Соблюдение правил ежедневного ухода и грамотное техобслуживание станков обеспечивает их безаварийную работу и длительный срок службы, улучшает качество обработки деталей.
Содержание
- Общие правила ухода за станком
- Виды технического обслуживания станков
- Правила проведения техобслуживания, выбор масла
- Обслуживание токарных станков
- Техобслуживание станков с ЧПУ
- Особенности технического обслуживания иных видов станков:
- фрезерных
- лазерных
- гибочных
- форматно-раскроечных
- сверлильных
- шлифовальных
- станка-качалки
- Выбор смазки для направляющих
- Замена СОЖ и промывка системы
Общие правила ухода за станками

Основные правила ухода за станком перед началом работы:
- проверить системы смазки и охлаждения, натяжение приводных ремней, надежность затяжки зажимных элементов, исправность управляющих механизмов, инструмента, вспомогательных приспособлений, защитных ограждений, зануляющих и заземляющих устройств;
- смазать трущиеся пары, к которым нет централизованной подачи масла;
- убрать из рабочей зоны посторонние предметы.
Уход за станком после окончания смены:
- сложить инструмент, оснастку, готовые изделия и заготовки в отведенные для их хранения места;
- удалить с поверхностей и из пазов стружку, загрязнения;
- нанести смазку на направляющие (правила ухода за токарным станком предусматривают также смазывание пиноли, ходового винта, винта задней бабки, ходового валика с подшипниками).
Виды технического обслуживания станков
Согласно ГОСТ 18322, техобслуживание станков подразделяется на следующие виды:
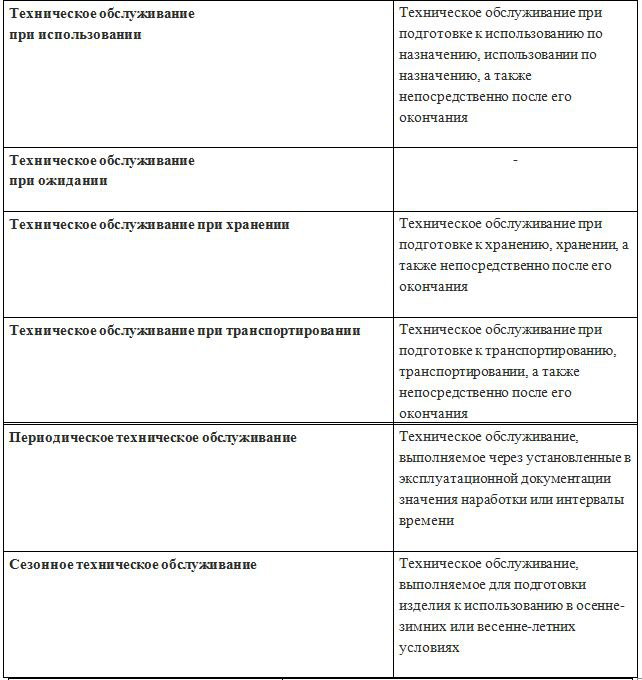
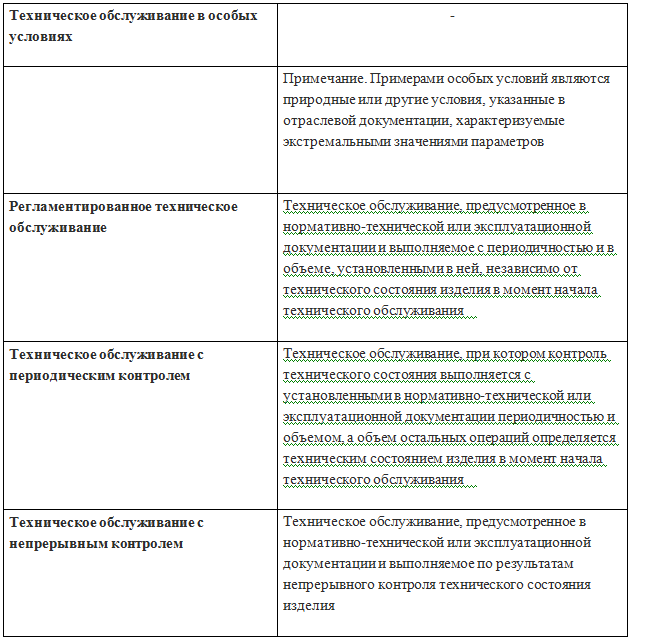
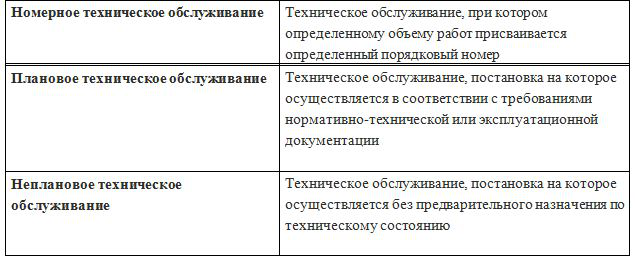
На производстве техобслуживание оборудования принято делить на:
- текущее (чистка и смазка доступных снаружи узлов и механизмов, контроль нагрева трущихся деталей и т.д.), которое возлагается на станочника;
- плановое (чистка и смазка требующих разборки узлов и механизмов, замена масла и фильтров, наладка, регулировка) – его выполняет служба механика.
Периодичность и правила проведения техобслуживания, выбор масла и смазки для металлорежущих станков
Главным документом, определяющим правила ухода и периодичность техобслуживания, является паспорт станка. Смазываемые точки, вид и количество смазочного материала для каждой из них указываются в карте и таблице смазки.
Если условия эксплуатации требуют изменения интервалов между техобслуживанием и/или использования смазок других марок, службой главного механика предприятии составляются собственные карты ТО.
Масла для металлорежущих станков должны иметь высокую моющую способность – мелкая металлическая стружка и пыль, образующаяся при обработке заготовок, ускоряет износ трущихся пар. Их вязкость выбирается с учетом скоростного режима работы и степени нагрузки механизмов.
Отличные эксплуатационные характеристики имеют станочные масла марок ZIC, Mobil, Mannol.
Масляные СОЖ образуют на поверхностях станков трудноудаляемую пленку. Применение синтетических составов сокращает затраты времени на уход за оборудованием.
Техобслуживание токарных станков
Система смазки токарного станка устроена непросто: множество пар трения работают при неодинаковых нагрузках и скоростях, поэтому требуют применения разных смазочных материалов и способов их подачи.
Какое масло заливать в токарный станок и чем смазывать направляющие? В масляный бачок льется индустриалка И-20А, в коробку подач и фартук – И-30А, в шпиндельную бабку – И-12А. Для смазывания направляющих рекомендуется применять масла с антискачковыми присадками.
Во время ежедневного технического обслуживания токарного станка следует проверять уровень масла по всем смотровым глазкам, при необходимости доливать.
Специфика техобслуживания станков с ЧПУ
Кроме общих правил ухода, ежедневное техническое обслуживание станков с программным управлением включает в себя:
- тщательную очистку считывающих головок;
- проверку исправности пневмо- и гидросистем, устройств ЧПУ;
- контроль состояния наиболее уязвимых деталей и узлов;
- регулировку точности выполнения операций.
При плановом техобслуживании станков с ЧПУ особое внимание уделяется очистке от пыли электронной и электрической частей оборудования – пылевые перемычки могут приводить к утечкам тока, снижающих точность его работы, короткому замыканию плат.
Чем смазывать станок с ЧПУ при отсутствии смазочных материалов, рекомендуемых производителем оборудования, решает служба главного механика.
Наиболее часто применяемые масла для станков с ЧПУ: для малонагруженных высокоскоростных механизмов – И-5А, И-8А, по мере снижения скорости и возрастания нагрузки – И-12А, И-20А, И-30А, И-40А, И-50А.
Особенности технического обслуживания других видов станков
Фрезерных
При техническом обслуживании вертикально-фрезерного станка нужно следить за уровнем масла в циркуляционной системе и гидросистеме, два-три раза в смену дозаправлять масленки направляющих салазок, стола, фрезерной головки, винтов подъема и перемещения стола.
Лазерных
Техническое обслуживание лазерного станка состоит не только в своевременной смазке трущихся пар. Кроме этого, нужно:
- перед началом работы проверить, полностью ли заполнена водой лазерная трубка, очистить от загрязнений отражатели и фокусирующую линзу, выполнить проверку оптической траектории;
- каждые две недели чистить линейные направляющие и чиллер, менять воду;
- при ухудшении выкачивания воздуха очищать от пыли гофры и вытяжку изнутри.
Гибочных
В гибочные станки льют редукторное или трансмиссионное масло с антикоррозийными присадками, вязкость которого зависит от температуры окружающей среды. Например:
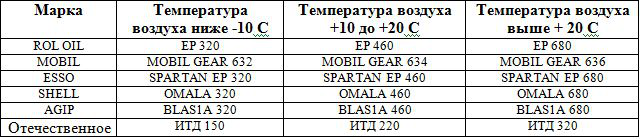
Гибочные станки, установленные на открытом воздухе, требуют проведения сезонного технического обслуживания с заменой «летнего» масла на «зимнее» или наоборот.
Перед тем, как заливать в гибочный станок новое масло, необходимо тщательно очистить бак и трубопроводы.
Форматно-раскроечных
Техническое обслуживание форматно-раскроечного станка, как и любого другого деревообрабатывающего оборудования, предусматривает регулярный уход за его наружными и внутренними поверхностями – накапливающиеся на них опилки и пыль пожаро- и взрывоопасны.
Выбирая, чем смазывать форматно-раскроечный станок, отдавайте предпочтение составам, предотвращающим налипание смолы, пыли, стружки на металл.
Сверлильных
Во время технического обслуживания сверлильного станка необходимо исключить попадание смазки на контактные поверхности шпинделя и патрона – это может привести к несчастному случаю.
Шлифовальных
При ежедневном уходе за шлифовальным станком необходимо тщательно очищать его поверхности от абразивной пыли и удалять шлам из бака-отстойника СОЖ, во время текущего техобслуживания контролировать состояние фильтра тонкой очистки масла, не реже раза в три месяца чистить бак и магнитный сепаратор.
Станка-качалки
Техническое обслуживание станка-качалки проводится дважды в год с целью подготовки к работе в осенне-зимний и весенне-летний период, совмещается с плановым ремонтом.
Выбор смазки для направляющих
Лучшая смазка для направляющих – та, которая указана в паспорте оборудования. В случае его утери выбирать, чем смазывать направляющие станка, следует с учетом:
- их типа;
- расположения в пространстве;
- материала трущихся поверхностей;
- диапазона рабочих температур.
Для смазки горизонтальных направляющих скольжения используются антискачковые масла 68 класса вязкости по ISO, вертикальных – 220 класса.
Какая смазка лучше для направляющих качения, зависит от скоростного режима работы и степени нагрузки – чем меньше скорость и выше нагрузка, тем более вязким и плотным должен быть смазочный материал.
Решая, чем смазывать линейные направляющие станка, необходимо учитывать особенности их конструкции, скорость перемещения, удельные рабочие нагрузки. Тяжелонагруженные механизмы требуют применения высоковязких противозадирных смазок, скоростные – масел малой вязкости с улучшенными антифрикционными свойствами.
Масла серии Mobil Vactra Oil существенно облегчают подбор смазочного материала для направляющих: они подходят для любых комбинаций материалов трущихся пар.
Замена СОЖ и промывка системы
Чтобы свежая СОЖ имела долгий срок службы, перед последним запуском станка в резервуар рекомендуется влить системный очиститель. Он эффективно растворяет загрязнения и отложения на поверхностях. По истечении 8 – 24 часов необходимо слить всю жидкость из системы и промыть ее водой.
Системный очиститель полностью удаляет остатки старой эмульсии, поэтому после промывки с его использованием допускается заливать в станок СОЖ другой марки.
![]() Основные правила ухода за токарным станком
Основные правила ухода за токарным станком
Категория:
Токарное дело
![]() Основные правила ухода за токарным станком
Основные правила ухода за токарным станком
От состояния станка зависит и работа его. Токарь должен беречь станок, ухаживать за ним, периодически очищать, самостоятельно устранять мелкие неполадки, о замеченных неисправностях оповещать мастера.
Для обеспечения длительной бесперебойной работы станка необходимо соблюдать следующие основные правила.
1. До начала смены токарь должен принять станок от сменщика. При приемке необходимо:
— проверить общее состояниё станка и включение двигателя;
— опробовать работу фрикциона, первоначально включив станок на малую частоту и проверив на слух, нет ли каких-либо подозрительных шумов в коробке скоростей, коробке подач и в механизме фартука; проверить по струйному маслоуказателю при малой частоте вращения шпинделя, работает ли шестеренчатый насос;
— осмотреть направляющие станины — нет ли забоин и царапин;
— проверить ход каретки суппорта, поперечных и верхних салазок суппорта, включение и переключение подач, замыкание и размыкание разъемной гайки; убедиться в исправности насоса для подачи охлаждающей жидкости и системы трубопроводов; убедиться в исправности осветительных устройств в станке;
— убедиться в исправности предохранительного щитка; убедиться в исправности заземления.
2. Своевременно и правильно смазывать станок согласно карте смазки, регулярно проверять и периодически очищать смазочные отверстия.
3. Во время работы не класть заготовки, детали, режущие и измерительные инструменты на направляющие станины, использовать для этой цели деревянные или пенопластовые планшеты.
4. Для надежного закрепления резцедержателя не допускается постукивание молотком или металлическим стержнем по рукоятке. Периодически резцедержатель снимают, очищают опорную поверхность от грязи, промывают керосином и протирают гнезда фиксаторов.
5. Не оставлять двигатель станка включенным на продолжительное время,’ останавливать станок при измерении обрабатываемых заготовок (деталей), при перерывах в подаче электроэнергии, при наладочных или ремонтных работах у станка. При выполнении ручных работ (развертывание, нарезание. резьбы метчиком, сверление с ручной подачей пиноли, полирование), когда не требуется автоматическая подача суппорта, отключать механизм подачи, поставив рукоятку трензеля в нейтральное положение.
6. Тщательно убирать станок после работы, следить, чтобы на направляющих станины и суппортов не оставалась стружка, грязь, влага. Обтирочные материалы, которыми очищают стружку, не должны оставлять следов и ворса на протираемых поверхностях.
Если обрабатывался чугун, а затем нужно обрабатывать сталь с применением смазочно-охлаждающей жидкости, то вначале очищают направляющие от чугунной стружки, грязи и масла, протирают их тряпкой, смоченной в керосине, затем протирают насухо и вновь смазывают.
Не реже одного раза в месяц выполняют общую уборку станка и рабочего места (целесообразно эту работу выполнять вместе со сменщиком): обмывают станок теплым содовым раствором и вытирают; промывают сетку корыта, полностью сменяют эмульсию в резервуаре; промывают ходовые винты; тщательно очищают направляющие; протирают шкивы и сменные зубчатые колеса; снимают защитные кожухи и протирают их изнутри; очищают рабочее место под станком, под решеткой, вокруг станка, под тумбочкой; очищают и при необходимости ремонтируют решетку под ноги; наводят порядок в рабочей тумбочке. После общей уборки полностью смазывают станок согласно инструкции. Два раза в год производят генеральную уборку станка и рабочего места.
7. Станок должен быть надежно установлен на фундаменте; о замеченных ослаблениях закрепления станка на фундаменте сообщают мастеру и механику цеха.
3. Для чего нужен токарю паспорт станка?
4. Укажите основные точки и периодичность смазки токарно-винторезного станка 16К20.
5. Перечислите основные правила ухода за токарным станком?
Реклама:
Читать далее:
Обработка фасонных поверхностей способом сочетания двух подач
Статьи по теме:
- Основные направления модернизации токарных станков
- Применение группового метода обработки деталей
- Рационализация технологического процесса
- Уменьшение времени на управление станком
- Уменьшение времени на измерение детали
Главная → Справочник → Статьи → Блог → Форум
ТОКАРНОЕ ДЕЛО
Правила ухода за станком
От состояния станка зависит и работа его. Токарь должен беречь станок, ухаживать за ним, периодически очищать, самостоятельно исправлять мелкие неполадки, о замеченных неисправностях оповещать мастера. Для обеспечения длительной бесперебойной работы станка необходимо соблюдать основные правила, которые приведены ниже.
1. Придя на работу до начала смены, токарь должен принять станок от сменщика. При приемке необходимо: проверить общее состояние станка и включение двигателя; опробовать работу фрикциона, первоначально включив станок на малые обороты и проверив на слух, нет ли каких-либо подозрительных шумов в коробке скоростей, коробке подач и в механизме фартука;
Проверить через смотровое стекло при малых оборотах шпинделя, работает ли смазочный насос; осмотреть направляющие станины: нет ли забоин и царапин; проверить ход каретки суппорта, поперечных и верхних салазок суппорта, включение и переключение подач, замыкание и размыкание разъемной гайки;
Убедиться в исправности насоса для подачи охлаждающей жидкости и системы трубопроводов; убедиться в исправности осветительных устройств у станка; убедиться в исправности предохранительного щитка;
Убедиться в исправности заземления.
2. Необходимо своевременно и правильно смазывать станок согласно карте смазки, регулярно проверять и периодически очищать смазочные отверстия, следить за своевременной сменой смазки в коробке скоростей,
Таблица 15
Карта смазки станка 1К62
|
Наименование Узла |
Место смазки |
Позиция на рис, 203 |
Род смээки |
Смазочный материал |
Срок смазкн |
Норма расхода |
|
Суппорт и каретка |
Направляющие стаии — иыи суявор — та |
10, 12 |
Централи- Еошашая ПС&аЧа Масла от ИКДИВИ- Дуяльиых плунжерных насосов |
Индустриальное 30 (ма — іпиі іюе Л). ГОСТ П07— « 51 (В;:ЗКОСїЬ в условных градусах Эиг — лера 3,81— 4,59), при 5УС |
Замену масла ПРОИЗВОДИТЬ Первый ря? через ‘9 — Н»й второй рах Через 20 дней, затем через каждые 40 дней работы станка |
Смазка из ре- >1ар FVK. t |
|
F Передняя бгб — ка (коробка скоростей) |
Механизмы |
3,7 л |
||||
|
Коробка подач |
0,7 л |
|||||
|
Фартук |
Подшипники валов |
Солидол синтетический УСс2, ГОСТ 4366-64 |
Замену производить при ремонтах |
|||
|
Сменные зубчатые колеса гитары |
Зубчвтые колеса и палец накидного колеса |
12 |
Ручная |
Солидол синтетический УСс2, ГОСТ 4366—64 |
Раз в смену |
0,1 кг |
|
Суппорт и каретка |
Опора виита Виит поперечной подачи Винт верхней части суппорта Резцовая головка |
14 8 13 15 |
Индустриальное 30 (машинное Л), ГОСТ 1707— 51 (вязкость в условных градусах Энг — лера 3,81— 4,59), при 50°С |
0,2 л |
||
|
Задняя бабка |
Опора эксцентрикового вала Пииоль и Виит Подтип иик Направляющие станины под заднюю бабку |
4 О 11 10 |
0,2 л |
|||
|
Задний кронштейн 1 ……………. …. |
Подшипники ходового вала и ходового винта 1 |
5 |
0,03 л |
Коробке подач и фартуке суппорта.
3. Во время работы не укладывать заготовки, детали, режущие и измерительные инструменты на направляющие станины, использовать для этой цели деревянные планшеты.
4. Тщательно убирать станок после работы, следить, чтобы на направляющих станины и суппортов не оставалась стружка, грязь, влага. Обтирочные материалы, которыми счищают стружку, не должны остаглять следов и ворса на протираемых поверхностях.
Если обрабатывался чугун, а затем нужно обрабатывать сталь с применением смазочно-охлаждающей жидкости, то вначале очищают направляющие от чугунной стружки, грязи и масла, протирают их тряпкой, смоченной в керосине, затем протирают насухо и вновь смазывают. Не реже одного раза в месяц выполняют общую уборку станка и рабочего места (целесообразно эту работу выполнять вместе со сменщиком): обмыть станок теплым содовым раствором и вытереть; промыть сетку корыта, полностью сменить эмульсию в резервуаре; промыть ходовые винты; тщательно очистить направляющие; протереть шкивы и сменные зубчатые колеса;
Снять защитные кожухи и протереть их изнутри; очистить рабочее место под станком, под решеткой, вокруг станка, под тумбочкой; очистить и при необходимости отремонтировать решетку; навести порядок в рабочей тумбочке.
После общей уборки следует полностью смазать станок согласно инструкции. Два раза в год станку делают генеральную уборку.
5. Не оставлять двигатель станка включенным на продолжительное время, останавливать станок при временном прекращении работы: при измерении обрабатываемых заготовок (деталей), при перерывах в подаче электроэнергии, при наладочных или ремонтных работах у станка.
При выполнении ручных работ (развертывание, нарезание резьбы метчиком, сверление с ручной подачей пиноли, полирование), когда не требуется автоматическая подача суппорта, следует отключать механизм подачи, поставив рукоятку трензеля в нейтральное положение.
6. Станок должен быть надежно установлен на фундаменте, о замеченных ослаблениях закрепления станка на фундаменте сообщать мастеру и механику цеха.
При производстве объемных деталей важно обеспечить их точность в 3- и 4-осевых проекциях. Для этого применяются 4-координатные фрезерные станки. Обработка металлических деталей в Украине на таком оборудовании доступна в нашей …
Системная разработка, изготовление и последующая реализация — главные задачи компании RAYMARK. Производитель создаёт качественное многофункциональное лазерное и фрезерное оборудование, использование которого актуально в различных сферах, от бытовых работ до масштабных …
Для повышения производительности, технического оснащения и улучшения оборудования, на промышленных предприятиях используются запасные резцы. Сменные токарные пластины являются элементами токарного оборудования и при необходимости подлежат замене. Они имеют простой механизм …
Соблюдение правил ежедневного ухода и грамотное техобслуживание станков обеспечивает их безаварийную работу и длительный срок службы, улучшает качество обработки деталей.
Содержание
- Общие правила ухода за станком
- Виды технического обслуживания станков
- Правила проведения техобслуживания, выбор масла
- Обслуживание токарных станков
- Техобслуживание станков с ЧПУ
- Особенности технического обслуживания иных видов станков:
- фрезерных
- лазерных
- гибочных
- форматно-раскроечных
- сверлильных
- шлифовальных
- станка-качалки
- Выбор смазки для направляющих
- Замена СОЖ и промывка системы
Общие правила ухода за станками
Основные правила ухода за станком перед началом работы:
- проверить системы смазки и охлаждения, натяжение приводных ремней, надежность затяжки зажимных элементов, исправность управляющих механизмов, инструмента, вспомогательных приспособлений, защитных ограждений, зануляющих и заземляющих устройств;
- смазать трущиеся пары, к которым нет централизованной подачи масла;
- убрать из рабочей зоны посторонние предметы.
Уход за станком после окончания смены:
-
сложить инструмент, оснастку, готовые изделия и заготовки в отведенные для их хранения места;
-
удалить с поверхностей и из пазов стружку, загрязнения;
-
нанести смазку на направляющие (правила ухода за токарным станком предусматривают также смазывание пиноли, ходового винта, винта задней бабки, ходового валика с подшипниками).
Виды технического обслуживания станков
Согласно ГОСТ 18322, техобслуживание станков подразделяется на следующие виды:
На производстве техобслуживание оборудования принято делить на:
-
текущее (чистка и смазка доступных снаружи узлов и механизмов, контроль нагрева трущихся деталей и т.д.), которое возлагается на станочника;
-
плановое (чистка и смазка требующих разборки узлов и механизмов, замена масла и фильтров, наладка, регулировка) – его выполняет служба механика.
Периодичность и правила проведения техобслуживания, выбор масла и смазки для металлорежущих станков
Главным документом, определяющим правила ухода и периодичность техобслуживания, является паспорт станка. Смазываемые точки, вид и количество смазочного материала для каждой из них указываются в карте и таблице смазки.
Если условия эксплуатации требуют изменения интервалов между техобслуживанием и/или использования смазок других марок, службой главного механика предприятии составляются собственные карты ТО.
Масла для металлорежущих станков должны иметь высокую моющую способность – мелкая металлическая стружка и пыль, образующаяся при обработке заготовок, ускоряет износ трущихся пар. Их вязкость выбирается с учетом скоростного режима работы и степени нагрузки механизмов.
Отличные эксплуатационные характеристики имеют станочные масла марок ZIC, Mobil, Mannol.
Масляные СОЖ образуют на поверхностях станков трудноудаляемую пленку. Применение синтетических составов сокращает затраты времени на уход за оборудованием.
Техобслуживание токарных станков
Система смазки токарного станка устроена непросто: множество пар трения работают при неодинаковых нагрузках и скоростях, поэтому требуют применения разных смазочных материалов и способов их подачи.
Какое масло заливать в токарный станок и чем смазывать направляющие? В масляный бачок льется индустриалка И-20А, в коробку подач и фартук – И-30А, в шпиндельную бабку – И-12А. Для смазывания направляющих рекомендуется применять масла с антискачковыми присадками.
Во время ежедневного технического обслуживания токарного станка следует проверять уровень масла по всем смотровым глазкам, при необходимости доливать.
Специфика техобслуживания станков с ЧПУ
Кроме общих правил ухода, ежедневное техническое обслуживание станков с программным управлением включает в себя:
-
тщательную очистку считывающих головок;
-
проверку исправности пневмо- и гидросистем, устройств ЧПУ;
-
контроль состояния наиболее уязвимых деталей и узлов;
-
регулировку точности выполнения операций.
При плановом техобслуживании станков с ЧПУ особое внимание уделяется очистке от пыли электронной и электрической частей оборудования – пылевые перемычки могут приводить к утечкам тока, снижающих точность его работы, короткому замыканию плат.
Чем смазывать станок с ЧПУ при отсутствии смазочных материалов, рекомендуемых производителем оборудования, решает служба главного механика.
Наиболее часто применяемые масла для станков с ЧПУ: для малонагруженных высокоскоростных механизмов – И-5А, И-8А, по мере снижения скорости и возрастания нагрузки – И-12А, И-20А, И-30А, И-40А, И-50А.
Особенности технического обслуживания других видов станков
Фрезерных
При техническом обслуживании вертикально-фрезерного станка нужно следить за уровнем масла в циркуляционной системе и гидросистеме, два-три раза в смену дозаправлять масленки направляющих салазок, стола, фрезерной головки, винтов подъема и перемещения стола.
Лазерных
Техническое обслуживание лазерного станка состоит не только в своевременной смазке трущихся пар. Кроме этого, нужно:
-
перед началом работы проверить, полностью ли заполнена водой лазерная трубка, очистить от загрязнений отражатели и фокусирующую линзу, выполнить проверку оптической траектории;
-
каждые две недели чистить линейные направляющие и чиллер, менять воду;
-
при ухудшении выкачивания воздуха очищать от пыли гофры и вытяжку изнутри.
Гибочных
В гибочные станки льют редукторное или трансмиссионное масло с антикоррозийными присадками, вязкость которого зависит от температуры окружающей среды. Например:
Гибочные станки, установленные на открытом воздухе, требуют проведения сезонного технического обслуживания с заменой «летнего» масла на «зимнее» или наоборот.
Перед тем, как заливать в гибочный станок новое масло, необходимо тщательно очистить бак и трубопроводы.
Форматно-раскроечных
Техническое обслуживание форматно-раскроечного станка, как и любого другого деревообрабатывающего оборудования, предусматривает регулярный уход за его наружными и внутренними поверхностями – накапливающиеся на них опилки и пыль пожаро- и взрывоопасны.
Выбирая, чем смазывать форматно-раскроечный станок, отдавайте предпочтение составам, предотвращающим налипание смолы, пыли, стружки на металл.
Сверлильных
Во время технического обслуживания сверлильного станка необходимо исключить попадание смазки на контактные поверхности шпинделя и патрона – это может привести к несчастному случаю.
Шлифовальных
При ежедневном уходе за шлифовальным станком необходимо тщательно очищать его поверхности от абразивной пыли и удалять шлам из бака-отстойника СОЖ, во время текущего техобслуживания контролировать состояние фильтра тонкой очистки масла, не реже раза в три месяца чистить бак и магнитный сепаратор.
Станка-качалки
Техническое обслуживание станка-качалки проводится дважды в год с целью подготовки к работе в осенне-зимний и весенне-летний период, совмещается с плановым ремонтом.
Выбор смазки для направляющих
Лучшая смазка для направляющих – та, которая указана в паспорте оборудования. В случае его утери выбирать, чем смазывать направляющие станка, следует с учетом:
-
их типа;
-
расположения в пространстве;
-
материала трущихся поверхностей;
-
диапазона рабочих температур.
Для смазки горизонтальных направляющих скольжения используются антискачковые масла 68 класса вязкости по ISO, вертикальных – 220 класса.
Какая смазка лучше для направляющих качения, зависит от скоростного режима работы и степени нагрузки – чем меньше скорость и выше нагрузка, тем более вязким и плотным должен быть смазочный материал.
Решая, чем смазывать линейные направляющие станка, необходимо учитывать особенности их конструкции, скорость перемещения, удельные рабочие нагрузки. Тяжелонагруженные механизмы требуют применения высоковязких противозадирных смазок, скоростные – масел малой вязкости с улучшенными антифрикционными свойствами.
Масла серии Mobil Vactra Oil существенно облегчают подбор смазочного материала для направляющих: они подходят для любых комбинаций материалов трущихся пар.
Замена СОЖ и промывка системы
Чтобы свежая СОЖ имела долгий срок службы, перед последним запуском станка в резервуар рекомендуется влить системный очиститель, например, OILCOOL XR. Он эффективно растворяет загрязнения и отложения на поверхностях. По истечении 8 – 24 часов необходимо слить всю жидкость из системы и промыть ее водой.
Системный очиститель полностью удаляет остатки старой эмульсии, поэтому после промывки с его использованием допускается заливать в станок СОЖ другой марки.
В заключение статьи, предлагаем посмотреть видеоурок о правилах технического обслуживания токарного станка:
Функции станочника по обслуживанию станков
На универсальных станках настройку режимов резания производит станочник непосредственно перед или во время обработки, устанавливая рукоятками частоту вращения шпинделя, подачу и глубину резания. На специальных и специализированных станках режимы резания устанавливаются заранее (согласно карте наладки), путем установки сменных колес в цепях главного движения и подач. Наладку завершают регулировкой инструментов на размер и пробными работами.
На большинстве станков при механической обработке на направляющих станины и суппортов образуется мелкая пылевидная стружка, которая оседает на оборудовании, поэтому после каждой смены предусматривается 10-15 мин на уборку. За это время рабочий-станочник обязан тщательно очистить оборудование от стружки и грязи. Направляющие необходимо тщательно протереть от охлаждающей жидкости и тщательно смазать тонким слоем масла. Смазывание оборудования в цехе производят по графику. Доставку масел, долив в резервуар, замену отработанных масел и периодическое смазывание производят по графику. Ежедневное смазывание оборудования и контроль за состоянием системы подачи СОЖ выполняет станочник.
При работе оборудования необходимо также периодически проверять качество обрабатываемых деталей. При ухудшении качества, которое контролируется станочником или специальными приборами, станочник должен произвести подналадку оборудования, отрегулировать механизмы станка.
УХОД ЗА СТАНКАМИ И ОСНАСТКОЙ
Уход и обслуживание включает в себя чистку и смазывание, осмотр и контроль состояния механизмов и деталей станков и оснастки, уход за гидросистемой, системами смазывания и подачи СОЖ, регулировку и устранение мелких неисправностей. При эксплуатации автоматизированных станков применяют смешанную форму обслуживания: наладку станка производит наладчик, а подналадку — станочник. При этом в функции станочника входят: приемка заготовок и их установка; снятие готовых деталей; оперативное управление; периодический контроль деталей; смена или регулирование режущего инструмента; регулирование подачи СОЖ; контроль за удалением стружки и др.
‘- Уход за гидросистемой оборудования предусматривает контроль температуры масла, которая не должна превышать +50 °С. Первую замену масла в гидросистеме, как правило, производят через 0,5-1 месяц работы, чтобы удалить продукты притирки механизмов. В дальнейшем замену масла производят через 4- 6 месяцев. Необходимо систематически контролировать и поддерживать уровень масла, следить за состоянием трубопроводов (во избежание утечек и попадания воздуха в гидросистему), регулярно чистить фильтры. Уход за электрооборудованием включает в себя ежемесячную очистку аппаратов от грязи и пыли, подтягивание винтовых соединений, контроль плавности перемещений и надежности возврата подвижных частей электроаппаратов в исходное положение. Периодически смазывают приводы аппаратов, тонким слоем смазочного материала, не допуская попадания его на контакты. Раз в полгода меняют полярность рабочих контактов у кнопок и выключателей, работающих в цепях постоянного тока, проверяют состояние контактов. При появлении пригара или капель металла на поверхности контактов их слегка зачищают бархатным надфилем.
Особенности эксплуатации станков обязательно указывают в инструкциях. Соблюдение инструкций обеспечит длительную, бесперебойную работу оборудования.
СВЕДЕНИЯ ОБ ИСПЫТАНИИ СТАНКОВ
Металлорежущие станки подвергаются приемным испытаниям, которые состоят из следующих этапов: испытания на холостом ходу и проверка паспортных данных; испытания под нагрузкой и в работе; испытания на точность; испытания на жесткость и виброустойчивость. Испытания на холостом ходу и проверку паспортных данных начинают включением минимальной скорости главного движения. Затем устанавливают другие ступени скорости, включают подачу и ускоренный ход. При оговоренной техническими условиями частоте вращения шпинделя станок должен непрерывно работать не менее 1,5-2 ч, причем установившаяся избыточная температура нагрева шпиндельных опор не должна превышать +50. °С для станков класса Н. Проверяют фиксацию рукояток и усилия их переключения, безотказность блокировок, действия системы смазывания, охлаждения, гидра и электрооборудования, уровень шума, наибольшую мощность холостого хода главного привода. Определяют основные параметры и размеры станка.
При испытаниях под нагрузкой и в работе проверяют наибольшие силы резания (с кратковременной перегрузкой на 25%), наибольшие мощность и крутящий момент, убеждаются в безотказности действия под нагрузкой всех механизмов и систем, предохранительных устройств и тормозов. При рекомендуемых режимах в станке не должно быть вибраций, которые могут приводить к выкрашиванию режущей кромки инструмента или к образованию дробленой поверхности обработки.
Точность оборудования нормируется соответствующими ГОСТами, построенными на предположении, что геометрические погрешности данного станка являются систематическими и полностью переносятся на обрабатываемую деталь. Это позволяет не проводить анализ результирующей погрешности на деталях в целях выявления только геометрических погрешностей станка, что очень трудно, а заменить проверку детали соответствующей геометрической проверкой станка. Путем сбора на большом числе станков статистического материала о их геометрических погрешностях были составлены действующие ГОСТы на нормы точности. В них для каждого типа станков приведено определенное число инструментальных проверок геометрической точности, проводимых обычно в статическом состоянии и при перемещениях отдельных частей станка, осуществляемых вручную или на самых малых скоростях.
При проведении испытаний большое значение имеют условия, при которых производят измерения. Проверку необходимо проводить при температуре +20. °С; колебания температуры не должны превышать ±0,5. °С для станков класса. С, ±1. °С для станков классов А и В и ± 2 °С для менее точных станков. Станок на точность проверяют после его обкатки. Объем испытания определяется соответствующими нормами точности, предусмотренными ГОСТом. Типовыми обычно являются проверка точности геометрических форм базирующих поверхностей (прямолинейность, плоскостность, овальность, конусность и т. п.), взаимного расположения этих поверхностей (параллельность, перпендикулярность, соосность), формы траектории движения исполнительных звеньев станка, взаимосвязанных движений (кинематическая точность), координатных перемещений (линейных и угловых). Все проверки осуществляют без внешней нагрузки. В ГОСТ 2267-76 приведены схемы и способы измерения геометрической точности.
При испытании, например, координат-но-расточного станка проверку осуществляют следующим образом. На столе станка перпендикулярно оси шпинделя устанавливают контрольный диск с точными цилиндрической и торцовой поверхностями. На оправку, укрепленную в шпинделе станка, надевают быстросменную державку с двумя микронными индикаторами .При ручном повороте шпинделя первый индикатор измеряет отклонение от перпендикулярности оси шпинделя к плоскости диска (стола) на диаметре, второй — отклонение от сносности осей шпинделя и стола.
При проверке токарных станков определяют точность вращения шпинделя (радиальное и осевое биение). У зубо и резьба обрабатывающих станков проверяют кинематическую точность. Для этого кинематометром контролируют согласованность движений (постоянство отношений скоростей) конечных звеньев винторезной или другой цепи. Предусмотрена комплексная проверка станка на точность обработки. На рис. 18.3 приведена схема кинематической проверки цепи обката зубо — фрезерного станка кинематометром КН-7У. Прибор имеет фотодатчик I, закрепляемый на столе станка, магнитоэлектрический датчик, установленный на шпинделе фрезы, электронный делитель 3 для настройки прибора на передаточные одношения, фазометр 4 и самописец 5. Датчики 1 и 2 преобразуют углы поворота фрезы и стола в электрические импульсы. После делителя частота импульсов датчиков совпадает. Если контролируемость цепи идеальна, то сигналы с обоих датчиков на входе фазометра совпадают и по фазе. Погрешность кинематической цепи вызывает появление фазового сдвига, регистрируемого на диаграмме самописца.
В качестве инструментов при проверке станков на точность используют уровни, лекальные линейки, контрольные оправки, щупы, индикаторы, миниметры и оптические приборы (например, коллиматоры).
Нормы жесткости для каждого типа станка предусматривают определенную схему, согласно которой с помощью специального динамометрического устройства создается нагрузка между держателем инструмента и деталью приспособления, заменяющей заготовку. В определенных точках определяют смещения узлов под действием нагрузки. Регламентированы направление и максимальное значение нагружающей силы Р, а также предельные значения деформаций у. Жесткость, Н/мкм, / = Р./у.
Наиболее простой метод испытания станка на виброустойчивость — определение предельной стружки, т. е. наибольшей ширины (глубины) среза, при которой обработка происходит без заметных вибраций. Момент интенсивного роста вибраций определяют по характерному звуку, виду стружки, появлению видимой волнистости на обработанной поверхности. Испытание проводят, меняя скорость главного движения резания, подачу, способ базирования обрабатываемой заготовки (в центрах, в патроне и т. п.}
ОСНОВЫ РАЦИОНАЛЬНОГО ИСПОЛЬЗОВАНИЯ СТАНКОВ
Техническая документация. Для каждого станка разрабатывают конструкторские документы, в которых содержатся графические и текстовые материалы, определяющие их устройство, а также необходимые данные для разработки технологии обработки, контроля, приемки, эксплуатации и ремонта.
Часть конструкторских документов (технические условия, программа и методика испытаний и др.), а также эксплуатационные и ремонтные составляют комплект, который называется паспортом. В состав паспорта входят сведения о гарантиях изготовителя (поставщика). В Руководстве по эксплуатации приводят общие сведения о станке, общий вид станка с указанием основных узлов и обозначением органов управления, кинематические схемы, схемы расположения подшипников, схемы смазывания и другие сведения, необходимые в эксплуатации; указывают габаритные размеры рабочего пространства, посадочные и присоединительные базы станка, габаритные размеры станка, сведения о порядке ремонта и др.
Правила безопасной работы на станке изложены в соответствующих разделах Руководства по эксплуатации при описании транспортирования станка, установки на месте эксплуатации, подготовки к монтажу, выполнения монтажа, демонтажа, наладки, пуска, контрольных испытаний, регулирования и первичной обкатки, а также в разделе «Электрооборудование».
Характер и виды технического обслуживания станков. Работа станочного оборудования зависит от правильности его эксплуатации. Рабочие-станочники, операторы, наладчики и мастера несут ответственность за техническое состояние и правильную эксплуатацию оборудования. Они обязаны хорошо знать работу оборудования и правила эксплуатации. Система технического обслуживания оборудования служит для предотвращения или сведения к минимуму его простоев, обеспечения его нормальной работоспособности в течение всего срока службы.
Система технического обслуживания включает в себя следующие мероприятия: снабжение оборудования заготовками, инструментом, оснасткой, маслами, СОЖ и другими необходимыми компонентами; загрузку заготовок, ежедневное смазывание, доливку СОЖ, уборку стружки, чистку оборудования и т.п.; своевременное выявление и предупреждение неисправностей; устранение простейших отказов путем замены или восстановления отказавших деталей и сборочных единиц.
Техническое обслуживание оборудования должно быть плановым. Практика эксплуатации подтверждает, что внеплановое обслуживание приводит к резкому возрастанию отказов1 оборудования, снижению его долговечности и общему росту производственных затрат. Обслуживание системы смазывания заключается в следующем: замене отработанных масел (слив отработанного масла из объема, промывка и чистка объема, заполнение свежим маслом, пополнение масла в резервуарах), периодическом смазывании оборудования, сборе и сдаче отработанных масел периодическом лабораторном контроле качества рабочих масел. Для каждой единицы оборудования в составе технической документации предусмотрена «Карта смазывания». Ежедневное смазывание оборудования и контроль за исправностью состояния системы смазывания проводят станочники.
Чистка оборудования. При резании образуется мелкая и пылевидная стружка (в процессе шлифования — шлам), которая оседает на оборудовании. При эксплуатации необходимо своевременно убирать оборудование (очистить от стружки, шлама и грязи, направляющие насухо протереть, аза1 тем слегка смазать тонким слоем масла). В конце каждой смены предусматривают 10-15 мин на уборку оборудования. Уборка оборудования во время работы запрещена во избежание травматизма.
Ручные способы уборки трудоемки и не обеспечивают хорошей очистки, а способ сдувания приводит к загрязнению окружающего оборудования и помещения. Рациональным способом отсасывания является применение вентиляционных установок, а также устройств, основанных на эффекте эжекции (индивидуальных или общих). Пыль или стружку собирают фильтрами, циклонами или комбинированными устройствами, а очищенный воздух выбрасывается в окружающую среду.
Уборка территории вокруг оборудования является обязанностью станочников. Не допускается работа оборудования без кожухов, предохраняющих пространство вокруг оборудования от стружки и брызг жидкости, без сборников СОЖ. Уборка стружки. Уборку стружки на станках периодически производит обслуживающий персонал. В том случае, когда нет централизованной цеховой системы уборки стружки, очистку тары для стружки производят по мере заполнения. Обслуживание системы подачи СОЖ. Обслуживание централизованной (цеховой) системы подачи СОЖ производит специальная служба, а децентрализованной (состоящей из бака с отстойниками, фильтра и насосной установки) — станочник. Запас СОЖ используют в течение трех-четырех недель (при двухсменной работе), причем жидкость, количество которой уменьшилось вследствие испарения, разбрызгивания, уноса с изделиями и стружкой, периодически пополняют. После установленного срока работы СОЖ заменяют полностью.
Активное наблюдение за работой оборудования.
Обслуживающий персонал осуществляет активное наблюдение за состоянием оборудования. При активном наблюдении рабочий постоянно получает информацию о состоянии оборудования и принимает меры для того, чтобы не допускать возникновения отказа, а в случае возникновения — остановить оборудование.
Режущий инструмент быстро изнашивается, за ним необходимо постоянно наблюдать. При стабильной стойкости инструмента целесообразно применять систему его принудительного осмотра и замены. При большом диапазоне колебаний периодов стойкости вводят принудительные осмотры режущих инструментов примерно через каждую треть расчетного периода стойкости. Производя осмотр, рабочий заменяет лишь затупленные инструменты.
Результаты измерения обработанных деталей являются наиболее надежным критерием оценки состояния режущих инструментов. Некоторые инструменты, предназначенные для предварительной обработки, например сверла, при значительном затуплении начинают скрипеть, что является дополнительным сигналом о необходимости их замены до окончания периода стойкости. Другие инструменты, например резцы и концевые фрезы, при значительном затуплении оставляют характерные кольцевые затертые полоски на обработанной поверхности. При периодическом осмотре инструментов необходимо обращать внимание на изнашивание задних поверхностей инструментов. Восстановление работоспособности оборудования. Во время работы станков возникают отказы, которые устраняет обслуживающий персонал. Он же производит смену и подналадку инструментов, в том числе замену поломанных и изношенных.
ПРАВИЛА ЭКСПЛУАТАЦИИ ТОКАРНЫХ СТАНКОВ.
ТИПОВЫЕ ОТКАЗЫ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Основными факторами, определяющими эксплуатацию токарных станков являются: вращающиеся станочные приспособления (патроны) и заготовки, а также образующаяся в процессе резания стружка. При работе с высокими скоростями резания особое внимание должно быть уделено правильному и надежному закреплению заготовок. Отказы при точении и способы их устранения. Точность при чистовых видах точения может достигать 7-8-го квалитета, а шероховатость обработанной поверхности — 1,6-3,2 мкм. Разрезание заготовок на токарных станках выполняют отрезными резцами, которые по конструктивному исполнению могут быть прямыми и обратными. Прямые отрезные резцы имеют длинную и узкую головку для прорезания заготовки до центра с наименьшим расходом материала в стружку. Однако, они обладают недостаточной прочностью и жесткостью, что следует учитывать при их исполнении. Поэтому место реза должно быть как можно ближе к кулачкам патрона, на расстоянии не более одного диаметра заготовки. Отрезной резец устанавливают строго на уровне линии центров станка и перпендикулярно к оси заготовки.
При разрезании заготовок больших диаметров возможна поломка резца в конце прохода в результате того, что тонкая перемычка под действием сил тяжести и резания прогибается и отрезной резец защемляется в прорези. В этом случае необходимо, не доходя до центра примерно 1,5-2,0 мм, вывести резец из прорези, выключить вращение шпинделя и отпилить отрезаемую часть вручную. Запрещается поддерживать руками в процессе резания отрезаемую часть заготовки. Выход стружки из узкой и глубокой прорези сильно затруднен. В этом случае разрезание следует выполнять поочередным расширением прорези.
Перед сверлением, зенкерованием или развертываньем токарный станок следует тщательно выверить на соосность центров.’ Важными условиями операции сверления являются; прочное закрепление заготовки, перпендикулярность ее торца оси вращения, отсутствие на торце выпуклостей, задание первоначального направления сверлу. Для этого заготовку в станочном приспособлении устанавливают с возможно наименьшим вылетом, а торец перед сверлением гладко подрезают. Для задания первоначального направления сверлу в центре торца делают углубление центровочным сверлом или коротким жестким сверлом; глубина сверления приблизительно должна быть равной диаметру получаемого отверстия.
Сверление отверстий большого диаметра с ручной подачей затруднено из-за необходимости приложения со стороны токаря больших усилий. Поэтому отверстия диаметром свыше 20 мм следует обрабатывать последовательно двумя сверлами. Диаметр первого сверла выбирают примерно равным половине диаметра получаемого отверстия. Благодаря этому перемычка второго сверла не участвует в резании и, соответственно, усилие подачи значительно снижается.
Опиливание применяют для зачистки поверхностей, удаления заусенцев, снятия небольших фасок и т.п. Его выполняют напильниками разнообразной формы и с различной насечкой. Применять можно только напильники с целой и плотно насаженной ручкой. Так как опиливание производят вручную, то для предотвращения травмирования токарь должен стоять примерно под углом 45° к оси центров станка с разворотом вправо. Ручку напильника следует зажимать в левой руке, а противоположный его конец удерживать пальцами правой. Полирование применяют для снижения шероховатости обработанных поверхностей. Его осуществляют шлифовальными шкурками различной зернистости. Во время полирования шкурку удерживают пальцами либо правой руки, либо обеих рук. В последнем случае токарь должен располагаться у станка так же, как и при опиливании, то есть передний конец шкурки удерживать левой рукой, а противоположный — правой.
Удерживать шкурку на детали путем охвата ее рукой нельзя, так как она может намотаться на деталь и защемить пальцы руки. Обычно в суппорте токарного станка закрепляют одновременно несколько резцов!, поэтому при опиливании и полировании следует остерегаться порезов рук острыми кромками резцов, а также при повороте резцовой головки, осуществлении измерений.
ПРАВИЛА ЭКСПЛУАТАЦИИ ФРЕЗЕРНЫХ СТАНКОВ. ТИПОВЫЕ ОТКАЗЫ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Обслуживание станка.
1. Проверить легкость перемещения стола станка во всех направлениях ручными подачами, при необходимости ослабить стопорные устройства и установить стол в положение, удобное для установки фрезы.
2. При возникновении вибраций остановить станок и принять меры к их устранению, проверить состояние и крепление фрезы, надежность крепления заготовки и приспособления, принятые режимы резания.
Установка и смена фрезы.
1. Перед установкой фрезы на станок проверить:
— качество заточки — режущие кромки не должны иметь выкрашиваний, трещин и прожогов;
— надежность и прочность крепления режущих зубьев в корпусе фрезы, а также степень их износа, если фреза находилась в эксплуатации, если режущие кромки фрезы затупились или выкрошились, фрезу необходимо заменить;
— посадочные поверхности фрезы, оправки, переходных втулок, цанги и шпинделя, а также торцы установочных колец, чтобы на них не оставались загрязнения и волокна от обтирочного материала.
2. При установке и съеме фрез остерегаться ранений рук о режущие кромки. Для этого использовать рукавицы или предварительно надевать на фрезу кожухи, которые закрывают ее режущие зубья.
3. При фиксировании хвостовика оправки или фрезы в шпинделе станка следует убедиться в том, что он садится плотно, без люфта, а саму фиксацию осуществлять, включив коробку скоростей во избежание проворачивания шпинделя.
4. После закрепления фрезы проверить величину биения ее режущих кромок. Настроить коробки скоростей и подач на заданные режимы, а также установить и закрепить упоры автоматического выключения подач.
5. Для снятия фрезы или оправки со стола применять специальную выколотку, предварительно разместив на столе станка деревянный лоток, предотвращающий порчу как инструмента, так и стола станка.
Установка заготовок и зажимных приспособлений. Перед установкой заготовок на стол станка или в приспособление очищать их от загрязнений, обращая особое внимание на состояние базовых поверхностей; при наличии на базовых поверхностях заусенцев, грата и других неровностей — удалить их слесарным инструментом.
2. Места крепления заготовки выбирать как можно ближе к обрабатываемой поверхности. Особое внимание должно быть уделено состоянию поверхности стола. Перед установкой заготовки на стол станка необходимо тщательно очистить его от загрязнений и стружки. В случае крепления заготовки на необработанные поверхности следует применять прихваты с насечкой.
3. Если обработку производят в приспособлении, то необходимо:
— перед установкой приспособления протереть стол и посадочные места приспособления;
— при подналадке положения приспособления на столе станка применять только молотки со вставками из мягкого материала (меди, латуни);
— в случае крепления заготовки за необработанные поверхности в тисках их необходимо оснастить прижимными губками с насечкой;
— закрепляя заготовки в тисках за обработанные поверхности, их необходимо оснастить нагубниками из мягкого металла;
— при закреплении цилиндрических заготовок в патроне делительной головки следует применять разрезные втулки из мягкого металла и прокладывать фольгу.
4. Удалять стружку со стола после снятия каждой обработанной детали с помощью капроновых, волосяных или щетинных щеток (для этой цели может быть использован также пылесос).
5. Производить установку и съем тяжелых заготовок и приспособлений (с массой более 20 кг) только с помощью подъемных устройств; освобождать заготовку от подвески разрешается только после ее установки и надежного закрепления на станке.
Приемы работы на фрезерном станке:
— заготовку подавать к фрезе только после включения вращения шпинделя, при этом механическую подачу включать до соприкосновения фрезы с заготовкой;
— останавливая станок, сначала выключить подачу, затем отвести фрезу от обрабатываемой детали и выключить вращение шпинделя;
— отводить фрезу на безопасное расстояние, чтобы не повредить руки о ее режущие кромки при съеме обработанной детали или ее измерении на станке;
— регулировать правильность подвода СОЖ в зону резания;
— избегать размещения на столе станка режущих, вспомогательных и измерительных инструментов, а также других заготовок и ранее обработанных деталей.
Отказы при фрезеровании и способы их устранения.
При наладке операции фрезерования особое внимание следует обращать на жесткое и надежное крепление заготовки и инструмента. Режущие кромки фрез не должны иметь биения большего, чем предусмотрено чертежом. В отдельных случаях целесообразно применить виброгасящие устройства. Обычная точность при фрезеровании находится в пределах 9-11-го ква-литета, а шероховатость обработанной поверхности достигает 1,6-6,3 мкм.
ПРАВИЛА ЭКСПЛУАТАЦИИ СВЕРЛИЛЬНЫХ СТАНКОВ. ТИПОВЫЕ ОТКАЗЫ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Обслуживание станка.
1. В случае заедания инструмента в заготовке или при проворачивании ее на столе вместе с инструментом немедленно остановить станок.
2. При перемещении шпиндельной бабки по траверсе радиально-сверлильного станка сильно не разгонять ее.
3. Не наклоняться близко к вращающемуся шпинделю для наблюдения заходом обработки.
4. По возможности не применять при работе патроны и приспособления с выступающими частями. Если они есть, то необходимо их оградить.
5. После снятия со станка обработанной детали или приспособления вынуть все болты из пазов стола и убрать их в установленное место.
6. При снятии инструмента выбивать его только клином, специально предназначенным для этой цели и соответствующим по размерам конусу. Для выбивания применять латунные, медные или незакаленные стальные молотки, чтобы предотвратить образование осколков, которые могут нанести травму рабочему.
При транспортировании заготовок и обработанных деталей стропы следует размещать с учетом положения центра тяжести заготовок.
8. При пользовании стропом обращать внимание на находящееся на одном из его концов кольцо, где указана дата, до которой гарантируется прочность стропа. Использовать для транспортирования поврежденные стропы, а также проволоку или веревки запрещается.
9. Удалять стружку из обрабатываемого отверстия только после остановки шпинделя и отвода инструмента. Для удаления мелкой стружки из глухих отверстий и полых заготовок применять специальные магнитные стружко удаляющие устройства. Использование сжатого воздуха для выдувания стружки запрещается.
10.После настройки радиально-сверл ильного станка надежно зафиксировать его траверсу в требуемом положении.
Установка и смена инструмента.
1. Установку инструментов производить при полном останове станка, остерегаясь порезов рук о режущие кромки. Следить за надежностью и прочностью его крепления, а также центровки. Смену инструмента без остановки станка производить только при наличиии специального быстросменного патрона.
2. Жестко и прочно крепить режущий и вспомогательный инструмент. Следить за тем, чтобы хвостовики инструментов и оправок были тщательно пригнаны к конусу шпинделя. Перед установкой инструмента осмотреть и протереть посадочные поверхности, забоины на этих поверхностях не допускаются.
3. При закреплении в сверлильном патроне инструмента конец его хвостовика должен упираться в дно гнезда патрона.
4. При нарезании резьб метчиками, особенно в глухих отверстиях, необходимо инструмент крепить в предохранительном патроне.
Установка заготовок и зажимных приспособлений.
1. Перед установкой заготовки на станок проверить состояние базовых поверхностей. Надежно закрепить заготовку на станке независимо от ее размера и массы, при закреплении пользоваться только исправным инструментом.
2. При установке заготовки на набор мерных подкладок использовать, возможно меньшее их число по высоте.
3. Крепление заготовки производить в местах, имеющих сплошные опоры; такое крепление исключает возможность деформации и срыва заготовки в процессе обработки.
4. В качестве крепежных элементов необходимо применять высокие гайки, опорная поверхность которых закалена. Гайки со смятыми поверхностями не применять.
Приемы работы на сверлильном станке.
1. Перед остановом станка обязательно отвести инструмент от обрабатываемой детали.
2. При затуплении инструмента, его поломке, а также при выкрашивании кромок у твердосплавных режущих пластин остановить станок и заменитьинструмент.
3. При сверлении отверстий подачу врезания осуществлять вручную, а механическую подачу включать после полного входа в материал режущих кромок сверла.
4. Сверление глубоких отверстий выполнять в два приема: вначале отверстие сверлить на глубину 5-6 диаметров обычным сверлом, затем на заданную глубину — удлиненным.
5. При обработке глубоких отверстий периодически выводить режущий инструмент из отверстия и очищать его кисточкой или щеткой от стружки и производить подачу СОЖ.
6. При сверлении полых заготовок или заготовок, у которых поверхностна выходе сверла расположена под углом к оси его вращения, применять автоматическую подачу и использовать фигурные подкладки.
7. При обработке отверстий в тонких пластинах и полосах закреплять их в специальных приспособлениях.
Отказы при сверлении, зенкеровании, развертывании и способы их устранения.
Точность сверления не превышает 11-13-го квалитета, а шероховатость обработанной поверхности находится в пределах 6,3 — 12,5 мкм.
При наладке операции сверления необходимо обращать внимание на состояние режущего инструмента, надежное его крепление, своевременную смену и т.д.
Зенкерование применяют в основном для подучистовой обработки просверленных, литых и кованных отверстий, изредка — для чистовой. Достигаемая при этом точность соответствует 9-12-му квалитету, а шероховатость поверхности — 3,2-6,3 мкм.
Зенкеры работают подобно сверлу при рассверливании отверстия. Поэтому многие причины отказов аналогичны причинам отказов при сверлении. Развертывание применяют для окончательной обработки отверстий с малой шероховатостью и высокой точностью, производят после предварительной обработки сверлом, зенкером или расточным резцом.
Шероховатость отверстий после развертывания равна 0,63-2,5 мкм, а точность достигает 7-8-го квалитета.
Для получения повышенной точности обработки припуск снимают последовательно несколькими развертками.
Причинами неполадок, как правило, являются нарушения технологии обработки, неудовлетворительная наладка станка, неправильная эксплуатация инструмента и т.д.
ПРАВИЛА ЭКСПЛУАТАЦИИ ШЛИФОВАЛЬНЫХ СТАНКОВ. ТИПОВЫЕ ОТКАЗЫ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Обслуживание станка.
1. При установке на станок сменных шлифовальных шпинделей, шкивов, патронов, оправок и приспособлений тщательно протереть посадочные поверхности станка и устанавливаемых элементов. Периодически проверять усилие натяжения приводных ремней и плавность их работы.
2. Биение шпинделя шлифовального станка не должно превышать значений, установленных техническими требованиями на станок, иначе биение может привести к снижению точности обработки и даже к разрыву круга.
3. Все абразивные инструменты, выступающие концы шпинделя и вращающиеся крепежные элементы должны быть ограждены защитными кожухами, прочно прикрепленными к станку.
4. На станках, имеющих кожухи с регулируемыми козырьками, следует по возможности работать с уменьшенными углами раскрытия. Зазор между кругом и верхней кромкой раскрытия подвижного кожуха, а также между кругом и предохранительным козырьком не должен превышать 6 мм.
5. Зазор между боковыми стенками защитного кожуха и фланцами для крепления круга наибольшей высоты, применяемого на данном станке, должен находиться в пределах 5-10 мм, При работе съемная крышка защитного кожуха должна быть надежно закреплена.
Шлифовальные станки, предназначенные для работы с окружной скоростью круга 60 м/с и более, должны иметь дополнительные защитные уст ройства в виде металлических экранов и ограждений, закрывающих рабочую зону во время шлифования, и щитков, закрывающих открытый участок круга при отводе последнего.
7. На станках, где шлифование осуществляют с окружной скоростью, превышающей 40 м/с, защитный кожух должен иметь окраску, соответствующую ГОСТ 12.4.026-76, отличающуюся от окраски станка.
8. При работе на станках с автоматическим переключением подач с помощью упора установить щитки, закрывающие рычаги переключения, во избежание защемления рук шлифовщика.
9. На станках с движущимся столом оградить зону выхода стола.
10. Проверить исправность работы механизмов, наличие смазки и СОЖ в соответствующих системах.
11. Перед включением станка убедиться в исправности и правильности установки и закрепления исполнительных органов станка и заградительных устройств. Экраны должны быть расположены так, чтобы предотвратить попадание шлифовального шлама, брызг СОЖ в рабочую зону обслуживающего персонала.
12. Во время обработки на шлифовальном станке, а также при правке круга шлифовщик не должен приближаться близко к шлифовальному кругу или вращающейся заготовке.
13. Контролировать равномерность износа по всей ширине рабочей поверхности круга и не допускать контакта зажимного фланца с заготовкой.
Если диаметр круга уменьшился вследствие износа, частота его вращения может быть увеличена, однако рабочая окружная скорость не должна превышать допустимую для данного круга.
14. При работе с СОЖ следить за тем, чтобы она омывала шлифовальный круг по всей рабочей поверхности и своевременно отводилась в бак, не допуская погружения туда круга.
15. Не прикасаться к движущейся заготовке и шлифовальному кругу дополного их останова. Измерения производить при отводе шлифовального круга на безопасное расстояние.
16. Править круг только специальным инструментом, надежно закрепленным в приспособлении. Правку по возможности вести при обильном охлаждении.
17. Во время работы станка запрещается производить его чистку, открывать или снимать ограждения, отключать предохранительные устройства. 18. Очищать остановленный станок и отстойник бака от шлама, грязи и абразивной пыли.
Установка и закрепление шлифовальных кругов: 1. Начиная работу, убедиться в надежности крепления и прочности круга, для чего обеспечить его вращение вхолостую на рабочей скорости в течение 2 мин при диаметре круга до 400 мм и в течение 5 мин при диаметре 400 мм и более. 2. Проверить, имеются ли прокладки между зажимными фланцами планшайбы и кругом, не ослаблены ли крепежные элементы, которые фиксируют фланцы. Установить на шпиндель станка планшайбу в сборе со шлифовальным кругом после ее балансирования. Оберегать сборку от ударов и при необходимости хранить в вертикальном положении.
Установка заготовок:
1. При установке и закреплении заготовок на круглошлифовальных станках проверить состояние отверстий у заготовок, состояние опорных центров, поводковых устройств, патронов и приспособлений. Для безопасного шлифования длинных заготовок следует пользоваться люнетом.
2. При установке и закреплении заготовок на плоскошлифовальных станках проверить правильность расположения заготовки путем ручного перемещения стола (если это невозможно — то с помощью линейки), а также расположения крепежных элементов (шлифовальный круг должен свободно проходить над ними).
3. При закреплении заготовок на электромагнитных приспособлениях проверить действие блокирующих устройств, которые должны автоматически выключать движение стола и вращение шпинделя при прекращении подачи электроэнергии.
Приемы работы на шлифовальных станках:
1. Следить за работой механизмов станка. При нагреве подшипников свыше 60°С или при появлении необычного шума прекратить работу и принять меры к устранению неисправностей.
2. Прежде чем остановить станок, выключить подачу и отвести круг от заготовки.
3. По окончании работы с использованием СОЖ выключить подачу СОЖ или вывести шлифовальный круг из жидкости и просушить его на холостых оборотах в течение 2-5 мин.
Отказы при круглом наружном и плоском шлифовании и способы их устранения.
При окончательной обработке деталей с малыми припусками (до 0,5 мм) наиболее производительным и экономичным процессом является шлифование. К положительным сторонам круглого наружного шлифования относятся высокая размерная точность (погрешность порядка 2-4 мкм и менее), высокая точность формы (например, отклонения от цилиндричности 1-2 мкм и круглости 0,3-0,5 мкм и точнее), малая шероховатость обработанной поверхности (0,63-1,25 мкм, а в отдельных случаях 0,16-0,32 мкм) и высокая производительность обработки. Одним из видов окончательной обработки плоских поверхностей деталей является плоское шлифование. Обработка может осуществляться торцом или периферией круга.