-
Bookmarks
Quick Links
Chamber Furnace 1500 deg.c.
Operating Manual
Maximum working temperature 1500deg.c.
Suitable for quality control laboratory.
Ignition tests.
Coal sampling
Organic and inorganic fusion.
Chemical analysis.
Soil & Agrets Cement testing.
Glass blowing lab.
Research facilities in chemical lab
Ash fusion in different industrial laboratory.
Process Instrumentation & Engineering Co.
D-368 (1st. floor), Koelnagar, Rourkela- 769 014, Odisha
Email: pieco40@yahoo.com,
web: www.instrumentsprocess.net
instrumentsprocess@gmail.com
Content
P a g e
| 1
Summary of Contents for PIECO Chamber Furnace 1500 deg.c.
Наименование издания: Документация по эксплуатации печи
Выпуск издания: —
Год выпуска издания: —
Кол-во книг (папок): 1
Кол-во страниц: 48
Стоимость: Договорная
Описание:Документация частично не комплектна, отсутствуют страницы 22-27
Документация по эксплуатации печи
Содержание:
1. Информация о работе печи
Общее
Рабочий режим
Обозначение печи
Гарантии
Основные параметры печи
2. Инструкция по эксплуатации печи
Транспорт
Консервация и расконсервирование
Хранение печи
Монтаж печи
Установка термопар
Обслуживание печи
Контроль за работой печи
Смазка
Очистка
Документация по текущему ремонту камерной печи KS600/25 (КС600/25)
Общее
Правила по текущему ремонту
Проверка
Технический уход
Внутреннее пространство печи
Электрооборудование печи
Устройство для измерения температуры
Испытание изоляции
Ремонтные работы
Чертежи и схемы:
— Камерная печь KS600/25 (КС600/25) общий вид чертёж (035.135.184.0)
— Камерная печь KS600/25 (КС600/25) раскладка проводов, выдвижной блок схема (035.104.850)
— Камерная печь KS600/25 (КС600/25) схема электрическая (035.104.966.14)
— Камерная печь KS600/25 (КС600/25) схема электрическая монтажная (035.104.967.14)
— Камерная печь KS600/25 (КС600/25) чертёж (035.113.346/3)
KОНТУР KН-3А
Инфракрасно-конвекционная
камерная настольная печь
для поверхностного монтажа
Инструкция по
установке и эксплуатации
ООО “КОНТУР”
Санкт Петербург
2002 г.
1. Введение
Настольная камерная печь КН-3А
фирмы КОНТУР ориентирована на мало серийное производство и изготовление
опытных партий печатных плат. По техническим параметрам она реализует типовые
функции больших конвейерных машин и обеспечивает самое современное управление
технологическими процессами.
Под управлением микропроцессора в
термокамере осуществляются фазы предварительного разогрева и оплавления с
необходимой точностью во времени. Комбинация кварцевых (инфракрасных в видимом
диапазоне волн) излучателей и конвекционного метода (нагрева горячим воздухом)
обеспечивает как равномерность нагрева в течение всего процесса, так и скорость
нагрева на «пиковых» участках термопрофиля.
2. Технические данные
Питание однофазное
220-240В, 17А (мах)
Габариты 550
x 470 x 270 мм
Вес 15 кг
Максимальный размер платы 225 x 210 мм
Максимальная высота (просвет) 35 мм
3. Ввод в эксплуатацию
3.1. Распаковка и установка печи
Если упаковка содержит видимые
повреждения, немедленно уведомите перевозчика и поставщика.
Распакуйте печь и установите ее на горизонтальную
плоскость с прочным основанием и термоустойчивым покрытием.
Внимание! Во время работы печь может
нагреваться. Поэтому располагать ее следует на термопрочном основании, и на
достаточном расстоянии (>250 мм) от окружающих предметов для обеспечения
надлежащей вентиляции.
На задней стенке печи расположен
вытяжной вентилятор. Ни в коем случае не блокируйте его.
3.2. Электрические соединения
Проверьте соответствие сетевого
напряжения указанному на печи.
Убедитесь, что выключатель питания
находится в положении «отключено».
Подсоедините шнур от печи к сети
электропитания.
3.3. Техника безопасности
Температура рабочей зоны печи может
превышать 250°С. Не притрагивайтесь к разогретым поверхностям печи во время ее
работы.
Для целей визуального контроля в печи
имеется смотровое окно.
Используйте только оригинальные сменные и запасные части
поставщика; доверяйте их установку только специально обученному персоналу.
Перед снятием корпуса печи убедитесь, что шнур отключен от сети электропитания,
и что печь полностью остыла.
4. Функциональное описание
4.1. Пайка оплавлением
Процесс пайки оплавлением идентичен
для любой тиражности — от единиц до тысяч плат в день. По большому счету, он
включает три стадии (зоны): подогрев, оплавление и охлаждение. Но если в
конвейерной печи плата последовательно «физически» перемещается
сквозь зоны, то в камерной печи (каковой является и КН-3А) перемещение
сквозь зоны имитируется программированием температур и временных интервалов.
Во всех печах (кроме пайки в паровой
фазе) зоны нагрева управляемые. Более того, в любых печах программируемые
(задаваемые) значения температуры не являются действительными температурами
печатной платы. Отличие целевой температуры от фактической обусловлено способом
нагрева, конструкцией печи, размером, толщиной и типом материала печатной
платы; геометрией и отражающей способностью компонентов. По этой причине не
существует стандартных решений, пригодных для любых паяльных систем и условий
пайки: выбор, разработка и оптимизация техпроцесса является основной задачей
технолога.
Применение конвекционного нагрева
позволяет обеспечить теплопередачу с наибольшей равномерностью и минимизировать
зависимость температурного профиля от массы компонентов. Однако, в любом
случае подбор адекватного термопрофиля для конкретных условий пролегает через
эксперимент. Чтобы иметь информацию о реальной температуре платы в ходе
эксперимента, можно воспользоваться мультиметром с функцией измерения
температуры, термопара которого прикрепляется к печатной плате.
И так, процесс пайки в печи слагается
из этапов (зон). Температура платы с нанесенной паяльной пастой и
установленными компонентами должна плавно возрасти от комнатной и затем
стабилизироваться на уровне 130°С-160°С для активизации флюса. Эффективная
пайка осуществляется на температурах порядка 180°С-225°С. За оплавлением припоя
должно следовать довольно быстрое охлаждение (см. график).
4.2. Имитация зон в камерной печи
Если в конвейерной печи плата
последовательно перемещается сквозь зоны, то в камерной печи прохождение зон
имитируется программированием температур и временных интервалов. В печи КН-3А
следующие температуры и временные интервалы являются программируемыми:
Температура подогрева (ТП) Температура подогрева (зона активизации флюса,
входящего в состав паяльной пасты). На графике показано, что эта температура
должна быть стабильной на определенном временном интервале.
Время подогрева (ВП) Продолжительность нахождения печатной платы в зоне
предварительного нагрева (активизации флюса), начиная от момента достижения
температуры ТП.
Температура оплавления (ТО) Температура зоны оплавления (перехода припоя в
жидкое состояние)
Время оплавления (ВО) Продолжительность нахождения печатной платы в зоне
оплавления, начиная от момента достижения температуры ТО.
4.3. Печь КН-3А
На рисунке показаны:
·
камера нагрева с кварцевыми
излучателями
·
транспортер печатной платы
·
зона охлаждения вентилятором
·
вытяжной вентилятор на задней
стенке печи (не показан)
·
смотровое окно
·
клавиатура и дисплей
4.4. Удаление газообразных продуктов пайки
Печь следует располагать только в
местах, допускающих оперативное удаление дыма, образующегося в ходе пайки
(вытяжной шкаф). Непосредственное подключение к печи внешней системы
дымоудаления (вытяжки) возможно, при условии открытого воздухозабора.
5. Управление печью
5.1. Клавиатура
Печь КН-3А управляется микропроцессором, а инструкции
вводятся оператором с простейшей клавиатуры. Назначение клавиш (см. рисунок):
1 ВКЛ/ВЫКЛ включение/отключение питания печи
(на рисунке не показано)
2 НАГРЕВ включение/отключение нагрева
печи
3 СТАРТ/СТОП включение/остановка программы
заданного профиля
4 ® выбор
и коррекция профилей нагрева
5 ¬ выбор
и коррекция профилей нагрева
6 выбор
и коррекция профилей нагрева
7 ¯ выбор
и коррекция профилей нагрева
5.2. Индикаторы
Печь КН-3А выводит информацию на индикаторы.
Назначение индикаторов (см. рисунок):
8 Режим № программы и режим работы печи
9 Т° С Температура нагрева
10 TIME (cek) Время нагрева
11 1 Сильный нагрев
12 0 Общий нагрев
5.3. Включение и выключение
Сначала печь нужно включить сетевым тумблером, находящимся на
боковой стенке корпуса печи. По включении печь переходит в режим ОЖИДАНИЯ.
Свечение точек на индикаторе показывает подачу питания на печь. Нажатие клавиши
ВКЛ/НАГРЕВ переводит печь в состояние СТОП, на индикаторе
высветится номер используемой программы (профиля), активируется нагрев,
устанавливается стартовая температура ~100 °С,
светодиод 0 горит постоянно. Перед началом работы печь прогреваем в
течении 6 мин, запуская процесс без загрузки плат.
Выключение печи производится нажатием клавиши ВКЛ/НАГРЕВ и из
режима ОЖИДАНИЯ отключением сети ТУМБЛЕРОМ.
Внимание! Ни в коем случае не выключайте печь ТУМБЛЕРОМ в
процессе работы: нагревательные элементы потребляют ток до 17А, прерывание
которого может повлечь мощную искру внутри тумблера и, как следствие,
постепенное повреждение его контактных элементов.
5.4. Выбор существующей программы (профиля)
В системе имеются 10 программ с полным набором параметров для
наиболее распространенных приложений. Они включают температурные установки для
двух зон и соответствующую «скорость движения конвейера», имитируемую
в камерной печи продолжительностью нахождения платы в условиях этих зон.
Программы могут быть заданы пользователем.
Процедура выбора программы (профиля)
По включении печь переходит в режим
ОЖИДАНИЯ. Клавишами
¬ ® ¯
переводим печь в режим
установки программ и параметров, на индикаторе
РЕЖИМ мигает левый символ — номер программы работы печи. Правый символ в
состоянии
П (нижний — режим подогрева или верхний — режим
оплавления). На индикаторе
Т° С
и
ВРЕМЯ параметры номера программы. Клавишами
¯ выбираем номер программы от
0 до
9. Клавишей
СТАРТ/СТОП записываем в память
печи номер выбранной программы. Двойным нажатием клавиши
НАГРЕВ последовательно переводим печь в состояние
ОЖИДАНИЯ и в состояние
СТОП.
5.5. Запуск процесса
Поместите печатную плату на транспортер и переместите плату в
рабочую камеру, процесс начнется после нажатия клавиши СТАРТ/СТОП.
После этого индикатор будет отображать действительный процесс регулирования и
отслеживать температурный профиль под управлением микропроцессора. На
индикаторе отображаются значения относительных температур зон.
Процедура запуска программы (профиля)
После нажатия клавиши СТАРТ/СТОП, запускается режим ПОДОГРЕВА,
светодиод 1 зажигается и гаснет в зависимости от соблюдения печью
выбранного температурного профиля. На правом символе индикатора РЕЖИМ
зажигаются три нижних сегмента П. Индикатор ВРЕМЯ начинает
обратный отсчет времени в секундах от установленного времени до 0. На
индикаторе Т° С текущая
температура.
Далее включается ступень ОПЛАВЛЕНИЯ. На левом символе
индикатора РЕЖИМ но зажигаются три верхних сегмента П. Все
остальные индикаторы работают аналогично режиму ПОДОГРЕВА, но значения
соответствующие режиму ОПЛАВЛЕНИЯ. По окончании заданного времени печь
переходит в режим ОХЛАЖДЕНИЯ, через 60 секунд включается режим СТОП.
При досрочном нажатии клавиши СТАРТ/СТОП переход в режим СТОП
(для любой ступени нагрева).
Внимание! Мерцание света в камере (автоматическое
включение/выключение кварцевых излучателей) является естественным фактором
обеспечения заданного температурного профиля; непрерывное излучение кварцевых
ламп привело бы к росту температуры со слишком большой скоростью.
По завершении цикла пайки печатная плата переводится во внешний
отсек для окончательного охлаждения. Будьте осторожны, извлекая плату с
платоносителя: она может быть еще горячей, несмотря на результаты работы
вентилятора охлаждения.
5.6. Модификация профилей пользователем
Вход в состояние программирования режимов
осуществляется из состояния ОЖИДАНИЯ, клавишами ¬ ® ¯,
мигает один из символов индикатора РЕЖИМ. Выбираем нужную программу на
левом символе индикатора РЕЖИМ, затем выбираем режим работы печи на
правом символе индикатора РЕЖИМ. Три
нижних сегмента П — режим ПОДОГРЕВА, три верхних сегмента П
— режим ОПЛАВЛЕНИЯ. Кнопками ¬ ® выбираем на индикаторах T°C и ВРЕМЯ соответствующую цифру (мигание
символа) и устанавливаем необходимое ее значение кнопками ¯,
далее переходим к следующей и тд. Таким образом, устанавливаем необходимые
температуру и время в редактируемой программе, для её режимов нагрева. Запись
всех значений параметров программы в память печи — нажатием клавиши СТАРТ/СТОП при любом мигающем
символе П.
Нажатием клавиши НАГРЕВ переводим печь в состояние ОЖИДАНИЯ.
![]() «P»
«P»
— ПЛАВНОЕ НАРАСТАНИЕ (15 сек)
«N» —
МАКСИМАЛЬНЫЙ НАГРЕВ
«COND» —
РЕГУЛИРОВАНИЕ НА ЗАДАННОМ УРОВНЕ
5.7. Отображение установок
Текущие значения температуры и «скорости движения
конвейера» (продолжительности нахождения платы в зонах) отображаются на
индикаторе в зависимости от фазы.
В режиме отображения никакие установки не могут быть изменены.
Порядок изменения установок описан выше в п. 5.6.
5.8. Измерение температуры выносным термодатчиком
Для контактного измерения температуры паяных соединений на печатной
плате можно использовать дополнительный выносной термодатчик подключенный к
мультиметру с функцией измерения температуры. Такая возможность полезна на
этапе отработки технологического процесса, чтобы затем на этапе серийного производства
использовать заранее отработанный термопрофиль, а также для периодической его
поверки и протоколирования.
Термопара укрепляется (например, приклеивается термоустойчивым
скотчем или припаивается оловом) в критических точках печатной платы (например,
у компонентов с наибольшей теплоемкостью). Таким образом, в течение всего
процесса они «путешествуют» вместе с платой в камеру и обратно.
Показания датчика отображаются на дисплее мультиметра.
6. Диагностика и устранение неисправностей
6.1. Тестирование функции термодатчика
Если значения температуры с термодатчика не отображаются или
отображаются не верно, следует локализовать причину: проблема либо в термопаре,
либо в устройстве управления, к которой он подключен. Чтобы сделать вывод,
необходимо «закоротить» выводы термопары: если при этом на дисплее будет
индицироваться комнатная температура, то дело в термопаре; ее необходимо
заменить.
6.2. Неисправности силового блока — не горят все нижние лампы
Перегорела одна из нижних ламп
— найти перегоревшую лампу и заменить.
Нарушен контакт в патроне нижней
лампы — замерить общее сопротивление нижних ламп на колодке,
контакты 9 и 10. При высоком сопротивлении — зачистить контакты.
6.3. Замена кварцевых ламп
Вариант 1
1. Отсоедините шнур питания.
2. Снимите верхний кожух, закрывающий тепловую камеру.
3. Вывинтите винты с двух сторон и снимите верхнюю тепловую камеру.
4. Теперь у вас есть доступ ко всем восьми кварцевым лампам, которые
можно легко заменить.
Вариант 2
1. Отсоедините шнур питания.
2. Снимите верхний кожух, закрывающий тепловую камеру.
3. Выдвеньте платоноситель из камеры нагрева.
4. Через проем платоносителя, маленькой рукой одетой в тонкую х/б
перчатку (желательно девичьей), заменяются кварцевые лампы.
Совет: не прикасайтесь к стеклу кварцевых трубок обнаженной рукой,
поскольку это может сократить срок их службы.
7. Обслуживание
7.1. Общие рекомендации
Печь разработана с учетом предельного упрощения требований к
обслуживанию.
Чтобы обеспечить плавное перемещение транспортера, обеспечивайте
смазку его полозьев. Чистка рабочей термокамеры осуществляется при снятой
верхней части корпуса печи.
Внимание! Перед любыми профилактическими работами
отключите сетевой шнур электропитания.
7.2. Сменные и запасные части
Сменные и запасные части доступны в КОНТУР.
Используйте только оригинальные изделия изготовителя. Работы должны
выполняться только квалифицированным персоналом.
Функциональная схема соединений представлена в п. 8.1. руководства к
печи
КОНТУР КН-3А.
8. Приложения
8.1. Схема соединений
представлена на рисунке.
Информация об изделии и процессах представлена с максимальной
тщательностью специалистами фирмы КОНТУР. Тем не менее, фирма не может
поручиться за содержание оригинала данного руководства в плане ответственности
за возможную неполноту или неоднозначность трактовок, а также ущерб (в том
числе третьим сторонам), могущий иметь место в конкретных применениях, без
предварительного письменного согласования условий. Фирма не возлагает на себя
обязательств по введению систем в эксплуатацию без дополнительно оговоренных
условий. Техническая информация может быть изменена без предварительного
уведомления в целях усовершенствования изделия. Содержание руководства
обновляется; следите за информацией КОНТУР.
KОНТУР KН-3А
Инфракрасно-конвекционная
камерная настольная печь
для поверхностного монтажа
Инструкция по
установке и эксплуатации
ООО “КОНТУР”
Санкт Петербург
2002 г.
1. Введение
Настольная камерная печь КН-3А
фирмы КОНТУР ориентирована на мало серийное производство и изготовление
опытных партий печатных плат. По техническим параметрам она реализует типовые
функции больших конвейерных машин и обеспечивает самое современное управление
технологическими процессами.
Под управлением микропроцессора в
термокамере осуществляются фазы предварительного разогрева и оплавления с
необходимой точностью во времени. Комбинация кварцевых (инфракрасных в видимом
диапазоне волн) излучателей и конвекционного метода (нагрева горячим воздухом)
обеспечивает как равномерность нагрева в течение всего процесса, так и скорость
нагрева на «пиковых» участках термопрофиля.
2. Технические данные
Питание однофазное
220-240В, 17А (мах)
Габариты 550
x 470 x 270 мм
Вес 15 кг
Максимальный размер платы 225 x 210 мм
Максимальная высота (просвет) 35 мм
3. Ввод в эксплуатацию
3.1. Распаковка и установка печи
Если упаковка содержит видимые
повреждения, немедленно уведомите перевозчика и поставщика.
Распакуйте печь и установите ее на горизонтальную
плоскость с прочным основанием и термоустойчивым покрытием.
Внимание! Во время работы печь может
нагреваться. Поэтому располагать ее следует на термопрочном основании, и на
достаточном расстоянии (>250 мм) от окружающих предметов для обеспечения
надлежащей вентиляции.
На задней стенке печи расположен
вытяжной вентилятор. Ни в коем случае не блокируйте его.
3.2. Электрические соединения
Проверьте соответствие сетевого
напряжения указанному на печи.
Убедитесь, что выключатель питания
находится в положении «отключено».
Подсоедините шнур от печи к сети
электропитания.
3.3. Техника безопасности
Температура рабочей зоны печи может
превышать 250°С. Не притрагивайтесь к разогретым поверхностям печи во время ее
работы.
Для целей визуального контроля в печи
имеется смотровое окно.
Используйте только оригинальные сменные и запасные части
поставщика; доверяйте их установку только специально обученному персоналу.
Перед снятием корпуса печи убедитесь, что шнур отключен от сети электропитания,
и что печь полностью остыла.
4. Функциональное описание
4.1. Пайка оплавлением
Процесс пайки оплавлением идентичен
для любой тиражности — от единиц до тысяч плат в день. По большому счету, он
включает три стадии (зоны): подогрев, оплавление и охлаждение. Но если в
конвейерной печи плата последовательно «физически» перемещается
сквозь зоны, то в камерной печи (каковой является и КН-3А) перемещение
сквозь зоны имитируется программированием температур и временных интервалов.
Во всех печах (кроме пайки в паровой
фазе) зоны нагрева управляемые. Более того, в любых печах программируемые
(задаваемые) значения температуры не являются действительными температурами
печатной платы. Отличие целевой температуры от фактической обусловлено способом
нагрева, конструкцией печи, размером, толщиной и типом материала печатной
платы; геометрией и отражающей способностью компонентов. По этой причине не
существует стандартных решений, пригодных для любых паяльных систем и условий
пайки: выбор, разработка и оптимизация техпроцесса является основной задачей
технолога.
Применение конвекционного нагрева
позволяет обеспечить теплопередачу с наибольшей равномерностью и минимизировать
зависимость температурного профиля от массы компонентов. Однако, в любом
случае подбор адекватного термопрофиля для конкретных условий пролегает через
эксперимент. Чтобы иметь информацию о реальной температуре платы в ходе
эксперимента, можно воспользоваться мультиметром с функцией измерения
температуры, термопара которого прикрепляется к печатной плате.
И так, процесс пайки в печи слагается
из этапов (зон). Температура платы с нанесенной паяльной пастой и
установленными компонентами должна плавно возрасти от комнатной и затем
стабилизироваться на уровне 130°С-160°С для активизации флюса. Эффективная
пайка осуществляется на температурах порядка 180°С-225°С. За оплавлением припоя
должно следовать довольно быстрое охлаждение (см. график).
4.2. Имитация зон в камерной печи
Если в конвейерной печи плата
последовательно перемещается сквозь зоны, то в камерной печи прохождение зон
имитируется программированием температур и временных интервалов. В печи КН-3А
следующие температуры и временные интервалы являются программируемыми:
Температура подогрева (ТП) Температура подогрева (зона активизации флюса,
входящего в состав паяльной пасты). На графике показано, что эта температура
должна быть стабильной на определенном временном интервале.
Время подогрева (ВП) Продолжительность нахождения печатной платы в зоне
предварительного нагрева (активизации флюса), начиная от момента достижения
температуры ТП.
Температура оплавления (ТО) Температура зоны оплавления (перехода припоя в
жидкое состояние)
Время оплавления (ВО) Продолжительность нахождения печатной платы в зоне
оплавления, начиная от момента достижения температуры ТО.
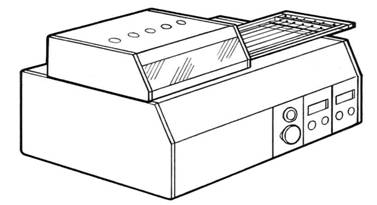
4.3. Печь КН-3А

На рисунке показаны:
·
камера нагрева с кварцевыми
излучателями
·
транспортер печатной платы
·
зона охлаждения вентилятором
·
вытяжной вентилятор на задней
стенке печи (не показан)
·
смотровое окно
·
клавиатура и дисплей
4.4. Удаление газообразных продуктов пайки
Печь следует располагать только в
местах, допускающих оперативное удаление дыма, образующегося в ходе пайки
(вытяжной шкаф). Непосредственное подключение к печи внешней системы
дымоудаления (вытяжки) возможно, при условии открытого воздухозабора.
5. Управление печью
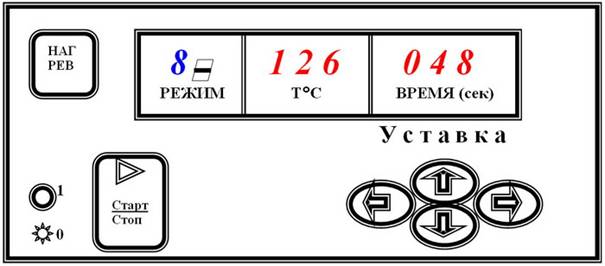
5.1. Клавиатура
Печь КН-3А управляется микропроцессором, а инструкции
вводятся оператором с простейшей клавиатуры. Назначение клавиш (см. рисунок):
1 ВКЛ/ВЫКЛ включение/отключение питания печи
(на рисунке не показано)
2 НАГРЕВ включение/отключение нагрева
печи
3 СТАРТ/СТОП включение/остановка программы
заданного профиля
4 ® выбор
и коррекция профилей нагрева
5 ¬ выбор
и коррекция профилей нагрева
6 выбор
и коррекция профилей нагрева
7 ¯ выбор
и коррекция профилей нагрева
5.2. Индикаторы
Печь КН-3А выводит информацию на индикаторы.
Назначение индикаторов (см. рисунок):
8 Режим № программы и режим работы печи
9 Т° С Температура нагрева
10 TIME (cek) Время нагрева
11 1 Сильный нагрев
12 0 Общий нагрев

5.3. Включение и выключение
Сначала печь нужно включить сетевым тумблером, находящимся на
боковой стенке корпуса печи. По включении печь переходит в режим ОЖИДАНИЯ.
Свечение точек на индикаторе показывает подачу питания на печь. Нажатие клавиши
ВКЛ/НАГРЕВ переводит печь в состояние СТОП, на индикаторе
высветится номер используемой программы (профиля), активируется нагрев,
устанавливается стартовая температура ~100 °С,
светодиод 0 горит постоянно. Перед началом работы печь прогреваем в
течении 6 мин, запуская процесс без загрузки плат.
Выключение печи производится нажатием клавиши ВКЛ/НАГРЕВ и из
режима ОЖИДАНИЯ отключением сети ТУМБЛЕРОМ.
Внимание! Ни в коем случае не выключайте печь ТУМБЛЕРОМ в
процессе работы: нагревательные элементы потребляют ток до 17А, прерывание
которого может повлечь мощную искру внутри тумблера и, как следствие,
постепенное повреждение его контактных элементов.
5.4. Выбор существующей программы (профиля)
В системе имеются 10 программ с полным набором параметров для
наиболее распространенных приложений. Они включают температурные установки для
двух зон и соответствующую «скорость движения конвейера», имитируемую
в камерной печи продолжительностью нахождения платы в условиях этих зон.
Программы могут быть заданы пользователем.
Процедура выбора программы (профиля)
По включении печь переходит в режим
ОЖИДАНИЯ. Клавишами
¬ ® ¯
переводим печь в режим
установки программ и параметров, на индикаторе
РЕЖИМ мигает левый символ — номер программы работы печи. Правый символ в
состоянии
П (нижний — режим подогрева или верхний — режим
оплавления). На индикаторе
Т° С
и
ВРЕМЯ параметры номера программы. Клавишами
¯ выбираем номер программы от
0 до
9. Клавишей
СТАРТ/СТОП записываем в память
печи номер выбранной программы. Двойным нажатием клавиши
НАГРЕВ последовательно переводим печь в состояние
ОЖИДАНИЯ и в состояние
СТОП.
5.5. Запуск процесса
Поместите печатную плату на транспортер и переместите плату в
рабочую камеру, процесс начнется после нажатия клавиши СТАРТ/СТОП.
После этого индикатор будет отображать действительный процесс регулирования и
отслеживать температурный профиль под управлением микропроцессора. На
индикаторе отображаются значения относительных температур зон.
Процедура запуска программы (профиля)
После нажатия клавиши СТАРТ/СТОП, запускается режим ПОДОГРЕВА,
светодиод 1 зажигается и гаснет в зависимости от соблюдения печью
выбранного температурного профиля. На правом символе индикатора РЕЖИМ
зажигаются три нижних сегмента П. Индикатор ВРЕМЯ начинает
обратный отсчет времени в секундах от установленного времени до 0. На
индикаторе Т° С текущая
температура.
Далее включается ступень ОПЛАВЛЕНИЯ. На левом символе
индикатора РЕЖИМ но зажигаются три верхних сегмента П. Все
остальные индикаторы работают аналогично режиму ПОДОГРЕВА, но значения
соответствующие режиму ОПЛАВЛЕНИЯ. По окончании заданного времени печь
переходит в режим ОХЛАЖДЕНИЯ, через 60 секунд включается режим СТОП.
При досрочном нажатии клавиши СТАРТ/СТОП переход в режим СТОП
(для любой ступени нагрева).
Внимание! Мерцание света в камере (автоматическое
включение/выключение кварцевых излучателей) является естественным фактором
обеспечения заданного температурного профиля; непрерывное излучение кварцевых
ламп привело бы к росту температуры со слишком большой скоростью.
По завершении цикла пайки печатная плата переводится во внешний
отсек для окончательного охлаждения. Будьте осторожны, извлекая плату с
платоносителя: она может быть еще горячей, несмотря на результаты работы
вентилятора охлаждения.
5.6. Модификация профилей пользователем
Вход в состояние программирования режимов
осуществляется из состояния ОЖИДАНИЯ, клавишами ¬ ® ¯,
мигает один из символов индикатора РЕЖИМ. Выбираем нужную программу на
левом символе индикатора РЕЖИМ, затем выбираем режим работы печи на
правом символе индикатора РЕЖИМ. Три
нижних сегмента П — режим ПОДОГРЕВА, три верхних сегмента П
— режим ОПЛАВЛЕНИЯ. Кнопками ¬ ® выбираем на индикаторах T°C и ВРЕМЯ соответствующую цифру (мигание
символа) и устанавливаем необходимое ее значение кнопками ¯,
далее переходим к следующей и тд. Таким образом, устанавливаем необходимые
температуру и время в редактируемой программе, для её режимов нагрева. Запись
всех значений параметров программы в память печи — нажатием клавиши СТАРТ/СТОП при любом мигающем
символе П.
Нажатием клавиши НАГРЕВ переводим печь в состояние ОЖИДАНИЯ.

![]() «P»
«P»
— ПЛАВНОЕ НАРАСТАНИЕ (15 сек)
«N» —
МАКСИМАЛЬНЫЙ НАГРЕВ
«COND» —
РЕГУЛИРОВАНИЕ НА ЗАДАННОМ УРОВНЕ
5.7. Отображение установок
Текущие значения температуры и «скорости движения
конвейера» (продолжительности нахождения платы в зонах) отображаются на
индикаторе в зависимости от фазы.
В режиме отображения никакие установки не могут быть изменены.
Порядок изменения установок описан выше в п. 5.6.
5.8. Измерение температуры выносным термодатчиком
Для контактного измерения температуры паяных соединений на печатной
плате можно использовать дополнительный выносной термодатчик подключенный к
мультиметру с функцией измерения температуры. Такая возможность полезна на
этапе отработки технологического процесса, чтобы затем на этапе серийного производства
использовать заранее отработанный термопрофиль, а также для периодической его
поверки и протоколирования.
Термопара укрепляется (например, приклеивается термоустойчивым
скотчем или припаивается оловом) в критических точках печатной платы (например,
у компонентов с наибольшей теплоемкостью). Таким образом, в течение всего
процесса они «путешествуют» вместе с платой в камеру и обратно.
Показания датчика отображаются на дисплее мультиметра.
6. Диагностика и устранение неисправностей
6.1. Тестирование функции термодатчика
Если значения температуры с термодатчика не отображаются или
отображаются не верно, следует локализовать причину: проблема либо в термопаре,
либо в устройстве управления, к которой он подключен. Чтобы сделать вывод,
необходимо «закоротить» выводы термопары: если при этом на дисплее будет
индицироваться комнатная температура, то дело в термопаре; ее необходимо
заменить.
6.2. Неисправности силового блока — не горят все нижние лампы
Перегорела одна из нижних ламп
— найти перегоревшую лампу и заменить.
Нарушен контакт в патроне нижней
лампы — замерить общее сопротивление нижних ламп на колодке,
контакты 9 и 10. При высоком сопротивлении — зачистить контакты.
6.3. Замена кварцевых ламп
Вариант 1
1. Отсоедините шнур питания.
2. Снимите верхний кожух, закрывающий тепловую камеру.
3. Вывинтите винты с двух сторон и снимите верхнюю тепловую камеру.
4. Теперь у вас есть доступ ко всем восьми кварцевым лампам, которые
можно легко заменить.
Вариант 2
1. Отсоедините шнур питания.
2. Снимите верхний кожух, закрывающий тепловую камеру.
3. Выдвеньте платоноситель из камеры нагрева.
4. Через проем платоносителя, маленькой рукой одетой в тонкую х/б
перчатку (желательно девичьей), заменяются кварцевые лампы.
Совет: не прикасайтесь к стеклу кварцевых трубок обнаженной рукой,
поскольку это может сократить срок их службы.
7. Обслуживание
7.1. Общие рекомендации
Печь разработана с учетом предельного упрощения требований к
обслуживанию.
Чтобы обеспечить плавное перемещение транспортера, обеспечивайте
смазку его полозьев. Чистка рабочей термокамеры осуществляется при снятой
верхней части корпуса печи.
Внимание! Перед любыми профилактическими работами
отключите сетевой шнур электропитания.
7.2. Сменные и запасные части
Сменные и запасные части доступны в КОНТУР.
Используйте только оригинальные изделия изготовителя. Работы должны
выполняться только квалифицированным персоналом.
Функциональная схема соединений представлена в п. 8.1. руководства к
печи
КОНТУР КН-3А.
8. Приложения
8.1. Схема соединений
представлена на рисунке.
Информация об изделии и процессах представлена с максимальной
тщательностью специалистами фирмы КОНТУР. Тем не менее, фирма не может
поручиться за содержание оригинала данного руководства в плане ответственности
за возможную неполноту или неоднозначность трактовок, а также ущерб (в том
числе третьим сторонам), могущий иметь место в конкретных применениях, без
предварительного письменного согласования условий. Фирма не возлагает на себя
обязательств по введению систем в эксплуатацию без дополнительно оговоренных
условий. Техническая информация может быть изменена без предварительного
уведомления в целях усовершенствования изделия. Содержание руководства
обновляется; следите за информацией КОНТУР.
manager@bossert.tech
8 800 1000 548 (по России бесплатно)
![]()
Документы и инструкции для скачивания
Инструкции по работе с лазерным керамическим принтером Xerox 6510
На нашем сайте появилась возможность скачивания инструкции по работе с лазерным керамическим декольным принтером Xerox 6510 формата А4. Скачайте архив себе на компьютер. Чтобы его открыть, вам потребуется пароль, для чего необходимо связаться с нами удобным для Вас способом — по электронной почте или по телефону. Назовите свои ФИО или название организации, от которого осуществлялся заказ, мы проверим информацию и сообщим данные для доступа.
Нажмите на изображение ниже для скачивания. Внимание, защищено паролем!

Инструкции по работе с текстильным, пищевым или фанерным принтером, формат А3+
На нашем сайте появилась возможность скачивания инструкции по работе с многопрофильным планшетным принтером А3+ формата. Скачайте архив себе на компьютер. Чтобы его открыть, вам потребуется пароль, для чего необходимо связаться с нами удобным для Вас способом — по электронной почте или по телефону. Назовите свои ФИО или название организации, от которого осуществлялся заказ, мы проверим информацию и сообщим данные для доступа.
Нажмите на изображение ниже для скачивания. Внимание, защищено паролем!

Инструкции по работе с текстильным, пищевым или фанерным принтером, формат А4 и А4+
Скачайте архив себе на компьютер. Чтобы его открыть, вам потребуется пароль, для чего необходимо связаться с нами удобным для Вас способом — по электронной почте или по телефону. Назовите свои ФИО или название организации, от которого осуществлялся заказ, мы проверим информацию и сообщим данные для доступа.
Нажмите на изображение ниже для скачивания. Внимание, защищено паролем!

Инструкции по работе с керамическим принтером КС-5 или КС-5.5
Скачайте архив себе на компьютер. Чтобы его открыть, вам потребуется пароль, для чего необходимо связаться с нами удобным для Вас способом — по электронной почте или по телефону. Назовите свои ФИО или название организации, от которого осуществлялся заказ, мы проверим информацию и сообщим данные для доступа.
Нажмите на изображение ниже для скачивания. Внимание! Защищено паролем.

Декларация о соответствии
Все модели наших камерных электро печей имеют декларацию соответствия таможенного союза. Это документ, который удостоверяет,
что поставляемая нами продукция соответствует требованиям нормативных документов.
Любой желающий может с ней ознакомится, скачав данный документ, нажав на его изображение ниже.

Руководство по эксплуатации и настройке одноступенчатого терморегулятора ТРМ-500
Документ содержит в себе все необходимое для того, что бы без усилий разобраться в принципе работы на одном из простых,
но надежных термо регуляторе температуры ТРМ 500.
Нажмите на изображение ниже для скачивания.

Руководство по эксплуатации и настройке многоступенчатого терморегулятора ТРМ-251
Краткая инструкция по программированию программы нагрева на измерителе-регуляторе температуры ТРМ 251. Это базовые рркомендации, которые прикладываются с каждой позицией на бумажном носителе.
Нажмите на изображение ниже для скачивания.

