На чтение 19 мин. Опубликовано
При любом дорожно-транспортном происшествии «страдает» кузов автомобиля. Но если повреждения незначительны, то можно обойтись не заменой детали, а её рихтовкой. Современные методы восстановления позволяют даже сильно деформированный кузов привести к первоначальному виду. Чтобы рихтовка кузова автомобиля была выполнена правильно необходимо знать порядок и основные правила, как всё это нужно делать.
Содержание
- Что такое рихтовка (правка кузова) автомобиля
- Виды повреждений кузова
- Инструменты
- Рихтовка автомобиля своими руками — пошаговые инструкции
- Обычная
- Метод восстановления без покраски
- Восстановление алюминиевых деталей кузова
- Усадка на горячую
- Рихтовка двери
- Другие технологии рихтовки кузова
- Фото рихтовки авто
Что такое рихтовка (правка кузова) автомобиля

Под термином «рихтовка» следует понимать восстановление первичной геометрии элементов кузова автомобиля. Такие работы проводят в тех случаях, когда стоимость новой детали очень высока и более целесообразно финансово восстановить детали.
Правка также «включает» в себя финишные малярные работы. Нужно ведь не только выправить, но и обеспечить «вид». И сразу нужно уточнить, что большинство таких работ в условиях домашнего гаража выполнить невозможно. Основные тому причины:
- Нужен спец инструмент;
- Нужен опыт.
Особенно много сложностей возникает при работе с цельными кузовами, которые не разделены на отдельные детали. Перед проведением рихтовки потребуется полностью разобрать авто и, по возможности, выполнить проверку аэродинамического сопротивления.
Правка кузова — это не косметический ремонт. Особое внимание уделяется восстановлению первичной геометрии транспортного средства. Ведь если хотя бы одна из центральных стоек будет скошена, то это делает неработоспособной всю систему противоаварийной безопасности автомобиля.
Ведь при ДТП смещение деталей будет происходить не по тому «алгоритму», который был заложен производителем в кузов. Также нарушенная геометрия приводит к неравномерному износу запчастей. Особенно часто возникают проблемы с ходовой частью.
Основные элементы кузова, которые подвергаются рихтовке:
- капот, багажник;
- двери и крылья авто;
- крыша;
- пороги;
- бампера (только металлические);
- пол.
Виды повреждений кузова
Условно выделяют такие виды повреждений кузова автомобиля:
- Вмятины. Самые распространенные повреждения. Как правило, повреждения лакокрасочного покрытия минимальны, геометрия основных несущих компонентов не нарушена. В большинстве случаев правится с помощью вакуумного метода.
- Выпуклости. Часто образовываются при «косых» ударах в передние или задние крылья. Устраняются преимущественно точечными ударами молотка.
- Локальные дефекты. Возникают при неравномерных ударах. Например, при «касательном» счесывающем повреждении. Являются одними из самых сложных в плане устранения.
- Разрывы. Такие дефекты устраняются только сваркой. Но рекомендуется все же полностью заменять деталь в целях безопасности. Потому в случае дорожно-транспортного происшествия нарушается жесткость всей конструкции. Именно поэтому покупать автомобили, которые ранее были в ДТП, попросту опасно и цена на них сильно занижена.
- Сжатие. Чаще всего такие деформации образовываются из-за сильного «счесывающего» удара сбоку или сзади. Металл при этом сдавливается «гармошкой». То есть, образовывается сразу несколько точек вмятин. Если имеется также разрыв полотна металла, то такие деформации рихтовке практически не поддаются, требуется их замена или резка и последующее приваривании «латки».
- Растягивание. Как правило, возникает вместе со сжатием. Ведь если где-то металл сдавлен, то с другой стороны — он растягивается. Устраняется вытягиванием с использованием специальных дисков и швеллера. К сожалению, полностью первоначальной равномерной толщины металла после этого добиться практически невозможно. Так что рихтовка позволит избавиться только от
Также условно все вариации повреждений кузова разделяют на:
- с деформацией геометрии (имеются ввиду, края соприкосновения с другими элементами кузова автомобиля);
- без деформации геометрии.
И ещё выделяют повреждения с нарушением лакокрасочного покрытия и без этого. В последнем случае часто после рихтовки ограничиваются только тщательной шлифовкой с использованием абразивной пасты. В остальных случаях осуществляется локальная покраска поврежденной детали кузова транспортного средства.
Ещё одно распределение категорий деформаций:
- Прямые. Имеется ввиду вмятина или выпуклость, которая образовалась от прямого контакта элемента кузова с преградой. Именно здесь чаще всего и образовываются места «разрыва» лакокрасочного покрытия, а иногда — металла.
- Непрямые. Это вторичные деформации, возникающие из-за прямых. Например, автомобиль попал в аварию, было лобовое столкновение. Вместе с передней части нарушается геометрия передних крыльев. Те — смещаются, повреждая также двери. То есть, эти части не контактировали непосредственно с преградой в момент дорожно-транспортного происшествия. Но им тоже потребуется рихтовка. Иначе не будут соблюдены заводские зазоры или же замок двери не будет корректно работать.
Все рассмотренные виды — условные. По сути, каждое повреждение — уникальное и требует к своему устранению индивидуального подхода.
Инструменты

Для проведения рихтовки потребуется следующий минимальный набор инструментов:
- Молотки и киянки. Используются те, которые имеют резиновое основание. Дополнительно используются доски из ПВХ или любого другого «мягкого» пластика, которые позволяют распределить силу от удара на большую поверхность. Как правило, масса молотков, киянок не превышает 2 килограмм. Их основание — закругленное, без прямых углов, что уберегает лакокрасочное покрытие при ударах от сколов и царапания.
- Подкладки, наковальни. Используются для фиксации обратной стороны элемента кузова при выравнивании. Именно правильное их расположение и крепление позволяет восстановить заводскую геометрию. И именно с этим у новичков и возникают проблемы чаще всего.
- Ударные полотна. Как правило, их изготавливают сами мастера из пластиковых плит (ПВХ). Главное — это «мягкость» материала. Чтобы твердость была ниже, нежели обрабатываемый металл. Это полностью нивелирует образование царапин даже при сильных ударах молотком или киянкой.
- Крюки, рычаги. Используются для «вытягивания» металла после сжатия. Возможно применение только на некоторых элементах кузова, где имеются «ребра жесткости» (для создания опоры рычага).
- Шлифовальные машины, напильники. Используются для подготовки элементов кузова к финишным малярным работам, а также после высыхания лакокрасочного покрытия. Также иногда задействуются для снятия излишков металла на поверхностях с выпуклостями. Ведь заводской кузов имеет единую статичную толщину металла. Но после ДТП она может нарушаться из-за действия сжатия, растягивания.
- Споттеры. Это специализированные сварочные аппараты, ориентированные именно для проведения рихтовальных работ по восстановлению элементов кузова автомобиля. Их ключевое отличие — это поддержка «точечной» сварки. Часто это применяется при вытягивании вмятин, где невозможно использовать вакуумное оборудование. Мастер приваривает к поврежденной детали небольшой рычаг, затем — восстанавливает плоскость и геометрию кузова, после — удаляет приваренный элемент.
- Компрессор и краскопульт. Задействуется в малярных работах при покраске или нанесении лакокрасочного покрытия на восстановленные элементы кузова автомобиля.
- Мини-лифтер. Используется для выравнивания небольших вмятин, когда нет повреждения лакокрасочного покрытия. Подходит для рихтовки своими руками. Но если деформация сложная, с несколькими точками продавливания, то такой инструмент — бесполезен.
- Набор паст. Используется для финишной полировки в сочетании с шлифовальной машиной. Бывают абразивные и без абразивные.
Это только базовый набор инструментов, которые используются при рихтовке кузова автомобиля. Вместе с ними активно используются отвертки, плоскогубцы, термофены, «болгарки» с кругами для резки металла. Каждый мастер формирует собственный перечень инструментария для работы. Самыми дорогостоящими из них являются споттеры, компрессор с краскопультом, а также пневматические молотки для вытягивания вмятин. Даже если ориентироваться на бюджетные инструменты, то такой набор обойдется минимум в 120 – 150 тысяч рублей. Это ещё одна из причин, почему в домашних условиях выполнить качественную рихтовку практически невозможно.
Перед восстановлением элемента кузова следует уточнить стоимость такой детали у концерна-производителя или поискать её на разборках. Если деталь можно приобрести недорого, она в исправном состоянии и без нарушенной геометрии, то лучше вместо рихтовки просто произвести замену.
Рихтовка автомобиля своими руками — пошаговые инструкции

Для проведения любых работ по рихтовке требуется подготовленный бокс. Особое внимание нужно уделить освещению. Оно должно быть равномерным и с «холодным» оттенком — это позволит заметить даже мельчайшие повреждения, царапины.
Все работы рекомендуется проводить при комнатной температуре, в диапазоне от +18 до +25 градусов по Цельсию. Это важно, потому что краска и лакокрасочное покрытие всех современных авто имеет полимерную основу. А её плотность и эластичность напрямую зависит от температуры окружающей среды. При низкой температуре даже незначительные выпрямления вмятин могут привести к образованию сколов.
Предварительная подготовка кузова к проведению рихтовки включает в себя:
- Тщательное мытье и сушку. Рекомендуется использовать специальные шампуни, которые также устраняют производные нефтепродуктов.
- Обезжиривание. Можно просто тщательно промыть бензином или протереть губкой, смоченной в этиловом спирте. Эти вещества не вступают в химическую реакцию с лакокрасочным покрытием (если оно заводское).
- Демонтаж неповрежденных элементов кузова. То есть, которые не будут подвержены рихтовке. Если же кузов цельный или повреждения незначительные, то их просто заклеивают малярным скотчем, без съема.
Рекомендуется все обнаруженные повреждения сфотографировать на телефон или фотоаппарат, но с максимально высоким разрешением. Это позволит в дальнейшем оценить результат проведенных работ.
Ещё важное правило: рихтовку следует выполнять как можно скорее после получения повреждения. Чем больше времени прошло с момента получения повреждения — тем сложнее будет восстановить первоначальную геометрию с помощью прогрева, вытягивания присоской.
Обычная
Обычная рихтовка выполняется с минимальным набором инструментов. Подойдет для самых простых повреждений, например, небольших вмятин без повреждения лакокрасочного покрытия. Самое главное здесь — добиться первоначальной геометрии детали (или максимально близкой к заводскому значению). В качестве примера можно найти в интернете изображение этой детали (как правило, у дилеров, которые их продают, они имеются в высоком разрешении). Этапы выполняемых работ:
- Если необходимо — снять поврежденную деталь кузова. Как правило, это актуально для капота, багажника, крыльев. Все остальные элементы кузова рихтуют «на весу».
- Установка подложки или наковальни. Какая именно — зависит от того, что за деталь подвергают рихтовке и степень её повреждения. Опять же — здесь важно соблюдать первоначальную геометрию кузова.
- С помощью ударов молотка или киянки добиться первоначальной формы и плоскости элемента кузова. Нужно прикладывать минимальную силу. Следует ударять много, но несильно. Удары всегда наносятся с краев вмятины или деформации с постепенным переходом к центральной части дефекта элемента кузова.

- Финишная полировка. Следует проводить даже в тех случаях, если каких-либо сколов, царапин визуально заметить невозможно. Даже незначительные повреждения лакокрасочного покрытия в дальнейшем увеличиваются в размерах. И именно в этих местах появляются первичные признаки коррозии. Чтобы этого не допустить, нужно убрать все микроцарапины. Лучше всего для этого подходит «болгарка» с полировальным кругом. Если визуально царапин не видно, то используется без абразивная паста. Если заметны, то сперва с абразивом, а финишная шлифовка вообще осуществляется без пасты.
Совсем незначительные вмятины можно устранить и без последующей шлифовки. Но желательно то место, которое подвергалось обработке, затереть хотя бы восковой полиролью. Она заполняет собой все неровности на микроскопическом уровне, что предотвращает забивание микроцарапин грязью, влагой.

Если же есть сильные повреждения лакокрасочного покрытия, то оптимальным вариантом рихтовки будет применение споттера. Заменять его обычным сварочным аппаратом (полуавтоматом) — нельзя. Споттер работает как точечная сварка. То есть, создаёт единственную точку с электрической дугой. И место контакта в дальнейшем можно убрать обычной шлифовкой непосредственно перед покраской.
Есть умельцы, которые самостоятельно изготавливают споттер из небольшого трансформатора и медного жала (без острого конца). Но место контакта все равно в этом случае получится с более заметным дефектом. И его не следует применять в тех местах, где имеется оцинковка кузова.
Метод восстановления без покраски
Речь идёт о восстановлении вмятин с помощью специальной вакуумной присоски. Её прикладывают к области дефекта, далее включают компрессор, откачивающий воздух, а далее просто «вытягивают» металл. В большинстве случаев он принимает свою первоначальную геометрию. Это так называемый эффект «памяти» металла после заводского изгиба.
Этот метод подойдет только для тех случаев, когда повреждения лакокрасочного покрытия нет.
Примеры:
- вмятина от «тупого» удара;
- деформация капота из-за удара по нему;
- вмятина на заднем крыле из-за неудачного въезда в гараж.
Но если имеется хотя бы одна незначительная трещина или скол, то он категорически противопоказан. Потому что это приведет к дальнейшему отшелушиванию ЛКП. И уже затем потребуется полноценная перекраска элемента кузова.

Для самых простых вмятин можно использовать ручные насосы для создания вакуума. Они устроены как обычный медицинский шприц, но большого размера и с присоской на конце. То есть, имеется колба с поршнем, которая соединена с присоской. Нужно её прижать к выравниваемой детали, далее — потянуть на себя ручку поршня и зафиксировать её (предусмотрена кнопка или специальный рычаг). А далее — резко потянуть на себя такой «вакууматор».
Такие устройства стоят недорого, в районе 500 – 1000 рублей. Но их поршень генерирует сравнительно невысокое отрицательное давление. Это означает, что с его помощью можно выровнять только самые простые вмятины, при которых не затрагивается геометрия краев детали.

Рихтование киянкой без последующей покраски деформированных элементов кузова тоже возможен. Лакокрасочные покрытия всех современных автомобилей идут с полимерной основой. А она:
- эластичная;
- выдерживает критическую нагрузку на разрыв;
- препятствует распространению разрывов на месте микроцарапин.
Исключением является лишь те автомобили, у которых используется покраска под серебристый металлик. В таких красках в качестве тонирующего элемента используется алюминиевая «крошка». И она располагается строго параллельно плоскости самого металла кузова.
Даже минимальное отклонение от первоначального легко будет заметно по отражению. Поэтому если требуется рихтовка автомобиля с окраской под серебристый металлик, то лучше заменить деталь полностью.
Восстановление алюминиевых деталей кузова
Ключевые правила, которые необходимо соблюдать при работе с алюминиевыми деталями кузова автомобиля:
- Рихтовка осуществляется только «изнутри». Так что деталь в большинстве случаев потребуется полностью снять с автомобиля, а также убрать подложку, шумоизоляцию, вспомогательные элементы.
- Споттер — не используется. Потому что при воздействии сварки на алюминий его с большой долей вероятности можно прожечь. А ещё у этого металла высокий коэффициент теплопередачи. Для прогрева вмятины потребуется много энергии, из-за чего лакокрасочное покрытие может потускнеть.
- Рихтовка чаще всего выполняется только молотками и киянками. И удары наносятся от центральной части деформации, с постепенным переходом к её краям. То есть, наоборот, а не как легированными сталями.
- Следует отдавать предпочтение холодному способу рихтовки. То есть, без разогревания элемента кузова. Это возможно только в том случае, если «холодный» метод оказался совсем неэффективным, а также после рихтовки потребуется полное перекрашивание детали.
- Для устранения незначительных вмятин вместо ударов молотка или киянки можно использовать выдавливание так называемыми «ложками». Но они используются вместе с поддержкой.
- У алюминия худший «эффект памяти». Так что прогревание не помогает восстановить первоначальную геометрию. В 99% случаев приходится использовать молотки и киянки, даже если основную часть вмятины удалось выпрямить с помощью вакуумной присоски.
В остальном же придерживаются тех самых правил, что и при «обычной» рихтовке кузова автомобиля. Нужно лишь помнить, что алюминий — более мягкий металл, нежели сталь. Поэтому требует к себе более бережного отношения. Все удары наносятся практически без прикладывания силы. А вот если имеются места разрыва металла, то потребуется полная замена детали. Потому что свариваемость алюминия — крайне низкая. Это сделать возможно, но прочность шва останется низкой, даже если использовалась сварка в инертной среде. В заводских условиях это делается точечно с помощью лазера. Естественно, в условиях домашнего гаража получить доступ к такому оборудованию невозможно.
Усадка на горячую
Этот метод используют в тех случаях, когда рихтовка «на холодную» не приносит должного результата и не позволяет восстановить первоначальную форму элемента кузова. Рекомендуется использовать либо газовую горелку, либо строительный фен.
Нагрев осуществляется до температуры в 150 – 200 градусов. Сам фен следует держать на расстоянии в 20 – 30 сантиметров от обрабатываемой поверхности кузова.

Обязательно не задерживать на одном месте, прогревать с помощью круговых действий, в противном случае можно обжечь лакокрасочное покрытие (оно после этого становится заметно темнее, нежели остальные участки кузова автомобиля).
После прогревания выполняют выравнивание с помощью киянки. Удары наносятся сперва с краев вмятины, постепенно переходя к центральной части. Во многих случаях даже самого нагрева будет достаточно для восстановления первоначальной геометрии детали с деформацией.
Данный метод основан на физическом свойстве тел расширяться при нагреве. Это приводит к тому, что внутреннее давление металла на изгибах увеличивается. А далее задействуется тот самый «эффект памяти формы».
При рихтовке «на горячую» нужно соблюдать следующие дополнительные правила:
- С прогреваемых деталей обязательно снимать всю обшивку, шумоизоляцию, пластиковые детали. Все они не рассчитаны до нагрева даже в 100 градусов по Цельсию.
- Рекомендуется использовать поддержку. Выбирается плоскость с меньшей выпуклостью, нежели сама вмятина. Например, если выполняется выравнивание заднего крыла в верхней части, то поддержку устанавливать следует с одного из боков вмятины. Главное — чтобы изгиб там, где находится поддержка, была меньшей.
- Вместо строительного фена лучше использовать ацетиленовую горелку непосредственно для работ по рихтовке кузова. Такие продаются в специализированных магазинах с гаражными инструментами. В комплекте там идут насадки для горелки под разную толщину металла. Естественно, нужно подбирать индивидуально под имеющийся автомобиль (замер толщины можно выполнить с помощью штангенциркуля).
- Не остужать металл, если он раскален до красна! Нужно подождать, когда краснота самостоятельно исчезнет. Ещё лучше — всегда давать металлу остывать без посторонней помощи.
- Если вмятина обширная, то прогревать нужно небольшую область вмятины. Максимальный диаметр — 25 миллиметров. Большие по размеру вмятины рихтовать нужно поэтапно. Начиная от центра и постепенно переходя к краям деформации.
- Растянутый металл рихтовать «на горячую» — нельзя. Требуется выполнить хотя бы черновое его выправление с помощью молотов, киянки.
- Не нагревать для усадки саму вмятину. Прогрев в этом случае осуществляется только по периметру, первоначально можно даже без поддержки.
- Не следует перегревать обрабатываемые участки металла. Превышение температуры в 250 градусов никак не упростит проведение рихтовки кузова. Но при этом может потускнеть слой лака. В помещении это не особо заметно, а вот под солнечными лучами пятно заметить несложно.
После завершения усадки и остывания металла может потребоваться дополнительная рихтовка киянкой. И в этом случае поддержку нужно использовать обязательно!
Рихтовка двери

Один из самых частых ремонтов — это именно рихтовка двери. И это одновременно самый сложный элемент кузова для выравнивания из-за большого количества линий, которые нужно соблюсти для сохранения геометрии. По сути, требуется комбинировать все вышеописанные методы рихтовки.
Общий порядок следующий:
- Снятие дверцы. Следует делать во всех случаях, так как «на весу» все восстановительные работы выполнить попросту невозможно. А ещё даже из-за незначительных ударов можно повредить петли, на которых дверь держится. И уже тогда придется менять в том числе и их, а это сложная и дорогостоящая работа.

- Черновое выравнивание с помощью молотка. Это потребуется, если есть признаки повреждения лакокрасочного покрытия, то есть, дверь в дальнейшем обязательно будет перекрашена.
- Устранение заломов. Выполняется простыми ударами молотка изнутри двери. Естественно, потребуется снять всю обшивку, звукоизоляцию, извлечь стекло и механизм подъемника.

- Выравнивание вмятин. Сперва делается «на холодную». Если достичь нужного результата не удается, то тогда — «на горячую».
- Покраска и шлифовка (если требуются).
С первого раза полностью восстановить геометрию двери — не удается. Так что нужно быть готовым к тому, что её потребуется повторно снимать. Возможно даже не один раз, а несколько. Рихтовку выполняют до тех пор, пока визуально не будет заметно каких-либо деформаций и дверь замком защелкиваются без особого усилия.
Другие технологии рихтовки кузова
Существует множество других методов рихтовки кузова, которые преимущественно используются в специализированных сервисных центрах. Для устранения деформаций своими руками в гаражных условиях они в большинстве случаев не подходят. Самые распространенные методики:
- Выравнивание PDR. Задействуются различные крюки для вытягивания, а также инфракрасные нагреватели, которые позволяют выполнять равномерную усадку по всей плоскости вмятины или выпуклости. Метод задействуется только на полностью снятых элементах кузова.

- Выравнивание с помощью клеевых составов. По сути, это аналог споттера. Но здесь вместо сварки просто приклеивают рычаг с помощью двухкомпонентного клея. Затем — вытягивают металл или вмятину. Клей после этого размягчается с помощью растворителя. Главное преимущество этого метода — это отсутствие следов от сварки, как при использовании споттера. Но и для сложных деформаций он не подойдет. Потому что даже самые современные клеевые составы по устойчивости к срыву уступают полноценной сварке.

- Выравнивание отбойником из фторопласта. Используется при восстановлении сложной геометрии тонкого металла. Фторопласт — крайне эластичный и мягкий материал. Поэтому с его помощью повредить металл попросту невозможно. А ещё есть пластины из фторопласта, которым после нагрева можно задать практически любую форму. Их задействуют для поддержки.
- Рихтовка с помощью мини-лифтера. Вариант для тех повреждений, когда нет нарушения целостности лакокрасочного покрытия. Позволяет в кратчайшие сроки быстро убрать множество небольших вмятин как на плоских поверхностях, так и с изгибами. Инструмент стоит недорого, но требует специальной сноровки при работе. Кстати, мини-лифтера активно также задействуются при рихтовке методом PDR.
- Исправление магнитом. А это один из тех способов, который можно на практике использовать даже в домашних условиях. Потребуется только неодимовый массивный магнит. Его обязательно нужно обмотать либо малярным скотчем, либо какой-нибудь тканью, чтобы не оставит царапин на лакокрасочном покрытии. Не подходит для тех случаев, когда необходимо восстановить деталь со шпаклевкой.

Это все методы, которые используются на практике для рихтовки металла. Если же никакой из вышеописанных методов не позволяет восстановить геометрию деформированной детали, то уже тогда принимаются за сварку и шпаклевку.
Но нужно понимать, что это позволит устранить только визуальный дефект. Сама же геометрия останется нарушенной, восстановить её до первоначального состояния не получится. А это угроза и безопасности водителя, пассажиров при ДТП. Да и шпаклевка уже через 1 – 2 года даже бережного отношения к авто начинает покрываться трещинами. И металл от возможной коррозии она совсем не защищает.
Фото рихтовки авто
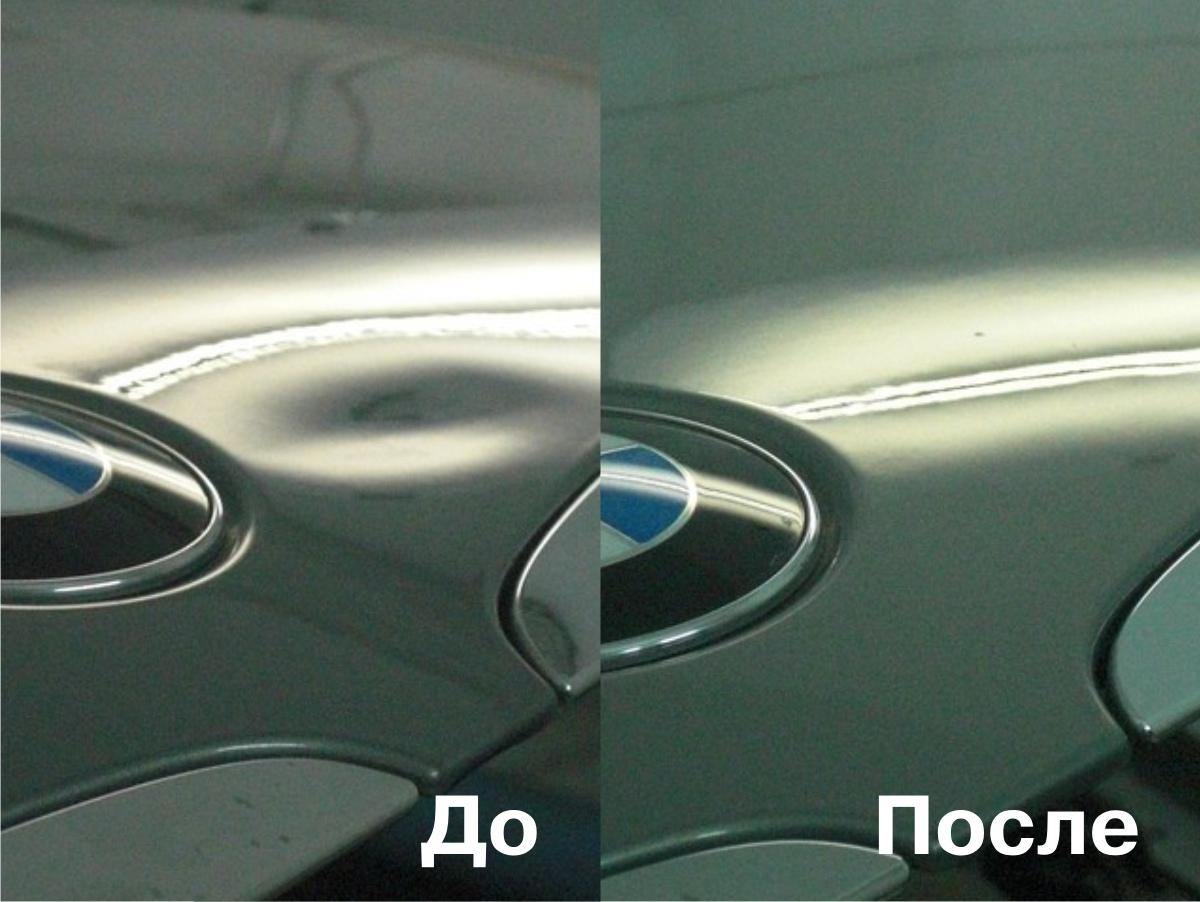
Повреждение задней части и крыла легкового автомобиля.
- Выполнено выравнивание геометрии изнутри (без снятия деталей).
- Затем — ручная рихтовка холодным методом.
- Также понадобилась частичная перекраска, так как при получении вмятины сформировался большой скол в нижней части (в месте контакта).
- Перекраска — частичная, а не полная. Понадобилось зачистить место с деформацией вплоть до металла, далее по коду подобрать краску и нанести в 3 слоя с помощью краскопульта. Работы произведены в специализированной автомастерской.

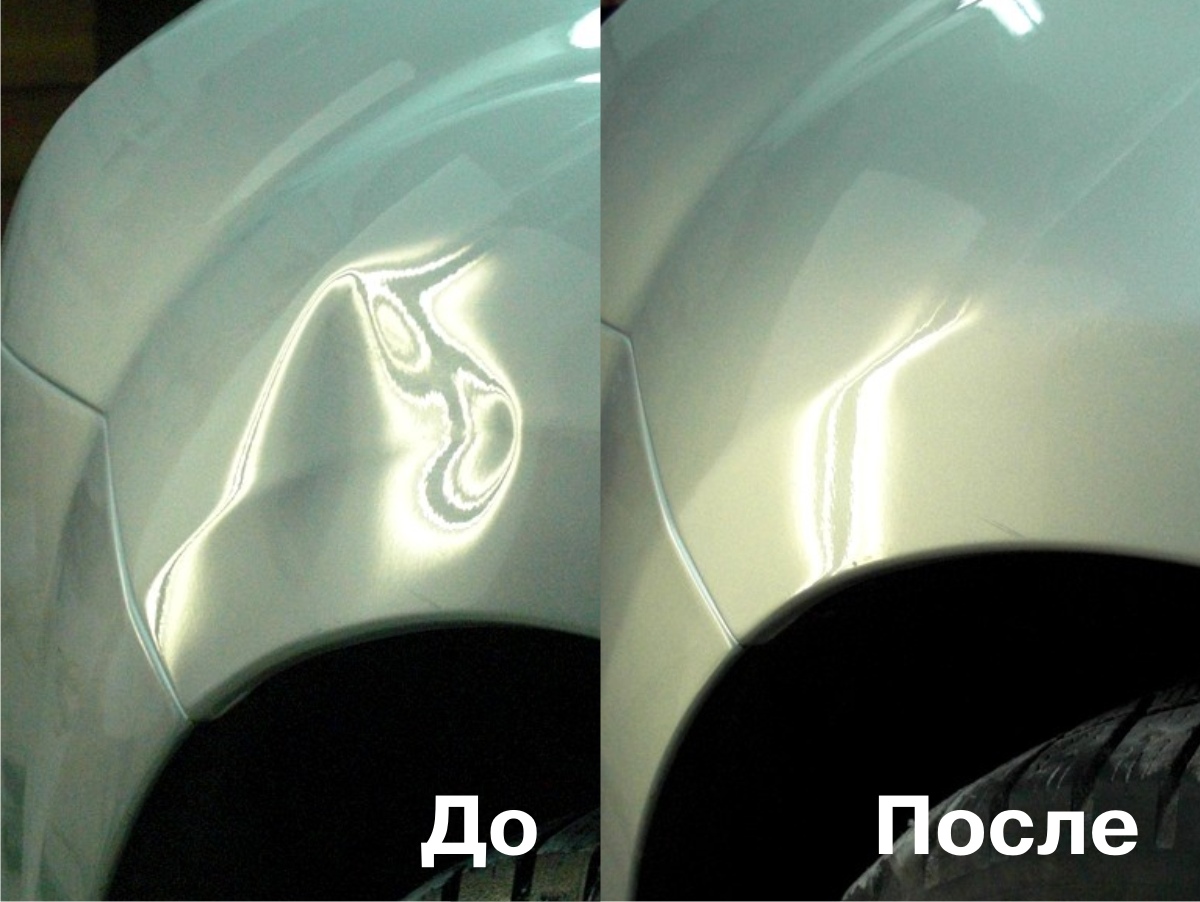
Повреждение задней двери без изменения её геометрии. Замок срабатывал корректно, никаких защемлений по периметру не было.
- Для черновой рихтовки дверь полностью сняли, убрали обшивку, выдавили ложкой.
- Методом PDR уже на весу избавились от всех остальных дефектов.
Главная сложность такого повреждения — это наличие нескольких мест продавливания. И в нижней части все же имелся небольшой сдвиг зазора, но всего в 2 – 3 миллиметра. От этого избавиться удалось через вытягивание металла.

Рихтовка — это сложный комплекс работ по восстановлению первоначальной формы и геометрии элементов кузова. Методов проведения таких работа на сегодня разработано множество, каждый из них имеет свои преимущества и недостатки. И здесь самое главное — это не инструментарий, которые используется для выравнивания. А опытность мастера, который разбирается в принципах сжатия и «выдавливания» изогнутого металла. В домашних же условиях правка кузова возможна только в самых простых ситуациях, когда геометрия детали не особо нарушена, а ещё нет признаков существенного повреждения лакокрасочного покрытия, при котором потребуется полная перекраска.
Технология рихтовки
Когда на поверхности
листовой стали, в результате удара
происходит образование вмятины, на
границе перехода от нее к сохранившейся
без изменения поверхности возникает
зона сжатия (накопления материала), в
то время как в остальной части вмятины
образуются зоны растяжения.
Если отбить вмятину
посередине, листовой материал в зонах
растяжения немедленно покоробится. Это
означает, что в результате каждого удара
молотка будет происходить образование
новых зон растяжения и сжатия. Чем больше
возникнет таких зон, тем менее контролируемо
будет происходить выравнивание
поверхности. Поэтому при рихтовке
поверхности нужно стремиться к тому,
чтобы имеющиеся зоны растяжения/сжатия
разрушились, а новые не могли образоваться,
то есть рихтовку всегда следует
осуществлять от краев вмятины к ее
середине. Чтобы обеспечить выравнивание
напряжений в материале, ударам рихтовочного
молотка всегда следует подвергать
большую поверхность.
Рихтовку всегда начинают
от края вмятины, перемещаясь по спирали
к ее центру. В определенных ситуациях
не удается восстановить первоначальную
форму с помощью только молотка. Например,
стальной лист на большой площади вокруг
вмятины может настолько сильно пружинить,
что удары молотком окажутся неэффективны,
а увеличение силы этих ударов приведет
лишь к образованию дополнительных
неровностей. В подобных случаях говорят:
молоток «не вытягивает». Ограниченные
по силе и эффективные удары можно
наносить, лишь подставив с обратной
стороны листа опору. В связи с этим для
выравнивания кузова почти всегда
используют два инструмента: рихтовочный
молоток и контропору.
Итак, рихтовка листовой
стали имеет следующие принципиальные
особенности:
-
деформация
листового материала сопровождается
образованием зон растяжения и сжатия; -
при
устранении вмятин следует избегать
образования дополнительных зон
напряжения, поэтому рихтовку следует
осуществлять от краев вмятины к ее
центру; -
чтобы
рихтовочным молотком можно было наносить
ограниченные по силе удары по нежестким
поверхностям панелей кузова, используется
контропора.
Обратные молотки
Обратный молоток – один из самых важных
инструментов для восстановления кузова
машины. Его используют тогда, когда для
выравнивания небольших по площади
вмятин нет прямого доступа с внутренней
стороны. Устройство такого прибора
крайне просто, а проведение с ним
кузовного ремонта не требует особых
навыков.
Основные недостатки этого инструмента:
-
перед работой требуется тщательная
длительная зачистка поврежденной
области до металла; -
его нельзя применять для относительно
больших площадей кузова машины
(центральная часть крыши, крышка
багажника и капота), поскольку приварка
шайб может сильно вытянуть металл, и
конечный результат будет весьма
плачевен.
Области применения:
-
ремонт арок,
-
восстановление порогов, стоек и других
элементов кузова.
Конструкция и принцип действия

Основанием устройства служит стальной
пруток, имеющий диаметр 20 мм и длину 500
мм. На пруток с одной стороны надета
втулка (гиря), а с другой – приварена
шайба. Шайба необходима, чтобы с основания
не вылетала втулка, а сила удара не
передавалась прутку. В комплекте к
инструменту часто идет несколько
специальных захватов-крюков. Ими
захватываются скобы, которые приварены
к кузову. Для удаления продолговатых
по форме кромок и вмятин к поверхности
приваривают сразу несколько шайб,
просунув через отверстия металлический
стержень.
Принцип работы этого прибора несложен,
но требует определенной сноровки
мастера:
-
вначале необходимо внимательно осмотреть
поврежденный участок кузова; -
те области, которые подлежат вытягиванию,
требуется зачистить до самого металла
и приварить к нему ремонтные шайбы; -
затем крючком нужно зацепиться за
закрепленную к корпусу машины шайбу и
несильными ударами вытянуть на себя
вмятину; -
предыдущую операцию повторяют вплоть
до полного выравнивания кузова.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #

Для людей, не посвящённых в кузовной ремонт, деформированные панели кузова кажутся безнадёжным беспорядком, а их ремонт кажется волшебством. Для начинающего кузовщика, который ещё не научился правильно анализировать повреждения, кажется, что процесс выправления мятого листового металла кузовных панелей полон множества сложностей и неожиданных препятствий, которые трудно преодолеть. Для опытного специалиста кузовного ремонта, который обладает правильными знаниями по рихтовке кузова, каждая мятая кузовная панель содержит лишь набор различных повреждений, которые создают напряжение на листовом металле панели, и её ремонт является просто ослаблением этих напряжений один за другим. Он помогает металлу повреждённой панели вернуться в первоначальное состояние, работает уверенно и легко. В этой статье мы рассмотрим типы повреждений кузовных панелей автомобиля, свойства листового металла, которые нужно знать кузовщику, этапы и процесс рихтовки, а также разные рихтовочные инструменты.
Содержание статьи:
- Диагностика повреждённой панели
- Свойства листового металла
- Формы кузовных панелей и особенности их ремонта
- Типы повреждений
- Последовательность рихтовки, с чего начать
- Подготовка панели к ремонту
- Этапы ремонта деформации
- Методы рихтовки
- Техника владения рихтовочным молотком
- Усадка растянутого металла
- Инструменты для рихтовки
- Советы новичку. Как совершенствоваться?
- Зачем изучать PDR?
Диагностика повреждённой панели
Цель анализа повреждения – определить его структуру и спланировать операцию по восстановлению деформированного металла таким образом, чтобы панель приобрела первоначальную форму, при этом избежать ненужных действий и дополнительно не растянуть и не повредить металл.
При диагностике повреждения необходимо обратить внимание на следующие моменты:
- Были ли затронуты линии кузова (рёбра жёсткости/канты)?
- Какие типы вмятин и заломов есть в повреждении?
- Изменилась ли общая длина панели?
- Изменилась ли площадь поверхности (растянут ли металл)?
- Повреждены ли внутренние усилители панели (если они есть)?
- Какая часть повреждения является наиболее сильной?
Время, потраченное на анализ, и обдумывание плана работы, экономит время самой работы, а также делает процесс рихтовки намного проще и интереснее.
Только после тщательного осмотра и анализа повреждений вы сможете решить, следует ли отремонтировать или заменить повреждённую панель. Одним из способов определить это является сравнение стоимости ремонта со стоимостью замены. Если стоимость ремонта составляет более 75% от стоимости замены, повреждённая деталь, как правило, заменяется.
Также, если повреждённая панель является отдельной от несъёмной части кузова, например, передние крылья или двери, и стоимость не велика, то бывает целесообразнее её заменить на новую или взятую с разборки.
Состояние лакокрасочного покрытия влияет на метод ремонта.
- Если краска не повреждена, то может применяться технология беспокрасочного ремонта вмятин (PDR).
- Если краска повреждена, то можно использовать несколько методов правки, включая инструменты PDR.
Доступность обратной стороны повреждённой панели может повлиять на метод ремонта. Независимо от используемого метода ремонта, если после ремонта на обратной стороне панели оголён металл, то необходимо на него нанести антикоррозионный состав.
Свойства листового металла
Есть три свойства листового металла, с которыми необходимо ознакомиться для лучшего его понимания и работы с ним. Это эластичность (или упругость), пластичность и деформационное упрочнение.
- Эластичность – это способность материала восстанавливать свою первоначальную форму после снятия деформирующей силы. Когда металл формуется для изготовления панели кузова, он изгибается за пределы своей эластичности (упругости).
- Пластичность — это способность материала сгибаться или формоваться при воздействии достаточной силы. Листовой металл может порваться при штамповке, если он не обладает достаточной пластичностью. Примером металла, не обладающего пластичностью, является чугун. Пластическая деформация возникает, когда металл необратимо изменяет форму. Это свойство металла позволяет ему формоваться в автомобильные панели кузова.
- Деформационное упрочнение — это верхний предел пластической деформации, вызывающей сильное упрочнение металла в изогнутом месте. Приводит к тому, что металл становится более твёрдым и прочным, но, в то же время, более хрупким. Происходит, когда автопроизводитель формует панель, а также во время столкновения и при правке деформированного металла (наклёп). Листовой металл, сформованный в кузовную панель, приобретает склонность возвращаться к своей первоначальной форме после снятия деформации (форму определяет деформационное упрочнение) , появляется так называемая «память» металла. Это свойство следует учитывать при планировании ремонта.
Толщина металла современных автомобилей
На старых моделях автомобилей металл кузова был толстым, что имело свои преимущества. Более толстый металл позволял кузовщикам рихтовать, а затем обрабатывать кузовным напильником лицевую часть кузова, простукивая мелкие возвышенности. Можно было повторять процесс обработки напильником много раз, срезая тонкий слой металла, что позволяло доводить практически любую панель под грунт, без использования шпаклёвки или припоя.
Многие современные автомобили со стальной конструкцией используют сталь для наружных панелей толщиной всего 0,7 – 0.8 мм. Если бы мы попытались использовать эти методы обработки металла на современных автомобилях сегодня, то металл бы становился ненормально тонким и ослабленным или даже протирался бы насквозь. Кузовной напильник всё ещё используется при рихтовке, но только для выявления остаточных неровностей.
Преимуществом более тонкого металла кузовных панелей современных авто является лёгкость их рихтовки.
Формы кузовных панелей и особенности их ремонта
В процессе штамповки получаются три типа форм панелей кузова и их комбинации. К трём основным типам относятся: сильновыпуклая, слабо выпуклая и вогнутая. К четвёртому типу можно причислить плоские панели, которые редко используются на современных авто. Важно различать их при ремонте поврежденных автомобильных панелей.

Различные типы выпуклых поверхностей находятся на автомобиле и в пределах одной панели.
Точное значение кривизны для панели, которую можно считать высоко или низко выпуклой, является субъективным и нечетко определено.
Сильновыпуклые панели:
- Панели с высокой выпуклостью — это панели с большой кривизной во всех направлениях. Они имеют округлый вид. Листовой металл выпуклых панелей был значительно деформирован в процессе штамповки, что придало ему высокую жёсткость (деформационное упрочнение).
- Панели могут иметь закругление только в одном направление и плоскую поверхность в противоположном направлении.
- Сильновыпуклые панели не изгибаются от нажима рукой, как слабовыпуклые или плоские. Если же применить чрезмерное усилие и продавить такую панель, то металл не будет возвращаться назад.
- При повреждении выпуклость, как правило, выталкивается наружу по отношению к прилегающему металлу (по периметру углубления металл поднимается).
- Обычно с такими панелями гораздо легче работать, чем с панелями с низкой выпуклостью, потому что у них меньше смещается и растягивается металл при аварии. Когда сильновыпуклые панели должным образом отрихтованы и покрашены, они, как правило, отражают свет без видимых искажений, даже если их точные первоначальные контуры не сохранены после ремонта. В противоположность этому слабовыпуклые или плоские панели должны быть идеально восстановлены, чтобы отражение не содержало искажений.
- Вмятина на выпуклой панели обычно считается самым простым видом повреждений для ремонта. Это связано с тем, что штампованный металл имеет “память” и имеет тенденцию довольно легко возвращаться при правильной рихтовке к своей первоначальной форме. Как правило, простые вмятины на сильновыпуклых панелях удаётся отремонтировать без использования шпаклёвки.
Панели c низкой выпуклостью:
- Имеют выпуклость по длине или ширине панели и плоскую поверхность в противоположном направлении.
- Имеют минимальную кривизну и выглядят почти как плоскость.
- Панели с низкой выпуклостью имеют мало внутренней прочности в сравнении с панелями с высокой выпуклостью, потому что они претерпели очень мало деформации и упрочнения в их штамповки. Прочность часто добавляется к панелям с малой выпуклостью путём добавления усилителей с обратной стороны.
- Области со слабой выпуклостью обычно находятся в центре крыши, в нижней части дверей или в нижней части задних крыльев.
- Слабовыпуклую панель можно легко деформировать нажатием руки, но при прекращении давления металл будет возвращаться в исходное положение.
- Панели с низкой выпуклостью ремонтировать сложнее, чем сильновыпуклые. Это связано с тем, что металл растягивается при серьёзных повреждениях, особенно на больших площадях. При чистовой рихтовке металл сложнее обрабатывать напильником или шлифовать для выявления мелких неровностей, так как большие слабовыпуклые панели имеют низкую жёсткость, а также могут искажаться при шлифовке. Конечный результат ремонта должен быть безупречным, иначе любая неровность на слабовыпуклой панели будет заметна.
Панели с вогнутой поверхностью:

- Имеют вогнутую область по длине или ширине, или в обоих направлениях.
- Панели с вогнутостью иногда встречаются на задних крыльях, а также области с вогнутостью могут быть на других панелях.
- Повреждение вогнутой части обычно более серьёзное, чем у других форм панелей. Деформация, как правило, распределяется на меньшую площадь, чем у других изгибов, так как панель более прочная.
- Как и панели с высокой выпуклостью, вогнутые области легче ремонтировать, чем панели с низкой выпуклостью.
Плоская поверхность панели:
- Область, которая не закруглена (не выпуклая) ни по длине, ни по ширине.
- Плоские панели на автомобилях являются редкостью. Примером автомобиля с относительно плоскими поверхностями панелей является Hummer H2.
- Плоскую панель сложнее ремонтировать, чем любую другую форму панели. Если на плоской панели есть вмятина, то это не просто вмятина, а растянутый металл.
- Для средних и больших вмятин на плоских панелях, вероятнее всего, придётся использовать нагрев для усадки растянутого металла.
Типы повреждений
Как правило, в результате столкновения возникают два типа повреждений — прямое и второстепенное. Их важно различать, так как это поможет правильно определить последовательность рихтовки.

Прямое повреждение:
- Это точка удара, непосредственная область, в которой кузов сталкивается с объектом. Обычно это самая глубокая точка поврежденной области.
- Прямое повреждение обычно не покрывает такой большой площади, как второстепенное.
- Прямое повреждение является наиболее очевидным, так как его легко увидеть визуально (например, повреждена краска). Если вы попытаетесь сначала потянуть за прямое повреждение, вы можете растянуть металл, так как всё равно будут оставаться низкие области. Часто прямое повреждение выправляется последним.
- При всех повреждениях прямое повреждение серьёзнее, то есть содержит больше заломов, чем косвенная деформация. Кроме того, заломы обычно находятся ближе друг к другу.
Второстепенное повреждение:
- Это деформации и смещения металла, вызванные прямым повреждением. Так как весь металл панели взаимосвязан, то при деформации в точке удара, окружающий металл также сдвигается (основное повреждение его тянет за собой) и может образовывать резкие изгибы. Как правило, это большая часть повреждения панели.
- Второстепенное повреждение, как правило, сложнее определить и проанализировать в сравнении с прямым. Оно может быть использовано для определения направления, в котором произошло повреждение панели.
- Второстепенное повреждение возникает в последнюю очередь во время аварии, поэтому ремонт нужно начинать с него. Однако в этом есть определённые тонкости, которые мы разберём ниже.
- При достаточно сильном ударе второстепенное повреждение может привести к изменению зазоров с соседними панелями.

По направлению возникновения повреждения можно разделить на продольное и поперечное.
- Продольная сила вызывает складки и заломы, по всей длине панель уменьшается.
- Боковое (поперечное) усилие на плоской панели сначала приближает концы панели к друг другу. Затем она растягивает металл, увеличивая площадь поверхности. На сильновыпуклой панели боковое усилие сплющивает выпуклость и образует стреловидные заломы на разных концах деформации, при этом площадь поверхности уменьшается.
Пример с банкой для понимания основы выправления повреждений панелей кузова

Для демонстрации процесса ремонта повреждений можно использовать пустую банку от газировки. Сторона банки представляет собой сильновыпуклую поверхность. Боковая сила на сильновыпуклой поверхности приведёт к появлению стреловидных заломов. Нажмите большим пальцем на боковую сторону банки. Это деформирует её. Получится повреждение с заломами в виде стрелок на его концах. Стрелки (разные концы повреждения) направлены в разные стороны друг от друга. Металл между заломами в виде стрелок плоский. Сплющенная область является смещённым металлом, который, по сути, не повреждён, но удерживается заломами. Для исправления повреждений зажмите заломы в виде стрелок. Они выправятся, и банка вернётся к своей нормальной форме.
Теперь усложним задачу. Деформируйте банку сильнее, надавив на одну сторону так, чтобы она коснулась противоположной стороны. Обратите внимание на то, как концы банки будут двигаться навстречу друг другу при складывании выпуклости. Чтобы выправить это повреждение, сначала оттяните концы банки друг от друга. При этом длина начнёт восстанавливаться, а сплющенный металл начнёт подниматься. Нажимайте на заломы по мере того, как вы вытягиваете концы банки. Примерная форма будет восстановлена.
Конечно, панели автомобиля не сделаны из тонкого алюминия и, как правило, не имеют такой сильной выпуклости, как у банки из-под напитка, но Вы можете многое узнать о ремонте панелей кузова автомобиля из такого рода демонстрации. Заломы удерживают всё повреждение на месте. Если заломы убрать, смещённый металл вернется в нужное положение. Кроме того, если длина была изменена, она должна восстанавливаться по мере убирания заломов. То есть, должно быть применено дополнительное вытягивающее усилие.

Стреловидные заломы, упомянутые в примере с банкой выше, возникают при поперечном воздействии на сильновыпуклую панель. Эти заломы являются областью сжатого металла. Самая сильная часть данного повреждения — это области в точках стреловидных заломов. Выправляется данное повреждение подобным образом, как в примере с банкой, только для этого используются инструменты, так как металл панелей жёстче, чем тонкий алюминий банки.
Последовательность рихтовки, с чего начать
Для успешной рихтовки повреждения важно понимать, какие действия необходимо предпринять, чтобы вернуть панель в первоначальную форму с минимальным растяжением металла. Помните, что неправильно использованные инструменты для рихтовки могут быть столь же разрушительными, как и происшествие, вызвавшее повреждения, которые Вы пытаетесь устранить. Лёгкость и скорость, с которой вы можете выпрямить листовой металл, зависит от того, начнётся ли ремонт в нужной точке и правильного использования инструментов.
Существует два основных подхода к процессу рихтовки, определяющие её последовательность.
- Классическая рихтовка предполагает ослабление напряжений, которые удерживают деформированный металл, возвращение формы панели и доводку оставшихся неровностей. Несложные повреждения выправляются в обратной последовательности их возникновения. Это справедливо при использовании классических рихтовочных инструментов. Для этого требуется понять, где прямое повреждение и где второстепенное и начинать рихтовку с второстепенного, далее двигаться к основному. Если изменена геометрия панели или повреждено ребро жёсткости, то рихтовка начинается с самой сильной части. Подробнее на этом мы остановимся ниже в этой статье.
- Второй метод рихтовки, который используется чаще, так как является более простым и прямолинейным, предполагает грубое начальное придание формы, без учёта последовательности возникновения деформации. После чего осуществляется доводка неровностей, в том числе тех, которые возникли от грубой первоначальной правки (растяжение металла, дополнительные возвышенности). Стоит уточнить, что использование современных инструментов (в том числе PDR) позволяет вернуть основную форму панели практически без дополнительных повреждений и растяжений.
Рассмотрим подробнее два разных подхода к рихтовке, разберёмся, какой подход лучше выбрать, что учитывать при выборе последовательности рихтовки.
Штампованная сталь имеет «память», которая способствует возвращению к исходной форме деформированного металла. Метод «умной» рихтовки предполагает разблокировать большие пространства в листовом металле, которые не деформированы, а только смещены, работая только на тех участках, которые повреждены (имеют складки, изгибы). Таким образом, маленький “ключ” решает большую головоломку. Складки и изгибы фактически удерживают деформацию. Цель — снять напряжение со складок и заломов. Удар сразу по центру вмятины вызывает наибольшее растяжение. Так Вы как бы заставляете металл выправляться, а не помогаете ему, игнорируя «память» металла. Так как место удара является первой точкой, которая была повреждена и получается, что она выправляется последней. Отсюда и такая последовательность – «первое выправляется последним». К этому утверждению можно добавить несколько уточнений. Как уже упоминалось, такая последовательность справедлива при рихтовке классическими инструментами – «молотком и поддержкой» и при работе над относительно простым, понятным повреждением. То есть, обычная вмятина любого размера выправляется именно так, даже если вы будете использовать другой инструмент. Когда повреждение сложное, точек прямого удара несколько, изменена геометрия панели или ребро/рёбра жёсткости, то в этом случае будет просто непонятно, какое повреждение первое, какое последнее. Нужно просто начинать рихтовку с восстановления формы панели, постановки на место рёбер жёсткости, а потом смотреть по ситуации, что удерживает металл от возвращения на место.
Кроме того, даже если повреждение относительно простое и Вам понятна последовательность смятия металла, то у правила «первое выправляется последним» есть исключение. Главный смысл – ослаблять напряжённые места, удерживающие металл от возвращения в первоначальное положение. Так, смещённая область металла является второстепенной частью повреждения, так как она изменила положение из-за действия прямого повреждения. Даже если смещение произошло последним, его не надо трогать. Рихтовать нужно только складки и изгибы, удерживающие целый, но немного искажённый металл.
Другими словами, восстановление нормальной формы любой повреждённой панели может быть в значительной степени связано с выпрямлением складок и заломов, как при прямом, так и при косвенном повреждении. Остальная часть области вернётся в форму с минимальными усилиями или без них.
Другой подход к рихтовке заключается в том, чтобы с обратной стороны поврежденного участка грубо вытолкнуть основное повреждение и придать форму панели. С помощью данного метода можно получить достаточно приемлемый результат, но так мы неизменно добавляем ненужные дополнительные возвышенности и растяжение метала. Делая грубое выталкивание, постепенно двигаясь от периферии к центру повреждения можно получить меньше дополнительных дефектов и растяжений.
Современные подходы к анализу повреждений кузова и стратегии их устранения, как правило, уделяют больше внимания тому, что там находится, и меньше внимания тому, как именно оно попало туда и в какой последовательности. Это вполне нормальный подход, с учётом наличия новых инструментов. Если Вы можете определить порядок деформации конкретной повреждённой области, то удаление составляющих повреждения в обратном порядке их возникновения всегда является хорошим подходом. Однако, не стоит тратить полдня на теоретическое изучение повреждений.
Подводя итог можно сказать, что последовательность рихтовки варьируется у разных повреждений. Рассмотрим, какие моменты стоит учитывать, приступая к ремонту и продолжая сам процесс. Итак, при определении последовательности устранения повреждений:
- Выберите такую последовательность, которая не нанесёт дополнительных повреждений панели.
- Учитывайте форму панели и форму повреждения. Рихтовщик может начать правку краёв панели или рёбер жёсткости, так как эти участки придают прочность и форму детали. Поврежденные рёбра жёсткости и края панели будут искажать металл в соседних областях. Большая часть повреждения, прилегающая к ребру жёсткости, поднимется вместе с ним.
- Если это возможно, то учитывайте последовательность возникновения повреждения и исправляйте повреждение в обратном порядке. Так, вмятина на стальной панели выправляется с краёв к центру.
- Когда «геометрия» панели и рёбра жёсткости восстановлены, то поднятие углублений при опускании возвышенностей является ключом к выравниванию металла, независимо от используемого метода ремонта. Подробнее этапы и методы рихтовки мы рассмотрим в этой статье ниже.
Подготовка панели к ремонту
Перед выполнением ремонтных работ на повреждённой кузовной панели, необходимо тщательно очистить её внутреннюю и внешнюю поверхность, убрать защитные покрытия и шумо-вибро изоляцию, которые могут мешать ремонту. Большую часть применяемых сегодня антикоррозионных и других покрытий можно удалить с помощью скребка или шпателя после размягчения путём нагрева внешней поверхности панели. Внешнюю поверхность панели следует промыть чистой водой, а следы масла, дорожной смолы или битума удалить пропитанной растворителем тряпкой. Такая подготовка панели сделает работу рихтовочными инструментами более эффективной, а также сбережёт рабочие поверхности этих инструментов.
Удалите все детали, необходимые для получения доступа к задней стороне панели, когда это возможно.
Этапы ремонта деформации
Рассмотрим общее описание основных этапов ремонта повреждённых панелей.
- Анализ повреждения. На этом этапе нужно внимательно осмотреть панель, обратив внимание на точную форму вмятины, её структуру. Определите план ремонта, с чего начать правку, в какой последовательности продолжать, какие инструменты использовать.
- Грубая (черновая) рихтовка. На этом этапе необходимо придать основную форму повреждённой панели, выправить крупные вмятины, опустить возвышенности, убрать растяжение металла, не обращая внимание на мелкие неровности. Черновая рихтовка панели может включать в себя применение разных инструментов: от вытягивания специальной пневматической присоской до работы молотком и поддержкой и использования вытягивающих инструментов со споттером.
- Финишная (чистовая) рихтовка. Этот шаг предполагает выравнивание оставшихся неровностей, которые остались от черновой рихтовки. Здесь применяется более лёгкий молоток (и/или гладилка) с поддержкой, а также могут использоваться современные инструменты, такие как пуллер со споттером. Для выявления неровностей может применяться кузовной напильник. Происходит опускание небольших возвышенностей и поднятие мелких углублений. В результате можно добиться поверхности, которая не потребует шпаклёвки. Однако такого можно добиться не на каждой повреждённой панели. Главное, чтобы к концу этого этапа поверхность была достаточно ровной, чтобы слой шпаклёвки не превышал нормы.
Черновая (грубая) рихтовка повреждения
Черновая рихтовка предполагает возвращение основной формы повреждённой панели в первоначальное состояние, не обращая внимания на мелкие неровности. Выше мы рассматривали два подхода к рихтовке, которые определяют последовательность, лёгкость и быстроту процесса. Умный подход состоит в том, чтобы «разблокировать» заломы и складки, которые удерживают смещённый, но целый металл. Требуется определить прямое и второстепенное повреждение и начать постепенно ослаблять заломы от второстепенного к прямому. Такой подход позволит придать основную форму панели, не создав дополнительных повреждений и растяжений металла. Тут следует отметить, что все повреждения разные, а также сейчас используются разные новые инструменты, включая PDR. Поэтому всегда нужно смотреть по ситуации. Главная цель начальной рихтовки – придать основную форму панели, как говорят мастера PDR, «поставить плоскости на место». Если «геометрия» панели изменена, то надо сначала выправить все её края.
На новых автомобилях металл панелей кузова тонкий, и иногда плавные вмятины, не имеющие сильных заломов, можно выправить голыми руками, либо используя пневматическую присоску. Бывает, что достаточно надавить на вмятину рукой с обратной стороны и аккуратно простучать небольшой залом с лицевой стороны, удерживающий и возвращающий эту вмятину.
Второй подход к началу рихтовки предполагает грубое возвращение повреждённой панели к первоначальной форме. Здесь обычно не учитывается какая-либо последовательность. При использовании классических рихтовочных инструментов, грубая рихтовка может осуществляться выталкиванием поддержкой, имеющей такой же профиль (изгиб), как у рихтуемой панели. Это, как правило, приводит к дополнительным растяжениям и возвышенностям на панели кузова. Можно смягчить дополнительные повреждения, выбивая деформацию от переферии к центру (если говорить о простой вмятине). Этот метод работает, но потребует больше времени на исправление растяжения и устранения следов от грубых ударов. К тому же, учитывая, что сейчас есть много альтернативных инструментов, можно смягчить грубое выталкивание. К примеру, можно использовать клеевую систему, пневматическую присоску, надувную подушку с обратной стороны панели.
Когда форма панели возвращена, то оставшиеся видимые вмятины и возвышенности рихтуются молотком (или гладилкой) с поддержкой или современными инструментами, к примеру, споттером. Если нет необходимости, то не удаляйте лакокрасочное покрытие во время черновой рихтовки. Глянцевый слой помогает лучше визуализировать неровности панели.
При грубой рихтовке обычно используется техника рихтовки «молоток вне поддержки», для одновременного поднятии небольших вмятин и опускания рядом расположенных возвышенностей. Эта техника подробно рассматривается в этой статье. Гладилка при правильном использовании также может одновременно поднимать ямки и опускать высокие места. Использование гладилки, сделанной из напильника, облегчает процесс рихтовки, так как процесс проще контролировать визуально. На поверхности после удара гладилкой будут оставаться следы от поверхности напильника.
Для выравнивания оставшихся складок используется техника «молоток на поддержке».
Ещё на этапе грубой рихтовки можно начинать использовать кузовной напильник для проявления неровностей, которые плохо различимы визуально.
Финишная (чистовая) рихтовка

Отрихтованная на грубую поверхность панели имеет незначительные неровности в виде ямок и возвышенностей. Финишная рихтовка — это продолжение процесса обработки напильником и устранения выявленных неровностей, начатого во время черновой рихтовки. С помощью чистовой рихтовки наиболее успешно можно выровнять сильновыпуклые панели без рёбер жёсткости и кантов. Такие панели легче обрабатывать, так как выпуклость достаточно жёсткая и легче поддаётся обработке напильником. Некоторые панели можно вывести так, что не потребуется дальнейшее шпаклевание. Это возможно не всегда, но нужно стремиться, чтобы слой шпаклёвки был минимальным.
Чтобы делать чистовую рихтовку металла должны быть доступны обе стороны панели.
В процессе обработки металла каждая высокая точка должна быть опущена простукиванием молотком, а каждая низкая — поднята. Более крупные вмятины и возвышенности выравниваются техникой «молоток на поддержке», описанной в этой статье, а очень маленькие неровности поднимаются и опускаются молотком с острой головкой. Также для финишного выравнивания может использоваться споттер с инерционным молотком или пуллером, а также усаживающей насадкой. В этом случае лучше работать на низком токе, чтобы не делать дополнительных шишек.
После очередного выравнивания нужно проверять поверхность кузовным напильником, выявляя оставшиеся высокие и низкие точки. Так как металл на современных машинах тонкий, напильником не следует удалять металл и останавливаться, когда неровности проявлены.


Вообще, существует несколько способов, помогающих идентифицировать углубления и возвышенности. Давайте сначала разберём особенности использования кузовного напильника, а потом рассмотрим альтернативные способы проявки неровностей.
Итак, кузовной напильник позволяет проявить высокие и низкие области на панели. Напильник удерживается под небольшим углом. Его зубья попадают на высокие области и проходят через низкие, не задевая их. Обработку следует делать длинными прямыми проходами, отталкивая напильник от себя по длине панели. В конце первого хода напильник нужно поднять и, не перетаскивая его по металлу, вернуть в исходное положение, далее сделать второй проход. Повторите эту процедуру до тех пор, пока вся площадь не будет покрыта следами от напильника. Следы указывают на неровности панели в той плоскости, в которой она была обработана. Так как большинство панелей имеют двойную кривизну, то для точной проверки контура поверхность панели должна быть обработана крестообразно.
Для проявления неровностей можно также использовать шлифовальную машинку или наждачную бумагу на жёстком блоке, специальный проявочный состав, а также некоторые неровности можно почувствовать рукой. Рассмотрим эти способы подробнее.
Шлифовальную машинку лучше использовать на панелях, имеющих выпуклость, так как она будет вырабатывать тепло и может искажать металл более плоских панелей, которые также могут прогибаться, мешая работе машинки.
Шлифовальная крупнозернистая бумага на жёстком плоском блоке используется также как кузовной напильник, но действует на металл менее агрессивно. В дополнение на поверхность может распыляться проявочный состав, который поможет более чётко показать высокие и низкие области. После шлифования в низких точках состав остаётся, а в высоких стирается. Также нужно понимать, что проявка может стираться как на высоких точках, так и на основной поверхности. Нужно внимательно осматривать поверхность после шлифования и пытаться понять, где какая область. Возвышенности обычно больше шлифуются и, как правило, имеют маленький размер.
Также можно проводить рукой по ремонтной области. Ладонь располагается на панели ровно, при этом и рука, и запястье немного расслаблены. Таким образом, предплечье и кисть держатся почти по прямой линии. Неровности обнаруживаются при продольном перемещении руки вперед и назад по повреждённому участку. Важно, чтобы вся длина ладони и пальцев была в полном контакте с панелью, не приподнимаясь. Когда пытаетесь почувствовать неровности только пальцами или пальцами и задней частью ладони, трудно отличить высокое и низкое пятно, и многие неровности будут не замечены. Можно надеть хлопчатобумажные перчатки, чтобы найти вмятины на голой металлической панели, так как голый металл производит большое трение. Они помогут намного легче почувствовать тип неровностей, чем это можно сделать голой рукой.
На панели, имеющей выпуклость только в одном направлении (в другом направлении она плоская или слабовыпуклая), можно использовать прямую кромку линейки для выявления высоких точек и ямок. Если прямая грань качается в какой-то точке, то это высокая точка. Низкие точки будут рассматриваться как промежутки между прямой гранью и панелью.
В завершение финишной рихтовки поверхность шлифуется шлифовальной машинкой, начиная с абразива P80 и продолжая более мелкозернистым.
Методы рихтовки
Когда панели кузова формуются прессом, высокое давление при сжатии металла блокирует молекулы в новом положении. Они сопротивляются любой последующей силе, которая пытается изменить их расположение. Металл приобретает «память» и если деформирован, то будет возвращаться в первоначальную форму после снятия напряжения. Рихтовщик должен избегать разрушения этой естественной тенденции металла возвращаться к своей первоначальной форме. Это не всегда возможно при ремонте некоторых сильно деформированных панелей кузова.
Методы рихтовки включают в себя техники “молоток на поддержке” и “молоток вне поддержки”.
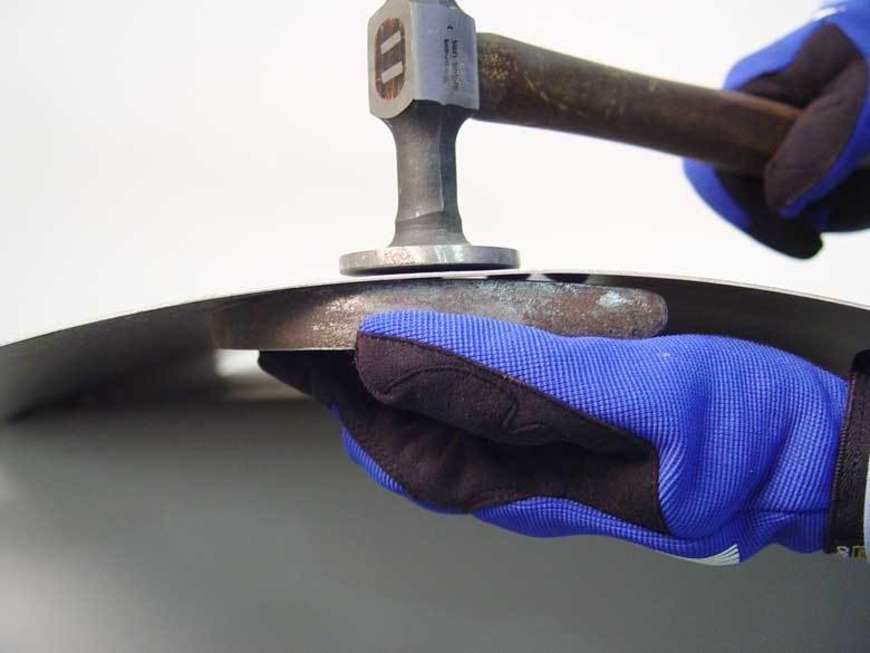
При использовании техники “молоток на поддержке”:

- Поддержка помещается с одной стороны панели, а молотком наносится удар по противоположной стороне непосредственно над поддержкой через металл.
- Молоток на поддержке используется на финальных стадиях правки металла для выравнивания небольших дефектов. Молоток на поддержке также чрезвычайно эффективен при ремонте кромок на панелях.
- Металл, рихтуемый поддержкой и молотком, становится более гладким. Он немного растягивается и постепенно возвращается в исходный контур. каждый удар должен перекрывать предыдущий.
- Необходима хорошая координация между двумя руками для того, чтобы можно было перемещать поддержку под повреждённой областью и при этом продолжать наносить удары молотком по ней под прямым углом.
- Удар молотком сверху уводит поддержку от панели, а давление руки возвращает её назад, нанося удар по металлу снизу. Эти действия происходят обычно только в том случае, если молоток и поддержка находятся в свободном положении.
- Рихтовка кузова методом «молоток на поддержке» может растягивать металл, так как он сжимается между молотком и поддержкой. Поэтому никогда не бейте металл слишком сильно.
При использовании техники “молоток вне поддержки”:
- Поддержка помещается с обратной стороны панели, а молотком наносится удар по противоположной стороне в область, прилегающую к поддержке (не по самой поддержке). Таким образом, молоток с лицевой стороны опускает возвышенность, а поддержка с обратной стороны панели поднимает углубление одновременно.
- Давление, с помощью которого поддержка прижимается к панели, очень важно. Оно влияет на то, насколько металл поднимется.
- После удара молотком поддержка отскакивает для поднятия нижней точки.
- Техника «молоток вне поддержки» используется при черновой рихтовке, до финальной стадии. То есть, с помощью этой техники восстанавливается большая часть повреждения.
- Смещение между молотком и поддержкой должно быть в пределах 25 мм. Если поддержка находится слишком далеко, она не может отскочить надлежащим образом, чтобы поднять низкое место. Также смещение может быть больше. Тогда поддержка будет служить в качестве удержания углубления под давлением, пока будут простукиваться прилегающие возвышенности.
Подъём мелких ямок
Мелкие ямки могут быть подняты несколькими способами, двумя наиболее распространёнными из которых являются использование молотка с острым бойком или поддержки. При использовании поддержки, начните с удержания её так, чтобы она могла ударить по нижней части ямки на панели одним из углов. Следует отметить, что если мастер не ударит точно в центр нижней точки, он поднимет металл в каком-нибудь нежелательном месте. Поэтому точность важна и может быть достигнута, если держать палец в нижней точке и слегка постучать по обратной стороне панели углом поддержки до тех пор, пока вы не почувствуете, что она находится точно под вашим пальцем. Затем нужно нанести резкий удар и поднять металл в этой точке.
Второй распространённый метод поднятия низких точек — это удар молотком с острым бойком. Поднять ямки молотком сложнее, чем с помощью угла поддержки. При использовании острой части бойка требуется более точное размещение удара. Также необходим больший контроль над силой удара. Держите конец пальца в ямке, постукивайте по нижней поверхности панели до тех пор, пока острый кончик молотка не окажется непосредственно под вашим пальцем. Затем нанесите лёгкий удар из-под панели, достаточной силы, чтобы сформировать маленькую возвышенность в ямке. Необходимо соблюдать осторожность, чтобы не ударить слишком сильно. Эта возвышенность представляет собой растянутый металл, но при этом также поднимает окружающий металл. После того, как все нижние точки были подняты таким способом, торчащие возвышенности можно слегка опустить на общий уровень панели ударом молотком с поддержкой.
Кроме классических рихтовочных инструментов для подъёма мелких ямок может использоваться споттер с инерционным молотком или пуллером.
Техника владения рихтовочным молотком
В отличие от большинства других ремёсел, где молоток используется с движением, которое составляет комбинация запястья, локтя и плеча, в руках рихтовщика удар молотком является ритмичным действием, в котором участвуют пальцы и движения запястьем. Молоток не следует держать напряжённо. Во время полного цикла движения его следует держать свободно в руке. Это позволит достичь более высокой точности и в то же время поможет уменьшить усталость. Такое свободное удержание молотка в равной степени относится и к поддержке, так как позволяет ей естественным образом отскочить назад и занять правильное положение для нанесения следующего удара. С практикой запястье укрепляется, и, следовательно, работать в ограниченных местах становится легче. Поддержка должна лежать в руке естественным образом и, как и молоток, должна удерживаться крепко, но не туго.

Удар, используемый при ударе о поддержку, не является сквозным, как, например, при забивании гвоздя. Это скорее скользящий удар. В умелых руках правильная рихтовка молотком предполагает ритмичность. Молоток свободно держится в руке и, с размахом запястья, производится удар шлепком. Рихтовщик может наносить около 120 ударов в минуту в постоянном ритме. При каждом последующем ударе молоток отскакивает, потом поднимается действием запястья до точки, достаточно высокой, чтобы начать следующий удар. Затем, с помощью кисти, молоток двигается вниз для нанесения следующего удара. Молоток ни в коем случае не сжимается плотно. Пальцы служат для направления и управления молотком в начале и в конце удара.
Не пытайтесь ускорить работу, слишком сильно ударив по металлу. Начните с лёгкого удара, потом продолжите наносить всё более сильные удары, наблюдая за поведением металла. Это поможет адаптировать силу воздействия и не растянуть металл.
Держите ударную часть молотка на одном уровне с поверхностью панели, чтобы избежать нежелательных повреждений (отпечатка краёв).
Рихтовка требует мастерства. Однако этому легко научиться, если молоток правильно сбалансирован. Несбалансированный молоток будет хаотично отскакивать в ту или иную сторону, поэтому на протяжении всего цикла каждого удара молоток придётся крепко сжимать. Это предотвращает использование скользящих ударов. Это также нарушает ритм работы, затрудняет прицеливание с необходимой точностью, а также приводит к непопаданию по поддержке.
Усадка растянутого металла
Когда листовой металл растягивается слишком сильно от первоначальной формы, то образуется так называемый «хлопун», то есть нестабильная область на панели, которая прогибается и выскакивает при нажатии на него, либо остаётся в «нажатом» состоянии, пока его не вернут, надавив с обратной стороны.
Фиксировать его можно только сжимая металл, нагревая его каким-то способом. Листовой металл расширяется при нагреве, затем сжимается до меньшего размера, чем был, когда охлаждается.
Быстрое охлаждение металла приводит к тому, что он сжимается больше, чем при охлаждении естественным путём.
Температура, используемая для нагрева, не является точной и будет изменяться в зависимости от материала, места и размера повреждения.
Для усадки растянутого металла нагревом можно использовать разные инструменты. В современном ремонте часто используются споттер или индукционный нагреватель.
Другой метод усадки не использует нагрев. Вместо этого площадь растянутой поверхности металла уменьшается за счёт обработки усадочным молотком (молоток с зазубренной поверхностью). Усадочный молоток может использоваться как с обычной поддержкой с контуром соответствующим панели, так и с поддержкой, имеющей зазубрины, как у усадочного молотка. Зазубрины на ударной стороне головки молотка создают небольшие перегибы на поверхности металла, собирая растянутый металл.
Также можно использовать молоток с острым бойком. Для этого положите поддержку поверх растянутой области. Простучите молотком вытянутый металл. Поддержка предотвращает перемещение металла слишком далеко. Острый молоток одновременно поднимает и усаживает металл.
Инструменты для рихтовки
Одна из приятных вещей в работе с листовым металлом заключается в том, что часто можно обойтись простыми инструментами и простыми подходами для его ремонта. Казалось бы, сложные проблемы часто можно разделить на ряд более простых проблем и задач, и решить их просто. В то время как сейчас существует множество новых инструментов и приспособлений, несколько хороших молотков и поддержек, наряду с навыками их правильного использования, почти всегда обеспечат наилучшую основу для восстановительных ремонтных работ по листовому металлу кузовных панелей.
Ничто “высокотехнологичное” не заменит знаний и опыта, которыми должен обладать настоящий кузовщик. Стать хорошим рихтовщиком — это не значит иметь много современных инструментов. Это знания о том, как работать с металлом, как его усадить, растянуть, придать ему форму и сварить, а главное, как “прочитать” повреждение панели.
Всегда выбирайте самый простой путь для ремонта повреждений. Если можно получить доступ к вмятине с обеих сторон, то часто можно использовать только молоток (или гладилку) и поддержку нужной формы, либо подходящую кузовную ложку.
Если доступ ограничен, то выбирайте наиболее удобный инструмент, помогающий преодолеть ограничения, включая современные устройства и приспособления.
Далее рассмотрим по порядку классические рихтовочные инструменты, а также некоторые инструменты PDR, которые также могут использоваться и для обычной рихтовки.
Поддержки

- Поддержка – это тяжёлый стальной блок с различными формами с каждой стороны, который используется как маленькая наковальня на обратной стороне панели. Её форма должна совпадать с формой рихтуемой панели.
- Поддержка прижимается к обратной стороне повреждения, а молоток (или гладилка) ударяет о металл прямо над верхней частью поддержки, разглаживая его. Также может использоваться при технике рихтовки «вне поддержки».
- Может использоваться при первичной правке самостоятельно, без молотка, для поднятия больших участков повреждённого металла.
Существуют разные типы поддержек, отличающиеся формой и размером. Ниже перечислены одни из наиболее часто используемых.
- Поддержка общего назначения. Она имеет поверхности с разными изгибами, подходящими под разные формы выпуклых кузовных панелей.
- Поддержка в виде пятки или каблука. Имеет одну плоскую сторону и одну немного изогнутую. Подходит для рихтовки плоских и слегка выпуклых поверхностей.
- Поддержка в виде запятой. У неё изогнутая поверхность, которая постепенно меняется от острой к выпуклой. Острый конец можно вставлять в узкие места.
Рихтовочные молотки
Рихтовочные молотки отличаются от простых молотков, имеют бойки разных форм, разный вес. Важным фактором качественного рихтовочного молотка является его сбалансированность.

При выборе молотка учитывайте:
- Размер и тип повреждения.
- Контур панели. Головка молотка должна совпадать с контуром панели.
- Этап в процессе ремонта. Молоток для грубой рихтовки не должен использоваться для финишной стадии.
- Личное предпочтение. Во многих случаях нет определённого правильного или не правильного молотка. Мастер сам должен выбирать наиболее подходящий молоток, который ему удобен для конкретного типа и этапа рихтовки.
Молотки можно разбить на две основные группы: первичные рихтовочные молотки и финишные молотки. Вообще, существует множество различных названий и категорий молотков, которые не являются универсальными во всей отрасли. В целом, молоток для первичной правки тяжелее молотка для чистовой рихтовки и может иметь ударную часть головки большего размера. Молоток для финишной рихтовки должен иметь идеально гладкую лицевую часть головки, чтобы никакие неровности не передавались на рихтуемый металл.
Молоток с острым бойком используется для поднятия и опускания маленьких ямок и возвышенностей во время чистовой рихтовки.
Гладилки
Гладилкой может называться инструмент с плоской ударной поверхностью. Гладилкой можно работать вместо молотка. Она распределяет удар равномерно на большую площадь. Удары должны быть «шлёпающими», скользящими. Может использоваться как с поддержкой, так, в некоторых случаях, и без поддержки. Может одновременно поднимать ямки и опускать возвышенности. В отличие от молотка, гладилкой нет риска растянуть металл. Этот инструмент можно использовать и с поддержкой. Такой же принцип работы у гнутого напильника, а также некоторых кузовных ложек. На напильнике маленькие зубцы могут сжимать растянутый металл.
Кузовные ложки
Это общее название для разных кузовных инструментов, от ударных, поддерживающих до рычажных.
Ложки можно использовать различными способами для выправления листового металла.
- В труднодоступных местах ложку можно использовать как поддержку.
- Их можно использовать для выталкивания вмятин как рычаг, используя упор в конструкции панели.
- Плоская ложка может самостоятельно использоваться для выправления складок.
- Через плоскую ложку можно простукивать молотком, когда зона ремонта слишком большая для удара бойком молотка. Ложка более равномерно распределяет силу по поверхности, чем несколько ударов молотком.
Инструменты PDR
Различные инструменты для беспокрасочного ремонта вмятин могут также использоваться для обычной рихтовки. Различные крючки могут пригодиться там, где на панели ограниченный доступ к обратной стороне.
Длину крючков выбирают, как правило, исходя из того, где находится повреждение на панели.
Тип наконечника выбирают в зависимости от размера вмятины и этапа ремонта. Более подробно про инструменты PDR читайте в статье “обзор инструментов для беспокрасочного ремонта вмятин”.
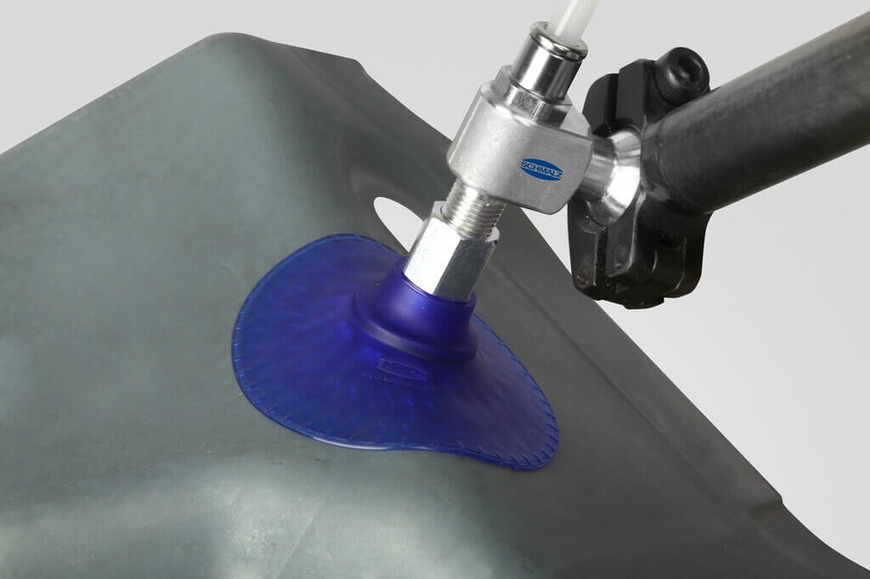
Пневматические присоски
Пневматические присоски подключаются к источнику сжатого воздуху, создавая дополнительный вакуум.
Они держатся на металле достаточно хорошо, но всё равно не смогут выправить повреждение полностью. Они хорошо подходят первичного вытягивания больших плавных вмятин. После использования присоски вмятина всё ещё может нуждаться в дополнительной рихтовке.
Расширительные воздушные подушки
Специальные воздушные подушки обычно используются мастерами PDR для получения доступа ручного инструмента (расширяет зазор), а также могут быть установлены внутри дверей, задних крыльев для выталкивания больших вмятин.
Клеевая система
Для удаления повреждений без доступа к обратной стороне панели можно использовать горячий клей и вытягивающие клипсы с инерционным молотком, пуллером или вытягивающим мостом для удаления вмятин. Такой инструмент используется при ремонте по технологии PDR, но также может использоваться на начальном этапе рихтовки, для придания формы повреждено панели. Также удобен для придания первоначальной формы панели так называемый “холодный клей”, используемый с инерционным молотком обратного действия.
Споттер и вытягивающие элементы и инструменты
Споттер сейчас является универсальным устройством, помогающим повысить свободу действий кузовщика.
Споттер и вытягивающие инструменты к нему хорошо подходят для ремонта:
- Длинных повреждений с острым дном в местах, где доступ к задней стороне ограничен или отсутствует.
- Повреждений рёбер жёсткости и кантов в областях с ограниченным или отсутствующим доступом к задней стороне панели.
- Для ремонта любых других повреждений, включая растянутый металл.
Каждый кузовщик волен выбирать свой собственный набор любимых рихтовочных инструментов для выполнения ремонтных работ. В любой конкретной ситуации почти всегда есть множество способов подойти к ремонту повреждений. Набираясь опыта, Вы узнаете, какие из них лучше всего работают для Вас.
Советы новичку. Как совершенствоваться?
Новичку лучше начать изучать рихтовку с очень мелких вмятин. Возьмите ненужную кузовную панель, сделайте на ней несколько вмятин тяжелым молотком, затем начинайте рихтовку металла. Так можно получить ощущения от инструментов и реакции металла на применение различных инструментов. После некоторой практики такого рода можно приступить к фактическому ремонту. Лучше сначала ограничиться небольшими работами и постепенно перейти к более сложным.
Новичок сделает много ошибок. Этого и следовало ожидать. Однако, человек, который распознаёт и анализирует свои ошибки, будет учиться гораздо быстрее, чем тот, кто не признаётся в своих ошибках.
Важно научиться не бороться с повреждениями, а помогать металлу возвратиться на своё место, ослабляя напряжения в нём.
Зачем изучать PDR?
Для освоения и совершенствования техники рихтовки металла полезно изучение технологии PDR. Технология беспокрасочного ремонта вмятин (PDR) помогает лучше понять свойства и поведение металла кузовных панелей с разными формами.
Это сделает Вас лучшим рихтовщиком. Изучив основы PDR, Вы заметите, что почти каждая работа по выправлению металла проходит более гладко, можно выправить металл ближе к первоначальному контуру, что потребует меньше шпаклёвки или только грунта. Основы PDR даёт свежий взгляд и отношение к выправлению металла. Это отвлекает от менталитета “шпаклевать и шлифовать”.
Кроме того, знание технологии PDR поможет зарабатывать дополнительные деньги.
Читайте также по теме:
- Рихтовка своими руками
- Рихтовка вмятин. Применение молотка, гладилки, поддержки.
- Как убрать хлопун на металле?
- Как выправить вмятину своими руками?
Печатать статью

Рихтовка кузова автомобиля своими руками, изображение №1
По своей сути рихтовка – это процесс придания деформированному участку кузова либо отдельной его детали первоначальной геометрии. И хотя на сегодняшний день услуги по рихтовке транспортных средств оказывает множество специализированных сервисов, выполнить данный вид ремонтно-восстановительных работ можно и в домашних условиях.
Оправданность рихтовки в домашних условиях
Главное, внимательно изучить характер повреждения и реально оценить свои возможности по его устранению. Значительные дефекты кузова можно исправить только с помощью дорогостоящего специального оборудования, поэтому попытки выправить повреждения такого рода самостоятельно могут только усугубить ситуацию. Кроме того, необходимо внимательно просчитать экономическую составляющую ремонта. Рихтовка кузова автомобиля своими руками может быть оправдана только в случае, когда затраты на инструменты, ЛКМ и шпаклевку не превышают стоимости работ в специализированной мастерской. Также необходимо помнить, что всю ответственность за ремонт в домашних условиях автолюбитель несет самостоятельно, в то время как СТО обычно дают гарантию на произведенные ими работы.
Набор необходимых инструментов
Для домашней рихтовки кузова могут понадобиться следующие инструменты:
— Рихтовочные молотки со всевозможными насадками, предназначенные для разных типов поверхности автомобиля.
— Наковальни, поддерживающие металл с внешней части кузова. Следует помнить, что наковальни, обладающие большей массой, наиболее эффективно поглощают энергию ударов, максимально предохраняя поверхность кузова от возникновения дефектов.
— Рихтовочные крючки, выдавливающие вмятины с внутренней стороны кузова.
— Рихтовочный напильник, удаляющий незначительные выпуклости металла.
— Рихтовочный молоток – гладилка, сглаживающая кузовной металл.
— Запасной домкрат, позволяющий выравнивать жесткие углы кузова.
— Сварочный аппарат для заваривания трещин.
— Шлифовальное устройство.
Помимо перечисленных инструментов могут понадобиться другие дополнительные материалы, перечень которых зависит от степени повреждения и масштаба предстоящих работ. К выбору инструмента надо подходить очень серьезно, так как успешность рихтовки кузова наполовину зависит от того, насколько грамотно он подобран.
Работы, связанные с рихтовкой кузова, имеют определенные нюансы, знание которых поможет выполнить работу наиболее качественно при минимальных временных затратах. Помимо теоретических знаний на пользу пойдет наблюдение за процессом рихтовки в любой автомастерской, если есть такая возможность. Наглядный пример даст яркое представление о том, как работать с тем или иным инструментом, продемонстрирует различные техники выполнения ремонтно-восстановительных работ.
Перед началом работ необходимо определиться с очередностью ремонтных действий, поэтому проблемная часть кузова подлежит внимательному и всестороннему осмотру. На следующем этапе нужно обеспечить доступ к ремонтируемому участку кузова. Для этого все мешающие проведению работ детали и узлы автомобиля подлежат демонтажу.
Процесс самостоятельного выполнения работ
Для удобства рихтовки крыльев, дверей и капота их следует демонтировать и снять внутреннюю обшивку. В процессе работ крылья устанавливают на идеально гладкую рабочую поверхность поддержки (наковальни), покрытую плотным нетканым текстильным материалом. Двери и капот рихтуются в любом удобном для работы положении.
После того как граница дефекта четко обозначена, можно приступить к восстановлению изначальной формы кузова.
Незначительные вмятины можно ликвидировать при помощи промышленного фена и баллончика, наполненного сжатым воздухом. Суть метода в том, что помятый металл разогревается феном, после чего на него направляется струя воздуха из баллончика.
Обратите внимание! Большие по площади вмятины подлежат ликвидации с краев, на которых величина напряжения максимальна. Выстукивать кузовной металл при помощи рихтовочного молотка следует с внутренней стороны, в то время как поддержка применяется с лицевой стороны металла. По мере необходимости сила ударов может корректироваться, однако следует избегать значительных усилий, результатом которых может стать вытягивание металла.
Хорошей альтернативой традиционным рихтовочным молоткам является пневматический молоток. Он хорошо ликвидирует глубокие царапины, вмятины и изгибы с внешней стороны кузова транспортного средства. При этом данный инструмент имеет простую конструкцию, которая позволяет эффективно использовать пневматический молоток даже неопытному автолюбителю.
После того как отрихтовать кузов автомобиля удалось, на поверхности металла могут образоваться пузыри или впадины. В случае возникновения пузырей дефект ликвидируется посредством процедуры стягивания металла. Для этого на поверхности пузыря при помощи горелки нагревают несколько точек, которые затем охлаждают с помощью влажной ветоши. В результате сжатия металла пузырь исчезает, и поверхность принимает первоначальную форму. Впадины ликвидируют рихтовкой металла вглубь с обеих сторон кузова, переходя от центра дефекта к его краю, постепенно снижая силу ударов.
Обратите внимание! Случается, что в процессе рихтовки лакокрасочное покрытие трескается и отстает от кузова автомобиля. Если это происходит – проблемный участок металла следует зашпаклевать, затереть и обезжирить, после чего нанести на поврежденный участок новый слой защитной эмали.
Рихтовка авто от А до Я: советы, как правильно рихтовать вмятины на кузове своими руками (как вытянуть и выпрямить без покраски)
Всех водителей объединяет одно желание – продлить эксплуатационные свойства автомобиля на более длительный срок. Как правило, при ДТП часто повреждается кузов автомобиля. Если повреждения незначительные, то для их устранения проводится специальная процедура.

Все рекомендации о том, как восстановить повреждённые участки машины, приведены в статье.

Рихтовка кузова — что это такое
В первую очередь необходимо ознакомиться с самим определением и понять, что же представляет собой рихтовка кузова.

Немного отступив от определения основного понятия, стоит отметить сложность и трудоёмкость проведения такой работы.

Все повреждённые детали, сварочные швы, соединения, необходимо тщательно отшлифовать и обработать, да не по одному разу. Поэтому главная задача: найти хорошего мастера, который терпеливо и скрупулёзно устранит все дефекты.

Если работы по восстановлению проведены качественно, то кузов авто выглядит цельно, однородно и безупречно, что подтверждает работу профессионала.

Теперь о главном. Что представляют собой рихтовочные работы? Рихтовка — это процесс по восстановлению кузова автомобиля. При аварийных ситуациях на дорогах чаще всего повреждаются такие элементы автомобиля, как:
- Капот;
- Крышка багажника;
- Двери;
- Пороги;
- Крыша;
- Бампера.
Однако специалисты в первую очередь обращают внимание на то, насколько сильно повредилась та или иная деталь автомобиля.

При серьезных деформациях проводить рихтовку нет никакого смысла, проще заменить деталь на новую. В противном случае рихтовочные работы затянутся на неопределённый срок, а также отнимут много времени и сил.

Виды рихтовки кузова автомобиля
Ремонтные работы такого направления подразделяются на 5 разновидностей:
- Выстукивание. Это классическое выполнение работы. Проводить её нужно очень аккуратно, стараясь сохранить целостность металла. Такой способ благоволит устранению почти всех возможных повреждений, включая достаточно крупные.
- Вакуумный. Такой способ хорош в тех случаях, когда серьёзные повреждения отсутствуют. Процедура проводится значительно быстро. Она отличается доступностью, поэтому экономит время и бюджет. Но для выправления вмятин диаметром более 10 см она не подходит.
- Без покраски. Этот вариант можно применять при хорошей адгезии лакокрасочного покрытия с поверхностью. Исправляет только средние повреждения.
- Споттерный. Такой вид рихтовки требует тщательного зачищения, лакокрасочного материала. Благодаря этому можно добиться высококачественного результата.
- Вытягивание проводится при серьезном повреждении кузова автомобиля. Позволяет качественно выправить кузов. Правда не всем доступно из-за высокой стоимости. Но в то же время полная замена кузова стоит куда дороже.
Проведение рихтовочных работ помогает:
- Устранить дефекты несущих соединений, а также повысить их надежность.
- Ликвидировать трещины металла.

Не рекомендуется проводить рихтовку самостоятельно. Такая работа предполагает наличие определенных знаний и навыков, которые доступны только специалистам.

Технология проведения рихтовочных работ
Существуют разные методы восстановления кузова. Перед тем как приступать к работе, необходимо провести тщательный осмотр кузова, выявить все повреждения и подготовить поверхность автомобиля.

Для этого надо:
- Хорошо вымыть поверхность и просушить.
- Обезжирить места повреждений.
- Остальную поверхность закрыть малярным скотчем.
Классическая рихтовка
Все выпуклости выстукиваются при помощи специальных инструментов, а для устранения вмятин используют специальные крючки.

Для устранения незначительных дефектов производят выстукивание от центра к краю, а для крупных – наоборот.

В самом тонком месте повреждения металл может разорваться. Для того чтобы этого не случилось, работу необходимо выполнять очень аккуратно, соблюдая приведённую технику.

Что касается небольших выпуклостей, то их устраняют ещё холодным способом без последующей покраски.
Усадка на горячую
В случае обширных повреждений, когда классические методы не доступны, прибегают к нагреву поверхности при помощи строительного фена. Затем, двигаясь по спирали, следует добиться первоначального внешнего вида.

Рихтовка алюминиевых деталей
Алюминиевые детали следует рихтовать от центра к краям дефектов, при этом тщательно выстукивая молотком. Как правило, металл разогревают до 200 градусов.

Требуемые инструменты
Проведение рихтовочных работ по восстановлению кузова автомобиля производится при использовании определённых инструментов. К ним относятся:
- Специальные молотки. Они необходимы для устранения вмятин. Ударная часть молотка хорошо отполирована и имеет закругленную форму. Вес ударного приспособления, как правило, не превышает 200 грамм. Процесс работы осуществляется с применением несильных и частых ударов. Выстукивать повреждение следует либо от края к центру, либо наоборот.
- Наковальни и штампы. Их используют для крепления поврежденного участка кузова. При выборе определённого инструмента необходимо основываться на форму и размер вмятины, и в зависимости от этого выбирать подложку.
- Ударные полотна и ложки. Такие инструменты часто применяют для исправления серьёзных и значимых повреждений. Ложки используют для разъединения дефектных частей.
- Рычаги и крюки. Данные инструменты необходимы для вытягивания повреждения изнутри. Жесткость кузова подходит в качестве опоры для рычага. При различных вмятинах используют специальные крючки определённых размеров и форм.
- Шлифовальная машинка. Помогает добиться ровной поверхности и восстановить ее прежний внешний вид. Применяется перед покраской и полировкой поврежденного участка.
- Споттер. Необходим для проведения точечной сварки. Применяется мастерами для устранения разрывов металла.

Приведенные рекомендации помогут начинающему мастеру в проведении рихтовочных работ кузова автомобиля.

Если знаний и навыков не достаточно, настоятельно рекомендуется обратиться к специалисту. Ведь последствия неопытного проведения рихтовки могут быть намного хуже предполагаемого результата.

Фото рихтовки авто от А до Я