На чтение 10 мин. Опубликовано
Содержание
- Руководство по эксплуатации станков гибочных
- Руководство по эксплуатации станков гибочных
- 1. ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
- 2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
- 3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
- 4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
- 5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ
Руководство по эксплуатации станков гибочных
Паспорта на электрооборудование
| Все файлы — это сканы с реальных паспортов на оборудование, в виде картинок в формате jpg. Все ксерокопии паспортов станков по каждой модели содержат: 1. Основные технические характеристики (техническое описание) станка. 2. Схему электрическую принципиальную. 3. Схему электрическую монтажную. 4. Описание работы принципиальной схемы. 5. Состав электрооборудования с техническими характеристиками. Для примера в паспорт гидрофицированного долбежного станка модели 7М430 входит: общий вид станка, назначение и область применения станка, распаковка и транспортирование станка, общий вид станка с обозначением органов управления, основные данные станка, краткое описание конструкции и работы станка, электрооборудование станка (описание работы схемы), спецификация электрооборудования, характеристика электродвигателей, указания по обслуживанию электрооборудования станка, схема электрическая принципиальная, схема электрическая монтажная. |
«Закажи схему в формате «КОМПАС-3D V12″» |
|
|
Гибочные, Листогибы, Профилегибочные, Трубогибы
- А2528 (Воронеж) 79г. Скачать
- ГСТМ-21М трубогиб(Саранск) Скачать
- ИБ2213В; ИБ2216В; ИБ2219В; ИБ2220В; ИБ2222В Скачать
- ИБ2216 (Славгород) Скачать
- ИВ1330 Скачать
- ИВ2142; ИВ2143; ИВ2144; ИВ2145; ИВ2146. Скачать
- И2114 (Львов) Скачать
- И2118 Скачать
- И2216 Скачать
- И2220 Скачать
- И2220А (Славгород) Скачать
- ИВ2714 (Волковыск) Скачать
- ИВ2714; ИВ2714А; ИВ2716 (Ленинокан) Скачать
- ЛГМ 5 Х 2,0; 4 Х 2,5 Скачать
- С-146Б (СМЖ-173А) Скачать
- С-235А Скачать
- НКОС-1-2500-5000 (Югославия) Скачать
- РКХА 63х3550 (ГДР) Скачать
- UPW 12.5.1 (UPW 25.1) (ГДР) Скачать
- XONM 2000/2A-4 (ЧССР) Скачать
- ХОТ-50 (Польша) Скачать
- XZP 120/15 Скачать
Стоимость выполнения схемы в формате «КОМПАС-3D V12» от 10 $ до 40 $
Источник
Руководство по эксплуатации станков гибочных

Настоящая инструкция по охране труда при работе на гибочном станке доступна для бесплатного просмотра и скачивания.
1. ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. К работе на гибочном станке допускаются работники не моложе 18 лет, прошедшие медицинский осмотр и не имеющие противопоказаний по состоянию здоровья, имеющие необходимую теоретическую и практическую подготовку, прошедшие обучение и проверку знаний безопасных приемов труда и получившие допуск к самостоятельной работе.
1.2. Работник, работающий на гибочном станке (далее – работник), независимо от квалификации и стажа работы должен своевременно и в полном объеме пройти все виды инструктажа по охране труда (вводный, первичный на рабочем месте, повторный).
1.3. В случае нарушения требований инструкции по охране труда, а также при перерыве в работе более чем на 30 календарных дней, работнику необходимо пройти внеплановый инструктаж.
1.4. Работник, не прошедший инструктажи и проверку знаний по охране труда или показавший неудовлетворительные знания требований безопасности при работе на гибочном станке, к самостоятельной работе не допускается.
1.5. Работник, работающий на гибочном станке, должен знать: инструкцию по эксплуатации гибочного станка. Правила, нормы и инструкции по охране труда и пожарной безопасности. Правила пользования первичными средствами пожаротушения. Способы оказания первой помощи при несчастных случаях. Правила внутреннего трудового распорядка организации.
1.6. Работник, независимо от стажа работы и квалификации, не реже одного раза в три месяца должен проходить повторный инструктаж по охране труда.
1.7. Работник, направленный для участия в выполнении несвойственных его профессии работах, должен пройти целевой инструктаж по безопасному выполнению предстоящих работ.
1.8. Работник должен пройти инструктаж и проверку знаний требований электробезопасности в объёме I группы по электробезопасности.
1.9. Работнику запрещается пользоваться инструментом, инвентарем и оборудованием, безопасному обращению с которым он не обучен.
1.10. Во время выполнения работы на гибочном станке на работника могут оказывать неблагоприятное воздействие, в основном, следующие опасные и вредные производственные факторы:
— движущиеся части станка;
— острые кромки, заусенцы, шероховатости на поверхностях деталей и узлов станка;
— физические перегрузки;
— электрический ток, путь которого в случае замыкания на корпус может пройти через тело человека;
— недостаточная освещенность рабочего места.
1.11. Работнику следует пользоваться спецодеждой, спецобувью и другими средствами индивидуальной защиты от действия опасных и вредных производственных факторов.
1.12. С целью обеспечения пожарной безопасности работник должен соблюдать правила пожарной безопасности, уметь пользоваться первичными средствами пожаротушения; курение разрешается только в специально отведенных местах.
1.13. Если с кем-либо из работников произошел несчастный случай, то пострадавшему необходимо оказать первую помощь, сообщить о случившемся непосредственному руководителю или работодателю и сохранить обстановку происшествия, если это не создает опасности для окружающих.
1.14. Работник, при необходимости, должен уметь оказать первую помощь, пользоваться медицинской аптечкой.
1.15. В непосредственной близости от рабочего места на открытом и легкодоступном месте должна находиться аптечка, укомплектованная медикаментами и перевязочными средствами с не истекшими сроками годности.
1.16. Для предупреждения возможности заболеваний работнику следует соблюдать правила личной гигиены, в том числе, перед приемом пищи необходимо тщательно мыть руки с мылом.
1.17. Работник должен соблюдать трудовую и производственную дисциплину, правила внутреннего трудового распорядка.
1.18. Не допускается выполнять работу, находясь в состоянии алкогольного опьянения либо в состоянии, вызванном потреблением наркотических средств, психотропных, токсических или других одурманивающих веществ, а также распивать спиртные напитки, употреблять наркотические средства, психотропные, токсические или другие одурманивающие вещества на рабочем месте или в рабочее время.
1.19. Работник, допустивший нарушение или невыполнение требований инструкции по охране труда, рассматривается, как нарушитель производственной дисциплины и может быть привлечен к дисциплинарной ответственности, а в зависимости от последствий — и к уголовной; если нарушение связано с причинением материального ущерба, то виновный может привлекаться к материальной ответственности в установленном порядке.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Перед началом работы нужно надеть спецодежду для защиты от воздействия опасных и вредных производственных факторов.
Спецодежда должна быть соответствующего размера, чистой и не стеснять движений.
2.2. Прежде чем приступать к работе следует проверить состояние рабочего места; при необходимости, следует навести порядок и обеспечить наличие свободных проходов.
2.3. Перед началом работы работник должен осмотреть гибочный станок и убедиться в его полной исправности, подготовить необходимый инструмент и приспособления.
2.4. Перед началом работы на гибочном станке необходимо выполнить следующее:
2.4.1. Убрать с рабочего места посторонние и мешающие работе предметы.
2.4.2. Разместить необходимые приспособления и детали.
2.4.3. Проверить соединения металлического корпуса пресса, корпуса электродвигателя и гидроагрегата с шиной защитного заземления.
2.4.4. Проверить исправность блокировочных устройств.
2.4.5. Проверить отсутствие повреждений питающих гибочный станок электрических кабелей.
2.4.6. Проверить отсутствие течи в гидравлических магистралях.
2.4.7. Проверить устойчивость стола для укладки заготовок и готовых изделий.
2.5. Перед началом работы следует проверить гибочный станок на «холостом» ходу.
2.6. Перед началом работы нужно отрегулировать местное электрическое освещение рабочего места таким образом, чтобы свет не попадал в глаза, а рабочее место было достаточно освещено.
2.7. В случае обнаружения неисправности гибочного станка, а также защитных ограждений и устройств, к работе на станке приступать нельзя.
2.8. Работник должен лично убедиться в том, что все меры, необходимые для обеспечения безопасности выполнены.
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Во время работы работник должен вести себя спокойно и выдержанно, избегать конфликтных ситуаций, которые могут вызвать нервно-эмоциональное напряжение и отразиться на безопасности труда.
3.2. Приступать к работе можно только на исправном гибочном станке.
3.3. Гибочный станок должен быть оборудован приемным устройством (например, столом) с предохранительным ограждением.
3.4. Крупногабаритный гибочный станок для возможности управления им из любого места нахождения работника дополнительно к основному пульту управления должен иметь переносной пульт с дублированием команды для управления вращением вальцов.
3.5. Гибочный станок должен иметь устройство, контролирующее и ограничивающее величину опускания и подъема траверсы (сверх установленной величины), а также устройство, отключающее электродвигатель при включении ручного механизма перемещения траверсы.
3.6. Листоправильный многовалковый станок должен иметь стол (рольганг) для подачи и приема листов, а также устройство для направления листов при подаче их в вальцы, исключающее возможность травмирования пальцев работника.
3.7. Валковый гибочный станок должен быть снабжен указателем направления перемещения изгибаемого места, установленным у переключателя на пульте управления.
3.8. Валковый гибочный станок, не оснащенный средствами автоматизации и механизации, должен быть снабжен устройством, обеспечивающим быструю аварийную остановку валков в любом месте по всей длине со стороны подачи.
3.9. Приводы нижних и верхних валков должны быть оснащены предохранительными устройствами, обеспечивающими их отключение при перегрузке.
3.10. Откидная опора валкового гибочного станка должна фиксироваться в крайнем нижнем и верхнем положениях механическим или другим способом, исключающим возможность ее самопроизвольного расфиксирования.
3.11. Валковый гибочный станок должен иметь блокировку, обеспечивающую включение привода механизма съема изделия только при зафиксированном положении откидной опоры и включение привода валков только при зафиксированном вертикальном положении откидной опоры.
3.12. Работа на гибочном станке должна проводиться после проверки исправности гибочного пресса.
3.13. Не допускается работа на гибочном станке в следующих случаях:
3.13.1. При опережении одного конца или неравномерном (рывками) перемещении траверсы.
3.13.2. При несоответствии хода траверсы (верхнего вала) показаниям индикатора.
3.13.3. При значительном провисании верхнего вальца и прогибе постели при прокатывании.
3.14. В процессе прокатывания на гибочном станке металлических листов с применением полотна или бумаги не допускается расправление образовавшихся складок на полотне или бумаге, протирка опорных роликов и вальцов во время их вращения.
3.15. Во избежание несчастных случаев во время работы не допускается нахождение рук или других частей тела в опасной зоне гибочного станка.
3.16. Во время работы передача управления гибочным станком и работа на нем посторонним лицам запрещается.
3.17. Передавать управление работой станка другому работнику можно только с разрешения непосредственного руководителя работы.
3.18. Во избежание несчастных случаев электродвигатель гибочного станка должен быть отключен от сети в следующих случаях:
— во время перерывов в работе;
— при уходе с рабочего места даже на короткое время;
— при проведении работ по смазке, чистке, уборке станка;
— при обнаружении неисправности станка;
— при перерыве в подаче электроэнергии.
3.19. Смазку деталей и узлов можно выполнять только при неработающем гибочном станке.
3.20. Во время работы оставлять инструмент и другие предметы на рабочем столе нельзя.
3.21. Рабочее место необходимо постоянно содержать в чистоте, не загромождать готовой продукцией и тарой.
3.22. Готовая продукция при необходимости может укладываться в штабель с соблюдением требований безопасности и устойчивости штабеля.
3.23. При работе на гибочном станке пол должен иметь ровную, нескользкую поверхность.
3.24. Нельзя использовать гибочный станок не по назначению, предусмотренному технической документацией фирмы-изготовителя.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. В случае обнаружения нарушений требований охраны труда, которые создают угрозу здоровью или личной безопасности, работник должен обратиться к руководителю работ и сообщить ему об этом; до устранения угрозы следует прекратить работу и покинуть опасную зону.
4.2. В случае появления дыма из электродвигателя или течи жидкости из гидравлической системы работа на станке должна быть немедленно прекращена.
4.3. При несчастном случае, внезапном заболевании необходимо немедленно оказать первую помощь пострадавшему, вызвать врача по телефону 103 или 112 или помочь доставить пострадавшего к врачу, а затем сообщить руководителю о случившемся.
4.4. При обнаружении пожара или признаков горения (задымление, запах гари, повышение температуры и т.п.) необходимо немедленно уведомить об этом пожарную охрану по телефону 101 или 112.
4.5. До прибытия пожарной охраны нужно принять меры по эвакуации людей, имущества и приступить к тушению пожара.
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ
5.1. По окончании работы следует отключить станок, очистить рабочий стол от отходов, пыли и грязи.
5.2. По окончании работы следует снять спецодежду, спецобувь и другие средства индивидуальной защиты и убрать их в установленное место хранения, при необходимости – сдать в стирку, чистку.
5.3. Тщательно вымыть с мылом руки и лицо, при необходимости принять душ.
5.4. Обо всех замеченных в процессе работы неполадках и неисправностях гибочного станка, а также о других нарушениях требований охраны труда следует сообщить своему непосредственному руководителю.
Источник
Предложите, как улучшить StudyLib
(Для жалоб на нарушения авторских прав, используйте
другую форму
)
Ваш е-мэйл
Заполните, если хотите получить ответ
Оцените наш проект
1
2
3
4
5
Дата публикации: 28 июля 2023 г.
I. Введение
Сайт листогибочный пресс является необходимым инструментом для гибки и формовки металлических листов.
Точность и прецизионность листогибочного пресса зависят от калибровки.
Калибровка листогибочного пресса — это процесс настройки станка, обеспечивающий точную гибку материалов на требуемые углы и размеры.
Итак, как откалибровать листогибочный станок? Приведенные ниже шаги могут послужить вам ориентиром.

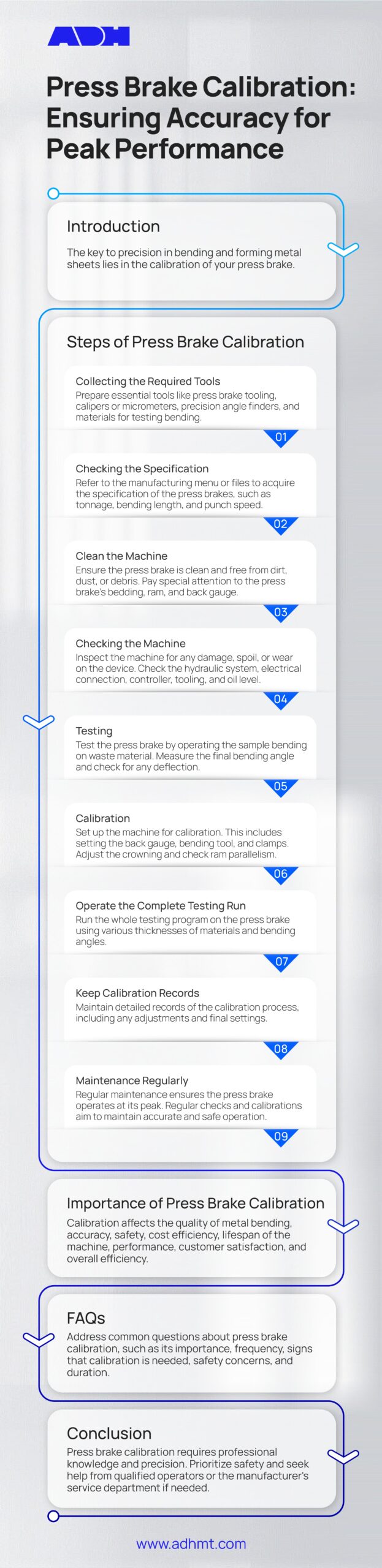
II. Этапы калибровки листогибочного пресса
Шаг 1 Сбор необходимого инструмента
Лучше всего подготовить некоторые инструменты, например, оснастку для листогибочного пресса, штангенциркули или микрометры, точные угломеры, а также материалы для проверки гибки.
Шаг 2 Проверка спецификации
Технические характеристики листогибочных прессов, такие как тоннаж, длина гиба и скорость перфорации, можно получить в меню или файлах производства.
Убедитесь, что эти спецификации могут удовлетворить ваши требования для решения конкретных задач.
Шаг 3 Очистка машины
Если машина загрязняется, то это влияет на точность калибровки машины.
Убедитесь, что листогибочный пресс чист и на нем нет грязи, пыли и мусора.
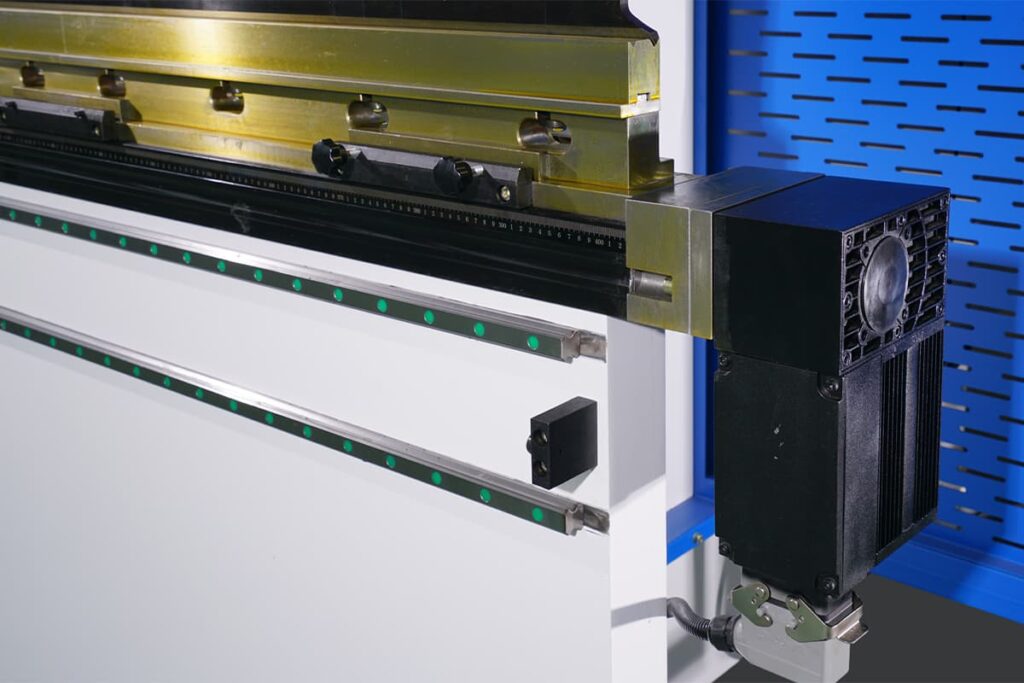
Особенно обратите внимание на станину, плунжер и задний калибр листогибочного пресса, поскольку в этих местах наиболее вероятен контакт с металлическими листами.
Убедитесь, что все защитные устройства находятся на своих местах и обычно работают.
Шаг 4 Проверка
Проверка машины
Проверьте, нет ли на устройстве повреждений, порчи или износа, поскольку поврежденные и изношенные детали могут повлиять на точность работы листогибочного пресса.
При наличии поврежденной детали, пожалуйста, замените ее перед дальнейшей калибровкой.
К компонентам относятся станина, плунжер, обратный калибр, гибочный инструмент и т.д. Проверьте правильность работы гидравлической системы, электрических соединений и контроллера.
Проверка оснастки (пуансонов и матриц)
Проверьте, нет ли на оснастке каких-либо аномальных явлений. Если таковые имеются, замените поврежденную оснастку, чтобы избежать неточностей при гибке.
Проверьте уровень масла
Проверьте уровень масла в гидравлической системе. Низкий уровень масла приведет к ухудшению работы машины.
Таким образом, результаты гибки могут быть неточными. Перед каждым использованием проверяйте, достаточно ли масла для работы станка.
Шаг 5 Тестирование
Перед калибровкой листогибочный пресс необходимо протестировать для проверки его точности. Испытать листогибочный пресс можно, работая с образцом гибки на отработанном материале.
Проверка на изгиб
Для измерения конечного угла изгиба, образующегося при гибке металлического листа, используйте надежный транспортир или угломер.
Если результат гибки получается неточным, пожалуйста, отрегулируйте гибочный инструмент соответствующим образом, чтобы выдержать требуемый угол.
Проверка искажений
Проверьте, не отклоняется ли листогибочный пресс в процессе гибки. Чрезмерное отклонение влияет на точность гибки.
При необходимости соблюдайте рекомендации производителя для минимизации прогиба.
Шаг 6 Калибровка
Следующим шагом является настройка станка для калибровки. Это включает в себя настройку заднего калибра, гибочного инструмента и зажимов.
Калибровка заднего манометра это процесс, в ходе которого выравнивается и проверяется точность заднего калибра. Обратный калибр используется для фиксации металлического листа в правильном положении для гибки. Для достижения требуемой длины необходимо отрегулировать расстояние между задним калибром и гибочным инструментом. А подробный метод заключается в следующем:

Безопасность превыше всего: перед началом работы убедитесь, что листогибочный станок закрыт и питание выключено. Соблюдайте все правила техники безопасности и пользуйтесь средствами индивидуальной защиты.
Проверьте положение заднего калибра: убедитесь, что задний калибр находится в полностью убранном положении и обеспечивает максимальный зазор для загрузки материала и установки оснастки.
Измерение контрольного расстояния: выберите известное контрольное расстояние на заднем калибре, например, полностью втянутое положение или определенное расстояние от центральной линии изгиба. Для точной проверки расстояния используйте калиброванный измерительный инструмент (например, циферблатный калибр или лазерный измерительный прибор).
Сравните результаты измерений: сравните измеренное контрольное расстояние с показаниями заднего манометра. При наличии разницы обратите внимание на разницу в настройках калибровки.
Доступ к параметрам калибровки: доступ к режиму калибровки на контроллере ЧПУ листогибочного пресса. Для этого может использоваться специальная комбинированная клавиша и доступ к меню калибровки через поверхность управления.
Отрегулируйте калибровку заднего калибра: воспользуйтесь меню калибровки и введите значение разницы, измеренное в предыдущем шаге. Это действие позволяет скорректировать положение заднего калибра и привести его в соответствие с реальным эталонным расстоянием.
Проверка калибровки: после настройки калибровки снова измерьте эталонное расстояние с помощью того же измерительного инструмента. Измеренное расстояние должно совпадать со значением на дисплее контроллера задней шкалы.
Протестируйте различные места: переместите задний измерительный прибор во внутренний диапазон каждого места и измерьте каждую точку. Убедитесь, что местоположение дисплея точно соответствует измеренному расстоянию.
Зажим и гибочный инструмент
Зажим правильно фиксирует металлический лист. Убедитесь, что гибочный инструмент установлен под правильным углом для получения требуемого угла изгиба.
Проверка параллельности плунжеров
Параллельность плунжера означает параллельность плунжера гибочной поверхности (станины листогибочного пресса или рабочего стола).
Для измерения и регулировки используйте измеритель параллельности.
Коронация
Под короной понимается изогнутая линия на станине, компенсирующая прогиб, вызванный давлением металлического листа в процессе гибки. Для регулировки короны необходимо отрегулировать масляный цилиндр станины до достижения требуемой кривой линии.
Шаг 7. Запуск полного цикла тестирования
Для выполнения всей программы испытаний на листогибочном прессе используйте материалы различной толщины и углы изгиба.
Сравните результат измерений с предполагаемыми результатами, чтобы убедиться в точности и повторяемости.
Шаг 8 Ведение записей о калибровке
Сохраняйте подробные записи процесса калибровки, включая все корректировки и реализованные окончательные настройки.
Этот файл очень полезен для дальнейшего использования и поиска неисправностей.
Шаг 9 Регулярное техническое обслуживание
Регулярное техническое обслуживание позволяет поддерживать листогибочный пресс на высоком уровне. Регулярная проверка и калибровка станка направлены на поддержание точной и безопасной работы.
III. Важность калибровки листогибочного пресса
Калибровка листогибочного пресса имеет огромное значение, поскольку напрямую влияет на качество гибки металла, точность и безопасность. И вот основные причины этого:
Точность и последовательность
Калибровка листогибочного пресса позволяет обеспечить точный и постоянный угол изгиба металлического листа.
Точная гибка позволяет получить ровные детали. Таким образом, уменьшается количество отработанных деталей и изменение конечного продукта.
Качественное страхование
правильная калибровка может обеспечить соответствие конечной гибочной заготовки требованиям спецификации и стандартам качества.
Это необходимо для выпуска продукции, соответствующей ожиданиям заказчиков и отраслевым нормам.
Страхование безопасности
Если листогибочный пресс хорошо откалиброван, то риск аварий и травм может быть снижен.
В процессе измерения, если листогибочный пресс не откалиброван или откалиброван неточно, может возникнуть непредвиденное движение инструмента, что представляет опасность для оператора.
Экономия затрат
Калиброванный листогибочный пресс позволяет сократить отходы материала из-за небольшой доли бракованных деталей.
Кроме того, точная гибка позволяет снизить потребность в повторной обработке, что повышает эффективность и экономит затраты.
Продление продолжительности жизни
Откалиброванный листогибочный пресс позволяет снизить износ ответственных деталей, тем самым продлевая срок службы машины. Это позволяет избежать дорогостоящих поломок и простоев.
Оптимизация производительности
Калибровка позволяет обеспечить отличную работу и функционирование листогибочного пресса, что очень важно для условий массовой производительности.
Удовлетворенность клиентов
Предложение непрерывных, высококачественных и точных компонентов позволяет удовлетворить запросы клиентов и завоевать их доверие.
Кроме того, это может улучшить репутацию компании и обеспечить повторный бизнес и рекомендации.
Повышение эффективности
Правильная калибровка может благоприятно сказаться на процессе производства, сокращая время простоя, связанное с доработкой и настройкой, что позволяет повысить производительность и эффективность.

IV. Вопросы и ответы
Почему важна калибровка обратного манометра?
Обратный калибр является важной частью листогибочного пресса, и от его точности зависит получение стабильных и высококачественных результатов.
Если задний калибр не откалиброван, то в процессе гибки он будет выдавать ошибки, например, детали, не соответствующие допуску, или несоответствие углов.
Эти ошибки могут привести к отходам материала, браку деталей и дорогостоящей доработке.
Как часто следует калибровать листогибочный пресс?
Частота калибровки листогибочного пресса зависит от многих факторов, таких как условия эксплуатации машины, способность к загрузке и рекомендации производителя.
Как правило, калибровку листогибочного пресса следует проводить не реже одного раза в год.
Для поддержания точности измерений массовая производительность может потребовать частой калибровки.
Какое явление указывает на необходимость калибровки листогибочных машин?
Необходимо откалибровать явление, связанное с работой листогибочного пресса, включая несоответствие угла гибки, разную длину гибки и низкое качество гибки.
Если вы обнаружили, что изделие отличается от других, или сомневаетесь в существовании проблемы точности, необходимо провести проверку.
Представляет ли некалиброванный листогибочный пресс какую-либо угрозу безопасности?
Неоткалиброванный листогибочный пресс может стать причиной серьезной угрозы безопасности, например, случайного перемещения инструмента, выброса детали или выхода оборудования из строя. Даже оператор может получить травму. Правильная калибровка может обеспечить безопасную работу и максимально снизить опасность на рабочем месте.
Сколько времени обычно требуется для калибровки листогибочного пресса?
Время калибровки листогибочного пресса зависит от сложности станка и требуемой степени калибровки. Как правило, полный процесс калибровки может занимать от нескольких часов до целого дня. Конкретная ситуация зависит от размеров и состояния станка.
Можно ли продлить интервал калибровки, поддерживая в основном работу листогибочного пресса?
Регулярное обслуживание (например, чистка, смазка и правильный уход за инструментом) поможет продлить интервал между калибровками листогибочного пресса. Соблюдение рекомендаций производителя по техническому обслуживанию позволяет оптимизировать работу и точность станка.
V. Заключение
Калибровка листогибочного пресса — задача, требующая профессиональных знаний и точности.
При использовании такого промышленного механизма, как листогибочный пресс, первостепенное значение имеет безопасность.
Если требуется большая уверенность в калибровке, лучше обратиться за помощью к квалифицированным операторам или в сервисную службу производителя.
ADH — компания, более 20 лет занимающаяся производством листового металла и усиливающая листогибочные прессы, станки лазерной резки, и ножницы.
Вы можете просмотреть нашу продукцию выбрать подходящую машину или проконсультируйтесь с нашими специалистами по продажам для получения подробной информации.
Действуйте сейчас и измените свою индустрию листового металла!
Скачать инфографику в высоком разрешении