

Руководство по технологии изготовления предварительно напряженных железобетонных конструкций
| Статус: | заменен |
| Название рус.: | Руководство по технологии изготовления предварительно напряженных железобетонных конструкций |
| Дата добавления в базу: | 01.09.2013 |
| Дата актуализации: | 01.01.2021 |
| Дата окончания срока действия: | 21.08.1995 |
| Область применения: | Руководством следует руководствоваться при изготовлении сборных предварительно напряженных железобетонных конструкций, армированных высокопрочной стержневой горячекатаной и термически упрочненной арматурой, высокопрочной проволокой, прядями и канатами, натяжение которых на упоры осуществляется механическим или электромеханическим способом. |
| Оглавление: | Предисловие 1 Область применения и основные положения 2 Арматурные стали 3 Формы 4 Заготовка арматуры 5 Механический способ натяжения арматуры 6 Натяжение арматуры электротермическим способом 7 Контроль величины предварительного натяжения арматуры 8 Бетоны и материалы для его изготовления 9 Особенности формования предварительно напряженных конструкций 10 Тепловая обработка преднапряженных конструкций 11 Передача усилий обжатия на бетон 12 Контроль качества предварительно напряженных конструкций 13 Требования к складированию и отгрузке предварительно напряженных конструкций 14 Техника безопасности 15 Технико-экономическая оценка способов производства преднапряженных конструкций Приложение 1 Типовые технологические линии в унифицированных пролетах УТП-1, разработанные институтом Гипростроммаш Приложение 2 Указания по упрочнению горячекатанной стержневой арматурной стали класса А-III вытяжкой Приложение 3 Расчетные и нормативные сопротивления арматурной стали Приложение 4 Требования к механическим свойствам ненапрягаемой арматуры Приложение 5 Примеры расчета деформаций арматуры с учетом неупругих свойств стали Приложение 6 Технологические линии заготовки проволочной, прядевой и стержневой арматуры Приложение 7 Приспособления для закрепления напрягаемой арматуры и ее стыковки Приложение 8 Стыковые соединения проволоки и прядей Приложение 9 Рекомендации по приварке коротышей к арматуре классов Ат-IV — Ат-VI Приложение 10 Оборудование для механического натяжения арматуры Приложение 11 Определение потерь натяжения арматуры последовательно натягиваемых арматурных стержней на форму от ее деформации Приложение 12 Оборудование для электротермического натяжения арматуры Приложение 13 Расчет электрических параметров установок для нагрева арматуры Приложение 14 Примеры расчетов при электротермическом натяжении арматуры Приложение 15 Тарировка приборов для контроля натяжения арматуры Приложение 16 Выбор приборов и обработка результатов контроля натяжения арматуры Приложение 17 Изготовление преднапряженных многопустотных настилов из горячих бетонных смесей (пароразогрев) Приложение 18 Электротермообработка предварительно напряженных железобетонных опор ЛЭП в электромагнитном поле тока промышленной частоты Приложение 19 Тепловая обработка плит перекрытия в электротермоформах Приложение 20 Рекомендуемые способы отпуска натяжения арматуры и контроль надежности ее заанкеривания в бетоне Приложение 21 Рекомендация по проведению испытаний (опытных перевозок) Приложение 22 Ориентировочные технико-экономические показатели для экономической оценки технологических схем или отдельных процессов производства преднапряженных конструкций Приложение 23 Основные государственные стандарты, технические условия и руководства по технологии изготовления предварительно напряженных железобетонных конструкций |
| Разработан: | НИИЖБ |
| Утверждён: | НИИЖБ Госстроя СССР (NIIZhB, USSR Gosstroy ) |
| Издан: | Стройиздат (1975 г. ) |
| Расположен в: | Техническая документация Строительство Справочные документы Директивные письма, положения, рекомендации и др. |







Технологическая инструкция – документ, который входит в состав нормативно-технической документации на предприятии. С его помощью организовываются и контролируются процессы изготовления того или иного изделия. Технологическая инструкция может быть разработана как отдельный документ или как дополнение к утверждённым и действующим стандартам компании.
Обычно технологическая инструкция разрабатывается теми предприятиями, которые стремятся создать качественный продукт, оптимизировать и стандартизировать производственные процессы, а также заботятся о здоровье сотрудников и потребителей и несут ответственность за сохранность окружающей среды.
Простыми словами, с помощью технологической инструкции предприятие может непрерывно производить высококачественную продукцию, даже если произойдёт смена персонала или руководящего состава. Кроме того, рецептура или технология производства изделия может дополняться и редактироваться.
Разработать технологическую инструкцию часто приходится для успешного прохождения проверок со стороны органов государственного надзора.
Структура технологической инструкции
Технологическая инструкция (также как технологический регламент) разрабатывается на основе положений, описанных в ГОСТ 3.1105-2011 «Единая система технологической документации».
Обычно технологическая инструкция состоит из следующих основных частей:
- Титульный лист;
- Основная часть;
- Лист регистрации изменений;
- Приложения.
Титульный лист – это первая страница технологической инструкции, на которой приведена базовая информация об изделии и компании-производителе. Также на титульный лист ставятся грифы о согласовании и утверждении технологической инструкции и подписи ответственных лиц.
Основная часть технологической инструкции состоит из множества разделов, где приводится вся необходимая информация для правильной подготовки к процессу производства, описана рецептура и технология изготовления изделия, а также прописаны все требования по безопасности и правильному обращению с товаром.
Обычно основная часть документа состоит из следующих разделов:
- Параметры и характеристики изделия, на которое распространяются текущие технологические инструкции;
- Информация о сырье, материалах и комплектующих частях, которые используются в производстве;
- Пошаговое описания производственных процессов;
- Методы контроля за нормами и стандартами производства;
- Требования к квалификации сотрудников и санитарно-гигиенические нормы;
- Требования по безопасности окружающей среды и здоровья людей.
Технологическую инструкцию рекомендуется дополнять чертежами, схемами и рисунками. Также их можно приводить в конце документа в качестве приложений, если они слишком объёмные.
Разработать технологическую инструкцию можно с помощью компании «Техдокконсалт», где работают опытные специалисты, за плечами которых годы работы в сфере технической документации.
Разработка технологической инструкции на продукцию
Технологическая инструкция описывает порядок, этапы производства продукции и предъявляемые к нему требования.
В данном документе прописывается тип применяемого оборудования, рецептуры, сырье и материалы, описание и схема технологического процесса, методы контроля производства, нормы безопасности производства, охраны труда и окружающей среды.
- Срок выполнения 2-3 дня
- Стоимость по запросу.

Полезная документация по технологической инструкции
ГОСТ 31987-2012 (Общие требования для технологических документов на продукцию общественного питания)
ГОСТ Р 52357-2005 (Общие требования для технологической инструкции молочные и молокосодержащие продукты)
ГОСТ Р 52550-2006 (Производство лекарственных средств организационно-технологическая документация)
ГОСТ Р 53619-2009 (Технологическая инструкция: Рыба, нерыбные объекты и продукция из них)
ГОСТ Р 55972-2014 (Общие требования для рецептуры и технологической инструкции на хлебобулочные изделия)
Есть вопросы? Звоните! Наши менеджеры всегда готовы помочь и оказать исчерпывающие консультации по интересующим вопросам.
Утверждаю
Директор Всесоюзного
научно-исследовательского института
кондитерской промышленности
О.С.ГРАЧЕВ
июнь 1992 года
Согласовано
Заместитель Председателя Комитета
по хлебопродуктам
Российской Федерации
В.И.САЕНКО
август 1992 года
ТЕХНОЛОГИЧЕСКИЕ ИНСТРУКЦИИ
ПО ПРОИЗВОДСТВУ МУЧНЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ
Взамен
технологических инструкций
по производству мучных
кондитерских изделий,
утвержденных МПП СССР
5 августа 1968 года.
Настоящий сборник технологических инструкций разработан с целью совершенствования технологии производства мучных кондитерских изделий, обеспечивающей выпуск продукции высокого качества, сотрудниками ВНИИ кондитерской промышленности: Бернштейн Т.С., Кноповой С.И., Зелинской Л.А., Быстровой Т.В., Архангельской Л.Н.
Введение
Настоящие технологические инструкции по производству мучных кондитерских изделий являются типовыми. Предприятия имеют право в зависимости от применяемого оборудования и технологического процесса разрабатывать и утверждать внутрифабричные технологические инструкции, обеспечивающие выпуск готовой продукции в соответствии с требованиями действующих стандартов.
Настоящий сборник технологических инструкций распространяется на производство основных видов мучных кондитерских изделий.
СЫРЬЕ
Основным сырьем для производства мучных кондитерских изделий являются пшеничная мука, сахар-песок, жиры, молочные продукты, яйцепродукты. Также применяются фруктово-ягодные виды сырья и полуфабрикаты, орехи, разрыхлители, ароматические вещества, пищевые красители, студнеобразователи, различные улучшители и другие виды сырья.
Сырье, поступающее на предприятие, должно отвечать требованиям действующей нормативной документации. Перечень нормативной документации на основное сырье:
|
Агар пищевой |
ГОСТ 16280 |
|
Агароид |
ТУ 15-04-454-79 |
|
Аммоний углекислый кислый |
ГОСТ 3762 |
|
Белок яичный сухой и желток яичный сухой |
ОСТ 49-181-82 |
|
Ванилин |
ГОСТ 16599 |
|
Варенье |
ГОСТ 7061 |
|
Вакуум-сусло виноградное |
ОСТ 18-144-73 |
|
Виноград сушеный |
ГОСТ 6682 |
|
Вина виноградные и виноматериалы виноградные. Общие технические условия |
ГОСТ 7208Е |
|
Вина плодовые. Общие технические условия |
ГОСТ 28616 |
|
Джемы. Общие технические условия |
ГОСТ 7009 |
|
Дрожжи хлебопекарные прессованные |
ГОСТ 171 |
|
Дрожжи хлебопекарные сушеные |
ГОСТ 28483 |
|
Духи сухие кондитерские |
ТУ 18-60-77 |
|
Жиры для кулинарии, кондитерской и хлебопекарной промышленности. Общие технические условия |
ГОСТ 28414 |
|
Жиры животные топленые пищевые |
ГОСТ 25292 |
|
Желатин пищевой |
ГОСТ 11293 |
|
Изделия ликеро-водочные. Общие технические условия |
ГОСТ 7190 |
|
Какао-порошок. Технические условия |
ГОСТ 108 |
|
Кальций фосфорнокислый однозамещенный 1-водный |
ГОСТ 10091 |
|
Концентраты виноградного сока |
ТУ 10-04-05-34-88 |
|
Кислота лимонная пищевая. Технические условия |
ГОСТ 908-79Е |
|
Кислота молочная пищевая. Технические условия |
ГОСТ 490 |
|
Композиция винно-спиртовая «кондитерская». Технические условия |
ТУ 10-0531531-26-93 |
|
Коньяки. Технические условия |
ГОСТ 13741 |
|
Компоты ассорти |
ОСТ 18-301-76 |
|
Компоты из плодов, ягод, ревеня, дыни |
ГОСТ 816 |
|
Кофе натуральный жареный. Общие технические условия |
ГОСТ 6805 |
|
Концентраты фосфатидные |
ОСТ 18-227-75 |
|
Концентрат соевый пищевой |
ТУ 10-04-02-22-87 |
|
Консервы. Припасы фруктовые и ягодные |
РСТ РСФСР 108-75 |
|
Краситель пищевой синтетический индиго-кармин (порошок) |
ТУ 10-08-33-91 |
|
Краситель красный сублимационной сушки |
ТУ 10-04-04-19-88 |
|
Красители натуральные пищевые |
ОСТ 10-093-96 |
|
Краситель пищевой красный жидкий из сока ягод травянистой бузины. Технические условия |
ТУ 70-04-04-17-88 |
|
Краситель красный пищевой концентрированный из выжимок темных сортов винограда |
ТУ 10-04-08-34-89 |
|
Крахмал картофельный |
ГОСТ 7699 |
|
Крахмал кукурузный |
ГОСТ 7697 |
|
ТУ 64-10-04-89 |
|
|
Ксилит пищевой |
ГОСТ 20710 |
|
Масло кокосовое |
ГОСТ 10766 |
|
Масло коровье |
ГОСТ 37 |
|
Масло кукурузное |
ГОСТ 8808 |
|
Масло подсолнечное |
ГОСТ 1129 |
|
Маргарин |
ГОСТ 240 |
|
Мед натуральный |
ГОСТ 19792 |
|
Молоко коровье пастеризованное. Технические условия |
ГОСТ 13277 |
|
Молоко сгущенное с сахаром. Технические условия |
ГОСТ 2903 |
|
Молоко коровье цельное сухое. Технические условия |
ГОСТ 4495 |
|
Молоко коровье сухое обезжиренное |
ГОСТ 10970 |
|
Мука пшеничная. Технические условия |
ТУ 8 РСФСР 11-95-91 |
|
Мука пшеничная хлебопекарная. Технические условия |
ГОСТ 26574 |
|
Мука овсяная с базисным выходом 60% |
ТУ 8-22-3-84 |
|
Мука соевая дезодорированная |
ГОСТ 3898 |
|
Мука ржаная хлебопекарная. Технические условия |
ГОСТ 7045 |
|
Натрий двууглекислый |
ГОСТ 2156 |
|
Отруби пшеничные |
ГОСТ 7169 |
|
Паста для сбивания |
ТУ 9145-091-00008064-96 |
|
Патока крахмальная |
ГОСТ 5194 |
|
Патока мальтозная |
ОСТ 10-89-95 |
|
Пектин. Технические условия |
ГОСТ 29186 |
|
Пиросульфит натрия |
ГОСТ 11683 |
|
Порошок яблочный |
ТУ 10-03-307-86 |
|
Подварки плодовые и ягодные |
ТУ 10-963-12-90 |
|
Подварки. Технические условия |
ОСТ 18-354-79 |
|
Повидло |
ГОСТ 6929-88 |
|
Пряности. Перец черный и белый |
ГОСТ 29050 |
|
Пряности. Бадьян |
ГОСТ 29054 |
|
Пряности. Гвоздика |
ГОСТ 29047 |
|
Пряности. Корица |
ГОСТ 29049 |
|
Пряности. Шафран |
ГОСТ 21722 |
|
Полуфабрикат. Какао-порошок производственный |
ОСТ 10-94-87 |
|
Полуфабрикаты. Шоколадная масса и шоколадная глазурь |
ОСТ 10-93-87 |
|
Полуфабрикат. Какао-масло |
ОСТ 10-76-87 |
|
Порошок яичный |
ГОСТ 2858 |
|
Пюре плодовое и ягодное консервированное химическими консервантами |
ОСТ 18-264-76 |
|
Пряности. Перец красный молотый |
ГОСТ 29053 |
|
Пряности. Кардамон |
ГОСТ 29052 |
|
Препарат ферментный Амилоризин П10Х |
ГОСТ 18919-73 |
|
Продукт молочный сухой «СМП» |
ТУ 49-934-82 |
|
Сахар-песок |
ГОСТ 21 |
|
Сливки сухие |
ГОСТ 1349 |
|
Соль поваренная пищевая |
ГОСТ 13830-91Е |
|
Соли углеаммонийные |
ГОСТ 9325 |
|
Спирт этиловый ректификованный |
ГОСТ 5962 |
|
Сыворотка молочная сгущенная |
ТУ 49-803-81 |
|
ТУ 49 РСФСР-403-81 |
|
|
Сыворотка сухая молочная |
ТУ 49-800-81 |
|
Цукаты |
ОСТ 10-20-86 |
|
Шоколад |
ГОСТ 6534 |
|
Экстракт солодовый |
ТУ 10-04-06-114-88 |
|
Эссенции ароматические пищевые |
ОСТ 18-103-84 |
|
Ядра арахиса |
ГОСТ 17112 |
|
Арахис. Требования при заготовках и поставках |
ГОСТ 17111 |
|
Ядра грецкого ореха |
ГОСТ 16833 |
|
Ядра миндаля сладкого |
ГОСТ 16831 |
|
Ядра орехов фундука. Технические условия |
ГОСТ 16835 |
Ароматические и красящие вещества, студнеобразователи, улучшители, поверхностно-активные вещества, разрыхлители, витамины, лечебные и диетические препараты и другие виды нетрадиционного сырья должны быть разрешены к применению Министерством здравоохранения РФ.
Поступающее на предприятие сырье должно сопровождаться соответствующим документом (сертификат соответствия, качественным удостоверением, ветеринарным свидетельством и т.д.), в котором предприятие-изготовитель данного сырья гарантирует его соответствие действующей нормативной документации.
Сырье принимают в цех с анализом химической лаборатории.
Перед использованием в производстве сырье проходит соответствующую подготовку.
ПОДГОТОВКА СЫРЬЯ К ПРОИЗВОДСТВУ
Подготовка сырья к производству должна осуществляться в соответствии с действующими «Инструкцией по предупреждению попадания посторонних предметов в продукцию на предприятиях кондитерской отрасли и в кооперативах» (Приложение 1), «Санитарными правилами и нормами СанПиН 2.3.4.545-96 Производство хлеба, хлебобулочных и кондитерских изделий» (Приложение 2), выпущенными взамен «Санитарных правил для предприятий кондитерской промышленности (кроме предприятий, изготавливающих кремовые кондитерские изделия)» и «Санитарных правил для предприятий и цехов, вырабатывающих кондитерские изделия с кремом» (не приводятся) и данным разделом.
Меланж. Замороженный меланж перед подачей в производство предварительно оттаивают в ваннах с водой или специальных камерах при температуре не выше 45 °C и процеживают через сито с размером ячеек не более 3 мм. Для изделий, в которых при замесе теста применяется цельное молоко или вода, меланж перед процеживанием можно смешивать с ними в соотношении 1:1. Размороженные яичные продукты должны быть использованы в течение 3 — 4 ч.
Яичный порошок рекомендуется использовать в производстве в виде предварительно приготовленной смеси с водой. Влажность этой смеси должна быть 25 — 30%, температура воды не должна превышать 50 °C. Смесь необходимо процедить через сито с размером ячеек не более 3 мм.
Молоко. Цельное молоко рекомендуется хранить в специально оборудованной холодильной камере. Температура охлаждения молока устанавливается в зависимости от продолжительности его хранения. При длительности хранения в пределах 6 — 12 ч молоко охлаждается до температуры 8 — 10 °C, а при хранении в течение 24 — 36 ч — до 4 — 5 °C. В процессе хранения молока лаборатория должна контролировать его кислотность.
Повышенная кислотность (до 40 °T) может быть снижена до 18 °T методами, допущенными органами санитарного надзора.
Для снижения кислотности применяется водный 8,5%-ный раствор питьевой соды (бикарбонат натрия). Сухое цельное или обезжиренное молоко в случае необходимости предварительно растворяют в небольшом количестве воды, идущей на приготовление теста.
Вода для растворения сухого молока, полученного на распылительной сушилке, должна иметь температуру 20 — 35 °C, на барабанной сушилке — 80 — 85 °C. В случае расходования сухого молока для приготовления сахаро-молочных сиропов его смешивают с водой из такого расчета, чтобы смесь содержала 60% воды.
Перед подачей на производство молоко процеживают через сито с ячейками размером не более 2 мм.
Высоковязкое сгущенное молоко подогревают до температуры 30 — 40 °C.
Орехи используют в целом, дробленом и измельченном виде как при замесе теста, так и при отделке поверхности изделий. Для улучшения аромата и вкуса орехов их обжаривают при температуре 120 — 140 °C до влажности 2 — 3%. Оболочки ядер орехов удаляют следующим образом: ядра лещинного ореха и арахиса помещают на несколько минут в горячую печь; ядра миндаля помещают на 1 мин в кипящую воду, затем промывают холодной водой и немедленно подсушивают при температуре 50 — 70 °C; ядра фисташки помещают в кипящую воду на 30 с, затем также промывают и подсушивают.
При обработке ядер горячей водой с температурой 70 — 80 °C их выдерживают в воде 10 — 15 мин.
Пряности перед измельчением освобождают от посторонних примесей, а некоторые — от оболочек. После измельчения пряности просеивают через сито с ячейками диаметром не более 2,5 мм.
Разрыхлители и соль. Натрий двууглекислый, углеаммонийные соли и соль пищевую перед подачей на производство в сыпучем состоянии просеивают через сито с ячейками диаметром не более 2 мм, а в растворенном виде процеживают через сито с ячейками диаметром 0,5 мм.
Для растворения указанного сырья принято следующее соотношение: на 100 частей воды 35 частей пищевой соли, 25 частей углеаммонийных солей, 10 частей двууглекислого натрия.
Прессованные дрожжи перед употреблением освобождают от бумаги, замороженные дрожжи медленно оттаивают при температуре 4 — 6 °C.
ПАВ. Пастообразные поверхностно-активные вещества не требуют предварительной подготовки и подаются на замес теста одновременно с жидкообразным сырьем: в меланж для бисквитного теста, в эмульсию для сахарного теста.
Жир из холодильной камеры подается в камеру дефростации и темперируется до температуры около 20 °C.
Оттемперированные и освобожденные от тары блоки жира загружаются в установку, где осуществляется пластификация жира. Расплавленный жир перекачивается в промежуточный танк, где хранится при температуре 45 — 50 °C.
В системе подготовки жира должна осуществляться непрерывная его циркуляция.
Солодовый экстракт темперируется до температуры 40 °C.
Лимонная кислота, пиросульфит натрия. Растворы лимонной кислоты в соотношении кислоты и воды 1:3 и пиросульфита натрия (метабисульфита натрия) в соотношении 1:10 готовят один-два раза в смену в специальных емкостях. Температура воды для растворения пиросульфита натрия должна составлять 15 — 20 °C, а для лимонной кислоты — не выше 25 °C.
Вода. Количество воды на замес рассчитывается по следующей формуле:
 где
где
A — желаемая влажность теста;
B — все сырье (без воды), загружаемое в месилку;
C — вес сухих веществ этого сырья, кг;
X — необходимое количество воды, л.
Приведенный расчет устанавливает ориентировочное количество воды. Окончательная дозировка воды определяется пробным замесом.
ПРОИЗВОДСТВО ПОЛУФАБРИКАТОВ
Инвертный сироп получают путем нагревания водного раствора сахара с кислотой. При этом сахароза расщепляется на глюкозу и фруктозу

Инвертный сироп приготавливается в медном котле или в котле из нержавеющей стали. Котел должен быть снабжен рубашкой или змеевиком и мешалкой. Подогрев раствора ведется острым паром при давлении 2 — 4 атм. или на открытом огне при постоянном помешивании.
Для приготовления инвертного сиропа в котел заливают воду, затем засыпают сахар, предварительно просеянный.
На каждые 100 кг сахара добавляется 45 — 65 л воды. Раствор сахара при постоянном помешивании подогревают до кипения, после чего добавляют молочную кислоту. Молочную кислоту можно заменить соляной, лимонной, уксусной или винно-каменной.
Количество добавляемой кислоты (к массе сахара) следующее, %: молочная — 0,40; соляная — 0,02 — 0,03; лимонная — 0,35; уксусная — 1,50.
Эти количества указаны на кислоту 100%-ной концентрации.
Практически указанные кислоты имеют меньшую концентрацию, и тогда количество добавляемой кислоты находится по расчету: на 100 кг сахара берется 0,40 л 100%-ной молочной кислоты, кислоты той же крепости на 400 кг сахара нужно взять в четыре раза больше — примерно 1,6 л. Крепость 35%-ной молочной кислоты слабее 100%-ной в 2,86 раза (100:35), следовательно, для инверсии необходимо взять следующее ее количество:
1,6 · 2,86 = 4,6 л.
После кипячения не менее 10 мин пар выключают, дают сиропу охладиться до температуры 80 — 90 °C и нейтрализуют кислоту раствором двууглекислой соды, затем переливают сироп из варочного котла в баки для хранения.
При нейтрализации молочной кислоты реакция идет по уравнению:

Количество соды для нейтрализации находится по расчету: 1 г-экв. двууглекислой соды равен 84; 1 г-экв молочной кислоты — 90.
Зная концентрацию кислоты, из уравнения находим потребное количество соды, г:
 где
где
м — г-экв. кислоты;
Д — вес кислоты, равный объему, умноженному на удельный вес этой кислоты при определенной концентрации;
A — концентрация кислоты.
При приготовлении инвертного сиропа на жидком сахаре в котел загружается жидкий сахар и при постоянном перемешивании доводится до кипения. Затем добавляется молочная кислота. На 220 л жидкого сахара идет 1,83 кг молочной кислоты 40%-ной концентрации. Время кипения раствора не менее 10 мин. Затем раствор охлаждается до температуры 80 — 90 °C и добавляется сода для нейтрализации молочной кислоты.
Обязательным условием доброкачественности инвертного сиропа является содержание в нем не менее 30% инвертного сахара и 70 — 78% сухих веществ.
Искусственный мед готовят из инвертного сиропа путем добавления натурального меда или медовой эссенции в количествах, предусмотренных рецептурами.
Сахарная пудра. Сахар-песок через металлическую решетку с размером ячеек не более 5 мм поступает в приемную воронку ковшового элеватора, откуда, пройдя магнитные уловители, поступает в распределительный шнек, которым направляется на измельчение.
Сахарную пудру готовят на быстроходных молотковых микромельницах и дезинтеграторах (штифтовых или дисковых измельчителях). Подачу сахара регулируют шибером.
Из микромельницы сахарная пудра, пройдя через сито с размером ячеек не более 0,75 мм, поступает в бункер. Из дезинтегратора сахарная пудра поступает в бункер, где проходит через систему сит.
Сахарная пудра при хранении смешивается и комкуется, поэтому ее изготовляют в количествах, обеспечивающих непрерывность того или иного производства, без длительного промежуточного хранения.
Ванильная пудра. Ванилин при нагревании растворяют в спирте в соотношении 1:1, затем к раствору добавляют сахарную пудру по рецептуре.
Тертая ореховая масса. Ядра орехов после очистительно-сортировочной машины обжариваются при температуре 150 — 160 °C в течение 15 — 20 мин в сферическом аппарате, 30 — 40 мин в цилиндрическом, или в сушилках непрерывного действия при температуре входящего воздуха 130 — 140 °C.
Массовая доля влаги в обжаренных ядрах составляет 2,0 — 3,5%.
Термически обработанные ядра (обжаренные или подсушенные) выгружаются в приемник с сетчатым дном. С помощью воздуха, подаваемого вентилятором через толщину ядер и сетчатое днище, при периодическом перемешивании происходит охлаждение ядер до температуры 30 — 60 °C. После охлаждения ядра передаются в бункера (накопители).
Для предварительного измельчения ядра поступают сначала в дезинтегратор, представляющий собой два рифленых диска, один из которых вращается, из дезинтегратора масса самотеком попадает на валки трехвалковой или восьмивалковой мельницы, где измельчается, проходя через валки снизу вверх. Валки охлаждаются водой.
Полученная тертая ореховая масса с температурой 45 — 55 °C перекачивается в сборники, из которых направляется к месту потребления.
Жженка. В открытый варочный котел загружают сахарный песок и при тщательном перемешивании нагревают до кипения. Затем постепенно при перемешивании добавляют горячую воду из расчета 10 л на 25 кг сахара до получения однородной массы темно-коричневого цвета и уваривают до влажности 22 +/- 1%. Во избежание утечки массы при вспенивании во время варки к ней можно добавить 0,8% жира к весу сахара за счет жира, предусмотренного рецептурой.
Готовую жженку перед подачей на производство процеживают через сито с диаметром отверстий не более 2 мм.
Шафранная настойка. Шафран в количестве 15 г помещают в алюминиевый или эмалированный сосуд, заливают 1 л горячей воды и ставят в теплое помещение с температурой 25 — 30 °C для настаивания.
Через 24 ч раствор процеживают через сито и смешивают со спиртом в соотношении 1:1. После слива настойки шафран вновь заливают горячей водой и настаивают.
При отсутствии спирта допускается приготовление водной шафрановой вытяжки, срок хранения ее не более суток.
Сахарная глазурь. В варочный котел загружают сахарный песок и заливают воду в соотношении 2,5:1, затем подогревают до температуры 108 — 110 °C и сразу же используют в производстве. Влажность сахарной глазури 22%.
Эмульсия пищевых фосфатидов с водой. Пищевые фосфатиды густой консистенции предварительно разогревают до 50 °C и взбивают около 5 мин в сбивальной машине с числом оборотов около 200 в минуту. Пищевые фосфатиды жидкой консистенции предварительного подогрева не требуют.
Затем в сбивальную машину добавляют полуторакратное (по отношению к фосфатидам) количество горячей воды (температура 90 °C) и взбивают около 8 мин, после чего на рабочем ходу сбивальной машины в течение часа постепенно добавляют воду в семикратном количестве.
Яичную смазку готовят перемешиванием в емкости меланжа и воды или меланжа и молока в соотношении 2:1.
Для усиления цвета можно добавить жженку, предусмотренную рецептурой.
Кофейная вытяжка. Кофе добавляется в тесто в виде водной вытяжки во избежание черных вкраплений кофе на поверхности готового изделия.
В открытых варочных котлах при давлении 2 — 3 атм. кипятят размолотый кофе с водой в соотношении 1:6. Готовую вытяжку процеживают через марлю или полотно.
Сухие духи получают из корицы, гвоздики, перца душистого, перца черного, мускатного ореха, бадьяна, кардамона, имбиря, кориандра. Указанные семена взвешивают в количествах, предусмотренных рецептурой, измельчают на дезинтеграторах или микромельницах и просеивают через сито с размером ячеек 2 — 2,5 мм.
Крошка. Крошку получают из готовых изделий, из санитарно доброкачественных возвратных отходов кондитерских изделий, забракованных внутри предприятия или возвращенных из торговой сети в случае несоответствия требованиям нормативной документации (механически поврежденные, с изменением внешнего вида, формы и т.п.) или с истекшим сроком хранения или реализации.
Не подлежат переработке кондитерские изделия с измененным вкусом и запахом, загрязненные, содержащие посторонние включения, зараженные вредителями хлебных запасов, пораженные плесенью, а также в случае невозможности полного отделения заверточных материалов.
Крошка получается измельчением продукта на размольных машинах с последующим просеиванием через сито с размером ячеек 2 — 3 мм.
Приготовление шоколадной глазури, фруктовых начинок, пралине и других полуфабрикатов описано в разделе «Приготовление тортов и пирожных».
ПРОИЗВОДСТВО САХАРНОГО ПЕЧЕНЬЯ
Сахарное печенье — мучное изделие, вырабатываемое из пластичного теста с большим содержанием сахара и жира. Изделия из такого теста рассыпчатые и хорошо набухают.
Производство сахарного печенья осуществляют двумя способами: на механизированных линиях с периодическим замесом теста и на поточно-механизированных линиях с непрерывным замесом теста.
Технологический процесс производства сахарного печенья состоит из следующих стадий.
1. Подготовка сырья и полуфабрикатов к производству.
2. Приготовление эмульсии (при непрерывном замесе теста) или рецептурной смеси (при периодическом замесе).
3. Приготовление теста.
4. Формование теста.
5. Выпечка.
6. Охлаждение.
7. Отделка.
8. Расфасовка, упаковка и хранение.
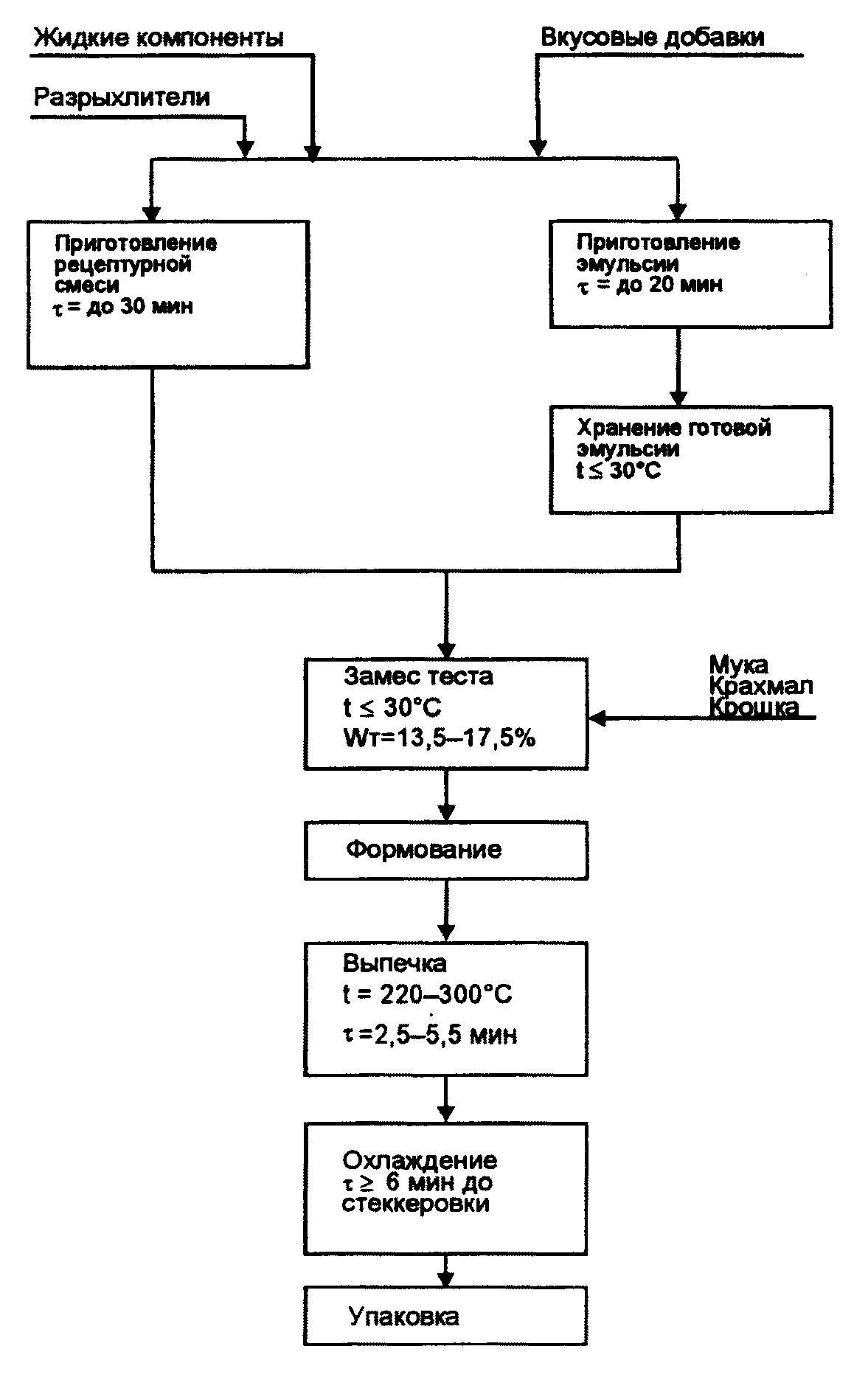
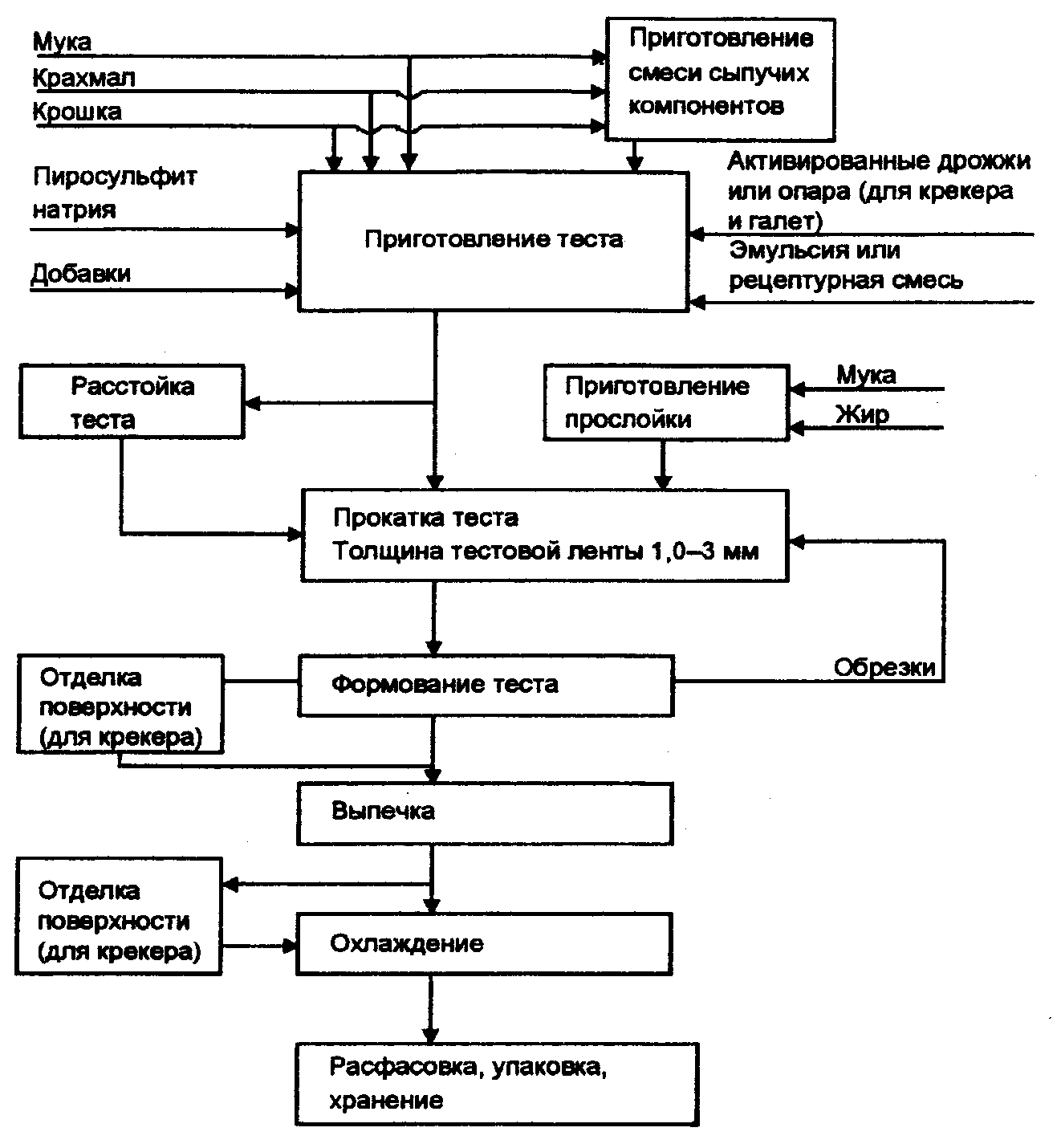
Технологическая схема производства сахарного печенья
1. ПОДГОТОВКА СЫРЬЯ И ПОЛУФАБРИКАТОВ
Сырье, поступающее в производство, должно отвечать требованиям действующих стандартов или технических условий.
Подготовка сырья и полуфабрикатов производится в соответствии с описанием, данным в разделе «Подготовка сырья к производству».
2. ПРИГОТОВЛЕНИЕ ЭМУЛЬСИИ ИЛИ РЕЦЕПТУРНОЙ СМЕСИ
Эмульсию готовят в эмульсаторе, а рецептурную смесь — непосредственно в тестомесильной машине.
В эмульсатор или тестомесильную машину на рабочем ходу загружают все жидкие компоненты и сахарную пудру или сахар-песок и перемешивают в эмульсаторе 5 — 10 мин, в тестомесильной машине — около 10 мин. Затем добавляют предварительно растворенные по отдельности в воде (температура воды 15 — 20 °C) химические разрыхлители и в последнюю очередь жир с температурой около 40 °C, ароматические вещества. Все тщательно перемешивают до однородной консистенции в эмульсаторе 7 — 10 мин, в тестомесильной машине — 15 — 20 мин.
Количество заливаемой воды находят расчетным путем в зависимости от влажности теста. Воду на растворение химических разрыхлителей берут из общего количества воды, идущей на замес.
При подаче жира в блоках он должен быть предварительно оттемперирован при температуре цеха, а продолжительность перемешивания смеси при необходимости может быть увеличена до полного равномерного распределения жира.
Температура эмульсии и рецептурной смеси — не более 30 °C. При использовании нетрадиционных видов сырья (молочная сыворотка, лактоза, сухое обезжиренное молоко, виноградное вакуум-сусло, сок концентрированный и т.п.) их вводят вместе с жидкими компонентами.
Из эмульсатора готовая эмульсия поступает в промежуточную обогреваемую емкость с мешалкой, где поддерживается температура эмульсии не более 30 °C. Из промежуточной емкости эмульсия непрерывно подается в тестомесильную машину непрерывного действия или порционно в тестомесильную машину периодического действия.
Приготовление эмульсии или рецептурной смеси с добавлением
пасты для сбивания
Пасту для сбивания применяют с целью повышения степени эмульгирования жира и пластичности теста, улучшения качества формования, экономии сырья (сахара и меланжа).
Пасту для сбивания добавляют в количестве 0,5% к массе сухих веществ сырья, идущего на 1 т печенья. Для определения дозировки пасты для сбивания в килограммах полученный расход сухих веществ переводят в натуру.
При использовании пасты для сбивания в рецептурах на печенье сокращается расход сахара на 5% и расход меланжа на 20% к загрузке указанного сырья в натуре. Компенсацию недостающих сухих веществ осуществляют мукой.
Пасту для сбивания вводят в рецептурную смесь одновременно с добавлением жира.
3. ПРИГОТОВЛЕНИЕ ТЕСТА
Замес теста осуществляют в тестомесильных машинах непрерывного и периодического действия.
Приготовление теста в тестомесильных машинах непрерывного действия осуществляют путем смешивания эмульсии с мукой, крахмалом и крошкой. В тестомесильную машину одновременно двумя параллельными потоками поступает эмульсия из промежуточного бака и через дозатор смесь муки, крахмала и крошки. Допускается добавлять крошку вручную.
Продолжительность замеса теста составляет 5 — 10 мин.
Влажность теста 13,5 — 17,5%, температура не выше 30 °C.
Приготовление теста в тестомесильных машинах периодического действия осуществляют путем смешивания рецептурной смеси с мукой, крахмалом и крошкой, которые добавляют в тестомесильную машину. Продолжительность замеса теста составляет 20 — 30 мин.
При более интенсивном замесе его продолжительность уменьшается до 12 — 15 мин. Влажность теста 13,5 — 17,5%, температура теста не более 30 °C. Для теста, формуемого штамп-машинами, влажность может быть увеличена до 22%.
Продолжительность замеса теста может изменяться и зависит от температуры, свойств муки, интенсивности смешивания и других факторов.
4. ФОРМОВАНИЕ ТЕСТА
Формование осуществляют на ротационной машине путем запрессовывания теста в углубления формующего вала рифленым валом; штамп-машиной ударного действия после предварительной прокатки на вальцовочной машине до толщины 3,5 — 4 мм; машинами типа ФПЛ, ФАК путем выдавливания через шаблоны различной формы.
5. ВЫПЕЧКА
Выпечку печенья на поточно-механизированных линиях осуществляют в туннельных печах непрерывного действия, обогреваемых газом, электричеством или работающих на твердом и жидком топливе. Отформованные заготовки печенья переходят на конвейер ленточной печи.
При полумеханизированном способе производства отформованные тестовые заготовки укладывают на чистые трафареты, подогретые до температуры 60 — 70 °C, которые затем подают в печь.
Выпечку печенья, отформованного ротором и на штамп-машинах, производят при температуре 220 — 240 °C в течение 4,5 — 5,5 мин; при температуре 240 — 260 °C — в течение 3,5 — 4,5 мин, при температуре 260 — 300 °C — в течение 2,5 — 3,5 мин.
Печенье, отформованное на машинах ФАК и ФПЛ, выпекают при температуре 220 — 240 °C в течение 10 — 12 мин.
Продолжительность и режимы выпечки могут меняться в зависимости от типа печи, степени ее заполнения, температуры выпечки и других факторов.
6. ОХЛАЖДЕНИЕ
На поточно-механизированных линиях охлаждение печенья осуществляют на охлаждающем транспортере, куда оно передается непосредственно из печи. При таком способе охлаждения изделия не деформируются. В первые три минуты печенье охлаждается без принудительной циркуляции воздуха, в последующие 3 мин — с принудительной циркуляцией воздуха со скоростью 3 м/с, затем стеккеруется и подается на упаковку.
Печенье, выпеченное на трафаретах, механически сбивают на охлаждающий транспортер либо охлаждают непосредственно на трафаретах. В этом случае трафареты с печеньем устанавливают на каруселях или специальных этажерках и охлаждают.
Охлажденное печенье сбивают ударом конца трафарета о внутреннюю стенку ящика или снимают руками. Заполнение печеньем должно производиться не более чем на 2/3 высоты ящика.
7. ОТДЕЛКА
Глазирование шоколадом
Некоторые сорта сахарного печенья глазируют шоколадной глазурью. Глазирование печенья производят вручную при температуре шоколадной глазури 30 — 31 °C путем погружения в нее охлажденного печенья полностью или частично.
Покрытое шоколадной глазурью печенье укладывают на сетки, избытку глазури дают стечь, а затем охлаждают при температуре 5 — 8 °C до застывания шоколадной глазури.
Приготовление слоеного печенья
Слоеное печенье изготавливают путем склеивания 2 шт. печенья разных сортов фруктовой или кремовой начинкой, которую намазывают на нижнюю поверхность печенья. На начинку накладывают второе печенье рисунком вверх.
8. РАСФАСОВКА, УПАКОВКА И ХРАНЕНИЕ
Расфасовку, упаковку и хранение осуществляют согласно действующей нормативной документации.
ПРОИЗВОДСТВО ЗАТЯЖНОГО ПЕЧЕНЬЯ
Технологический процесс производства затяжного печенья состоит из следующих операций.
1. Подготовка сырья и полуфабрикатов к производству.
2. Приготовление смеси сыпучих компонентов.
3. Приготовление эмульсии.
4. Приготовление теста.
5. Расстойка теста.
6. Прокатка теста.
7. Формование теста.
8. Выпечка изделий.
9. Охлаждение.
10. Расфасовка, упаковка и хранение печенья.
1. ПОДГОТОВКА СЫРЬЯ И ПОЛУФАБРИКАТОВ К ПРОИЗВОДСТВУ
Сырье, поступающее в производство, должно отвечать требованиям действующих стандартов или технических условий.
Подготовка сырья и полуфабрикатов производится в соответствии с описанием, данным в разделах «Подготовка сырья к производству», «Производство полуфабрикатов».
2. ПРИГОТОВЛЕНИЕ СЫПУЧИХ КОМПОНЕНТОВ
Эта стадия присутствует в процессе производства затяжного печенья на комплексно-механизированных линиях, в комплект которых входит установка для приготовления смеси сыпучих компонентов.
Этап приготовления смеси сыпучих компонентов включает:
приготовление крошки;
приготовление смеси сыпучих компонентов муки, крахмала и крошки.
Приготовление крошки
Крошку из возвратных отходов печенья готовят на специализированном оборудовании, которое осуществляет размол и разделение мелкой и крупной фракций крошки.
Приготовление смеси сыпучих компонентов
Набор порции сыпучих компонентов (муки, крахмала, крошки) замеса одной порции теста осуществляется на автоматических весах.
Приготовление рецептурной смеси сыпучих компонентов осуществляют в смесителе при скорости вращения рабочего органа 60 — 65 об/мин в течение 3 — 5 мин.
Готовая порция сыпучих компонентов подается в тестомесильные машины.
3. ПРИГОТОВЛЕНИЕ ЭМУЛЬСИИ НА КОМПЛЕКСНО-МЕХАНИЗИРОВАННЫХ
ЛИНИЯХ СО СПЕЦИАЛИЗИРОВАННЫМ ОБОРУДОВАНИЕМ
Эмульсия для печенья представляет собой многокомпонентную дисперсную систему, включающую до 10 составляющих, основными из которых являются жир, вода, сахар, меланж, инвертный сироп.
Приготовление эмульсии включает:
подготовку жидких компонентов;
приготовление рецептурной смеси;
приготовление эмульсии.
Подготовка жидких компонентов предусматривает предварительное темперирование при следующих температурах, °C:
молоко сгущенное — 40 — 45
меланж — 18 — 25
инвертный сироп — 40 — 50
жир — 38 — 42
раствор соли — 20 — 25
молоко коровье пастеризованное — 10 — 12
патока — 40 — 50.
Рецептурная смесь — это смесь из всех компонентов, входящих в состав эмульсии, кроме жира.
Жидкие компоненты (кроме жира) и сахар взвешивают и подают в полость гомогенизатора, в которой осуществляется их смешивание в течение 2 — 7 мин.
За 1 — 2 мин до окончания приготовления рецептурной смеси в гомогенизатор вручную добавляются химические разрыхлители, эссенции и при необходимости другие компоненты рецептуры.
Готовая рецептурная смесь должна быть однородной и иметь температуру не выше 40 °C.
Для приготовления эмульсии в эмульсатор на рабочем ходу подаются одновременно параллельными потоками приготовленная рецептурная смесь из гомогенизатора и жир из емкости весов.
Их смешивание осуществляется при непрерывном интенсивном вращении ротора в течение 30 — 60 с.
Температура готовой эмульсии 30 — 40 °C.
Приготовление эмульсии непосредственно в тестомесильной
машине
Приготовление эмульсии при отсутствии специализированного оборудования осуществляют непосредственно в тестомесильной машине.
Сырье загружают в тестомесильную машину при максимальной скорости вращения рабочего органа.
Рекомендуется следующий порядок загрузки сырья в тестомесильную машину: инвертный сироп (инвертный сахар), вода, соль, сахар, меланж и другие компоненты, кроме жира, химических разрыхлителей и муки. Смесь перемешивается в течение 5 — 7 мин, после чего добавляется жир. Смесь перемешивается в течение 6 — 7 мин. За 1 — 2 мин до окончания приготовления эмульсии добавляются химические разрыхлители в виде раствора.
Температура готовой эмульсии 30 — 40 °C.
4. ПРИГОТОВЛЕНИЕ ТЕСТА
Замес теста производят в тестомесильных машинах периодического действия путем смешивания эмульсии с мукой или смесью сыпучих компонентов.
На линиях, снабженных специализированным оборудованием, порция муки или сыпучих компонентов из промежуточного бункера и эмульсия из эмульсатора подаются одновременно параллельными потоками в тестомесильную машину (на рабочем ходу) в течение 4 — 5 мин.
Добавление муки или смеси сыпучих компонентов может осуществляться непосредственно в работающую тестомесильную машину (где предварительно приготовлена рецептурная смесь) постепенно небольшими порциями в течение 5 — 7 мин.
Продолжительность замеса затяжного теста составляет 30 — 50 мин при приготовлении его в тестомесильных машинах с частотой вращения вала 18 — 25 об/мин, 20 — 50 мин при приготовлении в тестомесильных машинах с частотой вращения вала 40 об/мин, 10 — 15 мин при приготовлении в тестомесильных машинах с частотой вращения вала 80 об/мин.
Продолжительность замеса теста может меняться в зависимости от свойств муки, скорости вращения рабочего органа тестомесильной машины, температурных условий, введения различных добавок.
Готовое тесто должно быть хорошо перемешанным, однородным, хорошо затянутым.
Температура теста может меняться от 24 до 38 °C.
Влажность теста 22 — 28%.
ДОБАВКИ-УЛУЧШИТЕЛИ В ПРОИЗВОДСТВЕ ЗАТЯЖНОГО ПЕЧЕНЬЯ
Пиросульфит натрия
С целью ускорения технологического процесса, улучшения качества печенья в производстве затяжного печенья используется пиросульфит натрия. Пиросульфит натрия —  — представляет собой химическую добавку-улучшитель, разрешенную к применению Минздравом РФ, которая добавляется в количестве 0,025 — 0,05% к массе муки в рецептуре.
— представляет собой химическую добавку-улучшитель, разрешенную к применению Минздравом РФ, которая добавляется в количестве 0,025 — 0,05% к массе муки в рецептуре.
Минимальная дозировка (0,025%) рекомендуется при использовании муки с содержанием сырой клейковины до 32%, а максимальная дозировка (0,05%) — для «сильной» муки с содержанием сырой клейковины свыше 38%.
Перед добавлением навеска пиросульфита натрия должна быть растворена в воде с температурой 18 — 25 °C в соотношении 1,0:1,5.
Для приготовления раствора пиросульфита натрия используют посуду из некоррозирующего материала.
Раствор пиросульфита натрия добавляют за 2 — 5 мин до окончания замеса путем равномерного опрыскивания им всей поверхности теста. Продолжительность замеса теста с пиросульфитом натрия может быть изменена в зависимости от свойств муки.
Тесто, приготовленное с пиросульфитом натрия, не подвергается расстойке, а сразу после замеса подается на дальнейшую обработку.
Протосубтилин Г10Х
Для ускорения набухаемости белков, снижения упруго-эластичных свойств теста, улучшения качества готовой продукции при производстве затяжного печенья может использоваться ферментный препарат «Протосубтилин Г10Х».
Доза препарата к массе муки в тесте составляет от 0,005% до 2% при его протеолитической способности ПС 70 ед./г.
Если активность препарата выше 70 ед./г, следует рассчитать коэффициент пересчета и соответственно изменить дозу. Например: активность препарата составляет 100 ед./г, тогда коэффициент пересчета составляет:
100/70 = 1,43.
Доза препарата (% к массе муки) при этом вместо 0,01% составит:
0,01/1,43 = 0,007% вместо  и т.п.
и т.п.
Приготовление водного раствора ферментного препарата «Протосубтилин Г10Х» осуществляется следующим образом.
Навеску ферментного препарата смешивают с небольшим количеством воды с температурой 35 — 40 °C до получения гомогенной массы (без комочков) и затем постепенно добавляют воду до концентрации раствора (10 г ферментного препарата в 100 мл раствора). Раствор ферментного препарата готовят в количестве, обеспечивающем потребность в нем не более одной смены.
Для приготовления раствора препарата и его хранения в течение смены должна быть использована посуда из некоррозирующего материала.
Перед употреблением в производстве раствор препарата необходимо обязательно перемешать.
При работе с ферментным препаратом необходимо учитывать, что при температуре выше 60 °C ферменты инактивируются.
При замесе теста без предварительного эмульгирования компонентов необходимое количество концентрированного раствора препарата разбавляют водой в соотношении 1:20 и вносят непосредственно в тестомесильную машину.
При замесе теста на эмульсии водный 10%-ный раствор препарата вносят в эмульсию в конце ее приготовления.
Расход воды на замес теста уменьшается на соответствующее количество воды, вносимой с раствором ферментного препарата.
Тесто, приготовленное с ферментным препаратом, не подвергается расстойке, а сразу после замеса подается на дальнейшую обработку.
Сульфитированное яблочное пюре
Для улучшения обработки теста механизмами, ускорения технологического процесса в производстве затяжного печенья используется сульфитированное яблочное пюре с содержанием сернистого ангидрида не более 0,1%. При более высоком содержании сернистого ангидрида пюре сульфитируют до указанного уровня.
Дозировка пюре составляет 4 — 6% к массе муки и вносится как компонент в составе рецептуры.
Сульфитированное яблочное пюре добавляют непосредственно в тестомесильную машину. При использовании яблочного пюре расход сухих веществ сахара по рецептуре сокращается на соответствующее количество веществ в яблочном пюре, вносимых в тесто.
Тесто, приготовленное с использованием сульфитированного пюре, расстойке не подвергается.
5. РАССТОЙКА ТЕСТА
Расстойка затяжного теста осуществляется для ликвидации в тесте внутренних напряжений, повышения его пластичности. Расстойка осуществляется в специальных камерах при температуре 25 — 27 °C и относительной влажности воздуха около 80%.
При отсутствии расстоечной камеры расстойка теста осуществляется в помещении цеха на столах или в дежах. Для этого тесто помещают в дежу или укладывают на стол и для сохранения температуры теста и предотвращения заветривания накрывают брезентом или плотным полотном. Продолжительность расстойки теста от 30 до 120 мин.
6. ПРОКАТКА ТЕСТА
После расстойки тесто подвергается прокатке, в результате чего получается тестовая лента, из которой можно осуществлять формование изделий.
Прокатка теста может осуществляться на ламинаторе или двухвалковых реверсивных тестовальцующих машинах.
При прокатке на ламинаторе тесто поступает в приемные воронки, в одну из которых можно подавать обрезки тестовой ленты после формования, затем прокатывается через несколько пар рифленых или гладких валков с постепенным уменьшением зазора между валками с 18 — 25 до 3 — 6 мм.
Перед калибрующим устройством тестовая лента складывается в 4 — 6 слоев и прокатывается через пары гладких калибрующих вальцов до толщины тестовой ленты 1 — 3 мм. Далее тестовая лента подается на формование.
Схема прокатки затяжного теста без добавок улучшителей из муки высшего сорта на двухвалковой реверсивной машине предусматривает пять последовательных стадий прокатки и вылеживания пласта теста: предварительная прокатка, первое вылеживание, первая лицевая прокатка, второе вылеживание, вторая лицевая прокатка.
После замеса тесто кусками массой не более 35 кг сначала прокатывается на подготовительной двухвалковой машине пять раз (считая прокатку в одном направлении за один раз), из которых первые три раза — с постепенным уменьшением зазора между валками (до 90, 70, 50 мм).
Перед четвертой прокаткой пласт теста складывают вдвое по длине ленты и пропускают еще 2 раза (зазор 80 и 60 мм). После этого тесто вылеживается на столе в течение 2 — 2,5 ч и вновь прокатывается 4 раза. Пласт теста для этой прокатки поворачивается на 90° против направления первой прокатки. После первой прокатки теста между валками с зазором около 45 мм его складывают вдвое по длине вальцовки и пропускают при зазоре между валками около 75 мм, а затем с зазором около 60 и 45 мм.
Прокатанное тесто вторично подвергается вылеживанию в течение 30 мин, а затем прокатывается 5 раз на лицевой двухвалковой машине. Первый раз — с уменьшением зазора до 30 мм, после чего на поверхности пласта теста равномерно насыпают обрезки теста, поступающие с обратного транспортера; затем загибают край теста, поступающий в валки, и пропускают через валки два раза (зазор около 35 и 20 мм).
Перед четвертой прокаткой тесто складывают вдвое и пропускают в том же направлении при зазоре 30 мм, а затем — 15 мм.
Общее количество прокаток теста из муки высшего сорта — 14. Тесто из муки I сорта прокатывается 3 раза (с зазором 100, 80 и 60 мм), вылеживается в течение 1 ч, а затем вновь прокатывается 5 раз. Общее количество прокаток — 8; приемы прокатки те же, что для теста из муки высшего сорта.
После лицевой прокатки тесто прокатывается на шлифующих валках, назначение которых состоит в постепенном уменьшении толщины тестовой ленты, скорость между первой и второй парами шлифующих валков регулируется так, чтобы тестовая лента не набегала на вторую пару валков и в то же время не была натянута. В первом случае тестовая лента будет неравномерной плотности, а во втором — чрезмерно растягиваться, что приведет к искажению формы тестовых заготовок.
Толщина тестовой ленты после прохождения первой пары шлифующих валков 7 — 10 мм, после второй пары валков — 1 — 3 мм.
Тестовая лента перед штампованием должна быть натянутой, свободной, с небольшой складкой. Это достигается снижением скорости движения промежуточного транспортера. Тестовая лента, поступившая на штампование в натянутом виде, будет иметь искаженную форму.
При приготовлении теста с использованием добавок-улучшителей (пиросульфита натрия, ферментного препарата Протосубтилина Г10Х) стадии предварительной прокатки и вылеживания теста ликвидируются.
Тесто после замеса сразу же поступает на прокатку, где оно прокатывается 8 раз с добавлением обрезков и складыванием и подается на формование.
7. ФОРМОВАНИЕ ТЕСТА
Формование теста осуществляют штамп-машинами легкого типа или роторными машинами.
При формовании теста штамп-машинами легкого типа прокатанное тесто проходит через две пары шлифующих валков до получения тестовой ленты толщиной 1,0 — 3,0 мм, а затем системой транспортеров тестовая лента перемещается под штампующий механизм легкого типа, где и осуществляется формование. Заготовки транспортером перемещаются на сетку печи.
При роторном способе формования вырезание заготовок производится вращающимся ротором из предварительно прокатанного пласта теста.
Толщина тестовых заготовок после формования составляет 1,0 — 3,0 мм.
При формовании затяжного теста для сохранения рисунка требуются надрезы по контуру рисунка, для предотвращения вздутия — сквозные проколы шпильками.
8. ВЫПЕЧКА
Выпечка осуществляется в туннельных печах непрерывного действия, обогреваемых газом, электрических печах или работающих на твердом или жидком топливе. Отформованные заготовки транспортером подаются на сетку печи.
Выпечка печенья производится в течение 4 — 5 мин при температуре печи по зонам, °C:
I зона 160 — 180
II зона 250 — 300
III зона 250 — 300
IV зона 220 — 250.
В зависимости от конструкции печи, степени заполнения, влажности теста могут изменяться как температурные режимы по зонам, так и продолжительность выпечки.
Процесс выпечки делится на 3 периода.
Вначале выпечка должна происходить при высокой относительной влажности (60 — 70%) и сравнительно низкой температуре среды пекарной камеры (I зона).
Второй период характеризуется постепенным увеличением температуры среды пекарной камеры до 250 — 300 °C и снижением относительной влажности (увлажнение в зоне выпечки не производится) (II и III зоны).
В третьем периоде температура снижается до 220 — 250 °C (IV зона).
9. ОХЛАЖДЕНИЕ ПЕЧЕНЬЯ
Предварительное охлаждение печенья до температуры 50 — 70 °C происходит на выступающей из печи части транспортера. Затем при помощи ножей, плотно прилегающих к транспортеру, изделия снимаются и передаются на систему охлаждающих транспортеров, где происходит охлаждение без принудительной циркуляции воздуха до температуры 32 — 40 °C в течение 5 — 10 мин.
Наиболее целесообразно охлаждать изделия на транспортере закрытого типа с принудительной циркуляцией воздуха. Оптимальные условия охлаждения печенья:
температура среды 20 — 25 °C
скорость охлаждающего воздуха 3 — 4 м/с
продолжительность охлаждения 5 — 7 мин.
10. РАСФАСОВКА, УПАКОВКА И ХРАНЕНИЕ ПЕЧЕНЬЯ
Расфасовку, упаковку и хранение печенья осуществляют в соответствии с действующей нормативной документацией.
Технологические схемы производства рецептурной смеси, эмульсии и общая технологическая схема производства затяжного печенья приведены в разделе «Производство крекеров».
ПРОИЗВОДСТВО КРЕКЕРОВ
Крекеры — мучные изделия с большим содержанием жира, слоистой и хрупкой структуры.
В зависимости от способа приготовления и рецептурного состава крекеры делят на 2 группы:
I — на дрожжах или на дрожжах и химических разрыхлителях;
II — на химических разрыхлителях без дрожжей.
При производстве крекера на дрожжах или на дрожжах и химических разрыхлителях используется опарная или безопарная технология.
При производстве крекера на химических разрыхлителях — безопарная технология.
Общий технологический процесс производства крекера предусматривает следующие этапы производства.
1. Подготовка сырья и полуфабрикатов к производству.
2. Приготовление смеси сыпучих компонентов (при наличии оборудования).
3. Приготовление опары (опарная технология).
4. Активация дрожжей (безопарная технология).
5. Приготовление эмульсии или рецептурной смеси.
6. Приготовление теста.
7. Расстойка теста.
8. Приготовление жировой прослойки (для сортов крекера с жировой прослойкой).
9. Прокатка теста.
10. Формование теста.
11. Отделка поверхности (для отдельных сортов крекера при наличии соответствующего оборудования).
12. Выпечка.
13. Охлаждение.
14. Расфасовка, упаковка и хранение.
При производстве крекера на химических разрыхлителях этапы 3 и 4 отсутствуют.
1. ПОДГОТОВКА СЫРЬЯ И ПОЛУФАБРИКАТОВ К ПРОИЗВОДСТВУ
Сырье, поступающее в производство, должно отвечать требованиям действующих стандартов или технических условий.
Подготовка сырья и полуфабрикатов осуществляется в соответствии с описанием, данным в разделах «Подготовка сырья к производству», «Производство полуфабрикатов».
2. ПРИГОТОВЛЕНИЕ СМЕСИ СЫПУЧИХ КОМПОНЕНТОВ
При наличии в составе линий специального оборудования для приготовления смеси сыпучих компонентов данную смесь готовят в две стадии:
приготовление крошки;
приготовление смеси сыпучих компонентов (мука, крахмал, крошка, отруби и др.).
Приготовление крошки
Крошку возвратных отходов крекера готовят на универсальной машине для измельчения крошки до размера частиц 0,8 — 1,2 мм.
Готовая крошка подается на весы и далее в смеситель для сыпучих компонентов.
Приготовление смеси сыпучих компонентов
Приготовление рецептурной смеси осуществляют в смесителе сыпучих компонентов, в котором ее перемешивают в течение 3 — 5 мин при скорости вращения рабочего органа 60 — 65 об/мин.
Набор сыпучих компонентов (муки, крахмала, крошки, отрубей и др.) для замеса одной порции теста осуществляют на автоматических весах, откуда они поступают в смеситель для смешивания.
При отсутствии специального оборудования смесь сыпучих компонентов не готовится, а мука, крахмал и крошка подаются по отдельности непосредственно в тестомесильную машину.
3. ПРИГОТОВЛЕНИЕ ОПАРЫ
В промышленности распространены различные способы приготовления опары.
Приготовление опары на дрожжах
Опару готовят в тестомесильной машине или в деже следующим образом:
взвешенные дрожжи измельчают и тщательно перемешивают в отдельной емкости с водой в соотношении 1:2 и подают в месилку. Затем добавляют 1/2 — 1/4 часть муки, предназначенной для замеса теста, и воду из расчета желаемой влажности опары. Смесь перемешивают в течение 5 — 8 мин.
Для лучшего питания дрожжей можно добавлять сахар (или часть сахара), предусмотренный рецептурой. Влажность опары после замеса 29 — 35%.
Температура 25 — 28 °C.
Хорошо перемешанную опару оставляют для ферментации в специально отведенном для этого процесса помещении (камера ферментации) при температуре 25 — 35 °C и относительной влажности воздуха 75 — 85%. При отсутствии специализированного помещения ферментацию осуществляют в помещении цеха в течение 8 — 18 ч.
Кислотность готовой опары 7 — 9°,
pH = 4,5 — 5,5.
Приготовление опары с использованием ферментного препарата
Для сокращения продолжительности созревания опары и замеса теста, а также улучшения качества изделий (увеличение набухаемости, пористости, снижение плотности, усиление окраски поверхности) применяют очищенный ферментный препарат Амилоризин П10Х (Оризин ПК).
Ферментный препарат применяют в производстве в виде водного раствора, который готовят только на одну смену (7 — 8 ч). Навеску ферментного препарата тщательно растирают в ступке с небольшим количеством воды до кашицеобразного состояния.
Затем полученную массу переносят в бачок из нержавеющей стали и при постоянном перемешивании добавляют остальное количество воды; отношение ферментного препарата и воды должно быть не менее 1:10 (на 100 г препарата 1 л воды). Ферментный препарат должен быть полностью растворен. Для лучшего растворения препарата бачок желательно снабдить механической мешалкой. Раствор ферментного препарата добавляют в опару перед загрузкой муки. Расход воды на замес опары уменьшается на соответствующее количество воды, вносимой с раствором ферментного препарата.
При производстве крекеров желательно использовать препараты, стандартизованные по ферментативной активности, что позволяет дозировать их по массе. Следует применять препарат с осахаривающей способностью (ОС) 200 ед. и протеолитической способностью (СП) не менее 16 ед. на 1 г сухого вещества. При этом, если ферментный препарат по осахаривающей способности соответствует 200 ед., то расход его на 100 кг муки составит 3 — 7,5 г в зависимости от качества клейковины.
Минимальная дозировка рекомендуется при использовании муки с меньшим содержанием сырой клейковины, а максимальная — при использовании «сильной» муки с большим содержанием сырой клейковины.
Приготовление опары с добавлением ферментного препарата осуществляют по описанному выше способу. Ферментный препарат вносят на стадии замеса опары. Продолжительность ферментации опары сокращается до 2 ч.
4. АКТИВАЦИЯ ДРОЖЖЕЙ (ДЛЯ БЕЗОПАРНОГО СПОСОБА)
При безопарном производстве крекера на дрожжах дрожжи подвергают активации. В емкость для разведения дрожжей помещают измельченные дрожжи, 1/3 — 1/2 часть рецептурного количества сахара и часть воды, предусмотренной на замес теста. Температура воды 32 — 35 °C.
Все тщательно перемешивают и оставляют для активации. Продолжительность активации 30 — 40 мин.
После активации дрожжи поступают в эмульсатор или непосредственно в тестомесильную машину.
5. ПРИГОТОВЛЕНИЕ ЭМУЛЬСИИ
Приготовление эмульсии на специализированном оборудовании
На поточно-механизированных линиях приготовление эмульсии ведется на специализированном оборудовании.
Этап приготовления эмульсии состоит из трех стадий:
подготовка компонентов для эмульсии;
приготовление рецептурной смеси;
собственно приготовление эмульсии.
Подготовка компонентов для эмульсии
Подготовка жидких компонентов предусматривает предварительное темперирование при следующих температурах, °C:
вода 20 — 25;
меланж 18 — 25 (при температуре цеха);
инвертный сироп 25 — 40;
жир 38 — 50;
раствор соли 20 — 25 (при температуре цеха);
молоко коровье
пастеризованное 20 — 25 (при температуре цеха).
Подготовку сыпучих компонентов осуществляют согласно разделу «Подготовка сырья к производству».
Приготовление рецептурной смеси
Рецептурная смесь — это смесь из всех компонентов, входящих в состав эмульсии, кроме жира.
Компоненты для рецептурной смеси: вода, сахар, инвертный сироп в заданной последовательности взвешиваются на автоматических весах и подаются в гомогенизатор. Подача сырья осуществляется на рабочем ходу гомогенизатора. Первой подается вода, затем сахар (через несколько секунд после начала подачи воды), инвертный сироп и др. Смесь перемешивают 5 — 7 мин.
За 1 — 2 мин до окончания приготовления рецептурной смеси в гомогенизатор вручную добавляют химические разрыхлители, эссенцию. Готовая рецептурная смесь должна быть однородной и иметь температуру в пределах 22 — 30 °C.
Приготовление эмульсии
Приготовление эмульсии осуществляют из рецептурной смеси и жира.
В эмульсатор на рабочем ходу подаются одновременно параллельными потоками приготовленная рецептурная смесь из гомогенизатора и жир из емкости весов или специальной емкости станции приготовления эмульсии.
Их смешивание осуществляется при непрерывном интенсивном вращении ротора в течение 30 — 60 с.
Температура готовой эмульсии от 27 до 30 °C.
Готовая эмульсия подается в тестомесильную машину в течение 5 — 7 мин.
Приготовление эмульсии непосредственно в тестомесильной
машине
При отсутствии специализированного оборудования эмульсия из всех компонентов, за исключением муки, крахмала, крошки и химических разрыхлителей, готовится непосредственно в тестомесильной машине при максимальной скорости вращения рабочего органа.
Смесь перемешивается в течение 10 — 15 мин. За 1 — 2 мин до окончания приготовления эмульсии добавляются химические разрыхлители.
Температура готовой эмульсии 30 — 40 °C.
6. ПРИГОТОВЛЕНИЕ ТЕСТА
Приготовление теста производят в тестомесильных машинах периодического действия путем смешивания:
опары, эмульсии и смеси сыпучих компонентов при опарном способе производства;
эмульсии и смеси сыпучих компонентов при безопарном способе производства.
В тестомесильную машину загружают опару (для опарных сортов крекера) и на рабочем ходу месилки, желательно одновременно параллельными потоками, эмульсию и муку или смесь сыпучих компонентов.
При приготовлении рецептурной смеси в тестомесильной машине в нее на рабочем ходу подают муку или смесь сыпучих компонентов.
Продолжительность замеса теста составляет 40 — 60 мин и зависит от применяемого оборудования, свойств сырья, температурных условий, введения различных добавок и т.д.
Температура теста 30 — 40 °C.
Влажность теста — 26 — 31% в зависимости от качества муки, оборудования, сорта и технологии крекера.
С целью ускорения технологического процесса, улучшения качества изделий в производстве крекера используют пиросульфит натрия (метабисульфит натрия).
Раствор пиросульфита натрия добавляют путем равномерного опрыскивания им всей поверхности теста за 2 — 5 мин до конца замеса. Общая продолжительность замеса теста с пиросульфитом натрия сокращается до 12 — 15 мин.
Влажность теста с пиросульфитом натрия 25 — 30%.
Температура теста не должна превышать 30 — 32 °C. В жарких регионах в летнее время года — не выше 38 °C.
7. РАССТОЙКА ТЕСТА
В зависимости от имеющегося оборудования расстойка теста осуществляется:
в помещении цеха в дежах;
в специализированной ферментационной камере в дежах или на расстойном транспортере.
Продолжительность ферментации теста зависит от технологии, рецептуры, свойств муки и может составлять от 30 мин до 4 ч.
Относительная влажность воздуха в ферментационной камере 75 — 85%.
Температура в зависимости от технологии и сорта 26 — 35 °C.
Тесто с пиросульфитом натрия может сразу подаваться на ламинатор.
8. ПРИГОТОВЛЕНИЕ ЖИРОВОЙ ПРОСЛОЙКИ
Приготовление жировой прослойки для отдельных сортов крекера осуществляется на специализированном оборудовании, включающем устройство для смешивания компонентов жиро-мучной прослойки и устройство для ее подачи и дозирования.
В месильной установке смешивают рецептурное количество муки, жира и другое сырье в течение 3 — 5 мин. При подаче жира в блоках с температурой 16 — 18 °C жир предварительно перемешивают в месильной установке в течение 3 мин.
Температура жировой прослойки 20 — 24 °C.
9. ПРОКАТКА ТЕСТА
Прокатка теста может осуществляться на ламинаторе или двухвалковых реверсивных тестовальцующих машинах.
При прокатке на ламинаторе тесто поступает в приемные воронки, в одну из которых подаются обрезки тестовой ленты после штампования, и затем прокатывается через несколько пар рифленых или гладких валков с постепенным уменьшением зазора между валками с 18 — 25 мм до 5 — 10 мм.
Перед калибрующим устройством тестовая лента складывается в 4 — 6 слоев и прокатывается через 3 пары гладких калибрующих вальцов до толщины тестовой ленты 0,7 — 3 мм в зависимости от сорта. Далее тестовая лента подается на формование.
При производстве крекера с жировой прослойкой последняя с помощью специального устройства наносится между двумя слоями теста, выходящими из-под первой пары рифленых валков ламинатора.
С целью получения правильных геометрических размеров изделий и хорошей поверхности при прохождении теста через ламинатор и калибрующие валки следует скорости и зазоры устанавливать таким образом, чтобы тесто не рвалось, не набегало на валки и не было сильно натянуто перед формованием.
При прокатке на двухвалковой реверсивной машине кусок крекерного теста массой до 35 кг пропускают между валками с зазором 35 мм.
Перед второй прокаткой зазор между валками уменьшается до 25 мм, машину включают на обратный ход и пласт теста пропускают второй раз. Перед третьей прокаткой добавляют поступающие с верхнего транспортера обрезки, полученные при штамповании теста, накрывают их пластом теста и прокатывают через валки с зазором 35 мм. Затем складывают тесто вдвое, слегка подпыливают мукой, поворачивают на 90° и прокатывают четвертый раз через валки с зазором 35 мм.
Перед пятой прокаткой зазор уменьшают до 25 мм.
Перед шестой прокаткой тесто складывают вдвое, поворачивают на 90° и между валками устанавливают зазор 25 мм.
Последнее вальцевание производят с уменьшением зазора до 15 — 13 мм, после чего пласт теста пропускают через ровняльные валки с последовательным уменьшением зазора; толщина тестовой ленты после первой пары валков 7 мм, после второй — 2,5 — 3,5 мм.
10. ФОРМОВАНИЕ ТЕСТА
Формование осуществляется штамп-машинами легкого типа или роторными машинами.
При формовании тестовых заготовок штамп-машинами прокатанная до необходимой толщины тестовая лента системой транспортеров перемещается под штампующий механизм легкого типа, где и осуществляется формование. Заготовки транспортером перемещаются на сетку печи.
При роторном способе формования вырубка заготовок производится вращающимся ротором из предварительно прокатанного пласта теста.
Обязательны сквозные проколы тестовых заготовок для предотвращения образования больших вздутий пузырей на поверхности выпеченного изделия. Число проколов не менее 0,4 на 1 см2.
Крекер типа «Рыбки» вырабатывается без проколов.
11. ОТДЕЛКА ПОВЕРХНОСТИ
При производстве отдельных сортов крекера поверхность изделия посыпается солью и обрызгивается жиром.
Отделка поверхности солью осуществляется до выпечки специальным устройством для нанесения сыпучей отделки. Среднее количество нанесенной соли составляет около 1% массы теста.
Отделка поверхности жиром осуществляется после выпечки с помощью специализированного оборудования.
Изделия на выходе из печи равномерно и беспрерывно со всех сторон обрызгиваются растопленным жиром по рецептуре.
12. ВЫПЕЧКА
Отформованные заготовки подаются на загрузочную ленту печи, которая предварительно нагревается.
Выпечка осуществляется в туннельных печах непрерывного действия, обогреваемых газом, электрических печах или работающих на твердом и жидком топливе.
Температура выпечки зависит от конструкции печи, рецептуры, степени заполнения и других факторов и является переменной по зонам.
В газовых туннельных печах температура в печи может меняться от 160 до 290 °C.
Продолжительность выпечки также зависит от рецептуры, влажности теста и других факторов и составляет 3 — 5 мин.
Выход отходящих газов и пара регулируется с помощью шиберов печи.
13. ОХЛАЖДЕНИЕ
В современном оборудовании охлаждение крекера осуществляют в помещении цеха на стеккере или на охлаждающем транспортере до температуры около 40 °C.
Технологическая схема производства затяжного печенья,
крекера и галет
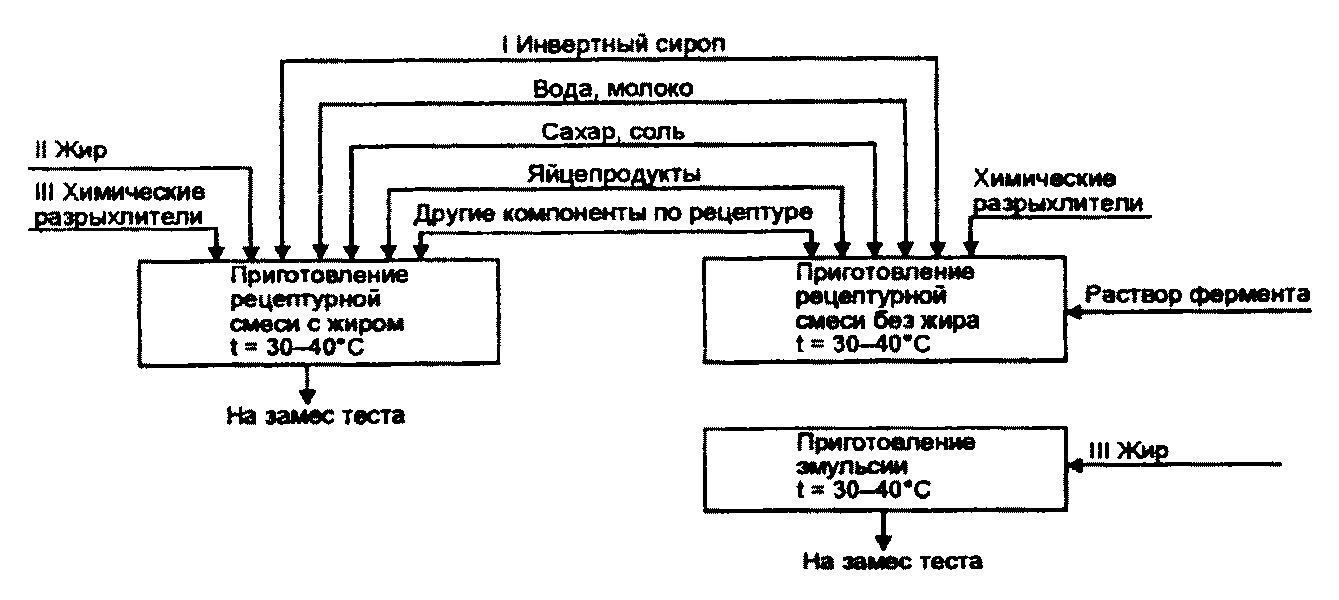
Технологическая схема производства рецептурной
смеси или эмульсии
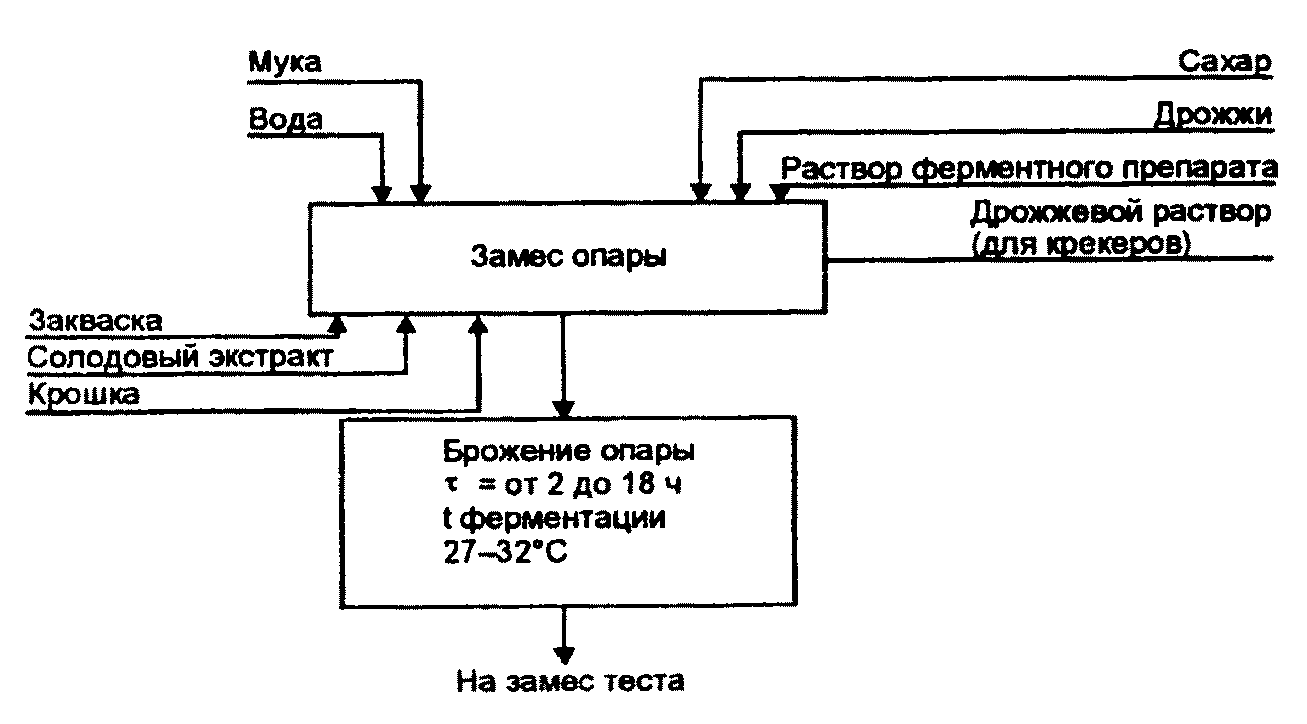
Технологическая схема производства опары для крекеров
и галет
14. РАСФАСОВКА, УПАКОВКА И ХРАНЕНИЕ КРЕКЕРА
Расфасовка, упаковка и хранение осуществляются в соответствии с действующей нормативной документацией.
ПРОИЗВОДСТВО ГАЛЕТ
Галеты — мучные кондитерские изделия, вырабатываемые из пшеничной муки, смесей различных сортов муки с применением дрожжей, химических разрыхлителей и различных видов сырья.
В зависимости от состава и назначения галеты подразделяются на виды:
простые без жира и сахара;
улучшенные с жиром;
диетические с жиром и сахаром.
Для производства галет применяется опарная технология и на дрожжевой болтушке.
Технологический процесс предусматривает следующие этапы производства.
1. Подготовка сырья и полуфабрикатов к производству.
2. Приготовление смеси сыпучих компонентов.
3. Приготовление опары (опарная технология).
4. Активация дрожжей (на дрожжевой болтушке).
5. Приготовление эмульсии (для галет с жиром).
6. Приготовление теста.
7. Расстойка теста.
8. Прокатка теста.
9. Формование.
10. Выпечка.
11. Охлаждение.
12. Расфасовка, упаковка и хранение галет.
Подготовка сырья к производству
Сырье, поступающее в производство, должно отвечать требованиям действующих стандартов или технических условий.
Подготовка сырья и полуфабрикатов производится в соответствии с описанием, данным в разделах «Подготовка сырья к производству», «Производство полуфабрикатов».
Приготовление смеси сыпучих компонентов
При наличии в составе линий специального оборудования для приготовления смеси сыпучих компонентов смесь готовят в две стадии:
приготовление крошки;
приготовление смеси сыпучих компонентов (муки, крахмала, крошки).
Приготовление крошки
Крошку из возвратных отходов готовят на универсальной машине измельчения типа «Ротомат» или другом специализированном оборудовании до величины частиц 0,8 — 1,2 мм. Готовая крошка через весы подается в смеситель сыпучих компонентов.
Приготовление смеси сыпучих компонентов
Приготовление рецептурной смеси осуществляют в смесителе сыпучих компонентов, в котором ее перемешивают в течение 3 мин.
Набор сыпучих компонентов (муки, крахмала, крошки и др.) для замеса одной порции теста осуществляют на автоматических весах, откуда они поступают в смеситель для смешивания.
Приготовление опары
Опару готовят в тестомесильной машине или деже следующим образом: взвешенные дрожжи измельчают и тщательно перемешивают с водой с температурой 32 — 35 °C.
Затем добавляют 1/4 — 1/8 часть муки (в зависимости от сорта галет), предназначенной для замеса теста, и перемешивают в течение 7 — 8 мин.
Продолжительность брожения опары составляет от 1,5 до 8 ч в зависимости от сорта.
Готовность опары определяют по увеличению ее объема в 2,5 — 3 раза и достижению кислотности 6,5 — 7°. Влажность опары 52 — 60%.
Приготовление опары может осуществляться на специализированном оборудовании аналогично процессу приготовления опары для крекера.
Приготовление опары с использованием ферментного препарата осуществляют в соответствии с описанием, данным в разделе «Производство крекеров».
Стадии активации дрожжей, приготовления рецептурной смеси или эмульсии (для галет с жиром) и приготовления теста осуществляют в соответствии с описанием, данным в разделе «Производство крекеров».
Технологические параметры приготовления теста для галет:
продолжительность замеса теста от 15 до 60 мин в зависимости от типа применяемого оборудования, температуры, свойств сырья;
влажность теста:
для галет простых 30 — 35%;
для галет улучшенных 29 — 30%;
для галет диетических 26 — 31%.
Расстойка теста
Расстойку теста осуществляют в ферментационной камере (в зависимости от типа оборудования непрерывно на транспортере или в дежах) при температуре 25 — 32 °C и относительной влажности воздуха 75 — 85%. Продолжительность расстойки до 6 ч.
При отсутствии ферментационной камеры расстойку теста осуществляют в помещении цеха в дежах.
Дежи с тестом, оставленные в цехе, обязательно должны быть накрыты брезентом или плотным полотном для сохранения температуры теста и предотвращения заветривания.
При использовании пиросульфита (метабисульфита) натрия расстойка теста осуществляется не более 1,5 ч или полностью ликвидируется в зависимости от сорта.
Прокатка теста
Данная технологическая операция описана в разделе «Производство крекеров».
Формование теста
Формование теста осуществляется согласно разделу «Производство крекеров».
Выпечка
Выпечка галет осуществляется в туннельных печах непрерывного действия — газовых, электрических или работающих на твердом и жидком топливе.
В зависимости от конструкции печи, степени ее заполнения, влажности теста могут изменяться температурные режимы по зонам и продолжительности выпечки.
Температура выпечки галет составляет 210 — 300 °C. Продолжительность выпечки галет в зависимости от вида изделий составляет 7 — 12 мин.
Охлаждение
Охлаждение галет осуществляется на охлаждающем транспортере согласно разделу «Производство крекеров».
Расфасовка, упаковка и хранение галет
Расфасовка, упаковка и хранение галет осуществляются в соответствии с требованиями действующей нормативной документации.
Технологические схемы производства рецептурной смеси, эмульсии, опары и общая технологическая схема производства галет приведены в разделе «Производство крекеров».
ПРОИЗВОДСТВО ПРЯНИКОВ И КОВРИЖЕК
Пряники — мучные кондитерские изделия разнообразной формы с выпуклой поверхностью, содержащие большое количество сахара и различные вкусовые добавки.
Коврижки представляют собой прослоенный, чаще всего фруктовой начинкой или вареньем, выпеченный полуфабрикат из пряничного теста, имеющий прямоугольную плоскую форму.
В зависимости от технологии приготовления теста пряники подразделяются на заварные и сырцовые. Каждое из этих изделий может вырабатываться с начинкой и без нее, глазированным и неглазированным.
Технологический процесс приготовления пряников состоит из следующих операций:
подготовка сырья к производству;
приготовление теста;
формование;
выпечка;
охлаждение;
глазирование (для глазированных пряников);
упаковка, маркировка, транспортирование и хранение.
1. ПОДГОТОВКА СЫРЬЯ К ПРОИЗВОДСТВУ
Подготовка сырья к производству осуществляется в соответствии с описанием, данным в разделе «Подготовка сырья к производству».
2. ПРИГОТОВЛЕНИЕ ТЕСТА
Приготовление теста состоит из следующих стадий:
приготовление сиропа;
приготовление теста.
Приготовление сиропа (для теста)
В емкость с паровой рубашкой заливают горячую воду с температурой 70 — 80 °C, загружают сахар, мед, патоку или инвертный сироп, сгущенное молоко.
При постоянном перемешивании сироп нагревают до температуры 60 — 75 °C до полного растворения сахара.
Готовый сироп охлаждают до температуры 50 — 65 °C при выработке заварных пряников и до температуры 30 — 40 °C — при выработке сырцовых пряников.
При выработке заварных пряников на механизированных и полумеханизированных линиях температура охлажденного сиропа должна быть не ниже 40 °C.
Лучшее качество заварных пряников получается при использовании для заварки муки сиропа с температурой 65 °C.
Сироп с температурой 40 — 50 °C используется в том случае, если отсутствуют условия для охлаждения теста после замеса в месильной машине или ларях.
Полученный сироп в тестомесильную машину сливают через сито (фильтр).
Плотность сиропа для замеса теста составляет 1320 — 1330 кг/м3.
Приготовление сырцового теста
Предварительно приготовленный сироп с температурой 30 — 40 °C перемешивают в тестомесильной машине со всем сырьем без муки и химических разрыхлителей в течение 1 — 2 мин. Затем добавляют разрыхлители и муку и продолжают перемешивать 5 — 12 мин.
Применяется и другой способ замеса сырцового теста (без приготовления сиропа для теста).
Сырье загружают в месильную машину в следующей последовательности: сахар, вода, жженка, мед, патока, инвертный сироп, меланж, эссенция, сухие духи, гидрокарбонат натрия, карбонат аммония, мука.
Все сырье без муки и химических разрыхлителей перемешивают в продолжение 2 — 10 мин в месильной машине с числом оборотов лопастей 12 — 14 в минуту, а затем добавляют разрыхлители, растворенные в воде, и в последнюю очередь — муку. Замешивание теста продолжают 4 — 12 мин в зависимости от температурных условий помещения и емкости месилки до получения теста однородной консистенции.
Влажность сырцового теста должна быть в пределах 23,5 — 25,5%, а для пряников типа «Тульские» при ручной разделке — 18 — 20%. При более низкой влажности теста пряники получаются необтекаемой формы; при более высокой — расплывчатой формы с низким подъемом.
Температура теста после замеса не должна превышать 22 °C. При более высокой температуре тесто затягивается, и пряник получается стянутым и необтекаемой формы.
Если температура готового теста составляет 30 — 32 °C, то для избежания затягивания теста продолжительность замеса сокращается до 3 — 5 мин.
Приготовление заварного теста
Приготовление заварного теста состоит из трех фаз:
заварка муки;
охлаждение заварки;
замес теста.
Заварка муки
Процеженный сироп с температурой 45 — 65 °C подают в тестомесильную машину. На рабочем ходу месилки постепенно добавляют муку, перемешивают (как бы заваривают).
Продолжительность замеса заварки в тестомесильной машине с 12 — 14 оборотами лопастей в минуту составляет 10 — 15 мин. Влажность заваренного теста 19 — 20%.
Охлаждение заваренного теста (заварки)
Заваренное тесто выгружают из месильной машины в лари или противни, кладут его пластами, пересыпают пласты крошкой или смазывают растительным маслом и охлаждают (выстаивают) в специально отведенном помещении до температуры 25 — 27 °C.
На механизированных и полумеханизированных линиях заварку муки, охлаждение заварки и замес теста можно осуществлять в одной тестомесильной машине с рубашкой, куда подается как горячая, так и холодная вода. Заварку охлаждают в тестомесильной машине до температуры 28 — 36 °C.
Замес теста
В тестомесильную машину с двумя лопастями загружают охлажденное заваренное тесто и все остальное сырье, предусмотренное рецептурой (в последнюю очередь химические разрыхлители, растворенные в воде), осуществляют замес теста.
Продолжительность замеса с момента загрузки всего сырья при использовании заварки после вылежки — 30 мин при числе оборотов лопастей месилки 18 — 20 об/мин и 60 мин — при числе оборотов лопастей 12 — 14 в мин, а при использовании заварки без вылежки — 10 мин. При меньшей продолжительности замеса теста получаются пряники с плотной структурой.
На поточно-механизированных линиях, где заварка муки, ее охлаждение и замес теста осуществляются в одной тестомесильной машине, возможен другой способ приготовления теста:
в процеженный сироп с температурой не более 50 °C вносят в жидком состоянии эссенцию, ванилин, сухие духи, соду и при перемешивании засыпают муку.
После перемешивания массы в течение 2 — 3 мин вносят меланж, раствор углеаммонийной соли и замес продолжают еще 3 — 4 мин до получения хорошо перемешанного теста.
Температура готового теста должна быть в пределах 28 — 36 °C, влажность в зависимости от сорта 18 — 23%. Пряники, полученные из теста с более низкой влажностью, имеют необтекаемую форму и небольшой подъем, а с более высокой влажностью — расплывчатую форму.
3. ФОРМОВАНИЕ ТЕСТА
Для придания прянику определенной формы готовое тесто формируется, а для некоторых сортов изделий на их поверхности наносится рисунок или надпись.
ФОРМОВАНИЕ ПРЯНИЧНОГО ТЕСТА БЕЗ НАЧИНКИ
Формование теста машинами типа ФПЛ
Тесто после замеса поступает в воронку формующей машины, в которой находятся два рифленых вала, вращающихся навстречу друг другу.
Эти валы нагнетают тесто через шаблоны вырезом разнообразного контура, благодаря которым тесто, выдавливаясь, приобретает определенную форму. Выжатое тесто отсекается тонкой стальной проволочкой и укладывается ровными рядами на подставляемые трафареты, а затем поступает в печь на выпечку.
Формование теста штампующей машиной заключается в том, что тесто превращается в тестовую ленту, а затем из нее высекаются изделия определенного контура.
Штампующая машина представляет собой агрегат, состоящий из тестовальцовочной машины, двух пар шлифующих валков и штампующей головки. При формовании на этой машине тесто подвергают прокатке через вальцовочную машину с зазором между валками около 40 мм и с обильным подпыливанием мукой полотна и поверхности теста.
С другой стороны валков получают сплошную, т.е. непрерывную тестовую ленту, которую пропускают через первую непрерывную пару шлифующих валков с зазором между ними около 20 мм, а затем через вторую пару шлифующих валков с зазором между ними около 10 мм.
После шлифующих валков тестовая лента толщиной около 10 мм поступает под головку штампующей машины тяжелого типа, которая вырубает изделия определенного контура. Образующиеся обрезки тестовой ленты возвращаются обратно к вальцовочной машине и прибавляются к свежему тесту в виде равномерно распределенного слоя.
Формование теста металлической выемкой
Готовое тесто частями по 5 — 6 кг укладывают на разделочный стол, предварительно покрытый тонким слоем муки. Куску теста руками придают форму продолговатого пласта, а затем раскатывают скалкой до толщины 8 — 11 мм, подпыливая мукой — в том случае, если тесто прилипает к скалке. Для нанесения рисунка на поверхность некоторых сортов пряников раскатанный пласт теста следует дополнительно прокатывать зубчатой или рубчатой скалкой.
Раскатанный пласт теста формуют металлической выемкой определенной формы. Формование по этому способу заключается в том, что рукой производится нажим выемки на пласт теста, благодаря чему от пласта отделяется кусочек теста, соответствующий форме выемки. Таких нажимов делают пять-шесть, после чего освобождают выемку от теста и подают ее в муку для того, чтобы отформованное тесто не прилипало к ней. Обрезки от пласта теста, оставшиеся после формования, добавляют к свежему куску теста.
Формование теста деревянными резными формами
Для нанесения определенного рисунка на поверхность изделий применяют деревянную форму, представляющую собой доску с выгравированным рисунком или надписью.
Этот способ осуществляется следующим образом. Раскатывают тесто до толщины пласта 8 — 11 мм и формуют выемкой. Отформованное тесто надевают на предварительно смазанную растительным маслом деревянную форму, имеющую такие же очертания. Тесто вдавливают в деревянную форму сначала руками, а затем деревянной колодкой, после чего легким ударом формы о стол освобождают отформованное тесто.
ФОРМОВАНИЕ ПРЯНИЧНОГО ТЕСТА С НАЧИНКОЙ
Формование теста с начинкой металлической выемкой
Тесто раскатывается скалкой до толщины 8 — 11 мм, на половину пласта ложечкой или шприцем накладывают густую начинку на некотором расстоянии друг от друга так, чтобы площадь, занимаемая начинкой, была бы немного меньше площади формуемого пряника. Затем накрывают второй половиной пласта и пальцами сжимают края пластов так, чтобы они склеились.
Формуют тесто выемкой так, чтобы выступающие бугорки теста с начинкой приходились в центре штампа.
Этот способ формования теста применяется для изделий без рисунка или надписи на поверхности.
Формование теста с начинкой деревянными резными
формами или трафаретами
Этим способом можно формовать тесто любой формы и с любым рисунком или надписью на поверхности.
Для этого применяют деревянные формы, состоящие из двух частей. Одна часть формы, на которой выгравированы желаемый рисунок и надпись, отформовывает верхнюю часть пряника, а другая часть формы без рисунка и надписи — нижнюю часть пряника.
Процесс формования осуществляется следующим образом — на отформованное тесто без рисунка и надписи кладут начинку и покрывают отформованным тестом с рисунком и надписью, а затем края двух половинок пряника сжимают пальцами так, чтобы начинка не могла вытечь наружу.
Эти формы применяются при выработке пряников типа «Бухарский пирожок».
При выработке пряников с начинкой типа «Тульские» следует менять способ формования деревянными трафаретами.
Раскатанное до толщины пласта 5 — 6 мм тесто должно иметь размеры, соответствующие двойной длине и ширине трафарета. Половину пласта намазывают ровным слоем начинки и покрывают другой половиной пласта, а затем сжимают пальцами края так, чтобы они прочно склеивались.
Формование этих сортов пряников заключается в том, что на одной поверхности наносятся рисунок и надпись. Это осуществляется трафаретом, представляющим собой деревянную доску определенных размеров, по краям которой выгравированы различные рисунки, а в середине — название пряника.
Приготовленный пласт теста с начинкой кладут на гравированную часть трафарета и вминают его сначала рукой, а затем деревянной колодкой, выравнивая тесто по краям. Легким ударом трафарета о стол освобождают отштампованное тесто от формы.
Формование теста с начинкой механизированным способом
Разделка и формовка теста для пряников типа «Тульские» производятся с применением некоторых механизмов. В этом случае технологический процесс осуществляется следующим образом.
Готовое тесто делится на куски весом 5 — 6 кг, проминается и подвергается прокатке через вальцовочную машину. Толщина теста 8 — 11 мм. Раскатанный пласт делят на пять-шесть частей и каждый из них раскатывают до толщины 3 мм. Половина раскатанного теста покрывается слоем начинки, а затем — другой половиной теста. Тестовой пласт с начинкой укладывают в формы-трафареты, предварительно смазанные растительным маслом, затем надавливают ручным прессом, после чего легким ударом трафарета о стол отштампованное тесто освобождают от формы.
Формование пряников круглой или овальной формы с начинкой можно также осуществить таким образом: пряничное тесто формуют машиной ФПЛ, выпекают и охлаждают, затем готовый пряник надрезают сбоку до 2/3 и внутрь вносят начинку с помощью ножа или шприцевального мешка.
Механизированный способ формования пряничного теста с начинкой осуществляется машиной, состоящей из бункера, внутри которого имеются два нагнетательных рифленых валика, насадок, выполненных в виде «трубы в трубе» и штампующего барабана. Тесто загружается в бункер и выдавливается с помощью рифленых валиков через щель насадки, благодаря чему образуется тестовая трубка. По внутренней трубе насадки подается с помощью шнека начинка, она заполняет тестовую трубку. Образуемый таким образом тестовый жгут с начинкой поступает под штампующий барабан, где вырубаются заготовки определенной формы.
Пряники типа «Яблочные с начинкой», «Салют» формуются на автомате Ш2-ХФБ.
Формование коврижек и батонов
Тесто для коврижек раскатывают скалкой или на реверсивной тестовальцующей машине и получают пласт толщиной 11 — 13 мм, который по длине и ширине должен соответствовать размерам железного листа. Поверхность коврижек смазывают холодной водой и прокалывают в нескольких местах для предотвращения вздутия верхней корки. Тесто для батонов таким же образом раскатывают в пласт толщиной 7 — 8 мм, а затем разрезают на куски прямоугольной формы, соответствующие размерам изделий, предусмотренным рецептурой.
4. ВЫПЕЧКА
Пряники выпекают в конвейерных печах непрерывного действия, а также в печах со стационарными и выдвижными подами. Кроме того, пряники можно выпекать в жаровых печах периодического действия, в которых пекарная камера служит топочной камерой, в люлечных печах марки ФТЛ.
Отформованные заготовки укладывают на листы, предварительно зачищенные и смазанные растительным маслом и другой смазкой, и затем подают в печь.
Перед выпечкой поверхность некоторых сортов батонов («Московских», «Детских») смазывают яйцами и наносят рисунок.
Пряники «Мятные» выпекаются 7 — 11 мин при температуре 190 — 210 °C, «Осенние» — 15 мин при 250 °C.
Для всех остальных сырцовых пряников режим выпечки 7 — 12 мин при температуре 200 — 240 °C.
«Тульские» пряники выпекают в печи любого типа в течение 5 — 6 мин при температуре 265 — 270 °C. Перед выпечкой тестовые заготовки проходят камеру увлажнения.
Заварные пряники выпекают 7 — 12 мин при температуре 210 — 220 °C, коврижки — 35 — 40 мин при 180 — 200 °C; батоны — 12 — 15 мин при 200 — 210 °C. В зависимости от конструкции печи и вида изделия режимы выпечки могут меняться.
5. ОХЛАЖДЕНИЕ
После выпечки пряники, идущие на глазирование, охлаждают в течение 5 — 10 мин до температуры 45 — 50 °C, пряники неглазированные охлаждаются до температуры 25 — 35 °C.
Охлаждение производят на транспортерах, каруселях или специальных этажерках, столах в естественных условиях или принудительным охлаждением.
6. ГЛАЗИРОВАНИЕ
Глазирование изделий состоит из трех стадий:
приготовление сиропа для глазирования;
глазирование;
подсушка и выстойка глазированных изделий.
Приготовление сиропа для глазирования
В варочный котел подают воду и сахар из расчета 100 кг сахара на 40 л воды и смесь при периодическом перемешивании уваривают до содержания сухих веществ 77 — 78%.
Плотность готового сиропа 1340 — 1400 кг/м3.
Готовый сироп процеживают и перекачивают в расходный бачок, снабженный паровой рубашкой, для постоянного подогрева и поддержания температуры в пределах 90 — 95 °C.
Из расходного бака сироп с температурой 90 — 95 °C подается на глазирование.
Глазирование
Большинство сортов пряников и коврижек глазируют сахарным сиропом для украшения поверхности и сохранения свежести в течение длительного срока хранения.
При глазировании в агрегате непрерывного действия пряники и сироп непрерывно поступают во вращающийся барабан. При вращении барабана пряники, облитые горячим сахарным сиропом (90 — 95 °C), передвигаются по внутренней спирали барабана к выходному отверстию и постоянно высыпаются на транспортер или кассеты. Длительность процесса глазирования пряников непрерывным способом — 50 с. На кассетах пряники раскладывают в один ряд.
Глазирование пряников в дражировочном котле осуществляют следующим образом: в дражировочный котел загружают 7 — 20 кг пряников в зависимости от емкости котла и заливают рецептурным количеством сиропа, предназначенного для глазирования. Залитые сиропом пряники перемешивают, глазируют во вращающемся котле 1 — 2 мин, а затем выгружают из кассеты.
При отсутствии дражировочных котлов тиражение пряников производится в небольших котелках, куда загружают небольшое количество пряников, которые обливают сахарным сиропом. Пряники тщательно перемешивают деревянной лопаткой, после чего вынимают их на вилке и раскладывают на сетке.
При глазировании пряников с начинкой типа «Тульские», «Сувенир», других крупной формы и коврижек глазурь на поверхность наносят щеткой вручную.
Подсушка и выстойка глазированных изделий
Пряники после глазирования распределяют на сетчатых кассетах или транспортере в один ряд и отправляют на подсушку.
Пряники подсушивают в специальной сушильной камере при температуре 60 °C и скорости воздуха 4 м/с в течение 5 мин, а затем при температуре 20 — 22 °C в течение 3 мин.
Подсушку пряников можно также вести в течение 90 с при температуре 130 — 150 °C.
Последний способ является менее эффективным, и поэтому подсушку пряников лучше производить первым способом.
При отсутствии сушильных камер подсушку пряников ведут в условиях цеха.
После подсушки пряники направляют на выстойку.
Выстойка пряников происходит на кассетах или специальных помещениях, или в конвейерных шкафах (кулер) в течение не менее 2 ч.
7. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Упаковка, маркировка, транспортирование и хранение пряничных изделий должны производиться в соответствии с требованиями действующей нормативной документации.
Технологическая схема производства пряников
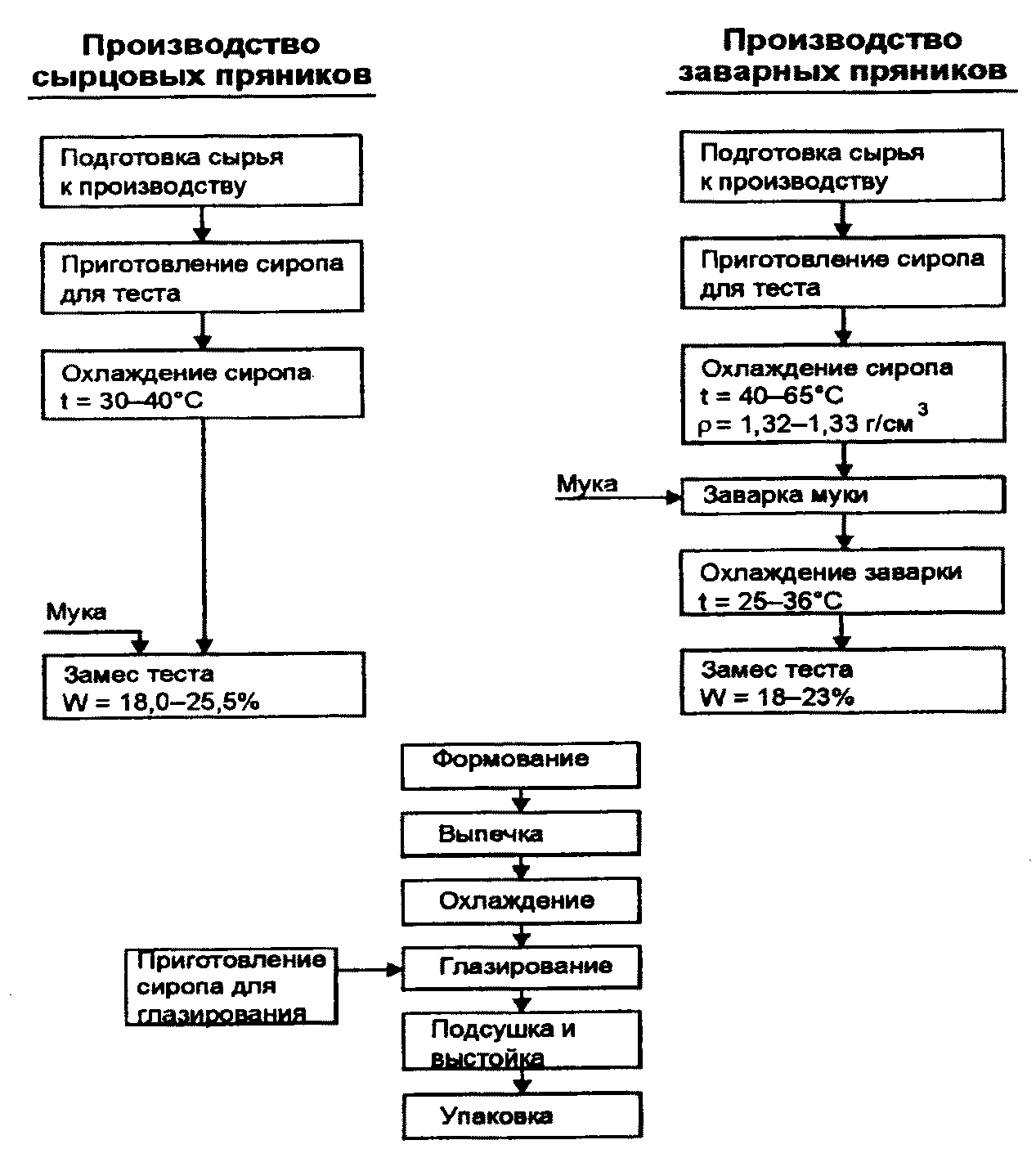
ПРОИЗВОДСТВО СДОБНОГО ПЕЧЕНЬЯ
Сдобное печенье вырабатывают отдельными сортами, а также в виде смесей, состоящих из наборов отдельных сортов печенья в определенных соотношениях.
По своему составу и способу приготовления сдобное печенье разделяется на:
песочно-выемное;
песочно-отсадное;
сбивное;
ореховое миндальное;
сухарики.
Кроме этих изделий, вырабатывают несколько сортов сдобного печенья на основе заварного полуфабриката типа пирожных «Мечта», «Каштаны».
Технологический процесс производства сдобного печенья состоит из следующих стадий.
1. Подготовка сырья и полуфабрикатов к производству.
2. Приготовление теста.
3. Формование изделий.
4. Отделка пласта теста или отформованных заготовок.
5. Выпечка.
6. Охлаждение.
7. Отделка печенья.
8. Расфасовка, упаковка и хранение.
Технологическая схема приготовления песочно-выемного
сдобного печенья
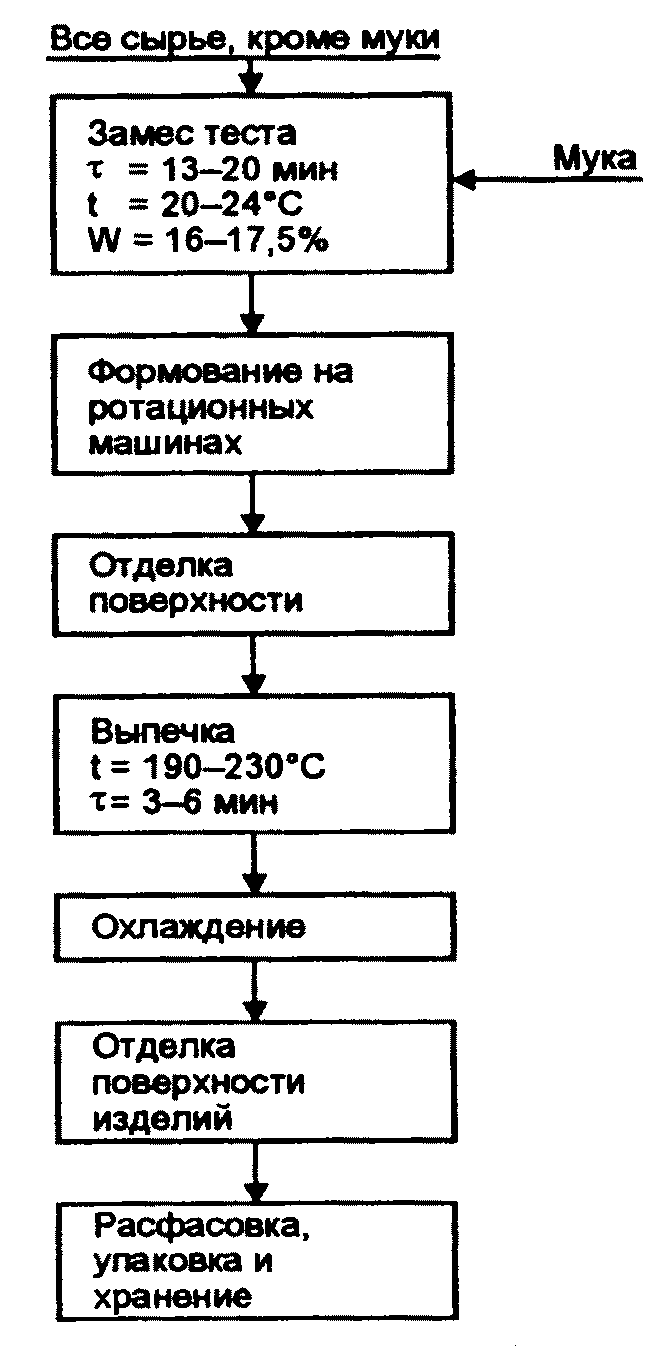
1. ПОДГОТОВКА СЫРЬЯ И ПОЛУФАБРИКАТОВ
Сырье, поступающее в производство, должно отвечать требованиям соответствующих стандартов или технических условий.
Подготовка сырья и полуфабрикатов производится в соответствии с описанием, данным в разделах «Подготовка сырья к производству», «Производство полуфабрикатов».
2. ПРИГОТОВЛЕНИЕ ТЕСТА
Тесто для песочно-выемного печенья
Песочно-выемное печенье содержит большое количество жира и готовится из пластичного теста. Замес теста осуществляется периодическим способом в универсальных месильных машинах с Z-образными лопастями.
В тестомесильной машине готовят рецептурную смесь, состоящую из всех компонентов, кроме муки, следующим образом: на рабочем ходу загружают сливочное масло, маргарин или другой жир в пластичном растопленном состоянии, сахарную пудру, молочные продукты, яйцепродукты, воду, химические разрыхлители, ароматизаторы и перемешивают в течение 10 — 15 мин. Затем добавляют муку и крахмал и замешивают еще 5 — 8 мин.
Температура теста 20 — 24 °C; влажность в зависимости от сорта печенья 16 — 20%; влажность теста для механизированного формования должна составлять 16,5 — 17,5%.
Тесто для песочно-отсадного печенья
Замес теста для песочно-отсадного печенья осуществляют в тестомесильных машинах с Z-образными лопастями или в сбивальных машинах.
В месильной машине в течение 10 — 15 мин сбивают масло с сахарной пудрой или сахарным песком вначале при малом числе оборотов лопастей машины, затем при большом числе оборотов. После этого постепенно добавляют остальное сырье, полагающееся по рецептуре, и перемешивают с каждым видом сырья 1 — 4 мин при малом числе оборотов лопастей машины. Тесто должно быть равномерно перемешанным, незатянутым. Влажность теста в зависимости от сорта, условий производства и работы технологического оборудования 15 — 24%.
Температура теста 20 — 30 °C.
Технологическая схема приготовления
песочно-отсадного сдобного печенья
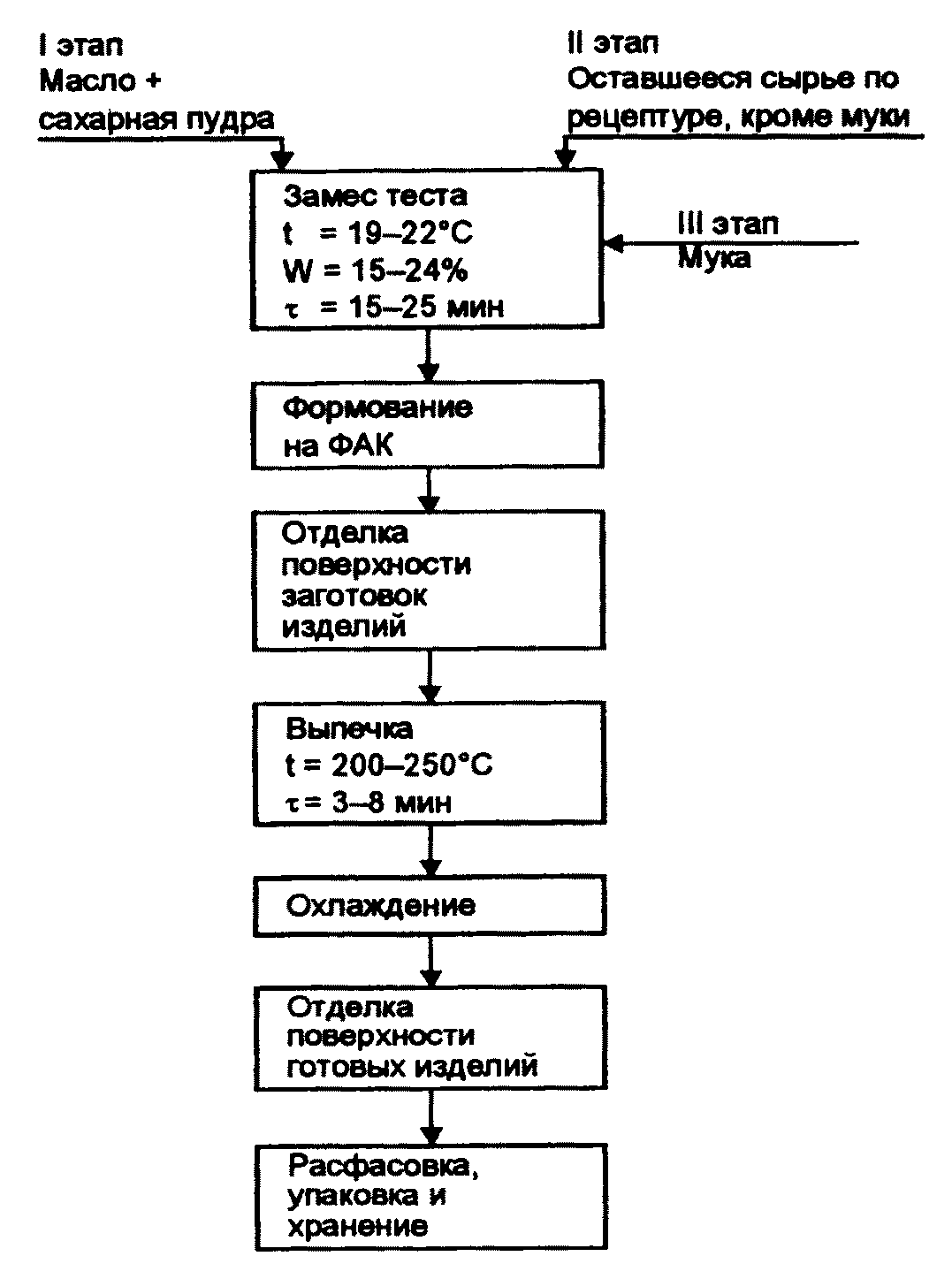
Сбивное тесто
Сбивное тесто бывает бисквитно-сбивное и белково-сбивное. Бисквитно-сбивное сдобное печенье содержит значительное количество яиц и яйцепродуктов и готовится из жидкого, сметанообразной консистенции теста.
Белково-сбивное сдобное печенье содержит в основном значительное количество белка и сахара и готовится из хорошо сбитого теста.
Бисквитно-сбивное и белково-сбивное тесто готовят в сбивальной машине периодического действия.
Замес бисквитно-сбивного теста
Замес бисквитно-сбивного теста осуществляют в две стадии: на первой стадии в сбивальной машине сбивают яйцепродукты с сахаром, эссенцией и химическими разрыхлителями. Сбивание осуществляют при малом числе оборотов венчика машины, а затем при постепенном его увеличении. Объем массы при этом увеличивается в 2,5 — 3 раза.
На второй стадии в сбитую массу загружают рецептурное количество сливочного масла в растопленном виде, муку и перемешивают в течение 10 — 15 с при малом числе оборотов венчика машины. Готовое тесто должно быть равномерно перемешанным, незатянутым.
Влажность теста в зависимости от сорта 25 — 32%, температура теста 18 — 20 °C.
Для отдельных сортов изделий приготовление теста осуществляют путем раздельного сбивания белков и желтков яиц с сахаром («Бисквит к шоколаду»). В сбивальной машине белки сбивают в течение 20 — 30 мин сначала при минимальном числе оборотов венчика, затем при постепенном его увеличении. В конце сбивания добавляют около 2,5% рецептурного количества сахарной пудры и раствор лимонной кислоты. Одновременно в другой сбивальной машине сбивают желтки с сахарной пудрой в течение 20 — 30 мин, после чего готовую массу выливают в отдельную емкость и перемешивают вручную с мукой в течение 20 — 30 с (до равномерного распределения муки в массе), добавляют сбитый белок в два этапа, перемешивая каждую порцию с белком в течение 10 — 15 с.
Готовое тесто должно быть хорошо сбитым, не содержать комочков муки.
Влажность теста 37 — 39%.
Температура 18 — 20 °C.
Технологическая схема приготовления бисквитно-сбивного
сдобного печенья
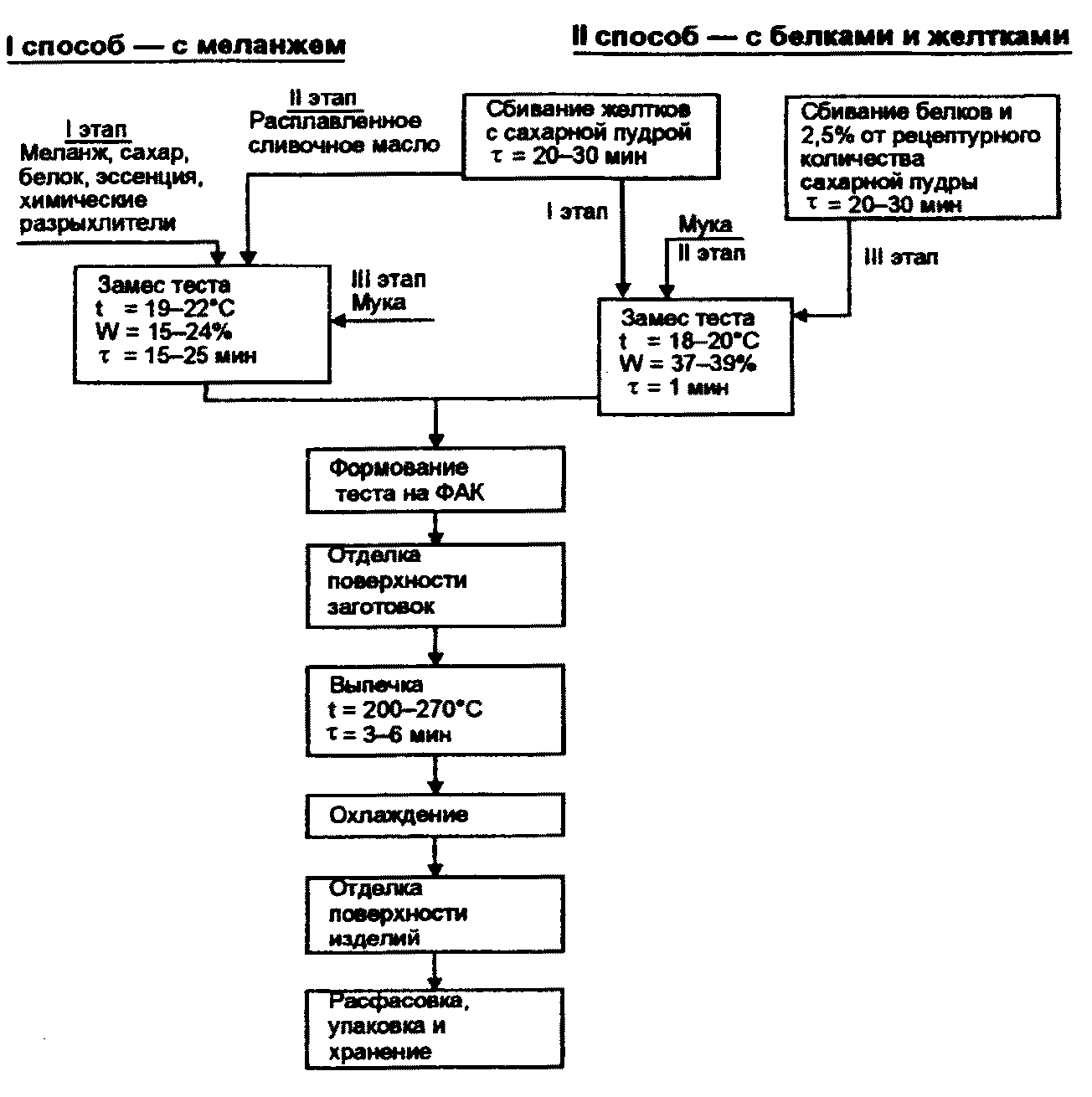
Замес белково-сбивного теста
В сбивальной машине сбивают белки сначала при малом, а затем при большом числе оборотов венчика. Продолжительность сбивания составляет 20 — 30 мин.
Предварительно ошпаренный и очищенный миндаль пропускают через мясорубку и подсушивают. Отдельно пропускают через мясорубку цукаты. Затем вручную в котелке тщательно перемешивают сбитый белок, муку, сахар, измельченные цукаты и миндаль.
Влажность теста 29 — 31%.
Температура 20 — 22 °C.
Технологическая схема приготовления бисквитно-сбивного
сдобного печенья
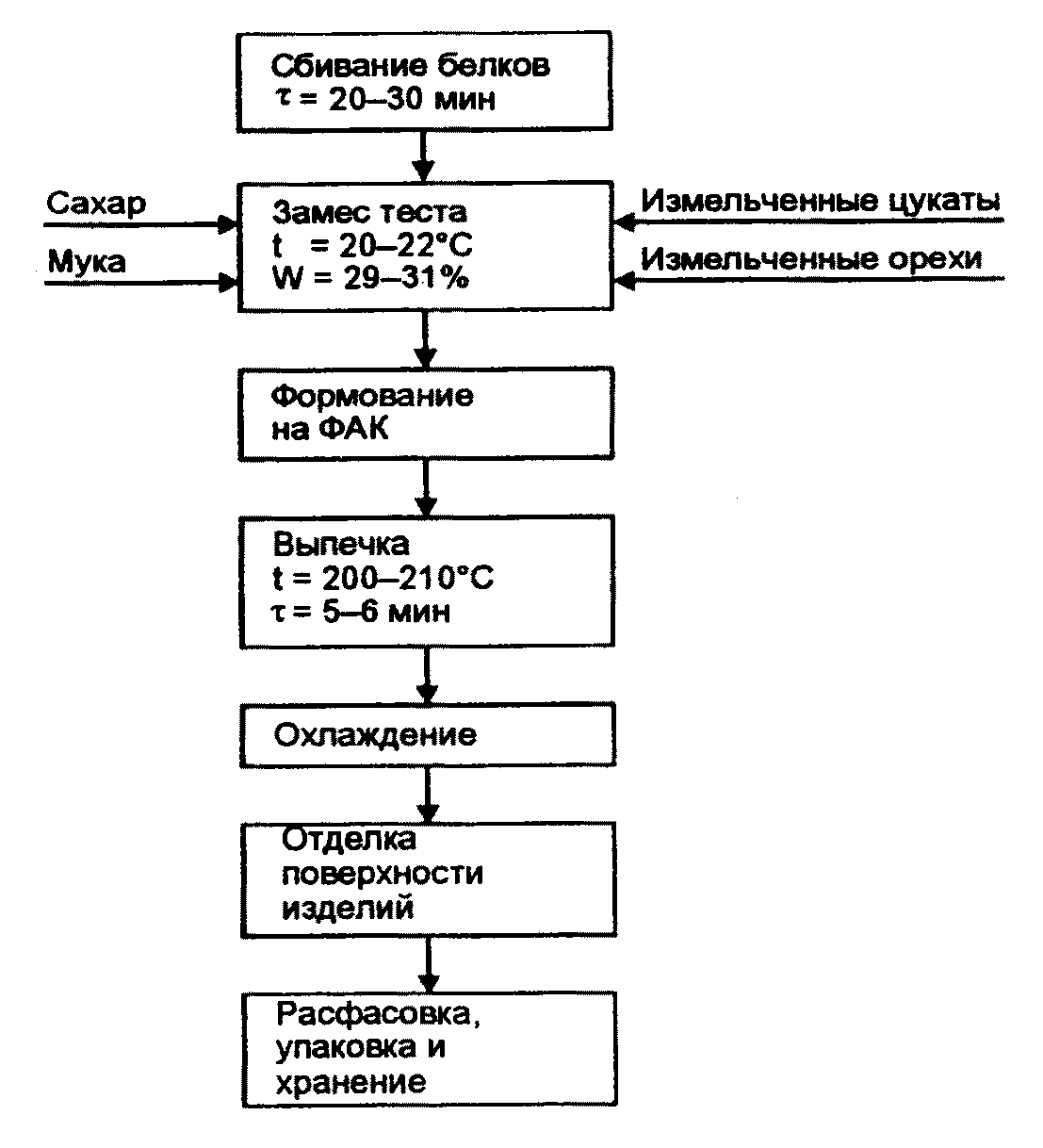
Тесто для орехового (миндального) печенья
Ореховое печенье содержит значительное количество белка, сахара, измельченного ореха или миндаля.
Технологическая схема приготовления орехового печенья
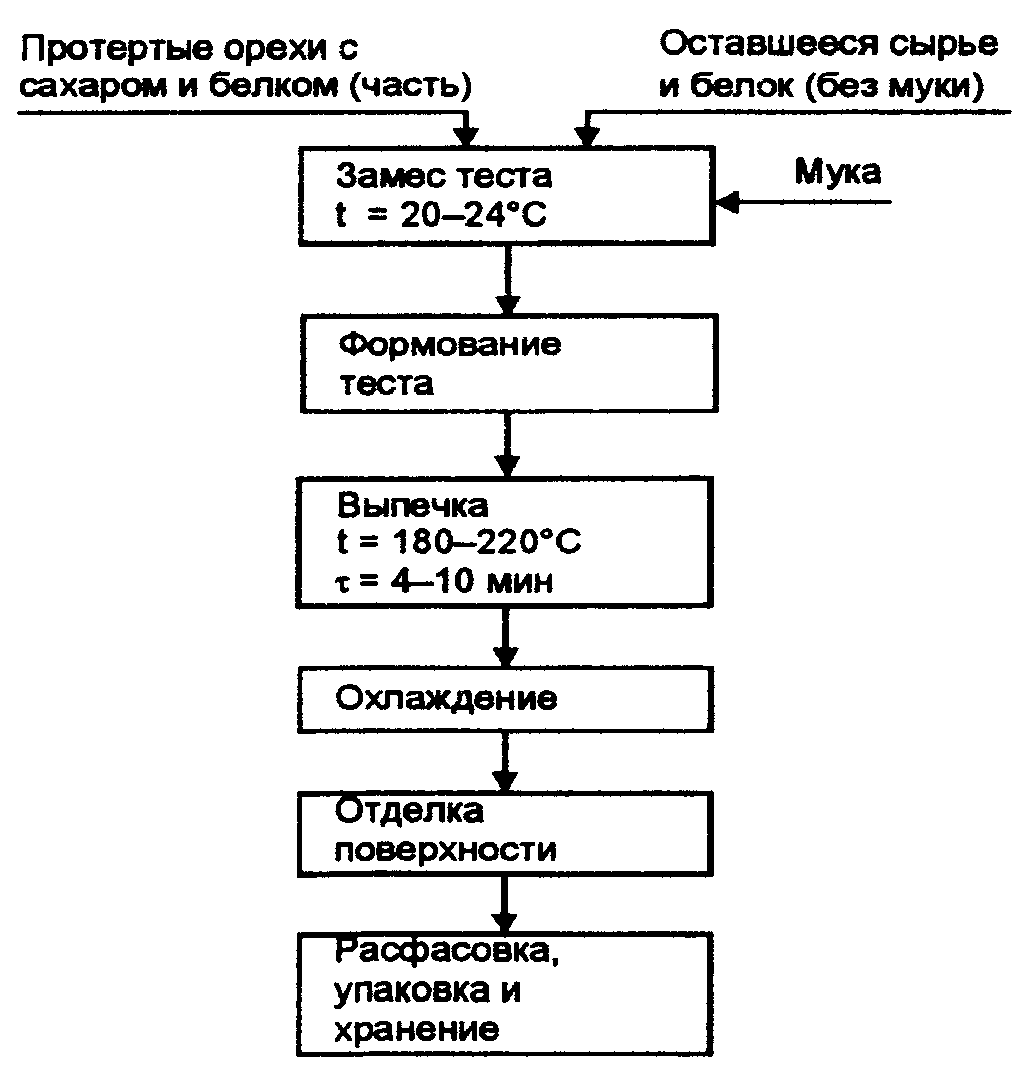
Приготовление теста для орехового печенья осуществляют двумя способами.
I способ
В тестомесильной машине смешивают подсушенные, очищенные орехи, сахарный песок с белком. Количество белка в зависимости от сорта печенья составляет: 50% — для «Южного», «Миндально-шоколадного», «Орехового», «Восточного», «Палочки глазированной», 70% — для «Нового», «Миндального», 60% — для «Славянского» и др.
Приготовленную массу пропускают через трехвалковую машину один или два раза. Затем протертую массу перемешивают с остальным количеством белка и другими видами сырья до однородной консистенции, добавляют муку и перемешивают еще 1 — 8 мин в зависимости от сорта печенья.
II способ
Подсушенные и очищенные орехи пропускают через мясорубку и загружают в тестомесильную машину. Туда же подают остальное сырье, предусмотренное рецептурой, за исключением муки, и перемешивают до однородной консистенции. Затем добавляют муку и перемешивают еще 1 — 8 мин в зависимости от сорта.
Температура теста 20 — 30 °C.
Приготовление теста для сухариков
Замес теста для сдобного печенья типа кексовых и сдобных сухариков осуществляют следующим образом.
В месильной машине перемешивают масло и сахар или сахарную пудру в течение 8 — 15 мин сначала при малом числе оборотов, затем еще 10 — 15 мин при большом числе оборотов. После этого в машину на рабочем ходу добавляют остальное сырье, предусмотренное рецептурой, кроме муки, и перемешивают еще около 5 мин.
В последнюю очередь загружают муку и перемешивают при малом числе оборотов 2 — 8 мин.
Влажность теста:
для кексовых сухариков — 24 — 25%;
для сдобных сухариков — 15 — 23%.
Температура теста 20 — 22 °C.
3. ФОРМОВАНИЕ ТЕСТА
Формование теста для сдобных сортов печенья осуществляют разными способами:
на ротационной машине путем запрессовывания теста в углубления формующего вала рифленым валом;
на машине типа ФАК;
ручным способом.
Формование теста на ротационной машине
На ротационной машине формуют тесто для песочно-выемного печенья. При формовании теста на ротационных машинах готовое тесто небольшими порциями загружают в воронку машины. Рифленый валик вместе с ротором машины захватывает тесто из воронки и заполняет ячейки ротора. Нож, расположенный между рифленым валиком и ротором, прилегает вплотную к последнему, срезает с ротора избыток теста, оставляя его лишь в ячейках.
Тесто из ячеек ротора извлекается приемным движущимся полотном. Тесто прилипает к полотну и перемещается им на второе полотно, которое передает его на ленты конвейерной печи или на чистые трафареты (при полумеханизированном способе производства).
Формование теста на машине типа ФАК (песочно-отсадное,
бисквитно-сбивное, белково-сбивное)
Формование теста на машинах типа ФАК осуществляют следующим способом. Тесто загружают в воронку машины, откуда выдавливают двумя рифлеными валками через отверстия матрицы на ленту печного конвейера или на движущийся лист (при полумеханизированном способе). При необходимости листы, на которые отсаживают тесто, смазывают жиром и слегка подпыливают мукой.
Формование теста вручную
Формуют тесто вручную двумя способами:
раскаткой с последующим вырезанием металлическими выемками (песочно-выемное, сухарики);
отсадкой при помощи шприцевального мешка (песочно-отсадное, ореховое, бисквитно-сбивное, белково-сбивное, сухарики).
При формовании теста раскаткой готовое тесто кусками массой 8 кг разминают на столе рукой, а затем раскатывают в двух направляющих до получения равномерного пласта толщиной 4 — 5,5 мм. Стол и мешалку предварительно подпыливают мукой. Можно раскатывать тесто на досках. В этом случае тесто, выступающее за края доски, срезают. Раскатанное тесто формуют вручную металлическими выемками разной конфигурации и раскладывают на чистые трафареты. При необходимости трафареты смазывают жиром, подпыливают мукой.
Формование теста можно производить отсадкой его шприцевальным мешком на листы, при необходимости застланные бумагой, смазанные жиром, подпыленные мукой.
Шприцевальный мешок состоит из полотняного мешочка конусообразной формы; в конце конуса вставляется трубочка из белой жести различной конфигурации.
При отсадке теста шприцевальным мешком последний заполняют с помощью лопатки тестом и одной рукой выжимают его из мешка через трубочку, другой придерживают верхнюю часть мешка. При отсадке теста конец трубочки почти соприкасается с листом, по окончании отсадки трубочка резко отрывается от массы. Форму отсаженному тесту придает работающий.
Отсаженное тесто для многих сортов печенья («Нового», «Южного», «Славянского» и др.) выстаивают в помещении цеха 6 — 9 ч до образования на поверхности корочки.
4. ОТДЕЛКА ПЛАСТА ТЕСТА ИЛИ ОТФОРМОВАННЫХ ЗАГОТОВОК
Для некоторых сортов сдобного печенья поверхность теста смазывают яичной смазкой. При механизированном способе производства яичная смазка наносится с помощью рифленого валика, находящегося в ванночке с яичной смазкой, а при ручном — щеткой.
Для отдельных сортов изделий поверхность пласта, смазанную яичной смазкой, дополнительно обсыпают крошкой, приготовленной из того же теста (круглое, песочное с обсыпкой), жареным дробленым орехом («Выемное с ореховой обсыпкой», «Восход»), сахарным песком («Детская забава»). Для отдельных изделий на тестовые заготовки укладывают цукаты («Петифус с цукатами», «Кексики с цукатами и целыми орехами», «Славянское»).
5. ВЫПЕЧКА
Выпечку сдобных сортов печенья в зависимости от группы и сорта производят в электрических или обогреваемых газом конвейерных печах непрерывного действия, в печах со стационарными и выдвижными подами и других при следующих температурных режимах:
песочно-выемное при температуре среды пекарной камеры 190 — 230 °C в течение 3 — 6 мин в зависимости от сорта;
песочно-отсадное при температуре 200 — 250 °C в течение 3 — 15 мин в зависимости от сорта;
ореховое при температуре среды пекарной камеры 180 — 220 °C в течение 4 — 10 мин в зависимости от сорта;
бисквитно-сбивное при температуре 200 — 270 °C в течение 3 — 6 мин;
белково-сбивное при температуре 200 — 210 °C в течение 5 — 6 мин;
кексовые сухарики при температуре 180 — 200 °C в течение 3 — 4 мин для «Кексиков с фруктовой начинкой» и 20 — 25 мин для «Кексиков с цукатом»;
сдобные сухарики при температуре 180 — 230 °C в течение 4 — 7 мин, а изделия типа «Московские хлебцы» в течение 25 — 45 мин.
Продолжительность и температура выпечки могут меняться в зависимости от конструкции печи, степени ее заполнения, сорта изделий, влажности теста и других факторов.
6. ОХЛАЖДЕНИЕ
Изделия после выпечки охлаждают на транспортере или листах до отвердения (температуры не выше 50 °C) и снимают скребком или ссыпают в производственные лотки.
Изделия, которые выпекались на листах, застланных бумагой, отделяют от бумаги по одной штуке, предварительно смочив бумагу водой.
7. ОТДЕЛКА ПЕЧЕНЬЯ
Поверхность отдельных сортов печенья до охлаждения смачивают с помощью щетки водой («Миндальное», «Ореховое») или сахарным сиропом («Славянское», «Палочка глазированная») с последующей подсушкой в помещении цеха. На поверхность других сортов отсаживают шприцевальным мешком начинку и обсыпают крошкой («Миндальное с крошковой отделкой») или рубленым миндалем («Миндальное с миндальной отделкой»).
Отдельные сорта печенья склеивают попарно начинкой пралине («Суворовское», «Риголетто»).
В этом случае на нижнюю поверхность печенья отсаживают пралине, затем накладывают второе печенье и слегка прижимают его к начинке. Практикуется также глазировка шоколадом печенья, склеенного начинкой пралине («Суворовское»), или только края фигурного печенья («Песочно-сливочное»). Поверхность других сортов печенья («Цветок», «Глаголики глазированные») покрывают сахарной глазурью при помощи щетки. Глазировку печенья производят до его охлаждения.
Наиболее часто применяемый вид отделки — глазирование поверхности изделий шоколадом путем погружения печенья в разогретую до 30 — 31 °C шоколадную глазурь и последующего охлаждения изделий до полного застывания шоколада в холодильной камере при температуре 8 — 10 °C.
Глазирование шоколадом может производиться в зависимости от сорта изделий по всей поверхности («Песочное, глазированное шоколадом»), половине поверхности («Петифур, глазированный шоколадом») или же верхней или нижней поверхности изделий («Выемное, глазированное шоколадом», «Песочно-ореховое»). Для отдельных сортов изделий, глазированных шоколадом («Песочное, глазированное шоколадом») до застывания шоколада поверхность посыпают измельченным орехом или при помощи гребенки наносят рисунок в виде волнистых линий («Выемное, глазированное шоколадом»).
Отдельные сорта изделий прослаивают фруктовой начинкой. На нижнюю поверхность охлажденного печенья отсаживают шприцевальным мешком начинку и покрывают ее ненамазанным печеньем, слегка прижимая его к начинке. Затем склеенное начинкой печенье полностью покрывают слоем разогретого шоколада («Песочное с фруктовой начинкой, глазированное шоколадом»).
Практикуется глазирование помадой печенья, на поверхность которого предварительно нанесен слой начинки («Тарталетка песочная»). В этом случае на поверхность печенья лопаточкой накладывается слой начинки или повидла, затем печенье выстаивается в течение 2 — 4 ч, после чего печенье с начинкой глазируют помадой с температурой 40 °C путем погружения печенья в помаду с последующей подсушкой на сетке.
Отдельные сорта печенья после выпечки и охлаждения обсыпают сахарной пудрой («Печенье с обсыпкой»).
8. РАСФАСОВКА, УПАКОВКА И ХРАНЕНИЕ
Расфасовка, упаковка и хранение печенья осуществляют в соответствии с действующей нормативной документацией.
Технологическая схема приготовления кексовых
и сдобных сухариков
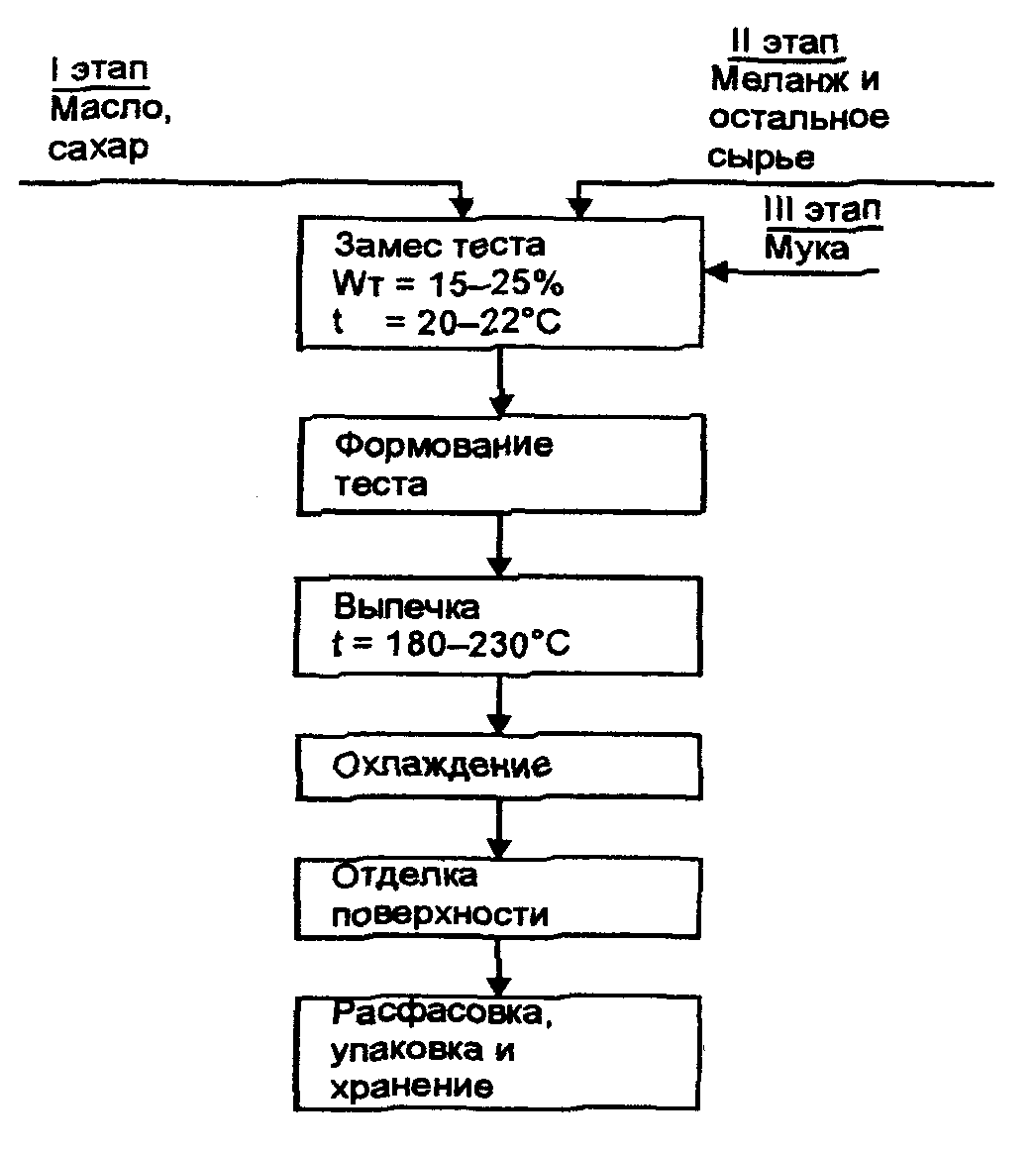
ПРОИЗВОДСТВО ОВСЯНОГО ПЕЧЕНЬЯ
Овсяное печенье вырабатывается из пшеничной и овсяной муки с добавлением другого сырья.
Технологическая схема производства овсяного печенья
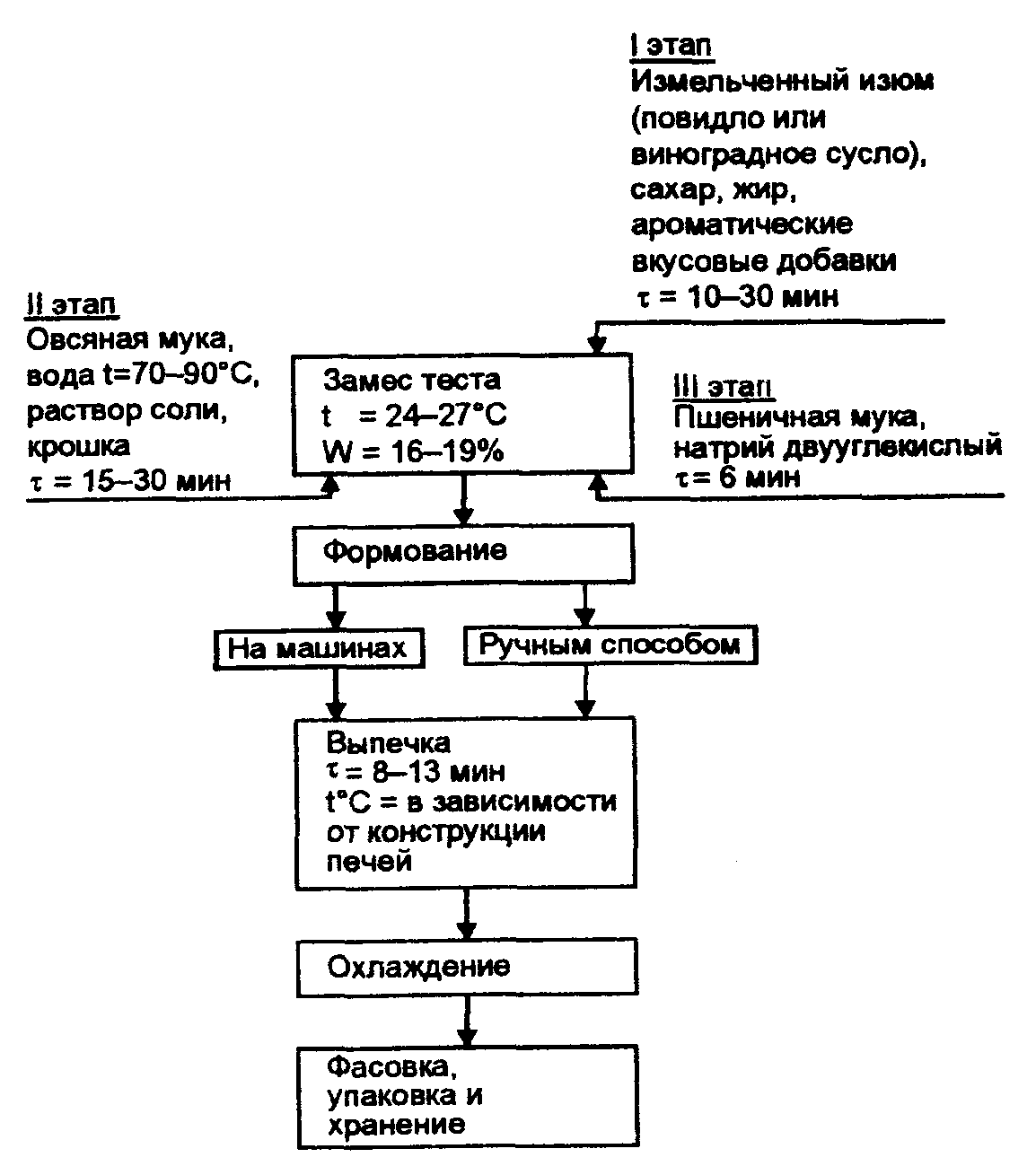
Приготовление теста
В тестомесильную машину загружаются жир (сливочное масло, маргарин), сахарный песок, корица, ванилин, изюм, предварительно пропущенный через магниты, вымытый и измельченный на машине типа мясорубки, повидло или виноградное вакуум-сусло.
Смесь тщательно перемешивается (растирается) в течение 10 мин.
К полученной массе при непрерывном помешивании добавляют овсяную муку, горячую воду с температурой 70 — 90 °C (примерно до 80% общего ее расхода) с растворенной в ней солью. Допускается применение крошки печенья в количестве не более 5% к массе муки. Время перемешивания смеси с овсяной мукой и водой 15 — 30 мин.
Затем вносят остальное количество воды, муку пшеничную (за исключением на разделку), соду и другое сырье, входящее в рецептуру.
Замес теста продолжается до получения однородной массы в течение не более 6 мин. Общее количество воды на замес теста составляет 15 — 24% к массе муки и может изменяться в зависимости от водопоглотительной способности муки и влажности теста.
Температура теста 24 — 27 °C.
Влажность теста 16 — 19%.
Формование и выпечка
Формование производят с помощью формовочных машин типа ФПЛ или вручную.
При ручном формовании тесто раскатывают в пласт толщиной примерно 9 — 11 мм и затем штампуют вручную круглой выемкой диаметром 38 мм.
Полученные заготовки укладывают на листы для выпечки. Продолжительность выпечки 8 — 13 мин при температуре 180 — 240 °C. Параметры выпечки могут меняться в зависимости от конструктивных особенностей печей. После выпечки печенье охлаждают на транспортерах или непосредственно на листах и направляют на расфасовку и упаковку.
Хранение в соответствии с нормативной документацией.
ПРОИЗВОДСТВО ВАФЕЛЬ
Настоящая технологическая инструкция распространяется на все сорта вафель, предусмотренные унифицированными рецептурами.
Вафли — пищевой продукт, изготовляемый в основном из муки, желтков и соды с начинкой или без начинки.
Вафли могут иметь прямоугольную, круглую, треугольную, фигурную форму в виде орехов, ракушек и др.
Вафли готовят с жировой, пралиновой, кремовой, фруктовой, помадной и другими начинками.
Технологический процесс производства вафель состоит из следующих стадий.
1. Подготовка полуфабрикатов к производству.
2. Приготовление теста.
3. Приготовление вафельных листов.
4. Приготовление начинки.
5. Формование пласта.
6. Охлаждение и резка.
7. Упаковка и хранение.
1. ПОДГОТОВКА СЫРЬЯ И ПОЛУФАБРИКАТОВ К ПРОИЗВОДСТВУ
Сырье, поступающее в производство, должно отвечать требованиям действующих стандартов или технических условий.
Подготовка сырья и полуфабрикатов производится в соответствии с описанием, данным в разделе «Подготовка сырья и полуфабрикатов к производству» и «Инструкцией по предотвращению попадания посторонних предметов в продукцию», утвержденным Минхлебопродуктом СССР 07.07.88 г. (Приложение 1).
Технологическая схема производства вафель
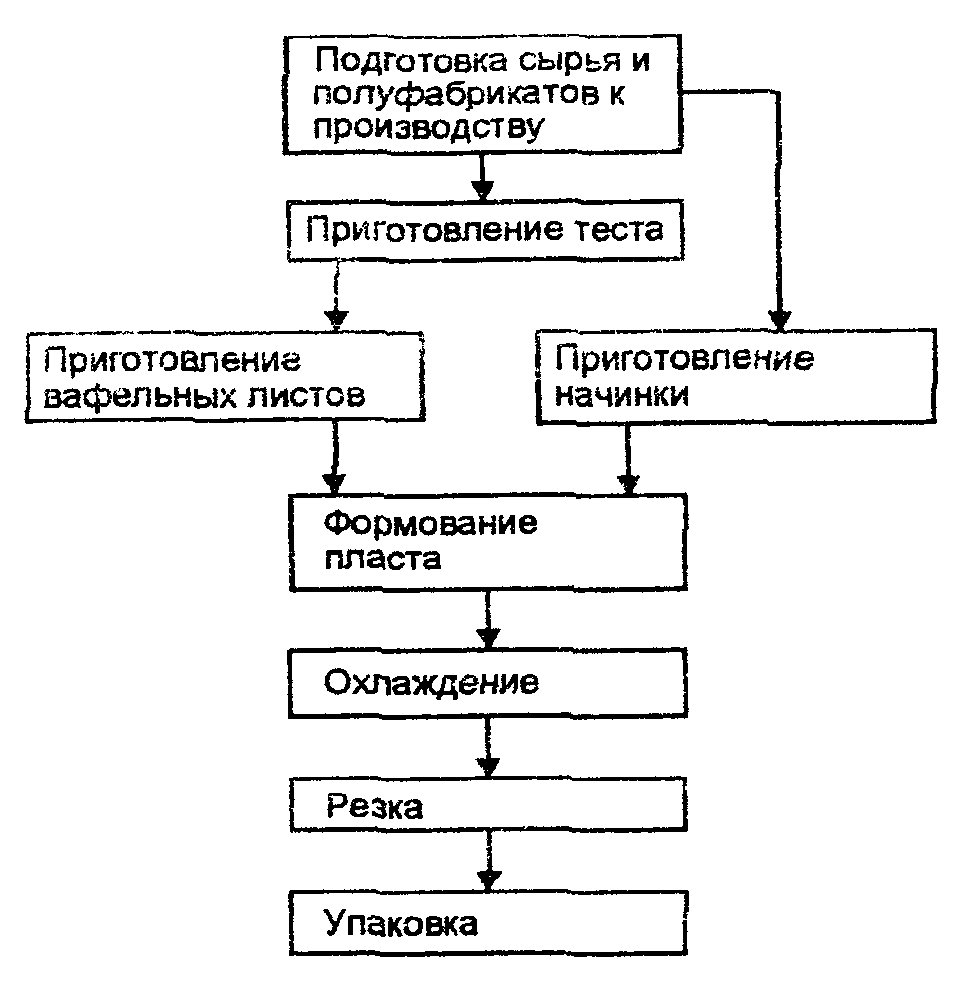
2. ПРИГОТОВЛЕНИЕ ТЕСТА
Приготовление теста для вафельных листов осуществляется периодическим и непрерывным способом.
2.1. Приготовление теста в тестомесильных машинах
периодического действия
В тестомесильную машину согласно рецептуре последовательно засыпают:
двууглекислую соду;
соль;
воду 5 — 10% от общего количества идущего на замес теста, в случае, если в рецептуру не входит сахарный песок, и 20%, когда он входит;
желтки или меланж;
пищевые фосфатиды в виде эмульсии;
растительное масло.
Технологическая схема процесса приготовления теста
в тестомесильных машинах периодического действия
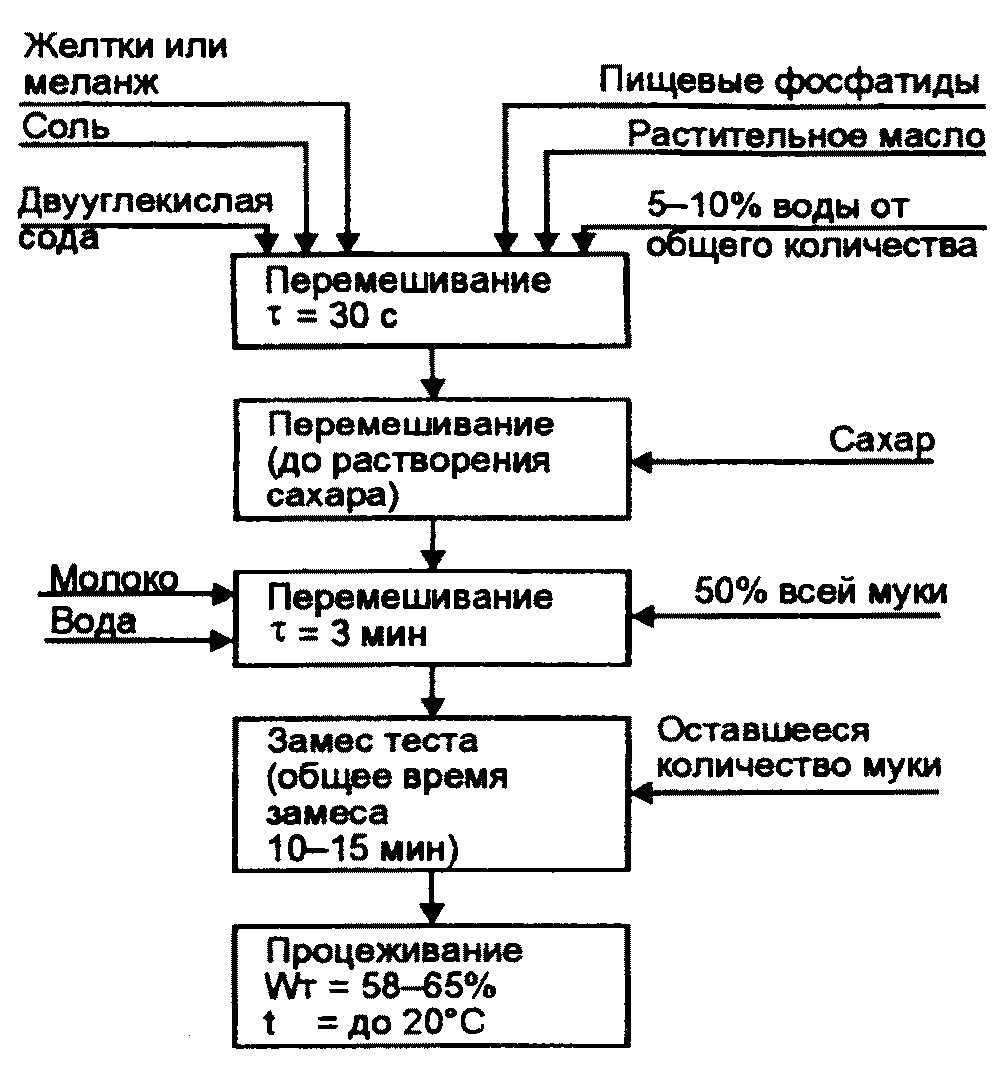
Фосфатиды можно вносить после предварительного перемешивания с маслом растительным.
Все перемешивают не более 30 с, затем загружают сахарный песок, и процесс смешивания продолжают еще несколько минут до полного растворения. Далее добавляют оставшееся количество холодной воды и молоко.
Рекомендуется применять воду с температурой 8 — 10 °C. После этого загружают половинное количество муки и перемешивают около 3 мин, затем остальную муку и замес ведут до готовности теста 10 — 15 мин, начиная с момента загрузки всей муки. Тесто процеживают через сито с диаметром ячеек 2,5 мм. Готовое тесто должно быть хорошо перемешанным и не содержать комочков. Влажность теста 58 — 65%, температура — до 20 °C.
2.2. Приготовление теста в тестомесильных машинах
непрерывного действия
Вначале готовят концентрированную и разбавленную эмульсии. Концентрированную эмульсию приготавливают в эмульсаторе периодического действия или в сбивальной машине следующим образом: в эмульсатор последовательно загружают желток или меланж, растительное масло, пищевые фосфатиды, двууглекислую соду, соль и перемешивают 30 — 50 с. К полученной смеси добавляют примерно 5% воды от общего количества, идущего на замес теста, и перемешивают еще 5 мин. Приготовленную эмульсию процеживают через сито с диаметром ячеек 2,5 мм. Концентрированную эмульсию приготавливают два-три раза в смену. При периодическом приготовлении разбавленной эмульсии концентрированную эмульсию разбавляют в эмульсаторе оставшимся количеством воды.
При непрерывном способе получение разбавленной эмульсии происходит следующим образом: концентрированная эмульсия непрерывно транспортируется насосом в гомогенизатор, сюда же поступает вода, происходит смешивание компонентов и образование разбавленной эмульсии.
Тесто замешивают в двухсекционной месилке, состоящей из камеры предварительного смешивания и помадосбивальной машины. Кроме того, непрерывный замес теста можно осуществлять в вибросмесителе или винтовом смесителе.
В тестомесильную машину непрерывного действия непрерывно поступают мука и разбавленная эмульсия в строго установленных соотношениях согласно рецептуре. Готовое тесто процеживают через сито с диаметром ячеек 2 — 3 мм.
Температура готового теста должна быть не выше 20 °C, влажность 58 — 65%.
2.3. Приготовление вафельного теста из муки с повышенным
содержанием клейковины
Технология предусматривает использование патоки или протеолитического ферментного препарата Протосубтилина Г20Х (по ТУ 59.02.11.78) с протеолитической активностью ПС/70 ед./г при выработке вафельных листов из муки с повышенным содержанием сырой клейковины (более 33%).
Технологическая схема процесса приготовления теста
в тестомесильных машинах непрерывного действия
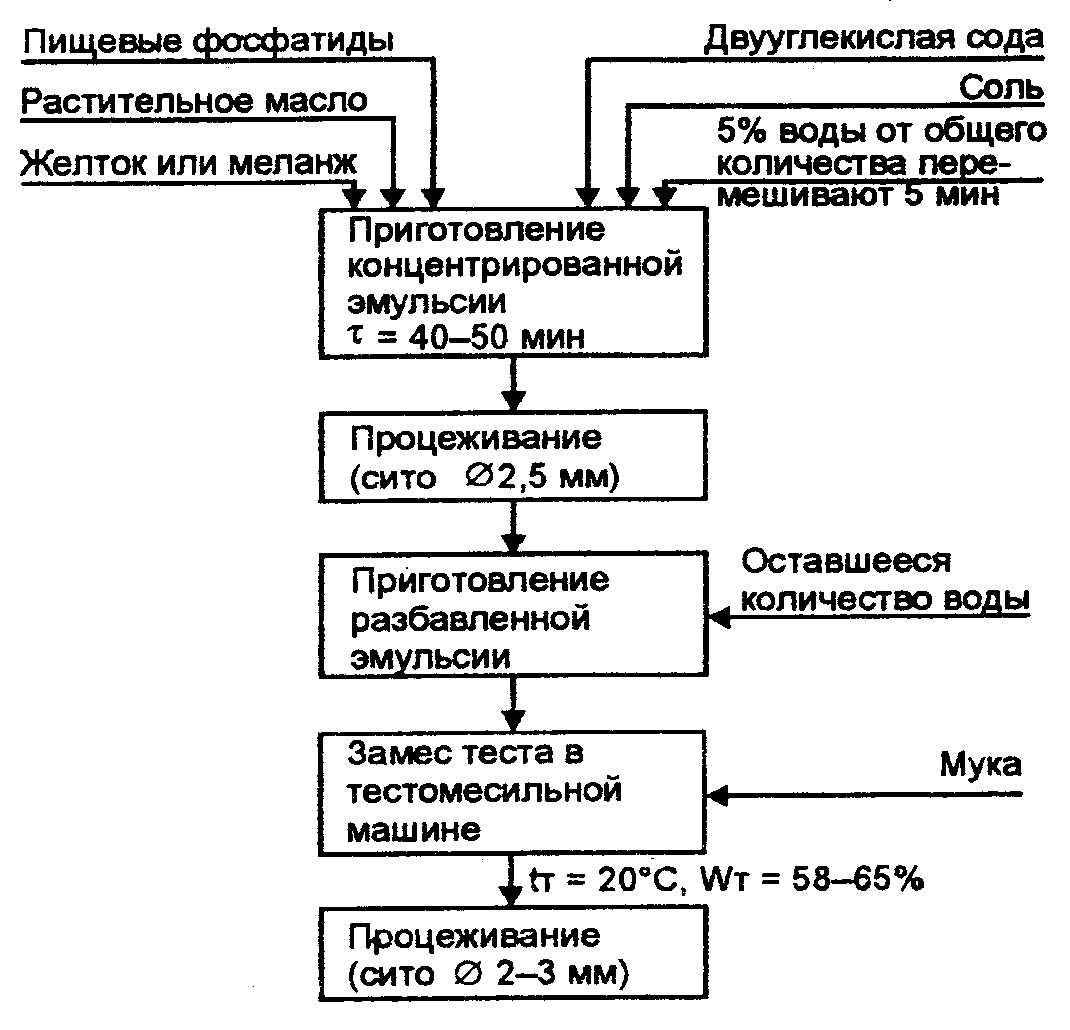
Протосубтилин Г20Х предварительно растворяют в воде при соотношении 1:10. Вначале навеску ферментного препарата смешивают с небольшим количеством воды с температурой не более 40 °C до получения гомогенной массы, затем постепенно добавляют воду до необходимого объема.
Расход воды на приготовление вафельного теста уменьшает соответствующее количество воды, вносимое с раствором ферментного препарата.
Расход сухих веществ муки по рецептуре уменьшается на соответствующее количество сухих веществ, вносимых с патокой или ферментным препаратом Протосубтилином Г20Х.
Замес теста осуществляют в тестомесильных машинах периодического или непрерывного действия.
При приготовлении теста в машину периодического действия последовательно загружают все сырье, предусмотренное рецептурой, кроме муки, а также патоку в количестве 0,3 — 1,0% или Протосубтилин Г20Х в количестве 0,01 — 0,03% к массе муки в зависимости от свойств муки.
Все перемешивают в течение 30 с, затем загружают половинное количество муки, сбивают 3 мин, вносят остальную муку и замес ведут до готовности в течение 10 — 15 мин, считая с момента загрузки всей муки. Тесто процеживают через сито с диаметром ячеек 2,5 мм.
При непрерывном способе приготовления вафельного теста патоку в количестве 0,3 — 1,0% или Протосубтилин Г20Х в количестве 0,01 — 0,03% к массе муки вносят в эмульсатор при приготовлении концентрированной эмульсии.
Приготовление концентрированной эмульсии, ее разбавление и замес теста далее осуществляют согласно действующей технологической инструкции по п. п. 2.2 и 2.3.
2.4. Приготовление теста для вафель без начинки
При замесе теста для вафель без начинки (типа «Динамо») в месильную машину загружают последовательно:
1) воду с температурой 8 — 10 °C;
2) сахар;
3) муку — 1/3 от общего количества;
4) соду.
Смесь перемешивают 2 — 3 мин, затем добавляют желтки и сбивают еще 10 — 12 мин, после чего загружают жир в растопленном виде с температурой 37 °C, остальную воду и ароматизаторы и продолжают сбивать еще 5 — 8 мин. Температура теста должна быть не выше 22 °C.
Готовое тесто должно быть равномерно перемешанным и без комков. Тесто передают на формовку и выпечку. Влажность готового теста 42 — 44%.
Технологическая схема процесса приготовления вафель
без начинки типа «Динамо»
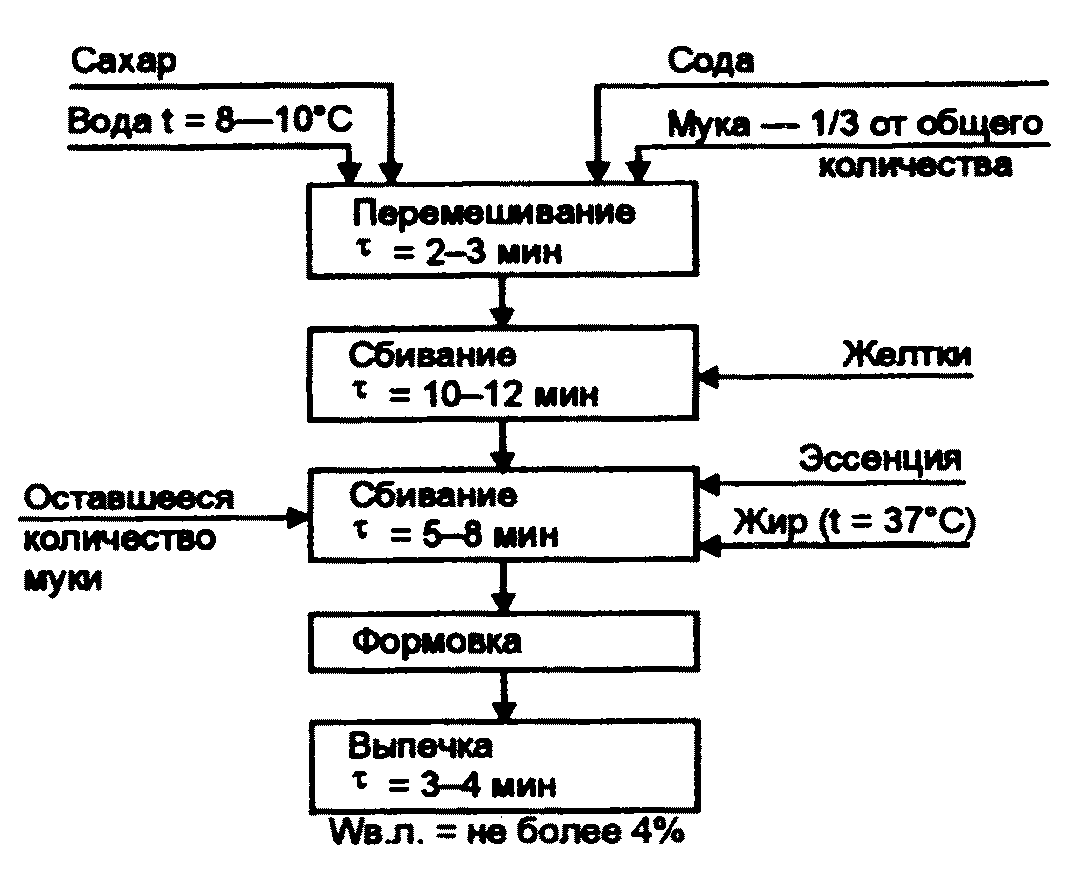
3. ПРИГОТОВЛЕНИЕ ВАФЕЛЬНЫХ ЛИСТОВ
Готовое тесто подают в приемный бачок печи. Из него тесто автоматически при помощи насоса через разливочную трубку дозируется на поверхность формы или наливается вручную. Тесто на поверхности формы прижимают второй плитой автоматически или вручную и выпекают.
Плиты могут быть гладкими, фигурными или гравированными, благодаря чему вафельный лист приобретает соответствующий рисунок.
Процесс выпечки вафельных листов вследствие большой поверхности выпаривания и небольшой толщины изделия происходит от 2 до 4 мин.
Избыток теста, вытекающий через края формы, и выпеченные листы снимают с форм автоматически или вручную. Вафельные листы выпекают в печах различных конструкций — электрических, газовых. Влажность вафельных листов сразу после выпечки 1,5 — 3%, а при хранении — не более 1,5%.
Продолжительность выпечки вафель без начинки (типа «Динамо») 2 — 4 мин, влажность не более 4,0%. Формы печей должны быть прогреты до заполнения их тестом и периодически смазываться воском или парафином. В случае сильного прилипания вафельных листов к формам их необходимо подогреть до температуры плавления воска или парафина, затем смазать все формы воском или парафином, после чего каждую форму отдельно вытереть.
Такая операция проводится два-три раза. После этого печь требуется немного прожечь при низкой температуре, а затем подогреть и начать выпекать листы. При пуске вновь смонтированной вафельной печи перед выпечкой печь подогревают, снимают смазку с поверхности печи и затем обрабатывают, как указано выше.
Выпеченные листы охлаждают каждый в отдельности на транспортере в течение 1 — 2 мин до температуры помещения или выстаивают в сушилке при относительной влажности воздуха 29 — 30% и температуре 50 — 52 °C в течение 8 — 10 ч в том случае, когда листы уложены в стопы и заготавливаются впрок.
Наиболее рациональным методом выстойки листов следует признать охлаждение каждого листа в отдельности, так как при этом способе устраняется возможность коробления листов и создаются условия для оптимизации производства вафель.
При отсутствии условий для охлаждения одиночных листов вафельные листы намазывают непосредственно после выпечки.
Технологическая схема процесса приготовления
вафельных листов
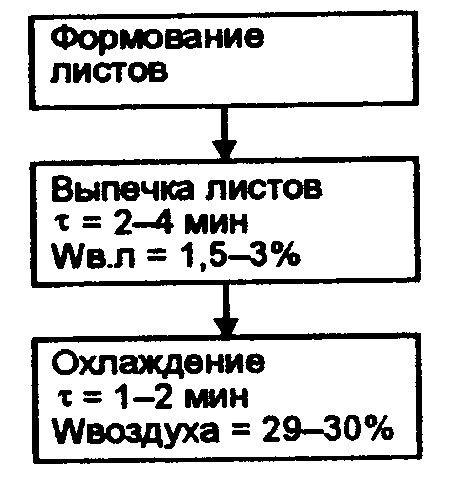
4. ПРИГОТОВЛЕНИЕ НАЧИНОК
4.1. Приготовление жировой начинки периодическим способом
Начинка приготавливается в машине периодического действия с различным числом оборотов лопастей (около 70 — 100 в минуту).
Отвешенное сырье согласно рецептуре загружают в месильную машину в следующей последовательности.
Сначала загружают крошку, предварительно полученную измельчением отходов на волчках, бегунах и трехвалковой или пятивалковой мельнице. Затем загружают примерно 85% жира от общего веса и все количество сахарной пудры, каждый раз перемешивая. Для уменьшения комкования сахарной пудры при добавлении раствора лимонной кислоты и эссенции их добавляют к густой массе: вначале раствор лимонной кислоты, который приготавливается из 10 весовых частей лимонной кислоты и 8 весовых частей горячей воды, а затем эссенцию. В последнюю очередь для получения нужной вязкости начинки загружают оставшееся количество жира в расплавленном состоянии и сбивают до готовности. Общая продолжительность сбивания 18 мин.
Полностью избежать комкования сахарной пудры в процессе приготовления начинки можно в том случае, если готовить предварительно эмульсию из лимонной кислоты, эссенции, фосфатидов и около 2% жира от общего количества, идущего на приготовление начинки. Эмульсия готовится так: фосфатиды растворяют в жире, затем добавляют эссенцию, перемешивают, затем в три-четыре приема воду, каждый раз перемешивая. В последнюю очередь добавляют кристаллическую лимонную кислоту. Эмульсию процеживают через сито с диаметром ячеек 2 мм. При замесе начинки на эмульсии сырье загружают в месилку в любой удобной для производства последовательности.
Технологическая схема процесса приготовления жировой
начинки в месильной машине периодического действия
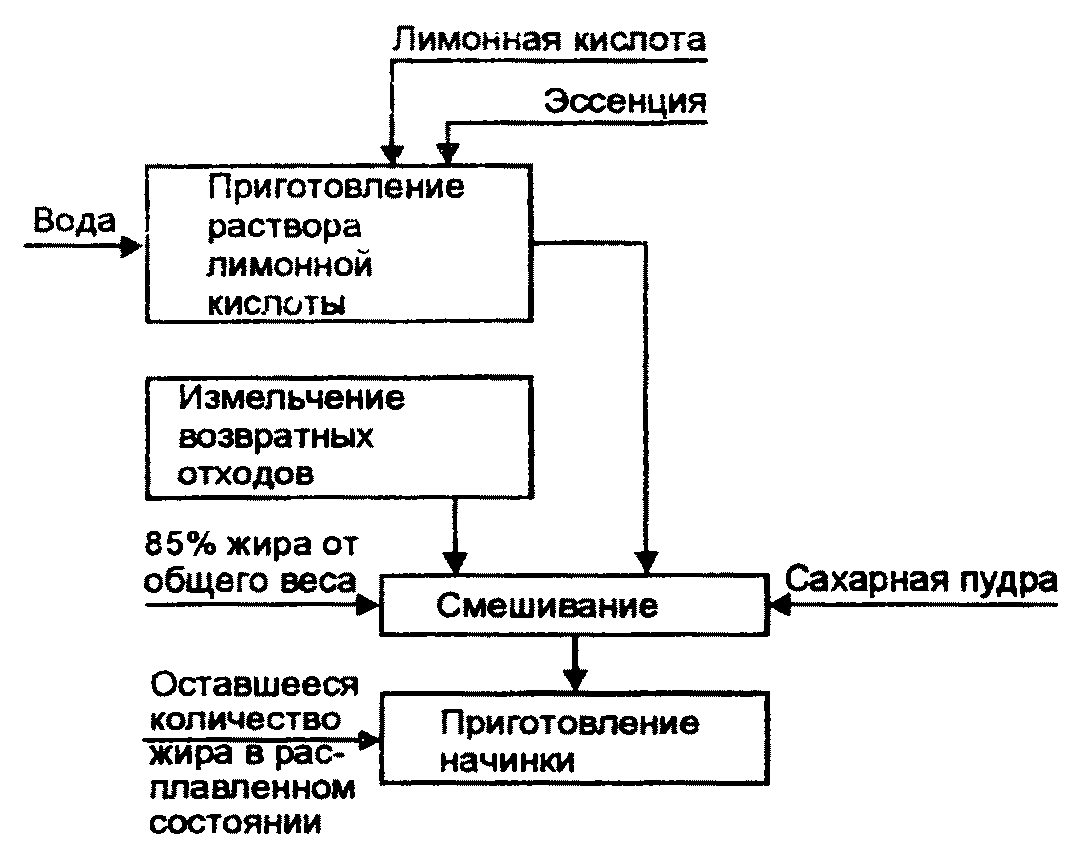
4.2. Приготовление жировой начинки непрерывным способом
Для непрерывного замеса начинки используется машина с Z-образными лопастями для приготовления рецептурной смеси, аппарат ТОМ для охлаждения жира, вибросмеситель для приготовления начинки.
Жир с температурой около 40 °C шестеренчатым насосом-дозатором подается в охладитель ТОМ, где охлаждается до температуры 20 — 23 °C.
Ввиду того, что сахарную пудру дозировать трудно, дозируется сахарный песок дозатором турникетного типа. Отдозированный сахарный песок поступает в дробилку, из нее по трубам непрерывно в вибросмеситель.
В смеситель непрерывного действия поступают отдозированные сахарная пудра, жир, рецептурная смесь. Смесь готовится из измельченных вафельных отходов, какао-порошка, сухого молока, эмульсии и жира до 30% от общего количества и дозируется шнеком.
Все компоненты берутся согласно рецептуре. Готовая начинка на выходе из вибросмесителя подается насосом в промежуточную емкость, оттуда самотеком в воронку намазывающей машины. Температура начинки должна быть не выше 31 °C. Продолжительность приготовления начинки в смесителе 15 — 20 мин.
Технологическая схема процесса приготовления жировой
начинки в месильной машине непрерывного действия
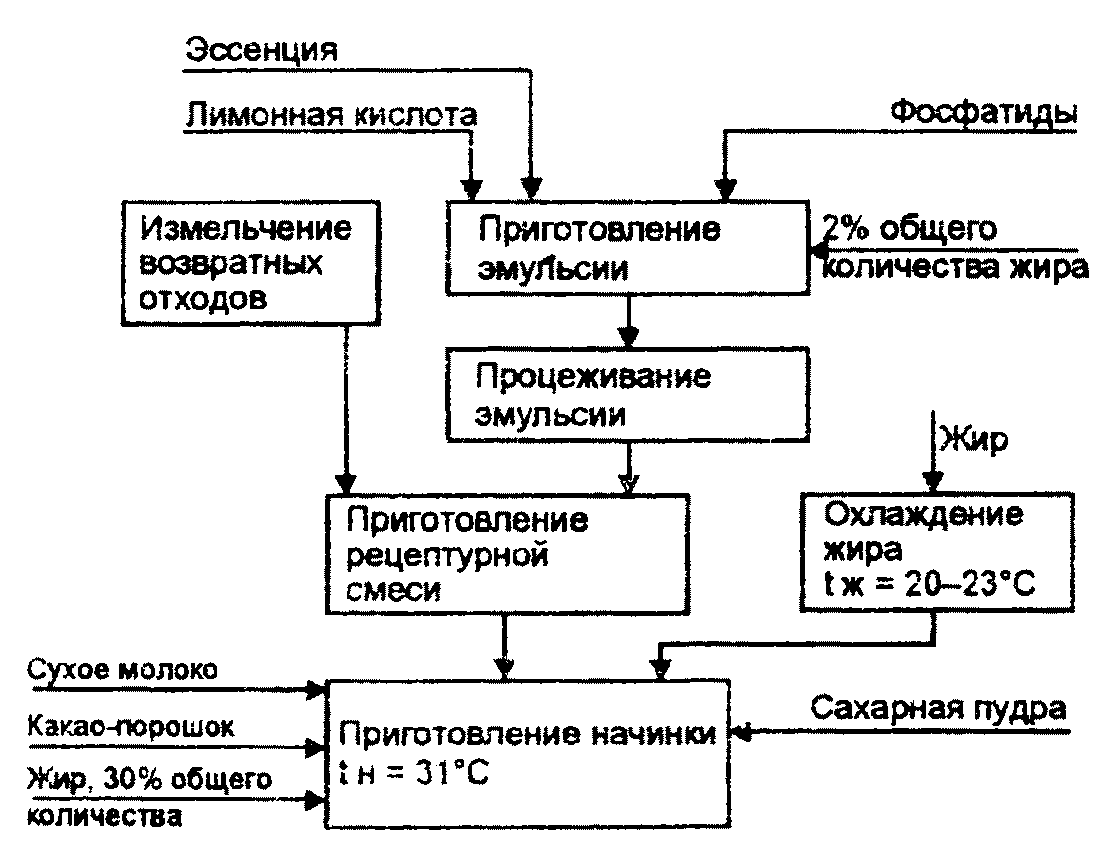
4.3. Приготовление жировой начинки с использованием сухой
творожной сыворотки
Сухая творожная сыворотка (ТУ 49-600-81) вводится вместе с остальными компонентами на стадии приготовления рецептурной смеси для начинки в количестве 5% (по сухим веществам взамен сахара).
При этом рецептурное количество лимонной кислоты уменьшается на 30%.
4.4. Приготовление пралиновой и ореховой начинок
Обжаренные ядра измельчают с сахаром на бегунах в течение 30 — 40 мин, затем полученная масса один раз подвергается измельчению на пятивалковых или трехвалковых мельницах. При получении ореховой начинки массу загружают в месилку с Z-образными лопастями, добавляют жир, сахарную пудру и другие компоненты согласно рецептуре и перемешивают до получения однородной массы.
При получении пралиновой начинки массу после измельчения загружают в смеситель и разводят необходимым количеством масла какао. Масло какао добавляют при температуре около 60 °C, после чего массу вымешивают при температуре около 50 °C в течение 15 — 30 мин.
За 15 мин до конца вымешивания добавляют эссенцию. Готовую начинку процеживают через сито с диаметром ячеек 3 мм.
Технологическая схема приготовления пралиновой начинки
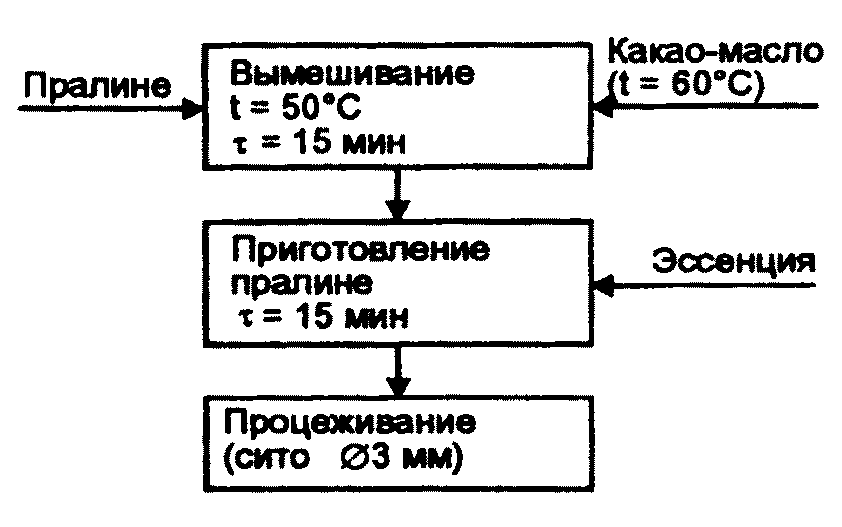
Технологическая схема процесса приготовления ореховой
начинки
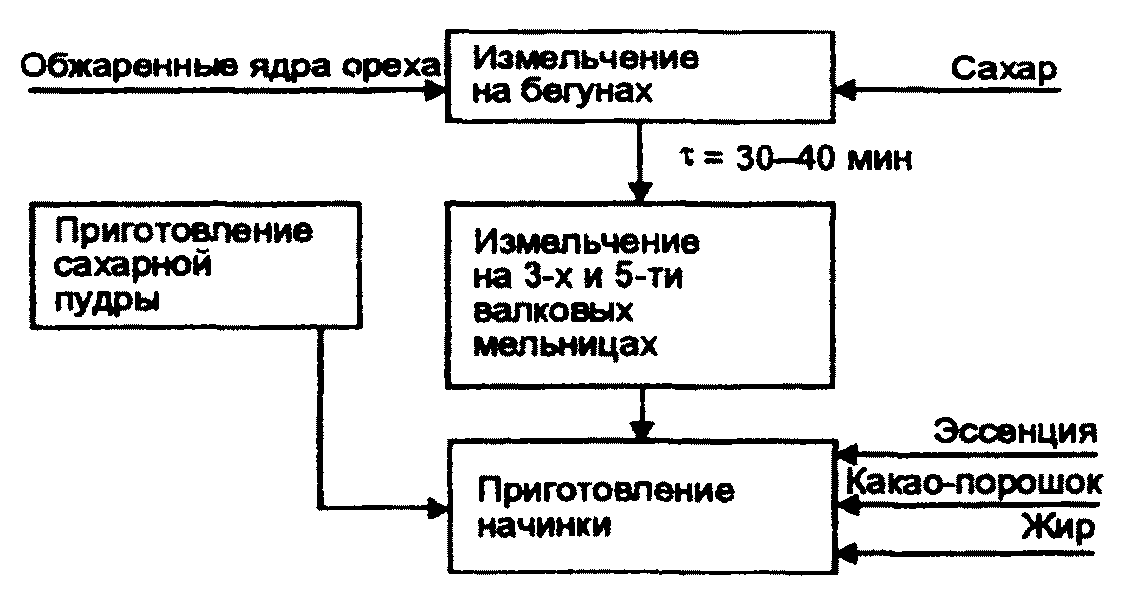
4.5. Приготовление фруктовой начинки
В микс-месилку с рубашкой загружают половинное количество подварки, подогретой в открытом варочном котле до 90 — 100 °C, и остальное количество холодной подварки, инвертный сироп, лимонную кислоту и другое сырье, кроме сахара. Все перемешивают до образования однородной смеси. Микс-месилка при этом обогревается. Затем добавляют в три-четыре приема сахарную пудру. После добавления каждой порции пудры массу перешивают, а месилку обогревают паром при давлении 1 — 2 атм. или горячей водой с температурой около 90 °C, чтобы масса имела температуру 70 — 90 °C.
Затем через рубашку пропускают холодную воду и смесь охлаждают до 50 °C. После этого добавляют измельченные отходы вафель и перемешивают до тех пор, пока получится однородная начинка. Общая продолжительность перемешивания — около 30 мин. Влажность начинки 11,0 +/- 2,0%.
Отходы вафель подвергают следующей обработке: обрезки или ломаные вафли перемешивают с фруктовой подваркой в соотношении 1:1, затем массу пропускают для измельчения через волчок-мясорубку.
Практикуется другой способ приготовления фруктовой начинки. В смеситель с обогревом загружают пюре в количестве 4/5 от общего количества и весь сахар, полагающийся по рецептуре. Смесь перемешивают в течение 5 — 10 мин и передают в вакуум-аппарат. Масса уваривается до влажности 14 — 17%, подается в температурную машину, смешивается с отходами вафель, охлаждается до температуры 30 — 32 °C.
Технологическая схема процесса приготовления фруктовой
начинки
I способ
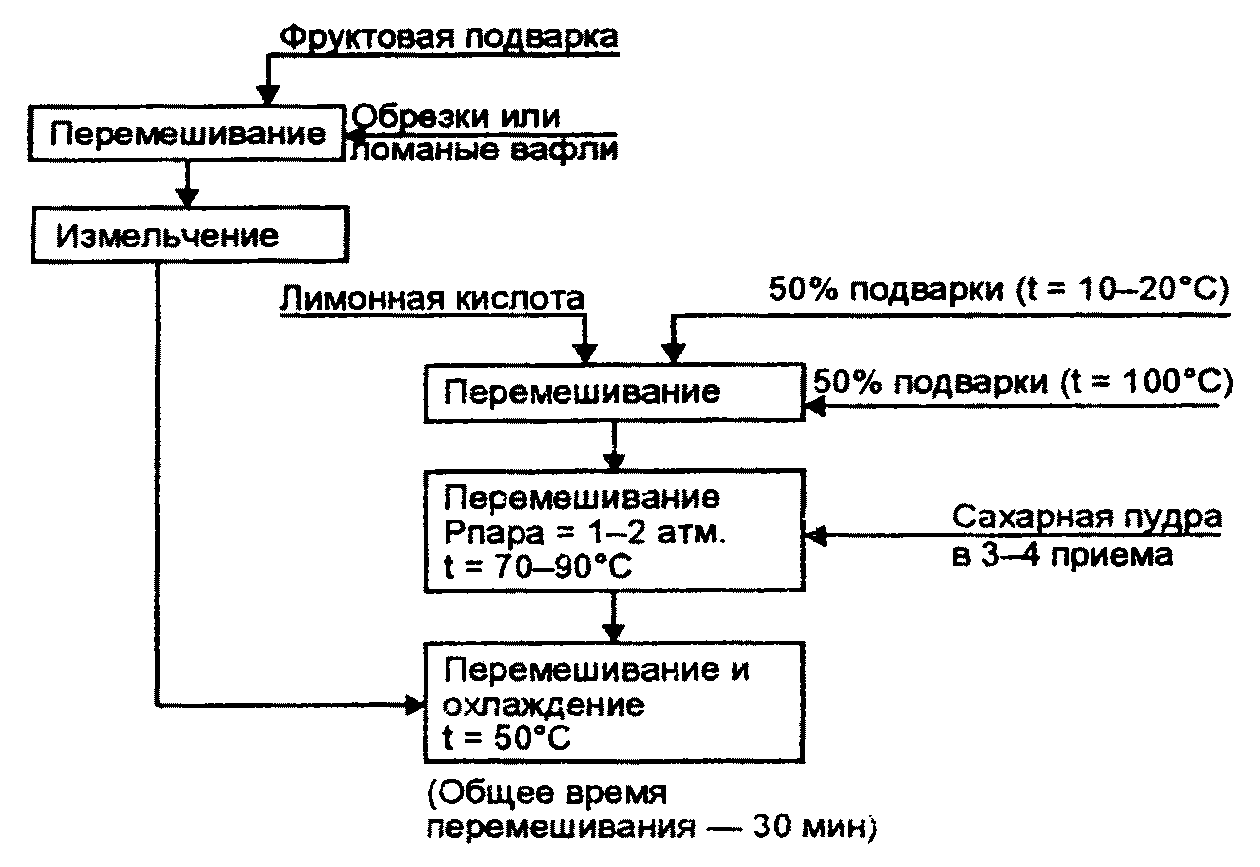
Технологическая схема процесса приготовления фруктовой
начинки
II способ
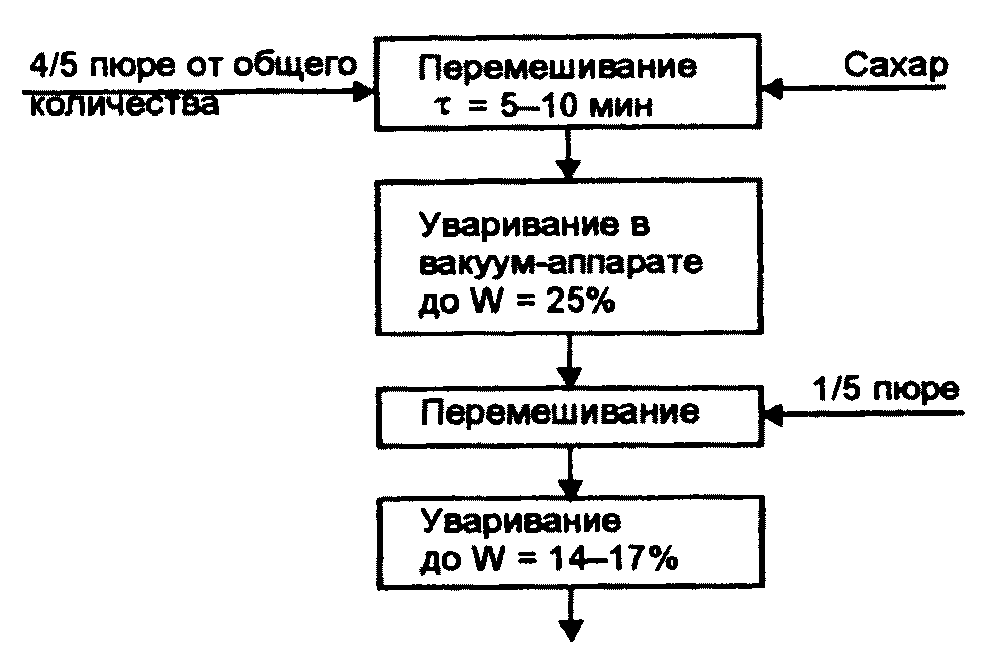
4.6. Приготовление помадной начинки
Фосфатиды растворяют в жире в соотношении 1:4 и к смеси добавляют остальное количество жира, подогретого до 30 °C. Все перемешивается вручную в микс-месилке. В гончурку загружают сорбит, помещают на электроплитку или на газовую плиту и плавят. К расплавленному сорбиту при непрерывном перемешивании добавляют молочную помаду в соотношении примерно 1:2. В микс-месилку загружают заранее приготовленную смесь сорбита с помадой и к ней постепенно при перемешивании добавляют остальное количество помады.
Продолжительность перемешивания после добавления всей помады около 10 мин. Затем постепенно в три-четыре приема добавляют в месилку заранее подготовленную смесь из фосфатидов и жира.
После добавления каждой порции смеси из фосфатидов и жира перемешивание ведут в течение 3 — 5 мин до получения однородной массы.
Готовая помадная начинка должна иметь температуру 40 — 50 °C.
Влажность начинки 7,35 +/- 2,0%.
Технологическая схема процесса приготовления помадной
начинки
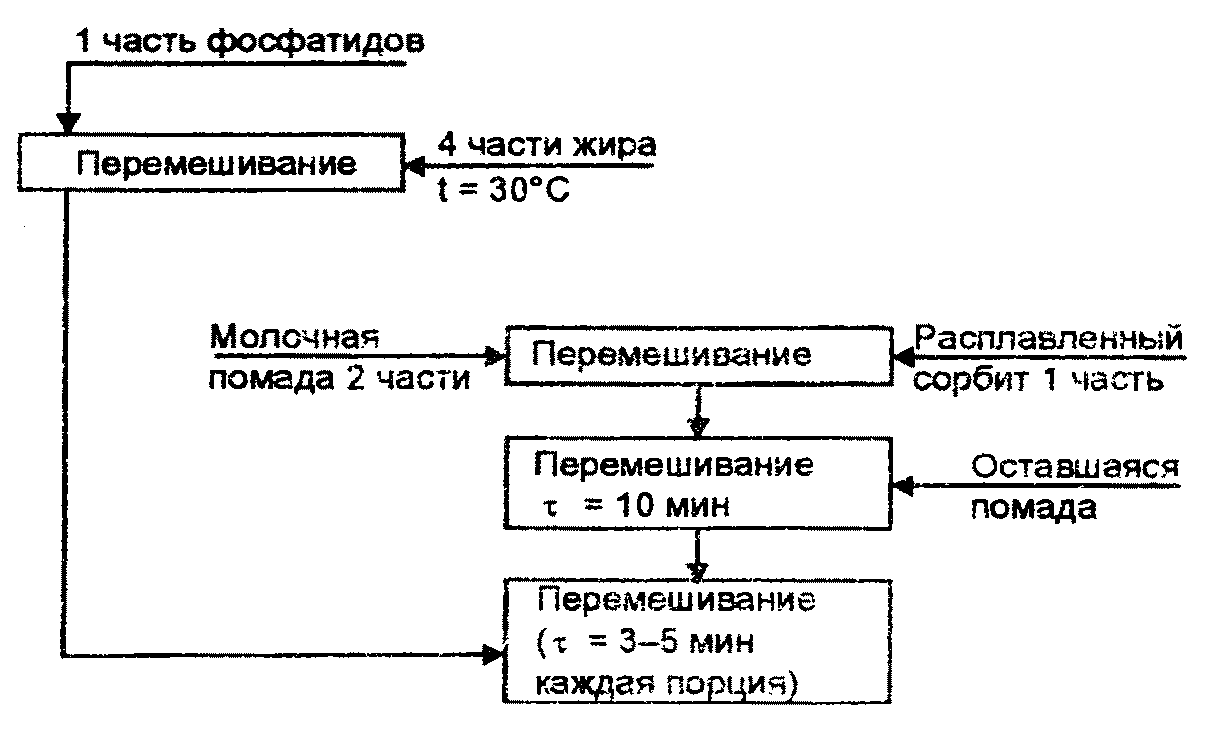
5. ФОРМОВАНИЕ ПЛАСТА
Выпеченные вафельные листы поступают на намазывающую машину.
Намазывающая машина — одноголовочная или двухголовочная — имеет ленточный транспортер и валковый намазывающий механизм.
Валковый намазывающий механизм состоит из трех валков. Два валка захватывают начинку из воронки. Один из них передает начинку ровным слоем на поверхность третьего валка. С него начинка в виде ленты снимается ножом или проволокой и наносится на поверхность движущихся вафельных листов.
Начинку можно также намазывать на намазывающей машине «Ногема» с подвижной кареткой. Основным рабочим органом машины является ленточный прессующий транспортер.
Вафельные листы вручную укладывают на транспортер один за другим длинной стороной поперек транспортера. Транспортер проходит под лентой с прямоугольным окном. После подхода листа к окну транспортер останавливается и прижимается к нижней поверхности плиты. Вафельный лист при этом прижимается к краям окна. В это время над окном с верхней стороны плиты движется каретка с бункером, наполненным начинкой. Проходя над окном, он оставляет слой начинки на верхней поверхности листа. По мере выхода намазанных листов из-под каретки работница складывает их в несколько слоев и полученный многослойный пласт накрывает чистым листом. Так образуется вафельный пласт, состоящий из нескольких слоев начинки и вафельных листов.
Далее пласт проходит под прессующим транспортером.
При изготовлении фигурных вафель с начинками («Ракушек», «Орешков», «Миндальных» и др.) края вафельного листа смазывают крахмальным клейстером, в углубления фигур отсаживают начинку при помощи шприцевального мешка и покрывают вторым слоем, также смазанным крахмальным клейстером.
6. ОХЛАЖДЕНИЕ И РЕЗКА ВАФЕЛЬ
Прослоенные жировой начинкой пласты выстаивают в стопах до 4 ч при температуре окружающего воздуха в помещении или в холодильной камере по одному пласту от 15 до 4 мин при температуре воздуха соответственно от 12 до 4 °C и скорости воздуха соответственно от 1 до 6 м/с. Пласты, прослоенные фруктовой и помадной начинками, выдерживают в холодильной камере при температуре воздуха 10 — 2 °C, скорости воздуха от 1 до 6 м/с в течение 25 — 8 мин соответственно.
Охлаждать пласты следует до момента получения прочного пласта, когда из него при нажатии начинка не выдавливается. Переохлаждать пласты не следует, так как это приводит к отделению листа от начинки, что затрудняет резку. При недостаточном охлаждении начинка при резке выдавливается из пласта. Готовые пласты разрезают на резальных машинах с помощью струн или циркулярных пил.
Разрезанные вафли укладывают в короба или завертывают в пачки сразу после резки, иначе будет наблюдаться расслаивание вафель.
Формовку фигурных вафель («Ракушек», «Орешков», «Миндальных» и др.) производят следующим образом: готовые склеенные листы вырубают с помощью ручного штампа.
7. УПАКОВКА И ХРАНЕНИЕ
Расфасовка и хранение осуществляются согласно ГОСТу 14032 «Вафли. Общие технические условия» и соответствующему разделу настоящих технологических инструкций.
ПРОИЗВОДСТВО ТОРТОВ И ПИРОЖНЫХ
1. Выпеченные полуфабрикаты
Технологический процесс приготовления бисквитного полуфабриката состоит из следующих стадий.
1.1. Приготовление теста.
1.2. Формование.
1.3. Выпечка.
1.4. Выстаивание.
1.1. Приготовление теста
Приготовление теста традиционным способом
В сбивальной машине сбивают меланж с сахарным песком в течение 25 — 45 мин без подогрева. Для ускорения процесса сбивания возможно осуществлять предварительный подогрев смеси меланжа с сахаром до 40 °C.
Готовая масса должна увеличиваться в объеме в 2,5 — 3,0 раза, быть светло-желтого цвета и иметь пышную консистенцию.
К готовой массе добавляют муку и эссенцию и перемешивают не более 15 с. Температура теста 25 — 38 °C.
Для приготовления масляного бисквита к взбитой массе меланжа с сахаром добавляют сливочное масло, подогретое до 30 °C, перемешивают в течение 1 мин и затем добавляют муку и эссенцию и перемешивают как обычно.
При приготовлении бисквита с какао или орехами последние в обжаренном виде предварительно измельчают на вальцовке или дробят в крупку и добавляют вместе с мукой.
При приготовлении бисквита с водой смешивают меланж, сахар, ванильную пудру, аммоний и воду и сбивают 20 мин. Затем добавляют муку и крахмал и замешивают обычным путем.
Приготовление теста под давлением
В герметически закрытой сбивальной машине сбивают смесь меланжа с сахаром под постоянным давлением 0,5 — 1,5 атм. в зависимости от конструкции машины от 14 до 8 мин соответственно.
Затем снимают давление. Готовая масса должна увеличиться в объеме в 2,5 — 3,0 раза, стать светло-желтого цвета и иметь пышную консистенцию.
К готовой массе добавляют муку и эссенцию и сбивают без давления 15 с.
Готовое тесто независимо от рецептуры и способа сбивания должно быть пышным, равномерно перемешанным, без комочков и иметь следующие показатели:
влажность теста 36 — 38%;
температура теста 20 — 25 °C;
плотность теста 0,45 — 0,50 г/см3.
Приготовление теста для молочного бисквита
Бисквитное тесто с ПАВ (поверхностно-активные вещества) и СОМ (сухое обезжиренное молоко) можно готовить порционно с использованием вертикально-сбивальных машин системы Карпенко или МВ-60 при атмосферном давлении и машин ХВА при избыточном давлении, а также непрерывно с использованием станции ШТН
Тесто готовится в две стадии.
1. Сбивание яично-сахарной смеси с разведенными в воде ПАВ.
2. Смешивание с мукой и молочными продуктами.
Приготовление теста в одну стадию осуществляют одновременным сбиванием всех компонентов рецептуры.
Двухфазный способ приготовления теста в машинах Карпенко
и МВ-60
В сбивальную машину вносят меланж, сахар и раствор ПАВ и сбивают при частоте вращения венчика 240 — 300 об/мин в течение 6 +/- 1 мин. В конце сбивания добавляют эссенцию. Готовность сбитой массы определяют по увеличению первоначального объема в  раза, по полному растворению сахара до исчезновения кристаллов. В сбитую массу при уменьшенной частоте вращения венчика добавляют муку, перемешивают 15 +/- 5 с, затем вносят СОМ и дополнительно перемешивают еще 1 мин. Возможно внесение муки, предварительно смешанной с сухим молочным продуктом. При этом смешивание сбитой массы с сухими компонентами осуществляется в течение 1 мин.
раза, по полному растворению сахара до исчезновения кристаллов. В сбитую массу при уменьшенной частоте вращения венчика добавляют муку, перемешивают 15 +/- 5 с, затем вносят СОМ и дополнительно перемешивают еще 1 мин. Возможно внесение муки, предварительно смешанной с сухим молочным продуктом. При этом смешивание сбитой массы с сухими компонентами осуществляется в течение 1 мин.
Однофазный способ приготовления теста в машинах Карпенко
и МВ-60 при атмосферном давлении
При однофазном способе приготовления бисквитного теста в емкость сбивальной машины Карпенко вносят меланж, сахар и ПАВ, разведенные в воде, перемешивают, вносят все остальное сырье (муку и сухие молочные продукты), и сбивают при скорости вращения рабочего органа (венчика) 250 — 300 об/мин в течение 6 +/- 1 мин, в машине МВ-60 при скорости 250 — 300 об/мин в течение 8 +/- 2 мин.
Приготовление теста при избыточном давлении в машинах ХВА
традиционным способом
Тесто при избыточном давлении готовится в одну или две стадии.
Приготовление теста двухфазным способом
В машину загружают предусмотренные рецептурой меланж, сахар-песок и растворенные в воде ПАВ и под давлением 1,0 +/- 0,2 атм.  массу сбивают 3 +/- 1 мин. Сбивание производят до получения пышной, пенообразной массы без включений нерастворенного сахара.
массу сбивают 3 +/- 1 мин. Сбивание производят до получения пышной, пенообразной массы без включений нерастворенного сахара.
Затем при снятом давлении воздуха в машину вносят эссенцию, муку, сухие молочные продукты и замешивают тесто в течение 1 мин.
Приготовление теста при избыточном давлении однофазным
способом
В емкость сбивальной машины ХВА вносят меланж, сахар-песок, раствор ПАВ и эссенцию, перемешивают и вносят муку и сухие молочные продукты. Закрывают машину и подают в нее избыточное давление 1,0 +/- 0,2 атм. Затем включают машину и сбивают смесь всего сырья в течение 5 +/- 1 мин. Готовность теста определяют по увеличению объема в 2,5 — 3,0 раза и исчезновению кристаллов сахара.
Независимо от способа производства тесто должно быть равномерно перемешанным.
Влажность теста 40 +/- 3%.
Плотность 0,45 — 0,50 г/см3.
Температура 20 — 25 °C.
Приготовление бисквитного теста с маргарином на станции
непрерывного действия
Бисквитное тесто готовится на станции непрерывного приготовления кондитерских масс. В емкость гомогенизатора непрерывно поступают меланж, сахар-песок, паста для сбивания, предварительно смешанная с водой, аммоний (в зависимости от качества ПАВ тесто может готовиться с применением аммония и без него). Соотношение воды с ПАВ 1,4:1,0.
Смесь компонентов поступает в нижнюю часть сбивальной машины, где происходит сбивание яично-сахарной смеси в непрерывном потоке. Далее сбитая масса поступает в смеситель для замеса с мукой, маргарином и эссенцией.
Влажность теста 37 +/- 2%.
Плотность 0,40 — 0,45 г/см3.
Температура 20 — 25 °C.
Приготовление бисквитного теста с КоПАВ-10
Бисквит готовится с применением поверхностно-активных веществ (КоПАВ-10).
В пневматическую сбивально-смесительную машину типа ЖО-БСП-5 вносят меланж, воду (8 — 10% к весу муки), поверхностно-активные вещества, эссенцию, аммоний, сахарный песок и муку.
Поверхностно-активные вещества вносят в виде 10%-ной пасты (КоПАВ-10), предварительно смешанной с водой.
В машину подают сжатый воздух под давлением до 2 атм, и массу сбивают в течение 3 — 4 мин. Готовое тесто должно увеличиться в объеме в 2,5 — 3,0 раза, быть пышным, светло-желтого цвета, равномерно перемешанным, без комочков.
Влажность теста 34 — 36%.
Плотность 0,40 — 0,45 г/см3.
Температура 20 — 25 °C.
Приготовление теста для бисквита «Буше»
В сбивальной машине сбивают предварительно охлажденные белки в течение 20 — 30 мин, желтки сбивают с сахарным песком в течение 30 — 40 мин, а затем в течение 5 — 6 с перемешивают с мукой. Сбитые белки добавляют к массе из желтков, сахара, муки и быстро перемешивают.
Готовое тесто имеет влажность 44 — 46% и должно быть равномерно перемешано, без комочков.
1.2. Формование
Традиционное бисквитное тесто с ПАВ и СОМ и тесто
с КоПАВ-10
Тесто тотчас же после приготовления должно быть разлито в формы, смазанные жиром или застланные бумагой. Формы должны быть заполнены тестом не более чем на 3/4 высоты бортов.
Тесто для рулета
На лист пергамента и подпергамента дозируют порцию бисквитного теста, размазывают ее равномерным слоем 2 — 4 мм, заготовку перекладывают на металлический лист и выпекают.
Тесто для «Буше»
Тотчас после приготовления тесто отсаживают вручную из мешков или на отсадочной машине на листы, застланные бумагой.
Тесто с маргарином
Тесто формуется в виде ленты на движущийся под печи, предварительно смазанный жиром. Толщина пласта теста 14 +/- 2 мм.
1.3. Выпечка
Выпечка бисквитного теста осуществляется в печах различного типа (туннельных, тупиковых, электрошкафах и т.д.).
Продолжительность и температура выпечки могут меняться в зависимости от влажности полуфабриката, конструкции печей, степени заполнения печи, способа формования и других факторов.
Бисквитное тесто, приготовленное обычным способом
Продолжительность выпечки:
при толщине полуфабриката 30 мм:
40 — 65 мин при температуре 190 — 200 °C;
65 — 75 мин при температуре 170 — 175 °C.
Влажность 25,0 +/- 3,0%.
При толщине полуфабриката 10 мм:
10 — 15 мин при температуре 220 — 240 °C.
Технологическая схема процесса приготовления бисквита
обычным способом
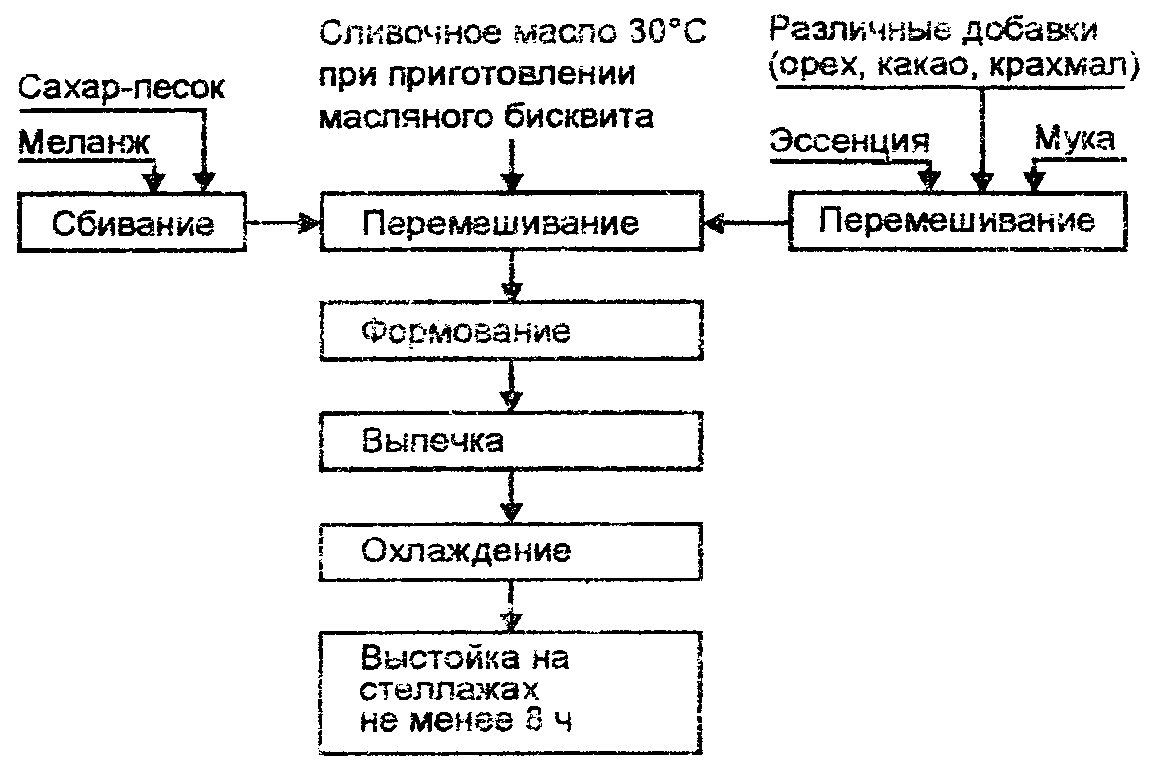
Тесто для бисквита «Буше»
Продолжительность выпечки 15 — 30 мин при температуре 190 — 210 °C.
Влажность 22,0 +/- 3,0%.
Технологическая схема процесса приготовления бисквита
круглого «Буше»
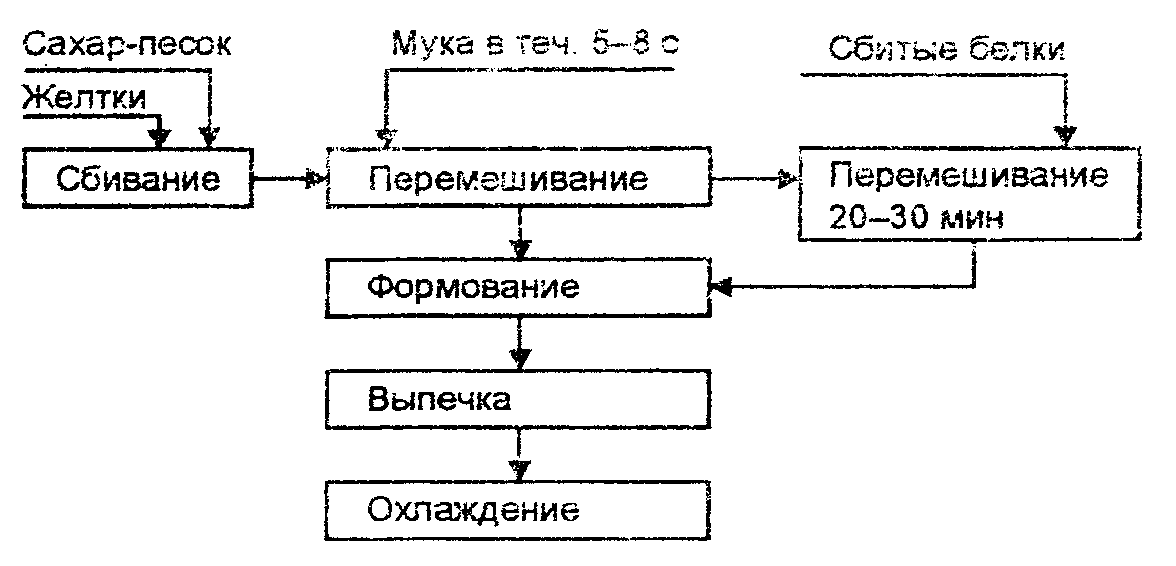
Тесто с маргарином
При толщине бисквитного теста 16 +/- 2 мм продолжительность выпечки 15 — 20 мин при температуре 160 — 230 °C.
Влажность 19 +/- 3,0%.
Технологическая схема процесса приготовления бисквита
с маргарином
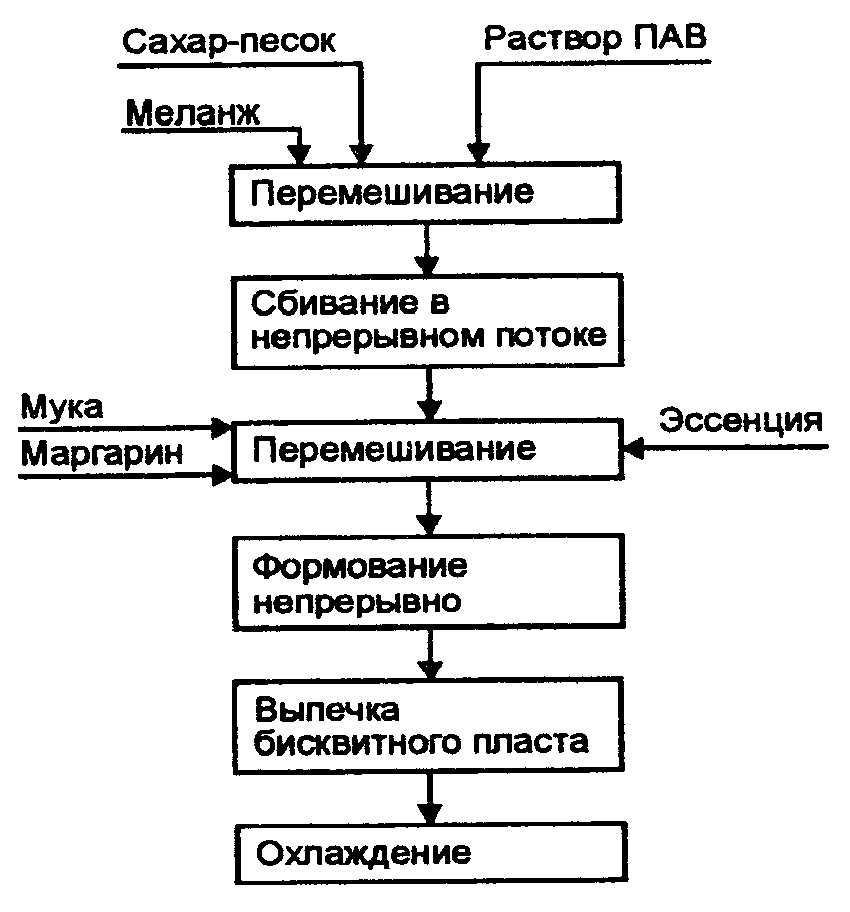
Тесто с КоПАВ
Продолжительность выпечки 23 — 25 мин при температуре 180 — 220 °C.
Влажность 22,0 +/- 3,0%.
Технологическая схема процесса приготовления бисквита
с КоПАВ-10
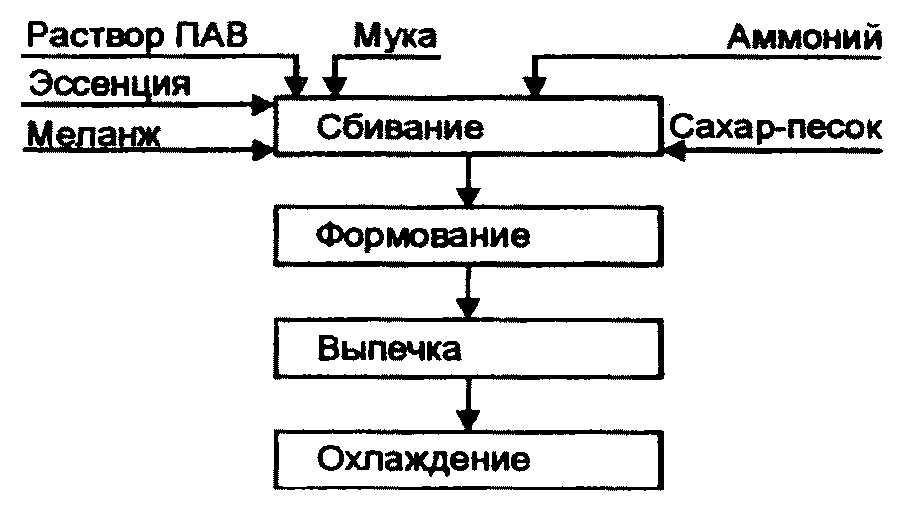
1.4. Выстаивание
Бисквит, выпеченный толщиной более 25 мм, подвергают выстаиванию не менее 8 ч.
Технологическая схема процесса приготовления молочного
бисквита
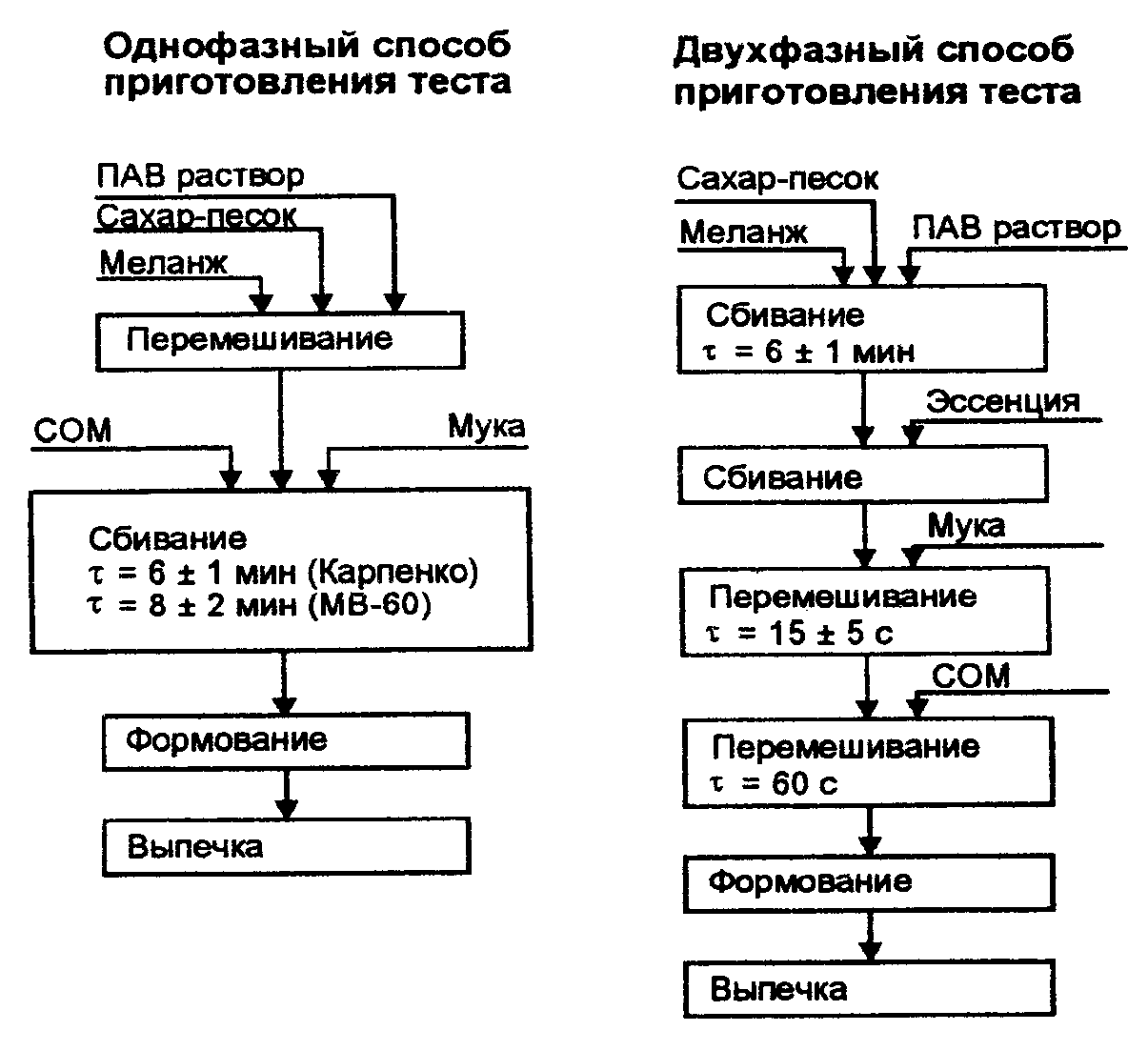
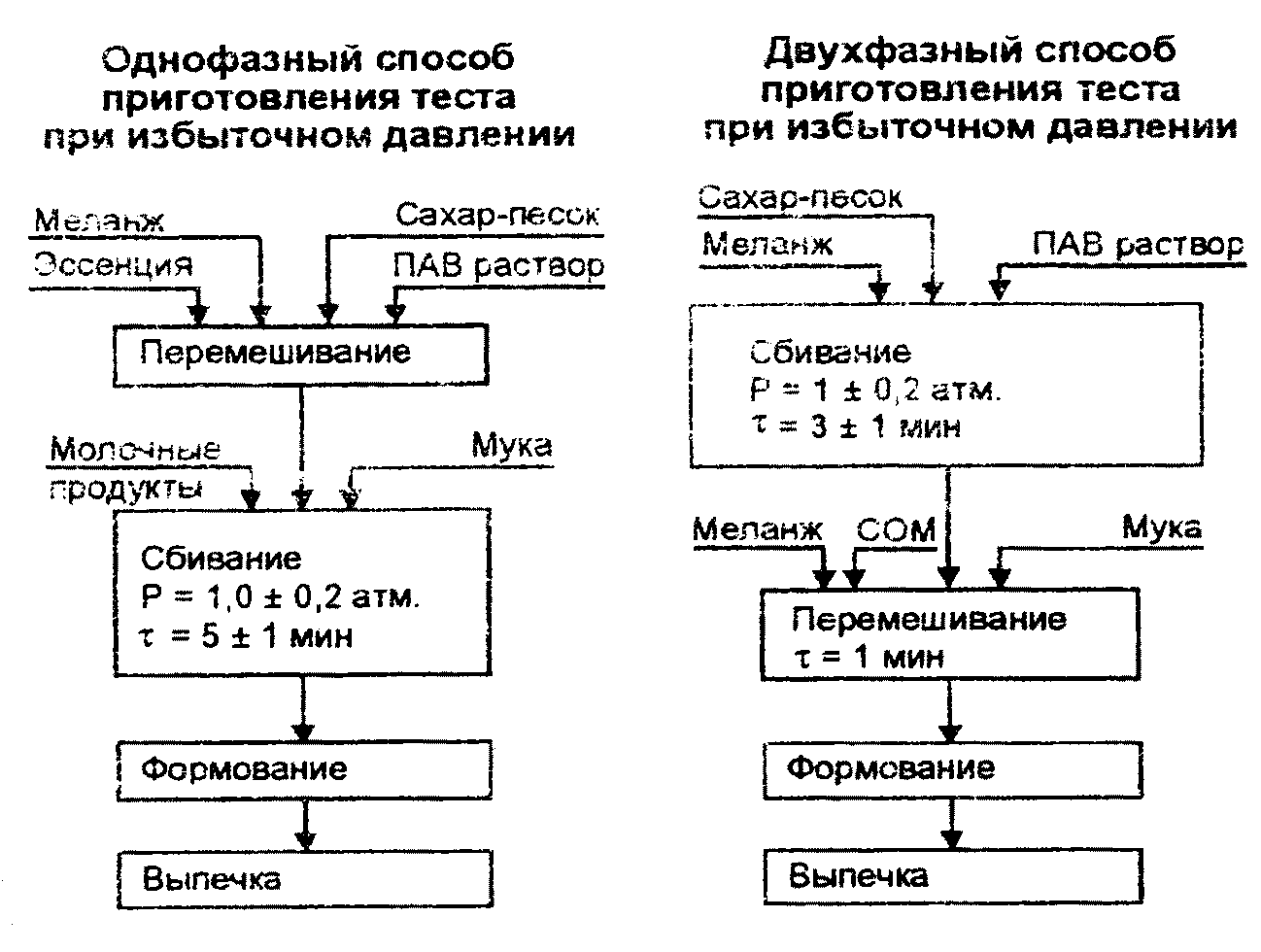
2. ПЕСОЧНЫЙ ПОЛУФАБРИКАТ
Песочный полуфабрикат готовят полумеханизированным и механизированным способами.
Технологический процесс приготовления песочного полуфабриката состоит из следующих стадий.
2.1. Приготовление теста.
2.2. Формование.
2.3. Выпечка.
2.1. Приготовление теста
Приготовление теста при полумеханизированном и механизированном способах производства независимо от способа формования теста осуществляется следующим образом.
В месильную машину загружают масло сливочное или маргарин, сахар или сироп из сорбита (для диабетических сортов на сорбите), перемешивают 15 — 30 мин и постепенно добавляют меланж, затем остальное сырье по рецептуре, кроме муки. Все перемешивают до однородной массы. В конце замеса добавляют муку и замешивают в течение 1 — 2 мин. Общая продолжительность замеса от 20 до 40 мин.
Влажность теста 18,5 — 19,5%.
Температура теста 19 — 24 °C.
2.2. Формование
Формование песочного теста осуществляется ручным, полумеханизированным или механизированным способами.
При ручном и полумеханизированном способах
Готовое тесто для тортов и нарезных пирожных разрезают на куски, раскатывают на столе или на раскаточной машине и при помощи скалки переносят на лист. Излишек теста по краям листа зачищают ножом. Тесто для тортов нарезают на отдельные части.
Тесто для корзиночек раскатывают до толщины 7 — 8 мм, раскатанный слой теста накладывают на формочку и рукой выстилают тестом дно и стенки формочки или выстилают кусочками нераскатанного теста.
Формочки с тестом выпекают на листах.
Тесто для колец и полумесяца раскатывают до толщины 6 — 7 мм, после чего штампуют вручную соответствующей выемкой.
Стол и тесто или транспортер при раскатке теста подпыливают мукой. Тесто для полумесяца раскатывают гладкой скалкой и на поверхность наносят рисунок рубчатой скалкой. Поверхность теста для колец с орехами и для сорта «Геркулес» смазывают яйцом, а затем обсыпают дробленым орехом.
При механизированном способе производства
Тесто выгружают в вагонетки и подают с помощью подъемника в воронку тестоделителя. Далее тесто порциями выкладывается на ленту транспортера, при помощи гладких валков тесто раскатывается в тонкий пласт. Толщина пласта теста регулируется в зависимости от массы заготовки.
Технологическая схема процесса приготовления песочного
полуфабриката ручным полумеханизированным
и механизированным способами
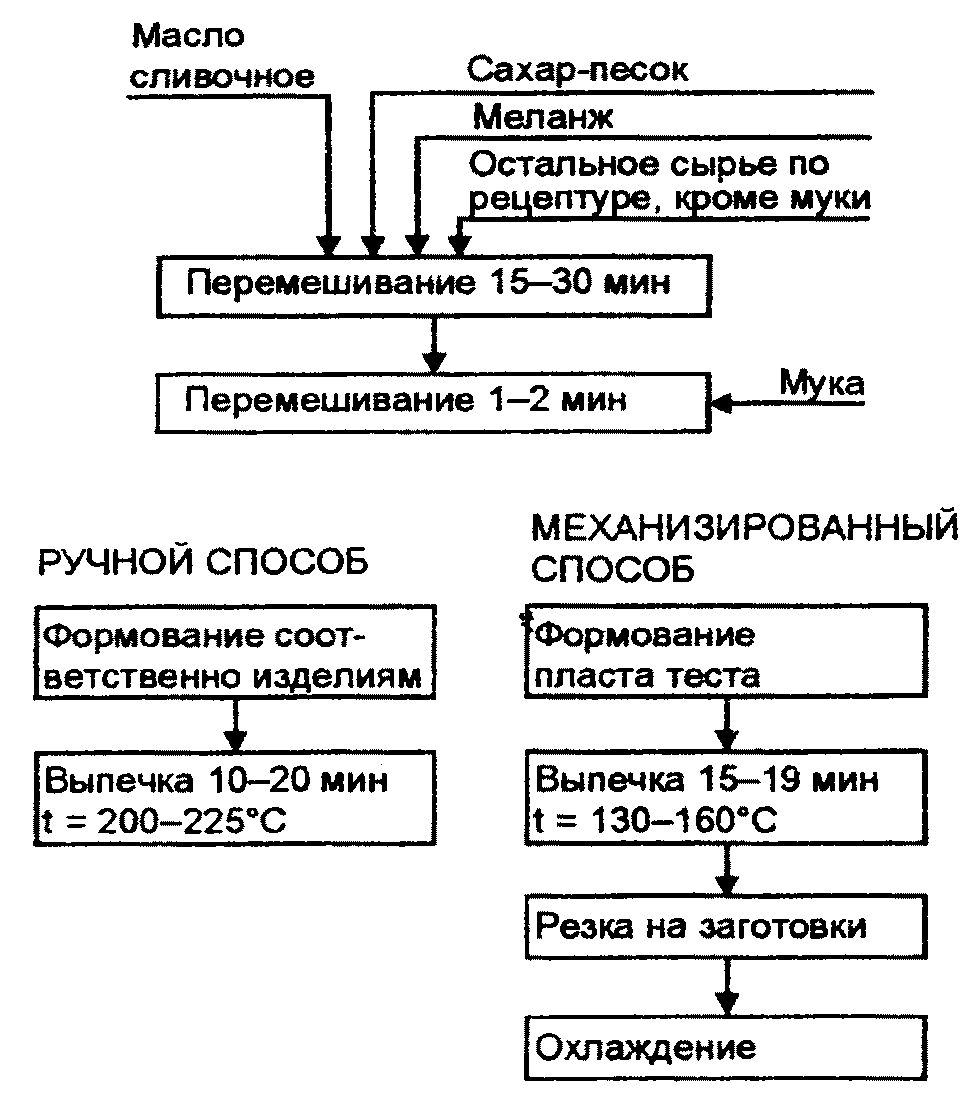
2.3. Выпечка
Выпечка при ручном и полумеханизированном способах производства песочного полуфабриката может быть осуществлена в печах различного типа: туннельного, тупикового, в электрошкафах и т.д. Выпечку осуществляют при температуре 200 — 225 °C в течение 10 — 12 мин в зависимости от формы и толщины.
Готовый полуфабрикат должен иметь влажность 5,5 +/- 1,5%.
При выработке полуфабриката механизированным способом выпечка производится непосредственно на ленте печного конвейера в печах ШПГ-8 при температуре 130 — 160 °C. Продолжительность выпечки 15 — 19 мин.
Выпеченный песочный полуфабрикат разрезается в продольном и в поперечном направлениях дисковыми ножами. Охлаждается до температуры не выше 25 °C в условиях цеха или с принудительным охлаждением.
3. СЛОЕНЫЙ ПОЛУФАБРИКАТ
Слоеный полуфабрикат готовят на линии фирмы «Орланди» традиционным и механизированным способами.
3.1. Приготовление слоеного полуфабриката традиционным
способом
Технологический процесс приготовления слоеного полуфабриката традиционным способом состоит из следующих стадий.
1. Приготовление теста.
2. Подготовка масла.
3. Слоение и формование теста.
4. Выпечка.
Приготовление теста
В месильную машину загружают меланж, соль, кислоту, муку и перемешивают 15 — 20 мин.
Готовое тесто должно быть равномерно перемешано без комочков, влажность теста 41 — 44%. Тесто разрезают на равные куски.
Подготовка масла
Освобожденный от тары монолит режут на куски, в месильной машине перемешивают с мукой в соотношении 10:1 и кислотой до получения однородной массы. Полученную массу делят на столько равных частей, сколько получено частей теста, и на доске в виде плоских лепешек помещают в холодильную камеру для охлаждения при температуре 5 — 10 °C в течение 30 — 40 мин.
Слоение теста
Слоение осуществляется следующим образом.
Готовое тесто разрезают на равные куски весом 10 — 12 кг, каждый кусок вручную слегка раскатывают в пласт, на середину которого накладывают кусок сливочного масла весом 4 — 5 кг; свободными концами тесто заворачивают в виде конверта, укладывают на лист и помещают в холодильную камеру с температурой 5 — 10 °C для охлаждения на 30 — 40 мин.
После охлаждения конверт раскрывают на машине или вручную скалкой. При раскатке на машине конверт укладывают на верхний транспортер и пропускают через вальцы при наибольшем зазоре между ними. Постепенно уменьшая зазор, тесто прокатывают в двух направлениях до толщины слоя 20 — 25 мм; после последней прокатки тесто перемещается на нижний транспортер, на котором его складывают продольными краями к середине, затем поворачивают на 90°, вторично прокатывают, складывают так же и помещают в холодильную камеру для охлаждения.
Охлажденный кусок теста таким же образом опять раскатывают, складывают и охлаждают.
Слоение теста вручную производят вышеуказанным способом, но раскатку ведут с удлинением в одном направлении.
После вторичной прокатки и охлаждения тесто разрезают на куски весом 2 — 5 кг и раскатывают скалкой до толщины пласта 4,5 — 5,0 мм.
Раскатанное тесто (для нарезных пирожных) переносят на лист для выпечки. Края листа смачивают водой и прижимают к ним тесто. Верхнюю поверхность слоеного полуфабриката в соответствии с рецептурой смазывают желтком.
Поверхность теста накалывают ножом.
Раскатанное тесто для штучной слойки разрезают на квадратные или прямоугольные куски весом 90 — 95 г, из которых путем склеивания уголков получают разнообразные формы.
Выпечка
В зависимости от конструкции печи продолжительность выпечки 25 — 30 мин при температуре 215 — 250 °C.
Влажность полуфабриката 7,5 +/- 3,0%.
Муфточки и трубочки выпекают на листах.
Верх муфточек не смазывают.
3.2. Приготовление слоеного полуфабриката
на поточно-механизированной линии фирмы «Орланди»
Технологический процесс приготовления слоеного полуфабриката на поточно-механизированной линии состоит из следующих стадий.
1. Приготовление теста.
2. Подготовка масла.
3. Формование теста.
4. Выпечка.
Приготовление теста
В дежу автоматическим устройством заливается охлажденная до 2 — 4 °C вода (при повышенной температуре воды добавляется лед), закладывают соль, меланж, обрезки теста (при их наличии) и часть муки.
Улучшители — метабисульфит натрия или калия и аскорбиновую кислоту — распределяют в верхнем слое муки в количестве не более 0,01% к массе муки. (Количество метабисульфита натрия или калия, аскорбиновой кислоты и соли может быть уменьшено в зависимости от качества муки.)
Замес теста производится в течение 6 — 12 мин на двух скоростях месильного органа. В процессе замеса добавляют сливочное масло (8 — 9% от массы муки). В конце замеса тесто подпыливают мукой. Тесто после 30 — 40 мин отлежки поступает на раскатку. Влажность теста 37 +/- 2%. Температура в помещении поддерживается кондиционерами 15 — 17 °C.
Подготовка масла с мукой
Остальное количество масла, нарезанное в стружку, загружается в дежу, в которую засыпают оставшуюся муку (20% к массе масла). Массу перемешивают до температуры 5 — 7 °C.
Формование теста
Готовое тесто подают на прокатку. На нижний слой теста накладывают масло, смешанное с мукой, затем покрывают вторым слоем теста. Пласт проходит многократную прокатку и наложение слоев теста. Количество слоев в готовом полуфабрикате — 200 — 250.
Готовый пласт теста толщиной 5 — 7 мм разрезают в виде продольной ленты на 4 части. При дальнейшем прохождении по линии тесто разрезают на отдельные заготовки шириной 21,5 см, длиной 24,0 см +/- 0,5 см, смазывают яйцом и подают на выпечку, образовавшиеся обрезки используют при последующих замесах теста.
Выпечка
Тестовые заготовки поступают в автоматическую печь «Турботермо».
Продолжительность выпечки 23 +/- 2 мин.
Режим выпечки:
I зона 210 +/- 10 °C;
II зона 190 +/- 15 °C.
Влажность слоеного полуфабриката после выхода из печи 10,0% +/- 4,5 — 3,5%. В сушилке «Стрейфинд» слоеный полуфабрикат подсушивается до влажности 6,0% +/- 4,3 — 3,5%. Готовый полуфабрикат охлаждают до температуры не выше 27 °C.
Технологическая схема процесса приготовления слоеного
полуфабриката на поточно-механизированной линии
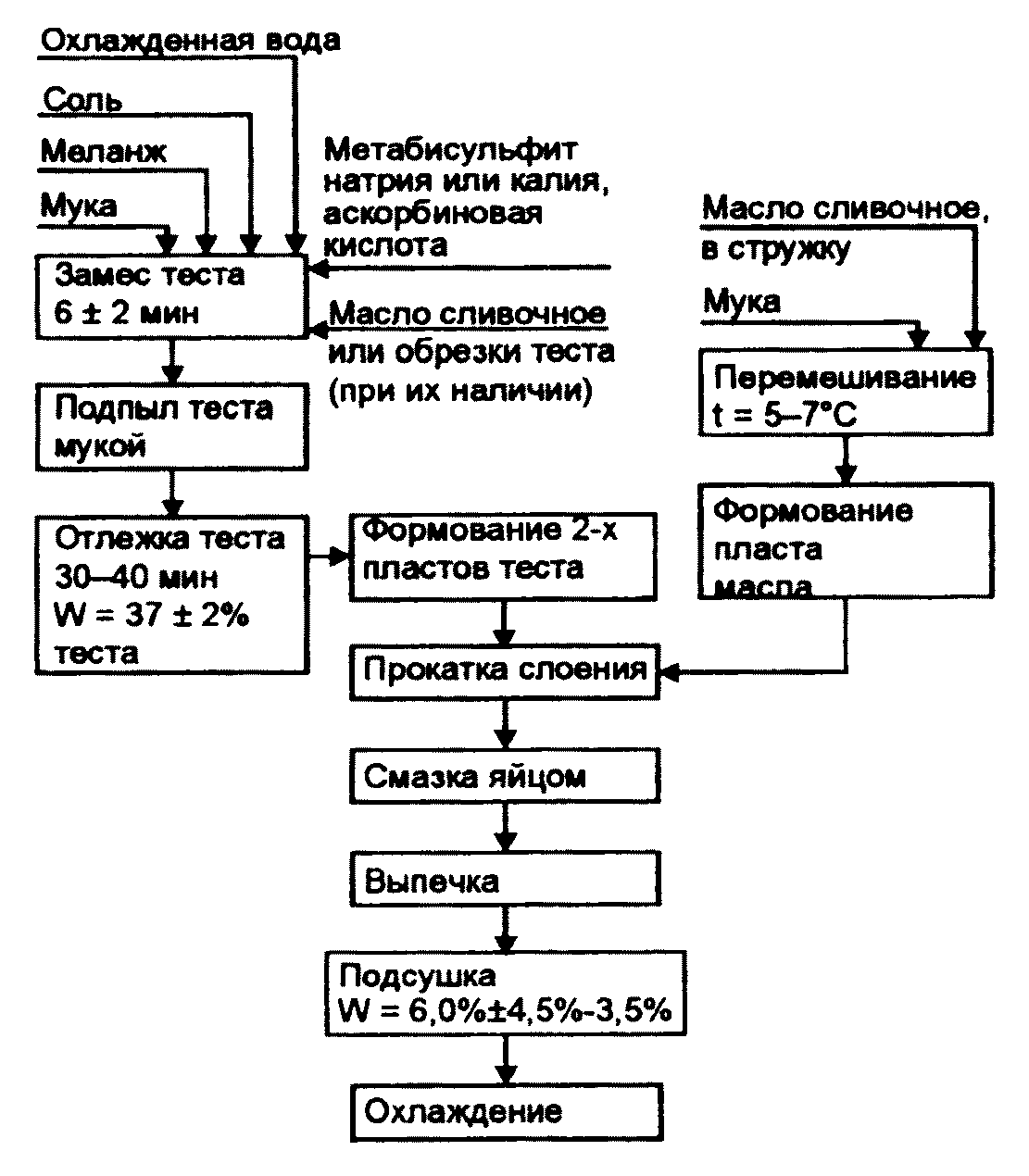
Технологическая схема процесса приготовления слоеного
полуфабриката традиционным способом
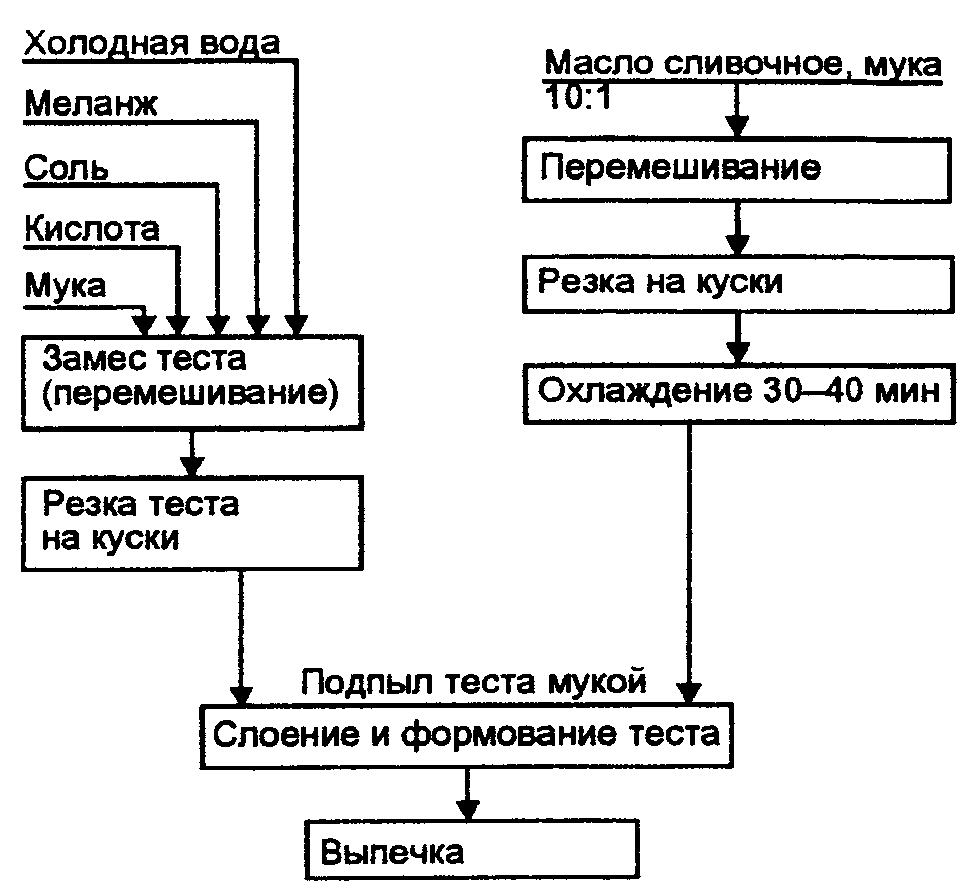
4. ЗАВАРНОЙ ПОЛУФАБРИКАТ
Заварной полуфабрикат готовят ручным, полумеханизированным и механизированным способами.
Технологический процесс приготовления заварного полуфабриката состоит из следующих стадий.
1. Приготовление заварки.
2. Приготовление теста.
3. Формование теста.
4. Выпечка.
4.1. Приготовление заварки
Заварку готовят из смеси муки, масла, воды и соли. В открытом варочном котле нагревают до кипения масло, соль и воду. К полученной массе постепенно добавляют муку. Смесь тщательно перемешивают в течение 3 — 5 мин до образования однородной, эластичной массы, легко отстающей от стенок и дна, после чего ее выгружают в месильную машину для дальнейшего замеса с меланжем. Температура смеси 75 — 80 °C. Влажность заваренной массы 38 — 39%.
4.2. Приготовление теста
Заварку переносят в месильную машину и постепенно при перемешивании добавляют меланж.
Продолжительность замеса 15 — 20 мин.
Готовое тесто должно быть равномерно перемешанным, без комочков.
Влажность теста 54 — 57%.
4.3. Формование
Полумеханизированный и ручной способы
Тесто отсаживают вручную из мешков или с помощью отсадочной машины в виде трубочек или колец на листы.
Механизированный способ
Тесто отсаживают с помощью отсадочной машины на ленту печного конвейера, слегка смазанную жиром.
Длина тестовых заготовок 115 +/- 5 мм.
Вес 31 +/- 2 г.
4.4. Выпечка
Полумеханизированным и ручным способами производится в печах туннельного, тупикового типа, в электрошкафах 35 — 40 мин при температуре 190 — 200 °C.
Механизированным способом производится в печах туннельного типа 35 — 40 мин при температуре 190 — 200 °C.
Влажность 24,0 +/- 4,0%.
Технологическая схема процесса приготовления
заварного полуфабриката
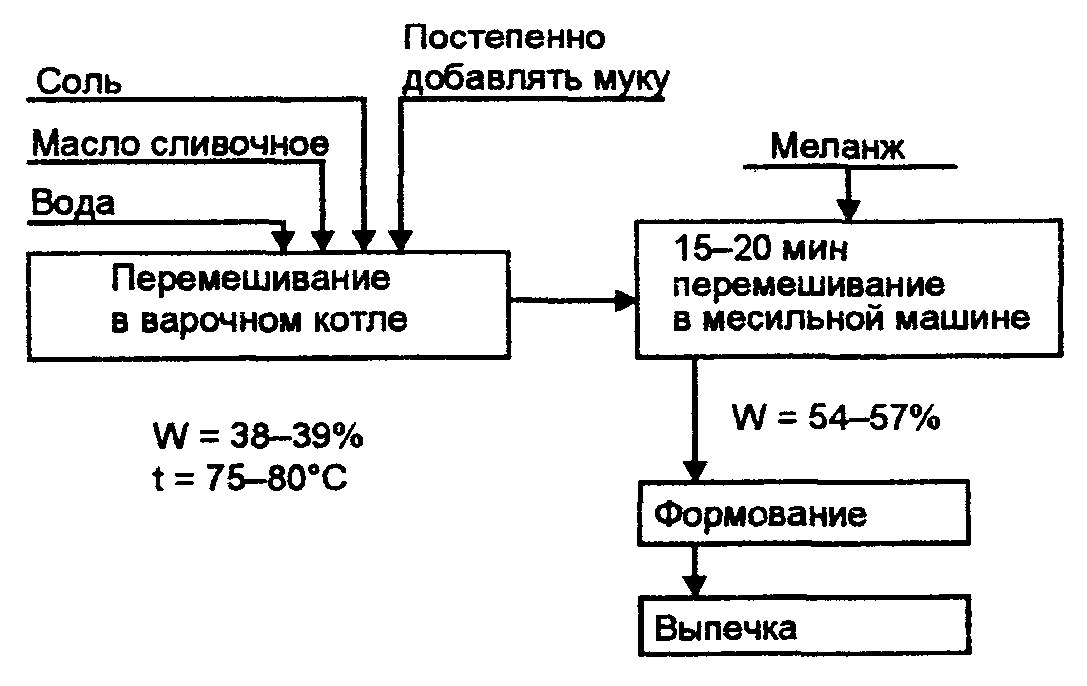
5. САХАРНАЯ ТРУБОЧКА
Сахарную трубочку готовят полумеханизированным и механизированным способами.
Технологический процесс приготовления состоит из следующих стадий.
5.1. Приготовление теста.
5.2. Формование.
5.3. Выпечка.
5.1. Приготовление теста
Полумеханизированный способ
В месильной машине перемешивают молоко, сахар и меланж до полного растворения сахара. Затем к этой массе при перемешивании постепенно добавляют муку и ванильную пудру. Замес с мукой длится 1 — 2 мин. Готовое тесто должно быть равномерно перемешанным, без комочков. Влажность теста 36 — 38%.
Механизированный способ
В пневматической сбивальной машине ХВА в течение 3 — 4 мин перемешивают сахар-песок, молоко цельное, ванильную пудру до полного растворения сахара.
Затем к полученной массе добавляют меланж и продолжают замес. В конце замеса при перемешивании постепенно добавляют муку. Продолжительность замеса с мукой 1 — 2 мин. Готовое тесто должно быть равномерно перемешанным, без комочков.
Замес теста под давлением воздуха 1 атм.
Для получения полуфабриката хорошего качества рекомендуется в свежеприготовленное тесто добавить 20 — 30% теста, приготовленного заранее и выдержанного в холодильной камере не более 16 ч.
5.2. Формование
Полумеханизированный способ
Готовое тесто отсаживают с помощью трафарета тонким слоем в 1 — 2 мм на лист, смазанный жиром, в виде круглых или овальных заготовок.
Механизированный способ
Тесто подается в рабочую емкость формовочно-выпечного агрегата.
В рабочей емкости должен поддерживаться постоянный уровень теста.
Нагретые конуса-формы, закрепленные на конвейере, погружают в емкость с тестом и выдерживают в нем 15 с (время контролируется автоматически). Затем рабочую емкость с тестом опускают, и конуса-формы с тестом поступают на выпечку.
5.3. Выпечка
Полумеханизированный способ
Продолжительность выпечки 4 — 5 мин при температуре 200 — 210 °C.
Выпеченный полуфабрикат в горячем виде свертывают в конусообразную трубочку или укладывают в металлические трубочки.
После охлаждения (10 — 15 мин) трубочки снимают с болванки, вкладывают в гнездо металлической стойки и оставляют для охлаждения при температуре 30 — 35 °C.
Влажность выпеченного полуфабриката 3,0 +/- 1,0%.
Механизированный способ
Продолжительность выпечки — 8 мин (один оборот конусов), температура выпечки 170 — 190 °C.
Влажность выпеченного полуфабриката 3,0 +/- 1,0%.
Технологическая схема процесса производства сахарной
трубочки ручным способом
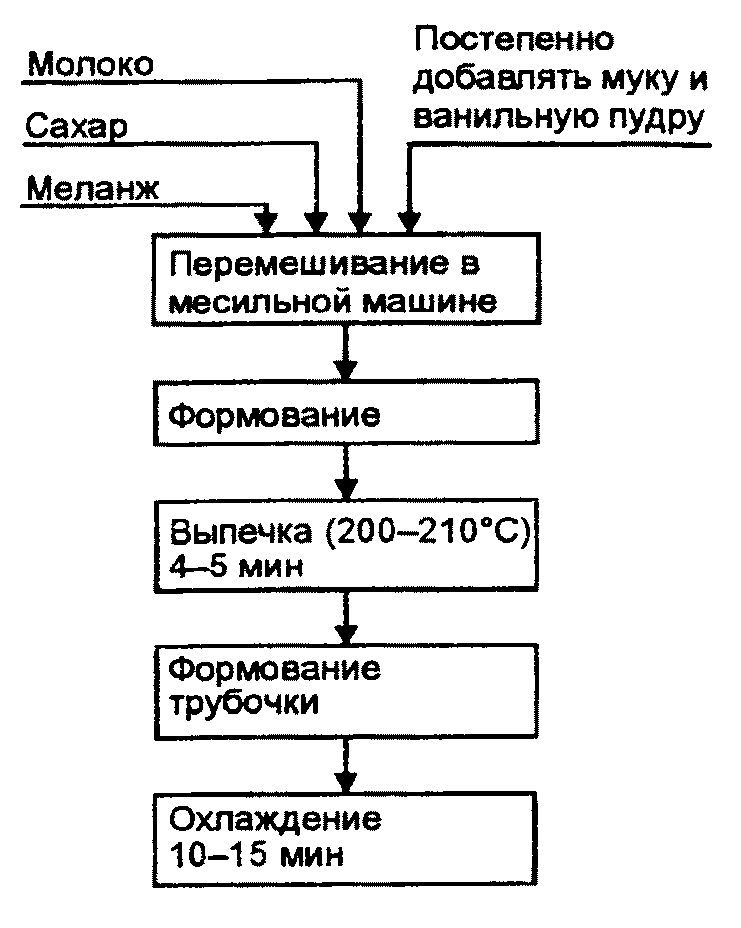
Технологическая схема процесса производства сахарной трубочки механизированным способом
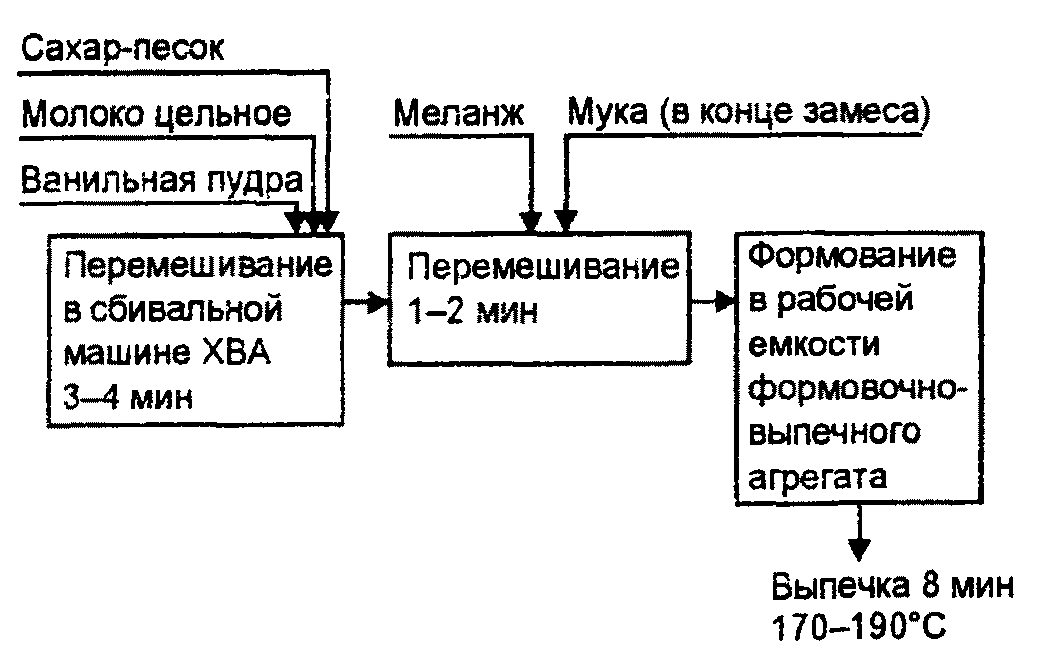
6. ВОЗДУШНЫЕ ПОЛУФАБРИКАТЫ
6.1. Воздушный и воздушно-ореховый полуфабрикаты
Технологический процесс производства состоит из следующих стадий.
1. Приготовление сбивной массы.
2. Формование.
3. Выпечка.
Приготовление сбивной массы
В сбивальной машине сначала на малой, а затем на большой скорости движения венчика сбивают белки с сахаром в течение 30 — 40 мин, а в конце сбивания добавляют ванильную пудру (для торта «Полет» массу сбивают 40 — 50 мин, затем выгружают в емкость и смешивают с обжаренными дроблеными орехами).
Готовая масса должна быть пышной и иметь структуру стойкой нерасплывающейся пены. Плотность массы 0,35 — 0,37 г/см3.
Формование
Массу отсаживают из мешка или машиной на листы, смазанные маслом или застланные бумагой. Массу для тортов «Полет» отсаживают на машине или с помощью трафарета на листы, застланные бумагой.
Выпечка
Продолжительность выпечки при температуре 110 — 140 °C меренг — 60 — 95 мин, грибков — 75 — 80 мин, полуфабрикатов для тортов «Полет» — 80 — 90 мин.
Влажность полуфабриката 3,5 +/- 1,5%.
Технологическая схема процесса приготовления воздушных
полуфабрикатов
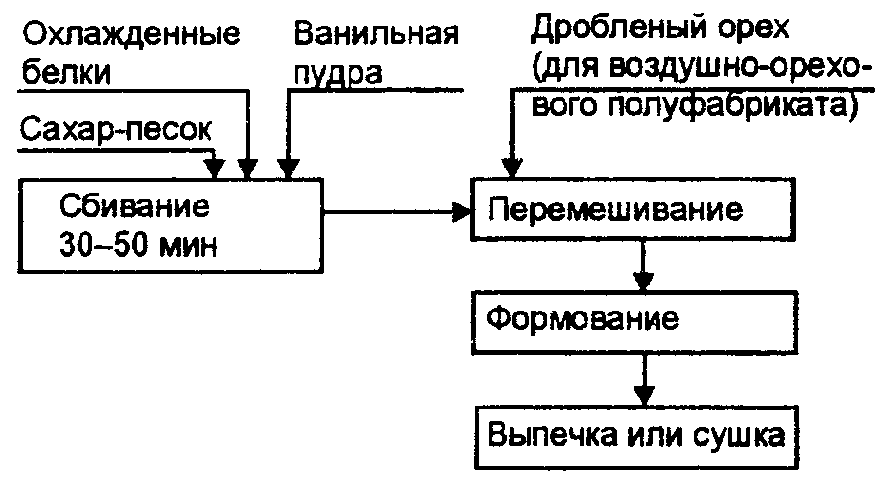
6.2. Белково-ореховый или белково-миндальный
полуфабрикаты для пирожных «Ореховое», «Миндальное»
Технологический процесс приготовления данных полуфабрикатов состоит из следующих стадий.
1. Приготовление теста.
2. Формование.
3. Выпечка.
Приготовление теста
В емкости тщательно перемешивают орехи (или миндаль), сахарный песок и 75% белков, полагающихся по рецептуре; затем растирают полученную смесь на вальцовке или на машине типа мясорубки, после чего массу вымешивают в сбивальной машине с остальным количеством белка, добавляют муку и перемешивают до получения однородной массы. Влажность теста 18 — 20%.
Формование
Тесто отсаживают вручную или на отсадочной машине для пирожных «Миндальное» на листы, смазанные маслом и подпыленные мукой или застланные бумагой в виде круглых заготовок, и для пирожных «Ореховое» — на тестовые заготовки.
Выпечка
Продолжительность выпечки полуфабриката для пирожных 18 — 23 мин при температуре 180 — 205 °C.
Влажность полуфабриката «Миндальный» 8,0 +/- 1,5%.
Влажность полуфабриката «Ореховый» 5,5 +/- 1,5%.
Круглые или овальные заготовки без отделки являются готовыми пирожными.
Технологическая схема процесса приготовления
белково-орехового или белково-миндального полуфабрикатов
для пирожных «Ореховое» и «Миндальное»
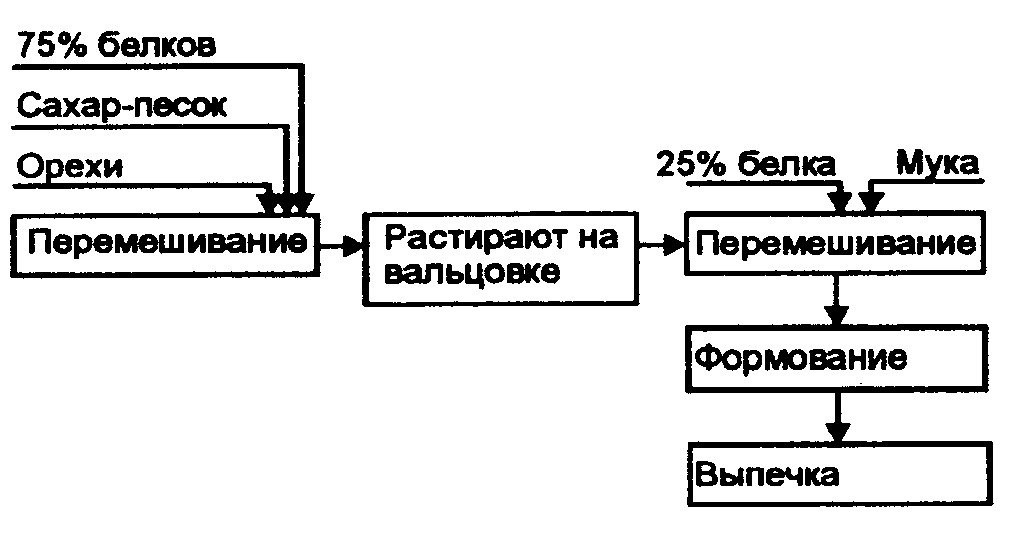
6.3. Миндальный полуфабрикат для торта «Идеал»
Технологический процесс приготовления миндального полуфабриката состоит из следующих стадий.
1. Приготовление и замес теста.
2. Формование.
3. Выпечка.
Замес теста
В сбивальной машине сбивают охлажденный белок на малой, а затем большой скорости движения венчика в течение 20 — 30 мин (продолжительность сбивания белковой массы зависит от качества белка и конструкции машины). Затем добавляют сахар, смешанный с мукой и ванильной пудрой, и перемешивают при большой скорости 13 — 15 с.
Полученную массу перемешивают с размягченным сливочным маслом и миндалем, предварительно растертым с сахарной пудрой в соотношении 5:1 на вальцовке или машине типа мясорубки.
Готовое тесто должно быть равномерно перемешано. Влажность теста 35 — 37%.
Формование
Тесто для тортов отсаживают тонким слоем (2 — 4 мм) на лист, смазанный маслом и подпыленный мукой, и накалывают ножом. Допускается размазка теста через трафарет. Вес тестовой заготовки 133 — 140 г.
Выпечка
Продолжительность выпечки до 12 — 15 мин при температуре 210 — 230 °C. Выпеченные пласты после охлаждения режут на части требуемого размера дисковыми ножами, снимают с листов ножом и оставляют для выстойки в помещении цеха на 5 — 8 ч. Влажность полуфабриката 4,0 +/- 2,0%.
Технологическая схема процесса приготовления миндального
полуфабриката
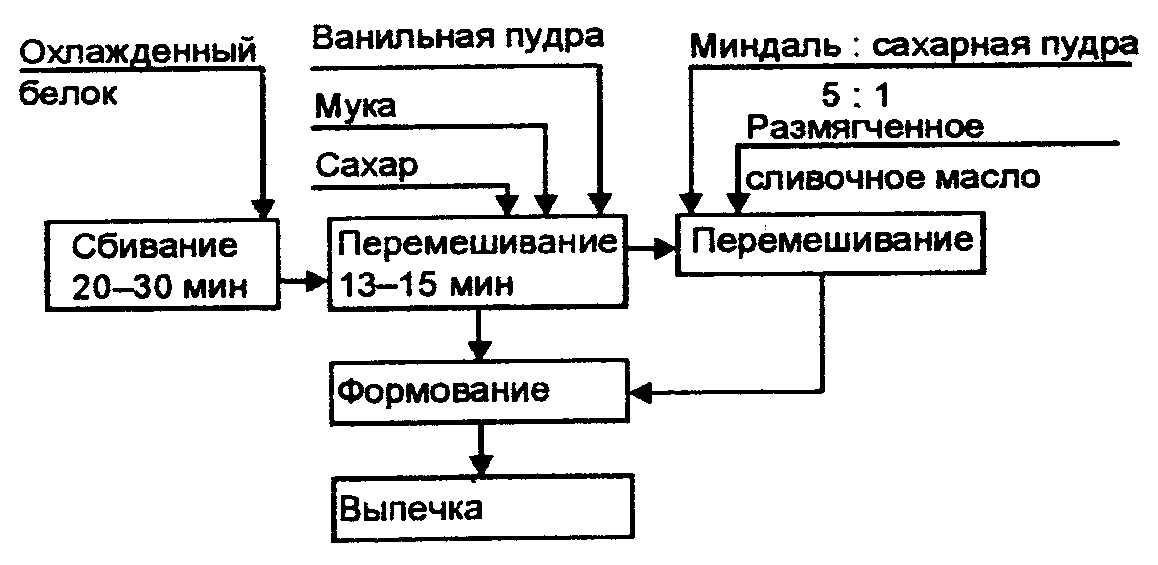
6.4. Миндальный полуфабрикат для пирожного «Краковское»
Технологический процесс приготовления данного полуфабриката состоит из следующих стадий.
1. Замес теста.
2. Формование.
3. Выпечка.
Замес теста
Сахар, белки и дробленый миндаль загружают в котел и, непрерывно помешивая, доводят до кипения (проба на образование нити), затем перемешивают с мукой.
Формование
Требуемое количество уваренной массы размазывают ровным слоем толщиной 5 — 6 мм на выпеченный до бледного колера песочный лист толщиной 5 — 6 мм.
После появления на поверхности упругой корочки производят резку.
Пирожные нарезают длиной 9 — 10 см, шириной 5 — 5,5 см и укладывают на листы.
Выпечка
Продолжительность выпечки при температуре 150 — 160 °C 20 — 25 мин до появления розового колера.
Влажность полуфабриката 5,5 +/- 1,5%.
Технологическая схема процесса приготовления миндального
полуфабриката для пирожного «Краковское»
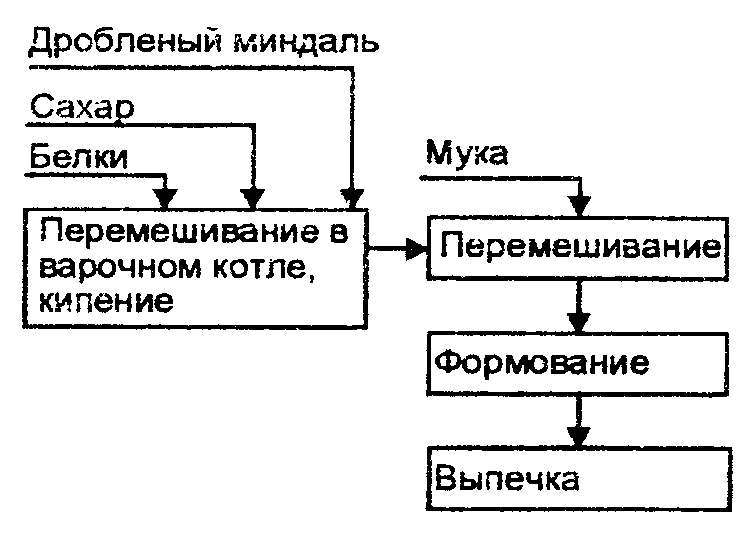
7. КРОШКОВЫЙ ПОЛУФАБРИКАТ
Технологический процесс приготовления крошкового полуфабриката состоит из следующих стадий.
1. Приготовление теста.
2. Формование.
3. Выпечка.
Приготовление теста
В сбивальной машине сбивают сахарный песок с меланжем 20 — 25 мин, затем добавляют хорошо измельченную на вальцовочной машине или машине типа мясорубки крошку, жженку, воду, сливочное масло, соду, аммоний, какао и сбивают еще 40 — 60 мин, добавляют муку и замешивают 1 мин.
Готовое тесто должно быть равномерно перемешано, без комочков. Влажность теста 30 — 32%.
Формование
Готовое тесто раскладывают в формы, смазанные жиром. Крошка, входящая в состав полуфабриката, получается из обрезков пирожных белково-кремовых, песочно-глазированных, песочно-кремовых, слоеных с белковой и фруктовой начинкой. Используются также обрезки от тортов без отделки цукатами, орехами и желе, полуфабрикатов и крошка от замесов.
Выпечка
Продолжительность выпечки при температуре 170 — 200 °C 75 — 80 мин. Готовый полуфабрикат поступает на отделку после выстойки не менее 1 ч. Влажность полуфабриката 24,0 +/- 4,0%.
Технологическая схема процесса приготовления крошкового
полуфабриката
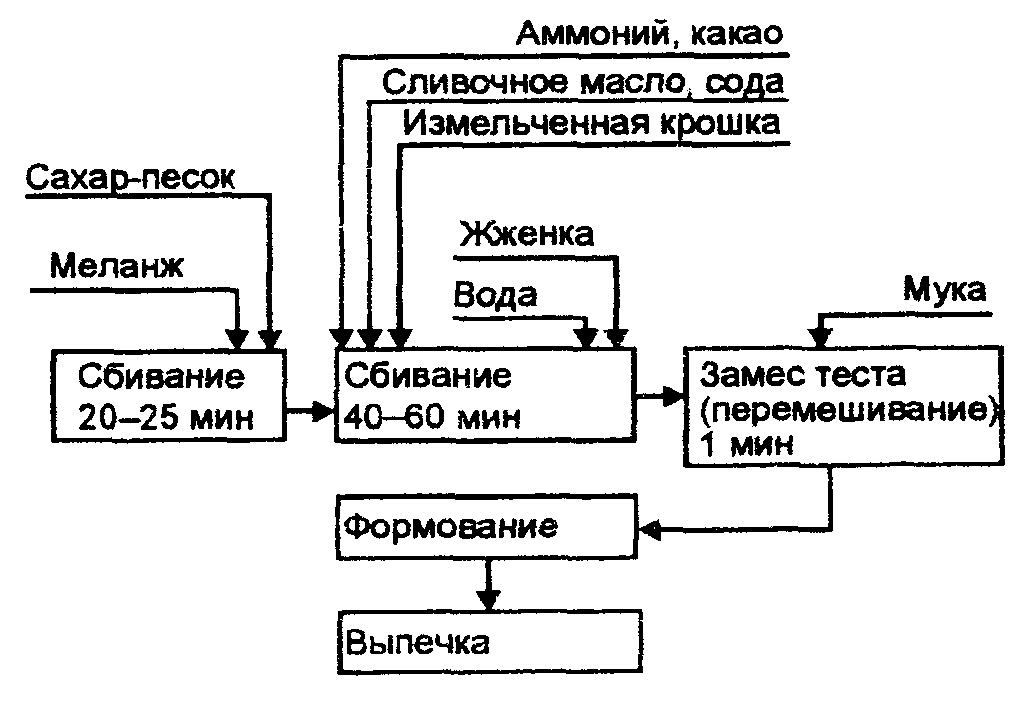
8. СДОБНО-СБИВНОЙ ПОЛУФАБРИКАТ
Маргарин с сахарным песком сбивают в течение 10 — 15 мин до однородной консистенции, затем постепенно добавляют небольшими порциями меланж и продолжают сбивание до исчезновения кристаллов. Сбитую массу быстро перемешивают с мукой и при необходимости с какао-порошком. Готовое тесто однородной консистенции отсаживают на листы толщиной 5 — 6 мм и выпекают при температуре 170 — 180 °C в течение 10 — 15 мин.
Технологическая схема приготовления сдобно-сбивного
полуфабриката
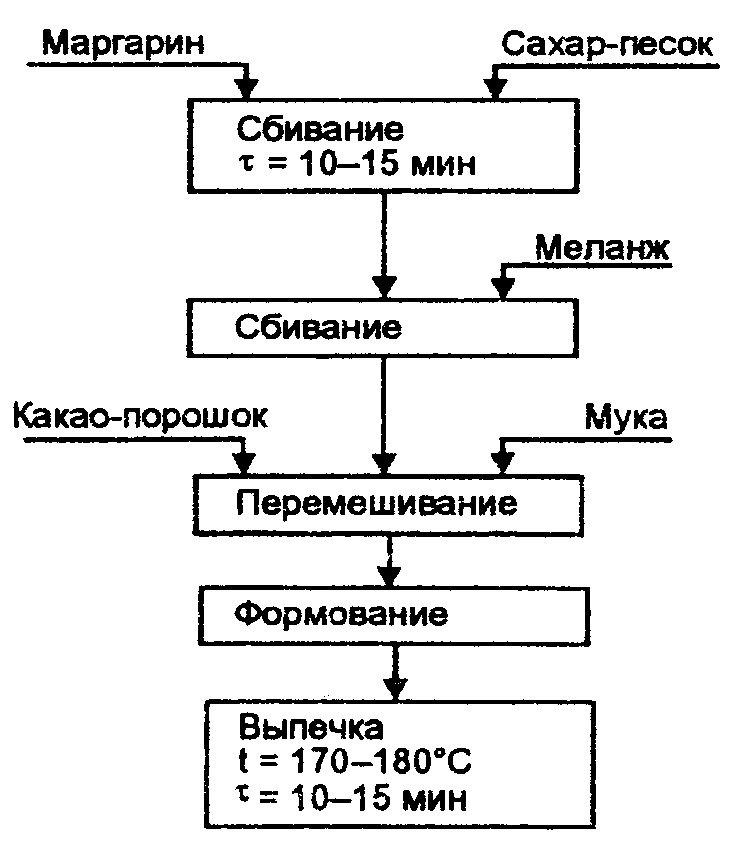
9. ПРИГОТОВЛЕНИЕ ПОЛУФАБРИКАТА СЛОЕНОГО ДОМАШНИМ СПОСОБОМ
С ПИВОМ
Технологический процесс состоит из следующих стадий.
1. Приготовление теста.
2. Формование теста.
3. Выпечка.
Приготовление теста
В сбивальную машину загружают измельченный маргарин. После кратковременного взбивания добавляют муку и сбивают до получения однородной массы. Затем заливают пиво. Массу равномерно перемешивают. Общая продолжительность замеса 20 — 25 мин.
Влажность теста 30 — 32%.
Формование
Готовое тесто делят на куски необходимого веса и раскатывают до толщины 1 — 3 мм.
Выпечка
Выпечку производят при температуре 250 — 270 °C в течение 7 — 10 мин в печах различного типа.
Влажность полуфабриката 6 +/- 2%.
Технологическая схема приготовления слоеного полуфабриката
домашним способом с пивом
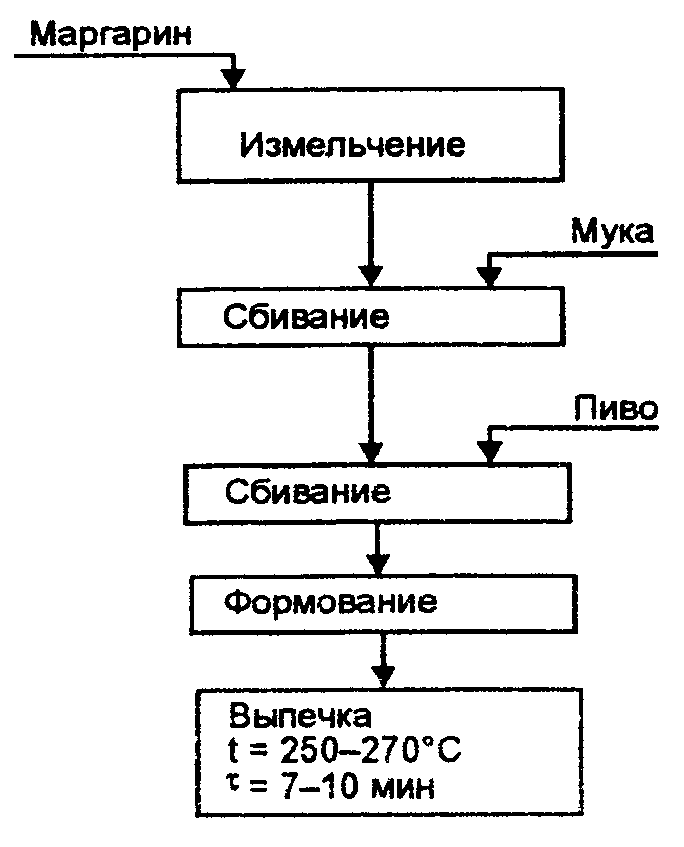
ОТДЕЛОЧНЫЕ ПОЛУФАБРИКАТЫ
1. КРЕМЫ
1.1. Кремы сливочные на молочно-сахарном сиропе
Крем сливочный на молочно-сахарном сиропе
В сбивальную машину загружают по рецептуре зачищенное и нарезанное на куски сливочное масло при температуре 8 — 10 °C и размягчают его. Затем в размягченное масло постепенно в несколько приемов добавляют молочно-сахарный сироп (см. раздел «Сиропы»), ванильную пудру, коньяк и вино десертное.
Продолжительность сбивания крема 20 — 30 мин (в зависимости от времени года и качества масла).
Готовый крем должен иметь гладкую глянцевую поверхность. Плотность крема 750 — 920 кг/м3.
Влажность готового крема 22,0 +/- 2,0%. Кремы на основе данного крема с различными добавками (какао-порошок, орехи, кофейный сироп, фруктовые припасы и т.д.) готовят по этой же инструкции. Добавки вносят в конце сбивания крема и сбивают до получения равномерно перемешанной массы.
Технологическая схема производства крема сливочного
на молочно-сахарном сиропе
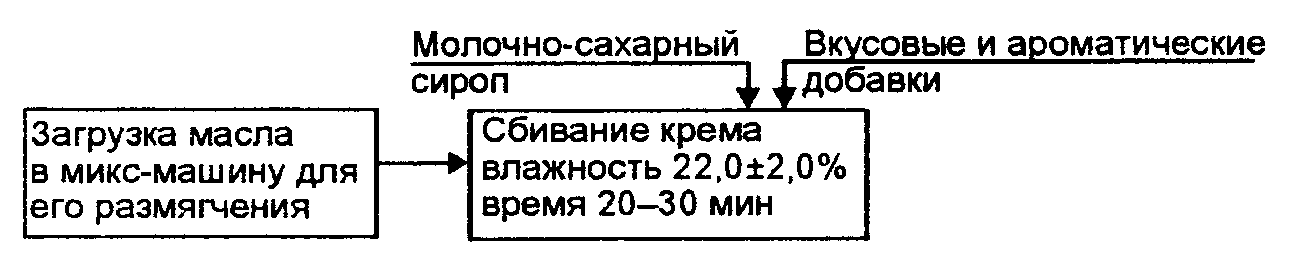
Крем с использованием сока виноградного концентрированного
В сбивальную машину загружают зачищенное, нарезанное кусочками сливочное масло и размягчают его 0,5 — 1,5 мин. Затем вносят сухое молоко и сбивают 7 — 15 мин. После этого постепенно в несколько приемов добавляют охлажденный молочно-сахарный сироп (см. раздел «Сиропы»), затем виноградно-крахмальный полуфабрикат. В конце сбивания вводят ванильную пудру.
Общая продолжительность сбивания крема 15 — 20 мин.
Плотность крема 800 — 900 кг/м3.
Технологическая схема производства крема с использованием
сока виноградного концентрированного
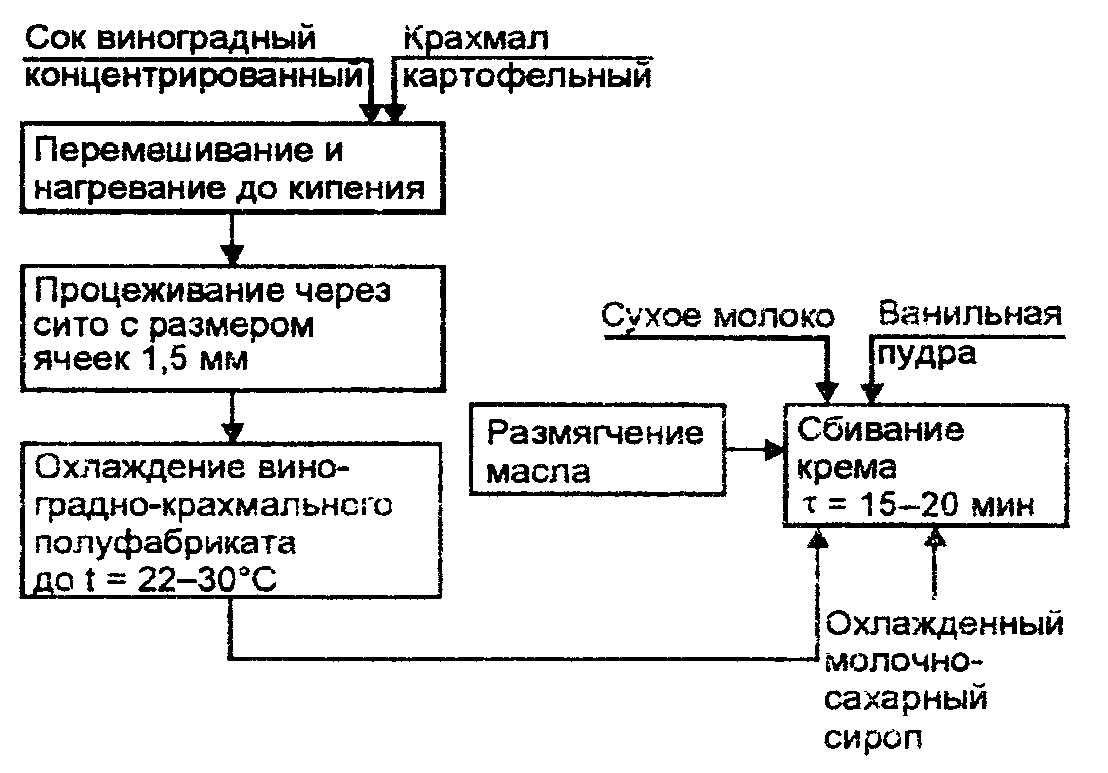
Крем с сухим молочным продуктом «СМП»
Кремы сливочные с использованием «СМП» предназначены для промазки и отделки поверхности тортов и пирожных. Кремы с «СМП» с фруктовыми и кофейными добавками используются только для промазки тортов и пирожных.
В сбивальную машину загружают зачищенное и нарезанное кусками сливочное масло и размягчают его 0,5 — 1,5 мин. Затем вносят сухой молочный продукт «СМП» и продолжают сбивание 7 — 15 мин. После этого постепенно в несколько приемов добавляют охлажденный молочно-сахарный сироп (см. раздел «Сиропы»). В конце сбивания добавляют ароматические и вкусовые добавки.
Продолжительность сбивания крема 15 — 30 мин. Готовый крем должен в 1,5 — 2,0 раза увеличиться в объеме, иметь глянцевую поверхность. Плотность крема 800 — 900 кг/м3.
При приготовлении крема «Новый молочный кофейный» за 5 — 7 мин до конца сбивания постепенно вводится кофейный сироп (см. раздел «Сиропы»).
При изготовлении кремов с какао-порошком и фруктового за 1,5 — 2 мин до конца сбивания крема вносятся соответствующие добавки (какао-порошок, фруктовая часть).
Технологический процесс приготовления кремов с «СМП» с использованием сахарной пудры проводится аналогично описанному выше. Вместо молочно-сахарного сиропа (см. раздел «Сиропы») на стадии сбивания постепенно вводится сахарная пудра и прокипяченное сгущенное молоко. Объем крема увеличивается в 2 — 2,5 раза.
Плотность готового крема 800 — 850 кг/м3.
Влажность 23,0 +/- 2,0%.
Технологическая схема производства крема с сухим молочным
продуктом «СМП»
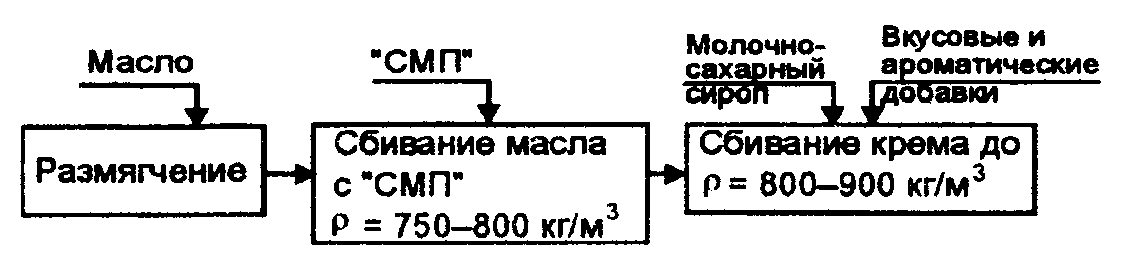
Крем с сухим обезжиренным молоком (СОМ)
и с яблочным соком
Нарезанное и зачищенное сливочное масло загружают в сбивальную машину и размягчают 1,0 — 1,5 мин, затем одновременно вносят сухое обезжиренное молоко (СОМ) с яблочным соком и молочно-сахарный сироп (см. раздел «Сиропы») и сбивают 8 — 12 мин. В конце сбивания добавляют ванильную пудру. Плотность крема 820 — 880 кг/м3.
Технологическая схема производства крема с сухим
безжиренным молоком (СОМ) и с яблочным соком
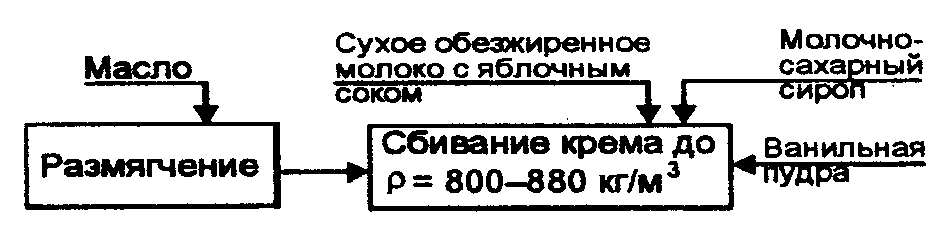
1.2. Крем сливочный на сахарной пудре
Зачищенное и нарезанное кусками сливочное масло размягчают в сбивальной машине в течение 5 — 7 мин. Затем постепенно добавляют сахарную пудру и прокипяченное сгущенное молоко.
Массу сбивают 5 — 7 мин. В конце сбивания добавляют ванильную пудру и коньяк. Готовый крем должен иметь структуру пышной пены, глянцевую поверхность. Влажность крема 14 +/- 2%.
Кремы сливочные на сахарной пудре с различными добавками (какао-порошок, орех жареный) готовят по той же инструкции.
Добавки вносят в конце сбивания крема. Кофейный сироп (см. раздел «Сиропы») добавляется постепенно за 5 — 7 мин до конца сбивания.
Плотность крема 750 — 800 г/см3.
Влажность 14 — 16%.
Технологическая схема производства крема сливочного
на сахарной пудре
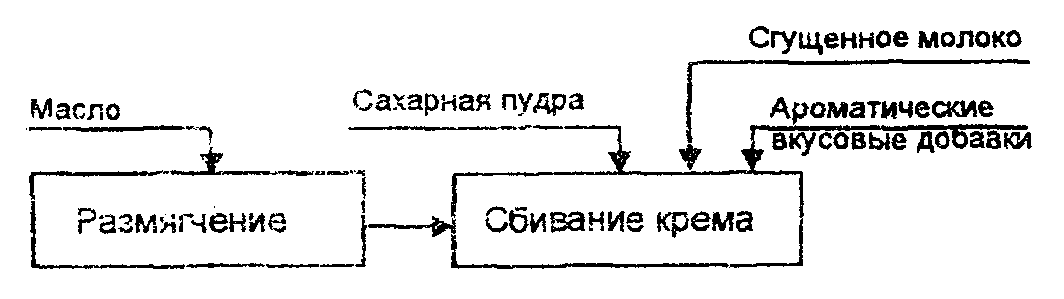
1.3. Кремы белковые
Крем белковый сбивной (сырой)
В сбивальной машине сбивают охлажденные белки 7 — 10 мин сначала на малой скорости венчика, затем на большой, добавляют небольшое количество сахара (около 15% от рецептурного количества) и сбивают 7 — 10 мин. Затем постепенно вводят остальное количество сахара и продолжают сбивание 10 — 15 мин. В конце сбивания добавляют ванильную пудру. Готовая масса должна быть пышной и иметь структуру стойкой нерасплывающейся пены. Влажность крема 27 +/- 2%. Плотность 0,35 — 0,40 г/см3.
Готовый крем следует немедленно использовать во избежание оседания.
Технологическая схема производства крема сбивного заварного
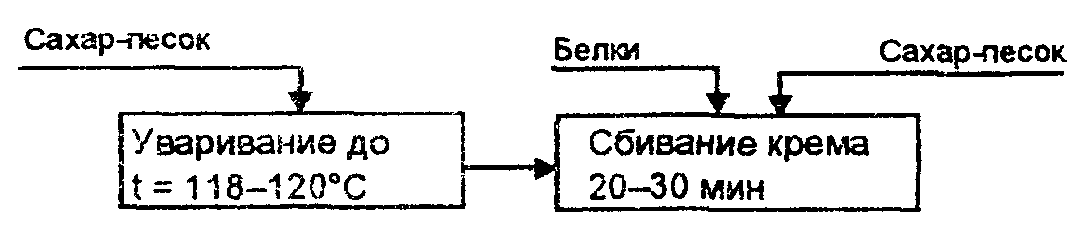
Крем белковый сбивной заварной
В сбивальной машине охлажденные белки сбивают 10 — 15 мин сначала на малой скорости венчика, затем на большой до получения пышной массы. В конце сбивания вводят лимонную кислоту и, не прекращая сбивания в течение 3 — 7 мин, струйкой вливают горячий уваренный сахарный сироп (см. раздел «Сиропы») до получения стойкой массы. Разрешается к сбитым белкам добавить 15 — 20% сахара от рецептурного количества. Не прекращая сбивания, струйкой всыпают сахар и продолжают сбивание до получения стойкой массы 20 — 30 мин.
Влажность крема 30,0 +/- 2,0%. Готовый крем должен быть использован сразу же после его приготовления во избежание оседания.
Технологическая схема производства крема сбивного (сырого)
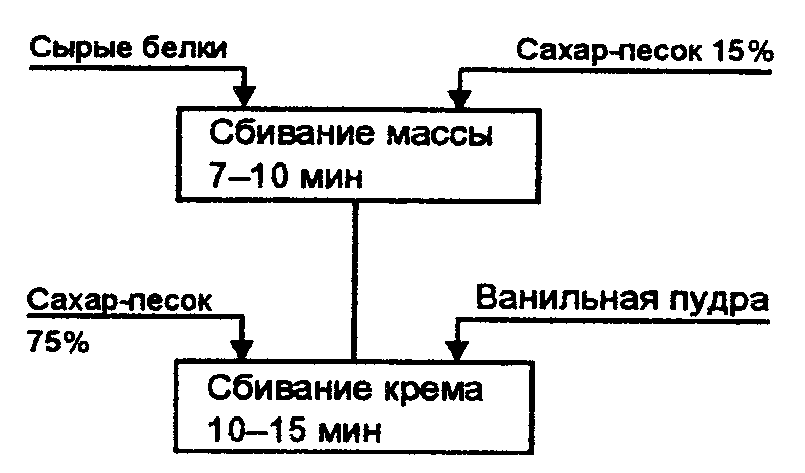
Крем белковый заварной на желатине
Желатин предварительно замачивают в воде 1:3 на 1 — 1,5 часа, затем набухший желатин кипятят 1 — 2 мин.
В кремосбивальной машине сбивают охлажденные белки в течение 15 — 20 мин с сахаром (20% от рецептурного количества) и лимонной кислотой до увеличения в объеме в 4 — 5 раз. Затем добавляют, не прекращая сбивания, струйкой горячий уваренный сахарный сироп (см. раздел «Сиропы») и прокипяченный желатин. Масса сбивается еще 3 — 7 мин.
Влажность крема 28,0%. Крем подлежит немедленному использованию, так как при хранении он быстро теряет пышность.
Технологическая схема приготовления крема белкового
заварного на желатине
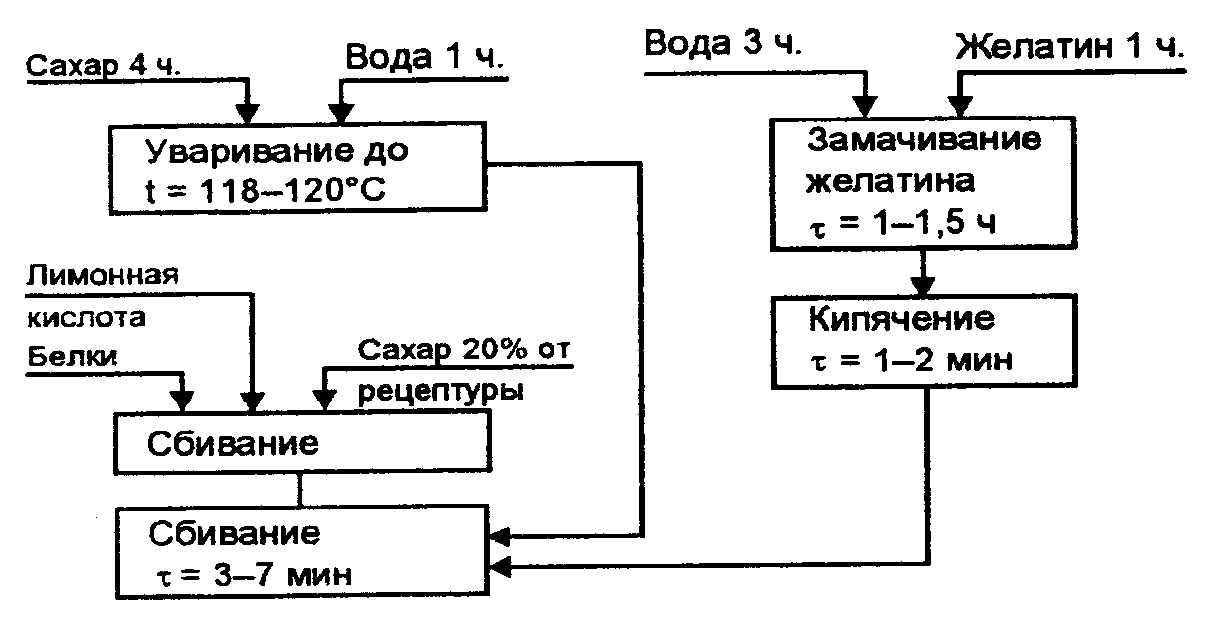
Крем с применением сорбиновой кислоты
Сорбиновая (2,4-гексадионовая) кислота может применяться для консервирования отделочных кремовых полуфабрикатов.
Сорбиновая кислота представляет собой белый или слегка желтоватый мелкокристаллический порошок.
Сорбиновая кислота в дозировке 0,2% к массе крема интенсивно подавляет развитие бактерий группы кишечной палочки и коагулазоположительных стафилококков и позволяет увеличить срок хранения тортов и пирожных до 120 ч при температуре 2 — 8 °C и до 36 ч при температуре 18 — 20 °C.
Сорбиновую кислоту вводят в жидкий компонент крема (сироп, молоко сгущенное, джем и т.д.) в количестве 0,2% к массе крема. Для равномерного перемешивания в креме сорбиновой кислоты ее смешивают с 5 — 10% жидкого компонента, а полученную смесь добавляют при перемешивании в остальное количество жидкого компонента.
В дальнейшем полученный жидкий компонент с сорбиновой кислотой используют для приготовления кремов в соответствии с действующими технологическими инструкциями по производству кремов.
Суфле
В сбивальную машину загружают яичный белок с горячим сахаро-агаровым сиропом и сбивают 20 +/- 5 мин до увеличения объема в 5 — 6 раз и получения устойчивой пены.
К концу сбивания вносят предварительно сбитое сливочное масло со сгущенным молоком, лимонную кислоту, эссенцию, перемешивают в течение 1 — 3 мин до однородной консистенции. Влажность полуфабриката 24,0 +/- 2,0%.
Технологическая схема процесса приготовления суфле
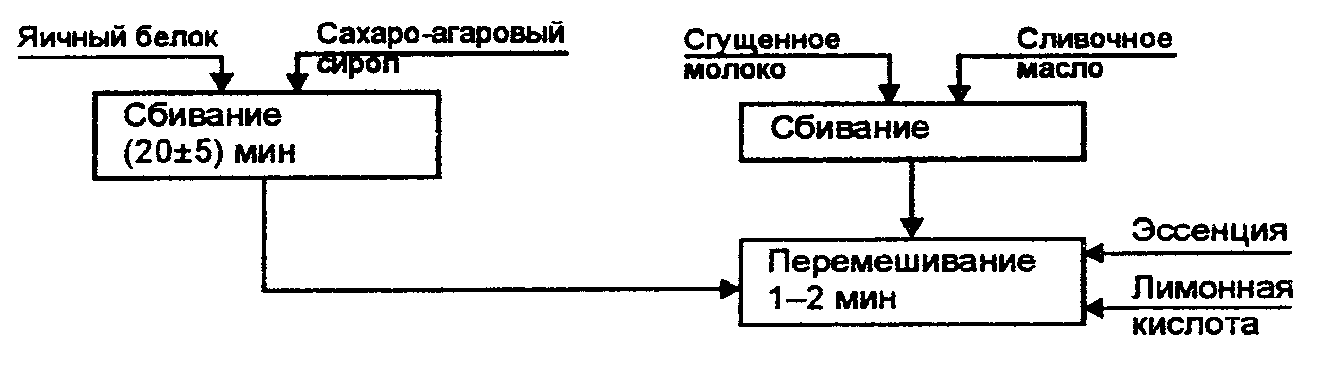
Зефир
В сбивальной машине сбивают охлажденные белки в течение 7 — 10 мин сначала на малой скорости движения венчика, затем на большой. К сбитой массе добавляют примерно 15% сахарного песка от рецептуры. Продолжительность сбивания 15 — 20 мин.
Не прекращая сбивания, к сбитым белкам добавляют струйкой горячую уваренную начинку и желе, после чего сбивание продолжают еще 3 — 4 мин. В конце сбивания добавляют пищевую окраску.
Влажность полуфабриката 36 +/- 2%. Приготовленный полуфабрикат следует немедленно использовать во избежание его оседания.
Технологическая схема процесса приготовления зефира
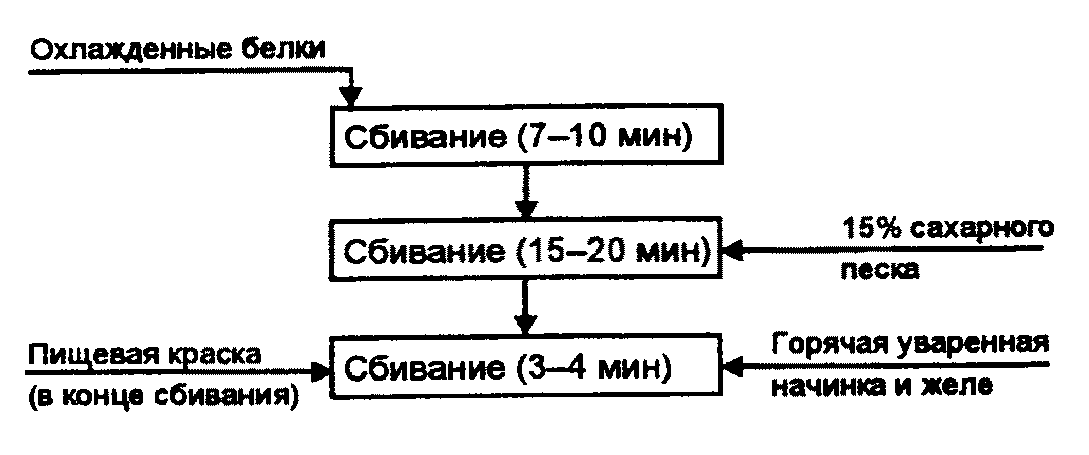
ПОЛУФАБРИКАТЫ ДЛЯ ОТДЕЛКИ ПОВЕРХНОСТИ ТОРТОВ
1. ГЛАЗУРЬ ФРУКТОВАЯ
Предназначена для глазирования поверхности тортов и пирожных.
Процесс приготовления глазури фруктовой
Предварительно смешиваются рецептурное количество крахмала и часть рецептурного количества сахарного песка в соотношении 1:1. В варочном котле нагревают до 40 °C пятикратное по отношению к крахмалу количество воды и подают при постоянном перемешивании смесь крахмала с сахарным песком, затем загружают остальное количество сахарного песка.
Давление пара в рубашке варочного котла 20 — 40 кПа.
В процессе приготовления в варочный котел загружают патоку и сок виноградный концентрированный и продолжают уваривание до содержания сухих веществ 68-72%. Продолжительность уваривания 40 — 50 мин.
В уваренную смесь вводят лимонную кислоту и перемешивают.
Охлаждение глазури проводится в промежуточной емкости до температуры 70 — 75 °C.
Технологическая схема процесса приготовления фруктовой
глазури
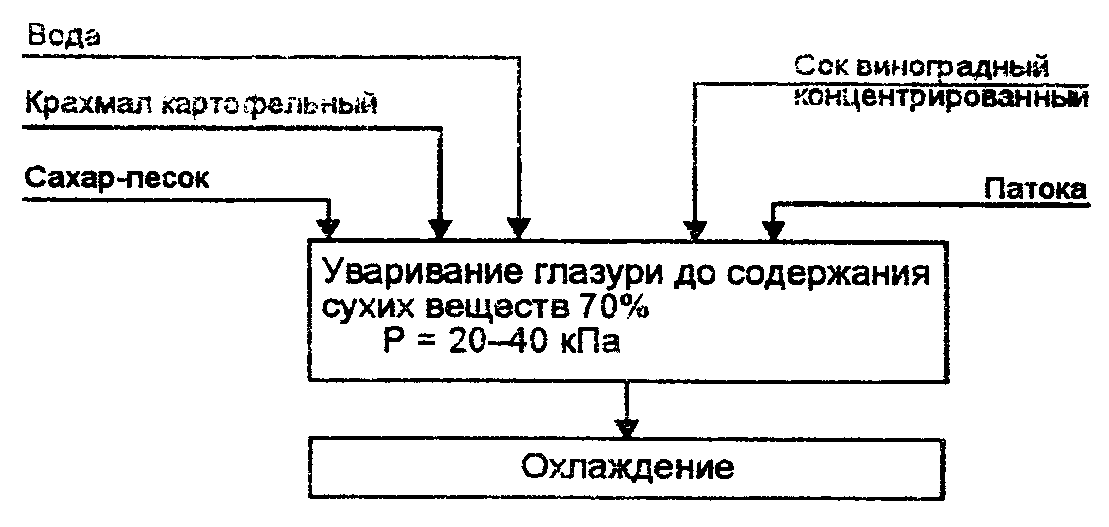
2. ПОМАДА
Технологический процесс приготовления помады состоит из следующих стадий.
1. Приготовление сахаро-паточного сиропа.
2. Сбивание помады.
Для приготовления сахаро-паточного сиропа в варочный котел загружают сахар и воду в соотношении 3:1 и при постоянном помешивании доводят до кипения. Уваривают до температуры 115 — 117 °C, влажности 13 — 14%. В уваренный сироп вносят патоку и все вновь доводят до кипения при приготовлении сиропа для шоколадной помады, какао-порошок, предварительно просеянный и смешанный с небольшим количеством сиропа, вносят в котел в конце варки.
Готовый помадный сироп подают в помадосбивальную машину. Температура помадной массы на выходе из машины должна быть не ниже 50 °C.
Для приготовления помады немеханизированным способом сироп охлаждают на холодном столе до температуры 35 — 45 °C. Стол предварительно промывают холодной водой и смазывают сливочным маслом. Толщина слоя сиропа 3 — 5 мм. Продолжительность охлаждения 40 — 45 мин. Охлажденный сироп сбивают в сбивальной машине в течение 15 — 20 мин или вручную на столе, перемешивая сироп в течение 20 мин.
Готовую помаду помещают в металлические котлы или в другие емкости.
Влажность помады 12,0 +/- 1,0%.
Температура 50 — 55 °C.
Технологическая схема процесса приготовления помады
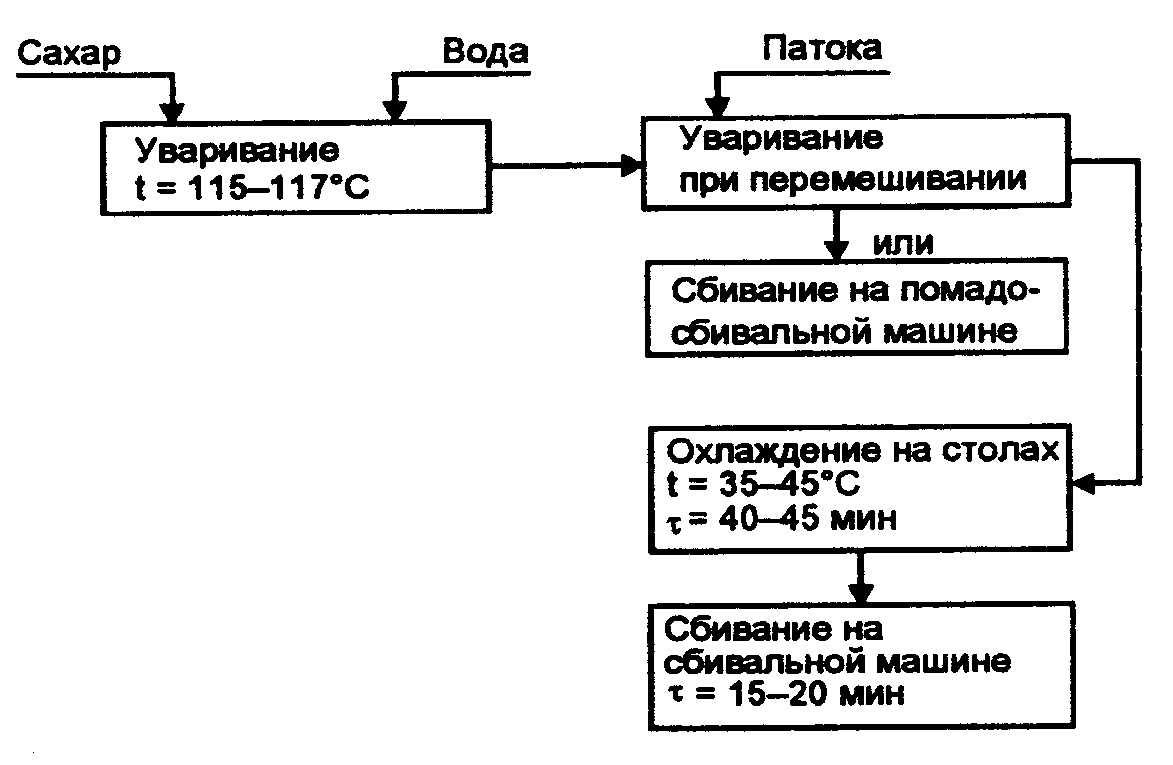
3. ПОМАДА, ПРИГОТОВЛЕННАЯ ХОЛОДНЫМ СПОСОБОМ
В микс-машину загружают сахарную пудру, патоку, эссенцию 80%-ную и воду (соотношение сахарной пудры и воды 10:1). Сбивают 25 — 30 мин.
В конце добавляют оставшуюся воду.
Для этого способа производства используется мелкодисперсная пудра.
Технологическая схема процесса приготовления помады
холодным способом
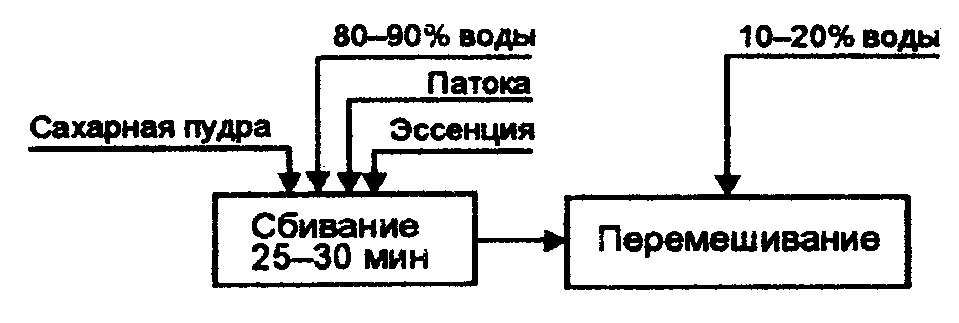
4. ЖЕЛЕ
Технологический процесс приготовления желе состоит из следующих стадий.
1. Вымачивание в проточной воде агара.
2. Приготовление сахаро-паточно-агарового сиропа.
3. Добавление вкусовых добавок и ароматизаторов.
Для приготовления желе в варочный котел загружают вымоченный в проточной воде в течение 2 — 4 ч агар и воду кипятят до полного растворения агара. Затем добавляют сахар и патоку и кипятят в течение 5 — 7 мин до полного растворения сахара.
Готовый сироп процеживают через сито с диаметром ячеек 1 — 1,5 мм, охлаждают до температуры 40 — 60 °C и добавляют эссенцию, коньяк, краситель и кислоту. Влажность готового желе 50,0 +/- 2,0%.
Желе для покрытия поверхности тортов и пирожных применяют в жидком виде при температуре 55 — 65 °C.
При приготовлении желе для отделки массу в горячем виде разливают в противни высотой 10 — 30 мм и охлаждают.
Полученный после охлаждения студень нарезают на кусочки требуемой формы.
В желе можно добавлять сиропы от компота, варенья, фруктов в сиропе с учетом содержания в них сахара.
Технологическая схема процесса приготовления желе
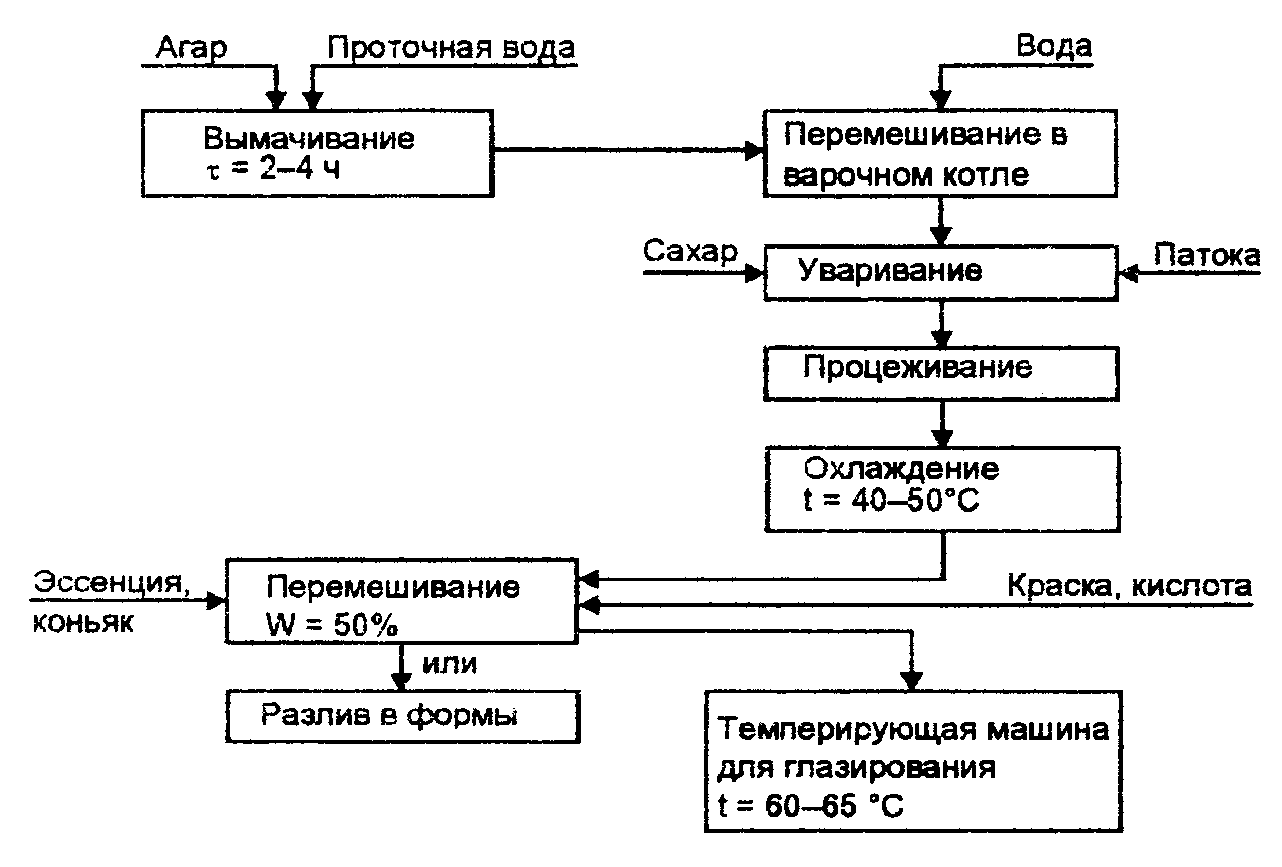
5. ШОКОЛАДНАЯ ГЛАЗУРЬ
Технологический процесс приготовления шоколадной глазури представляет собой разогревание в температурной машине шоколада, масла какао и кондитерского жира, взятых по рецептуре, или тщательное вымешивание в котелке при температуре 33 — 34 °C. При глазировке изделий шоколадной глазурью температура последней должна быть 30 — 31 °C.
Технологическая схема процесса приготовления
шоколадной глазури

6. ЖЕЛЕЙНО-СБИВНОЙ ПОЛУФАБРИКАТ
Сахарный песок и воду в соотношении 4:1 уваривают до температуры 118 — 120 °C до содержания сухих веществ 78%.
Желатин замачивают в воде (на 16 г желатина — 1:0,7 л воды) на 1 ч.
Затем горячий сироп и желатиновую массу переносят в сбивальную машину и сбивают сначала на малой скорости венчика, затем на большой до получения пышной массы.
В конце сбивания добавляют краситель, эссенцию, разведенную лимонную кислоту.
Полуфабрикат готов, если при проведении лопаткой по поверхности полоса от лопатки остается нерасплывшейся.
Технологическая схема процесса приготовления
желейно-сбивного полуфабриката
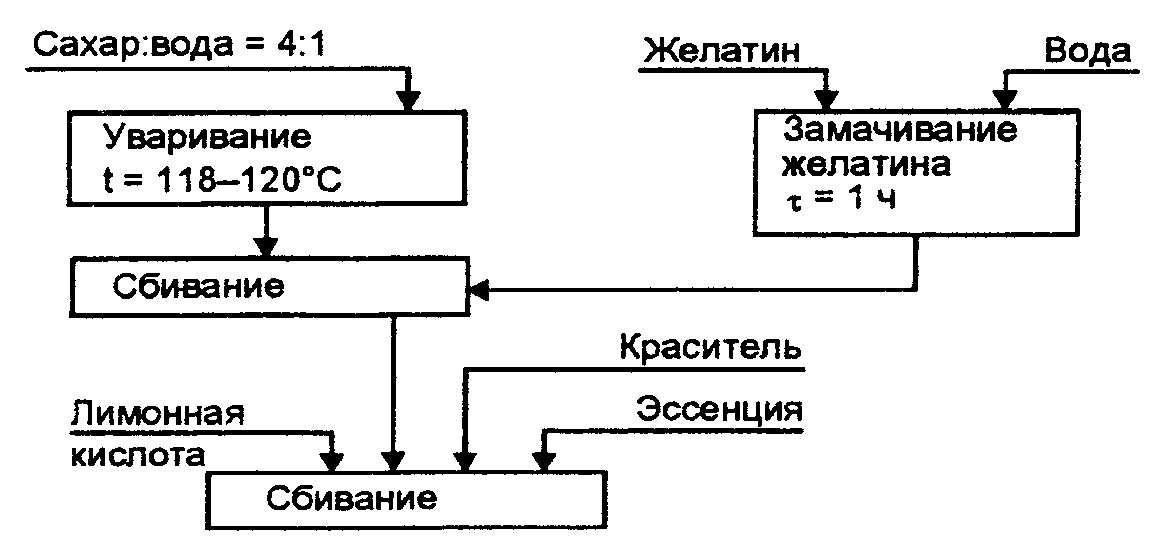
НАЧИНКИ
1. НАЧИНКА ФРУКТОВАЯ
Фруктовая начинка представляет собой уваренную фруктовую подварку или упаренное повидло с сахаром.
Технологический процесс приготовления начинки фруктовой состоит из следующих стадий:
фруктовую подварку пропускают через протирочную машину или сито. Вода во время протирки добавляется в случае необходимости. Влажность подварки после протирки 45 — 50%;
подварку уваривают с соответствующим количеством сахара по рецептуре в варочном котле или вакуум-аппарате при давлении пара 1,5 — 4,0 атм. Влажность готовой начинки 26%.
В начинку для бисквитно-фруктовых изделий могут добавляться промочка, сиропы от компота, варенья и фруктов с учетом содержания сахара в них.
Технологическая схема процесса приготовления начинки
фруктовой
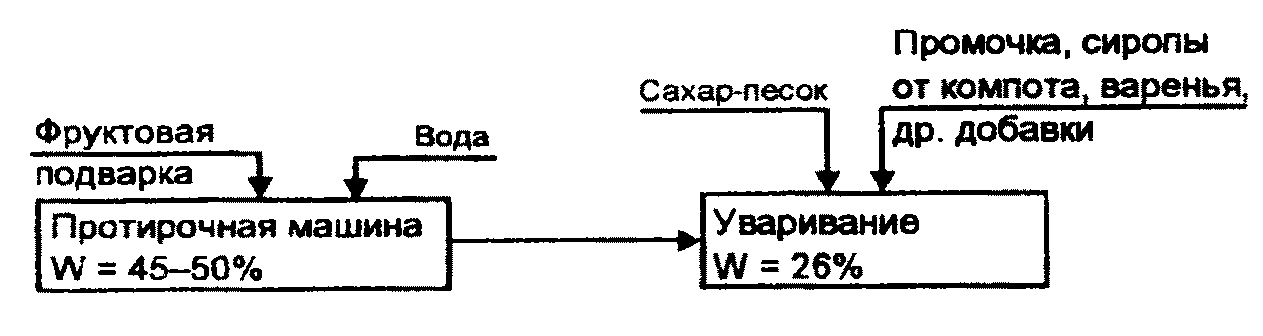
2. НАЧИНКА ДЛЯ ПИРОЖНЫХ «МЕЧТА»
Помаду разогревают до температуры 45 °C и добавляют при перемешивании прокипяченное сгущенное молоко, коньяк и порошок какао. Температура готовой начинки 34 — 38 °C. Влажность 16,6%.
Технологическая схема процесса производства начинки
для пирожного «Мечта»
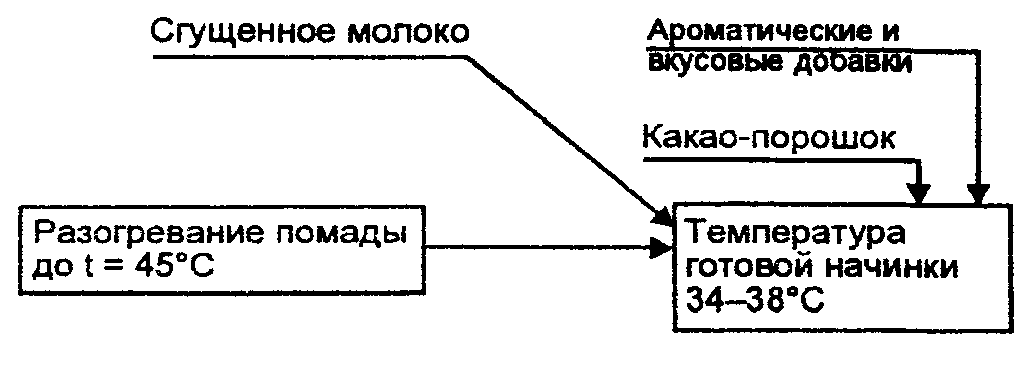
3. ПРАЛИНЕ
Пралине представляет собой тонко растертую массу жареных ядер орехов, сахарной пудры, какао тертого, какао-масла и др.
Технологический процесс приготовления пралине состоит из следующих стадий.
1. Подготовка ореха.
2. Приготовление сахарной пудры.
3. Приготовление пралине.
Ядра ореха очищают от посторонних примесей и обжаривают. Обжаренные ядра охлаждают и измельчают на машине типа мясорубки. Влажность 2,5 +/- 0,5%.
В месильную машину с обогревом (при температуре 35 — 45 °C) загружают полагающиеся по рецептуре измельченные ядра ореха, сахарную пудру, какао тертое, расплавленное какао-масло. В конце добавляют ванильную эссенцию.
Смешивание производится в течение 3 — 8 мин.
Перемешанную массу выгружают и передают на вальцевание на трех- или пятивалковую мельницу.
Полученная масса поступает на упаковку.
Вкус и аромат шоколадно-орехового пралине должен быть без привкуса испорченных или прогорклых орехов и неприятного вкуса и запаха, хруста от минеральной примеси.
Цвет от кремового до коричневого. Структура однородная.
Влажность 1,0 +/- 0,2%.
Технологическая схема процесса приготовления пралине
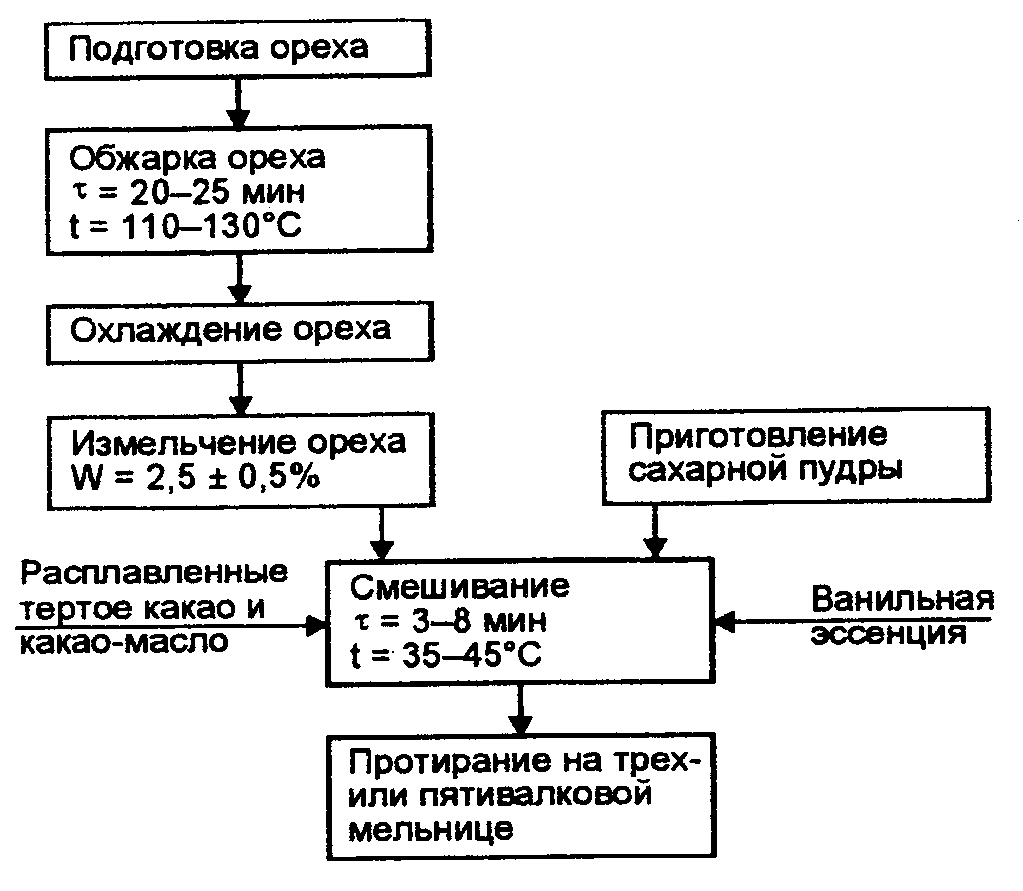
ОБСЫПКИ
1. БИСКВИТНАЯ КРОШКА
Бисквитную крошку изготовляют из бисквитного полуфабриката или крошкового. Обрезки полуфабрикатов протирают через сито с крупными ячейками или измельчают на дробильной машине и подсушивают в печи до 6 — 8% влаги.
2. СЛОЕНАЯ И ПЕСОЧНАЯ КРОШКА
Слоеную и песочную крошку изготовляют из обрезков соответствующих полуфабрикатов, которые рубят ножом или измельчают в дробильной машине до крупинок необходимого размера. Песочную крошку просеивают.
3. НОНПАРЕЛЬ
Крепко уваренную подкрашенную помаду протирают через сито с ячейками размером 2 — 3 мм. Полученную мягкую крупку рассыпают тонким слоем на листах, после затвердения смешивают крупку различных цветов.
4. КРУПКА ТРЮФЕЛЬ
В разогретую до 70 — 75 °C помаду добавляют сливочное масло и перемешивают. Затем добавляют порошок какао и ванильную пудру и снова перемешивают. После охлаждения полученную массу протирают через сито с диаметром ячеек 3 — 4 мм и рассыпают тонким слоем на листы для подсушки. Протирать массу следует перед самым использованием, иначе крупка теряет вкус.
ПОЛУФАБРИКАТЫ ДЛЯ УКРАШЕНИЙ
1. САХАРНАЯ МАСТИКА
Желатин замачивают в воде с температурой 20 — 25 °C в соотношении 1:(12 — 15), через 2 — 3 ч избыток воды сливают и желатин подогревают до полного растворения, а затем процеживают через мелкое сито и охлаждают до 35 °C.
В охлажденный раствор высыпают сахарную пудру и тщательно замешивают массу вручную на столе.
Для карточек к тортам мастику раскатывают скалкой до толщины 2 — 3 мм и затем нарезают на карточки требуемой формы. Карточки в течение суток подсушивают. Влажность мастики 6%.
Цветы, листочки и другие объемные украшения могут быть выполнены из пластичной сахарной мастики вручную или при помощи форм и подсушены перед украшением торта.
2. КАРАМЕЛЬНАЯ МАССА
Растворенный в горячей воде сахар доводят до кипения в открытом котелке и уваривают до 108 — 110 °C, затем добавляют в сироп нагретую до 50 °C патоку и продолжают уваривание сиропа до 116 — 117 °C, что соответствует содержанию сухих веществ 83 — 86%. Далее нагрев несколько уменьшают и продолжают до карамельной пробы.
Температура окончания варки различна в зависимости от последующего назначения карамельной массы: ливная — 157 — 163 °C; атласная — 150 °C; пластичная — 193 °C.
3. ЛИВНАЯ КАРАМЕЛЬНАЯ МАССА
Украшения готовят из горячей массы отсаживанием, разбрызгиванием и формовкой.
Отсаживанием готовят фонтаны, купола, мелкие фигурки. Отсаживание по рисунку производят из бумажного корнетика с отверстием диаметром 1 мм на смазанный маслом стол или на поверхность, соответствующую форме будущего украшения (купол и т.д.).
Разбрызгиванием готовят карамельную паутинку: между двумя закрепленными и выходящими за края стола планками, под который ставят поддон, металлической щеткой или метелочкой вправо и влево разбрызгивают горячую карамельную массу. Полученную паутинку снимают с планок и придают желаемую форму для украшения поверхности торта.
Для формования украшений охлажденную до 70 °C карамельную массу раскатывают в тонкий пласт на согретой доске, а затем формуют фигуры в форме или без формы.
4. АТЛАСНАЯ КАРАМЕЛЬНАЯ МАССА
После охлаждения до 70 °C подвергают многократной растяжке и складыванию вдвое на столе до тех пор, пока она не приобретет шелковистый блеск. Из отрываемых кусочков карамельной массы формуют веревочки и ленты, из которых можно плести корзинки и другие украшения.
5. ПЛАСТИНЧАТАЯ КАРАМЕЛЬНАЯ МАССА
После охлаждения до 70 °C раскатывают на столе пластинами толщиной 2 — 3 мм, обмазывают их маслом, прокладывают пергаментом и хранят длительное время в герметичной посуде. По мере необходимости из пластинок при подогреве формуют необходимые украшения.
6. МАРЦИПАН СЫРОЙ
Отпаренные и очищенные ядра миндаля подсушивают при 40 — 50 °C до влажности около 4%. Подсушенный миндаль пропускают через вальцы, смешивают с сахарной пудрой и патокой и два-три раза пропускают через вальцы при постоянном их сближении до получения однородной тестообразной массы, которую затем смешивают с коньяком или крепким десертным вином.
7. МАРЦИПАН ЗАВАРНОЙ
Масса готовится так же, как и для сырого, но после растирания заваривается горячим сиропом из сахара-песка, патоки и воды, уваренным до температуры 120 °C. Заваривание производится при температуре 120 °C вливанием тонкой струи сиропа в массу при непрерывном помешивании до получения однородной массы. После охлаждения в течение часа добавляют сахарную пудру и коньяк и снова пропускают два-три раза через вальцы.
Фигуры из марципана
Куски марципана вдавливают в две половинки формы, срезая излишки марципана ножом вровень с краями формы, обе половинки формы закрывают и зажимают, затем открывают форму и извлекают на нее готовую фигуру вилкой. Фигуры укладывают для просушки в сахарную пудру или крахмал. Продолжительность сушки крупных фигур (по 100 г) до затвердения составляет 3 — 5 дней. Возможно формировать плоды, овощи, фигуры из марципана вручную.
Обработка поверхности фигур может быть различной: покрытие тонким слоем масла какао или парафина (яблоки), обсыпка тонко просеянной бисквитной крошкой (персики), окрашенным сахарным песком (клубника) и др.
8. КРАСИТЕЛИ
Для окраски отделочных полуфабрикатов краска смешивается с водой в соотношении примерно 1:3, раствор кипятят 10 — 15 мин, процеживают и хранят в стеклянной или пластмассовой посуде.
Приготовление свекольного красителя
Тщательно вымытую свеклу варят целиком в кипяченой воде. Сваренную свеклу охлаждают, очищают от кожицы и измельчают. Полученную массу откидывают или, в случае использования недостаточно сочной свеклы, заливают небольшим количеством горячей воды (примерно 26 — 30%) и настаивают в течение 40 — 60 мин. Отжатую вытяжку доводят до кипения и после охлаждения используют для приготовления крема.
В зависимости от условий производства свекольный краситель можно готовить и другими способами.
Свекольный краситель имеет темно-вишневый цвет с оранжевым оттенком, сладковатый вкус. Содержание сухих веществ 8 — 12%.
Хранить краситель следует в холодильнике в закрытой стеклянной или фарфоровой посуде.
УКРАШЕНИЯ
1. ОСНОВНЫЕ УКРАШЕНИЯ ИЗ СЛИВОЧНОГО КРЕМА
Разнообразные узоры, цветы и фигурки на тортах и пирожных выполняют, выдавливая крем из металлических фасонных трубочек, вставленных в отсадочный мешок из плотной ткани. Наиболее тонкие рисунки выполняют при помощи бумажных корнетиков без трубочек или с вставляемыми в них тонкими металлическими трубочками. Набор из 10 — 12 трубочек с различной конфигурацией срезов позволяет выполнять все многообразие украшений, необходимых для отделки тортов. На массовых видах тортов и пирожных основными украшениями являются следующие.
1.1. Выполняемые с помощью трубочек с гладким и прямым
срезом с диаметром отверстия от 2 до 6 мм
Змейка
Равномерно выдавливая крем и пронеся трубочку вдоль изделия, производят волнообразные движения.
Грибок
Трубочку держат перпендикулярно к плоскости торта и, постепенно снижая давление, поднимают ее. Получается конусообразная ножка гриба, на которую надевают шляпку из бисквита Буше.
Веревочка
Трубочку держат под углом к плоскости торца и, пронося трубочку вдоль изделия, производят вращательные движения.
Ветка с почками
Отсаживают тонкую ветку и вдоль нее с обеих сторон трубочкой большего диаметра — шарики.
Пирамидка
Трубочку держат перпендикулярно к плоскости торта. Выдавливая крем, слегка приподнимают трубочку, затем быстро опускают и, прижав крем, открывают трубочку: на полученный слегка сплюснутый шарик отсаживают второй, затем третий меньшего диаметра.
1.2. Выполняемые с помощью трубочки различного диаметра
с зубчатым срезом
Звездочка
Трубочку держат перпендикулярно к плоскости торта на расстоянии 2 — 3 мм, выжимают крем и слегка приподнимают трубочку; затем прекращают давление, толчком резко опускают трубочку и отрывают ее.
Розанчик
Трубочку держат перпендикулярно к плоскости торта и, выдавливая крем, производят вращательное движение, накладывая витки крема в виде спирали. Прекратив давление, продолжают вращательное движение до окончания выхода крема из трубочки.
Зубчатая палочка
Трубочку держат под углом к плоскости торта и проводят вдоль поверхности, равномерно выдавливая крем. Затем прекращают давление и плавно отрывают трубочку.
1.3. Выполняемые с помощью круглых трубочек с клинообразным
срезом
Листик
Трубочку держат под острым углом к плоскости торта. Выжимая крем и пронося трубочку к себе, делают мелкие колебательные движения в вертикальной плоскости.
Затем прекращают выдавливание крема и плавно оттягивают кончик листа.
1.4. Выполняемые с помощью плоских трубочек с косым срезом
Маргаритка
Каждый лепесток цветка делают отдельным приемом. Трубочку ставят перпендикулярно к поверхности торта острым углом к себе и быстро выжимают крем, делая слегка скользящие движения к центру будущего цветка. Так шприцуют рядом друг к другу лепестки одной половины цветка, затем поворачивают торт на 180° и делают вторую половину цветка. В центре цветка из гладкой прямой трубочки отсаживают кружочек.
Подобные цветы можно подготовить заранее на металлическом листе и поставить в холодильник. Перед переносом на торт цветы срезают с листа теплым ножом.
Более сложные украшения выполняют комбинированными трубочками и трубочками с комбинированным срезом.
Роза
Отсаживают на основание, которым служит кубик плотного бисквита, насаженный на вилку. В этом случае применяют трубочку с плоским закругленным срезом. Трубочку держат под тупым углом к кубику бисквита и, поворачивая вилку, последовательно отсаживают лепестки от центра к периферии цветка, увеличивая их размеры и меняя наклон лепестков к основанию.
2. УКРАШЕНИЯ ИЗ ШОКОЛАДА
Плоские фигуры
Готовят из темперированной шоколадной массы (или глазури), разлитой тонким слоем в 2 — 3 мм на пергамент, путем вырубания металлическими выемками. Шоколадная масса перед вырубкой должна быть полузатвердевшей.
Плоские фигуры можно готовить шприцеванием, нанося шоколадную массу в теплом виде на пергамент по рисунку.
Объемные фигуры
Отливают в двухсторонних или односторонних формах.
Стружка
Нарезают ножом из бруска закристаллизованного шоколада. Очень тонкая широкая стружка при срезании свертывается в трубочку.
СИРОПЫ
1. СИРОП МОЛОЧНО-САХАРНЫЙ
I способ
В варочный котел с паровой рубашкой загружают сахарный песок и молоко. Смесь тщательно перемешивают и упаривают до содержания сухих веществ 73,0 +/- 0,2%. Разрешается замена 3% сахарного песка патокой по сухому веществу. Продолжительность уваривания 3 — 5 мин.
Молочно-сахарный сироп с содержанием сухих веществ 73,0 +/- 2,0% процеживают через сито с размером ячеек 1,5 мм в емкости, в которых происходит охлаждение молочно-сахарного сиропа до температуры 22 — 30 °C.
II способ (с сорбиновой кислотой) — для удлинения сроков
хранения крема
Сорбиновую кислоту вводят в жидкий компонент крема (сироп, молоко сгущенное и т.д.) в количестве 0,18% к массе крема. Для равномерного перемешивания в креме сорбиновой кислоты ее смешивают с 5 — 10% жидкого компонента при температуре 70 — 80 °C, а полученную смесь процеживают через сито, добавляют при перемешивании в остальное количество жидкого компонента.
В дальнейшем полученный жидкий компонент с сорбиновой кислотой используют для приготовления кремов в соответствии с действующими технологическими инструкциями по производству кремов.
Технологическая схема производства молочно-сахарного сиропа
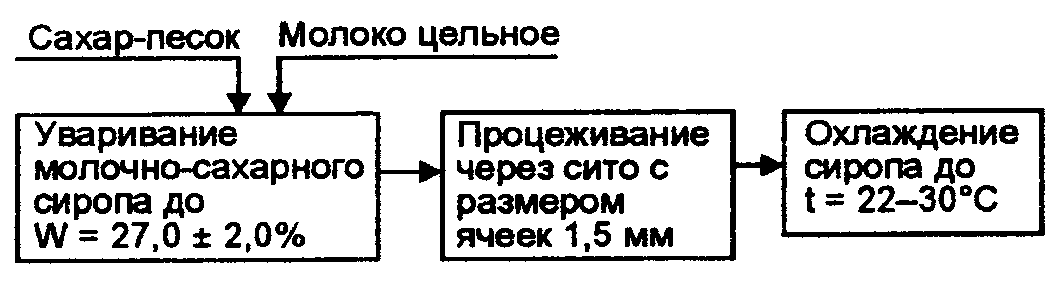
2. СИРОП ДЛЯ ПРОПИТЫВАНИЯ БИСКВИТНОГО ПОЛУФАБРИКАТА
(ПРОМОЧКА)
В варочном котле кипятят при перемешивании раствор сахара в воде в соотношении 1:1,1. Удельный вес готового сиропа 1,21 — 1,25 г/см3. Влажность 48 — 46%.
К охлажденному до комнатной температуры сиропу перед употреблением добавляют эссенцию и коньяк или винно-спиртовую композицию «Кондитерская». Влажность сиропа 50,0 +/- 4,0%.
3. КОФЕЙНЫЙ СИРОП
В открытый варочный котел заливают воду, кипятят и добавляют кофе. Отвар процеживают через марлю, добавляя к гуще воду и кипятят 5 — 7 мин. Повторное кипячение гущи с водой производят три раза. Гуща является отходом, а отвары объединяют, добавляют сахар и доводят до кипения.
Влажность готового сиропа 32%.
Полученный сироп идет для приготовления крема и сиропа для промочки.
Приготовление кофейной промочки
К кофейному сиропу добавляют мочку и кипятят до содержания влаги 50%.
4. САХАРО-АГАРОВЫЙ СИРОП
В варочный котел заливают воду и предварительно промытый в проточной воде агар и кипятят до полного роспуска агара, затем засыпают сахарный песок и упаривают при давлении пара 1,5 — 2,5 атм. 25 — 30 мин до содержания сухих веществ 80 +/- 2,0%.
В конце упаривания добавляют патоку и сироп доводят до кипения. Общая продолжительность уваривания сиропа 30 — 40 мин. Готовый сахаро-паточный сироп процеживают через сито с размером ячеек 1,5 — 2,5 мм.
Технологическая схема процесса приготовления
сахаро-агарового сиропа
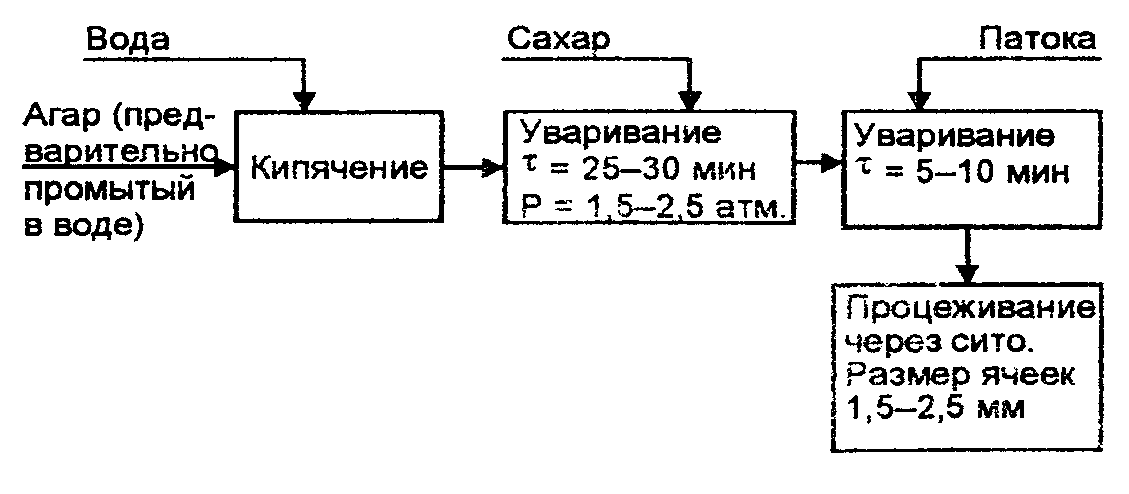
5. СИРОП ДЛЯ БЕЛКОВОГО ЗАВАРНОГО КРЕМА
Сахарный сироп готовят следующим образом. В варочном котле уваривают сахар и воду в соотношении 4:1 до температуры 118 — 120 °C. Удельный вес сиропа 1,43 — 1,45 г/см3.
6. ПОЛУФАБРИКАТ «ВИНОГРАДНО-КРАХМАЛЬНЫЙ»
В варочный котел загружают сок виноградный концентрированный и крахмал картофельный. Смесь тщательно перемешивают и нагревают до кипения. Содержание сухих веществ полуфабриката 76,0 +/- 2,0%.
Готовый виноградно-крахмальный полуфабрикат процеживают через сито с размером ячеек 1,5 мм в емкости, где он охлаждается до температуры 22 — 30 °C.
7. СИРОП НА СОРБИТЕ
Пищевой сорбит растворяют в воде, уваривают до содержания сухих веществ 80%, затем уваренную массу сорбита охлаждают до температуры 25 — 30 °C и вводят в массу.
8. СИРОП ДЛЯ ПРОМОЧКИ «РОМОВАЯ БАБА»
В варочном котле кипятят при перемешивании раствор сахара в воде.
Содержание сухих веществ готового сахарного сиропа 51,7 +/- 2,0%.
К охлажденному сиропу с температурой не выше 30 °C перед употреблением добавляют ароматизаторы.
Содержание сухих веществ сиропа для промочки 50,0 +/- 4,0%.
ПРОИЗВОДСТВО ГОТОВЫХ ИЗДЕЛИЙ
ТОРТЫ
1. БИСКВИТНЫЕ ТОРТЫ
Бисквитные торты представляют собой два или три слоя бисквитного полуфабриката, промоченных промочкой и прослоенных различными кремами или фруктовой начинкой. Верхняя поверхность тортов покрыта кремом или фруктовой начинкой, а боковые стороны тортов, кроме того, обсыпаны крошкой. Верхняя поверхность имеет художественный рисунок. Форма тортов может быть квадратной, круглой, продолговатой, в виде полена, калача, кольца и др.
Подготовка полуфабриката к отделке
Бисквитный полуфабрикат зачищают с поверхности ножом или теркой, выравнивают ножом для придания правильной формы и разрезают по горизонтали на два или три слоя в зависимости от сорта. Поверхность одного слоя промачивают промочкой на машине или вручную кисточкой или специальной лейкой, промазывают равномерным слоем крема или фруктовой начинки, покрывают вторым слоем полуфабриката, промачивают промочкой и покрывают равномерным слоем крема или фруктовой начинки поверхность и боковые стороны. Боковые стороны обсыпают крошкой.
При выработке трехслойного торта второй слой покрывают третьим слоем, также смачивают промочкой и покрывают кремом или фруктовой начинкой. Боковые стороны обсыпают крошкой. Возможна комбинация прослойки бисквитного полуфабриката кремом, фруктовой начинкой или вареньем в зависимости от рецептуры.
В зависимости от рецептуры торта возможна комбинация светлого и темного (с порошком какао) бисквитного полуфабриката.
Отделка
Художественная отделка подготовленного бисквитного полуфабриката теми или иными отделочными полуфабрикатами в различных комбинациях позволяет получить требуемое наименование торта.
Отделку бисквитно-кремовых тортов производят в основном украшениями из крема, воздушных полуфабрикатов, цукатов, орехов, фигурами из шоколада, марципана, карамельной массы.
Отделку бисквитно-фруктовых тортов в основном производят фруктами, цукатами, кусочками желе и заливают желе, а боковые поверхности обсыпают крошкой.
У глазированных бисквитных тортов поверхность глазируют помадой или шоколадом и художественно отделывают украшениями из крема или других отделочных полуфабрикатов.
2. БИСКВИТНЫЕ ТОРТЫ НЕОБЫЧНОЙ ФОРМЫ
Калач
Имеет форму калача, промочен сиропом, прослоен сливочным кремом, покрыт и украшен белками, сбитыми с сахаром. Из круглой бисквитной заготовки, промоченной сиропом и прослоенной кремом, вырезают на расстоянии 36 — 40 мм от края небольшой полукруг и укладывают его на более широкую поверхность заготовки в качестве основания калача; всю заготовку покрывают взбитыми белками с сахаром, заглаживая поверхность ножом и формируя высокий гребень калача; затем наносят отделку из тех же белков с помощью шприцевального мешка, смазывают яичным желтком и колеруют в печи 3 мин при 240 °C. Охлажденный калач обсыпают сахарной пудрой.
Кольцо
Имеет форму высокого кольца, не промочен. Поверхность покрыта кремом и отделана беспорядочными полосками шоколадной глазури.
Бисквитный полуфабрикат выпекают в круглой форме. После охлаждения верхнюю поверхность погружают в подогретый сливочный крем и отделывают шоколадной глазурью из шприцевального мешка.
Подготовка слоеного полуфабриката к отделке
Пласты слоеного полуфабриката, нарезанные по размеру торта, промазывают фруктовой начинкой или кремом и сверху покрывают слоем крема или начинки. Форма тортов — прямоугольная, квадратная.
Отделка
Верхнюю и боковые поверхности слоеных тортов отделывают крошкой от этих тортов и сахарной пудрой. Можно также выпускать слоеные торты без отделки, со смазкой поверхности яйцом.
3. ПЕСОЧНЫЕ ТОРТЫ
Подготовка песочного полуфабриката к отделке
Два-три пласта песочного полуфабриката, нарезанные по размеру торта, прослаивают кремом, фруктовой начинкой или вареньем.
Отделка
Поверхность песочных тортов отделывают кремом, фруктами, цукатами, орехами, вареньем и т.д. В зависимости от наименования торта поверхность его может быть залита желе, заглазирована помадой с нанесением или без нанесения рисунка из крема, помады и т.д. Боковые поверхности обмазывают кремом или фруктовой начинкой и обсыпают бисквитной крошкой.
4. КОМБИНИРОВАННЫЕ ТОРТЫ
Комбинированные торты представляют собой слои различных выпеченных полуфабрикатов, промазанных кремом или фруктовой начинкой и художественно украшенных отделочными полуфабрикатами.
Форма тортов квадратная или круглая.
5. МИНДАЛЬНЫЕ ТОРТЫ
Несколько слоев (три-пять) миндального полуфабриката прослаивают фруктовой начинкой, кремом или пралине; поверхность художественно украшают отделочными полуфабрикатами. Форма тортов — квадратная.
Несколько слоев миндального полуфабриката промазывают пралиновым кремом. Боковые поверхности покрывают кремом и обсыпают обжаренной крошкой. Верхнюю поверхность обсыпают сахарной пудрой, на которую тыльной стороной ножа наносят сетку. Середину торта украшают надписью «Идеал» из крема или сахарной пудры через трафарет.
6. КРОШКОВЫЕ ТОРТЫ
Несколько слоев (два-три) крошкового полуфабриката пропитывают промочкой, прослаивают конфитюром, кремом, вареньем и т.д. Поверхность торта художественно украшают кремом, полуфабрикатом «Воздушный», цукатами и т.д. Боковые поверхности обсыпают жареной крошкой.
Форма тортов — полено, круглая.
7. ВАФЕЛЬНЫЕ ТОРТЫ
Вафельные торты представляют собой несколько вафельных листов, прослоенных жировой или пралиновой начинкой, с художественной отделкой поверхности.
В настоящее время ряд вафельных тортов готовится на поточно-механизированных линиях.
Сюрприз. Арахис. Ритм. Спорт. Полярный
Пять-семь вафельных листов прослаивают жировой или пралиновой начинкой. Верхнюю поверхность и боковые стороны покрывают той же начинкой, наносят гребенкой волнообразные линии и украшают крошкой, сахарной пудрой или дробленым арахисом, или шоколадными фигурами, соответствующими наименованию торта.
Шоколадно-вафельный
Прослаивают пралиновой начинкой. Верхнюю поверхность и боковые стороны глазируют шоколадом и украшают фигурами из шоколада.
Шоколадно-пралиновый с орехом
Прослаивают пралиновой начинкой.
Поверхность и боковые стороны заготовок покрывают тонким слоем шоколадной глазури. На незастывшую глазурь наносят дробленый орех и тотчас же вторично покрывают шоколадной глазурью.
ПИРОЖНЫЕ
1. БИСКВИТНЫЕ ПИРОЖНЫЕ
Основой бисквитных пирожных является бисквитный полуфабрикат, нарезанный по форме пирожного (прямоугольный, квадратный, овальный, треугольник, полено, бутерброды и т.д.) или выпеченный в виде отдельных штук, таких, как Буше, меренги, миндальные, песочное кольцо и т.д. Пирожные могут быть одно-, двух- и трехслойные. Слои бисквита пропитаны промочкой и прослоены кремом или фруктовой начинкой. Поверхность пирожного должна быть заглазирована той или иной глазурью или покрыта кремом или желе и отделана украшениями из крема, фруктов, цукатов, желе, орехов и др.
Подготовка бисквитного полуфабриката к отделке
Поверхность выпеченного полуфабриката после восьмичасовой выстойки зачищают ножом или теркой, выравнивают края для придания правильной формы и разрезают ножом или на резальной машине по горизонтали на требуемое количество слоев в зависимости от вида пирожных.
Первый слой бисквитного полуфабриката обрабатывают промочкой вручную кисточкой или лейкой или на специальной машине, затем наносят равномерный слой крема или фруктовой начинки, разравнивая его ножом, покрывают вторым слоем бисквитного полуфабриката и слегка прижимают его; снова обрабатывают промочкой и наносят равномерный слой крема для начинки. При подготовке полуфабриката для бисквитно-фруктовых тортов первый слой полуфабриката промачивают очень слабо или совсем не промачивают.
Полуфабрикат для пирожных типа «Риголетто» изготавливают из бисквитного полуфабриката, выпеченного в виде узкого батона. Батон разрезают по горизонтали на два слоя, пропитывают нижний слой промочкой, наносят слой крема, накладывают верхний слой бисквита, боковые стороны обсыпают крошкой, на верхнюю поверхность наносят слой крема из мешка с помощью широкой плоской трубочки.
Полуфабрикат для пирожных «Буше» изготавливают из готовых круглых бисквитных заготовок. После охлаждения их зачищают ножом или теркой и в случае необходимости выравнивают края металлической выемкой. Для пирожных, состоящих из двух заготовок, на нижнюю поверхность одной заготовки отсаживают крем или фруктовую начинку и накладывают вторую заготовку. Верхнюю заготовку промачивают промочкой.
Отделка
Отделка поверхности пирожных производится в зависимости от их разновидности. Если рисунок бисквитно-кремовых пирожных представляет собой сплошные линии, возможно провести по поверхности крема волнистые линии в одном направлении или украсить рисунком из шприцевального мешка, а затем наметить трафаретом размеры пирожных и разрезать ножом вручную по разметке на отдельные пирожные (нож периодически погружают в горячую воду во избежание прилипания массы к нему).
Если отделка на каждое пирожное наносится отдельно, подготовленный полуфабрикат сначала разрезают на отдельные единицы, а затем наносят рисунок из крема, накладывают фрукты или цукаты или другую отделку.
Глазированные помадой
На поверхность промоченного, прослоенного кремом и покрытого фруктовой начинкой полуфабриката наносят ножом равномерный слой помады, подогретый до 45 — 50 °C. После затвердения помады пласт разрезают ножом по разметке на отдельные штуки, которые затем отделывают кремом из шприцевального мешка, фруктами или цукатами.
С белковым кремом
На поверхность промоченного, прослоенного кремом, покрытого фруктовой начинкой полуфабриката наносят ножом равномерный слой белкового крема и размечают трафаретом для резки. Затем на каждую размеченную часть отсаживают рисунок из белкового крема и полуфабрикат подсушивают в печи 5 — 7 мин при температуре 215 — 225 °C. После охлаждения разрезают ножом на отдельные готовые пирожные, а затем обсыпают сахарной пудрой через сито.
Глазированные помадой с белковым кремом
Бисквитный полуфабрикат разрезают на полоски, которые затем разрезают на части разной конфигурации. На каждую часть наносят ножом или при помощи шприцевального мешка фруктовую начинку. Затем отсаживают сбивной крем слоем 3 мм и поверхность крема глазируют погружением в помаду, подогретую до температуры 40 — 45 °C. После застывания помады пирожные украшают кремом.
Фруктово-желейные
Данные изделия не только прослаиваются начинкой, но и промачиваются. Поверхность полуфабриката покрывается фруктовой начинкой, трафаретом намечают размеры пирожных, укладывают фрукты или цукаты, заливают при помощи кисточки желе, подогретым до температуры 55 — 65 °C и разрезают по разметке на отдельные пирожные.
Типа Риголетто и Бутербродики
Подготовленный к отделке полуфабрикат в виде батона нарезают ножом на отдельные пирожные и овальную поверхность каждого пирожного украшают кремом, кусочками желе и фруктами.
Из этого же полуфабриката готовят пирожные типа Бутербродики. В этом случае полуфабрикат нарезают ножом на отдельные пирожные, укладывают их на плоскую сторону, промачивают промочкой, наносят рисунок из сливочного крема в виде змейки и отделывают кусочками желе, фруктами или цукатами.
Типа Рулетики
Пирожные этого типа изготовляются из тонкого пласта, выпеченного из бисквитного теста, нанесенного тонким слоем на лист бумаги. Выпеченный полуфабрикат освобождают от бумаги, укладывают корочкой вниз на лист, промачивают промочкой и наносят слой крема или другой начинки. Завертывают пласт в виде рулета и после охлаждения покрывают поверхность кремом или фруктовой начинкой и обсыпают бисквитной крошкой. Затем нарезают ножом на отдельные пирожные.
Круглые Буше
Глазированные молочной помадой и кремом
Поверхность верхней заготовки покрывают слоем помады, предусмотренной для каждого вида пирожного, погружением пирожного в помаду, подогретую до 45 — 50 °C. До остывания помады поверхность украшают фруктами или цукатами или после застывания помады наносят рисунок из крема при помощи шприцевального мешка и отделывают фруктовой начинкой.
С орехами
Поверхность верхней заготовки покрывают мармеладом, обсыпают измельченным орехом и порошком какао.
Фруктовое
Поверхность верхней заготовки покрывают слоем фруктовой начинки, затем обсыпают бисквитной крошкой и сахарной пудрой и украшают фруктами или цукатами.
Воздушное состоит из двух заготовок (нижняя — бисквитная, верхняя — из полуфабриката Воздушного), прослоенных фруктовой начинкой. Поверхность верхней заготовки смазывают абрикосовым мармеладом и обсыпают ореховой крупкой.
С белковым кремом
На середину нижней поверхности заготовки отсаживают при помощи шприцевального мешка фруктовую начинку, затем всю поверхность заготовки покрывают белковым кремом в виде шапки, крем покрывают слоем помады погружением пирожного в подогретую до 45 — 50 °C помаду.
После застывания помады на поверхность наносят рисунок из крема и украшают фруктами или цукатами.
При приготовлении пирожных с кремом из сливок сначала глазируют помадой верхнюю заготовку, затем отсаживают крем на нижнюю заготовку и накладывают верхнюю. Пирожные Буше укладывают в бумажные капсулы.
2. ПЕСОЧНЫЕ ПИРОЖНЫЕ
Пирожные этого типа представляют собой полуфабрикаты из песочного теста, прослоенные или заполненные кремом или фруктовой начинкой и украшенные различными отделочными полуфабрикатами, или пирожные с отделкой поверхности до выпечки. Песочные пирожные могут быть нарезанные и приготовленные из штучных выпеченных полуфабрикатов в виде полумесяцев, колец, корзиночек, трубочек. Пирожные-корзиночки укладывают в бумажные капсулы.
Подготовка песочного полуфабриката к отделке
Поверхность выпеченного полуфабриката зачищают ножом или теркой. Для приготовления фруктовых пирожных теплый пласт песочного полуфабриката покрывают равномерным слоем теплой фруктовой начинки или мармелада, накладывают второй пласт полуфабриката и наносят верхний слой фруктовой начинки или мармелада и глазируют или не глазируют помадой, разогретой до 50 — 55 °C, затем после остывания пласт режут ножом, смоченным в горячей воде, на отдельные пирожные.
Для приготовления пирожных с кремом два слоя песочного полуфабриката, прослоенные кремом, покрывают фруктовой начинкой, глазируют с помощью длинного ножа помадой, подогретой до 50 — 55 °C. После остывания помады заглазированный пласт режут ножом на отдельные пирожные.
Вместо глазирования помадой поверхность пласта, прослоенного кремом или фруктовой начинкой, можно покрыть равномерным слоем крема и провести гребенкой волнистые линии. При подготовке штучных полуфабрикатов к отделке на поверхность одной заготовки отсаживают крем, помаду или фруктовую начинку и покрывают второй заготовкой.
На поверхность отдельных пирожных, покрытых фруктовой начинкой или мармеладом, укладывают фрукты или цукаты и глазируют горячим мармеладом или желе.
Глазированные помадой
На поверхность отдельных заглазированных пирожных наносят при помощи шприцевального мешка рисунок из крема.
С белковым кремом
На пласт, покрытый слоем фруктовой начинки, наносят слой белкового крема и проводят гребенкой волнистые линии. Затем трафаретом размечают для резки, украшают каждую размеченную часть рисунком из крема и колеруют 5 — 7 мин в печи при температуре 215 — 225 °C. После охлаждения пласт режут ножом на отдельные пирожные и обсыпают сахарной пудрой.
Геркулес
Перед выпечкой поверхность верхней круглой заготовки смазывают яйцом и посыпают дробленым орехом. Подготовленный полуфабрикат, состоящий из двух заготовок, прослоенных фруктовой начинкой, отделывают рисунком из крема и обсыпают сахарной пудрой.
Полумесяц. Звездочка
Соответствующие полуфабрикаты, прослоенные кремом, отделывают рисунком из крема, кусочками желе, фруктами или цукатами.
С кремом
Отдельные пирожные, покрытые слоем крема, отделывают рисунком из крема или украшают грибками из крема и бисквита Буше.
Корзиночки с желе, фруктами и вареньем
В корзиночку отсаживают фруктовую начинку, перемешанную с измельченными фруктами, цукатами или вареньем.
Поверхность украшают фруктами или цукатами и заливают жидким желе или мармеладом и свежими фруктами.
С ореховой начинкой
Корзиночку заполняют ореховым полуфабрикатом. Поверхность отделывают фруктовой начинкой, фруктами или цукатами.
В корзиночку отсаживают фруктовую начинку и заполняют слоем зефира около 3 см. Поверхность зефира отделывают фруктами или цукатами и покрывают жидким желе.
Кокосовая
Корзиночку до выпечки заполняют кокосовой массой. Поверхность после выпечки и охлаждения смазывают фруктовой начинкой, посыпают крошкой и отделывают фруктами или цукатами.
Корзиночку, изготовленную из песочного теста, после выпечки и охлаждения заполняют фруктовой начинкой, на начинку отсаживают крем заварной или сливочный и покрывают крышечкой из заварного полуфабриката так, чтобы она прилегла к одной стороне корзиночки.
С кремом и фруктовой начинкой
Корзиночку заполняют фруктовой начинкой, на начинку отсаживают крем и слегка посыпают крошкой.
С белковым кремом
В корзиночку отсаживают фруктовую начинку, затем заполняют белковым кремом и подсушивают в печи 5 — 7 мин при температуре 215 — 220 °C. После охлаждения на поверхность наносят отделку кремом и фруктами и обсыпают сахарной пудрой.
Любительская
Корзиночку заполняют бисквитной крошкой в смеси с кремом, эссенцией и коньяком, поверхность покрывают кремом. Середину поверхности отделывают фруктами или цукатами и кремом.
С воздушной и молочной начинкой
Для пирожных с воздушной начинкой в корзиночку отсаживают молочную начинку, затем крем заварной белковый и покрывают крошко-кремовой массой.
С молочной начинкой
В корзиночку отсаживают молочную начинку, затем крошко-кремовую массу; поверхность покрывают заварным белковым кремом и обсыпают крошкой из слоеного полуфабриката.
Трубочка с кремом из сливок
Вначале отделывают поверхность трубочки, а после этого заполняют ее кремом из сливок.
Отделку поверхности производят в зависимости от сорта пирожного, покрывают ее слоем шоколада, погружая всю трубочку, кроме нижней поверхности, в подогретую до 30 — 31 °C шоколадную глазурь. Либо покрывают ореховой массой или помадой в виде спирали при помощи шприцевального мешка.
Заполнение трубочки кремом из сливок производят при помощи шприцевального мешка.
Песочные пирожные с отделкой поверхности до выпечки
Кольцо с орехами
Из пласта толщиной 5 — 7 мм вырубают заготовки в виде кольца, смазывают меланжем, посыпают мелко раздробленными орехами и выпекают.
Полоска с фруктовой начинкой
Поверхность раскатанного теста намазывают равномерным слоем фруктовой начинки толщиной 3 — 4 мм, закрывают вторым слоем (закрытая полоска), смазывают меланжем и наносят рисунок с помощью вилки или посыпают просеянной крупкой из обрезков теста с мукой, затем выпекают, охлаждают и режут на отдельные пирожные. Возможна отделка поверхности выпеченного пирожного сахарной пудрой. Возможно верхний пласт теста заменить плетенкой. В этом случае фруктовую начинку отсаживают на нижний пласт теста в виде параллельных жгутов.
3. СЛОЕНЫЕ ПИРОЖНЫЕ
Пирожными этого типа являются слойка с кремом, слойка с яблочной начинкой, слоеные трубочки и муфточки, заполненные кремом, и штучно выпеченные пирожные — бантики, калачики, треугольники, квадратики, окорочка и др. с различной отделкой поверхности.
Подготовка слоеного полуфабриката к отделке
Два пласта слоеного полуфабриката промазывают равномерным слоем крема или фруктовой начинки. Прослоенный полуфабрикат осторожно прижимают.
Отделка
Слойка с кремом
Поверхность полуфабриката, прослоенного кремом, покрывают равномерным слоем крема, обсыпают крошкой этого же полуфабриката, разрезают ножом по разметке на отдельные пирожные и обсыпают через сито сахарной пудрой.
Слойка с яблочной начинкой
Поверхность верхнего слоя полуфабриката до выпечки смазывают яйцом и накалывают ножом. После выпечки, охлаждения и прослаивания фруктовой начинкой нарезают на отдельные пирожные.
Рожки, муфточки и трубочки заполняют кремом из шприцевального мешка и открытые края обсыпают крошкой.
Штучно выпеченные
Поверхность обсыпают сахарной пудрой или украшают отделкой из крема.
4. ЗАВАРНЫЕ ПИРОЖНЫЕ
Пирожными этого типа являются заварные полуфабрикаты, полость которых заполнена кремом. Поверхность отделывается разнообразно.
Подготовка заварного полуфабриката к отделке
Полуфабрикат прокалывают трубочкой шприцевального мешка и выдавливают в полость сливочный или заварной крем. На поточно-механизированной линии заполнение внутренней полости заварной трубочки осуществляется на начинконаполнительной машине путем шприцевания охлажденного полуфабриката сливочным кремом.
Отделка
Трубочки с кремом
Верхнюю поверхность глазируют погружением в помаду, подогретую до 45 — 50 °C или наносят тонкий слой крема на поверхность заварной трубочки, обсыпая ее крошкой и сахарной пудрой.
Кольца
Верхнюю поверхность глазируют помадой. Глазированная поверхность может быть отделана кремом.
Заварные пирожные с кремом из сливок
Заварной полуфабрикат глазируют помадой, затем надрезают ножом и заполняют полость кремом из шприцевального мешка. Поверхность отделывают рисунком из крема.
Мелкие пирожные
«Мечта» (относятся к группе сдобного печенья)
Маленькие заварные полуфабрикаты в виде трубочек надрезают ножом, заполняют начинкой и охлаждают сутки в холодильной камере при температуре 10 °C. Охлажденные полуфабрикаты глазируют погружением в шоколадную глазурь, укладывают на сетку и охлаждают в холодильной камере 2 часа. Затем вторично глазируют, укладывают на сетку, поворачивая вилочкой для создания негладкой «ершистой» поверхности и охлаждают в холодильной камере при температуре 10 °C 2 ч. Температура шоколадной глазури 30 — 31 °C.
5. КРОШКОВЫЕ ПИРОЖНЫЕ
«Любительское»
Слой полуфабриката «Дачного» промачивают промочкой, покрывают равномерным слоем крема, затем второй слой полуфабриката промачивают промочкой и также покрывают равномерным слоем крема. Затем гребенкой наносят на поверхность волнистые линии, разрезают ножом по разметке на отдельные пирожные и отделывают кремом из шприцевального мешка.
Другой способ приготовления пирожных «Любительских». Полуфабрикат, выпеченный в виде полена, разрезают на ломти, укладывают плоской стороной, промачивают сиропом и поверхность украшают кремом.
«Картошка»
В микс-машине смешивают до получения однородной массы измельченную бисквитную крошку с кремом и эссенцией. Из полученной массы вручную раскатывают на столе батон, который делят на отдельные куски. Затем каждый кусок обкатывают для получения продолговатой формы в смесителе порошком какао с сахарной пудрой и укладывают в бумажные капсулы. Поверхность украшают сливочным кремом наподобие ростков на клубне картофеля. Глазированную «Картошку» глазируют помадой, укладывают в бумажные капсулы и украшают сливочным кремом из шприцевального мешка.
6. ПИРОЖНЫЕ САХАРНЫЕ
Выпеченные сахарные трубочки заполняют сливочным кремом из шприцевального мешка.
Пирожные воздушные
Пирожные этого типа представляют собой два воздушных круглых или овальных полуфабриката, прослоенных с плоских сторон кремом, или один полуфабрикат, отделанный по поверхности кремом, или помадой и фруктами, или цукатами.
Отделка может быть в виде георгина, грибка и др. Готовые пирожные укладывают в бумажные капсулы.
7. ПИРОЖНЫЕ МИНДАЛЬНО-ОРЕХОВЫЕ
Пирожные круглой формы
Выпускаются без отделки.
Пирожные комбинированные
Пирожные этого типа представляют собой два различных выпеченных полуфабриката с отделкой или без отделки поверхности.
На полувыпеченный песочный полуфабрикат наливают черпаком горячую (95 — 100 °C) миндально-белковую массу, разравнивают ее ножом и оставляют для подсушивания. После образования на поверхности хрупкой корочки заготовку разрезают ножом по разметке на отдельные пирожные, укладывают их на лист и выпекают 20 мин при температуре 160 — 180 °C.
Поверхность полувыпеченного песочного полуфабриката покрывают равномерным слоем фруктовой начинки и на нее наносят слой орехово-белковой массы. Заготовку выпекают 20 мин при температуре 160 — 180 °C, затем в горячем виде разрезают ножом на отдельные пирожные. Поверхность глазируют при помощи кисточки патокой, подогретой до 70 °C.
«Ленинградское»
Поверхность полувыпеченного песочного полуфабриката покрывают равномерным слоем фруктовой начинки и на нее наносят равномерный слой бисквитного теста. Заготовку выпекают 20 — 25 мин при 200 °C. После охлаждения наносят равномерный слой начинки и разрезают ножом по разметке на отдельные пирожные. Поверхность украшают фруктами или цукатами и глазируют желе.
Можно поверхность выпеченной заготовки обсыпать сахарной пудрой с нанесением рисунка и затем разрезать на отдельные пирожные.
8. ПИРОЖНЫЕ МЕЛКИЕ
«Десертный набор»
В ассортимент «Десертного набора» входят мелкие пирожные различных видов с разнообразной отделкой поверхности. Технологический процесс приготовления полуфабрикатов и отделки их принципиально не отличается от обычных пирожных.
ПРОИЗВОДСТВО КЕКСОВ
Кексы представляют собой высококалорийные кондитерские изделия, выпеченные из сдобного теста, с разнообразной внешней отделкой.
Кексы в зависимости от способа приготовления и рецептур подразделяют на следующие группы.
1. На дрожжах.
2. На химических разрыхлителях.
3. Без химических разрыхлителей и дрожжей.
1. КЕКСЫ НА ДРОЖЖАХ
Технологический процесс производства кексов на дрожжах состоит из 6 стадий:
1) приготовление опары;
2) приготовление теста;
3) формование теста;
4) расстойка;
5) выпечка;
6) отделка.
1.1. Пример приготовления кекса на дрожжах (кекс «Весенний»)
Приготовление опары
В теплой воде (40 °C) размешивают 50% от рецептуры измельченных дрожжей, часть меланжа, добавляют муку (10 — 60% от рецептурного количества) и тщательно перемешивают с водой.
По окончании перемешивания опару оставляют для брожения. Продолжительность брожения 4 — 4,5 ч. Готовая опара имеет следующие показатели:
влажность 44 — 52%;
кислотность 3,0 — 3,5°.
Приготовление теста
В готовую опару загружают сахарный песок, смесь масла с оставшейся от рецептурного количества частью меланжа, подогретую до 35 — 40 °C. Массу тщательно перемешивают.
Затем добавляют соль, изюм, цукаты, ванильную пудру, постепенно небольшими порциями муку, 50% дрожжей, разведенных в небольшом количестве воды, и перемешивают в месильной машине 10 — 30 мин.
Хорошо вымешанное тесто посыпают с поверхности мукой и оставляют для брожения в течение 1,5 — 2 ч. За это время производят одну-две обминки. Готовое тесто имеет следующие показатели:
температура 30 — 31 °C;
влажность 31 — 32%;
кислотность 3,0 — 3,5°.
Формование
Выстоявшееся тесто делят на куски, каждому куску придают круглую форму путем подкатки и раскладывают в формы, предварительно смазанные маслом или жиром. Тесто в формах выстаивается 1 ч 30 мин — 1 ч 50 мин, при этом объем увеличивается в 2,0 — 2,5 раза. Перед выпечкой тесто смазывают яйцом или меланжем и посыпают дробленым орехом.
Выпечка
Перед посадкой в печь тесто в нескольких местах накалывают. Продолжительность выпечки для 100 г — 28 — 20 мин, для весового 400 — 600 г — 45 — 55 мин и 800 — 1000 г — 60 — 65 мин при температуре печи 185 — 210 °C.
Отделка
Поверхность остывшего кекса обсыпают сахарной пудрой.
2. КЕКС НА ХИМИЧЕСКИХ РАЗРЫХЛИТЕЛЯХ
Технологический процесс приготовления кексов на химических разрыхлителях состоит из следующих стадий.
1. Приготовление теста:
а) сбивание масла с сахаром или меланжа с сахаром в зависимости от изготовляемого сорта;
б) перемешивание сбитой массы с остальным сырьем, кроме муки;
в) замес теста с мукой.
2. Формование.
3. Выпечка.
4. Отделка.
2.1. Пример приготовления кексов на химических
разрыхлителях (кексы «Столичный» и «Московский»)
Приготовление теста
В месильной машине на большой скорости лопастей сбивают в течение 7 — 10 мин масло, затем загружают сахарный песок и сбивание продолжают еще 5 — 7 мин. После этого постепенно добавляют меланж.
Общая продолжительность сбивания 20 — 30 мин в зависимости от времени года и качества масла. К сбитой массе добавляют изюм, эссенцию и аммоний, всю массу тщательно перемешивают, после чего добавляют муку, замес с мукой продолжается 10 — 15 мин в тестомесильной машине или до 5 мин в сбивальной машине.
Влажность теста для кекса «Столичный» 23 — 25%; для кекса «Московский» — 20 — 21%.
«Шафранный»
Процесс приготовления сбитой массы аналогичен предыдущему. В сбитую массу (консистенция сливочного крема) добавляют шафранную настойку, изюм, молоко, аммоний, соду и соль; смесь перемешивают до получения равномерной массы, затем добавляют муку и быстро перемешивают до исчезновения непромеса. Влажность теста 30 — 31%.
«Миндальный»
В сбивальной машине сбивают меланж с сахаром в течение 25 — 30 мин до увеличения объема массы в 2,5 — 3,0 раза. В месильной машине на малой скорости лопастей разминают масло 3 — 5 мин, затем добавляют крахмал и тертый миндаль. Замес продолжают еще 5 — 8 мин, после чего со сбитой массой перемешивают сбитый меланж с сахаром 5 — 8 мин, а затем муку 1 — 2 мин.
Влажность теста 27 — 29%.
Формование
Готовое тесто раскладывают вручную или машиной в формы, предварительно смазанные маслом или выстланные бумагой. Поверхность теста для кекса «Столичный» насекают лопаточкой, смоченной водой или растительным маслом.
Вес теста устанавливают для данного размера форм в зависимости от необходимого веса готового кекса.
Кекс «Столичный» имеет прямоугольную форму, кекс «Миндальный» — форму полена, кекс «Московский» — квадрата, кекс «Шафранный» — квадратную или прямоугольную форму.
Выпечка
Продолжительность выпечки и температура печи в зависимости от конструкции печи:
кекс «Столичный» весовой — 75 — 80 мин при температуре 200 — 160 °C;
штучный — 25 — 30 мин при 205 — 215 °C;
кекс «Московский» весовой — 110 — 120 мин при 180 — 190 °C;
штучный — 70 — 80 мин при 180 — 190 °C;
кекс «Шафранный» — 75 — 90 мин при 190 — 200 °C;
кекс «Миндальный» — 30 — 45 мин при 190 — 200 °C.
Отделка
Верхнюю поверхность выпеченных и охлажденных кексов отделывают следующим образом.
Кекс «Столичный» обсыпают сахарной пудрой через сито.
Кекс «Московский» покрывают слоем помады погружением его в подогретую до 45 — 50 °C помаду и украшают цукатами.
Кекс «Шафранный» кисточкой смазывают сахарным сиропом.
Кекс «Миндальный» покрывают погружением в подогретое до 30 — 31 °C пралине, после чего середину поверхности обсыпают измельченным миндалем.
«Золотой ярлык»
Приготовление теста
В месильную машину загружают сливочное масло и размягчают в течение 4 — 6 мин. Затем засыпают сахар и сбивание продолжают еще 6 — 10 мин, после чего постепенно добавляют яйца; смесь продолжают сбивать еще 20 — 25 мин. В конце сбивания добавляют аммоний и ванильную эссенцию.
В сбитую массу добавляют муку и все перемешивают в течение 1,5 — 2,0 мин. Влажность теста 26 — 28%.
Формование
Готовое тесто раскладывают в формы, предварительно смазанные жиром. Форма кекса — прямоугольная.
Выпечка
Продолжительность выпечки 70 — 90 мин при температуре 160 — 200 °C.
Поверхность остывшего полуфабриката глазируют помадой, подкрашенной шафранной настойкой.
Технологическая схема процесса приготовления кекса
на химических разрыхлителях
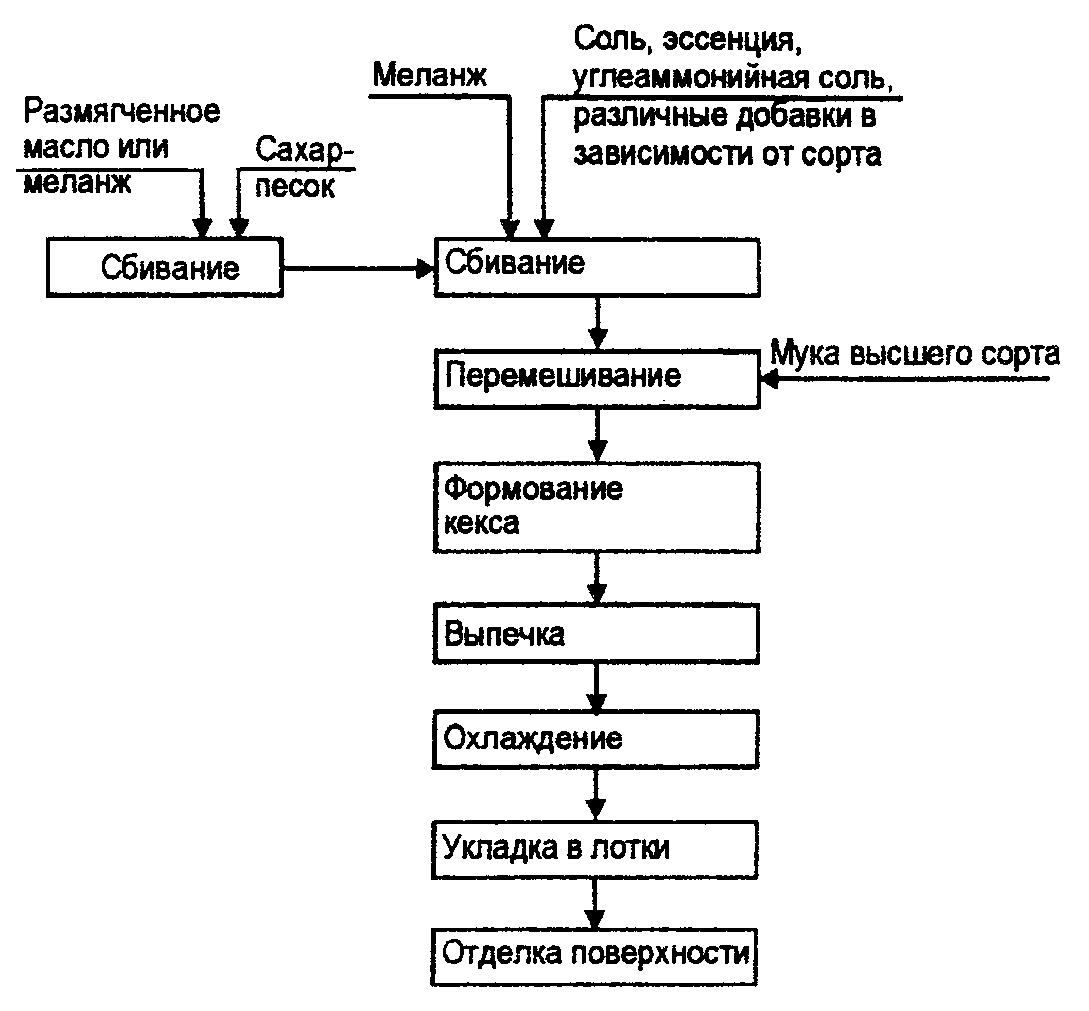
Отделка
2.2. Пример приготовления кекса на химических разрыхлителях
с добавлением ПАВ (кекс «Особый»)
Приготовление теста
Тесто готовят в три стадии:
а) размягчение и сбивание маргарина с сахаром;
б) смешивание полученной массы с меланжем, ПАВ и остальными рецептурными компонентами, кроме муки и какао-порошка;
в) замес теста с мукой и какао-порошком.
Производят предварительную подготовку ПАВ для введения их в месильную машину. Для этого смешивают ПАВ для одного замеса с небольшим количеством меланжа (в соотношении 1:3).
Маргарин и сахар загружают в месильную машину, где происходит размягчение маргарина и сбивание смеси в течение 8 — 12 мин. Затем постепенно добавляют меланж и смесь ПАВ с меланжем. Общая продолжительность сбивания 20 — 30 мин в зависимости от времени года и качества маргарина. К сбитой массе добавляют остальные рецептурные компоненты, кроме муки и какао-порошка. Всю массу тщательно перемешивают, после чего добавляют муку и какао-порошок и массу перемешивают до исчезновения комочков муки (30 — 60 с).
Примечание: ПАВ вводится в количестве 1,0% к общей массе рецептурных компонентов теста (по натуре).
Формование, выпечка и отделка осуществляются аналогично предыдущему примеру.
Технологическая схема процесса приготовления кекса «Особый»
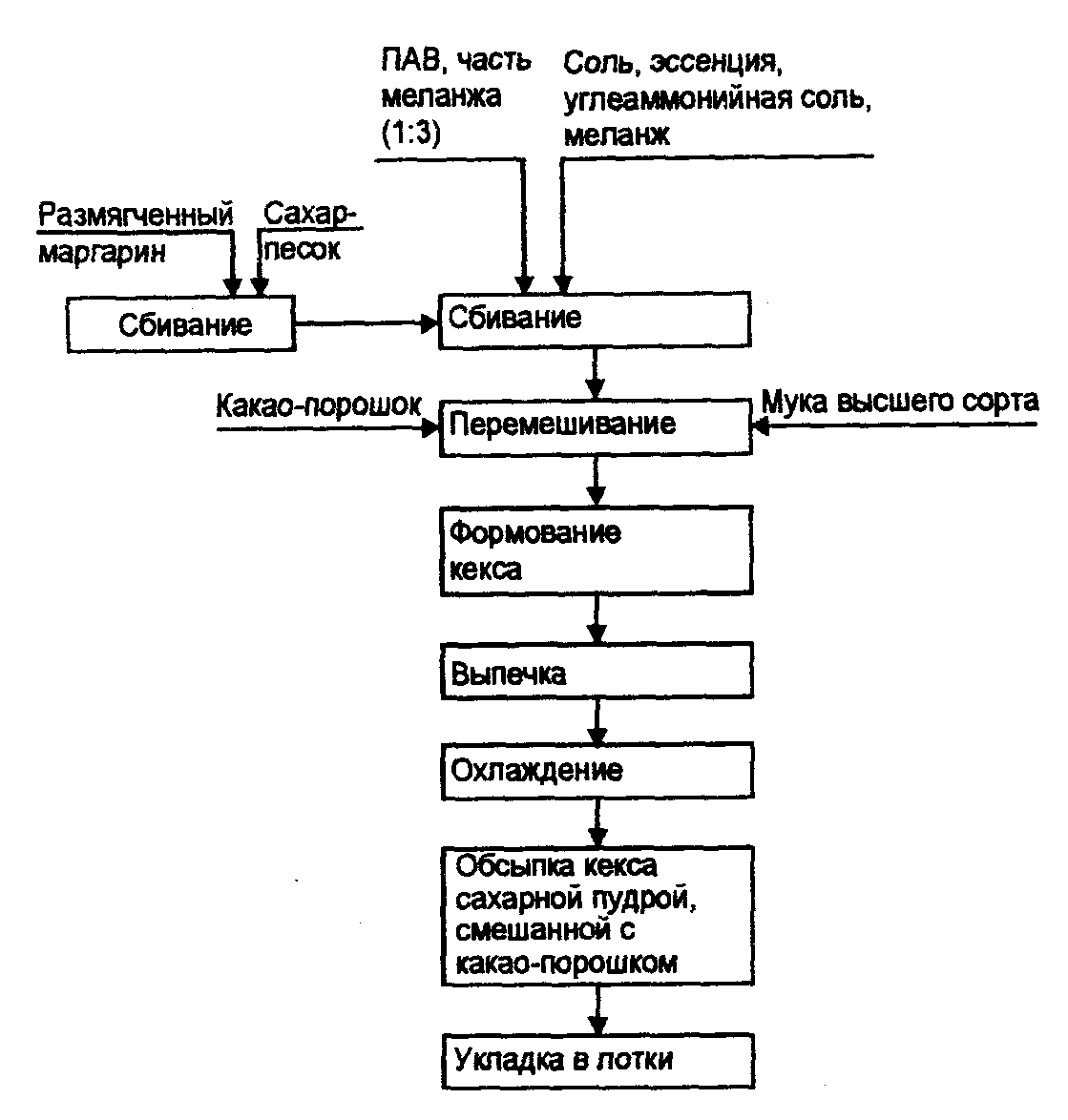
3. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Технологический процесс приготовления кекса без химических разрыхлителей и дрожжей состоит из следующих стадий.
1. Приготовление теста.
2. Формование.
3. Выпечка.
4. Отделка.
3.1. Пример приготовления кекса без химических
разрыхлителей и дрожжей (кекс «Серебряный ярлык»)
Приготовление теста
В месильную машину загружают сливочное масло и размягчают его в течение 5 — 6 мин, затем засыпают сахар и сбивают 10 — 12 мин, после чего частями добавляют желток (белок сбивают отдельно) и продолжают сбивание в течение 15 — 20 мин, пока не исчезнут частицы сахарного песка.
В сбитую массу добавляют муку и крахмал, смесь перемешивают в течение 20 — 30 с, после чего смешивают со сбитыми в течение 13 — 17 мин белками. Готовое тесто имеет влажность 27 — 29%.
Формование
Готовое тесто раскладывают в формы, предварительно смазанные маслом. Кексы имеют форму усеченного конуса с волнистой боковой поверхностью и сквозным отверстием в центре.
Выпечка
Продолжительность выпечки кекса «Серебряный ярлык» 70 — 80 мин при температуре 160 — 200 °C. Выпеченный полуфабрикат вынимают из форм и укладывают в лотки вниз верхней коркой.
Отделка
Поверхность и боковые стороны кекса «Серебряный ярлык» обсыпают сахарной пудрой.
Технологическая схема процесса приготовления кексов
без химических разрыхлителей и дрожжей
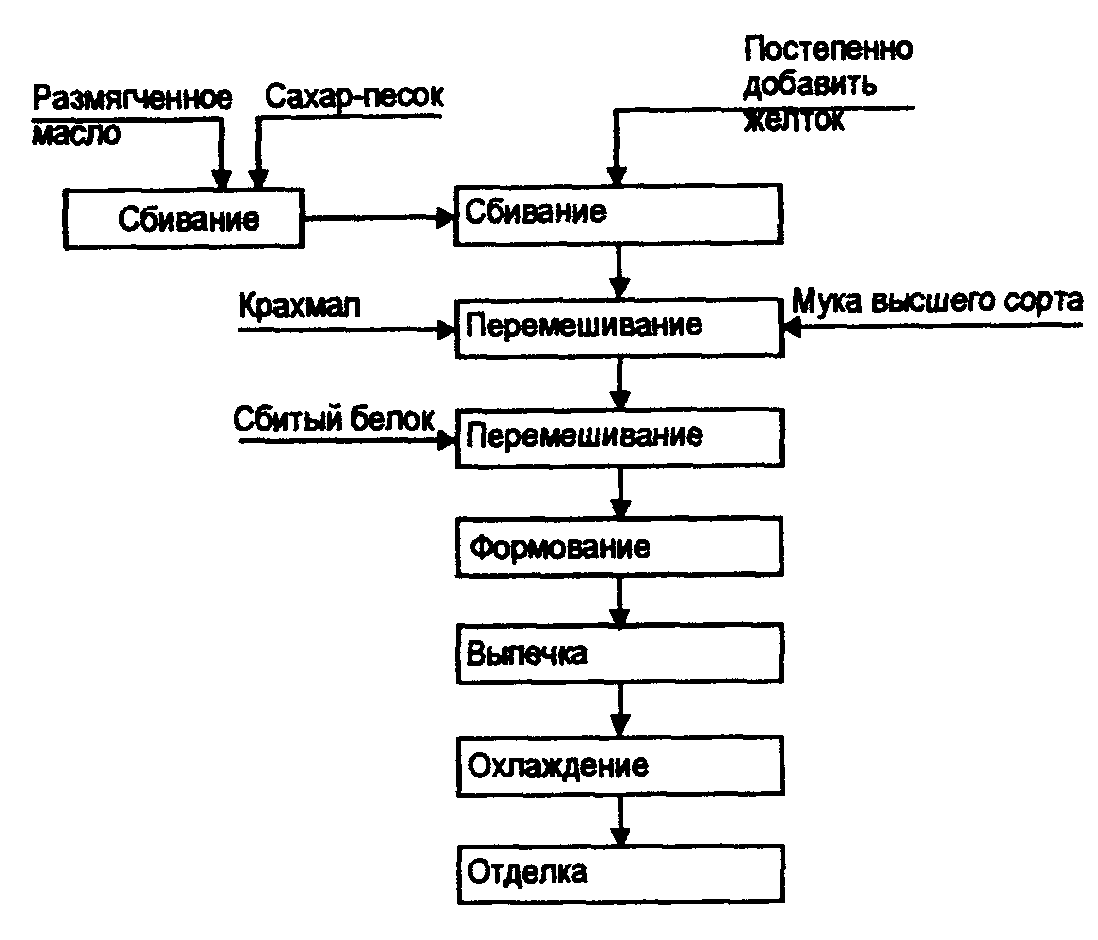
ПРОИЗВОДСТВО БИСКВИТНЫХ РУЛЕТОВ
Специально выпеченные тонкие пласты бисквитного полуфабриката режут на части, каждую часть покрывают тонким равномерным слоем начинки или крема и заворачивают в виде рулета. Начинка не должна выступать из завернутого рулета. Готовый рулет посыпают с торцов сахарной пудрой.
ПРОИЗВОДСТВО РОМОВЫХ БАБ
Ромовая баба представляет собой изделие из дрожжевого теста в виде усеченного конуса с ребристой или гладкой боковой поверхностью, пропитанное сиропом-промочкой и заглазированное помадой. Масса 0,05 кг, 1 кг, 0,5 кг.
Приготовление теста
Тесто для ромовой бабы приготавливают на прессованных дрожжах безопарным или опарным способом.
Опарный способ
Приготовление опары
В дежу тестомесильной машины вносят воду (20% от количества муки в опару), меланж, массу перемешивают, засыпают муку (50 — 60% от рецептурного количества), разведенные в воде дрожжи и замес продолжают до однородной консистенции.
Опару оставляют для брожения на 2 — 3 ч. Начальная температура опары 29 — 31 °C.
Готовность опары определяется началом опускания массы после достижения максимального объема и кислотностью 2,5 — 2,8 °T.
Тесто
В готовую опару вносят оставшееся количество воды, сахарный песок, солевой раствор, растопленный маргарин, ароматизатор, цукаты или изюм, все перемешивают, после чего засыпают муку и замешивают тесто до получения однородной консистенции.
Продолжительность брожения теста 80 — 90 мин. Через 40 — 50 мин после начала брожения рекомендуется произвести обминку теста.
Начальная температура теста 29 — 31 °C, конечная кислотность 2,5 — 2,8 °T. Допускается часть дрожжей вносить при замесе теста.
Безопарный способ
В дежу вносят все дополнительное сырье, полагающееся по рецептуре, муку, активированные дрожжи и замешивают тесто. Готовность теста определяют увеличением объема и достижением кислотности, установленной технологическим режимом. Конечная температура теста 31 — 33 °C.
Рецептура на 1 кг дрожжей и режим активации:
дрожжи прессованные 1,0 кг;
вода 1,0 кг;
мука 0,3 кг;
сахар 0,3 кг;
температура смеси 29 — 30 °C;
продолжительность активации 20 — 30 мин.
Муку и сахар, применяемые для активации дрожжей, берут из общего количества сырья, предусмотренного рецептурой.
Количество воды для приготовления теста может изменяться в зависимости от водопоглотительной способности муки. Параметры тестоведения устанавливаются лабораторией и могут изменяться в зависимости от условий производства.
Разделка и расстойка полуфабриката
Деление теста на куски производят тестоделителями РМК-60, РДО и др.
Ориентировочная масса куска теста 57 — 58 г и устанавливается исходя из массы готовых изделий с учетом величины упека, усушки.
Сформованные тестовые заготовки раскладывают в формы, смазанные жиром, и ставят на расстойку.
Продолжительность расстойки зависит от условий производства и ориентировочно составляет 80 — 90 мин.
Выпечка
Расстоявшиеся тестовые заготовки направляют на выпечку. Ориентировочная продолжительность выпечки в печах ФТЛ-2 23 — 24 мин при температуре 175 — 185 °C.
Параметры выпечки устанавливаются лабораторией и могут изменяться в зависимости от конструктивных особенностей печей.
Выпеченный полуфабрикат охлаждают, вынимают из форм и выстаивают в течение смены.
После выстойки в случае необходимости подгорелые места полуфабриката зачищают ножом или теркой.
Приложение 1
ИНСТРУКЦИЯ ПО ПРЕДУПРЕЖДЕНИЮ ПОПАДАНИЯ ПОСТОРОННИХ
ПРЕДМЕТОВ В ПРОДУКЦИЮ НА ПРЕДПРИЯТИЯХ КОНДИТЕРСКОЙ ОТРАСЛИ
И В КООПЕРАТИВАХ
I. СКЛАДСКИЕ И ПРОИЗВОДСТВЕННЫЕ ПОМЕЩЕНИЯ.
1. Складские и производственные помещения должны содержаться в чистоте и порядке согласно санитарным правилам. Стены и полы помещений необходимо содержать в исправном санитарно-техническом состоянии во избежание попадания посторонних предметов в продукцию.
2. Все складские и производственные помещения должны быть защищены от проникновения грызунов.
3. Все проемы, а также открывающиеся окна и форточки должны быть в теплое время года защищены сеткой от мух и других насекомых.
4. Рабочие места производственных помещений должны иметь освещение, соответствующее требованиям СНиП «Естественное и искусственное освещение». Оконные стекла должны быть целыми, чистыми и пронумерованными.
5. Электролампы должны быть оборудованы защитной арматурой. В складах и цехах должен быть заведен учет электроламп и плафонов.
6. При проведении ремонта помещений должны приниматься меры, исключающие возможность попадания посторонних предметов в сырье, полуфабрикаты и готовую продукцию, находящиеся в помещении.
7. Для устранения попадания стекла от разбитых окон, ламп и других стеклянных приборов должен быть установлен строгий контроль за сбором разбитого стекла с составлением акта в каждом отдельном случае с указанием времени, причины и виновного.
Акты хранятся у начальника цеха.
При передаче смен мастера должны отмечать в журнале целостность оконных стекол, электроламп и плафонов.
II. ОБОРУДОВАНИЕ, ИНВЕНТАРЬ И УХОД ЗА НИМИ.
1. Состояние действующего оборудования должно исключать возможность попадания в продукцию посторонних предметов, смазочных масел, сальниковой набивки и др.
2. Вся аппаратура, связанная с переработкой сыпучих продуктов, должна быть снабжена соответствующими сетками и магнитными устройствами.
3. В производственных цехах должны быть заведены журналы регулярной проверки подъемной силы магнитов. В журнале должны быть указаны дата проверки, мощность магнитов, фамилии лиц, производящих проверку. Подъемная сила магнитов должна быть не менее 8 кг.
4. Срок проверки и намагничивания каждого магнитного устройства должен устанавливаться главным инженером предприятия.
5. Съем металломагнитной примеси с магнитов должен производиться 1 раз в смену. Характер металломагнитной примеси и вес должны регистрироваться в специальном журнале и анализироваться с целью устранения причин и источников ее попадания.
6. Внутренняя поверхность оборудования и инвентаря должна быть гладкой и легко подвергаться мойке и дезинфекции.
В случае необходимости защиты продукции от влияния материала оборудования применяются покрытия, разрешенные Министерством здравоохранения СССР. Деревянные рабочие поверхности разделочных столов и другой производственный инвентарь должны быть покрыты листовым материалом, разрешенным Министерством здравоохранения СССР.
Применение инвентаря из белой жести и с наличием коррозии запрещается.
Зонты и вентиляционные трубы над котлами и другим оборудованием, соприкасающиеся с пищевой продукцией, должны быть изготовлены из антикоррозионных материалов или покрыты соответствующими лаками.
7. Оборудование, тара и инвентарь до начала смены должны тщательно проверяться на исправность, чистоту и отсутствие посторонних предметов. Тара и инвентарь должны быть промаркированы.
За состоянием внутрицеховой тары и инвентаря должен быть установлен тщательный контроль с целью его своевременного ремонта. Крепление болтов, заклепок и других деталей проверять систематически и немедленно устранять все дефекты (ответственные бригадиры и сменные мастера).
8. Термометры на оборудование должны быть заключены в оправу, вмонтированную в аппаратуру, а переносные стеклянные термометры, применяемые для замера температуры в продукции, должны быть обшиты шелковой или капроновой сеткой или иметь металлическую или деревянную оправу.
9. Во всех цехах должна быть опись всех находящихся в обращении стеклянных термометров и других бьющихся и мелких измерительных приборов, а также лабораторной посуды (в центральной и цеховых лабораториях) и установлена ответственность за их учет и сохранность. Необходимо периодически проводить их инвентаризацию.
10. Запрещается пользоваться лабораторной стеклянной посудой на производственных участках (за исключением проб при микробиологических анализах). Битая посуда должна актироваться в каждом отдельном случае в присутствии представителя лаборатории и изыматься.
11. Планово-предупредительный ремонт и осмотр оборудования необходимо проводить в периоды плановых остановок производства. Аварийный ремонт оборудования в процессе работы может производиться только с принятием соответствующих мер, исключающих возможность попадания в продукцию посторонних предметов.
12. Весь мелкий слесарный инструмент, детали и материалы, применяемые при ремонте оборудования, должны находиться в специальных ящиках. Не допускается оставление слесарных деталей и остатков сломанного оборудования вне участка проведения ремонтных работ.
13. Перед пуском в действие оборудования после ремонта необходимо убрать гайки, болты, ключи, гвозди и т.п., произвести уборку помещения и санитарную обработку оборудования. Готовность отремонтированного оборудования и помещения к эксплуатации проверяется мастером участка и сдается начальнику цеха по акту.
14. Инвентарь, используемый при уборке или мойке оборудования и помещений, должен быть исправным, иметь соответствующие надписи, храниться в специально отведенных местах и использоваться в строгом соответствии с маркировкой.
15. Хранение моющих, дезинфицирующих средств и агрессивных жидкостей, смазочных и обтирочных материалов разрешается только в специально отведенном помещении или шкафах.
16. Применение металлических щеток и смоток без чехлов для очистки оборудования, соприкасающегося непосредственно с продуктом, не разрешается.
III. ПРОИЗВОДСТВЕННЫЕ ПРОЦЕССЫ
1. Производственные процессы должны выполняться в соответствии с требованиями технологических инструкций и санитарных правил.
2. Способы и условия хранения сырья, полуфабрикатов и вспомогательных материалов должны исключать возможность попадания посторонних предметов.
3. Растаривание сырья, полуфабрикатов и вспомогательных материалов должно производиться после предварительной очистки тары от поверхностных загрязнений.
4. Распаковка сырья и полуфабрикатов, расфасованных в стеклянную тару или запаянную жесть, должна производиться в специально отведенном для этого месте.
5. В случае боя стеклотары или других стеклянных предметов работа на участке, где произошел бой, должна быть приостановлена и приняты меры, исключающие возможность попадания стекла в продукцию. Вопрос об использовании находившейся в этой стеклотаре продукции должен быть решен в каждом случае отдельно и оформлен актом.
Бой стеклотары, полученный в процессе работы, должен немедленно и тщательно собираться, актироваться и удаляться с производства.
6. При вскрытии бочек надлежит тщательно следить за тем, чтобы в сырье и полуфабрикаты не попали щепа, гвозди и т.п.
7. Перерабатываемое сыпучее и жидкое сырье должно быть соответствующе подвергнуто просеиванию, фильтрации и пропуску через магниты.
8. Сахар, применяемый в производстве непосредственно без роспуска, должен быть просеян через сито с размером ячеек не более 3 мм. Сахар, идущий для приготовления сиропа, должен загружаться через решетку с расстоянием между прутьями не более 5 мм. Сироп процеживается через сито с размером ячеек не более 2 мм.
9. Патока и мед должны быть процежены через сито с размером ячеек не более 3 мм с предварительным подогревом для уменьшения вязкости.
10. Твердые жиры при распаковке должны тщательно осматриваться и в случае загрязнения поверхности или наличия плесени зачищаться с удалением загрязненного слоя.
11. Твердые жиры, если они применяются в растопленном виде, должны процеживаться через сито с размером ячеек не более 2 мм.
12. Яйца, предназначенные для производства, должны тщательно промываться чистой водой для удаления грязи, подвергаться дезинфекции и вторично промываться водой.
13. При выбивке яиц должны применяться меры против попадания скорлупы в вылитые яйца, которые процеживаются через сито с размером ячеек не более 3 мм. Меланж процеживается через сито с размером ячеек не более 3 мм.
14. Сухой яичный порошок должен быть перемешан с водой и процежен через сито с размером ячеек не более 3 мм.
15. Фруктово-ягодные пюре и пульпа, поступающие в бочковой таре, должны пропускаться через протирочную машину или протираться вручную на решетках с размером ячеек не более 2 мм, для клубничной и малиновой пульпы — 3 мм.
16. Изюм и сухофрукты без заводской обработки должны промываться и перебираться.
17. Все виды муки и крахмал, предназначенные для изготовления продукции, а также для подпыла и в качестве формовочного материала, должны быть просеяны через сито с размером ячеек не более 3 мм.
18. Сухое молоко, какавелла молотая, тальк должны быть просеяны через сито с размером ячеек не более 3 мм. Какао-порошок и молотый кофе должны быть просеяны через сито с размером ячеек не более 2 мм.
19. Сухое молоко, растворяемое в воде, цельное и обезжиренное молоко должны быть процежены через сито с размером ячеек не более 1 мм, сгущенное молоко — не более 2 мм.
20. Пищевые красители после растворения, эссенции, вина, ликероводочные изделия должны быть процежены через сито с размером ячеек не более 0,5 мм или марлю.
21. Кристаллические кислоты и соль должны просеиваться через сито с размером ячеек не более 3 мм. Жидкие кислоты должны процеживаться через сито с размером ячеек не более 0,5 мм или марлю.
22. Все жидкие полуфабрикаты должны фильтроваться и пропускаться через магнитоуловитель.
23. Все производственные отходы, подвергающиеся растворению, должны процеживаться через сито с размером ячеек не более 3 мм.
24. Крошка мучных изделий, измельченная в муку, должна быть просеяна через сито с размером ячеек не более 2 мм и пропущена через магнитоуловитель.
25. Все полуфабрикаты, а также начинки (после охлаждения), приготовленные для производства, должны храниться в закрытой таре или в сборниках.
26. Хранение в цехах неиспользуемых отходов должно производиться в специальных емкостях с соответствующими надписями.
27. Использование смета и выбоя муки, крахмала и сахара из мешков для выработки продукции не допускается.
28. Вся готовая продукция перед выпуском с фабрики должна проверяться работниками отдела технического контроля или лицами, их заменяющими.
29. В случае обнаружения в партии сырья, полуфабрикатов или готовой продукции посторонних предметов указанная партия задерживается с составлением соответствующего акта.
Ни один случай попадания посторонних предметов не должен оставаться без расследования, выявления причин и принятия надлежащих мер.
IV. ПОВЕДЕНИЕ РАБОТАЮЩИХ В ПРОИЗВОДСТВЕННЫХ ЦЕХАХ
1. Рабочие в производственных цехах должны быть в установленной спецодежде, косынки и колпаки должны закрывать волосы.
Запрещается закалывать халаты и личную одежду булавками и иголками, находиться в производственных цехах в бусах, с серьгами, кольцами (кроме обручальных) и пр.
2. Все рабочие места должны содержаться в чистоте и порядке, у рабочего места не должно быть никаких посторонних предметов.
3. Запрещается вносить в производственные помещения стеклянную посуду, не имеющую отношения к производственным процессам.
4. Прием пищи и курение разрешается в специально отведенных помещениях.
V. ОТВЕТСТВЕННОСТЬ И КОНТРОЛЬ ЗА ВЫПОЛНЕНИЕМ НАСТОЯЩЕЙ
ИНСТРУКЦИИ
1. Работающие в производственных цехах должны быть ознакомлены с настоящей инструкцией и проинструктированы, о чем должны расписаться в специальном журнале.
2. Ответственность за соблюдение настоящей инструкции распространяется на главного инженера предприятия, начальников цехов, руководителя кооператива.
3. Контроль за соблюдением настоящей инструкции осуществляется отделом технического контроля, производственной лабораторией, руководителем кооператива.
Приложение 2
ИНСТРУКЦИЯ ПО ЗАМОРАЖИВАНИЮ, ХРАНЕНИЮ И ДЕФРОСТАЦИИ
ПИРОЖНЫХ И ТОРТОВ
Замораживанию и длительному хранению могут подвергаться торты и пирожные: песочные, бисквитные, слоеные, крошковые, миндально-ореховые, воздушные, комбинированные с прослойкой и отделкой всеми видами кремов на основе сливочного масла и фруктовых полуфабрикатов, за исключением отделанных помадой и желе.
Торты и пирожные, предназначенные для замораживания, должны быть изготовлены по рецептурам и технологическим инструкциям с соблюдением действующих «Санитарных требований к режиму производства, хранения и реализации пирожных и тортов с кремом», утвержденных в установленном порядке. По физико-химическим и органолептическим показателям торты и пирожные должны соответствовать требованию ОСТ 10-060-95.
Сырье и вспомогательные материалы, используемые для производства тортов и пирожных, должны соответствовать требованиям стандартов или технических условий.
Торты сразу после изготовления укладывают в коробки, а пирожные — в лотки и направляют для замораживания в холодильные камеры при температуре не выше минус 20 °C.
Перед отправкой в камеру для замораживания в специальный карман каждой вагонетки вкладывают ярлык, на котором указывают:
1) наименование изделия;
2) дату и час изготовления.
Для обеспечения доступа воздуха к каждой коробке в холодильной камере торты устанавливаются на вагонетки стопами:
торты массой 0,5 кг — по высоте — 10 шт.,
по ширине — 6 шт.;
торты массой 1,0 кг — по высоте — 8 шт.,
по ширине — 3 шт.;
торты массой 1,5 кг — по высоте — 5 шт.,
по ширине — 3 шт.
Лотки с пирожными для замораживания укладывают в металлические лотки с металлическими крышками. В холодильной камере для замораживания лотки устанавливают один в другой до 15 лотков или хранят в вагонетках.
Торты и пирожные хранят в холодильной камере при температуре не выше минус 18 °C не более 3-х недель.
Бактериологическая лаборатория должна проводить бактериологические анализы изделий перед отправкой в холодильную камеру (глубокой заморозки).
Загрузка тортов и пирожных в холодильную камеру сопровождается отметкой в специально заведенном журнале, см. табл. 1.
Таблица 1
|
Дата изготовления |
N бригады |
Наименование |
Количество |
Подписи |
|
|
шт. |
кг |
нач. смены |
сменного технолога |
бракера |
нач. цеха |
Перед отправкой в торговую сеть торты и пирожные дефростируют в камере дефростации при температуре  . Продолжительность дефростации:
. Продолжительность дефростации:
тортов — 12 ч;
пирожных — 4 — 5 ч.
В экспедиции ведется журнал согласно Приложению 1, который должен быть оформлен сразу после приема продукции на заморозку (см. табл. 2) и окончания дефростации.
Таблица 2
|
Дата |
N бригады |
Наименование изделий |
Кол-во, шт. |
Температура камеры на начало замораживания, °C |
Температура камеры на конец замораживания, °C |
Дата и время начала дефростации |
Дата и время конца дефростации |
Подписи |
Примечание |
||
|
кладовщик экспедиции |
бракер |
начальник экспедиции |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
Датой и часом изготовления тортов и пирожных, хранящихся в замороженном состоянии, считается дата и час окончания дефростации.
После дефростации изделия направляются в торговую сеть в крытых автомашинах, предназначенных для перевозки тортов и пирожных.
Продолжительность хранения изделий после дефростации не более 36 ч в условиях, предусмотренных ОСТ 10-060-95 (при температуре не выше 6 °C и не ниже 0 °C).
На коробках с тортами должна быть следующая маркировка:
а) товарный знак или наименование предприятия-изготовителя, его местонахождение;
б) наименование изделия;
в) масса нетто (на коробках с тортами);
г) дата и час изготовления;
д) срок хранения;
е) цена;
ж) ОСТ 10-060-95.
В лотки с пирожными должна быть вложена этикетка с указанием наименования предприятия-изготовителя, даты, часа изготовления, срока хранения, смены или бригады, изготовившей продукцию.
Приложение 3
(справочное)
РАСЧЕТ СОДЕРЖАНИЯ САХАРА В ВОДНОЙ ФАЗЕ <*>
———————————
<*> Подобный расчет также приведен в Приложении 4 СанПиН 2.3.4.545-96. — Прим. ред.
Сахар, как известно, повышает осмотическое давление в среде и тем самым предотвращает развитие микроорганизмов. На этом явлении и основано определение сахара в водной фазе крема.
Водная фаза крема — это вода продуктов, входящих в крем по рецептуре. Содержание сахара в водной фазе и влажность крема находятся в обратной зависимости, чем выше влажность крема, тем ниже концентрация сахара в водной фазе.
Для проведения расчета содержания сахара в креме на водную фазу предварительно определяют содержание сахара в натуре по формуле:
 , где
, где
C — содержание сахара в натуре, %;
A — содержание сахара на сухое вещество по лабораторным данным, %;
B — влажность крема по лабораторным данным, %.
Расчет сахара на водную фазу крема производится по формуле:
 , где
, где
![]() — концентрация сахара в водной фазе, %;
— концентрация сахара в водной фазе, %;
B — влажность крема по лабораторным данным, %;
C — содержание сахара в натуре, %.
Пример расчета
По данным лабораторного анализа получена влажность крема 25% (B) с содержанием сахара на сухое вещество 51,6% (A).
1. Определение содержания сахара в натуре в креме с влажностью 25%.
В 100 г сухого вещества содержится 51,6% сахара. В креме с влажностью 25% сухое вещество составляет 75% (100 — 25).
Содержание сахара в натуре составит:

В креме с влажностью 25% сахара в натуре содержится 38,7%.
2. Расчет сахара на водную фазу.
В 100 г крема содержится 25% воды и 38,7% сахара. Концентрация сахара на водную фазу крема составит:

Приложение 4
(рекомендуемое)
ОСНОВНЫЕ ТРЕБОВАНИЯ К МАРКИРОВКЕ ПИЩЕВОЙ ЦЕННОСТИ ПИЩЕВЫХ
ПРОДУКТОВ
(Извлечение из СанПиН 2.3.2.560-96 «Гигиенические
требования к качеству и безопасности продовольственного
сырья и пищевых продуктов»)
1. Расфасованные продовольственные товары должны иметь этикетку (вкладыш), на которой необходимо указывать показатели пищевой ценности.
2. Обозначение пищевой ценности не требуется для вкусовых продуктов (кофе, чай, уксус, специи, поваренная соль, жевательная резинка и др.), сырых пищевых продуктов (мясо, птица, рыба, овощи, ягоды, фрукты и др.), а также для готовых кулинарных и выпечных изделий и продукций общественного питания.
3. Сведения о содержании белков, жиров, углеводов и энергетической ценности приводятся в случае, если их количество в 100 г (мл) пищевого продукта превышает 2% рекомендуемой суточной потребности.
4. Сведения о содержании минеральных веществ и витаминов указываются в случае, если их количество в 100 г (мл) пищевого продукта превышает 5% рекомендуемой суточной потребности.
5. В алкогольных напитках указывается содержание алкоголя (этанола).
6. Для оценки вклада того или иного пищевого вещества в удовлетворение суточной потребности человека рекомендуется пользоваться «Нормами физиологической потребности в пищевых веществах и энергии» (1991 г.) <*>
———————————
<*> Нормы физиологических потребностей в пищевых веществах и энергии для различных групп населения СССР. — М. Минздрав СССР. — 1991. — 24.
|
Основные пищевые вещества |
Суточная потребность <*> |
|
1 |
2 |
|
Белки, г |
73 |
|
Жиры, г |
83 |
|
Усвояемые углеводы, г |
365 |
|
в том числе моно- и дисахариды |
50 — 100 |
|
Минеральные вещества, мг |
|
|
железо |
14 |
|
йод |
0,15 |
|
кальций |
800 |
|
магний |
400 |
|
фосфор |
1200 |
|
цинк |
15 |
|
Витамины |
|
|
A (на ретиноловый эквивалент), мкг |
900 |
|
|
1,3 |
|
|
1,5 |
|
|
1,9 |
|
|
200 |
|
|
3 |
|
C (аскорбиновая кислота), мг |
70 |
|
D, мкг |
2,5 <**> |
|
E (на токофероловый эквивалент), мг |
9 |
|
PP (на ниациновый эквивалент), мг |
16 |
|
Энергетическая ценность (ккал) |
2500 |
|
<*> Для условного «среднего» взрослого, занятого легким физическим трудом человека (18 — 29 лет). |
|
|
<**> 2,5 мкг холекальциферола — 100 ME витамина D. |
7. Для специализированных продуктов (диетических, диабетических, детского питания, биологически активных добавок к пище — нутрицевтиков) рекомендуются дополнительные данные по физиологическим потребностям:
пищевые волокна — 20 г;
селен — 70 мкг;
незаменимые жирные кислоты — 11 г.
8. Во всех случаях добавления (обогащения) в пищевые продукты белков, жиров, углеводов, минеральных веществ и витаминов приводятся сведения об их количестве с учетом естественного содержания.
9. Для специализированных продуктов питания и биологически активных добавок к пище — нутрицевтиков дополнительно приводятся сведения о пищевых веществах, характеризующих особые свойства данного продукта (содержание калия, натрия, холестерина, подсластителей, пищевых волокон, незаменимых жирных кислот и др.).
10. Для расчета энергетической ценности пищевых продуктов рекомендуется использовать следующие коэффициенты:
белки 4 ккал/г;
углеводы 4 ккал/г;
жиры 9 ккал/г;
органические кислоты 3 ккал/г;
алкоголь (этанол) 7 ккал/г.
11. Для расчета содержания белка в пищевых продуктах используется формула:
белок = общий азот по Кьельдалю · K,
где K — коэффициент пересчета, соответствующий данному пищевому продукту (Кн. «Химический состав пищевых продуктов», 2-е издание, кн. 2/под ред. Скурихина И.М., Волгарева М.Н.); для комбинированных продуктов, а также для тех пищевых продуктов, для которых фактор пересчета не установлен K = 6,25.
Приложение 5
(рекомендуемое)
ГИГИЕНИЧЕСКИЕ ПОКАЗАТЕЛИ ПИЩЕВОЙ ЦЕННОСТИ
ПРОДОВОЛЬСТВЕННОГО СЫРЬЯ И ПИЩЕВЫХ ПРОДУКТОВ
(Извлечение из СанПиН 2.3.2.560-96 «Гигиенические
требования к качеству и безопасности продовольственного
сырья и пищевых продуктов»)
Сахар и кондитерские изделия
|
N п/п |
Наименование вида или подгруппы продуктов |
Белок |
Жир |
Углеводы |
Энергетическая ценность, ккал/100 г |
|
г на 100 г продукта |
|||||
|
1. |
Сахар, песок |
— |
— |
100 |
400 |
|
2. |
Карамель, ирис |
1,0 |
3,0 |
90 |
391 |
|
3. |
Конфеты глазированные и неглазированные с корпусами помадными, фруктовыми, ягодными, сбивными, грильяжными, марципановыми |
4,0 |
20 |
67 |
464 |
|
4. |
Шоколад |
6,0 |
36 |
51 |
552 |
|
5. |
Халва |
12 |
30 |
54 |
534 |
|
6. |
Пастила, зефир, мармелад, желейные изделия |
0,5 |
— |
80 |
322 |
|
7. |
Печенье сахарное, затяжное, сдобное |
8,0 |
10 |
70 |
402 |
|
8. |
Галеты, крекеры |
10 |
10 |
68 |
402 |
|
9. |
Пряники |
5,0 |
2,0 |
78 |
350 |
|
10. |
Вафли с фруктовой, помадной начинками |
3,0 |
5,0 |
80 |
377 |
|
11. |
Вафли с жировой, пралиновой начинками |
3,0 |
30 |
65 |
542 |
|
12. |
Торты бисквитный, песочный, с кремом, фруктовый |
4,0 |
15 |
55 |
371 |
|
13. |
Мед |
— |
— |
71 |
284 |
Молоко и молочные продукты
|
N п/п |
Наименование вида или подгруппы продуктов |
Белок |
Жир |
Углеводы |
Энергетическая ценность, ккал/100 г |
|
г на 100 г продукта |
|||||
|
1. |
Молоко |
3,0 |
1,5 — 3,5 |
5,0 |
46 — 60 |
|
2. |
Кисломолочные изделия |
3,0 |
1,0 — 6,0 |
4,0 |
37 — 82 |
|
3. |
Йогурты |
5,0 |
1,5 — 6,0 |
3,5 — 8,5 |
— |
|
4. |
Сливки и сметана |
3,0 |
10 — 40 |
3,0 |
114 — 384 |
|
5. |
Молоко сухое |
26 — 38 |
1,0 — 25 |
37 — 49 |
— |
|
6. |
Творог |
16 |
1,0 — 18 |
1,5 |
77 — 232 |
|
7. |
Сыры |
15 — 31 |
9,0 — 32 |
— |
— |
|
8. |
Мороженое |
4,0 |
3,0 — 20 |
21 |
127 — 280 |
Зерно (семена), мукомольно-крупяные
и хлебобулочные изделия
|
N п/п |
Наименование вида или подгруппы продуктов |
Белок |
Жир |
Углеводы |
Энергетическая ценность, ккал/100 г |
|
г на 100 г продукта |
|||||
|
1. |
Горох, фасоль |
21 |
2,0 |
49 |
298 |
|
2. |
Соя |
35 |
17 |
9,0 |
329 |
|
3. |
Мука пшеничная |
12 |
1,0 |
67 |
325 |
|
4. |
Мука, крупа кукурузные |
8,0 |
1,5 |
70 |
326 |
|
5. |
Мука ржаная |
10 |
1,5 |
60 |
294 |
|
6. |
Крупа перловая |
10 |
1,0 |
67 |
317 |
|
7. |
Крупа манная |
12 |
1,0 |
67 |
325 |
|
8. |
Крупа гречневая |
12 |
2,0 |
67 |
334 |
|
9. |
Крупа рисовая |
7,0 |
1,0 |
71 |
321 |
|
10. |
Пшено |
12 |
3,0 |
66 |
339 |
|
11. |
Макаронные изделия |
12 |
1,0 |
67 |
325 |
|
12. |
Крупа овсяная, хлопья |
12 |
6,0 |
51 |
306 |
|
13. |
Хлеб пшеничный |
8,0 |
1,0 |
46 |
225 |
|
14. |
Хлеб ржаной |
6,0 |
1,0 |
40 |
193 |
|
15. |
Булочные изделия |
8,0 |
2,0 |
50 |
250 |
|
16. |
Сдобные изделия |
7,0 |
6,0 |
53 |
294 |
|
17. |
Баранки, бублики, сушки |
10 |
2,0 |
65 |
318 |
|
18. |
Сухари |
9,0 |
9,0 |
67 |
382 |
|
19. |
Сухари армейские |
12 |
2,0 |
61 |
310 |
Плодоовощная продукция
|
N п/п |
Наименование вида или подгруппы продуктов |
Белок |
Жир |
Углеводы |
Энергетическая ценность, ккал/100 г |
|
г на 100 г продукта |
|||||
|
1. |
Консервы овощные натуральные |
1,5 |
0 |
2,0 — 14 |
14 — 62 |
|
2. |
Консервы овощные закусочные |
1,5 |
6,0 — 15 |
9,0 |
96 — 177 |
|
3. |
Продукты томатные концентрированные |
4,0 |
— |
10 — 18 |
56 — 88 |
|
4. |
Соки овощные |
1,0 |
— |
3,0 — 14 |
16 — 60 |
|
5. |
Картофель сушеный |
7,0 |
— |
71 |
312 |
|
6. |
Овощи сушеные (кроме цветной капусты и зеленого горошка) |
14 |
1,5 |
40 — 60 |
230 — 310 |
|
7. |
Компоты фруктовые |
— |
— |
22 |
88 |
|
8. |
Соки фруктовые |
— |
— |
8,0 — 18 |
32 — 72 |
|
9. |
Напитки плодовые и ягодные безалкогольные на настоях и эссенциях |
— |
— |
7,0 — 10 |
28 — 40 |
|
10. |
Варенье, джем, повидло |
— |
— |
70 |
280 |
|
11. |
Фрукты сушеные |
3,0 |
— |
67 |
280 |
Масличное сырье и жировые продукты
|
N п/п |
Наименование вида или подгруппы продуктов |
Белок |
Жир |
Углеводы |
Энергетическая ценность, ккал/100 г |
|
г на 100 г продукта |
|||||
|
1. |
Растительные масла |
— |
99,8 |
— |
898 |
|
2. |
Маргарины |
0,5 |
40 — 80 |
1,0 |
366 — 726 |
|
3. |
Кулинарные жиры |
— |
99,5 |
— |
896 |
|
4. |
Кондитерские жиры |
— |
99,5 |
— |
896 |
|
5. |
Майонезы |
3,0 |
20 — 70 |
1,0 |
204 — 654 |
|
6. |
Жиры животные топленые |
— |
99,5 |
— |
896 |
|
7. |
Масло коровье |
— |
40 — 85 |
1,0 |
364 — 769 |
|
8. |
Масло топленое |
— |
99 |
— |
891 |
Утверждаю
Заместитель директора
по научной работе
Института питания РАМН
профессор В.А.ТУТЕЛЬЯН
МЕТОДИКА РАСЧЕТА ЭНЕРГЕТИЧЕСКОЙ ЦЕННОСТИ
КОНДИТЕРСКИХ ИЗДЕЛИЙ
1. Общие положения.
1.1. Настоящая методика устанавливает принципы расчета энергетической ценности кондитерских изделий.
1.2. Расчет энергетической ценности кондитерских изделий производят в соответствии с изменением, внесенным в ГОСТы (нормативную документацию) на кондитерские изделия, по показателю энергетической ценности.
1.3. Основными научно-методическими документами для расчета энергетической ценности кондитерских изделий являются:
рецептуры на кондитерские изделия;
технологические инструкции по производству кондитерских изделий;
ГОСТы, ОСТы, ТУ на сырье и готовую продукцию для кондитерских изделий;
справочные таблицы химического состава пищевых продуктов («Химический состав пищевых продуктов». М.: ВО «Агропромиздат», 1987).
1.4. Методика расчета энергетической ценности кондитерских изделий согласовывается с Межведомственной комиссией по составлению таблиц химического состава отечественных пищевых продуктов Института питания РАМН.
2. Пищевая ценность кондитерских изделий.
2.1. Полезность пищевых продуктов в зависимости от их химического состава характеризуется пищевой, биологической и энергетической ценностью. Термин «пищевая ценность» отражает всю полноту полезных качеств продукта, а термины «биологическая» и «энергетическая ценность» являются более частными и входят в определение «пищевая ценность», в основу которой положено учение о сбалансированности питания.
Биологическая ценность отражает качество белковых компонентов продукта, связанных как с перевариваемостью белка, так и со степенью сбалансированности его аминокислотного состава.
Энергетическая ценность — это показатель, характеризующий ту долю энергии, которая высвобождается из пищевых веществ в процессе биологического окисления и используется для обеспечения физиологических функций организма.
2.2. Показатель энергетической ценности приводится из расчета на 100 г съедобной части пищевых продуктов.
2.3. Показатель энергетической ценности обычно выражается в килокалориях (ккал).
При биологическом окислении в организме 1 г белка высвобождается энергия, равная 4 ккал; энергетическая ценность 1 г жира природных пищевых продуктов составляет 9 ккал, углеводов «по разности» — 4 ккал <*>, суммы моно- и дисахаридов — 3,8 ккал, полисахаридов — 4,1 ккал.
———————————
<*> Углеводы «по разности» — это разность между сухим остатком и суммой белка, жира и золы.
3. Порядок расчета энергетической ценности кондитерских изделий.
3.1. Расчет энергетической ценности кондитерских изделий производят на 100 г съедобной части в зависимости от состава и расхода сырья в соответствии с утвержденными рецептурами.
3.2. При определении указанного показателя учитывается энергетическая ценность каждого компонента рецептуры, имеющего массовую долю сухих веществ, общий расход сырья в сухих веществах, массовую долю сухих веществ сырья и готовой продукции.
Энергетическая ценность сырья представлена в таблице (см. табл. на с. 181). Данные взяты из справочных таблиц Института питания РАМН «Химический состав пищевых продуктов» (М.: ВО «Агропромиздат», 1987).
Расчет энергетической ценности производят по формуле:
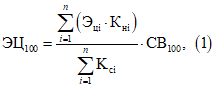
где ![]() — энергетическая ценность 100 г готового изделия;
— энергетическая ценность 100 г готового изделия;
![]() — количество (расход в натуре), г, отдельного i-го компонента, пошедшего на изготовление 100 г готового изделия;
— количество (расход в натуре), г, отдельного i-го компонента, пошедшего на изготовление 100 г готового изделия;
![]() — энергетическая ценность отдельного i-го компонента, ккал/г;
— энергетическая ценность отдельного i-го компонента, ккал/г;
![]() — количество сухих веществ, г, находящееся в 100 г готового изделия (численно равное массовой доле сухих веществ готового изделия);
— количество сухих веществ, г, находящееся в 100 г готового изделия (численно равное массовой доле сухих веществ готового изделия);
![]() — количество (расход в сухих веществах), г, отдельного i-го компонента на 100 г готового изделия.
— количество (расход в сухих веществах), г, отдельного i-го компонента на 100 г готового изделия.
Энергетическую ценность кондитерского изделия можно определить так же, как сумму энергетической ценности белков, жиров и углеводов, содержащихся в кондитерском изделии.
Так, по формуле (1) можно произвести расчет количества (в г) белков, жиров и углеводов, содержащихся в 100 г кондитерского изделия, с заменой показателя ЭЦ на содержание белков, жиров и углеводов в отдельном (i-м) компоненте (см. пример расчета).
В случае расхождения значений массовой доли сухих веществ сырья, указанных в справочных таблицах и рецептурах, необходимо скорректировать табличные данные по энергетической ценности и химическому составу.
Например, в таблице приведено какао тертое с массовой долей сухих веществ 87,8% и энергетической ценностью 610 ккал, а в рецептурах заложена массовая доля сухих веществ какао тертого 97,4%. Тогда энергетическая ценность 100 г какао тертого составит:
3.3. Организация, проводящая расчет энергетической ценности кондитерских изделий, несет ответственность за достоверность и правильность расчета.
СОДЕРЖАНИЕ ОСНОВНЫХ ПИЩЕВЫХ ВЕЩЕСТВ И ЭНЕРГЕТИЧЕСКОЙ
ЦЕННОСТИ ПИЩЕВЫХ ПРОДУКТОВ
(Из справочника «Химический состав пищевых продуктов»/
Под ред. И.М. Скурихина. М.: ВО «Агропромиздат», 1987)
В случае расхождения значений массовой доли сухих веществ сырья, указанных в справочных таблицах и рецептурах, необходимо скорректировать табличные данные по энергетической ценности и химическому составу.
|
Наименование продукта |
Вода |
Белки |
Жиры |
Углеводы |
Энергетическая ценность |
|
|
Общий сахар |
Углеводы |
|||||
|
Граммы |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Абрикосы сушеные, курага |
20,2 |
5,2 |
0 |
55,0 |
— |
234 |
|
Агар пищевой |
18,0 |
4,0 |
0 |
76,0 |
— |
16 |
|
Белок растительный пищевой соевый |
7,0 |
82,0 |
0 |
5,6 |
— |
351 |
|
Варенье из айвы |
27,0 |
0,4 |
0 |
68,3 |
0,2 |
263 |
|
Варенье из груш |
27,0 |
0,4 |
0 |
70,7 |
0,2 |
271 |
|
Варенье из кизила |
26,3 |
0,4 |
0 |
71,4 |
0,3 |
276 |
|
Варенье из клубники |
23,0 |
0,3 |
0 |
70,9 |
— |
271 |
|
Варенье из малины |
26,0 |
0,6 |
0 |
70,9 |
0,3 |
273 |
|
Варенье из персиков |
31,4 |
0,5 |
0 |
64,3 |
— |
248 |
|
Варенье из слив |
24,0 |
0,4 |
0 |
73,2 |
0,2 |
281 |
|
Варенье из яблок |
29,8 |
0,4 |
0 |
66,2 |
0 |
254 |
|
Джем из абрикосов |
25,9 |
0,5 |
0 |
68,8 |
— |
265 |
|
Джем из мандаринов |
26,1 |
0,3 |
0 |
67,8 |
— |
259 |
|
Джем из черной смородины |
23,3 |
0,6 |
0 |
68,1 |
— |
265 |
|
Дрожжи прессованные |
74,0 |
12,7 |
2,7 |
— |
— |
— |
|
Желатин |
10,0 |
87,2 |
0,4 |
0,7 |
— |
355 |
|
Жир кондитерский |
0,3 |
0 |
99,7 |
0 |
— |
624 |
|
Жир кулинарный «Новинка» |
0,3 |
0 |
99,7 |
0 |
— |
897 |
|
Жир кулинарный «Прима» |
0,3 |
0 |
99,7 |
0 |
— |
897 |
|
Изюм (кишмиш) |
18,0 |
2,3 |
0 |
66,0 |
— |
264 |
|
Какао-масло |
0,1 |
0 |
99,9 |
0 |
— |
899 |
|
Какао-порошок |
4,0 |
24,2 |
17,5 |
27,9 |
— |
380 |
|
Какао тертое |
2,2 |
13,5 |
54,0 |
2,0 |
13,6 |
610 |
|
Концентрат сывороточный белковый (КСБ-УФ) |
4,0 |
55,0 |
7,4 |
27,0 |
— |
389 |
|
Концентрат сывороточный белковый (КСБ-УФ-ЭД) |
3,6 |
57,0 |
7,1 |
30,0 |
— |
406 |
|
Концентрат фосфатидный пищевой подсолнечный |
1,0 |
0 |
96,5 |
СЛ. |
— |
— |
|
Концентрат фосфатидный пищевой соевый |
1,0 |
0 |
96,5 |
СЛ. |
— |
— |
|
Кофе натуральный жареный |
7,0 |
13,9 |
14,4 |
2,8 |
— |
— |
|
Крахмал картофельный |
20,0 |
0,1 |
79,6 |
— |
327 |
|
|
Крахмал кукурузный |
13,0 |
1,0 |
0,6 |
85,2 |
— |
359 |
|
Крупка подсолнечная пищевая |
5,6 |
45,0 |
15,0 |
5,9 |
— |
— |
|
Ксилит (97,8% основного вещества) |
2,0 |
97,9 |
367 |
|||
|
Кукурузный зародыш |
6,3 |
16,3 |
30,5 |
— |
— |
— |
|
Кунжут (ядро) |
9,0 |
19,4 |
48,7 |
12,2 |
— |
605 |
|
Мак |
7,8 |
17,5 |
47,5 |
2,0 |
— |
506 |
|
Маннит пищевой |
1,0 |
0 |
0 |
96,9 |
— |
376 |
|
Маргарин бутербродный «Славянский» |
15,6 |
0,5 |
82,0 |
1,2 |
— |
897 |
|
Маргарин бутербродный «Эра», «Экстра» |
15,8 |
0,5 |
82,0 |
1,0 |
— |
653 |
|
Маргарин сливочный |
15,9 |
0,3 |
82,0 |
1,0 |
— |
743 |
|
Маргарин сливочный «Шоколадный» |
17,0 |
1,1 |
62,2 |
20,1 |
— |
745 |
|
Маргарин «Эра» |
16,2 |
0,3 |
82,0 |
1,0 |
— |
743 |
|
Масло крестьянское несоленое |
25,0 |
0,8 |
72,5 |
1,3 |
— |
661 |
|
Масло крестьянское соленое |
25,0 |
0,8 |
71,0 |
1,3 |
— |
647 |
|
Масло любительское несоленое |
20,0 |
0,7 |
78,0 |
1,0 |
— |
709 |
|
Масло любительское соленое |
20,0 |
0,7 |
76,5 |
1,0 |
— |
700 |
|
Масло Вологодское сливочное |
16,0 |
0,5 |
82,5 |
0,8 |
— |
748 |
|
Масло сливочное несоленое |
16,0 |
0,5 |
82,5 |
0,8 |
— |
748 |
|
Масло топленое |
1,0 |
0,3 |
98,0 |
0,6 |
— |
887 |
|
Масло арахисовое рафинированное |
||||||
|
Масло кокосовое |
0 |
0 |
99,9 |
0 |
— |
899 |
|
Масло кукурузное рафинированное |
0,1 |
0 |
99,9 |
0 |
— |
899 |
|
Масло кунжутное рафинированное |
0,1 |
0 |
99,9 |
0 |
— |
899 |
|
Масло оливковое рафинированное |
0,2 |
0 |
99,8 |
0 |
— |
898 |
|
Масло подсолнечное рафинированное |
0,1 |
0 |
99,9 |
0 |
— |
899 |
|
Масло соевое рафинированное |
0,1 |
0 |
99,9 |
0 |
— |
899 |
|
Мед натуральный |
17,4 |
0,8 |
— |
80,3 |
— |
157 |
|
Меланж |
74,0 |
12,7 |
11,5 |
0,7 |
— |
157 |
|
Молоко цельное свежее (3,2% жирности) |
88,5 |
2,8 |
3,2 |
4,7 |
58 |
|
|
Молоко цельное свежее (2,5% жирности) |
89,1 |
2,82 |
2,5 |
4,7 |
52 |
|
|
Молоко цельное сгущенное с сахаром |
26,0 |
7,2 |
8,5 |
56,0 |
— |
— |
|
Молоко нежирное сгущенное с сахаром |
27,7 |
11,0 |
0,5 |
58,5 |
— |
272 |
|
Молоко цельное сухое |
4,0 |
26,0 |
25,0 |
37,5 |
— |
476 |
|
Молоко обезжиренное сухое |
4,0 |
37,9 |
1,0 |
49,3 |
— |
350 |
|
Мука пшеничная в/с |
14,0 |
10,3 |
1,1 |
0,2 |
68,7 |
334 |
|
Мука пшеничная I сорта |
4,0 |
10,6 |
1,3 |
0,5 |
67,1 |
331 |
|
Мука пшеничная II сорта |
4,0 |
11,7 |
1,8 |
0,9 |
62,8 |
324 |
|
Мука пшеничная обойная |
14,0 |
11,5 |
2,2 |
1,0 |
55,8 |
|
|
Мука кукурузная |
14,0 |
7,2 |
1,5 |
70,2 |
— |
330 |
|
Мука соевая необезжиренная |
9,0 |
36,5 |
18,6 |
5,0 |
10,0 |
374 |
|
Мука соевая полуобезжиренная |
9,0 |
43,0 |
9,5 |
5,6 |
11,1 |
325 |
|
Мука соевая обезжиренная |
9,0 |
48,9 |
1,0 |
6,2 |
15,5 |
292 |
|
Патока кукурузная |
21,0 |
СЛ. |
0,3 |
43,3 |
35,0 |
311 |
|
Пектин |
10,0 |
— |
— |
89,6* |
— |
42 |
|
Повидло яблочное |
32,9 |
0,4 |
0 |
65,3 |
— |
250 |
|
Подсолнечник (семена) |
8,0 |
20,7 |
52,9 |
3,4 |
— |
— |
|
Пюре абрикосовое |
83,0 |
1,2 |
0 |
13,9 |
— |
60 |
|
Пюре яблочное |
78,4 |
0,6 |
0,1 |
19,2 |
— |
78 |
|
Сахар-песок |
0,14 |
0 |
0 |
99,8 |
— |
379 |
|
Сливки сухие |
4,0 |
23,0 |
42,7 |
26,3 |
— |
579 |
|
Сливки сухие с сахаром |
4,0 |
17,0 |
44,7 |
30,6 |
— |
587 |
|
Сливки сгущенные с сахаром |
23,9 |
8,0 |
19,0 |
47,0 |
— |
382 |
|
Сливки 20%-ной жирности |
72,6 |
2,8 |
20,8 |
3,7 |
— |
206 |
|
Сливки 35%-ной жирности |
59,0 |
2,5 |
35,0 |
3,0 |
— |
337 |
|
Соль пищевая |
0,2 |
0 |
0 |
0 |
— |
|
|
Сорбит (94,5% основного вещества) |
2,0 |
— |
— |
97,9 |
— |
367 |
|
Сусло виноградное |
25,0 |
1,2 |
0 |
57,2 |
— |
224 |
|
Сыворотка полсырная |
94,0 |
1,0 |
0,1 |
4,0 |
— |
21 |
|
Сыворотка сухая |
4,0 |
12,0 |
1,1 |
73,3 |
— |
347 |
|
Сыворотка сухая деминерализованная (СД-ЭД) |
4,5 |
13,0 |
0,7 |
80,5 |
— |
364 |
|
Сыворотка творожная |
94,7 |
0,8 |
0,2 |
3,5 |
— |
20 |
|
Фурцелларан агар из фурцелларии |
18,0 |
4,8 |
0 |
61,2* |
— |
16 |
|
Чай черный байховый |
8,5 |
20,0 |
5,1 |
4,0 |
— |
— |
|
Шиповник сухой |
14,0 |
3,4 |
— |
21,5 |
— |
НО |
|
Яблоки сушеные |
20,0 |
2,2 |
— |
48,0 |
— |
199 |
|
Яичный белок сухой |
9,0 |
82,4 |
1,8 |
7,2 |
— |
375 |
|
Яичный желток сухой |
3,4 |
31,1 |
52,2 |
4,7 |
— |
613 |
|
Яйца куриные |
74,0 |
12,7 |
11,5 |
0,7 |
— |
157 |
|
Яичный порошок |
7,3 |
46,0 |
37,3 |
4,5 |
542 |
Условные обозначения
вода — понимается влажность пищевых продуктов;
белки — содержание общего азота;
жиры — общее содержание липидов;
СЛ. — следы;
— — отсутствие данных;
* — неусвояемые углеводы;
0 — компонент не обнаружен используемым методом.
Пример расчета
|
Наименование сырья |
Массовая доля сухих веществ, % |
Общий расход сырья на 100 г незавернутой карамели, г |
Количество |
ЭЦ |
|||||||
|
белка |
жира |
углеводов |
ккал/г |
ккал в рецепт. кол-ве |
|||||||
|
в натуре |
в сухих веществах |
% |
в рецепт. кол-ве, г |
в рецепт. кол-ве, г |
в рецепт. кол-ве, г |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
Сахар-песок |
99,85 |
58,47 |
58,38 |
— |
— |
— |
— |
99,8 |
58,4 |
3,79 |
221,6 |
|
Сахарная пудра |
99,85 |
9,62 |
9,61 |
— |
— |
— |
— |
99,8 |
9,6 |
3,79 |
36,5 |
|
Патока |
78,0 |
24,01 |
18,73 |
— |
— |
0,3 |
0,1 |
|
|
3,07 |
73,7 |
|
Какао-масло |
100,0 |
2,71 |
2,71 |
— |
— |
100,0 |
2,7 |
— |
— |
9,00 |
24,4 |
|
Какао тертое |
97,4 |
6,41 |
6,24 |
13,4 |
0,9 |
53,8 |
3,4 |
|
|
6,08 |
39,0 |
|
Ядро миндаля подсушенное |
96,0 |
5,27 |
5,06 |
18,6 |
1,0 |
57,7 |
3,0 |
|
|
6,49 |
34,2 |
|
Итого |
100,73 |
1,9 |
9,2 |
|
429,4 |
||||||
|
Выход |
98,31 |
100,00 |
98,31 |

Расчет энергетической ценности и химического состава кондитерских изделий производят по сводной рецептуре, выразив две последние графы (общий расход) в граммах на 100 г готового изделия с точностью до 0,01 г. Численные значения показателей химического состава и энергетической ценности следует брать с точностью до 0,00. В соответствии с формулой (1) энергетическая ценность 100 г готового изделия:
Расчет энергетической ценности по химическому составу:

Энергетическая ценность выражается в целых числах. При расчете химического состава следует помнить, что общее содержание белков, жиров и углеводов в 100 г изделия не должно превышать 100%.
РУКОВОДСТВО
ПО ТЕХНОЛОГИИ
ИЗГОТОВЛЕНИЯ
ПРЕДВАРИТЕЛЬНО
НАПРЯЖЕННЫХ
ЖЕЛЕЗОБЕТОННЫХ
КОНСТРУКЦИЙ
Hbutju: РТ/И УУ- ff£„y^L k
‘TetJtc .Us U/ te и<ме ъим ^ <j —
K&juy hpcvj&tf&fy
те-ийс~ накряыен и*ы ы/бЫс ч ь( х Кона~М tzjtyuuC л— hu ciuivнс/рс^ р>с>(
eutr лл 4В -J&3 от Л/. OS. 9S~~ -ic f t
Москва — 1975
РУКОВОДСТВО
по ТЕХНОЛОГИИ
ИЗГОТОВЛЕНИЯ
ПРЕДВАРИТЕЛЬНО
НАПРЯЖЕННЫХ
ЖЕЛЕЗОБЕТОННЫХ
КОНСТРУКЦИЙ
МОСКВА СТРОИИЗДАТ 1975
о
Основные характеристики механических свойств стержневой напрягаемой арматуры
|
Таблица 1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Примечания- 1. Если в проектах длл горячекатаной армат} ру класса А-IV указан только ГОСТ 5731 —CI, то по условиям эксплуатации конструкции марки сталей не огозариваются.
2. В соответствии с положениями СНиГ1 за нормативное сопротивление стержневой арматурной стали принимается величина браковочного минимума ее предела текучести.
3. Для стержневой арматура класса А-Шв, упрочненной вытяжкой, величина контролируемых напряжений принимается равной 5500 кгс/см2, а величина контролируемых удлинений для стала марки 23Г2С—3,5°а и марки 35ГС—4,S%.
4. Начальный модуль упругости Енач стали класса A-IV марок 20ХГ2Ц и 20ХГСТ следует принимать 1,9-10й, стали класса А-П1в марок 351 С и 25Г2С— 1,8• 10*’. Для остальных кл iccob и марок стали величину /:нач следует принимать равной i?a>%
|
Таблица 2 Основные характеристики механических свойств проволочной напрягаемой арматуры |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
В случае отсутствия опытных данных допускается использовать для оценки деформаций при механическом способе натяжения уравнение среднестатистической диаграммы растяжения:
■.-1^ + 0,074 If—о,?)3;
Лиач \ а0,а ]
при
°о < °.7оо.»Е« ~ £нач •
а. =1,05о„
‘0*2 ‘1 0>2 * еа —относительное удлинение, еа
Л1
ао —величина контролируемого напряжения в арматуре, кгс/см2;
/ГНач— начальный модуль упругости, кгс/см2 *;
где
* Начальным модулем упругости £н&ч в настоящем Руководстве называется модуль упругости стали при первом ее загружении. £Нач, как правило, на 2—3% меньше модуля упругости арматуры при последующих ее загружениях (Bah Однако для некоторых марок стали £Нач меньше Ва на 5—10% (см. примечание 4 к табл. 1).
11
o0>2—браковочная величина условного предела текучести данной стали (см. табл. 1, 2 и 3).
Примеры использования уравнения (1) приведены в приложении 5. При электротермическом способе натяжения упругопластические свойства стали следует учитывать в соответствии с рекомендациями л. 6.8 настоящего Руководства.
Таблица 3 Характеристики механических свойств арматурных прядей и канатов
|
Арматурная сталь |
Номинальный диаметр й, мм |
Условный предел текучести сг0)2, кгс/сма |
Временное сопротивление р1зры- 0У ч КГС/СМ3 |
Относительное удлинение при рззрыве 6к, К |
Модуль упруго- стн КГС/СМ* |
|
|
вид |
класс |
|||||
|
не менее |
||||||
|
Семнпроволочные |
К-7 |
4,5 |
15 200 |
19 000 |
3 |
|
|
спиральные арматурные |
(П-7) |
6 |
14 800 |
18 500 |
3 |
|
|
канаты (пряди) |
7,5 |
14400 |
18 000 |
4 |
1,8-10» |
|
|
9 |
14 000 |
17 000 |
4 |
|||
|
12 |
13 600 |
17 000 |
4 |
|||
|
15 |
13 200 |
16 500 |
4 |
|||
|
Девятнадцатппроволоч- |
IM9 |
14 |
14 400 |
18 000 |
4 |
|
|
ные спиральные арма |
||||||
|
турные канаты |
1,8 10ч |
|||||
|
Двухпрядные арма |
1(2X7 |
18 |
13 600 |
17 000 |
4 |
|
|
турные канаты |
К 2×7 |
25 |
13600 |
17 000 |
4 |
1,7-10б |
|
К2Х12 |
22 |
14 400 |
18 000 |
4 |
||
|
К2х 12 |
24 |
14 400 |
18 000 |
4 |
||
|
К2Х12 |
28 |
14 400 |
18 000 |
4 |
||
|
Трехпрядные арма |
КЗХ7 |
10 |
16 000 |
20 000 |
3 |
|
|
турные канаты |
КЗХ7 |
(3 |
15 200 |
19 000 |
4 |
|
|
КЗХ7 |
16,5 |
14 400 |
18 000 |
4 |
||
|
КЗХ7 |
20 |
14 400 |
18 000 |
4 |
1,7-10’ |
|
|
КЗх 19 |
16,5 |
16 000 |
20 000 |
3 |
||
|
КЗх 19 |
22 |
15 200 |
19 000 |
4 |
2.5. Напрягаемую стержневую арматуру классов и марок, указанных в пп. 2.1 и 2.2 настоящего Руководства, следует заказывать и применять в железобетонных конструкциях преимущественно в виде стержней мерных длин, а термически упрочненную сталь классов At-IV— At-VI — только в виде стержней мерных длин.
Таблица 4
Сортамент арматурных сталей
|
Номинальный диаметр, мм |
Расчетная площадь поперечного сечения, см3 |
Теоретическая масса 1 м длины, кг |
Номинальный диаметр, мм |
Расчетная площадь попереч-ного сечения, см2 |
Теоретическая масса 1 м длины, кг |
|
Л. Сортамент стержневой арматуры |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
6
7
8 9
10
12
14
16
18
20
22
25
|
Б. Сортамент арматурной проволока Класс В-I, В-П и Вр-П |
||||||||||||||||
|
3 4 5 |
|
|||||||||||||||
|
Класс Вр-1 |
В. Сортамент витой проволочной арматуры (арматурных канатов)
|
Класс К2х 12 |
||||||||||||||||||||
|
4.5 6,0
7.5 9,0 12,0
15.0
14.0
0,100
0,178
0,279
0,402
0,714
1,116
1,020
Класс К-7 0,127 0,227 0,354 0,510 0,906 1,416 Класс К-19 | 1,287 |
13
|
||||||||||||||||||||||||||||
|
Примечание. Номинальный диаметр арматуры (номер сечения) соответ-ствует для: горячекатаной и термически упрочненной арматурной стали периодического профиля—номинальному диаметру равновеликих по площади поперечного сечения круглых гладких стержней; обыкновенной высокопрочной арматурной проволоки периодического профиля—номинальному диаметру проволоки до придания ей периодического профиля; арматурных канатов—диаметру их описанных окружностей. |
2.6. Приварка и прихватка к натянутой арматуре каких-либо деталей или элементов напрягаемой арматуры не допускается.
Примечание. Требование п. 2.6 не распространяется на приварку закладных деталей к концам напрягаемой арматуры, выступающим из изделия, после передачи усилия обжатия на бетон.
2.7. Высокопрочная проволока должна поставляться в мотках, а канаты (пряди) — в бухтах или на барабанах. Смотанные с бухт или барабанов проволока, пряди и канаты должны сохранять прямолинейность.
2.8. Выбор вида и марки пенапрягаемой арматурной стали (см. приложение 4) и стали для закладных деталей производится в зависимости от назначения, конструктивных особенностей и условий эксплуатации железобетонных элементов в соответствии с главой СНиП и развивающих ее руководств по проектированию.
2.9. Для элементов закладных деталей предварительно напряженных железобетонных конструкций применяется листовая, фасонная и полосовая углеродистая сталь группы марок СтЗ по ГОСТ 380-71 или марок 18Гпс (ЧМТУ 1-47-67).
2.10. Ненапрягаемую арматуру следует преимущественно изготовлять и применять в виде арматурных изделий: сеток, плоских и пространственных каркасов. При этом рекомендуется арматурные сетки и каркасы мак-
14
симально укрупнять вне формы, с учетом возможности использования для этих целей серийно выпускаемого оборудования для арматурного производства, а также сборочных кондукторов и шаблонов.
2.11. Для изготовления сварных сеток и каркасов следует применять контактную точечную сварку, руководствуясь требованиями «Указаний по сварке соединений арматуры и закладных детален железобетонных конструкций» (СН 393-69) и чертежей изделий.
2.12. Качество готовых арматурных изделий и закладных деталей должно контролироваться в соответствии с требованиями ГОСТ 10922-64 «Арматура и закладные детали сварные. Технические требования и методы испытаний».
2.13. Приемку арматурной стали следует производить по сертификатам с обязательной проверкой наличия прикрепленных к стали металлических бирок, которыми завод-изготовитель обязан снабжать каждый пакет или бухту арматурной стали.
2.14. Приемка осуществляется путем сопоставления результатов внешнего осмотра и обмера, а также данных, приведенных в сертификатах, и результатов контрольных испытаний с требованиями соответствующих государственных стандартов и технических условий.
2.15. Напрягаемая арматура, имеющая на поверхности забоины или каверны, бракуется и не допускается к применению как напрягаемая. Бухты проволоки отбраковываются также, если они свернуты в восьмерки или имеют узлы либо перепуганные витки, не допускающие размотку проволоки.
2.16. При приемке каждая партия арматуры должна подвергаться контрольным испытаниям. Стержневую арматуру испытывают на растяжение (по ГОСТ 12004-66) н загиб в холодном состоянии (по ГОСТ 14019-68). Арматурную проволоку — на растяжение (по ГОСТ 12004—66) и на перегиб (по ГОСТ 7348-63 и 8480—63), канаты — на растяжение (по ГОСТ 16874-71).
Число отбираемых для испытаний образцов определяется государственными стандартами и техническими условиями на арматурную сталь, приведенными в п. 2.1 настоящего Руководства.
2.17. В случае несоответствия результатов какого-либо испытания требованиям государственных стандартов или технических условий надлежит произвести по-
15
вторное испытание на двойном количестве образцов, взятых от других стержней или бухт этой же партии стали. При неудовлетворительных результатах повторных испытаний хотя бы по одному образцу вся партия арматурной стали бракуется.
Примечание. Для оценки механических свойств арматурной стали по результатам контрольных испытаний могут быть использованы вероятностные методы, указанные в соответствующих государственных стандартах на арматурную сталь.
2.18. При натяжении термически упрочненной стержневой арматуры и высокопрочной проволоки электротермическим способом дополнительно должны производиться контрольные испытания арматуры на растяжение после электронагрева.
Для этого в течение рабочей смены с каждого поста электронагрева отбирается по два образца от одного степжня или прутка проволоки.
Образцы испытываются на растяжение в соответствии с требованиями ГОСТ 12004-66. Временное сопротивление в и условный предел текучести о0)2 стали после электронагрева должны быть не менее соответствующих браковочных значений, указанных в габл. 1 и 2 настоящего Руководства.
Примечание. Если в соответствии с положениями п. 6.3 настоящего Руководства допускается снижение прочности стали классов Вр-11 и Ат-VI вследствие электронагрева, в оабочих чертежах изделий должны быть указаны минимально допустимые величины ав и а0 о стали после электронагрева.
2.19. Каждая партия арматурной стали должна размещаться на складе раздельно по маркам и диаметрам. Хранение стали должно производиться так, чтобы исключались ее коррозия и загрязнение.
Холоднотянутая проволока и канаты должны храниться в закрытом сухом помещении. Укладка бухт на земляной пол воспрещается. Стержневую арматуру следует хранить в закрытом сухом помещении или под навесом. При хранении следует обращать внимание на сохранность металлических бирок и обеспечение легкого доступа к ним.
3. ФОРМЫ
3.1. Формы для изготовления предварительно напряженных конструкций должны обеспечивать получение
16
изделий с размерами в пведелах допускаемых отклонений, отвечающих ГОСТ 13015-67 «Изделия железобетонные и бетонные. Общие технические требования», ГОСТ и ТУ на отдельные виды изделий, а также рабочим чертежам на изделия.
3.2. Формы должны выполняться в соответствии с требованиями ГОСТ 18886-73 «Формы стальные для изготовления железобетонных и бетонных изделий».
3.3. Формы должны быть жесткими и иметь минимальную деформативносгь: от сил натяжения арматуры, собственного веса, веса бетонной смеси и арматуры, а также ог давления, создаваемого бетонной смесью при вибрационном се уплотнении; при перемещении коаном или по конвейеру, а также при установке на рабочих постах; при приложении к форме технологических воздействий, в том числе и температурных, передающихся при ускорении твердения бетона пропариванием, контактным обогревом и т. п.
3.4. При расчете силовых форм на жесткость и деформативносгь усилия от натяжения арматуры принимаются максимальными из возможных для всей номенклатуры конструкций, изготавливаемых с применением данного комплекса форм.
Рекомендуется проектировать формы так, чтобы равнодействующая усилий напрягаемой арматуры располагалась по центру тяжести сечения формы. В этом случае достигается существенное уменьшение веса формы.
3.5. Контроль жесткости форм, предназначенных для изготовления предварительно напряженных конструкций, осуществляется измерением их прогиба и продольного смещения упоров после натяжения арматуры и укладки бетона.
Прогиб измеряется по середине пролета в двух точках (по обеим сторонам) при опирании формы на две опоры, расположенные на расстоянии 0,05—0,1 м от торцов. Измерение производится с точностью до 0,5 мм с помощью нивелира, прогибомеров, индикаторов или других приборов.
Величину прогиба, если к жесткости форм не предъявляется особых требований, рекомендуется принимать не более 0,001 расстояния между упорами, а прогиб свободного угла при диагональном опирании, характеризующий жесткость формы на кручение, не должен быть
больше значений при площади поддона до 12 м2 — 4 мм, 12—25 м2 — 6 мм и свыше 25 м2 — 8 мм.
3.6. Продольную деформацию (сближение упоров) силовых форм по оси равнодействующей силы натягиваемой арматуры после натяжения последней следует допускать не более 0,0004 расстояния между упорами.
|
Рис. 2. Вилочный упор для закрепления натянутой арматуры а — одиночный; б — групповой; 1 — упор; 2 — съемная пластина; 3 — винты |
3.7. Формы, не отвечающие требованиям жесткосгй и продольной деформативности, указанным в пп. 3.5 и
3.6, подлежат усилению в соответствии с «Руководством по расчету и проектированию стальных форм» (М., Стройиздат, 1970).
3.8. При проектировании форм необходимо предусматривать мероприятия, устраняющие возможность заклинивания изделий при передаче усилия обжатия на конструкцию.
3.9. Для закрепления напрягаемой арматуры на формах должны предусматриваться упоры. Упоры рекомендуется выполнять с учетом возможности применения арматуры разных классов и диаметров. Они должны обеспечивать легкую установку арматурных элементов и опи-рание рабочих граней зажимов или временных анкерных устройств по всей площади контакта.
ЗЛО. Для закрепления на форме стержневой арматуры с концевыми анкерами в виде высаженных головок, опрессованных втулок и приваренных коротышей, натягиваемой электротермическим способом, рекомендуется применять вилочные стационарные упоры (рис. 2). Допускается применение внутренних вилочных упоров, а также упоров в виде шгырей.
3.11. При применении инвентарных зажимов для всех видов арматуры, натягиваемой механическим или электротермическим способами, рекомендуется применять вилочные упоры. Для закрепления на форме концентрированно несколько стержней может быть рекомендован упор, показанный на рис. 2,6. При механическом натяжении рекомендуются также подвижные захваты на несколько элементов, количество которых определяется тяговым усилием гидродомкрата.
3.12. Для закрепления анкерных плит унифицированных проволочных пакетов, напрягаемых механическим и электротермическим способами, применяются вилочные упоры или подвижные захваты.
3.13. Вилочные упоры форм рекомендуется изготовлять из стали группы марок СгЗ и Ст5 и снабжать с торца съемными пластинами из высокопрочной стали. Съемные пластины, предназначаемые для предохранения упоров о г быстрого износа, следует изготовлять из инструментальной стали марок У7 и У8 толщиной 15 мм с закалкой до твердости HRC=45—50. Пластина к упорам крепится Бинтами с потайными головками (см. рис, 2,а).
3.14. Размеры прорези в упорах должны выбираться из условий обеспечения проектного расположения арматуры для всей номенклатуры изделий, намеченных к изготовлению на данных формах.
В упорах глубину прорези рекомендуется делать равной удвоенному наружному диаметру арматуры, а ширину прорези — на 2—4 мм больше того же диаметра.
Если форма предназначена для изготовления изделий с арматурой разных диаметров, то рекомендуется иметь комплект закаленных съемных пластин под все диаметры арматуры, а размер прорези в упоре должен соответствовать максимальному из возможных диаметров арматуры.
3.15. Ширина упора должна приниматься в зависимости от проектного расположения арматуры для всей номенклатуры изделий, намечаемых к изготовлению на данных формах, но не менее трех диаметров арматурного элемента.
При применении инвентарных зажимов размеры упоров по ширине и высоте должны выбираться так, чтобы площадь опирания на упоры была не менее 75% площади торца зажима. Толщина упоров определяется из рас-
19
УДК 6 66.982*4
Руководство по технологии изготовления предварительно напряженных железобетонных конструкций* М., Стройиздат, 1975г 192 с. (Науч.-исслед. ин-т бетона и железобетона Госстроя СССР).
Руководство содержит основные положения по технологии изготовления сборных предвари-тельно напряженных конструкций заводского изготовления с натяжением арматуры на упоры, а также сведения об арматурных сталях, бетонах, методах контроля качества изделий и технико-экономической оценки применяемых способов производства.
Предназначено для инженерно-технических работников предприятий сборного железобетона и работников проектных и научно-исследовательских организаций.
Инструкт.-нормат., П вып*-14-7б
© Стройиздат, 1975
лета на прочность и жесткость под действием максимально возможных усилий от натяжения арматуры.
3.16. Упоры и съемные пластины изготавливаются с предельным отклонением ±1 мм по ширине и высоте. Толщина упоров и пластин, а также размеры прорези выдерживаются с предельным отклонением ±0,3 мм. Все грани упоров, пластин и прорези в них обрабатываются по четвертому классу чистоты поверхности. Упоры, как правило, должны располагаться вне габаритов изделия, однако при достаточном экспериментальном обосновании для изготовления пустотных плит настилов и некоторых других изделии допускается расположение утапливаемых упоров в габаритах изделий.
3.17. Упоры должны устанавливаться на формы с применением шаблонов, охватывающих упоры снаружи.
При длине форм более 12 м рекомендуется устанавливать упоры с замерами расстояний между ними стальной рулеткой, исключая провисание ленты по ее длине с помощью подкладок и обеспечивая постоянное натяжение ленты при замерах. Замеры расстояний между упорами и подобные замеры на устройствах для образования временных концевых анкеров на арматурных заготовках следует производить при помощи одной и той же части лен гы.
3.18. Допустимые предельные отклонения расстояния между упорами при электротермическом натяжении арматуры принимаются по табл. 5.
|
Допускаемые предельные отклонения расстояния между упорами формы |
||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||
|
3.19. Перед началом эксплуатации формы или партии форм должны быть нормализованы расстояния между упорами в соответствии с заданными допусками. Для |
Таблица 5
20
ПРЕДИСЛОВИЕ
Со времени разработки и издания «Временной инструкции по технологии изготовления предварительно напряженных конструкций» (М., Госстройиздат. 1959) промышленность сборного железобетона претерпела большие изменения. Разработано и освоено массовое производство сборных, в том числе преднапряженных, железобетонных конструкций, создана мощная промышленность сборного железобетона.
Коренные изменения технического состояния заводов сборного железобетона и возросшие масштабы производства сборных преднапряженных конструкций с натяжением арматуры на упоры потребовали разработки настоящего Руководства, которое должно способствовать распространению и широкому внедрению новых прогрессивных способов производства, повышению технологической дисциплины, обеспечению качества выпускаемой продукции и повышению производительности труда.
Рекомендации, включенные в основной текст Руководства, относятся к общим вопросам технологии производства. В приложениях даны описания технологического оборудования и примеры выполнения технологических операций.
При составлении Руководства использованы отечест* венный и в некоторой степени зарубежный опыт производства предварительно напряженных железобетонных конструкций, а также результаты научно-исследовательских и опытных работ, прошедших проверку в производственных условиях.
В Руководстве обобщены также рекомендации ранее выпущенных инструкций и руководств по технологии изготовления преднапряженных конструкций, в связи с чем отменяются:
Временная инструкция по технологии изготовления предварительно напряженных железобетонных конструкций. М., Госстройиздат, 1959;
Инструкция по технологии предварительного напряжения стержневой, проволочной и прядевой арматуры железобетонных конструкций электротермическим и электротермомеханическим способом. М., Госстройиздат, 1962;
Указания по назначению режимов тепловой обработки предварительно напряженных конструкций, изготовляемых по стендовой технологии. М., Стройиздат, 1964;
3
Руководство по технологии предварительного напряжения стержневой арматуры железобетонных конструкций. М., Стройиздат, 1972.
Руководство разработано Научно-исследовательским институтом бетона и железобетона Госстроя СССР: инж. А. А. Фоломеевым (главы 1, 3, 8 и 9), кандидатами техн. наук С. А. Мадатяном (главы 1, 2, 3, 4 и 6), Н. А. Мар-каровым (главы 7, 10, 11 и 13), М. Д. Рожненко (главы 1, 2, 3, 4, 5, 8 и 14), В. А. Клевцовым (глава 12), И. И. Цыганковым (глава 15), И. Ф. Руденко (глава 9), Г. С. Митником (глава 3), В. М. Медведевым (глава 8). Г. П. Курасовой (глава 8), д-ром техн. наук И. М. Френкелем (глава  и инж. В. Т. Дьяченко (глава 7); при участии ВНИИЖелезобетона Минпромстройматериалов (кандидаты техн. наук Э. Г. Ратц, С. Ю. Цейтлин), ЦНИИОМТП Госстроя СССР (д-р техн. наук Н. Е. Носенко, инж. Л. X. Копелевич), Уралстромниипроекта (канд. техн. наук Б. Я. Рискинд), Гипростроммаша (канд. техн. наук В. А. Ли), института Индустройпроект Минпромстройматериалов СССР (канд. техн. наук Я- М. Якобсон), Проектного института № 1 Госстроя СССР (инж. С. Г. Скворцов).
и инж. В. Т. Дьяченко (глава 7); при участии ВНИИЖелезобетона Минпромстройматериалов (кандидаты техн. наук Э. Г. Ратц, С. Ю. Цейтлин), ЦНИИОМТП Госстроя СССР (д-р техн. наук Н. Е. Носенко, инж. Л. X. Копелевич), Уралстромниипроекта (канд. техн. наук Б. Я. Рискинд), Гипростроммаша (канд. техн. наук В. А. Ли), института Индустройпроект Минпромстройматериалов СССР (канд. техн. наук Я- М. Якобсон), Проектного института № 1 Госстроя СССР (инж. С. Г. Скворцов).
В Руководстве использован производственный опыт Красноярского комбината железобетонных и металлических конструкций (инж. Г. В. Леонов), Заволжского завода промышленного железобетона № 3 (инженеры Н. М. Давыдов, Т. Ф. Рунова), Ульяновского завода ЖБК № 3 (инж. В. Ф. Придыбайло), Кемеровского завода ЖБК-1 (канд. техн. наук Г. Г. Проскурин), Чайковского завода ЖБИ Стройдеталь (инж. Н. Н. Бармин), Ка-менск-Уральского завода ЖБИ (инж. Л. В. Латышева), Московского завода ЖБИ №5 Главпромстройматериалов (инж. А. М. Зайцев), Стрыйского завода железобетонных и металлических конструкций (инж. И. Я. Шторин).
Руководство подготовлено к изданию редакционной комиссией в составе д-ра техн. наук К. В. Михайлова (председатель), д-ра техн. наук Г. И. Бердичевского, кандидатов техн. наук Н. М. Мулина, Н. А. Маркарова, С. А. Мадатяна, М. Д. Рожненко, инж. А. А. Фоломеева.
Замечания по содержанию Руководства просьба направлять в НИИЖБ по адресу: 109389, Москва,
2-я Институтская, 6.
Дирекция НИИ бетона и железобетона Госстроя СССР
1. ОБЛАСТЬ ПРИМЕНЕНИЯ И ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Настоящим Руководством следует пользоваться при изготовлении сборных предварительно напряженных железобетонных конструкций, армированных высокопрочной стержневой горячекатаной и термически упрочненной арматурой, высокопрочной проволокой, прядями и канатами, натяжение которых на упоры осуществляется механическим или электротермическим способом.
1.2. Указания Руководства распространяются на изготовление сборных предварительно напряженных железобетонных конструкций, осуществляемое в заводских условиях и на полигонах.
1.3. Требования технологии, изложенные в Руководстве, следует учитывать при проектировании предварительно напряженных железобетонных конструкций.
1.4. Указания Руководства не распространяются на производство шпал, труб, конструкций сборных мостов, непрерывно армированных и самонапряженных конструкций.
1.5. Изготовление предварительно напряженных железобетонных конструкций должно осуществляться по рабочим чертежам конструкций и соответствующему ГОСТу или техническим условиям.
Примечание. Отступления от требований рабочих чертежей должны быть согласованы с авторами проекта.
1.6. Выбор технологической схемы изготовления предварительно напряженной конструкции рекомендуется осуществлять в каждом случае с учетом местных условий, типа конструкции, характеристик и свойств маге-‘ риалов, наличия оборудования и обосновывать техникоэкономическими расчетами.
1.7. При организации производства предварительно напряженных железобетонных конструкций следует
5
проверить соответствие принятых в проекте данных фактическим условиям изготовления: способу натяжения арматуры, деформациям форм или поддонов, податливости анкерных устройств. Если технология и оборудование не отвечаю г требованиям проекта, то способ изготовления и оснастку следует привести в соответствие с данными рабочих чертежей или совместно с проектной организацией перепроектировать конструкцию с учетом специфики ее изготовления на данном предприятии.
1-8. При изготовлении предварительно напряженных железобетонных конструкций необходимо обеспечить их свободное деформирование при передаче усилия предварительного напряжения на бетон, для чего изделие должно быть освобождено от элементов форм и других деталей оснастки, препятствующих его деформации.
Необходимо также принять меры для обеспечения свободных деформаций изделия от температурного расширения или усадки бетона.
1.9. При освоении на каждом предприятии выпуска новых конструкций первые из них рекомендуется испытывать до разрушения в соответствии с требованиями ГОСТ 8829-66.
1.10. Изготовление предварительно напряженных железобетонных конструкций должно сопровождаться систематическим пооперационным контролем качества заполнителей, цемента, бетона, арматуры, величины предварительного напряжения, прочности бетона при передаче усилия обжатия на конструкцию и в 28-дневиом возрасте, габаритов и чистоты поверхности изделий.
1.11. Изготовление предварительно напряженных железобетонных конструкций с натяжением арматуры на упоры производится по следующим технологическим схемам:
в перемещаемых силовых формах по агрегатно-поточной технологии или на конвейерах;
на коротких или длинных стендах в обычных (несиловых) формах;
в стационарных силовых формах.
Примечание. Силовыми называются формы, воспринимающие усилие натяжения арматуры в период изготовления конструкции и твердения бетона до приобретения им прочности, достаточной для восприятия усилия обжатия конструкции.
1.12. Натяжение высокопрочной стержневой горячекатаной и термически упрочненной арматуры классов
6
А-Шв, A-IV, A-V, Ат-lV и Ат-V диаметром 8—22 мм рекомендуется осуществлять электротермическим способом, а диаметром 25—40 мм — механическим.
Натяжение высокопрочной арматурной проволоки классов Вр-П и В-П, канатов классов К-7 и К-19 и стержневой термически упрочненной арматуры класса Ат-Vi рекомендуется осуществлять механическим способом.
1.13. Допускается использовать электротермический способ для натяжения стержневой термически упрочненной стали класса Ат-VI при условии соблюдения требований п. 6.3 настоящего Руководства и при величине предварительного напряжения не более 7000 кгс/см2.
Электротермический способ также может быть допущен для натяжения высокопрочной проволоки класса Вр-П при условии соблюдения пп. 6.3 и 6.4 настоящего Руководства.
Механический способ натяжения стержневой арматуры диаметром 8—22 мм указанных в п. 1.12 классов допускается при наличии соответствующего оборудования и при условии обеспечения требуемой производительности технологических линий.
1.14. При изготовлении конструкций на длинных и коротких стендах следует преимущественно применять арматурные канаты (пряди) классов К-7, К-19, К2 и КЗ, унифицированные пакеты высокопрочной проволоки класса Вр-11 с натяжением механическим способом.
1.15. Выбор напрягаемой арматуры и способа натяжения при изготовлении предварительно напряженных железобетонных конструкций в стационарных силовых формах зависит от требований проекта, наличия оборудования для натяжения, длины изделия и вида применяемой на данном предприятии напрягаемой стали и определяется технико-экономическим расчетом.
Стержневую арматуру классов At-IV,At-V или At-VI рекомендуется применять для изделий длиной до 12 м, для изделий большей длины — проволочную и пряде-вую арматуру классов Вр-П, К-7 и К-19 или свариваемую стержневую арматуру классов A-IV, A-V.
1.16. С целью сокращения замен и упрощения их согласования проектным организациям рекомендуется снабжать проекты предварительно напряженных конструкций несколькими вариантами армирования.
1.17. При строительстве новых предприятий и рекон-
7
Струкции действующих рекомендуется использовать типовые проекты технологических линий (см. приложение 1) оборудование для которых централизованно поставляется машиностроительной промышленностью.
2. АРМАТУРНЫЕ СТАЛИ
2.1. В качестве напрягаемой арматуры предварительно напряженных железобеюнных конструкции следует преимущественно применять следующие виды арматурной стали (рис. 1):
стержневую горячекатаную класса A-IV марок 80С и 20М2Ц (ГОСТ 5781— о! * и ГОСТ 5(Ъ8—65*), 20X1 С Г (4М’1У;ЦНИИ4М 871—68) и класса A-V марки 23X2121 (ЧМ1У 1-177-67);
стержневую термически упрочненную классов At-V и Ат-Vl марок 201 С2 и 2010 (ТОСТ 10884—71);
высокопрочную холоднотянутую проволоку классов Вр-П и b-ii (1UC1 8460—68 и lOCl 7848—бЗ);
арматурные канаты (пряди) — спиральные семипроволочные класса J\-7 (1UC1 13840—68) и девятпадца-типроволочные класса К-1У (ТУ 14-4-22-71);
многопрядные арматурные канаты: двухпрядные
класса 1\2х/г (4МГУ4-20и-бУ и 1У14-178-9-72; и трех-прядные — класса ]\3хя (Б1У 2-ЗоО-Ь/), п — число проволок в каждой пряди.
2.2. Допускается для напрягаемой арматуры пред-напряженных конструкции использовать арматурную сталь следующих видов:
стержневую периодического профиля, упрочненную вытяжкой класса А-шв марок Зо 1 С, 251 2С и ЗЗГГ (см. приложение 2);
стержневую термически упрочненную класса At-IV (ГОС1 10884—71).
2.3. Расчетные и нормативные сопротивления арматурной стали видов и марок, перечисленных в пп. 2.1 и 2.2, а также условия их применения в железобетонных конструкциях следует принимать по главе СНИиП «Бетонные и железобетонные конструкции. Нормы проектирования».
Основные характеристики механических свойств напрягаемой арматуры приведены в табл, i, 2 и 3, а их сортамент приведен в табл. 4. Расчетные и нормативные
сопротивления, а также условные обозначения арматур-
ных сталей даны в приложении 3 и 4 (см. табл. 33, 34, 35, 36 и 37).
2.4. Деформацию арматуры при ее натяжении рекомендуется определять с учетом действительной диаграммы растяжения стали.
|
Рис. 1. Внешний вид арматурных сталей различных классов |
а — стержневая гладкая класса А-1: б — обыкновенная проволока периодического профиля класса Вр-1; в — стержневая периодического профиля класса A-И; г — то же, классов А-Ш, A-IV, A-V, Ат-IV, At-V, At-VI; д — высокопрочная проволока периодического профиля класса Вр-П; е _ семипроволочный спиральный арматурный канат класса К-7; ж — девятнадцатипроволочный спиральный арматурный канат класса К-19; з — двухпрлдный канат