На чтение 11 мин. Просмотров 3 Опубликовано
Содержание
- Вертикально-сверлильный станок 2А135
- Заводская маркировка и обозначение
- Краткое описание
- Технические характеристики
- Основные данные
- Шпиндельная бабка
- Параметры электрических элементов
- Габариты
- Конструкция
- Устройство узлов
- Шпиндель
- Охлаждение
- Коробка скоростей и подач
- Кинематика
- Электрооборудование
- Паспортные данные
- Достоинства и недостатки
- Технические характеристики и возможности вертикально-сверлильного станка 2А135
- Где применяется станок 2А135
- Технические характеристики станка 2А135
- Конструктивные особенности модели
- Принцип действия отдельных узлов и агрегатов станка
- Технические возможности устройства
Вертикально-сверлильный станок 2А135
Вертикально-сверлильные станки 2А135 в большинстве своем использовались в мелкосерийном производстве или на предприятиях, занимающихся ремонтом и восстановлением крупных агрегатов и машин.
Завод станочного оборудования города Стерлитамак прекратил выпуск данной модели станков 1965 году. Несмотря на это, вертикально-сверлильные станки 2А135 до сих пор в строю.

Заводская маркировка и обозначение
На основании буквенно-цифрового индекса, расшифровать маркировку станка можно так:
- 2 – группа – сверлильные станки;
- А – прошедший модернизацию;
- 1 – тип – одношпиндельное исполнение;
- 35 – параметр, характеризующий станок – максимальный диаметр отверстия в стали 35 мм.
Краткое описание
Конструктивно предусмотрена механическая подача инструмента на станке. Это положительно сказывается на производительности, а управление не вызывает сложностей. Глубина обработки контролируется визуально (шкала нониуса) или задается ограничителем перемещения.
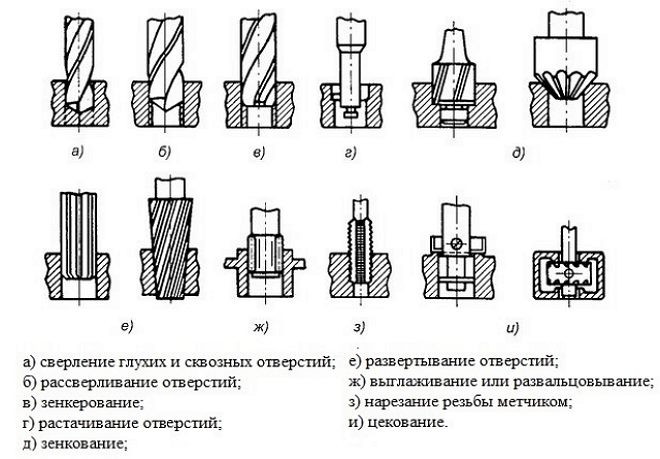
Выполняемые на вертикально-сверлильном станке 2А135 работы по обработке отверстий можно условно разделить по типу обработки:
- Черновая:
- сверление (глухие, сквозные);
- рассверливание;
- растачивание;
- Чистовая:
- зенкование;
- зенкерование;
- цекование;
- развертывание;
- развальцовывание;
- выглаживание;
- Нарезание резьбы (внутренняя).
Дооснащение дополнительными агрегатами и приспособлениями позволяло использовать станок в крупносерийном и массовом типах производства.
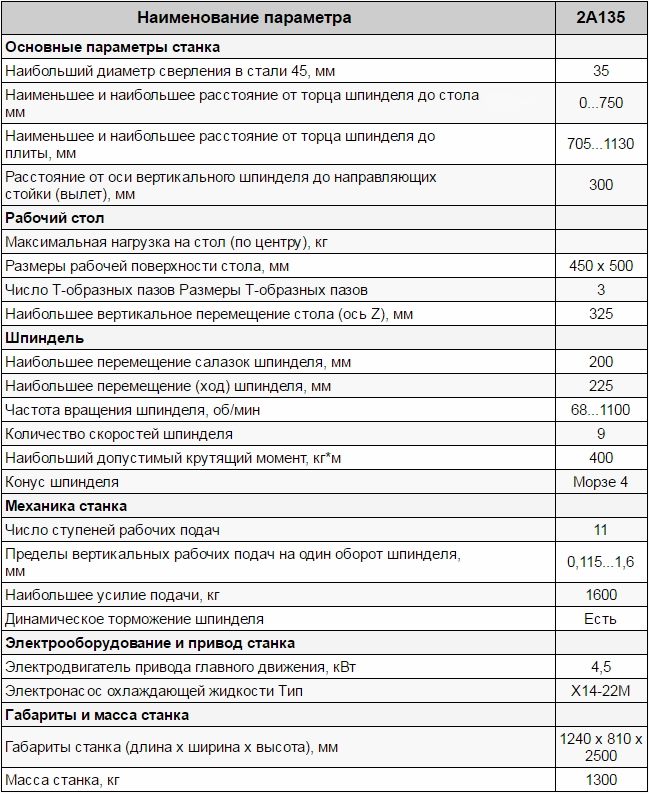
Технические характеристики
Технологические возможности и рабочие характеристики вертикально-сверлильного станка 2А135 показаны в параметрах конструктивного исполнения:
Основные данные
- точностной класс по ГОСТ 8-71 – Н (нормальный);
- максимальный получаемый размер отверстия, мм:
- сталь 45 – 35;
- чугун – 45;
- отстранение пиноли от направляющих колоны – 300 мм;
- высота от стола до торца вала, мм:
- наибольшее — 1130;
- наименьшее — 705.
Шпиндельная бабка
- посадочный конус под инструмент в шпинделе – Морзе 4 по ГОСТу 24644-81;
- количество скоростей оборотов – 9;
- установочные скорости:
- 68 об/мин;
- 100 об/мин;
- 140 об/мин;
- 195 об/мин;
- 175 об/мин;
- 400об/мин;
- 530 об/мин;
- 750 об/мин;
- 1100 об/мин;
- количество подач – 11;
- их, регулируемый диапазон – 0,115-1,6 мм/об;
- мощность при резании на рабочей подаче, max – 1600 кг;
- момент крутящий — 4000 Н·м;
- длина перемещения шпинделя – 0,225 м;
- длина перемещения шпиндльной бабки – 0,2 м;
- принудительное торможение (динамическое) – есть.
Параметры электрических элементов
- питающий ток — трехфазный, переменный;
- мощность электрических двигателей:
- главного — 4500 Вт;
- станции сож (Х14-22М) — 125 Вт.
Габариты
Конструкция
Вертикально-сверлильный станок 2А135 в своей конструкции не имеет узлов повышенной сложности. Тем не менее, инновационные идеи того времени заложили такой запас прочности, что поражает до сих пор.

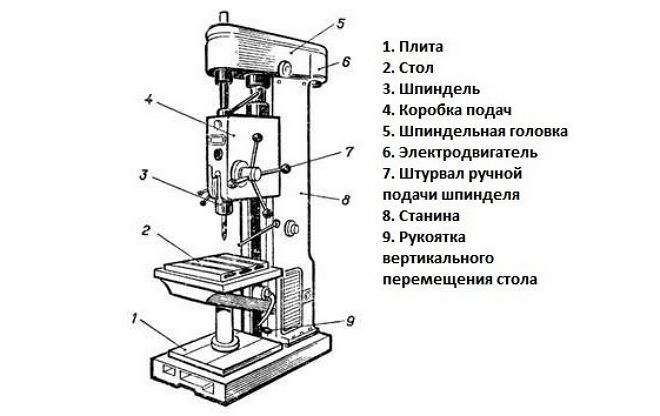
Основные узлы вертикально-сверлильного станка 2А135
- Опорная плита для стола;
- рабочий стол;
- шпиндельный узел;
- бабка шпиндельная или коробка скоростей;
- головка шпиндельная;
- электропривод;
- штурвал;
- стойка (станина);
- рукоятка подъема и опускания рабочего стола.
Устройство узлов
Основную нагрузку вертикально-сверлильный станок 2А135 воспринимает колонной и плитой. Но благодаря корпусному исполнению и большой массе нагрузки и вибрации гасятся, а жесткость увеличивается.
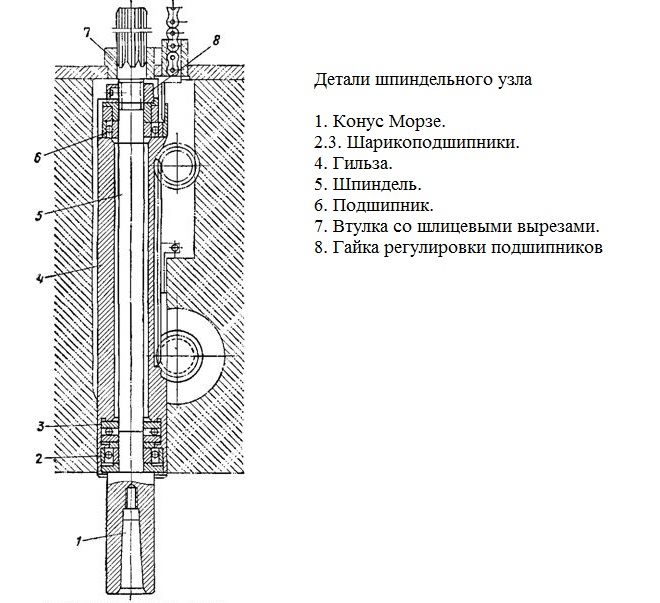
Шпиндель
Шпиндельный узел – жесткая конструкция, поэтому для повышения точности обработки в нем установлены прецизионные подшипники. Его конструкция позволяет выполнять следующие действия:
- включение подвода после произведения быстрого подвода (автоматически);
- отключение подвода по достижению установленной глубины обработки;
- ручное перемещение осуществляется штурвалом;
- штурвал оборудован устройством автоматического включения привода.

Шпиндельный узел вертикально-сверлильного станка 2А135
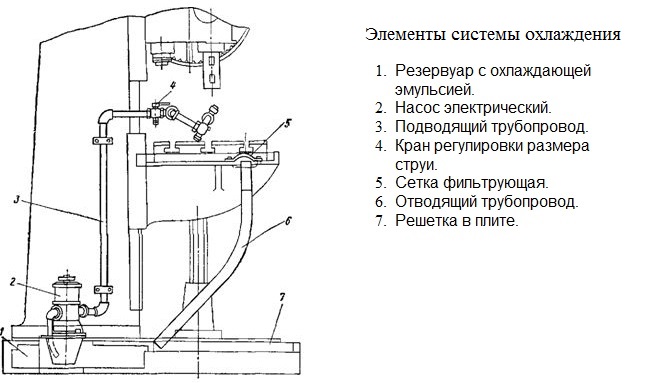
Охлаждение
Система охлаждения инструмента и обрабатываемой детали аналогична тем, которые установлены на других вертикально-сверлильных станках. Емкостью является внутренняя полость установочной плиты. На ней смонтирована помпа, а по корпусу идет разводка трубопроводов с кранами, регулирующими подачу СОЖ.

Устройство системы охлаждения вертикально-сверлильного станка 2А135
Коробка скоростей и подач
Совмещенная коробка скоростей и подач образует все рабочие движения станка. Основное, главное движение – круговое вращение шпинделя с рабочим инструментом. Вращение от электрического двигателя посредством ременной передачи переходит в коробку. На шпинделе вращение с заданной скоростью образуется двум комплектам блоков шестерен.
Вспомогательное движение – перемещение инструмента. Вращение снимается с вала, передающего вращение шпинделю. Выбор подачи и ее включение осуществляется муфтами. Согласно схеме возможны 12 скоростей движения, но из-за того, что две совмещены, в итоге получается 11.

Устройство коробки скоростей сверлильного станка 2А135
Шпиндельная бабка имеет ручное перемещение для увеличения расстояния между плоскостью стола и торцем шпинделя. Это позволяет устанавливать габаритные детали. Вращение рукоятки приводит в движение шестерню, перемещающуюся по зубчатой рейке. Тем самым осуществляется перемещение шпиндельной бабки.
Кинематика
Схема кинематики предусматривает организацию двух цепей движения:
- главное, основное движение – обороты режущего инструмента и шпинделя;
- второстепенное движение — рабочие перемещения инструмента во время обработки.

Кинематическая схема вертикально-сверлильного станка 2А135
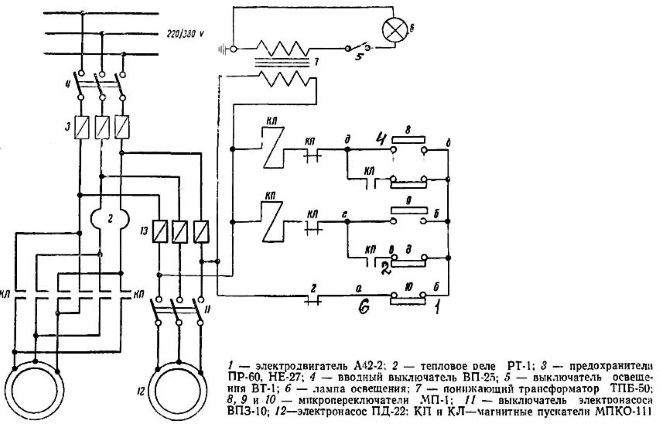
Электрооборудование
Электрическая схема показывает как производится управление отдельными рабочими органами на вертикально-сверлильном станке 2А135.
Подача питания осуществляется включением пакетника 4. Командоаппарат кнопочный, с раздельным включением электродвигателей. Питание на освещение рабочей зоны взято с одной фазы и проходит через трансформатор.

Электрическая схема вертикально-сверлильного станка 2А135
Паспортные данные
Перечень поставляемого инструмента и оборудования в комплекте станка, а также электрические и механические чертежи содержит паспорт на станок. Там же находятся требования к:
На рисунке указаны размеры фундаментной подушки и установочные размеры.

Монтажные размеры станка 2А135
Руководство по эксплуатации содержит сведения:
- о точках смазки;
- периодичности осмотров и ремонтов;
- возникших неисправностях и вариантах их устранения;
- о перечне подшипников;
- о материалах, использующихся для изготовления и ремонта деталей, вышедших из строя.
Скачать паспорт (инструкцию по эксплуатации) вертикально-сверлильного станка 2А135
Достоинства и недостатки
На протяжении 50-ти лет вертикально-сверлильные станки 2А135 работают в цехах предприятий и в мастерских. Этому способствует заложенный советскими конструкторами запас прочности. Современные модели требуют дорогого ремонта уже по истечении 5-и лет активного использования.
К достоинствам следует отнести:
- Длительный срок эксплуатирования.
- Стоимость. Покупка бывшего в употреблении оборудования, по сравнению с современными аналогами, стоит гораздо дешевле. При поломке стоимость деталей и их изготовление не высока. Доступные и недорогие материалы.
- Простое управление. Отсутствие электронной начинки позволяет работать на станке после вводного курса обучения.
Источник
Технические характеристики и возможности вертикально-сверлильного станка 2А135
Вертикально-сверлильный станок модели 2А135 успешно используется многими современными специалистами по металлообработке, но немногие из них знают, что выпуск данного оборудования Стерлитамакский станкостроительный завод прекратил еще в 1965 году. Конечно, на смену станку 2А135 пришли усовершенствованные, более современные модели, но, несмотря на это, он и по сей день пользуется большой популярностью.

Внешний вид станка 2А135 60-х годов выпуска (нажмите для увеличения)
Где применяется станок 2А135
Станок 2А135, относящийся к категории универсального вертикально-сверлильного оборудования, применяют не только для сверления отверстий, но и для эффективного выполнения ряда других технологических операций:
- рассверливания;
- развертывания;
- зенкерования;
- нарезания внутренней резьбы;
- подрезки краев деталей (для этого используются специальные инструменты).
На данном вертикально-сверлильном станке из-за небольших габаритов его рабочего стола могут обрабатываться заготовки относительно небольших размеров. Технические возможности станка 2А135 позволяют обрабатывать на нем заготовки из чугуна, различных сортов стали и цветных металлов. В качестве режущего инструмента при работе на таком станке можно использовать стандартные сверла, резьбонарезные метчики и специальный инструмент для обработки краев деталей (снятие фасок).
Типы работ, выполняемых на станке
Среди технических особенностей, которыми отличается станок 2А135, следует выделить следующие.
- Коробка скоростей позволяет выполнять их регулировку по 9 ступеням. Скорость вращения шпинделя, которую обеспечивает такая коробка, может варьироваться в интервале 68–110 об/мин.
- На этом вертикально-сверлильном станке можно сверлить отверстия диаметром до 50 мм.
- Управление станком осуществляется полностью в ручном режиме, для данного оборудования не предусмотрена возможность установки автоматизированных управляющих систем.
- В конструкции станка есть реверсивное устройство, дающее возможность шпинделю вращаться в разных направлениях. Такая техническая особенность позволяет использовать на вертикально-сверлильном станке 2А135 машинные метчики для нарезания резьбы.

Обработка заготовки на сверлильном станке 2А135
При обработке твердых материалов на данном станке понадобятся твердосплавные режущие инструменты. Учитывая не слишком высокую мощность оборудования, обработку таких материалов следует выполнять на невысоких оборотах вращения режущего инструмента.
Вертикально-сверлильный станок модели 2А135 можно оснащать дополнительными механизмами и приспособлениями, что дает возможность использовать его для оснащения предприятий, выпускающих свою продукцию крупными сериями.
Технические характеристики станка 2А135
Ниже можно ознакомиться с основными характеристиками вертикально-сверлильного станка 2А135.
Ниже вы можете бесплатно скачать техническую документацию по станку 2А135, а именно паспорт станка или руководство по эксплуатации.
Конструктивные особенности модели
На момент, когда рассматриваемый станок был запущен в производство, в его конструкции было реализовано несколько технологических инноваций, что лучшим образом отразилось на его технических характеристиках. Однако наиболее примечательной характеристикой данного устройства, благодаря которой оно и сегодня пользуется большой популярностью, является надежность.
Устройство сверлильного станка 2А135
Несущими элементами вертикально-сверлильного станка модели 2А135 являются массивная опорная плита и вертикальная колонна. Для придания конструкции жесткости, массивности и невосприимчивости к вибрационным нагрузкам используются чугунные элементы.
Шпиндельная головка станка смонтирована на вертикальной несущей колонне, на которой также располагаются приводной электродвигатель и механизм, отвечающий за переключение передач. Несмотря на то, что вертикально-сверлильный станок данной модели сложно назвать современным, все его конструктивные элементы и органы управления расположены эргономично, благодаря чему на нем очень удобно работать.
Среди конструктивных особенностей вертикально-сверлильного станка модели 2А135 стоит выделить следующие.
- Подача режущего инструмента после его быстрого подвода к поверхности детали включается автоматически. Автоматическое выключение подачи происходит тогда, когда инструмент достиг требуемой глубины сверления.
- Автоматическое выключение подачи инструмента при достижении им требуемой глубины сверления возможно благодаря специальному механизму останова с упором, выполняющему в том числе и защитные функции (предохранение инструмента от поломок при критических нагрузках).
- Для обеспечения высокой точности и плавности работы шпиндель станка 2А135 закрепляется в опорах с прецизионными подшипниками.
- Согласно руководству по эксплуатации, приводные шкивы клиноременной передачи можно менять и тем самым устанавливать такие пределы скорости вращения шпинделя, которые оптимально подходят для решения определенной технологической задачи.
- Включение и выключение подач может выполняться тем же штурвальным устройством, которое отвечает за быстрое перемещение шпинделя. Это позволяет сократить время на выполнение вспомогательных операций.
- Стол станка, на котором фиксируется заготовка, может перемещаться в горизонтальной плоскости. Это перемещение можно задать и в процессе выполнения обработки, без выключения устройства.
Принцип действия отдельных узлов и агрегатов станка
Позиционирование режущего инструмента относительно обрабатываемой детали и быстрый ход шпинделя осуществляются за счет основного движения, совершаемого рабочей головкой в вертикальном направлении. Менять положение детали можно также за счет движения рабочего стола, совершаемого им в горизонтальной плоскости. Характеристики вертикально-сверлильного станка 2А135, как и любого другого оборудования, определяются особенностями кинематической схемы.
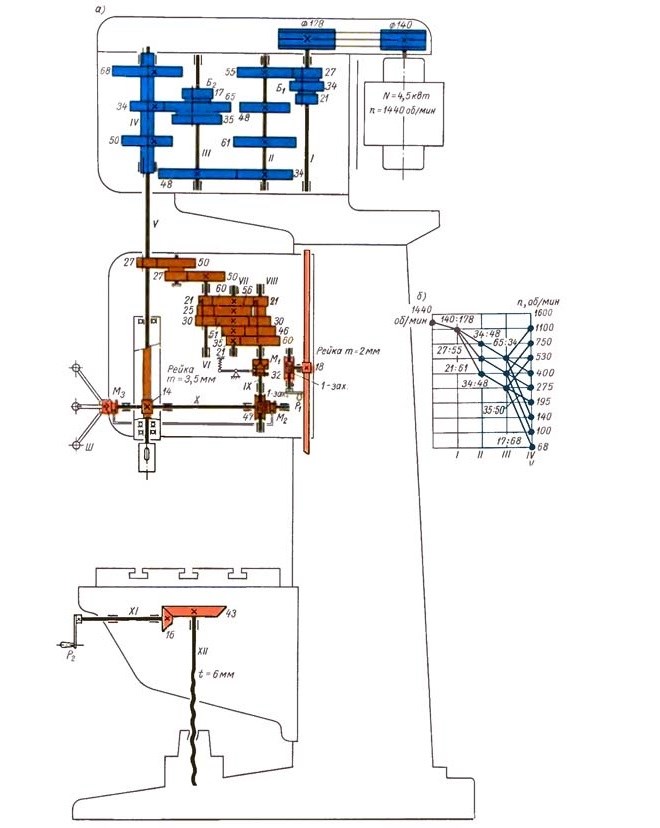
Кинематическая схема вертикально-сверлильного станка модели 2А135
За вращение шпиндельной головки отвечает электрический двигатель, мощность которого составляет 4,5 кВт. Передача крутящего момента от электродвигателя, изменение параметров вращения сверлильной головки осуществляются за счет коробки передач и элементов клиноременной передачи. Максимальная скорость вращения шпинделя, обеспечиваемая данными элементами кинематической схемы, может достигать 1070 об/мин.
Электрическая схема станка
Согласно паспорту станка, при работе на нем можно выбрать одну из 12 рабочих подач. Поскольку две из них идентичны по своим параметрам, то фактически их всего 11. За изменение их параметров отвечает специальная коробка, которая через ряд зубчатых передач и предохранительную муфту приводится в действие от шпинделя установки. Для управления движением подач используются штурвальный механизм и специальная рукоятка, позволяющая изменять параметры такого движения.
Коробка подач и коробка скоростей вертикального сверлильного станка 2А135
Рассмотрим конструктивные особенности основных узлов вертикально-сверлильного станка данной модели.
- Коробку передач станка составляют 4 вала с расположенными на них подвижными блоками зубчатых колес, что позволяет регулировать скорость вращения шпиндельного узла оборудования по 9 ступеням.
- В приводе коробки подач предусмотрена кулачковая муфта, которая защищает элементы узла от поломок в случае критических нагрузок. Этот конструктивный элемент необходим также для того, чтобы автоматически отключать подачи при работе по упорам.
- В электрической схеме существует защита от короткого замыкания, имеется специальный кронштейн, при помощи которого оборудование подключается к заземляющему контуру.
- В конструкции станка не предусмотрен механизм для быстрой остановки электродвигателя, что является одним из недостатков устройства. Чтобы выполнить такую остановку, рукоятку коробки скоростей необходимо перевести в нейтральное среднее положение.
Технические возможности устройства
Вертикально-сверлильный станок данной модели отличается относительно небольшими габаритами (124х81х250 см), но достаточной массой (1300 кг) для того, чтобы была обеспечена его устойчивость при установке и использовании.
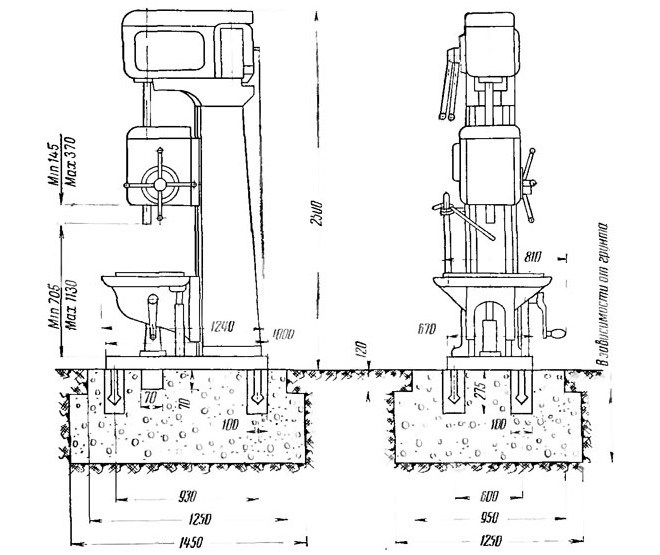
Установочные размеры и схема фундамента
Габариты деталей, которые могут быть обработаны на таком станке, определяются следующими характеристиками оборудования. Расстояние от торца шпиндельного узла до поверхности рабочего стола варьируется в пределах 0–750 мм, при этом шпиндельный узел может находиться от плиты-основания на расстоянии 705–1130 мм. Вылет станка (расстояние от оси шпиндельного узла до направляющих стойки оборудования) составляет 300 мм, а размеры рабочего стола – 450х500 мм.
Для обеспечения фиксации заготовки на поверхности рабочего стола предусмотрены три Т-образных паза. Как говорилось выше, он может перемещаться в горизонтальной плоскости (максимальная величина такого перемещения составляет 325 мм).
Согласно паспорту станка 2А135, данное оборудование характеризуется следующими параметрами.
- Величина максимального перемещения салазок шпинделя – 200 мм.
- Величина максимального хода шпинделя – 225 мм.
- Скорость вращения шпиндельного узла может варьироваться от 68 до 110 об/мин.
- Количество возможных скоростей вращения – 9.
- Крутящий момент не может превышать значение 400 кгм.
- Конусное посадочное отверстие в шпиндельном узле соответствует стандарту Морзе 4.
- Подача шпинделя за один поворот узла может варьироваться в интервале 0,115–1,6 мм. При этом, как уже говорилось, можно выбрать одну из 11 вертикальных подач.
- Усилие, создаваемое шпиндельным узлом при выполнении подачи, не может превышать 1600 кг.
Источник

-
Уже зарегистрированы? Войти
-
Регистрация
Изменение в правилах «Опознайки»
Один объект для опознания — одна тема.
Запрещается размещать групповые фотографии или несколько разных объектов для опознания.
Информация о файле
Универсальный вертикально-сверлильный станок 2А135 пользуется большой популярностью у многих специалистов, владельцев ремонтных цехов и небольших серийных или единичных производств. Предшественник вертикально-сверлильного станка 2А135 была модель 2135.

Содержание:
- 1 Сведения о производителе
- 2 Назначение и область применения
- 3 Достоинства и недостатки
- 4 Внешний вид
- 5 Особенности конструкции
- 5.1 Коробка подач и скоростей
- 5.2 Шпиндель
- 6 Габаритные размеры
- 6.1 Размеры фундамента
- 7 Существующие аналоги
- 8 Расположение и перечень составных частей
- 9 Принцип работы
- 10 Кинематическая схема
- 11 Регулировка и наладка
- 11.1 Схема охлаждения
- 11.2 Схема смазки
- 12 Паспорт
- 13 Электрооборудование
- 13.1 Электрическая схема
- 14 Как выглядит коробка скоростей вертикально-сверлильного станка 2А135, видео
Сведения о производителе
Производителем вертикально-сверлильного станка 2А135 являются Стерлитамакский станкостроительный завод и Завод «КиргизКабельМаш» г. Фрунзе.
Сегодня же Стерлитамакский станкостроительный завод занимается выпуском токарных и фрезерных станков с ЧПУ, и другое оборудование по металлообработке, среди которого мощные обрабатывающие центры.
Назначение и область применения
Вертикально-сверлильный станок 2А135 предназначен для сверления отверстий в деталях из металла, пластмассы, дерева и других материалов. Он может быть использован в различных отраслях, единичном и мелкосерийном производстве.
Кроме того, вертикально-сверлильный станок 2А135 может легко выполнять следующие операции:
- зенкерование;
- развертывание;
- нарезания резьб метчиком;
- зенкование;
- рассверливание;
- подрезание торцов ножами.

Применение вертикально-сверлильного станка 2А135 позволяет повысить эффективность производства, сократить время изготовления деталей и обеспечить высокую точность работы. вертикально-сверлильный станок 2А135 обладает высокой производительностью, что позволяет выполнять различные задачи по обработке быстро и качественно.
Можно обрабатывать различные детали в широком диапазоне размеров и различных материалов. Таким образом, вертикально-сверлильный станок 2А135 является универсальным оборудованием, которое широко применяется в разного рода отраслях промышленности.
Достоинства и недостатки
Вертикально-сверлильный станок 2А135, как и любое оборудование, имеет свои достоинства и недостатки.
- Высокая производительность и точность сверления отверстий.
- Возможность сверления отверстий в деталях больших и малых размеров.
- Удобство использования и обслуживания.
- Простота конструкции вертикально-сверлильного станка 2А135.
- Прочная и надежная конструкция, простота и дешевизна обслуживания.
- Наличие защитных систем, обеспечивающих безопасность оператора.
- Универсальность и широкий спектр применения.
- Доступная цена.
Недостатки:
- Данная модель морально устарела
- Так, как вертикально-сверлильный станок 2А135 проектировался довольно-таки давно, трудно от него ждать эргономичности.
Таким образом, вертикально-сверлильный станок 2А135 имеет ряд преимуществ и ограничений, которые следует учитывать при выборе данного типа оборудования для производственных нужд.
Внешний вид

Особенности конструкции
Вертикально-сверлильный станок 2А135 имеет ряд технических и конструкционных особенностей, а именно:
- На вертикально-сверлильном станке 2А135 есть возможность осуществлять регулировку оборотов шпинделя от 68 до 1100 оборотов в минуту, благодаря девятискоростной коробке скоростей.
- Благодаря коробке подач, которая имеет 11 скоростей на вертикально-сверлильном станке 2А135 есть возможность регулировать подачу от 0, 115 до 1,6 миллиметров на оборот.
- На вертикально-сверлильном станке 2А135 при ручном управлении циклами сверления предусмотрена механическая подача шпинделя.
- На нем можно нарезать резьбу метчиком благодаря наличию у электродвигателя реверса. Нарезать резьбу можно только на ручной подаче шпинделя.
- Наличие механизма останова с упором который перемещается вдоль колонны и позволяет установить необходимую глубину сверления.
- Вертикально-сверлильный станок 2А135 имеет очень жесткую конструкцию, очень мощный привод, все его механизмы отличаются особой прочностью. Все это позволяет применять на станке твердосплавные инструменты.
- Для различных технологических задач есть возможность смены приводных шкивов передачи.
Таким образом, вертикально-сверлильный станок 2А135 имеет прочную и надежную конструкцию, оснащенную различными элементами и системами, которые обеспечивают высокую производительность и точность сверления.
Коробка подач и скоростей

Шпиндель

Габаритные размеры

Размеры фундамента

I – В зависимости от того, какой грунт в месте, где будет стоять станок определяется глубина фундамента.
II – Для винта подъема.
Существующие аналоги
На рынке существует множество аналогов сверлильного станка 2А135, которые могут иметь различные характеристики и функциональные возможности. Рассмотрим несколько наиболее популярных.
- Сверлильный станок 2Н135 — это аналог 2А135, который имеет похожие характеристики и функциональные возможности. Отличие заключается в том, что станок 2Н135 оснащен гидравлическим приводом, что обеспечивает более высокую скорость сверления и удобство в эксплуатации.
- Сверлильный станок 2М112 — это универсальный станок, который может использоваться для сверления отверстий различной формы и размера, а также для фрезерования, нарезания резьбы и других видов обработки металла.
- Сверлильный станок УГМ 50 — это станок, который имеет более широкий диапазон сверлильных возможностей, чем модель 2А135. Он позволяет сверлить отверстия до 50 мм в диаметре, а также имеет возможность сверления под углом.
- Сверлильный станок АСМ 110 — это станок, который имеет более высокую производительность, чем 2А135, благодаря применению усиленной конструкции и мощного электродвигателя. Он также имеет возможность сверления под углом и фрезерования.
Выбор конкретного аналога вертикально-сверлильного станка 2А135 зависит от требований и задач производства, а также от бюджета, который может быть выделен на приобретение оборудования.
Расположение и перечень составных частей

Принцип работы
Принцип работы вертикально-сверлильного станка 2А135 основан на превращении энергии, полученной от электродвигателя, в механическую энергию для вращения шпиндели, которая в свою очередь сверлит отверстия в деталях.
Перед началом работы на стол вертикально-сверлильного станка 2А135 устанавливают заготовку и фиксируют ее с помощью тисков. Потом выбирают необходимый диаметр сверла, после чего включают и регулируют скорость вращения шпиндели, выбирая оптимальный режим для конкретной задачи. Сверло фиксируется в шпинделе при помощи патрона.
Вертикально-сверлильный станок 2А135 имеет механическую систему подачи сверла, которая позволяет регулировать скорость подачи и глубину сверления. Также он оснащен системой охлаждения, которая предотвращает перегрев режущего инструмента, увеличивает срок его службы и повышает точность обработки.
После окончания работы оператор выключает вертикально-сверлильный станок 2А135 и снимает готовую деталь
Кинематическая схема

Регулировка и наладка
Особой регулировки вертикально-сверлильный станок 2А135 не требует, необходима небольшая подготовка. Рассмотрим основные этапы:
- Вертикально-сверлильный станок 2А135 нужно установить на рабочее место, где он будет находится постоянно, он должен надежно опирается на заранее подготовленный фундамент или площадку без покачиваний.
- Рабочее место вертикально-сверлильного станка 2А135 должно быть чистым, все что может мешать работе должно быть убрано.
- В соответствии с технической документацией в вертикально-сверлильный станок 2А135 необходимо залить масло и смазку указанной марки. Этот момент очень важен и его необходимо проверить.
- Подключить к сети и проверить вертикально-сверлильный станок 2А135 работу подачи и выставить необходимое для работы число оборотов шпинделя.
- Проверка системы автоматической защиты. Необходимо убедиться в работоспособности системы автоматической остановки при возникновении аварийной ситуации.
- Необходимо убедиться в исправности и надежности электропроводки и наличии заземления.
- Если необходимо, то настроить систему охлаждения. Необходимо установить оптимальный поток охлаждающей жидкости, чтобы предотвратить перегрев сверла и детали.
- При необходимости можно проверить точность сверления, не бьет ли шпиндель. Для этого необходимо провести несколько тестовых сверлений и проверить точность сверления и качество поверхности отверстий.
- Если необходимо выполнить сверление или нарезание резьбы вручную, то есть возможность отключить механическую подачу, для этого следует отжать от себя кулачек, который расположен в центре крестового штурвала.
- Для натягивания или послабления ремней необходимо покрутить натяжной винт, он перемещает кронштейн с закрепленным на нем электродвигателем тем самым натягивая или послабляя ремни.
Все работы по регулировке и наладке вертикально-сверлильного станка 2А135 должны производиться только квалифицированными специалистами, которые имеют достаточный опыт и знания в области металлообработки и обслуживания оборудования.
Схема охлаждения

Схема смазки
Очень важно перед запуском вертикально-сверлильного станка 2А135 заполнить масляный емкости, на схеме они указаны как Р и Р1, маслом до необходимого уровня.
На вертикально-сверлильном станке 2А135 имеется маслоуказатель, по нем необходимо проверять уровень масла. Это необходимо делать до пуска и после того, как он поработает минут 10-15.
Обязательно смазать все точки указанные на схеме смазки, это можно сделать при помощи шприца-масленки. После того как машина проработает 3-5 минуты вы должны увидеть масло в контрольных глазках шпиндельной бабки П1 и коробки скоростей У. Замните, что во время всей эксплуатации необходимо проверять уровень масла.

Паспорт
Руководство по эксплуатации или паспорт вертикально-сверлильного станка 2А135 можно скачать бесплатно. Архив два файла формата WinDjView и формата PDF.
Электрооборудование
Электрооборудование вертикально-сверлильного станка 2А135 включает в себя:
- Электродвигатель главного привода, который осуществляет вращение шпинделя и обеспечивает его рабочую скорость.
- Электрическая панель, которая содержит различные элементы управления, реле, предохранители, трансформаторы и другие компоненты электрооборудования.
- Электрические цепи и провода, которые обеспечивают передачу электрического сигнала между элементами управления и исполнительными механизмами.
- Система охлаждения, которая также включает в себя компоненты электрооборудования, например, вентиляторы и насосы для подачи охлаждающей жидкости.
- Еще может входить устройства ЧПУ, которые позволяют программировать и управлять работой. В конструкцию устройств входят контроллер, панель оператора, приводы движения осей, датчики и другое оборудование.
Электрическая схема
Если необходимо включить правое вращение двигателя, то рукоятку включения поворачиваем в положение «Вправо», в этом случае цепь магнитного пускателя КЛ разрывается и включается цепь КП.
Если необходимо включить левое вращение двигателя, то рукоятку включения поворачиваем в положение «Влево», в этом случае цепь магнитного пускателя КП разрывается и включается цепь КЛ.
Если включен автоматический реверс, то все происходит как в пунктах выше, но при этом участвует кулачек автоматического реверса.
Важно помнить, что когда осуществляется ручное управление, то рукоятку нужно дожимать до самого конца, до упора.

Кроме того, вертикально-сверлильный станок 2А135 может также содержать дополнительное электрооборудование, например:
- Система автоматической смены инструмента, которая включает в себя электромеханические устройства для смены режущих инструментов, а также датчики и приводы, обеспечивающие точную и надежную работу системы.
- Система измерения инструмента, которая может использоваться для измерения размеров и геометрических параметров режущих инструментов и обеспечения точности обработки.
- Система контроля положения инструмента, которая может использоваться для точного определения положения инструмента и контроля его движения в процессе обработки.
- Система защиты от аварий, которая включает в себя различные датчики, предохранители и реле для обеспечения безопасности оператора и оборудования в случае аварийных ситуаций.
Как выглядит коробка скоростей вертикально-сверлильного станка 2А135, видео
СОВНАРХОЗ БАШКИРСКОГО ЭКОНОМИЧЕСКОГО АДМИНИСТРАТИВНОГО РАЙОНА СТЕРЛИТАМАКСКИЙ ОРДЕНА ЛЕНИНА СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД ИМЕНИ ЛЕНИНА сЛ 0^ УНИВЕРСАЛЬНЫЙ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК МОДЕЛЬ 2А135 Chlomaker.ru ОПИСАНИЕ И РУ НО ВОДСТВО ПО ОБСЛУЖИВАНИЮ ГОСИНТИ МОСКВА : 9 й О
chipmaker.ru НАЗНАЧЕНИЕ Вертикально-сверлильный станок модель 2А135 (p’ic. 1) предназначен для работы в ре- монтных, инструментальных и производствен- ных цехах с мелкосерийным выпуском продук- ции. Оснащенный приспособлениями станок мо- жет применяться в массовом производстве. Станок обеспечивает полную избиратель- ность нормативных режимов резания для диа- метров до 35 мм при сверлении, рассверливг!- нии, зенковании, зенкеровании и частично раз- вертывании, а также нарезании резьбы благо- даря наличию электрореверса и допускает использование режущего инстрх мента, покры- того твердым сплавом. Рис. 1. Схема транспортировки станка 1
chipmaker.ru РАСПАКОВКА И ТРАНСПОРТИРОВКА СТАНКА При распаковке станка надо следить за тем, чтобы не повредить станок распаковоч- ным инструментом, для чего вначале сни- мается верхний щит упаковочного ящика, а затем боковые щиты. Применять лом при распаковке станка не рекомендуется, так как можно повредить вы- ступающие части станка. Транспортировку станка в распакованном виде надо производить пеньковым канатом согласно схеме, приведенной на рис. 1. При транспортировке необходимо следить за тем, чтобы не помять канатом выступающие части станка. Соприкосновение каната с острыми углами не допускается. Примечание: При транспорти- ровке станка в горизонтальном положе- нии противовес шпинделя демонтирован и подлежит установке на станок при его монтаже у потребителя. ФУНДАМЕНТ СТАНКА. МОНТАЖ И УСТАНОВКА Chipmaker.ru Фундамент (рис. 2) должен выстояться и окрепнуть до установки станка. Пустоты и трещины в затвердевшем фундаменте не до- пускаются. При кладке фундамента необходи- Зсииз стопа Рис. 2. Фундамент и установка станка 2
chipmaker.ru мо предусмотреть четыре колодца сечением 100'100 и глубиной 275 мм для фундамент- ных болтов. Точность работы станка в значительной мере зависит от правильности установки. Выверка станка на фундаменте произво- дится при помощи чувствительного уровня (0.01; 0,02 мл! на 1 м длины). После установки и выверки станка на фун- даменте колодцы под фундаментные болты за- ливают цементным раствором, а после его за- твердевания затягивают гайки фундаментных болтов. При наличии железобетонного пола устройство специального фундамента необя- зательно. ПОДГОТОВКА СТАНКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ Антикоррозионное покрытие станка, нане- сенное на время перевозки, а также пыль и грязь смывают чистыми хлопчатобумажными концами, смоченными керосином. Очищенные поверхности насухо вытирают и слегка смазы- вают маслом. При чистке станка разборка его частей не рекомендуется; очистка поверхности металли- ческими предметами и наждачной бумагой не допускается. После очистки заливают масло в корпус коробки скоростей и кронштейна, для чего требуется 10,5 л индустриального масла марки 20 (веретенное 3) ГОСТ 1707—51. Мес- та заливки и смазки станка указаны в разде- ле «Смазка станка». В фундаментную плиту заливают охлаж- дающую жидкость. После подключения стан- ка к сети производят его опробование на хо- лостом ходу, на самых низких оборотах шпин- деля при выключенной подаче. Затем после- довательно проверяют работу станка на всех скоростях шпинделя и подач, начиная с самых низких, а также работу насоса. ТЕХНИЧЕСКАЯ характеристика Условный диаметр сверления в стали сь=50—60 кг/мм2, мм . Наибольшее усилие подачи, кг Допустимый Мкр на шпинделе, кгсм ........................... Мощность электродвигателя при 2780 об/мин, кет . Конус Морзе № Вылет шпинделя, мм Ход шпинделя, мм Ход салазок шпинделя, мм Число ступеней оборотов шпинделя Диапазон чисел оборотов шпинде- ля в минуту . . . . Величины чисел оборотов шпинделя Число ступеней подач Диапазон подач, мм]об . Величины подач, мм]об . 35 1600 4000 —4Д— 4 300 225 200 9 68—1100 68—100—140— —195—275—400— —530—750—1100 11 0,115—1,6 0,115; 0,15; 0,2; 0,25; 0,32; 0,43; 0,57; 0,725; 0,96; 1,22; 1,6 Электрический реверс . . ручной и автома- тический Ход стола, мм...................325 Рабочая поверхность стола, мм 450X500 Расстояние от торца шпинделя, мм: до стола .... 0—750 до фундаментной плиты . 705—ИЗО Охлаждение.......................от электронасо- са производитель- ностью 22 л!мин Род тока........................трехфазный, пере- менный Напряжение, в...................380 Пусковое устройство . . . рукояткой через магнитный пуска- тель Габаритные размеры, мм: высота . 2500 ширина .... . 810 длина . 1240 Вес, кг . 1300 Chipmaker.ru * *
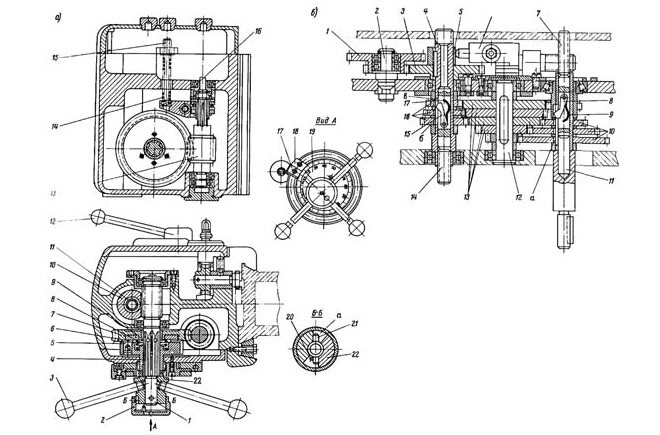
chipmaker.ru ОПИСАНИЕ СТАНКА Станок модели 2А135 состоит из следую- щих узлов: колонны со столом и плитой, ко- робки скоростей, кронштейна, коробки подач, шпинделя, электрооборудования и узла охлаждения. На фундаментную плиту устанавливается колонна; на верхнем конце ее крепится короб- ка скоростей с подставкой. По направляющим колонны перемещаются стол и кронштейн. Коробка скоростей Коробка скоростей (рис. 3) приводится от вертикально расположенного электродвигате- ля, через клиноременную передачу. Электро- двигатель укреплен на кронштейне, который служит одновременно для натяжения ремней. Зажим кронштейна после натяжения ремней осуществляется четырьмя болтами на нижней плоскости кронштейна. Коробка скоростей реи осуществляется при помощи вилок, управ- ляемых двумя рукоятками, расположенными на левой стенке корпуса коробки. Выходной вал коробки скоростей представ- ляет собой полую гильзу, шлицевое соедине- нение которой передает вращение шпинделю станка. 1 Рис. 3. Коробка скоростей представляет собой чугунный корпус, внутри которого расположены шестеренчатый редук- тор шпинделя и механизм переключения ско- ростей. Девять ступеней оборотов шпинделя осуществляется передвижением двух тройных блоков шестерен 2 и 3 Переключение шесте- Смазка механизма коробки скоростей осу- ществляется от специального насоса, располо- женного под кожухом 1. Корпус коробки ско- ростей крепится на специальной чугунной под- ставке, внутри которой расположен масляный бак. 4
chipmaker.ru Коробка подач Коробка подач (рис. 4) установлена в кор- пусе механизма подач. Привод коробки подач осуществляется от шестерни 5, сидящей непо ними шпонками. Вытяжные шпонки управ- ляются рукоятками 1 и 2, помещенными на левой крышке кронштейна. На конце вали- Рис. 4. Коробка подач средственно на шлицах шпинделя и зацеп- ляющейся с двойной шестерней 4, сидящей на оси. Шестерня 4 передает вращение посред- ством шестерни 6 двойному конусу 3 с вытяж- ка 7 имеется муфта с торцовыми кулачками, сцепленная с муфтой, сидящей на червячном валу механизма подач. Механизм подач Корпус механизма подач представляет со- бой жесткую чугунную отливку, внутри кото- рой размещены механизм подач, шпиндель и . оробка подач. Механизм подач (рис. 5) приводится ко- робкой подач через муфту 15, служащую для выключения механической подачи от кулач- ка 18, установленного на лимбе 17. Эта же муфта играет роль предохранительного устройства при перегрузке. С помощью вин- та 14 и пружины 13 муфту настраивают на выключение (прощелкивание) при усилии по- дачи, на 10% превышающем номинальное, т. е. при усилии 1800 кг. Выключение механи 5
chipmaker.ru ческой подачи в любой момент можно произ- вести вращением штурвала 1 по часовой стрелке. Для настройки глубины сверления конец сверла доводят вручную до контакта с де- талью, а край кулачка 18 совмещают с деле- На обойме сидит двусторонний храповой диск 6, связанный с обоймой пружинными собачками 5. При смещении обой ты зубцы диска входят в зацепление с зубцами второго диска 8, прикрепленного к червячному коле- су 7. Рис. 5. Механизм подач нием 1имба 17, соответствующим глубине сверления. Принцип работы механизма подач заклю- чается в следующем: вращая штурвал 1 про- тив часовой стрелки, поворачивают соединен- ную с ним муфту на 20° относительно вала. Угол 20° ограничивается прорезью на муфте и штифтом 20. При этом зубцы муфты 21 благодаря ско- су сдвигают обойму 4 в осевом направлении и, входя торцом на торец зубцов обоймы, фиксируют это смещение. 6 Так как цепь замкнута торцами зубнов муфты 21 и обоймы 4, вращение червячного колеса 7 передается на ват 3. При дальней- шем вращении штурвала /, при включенной подаче, собачки 5, сидящие в обойме 4. про- скакивают по зубцам внутренней стороны ди- ска 6, и таким образом производится ру чное опережение механической подачи. При выключении ручной подачи штурва- лом 1, повернув его вправо по часовой стрел- ке на 20е относительно вала 3, зуб муфты 21 ставят против впадины обоймы 4.
chipmaker.ru Обойма 4, вследствие осевой силы, возни кающей благодаря наклону зубцов дисков 6 и 8 специачьной пружины 9, смещается впра- во и расцепляет диск. Механическая подача прекращается. Механизм подач допускает р\чную подачу шпинделя штурвалом, через реечную шестерню 11 горизонтального вала 3 и гитьзу шпинделя 10, для чего необходимо выключить штурвалом 1 механическую пода- чу, а затем кольцо 2 переместить вдоль оси вала 3 от себя, причем штифт 22 блокирует штифт 20. Таким образом, вращение штурвала ' передается непосредственно на горизонталь- ный вал 3. Так как при выключении подачи кулачком 18 через муфту 15 на червяке 16 го- ризонтальный вал 3' не освобождается, вра- щающийся инструмент не отходит от детали и производит зачистку обрабатываемой поверх- ности, что особенно важно .при подрезных ра- ботах. При наличии электрореверса, управляемо- го как вручную, так и автоматически, можно производить нарезание резьбы при ручном подводе и отводе метчика. По достижении требуемой глубины нарез- ки, в случае ручного управления реверсом, рукояткой 12 переключают направление вра- щения шпинделя и выводят метчик. Для автоматического реверса глубину на- резки настраивают кулачком 19, который по достижении глубины нарезки производит пе- реключение. При нарезании резьбы следует применять предохранительный патрон. Кронштейн можно легко перемещать по направляющим колонны вручную кривошип- ной рукояткой, благодаря наличию червячной реечной пары. При перемещении кронштейна по направляющим клин кронштейна должен быть предварительно отжат. Зажим и отжим кронштейна в любом положении производят клином при помощи ключа. Работа на станке должна производиться после полного зажа- тия всех болтов клина кронштейна. Смазка механизма подачи и коробки подач производится от специального насоса. \ста- новленного в коробке подач. Шпиндель Шпиндель 2 (рис. 6) регулируется в осе- вом направлении подтяжкой гайки 1 через окно, расположенное на лобовой части крон- штейна. Осевые усилия подачи воспринимаются \ порным подшипником 3. Шпиндель уравновешивается грузом, по- мещенным в колонне станка. Смазка подшипников шпинделя произво- дится фитилем из полости коробки подач. По- дача пасла должна составлять одну каплю в MIIHVTV. Рис. 6. Шпиндель
chipmaker.ru ОПИСАНИЕ КИНЕМАТИЧЕСКОЙ СХЕМЫ СТАНКА Кинематическая схема (рис. 7) служит для осуществления двух основных движений: вра- щательного движения шпинделя и вертикаль- ного перемещения (подачи) гильзы со шпик делем. Механизмы станка получают движение от Рис. 7. Кинематическая схема 8
chipmaker.ru :ндивидуального .электродвигателя посредст- вом клиноременной передачи через шкивы 100 и 185 мм. К типовой ремень типа \Н>00, ГОСТ : 284—57 Шкив 0 185 мм сидит на первом валу ко- робки скоростей, на котором находится но .вижной тройной блок шестерен 3, 7 и 8, пере- дающий вращение второму валу через не юдвижно укрепленные на нем шестерни /, 2 । 13. Второй вал свя <ан с третьим через ше- стерни 4 и 14. Скользящий по третьему вал' ">лок из трех шестерен 5, 9 и 11 через шестер- 1и 6, 10 и 12 передает вращение четвертому а ту, который представляет собой пустотелую . ильзу, по шлицевому отверстию которой сво- '>отно перемещается шлицевой конец шпин теля. Механизм подач получает движение по ц-дующей схеме; от шестерни 15, сидящей на ш шцевой части шпинделя, через шестерни 16, 17 и 18 вращение передается пустотелому ва- :ик\, на котором свободно вращаются шес- срни 19, 20 и 21. постоянно сцепленные с шестернями 22, 23 и 24. Шестерни 22, 24, 25 и 2Ь постоянно сцеплены с шестернями 27, 28, 29 и 30, свободно вращающимися на втором полом валике. Внутри обоих пустотелых валиков переме- щаются вытяжные шпонки, блокирующие шестерни 19, 20, 21, 27, 28. 29. 30, благодаря чему получается 12 подач, из которых 11 различные. От второго пустотелого валика че- рез кулачковую муфту вращение передается червяку 40 и червячному колесу 42. сидящему на одном валу с шестерней 35, которая сцепле- на с рейкой 38. нарезанной непосредственно на гильзе шпинделя. Таким образом враща тельное движение всего механизма преобра зуется в поступательное движение шпинделя. Шпиндель может перемещаться и от руки при помощи сидящего на горизонтальном ва- лу штурвала. На горизонтальном валу сидит шестерня 34. сцепленная с шестерней внутрен- него зацепления 33 на лимбе установки глу- бины сверления. Подъем кронштейна осуществляется вра- щением рукоятки через червяк 41, червячную шестерню 32 и реечную шестерню 31, сцеп- ляющуюся с рейкой 39, укрепленной на ко- лонне станка. Подъем стола производится вращением рукоятки через конические шестерни 36. 37, винт 43 и гайку 44. ЭЛЕКТРООБОРУДОВАНИЕ СТАНКА Chipmaker.ru Электрооборудование станка состоит и след' ющи.х узлов: 1. Трехфазного асинхронного коротко амкнутого электродвигателя типа А42-2 мощ- ностью 4,5 кет, служащего для вращения шпинделя и рабочей подачи инструмента. 2. Электронасоса ПД-22 мощностью (1.125 кет. 3. Пусковой и защитной аппаратуры, встроенной в нишу колонны станка. 4 Командной аппаратуры, состоящей из трех микропереключателей, управляемых от рукоятки. 5. Коммутационных проводов, идущих в основном по внутренним полостям колонны. На станке можно производить как сверле- ние с автоматическим выключением подачи по окончании сверления, так и нарезание резьбы с автоматическим или ручным реверсирова- нием вращения инструмента. Перестройка производится перестановкой лимбе. кулачка па Описание электросхемы (Рис. 8) I Включением вводного пакетного выклю- чателя (ВПВ) 4 подается напряжение на пусковую и командную аппаратуру; пакет- ыи выключатель насоса (ВПН) 11 служит тля включения и выключения насоса охлажде ния. 2. В исходном (среднем) положении ру- коятки контакты а и б микропереключате- ля 10 разомкнуты, цепь управления обесто- чена. 3. Для пуска станка рукоятка управления переводится вниз, контакты а и б и контак- 9
о Рис. 8. Электросхема станка 1 — элек родвигатель А42-2; 2 — тепловое Пеле РТ-1; 3 — предохранители ПР-60, НЕ-27; 4 — вводный выключатель ВП-25, 5 — выключатель освеще- ния ВТ-1; 6 — лампа освещения; 7 — понижающий трансформатор ТПБ-50; 8, 9 и 10 — микропереключатели МП-1; // — выключатель электпонасоса ВПЗ-10; /2—электронасос ПД-22: КП и КЛ—магнитные пускатели ААПКО-Ш
chipmaker.ru
chipmaker.ru ты б и г микропереключателя 9 замыкаются, включается пускатель КП, включающий элек- тродвигатель 1. Если станок был налажен для сверления, то по окончании обработки, в зависимости от настройки, происходит выклю- чение подачи без выключения вращения. От- вод шпинделя производится вручную. 4. Если станок был настроен для нарезки резьбы, то по окончании нарезания кулачок, укрепленный на лимбе, через специальный механизм воздействует на микропереключа- тель 8, контакты которого бив размыкаются, и отключается пускатель КП; контакты б и д замыкаются, в результате чего включается реверсивный пускатель КЛ. Двигатель реверсируется, метчик выверты- вается из изделия. При выводе метчика кон- такты б и д размыкаются, но пускатель КЛ питается через блок-контакты д и е. 5. Для следующей операции необходимо рукоятку дожать в положение «вправо», вследствие чего выключается пускатель КЛ и включается пускатель КП. 6. В любой момент станок можно выклю- чить, переводя рукоятку в среднее положение и реверсировать двигатель вручную перево- дом рукоятки вверх. Защита 1. Схемой предусмотрена защита от корот- ких замыканий, от перегрузки и нулевая за- щита. 2. Кронштейн заземлен дополнительной жилой Станок должен быть заземлен, для чего имеется специальный болт. 3. Уход за электрооборудованием должен производиться согласно типовым инструкци- ям. Указания по эксплуатации и обслуживанию электрооборудования станка Переключение скоростей и подач на ходу не допускается и производится только после остановки мотора. Сроки чистки обмотки электродвигателя зависят от условий среды, в которой работает станок (наличие в помещении пыли, и т. д.), и определяются по нормам для каждого слу- чая в отдельности, но не реже одного раза в 6 месяцев. Все контактные соединения на электроаппаратуре должны быть плотными и свободными от окиси, для чего следует не ре- же одного раза в месяц производить осмотр, зачистку и подтяжку контактов. Контакты магнитного пускателя должны быть свобод- ными от смазки. Если контакты аппаратов.по- темнели от нагрева или на поверхности обра- зовались капельки меди, то поверхность слег- ка запиливается бархатным напильником. Не- обходимо помнить, что чистку и ремонт сле- дует производить только после отключения станка от сети. СМАЗКА СТАНКА Масло, применяемое для смазки, должно быть чистым, бескислотным, не должно со- держать воды и твердых частиц. Рекомендует- ся употреблять индустриальное масло марки «20» (веретенное «3»), ГОСТ 1707—51. Механизмы коробки скоростей смазывают- ся от специального насоса, подающего масло из масляного резервуара в подставке коробки скоростей. При работе станка масло, подавае- мое насосом, разбрызгивается зубчатыми ко- лесами на все рабочие поверхности коробки скоростей. Шестерни коробки подач и механизма по- дач с называются от насоса, установленного в коробке подач и подающего масло из нижней полости корпуса кронштейна. Направляющие колонны, поверхность стакана и шлицевая часть шпинделя смазываются ежедневно. Для заливки масла в коробку скоростей требуется 6,5 л, в кронштейн — 4 л. Замену масла следует производить первый раз после 12—15 дней, второй раз после 20—25 дней, за- тем каждые 3 месяца. При смене масла механизмы следует про- мыть чистым керосином. Перед заливкой мас- ло следует профильтровать. Для заливки мас- ла в коробку скоростей необходимо снять кожух 1 (см. рис. 3). В процессе работы необходимо слепить за работой маслонасосов коробки скоростей и подач, а также за смазкой подшипников шпинделя. 11
chipmaker.ru Рис. 9. Схема смазки станка Chipmaker.ru Спецификация к схеме смазки станка Обозначе- ние на рис. 9 Элемешы механизма, подлежащие смазке Наименование смазочных устройств Режим смазки или смена масла Марка смазочного » материала по ГОСТУ 1 Смазка валика подъема стола 1 раз в неделю; масленка Солидол УС-2 О Цапфа винта подъема 1 раз в неделю Индустриальное 45 3 Контроль смазки подшипников шпиндетя — — 4 Уровень масла коробки скоростей 5 Смазка подшипников и шестерен коробки скоростей Постоянная циркуляцион- ная от насоса Индустриальное 20 6 Смазка подшипников электродвигателя 1 раз в 6 месяцев Солидол УС-2 7 Слив масла из коробки скоростей — 8 Резервуар, для масла коробки скоростей
chipmaker.ru 0 Смазка подшипников и шестерен коробки подач Постоянная циркуляцион- ная от насоса Индустриальное 20 10 Контроль смазки коробки подач — • 11 Резервуар для масла кронштейна - 12 У ровень масла в кронштейне — 13 Слив .масла из кронштейна — 14 Смазка винта подъема сгола 1 раз в неделю по верху Индустриальное 20 15 Смазка подшипников электронасоса 1 раз в месяц Солидол УС-2 марки 20 (веретенное 3) ГОСТ 1707 -51 с кинематической вязкостью при 50°С в пре 1033 -51 с температурой каплепалевия 75°С. 1707—51 с кинематической вязкостью при 50°С в пре- Индустриальное масло делах 17—21 сст. Солидол УС-2 (солидол Л) ГОСТ Индустриальное масло марки 45 (машинное С) ГОСТ телах 38-52 сст. СПЕЦИФИКАЦИЯ подшипников КАЧЕНИЯ | № по рис. 10 Наименование Обозначение 1 Размер Количество ! Класс 1 Шарикоподшипник радиальный 710 50x80'Jl 2 Н 2 Шарикоподшипник упорный одинарный 8210 40x78 <22 1 н 3 Шарикоподшипник радиальный 205 ' 25X52X15 4 н 4 Шарикоподшипник радиальный 202 / 15 35 <11 4 н 5 Шарикоподшипник радиальный 306 4-^30x72x19 3 н 6 Шарикоподшипник радиальный 213 (, 65x120X23 1 н 7 Шарикоподшипник радиальный 307 ’ 35X80X21 3 н 8 Шарикоподшипник радиальный 214 1 70X125X25 1 н 9 Роликоподшипник конический 7206 1 3'Х62Х17.5 1 н 10 Шарикоподшипник радиальный 206 " 30X62X16 2 н 11 Роликоподшипник кинический 7204 20X45X15,5 1 н 12 Шарикоподшипник упорный одинарный 8107К |1 35x52X12 1 II 13 Шарикоподш ипник упорный одинарный 82С6К ' J 30Х52Х 16 1 н 14 Шарикоподшипник радиальный 208 40X 80X18 1 н 15 Шарикоподшипник радиальный 207 А- 35x72X17 1 н Рис. 10. Схема расположения подшипникин 13
chipmaker.ru регулировка и наладка станка После установки станка на рабочем месте, очистки, заливки масла и смазки, подключе- ния к электрической сети, проверки работы на всех оборотах и подачах станок не требует никакой регулировки. Наладка станка заклю- чается в установке стола и кронштейна в не- обходимые для работы положения и зажиме клина кронштейна, а также установке чисел оборотов и подачи. Зазоры в подшипниках шпинделя выби- рают через окно на передней стенке кронштей- на, закрытое крышкой. Для этого необходимо шпиндель повернуть в такое положение, что- бы винт р*егулировочной гайки находился в окне, затем, ослабив винт, подтянуть гайку и вновь зажать винт. Глубину сверления устанавливают при по- мощи лимба следующим образом (см. рис. 5): вращая крестовой штурвал против часовой стрелки, опускают шпиндель до соприкоснове- ния с обрабатываемой деталью. Отвертывают винт выключения подачи кулачка 18 и кулач- ка 19, поворачивают штурвал до совпадения края кулачка 18 с делением лимба, соответ ствующим глубине сверления, и вновь затя- гивают винты. При этом деление на лимбе соответствует полной глубине сверления, включая конусную часть заточки сверла. Кулачок 19 служит для настройки автома- тического реверсирования направления шпин- деля при нарезании резьбы. Установку этого кулачка производят аналогично установке кулачка выключения механической подачи. При этом кулачок выключения подачи от- водится назад на 10 мм. Перемена направления вращения шпин деля производится реверсированием электро- двигателя. Колпачок с накаткой, расположенный в центре крестового штурвала, служит для вы- ключения механической подачи при необходи- мости производить сверление или нарезание с ручной подачей. Для включения ручной пода- чи колпачок следует отжать от себя до от- каза. Натяжение ремней производится переме- щением кронштейна с установленным на нем электродвигателем при помощи натяжных винтов, расположенных на задней стенке ко- робки скоростей. Для регулировки пружины предохранительной муфты, выключающей по- дачу при перегрузке, служит специальный винт с внутренним шестигранным отверстием, расположенный под колпачком верхней крыш- ки кронштейна. Нормально пружина отрегу- лирована так, чтобы выключать подачу при осевом усилии, превышающем номинальное усилие подачи на 10%, т. е. при усилии 1800 кг СПЕЦИФИКАЦИЯ принадлежностей, входящих в комплект и цену станка с Обозначение це- на !ие №№ : № ГОСТ завод- ской № Наименование Коли ство изде/ Размер Примечание 1 ОСТ-447 ИЗО-2 Втулка переходная короткая ] Конус Мор- зе № 4/3 к шпинделю 2 ОСТ-447 ИЗО-2 Втулка переходная короткая I Конус Мор- зе № 4/2 к шпинделю 3 ОСТ-447 ИзО 2 Втулка переходная короткая I Конус Мор зе № 3/1 к шпинделю 4 ГОСТ 3025—45 ИЗО 1 Клин Морзе № 4 I к шпиндель» 5 ГОСТ 3025—45 И.30-1 Клин Морзе м 3 ] к шпинделю 6 ГОСТ 3035- 45 ИЗО 1 Клин Морзе № 1-2 I к шпинделю 7 И23-10 Ключ для вин;ов с внутренним шестигранником I S 6X8 к лимбу 8 И23-10 Ключ для гинтов с внутренним шестигранником I S 10 12 к крышке 9 ГОСТ 3839 54 Ключ гаечный двусторс нний I S= 17'^19 к мотору 10 ГОСТ 2839 -54 Ключ гаечный двусторонний I S=22 27 стол кронштей- на 11 ГОСТ 5423 54 Отвертка тип Б I 150 0,5 12 ГОСТ 8522- 57 Патрон сверлильный для сверления до 15 мм I 13 ГОСТ 2682 14 Оправка для сверлильного патрона 3 26 к патрону ГОСТ 85J2' 57
chipmaker.ru а?5А3 ------•» H2i Гис. 19. Шайба Т. О. 40Х-М48 Рис. 23. Эксцентрик Т. О. 15-ТЭ45 - 0,0 Б5 Рис. 21. Пружина насоса L длина в свободном состоянии. После навивки отпустить при t 250е — 320 № ии <А1е цификации № Детали D. им 1, мм d. мм L мм 15 А351201 4 1,6 0,25 20 16 \3.">Г2О2 8 3 1 60 Рис. 24. Собачка Т. О. 15-В42 14
chipmaker.ru Рис 25. Шеиерня Рис. 26. Червячное колесо а под штифт цилиндрический 8X22 К14-1 b — три отверстия М8 Модуль Число зубьев I Н О 2 Угол зацепления 2и- 45 Класс точности по ГОСТ 1643—40 III 90 Работает с деталью А353220 Модуль 3,5 Число зубьев 47 Угол наклона зубьев 3-53'16" Угол профитя в осевом сечении червяка 20 Направление винтовой линии червяка правое Класс точности по ГОСТ 3675—47 II Работает с шталыо Л353105
chipmaker.ru НОРМЫ ТОЧНОСТИ И МЕТОДЫ проверки Проверка Ai I (ГОСТ проверка № 2) Плоскостность рабочей поверхности •тола (см рис. 27) К рабочей поверхности стола по различным направлениям провероч- ной гранью прикладывается линейка Щупом измеряется просвет между нижней гранью линейки и поверхно- стью стола Допуск 0,1 мм на длине (ООП «« (только в сторону вогнутости) Проверка Л« 2 Перпендикулярность рабочей поверх чости стола к напр (вляющим ко- лонны (см рис. 28) На рабочей поверхности стола уста- навливается рамный уровень Второй уровень прикладывается к направляющим колонны. Проверка производится в крайнем верхнем и нижнем положениях стола а) в продольной плоскости б) в поперечной плоскости Погрешность определяется алгебра- ической разностью показаний уров шей Допуск U,05 мм на длине i'JU и и (отклонение передней часть стола только вверх) 0,03 м.м на длине 300 и.м Проверка № 3 (ГОСТ проверка № 4) Радиальное биение конуса шпин- деля (cv рис. 29) В отверстие шпинделя плотно вставляется цилиндрическая оправ- ка. Индикатор устанавливается так, чтобы его мерительный штифт касал- ся поверхности очравки. Шпиндель приводится во вращение Допуск 0,05 мм на длине ЗОН мм Проверка М 4 (ГОСТ проверка № 6) Перпендикулярность оси шпинделя л рабочей поверхности стола (см. рис. 30) В отверстие шпинделя вставляется жесткая оправка На оправке укреп- ляется индикатор так, чтобы его ме- рительный штифт касался верхней грани линейки, установленной на с голе: а) в продольной плоскости б) в поперечной плоскости Погрешность определяется разно- стью показаний индикаторов в точ- ках а и 01, или в и Bi, отнесенной к диаметру окружности, описанной штифтом индикатора Проверка производится при край- нем верхнем и нижнем положениях стола Допуск, мм: а) 0,1 на диаметр 300 мм (нижний конец шпинделя может откло- няться только к колонне) б) 0,06 на диаметре 300 ,и.« 21
chipmaker.ru 22
chipmaker.ru Проверка № 5 (1 ОСТ проверка j\° 7) Параллельность оси шпиндели по направлению перемещения гильзы (см рис 31) 'низ. проверки з >чер от- я по двум диа- м обра- нделя В отверстие шпинделя плотно Доп\^(Г 0,05 мм на длине 300 мм (в вставляется цилиндрическая оправка. протонной плоскости нижний конец Индикатор устанавливается так, что- щитделя может отклоняться только бц его мерительный штифт касался к колонне) образующей оправки, лежащей: а) в ’“продольной плоскости б) в поперечной плоскости Гильза перемещается вверх ij. В каждом разде ---------- клонения произвол метрально противоп зующим (при повороте li 180°) Погрешность определяется 7 арифметической результатов замеров в данной плоскости Проверка № 6 (ГОСТ проверка № 8) Перпендикулярность оси нагружен ного шпинделя к рабочей поверхно тти стола (см. рис. 32) на ней Шпиндель нагружается в осевом Допуск, м направлении усилием, равным усилим? подач . (1600 кг) Ветичина прикладываемой нагруз- ки измеряется динамометром. Рам- ным1 уровнем проверяется перпенди- кулярность осн шпинделя к поверх- ности стола: а) в продольной плоскости; б) в поперечной плоскости Погрешность определяется алгеб- раической разностью показаний уров ней в данной плоскости Проверка производится при сред- них положениях стола, шпиндельной бабки и шпинделя
chipmaker.ru рсфср Башсовнархоз Упра вление машиностроения ПАСПОРТ Инвентарным сверлильного станка № 32 - * ’d' Т и п 1 Вер гикально-сверлпл ь- ный станок Год выпуска Завод Завод-изготови- тель З-д им. Ленина г. Стерлитамак Время пуска станка в эксплуатацию Цет Модель 2А135 iz 1 Класс точности | Место установки • Заводской Станок особо пригоден или приспособлен Вес станка 1300 кг Габарит: длина 1240 мм, ширина Я10 д/и; высота 2500 мм Основные данные Г \Chipmaker.ru Основные размеры Шпиндель Число шпинделей 1 Выключающие упоры ег ть Расстояние между осями шпинделей, мм Наименьшее Автоматическое выключение на Наибольшее деля Наибольший диаметр сверления 35 мм Длина линейки для измерения глубины сверления Расстояние в мм от оси шпинделя (вылет оси шпик 1еля в .мл/) до станины Наимень- шее 11аиболь- шее Перемещение на отно деление линейки, мм — — Быстрое перемещение, m{jhuh вертикальных направляющих — 300 Перемещение на о шо деление лимба, мм 1 Расстояние в мм от торца шпинделя ДО стола 0 750 Перемещение на один оборот тимба 2'25 « плиты 705 ИЗО 24
chipmaker.ru ттг Шпиндель Конус: система Морзе № 4 Наружный диаметр, мм 60С3 Наибольшее перемещение шпинделя, мм от руки 225 механически 225 Бабка (салазки) шпинделя Быстрое перемещение, мм Вертикаль- ное — Горизон- тальное — Наибольший угол поворота, в гра тусах * Поворот на одно деление шкалы — Предохранение от перегрузки меха- низма подач есть — Блокировка рукоятки Бабка (салазок) шпинделя Наибольшее переме- щение бабки (салазок) шпинделя, мм Горизон- тальное От руки механи- чески Верти- кальное от руки 200 механи- чески Стол и плита Наибольшее переме- щение стола (в м.и) от реки, механически Вертикальное 325 Продольное — Поперечное Наибольший угол поворота стола, в гра- дусах вокруг колонки горизонтальной оси стола — Эскиз стола (см рис. 2; Траверса Расстояние в мм от ниж- него края тра- версы до стола плиты Перемещение траверсы от руки меха- нически, мм Выключающие упоры — Быстрое перемещение . м мин Наибольший угол поворота вокруг вертикальной оси, в градусах Поворот на одно деление шкалы Наибольший угол поворота вокруг горизонтальной оси, в градусах Поворот на одно деление шкалы Chipmaker.ru 25
chipmaker.ru Принадлежности и приспособления Для закрепления изделия Для настройки и охлаждения станка Тиски специальные Тип Ширина губок, мм Расход губок, мм Вес, кг Насос охлаждающей жидкости Тип ПД-22 Производительность, .г мин — —— — — Специальные ключи 11атрош>1 Тип Диаметр зажимов Вес, кг С ьемные рукоятки Тля перемещения стола и кронштейна наибольший наименьший Кулач ковые 4* 3, — — 2* Для специальных работ Предохранительный патрон для нарезания резьбы нет Для закрепления инструмента Иагрины специаль- ные г атрон 15 ГОСТ 8522-57 Реверсивная головка для нарезания резьбы нет V/lipdnkd К ПпТрОНу О ZO ГОСТ 2682—44 Многошпиндельная сверли 1ьная головка (число шпинделей) Перечень материалов (описание, инструкции и т. д.) к станку Привод Рол привода Индивидуальный электродвигатель Число оборотов в минуту Контрпривод приемного шкива станка — Электродвигатели Ремни и цепи На тначениг Привод Охлаждение Местонахождение Коробка скоростей Колонна, стол, плита Число оборотов в минуту Нормальные раз- меры ремней, це- пей (№ стандарта, завод-пзготовп- тель) Ремень кли- новой ГОСТ 1284 57 А 1000 Цепь мото- циклетная ГОСТ 3609 -52 тип П-№21. 1150 1 1 2 1 1 2 1 i 2 2870 2800 Мощность, кеш 4,5 0,1 Число рядов (рем- ней, прокладок, пластин) 3 1 Инвентарный № Матерна 1 ремень прорезинен нын сталь 26
chipmaker.ru ПОДШИПНИКИ ШНИНДелЯ Муфты фрикционные Тип Передний шариковый Задний шариковый J порный Местонахождение Тип Основные размеры, ММ 50 80 11; № 710 „н“ 50 80 11 № 710 „и“ 50 78 22 № 8210 „н“ Размеры поверх- ности трения, мм Наименьший диаметр Наибольший диаметр Ширина — Материал Сталь Сталь Сталь Число поверхностей трения Материал поверхностей трения Гидравлические механизмы Общие ведения Основные размеры Насоса Мотора или цилиндра Тип Модель Диаметр статора цилиндра окружностей, уплот <яю- щих выступов, мм Завод-изготови- тель ji его^место- нахождение Число оборотов в минуту Диаметр роликов или высота ползунка, мм Производитель- ность, Л, At ин Ширина ролика, ползунка, мм Тавтение, ат Толщина лопастей, .и.и Основные размеры насоса мотора или цилиндра Угол наклона лопасти диска, в градусах Эксцентриситет пли модуль, мм Сорт мзс^а и вязкость Ширина лопасти, зуб колеса, мм Число лопастей, поршень- ков. зтбьев Рабочая температура масла, в градусах Изменения в станке К»№ н.п. Дата Привод станка №№ пп. Дата Механизм главно- го движения №№ пп. Дата Механизм потач Капитальный ремонт Дата Подпись
chipmaker.ru Кинематическая схема (см. рис. 7) Спецификация зубчатых и червячных колес, червяков, винтов и гаек Узел Коробка скоростей №№ по схеме 1 2 3 4 5 6 7 8 9 10 И 12 13 14 54 Число зубьев или захо- дов 61 55 21 28 3 17 68 34 27 65 34 35 50 48 Модуль или шаг винта, мм 3 3 3 3,5 3,5 3 3 3 3 3,5 3,5 3 3 Угол подъема винтовой линии 15 Ширина обода или дли- на гайки, мм 14 14 16 15 24 22 14 14 16 16 18 18 14 Материал Сталь 45 Термическая обработка 45-ТВЧ-45 Твердость, Rc 45—50 Узел Коробка подач №№ по схеме 15 16 17 18 19 20 21 22 Число зубцов или захо- дов 27 50 27 50 21 25 30 60 Модуль или шаг винта, мм 2 2 2 2 2 2 2 2 Угол подъема винтовой липни Ширина обида или дли- на гайки, мм 16 10 10 10 10 10 10 12 Материал Сталь 45 Сталь 40Х Сталь 45 Термическая обработка 45-ТВЧ-45 40Х-М48 45-ТВЧ-45 Твердость, Rc Узел 45 45-50 45 Коробка подач №№ по схеме 23 24 25 26 27 28 29 3U Число зубьев или захо- дов 56 51 35 21 21 30 46 60 Модуль или шаг винта, мм 2 2 2 2 2 2 2 2 Угол подъема винтовом линии Ширина обода или дли- на гайки, мм 12 12 12 12 10 10 10 10 Материал Сталь 45 Сталь 4бХ Термическая обрабонса 4а-ТВЧ-45 40Х-М48 Твердость, Ri 45 45—50 Узел Механизм подач №№ по схеме 33 34 35 38 40 42 Число зубьев или захо- дов 45 28 14 рейка однозаходо- вая 47 Модуль пли шаг винта, мм 2 2 3,5 3,5 3,5 3,5 Угол подъема винтовой линии 3°53'16" Ширина обода пли дли- на гайки, мм 12 15 90 10 80 40 Материал Чугун модиф. Ст. 45 ст. 40 X Ст. 45 Ст 45 чугун моднф. Термическая обработка Твердость ТВЧ-45 ТВЧ 50 45-У 45 ТВЧ-4О Нв=170 -241 Rc=45—50 Rc 50 Нв- 220 25 0 Rc 45 Нв=170—241 28
chipmaker.ru У Зе Л Механизм подач V°№ по схеме 31 32 36 37 39 41 43 44 Число зубьев или заходов 18 32 43 16 Рейка Однозахо- довая ВИНТ гайка Модуль или шаг винта, мм 2 2 3,5 3.5 2 2 6 6 Угол подъема винтовой линии 4°23'56" 8°55' 6 55' Ширина обода или длина гайки, мм 12 20 23 35 14 50 90 .Материал Ст. 45 чугун модиф. СЧ. 32 Ст. 45 Ст. 45 СТ-45 Ст. 45 СЧ. 32 Термическая обработка 45У 45У Твердость, Нв 2 20—250 170-241 Механик 160 -229 а станка 179—207 179-207 220- 250 179-207 160—224 МЕХАНИЗМ ГЛАВНОГО ДВИЖЕНИЯ №№ cryiicneii Положение рукояток, ремня Число оборотов шли н де л я в ми н у ту Наибольший допу- стимый крутящий момент на шпинде- ле, кгм Мощность на шпинделе, кет КПД Наиболее слабое звено Обозначение рукояток, ремня прямое вра- щение обратное вращение по приводу по наиболее слабому звену 1 ч i Л й 4 i‘ 68 68 40 3,64 5,85 0,81 шестерня l 17; ш 3,5 2 100 100 40 3,64 5,85 0.8’ ремень 3 140 140 40 3,64 5,85 0,81 ремень 4 195 195 40 3.64 5,85 0.81 ремень 5 275 275 40 3,64 5,85 0,81 ремень 6 400 400 40 3,64 5,85 0,81 ремень 7 530 530 40 3,64 5,85 ОД 1 ремень 8 750 750 40 3,64 5,85 0,81 ремень 9 1100 1100 40 3.64 5,85 0,81 ремень Механизм подач №№ ступеней Положение рукояток, ремня или сменных зубчатых колес Подача за 1 оборот шпинделя, мм №№ ступеней Положение рукояток, ремня или сменных зубчатых колес Подача за 1 оборот шпинделя, мм (об «значение рукояток, ремня или сменных зубчатых колес) (обозначение рукояток, ремня или сменных зубчатых колес) 1 0,115 9 о,96 2 0,15 10 1,22 .3 0,20 11 1,60 4 0,25 5 0,32 6 0,43 7 0,57 8 0,42 29
chipmaker.ru Рис. 33 Спецификация управления Позиции на рис. 33 Наименование и назначение Позиции на рис. 33 Наименование и назначение 1 Рукоятки переключения скоростей 7 Возврат теплового реле охлаждения 2 Рукоятки переключения передач 8 Возврат теплового реле главного движения 3 Рукоятка электроуправления 9 Включение охлаждения 4 Кулачки автоматического реверса и выключе- ния подачи 10 Выключатель местного освещения 5 Крестовый штурвал 11 Включение в сеть 6 Кран выключения и охлаждения 12 Рукоятка подъема стола и кронштейна 30
chipmaker.ru СОДЕРЖАНИЕ Стр. Назначение .........................................................1 Распаковка и транспортировка станка 2 'фундамент станка, монтаж и установка . . . . — Подготовка станка к первоначальному пуску . 3 Техническая характеристика . — Описание станка . . 4 Описание кинематической схемы станка . 8 Электрооборудование станка 9 Смазка станка..................... . .11 Спецификация подшипников качения . . 13 Регулировка и наладка станка ... 14 Спецификация принадлежностей, входящих в комплект и цену станка — Спецификация чертежей запасных деталей . 15 Нормы точности и методы проверки . . . . .21 Паспорт сверлильного станка ........................................ 24 Chioniaker.ru
chipmaker.ru ГОСИНТИ № 902 Т-04748—18/IV-1960 г. 3,28 п. л. 6000 экз. Зак. 4546 ГОСИНТИ. Москва, ул. Димитрова, 33/13, г. Калинин. Областная типография.
Вертикально-сверлильные станки 2А135 в большинстве своем использовались в мелкосерийном производстве или на предприятиях, занимающихся ремонтом и восстановлением крупных агрегатов и машин. Завод станочного оборудования города Стерлитамак прекратил выпуск данной модели станков 1965 году.
Несмотря на это, вертикально-сверлильные станки 2А135 до сих пор в строю. 
Заводская маркировка и обозначение
На основании буквенно-цифрового индекса, расшифровать маркировку станка можно так:
- 2 – группа – сверлильные станки;
- А – прошедший модернизацию;
- 1 – тип – одношпиндельное исполнение;
- 35 – параметр, характеризующий станок – максимальный диаметр отверстия в стали 35 мм.
Краткое описание
Конструктивно предусмотрена механическая подача инструмента на станке. Это положительно сказывается на производительности, а управление не вызывает сложностей. Глубина обработки контролируется визуально (шкала нониуса) или задается ограничителем перемещения. Выполняемые на вертикально-сверлильном станке 2А135 работы по обработке отверстий можно условно разделить по типу обработки:
- Черновая:
- сверление (глухие, сквозные);
- рассверливание;
- растачивание;
- Чистовая:
- зенкование;
- зенкерование;
- цекование;
- развертывание;
- развальцовывание;
- выглаживание;
- Нарезание резьбы (внутренняя).
Дооснащение дополнительными агрегатами и приспособлениями позволяло использовать станок в крупносерийном и массовом типах производства.

Технические характеристики
Технологические возможности и рабочие характеристики вертикально-сверлильного станка 2А135 показаны в параметрах конструктивного исполнения:
Основные данные
- точностной класс по ГОСТ 8-71 – Н (нормальный);
- максимальный получаемый размер отверстия, мм:
- сталь 45 – 35;
- чугун – 45;
- отстранение пиноли от направляющих колоны – 300 мм;
- высота от стола до торца вала, мм:
- наибольшее — 1130;
- наименьшее — 705.
Стол
- установочная плита ШхД – 450х500;
- ход стола по вертикали – 325;
- пазы Т-образные, количество – 3.
Шпиндельная бабка
- посадочный конус под инструмент в шпинделе – Морзе 4 по ГОСТу 24644-81;
- количество скоростей оборотов – 9;
- установочные скорости:
- 68 об/мин;
- 100 об/мин;
- 140 об/мин;
- 195 об/мин;
- 175 об/мин;
- 400об/мин;
- 530 об/мин;
- 750 об/мин;
- 1100 об/мин;
- количество подач – 11;
- их, регулируемый диапазон – 0,115-1,6 мм/об;
- мощность при резании на рабочей подаче, max – 1600 кг;
- момент крутящий — 4000 Н·м;
- длина перемещения шпинделя – 0,225 м;
- длина перемещения шпиндльной бабки – 0,2 м;
- принудительное торможение (динамическое) – есть.
Параметры электрических элементов
- питающий ток — трехфазный, переменный;
- мощность электрических двигателей:
- главного — 4500 Вт;
- станции сож (Х14-22М) — 125 Вт.
Габариты
- габаритные размеры станка, ДхШхВ — 1240х810х2500 мм;
- вес оборудования в сборе — 1,3 т.
Конструкция
Вертикально-сверлильный станок 2А135 в своей конструкции не имеет узлов повышенной сложности. Тем не менее, инновационные идеи того времени заложили такой запас прочности, что поражает до сих пор. 
- Опорная плита для стола;
- рабочий стол;
- шпиндельный узел;
- бабка шпиндельная или коробка скоростей;
- головка шпиндельная;
- электропривод;
- штурвал;
- стойка (станина);
- рукоятка подъема и опускания рабочего стола.
Устройство узлов
Основную нагрузку вертикально-сверлильный станок 2А135 воспринимает колонной и плитой. Но благодаря корпусному исполнению и большой массе нагрузки и вибрации гасятся, а жесткость увеличивается.
Шпиндель
Шпиндельный узел – жесткая конструкция, поэтому для повышения точности обработки в нем установлены прецизионные подшипники. Его конструкция позволяет выполнять следующие действия:
- включение подвода после произведения быстрого подвода (автоматически);
- отключение подвода по достижению установленной глубины обработки;
- ручное перемещение осуществляется штурвалом;
- штурвал оборудован устройством автоматического включения привода.

Охлаждение
Система охлаждения инструмента и обрабатываемой детали аналогична тем, которые установлены на других вертикально-сверлильных станках. Емкостью является внутренняя полость установочной плиты. На ней смонтирована помпа, а по корпусу идет разводка трубопроводов с кранами, регулирующими подачу СОЖ.

Коробка скоростей и подач
Совмещенная коробка скоростей и подач образует все рабочие движения станка. Основное, главное движение – круговое вращение шпинделя с рабочим инструментом. Вращение от электрического двигателя посредством ременной передачи переходит в коробку. На шпинделе вращение с заданной скоростью образуется двум комплектам блоков шестерен. Вспомогательное движение – перемещение инструмента. Вращение снимается с вала, передающего вращение шпинделю. Выбор подачи и ее включение осуществляется муфтами. Согласно схеме возможны 12 скоростей движения, но из-за того, что две совмещены, в итоге получается 11.  Шпиндельная бабка имеет ручное перемещение для увеличения расстояния между плоскостью стола и торцем шпинделя. Это позволяет устанавливать габаритные детали. Вращение рукоятки приводит в движение шестерню, перемещающуюся по зубчатой рейке. Тем самым осуществляется перемещение шпиндельной бабки.
Шпиндельная бабка имеет ручное перемещение для увеличения расстояния между плоскостью стола и торцем шпинделя. Это позволяет устанавливать габаритные детали. Вращение рукоятки приводит в движение шестерню, перемещающуюся по зубчатой рейке. Тем самым осуществляется перемещение шпиндельной бабки.
Кинематика
Схема кинематики предусматривает организацию двух цепей движения:
- главное, основное движение – обороты режущего инструмента и шпинделя;
- второстепенное движение — рабочие перемещения инструмента во время обработки.

Электрооборудование
Электрическая схема показывает как производится управление отдельными рабочими органами на вертикально-сверлильном станке 2А135. Подача питания осуществляется включением пакетника 4. Командоаппарат кнопочный, с раздельным включением электродвигателей. Питание на освещение рабочей зоны взято с одной фазы и проходит через трансформатор. 
Паспортные данные
Перечень поставляемого инструмента и оборудования в комплекте станка, а также электрические и механические чертежи содержит паспорт на станок. Там же находятся требования к:
- монтажу;
- выверке;
- приемке.
На рисунке указаны размеры фундаментной подушки и установочные размеры.  Руководство по эксплуатации содержит сведения:
Руководство по эксплуатации содержит сведения:
- о точках смазки;
- периодичности осмотров и ремонтов;
- возникших неисправностях и вариантах их устранения;
- о перечне подшипников;
- о материалах, использующихся для изготовления и ремонта деталей, вышедших из строя.
Скачать паспорт (инструкцию по эксплуатации) вертикально-сверлильного станка 2А135
Достоинства и недостатки
На протяжении 50-ти лет вертикально-сверлильные станки 2А135 работают в цехах предприятий и в мастерских. Этому способствует заложенный советскими конструкторами запас прочности. Современные модели требуют дорогого ремонта уже по истечении 5-и лет активного использования. К достоинствам следует отнести:
- Длительный срок эксплуатирования.
- Стоимость. Покупка бывшего в употреблении оборудования, по сравнению с современными аналогами, стоит гораздо дешевле. При поломке стоимость деталей и их изготовление не высока. Доступные и недорогие материалы.
- Простое управление. Отсутствие электронной начинки позволяет работать на станке после вводного курса обучения.