- Publication date
-
1978
- Topics
- Crankshaft
- Collection
- booksbylanguage_russian; booksbylanguage
- Language
- Russian
Gorokhov V.A., Rudenko P.A.Repair and restoration of crankshafts
- Addeddate
- 2020-11-21 16:42:15
- Identifier
- 20201121_20201121_1634
- Identifier-ark
- ark:/13960/t5x736g0v
- Ocr
- ABBYY FineReader 11.0 (Extended OCR)
- Page_number_confidence
- 94.90
- Ppi
- 600
- Scanner
- Internet Archive HTML5 Uploader 1.6.4
plus-circle Add Review
plus-circle Add Review
comment
Reviews
There are no reviews yet. Be the first one to
write a review.
Всем привет!
Навеяно недавним посещением одного московского автосервиса, где мне отшлифовали коленвал М214123 — аналогичен М-412, но радиус кривошипа 40 мм, ход поршня 80 мм.
Справка: коленвал изготовлен из углеродистой хромистой стали 40Х. Шейки вала закалены. Этот упругий коленвал хорошо работает в паре с легким блоком цилиндров из сплава АЛ ( алюминий -литий).
НО! Перед шлифовкой надо диагностировать коленвал- обмерить шейки цифровым штангенциркулем и прикинуть, какой номер ремонта требуется.
Взять вело-спицу и проштырить отверстия в шейках вала на предмет их засорения.
ВЫКРУЧИВАНИЕ ПРОБОК МАСЛОКАНАЛОВ ОБЯЗАТЕЛЬНО, ЕСЛИ НЕ ХОТИТЕ ПОЛОМОК В ПУТИ. В их пазухах собирается весь мусор и коксовые отложения, эмульсия. При переполнении пазухи коксом перекрывается отверстие для смазки шатунного вкладыша и вкладыш проворачивается. Также обязательно выкрутить пробки после пробоя прокладки ГБЦ! Если вы уже проводили такую операцию грамотно, то выкрутить пробки можно, даже не разбирая мотор — снизу, сняв картер.
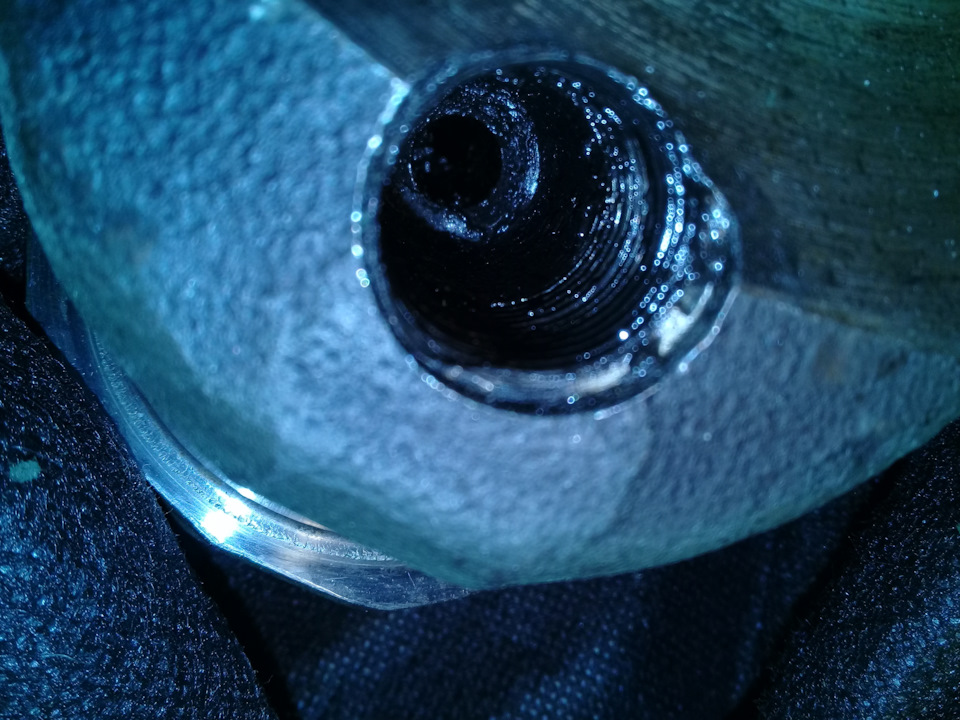
После снятия вала надо бережно положить коленвал на фанеру и поставить по бокам деревянные бруски, чтобы вал не опрокидывался когда начнем выкручивать пробки маслоканалов. На фото велоспица показывает, как связана масло-каналом коренная и шатунная шейка вала.
Но! нам понадобится СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ.
И тут я объясню. Недавно я имел беседу с одним «бывалым» сервисменом, у которого любимый инструмент — ударная отвертка и кувалда. НЕЛЬЗЯ ИМИ ПОЛЬЗОВАТЬСЯ ДЛЯ ИЗВЛЕЧЕНИЯ ПРОБОК МОСКВИЧА! НЕЛЬЗЯ БИТЬ ПО КОЛЕНВАЛУ! СЕРВИСМЕНЫ ТОЛЬКО И ЖДУТ ЧТОБЫ КОЛЕНВАЛ ИСКРИВИЛСЯ И ЕГО ПРИШЛОСЬ БЫ ШЛИФОВАТЬ ПОД 4-ЫЙ РЕМОНТ!
Поэтому, если Вы бережете мотор, сами выкрутите пробки экстрактором — он на фото внизу. Нужен каленый, а слева виден китайский, «размазанный» экстрактор. Пробки вала сделаны из мягкой стали. Глубина шлица всего 2 мм и поэтому легко замять шлиц. Начинаем:
1) чистим вокруг пробки металлической щеткой
2) промываем бензином, протираем
3) сверлом 7 мм начинаем сверлить по центру пробки ( чтобы обозначить направление для сверла 9 мм и не повредить резьбу)
4) сверлом 9 мм просверливаем пробку до конца ( толщина дна пробки аж 8 мм!)
5) ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ФРЕЗОЙ — В ТЮРЯГУ НЕ ХОЧУ, В НАТУРЕ! ВО ВРЕМЯ РАБОТЫ С ФРЕЗОЙ РЯДОМ НЕ ДОЛЖНО БЫТЬ НИКАКИХ ТИПА ПОМОЩНИКОВ! ДО ПОЛНОЙ ОСТАНОВКИ ФРЕЗЫ ОБЕ РУКИ ДОЛЖНЫ БЫТЬ НА ДРЕЛИ! СОРВАВШАЯСЯ ФРЕЗА ЛЕГКО ОТРЫВАЕТ ЧЕЛОВЕКУ ПАЛЕЦ! Фрезой 15-17 мм, насаженной на дрель, фрезеруем замины резьбы пробки, которые находятся выше пробки на 8 мм ( явное вредительство на УЗАМЕ — кто это придумал?) — см фото
6) Берем 10-мм экстрактор и легким движением молотка ( не ударом!) плотно загоняем его в пробку
7) вставляем поводок 10-мм экстрактора в головку 12 мм и обычным воротком из шоферского набора выкручиваем пробку — поначалу она пойдет трудно. Вороток под квадрат использовать стремно- обычно он ломается.
 велоспицей вычерпываем отложения из пазухи пробки — на фото видно, что в пазуху легко входит палец! Если пазуха забьется до уровня шатунного отверстия, то наступит «РУКА ДРУГА» прямо в пути
велоспицей вычерпываем отложения из пазухи пробки — на фото видно, что в пазуху легко входит палец! Если пазуха забьется до уровня шатунного отверстия, то наступит «РУКА ДРУГА» прямо в пути
9) Берем тонкий хозяйственный ёрш длиной не менее 120 мм, смачиваем его в бензине и прочищаем маслоканалы через пазуху, переодически прочищая тем же ершом и отверстия в шейках коленвала.
10) Метчиками 18х1,5 проходим резьбу в пазухах. Если это не сделать, пробки могут замять резьбу.
11) закручиваем пробки без фанатизма, обычной большой отверткой
12) керним ПРОБКИ — И ТОЛЬКО ПРОБКИ! не трогая резьбу вала, по краям их шлицов. Этого вполне достаточно при мелкой резьбе 1,5 мм и твердом вале. Кстати, пробки, ввиду их дефицита, можно использовать повторно, заварив в них отверстия и обновив шлиц болгаркой. Чтобы не повредить резьбу пробки, устанавливаем её на вертикально зажатый в тисках пруток 10 мм или болт, накидываем зажим + на этот болт и варим электродом -.
Итого, потребуется только 2 специнструмента: экстрактор и фреза. А можно ли обойтись без них, так сказать, в полевых условиях? Да! Вместо фрезы использовать шлифовальный камень-насадку ( правда, таких потребуется несколько, ибо вал твердый) и подкаленый ( не каленый, ибо потом, после облома, его будет трудно высверлить) болт на 10 мм, и метчик 10. В пробке нарезается резьба М10, вкручивается болт, затем болт прихватывается сваркой в двух точках к пробке. Можно выворачивать!
И, в заключение, не могу удержаться, чтобы не лягнуть сервисменов ( причем вполне заслуженно!). Я сдал коленвал в известный московский сервис — типа «крутой», предварительно вывернув пробки, но не вычистив из под них отложения. В прейскурант входила «мойка вала»! Так вот, мне просто продули пазухи сжатым воздухом, а КАНАЛЫ НЕ ПРОМЫЛИ!
Я не стал предъявлять им претензии, вал отшлифовали хорошо, по верхнему пределу допуска — я записал это требование в заказ- наряд. После я отполировал вал пастой Гои. Выводы делайте сами.
Кстати, погнутый вал Москвича не надо списывать в утиль! В нормальных автосервисах должна быть услуга «ПРАВКА КОЛЕНВАЛА» — это когда прессом в 15 тонн выпрямляют коленвал и его не надо будет шлифовать под последний ремонт! Спросите об этой услуге ДО сдачи вала в шлифовку! Даже до конца исшлифованный коленвал можно восстановить наваркой металла на шейки (хотя это и дорого).
Успехов Москвичеводам!








1) Основной операцией ремонта коленчатых
валов является шлифование коренных
и шатунных шеек на ремонтные размеры.
Обычно для коленчатых валов многих
автотракторных двигателей принято 3…4
ремонтных размера шеек (с интервалом
0,25 … 0,5 мм), на которые имеются
соответствующего размера стандартные
ремонтные вкладыши. Шейки коленчатых
валов шлифуют на круглошлифовальных
станках типа 3423 или 3420, оснащенных
необходимым набором приспособлений.
После шлифования шейки, с целью уменьшения
шероховатости и повышения усталостной
прочности подвергаются полированию
или суперфинишированию.
2) Валы, изношенные более последнего
ремонтного размера, восстанавливаются
нанесением металла на изношенные
поверхности наплавкой, напеканием
порошков, приваркой ленты, напылением
и другими методами.
3) Восстановление размеров шеек под
распределительную шестерню и шкивы
производится теми же методами с
последующей обработкой на номинальный
размер.
4) Изношенные стенки шпоночных канавок
восстанавливают обработкой на увеличенный
размер.
5) При износе отверстии во фланце
коленчатого вала под болты крепления
маховика их рассверливают на увеличенный
ремонтный размер по кондуктору или
совместно с маховиком и нарезают в
отверстиях резьбу большего размера.
6) Изгиб валов дизельных двигателей
величиной не более 0,2 мм, двигателей с
искровым зажиганием грузовых автомобилей
не более 0,1 мм и легковых автомобилей —
0,05 мм самоустраняется при перешлифовке
шеек на ремонтный размер. При более
высоких значениях изгиба производят
правку коленчатого вала под прессом
или наклепом щек при помощи пневматических
молотков.
7) После восстановления коленчатые валы
проверяют на наличие трещин с помощью
магнитных или ультразвуковых дефектоскопов
и подвергают динамической балансировке
на специальных машинах (типа БМУ-4).
Допускаемая величина дисбаланса для
коленчатых валов тракторных двигателей
100 … 160 гсм, двигателей грузовых автомобилей
— 70 … 120 гсм, легковых автомобилей —
10 … 50 гсм. Неуравновешенность устраняют
высверливанием отверстий в противовесах
вала.
Необходимо
помнить:
после ремонта коленчатый вал должен
быть тщательно промыт и продут сжатым
воздухом для удаления загрязнений,
абразивных частиц, стружки и следов
СОЖ.
6 Порядок выполнения работы
1 Дефектация коленчатого вала.
1.1 Установить
коленчатый вал в призмах на поверочной
плите.
|
Рисунок 1 Измерение |
Рисунок |


1.2 Провести измерение диаметра шеек
коленчатого вала, согласно схеме замеров
(см. рисунок 2). Результаты занести в
микрометражную карту (таблица 2).
1.3 Измерить радиус кривошипа вала
(рисунок 3), его изгиб (рисунок 1), радиус
галтелей и биение цилиндрических
поверхностей. Результаты занести в
таблицу 3.

Рисунок 3 Измерение
радиуса кривошипа
1.4 По результатам дефектации определить
степень износа ремонтопригодность
вала. Установить место максимального
износа шеек и определить ремонтные
размеры для перешлифовки коренных и
шатунных шеек коленчатого вала.
2 Подготовка станка к работе
2.1 Проверить состояние шлифовального
круга и при необходимости произвести
его правку. Правка производится по
периферии, торцам и по радиусу закругления
круга алмазным карандашом при помощи
специального приспособления к станку
ЗА423. Алмазным карандашом при вращении
круга и при обильной смазочно-охлаждающей
жидкости производят съем материала
круга. При этом удаляются «засаленные»
слои, обнажаются новые режущие зерна
и круг приобретает необходимую форму.
Радиус закругления проверяется
профильными радиусными щупами на
просвет. Подача алмаза при правке
составляет 0,02 … 0,05 мм на один двойной
ход. а продольная подача 0.03 … 0,10 мм на
один оборот круга.
2.2 Произвести настройку станка, установить
принятую частоту вращения круга и
изделия, при шлифовании шатунных шеек
установить центросместители на радиус
кривошипа шлифуемого коленчатого вала,
подобрать и закрепить в планшайбах
противовесы.
3 Шлифование шеек коленчатого вала.
3.1 Установить коленчатый вал в патронах:
фланцем в передней бабке и шейкой под
шкив в задней бабке.
3.2 Установить индикаторное приспособление
и проверить биение шлифуемой шейки
вала, которое должно быть не более 0.05
мм без учета овальности шейки. При
большем биении производят выверку
(центровку) вала при помощи центросместителей
(в вертикальной плоскости) и поворотом
вала в патронах (в горизонтальной
плоскости).
3.3 Включить станок и прошлифовать шейку
на необходимый размер.
Шлифование шеек коленчатых валов
производится при следующих режимах:
окружная скорость круга 25 …30 м/с, частота
вращения коленчатого вала при
предварительном шлифовании — 28 … 32 мин-1и подача по глубине 0,010 … 0,015 мм/об. При
чистовом шлифовании частота вращения
вала 8… 15 мин-1, подача 0,003 …0,005 мм
/об.
Для шлифования применяют специальные
круги из электрокорунда или карбида
кремния (Э, ЭВ, КЗ) зернистостью 40 …50 на
керамической связке (твердость С 1 С М2,
средняя структура).
Во избежание появления прожогов и
микротрещин на шлифуемую поверхность
обильно подается СОЖ обычно 3…4% раствор
кальцинированной соды или эмульсия (10
г эмульсола на 1 л воды).
4 Проверка отремонтированного коленчатого
вала на соответствие техническим
условиям.
4.1 Установить отремонтированный
коленчатый вал в призмах на поверочной
плите.
4.2 Проверить все параметры вала в
соответствии с техническими требованиями
на выдачу коленчатых валов из ремонта
(см. таблицу 4). Результаты измерений
занести в таблицу 3.