замечено.
Также в своем курсовом проекте я отразил вопросы по охране труда, научной организации труда и охране окружающей среды, которые являются самыми важными вопросами в организации годовой производственной программы ТОО ТФ «Таксомотор». Произведена реконструкция участка по ремонту двигателей, которая заключалась в добавлении нового оборудования (стендов и аппаратов).
Список использованной литературы
1 Указ Президента Республики Казахстан от 28.01.1998 г. N 3834 с изменениями и дополнениями от 07.09.1999 г. № 206 «О мерах по реализации Стратегии развития Казахстана до 2030 года»
2 Г. М. Напольский. Технологическое проектирование автотранспортных предприятий и станций технического обслуживания», издательство «Транспорт»,1985 г.;
3 Б. Н. Суханов, И. О. Борзых, Ю. Ф. Бедарев «Техническое обслуживание и ремонт автомобилей», издательство «Транспорт», 1985 г.;
4 Г. В. Краморенко, И. В. Барашков «Техническое обслуживание автомобилей», издательство «Транспорт», 1980 г.;
5 Ю. Т. Чумаченко, Г. В. Чумаченко, А. В. Ефимова «Эксплуатация автомобилей и охрана труда на автотранспорте», издательство «Феникс», 2002 г.;
6 В. С. Левицкий «Машиностроительное черчение», издательство «Высшая школа», 1988 г.;
7 «Гаражное и ремонтное оборудование». Каталог-справочник
8 «Положение о техническом обслуживании и ремонте подвижного состава автомобильного транспорта», издательство «Транспорт», 1972 г.;
9 Серия Авторемонт «Системы впрыска топлива», Москва, 1997г.
10 В. М. Семенов «Нестандартные изделия для сборочно-разборочных работ», издательство «Колос», 1975 г.
11 Фастовцев Т.Ф. Автотехобслуживание. м: Машиностроение, 1985.-256 с.
12 Кузнецов Ю.М. Охрана труда на АТП.-М: Транспорт, 1990.-288 с.
13 Роговцев В.Л. Устройство и эксплуатация транспортных средств. — М.:1991.432 с.
14 В. М. Семенов. Нестандартный инструмент для разборочно-сборочных работ, Москва, «Колос», 1975 г.
15 Техническая эксплуатация автомобилей. Под ред. Крамаренко Г.В. — М: Транспорт, 1983.-488 с.
16 Каталог ГАРО : Машинопись : Тюмень, 1993.-40 с.
17 Экологический паспорт ТОО АТП «Энергетик».
18 Ю. В. Новиков «Охрана окружающей среды», издательство «Высшая школа», 1981 г;
19 Ю.М.Кузнецов «Охрана труда на предприятиях автомобильного транспорта» Москва, «Транспорт» 1986 г;
20 Колубаев Б.Д., Туревский И.С. Дипломное проектирование
21 Корнов А.Н. «Руководство по ремонту систем впрыска топлива», Санкт-Петербург, 1998г.
22 Иванов В.Д. «Стенды и аппараты для диагностики и ремонта систем впрыска топлива», Москва, 2000г.
Подобные документы
Режим работы участка, годовые фонды времени рабочих и оборудования. Определение годового объема работ, площади участка и потребности в энергоресурсах. Типовой технологический процесс восстанавливаемой детали. Расчет режимов обработки. Нормирование работ.
курсовая работа [238,2 K], добавлен 13.01.2016
Годовая программа производственного участка по ремонту двигателей внутреннего сгорания. Режим работы участка. Годовые фонды времени рабочих и оборудования. Расчет количества технологического производственного оборудования. Потребность в энергоресурсах.
курсовая работа [52,9 K], добавлен 27.04.2010
Характеристика грузового автомобиля МАЗ-64226. Технологический расчет агрегатного отделения по ремонту, подбор оборудования. Назначение и область применения, устройство и принцип действия приспособления для установки поршней в цилиндры компрессора.
курсовая работа [108,5 K], добавлен 07.10.2011
Разработка технологического процесса на восстановление ролика опорного катка трактора Т-130. Расчет площади кузнечно-термического участка. Режим работы участка и годовые фонды времени рабочих, рабочих мест и оборудования. Способы устранения дефектов.
курсовая работа [2,1 M], добавлен 05.11.2010
Назначение и производственная структура вагоносборочного участка по ремонту цистерн. Режим работы и фонды рабочего времени. Выбор метода ремонта цистерн с парообразной рубашкой. Технология ремонта четырехосной цистерны. Выбор потребного оборудования.
курсовая работа [352,0 K], добавлен 04.02.2013
Расчет годового объема работ, фонда времени штатного рабочего, числа производственных рабочих, числа постов, площади участка. Подбор технологического оборудования. Описание технологического процесса по обслуживанию и ремонту автомобилей семейства ВАЗ.
курсовая работа [890,4 K], добавлен 21.07.2014
Анализ существующей организации работ в ремонтном подразделении. Технология съемки, разборки и очистки узла. Организация производственного процесса ремонтного подразделения. Годовые фонды времени работы цеха по ремонту тележек, оборудования и рабочих.
курсовая работа [2,6 M], добавлен 02.03.2011
Источник

Капитальный ремонт двигателя — одна из важных операций, проводимых в рамках обслуживания и ремонта двигателя (обычно транспортного). Периодичность, объём и стоимость зависят от режима эксплуатации, степени износа, и технологии ремонта соответственно. Правильно проведённый, капитальный ремонт в последующем обеспечивает небольшой расход масла и топлива, и достаточный ресурс до следующего капремонта. В рамках издержек, следует учесть не только затраты на детали, станочные операции и работу, но и уменьшение ресурса блока и коленвала после расточки и шлифовки под следующий размер. Таким образом, на стоимость ремонта влияет правильная оценка степени износа, в чём вообще говоря, больше всего заинтересован сам владелец. В статье пойдёт речь о самостоятельном ремонте двигателя — своего, или клиентского на принадлежащей нам СТО.
Критерии выхода двигателя в капремонт[править]

Важны, только если решение принимаем лично. Постепенный рост расхода масла и топлива, снижение компрессии, дымность выхлопа в определённой степени могут быть исправлены устранением течей, регулировкой и притиркой клапанов, применением ремонтных присадок — однако радикальным решением, позволяющим привести все показатели в норму, является капитальный ремонт с заменой поршневой. В некоторых случаях (стук, падение давления масла) его нельзя отсрочить, в остальных лучше приурочивать к тому времени, когда нам удобно его проводить. Если нет гаража, то лучшее время это весна-лето. Капремонт на СТО для самых простых двигателей при достаточном количестве персонала можно провести за 2-3 дня, но лучше рассчитывать на неделю. Это тот случай, когда спешка ни к чему. Чем больше деталей меняется, тем ремонт быстрее — и дороже.
Итак, общепринятыми критериями необходимости капремонта являются:
- Стук в двигателе. Речь идёт именно не о детонационном (при разгоне), а возникшем и непрекращающемся стуке. Наиболее страшный — это стук шатуна.
- Падение давления масла (лампочка горит и/или стрелка указателя давления на нуле при работе на холостом ходу. Эти два первых критерия — аварийные, и езда на стучащем двигателе или без давления масла может привести к необходимости купить новый.
- Убыль тосола. Обычно указывает на пробой прокладки головки, часто заодно и капиталят, если двигатель не нов. Обычно при это прорывает газы в радиатор (шланги вздуты, радиатор рвёт). В случае попадания воды в масло («молоко») недопустима даже кратковременная езда. Хотя чаще всего тосол убывает через слабый хомут, протекающий радиатор, или изношенную помпу.
- Расход масла. Обычно — через трубу, в виде сизого дыма. Основной критерий износа мотора.
- Низкая компрессия. Замеряется компрессия прибором, подключаемым вместо свечи накаливания (дизели) или искровой свечи (бензиновые). Измеряется на тёплом двигателе, клапана должны быть отрегулированы (не зажаты). Снижение ниже нормы или разнобой компрессии признак либо нарушений в головке (погиб или неплотность клапанов, зажаты клапана), либо износа. Вихрекамерный дизель не заводится при снижении компрессии ниже 22-25, бензиновый менее чувствителен.
- Снижение мощности и расход топлива. Во многих случаях сопровождает износ, как его следствие.
- Механическое разрушение двигателя («братский кулак»). Конечная стадия стука в двигателе, но иногда случается внезапно.
Однако владелец машины может принять решение выполнить ремонт и не опираясь на какие-либо цифры.
Периодичность и объём ремонта[править]
Для бензиновых моторов зависит от марки, и в целом гуглится. Если водитель не гонщик, и ездит тихо, ресурс может быть и двойной. Для самых простых машин: карбюраторные «Жигули» в районе 100—150 тысяч километров, инжекторные «Жигули» любой модели 200—300 тысяч. Разрыв в ресурсе вызван недостатками воздушного фильтра «классики» (ниже). У иностранных моделей пробег обычно больше. Аутсайдерами являются дизельные моторы с турбонаддувом, расход масла которыми вызван самими турбинами, из-за чего они преждевременно попадают в ремонт. Снижение мощности, выбросы сажи у таких моторов часто происходят из-за закоксовывания впускных каналов поступающим из полуживой турбины маслом. Бывают и аварийные случаи с поломкой клапанов и проломом поршня. Низкосортный бензин или пробой поддона могут вызвать детонационную поломку колец поршня или стук шатуна, это чисто аварийный ремонт. Бывают случаи хрупкого разрушения деталей — в общем, мотор может попасть на капиталку и внезапно.
Согласно научным данным, износ поршневой группы в основной части диапазона прямо пропорционален запылённости потребляемого двигателем воздуха. Отсюда важность тщательной установки и своевременной замены фильтрующих элементов. Теоретически, можно кратно уменьшить износ, поставив дополнительный второй фильтр для лучшей защиты двигателя — но при этом возрастание воздушного сопротивления и связанная с этим потеря топливной экономичности может «съесть» всю экономию на ресурсе. Однако имеется исключение из правил, называемая «классика». В этой группе моделей, начиная с ВАЗ-2101 и заканчивая ВАЗ-2107, среди 1200 отклонений от первоначальных чертежей FIAT-124, ВАЗ внёс крайне вредное и по-сталински говоря, преступное изменение в конструкцию воздушного фильтра. А именно, патрубок от сапуна закреплён не кольцевой развальцовкой, как на оригинале, а вместе с пластиной прихвачен на трёх точках сваркой. Любой может убедиться, что между точками сварки имеется неплотность, вызывающая подсос неочищенного воздуха тем больший, чем сильнее сопротивление (загрязнённость) фильтрующего элемента. Достаточно заткнуть пальцем выходное отверстие внутри и дунуть в патрубок. Именно поэтому в «кастрюле» постоянно обнаруживается пыль, и именно поэтому корпус фильтра внизу постоянно покрыт маслом. Зачастую, кроме этого, ослаблена посадка и пропускает воздух сам сосок. Благодаря этим нововведениям, ВАЗу удалось сократить межремонтный пробег своих двигателей наполовину и увеличить продажи запчастей. В инжекторной «классике» корпус фильтра другой конструкции, отсюда больше и пробег. Автор этих строк продал свою «классику» с пробегом более 200 000 без расточки. Места подсоса были им заклеены эпоксидной смолой прямо с новья. Меры, подобные ВАЗовским, постоянно предпринимают китайские производители бензогенераторов, культиваторов, снегоуборщиков, бензокос, компрессоров: производимая ими техника имеет чисто номинальный воздушный фильтр и неизменно лишена масляного фильтра для скорейшего износа их продукции.
Кроме загрязнения воздуха, на ресурс мотора сказывается состояние масла и в том числе масляного фильтра. Современное синтетическое (отчасти и полусинтетическое) масло неплохо защищает двигатель при старте, однако многих беспокоит цена «синтетики». Правда в том, что присадки в масле постепенно срабатываются, и пробег между сменами синтетики может быть выше. Речь идёт о 25..30 тысячах километров пробега. Что не отменяет необходимость замены масляного фильтра по инструкции, то есть каждые 10 тысяч километров — с соответствующим доливом масла взамен потерянного с фильтром. Для увеличения ёмкости фильтра и уменьшения его сопротивления потоку масла, на многие микролитражки можно с успехом ставить более крупный фильтр. Например, фильтр от ЗМЗ-406 на все модели ВАЗ. В результате износ мотора при лучшей подаче и хорошей фильтрации масла снижается.
Для справки: машиной с самым большим пробегом без капремонта является в настоящий момент легковая Volvo P1800 1966 года выпуска, с пробегом 4 600 000 км[1]. По неофициальным сведениям, такого пробега автовладелец достиг непрерывным применением ремонтных присадок.
Подготовка двигателя к ремонту и снятие[править]
Для облегчения работ двигатель должен быть чист снаружи, а для ускорения мытья деталей — и внутри. Поэтому при возможности следует заехать на мойку и помыть двигатель под давлением (можно своим керхером — при наличии). Для отмывки двигателя внутри, если он ещё заводится, стоит долить в масло стакан, а для большого мотора — два стакана — ацетона. После чего оставить машину работать час-другой на холостом. Гидрокомпенсаторам это никакого вреда не принесёт, зато нагар на внутренних поверхностях размягчит и даже смоет. Немедленно после глушения мотора масло следует слить. Оно будет просто ужасным на вид. Возможна и повторная промывка, особенно если на вашей СТО осталось бэушное промывочное масло от другого клиента. Отстоявшееся, оно вполне пригодно для этой цели. После окончательного слива масла и откручивания масляного фильтра сливают тосол — сначала с радиатора, потом с двигателя, на нём всегда есть пробка где-то в середине блока по высоте. В это же время отключаем и снимаем аккумулятор. Всё складывается на полку, выделенную именно для этой машины. Лучше поставить табличку с госномером клиента (если это не вы). С машины снимается капот.
Далее берётся фотоаппарат и фотографируются все штеккеры, разъёмы и трубочки. На иномарках их может быть много, причём при путанице может загореться Check Engine или просто увеличиться расход. Если вы человек основательный, можете и записать все штеккеры в тетрадь. После снятия всех штеккеров и всех трубочек и патрубков, из моторного отсека удаляют радиатор, расширительный бачок, и вообще всё, что может мешать снятию мотора. На многих машинах двигатель снимается заодно с коробкой вниз, на старинных заднеприводных машинах с продольным расположением двигателя — обычно отдельно от коробки и вверх, ну и так далее. При наличии подъёмника мотор снимают с его помощью, положив балку с «пауком» на заведённые наверх лапы подъёмника. Как только двигатель повиснет на цепном «пауке», мы можем открутить опоры, которых у двигателя минимум три (две у двигателя и одна-две на коробке). Если коробка остаётся на месте, то откручиваем и коробку тоже. При снятии коробки с гидравлическим отжимом сцепления цилиндрик обычно снимают, оставляя висеть на верёвочке.
Поднимать или опускать двигатель следует неспешно, убеждаясь, что ничто не забыто, и двигатель хорошо проходит через отсек. Наконец, когда всё кончено, машину убирают прочь и опускают двигатель на пол. Начало положено! На пустую машину ставят назад капот и выгоняют на улицу. В ближайшие дни она никуда не поедет.
Подготовка к разборке, помывка[править]
Чем чище будет двигатель снаружи, тем меньше сил будет потрачено на отмывание его деталей. Поэтому если грязь ещё осталась (или её и не трогали), отсоединённый от коробки двигатель вывешиваем на цепи или ставят на решётку. Большие наслоения грязи поддеваем отвёрткой, после чего опрыскиваем с распылителя соляркой и основательно проходим по бокам крепкой капроновой щёткой. Окончательно всё удаляется керхером, после чего можно ставить мотор на стенд, стол, или подставку (смотря где разбираем). Разбор на полу практикуют обычно в восточных СТО.
Способ помывки не должен повреждать краску на деталях, разрушать резинки или электрические элементы. Поэтому при предварительной помывке (до разборки) исключается применение любых растворителей, абразивных материалов или чрезмерного давления воды (керхер). Алюминиевые детали чувствительны к щелочным растворам — поэтому едкий натр, кипячение деталей в растворе крайне нежелательно. Буржуазные фирмы применяют специальные экологически безопасные (но весьма дорогие) растворители, полностью очищающие любые детали при простом замачивании. Хотя это вряд ли будет по карману, учитывайте экологию, в том числе опасность отравления, и пожарную. Чем больше стирального порошка и меньше солярки — тем лучше.
Разборка и складирование деталей[править]
Для беспроблемной сборки мотора, все снимаемые крепежи (болты, гайки, хомуты), смотря по назначению, складывают в отдельные баночки. Идеальный вариант это обрезанные литровые ёмкости из-под масла. Если вы не получили их достаточно при смене масел, то можно заготовить на мусорке при другой СТО. Отдельно складываются болты крепления коробки, болты поддона, болты головки, болты передней крышки двигателя, и так далее. Снимаемые детали складываются на полку, застеленную свежими газетами из рекламных вбросов на почту. После последующего перемывания, чистые детали лучше положить на чистые же газеты.
Туда же на полку помещают всё, связанное именно с этой машиной. Оптимально выделять целую полку одному клиенту.
При разборке есть детали, которые нельзя путать местами. Это крышки шатунов и крышки коренных подшипников, причём желательно (если это не сделано заводом или предшествующими слесарями) отметить зубилом номера крышек блока, номера шатунов. Поршни от шатунов отделять пока не нужно. Никакие детали не выбрасываются, даже прокладки: это может быть нужно при дефектовке и/или предъявлении клиенту.
Отмывание деталей идёт следом. Часто приходится применять жёсткие капроновые щётки, чтобы оттирать соляркой въевшуюся грязь. В конце концов, детали моют водой с порошком или мойкой под давлением. Применение солярки и растворителя при мытье должно быть минимально по времени, поскольку они впитываются в кожу и токсичны, лучше использовать непроницаемые перчатки. Как вариант, можно надеть полиэтиленовые перчатки, а сверху матерчатые, которые защитят первые от прокола. Оптимально замачивание блоков, головок и валов в солярке, с последующим подъёмом на цепи и мытьём под давлением. Для таких операций должно быть отдельное помещение, и огнетушителей там должно быть хотя бы два. Бак с соляркой делают всегда с решётчатым вторым дном, выше основного сантиметров на 15, и большим шаровым сливным краном. Грязь постепенно проникает из солярки в воду, которую заливают по уровню чуть ниже решётки, и её регулярно удаляют вместе с водой. Таким образом, солярка долго остаётся почти чистой, воду за это время меняют десятки раз.
Дефектовка[править]
После разборки и отмывания деталей проводим дефектовку. Берём нутромер и микрометры и замеряем диаметры всех цилиндров вверху и внизу в двух плоскостях (4 замера), диаметр всех шеек коленвала (2 замера на шейку) и распредвала, сдвиг шатунных и коренных крышек (при затяжке болтов моментом по таблице). Если наблюдается овализация или сдвиг крышек, возможно, придётся принимать меры. Овализация при износе постелей распредвала решается проще всего: на абразивном круге осторожно осаживают крышки. Все измерения проводятся при температуре, близкой к комнатной, детали должны быть сухими и чистыми.
При измерениях возможны (и довольно часты) результаты, показывающие сдвиг крышек коренных подшипников и шатунных. В случае, если болты или шпильки не снимались и не проворачивались, это может быть вызвано уменьшением диаметра (растягиванием) болтов, в результате чего крышка «гуляет». В буржуазных руководствах по этой причине полагается при каждом ремонте менять шатунные болты. Однако, мы же в России! Так что в таком случае, при отсутствии жёсткого «криминала» (проворот вкладышей, овализация в вертикальной плоскости) следует при сборке просто затягивать шатуны и бугеля постепенно, и слегка простукивать молотком туда-сюда. В результате крышки «найдут» своё место и менять ничего не придётся. Доказательством нормального зазора в коренных подшипниках при сборке является лёгкий проворот коленвала без шатунов пальцами без закусывания, а зазора в шатунных — свободное перемещение шатунов с полностью затянутыми крышками по оси шейки вала. Если шатун не сдвигается пальцем, вкладыши зажаты и нужно обязательно устранить проблему до пуска.
При дефектовке должны быть твёрдо установлены причины попадания мотора в ремонт. Например, если он «газил», нужно установить, шёл ли пробой через прокладку головки, не было ли трещин в головке или нарушения посадки гильз в блоке. Если мы не найдём дефект, то сложнее будет проконтролировать его устранение и добиться, чтобы он не повторялся.
Выбор метода ремонта двигателя и деталей[править]
По данным измерений, становится ясной необходимость расточки блока, шлифовки вала, смены втулок, и других операций. На этом этапе можно принять во внимание пожелание клиента (или своё, если виновником торжества являетесь вы) провести ремонт с ограниченными тратами и без лишней станочной обработки. Дело в том, что чаще всего основными изнашиваемыми деталями являются поршневые кольца, вкладыши коленвала и сальники, и лишь в меньшей степени блок цилиндров, колен- и распредвал. Поэтому завод между двумя капитальными ремонтами предусматривает так называемый средний, в ходе которого меняются обычно первые (дешёвые) детали и остаются без обработки вторые. Нужно помнить, что блок цилиндров обычно имеет всего 2 (реже 4) ремонтных размера, а коленвал 4 (реже 6), и следовательно, проведённая шлифовка или расточка (кроме стоимости самих работ) отнимает 1/3 или 1/5 стоимости детали. Однако владелец чаще всего заказывает полный ремонт, не считаясь с будущими затратами.
Показателями с оставлению блока без расточки является: овализация зеркала в пределах 0,05 мм; износ (проверенный между самым верхним следом колец и нижним) цилиндра в пределах 0,1 мм для диаметров до 100 мм и 0,12..0,15 мм для более крупных моторов. При этом требуется установка поршневых колец следующего ремонтного размера с подгонкой, включая прилегание. Следует хорошо понимать, что поверхность трения поршневых колец многократно уступает поверхности трения цилиндра — именно поэтому износ колец всегда больше, чем износ блока или гильз. Отсюда при осмысленном ремонте с оставлением блока и вала без расточки и шлифовки ресурс мотора до следующей капиталки будет почти такой же.
Показатели к оставлению коленвала без шлифовки: овализация всех шеек в пределах 0,04 мм; износ шатунных шеек в пределах 0,06 мм и коренных 0,08 мм. Вкладыши при этом устанавливаются прежнего размера, однако вал всё равно необходимо промыть: открыть пробки, тщательно очистить полости, и потом закрыть (зачеканить).
При оставлении блока цилиндров без расточки, иногда можно оставить и прежние поршни. Они должны быть тщательно осмотрены на задиры, поломки, причём размер юбки в средней части не должен быть изношен больше чем 0,05 мм. Однако поршневые пальцы плавающего типа должны быть обязательно сменены.
Поршни можно оставлять только если зазор между юбкой и цилиндром не превышает написанной в инструкции по ремонту величину. Поршни не должны иметь признаков аварийных ситуаций (задиров, наволакивания металла на канавки, повреждений, отколов). В рамках экономии денег бэушные поршни первого и последующего ремонта лучше всего использовать вместо новых при расточке блока: в таком случае станочная обработка позволит получить желаемый зазор, и даже несколько уменьшить зазор в стыке поршневых колец, а новые поршни, поставленные на не расточенный блок, гарантируют отсутствие задиров. Руководствуйтесь правилом: тугой двигатель не ходит, отсюда лучше зазор больше, чем меньше.
Положительной стороной оставления основных деталей без обработки является большая скорость прикатки мотора и меньший риск задира/заклинивания поршней.
Выбор кованых (штампованных) поршней правильнее с точки зрения ресурса, так как такие поршни (обычно) содержат более высокую долю кремния, и следовательно, более износостойки. Можно довольно надёжно проверить, не являются ли поршни контрафактными (не отлиты ли без кремния) по тепловому расширению юбки от 0 до 100 градусов: на диаметр 100 мм оно должно быть не более 0,13 мм (чем меньше, тем лучше). Температуру 100 градусов получаем, нагревая поршень в кипятке, а 0 градусов, охлаждая его в морозилке: когда лёд на его поверхности начнёт таять, температура нулевая. Измерение проводится строго в плоскости качания, в середине юбки.
В случае модернизации двигателя в рамках повышения его топливной экономичности или смены основного топлива, может понадобиться повышение или понижение степени сжатия, а также коррекция угла установки распредвала, в таком случае необходимые изменения вносятся сразу. В случае, если основным топливом является газ, желательно устранить излишний подогрев впускного коллектора (это обеспечивает испарение и равномерное распределение бензина, поданного карбюратором, но снижает мощность и КПД). При такой модернизации карбюраторного двигателя, однако, использование бензина в движении (не для прогрева) станет затруднительным, а зимой невозможным. Впускной коллектор на старых машинах ГАЗ подогревается от выпускного коллектора (заслонка), на машинах других моделей (включая ГАЗ-53/ЗИЛ-130, ВАЗ, АЗЛК) тосолом, циркулирующем по каналам впускной трубы. Простой установкой заглушки с тонким сверлением такую циркуляцию можно значительно замедлить.
Станочная обработка[править]
Применяется в необходимых случаях. Как правило, всегда фрезеруют головку блока, поведённую или разъеденную водой, в ряде случаев фрезеруют газовый стык блока, проводят и все остальные работы согласно измерениям и выбранному способу ремонта. Перед выкручиванием (в случае необходимости) каких-нибудь шпилек лучше всего промаркировать их номер и точное угловое положение до снятия. В случае коренных шпилек УАЗ-417, ГАЗ-53 и подобных советских двигателей это абсолютно необходимо. Невозможно описать на одной странице все возможные проблемы и способы их решения. Следует тщательно следовать руководству и учитывать последствия любых отклонений от заводских требований (которые игнорируем, чтобы спасти деталь и сэкономить деньги).
Примеры наиболее частых отклонений от заводских требований по замене детали:
- При выступании торца установленного в головке блока клапана выше допустимого (это приводит к выходу гидрокомпенсатора из рабочей зоны или невозможности подбора нужной шайбы) производят подтачивание торцов клапанов. Для этого используют специальный «камень» (насадку). Неприятность может произойти после прогара клапана с последующим расшарошиванием сёдел, либо вследствие неудачной замены втулок клапанов (кривые втулки вызовут большие припуски при расшарошивании сёдел и просадку клапанов).
- Вследствие необходимости фрезеровки газового стыка блока может понадобиться стачивание головок поршней, иначе они начнут «догонять» головку, что проявляется как сильнейший стук. Даже простая фрезеровка головки при повторении увеличивает степень сжатия и может потребовать стачивания поршней. Наиболее внимательно с измерением выступания поршня следует действовать при ремонте автомобильных дизелей.
- Появляющиеся трещины в головке, если они выходят на газовый стык, в теории требуют замены. Однако для дюралевых головок заварка аргоном обычно проходит без последствий. Но следует иметь в виду, что отремонтированную таким образом головку не стоит использовать на новой машине. Наиболее правильно отложить её для экономного ремонта какому-нибудь пенсионеру, ездящему с небольшой скоростью. Наиболее опасными являются трещины по перемычке между сёдлами: во-первых, это угрожает выпадением сёдел, во-вторых, возможен прорыв газов в тосол. Если первое можно парировать дополнительным зачеканиванием сёдел, то второе может произойти вне зависимости от наших действий. Опыт некоторых умельцев давал хороший результат при заварке трещины в чугуне специальным электродом — однако если трещина уже была сквозной (двигатель «газил») не может быть речи о сохранении детали.
- Блоки многих двигателей имеют мало ремонтных размеров, а в некоторых случаях не имеют их вовсе. В таком случае блок растачивают, подбирая подходящие по параметрам поршни другого диаметра в линейке моторов (пример: поршни ЗМЗ-409 вместо ЗМЗ-406), либо вовсе другой модели (обычно российские вместо импортных). Но такие мероприятия всегда имеют долю риска, и потому лучше всего проводить такой ремонт машинам со спокойными владельцами, которые ездят по маршруту город-дача.
Ресурс головки определяется в том числе и количеством обработки сёдел клапанов шарошками. Поскольку такая необходимость возникает после замены втулок клапанов, такую операцию лучше проводить как можно реже, и применяя самые качественные втулки, имеющие наилучшую соосность. Перед выбором решения нужно измерить диаметры клапанов и отверстий во втулках, и при возможности привести зазор к норме заменой только клапанов — делать именно так. При смене втулок, наоборот, мы имеем возможность развернуть отверстия под старые клапана, и так и следует делать. В результате при следующем ремонте достаточно будет поставить новые клапана, и зазор нормализуется. Смена сёдел в головке возможна, хотя непроста технологически. Перед монтажом новые сёдла охлаждают в парах жидкого азота, а после установки зачеканивают.
Работа с деталями после станочной обработки[править]
После станочной обработки деталей нужно, во-первых, снять заусенцы на краях плоскостей, а на валах пройтись «нулёвкой» в районе масляных сверлений. Для колен- и распредвалов можно рекомендовать полирование для лучшего проворачивания и ускорения прикатки. Шкурка должны быть самая тонкая, чтобы шероховатость реально уменьшилась. То, что минимальный зазор нужен для лучшего ресурса — это миф. Хорошо собранный мотор должен проворачиваться рукой за маховик, приемлемо собранный — отвёрткой за зубцы венца.
После снятия заусенцев и шероховатостей, обработанные детали промывают. Коленчатые валы обычно имеют полости, и в таком случае, их нужно помыть. При наличии пробок, их вывинчивают, в случае их отсутствия нужно тщательно промыть и многократно продуть каналы, удалять их заглушки не обязательно (их трудно найти в продаже). Продукты шлифовки вала содержат абразив с круга, поэтому их оставление крайне вредно. Для головок и блоков нужно удаление стружки отовсюду, особенно из масляных каналов.
Поршни после шлифовки должны не просто «плавно опускаться под собственным весом», а действительно иметь достаточный зазор. Худший вариант — туговатая посадка поршней. Это усугубляется низким качеством отечественных поршней (мало кремния), что обязательно приведёт к задиру поршней при работе, стуку, и так далее. Однако, если мы ставим задачу шлифовщику расточить блок посвободнее, это чревато увеличением зазора в поршневых кольцах, ведь увеличение диаметра на 0,03 мм соответствует росту зазора в замке кольца на 0,1 мм. Что же делать?
Если вы не шлифуете блок с использованием чужих бэушных поршней, что позволит добиться минимального зазора в замке при легкой посадке поршней, единственный рабочий вариант это шлифовка блока под тугое сопряжение с поршнями (это минимальный зазор в стыке), с последующим шлифованием юбки поршня наждачной шкуркой для лёгкой посадки. Шлифовать нужно одну (левую) сторону юбки, смотря на поршень со стороны метки, указывающей на переднюю сторону поршня (обычно, надпись на «холодильнике» поршня). Дело в том, что эта сторона юбки подвергается меньшему давлению трения (давление газов на такте сжатия). Конечно, речь идёт не идёт о двигателях Subaru и некоторых других, вращающихся не в ту сторону (для них будет правая сторона юбки). После шлифовки шкуркой нужно тщательнейшим образом протереть и промыть поверхность от наждака. Обе стороны шлифовать крайне нежелательно, так как мы не оставим на самой нагруженной стороне прикаточный слой из олова. После всех манипуляций поршень должен проходить блок весьма свободно. Гораздо хуже оставить задевание!
Сборка[править]
Детали для сборки должны быть чистыми и проверенными. Перед установкой/сборкой любой детали с полостями или сверлениями (коленвал, головка, блок) необходимо продуть её полости сжатым воздухом. Любой оставшийся внутри абразив, стружка будет подхвачен маслом, попадёт в зазор, и вызовет преждевременный (а то и аварийный) износ. Плоскости (особенно находящиеся под давлением — газовый стык) должны быть не только сухими, но и ровными. Такие мягкие плоскости, как поддон, выстукивают тяжёлым молотком на стальной плите (рельсе). Прокладки перед установкой смазывать маслом не стоит, этот способ годится только против течей тосола (прокладка помпы). Старые советские картонные прокладки смазывали солидолом, но такие двигатели всегда «потели» маслом. Так что если есть желание обезопасить себя от неожиданностей (подтекание через прокладку головки блока, прокладку помпы, других крышек), разумно нанести и намазать тонким слоем герметик по краю таких прокладок. После прижима это вполне гарантирует от течи тосола, даже при невысоком качестве прокладки. Для «сухих» прокладок старых русских моторов (УАЗ, ГАЗ-53, ЗИЛ) нанесение герметика колечками по отверстиям также полезно. Применение именно картонных прокладок в любом стыке, с любым перепадом давления при грамотной сборке абсолютно исключается — или герметик, или паронит.
Установка прокладок в последние десятилетия в мире не модна, и везде, где можно, лучше устанавливать детали на силиконовый герметик (поддон, различные крышки). Однако, герметик держит только при хорошем прилегании плоскостей, и нужно помнить, что отсутствие прокладки может нарушить размерную цепь (сдвинуть деталь). В случае наличия в ремонтном комплекте прокладок мы должны, конечно, их использовать.
Наиболее ответственными моментами при сборке являются: установка коленвала, подгонка поршневых колец и установка поршней, затягивание крышек шатунов, установка головки. Перед установкой коленвала в постели укладываются половинки вкладышей «усами» в нужную сторону, отверстия во вкладышах должны совпадать со сверлениями. Грязные или заржавленные вкладыши предварительно шкурят с наружной стороны нулёвкой (лучше так обрабатывать и любые окисленные вкладыши, для лучшего прилегания) и моют после этого. На каждой половинке нужно проверять номер ремонта, случаи, когда в коробку вкладышей 0,50 попадает на заводе вкладыш 0,25 или 0,75 — в России бывают. После укладки вкладышей их немного смазывают, и укладывают вал. Аналогично устанавливаются вкладыши в коренные крышки (в случае гладких половинок, напоминаю, такие идут на крышки, а с отверстиями — на блок), и смазываются. Коренные крышки устанавливаются и затягиваются от руки, после чего стоит постучать по ним молотком. Это нужно для уменьшения смещения крышек в моторах, склонных к таким дефектам (с алюминиевыми блоками), но не вредно никогда. Затем крышки затягиваются динамометром по инструкции. Вал должен вращаться свободно, без заеданий. Если заедание незначительное, попробуйте покрутить коленвал. В любом случае, чтобы получить след задевания на вкладышах, нужно хотя бы немного повернуть вал. Итак, в этом случае крышки снова снимаются, и следы от заедания на вкладышах нужно пришабривать (после чего вкладыш вновь промывают от стружки). Заедающий вал более опасен на двигателях с чугунным блоком, чем на алюминиевом, там недопустимо даже малейшее заедание, которое приведёт быстрому износу после пуска и падению давления масла после вырывания вкладыша. В случае зажима вкладыша в чугунном блоке из-за более высокого коэффициента линейного расширения алюминия, вкладыш буквально заклинивает вал.
Подгонка поршневых колец сводится к проверке или установке (подпиливание) торцевого зазора поршневых колец и прилеганию колец к зеркалу цилиндра. Торцевой зазор компрессионных колец по буржуазным нормам должен быть не менее 0,20 мм на 100 мм диаметра цилиндра, отечественные заводы (с учётом неизбежного разброса) указывают куда большие величины. Для маслосъёмных колец он обычно выше. Зазор проверяют, осторожно устанавливая кольцо в цилиндр и выравнивая его поршнем. Измерять зазор следует в нижней части хода кольца (если мы не растачивали блок). Зазор компрессионных колец не должен быть меньше минимального буржуйского (то есть 0,15 мм для двигателей с диаметром до 82 мм и 0,20 мм, если до 100 мм), и не слишком велик (не более 0,50 мм для малоразмерных моторов). Зазор маслосъёмных колец менее важен. Если устанавливаем кольца следующего ремонта, подпиливать стыки придётся сразу же, делать это нужно симметрично и аккуратно (ровный стык), надфилем. Зазор устанавливается минимальный. После подпиливания стыков обычно требуется добиваться прилегания по плоскости, аккуратно сняв незначительный размер в районе стыка колец абразивным бруском. В этом случае лучше недостараться чем перестараться. После любых операций кольца должны прилегать к зеркалу цилиндров, это легко заметно, если ставить блок «на просвет». Так следует проверить (или подпилить) каждое кольцо. Бракованные — сменить. Отечественные нормы зазоров колец можно игнорировать, выбрав японские, при двух условиях: 1) кольца достаточно качественные и полностью прилегают без малейших просветов; и 2) зазоры проверены по каждому кольцу, ошибки невозможны. Прилегание колец следует визировать, размещая блок на просвет от окна (прямые лучи Солнца — не годятся, так как будут слепить, нужен рассеянный свет).
Дальнейшая сборка проводится так же аккуратно и внимательно. Если есть жалобы на память, лучше сфотографировать внутренности до закрытия поддона или передней крышки. Следует обращать внимание на вывернувшиеся с гайками шпильки — лучше их ввернуть двумя гайками поглубже, чтобы держались. В случае наволакивания металла или грязи, шпильки следует прогонять плашкой (плашки лучше всего переделывать на точиле в американском стиле под шестигранную форму, для удобства работы). При установке алюминиевых головок на блок со шпильками, часто выгодно немного рассверлить отверстия. В случае развальцовывания маталла под шайбами головки, он подлежит фрезеровке до ровной поверхности. Шайбы в таких моторах как ГАЗ, УАЗ желательно устанавливать увеличенные. Если нет калёных шайб нужного размера (обычно из берут с двигателя ЗМЗ-406), можно подложить обычные большего размера под штатные калёные. При надевании головки на блок со шпильками строго следите, чтобы шпильки не настрогали на прокладку металлической стружки или грязи (если настрогали — выдуть воздухом). Именно поэтому лучше освежать отверстия под шпильки чуть большим диаметром сверла. Оптимально — надевать головку, когда шпильки будут расположены горизонтально, в этом случае стружка будет падать вниз.
Везде используйте динамометр, не жалейте времени. Помните, основной причиной износа распредвала, вырыва шпилек из блока, резьбы свечей является излишние усилия при затягивании. При использовании пробковых прокладок (пример: поддон и крышка Форд, УАЗ) применяйте также герметик, вмазывая его снаружи после затяжки поддона. Только это гарантирует защиту от потения маслом. Держите инструкцию под рукой и сверяйтесь с последовательностью и рисунками, особенно если двигатель ещё незнаком.
Установка и запуск[править]
Ставится двигатель в обратном порядке. Коробка передач должна быть хоть немного протёрта, а её подтекающий передний сальник сменён. Закатив «мертвяк», с него снимают капот… и ставят куда-то подальше. Пока двигатель хоть немного не обкатан, ставить его назад не нужно. Перед соединением двигателя с механической коробкой помните, что важна центровка диска сцепления. Для этого используют оправку — или старый негодный первичный вал. При сочленении коробки на машине будьте осторожны, чтобы не испортить «паук» на корзине или не загнуть лепестки. Такое бывает. Выжимный должен быть жив, а лучше и «накормлен» графитной смазкой: она самая лучшая.
После установки двигателя и коробки на опоры идёт череда радиатора и прочих предметов с полки. Затем толстые шланги, тонкие, тросики, и наконец провода. Все шланги должны быть целые и без трещин, все на хомутах. Если шланг старый или патрубок неровный, герметик не помешает. Перед нанесением герметика поверхность должна быть сухой, с герметиком не перебарщивать. Не торопитесь, сверьте провода со списком. Если нашёлся пустой «сосок» или шланг, нужно исправить это ДО пуска. Помните, что даже немного задубевший буржуазный дюрит прослужит ещё годы, а отечественный тосольный шланг потрескается за год или даже меньше. Поэтому избегайте ставить на хорошие машины шланги российского производства — они строго должны быть иностранные, хотя бы китайские.
Заключительным аккордом будет проверка на течь до заливки тосола. Делается это так: открываем пробки радиатора и расширительного бачка, после чего один человек рукой закрывает пробку расширительного и дует просто ртом в радиатор, второй готовится с фонариком и мыльным раствором искать, где шипит. Небольшого давления вполне достаточно, чтобы найти слабый хомут или вовсе снятый шланг. Но бывают случаи пропущенной трещины в радиаторе, дырки в корпусе термостата, пропуска на плоскости помпы. Устранение пропуска тосола на заведённой машине сложнее, некультурно, а в присутствии клиента смотрится вообще никак.
Заливаем масло до верхней риски. Масляный фильтр заполнять маслом ни в коем случае нельзя — это не ускорит, а замедлит подачу масла в двигатель. Дело в том, что сухой или почти сухой масляный насос не может быстро дать давления, и захват им масла затрудняется из-за сопротивления в полном стакане фильтра. Может случиться, что он захватит его очень не сразу. Оптимально после заливки масла вывернуть ещё раз свечи, закоротить на что-нибудь провода (или снять провод с катушек), и прокрутить двигатель стартером до погасания «маслёнки». Это гарантирует минимальные проблемы при первом пуске. А уже потом снова завернуть свечи и надеть провода. Первый пуск проводится всегда без тосола.
После пуска убеждаемся, что давление масла есть, чего-то необычного тоже. В течение (не более минуты!) глушим, заливаем тосол, доливаем масло до середины уровня (когда стечёт, масло становится по верхней риске), заводим снова. Слушаем, смотрим. Первые 10 минут — не отходя от машины. После можно выгнать на улицу и оставить работать на холостом ходу, со включенной печкой. Главное — нормально заполнить систему тосолом. Если печка не грееет, значит, есть воздух. Глушим, осторожно открываем горловину, доливаем. Пробуем «продавить» пузырь перегазовкой. Пока печка не стала греть, оставлять машину без присмотра нельзя. Следим за температурой и давлением. Если Check Engine не горел, а сейчас горит — где-то неправильно надет штеккер. Или вообще не надет.
Обкатка и первое техобслуживание[править]
Почему двигатель после ремонта нужно обкатывать? Главная и практически единственно важная причина заключается в прикатке поршневых колец. В самом деле, вы можете легко убедиться, что двигатель после капиталки гораздо труднее проворачивается, и останавливается после выключения почти мгновенно. Механические потери в только собранном двигателе возрастают не по причине потерь в подшипниках (если вал туго вращается, нужно принимать меры по подгонке, не дожидаясь вырывания материала вкладышей после пуска): трение новых тугих и шероховатых колец по шероховатой вначале поверхности цилиндра намного сильнее.
Почему же производитель не делает новые гильзы гладкими, какими они становятся после обкатки, сразу? Дело в том, что шероховатость гильз или блока после хонинговки должна гарантировать приработку поршневых колец, ускорить её. Ведь до 80 % тепла поршни отводят через поршневые кольца[2], и при плохом прилегании колец отвод тепла идёт через юбку поршня, а при росте её температуры неизбежен задир. Из-за этого на обкатке двигателя ограничивают его мощность. Непритёртые кольца перегреваются и сами и потому «садятся» — упругость их уменьшается, вслед за этим быстро растёт пропуск газов в картер, выброс масла, и т. д. При перегреве возможно смыкание стыков, ведущее к поломке колец, и даже обрыву поршня по канавке кольца[3]. Теплоотдача через кольца достигает расчётной, когда сотрутся следы хона в цилиндре, и притрутся кольца.
Почему импортные машины не требуют такой обкатки? Секрет буржуазных производителей в том, что они применяют специальные обкаточные масла с содержанием сульфида молибдена и некоторых других веществ, что вместе с высоким качеством поверхности новых колец может обеспечить даже холодную обкатку агрегата за считанные часы. После чего масло следует обязательно сменить. В настоящее время такие масла продаются и в России, хотя и не очень широко. Но если хотите обезопасить свою работу от неожиданностей, найдите и купите такое масло. Будьте внимательны — двигатель не должен работать на нём дольше необходимого.
Предварительную обкатку в несколько часов работы следует проводить до того, как машина уйдёт с сервиса. Это простая работа на холостом ходу даст минимальный уровень обкатки, и главное — позволит проконтролировать все возможные течи и другие неприятности. После этого следует заново протянуть головку блока двигателя, и при необходимости, отрегулировать зазоры в клапанах и натяжку цепей (ремней). Перед выездом с сервиса совершенно обязательно записать километраж на спидометре (не ставя клиента в известность) и проинструктировать водителя о необходимости движения не быстрее 60 км/ч первую 1000 километров и не более 80 — последующие 3000. После чего досрочно сменить масло. Хотя для иномарок с большим ресурсом и твёрдостью гильз этих мер маловато, лучше хоть что-то, чем ничего. Записанный километраж помогает в случаях, когда откапиталенная машина сразу попадает в руки какого-нибудь безбашенного сыночка и за полдня после ремонта проезжает неизвестно где и с какой скоростью тысячу километров. Предъявленные цифры до и после сразу останавливают претензии и вновь раскрывают клиентский кошелёк.
Сливаемое после обкатки масло нужно проверить на стружку. Если есть подозрения, можно провести экспресс-анализ масла на примеси или просто снять поддон (впрочем, для некоторых машин «просто» не бывает).
Литература[править]
Примечания[править]
- ↑ Самый большой пробег в мире автомобиля без ремонта(рус.)
- ↑ ᐉ Модификации поршней форсированного двигателя
- ↑ Стык — поршневое кольцо — Большая Энциклопедия Нефти и Газа, статья, страница 1