Настоящее руководство по эксплуатации предназначено для изучения устройства, принципа
действия, правил эксплуатации машины фасовочной Д-03, далее по тексту: машина фасовочная, машина, а также для руководства при выполнении профилактических и ремонтных работ в процессе эксплуатации.
Руководство по эксплуатации содержит:
- техническое описание машины фасовочной;
- порядок, правила и условия эффективной и безопасной эксплуатации;
- правила хранения, транспортирования и утилизации;
- порядок технического обслуживания;
- сведения и нормы, необходимые для технически правильных монтажа, наладки, регулирования и эксплуатации машины фасовочной.
К работе допускается обученный в соответствии с ГОСТ 12.0.004 и аттестованный персонал не моложе 18-ти лет, прошедший инструктаж по охране труда и мерам безопасности при работе на машине фасовочной.
Владелец обязан обеспечить содержание машины в исправном состоянии и безопасные условия работы на ней путём организации надлежащего осмотра, технического обслуживания, ремонта и надзора в соответствии с действующей эксплуатационной и нормативной документацией.
Фирма постоянно работает над совершенствованием конструкции машины фасовочной, повышением её надежности, улучшением условий эксплуатации и оставляет за собой право вводить изменения в конструкцию, не ухудшающие технические и эксплуатационные характеристики и дизайн без
корректировки эксплуатационной документации.
Описание и работа оборудования
Назначение оборудования
Машина фасовочная предназначена для фасования сыпучих продуктов. Фасование производится в предварительно подготовленные пакеты из бумаги путем набора заданной массы дозы.
Машина соответствует исполнению УХЛ категории 4.1, для работы в атмосфере типа I (условно чистая) по ГОСТ 15150, для эксплуатации в невзрывоопасных помещениях категории Д (по НПБ 105-95), с искусственно регулируемыми климатическими условиями, с относительной влажностью воздуха до 80%, при температуре окружающего воздуха от 15°до 35 °С, при этом, при температуре выше 30°С относительная влажность воздуха должна быть не более 70% .
Небольшая погрешность фасования, простота обслуживания и эксплуатационная надежность машины фасовочной позволяют широко использовать ее на разнообразных производственных предприятиях.
Безопасность работы машины фасовочной обеспечивают при ее эксплуатации в условиях производственной среды, удовлетворяющей требованиям “Правил техники безопасности и производственной санитарии на предприятиях хлебопекарной и макаронной промышленности” (в
дальнейшем Правил ТБ и ПС) и климатических условий, соответствующих исполнению УХЛ категории 4.1 ГОСТ 15150 в отапливаемых помещениях, позволяющих работать в соответствии с санитарными нормами.
Характеристики (свойства)
| Параметр | Значение |
|---|---|
| Масса дозы, кг | до 50 |
| Производительность, уп/мин | до 3 |
| Объем загрузочного бункера, л | 260 |
| Масса машины, кг, не более | 230 |
| Напряжение питания, В | 220/380 |
| Частота, Гц | 50±1 |
| Температурный диапазон, °С | +15……+35 |
| Потребляемая мощность, кВт, не более | .0,8 |
| Размеры дозатора, мм, не более | |
| длина | 1150 |
| ширина | 970 |
| высота | 2688 |
| Степень защиты оболочек электротехнических изделий | IP54 |
| Шум, дБа, не более | 80 |
| Вибрации, дБ, не более | 100 |
| Давление воздуха в пневмосистеме, МПа (кгс/см2) | 0,4 (4) |
Пределы допускаемых отрицательных отклонений содержимого нетто (массы дозы) от номинального количества в соответствии с ГОСТ Р 8.579-2002
Примечания:
- При фасовании товаров в упаковки руководствоваться ГОСТ Р 8.579-2002.
- Действительные значения производительности и точности фасования зависят от вида продукта, массы дозы и требуемой точности фасования. При увеличении массы неделимой частицы (куска) продукта производительность уменьшается и предел допускаемых отклонений увеличивается.
Состав изделия
Перечень
составных частей машины фасовочной приведен в таблице 1.
| Наименование | Количество |
|---|---|
| Рама | 1 |
| Бункер | 1 |
| Вибролоток | 1 |
| Опоры | 4 |
| Весовая платформа | 1 |
| Педаль | 1 |
| Пульт управления | 1 |
Общий вид и расположение основных частей машины фасовочной показаны на рисунке 1.
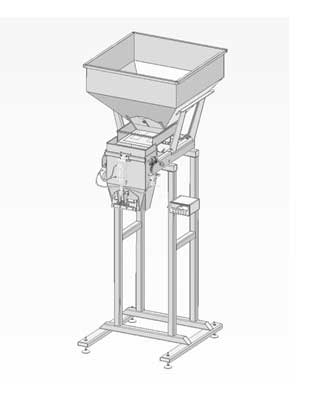
Рисунок 1. Общий вид.
Детали машины, которые соприкасаются с пищевыми продуктами, изготовлены из стали 12х18Н10Т, разрешенной к применению согласно РТМ 27-72-15-82.
Устройство и работа
Машина фасовочная состоит из узлов и деталей, смонтированных на общем основании. Блок управления фасованием (БУФ) имеет следующие органы управления и индикации (см. рис. 2), приведенные в таблице 3.
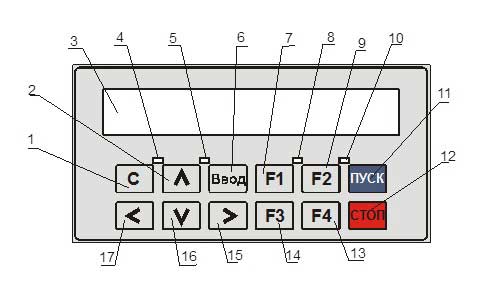
Рисунок 2. Блок управления (БУФ).
Управление работой машины фасовочной — набор параметров, запуск различных операций осуществляется оператором с помощью кнопок клавиатуры блока управления. При этом на дисплее рисуются названия параметров и их текущие значения, а также названия операций. БУФ сам проверит указываемые Вами параметры или запускаемые Вами операции на допустимость: при необходимости он выдаст на дисплей диагностическое сообщение. Свою работу БУФ сопровождает комментариями, а при наличии каких-либо ошибок — сообщениями о них.
Принцип действия машины фасовочной основан на преобразовании усилий от поступающего на весовую платформу продукта в электрический сигнал с помощью тензометрического датчика. Сигнал от тензодатчика преобразуется в цифровой и высвечивается на цифровом индикаторе, сравнивается с заданным значением массы дозы, по достижении которого отключается загрузочное устройство.
| № поз. на рис. 2 | Органы управления или индикации | Назначение органа управления или индикации |
|---|---|---|
| 1 | Кнопка С | Обнуление счётчика изготовленных доз |
| 2 | Кнопка «Стрелка ВВЕРХ» | Переместиться по пунктам меню ВВЕРХ или увеличить цифру в текущей позиции индицируемого на экране параметра |
| 3 | Поле экрана жидко-кристаллического дисплея (ЖКИ-дисплея) | Служит для вывода буквенно-цифровых сообщений в процессе работы (комментарии, сообщения об ошибках и пр.) |
| 4 | Индикатор светодиодный «СТОП» | Загорается при реальном переходе устройства в состояние «СТОП» |
| 5 | Индикатор светодиодный «ОШИБКА» | Загорается при останове устройства по причине «МНОГО ОШИБОК» |
| 6 | Кнопка «ВВОД» | • Войти в меню
• В меню «Ввод параметров» высветится текущее значение параметра • В меню «Операции» запустить текущий пункт • Принять высвечиваемое значение параметра |
| 7 | Кнопка «F1» | Резерв |
| 8 | Индикатор | Наличие сетевого обмена |
| 9 | Кнопка F2″ | Резерв |
| 10 | Индикатор | Наличие ошибок сетевого обмена |
| 11 | Кнопка «ПУСК» | Запуск машины фасовочной в работу |
| 12 | Кнопка «СТОП» | • Выйти из меню
• В меню «Ввод параметров» — отказ от введённого значения параметра • При запущенном пункте меню «Операции» прервать циклическую операцию • Остановить работу машины фасовочной |
| 13 | Кнопка «FЗ» | Резерв |
| 14 | Кнопка»F4″ | Резерв |
Машина фасовочная осуществляет следующие функции:
- фасование продукта в соответствии с установленной массой дозы;
- индикацию действительного значения массы дозы;
- контроль количества взвешенных порций продукта с возможностью вывода результатов на дисплей;
- аварийную остановку в случае нарушения режимов работы.
Предварительно засыпанный в бункер продукт передвигается по виброконвейеру и ссыпается в
готовую тару. На дисплее в нижней строке высвечивается «НАСЫПКА». При достижении массы, меньше номинальной на величину массы досыпки, виброконвейер переходит в режим досыпки (уменьшается скорость подачи продукта) — на экране высвечивается надпись «ДОСЫПКА». При достижении номинальной заданной массы на экране высвечивается «ВЕС НАБРАН», и подача продукта по виброконвейеру останавливается. Оператор должен аккуратно убрать пакет с насыпанной дозой и подставить очередной пакет. После нажатия на педаль подача вновь включается и цикл повторяется.
Принципы взаимодействия с системой
Диалог оператора с БУФ организован через набор меню.
«Погружение» в меню проводят по нажатию кнопки ВВОД, а выход из меню — по нажатию кнопки СТОП. При «погружении» в меню в верхней строке дисплея высвечивается название меню, а в нижней строке — название первого пункта этого меню.
Перебор пунктов меню производится кнопками «ВВЕРХ» и «ВНИЗ»: переход от текущего пункта меню к следующему — кнопкой «ВНИЗ», а к предыдущему — кнопкой «ВВЕРХ».
Ниже приведен перечень меню и содержимое их пунктов.
Верхний уровень: ЖДУ КОМАНДУ
Главное меню: ВЫБЕРИТЕ МЕНЮ
Перечень меню:
- Ввод параметров
- Операции
Перечень пунктов меню «Ввод параметров»:
- Доза
- Кусок
- Досыпка
- Порог ошибки
- V насыпки
- V досыпки
Перечень пунктов меню «Операции»:
- Взвешивание
- ЗАГРблок
- СОХР блок
- *КалибрНУЛЯ
- *ЗАГР калибр
- *СОХР калибр
- *Калибр ШКАЛЫ
Работа в меню «Ввод параметров»
Для просмотра параметра следует нажать кнопку «ВВОД», на экране высвечивается текущее значение параметра, по окончании просмотра — кнопку «ВВОД» или «СТОП».
Просмотр текущих значений и (или) изменение параметров, имена которых отображаются на дисплее с лидирующей * (звездочкой), возможно только после указания пароля.
Для изменения параметра следует нажать «ВВОД», на экране высвечивается текущее
значение параметра. Далее можно изменить значение параметра с помощью кнопок «ВЛЕВО», «ВПРАВО», «БОЛЬШЕ», «МЕНЬШЕ». Если оператор принимает набранное значение, то он должен завершить ввод нажатием кнопки «ВВОД». Если же оператор отказывается от набранного значения, то ему следует нажать кнопку «СТОП»: при этом система на некоторое время высветит СТАРОЕ значение параметра. И всегда процедура ввода параметра завершается очисткой поля значение параметра.
При работе в пунктах меню «Ввод параметров» — при наборе параметров с клавиатуры следует иметь в виду, что в системе по каждому параметру приняты следующие
условности:
- значение по умолчанию, т. е. значение, которое система присвоит параметру, если он не будет введен оператором;
- максимальное допустимое значение параметра;
- минимальное допустимое значение параметра.
Перечень максимального, минимального допустимого значений и значения по умолчанию для
параметров, которые могут вводиться с клавиатуры, приведен в таблице 3.
Таблица 3
| Наименование параметра | Максимум | Минимум |
|---|---|---|
| Заданная масса дозы, г | 50000 | 1000 |
| Масса куска продукта, г | 100 | 0 |
| Масса досыпки, г | 600 | 10 |
| Порог ошибки, г | 500 | 1 |
| Скорость насыпки, % | 100 | 1 |
| Скорость досыпки, % | 100 | 1 |
(*) — при ПУСКе системы, если параметр не был задан оператором, система сама доопределит его как 10% заданной массы дозы.
(**) — при ПУСКе системы, если параметр не был задан оператором, система сама доопределит его (определяется версией ПМО) и куском продукта.
(***)— параметр определяется максимальной допустимой ПОЛЕЗНОЙ нагрузкой используемой
тензобалки и устанавливается на заводе-изготовителе.
(****) — параметр не используется.
Параметры, отмеченные в таблице 3 жирным шрифтом, устанавливаются на заводе — изготовителе и менять их операторуЗАПРЕЩАЕТСЯ.
При
попытке просмотра текущих значений параметров
- Максим. доза
- Сетевой адрес
система ждет ввода пароля — на это указывает символ * (звездочка) перед именем параметра. И только после правильно набранного пароля оператор допускается к просмотру и (или) изменению параметра.
Пароль — последовательные нажатия клавиш FЗ + F1 (после ВВОД).
Если оператор вводит значение параметра, которое не входит в допуски, то система в ответ выводит сообщение формата “ЕХХХ”, где код “XXX” несет в себе информацию о причине ошибки в соответствии с таблицей 4.
Сообщение
об ошибке ждет ответной реакции оператора (нажатия кнопки «ВВОД») в течение 4
…5 сек и далее восстанавливается былое содержимое экрана.
Перечень ошибок Таблица 4
| Код ошибки | Содержание ошибки | Действия оператора |
|---|---|---|
| E200 | Введена неверная масса дозы продукта | Ввести допустимую массу дозы продукта (1000 … 50000) |
| E201 | Введена неверная масса куска продукта | Ввести допустимую массу куска продукта (0… 100) |
| Е202 | Введена неверная масса досыпки | Ввести допустимую массу досыпки (10…600) |
| E203 | Введено неверное предельное отклонение массы дозы – порог ошибки | Ввести допустимое предельное отклонение массы дозы (1…500) |
| E204 | Введена неверная предельная масса дозы | Ввести допустимую предельную массу дозы (1000…50000) |
| E205 | Введено неверное число доз | Ввести допустимое число доз (1…65500) |
| E206 | Введена неверная скорость НАСЫПКИ “V насыпки“ | Ввести допустимую скорость НАСЫПКИ (1…100) |
| E207 | Введена неверная скорость ДОСЫПКИ “V досыпки“ | Ввести допустимую скорость ДОСЫПКИ (1…100) |
| E230 | Заданная оператором масса дозы превышает максимально допустимый вес дозы (возможности тензобалки) | Ввести допустимую массу дозы (1000…50000) г |
| Е231 | Заданный оператором вес досыпки превышает заданный вес дозы | Ввести допустимые массу дозы продукта и массу досыпки: первая всегда должна быть больше |
| Е232 | Заданные оператором скорость ДОСЫПКИ превышает скорость НАСЫПКИ | Ввести допустимые скорости насыпки и досыпки, но всегда скорость насыпки должна быть НЕ МЕНЬШЕ, чем скорость досыпки |
| Значение напряжения смещения, полученное в процессе НУЛЬ- калибровки, превышает допустимые пределы | Проверить наличие продукта на подставке, наличие зазора между тензобалкой и ограничивающим упором. Повторить операцию. Если при повторе имеем неудачу, то возможен отказ тензобалки или электроники. | |
| Е234 | Попытка выполнить тарировку при незаданном весе дозы | Перед тарировкой следует ввести заданную массу дозы (10. ..12000) г |
| Е235 | Значение напряжения смещения, полученное в процессе ТАРИРОВКИ, превышает допустимые пределы | Проверить наличие продукта на подставке, наличие зазора между тензобалкой и ограничивающим упором. Повторить операцию. Если при повторе имеем неудачу, то возможен отказ тензобалки или электроники. |
| Е240 | Попытка запуска машины фасовочной при неоконченном «Прогреве»: на экране во второй строке светится надпись «Прогрев » ЖДИ!» | Дождаться готовности машины: надпись «Прогрев»ЖДИ!» должна исчезнуть — ввести параметры фасования (или загрузить блок параметров) и повторить запуск машины фасовочной |
Работа в меню «Операции»
Выбрав нужный пункт меню «Операции» нажатием кнопки «ВВОД», мы запустим соответствующую операцию. Если запущенная операция — циклическая, то прервать ее можно кнопкой «СТОП».
- Запуск операций, имена которых отображаются на дисплее с лидирующей *(звездочкой).
- возможен только после указания пароля.
- При запуске
процедуры «Взвешивание» на экране дисплея высвечивается текущее значение
массы в ковше — машина фасовочная используется как обычные весы. Для прекращения взвешивания нажмите кнопку СТОП. - При запуске процедуры «ЗАГР блок» система загружает в память («вспоминает»)
блок параметров, значения которых соответствуют характеристикам фасуемого продукта и ПРЕДВАРИТЕЛЬНО СОХРАНЕННЫХ оператором. БУФ способен сохранять до 30 различных блоков параметров (программ) работы с различными видами продуктов, которые сохраняются при выключении питания.
Если нажатием кнопки ВВОД запустить пункт «ЗАГР блок», то система запросит «Номер блока» и далее выведет номер блока, который использовался последним. Оператор может ввести номер блока, который он хочет загрузить. Чтобы «принять» номер блока следует нажать кнопку ВВОД. Далее БУФ загрузит блок параметров из указанного блока.
Чтобы отказаться от загрузки высвечиваемого
блока, в ответ на запрос «Номер блока >» следует нажать кнопку СТОП.
Подчеркнём, что последний успешно загруженный блок параметров останется
активным до тех пор, пока не будет успешно загружен (или сохранён) другой блок
параметров. «Активным» блок параметров называется потому, что он всегда
загружается при включении питания БУФ. Процедура «ЗАГР блок» завершается
сообщен нем НОРМА/НЕНОРМА.
При запуске процедуры «СОХР блок»
система сохраняет в памяти («запоминает») блок параметров,
определяющих характеристики фасования продукта и ПРЕДВАРИТЕЛЬНО НАБРАННЫХ оператором (через пункты меню ВВОД ПАРАМЕТРОВ). БУФ способен сохранять до 30 различных блоков параметров (программ)
работы с различными видами продуктов, которые сохраняются при выключении питания.
Подчеркнём, что последний успешно сохранённый блок параметров останется активным до тех
пор, пока не будет успешно загружен (или сохранён) другой блок параметров.
Процедура
«СОХР блок» завершается сообщением НОРМА/НЕНОРМА.
Таким
образом, подобрав параметры фасования разных видов продукта и сохранив их под
различными номерами «программ», оператор может
перенастраивать параметры на работу с нужным видом продукта: для этого
он просто загружает нужный блок параметров (с нужным номером).
При запуске процедуры «Калибр НУЛЯ» оператор предварительно ДОЛЖЕН ОСВОБОДИТЬ весовую платформу от остатков продукта и дождаться завершения процедуры с результатом НОРМА/НЕНОРМА.
Машина фасовочная выпускается с завода-изготовителя с уже сохраненными параметрами
калибровки. Если в процессе эксплуатации (например, в связи с уходом параметров электроники или тензобалки) «уйдет» нуль весового измерителя (это выясняется через операцию «Взвешивание»), то оператор должен заново провести операцию калибровки НУЛЯ. В процессе работы БУФ периодически через каждые 5(10) минут проводит операции калибровки НУЛЯ.
Если при эксплуатации оператору нужно .сохранить обновленные («свежие») параметры калибровки, то он должен освободить весовую платформу, дождаться механического успокоения
системы и затем провести калибровку по НУЛЮ и при нормальном ее завершении выполнить «СОХР КАЛИБР».
При запуске процедуры «ЗАГР калибр» система загружает блок параметров, определяющих характеристики фасования продукта и ПРЕДВАРИТЕЛЬНО СОХРАНЕННЫХ или заводом-изготовителем, или оператором. Процедура завершается сообщением НОРМА/НЕНОРМА.
«СОХР калибр» — технологическая ответственная операция. При запуске процедуры «СОХРкалибр» система сохраняет блок параметров, определяющих характеристики фасования продукта.
Подчеркнем, что предварительно сохраненный блок параметров калибровки действительно
СОХРАНЯЕТСЯ сколь угодно долго — в том числе и при выключении питания.
При запуске процедуры «Тарировка» устраняется
погрешность измерения веса в окрестности рабочей точки. Процедура начинается с НУЛЬ-калибровки, поэтому до начала тарировки оператор должен освободить весовую платформу от продукта, положить пустой пакет на неё и дождаться механического успокоения. Далее система выдает на экран подсказку
«Поставь тарир», по которой оператор должен осторожно положить на платформу
тарировочный груз. Тарировочный груз ДОЛЖЕН СООТВЕТСТВОВАТЬ заданной массе дозы.
Система допускает отклонение измеряемой массы от эталонной НЕ БОЛЕЕ 20% от заданной массы дозы.
Для приема результатов тарировки оператор должен нажать кнопку ВВОД. Для отказа от
ее результатов следует нажать кнопку СТОП.
Процедура «Калибр ШКАЛЫ» — исключительно ответственная и должна выполняться либо на заводе-изготовителе, либо сертифицированными представителями метрологической службы.
Предварительно провести операцию «КАЛИБР НУЛЯ» и обязательно получить сообщение НОРМА. Дождаться механического успокоения платформы, осторожно положить на неё эталонную весовую гирю и запустить «КАЛИБР ШКАЛЫ», нажав кнопку «ВВОД» на пункте «КАЛИБР ШКАЛЫ» меню «Операции». По окончании должно высветиться НОРМА.
ВНИМАНИЕ! Нагрузка на весовую платформу более 50 кг — НЕ ДОПУСКАЕТСЯ!
Особо ответственные операции, которые не рекомендуется «трогать» оператору и которые, как правило, должны выполняться на заводе-изготовителе, спрятаны «под пароль».
К числу этих операций отнесены:
- Калибр НУЛЯ
- Калибр ШКАЛЫ
- СОХР калибр
- ЗАГР калибр
- Тарировка
При попытке выполнения этих процедур система ждет ввода пароля — на это
указывает символ * (звездочка) перед наименованием операции. И только после правильно набранного пароля оператор допускается к РЕАЛЬНОМУ выполнению процедуры.
Пароль предполагает последовательные нажатия клавиш FЗ+F1 (после ВВОД).
В процессе эксплуатации или проверок возможны диагностические сообщения об ошибках, коды которых сведены в таблицу 5
Таблица 5
| Код ошибки | Содержание ошибки | Действия оператора |
|---|---|---|
| Е001 | Несанкционированное прерывание по последовательному порту машины | Отказ электроники ТК 039.10.410 |
| E002 | Несанкционированное прерывание по ‘T2’ | Отказ электроники ТК 039.10.410 |
| E003 | Несанкционированное пре-рывание по ‘PCA’ | Отказ электроники ТК 039.10.410 |
| E037 E038 Е040 Е041 |
Неудачное завершение процедуры калибровки | Оператору проверить:
|
| E039 | Неудачное завершение процедуры самокалибровки | Оператору повторить операцию, закончившуюся неудачно. При повторных неудачах — отказ электроники |
| Е100, E101 | Неудача в передаче информации в (из) РПЗУ | Оператору повторить операцию, закончившуюся неудачно. При устойчивых ненормах имеем отказ микросхемы D2 платы ТК 039.10.410. |
| Е110 | Ошибка контрольной суммы информационного блока, читаемого из РПЗУ | Отказ электроники: замена микросхемы D2 плата TK039.10.410 |
| Е111 | Неизвестная системе прошивка РПЗУ: нарушен формат блока данных | Система попытается САМА исправить ситуацию. Если эта ошибка повторяется, то имеем отказ электроники: замена микросхемы D2 платы TK039.10.410 |
| Е112 | Этот тип РПЗУ не обслуживается версией программного обеспечения | Отказ электроники: замена микросхемы D2 платы TK039.10.410 |
| E113 | Тип РПЗУ несовместим с текущей версией ПМО машины | Замена микросхемы D2 платы TK039.10.410 |
| Е114 | Оператором введен недопустимый номер блока параметров | Оператору ввести допустимый номер блока параметров |
| Е115 | Попытка прочитать блок калибровочных параметров из ПУСТОГО блока | Сообщение – информационное: далее система сама пропишет блок калибровочных параметров |
| Е116 | Попытка прочитать блок параметров из ПУСТОГО блока | Оператору набрать параметры фасования и выполнить команду “СОХР блок” |
| Е117 | Попытка найти АКТИВНЫЙ блок параметров оказалась неудачной | Оператору набрать параметры фасования и выполнить команду «СОХР блок» |
| E119 | Нет готовности ЖКИ-дисплея | Отказ электроники |
| Е120… E129 |
Ошибки АЦП | Замена микросхемы D4 в модуле ТК039.10.420 |
| E130… E135 |
Ошибки обмена по линии связи | Оператору проверить:
|
Маркировка
Маркировка машины фасовочной наносится на табличке предприятия-изготовителя, закрепленной на задней стенке. Табличка содержит следующие данные:
- наименование предприятия-изготовителя и его товарный знак,
- знак соответствия системы сертификации;
- наименование и обозначение;
- заводской номер по системе нумерации предприятия-изготовителя;
- год и месяц выпуска;
- пределы фасования (наименьший и наибольший);
- номинальное значение напряжения питания и частота электросети;
- обозначение технических условий;
- потребляемая мощность;
- климатическое исполнение;
- степень защиты оболочек электрооборудования IP54;
- масса.
На задней стенке пульта управления нанесён знак электрического напряжения согласно ГОСТ 12.4.026 и около зажима заземления нанесён знак заземления по ГОСТ 21130.
Упаковка
Машина фасовочная поставляется полностью
упакованной в транспортную тару. Вариант внутренней упаковки ВУ-4 ГОСТ 9.014.
Комплекты, запасные части, принадлежности и
эксплуатационная документация упакованы в пакеты из полиэтиленовой пленки и
вложены в бункер машины фасовочной.
Меры безопасности
Требования безопасности труда устанавливаются в соответствии с требованиями настоящего раздела, специальные требования применительно к различным видам работ приведены в соответствующих разделах данного руководства.
При монтаже и эксплуатации машины фасовочной должны соблюдаться требования:
- «Правил техники безопасности при эксплуатации электроустановок потребителей»;
- «Правил устройства и безопасной эксплуатации грузоподъёмных кранов» (при монтаже автомата с использованием г/п кранов);
- «Правил пожарной безопасности», действующих в эксплуатирующей организации;
- Нормативной документации по охране труда и технике безопасности, действующей в эксплуатирующей организации, и для данного производства.
- Настоящего руководства по эксплуатации, паспорта и ГОСТ 12.2.124.
Безопасность эксплуатации машины обеспечивают её эксплуатацией в условиях производственной среды, соответствующей нормам «Правил техники безопасности и производственной санитарии на предприятиях хлебопекарной и макаронной промышленности» и климатических условий, соответствующих п.1.1 настоящего руководства.
Безопасность труда на машине обеспечивается, в том числе, её изготовлением в соответствии с требованием ГОСТ 12.2.124.
Изготовитель не может гарантировать безопасность работы операторов и обслуживающего персонала без соблюдения требований (условий, правил и указаний), предусмотренных в эксплуатационной документации.
Рабочее место оператора должно соответствовать требованиям раздела 9 ГОСТ 12.2.124.
Освещение органов управления и приборов контроля должно быть обеспечено средствами освещения помещения в соответствии с требованиями санитарных правил.
На рабочих местах должны находиться инструкции по соблюдению мер безопасности при работе на машине, составленные потребителем с учетом требований:
- руководства по эксплуатации,
- ГОСТ 12.2.124,
- действующей нормативной документации для данного производства и особенностей производства в помещении, где установлена машина.
Помещение должно быть оборудовано принудительной приточновытяжной вентиляцией с обеспечением уровня концентрации пыли в воздухе рабочей зоны не выше 6 мг/м3 и другими средствами, обеспечивающими недопущение пожарно-взрывоопасных концентраций пыли и нормальные условия труда в соответствии с действующей НД.
Машину установить на ровном основании, исключающем колебания изделия.
Опасным производственным фактором при работе с машиной является напряжение питающей сети 220В.
Монтаж и наладку машины могут выполнять квалифицированные рабочие (слесари-наладчики, слесари-ремонтники) не ниже 3-го разряда, предварительно изучившие настоящее руководство по эксплуатации.
Для обслуживания машины должны быть предусмотрены проходы около машины фасовочной шириной не менее 1 метра. Шириной прохода считается наименьшее расстояние между выступающими частями строительных конструкций (коммуникационных систем и других агрегатов) и машины фасовочной.
Для обслуживания частей машины, расположенных выше 1.5 метра от уровня пола, должны быть предусмотрены площадки. Площадки должны быть ограждены поручнями высотой не менее 1.0 метра со сплошным закрытием высотой не менее 0.15 метра от уровня пола площадки.
К эксплуатации и обслуживанию машины фасовочной допускается персонал, прошедший соответствующий инструктаж по технике безопасности и охране труда в соответствии с инструкциями, разработанными согласно настоящего руководства, а также обученный, в соответствии с ГОСТ 12.0.004 безопасным методам труда, аттестованный и сдавший экзамены в объеме настоящего руководства и паспорта на машину фасовочную, имеющий не ниже I группы по электробезопасности и не имеющий медицинских противопоказаний. Персонал, эксплуатирующий машину фасовочную, должен быть обеспечен спецодеждой согласно типовых отраслевых норм.
Смазка, ремонт, регулировка, наладка и замена узлов на работающей машине категорически запрещена!
Контроль выполнения требований безопасности по ГОСТ 12.2.124 и настоящего руководства должен производится:
- после окончания монтажа, наладки и обкатки вновь установленной машины фасовочной;
- после ее капитального ремонта и реконструкции.
Контроль должен включать проверку машины как в нерабочем, так и рабочем состоянии путем технического осмотра, непосредственного контроля требований техники безопасности и измерения контролируемых параметров. Контроль требований электробезопасности в соответствии с п. 5.5.4.
Для обеспечения мер безопасности запрещается:
- приступать к работе с машиной фасовочной, не ознакомившись с настоящим руководством;
- эксплуатировать машину без заземления;
- применять для заземления газопровод, а также трубы и батареи отопления.
- пользоваться розетками без заземляющего контакта.
Порядок монтажа
При работах по подготовке машины фасовочной к монтажу, при монтаже и опробовании необходимо дополнительно руководствоваться следующими документами:
- Схема электрическая принципиальная;
- Перечень элементов;
- Правила устройства электроустановок(ПУЭ).
При проведении работ по монтажу, опробованию и наладке необходимо соблюдать общие положения по технике безопасности, действующие на предприятии-потребителе, с выполнением требований безопасности при работах с грузоподъемными кранами и механизмами и требованиями главы 2 настоящего руководства по эксплуатации.
От места получения и разгрузки до места монтажа, машину транспортировать в упаковке
предприятия-изготовителя в соответствии с требованиями ГОСТ 12.3.020. Машина фасовочная со всеми комплектующими изделиями и документацией поставляется двумя грузовыми местами.
После вскрытия тары распаковать машину, провести технический осмотр, проверить её целостность и комплект поставки согласно паспорта.
Требования к месту монтажа машины фасовочной:
- Помещение, предназначенное для монтажа, должно соответствовать условиям эксплуатации оговоренным в п.1.1.
- Принудительная приточно-вытяжная вентиляция должна обеспечивать нормальные условия труда и условия взрыво-пожаробезопасной эксплуатации.
- Помещение и место монтажа должны удовлетворять требованиям раздела 2.
- Пол на месте установки должен быть горизонтальным, ровным,и воспринимать нагрузку не менее 100 кг/см2.
- К месту установки должно быть подведено электроснабжение:
- напряжение питания (220±10%)В;
- частота (50±0,4) Гц.
На линии питания машины фасовочной должны отсутствовать мощные потребители электроэнергии: сварочные аппараты, станки и другое промышленное оборудование. Защитное контурное заземление должно соответствовать ГОСТ 12.1.030.
Перед монтажом проверить соответствие места монтажа требованиям п. 3.1.5 техническим осмотром и, при необходимости, проведением измерений параметров средствами измерений, указанными в соответствующей НТД.
Монтаж (демонтаж)
- При распаковке машины фасовочной, после установки её на подставку, демонтировать транспортировочные болты, раскрепляющие плиту вибролотка.
- После установки на опоры, машина должна стоять устойчиво, исключая вибрации при работе. Устойчивость достигается вращением опор. После установки контрить гайками, входящими в состав опор.
- Провести монтаж весовой и пневмосистемы (см. рис. 3,4,5,6 и 7).
- Пристыковать педаль к пульту управления.
- Подключить заземление к раме в месте, обозначенном знаком «Заземление».
- Пристыковать сетевой кабель к пульту управления.
- Подключить машину к сети.
- При электромонтаже руководствоваться схемой электрической соединений.
- При перестановке и демонтаже машины необходимо установить элементы, снятые по п.
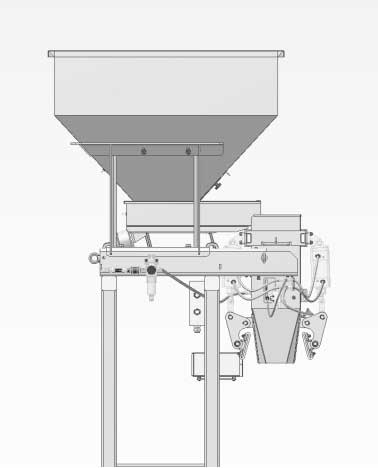
Рисунок 3.
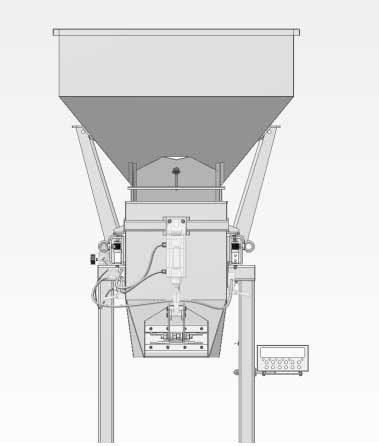
Рисунок 4.
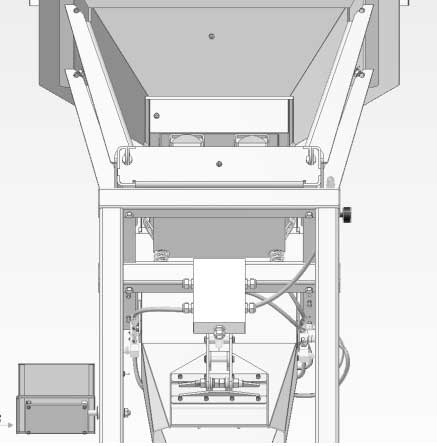
Рисунок 5.
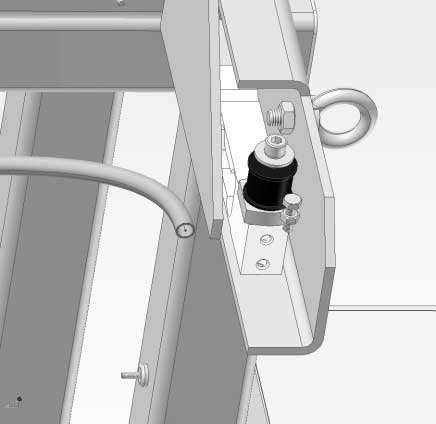
Рисунок 6.
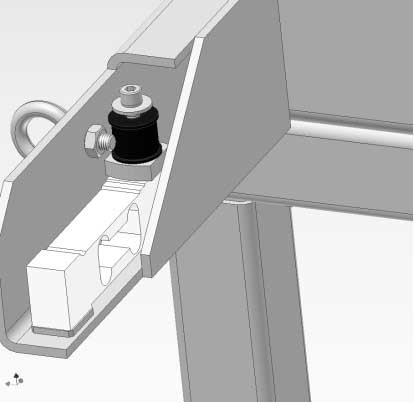
Рисунок 7.
Использование изделия
по назначению
Эксплуатационные ограничения:
При перерывах в
работе машины фасовочной необходимо производить контрольное взвешивание дозы
фасуемого продукта. Во избежание
повреждения тензодатчика нагрузка на ковш более 50 кг не допускается.
Подготовка к использованию
Освободить рабочее место оператора и проходы
вокруг машины шириной не менее 1
метра от посторонних предметов.
Запрещается приступать к работе на машине при
неисправности электропитания и заземляющего устройства.
Провести внешний осмотр машины на предмет ее комплектности и исправности технического
состояния.
Включить машину фасовочную в сеть 220В.
По включении питания система проводит
самопроверку своих подсистем и сопровождает их сообщениями на экране
ЖКИ-дисплея:
- проверка светодиодных
индикаторов визуально наблюдается как согласованное свечение и гашение всех
четырех светодиодов, затем — бегущая по светодиодам «тень» и огонек; - проверка ЖКИ-дисплея
визуально наблюдается как согласованное заполнение экрана цифрами от “0”
до “9”; - “Инициализация
сети” - “Инициализация
РПЗУ” - “Инициализация
АЦП” - “АЦП сброс”
- “ЗАГРблок”
- “ЗАГР калибр”
Если какая-либо проверка не проходит нормально, то система выдает диагностическое сообщение и результат НОРМА/НЕНОРМА. Если выявленная ненорма не даст системе работать нормально, то система зациклится на текущей проверке с выдачей периодических сообщений о неисправности. Если же
выявленная ненорма не носит категорического характера, то система выдаст предупреждающее (информативное) сообщение и пойдет дальше.
При нормальном завершении самопроверок система рисует на экране ЖКИ-дисплея приветствие “Привет, ТЕКО!!!” и входит в режим ПРОГРЕВА электроники: на второй строке дисплея появляется надпись “Прогрев ” ЖДИ”. Прогрев длится около 5 минут.
По окончании прогрева надпись “Прогрев ” ЖДИ”
исчезает. На нажатие оператором кнопки «ВВОД» (или «СТОП») система отвечает очисткой экрана дисплея и пишет в верхней строке «ЖДУ КОМАНДУ». Это говорит о том, что машина готова к началу работы.
Если оператор нажмет кнопку «ВВОД», то система предложит ему выбрать нужное меню. рисуя в верхней строке «ВЫБЕРИТЕ МЕНЮ».
Если же предстоит фасование нового продукта, то оператор, пользуясь меню “ВВОД ПАРАМЕТРОВ” (см. пункт 1.4.6), должен ввести исходные данные для фасования, причем номинальное значение массы дозы, скорость насыпки и скорость досыпки обязательно должны быть введены оператором.
При любом вводе параметра система контролирует введенное значение и, если введенный параметр не соответствует предельным значениям, указанным в табл.4, то автоматически восстанавливается значение параметра, которое было до ввода. Система при этом выводит диагностическое сообщение вида Еххх, где код ошибки ххх указывает на допущенную
оператором ошибку (см. табл. 5).
После завершения ввода параметров фасования — машина фасовочная готова к
работе.
Порядок работы
- Включить питание 220В
- Дождаться завершения самопроверок и ПРОГРЕВА машины фасовочной.
- Если продукт — новый, то оператор должен определить параметры фасования, причем в обязательном порядке «Масса дозы», «Скорость насыпки», «Скорость досыпки».
- Заполнить бункер продуктом.
- Нажать клавишу ПУСК.
- Остановка работы машины производится по кнопке СТОП причем она остановится НЕ МГНОВЕННО, а сначала должна закончить текущий цикл развеса (в том числе набрать дозу продукта и сбросить ее).
Если производительность работы машины на новом виде продукта удовлетворяет оператора,то перед окончанием работы (или при остановках работы) рекомендуется выполнить операцию «СОХР БЛОК». Это упростит работу оператора на данном виде продукта, избавит от необходимости повторного ввода параметров фасовки данного вида продукта в дальнейшем.
Использование изделия
Поставить пустой пакет на весовую платформу. Нажать кнопку “ПУСК” на клавиатуре.
Гаснет индикатор «СТОП». На экране рисуется строка “Калибр НУЛЯ”. После окончания калибровки на экране рисуется итог НОРМА. Затем появляется сообщение «НАСЫПКА», включается вибролотка и продукт поступает в пакет. По окончании набора на экране рисуется «ВЕС НАБРАН» и показывается действительное значение набранной массы.
Если набранная порция продукта превышает заданную массу дозы на величину большую «Порог Ошибки», то слева от значения высвечивается знак ПЛЮС. А если набраная порция с ошибкой другого знака, то слева от значения набранной массы высвечивается знак МИНУС.
После нажатия педали машина выполняет следующий цикл набора.
Выполнить контрольное взвешивание на аттестованных весах. При этом первые две дозы контрольному взвешиванию не подлежат, т.к. их масса заведомо может значительно отличаться от заданной. Контрольное взвешивание рекомендуется выполнять каждый день перед началом работы и при перерывах в работе. Если масса не в допуске, то произвести настройку, меняя параметры (см. п.1.4.6).
Примечание. При фасовании товаров в упаковку руководствоваться ГОСТ Р 8.579-2002.
Машина фасовочная останавливается после выполнения заданного количества порций продукта, либо
по нажатию кнопки “СТОП”. При нажатии кнопки «СТОП” остановка происходит после завершения очередного цикла работы и освобождения весовой платформы от тары. Машина останавливается также, если пять раз подряд набранная масса отличается от заданной в одну сторону на величину большую, чем “Порог ошибки”.
При этом на экране высвечивается «МНОГО ОШИБОК» и БУФ ожидает от оператора обязательного нажатия кнопки «ВВОД» — т. е. оператор обязательно должен увидеть, что система остановлена по ошибкам фасования.
После остановки машины, в случае необходимости, можно изменить значение введенных параметров для достижения требуемой точности и желаемой производительности (см. табл. 4). После нажатия кнопки “ПУСК” работа возобновится.
При работе машины фасовочной в правом верхнем углу экрана БУФ высвечивается число порций продукта, расфасованных с момента пуска, или с момента обнуления счётчика, если таковое выполнялось. Для обнуления счётчика числа порций продукта необходимо нажать кнопку “С” (счетчик), причем обнуление его произведется перед началом набора следующей порции продукта.
Для завершения работы машины нажать кнопку “СТОП”, дождаться окончания
набора очередной порции и освободить платформу от тары нажатием педали.
Действия в экстремальных условиях
При пожаре в помещении расположения машины фасовочной необходимо выключить её нажатием клавиши “СЕТЬ”, отключить сетевой провод и сообщить с ближайшего доступного телефона о возникшем пожаре в пожарную часть, при возможности принять меры к тушению пожара из огнетушителя согласно инструкции на него или подручными средствами пожаротушения (песок и т. д.)
При отказе электрооборудования машины или возникновении аварийной ситуации (перегрузка, недопустимый нагрев электрооборудования, короткое замыкание, плохой контакт, образование искр и др.) необходимо: выключить машину нажатием клавиши “СЕТЬ”, отключить сетевой провод, установить предупредительные таблички “Не включать! Работают люди» и устранить неисправность.
При возникновении аварийных условий эксплуатации (факторы внешней среды значительно отличаются от нормальных) отключить машину нажатием клавиши “СЕТЬ”, отключить сетевой провод и действовать по указанию аварийных служб или руководства администрации предприятия.
При экстренной эвакуации обслуживающего персонала выключить машину фасовочную нажатием клавиши “СЕТЬ”, отключить сетевой провод и эвакуироваться согласно указаниям аварийных служб.
Техническое обслуживание
Общие указания:
Техническое обслуживание машины фасовочной работы или технический осмотр, проверка работоспособности, проверка состояния аппарата включает:
- Ежедневное ТО — ежедневно после окончания работы;
- Периодическое ТО— еженедельно;
- Профилактический ремонт — не реже одного раза в три месяца.
Меры безопасности
Техническое обслуживание проводят по окончании работы при отключенном электропитании машины, при соблюдении требований документов и требований, перечисленных в разделе 2 и с учетом других нормативных документов, действующих для данного производства и производственного процесса в эксплуатирующей организации.
Порядок ежедневного технического обслуживания
- отключить электропитание машины, для уборки использовать пылесос или волосяные щетки;
- провести внешний осмотр машины с целью выявления явных неисправностей и проверки комплектности;
- проверить целостность защитного заземления;
- проверить целостность и исправность электропроводки.
ВНИМАНИЕ!
Во избежание повреждения тензометрического датчика нагрузка на весовую платформу более 50 кг не допускается.
Порядок периодического технического обслуживания
При периодическом ТО проводят:
- ежедневное ТО;
- профилактическую дезинфекцию;
- проверку состояния болтовых и винтовых соединений.
Профилактическую дезинфекцию проводят протиркой губкой, смоченной в 5% растворе соды пищевой ГОСТ 2156, один раз в неделю или в сроки, согласованные с санитарным надзором.
Порядок профилактического ремонта.
Профилактический ремонт проводят после проведения ежедневнего и периодического ТО.
Проверить затяжку всех резьбовых соединений и, при необходимости, подтянуть.
Проверить состояние электрооборудования, кабелей, проводов и заземления техническим
осмотром.
Не реже одного раза в 6 месяцев эксплуатации произвести проверку состояния электрический цепей и органов управления на соответствие требованиям ПУЭ, измерение сопротивления изоляции между токоведущими частями. Значение электрического сопротивления должно быть:
— между заземляющим зажимом и нетоковедущими металлическими частями машины фасовочной не должно превышать 0,1 Ом;
— сопротивление рабочей изоляции проводников электрооборудования — не менее 1 МОм;
— электрическая прочность изоляции при напряжении 1000В в течении 1 секунды без пробоя.
Измерения сопротивления рабочей изоляции и электрической прочности производить при
отсоединенных от БУФ электроразъемах.
Контроль электробезопасности проводить с обязательной регистрацией результатов испытаний
в специальном журнале.
Ресурсы, сроки службы и хранения, гарантии изготовителя (поставщика)
Ресурс изделия до первого капитального ремонта 1…1,5 года в течение срока службы 2 года, в том числе срок хранения не более шести месяцев в упаковке предприятия-изготовителя в складских помещениях.
Межремонтный ресурс три месяца при текущих и капитальном ремонтах в течение срока службы 2 года.
Гарантийный срок эксплуатации машины фасовочной 12 месяцев со дня продажи.
При отсутствии даты продажи или печати гарантийный срок начинается с даты заводской приемки (см. свидетельство о приемке).
Указанные ресурсы, сроки службы и хранения действительны при соблюдении потребителем требований действующей эксплуатационной документации при двухсменной работе машины (смена — не более 8 часов) в течение суток и при выполнении всех видов технического обслуживания и ремонта в сроки и в объёмах, установленных графиками, составленными владельцем в соответствии с системой планово-предупредительного ремонта (с учётом указаний эксплуатационной документации).
Предприятие-изготовитель гарантирует соответствие машины требованиям ТУ 4274-006-21493573-98 при соблюдении условий транспортирования, хранения, монтажа, эксплуатации и технического обслуживания.
Под гарантией понимается замена деталей, признанных неисправными вследствие дефектов материалов или конструкции.
Предприятие-изготовитель не несет ответственности за изменение характеристик машины с комплектующими изделиями, установленными без согласования с изготовителем.
Гарантия теряет свою силу в том случае, если машина подвергалась повреждениям или вмешательству со стороны неквалифицированного персонала, при этом безразлично, произошла ли неиcправность в результате неправильной эксплуатации или отсутствия своевременного технического обслуживания.
Сведения о рекламациях
Порядок предъявления, оформления рекламаций, упаковка и отправка машины для ремонта на предприятии-изготовителе (при необходимости) производятся согласно указаний настоящего паспорта.
Рекламации предъявляются в случаях:
- поломки, разрушения или нарушения работоспособности отдельных деталей или машины в целом по причинам производственного характера;
- преждевременного износа отдельных деталей, препятствующего нормальной эксплуатации машины;
- некомплектности машины (комплектность в соответствии с договором на поставку и настоящим паспортом).
Предприятие-изготовитель не рассматривает и не удовлетворяет рекламации в следующих случаях:
- при вмешательстве потребителей в конструкцию машины;
- при проведении ремонтных работ без предварительной консультации с предприятием-изготовителем;
- при неисправностях или повреждениях, происшедших вследствие неумелого обслуживания, неправильного транспортирования и хранения машины и эксплуатации ее с нарушением требований и указаний эксплуатационной документации.
Рекламации предъявляются в виде акта, в котором указывается:
- адрес клиента, его телефон для связи,
- обозначение, серия, заводской номер, дата приобретения машины.
- описание характера неисправности с указанием вышедшего из строя узла или детали.
В течение гарантийного срока предприятие-изготовитель производит по рекламациям потребителей, принятых предприятием-изготовителем к исполнению, безвозмездную замену всех деталей, механизмов и узлов, вышедших из строя по вине предприятия-изготовителя в случаях оговоренных настоящим паспортом и руководством по эксплуатации.
Ремонт
Ремонт машины фасовочной должен проводиться в сроки и в объёмах, установленных графиками, составленными владельцем в соответствии с системой планово-предупредительного ремонта.
Машина в процессе эксплуатации подвергается текущему и капитальному ремонту.
Текущий ремонт — наименьший по объёму вид ремонта, выполняемый на месте эксплуатации в целях восстановления работоспособности машины.
Выполняемые работы при текущем ремонте:
- выполнить все работы, предусмотренные объёмами технического обслуживания;
- провести дефектацию изношенных деталей и узлов машины, комплектующих изделий, после чего
принять решение об их ремонте или замене; - по окончании ремонта произвести работы согласно раздела 4.2.
Работы по ремонтам проводить только при отключенном электропитании машины.
Капитальный ремонт — ремонт, выполняемый для восстановления ресурса машины фасовочной с
заменой или восстановлением любых ее частей. Капитальный ремонт выполняется по
согласованию с заказчиком на предприятие-изготовителе машины.
Хранение
Хранение машины фасовочной проводить в упаковке в складском помещении в микроклиматических районах с умеренным и холодным климатом. Условия хранения в части воздействия климатических факторов внешней среды по группе 6 ГОСТ 15150:
- температура окружающей среды от -50°С до +40°С;
- относительная среднегодовая влажность 80% при температуре 150С.
Тара и упаковка обеспечивают сохранность машины при хранении не более 8 месяцев со дня отгрузки предприятием-изготовителем.
Размещение упакованных машин при хранении по высоте не более, чем в один ряд.
При нарушении правил хранения изготовитель ответственности за работу машины фасовочной не несет.
Транспортировка
Транспортирование машины фасовочной проводят любым видом транспорта в соответствии с действующими на нем правилами в упаковке завода-изготовителя и в соответствии с знаками транспортной маркировки на упаковке.
Условия транспортирования машины фасовочной в части воздействия климатических факторов по группе 8 ГОСТ15150, т. е. для макроклиматических районов с умеренным и холодным климатом при температуре воздуха от -50″С до +40°С и относительной среднегодовой влажности 80% при
температуре 150С.
Условия транспортирования в части воздействия механических факторов по группе Ж ГОСТ 23216 с любым количеством перегрузок.
Погрузочно-разгрузочные работы и транспортирование машины должны производиться с соблюдением требований ГОСТ 12.3.009.
При транспортировании на открытых палубах плавсредств агрегаты и составные части машины фасовочной в упаковке должны быть накрыты сплошной водонепроницаемой тканью (материалом).
Крепление грузовых мест в транспортном средстве производить путем обвязки за упаковку и закреплении не менее чем в трех направлениях или к высокому (выше 1,2 м) борту.
После транспортирования проверить сохранность упаковки и транспортной маркировки.
Машина фасовочная поставляется полностью собранной в одном грузовом месте.
Транспортные характеристики:
- масса брутто — не более 250 кг
- габаритные размеры в упаковке, мм — 1250 * 930 * 1150
Транспортирование машины фасовочной после распаковки внутри помещения проводить в соответствие с ГОСТ 12.3.020.
Утилизация
Машина фасовочная не содержит изделий представляющих опасность для жизни, здоровья людей и окружающей среды после окончания срока службы (эксплуатации).
Допустимость дальнейшей эксплуатации или утилизации после истечения срока службы агрегата
определяется путем дефектации, при этом обращают внимание на сохранность корпуса и электрооборудования, а также возможность замены неисправных узлов. Дефектацию проводит комиссия, назначенная руководством предприятия-потребителя. При необходимости провести консультации с предприятием-разработчиком.
После окончания эксплуатации машины фасовочной снять с неё изделия, содержащие цветные и легированные металлы, произвести сортировку и отправить по назначению (металлом).
Задать вопрос
Вернуться на предыдущую страницу
Настоящее руководство по эксплуатации предназначено для изучения устройства, принципа
действия, правил эксплуатации машины фасовочной Д-03, далее по тексту: машина фасовочная, машина, а также для руководства при выполнении профилактических и ремонтных работ в процессе эксплуатации.
Руководство по эксплуатации содержит:
- техническое описание машины фасовочной;
- порядок, правила и условия эффективной и безопасной эксплуатации;
- правила хранения, транспортирования и утилизации;
- порядок технического обслуживания;
- сведения и нормы, необходимые для технически правильных монтажа, наладки, регулирования и эксплуатации машины фасовочной.
К работе допускается обученный в соответствии с ГОСТ 12.0.004 и аттестованный персонал не моложе 18-ти лет, прошедший инструктаж по охране труда и мерам безопасности при работе на машине фасовочной.
Владелец обязан обеспечить содержание машины в исправном состоянии и безопасные условия работы на ней путём организации надлежащего осмотра, технического обслуживания, ремонта и надзора в соответствии с действующей эксплуатационной и нормативной документацией.
Фирма постоянно работает над совершенствованием конструкции машины фасовочной, повышением её надежности, улучшением условий эксплуатации и оставляет за собой право вводить изменения в конструкцию, не ухудшающие технические и эксплуатационные характеристики и дизайн без
корректировки эксплуатационной документации.
Описание и работа оборудования
Назначение оборудования
Машина фасовочная предназначена для фасования сыпучих продуктов. Фасование производится в предварительно подготовленные пакеты из бумаги путем набора заданной массы дозы.
Машина соответствует исполнению УХЛ категории 4.1, для работы в атмосфере типа I (условно чистая) по ГОСТ 15150, для эксплуатации в невзрывоопасных помещениях категории Д (по НПБ 105-95), с искусственно регулируемыми климатическими условиями, с относительной влажностью воздуха до 80%, при температуре окружающего воздуха от 15°до 35 °С, при этом, при температуре выше 30°С относительная влажность воздуха должна быть не более 70% .
Небольшая погрешность фасования, простота обслуживания и эксплуатационная надежность машины фасовочной позволяют широко использовать ее на разнообразных производственных предприятиях.
Безопасность работы машины фасовочной обеспечивают при ее эксплуатации в условиях производственной среды, удовлетворяющей требованиям “Правил техники безопасности и производственной санитарии на предприятиях хлебопекарной и макаронной промышленности” (в
дальнейшем Правил ТБ и ПС) и климатических условий, соответствующих исполнению УХЛ категории 4.1 ГОСТ 15150 в отапливаемых помещениях, позволяющих работать в соответствии с санитарными нормами.
Характеристики (свойства)
| Параметр | Значение |
|---|---|
| Масса дозы, кг | до 50 |
| Производительность, уп/мин | до 3 |
| Объем загрузочного бункера, л | 260 |
| Масса машины, кг, не более | 230 |
| Напряжение питания, В | 220/380 |
| Частота, Гц | 50±1 |
| Температурный диапазон, °С | +15……+35 |
| Потребляемая мощность, кВт, не более | .0,8 |
| Размеры дозатора, мм, не более | |
| длина | 1150 |
| ширина | 970 |
| высота | 2688 |
| Степень защиты оболочек электротехнических изделий | IP54 |
| Шум, дБа, не более | 80 |
| Вибрации, дБ, не более | 100 |
| Давление воздуха в пневмосистеме, МПа (кгс/см2) | 0,4 (4) |
Пределы допускаемых отрицательных отклонений содержимого нетто (массы дозы) от номинального количества в соответствии с ГОСТ Р 8.579-2002
Примечания:
- При фасовании товаров в упаковки руководствоваться ГОСТ Р 8.579-2002.
- Действительные значения производительности и точности фасования зависят от вида продукта, массы дозы и требуемой точности фасования. При увеличении массы неделимой частицы (куска) продукта производительность уменьшается и предел допускаемых отклонений увеличивается.
Состав изделия
Перечень
составных частей машины фасовочной приведен в таблице 1.
| Наименование | Количество |
|---|---|
| Рама | 1 |
| Бункер | 1 |
| Вибролоток | 1 |
| Опоры | 4 |
| Весовая платформа | 1 |
| Педаль | 1 |
| Пульт управления | 1 |
Общий вид и расположение основных частей машины фасовочной показаны на рисунке 1.
Рисунок 1. Общий вид.
Детали машины, которые соприкасаются с пищевыми продуктами, изготовлены из стали 12х18Н10Т, разрешенной к применению согласно РТМ 27-72-15-82.
Устройство и работа
Машина фасовочная состоит из узлов и деталей, смонтированных на общем основании. Блок управления фасованием (БУФ) имеет следующие органы управления и индикации (см. рис. 2), приведенные в таблице 3.
Рисунок 2. Блок управления (БУФ).
Управление работой машины фасовочной — набор параметров, запуск различных операций осуществляется оператором с помощью кнопок клавиатуры блока управления. При этом на дисплее рисуются названия параметров и их текущие значения, а также названия операций. БУФ сам проверит указываемые Вами параметры или запускаемые Вами операции на допустимость: при необходимости он выдаст на дисплей диагностическое сообщение. Свою работу БУФ сопровождает комментариями, а при наличии каких-либо ошибок — сообщениями о них.
Принцип действия машины фасовочной основан на преобразовании усилий от поступающего на весовую платформу продукта в электрический сигнал с помощью тензометрического датчика. Сигнал от тензодатчика преобразуется в цифровой и высвечивается на цифровом индикаторе, сравнивается с заданным значением массы дозы, по достижении которого отключается загрузочное устройство.
| № поз. на рис. 2 | Органы управления или индикации | Назначение органа управления или индикации |
|---|---|---|
| 1 | Кнопка С | Обнуление счётчика изготовленных доз |
| 2 | Кнопка «Стрелка ВВЕРХ» | Переместиться по пунктам меню ВВЕРХ или увеличить цифру в текущей позиции индицируемого на экране параметра |
| 3 | Поле экрана жидко-кристаллического дисплея (ЖКИ-дисплея) | Служит для вывода буквенно-цифровых сообщений в процессе работы (комментарии, сообщения об ошибках и пр.) |
| 4 | Индикатор светодиодный «СТОП» | Загорается при реальном переходе устройства в состояние «СТОП» |
| 5 | Индикатор светодиодный «ОШИБКА» | Загорается при останове устройства по причине «МНОГО ОШИБОК» |
| 6 | Кнопка «ВВОД» | • Войти в меню • В меню «Ввод параметров» высветится текущее значение параметра • В меню «Операции» запустить текущий пункт • Принять высвечиваемое значение параметра |
| 7 | Кнопка «F1» | Резерв |
| 8 | Индикатор | Наличие сетевого обмена |
| 9 | Кнопка F2″ | Резерв |
| 10 | Индикатор | Наличие ошибок сетевого обмена |
| 11 | Кнопка «ПУСК» | Запуск машины фасовочной в работу |
| 12 | Кнопка «СТОП» | • Выйти из меню • В меню «Ввод параметров» — отказ от введённого значения параметра • При запущенном пункте меню «Операции» прервать циклическую операцию • Остановить работу машины фасовочной |
| 13 | Кнопка «FЗ» | Резерв |
| 14 | Кнопка»F4″ | Резерв |
Машина фасовочная осуществляет следующие функции:
- фасование продукта в соответствии с установленной массой дозы;
- индикацию действительного значения массы дозы;
- контроль количества взвешенных порций продукта с возможностью вывода результатов на дисплей;
- аварийную остановку в случае нарушения режимов работы.
Предварительно засыпанный в бункер продукт передвигается по виброконвейеру и ссыпается в
готовую тару. На дисплее в нижней строке высвечивается «НАСЫПКА». При достижении массы, меньше номинальной на величину массы досыпки, виброконвейер переходит в режим досыпки (уменьшается скорость подачи продукта) — на экране высвечивается надпись «ДОСЫПКА». При достижении номинальной заданной массы на экране высвечивается «ВЕС НАБРАН», и подача продукта по виброконвейеру останавливается. Оператор должен аккуратно убрать пакет с насыпанной дозой и подставить очередной пакет. После нажатия на педаль подача вновь включается и цикл повторяется.
Принципы взаимодействия с системой
Диалог оператора с БУФ организован через набор меню.
«Погружение» в меню проводят по нажатию кнопки ВВОД, а выход из меню — по нажатию кнопки СТОП. При «погружении» в меню в верхней строке дисплея высвечивается название меню, а в нижней строке — название первого пункта этого меню.
Перебор пунктов меню производится кнопками «ВВЕРХ» и «ВНИЗ»: переход от текущего пункта меню к следующему — кнопкой «ВНИЗ», а к предыдущему — кнопкой «ВВЕРХ».
Ниже приведен перечень меню и содержимое их пунктов.
Верхний уровень: ЖДУ КОМАНДУ
Главное меню: ВЫБЕРИТЕ МЕНЮ
Перечень меню:
- Ввод параметров
- Операции
Перечень пунктов меню «Ввод параметров»:
- Доза
- Кусок
- Досыпка
- Порог ошибки
- V насыпки
- V досыпки
Перечень пунктов меню «Операции»:
- Взвешивание
- ЗАГРблок
- СОХР блок
- *КалибрНУЛЯ
- *ЗАГР калибр
- *СОХР калибр
- *Калибр ШКАЛЫ
Работа в меню «Ввод параметров»
Для просмотра параметра следует нажать кнопку «ВВОД», на экране высвечивается текущее значение параметра, по окончании просмотра — кнопку «ВВОД» или «СТОП».
Просмотр текущих значений и (или) изменение параметров, имена которых отображаются на дисплее с лидирующей * (звездочкой), возможно только после указания пароля.
Для изменения параметра следует нажать «ВВОД», на экране высвечивается текущее
значение параметра. Далее можно изменить значение параметра с помощью кнопок «ВЛЕВО», «ВПРАВО», «БОЛЬШЕ», «МЕНЬШЕ». Если оператор принимает набранное значение, то он должен завершить ввод нажатием кнопки «ВВОД». Если же оператор отказывается от набранного значения, то ему следует нажать кнопку «СТОП»: при этом система на некоторое время высветит СТАРОЕ значение параметра. И всегда процедура ввода параметра завершается очисткой поля значение параметра.
При работе в пунктах меню «Ввод параметров» — при наборе параметров с клавиатуры следует иметь в виду, что в системе по каждому параметру приняты следующие
условности:
- значение по умолчанию, т. е. значение, которое система присвоит параметру, если он не будет введен оператором;
- максимальное допустимое значение параметра;
- минимальное допустимое значение параметра.
Перечень максимального, минимального допустимого значений и значения по умолчанию для
параметров, которые могут вводиться с клавиатуры, приведен в таблице 3.
Таблица 3
| Наименование параметра | Максимум | Минимум |
|---|---|---|
| Заданная масса дозы, г | 50000 | 1000 |
| Масса куска продукта, г | 100 | 0 |
| Масса досыпки, г | 600 | 10 |
| Порог ошибки, г | 500 | 1 |
| Скорость насыпки, % | 100 | 1 |
| Скорость досыпки, % | 100 | 1 |
(*) — при ПУСКе системы, если параметр не был задан оператором, система сама доопределит его как 10% заданной массы дозы.
(**) — при ПУСКе системы, если параметр не был задан оператором, система сама доопределит его (определяется версией ПМО) и куском продукта.
(***)— параметр определяется максимальной допустимой ПОЛЕЗНОЙ нагрузкой используемой
тензобалки и устанавливается на заводе-изготовителе.
(****) — параметр не используется.
Параметры, отмеченные в таблице 3 жирным шрифтом, устанавливаются на заводе — изготовителе и менять их операторуЗАПРЕЩАЕТСЯ.
При
попытке просмотра текущих значений параметров
- Максим. доза
- Сетевой адрес
система ждет ввода пароля — на это указывает символ * (звездочка) перед именем параметра. И только после правильно набранного пароля оператор допускается к просмотру и (или) изменению параметра.
Пароль — последовательные нажатия клавиш FЗ + F1 (после ВВОД).
Если оператор вводит значение параметра, которое не входит в допуски, то система в ответ выводит сообщение формата “ЕХХХ”, где код “XXX” несет в себе информацию о причине ошибки в соответствии с таблицей 4.
Сообщение
об ошибке ждет ответной реакции оператора (нажатия кнопки «ВВОД») в течение 4
…5 сек и далее восстанавливается былое содержимое экрана.
Перечень ошибок Таблица 4
| Код ошибки | Содержание ошибки | Действия оператора |
|---|---|---|
| E200 | Введена неверная масса дозы продукта | Ввести допустимую массу дозы продукта (1000 … 50000) |
| E201 | Введена неверная масса куска продукта | Ввести допустимую массу куска продукта (0… 100) |
| Е202 | Введена неверная масса досыпки | Ввести допустимую массу досыпки (10…600) |
| E203 | Введено неверное предельное отклонение массы дозы – порог ошибки | Ввести допустимое предельное отклонение массы дозы (1…500) |
| E204 | Введена неверная предельная масса дозы | Ввести допустимую предельную массу дозы (1000…50000) |
| E205 | Введено неверное число доз | Ввести допустимое число доз (1…65500) |
| E206 | Введена неверная скорость НАСЫПКИ “V насыпки“ | Ввести допустимую скорость НАСЫПКИ (1…100) |
| E207 | Введена неверная скорость ДОСЫПКИ “V досыпки“ | Ввести допустимую скорость ДОСЫПКИ (1…100) |
| E230 | Заданная оператором масса дозы превышает максимально допустимый вес дозы (возможности тензобалки) | Ввести допустимую массу дозы (1000…50000) г |
| Е231 | Заданный оператором вес досыпки превышает заданный вес дозы | Ввести допустимые массу дозы продукта и массу досыпки: первая всегда должна быть больше |
| Е232 | Заданные оператором скорость ДОСЫПКИ превышает скорость НАСЫПКИ | Ввести допустимые скорости насыпки и досыпки, но всегда скорость насыпки должна быть НЕ МЕНЬШЕ, чем скорость досыпки |
| Значение напряжения смещения, полученное в процессе НУЛЬ- калибровки, превышает допустимые пределы | Проверить наличие продукта на подставке, наличие зазора между тензобалкой и ограничивающим упором. Повторить операцию. Если при повторе имеем неудачу, то возможен отказ тензобалки или электроники. | |
| Е234 | Попытка выполнить тарировку при незаданном весе дозы | Перед тарировкой следует ввести заданную массу дозы (10. ..12000) г |
| Е235 | Значение напряжения смещения, полученное в процессе ТАРИРОВКИ, превышает допустимые пределы | Проверить наличие продукта на подставке, наличие зазора между тензобалкой и ограничивающим упором. Повторить операцию. Если при повторе имеем неудачу, то возможен отказ тензобалки или электроники. |
| Е240 | Попытка запуска машины фасовочной при неоконченном «Прогреве»: на экране во второй строке светится надпись «Прогрев » ЖДИ!» | Дождаться готовности машины: надпись «Прогрев»ЖДИ!» должна исчезнуть — ввести параметры фасования (или загрузить блок параметров) и повторить запуск машины фасовочной |
Работа в меню «Операции»
Выбрав нужный пункт меню «Операции» нажатием кнопки «ВВОД», мы запустим соответствующую операцию. Если запущенная операция — циклическая, то прервать ее можно кнопкой «СТОП».
- Запуск операций, имена которых отображаются на дисплее с лидирующей *(звездочкой).
- возможен только после указания пароля.
- При запуске
процедуры «Взвешивание» на экране дисплея высвечивается текущее значение
массы в ковше — машина фасовочная используется как обычные весы. Для прекращения взвешивания нажмите кнопку СТОП. - При запуске процедуры «ЗАГР блок» система загружает в память («вспоминает»)
блок параметров, значения которых соответствуют характеристикам фасуемого продукта и ПРЕДВАРИТЕЛЬНО СОХРАНЕННЫХ оператором. БУФ способен сохранять до 30 различных блоков параметров (программ) работы с различными видами продуктов, которые сохраняются при выключении питания.
Если нажатием кнопки ВВОД запустить пункт «ЗАГР блок», то система запросит «Номер блока» и далее выведет номер блока, который использовался последним. Оператор может ввести номер блока, который он хочет загрузить. Чтобы «принять» номер блока следует нажать кнопку ВВОД. Далее БУФ загрузит блок параметров из указанного блока.
Чтобы отказаться от загрузки высвечиваемого
блока, в ответ на запрос «Номер блока >» следует нажать кнопку СТОП.
Подчеркнём, что последний успешно загруженный блок параметров останется
активным до тех пор, пока не будет успешно загружен (или сохранён) другой блок
параметров. «Активным» блок параметров называется потому, что он всегда
загружается при включении питания БУФ. Процедура «ЗАГР блок» завершается
сообщен нем НОРМА/НЕНОРМА.
При запуске процедуры «СОХР блок»
система сохраняет в памяти («запоминает») блок параметров,
определяющих характеристики фасования продукта и ПРЕДВАРИТЕЛЬНО НАБРАННЫХ оператором (через пункты меню ВВОД ПАРАМЕТРОВ). БУФ способен сохранять до 30 различных блоков параметров (программ)
работы с различными видами продуктов, которые сохраняются при выключении питания.
Подчеркнём, что последний успешно сохранённый блок параметров останется активным до тех
пор, пока не будет успешно загружен (или сохранён) другой блок параметров.
Процедура
«СОХР блок» завершается сообщением НОРМА/НЕНОРМА.
Таким
образом, подобрав параметры фасования разных видов продукта и сохранив их под
различными номерами «программ», оператор может
перенастраивать параметры на работу с нужным видом продукта: для этого
он просто загружает нужный блок параметров (с нужным номером).
При запуске процедуры «Калибр НУЛЯ» оператор предварительно ДОЛЖЕН ОСВОБОДИТЬ весовую платформу от остатков продукта и дождаться завершения процедуры с результатом НОРМА/НЕНОРМА.
Машина фасовочная выпускается с завода-изготовителя с уже сохраненными параметрами
калибровки. Если в процессе эксплуатации (например, в связи с уходом параметров электроники или тензобалки) «уйдет» нуль весового измерителя (это выясняется через операцию «Взвешивание»), то оператор должен заново провести операцию калибровки НУЛЯ. В процессе работы БУФ периодически через каждые 5(10) минут проводит операции калибровки НУЛЯ.
Если при эксплуатации оператору нужно .сохранить обновленные («свежие») параметры калибровки, то он должен освободить весовую платформу, дождаться механического успокоения
системы и затем провести калибровку по НУЛЮ и при нормальном ее завершении выполнить «СОХР КАЛИБР».
При запуске процедуры «ЗАГР калибр» система загружает блок параметров, определяющих характеристики фасования продукта и ПРЕДВАРИТЕЛЬНО СОХРАНЕННЫХ или заводом-изготовителем, или оператором. Процедура завершается сообщением НОРМА/НЕНОРМА.
«СОХР калибр» — технологическая ответственная операция. При запуске процедуры «СОХРкалибр» система сохраняет блок параметров, определяющих характеристики фасования продукта.
Подчеркнем, что предварительно сохраненный блок параметров калибровки действительно
СОХРАНЯЕТСЯ сколь угодно долго — в том числе и при выключении питания.
При запуске процедуры «Тарировка» устраняется
погрешность измерения веса в окрестности рабочей точки. Процедура начинается с НУЛЬ-калибровки, поэтому до начала тарировки оператор должен освободить весовую платформу от продукта, положить пустой пакет на неё и дождаться механического успокоения. Далее система выдает на экран подсказку
«Поставь тарир», по которой оператор должен осторожно положить на платформу
тарировочный груз. Тарировочный груз ДОЛЖЕН СООТВЕТСТВОВАТЬ заданной массе дозы.
Система допускает отклонение измеряемой массы от эталонной НЕ БОЛЕЕ 20% от заданной массы дозы.
Для приема результатов тарировки оператор должен нажать кнопку ВВОД. Для отказа от
ее результатов следует нажать кнопку СТОП.
Процедура «Калибр ШКАЛЫ» — исключительно ответственная и должна выполняться либо на заводе-изготовителе, либо сертифицированными представителями метрологической службы.
Предварительно провести операцию «КАЛИБР НУЛЯ» и обязательно получить сообщение НОРМА. Дождаться механического успокоения платформы, осторожно положить на неё эталонную весовую гирю и запустить «КАЛИБР ШКАЛЫ», нажав кнопку «ВВОД» на пункте «КАЛИБР ШКАЛЫ» меню «Операции». По окончании должно высветиться НОРМА.
ВНИМАНИЕ! Нагрузка на весовую платформу более 50 кг — НЕ ДОПУСКАЕТСЯ!
Особо ответственные операции, которые не рекомендуется «трогать» оператору и которые, как правило, должны выполняться на заводе-изготовителе, спрятаны «под пароль».
К числу этих операций отнесены:
- Калибр НУЛЯ
- Калибр ШКАЛЫ
- СОХР калибр
- ЗАГР калибр
- Тарировка
При попытке выполнения этих процедур система ждет ввода пароля — на это
указывает символ * (звездочка) перед наименованием операции. И только после правильно набранного пароля оператор допускается к РЕАЛЬНОМУ выполнению процедуры.
Пароль предполагает последовательные нажатия клавиш FЗ+F1 (после ВВОД).
В процессе эксплуатации или проверок возможны диагностические сообщения об ошибках, коды которых сведены в таблицу 5
Таблица 5
| Код ошибки | Содержание ошибки | Действия оператора |
|---|---|---|
| Е001 | Несанкционированное прерывание по последовательному порту машины | Отказ электроники ТК 039.10.410 |
| E002 | Несанкционированное прерывание по ‘T2’ | Отказ электроники ТК 039.10.410 |
| E003 | Несанкционированное пре-рывание по ‘PCA’ | Отказ электроники ТК 039.10.410 |
| E037 E038 Е040 Е041 |
Неудачное завершение процедуры калибровки | Оператору проверить:
|
| E039 | Неудачное завершение процедуры самокалибровки | Оператору повторить операцию, закончившуюся неудачно. При повторных неудачах — отказ электроники |
| Е100, E101 | Неудача в передаче информации в (из) РПЗУ | Оператору повторить операцию, закончившуюся неудачно. При устойчивых ненормах имеем отказ микросхемы D2 платы ТК 039.10.410. |
| Е110 | Ошибка контрольной суммы информационного блока, читаемого из РПЗУ | Отказ электроники: замена микросхемы D2 плата TK039.10.410 |
| Е111 | Неизвестная системе прошивка РПЗУ: нарушен формат блока данных | Система попытается САМА исправить ситуацию. Если эта ошибка повторяется, то имеем отказ электроники: замена микросхемы D2 платы TK039.10.410 |
| Е112 | Этот тип РПЗУ не обслуживается версией программного обеспечения | Отказ электроники: замена микросхемы D2 платы TK039.10.410 |
| E113 | Тип РПЗУ несовместим с текущей версией ПМО машины | Замена микросхемы D2 платы TK039.10.410 |
| Е114 | Оператором введен недопустимый номер блока параметров | Оператору ввести допустимый номер блока параметров |
| Е115 | Попытка прочитать блок калибровочных параметров из ПУСТОГО блока | Сообщение – информационное: далее система сама пропишет блок калибровочных параметров |
| Е116 | Попытка прочитать блок параметров из ПУСТОГО блока | Оператору набрать параметры фасования и выполнить команду “СОХР блок” |
| Е117 | Попытка найти АКТИВНЫЙ блок параметров оказалась неудачной | Оператору набрать параметры фасования и выполнить команду «СОХР блок» |
| E119 | Нет готовности ЖКИ-дисплея | Отказ электроники |
| Е120… E129 |
Ошибки АЦП | Замена микросхемы D4 в модуле ТК039.10.420 |
| E130… E135 |
Ошибки обмена по линии связи | Оператору проверить:
|
Маркировка
Маркировка машины фасовочной наносится на табличке предприятия-изготовителя, закрепленной на задней стенке. Табличка содержит следующие данные:
- наименование предприятия-изготовителя и его товарный знак,
- знак соответствия системы сертификации;
- наименование и обозначение;
- заводской номер по системе нумерации предприятия-изготовителя;
- год и месяц выпуска;
- пределы фасования (наименьший и наибольший);
- номинальное значение напряжения питания и частота электросети;
- обозначение технических условий;
- потребляемая мощность;
- климатическое исполнение;
- степень защиты оболочек электрооборудования IP54;
- масса.
На задней стенке пульта управления нанесён знак электрического напряжения согласно ГОСТ 12.4.026 и около зажима заземления нанесён знак заземления по ГОСТ 21130.
Упаковка
Машина фасовочная поставляется полностью
упакованной в транспортную тару. Вариант внутренней упаковки ВУ-4 ГОСТ 9.014.
Комплекты, запасные части, принадлежности и
эксплуатационная документация упакованы в пакеты из полиэтиленовой пленки и
вложены в бункер машины фасовочной.
Меры безопасности
Требования безопасности труда устанавливаются в соответствии с требованиями настоящего раздела, специальные требования применительно к различным видам работ приведены в соответствующих разделах данного руководства.
При монтаже и эксплуатации машины фасовочной должны соблюдаться требования:
- «Правил техники безопасности при эксплуатации электроустановок потребителей»;
- «Правил устройства и безопасной эксплуатации грузоподъёмных кранов» (при монтаже автомата с использованием г/п кранов);
- «Правил пожарной безопасности», действующих в эксплуатирующей организации;
- Нормативной документации по охране труда и технике безопасности, действующей в эксплуатирующей организации, и для данного производства.
- Настоящего руководства по эксплуатации, паспорта и ГОСТ 12.2.124.
Безопасность эксплуатации машины обеспечивают её эксплуатацией в условиях производственной среды, соответствующей нормам «Правил техники безопасности и производственной санитарии на предприятиях хлебопекарной и макаронной промышленности» и климатических условий, соответствующих п.1.1 настоящего руководства.
Безопасность труда на машине обеспечивается, в том числе, её изготовлением в соответствии с требованием ГОСТ 12.2.124.
Изготовитель не может гарантировать безопасность работы операторов и обслуживающего персонала без соблюдения требований (условий, правил и указаний), предусмотренных в эксплуатационной документации.
Рабочее место оператора должно соответствовать требованиям раздела 9 ГОСТ 12.2.124.
Освещение органов управления и приборов контроля должно быть обеспечено средствами освещения помещения в соответствии с требованиями санитарных правил.
На рабочих местах должны находиться инструкции по соблюдению мер безопасности при работе на машине, составленные потребителем с учетом требований:
- руководства по эксплуатации,
- ГОСТ 12.2.124,
- действующей нормативной документации для данного производства и особенностей производства в помещении, где установлена машина.
Помещение должно быть оборудовано принудительной приточновытяжной вентиляцией с обеспечением уровня концентрации пыли в воздухе рабочей зоны не выше 6 мг/м3 и другими средствами, обеспечивающими недопущение пожарно-взрывоопасных концентраций пыли и нормальные условия труда в соответствии с действующей НД.
Машину установить на ровном основании, исключающем колебания изделия.
Опасным производственным фактором при работе с машиной является напряжение питающей сети 220В.
Монтаж и наладку машины могут выполнять квалифицированные рабочие (слесари-наладчики, слесари-ремонтники) не ниже 3-го разряда, предварительно изучившие настоящее руководство по эксплуатации.
Для обслуживания машины должны быть предусмотрены проходы около машины фасовочной шириной не менее 1 метра. Шириной прохода считается наименьшее расстояние между выступающими частями строительных конструкций (коммуникационных систем и других агрегатов) и машины фасовочной.
Для обслуживания частей машины, расположенных выше 1.5 метра от уровня пола, должны быть предусмотрены площадки. Площадки должны быть ограждены поручнями высотой не менее 1.0 метра со сплошным закрытием высотой не менее 0.15 метра от уровня пола площадки.
К эксплуатации и обслуживанию машины фасовочной допускается персонал, прошедший соответствующий инструктаж по технике безопасности и охране труда в соответствии с инструкциями, разработанными согласно настоящего руководства, а также обученный, в соответствии с ГОСТ 12.0.004 безопасным методам труда, аттестованный и сдавший экзамены в объеме настоящего руководства и паспорта на машину фасовочную, имеющий не ниже I группы по электробезопасности и не имеющий медицинских противопоказаний. Персонал, эксплуатирующий машину фасовочную, должен быть обеспечен спецодеждой согласно типовых отраслевых норм.
Смазка, ремонт, регулировка, наладка и замена узлов на работающей машине категорически запрещена!
Контроль выполнения требований безопасности по ГОСТ 12.2.124 и настоящего руководства должен производится:
- после окончания монтажа, наладки и обкатки вновь установленной машины фасовочной;
- после ее капитального ремонта и реконструкции.
Контроль должен включать проверку машины как в нерабочем, так и рабочем состоянии путем технического осмотра, непосредственного контроля требований техники безопасности и измерения контролируемых параметров. Контроль требований электробезопасности в соответствии с п. 5.5.4.
Для обеспечения мер безопасности запрещается:
- приступать к работе с машиной фасовочной, не ознакомившись с настоящим руководством;
- эксплуатировать машину без заземления;
- применять для заземления газопровод, а также трубы и батареи отопления.
- пользоваться розетками без заземляющего контакта.
Порядок монтажа
При работах по подготовке машины фасовочной к монтажу, при монтаже и опробовании необходимо дополнительно руководствоваться следующими документами:
- Схема электрическая принципиальная;
- Перечень элементов;
- Правила устройства электроустановок(ПУЭ).
При проведении работ по монтажу, опробованию и наладке необходимо соблюдать общие положения по технике безопасности, действующие на предприятии-потребителе, с выполнением требований безопасности при работах с грузоподъемными кранами и механизмами и требованиями главы 2 настоящего руководства по эксплуатации.
От места получения и разгрузки до места монтажа, машину транспортировать в упаковке
предприятия-изготовителя в соответствии с требованиями ГОСТ 12.3.020. Машина фасовочная со всеми комплектующими изделиями и документацией поставляется двумя грузовыми местами.
После вскрытия тары распаковать машину, провести технический осмотр, проверить её целостность и комплект поставки согласно паспорта.
Требования к месту монтажа машины фасовочной:
- Помещение, предназначенное для монтажа, должно соответствовать условиям эксплуатации оговоренным в п.1.1.
- Принудительная приточно-вытяжная вентиляция должна обеспечивать нормальные условия труда и условия взрыво-пожаробезопасной эксплуатации.
- Помещение и место монтажа должны удовлетворять требованиям раздела 2.
- Пол на месте установки должен быть горизонтальным, ровным,и воспринимать нагрузку не менее 100 кг/см2.
- К месту установки должно быть подведено электроснабжение:
- напряжение питания (220±10%)В;
- частота (50±0,4) Гц.
На линии питания машины фасовочной должны отсутствовать мощные потребители электроэнергии: сварочные аппараты, станки и другое промышленное оборудование. Защитное контурное заземление должно соответствовать ГОСТ 12.1.030.
Перед монтажом проверить соответствие места монтажа требованиям п. 3.1.5 техническим осмотром и, при необходимости, проведением измерений параметров средствами измерений, указанными в соответствующей НТД.
Монтаж (демонтаж)
- При распаковке машины фасовочной, после установки её на подставку, демонтировать транспортировочные болты, раскрепляющие плиту вибролотка.
- После установки на опоры, машина должна стоять устойчиво, исключая вибрации при работе. Устойчивость достигается вращением опор. После установки контрить гайками, входящими в состав опор.
- Провести монтаж весовой и пневмосистемы (см. рис. 3,4,5,6 и 7).
- Пристыковать педаль к пульту управления.
- Подключить заземление к раме в месте, обозначенном знаком «Заземление».
- Пристыковать сетевой кабель к пульту управления.
- Подключить машину к сети.
- При электромонтаже руководствоваться схемой электрической соединений.
- При перестановке и демонтаже машины необходимо установить элементы, снятые по п.
Рисунок 3.
Рисунок 4.
Рисунок 5.
Рисунок 6.
Рисунок 7.
Использование изделия
по назначению
Эксплуатационные ограничения:
При перерывах в
работе машины фасовочной необходимо производить контрольное взвешивание дозы
фасуемого продукта. Во избежание
повреждения тензодатчика нагрузка на ковш более 50 кг не допускается.
Подготовка к использованию
Освободить рабочее место оператора и проходы
вокруг машины шириной не менее 1
метра от посторонних предметов.
Запрещается приступать к работе на машине при
неисправности электропитания и заземляющего устройства.
Провести внешний осмотр машины на предмет ее комплектности и исправности технического
состояния.
Включить машину фасовочную в сеть 220В.
По включении питания система проводит
самопроверку своих подсистем и сопровождает их сообщениями на экране
ЖКИ-дисплея:
- проверка светодиодных
индикаторов визуально наблюдается как согласованное свечение и гашение всех
четырех светодиодов, затем — бегущая по светодиодам «тень» и огонек; - проверка ЖКИ-дисплея
визуально наблюдается как согласованное заполнение экрана цифрами от “0”
до “9”; - “Инициализация
сети” - “Инициализация
РПЗУ” - “Инициализация
АЦП” - “АЦП сброс”
- “ЗАГРблок”
- “ЗАГР калибр”
Если какая-либо проверка не проходит нормально, то система выдает диагностическое сообщение и результат НОРМА/НЕНОРМА. Если выявленная ненорма не даст системе работать нормально, то система зациклится на текущей проверке с выдачей периодических сообщений о неисправности. Если же
выявленная ненорма не носит категорического характера, то система выдаст предупреждающее (информативное) сообщение и пойдет дальше.
При нормальном завершении самопроверок система рисует на экране ЖКИ-дисплея приветствие “Привет, ТЕКО!!!” и входит в режим ПРОГРЕВА электроники: на второй строке дисплея появляется надпись “Прогрев ” ЖДИ”. Прогрев длится около 5 минут.
По окончании прогрева надпись “Прогрев ” ЖДИ”
исчезает. На нажатие оператором кнопки «ВВОД» (или «СТОП») система отвечает очисткой экрана дисплея и пишет в верхней строке «ЖДУ КОМАНДУ». Это говорит о том, что машина готова к началу работы.
Если оператор нажмет кнопку «ВВОД», то система предложит ему выбрать нужное меню. рисуя в верхней строке «ВЫБЕРИТЕ МЕНЮ».
Если же предстоит фасование нового продукта, то оператор, пользуясь меню “ВВОД ПАРАМЕТРОВ” (см. пункт 1.4.6), должен ввести исходные данные для фасования, причем номинальное значение массы дозы, скорость насыпки и скорость досыпки обязательно должны быть введены оператором.
При любом вводе параметра система контролирует введенное значение и, если введенный параметр не соответствует предельным значениям, указанным в табл.4, то автоматически восстанавливается значение параметра, которое было до ввода. Система при этом выводит диагностическое сообщение вида Еххх, где код ошибки ххх указывает на допущенную
оператором ошибку (см. табл. 5).
После завершения ввода параметров фасования — машина фасовочная готова к
работе.
Порядок работы
- Включить питание 220В
- Дождаться завершения самопроверок и ПРОГРЕВА машины фасовочной.
- Если продукт — новый, то оператор должен определить параметры фасования, причем в обязательном порядке «Масса дозы», «Скорость насыпки», «Скорость досыпки».
- Заполнить бункер продуктом.
- Нажать клавишу ПУСК.
- Остановка работы машины производится по кнопке СТОП причем она остановится НЕ МГНОВЕННО, а сначала должна закончить текущий цикл развеса (в том числе набрать дозу продукта и сбросить ее).
Если производительность работы машины на новом виде продукта удовлетворяет оператора,то перед окончанием работы (или при остановках работы) рекомендуется выполнить операцию «СОХР БЛОК». Это упростит работу оператора на данном виде продукта, избавит от необходимости повторного ввода параметров фасовки данного вида продукта в дальнейшем.
Использование изделия
Поставить пустой пакет на весовую платформу. Нажать кнопку “ПУСК” на клавиатуре.
Гаснет индикатор «СТОП». На экране рисуется строка “Калибр НУЛЯ”. После окончания калибровки на экране рисуется итог НОРМА. Затем появляется сообщение «НАСЫПКА», включается вибролотка и продукт поступает в пакет. По окончании набора на экране рисуется «ВЕС НАБРАН» и показывается действительное значение набранной массы.
Если набранная порция продукта превышает заданную массу дозы на величину большую «Порог Ошибки», то слева от значения высвечивается знак ПЛЮС. А если набраная порция с ошибкой другого знака, то слева от значения набранной массы высвечивается знак МИНУС.
После нажатия педали машина выполняет следующий цикл набора.
Выполнить контрольное взвешивание на аттестованных весах. При этом первые две дозы контрольному взвешиванию не подлежат, т.к. их масса заведомо может значительно отличаться от заданной. Контрольное взвешивание рекомендуется выполнять каждый день перед началом работы и при перерывах в работе. Если масса не в допуске, то произвести настройку, меняя параметры (см. п.1.4.6).
Примечание. При фасовании товаров в упаковку руководствоваться ГОСТ Р 8.579-2002.
Машина фасовочная останавливается после выполнения заданного количества порций продукта, либо
по нажатию кнопки “СТОП”. При нажатии кнопки «СТОП” остановка происходит после завершения очередного цикла работы и освобождения весовой платформы от тары. Машина останавливается также, если пять раз подряд набранная масса отличается от заданной в одну сторону на величину большую, чем “Порог ошибки”.
При этом на экране высвечивается «МНОГО ОШИБОК» и БУФ ожидает от оператора обязательного нажатия кнопки «ВВОД» — т. е. оператор обязательно должен увидеть, что система остановлена по ошибкам фасования.
После остановки машины, в случае необходимости, можно изменить значение введенных параметров для достижения требуемой точности и желаемой производительности (см. табл. 4). После нажатия кнопки “ПУСК” работа возобновится.
При работе машины фасовочной в правом верхнем углу экрана БУФ высвечивается число порций продукта, расфасованных с момента пуска, или с момента обнуления счётчика, если таковое выполнялось. Для обнуления счётчика числа порций продукта необходимо нажать кнопку “С” (счетчик), причем обнуление его произведется перед началом набора следующей порции продукта.
Для завершения работы машины нажать кнопку “СТОП”, дождаться окончания
набора очередной порции и освободить платформу от тары нажатием педали.
Действия в экстремальных условиях
При пожаре в помещении расположения машины фасовочной необходимо выключить её нажатием клавиши “СЕТЬ”, отключить сетевой провод и сообщить с ближайшего доступного телефона о возникшем пожаре в пожарную часть, при возможности принять меры к тушению пожара из огнетушителя согласно инструкции на него или подручными средствами пожаротушения (песок и т. д.)
При отказе электрооборудования машины или возникновении аварийной ситуации (перегрузка, недопустимый нагрев электрооборудования, короткое замыкание, плохой контакт, образование искр и др.) необходимо: выключить машину нажатием клавиши “СЕТЬ”, отключить сетевой провод, установить предупредительные таблички “Не включать! Работают люди» и устранить неисправность.
При возникновении аварийных условий эксплуатации (факторы внешней среды значительно отличаются от нормальных) отключить машину нажатием клавиши “СЕТЬ”, отключить сетевой провод и действовать по указанию аварийных служб или руководства администрации предприятия.
При экстренной эвакуации обслуживающего персонала выключить машину фасовочную нажатием клавиши “СЕТЬ”, отключить сетевой провод и эвакуироваться согласно указаниям аварийных служб.
Техническое обслуживание
Общие указания:
Техническое обслуживание машины фасовочной работы или технический осмотр, проверка работоспособности, проверка состояния аппарата включает:
- Ежедневное ТО — ежедневно после окончания работы;
- Периодическое ТО— еженедельно;
- Профилактический ремонт — не реже одного раза в три месяца.
Меры безопасности
Техническое обслуживание проводят по окончании работы при отключенном электропитании машины, при соблюдении требований документов и требований, перечисленных в разделе 2 и с учетом других нормативных документов, действующих для данного производства и производственного процесса в эксплуатирующей организации.
Порядок ежедневного технического обслуживания
- отключить электропитание машины, для уборки использовать пылесос или волосяные щетки;
- провести внешний осмотр машины с целью выявления явных неисправностей и проверки комплектности;
- проверить целостность защитного заземления;
- проверить целостность и исправность электропроводки.
ВНИМАНИЕ!
Во избежание повреждения тензометрического датчика нагрузка на весовую платформу более 50 кг не допускается.
Порядок периодического технического обслуживания
При периодическом ТО проводят:
- ежедневное ТО;
- профилактическую дезинфекцию;
- проверку состояния болтовых и винтовых соединений.
Профилактическую дезинфекцию проводят протиркой губкой, смоченной в 5% растворе соды пищевой ГОСТ 2156, один раз в неделю или в сроки, согласованные с санитарным надзором.
Порядок профилактического ремонта.
Профилактический ремонт проводят после проведения ежедневнего и периодического ТО.
Проверить затяжку всех резьбовых соединений и, при необходимости, подтянуть.
Проверить состояние электрооборудования, кабелей, проводов и заземления техническим
осмотром.
Не реже одного раза в 6 месяцев эксплуатации произвести проверку состояния электрический цепей и органов управления на соответствие требованиям ПУЭ, измерение сопротивления изоляции между токоведущими частями. Значение электрического сопротивления должно быть:
— между заземляющим зажимом и нетоковедущими металлическими частями машины фасовочной не должно превышать 0,1 Ом;
— сопротивление рабочей изоляции проводников электрооборудования — не менее 1 МОм;
— электрическая прочность изоляции при напряжении 1000В в течении 1 секунды без пробоя.
Измерения сопротивления рабочей изоляции и электрической прочности производить при
отсоединенных от БУФ электроразъемах.
Контроль электробезопасности проводить с обязательной регистрацией результатов испытаний
в специальном журнале.
Ресурсы, сроки службы и хранения, гарантии изготовителя (поставщика)
Ресурс изделия до первого капитального ремонта 1…1,5 года в течение срока службы 2 года, в том числе срок хранения не более шести месяцев в упаковке предприятия-изготовителя в складских помещениях.
Межремонтный ресурс три месяца при текущих и капитальном ремонтах в течение срока службы 2 года.
Гарантийный срок эксплуатации машины фасовочной 12 месяцев со дня продажи.
При отсутствии даты продажи или печати гарантийный срок начинается с даты заводской приемки (см. свидетельство о приемке).
Указанные ресурсы, сроки службы и хранения действительны при соблюдении потребителем требований действующей эксплуатационной документации при двухсменной работе машины (смена — не более 8 часов) в течение суток и при выполнении всех видов технического обслуживания и ремонта в сроки и в объёмах, установленных графиками, составленными владельцем в соответствии с системой планово-предупредительного ремонта (с учётом указаний эксплуатационной документации).
Предприятие-изготовитель гарантирует соответствие машины требованиям ТУ 4274-006-21493573-98 при соблюдении условий транспортирования, хранения, монтажа, эксплуатации и технического обслуживания.
Под гарантией понимается замена деталей, признанных неисправными вследствие дефектов материалов или конструкции.
Предприятие-изготовитель не несет ответственности за изменение характеристик машины с комплектующими изделиями, установленными без согласования с изготовителем.
Гарантия теряет свою силу в том случае, если машина подвергалась повреждениям или вмешательству со стороны неквалифицированного персонала, при этом безразлично, произошла ли неиcправность в результате неправильной эксплуатации или отсутствия своевременного технического обслуживания.
Сведения о рекламациях
Порядок предъявления, оформления рекламаций, упаковка и отправка машины для ремонта на предприятии-изготовителе (при необходимости) производятся согласно указаний настоящего паспорта.
Рекламации предъявляются в случаях:
- поломки, разрушения или нарушения работоспособности отдельных деталей или машины в целом по причинам производственного характера;
- преждевременного износа отдельных деталей, препятствующего нормальной эксплуатации машины;
- некомплектности машины (комплектность в соответствии с договором на поставку и настоящим паспортом).
Предприятие-изготовитель не рассматривает и не удовлетворяет рекламации в следующих случаях:
- при вмешательстве потребителей в конструкцию машины;
- при проведении ремонтных работ без предварительной консультации с предприятием-изготовителем;
- при неисправностях или повреждениях, происшедших вследствие неумелого обслуживания, неправильного транспортирования и хранения машины и эксплуатации ее с нарушением требований и указаний эксплуатационной документации.
Рекламации предъявляются в виде акта, в котором указывается:
- адрес клиента, его телефон для связи,
- обозначение, серия, заводской номер, дата приобретения машины.
- описание характера неисправности с указанием вышедшего из строя узла или детали.
В течение гарантийного срока предприятие-изготовитель производит по рекламациям потребителей, принятых предприятием-изготовителем к исполнению, безвозмездную замену всех деталей, механизмов и узлов, вышедших из строя по вине предприятия-изготовителя в случаях оговоренных настоящим паспортом и руководством по эксплуатации.
Ремонт
Ремонт машины фасовочной должен проводиться в сроки и в объёмах, установленных графиками, составленными владельцем в соответствии с системой планово-предупредительного ремонта.
Машина в процессе эксплуатации подвергается текущему и капитальному ремонту.
Текущий ремонт — наименьший по объёму вид ремонта, выполняемый на месте эксплуатации в целях восстановления работоспособности машины.
Выполняемые работы при текущем ремонте:
- выполнить все работы, предусмотренные объёмами технического обслуживания;
- провести дефектацию изношенных деталей и узлов машины, комплектующих изделий, после чего
принять решение об их ремонте или замене; - по окончании ремонта произвести работы согласно раздела 4.2.
Работы по ремонтам проводить только при отключенном электропитании машины.
Капитальный ремонт — ремонт, выполняемый для восстановления ресурса машины фасовочной с
заменой или восстановлением любых ее частей. Капитальный ремонт выполняется по
согласованию с заказчиком на предприятие-изготовителе машины.
Хранение
Хранение машины фасовочной проводить в упаковке в складском помещении в микроклиматических районах с умеренным и холодным климатом. Условия хранения в части воздействия климатических факторов внешней среды по группе 6 ГОСТ 15150:
- температура окружающей среды от -50°С до +40°С;
- относительная среднегодовая влажность 80% при температуре 150С.
Тара и упаковка обеспечивают сохранность машины при хранении не более 8 месяцев со дня отгрузки предприятием-изготовителем.
Размещение упакованных машин при хранении по высоте не более, чем в один ряд.
При нарушении правил хранения изготовитель ответственности за работу машины фасовочной не несет.
Транспортировка
Транспортирование машины фасовочной проводят любым видом транспорта в соответствии с действующими на нем правилами в упаковке завода-изготовителя и в соответствии с знаками транспортной маркировки на упаковке.
Условия транспортирования машины фасовочной в части воздействия климатических факторов по группе 8 ГОСТ15150, т. е. для макроклиматических районов с умеренным и холодным климатом при температуре воздуха от -50″С до +40°С и относительной среднегодовой влажности 80% при
температуре 150С.
Условия транспортирования в части воздействия механических факторов по группе Ж ГОСТ 23216 с любым количеством перегрузок.
Погрузочно-разгрузочные работы и транспортирование машины должны производиться с соблюдением требований ГОСТ 12.3.009.
При транспортировании на открытых палубах плавсредств агрегаты и составные части машины фасовочной в упаковке должны быть накрыты сплошной водонепроницаемой тканью (материалом).
Крепление грузовых мест в транспортном средстве производить путем обвязки за упаковку и закреплении не менее чем в трех направлениях или к высокому (выше 1,2 м) борту.
После транспортирования проверить сохранность упаковки и транспортной маркировки.
Машина фасовочная поставляется полностью собранной в одном грузовом месте.
Транспортные характеристики:
- масса брутто — не более 250 кг
- габаритные размеры в упаковке, мм — 1250 * 930 * 1150
Транспортирование машины фасовочной после распаковки внутри помещения проводить в соответствие с ГОСТ 12.3.020.
Утилизация
Машина фасовочная не содержит изделий представляющих опасность для жизни, здоровья людей и окружающей среды после окончания срока службы (эксплуатации).
Допустимость дальнейшей эксплуатации или утилизации после истечения срока службы агрегата
определяется путем дефектации, при этом обращают внимание на сохранность корпуса и электрооборудования, а также возможность замены неисправных узлов. Дефектацию проводит комиссия, назначенная руководством предприятия-потребителя. При необходимости провести консультации с предприятием-разработчиком.
После окончания эксплуатации машины фасовочной снять с неё изделия, содержащие цветные и легированные металлы, произвести сортировку и отправить по назначению (металлом).
Задать вопрос
Вернуться на предыдущую страницу
Наименование издания: Руководство по эксплуатации (А711А07.00.000 РЭ)
Выпуск издания: Тираспольский завод литейных машин имени С.М. Кирова
Год выпуска издания: 1983
Кол-во книг (папок): 1
Кол-во страниц: 215
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Руководство по эксплуатации (А711А07.00.000 РЭ)
1. Общие сведения об изделии
— Машина автоматизированная для литья под давлением общий вид
2. Основные технические данные и характеристики
— План фундамента
3. Комплект поставки
4. Указания мер безопасности
5. Состав изделия
— Расположение составных частей машины
6. Устройство, работа изделия и его составных частей
— Электрошкаф
— Пульт управления (рабочий)
— Пульт управления (наладочный)
— Расположение органов настройки машины
— Механизм прессования
— Механизм запирания
— Схема электрическая подключения
— Схема включения реле
— Клапан блокировки механизма запирания
— Гидропанель
— Агрегат впрыска
— Манипулятор для смазки пресс-формы
— Схема гидравлическая принципиальная
— Установка для смазки прессплунжера
7. Электрооборудование
— Схема управления стержнями
— Схема электрическая
— Схема электрическая принципиальная
— Схема электрическая соединений
8. Гидро-, пневмо и смазочная система
— Схема гидравлическая принципиальная
— Манипулятор для смазки пресс-формы схема пневматическая принципиальная
— Смазка централизованная схема гидравлическая принципиальная
— Расположение точек смазки
9. Водоснабжение
10. Порядок установки
— Схема транспортировки машины
— Схема транспортировки электрошкафа
— Подкладка
11. Порядок работы
— График определения усилия запирания
— Устройство для измерения усилия запирания
— График зависимости массы заливаемой диаметр стакана на машине
— График зависимости массы заливаемой порции и внутреннего диаметра стакана на машине
12. Характерные неисправности и метода их устранения
13. Особенности разборки и сборки при ремонте
14. Сведения о приёмке
15. Хранение
16. Указания по эксплуатации, техническому обслуживанию и ремонту
17. Гарантийные обязательства
18. Лист регистрации изменений
Описание станка:
В условиях производства довольно часто можно встретить модель или позицию оборудования под названием литейная машина а711а08. Это оборудование для литья металлов обладает довольно большим усилием в двести пятьдесят тонн, что в общем является весьма приличным показателем для работы с этим типом промышленного станка. Дело в том, что именно такой вот тоннаж будет представлять собой универсальный параметр, на основании которого можно применять описываемое нами оборудование с позиции наиболее универсальной подачи. Но как раз в нашем архиве можно приобрести и документы на эту литьевую машину. Здесь конечно же присутствуют все основные и важнейшие данные, на основании которых появляется возможность изучить её даже находясь в условиях цеха или какого-либо заводского подразделения. Опять же, наличие документации позволит наиболее грамотным образом взаимодействовать с представленной моделью машины для литья, а этот момент станет тем большим плюсом, на основании которого работа и эксплуатация машины будет на более высоком уровне с наиболее детализированными возможностями. Паспорт к литьевой машине обладает порядка двухсот пятнадцати страниц, что в общем на наш взгляд будет хорошим объёмом для изучения последней.
На самом деле техническое издание под названием машина а711а08 присутствует в архиве не только в единственном экземпляре, но и здесь можно найти, а так же ознакомиться с прочими модификациями оборудования. Ведь, литьевая машина под этой аббревиатурой была создана под различные задачи и конечно под различные реализации тех или иных моментов связанных с производством и безусловно для решения производственных задач. Отсюда и берутся такие параметры как разнообразный тоннаж, размеры и габариты оборудования для наиболее результативной работы на нём. Но как раз наш архив и создан для возможностей в направлении предоставления той или иной документации на оборудование станочной или же прессовой, кузнечной направленности. Сразу отметим, что архив постоянно расширяется, наполняется всё новыми изданиями на последующие модели станочного оборудования. Тем самым, расширяя базу мы, конечно, можем предоставлять по запросу от заказчика ещё более разнообразные паспорта и документы. Этот момент весьма значим, ведь только благодаря постоянной работе над теми или иными паспортами получается воссоздать даже наиболее редко встречающиеся издания, а это конечно же очень важно для производственников.
Исходя из перечисленного выше, модель литьевой машины а711а08 была реализована нами в электронном варианте при работе с оригинальным паспортом на оборудование. И безусловно такой подход позволит, получив это важнейшее издание разобраться с возможностями и конечно техническими особенностями машины как ремонтной службе, так и обслуживающим её производственникам находящимся и работающим в цехе с различным литьевым оборудованием. В архивном издании можно увидеть схемы и прочие чертежи, так или иначе идущие в комплекте с машиной. И безусловно, электрика здесь занимает важную позицию, ведь как известно, без руководства по электрооборудованию машины будет сложно взаимодействовать с ней хоть в моментах эксплуатации, обслуживания, а тем более в моментах связанных с ремонтом. Конечно, это прессовое оборудование отличается хорошей износостойкостью, тем не менее поломки ведущие к простою всё же случаются и с этим моментом обязательно нужно будет разбираться по месту, на то и будет хорошим подспорьем предлагаемая нами техническая документация. Опять же, паспорт на оборудование мы предоставляем оперативно, буквально через короткий промежуток времени после оплаты и поступления платежа на наш расчётный счёт.