Gpwrai ШИРОКОУНИВЕРСАЛЬНЫЕ КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ ОРДЕНА ЛЕНИНА ЗАВОД ФРЕЗЕРНЫХ СТАНКОВ 1. ГОРЬКИМ
ШИРОКОУНИВЕРСАЛЬНЫЕ КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ 6Р82Ш, 6Р83Ш РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ 6 Р 8 2 Ш. О 0.0 О О Р Э ЧАСТЬ I ОРДЕНА ЛЕНИНА ЗАВОД ФРЕЗЕРНЫХ СТАНКОВ г. ГОРЬКИЙ
СОДЕРЖАН HE Часть I. Техническое описание............................................. 3 Назначение и область применения...................................... 3 Состав станка ........................................................ 3 Устройство и работа станка и его составных частей..................... 4 Система смазки........................................................2а Инструкция по эксплуатации................................................27 Указания по мерам безопасности........................................27 Порядок установки.....................................................27 Настройка, наладка и режимы работы....................................29 Охлаждение инструмента................................................32 Регулирование станка ................................................ 33 Схема расположения подшипников........................................35 Паспорт станка............................................................37 Общие сведения........................................................37 Основные технические данные и характеристики..........................37 Сведения о ремонте...................................................41 Сведения об изменениях в станке.......................................43 Комплект поставки.....................................................44 Гарантия .............................................................45 Приложение. Материалы по бистроизнашиваемым деталям.......................46 Часть II. Руководство по эксплуатации электрооборудования М6Р82.0МЮОРЭ1 Часть III. Свидетельство о приемке № 6Р82.00.000РЭ2 .................... В настоящем руководстве приведены сведения но эксплуатации широкоунивер- сальных консольно-фрезерных станков общего назначения моделей 6Р82Ш н 6Р83Ш. Станки конструктивно сходны между собой, широко унифицированы н являются дальнейшим усовершенствованием аналогичных станков серии М. Руководство предназначено для фрезеровщиков, наладчиков, слесарен но ремонту л может использоваться технологами и нормпровшднамн. Перед установкой стайка и перед работой на нем необходимо тщательно ознако- миться с настоящим руководством. Работа на станке и обслуживание его в строгом соответствии с руководством обес- печат безотказную работу и сохранение на длительный период его первоначальной точности. Завод-изготовитель оставляет за собой право вносить изменения н усовершенствования. в конструкцию дальнейшие Руководство к станку не отражает незначительных конструктивных изменений. внесенных заводом изготовителем после подписания данного руководства на выпуск в свет.
ЧАСТЬ I 1. ТЕХНИЧЕСКОЕ ОПИСАНИЕ 1.1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ 1.1 1. Широкоуннверсальные консольно-фрезер- ные с ганки моделей 6Г82Ш и 6Р83Ш предназна- чены для выполнения различных фрезерных работ в условиях индивидуального производства На станках можно изготовлять металлические модели, штампы, прессформы, шаблоны, кулачки и т. п. Для обработки различного вида поверхностей, а также крупногабаритных деталей, превышающих по своим размерам габарит стола, шпиндельная головка смонтирована на выдвижном хоботе н мо- жет поворачиваться под любым углом в двух вза- имно перпендикулярных плоскостях. Горизонтальный шпиндель станка может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами. Возможна как раз- дельная, так и одновременная работа обоими шпинделями. При установке серег станки могут быть использованы как обычные горизонтально фрезерные. Технологические возможности станков могут быть расширены с применением делительной го- ловки, поворотного круглого стола и других при- способлений. Техническая характеристика и жесткость стан- ков позволяют полностью использовать возможно- сти быстрорежущего твердосплавного инструмента, 1.2. СОСТАВ СТАНКА 1 2.1. Общий вид с обозначением составных частей станка (рис. I) Рис. I. Расположение составных частей станка
Таблица 1 Продолжение 1.2.2. ПЕРЕЧЕНЬ СОСТАВНЫХ ЧАСТЕЙ СТАНКА Номер позиции на рис. 1 Наименование Обозна- чение Примечание 1 3 4 6 7 8 2 10 9 Станина Коробка скоростей Коробка подач Коробка переключения Консоль Стол и салазки Электрооборудование Поворотная головка Накладная головка 6Р82Ш-1 6МЯ2-.1 6Р82-4 6Р82-5 6Р82-6 6Р82Г-7 6P821II-8 EP82LLI-11 6Р82Ш-31 6P82LU-32 Для станков 6Р82Ш 3 3 2 IU 9 Станица Коробка скорое гей Коробка подач Коробка переключения Консоль Стол и салазки Электрооборудование Поворотная головка Пжтадпая головка 6P83ILI-1 6М83-3 6Р83-1 СР83-5 6Р83-6 6Р83Г-7 6Р83Ш-8 6Р83Ш-11 6P821II-31 6PS2UI-32 Для станков 6Р83Ш Opianw управления и их назначение Зажимы серьги Зажим поворотной головки !Чаховичок выдвижения гильзы шпинделя Рукоятка зажима шльзы шпинделя Рукоятка включения продольных перемещений стола Звездочка механизма автоматического никли Ззлимы CTOJI.1 Маховичок ручного продольного перемещения 1.3. УСТРОЙСТВО н работа станка И Г ГО СОСТАВНЫХ частей 1.3.1. Общин Biti < обозначит см органов управления (рис 2) 1.3.2. ПЕРЕЧЕНЬ OPIAHOB УПРАВЛЕНИЯ 11омер позиции OpritiM управлении и их назначение 2 3 4 6 7 Е 9 Кнопке „Стоп" (дублирующая) Кнопка „Пуск шпинделя" (дублируют >я) Стрелка-указатель скоростей in пни геля Указатель скоростей шииндечя Кнопка „Быстро сгол“ (дублнруюштя) Кнопка „Импульс шпиндели" Переключатель освещения Ручное перемешенпе хобота Рукоятка переключения скоростей шпинделя по воротной головки Кнопка „Быстро стол" Кнопка „Пуск шпинделя" Кнопка „Стоп" Переключатель ручного пли автоматического «правления стола Маховичок ручных поперечных перемещений стола Лимб механизма поперечных перемещений стола Кольцо-нониус Рукоятка ручных вертикальных ncpcMeineimii с гола Кнопка фиксации грибка переключения подач Грибок переключения подач Указатель подач стола Стрелка-указатель подач стола Рукоятка включения псин речной и вертикальной подач стола у <жим салазок на направляющих копим п Рукоятка включения продольных перемещений етолз (дублирующая) Рукоятка включения поперечной и вертикальной подач стол.1 (дублирующая) I крсключатель ввода .включено выключено" Переключатель пасе» а охлаждения „включено выключено** Переключатель праиц-пня горизонтального пиши деля ..влево вправо" М «ховичок ручного продольного перемещения е гола (дублирующий) Ру коя гк । переключении < коростей горизонталь- ного шпинделя Реверсивный переключатель направления вр<ице ния шпинделя накладной головки Переключатель управления „автоматический цикл — ручное управление — работа с круглым столом" Зажим консоли ил « га плие 4а жим хобота на стзппне
Таблица 3 13.3. ПЕРЕЧЕНЬ ГРАФИЧЕСКИХ СИМВОЛОВ, УКАЗЫВАЕМЫХ НА ТАБЛИЧКАХ Символ Наименование | Символ | 11аимсноваиие Главный выключатель / Рсгулцронание люфта гайки 0 ф ф VWV <5 1 '• Шпиндель Направление вращения щпин- Отключспо Включено Импульс Быстрый ход ) 1одача Ручное управление Автоматический цикл Круглый стол Залив масла Смазка направляющих 'На ходу не переключать Мссгпое освещение Число оборотов шпинделя в минуту Заземление Охлаждение Консистентная смазка Регулирование смазки шпин- деля Отношение подачи стола к ус- тановленной на лимбе
1.3.4. СХЕМА КИНЕМАТИЧЕСКАЯ (рис. 3) Привод горизонтального шпинделя и шпинделя накладной головки осуществляется от отдельны': фланцевых электродвигателей через упругие соеди- нительные муфты. Привод подач осуществляется or фланпсв! и о электродвигателя, смонтированного в консоли. По- средством двух трехвепцовых блоков и передвиж- ного зубчатого колеса с кулачковой муфтой ко- робка подач обеспечивает получение 18 различных подач, которые через шариковую предохраннтель- Чиела оборотов шпинделя изменяю юя передви- жением зубчатых блоков по шлицевым валам Горизонтальный ши пиле л в может иметь IX. а шпиндель плкладпой головки — 11 различных скоростей. Графики чисел оборотни iiniinuuvien сыпка, поясняющие структуру мехашпмов г пиною дви- жения. привечены гы рис. 4 и 5. 6 нхю мхфту передаются в консоль и далее при и к.-11ОЧС1ИП । сопт ве ге гну юте й ку л ач kohoi i м у фты к пинтам проло чини о, поперечного и вертикаль- ного перемещении. Ускоренные перемещения получаются при вклю- чении фрикциона быстрого хода, вращение кото- рою осущсстиляегся через промежуточные зубча- тые колеса непосредственно от электродвигателя подач.
Продолжение Таблица 4 ПЕРЕЧЕНЬ К КИНЕМАТИЧЕСКОЙ СХЕМЕ СТАНКА Узел 11омер по схеме на рис. 3 Число зубьев или заходов Модуль или шаг Коробка скоростей 1 27 3 2 53 3 35 4 4 27 4 5 37 4 6 46 4 26 4 8 38 4 9 38 3 10 69 4 11 19 4 12 82 3 13 16 4 14 4" 15 «>, 4 16 19 4 17 17 4 Коробка подач 19 26 «з 20 27 2,5 21 27 2,5 22 91 2,5 23 37 2.5 24 36 2,5 25 18 2,3 26 18 2.5 27 40 2,5 28 34 2,5 29 24 2.5 30 36 2.5 31 18 2.5 32 45 2,о 33 13 ‘>5 34 40 2.5 35 40 •>5 36 — — 37 — — 38 — — 39 — — 40 28 2.5 41 33 2 42 67 2 43 7.7 2 44 26 2 45 50 2 Консоль и салазки 46 33 2.5 47 1 6 48 1 6 Узел Номер но схеме па рис. 3 Число зубьев или заходов Модуль или шаг Консоль и салазки 49 18 4 50 22 3 31 16 1 52 33 53 23 2,91 54 46 2,91 55 — — 56 1 6 57 1 6 58 1 6 59 18 3 60 18 3 61 15 3 62 30 3 63 — — 64 50 2 65 25 о 66 — — 67 18 2 68 24 2 69 — — 70 33 3 71 — 72 33 3 73 — — 74 33 3 75 18 3 76 I 6 77 1 с Хобот 78 21 2,5 79 59 2.5 80 33 2 81 67 2 82 51 2 83 49 •> 84 66 2 85 58 2 86 42 ’ 2 87 48 2 8? 52 2 89 28 2 90 72 2 91 34 2 Поворотная голопка 92 30* 3* 93 30* 3* 94 31* 3* 95 31* 3* Накладная головка 96 20* 3* 97 20* 3* * Взамен указанных зубчатых колес могут соответствен- но устанавливаться колеса с числом зубьев 15 и модулем 3,5. 8
Фрикцион сблокирован с муфтой рабочих по- дач, что устраняет возможность их одновременного включения. График, поясняющий структуру механизма по- дач станка, приведен на рис. б (вертикальные по- дачи в 3 раза меньше продольных). 1.3.5. Станина является базовым узлом, на ко- тором монтируются все остальные узлы н меха- низмы станка. Станина жестко закреплен.') па основании и за- фиксирована штифтами. 1.3.6. Хобот представляет собой самоегпятел'. ный узел. В нем монтируется коробка скоростей привода шпинделя поворотной головки. Изменение скоростей шпинделя осуществляется передвиже- нием зубчатых блоков по ппицевым валам. деля смонтирована непосредственно в корпусе ста- нины. Соединение коробки с валом электродвига- теля осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм. Осмотр коробки скоростей можно произвести через окно с правой стороны. Шпиндель станка (рис 8) представляет собой трехопорный вал, геометрическая точность кото- рого определяется, в основном, подшипниками 5 п 13. Подшипник третьей опоры поддерживает хво- стовик шпинделя. Регулирование осевого люфта в шпинделе осу- ществляется подшлпфовкой колец 10 и II. Повы- шенный люфт в переднем подшипнике устраняют подшлифовкоп полуколец 6 м подтягиванием гайки 12. Рис. 8. Разрез по шпинделю Перемещение хобота в направляющих станины осуществляется вращением маховичка 8 (см. рис. 2). Перед перемещением хобот необходимо отжать. Кинематику коробки скоростей хобота и специ- фикацию зубчатых колее см. на рис. 3 и и табл. 4. При необходимости использования станка как обычного горизонтального па направляющих хо- бота могут быть установлены серьги. Расточка от верстия серьги иод подшипник выполнена индиви- дуально для каждого стайка, поэтому ПЕРЕСТА- НОВКА СЕРЕГ С ОДНОГО С ГАНКА ПА ДРУ- ГОЙ НЕ ДОПУСКАЕТСЯ. Регулирование зазора в подшипниках серьги производится гайкой 4 пли винтом 1 (рис. 7) по нагреву. При хорошем качестве поверхности опор- ной втулки оправки (V 7, V 8) и достаточной смазке нагрев серьги после обкатки в течение од- ного часа при максимальном числе оборотов шпин- деля не должен превышать 50—60е С. Масло в подшипник поступает из ниши серьги через окно во втулке 3 и фитиль. Регулирование подачи масла осуществляется проволочкой 2. 1.3.7. Коробка скоростей горизонтального шлпн- Регулприванпе проводят в следующем порядке: при сдвинутом хоботе снимают крышку 14 или боковую крышку с правой стороны станка н, рас- коитрпв, ослабляют ганку 12; снимают фланец 7, пружинное кольцо 8, коль- цо 9 и вынимают полукольца; подтягиванием гайки 12 выбирают люфт. После проверки люфта в подшипнике производят обкатку шпинделя па максимальном числе оборотов. При работе в течение часа нагрев подшипников не дол- жен превышать 60’С; замеряют величину зазора между подшипником и буртом шпинделя, после чего кольца подшлцфо- вывают на необходимую величину. Для устранения радиальною люфта в 0,01 мм полукольца необхо- димо подшлифовать примерно на 0,12 мм; полукольца устанавливают на место. Прове- ряют, надежно ли законтрена гайка 12; детали 9, 8, 7 и 14 устанавливают на место. Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9). приводимого в дей- ствие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. К переднему подшипнику шпинделя и Заказ 356
Рис. 9. Нлсос смазки Рис. 10. Механизм рукоятки переключения скоростей 10
глазку контроля работы насоса подведены отдель- ные трубки. Остальные элементы коробки скорос- тей смазываются разбрызгиванием масла, посту- пающего из отверстий трубки, расположенной над коробкой скоростей. 1.3.8. Коробка переключения скоростей позво- ляет выбирать требуемую скорость без последова- тельного прохождения промежуточных ступеней. Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направле- нии главный валик 29 с диском переключения 21. Диск переключения можно поворачивать указате- лем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штиф- тов реек 31 и 33. Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемеще- нии диска нажимом па штифт одной из пары обес- печивается возвратно-поступательное перемещение реек. При этом вилки в конце хода диска занимают положение; соответствующее зацеплению опреде- ленных пар шестерен. Для исключения возможно- сти жесткого упора шестерен при переключении штифты 20 реек подпружинены. Фиксация лимба при выборе скорости обеспечи- вается -шариком 27, заскакивающим в пазы звез- дочку 24. Регулирование пружины 25 производится проб- кой 26 с учетом четкой фиксации лимба и усилия при его повороте. Рукоятка 18 (см. рис. 10) во включенном по- ложении удерживается за счет пружины 17 и ша- рика 16. При этом шип рукоятки входит в паз фланца. Соответствие скоростей значениям, обозначен- ным на указателе, достигается определенным поло- жением конических колес 28 и 30 (см. рис. И) по зацеплению. Правильное зацепление устанавли- вается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положе- ние скорости 31,5 об/мин. Зазор в зацеплении ко- нической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм. Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгива- нием масла, поступающего из трубки в верхней части станины. Отсутствие масляного дождя может вызвать недопустимый нагрев щечек вилок пере- ключения и привести к заеданию вилок, их дефор- мации или поломке. Плоскость разъема уплотняется прокладкой или бензиноулорной смазкой БУ, ГОСТ 7171—63. 1.3.9. Поворотная головка крепится к хоботу через промежуточную плиту при помощи болтов, введенных в кольцевой Т-образпый паз, и центри- руется в кольцевой выточке (рис. 12). Рие. 1х. газрез поворотной головка
Поворотная головка зафиксирована в нулевом положении по отношению к фланцу хобота. Для поворота головки следует освободить ее от нулевой фиксации вращением гайки штифта фиксации и вытягиванием штифта. Шпиндель поворотной головки получает враще- ние от коробки скоростей хобота через кулачковую муфту 37 п конические шестерни 36, 34 (рис. 12) л 39, 38 (рис. 13). Рис. 13 Р;п|и-.1 по питнлепо Ч'цш[и>Т1и>н нмппкп Шпиндель представляет собой .двухопорный вал, смонтированный в выдвижной гильзе. Регулирова- ние осевого люфта в шпинделе осуществляется подшлифовкой колец 41 и 44. Повышенный ради- альный люфт в переднем подшипнике устраняют подшлифовкой полуколец 43 п подтягиванием гайки 40. Регулирование проводят в следующем порядке: выдвигается гильза шпинделя; демоптнруется фланец 42; снимаются полукольца 43; с правой стороны корпуса головки выверты- вается резьбовая пробка; через отверстие отвертыванием впнта-.й^щ^- тривается гайка 40; стальным стержнем гайка застопориваете^,. По- воротом шпинделя за сухарь гайку подтягивают п этим перемещают внутреннюю, обойму И^шщишика. После проверки люфта в подшипдй!^е \фоИвцрдят обкатку шпинделя на максимальном числе оборо- тов. При работе в течение часа нагрев подшипни- ков не должен превышать 60° С; замеряется величина зазора между подшипни- ком н буртом шпинделя, после чего подшлифовы- ваются полукольца 43 на необходимую величину; для устранения радиального люфта в 0,01 мм полукольца необходимо подшлпфовать примерно на 0,12 мм; полукольца 43 устанавливаются на место п за- крепляются. Привертывается фланец 42. Рис. 14. Зажпм гпльзы imnopoTmifi голопкп Перемещение гильзы поворотной головки про- изводится маховичком, связанным при помощи яер- вяка и зубчатого колеса с рейкой, нарезанной на гильзе шпинделя. Механизм зажима гильзы включает в себя сек- тор 46 (рис. 14), неподвижный упор 45» и толка- тель 47. Смазка подшипников поворотной головкп про- изводится шприцеванием. Смазка подшипников 35 (см. рис. 12) производится набивкой при осмотрах и ремонте ставка. 1.3.10. Накладная головка крепится к поворот- ной головке посредством „Т'^оОразпого паза п по анал&'йи с поворотной головкой' имеет нулевую фиксацию. Шпиндель накладной r&hgpKJr волу чает враще- ние от шпинделя поворотяойНгоЛовкп» Регулирование зазора в подшипниках шпин- деля накладной головки производится гайкой 48 (рис. 15). Смазка подшипников накладной головки осу- ществляется шприцеванием. 1.3.11. Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, са- 12
лазки ii консоли (кинема шку коробки подач см на рис. 3). Получаемые в результате переключения блоков скорости вращения передаются на выходной вал В (рис. 16) через шариковую предохранительную муфту, кулачковую муфту 46 и втулку 45, соеди- ненную шпонкой с кулачковой муфтой 46 и выход- ным валом В. При перегрузке механизма иодач шарики, на- ходящиеся в контакте с отверстиями кулачковон втулки 44, сжимают пружины и выходят из кон- такта. При этом зубчатое колесо 4) проскальзывает относительно кулачковой втулки 41 и рабочая по- дача прекращается. маются и передают быстрое вращение выходному валу В и зубчатому колесу А. При регулировании предохранительной муфты снимается крышка 54 (рис. 17) п вывертывается пробка 53. па место которой вставляется стальной с|ержень гак, чтобы конец его вошел в одно из от- верстии на наружной поверхности гайки 42 (см. рис. 16), которая, таким образом, застопоривается. Плоским стержнем через окно крышки поверты- вается за зубья зубчатое колесо 41. После регули- рования гайка обязательно контрится от самопро- извольного отворачивания стопором 43. Регулирование считается правильным, если при встречном фрезеровании цилиндрической фрезой Рис 15 Разрез по иишнаелю никi,i'in-n'i io.iubmi bmeipoe вращение' in религия *>i aicKipoABin и- ie Hi. минуя коробку подач, пбчаюмг колесу которое сити на хвостовике корпуса фрикциона 5| и имеет, таким образом, постоянное число пборо топ. При монтаже необходимо проверим» затяжку I a it к и 52. Корпус фрикционном муфгы должен шободно вращаться между тубчзгым колесом А и упорным подшипником Диски фрикциона через один свя- заны с корпусом фрикциона, который постоянно вращается, и втулкой 39, которая, в свою очередь, соединена шпонкой с выходным валом В. Прп нажатии кулачковой муфтой 46 на торец втулки 47 и далее на гайку 38 диски 49 и 50 сжи- \д.'1с1ся фрезеровав чмун марки i 415-32 пци сле- чу Kiuiiix параметрах режима резания Модель «PR2UJ ;1И<ч°тр фрезы, мм 100 число зхбьев В ширина фрезерования, мм 100 глубина фрезерования, мм 12 число оборотов в минуту Г'Г> продольная подача тто нимбу. мм/мпн . 12". Модель 8Р8ЭШ 100 8 15П 10 5П 125 При этих режимах муфта может периодпу прощел кивать. Регулирование зазора между-дисками/
Рис. 17. Коробка подач
циона производится гайкой 38, которая от самопро- извольного перемещения закреплена фиксато- ром 48. 1.3.12. Коробка переключения подач входи i в узел коробки подач. Принцип ее работы анало- гичен работе коробки переключения скоростей. Для предотвращения смещения диска 63 (рис. 18) в осевом направлении валик 55 запи- рается во включенном положении двумя шариками 60 и втулкой 56. Попадая в кольцевую проточку валика 57, шарики освобождают от фиксации ва- лик 55 при нажиме на кнопку 58. Фиксация поворота диска переключения 63 осу- ществляется шариком 62 через фиксаторную втул- ку 59, связанную шпонкой с валиком 55. вертикальной подач, механизм включения быстрого хода, электродвигатель подач. В узел „консоль" входит также механизм включения поперечных и вертикальных подач. Зубчатое колесо 71 (рис. 19) получает движение от колеса А (см. рис. 16) и передает его на зубча- тые колеса 70, 67, 65 и 64 (см. рис. 19). Зубчатое колесо 67 смонтировано на подшипнике и может передавать движение валу только через кулачко- вую муфту 69, связанную с валом. Далее через пару цилиндрических и пару конических колес дви- жение передается на винт 77. Зацепление конической пары 73 и 78 отрегули- ровано компенсаторами 75 и 76 и зафиксировано винтом, входящим в засверловку пальца 74. Регулирование усилия фрикциона поворота диска переключения производится резьбовой проб- кой 61. Смазка коробки подач осуществляется разбрыз- гиванием масла, поступающего из системы смазки консоли. Кроме того, в нижней части платика кон- соли имеется отверстие (сверление в нагнетатель- ную полость насоса смазки), через которое смазка поступает к маслораспределителю коробки подач. От маслораспределителя отводятся две трубки: на глазок контроля работы насоса и для смазки подшипников- Непосредственно через маслораспре- делитель масло подается на смазку подшипников фрикционной муфты. Для достижения плотности стыка коробки по- дач и консоли разрешается установка коробки по- дач, кроме прокладки, на бензиноупорную смазку БУ, ГОСТ 7171—63, если прокладка не обеспечи- вает достаточной герметичности. 1.3.13. Консоль является базовым узлом, объе- диняющим узлы цепи подач станка. В консоли смонтирован ряд палов и зубчатых колес, пере- дающих движение от коробки подач в трех на- правлениях — к винтам продольной, поперечной и Втулка 79 имеет технологическое значение и ни- когда не демонтируется. Гайка вертикальных перемещений закреплена в колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка. Зубчатое колесо 55, смонтированное на гильзе, через шпонку и шлицы постоянно вращает шлице- вой вал IX цепи продольного хода. Винт попереч- ной подачи X подучает вращение через зубчатое колесо 65 и свободно сидящее на валу колесо 64 при включенной кулачковой муфте поперечного хода. Для демонтажа валов VII и VIII необходимо спять коробку подач и крышку с левой стороны консоли, после чего через окно консоли вывернуть стопоры у зубчатых колес 71 и 72. Демонтаж салазок можно произвести после де- монтажа шлицевого вала IX, для чего необходимо снять верхний щиток на направляющих консоли, выбить штифт 66 и вытянуть шлицевой вал. При демонтаже салазок необходимо также демонтиро- вать кронштейн поперечного хода или винт по- перечной подачи. 15
Для полного демонтажа вертикального винта необходимо предварительно снять узел „стол-са- лазки“. 1.3.14. Механизм включения быстрого хода включает кулачковую муфту подачи 46 и сжимает диски 49 и 50 фрикционной муфты (см. рис. 16). Рычаг 84 (рис. 20) посажен на ось 87, связан с ней штифтом; ось давлением пружины 89 отжимается в найравлении зеркала станины. На оси 87 имеются две пары гаек. Правые гайки 85 предназначены для регулирования усилия пружины. Левые гайки 86, упираясь в торец втулки 88, закреп.гав^ой в стенке консоли, служат для ограничения и jpfcpjpr лирования хода оси, что необходимо для 4>блегч^» ния ввода подшипника в паз кулачковой муфты во время монтажа коробки подач на консоли, а также для устранения осевых ударных нагрузок на под- шипник вала при включении кулачковой муфты. Рычаг 84 имеет на задней стенке уступ, в кото- рый упирается шип фланца втулки 90. При пово- роте втулки 90 рычаг 84 перемещается и сжимает пружину 89. Ось 91 на втором конце имеет мелкий зуб, обеспечивающий возможность монтажа рычага 92, соединяющего ось 91, с тягой'Ялектромагнита, под необходимым углом. Электромагнит через тягу и шарниры скреплен с вилкой 82, от которой через гайку 80 я пружину '81 усилие передается на рычаг 92; Таки-яг^бразом, независимо от усилия, развиваемого электромагни- там, .усилие на рычаге 92 опдад^яется степени» затяЖяи пружины 81. ____ Цепь включения быстрого-’ЯЦКЪт электромаг- нита до фрикционной муфты долине удовлетворять следующим условиям; общий зазор между дискамм-'фрикциона в вы-, ключенном состоянии должен быть не менее; 2—3 мм; во включенном положении фрикциона д^ски должны быть плотно сжаты и сердечник электро^ магнита полностью втянут. При этом сжатие Йру Рис 19. Копса
жилы 81 допускается до положения, определяемого зазором от низа рычага 92 до торца вилки 82 в 1 —1,5 мм; •пружина 81 должна развивать усилие немногим меняле усилия электромагнита. Гайка 80 регули- руется'таким образом,чтобы сердечник электро- магнита во включенном положении был полностью втянут. Усилие сжатия дисков определяется величиной натяга пружины 81 и не зависит от величины за- зора в дисках. • РЕГУЛИРОВАТЬ ЗАЗОР В ДИСКАХ, ПОЛА- ГАЯ, ЧТО ЭТО УВЕЛИЧИТ СИЛУ СЖАТИЯ •ДИСКОВ, ЗАПРЕЩАЕТСЯ. Усилия электромагнита при включении, пере- даваемые через рычаги, могут расшатывать си- стему, поэтому при осмотрах и ремонте необходимо проверять сохранность шплинтов, крепление гай- ки 80, посадку шпонок и крепление самого элек- тромагнита на крышке консоли. Износ подшипника 83 увеличивается, если ’ усилие его прижима не ограничивается гайками 85 и 86. 1.3.15. Механизм включения поперечных и вер- тикальных подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электро- двигателя подачи. При движении рукоятки вправо или влево, вверх или вниз связанный с ней барабан 95 (рис. 21)-совершает соответствующие движения и своими скосами управляет через рычажную си- стему 97 включением кулачковых муфт, а ч-ер^з штифты — конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи. Тяга 96 связывает барабан с дублирующей ру- кояткой. В своей средней части на ней закреплен рычаг, на который действуют кулачки, ограничи- вающие поперечный ход. В конце тяга имеет рычаг (развертка и разрез) 3 Заказ 356 И
18
Рис 21. Механизм включения вертикальной и поперечной подач 3*
для снраничения вертикальных перемещений. При включениях п выключениях поперечного хода тяга перемещается поступательно, а вертикального ходд,— поворачивается. Блокировка, предохраняющая от включение ма- ховика и рукоятки ручных перемещений при вкл^а пении механической подачи, включает в себя ков1 мысло G8 (см. рис. 19) и штифт. Рве 22 Фильтр При включении кулачковой муфты рукояткой подачи коромысло 68 при перемещении муфты по- ворачивается, передвигает штифт, который упи- рается в дно кулачковой муфты маховичка или ру- коятки и отодвигает их, не давая возможности кулачкам сцепиться. салазки" засасывает масло через сетку фильтра (рис. 22) из маслдйвй ванны и подает его по трубке к золотниковргйу распределителю (рис. 23). От- золотникового распределителя отводятся трубки: д^яя смазки вертикальных направляющих консоли.штуцер гибкого шланга смазки узла „стол-салями" и к маслораспределителю кон<М. Производительность насоса около I л/мин. При нажиме па кнопки 5 или 6 (см. рис. 3) до- ступ масд'а к маслораспределителю перекрывается и оно о^’насоса поступает соответственно, на верти- кальные направляющие консоли или для г смазки узла „стол-салазки“. Смазка на вертикальный винт поступает через отверстия в зубчатом колесе 78 (см. рис. 19) и в самом винте. 1.3.16. Стол и салазки обеспечивают продоль- ные и поперечные перемещения стола. Ходовой винт 98 (рис. 24) получает вращение через скользящую шпонку гильзы 106, смонтиро- ванную во втулках 102 и 104. Гильза 106 через шлицы получает вращение от кулачковой муфты 103 при сцеплении ее с кулачками втулки 102, жестко связанной с коническим зубчатым колес<ж 101. Втулка 102 имеет зубчатый венец, с KOTtJfliie сцепляется зубчатое колесо привода кржзаШ стола. Кулачковая муфта 103 имеет зубчатмИаа^! пец для осуществления вращения винта прэдадо ной подачи при перемещениях от маховичка. Зубчатое колесо 121 (рис. 28) подпружинено на случай попадания зуба на зуб. Зацепление с шес- терней может быть только в случае расцепле- ния муфты 103 с втулкой 102 (см. рис. 24). Таким Рис 23 ЗимтшконвХЯВтвмШЯ&ь Если система имеет повышенный люфт, необхо- димо выпрессовать пробку вала VII (см. рис. 19), расконтрнть гайку 93 (см. рис. 21) и подвернуть винт 94. После проверки люфта необходимо тща- тельно законтрить гайку' 93. Сисуёма смазки консоли включает в себя плун- жерный насос, золотниковый распределитель, мас- лораспределитель и отходящие от него трубки, по- дающие масло к подшипникам, зубчатым колесам, винтам поперечного и вертикального перемещений. Плунжерный насос централизованной смазки консоли, крррбки подач и механизмов узла „стол- образом, маховичок блокируется при механических подачах. Гайки 99 и 100 ходового винта расположены в левой части салазок. Правая гайка 100 зафикси- рована двумя штифтами в корпусе салазок, левая гайка 99, упираясь торцем в правую, при повороте ее червяком выбирает люфт в винтовой паре. Для регулирования зазора необходимо ослабить гайку 107 (рис. 25) и, вращая валик 108, произвести под- тягивание гайки 99 (см. рис. 24). Выборку люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка 20
IOS IOS Рис 24 Разреэдпо ходовому винту Рис. 25. Регулирование зазора в ходовом винте
продольного хода, окажется не более 3—Б6, и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необ- ходимом для рабочего хода. Рис. 26. Регулирование клиньев После регулирования нужно, затянув гайку 107, зафиксировать валик 108 в установленном положе- нии (см. рис. 25). Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых про- изводится по фактическому расположению винта и фиксируются контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечи- вается предварительный иатяг ходового винта гай- ками с усилием 100—125 кгс. Зазор в направляющих стола и салазок выби- рается клиньями. Регулирование клина 109 стола (рис. 26) производится при ослабленных гайках ПО и 112 подтягиванием винта 111 отверткой. По- сле проверки регулирования ручным перемещением стола, гайки надежно затягиваются. Зазор в направляющих салазок регулируется клином 114 при помощи винта 113. Степень регули- рования проверяется перемещением салазок вручную. Зажим салазок на направляющих консоли обес- печивается планкой 105 (см. рис. 24). 1.3.17. Механизм включения продольной подачи осуществляет включение кулачковой муфты про- дольного хода, а также включение, выключение и реверсирование электродвигателя подач. Рукоятка 118 (рис. 27) жестко соединена с осью 116 и поворачивает рычаг 115, по криволи- нейной поверхности которого в процессе переклю- чения катится ролик 127 (рис. 28). При нейтраль- ном положении рычага 122 ролик находится в средней впадине, при включенном — в одной из боковых впадин. Движение ролика 127 через рычаг 128 пере- дается штоку 137 и через зубчатое колесо 139 рей- ке 138 и вилке 140, ведущей кулачковую муфту 103 (см. рис. 24). Пружина 134, регулируемая пробкой 133, по- стоянно нажимает на шток 137. Пружина 136 обес- печивает возможность включения рукоятки при попадании зуба на зуб кулачковой муфты. Регули- рование пружины 136 производится винтом 135 при помощи ключа, который вставляется в отвер- Рис. 27. Механизм включения продольной подачи. Разрез по рукоятке
Рис. 28. Салазки
стие пробки 133. Чрезмерное сжатие Пружины 134 ослабляет действие пружины 136. На одной оси с рычагом 128 сидит рычаг 130, который служит для выключения кулачковой муфты кулачком 131, прикрепленным к тяге 132. Тяга соединяет основ- ную рукоятку продольного хода с дублирующей. Включение и реверсирование электродвигателя подач производится конечными выключателями 129. Отключение двигателя происходит после вы- ключения кулачковой муфты. На ступице 119 (см. рис. 27) рукоятки продоль- ного хода имеются выступы, на которые воздей- ствуют кулачки ограничения продольною хода или (при автоматических циклах) управления продоль- ным ходом. рует ЭвезДочки В новом положении, когда оба кон- такта разомкнуты (включается рабочая подача). Механизм запирания муфты (рис. 29) позволяет подготовить станок для работы в автоматическом цикле. При нажатии на валик-шестерню 143 рейка 138 расцепляется с зубчатым колесом 139 и зацеп- ляется с валиком-шестерней 143. Поворотом ва- лика 143 кулачковая муфта перемещается, входит в зацепление с кулачковым зубчатым колесом и и с этого момента уже не может быть выключена рукояткой продольного хода. Запирание муфты можно произвести только при среднем (нейтральном) положении рукоятки. Это обеспечивается Т-образным пазом в зубчатом ко- Рис. 29. Механизм запирания муфты При снятой крышке 126 (см. рис. 28) можно проверить работу, контактов конечных выключате- лей и при необходимости очистить их от пригара. 1.3.18. Механизм автоматического цикла обеспе- чивает возможность управления столом от кулач- ков. На оси рукоятки продольного хода смонтиро- ваны жестко связанные между собой звездочки 120 и 117 включения быстрого хода при работе станка на автоматическом цикле (см. рис. 27). Звездочка 120 получает вращение от возвратного пружинного кулачка, установленного на лицевой стороне стола в Т-образном пазу. Нижняя звездочка 117 имеет различную глубину' впадин, что при повороте ее на 45° дает различный ход штоку 124 (см. рис. 28), который воздействует на конечный выключатель 123 и включает, электромагнит быстрого хода. Ко- нечный выключатель имеет две пары контактов, обеспечивающих переключение с быстрого хода на подачу и наоборот. При быстром ходе шток 124 входит в глубокие впадины, включает быстрый ход и одновременно фиксирует обе звездочки от произвольного пово- рота. При повороте кулачком верхней и, соответ- ственно, нижней звездочек шток выхрдцт па учас- ток постоянной кривизны нижней звездочки и за- мыкает вторую пару контактов. Попадая во впа- дины этих криволинейных участ8дв,хдаок фикси- лесе 139 и штифтом 141, установленным в йсфпусс салазок. При нажатии на валик-шестерню 143 конусом 142 и пальцем 125 (см. рис. 28) размыкаются кон- такты конечного выключателя, блокирующего цепь включения поперечной и вертикальной подач. Этим исключается возможность включения при запертой кулачковой муфте продольного хода одновременно двух движений — стола и салазок или стола й- консоли. Система смазки стола и салазок питается от насоса, расположенного в консоли, при нажиме на кнопку золотникового распределителя. При этом масло через маслораспределитель подается- и сма- зывает точки: направляющие стола (4 точки); коническое колесо; гайки винта продольного хода; подшпппик конического колеса центрального кронштейна; подшипник конического колеса; подшипник зубчатою колеса привода круглого стола; кулачковую муфту- и вилку включения; гайку винта поперечного хода; гильзу ходового винта; направляющие салазок (2 точки).
1.4. СИСТЕМА СМАЗКИ 1.4.1. Схема расположения точек смазки пока- зана на рис. 30. В табл. 5 указаны элементы си- стемы и точки смазки. 1.4.2. Описание работы системы смазки. Вни- мательное отношение к смазке, нормальная работа системы смазки являются гарантией безотказной ра- боты станка и его долговечности. На станке имеются три изолированные центра- лизованные системы смазки: зубчатых колес, подшипников коробки скорос- тей и элементов коробки переключения скоростей; зубчатых колес, подшипников коробки подач, консоли, салазок, направляющих консоли, салазок и стола; зубчатых колес, подшипников коробки скорос- тей хобота. Масляный резервуар и насос смазки узлов, обес- печивающих движение подачи, расположен в кон- соли. Масло в резервуар заливается через уголь- ник 16 до середины маслоуказателя 17. Превышать этот уровень не рекомендуется: заливка выше се- редины маслоуказателя может привести к подте- кам масла из консоли и коробки подач. Кроме того, при переполненном резервуаре масло через рейки затекает в корпус коробки переключения, что может привести к порче конечного выключа- теля кратковременного включения двигателя подач при переключениях подач. При снижении уровня масла до нижней точки маслоуказателя необхо- димо пополнять резервуар. Слив масла из консоли производится через пробку 15 в нижней части кон- соли с левой стороны. Контроль за работой си- стемы смазки коробки подач и консоли осущест- вляется маслоуказателем 3. Рис 30 Схема смазки станка Масляный резервуар и насос смазки коробки скоростей горизонтального шпинделя находятся в станине. Масло в резервуар заливается через угольник ,19 до середины маслоуказателя—5.. При необходимости уровень масла должен пополняться. Слив масла производится через патрубок 18.'' Контроль за работой системы смазки коробки скоростей осуществляется маслоуказателем 6. Смазка элементов коробки скоростей хобота осуществляется разбрызгиванием. Масло в {Резер- вуар хобота заливается через пробку 9 до середины маслоуказателя 8. Слив масла из резервуара хо- бота производится через пробку 7, расположенную в-цижней части хобота. Смазка подшипников поворотной и накладной головок производится шприцеванием соответствен- но через точки 14 (пять точек смазки), 13 и 11. Работа системы смазки считается удовлетвори- тельной, если масло каплями вытекает из подводя- щей трубки; наличие струйки или заполнение ниши указателя маслом свидетельствует о хорошей ра- боте масляной системы. Направляющие стола, салазки, консоли, меха- низм привода продольного хода, расположенные в салазках, смазываются периодически от насоса, расположенного в консоли. Масло для смазки этих узлов поступает из резервуара консоли. Смазка на- правляющих консоли осуществляется от кнопки 2, а смазка направляющих салазок, стола и механиз- мов привода продольного хода — от кнопки 1. До- статочность смазки оценивается по наличию масла на направляющих. Смазка должна производиться с учетом стенеЖи загрузки станка, как правило, перед работой. (Оря* 25
Таблица 5 ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ СИСТЕМЫ СМАЗКИ Наименование элементов смазки Способ обслужи- вания Периодичность обслуживания Смазочный материал Норма расхода, л Залив масла в резервуар консоли Вручную Менять: первый раз через 15 дней, второй раз через 30 дней, да- лее каждые 3 месяца Масло ИС-30, ГОСТ 8675-62 6 Слив масла из резервуара консоли — — Указатель уровня масла в резервуаре консоли — — — Контроль работы насоса консоли — — — Кнопка для смазки вертикальных направляю- щих консоли - - Масло ИС-30, ГОСТ 8675—62 - Кнопка для смазки механизма и направляю- щих узла „Стол-салазки* - - Масло ИС-30, ГОСТ 8675-62 - Пресс-масленка для смазки концевых подшип- ников стола Шприцем 1 раз в месяц Смазка 1-13, ГОСТ 1631-61 - Залив масла в резервуар стапины Вручную Менять: первый раз через 15 дней, второй раз через 30 дней, да- лее каждые 3 месяца Масло ИС-30, ГОСТ 8675-62 20 Слив масла из резервуара станины — — — — Указатель уровня масла в резервуаре станины — — — — Залив масла в резервуар хобота Вручную Менять: первый раз через 15 дней, второй раз через 30 дней, да- лее каждые 3 месяца Масло ИС-30, ГОСТ 8675—62 2 Слив масла из резервуара хобота __ Указатель уровня масла в резервуаре хобота — — — — Пресс-масленка для смазки подшипников узла „Поворотная головка” Шприцем 1 раз в месяц Смазка 1-13 ГОСТ 1631—61 оз Пресс-масленка для смазки подшипников узла .Накладная головка" Шприцем 1 раз в месяц Смазка 1-13 ГОСТ 1631—61 0,2 Залив масла в резервуар серьги Вручную По мере расхода Масло ИС-30, ГОСТ 8675—62 0,6 Указатель уровня масла в резервуаре серьги — — — Пресс-масленка для смазки подшипника хобота (точка 11) Шприцем 1 раз в месяц Смазка 1-13, ГОСТ 1631—61 0,1 Контроль работы насоса коробки скоростей — — — — Примечания: 1. По мере расхода масла на смазку направляющих и механизмов салазок уровень масла в резервуаре кон- соли следует периодически пополнять. 2. Вязкость смазки 1-13, ГОСТ 1631—61 при 0°С и среднем градиенте скорости деформации 10-1 сек в пуазах не более 5000. Температура канлепадения не ниже 120° С. 3. Помимо указанных смазок, могут быть использованы и другие взаимозаменяемые масла, так масло ИС-30, ГОСТ 8675—62 (вязкость в условных градусах Энглера 3,81—4.59 при 50° С) можно заменить маслами: Shell Vltrea oil 29 Shell Vltrea oil 31 Shell Teltus oil 29 Shell Turbo oil 29 Shell Tonna oil 29 26
ентировочно два раза в смену при длительности 15—20 сек). Смазку подшипников концевых опор и винта продольной подачи производить шприцеванием че- рез точки 4. Смазка подшипников серьги — капельная. Залив масла производится через пробки 10 до середины маслоуказателя 12 (регулирование по- дачи масла см. в разделе 1.3.6). Смазка достаточ- ная, если на поверхности скольжения поступает одна капля через 2—-3 мин. 2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ 2.1. УКАЗАНИЯ ПО МЕРАМ БЕЗОПАСНОСТИ 2.1.1. Необходимо соблюдать общие правила техники безопасности при работе на металлорежу- щих станках. Ограждающее устройство со станком не постав- ляется, но при необходимости потребителю может быть выслан комплект чертежей на данное устрой- ство. Рис. 31. Ограждение фрез К работе на станке допускаются лица, знакомые с общими положениями условий техники безопас- ности при фрезерных работах, а также изучившие особенности станка и меры предосторожности, при- веденные в данном руководстве и руководстве по эксплуатации электрооборудования станка. 2.1.2. Периодически проверять правильность работы блокировочных устройств. 2.1.3. Ограждение фрез. Ввиду того, что станки 6Р82Ш и 6Р83Ш пред- назначены для выполнения разнообразных фрезер- ных работ, конструкция ограждения к ним может быть различной в зависимости от конкретных усло- вий фрезерования. Один нз вариантов ограждения, устанавливае- мого на хоботе станка, показан на рис. 31. Ограж- дающее устройство состоит из двух металлических поворотных щитков 1, заканчивающихся резино- выми лепестками 2. Щитки могут быть установ- лены под любым углом в горизонтальной плоско- сти и перемещаться вдоль направляющих хобота. 2.2. ПОРЯДОК УСТАНОВКИ 2.2.1. Распаковка. При распаковке сначала снять верхний щит упаковочного ящика, а затем — боковые. Необходимо следить за тем, чтобы не по- вредить станок распаковочным инструментом. 2.2.2. Транспортирование. При транспортирова- нии упакованного станка канаты следует распола- гать в соответствий с обозначением мест стропки на упаковочном ящике. При транспортировании кра- ном канат должен быть выбран с учетом веса брут- то упакованного станка. Транспортирование станка в распакованном ви- де производится согласно схеме транспортирования (рис. 32). При транспортировании задний кожух снимается. Перед транспортированием проверьте надеж- ность зажима всех перемещающихся узлов. Салаз- ки со столом должны быть придвинуты к козырьку консоли. 4* 27
Канат не должен касаться рукояток станка. Следите, чтобы канатом или случайным столкно- вением при перемещении не повредить выступаю- щие детали станка. В случае подъема станка трос- сом примите меры к сохранению окраски станка в местах расположения троса. При транспортирова- нии и упаковке на место не подвергайте станок сильным толчкам и сотрясениям. Рис. 32. Транспортирование станка 2.2.3. Перед установкой станок должен быть очищен от антикоррозийных покрытий, нанесенных иа неокрашенные поверхности, ветошью, смоченной в уайт-спирите. После снятия защитной смазки не- окрашенные поверхности трения во избежание кор- розии смазываются тонким слоем масла ИС-30, ГОСТ 8675—62. 2-2.4. Монтаж. Схема установки приведена в разделе „Паспорт". 2.2.5. Установка станка без специального фун- дамента разрешается только на бетонированном полу толщиной не менее 300 мм. В остальных слу- чаях для достижения спокойной и точной работы необходимо подготовить бетонный фундамент сог- ласно чертежам. Глубина заложения фундамента выбирается в зависимости от грунта. В фундаменте необходимо предусмотреть колодцы под анкерные болты. Глу- бину колодцев принимать не менее 400 мм. 2.2.6. Точность работы станка зависит -от пра- вильности его установки на фундаменте и должна составлять 0,02—.0,04 мм на 1O0Q мм. Выверка станка по уровню производится сталь- ными клиньями. Окончательно выверенный станок 28 подливается раствором цемента и после его затвер- девания закрепляется фундаментными болтами. При установке станок должен быть надежно заземлен и подключен к общей системе заземления. Болт заземления находится с правой стороны на основании станка. 2.2.7. Подготовка к первоначальному пуску и первоначальный пуск. Заземлить станок подключе- нием к общей цеховой системе заземления. 2.2.8. Прежде чем приступить к эксплуатации станка, необходимо проверить и подтянуть все ос- лабевшие во время транспортирования внешние винтовые соединения и крепления. Следует также проверить и подтянуть винты крепления электро- двигателей и электроаппаратов. 2.2.9. Заполняются масляные резервуары ста- нины, хобота, консоли, серег и производится смазка шприцеванием (см. раздел 1.4.2). Проверяется от- сутствие течи масла из-под крышек, фланцев и про- чих соединений. В случае работы на ставке с ох- лаждением резервуар в основании станка заполня- ется охлаждающей жидкостью (см. раздел 2.4). 2.2.10. Устанавливаются ла свои места махович- ки перемещений стола, салазок, рукоятка ручного перемещения консоли и лампа местного освещения. 2.2.11. Производится опробование ручных пере- мещений стола, салазок, консоли на всю длину рабочих ходов. При этом рукоятки включения пере- мещений стола, салазок, консоли должны находить- ся в среднем (нейтральном) положении, а переклю- чатели 21 и 40 (см. рис. 2) — установленными в по- ложение „ручное управление". ВСЕ РУЧНЫЕ ПЕРЕМЕЩЕНИЯ УЗЛОВ ПРО- ИЗВОДИТЬ ПРИ ОТЖАТЫХ РУКОЯТКАХ ЗА- ЖИМА СТОЛА, САЛАЗОК, КОНСОЛИ. При ручных перемещениях узлов опробуйте действие ограничительных упоров и блокировку ма- ховичков и рукоятки ручных перемещений. 2.2.12. Проверяется четкость фиксации рукоя- ток включения продолвной, поперечной или верти- кальной подач.' 2.2.13. На вводные клеммы стайка подается пи- тание от сети. 2.2.14. Первоначальный пуск станка производит- ся в следующем порядке: 2.2.15. Переключателем 36 станок включается в сеть. 2.2.16. Включением перемещения стола, салазок или консоли убеждаются в правильности подклю- чения станка. Правильное фазирование при под- ключении станка определяется соответствием на- правления перемещения узла с направлением по- ворота рукояток включения подачи. 2.2.17. После освоения назначения органов уп- равления опробуется поочередно включение глав- ного движения и подач. При пробных включе-. пиях необходимо проверить исправность работы си- стем смазки станка и смазать направляющие кон- соли, салазок, стола. 2.2.18. Произвести пробные переключения ско- рости шпинделя. 2.2.19 Произвести пробные переключения подач. • 2.2.20. Проверить работу установленных на станке переключателей, рукояток и кнопок на всех возможных режимах работы станка. 2.2.21. Проверить действие кнопок 1 и 18 „Стоп". . По неполадкам, связанным с неправильным под- ключением станка к сети, неправильной установкой
или небрежной эксплуатацией станка, завод-изгото- витель претензий не принимает. 2.2.22. Температура в помещении, где установ- лен станок, должна быть в пределах от 10° до 30“С, относительная влажность не выше 80% при 10е или не выше 60% при 30° С. Запыленность воздуха не должна превышать санитарной нормы. Два раза в год станок подвергается генераль- ной уборке, которую желательно совмещать с пла- новым профилактическим осмотром. Обтирочные материалы, которыми очищается станок, не долж- ны оставлять следов и ворса на протираемых по- верхностях. При работе в условиях повышенного содержа- ния в окружающей среде абразивной или чугунной пыли (работа вблизи шлифовальных станков или обработка чугуна) необходимо в целях сохранения точности и долговечности тщательно удалять пыль с направляющих станка. 2.3. НАСТРОЙКА, НАЛАДКА И РЕЖИМЫ РАБОТЫ 2.3.1. Управление станком кнопочно-рукояточ- ное. Основными движениями в стайке можно уп- равлять с двух мест — спереди и сбоку. 2.3.2. Расположение органов управления см. на рис. 2 и в табл. 2. 2.3.3. Расшифровка принятых графических сим- волов управления станком приведена в табл. 3. 2.3.4. Работающий на станке может пользовать- ся только переключателями, расположенными с на- ружной стороны дверок электрошкафов. ОТКРЫВАТЬ электрошкафы разре- шается ТОЛЬКО КВАЛИФИЦИРОВАННЫМ электрикам. Включение станка в сеть осуществляется пере- ключателем 34. По окончании работы или при про- должительном перерыве станок необходимо отклю- чить от сети. 2.3.5. Включение шпинделей производится кноп- ками 2 или 19 „Пуск шпинделя*1 в зависимости от места управления станком. Кнопками 1 или 20 от- ключают вращение шпинделей. Изменение направ- ления вращения и отключение горизонтального шпинделя в случае работы поворотной головкой производится переключателем 36, а шпинделя пово- ротной головки — переключателем 39. Торможепие шпинделей сблокировано с пода- чей. При отключении шпинделей отключается дви- жение иодачи. Хорошая работа шпиндельного узла характери- зуется нормальным (не более 60--70°С) нагревом подшипников шпинделя и люфтом в подшипниках, обеспечивающим соблюдение установленных норм точности. Регулирование зазора в подшипниках горизон- тального шпинделя и шпинделя поворотной голов- ки см. в разделе 1.3.7. 2.3.6. Включение продольной, поперечной и вер- тикальной подач осуществляется рукоятками. На- правление поворота рукояток соответствует направ- лению перемещения узлов. Включение и отключе- ние продольной подачи производится рукояткой 14, имеющей три фиксированных положения: вправо, влево, среднее (нейтральное) или дублирующей ру- кояткой 32 в случае управления станком сбоку. Управление поперечными и вертикальными пе- ремещениями производится рукояткой 30, имеющей пять фиксированных положений: среднее (ней- тральное), к себе, от себя—перемещаются салаз- ки; вниз, вверх — перемещается консоль. Рукоятке 30 соответствует дублирующая рукоятка 33. На станке электрической блокировкой исключа- ется возможность одновременного включения про- дольной и поперечпой или вертикальной подач. Одновременное включение поперечной и вертикаль- ной подач исключается конструкцией механизма. Быстрое перемещение узлов происходит при на- жатии кнопок 5 или 18 „Быстро*1 при включенном положении рукоятки в направлении необходимого перемещения и прекращается, если отпустить кноп- ку. При этом движение рабочей подачи продол- жается до выведения рукоятки в '.нейтральное по- ложение. 2.3.7. Ручные продольные, поперечные и верти- кальные перемещения осуществляются соответ- ственно маховичками 17, 37, 22 и рукояткой 25. Установка лимбов отсчета перемещений в на- чальное для отсчета положение производится сле- дующим образом: лимб 23 нажимом смещается „от себя" и в этом положении поворачивается до совмещения нулевой риски с указателем начала от- счета перемещений на кольце 24. Точное совмеще- ние рисок лимба и указателя достигается поворо- том кольца 24. Маховичок 37 сблокирован от произвольного включения его при механической подаче пружиной. Маховичок 22 и рукоятка 25 при включении меха- нической подачи отключаются и предохраняются от произвольного включения специальным блоки- рующим устройством. Маховичок 17 отключается при включении ру- коятки продольных механических перемещений стола. В процессе эксплуатации станка следите за ис- правностью этих устройств, а также за состоянием поверхностей трения маховичков, рукояток и шеек валов, на которые они посажены. РАБОТА НА СТАНКЕ ПРИ НЕИСПРАВНЫХ БЛОКИРУЮЩИХ УСТРОЙСТВАХ НЕ ДОПУ- СКАЕТСЯ- Усилия при ручных перемещениях узлов в зна- чительной степени зависят от правильности регули- рования клиньев. Неправильное регулирование (не- равномерная затяжка клиньев консоли, налично люфта или перетяжка) вызывает увеличение уси лия перемещения. Ввиду этого необходимо, особен- но для консоли, периодически (раз в месяц) про- верять регулирование клиньев. При наличии не- нлавпого или тугого хода необходимо регулирова- ние. Крайние положения стола при поперечных и вертикальных перемещениях ограничиваются с обеих сторон упорами, которые в процессе движе- ния нажимают на соответствующие рычаги и вы- водят рукоятку в нейтральное положение. Продоль- ные перемещения ограничиваются упорами, нажи- мающими на выступы рукоятки включения про- дольных перемещений. Выключающие упоры могут перемещаться в пазах планок и стола и устанавли- ваются с расчетом выключения подачи в нужном месте. Крайние положения упоров ограничены распо- ложенными внутри паза винтами, непозволяющими 29 .л
перемещать упоры за пределы ходов, оговоренных в паспорте станка. РАБОТА НА СТАНКЕ СО СНЯТЫМИ УПО- РАМИ ИЛИ НЕИСПРАВНЫМИ УСТРОЙСТВА- МИ, ВЫКЛЮЧАЮЩИМИ ПОДАЧУ, НЕ ДОПУ- СКАЕТСЯ- 2.3.8. Зажим узлов с целью повышения жест- кости системы осуществляется: хобот в направляющих станины — вращением винта 42 (см. рис. 2), перемещающего клин; поворотная головка — гайкой 11; серьги на направляющих хобота — гайками 10; салазки на направляющих консоли — рукоят- кой 31; консоль на направляющих станины — рукоят- кой 41. Зажим стола в направляющих салазок при ра- боте поперечной подачей или некоторый поджим стола при силовых режимах на продольной подаче осуществляется винтами 16. ВКЛЮЧАТЬ МЕХАНИЧЕСКИЙ ХОД УЗЛА ПРИ ЗАЖАТЫХ РУКОЯТКАХ ЗАПРЕЩАЕТСЯ. 2.3.9. Переключение чисел оборотов горизон- тального шпинделя осуществляется следующим об- разом: движением вниз рукоятка 38 выводится из фиксирующего паза и движением „на себя" пово- рачивается до отказа; вращением указателя скоростей 4 в любую сто- рону устанавливается необходимое число оборотов против стрелки-указателя 3. Правильная фиксация лимба сопровождается характерным щелчком фиксатора; рукоятка поворачивается в сторону первона- чального положения до заметного упора, выключа- ется кнопка 6 „импульс шпинделя" и дальнейшим плавным движением рукоятка досылается в перво- начальное положение, после чего фиксируется в пазу. В связи с перегрузкой двигателя от пусковых токов нельзя допускать слишком частого переклю- чения скоростей. Допускается производить два-три переключения подряд, а дальнейшие с промежутка- ми 3—5лия. Во избежание выхода из зацепления шестерен коробки скоростей в процессе работы сле- дите за надежностью фиксации рукоятки в фикси- рующем пазу. Переключение чисел оборотов поворотной го- ловки осуществляется рукоятками 9 (установкой их в положение в соответствии с табличкой на хоботе). ПЕРЕКЛЮЧЕНИЕ СКОРОСТЕЙ ШПИНДЕ- ЛЯ НА ХОДУ ЗАПРЕЩАЕТСЯ. 2.3.10. Переключение подач осуществляется сле- дующим образом: нажимается кнопка 26, грибок 27 отводится „на себя" до отказа; вращением грибка в любую сторону указатель подач 28 устанавливается в положение требуемой величины подачи против стрелки-указателя 29; плавным движением грибок досылается вперед до отказа и проверяется его фиксация. ДОВЕДИТЕ ГРИБОК ДО КОНЦА И ПРО- ВЕРЬТЕ ФИКСАЦИЮ. Несоблюдение этого правила приводит к не- полному зацеплению зубчатых колес коробки по- дач и самопроизвольному выключению подачи. С целью исключения упора зубчатых колес при переключении на станке предусмотрено кратковре- 30 менное включение электродвигателя подачи при от- воде грибка „на себя". При движении грибка впе- ред электродвигатель отключается и переключение происходит при проворачивающихся по инерции зубчатых колесах. Электродвигатель не может включаться при пе- реключении подач, если какая-либо из рукояток включения продольной, поперечной или вертикаль- ной подач выведена из нейтрального положения. Это исключает возможность перемещения узлов в мо- мент переключения подач. Обозначенные на указателе подач значения от- носятся к продольной и поперечной подачам. 2.3.11. Установка и крепление инструмента. Ка- чество инструмента и оправок во многом опреде- ляет спокойную работу станка, точность и чистоту обработки. В зависимости от вида применяемых фрез креп- ление их может выполняться несколькими способа- ми: на оправке при помощи фланца или шпонки, переходными втулками и др. Оправка вставляется в конус шпинделя и надежно затягивается шомпо- лом. Выступающий конец шомпола закрывается предохранительным колпаком. Цилиндрические фрезы устанавливаются на оп- равке, закрепленной в конусе шпинделя и имею- щей вторую опору в подшипнике серьги. Хорошая работа стайка при цилиндрическом фрезеровании обеспечивается надежным креплением хобота и се- рег, правильным регулированием зазора и доста- точной смазкой в подшипнике серьги. При тяжелых режимах обработки па станке 6Р83Ш необходимо установить вторую серьгу. Для станка 6Р82Ш при применении фрез ма- лого диаметра используется серьга с цанговой втулкой. Чистота обработки опорной втулки оправ- ки должна быть не ниже V 8, овальность не долж- на превышать 0,02 мм. Несоблюдение этих условий и плохая смазка может привести к порче втулки серьги. Условия смазки и порядок регулирования зазо- ра см. в разделе 1.3.6. 2.3.12. Работа на станке и подготовка его к ра- боте в зависимости от настройки механизмов и пе- реключателей электрооборудования может выпол- няться: В наладочном режиме при установке переклю- чателей направления вращения шпинделей 36, 39 в нулевое (отключенное) положение, а переключа- теля 40 в положение ручного управления. При этом допускается возможность включения подач при вы- ключенных шпинделях. Кнопки 1 и 20 „Стоп" в этом случае не работают. Отключение подачи воз- можно только рукоятками. При рукояточном управлении подачи станка -включается только после включения горизонталь- ного шпинделя или шпинделя поворотной головки. Если какая-либо из рукояток включения подачи (продольной, поперечной или вертикальной) нахо- дится во включенном положении, то с включением кнопок 2 или 19 „Пуск шпинделя" одновременно включается соответствующая подача. Кнопками 1 или 20 „Стоп" отключаются все движения в станке. Отключение станка кнопками „Стоп" в процессе резания производите в крайне необходимых слу- чаях, так как это может привести к поломке чаще всего инструмента из-за движения стола по инер-
31
ции. В обычных условиях сначала рукояткой отклю- чается подача, затем кнопкой—вращение шпинделя. Кнопками 5 пли 18 „Быстро" включается быст- рое перемещение стола, салазок или консоли в на- правлении поворота рукоятки включения подачи. Возможность работы поворотного круглого сто- ла с приводом его от механизма подач при непод- вижном столе станка обеспечивается включением переключателя 40. Включение и выбор направле- ния вращения осуществляется рукояткой, располо- женной на круглом столе. При нарезании спиралей шпиндель универсаль- ной делительной головки получает вращение от хо- дового винта станка, имеющего на правом торце шейку со шпонкой, закрытую съемным колпачком. Для установки привода круглого стола или ги- тары делительной головки кожух на правом торце стола станков необходимо снять. В автоматическом цикле управление продольны- ми перемещениями осуществляется от кулачков, за- крепленных в пазу стола, которые в процессе дви- жения воздействуют на выступы рукоятки включе- ния продольной подачи 14 и звездочку 15 (см. рис. 2). Стол может настраиваться на следующие авто- матические циклы: полуавтоматический скачкообразный: быстро вправо - подача вправо — быстро назад (влево) — стоп; то же в левую сторону. Примечание. Для случаен, когда потвращать обработанное, изделие под фрезой нежелательно, можно работать по циклу бистро—подача—быстро — стоп в правую пли левую сто- рону с возвращением стола в исходное положение (после снятия детали) па быстром ходу, кнопкой; автоматический маятниковый цикл: быстро вправо — подача вправо — быстро влево — подача влево — быстро вправо и т. д. Чтобы настроить станок па автоматическую ра- боту, необходимо: отключить станок от сети переключателем 34; поставить переключатели 21 и 40 в положение „Автоматическое управление"; включить станок переключателем 34; произвести установку кулачков в зависимости от принятого цикла, согласно приведенной схеме (рис. 33) пли таблички, расположенной на станке. При настройке па автоматическую работу необ- ходимо иметь в виду, что переключение с подачи па быстрый ход или с быстрого хода па подачу осуществимо в любом месте хода и при любом на- правлении движения и ограничивается лишь воз- можностью установки кулачков в данной точке. Установка переключателя 21 (см. рис. 2) произ- водится при нейтральном положении рукоятки про- дольного хода нажатием на пего отверткой до упо- ра и поворотом в фиксированное положение „Авто- матическое управление". Если переключатель не фиксируется, надо маховичком на торце стола нем- ного провернуть винт продольного хода. Остановка движения стола вправо или влево производится кулачками № 5 или 6, которые воз- действуют на выступы рукоятки продольного хода. Кулачки № 1 и 2 никогда не должны сниматься со станка, так как ограничивают крайние положения стола (см. рис. 33). Переключение с подачи на быстрый ход или с быстрого хода на подачу (при движении стола вправо или влево) производится кулачками №3и 4, которые воздействуют на звездочку. Правый и левый кулачки различаются лишь по- ложением рычага, который при необходимости мож- но переставить в другую сторону. При работе с ручным управлением рекомендуется кулачки № 3 и 4 с целью предохранения механизма от неоправ- данного износа снимать или переставлять на нера- ботающую часть стола. При работе станка в автоматическом цикле не- обходимо иметь в виду следующее: 1. Включение цикла производится при включен- ном вращении шпинделя рукояткой продольного хода в сторону подвода детали. Установка рукоят- ки в положение „Стоп" (нейтральное) дает выклю- чение подачи или быстрого хода во всех случаях, независимо от настройки станка на автоматический цикл или ручное управление за исключением мо- мента поворота звездочки кулачком. В этот момент стол можно остановить только кнопками 1 или 20 „Стоп" (см. рис. 2). Перед включением стола после такой остановки необходимо проверить зафиксиро- вана. ли звездочка. 2. В условиях автоматического цикла кнопки 5 п 18 „Быстро" не работают. 2.4. ОХЛАЖДЕНИЕ ИНСТРУМЕНТА Обработка чугуна при всех способах фрезеро- вания и обработка стали твердосплавным инстру- ментом производится без охлаждения режущего инструмента. Охлаждение рекомендуется приме- нять при работе быстрорежущими фрезами по стали. Подвод эмульсии непосредственно в зону реза- ния обеспечивается достаточной маневренностью системы подвода сопла. При ослабленной гайке 1 (рис. 34) сопло можно поворачивать под любым углом и устанавливать по высоте. Для перемеще- ния сопла вдоль хобота необходимо ослабить гай- ку 3. Сопло может быть установлено непосред- ственно па поворотной головке. При установке сле- дите, чтобы сопло не попало под фрезу. Эмульсия из резервуара, расположенного в ос- новании станка, подается пасосом и стекает по па- зам стола, корыту стола, через отверстия в столе в канал салазок, а затем гибким шлангом отво- дится в основание. Место слива эмульсии со стола защищено от завала стружки съемным щитком. Перед отвер- стиями установлена решетка. Для сбора эмульсии па корыте основания имеется решетчатая крышка. СНИМАТЬ КРЫШКУ НЕ РАЗРЕШАЕТСЯ ИЗ-ЗА ВОЗМОЖНОСТИ ЗАСОРЕНИЯ РЕЗЕР- ВУАРА И ПОРЧИ НАСОСА ОХЛАЖДЕНИЯ- Включение и выключение насоса охлаждения осуществляется переключателем. Регулятором рас- хода эмульсии является кран 2, которым можно перекрыть подачу эмульсии, если время выключе- ния не превышает 10 мин. При более длительном отключении эмульсии необходимо выключить на- сос охлаждения. 32
Система периодически (через полгода) должна демонтироваться и промываться под давлением. Слив эмульсии из основания при периодической его очистке производится через патрубок 4, для чего в фундаменте станка необходимо предусмо- треть приямок для размещения емкости. При капитальном ремонте очистка основания производится после демонтажа консоли и станины. В случае изменения направления фрезерования сопло может быть установлено по другую сторону хобота. СОПЛО ДОЛЖНО БЫТЬ НАДЕЖНО ЗА- КРЕПЛЕНО; ПОПРАВЛЯТЬ, ПЕРЕСТРАИВАТЬ УСТАНОВКУ СОПЛА В ПРОЦЕССЕ ФРЕЗЕРО- ВАНИЯ НЕ ДОПУСКАЕТСЯ- 2.5. РЕГУЛИРОВАНИЕ СТАНКА 2.5.1. В процессе эксплуатации возникает необ- ходимость в регулировании отдельных узлов и эле- ментов станка с целью восстановления их нормаль- ной работы. Методы регулирования изложены в соответ- ствующих разделах описания конструкции станка: Зазор в подшипнике серьги 1.3.6 Зазор в переднем подшипнике 1.3.7 горизонтального шпинделя Пружина фиксатора лимба ско- ростей Зазор накладной и поворотной головок 1.3.8 1.3.9, 1.3.10 Предохранительная муфта ко- 1.3.11 робки подач Пружина фиксатора лимба но- 1.3.12 дач Механизм быстрого хода 1.3.14 Клинья стола, салазки, консоли 1.3.15 Зазор в винте продольного хода 1.3.16 Пружина включения кулачко- 1.3.17 вой муфты продольного хода 2.5.2. В процессе транспортирования и работы вследствие износа, неправильной регулировки, экс- плуатации и т. д. на станке могут возникнуть не- поладки в работе или появится потребность в регу- лировании его отдельных узлов и элементов. Непо- ладки могут возникнуть от нескольких причин сразу, поэтому при выявлении причины следует учитывать все факторы, включая инструмент, усло- вия обработки и др. Особое внимание станку следует уделять при выполнении осмотров и ремонта. 5 Заказ 3!Л 33
Таблица 6 ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ В СТАНКЕ И СПОСОБЫ ИХ УСТРАНЕНИЯ Неисправность Признаки Вероятная причина Способ устранения Смазка коробки скоростей или смазкв узлов, обеспечи- вающих движение подачи, не осуществляется Поступление масла в глазок контроля работы насосов не наблюдается или совсем не- значительно. Направляющие стола смазываются недоста- точно или не смазываются В резервуаре пет масла. За- сорился фильтр'Насоса смазки Неисправность насоса или системы Залить масло до середины маслоуказателя Очистить фильтр насоса Проверить работу насоса, элементов системы, при необ- ходимости демонтировать для ремонта Повышенный нагрев под- шипников шипнделя Нагрев корпуса в месте расположения подшипников более 50—60° С (рукя пе тер- пит продолжительною при- косновения) .Подшипники перетянуты. ЯЯ Хкрятк WWWJWW М ЮМДОЙП1 tftwnw Провести регулирование подшипников Ам&мндог MMrtiow ШЯ 1<ЖДЦ ЯК ЯМ- I6WW При включении подачи нрощелкивае г предохрани- тельная муфта и электро- двигатель подачи останавли- вается от перегрузки При реверсировании подачи включение, как правило, нор- мальное Вышел из строя фиксатор »в (см. рис. 16), запирающий гайку регулирования зазора в дисках При включении подачи гайка самопроизвольно завер- тывается и затягивает диски фрикционной муфты, т. с. имеет место одновременное включение фрикциона быст- рого хода и муфты подачи При необходимости заме- нить фиксатор Отрегулировать зазор меж- ду дисками В начале фрезерования прощелкцвает предохрани- тельная муфта Слышен треск внутри ко- робки подач. Условия фрезе- рования (припуск, материал, инструмент) обычные Ослаблений поджима шари- ков предохранительной муфты Отрегулировать предохра- нительную муфту При установке рукоятки включения поперечной и вертикальной подач в сред- нее положение механическая подача прекращается, но маховичком или рукояткой ручных перемещений про- вернуть цепь невозможно Увеличился люфт в цепи включения кулачковых муфт поперечной и вертикальной подач, отвернулась гайка Отрегулировать люфт и за- контрить гайку 7 Электродвигатель подачи работает, ио движения ио- дачи нет Быстрый ход осуществляет- Не до конца включен гри- бок и не сцепилась кулачко- вая муфта Дослать гривок до фикси- рованного положения Двигатель подачи работа- ет с перегрузкой При снятии крышки виден дым и пар Мал зазор в дисках фрик- циона; диски сильно греются Дать остыть дисквм и от- регулировать зазор При установке рукоятки понерейюй и вертикальной подач в среднее положение подача прекратилась, но двигатель продолжает рабо- тать Слышна работа двигателя Нарушилось регулирование рычагов включения конечнц- ков поперечной или верти- кальной подачи Отрегулировать рычаги При включении кнопками „Быстро” электромагнит включается, но быстрого хо- да нет Включение электромагнита прослушивается Отвернулась гайка и сер- дечник опустился вниз Отрегулировать гайку При включении быстрого хода фрикционная муфта проскальзывает Наличие лишних сопротив- лений в направляющих: пло- хая смазка, следы ржавчины, неправильное регулирование клиньев. Ослабла пружина Проверить смазку и состоя- ние направляющих, провести регулирование клиньев, отре- гулировать пружину Кулачковая муфта про- дольного хода при включе- нии прощелкивает — Ослабла пружина Отрегулировать пружину При включении механи- ческой подачи маховичок или рукоятку ручных пере- мещении прихватывает при вращении вала Неисправность в блокиров- ке отключения маховичка или рукоятки, забоины на поса- дочных местах, грязь в под- шипнике маховичка или ру- коятке А Прекратить работу на стан- ке. Проверить при выключен- ном станке включением ру- коятки поперечной или вер- тикальной подачи блокировку маховичка и рукоятки; каса- ние или зацепление кулачков обязательно устранить. Иск- лючить причины повышенно- го трепня маховичка или ру- коятки на посадочных местах
Таблица 7 2.6. СХЕМА РАСПОЛОЖЕНИЯ ПОДШИПНИКОВ 2.6.1. ПЕРЕЧЕНЬ ПОДШИПНИКОВ КАЧЕНИЯ Номер подшипника или обозначение по ГОСТ Класс ючпосги Размер, мм Количество Помер на рис. Зо 6Р82Ш 6P83U] 113 В 65 X 100 18 1 1 61 203 11 17 40 х 12 1 1 58 204 Н 20 47 X 14 5 5 16, 18, 54 205 11 25 52 х 15 5 17, 19, 20, 57 206 И 30 62 X 16 4 4 49, 67, 68 206 в 30> 62 X 16 1 1 66 60206 н 30 62 X 16 2 2 25, 35 207 I] 35 72 X 17 1 1 71 208 н 40 > 80 X 18 1 1 41 209 н 45 85 X 19 1 1 40 210 н 50 X 90 X 20 1 11 212 н 60 > 110 22 з 4 2, 7, 73 60212 н 60 ПО 22 1 1 63 305 н 25 > 62 X 17 3 3 55, 56, 69 306 н 30 > (72 X 19 2 2 70, 65 307 н 35 > 80 х 21 2 2 1, 13 308 н 40 90 X 23 1 2 12 309 н 45 > 100 X 25 2 2 4, 5 310 н 50> <110 К27 1 1 6 31 г , 1] 55 '20 >< 29 1 1 10 407 н 35 > 100 ><25 1 1 3 4620$ н 40 > 80 х 18 4 4 72, 74 46208 л 40 80 X 18 2 2 75 46210 в 50 90 X 20 2 2 59 46212 н 60 110X22 3 3 60, 61 46215 д 75 180 Х25 2 2 8 46309 и 45 > 100 >< 25 1 I 62 3182122 А 110 Х170 X 45 1 1 9 3182112 д 60 < 95 X 26 2 2 76, 77 8105 н 25 < 42 X 11 3 3 34, 37, 52 8106 н 30 > х 47 X 11 1 1 43 8111 [ [ 55 > 78 X 16 1 1 22 8112 и 60 85 X 17 1 1 45 8113 н 65 90 X 18 2 2 28 8116 н 80 105 X 19 1 1 21 8209 н 45 > 73 X 20 2 2 36, 24 2007106 и 30 55 х 16,8 1 1 47 2007107 н 35 62 X 17,2 1 1 42 7206 н зо 62 X 17,5 1 1 30 7208 [ ( 40 < 80 х 20 2 2 26, 27 7306 н 30 <72Х 19 1 1 31 942/30 н 30 < 38 х 24 2 2 14 941/25 и 25 X 32 X 16 4 4 32, 46 942/20 н 20 > 26 X 20 3 3 15, 29 942:32 н 32 > < 40 X 24 1 1 44 943/25 [[ 25 > < 32 X 25 7 7 23, 33, 38, 39, 51 4024107 н 35 > < 62 х 27 1 1 53 5* 35
Я 69 68 67 66 63 62 61 Рис 35 Схема расположения подшипников качения 36
Продолжен не Помер подшипника или обозначение по ГОСТ Класс Размер, мм Количество Номер па рис. 35 ТОЧНОСТИ 6P82f.lI 6Р83Ш 943/40 ц 40 X 50 X 38 1 2 50 Ролик игольчатый ГОСТ 6870-54 — 3x24 50 50 48 3. ПАСПОРТ СТАНКА 3.1. ОБЩИЕ СВЕДЕНИЯ Инвентарный номер--------------------—,----- Цех Завод Дата пуска станка в эксплуатацию 3.2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ 3.2.1. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА (ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ СОГЛАСНО ГОСТ 165—65). КЛАСС ТОЧНОСТИ П, ГОСТ 8—71. Наименование параметров Модели 6P821II 6Р83Ш СТОЛ. Размеры рабочей поверхности (длинах ширина), мм Число Т-образных пазов Размеры Т-образных пазов, мм Наибольшие перемещения стола, мм: продольное механическое продольное вручную поперечное механическое поперечное вручную вертикальное механическое вертикальное вручную Наименьшее и наибольшее расстояния от оси шпинделя до рабочей поверхности стола, мм Расстояние от оси шпинделя до хобота, мм Расстояние от торца шпинделя поворотной головки до стола, мм . . Расстояние от оси шпинделя поворотной головки до направляющих станины, мм Перемещение стола на одно деление лимба (продольное, попереч- ное, вертикальное), мм Перемещение стола на один оборот лимба, мм: продольное и поперечное вертикальное Наибольшая масса обрабатываемой детали, кг ШПИНДЕЛЬНЫЕ ГОЛОВКИ. Перемещение иинолн шпинделя, мм: на один оборот лимба на одно деление лимба Наибольшее перемещение пиноли шпинделя, мм Поворот головки в поперечной плоскости стола, град: к станине от станины Поворот головки в продольной плоскости стола, град Поворот накладной головки, град Поворот головок на одно деление шкалы, град 1250 X 320 3 рис. 36 800 800 240 250 410 420 30—450* 155 35—535 260-820 0,05 6 2 250 6 0,1 80 45 90 360 360 1 1600X400 3 рис. 36 1000 1000 300 320 410 420 30—450* 190 70-570 250 900 0,05 6 2 300 од 80 45 90 360 360 1 * Обеспечивается при ручном перемещении и снятом нижнем ограничительном кулачке.
Продолжение Наименование параметров Модели 6Р82Ш 6P83IJI ШПИНДЕЛИ. Эскиз конца шпинделей: рис. 37, 38 рис. 37, 38 горизонтального: сис(ема ГОСТ 836—62 ГОСТ 836- 62 размер № 3 № 3 цоворотпои и накладной головок- система ГОСТ 836-62 ГОСТ 836-62 размер № 4 № 4 НАПРАВЛЯЮЩИЕ СТАНИНЫ. Эскиз рис. 39 рис. 39 ХОБОТ И СЕРЬГИ. Эскиз ем. рис. 7 см. рис. 7 МЕХАНИКА СТАНКА. Механика главного движения табл. 8 см. рис. 4, 5 табл. 8 см. рис. 1, 5 Механика подач табл 9 тм. рис. 6 табл. 9 см. рис. 6 Выключающие упоры подачи (продольной, поперечной, верти- калькой) есть есть Блокировка ручной и механической подачи (продольной, попе- речной, вертикальной) есть есть Блокировка раздельного включения подачи есть есть Автоматиче£кая прерывная подача. продольная есть е< ть " поперечная и вертикальная нег пет Торможение шпинделя есть есть Предохранение от перегрузи (муфта) есть есть ПРИВОД, ГАБАРИТ И МАССА. Электродвигатель привода главного движения: тип А02-51-4-С2 А02-52-4-С2 мощность, квт 7,5 10,0 число оборотов в минуту 1460 1460 Электродвигатель привода подач: ТИН А02-31-4-С2 А02-32-4-С2 мощность 2,2 3,0 ч.исло оборотов в минуту 1430 1 130 Электродвигатель привода шпнителя поворотной головки- тип А 02-31-4-С2 А02-32-4-С2 мощность, квт 2,2 з.о число оборотов в минуту 1430 1430 Электронасос подачи охлаждающей жидкости: тип ... ПА-22 ПА-22 мощность, квт 0,125 0,125 число оборотов в минуту 2800 2800 производительность, л/мин 22 22 Габарит станка (длина х ширина х высота), мм 2470 X 1950 X W50 2680 х 2260 X 2040 Масса т танка, г 3,3 4,5 Примечания: 1. Полную величину указанных в паспор- те ходов можно использовать только при отсутствии деталей и устройств, ограничивающих перемещение сюда, салазок или консоли, например: при использовании поворотного круглого сгола с при- водом, а также делительной головки с гитарой продольный хол сокращается; при установке в шпинделе оправки с фрезой и серый на хоботе сокращается вертикальный ход; при установке обрабатываемой детали или приспособле- ния, свисающих между столом и зеркалом станины, сокра- щается поперечный ход салазок; вертикальные перемещения при крайнем заднем положе- нии салазок ограничиваются сухарями шпинделя в случае расположения их по вертикали иля при вращении шпинделя. При этом необходимо установить ограничительные упоры с учетом отключения подачи в пределах ограничения пере- мещения стола, салазок или консоли. Во всех случаях использования полных паспортных ходов с механической подачей необходимо проверить возможность работы на холостом ходу и при обработке внимательно наблю- дать за работой станка. 2. В связи с наличием перебегов перемещаемых узлов по инерции фактическая величина поперечного механического хода уменьшена на величину 10—15 мм, в соответствии с чем присверлены ограничительные кулачки. 3. Приведенные габаритные размеры станков характе- ризуют .упаковочные* или наибольшие их размеры при условии установки перемещающихся узлов в среднее поло- жение. 4. Для станков с частотой тока 60 гц число оборотов электродвигателей равно: главного движения — 1750 привода подач — (730 пасоса охлаждения — 3360 38
Рис. 36. Эскиз Т-образных па- зов (размеры в скобках па дан- ном рисунке и палее для станка 6Р83Ш) Рис. 38. Эскиз конца шпинделя поворотной головки Рис. 37. Эскиз конца горизонтального шпинделя Рис. 39. Эскиз направляющих 3.2.2. Установочные размеры станка приведены на рис. 40. 3.23. Механика станка. УСТАНОВОЧНЫЙ чертеж Рис. 40. Установочный чертеж станка 39
Таблица 8 Таблица 10 МЕХАНИКА ГЛАВНОГО ДВИЖЕНИЯ Число оборо- тов шпинделя в минуту Наибольший допу- Мощность на шпин- деле по привод}’, КВТ СТИМЫЙ момент на «рутящнй шпинделе, с-м 6P82U1 6Р83Ш 6P82LIJ 6Р83Ш 31,5 107,00 143,00 6,93 9,25 40 107,00 143,00 6,93 9,25 50 107,00 143,00 6J93 9,25 63 107,00 143,00 6,93 9,25 80 84,50 113,00 6,93 9,25 100 67,50 90,10 6,93 9,25 125 54,00 72,10 6,93 9,25 160 41,80 55,50 6,90 9,20 200 33,20 43,00 6,82 9,10 250 26,70 35,60 6,86 9,15 315 21,00 28,00 6,82 9,10 400 16,50 22,00 6,80 9,05 500 13.10 17,50 6,75 9,00 630 10,10 13,50 6,52 8,70 800 7,90 10,50 6,6 8,86 1000 6,18 8,25 6,35 8,45 1250 4,85 6,46 6,22 8,30 1600 3,56 4,75 5,85 7,50 Таблица 9 МЕХАНИКА ГЛАВНОГО ДВИЖЕНИЯ ПОВОРОТНОЙ И НАКЛАДНОЙ ШПИНДЕЛЬНЫХ ГОЛОВОК Номер ступени Чисяо оборотов вертикального шпин- деля в минуту при прямом и обратном вращениях Мощность на шпинделе, квт 1 50 1.0 2 70 1.6 3 100 2.1 4 140 3,0 5 200 3,0 6 ’ 280 3,0 7 400 3,0 8 560 3,0 9 800 3,0 10 1120 3,0 11 1600 3,0 МЕХАНИКА ПОДАЧ Номер сту- пени Подача стола, мм/мин продольная, поперечная вертикальная 1 25 8,3 2 31.5 10,5 3 40 13,3 4 50 16,6 5 63 21,0 6 80 26,6 7 too 33,3 8 125 41,6 9 160 53,3 10 200 66,6 11 250 83,3 12 315 105,0 13 400 133,3 14 500 166,6 15 630 210,0 16 800 266,6 17 1000 333,3 18 1250 416.6 3.2.4. Пределы использования станка по мощ- ности и силовым нагрузкам. При работе на числах оборотов горизонтального шпинделя выше 63 об/мии и накладного шпинделя выше 100 об/мин пределы использования приводов ограничиваются номинальной мощностью установ- ленных электродвигателей. Наибольшее усилие резания, допускаемое меха- низмом подачи, соответственно для продольной, по- перечной и вертикальной подач составляет: для станка 6Р82Ш — 1500 кгс, 1200 кгс, 500 кгс, для станка 6Р83Ш — 2000 кгс, 1200 кгс, 800 кгс. В случае возникновения признаков вибрации при некоторых параметрах режима резания реко- мендуется увеличить подачу на зуб или применить фрезы с неравномерным шагом. При работе на низких числах оборотов шпинде- лей (для горизонтального ниже 63 об/мин, наклад- ного ниже 100 об/мин) лимитирующим фактором является прочность привода главного движения. В этих случаях рекомендуется работать с ограни- чением мощности для привода главного движения в соответствии с табл. 8. Наибольший допустимый диаметр фрез при черновой обработке составляет: для станка 6P82UI — 160 мм (горизонтальный шпиндель), 100 мм (вертикальный шпиндель); для станка 6Р83Ш — 200 мм (горизонтальный шпиндель), 100 мм (вертикальный шпиндель). 40
Таблица И 3,3. СВЕДЕНИЯ О РЕМОНТЕ Наименование и обозначение составных частей стайка Основание Дата Категория Ремонтный цикл работы станка в часах Вид ремонта Должность, фамилия и подпись ответствен- ного лица для сдачи в ремонт поступле- ния в ре- монт выхода из ремонта сложности ремонта произво- дившего ремонт принявшего ремонт 6 Заказ ЗЛ
3.3.1. График и состав ремонтно-профилактиче- ских работ. При работе станка в условиях нор- мальной эксплуатации и соблюдения всех правил эксплуатации м обслуживания, указанных в настоя- щем руководстве, межремонтный цикл (срок службы до капитального ремонта) при двухсмен- ной работе составляет при преимущественной об- работке стали не менее 8,5 лет и аналогично чу- гуна — не менее 7 лет. ZF Рис. 41. График ремонтных работ: А — лам стали; В—ДЛЯ чугуна; С — месяиы I—осмотр; П — малый ремонт; Ш- средний ремонт; IV—капитальный ремонт Ремонтно-профилактические работы рекомен- дуется проводить согласно графику ремонтных ра- бот (рис. 41). При этом выполняются следующие основные работы: ОСМОТР I. Наружный осмотр (без разборки для выявле- ния дефектов) состояния и работы станка в целом н по узлам. 2. Осмотр и проверка состояния механизмов привода главного движения и подач. 3. Регулирование зазоров ходовых винтов стола. 4. Регулирование подшипников шпинделя. 5. Проверка работы механизмов переключения скоростей и подач. 6. Регулирование механизмов включения кулач- ковых муфт подач и фрикционной муфты ускорен- ного хода. 7. Регулирование клиньев стола, салазок, кон- соли и хобота. 8. Осмотр направляющих, зачистка забоин и задиров. 9. Подтяжка ослабевших крепежных деталей. 10. Проверка исправности действия ограничи- тельных кулачков. 11. Проверка состоянии и мелкий ремонт си- стем охлаждения к смазки. 12. Проверка состояния и ремонт оградитель- ных устройств- 13. Выявление деталей, требующих замены при ближайшем ремонте (начиная со второго малого ремонта). МАЛЫЙ РЕМОНТ 1. Частичная разборка узлов. 2. Промывка всех узлов. 3. Регулирование или замена подшипников ка- чения. 4. Зачистка заусенцев и забоин на зубьях ше- стерен, сухарях и вилках переключения. 5. Замена и добавление фрикционных дисков муфты ускоренного хода (начиная со второго ре- монта) . 6. Пришабривание и зачистка клиньев н планок. 7. Зачистка ходовых винтов и замена изно- шенных гаек. 8. Зачистка забоин и задиров направляющих ц рабочей поверхности стола. 9. Замена изношенных и сломанных крепеж- пых деталей. 10. Проверка п регулирование механизмов включения скоростей н подач. 11. Ремонт систем смазки и охлаждения. 12. Испытание станка па холостом ходу, про- верка на шум, нагрев и точность ио обработанной детали. СРЕДНИЙ РЕМОНТ 1. Узловая разборка станка. 2. Промывка всех узлов. 3. Осмотр деталей разобранных узлов. 4. Составление дефектной ведомости. 5. Регулирование или замена подшипников шпинделя. 6. Замена или восстановление шлицевых валов. 7. Замена изношенных втулок и подшипников. 8. Замена дисков и деталей фиксатора фрик- ционной муфты ускоренного хода. 9. Замена изношенных зубчатых колес. 10. Восстановление или замена изношенных хо- довых винтов п гаек. 11. Пришабривание или замена регулировочных клиньев. 12. Ремонт насосов и арматуры систем смазки и охлаждения. 13. Исправление шабрением или шлифованием поверхностей направляющих, если их износ превы- шает допустимый. 14. Окраска наружных поверхностей стайка. 15. Обкатка станка на холостом ходу (на всех скоростях н подачах) с проверкой на шум и нагрев. 16. Проверка станка на точность и жесткость по ГОСТ |*ЙН? КАПИТАЛЬНЫЙ РЕМОНТ Капитальный ремонт производится с полной разборкой всех узлов станка, но результатам ко- торой в обязательном порядке составляется де- фектно-сметная ведомость. В результате ремонта должны быть восстановлены иди заменены все из- ношенные узлы и детали станка, а также восста- новлена его первоначальная точность, жесткость н мощность. Характер и объем при данном виде ремонта определяются для конкретных условий эксплуата- ции единой системой планово-предупредительного ремонта. 42
Таблица 12 3.4. СВЕДЕНИЯ ОБ ИЗМЕНЕНИЯХ В СТАНКЕ Наименование и обозначение составных, частей станка Основание (наимено- вание документа) Дата произведенных изменений Характеристика работы станка после проведения изменений Должность, фамилия и подпись ответствен- ного лица ——. 43
Т а б'л н И а 13 3.5. КОМПЛЕКТ ПОСТАВКИ — — Количество на станок Наименование Обозначение, ГОСТ 6Р82Ш 6Р83Ш Станок в сборе Входит в комплект и стоимость станка Демонтированные части Маховичок Рукоятка Кожух шомпола Инструмент 3 ! Ключ специальный Ключ гаечный торцовый с внутрен- ним шестигранником Ключ гаечный двухсторонний 12 X 14 мм То же 17 X 19 мм „ 22 X 24 мм . 27 X 30 мы . 32 X 36 мм SC* SS ын Ключ со стержнем Ключ со стержнем Стержень Пассатижи 1 [ассатижи Отвертка 6Й82-ОП-45 6Й82-ОП-30 ГОСТ 2839-71 ГОСТ 2839—71 ГОСТ 2839—71 ГОСТ 2839—71 20ПИ643 2ПИ643 ДК177 ДК178 _ ?ЫМ)33&-1о&г-1'Ы99'1/ 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 2 I 1 1 Принадлежности Оправка с цапфой 0 32 мм Оправка с цапфой 0 32 мм То же 0 32 мм , 0 50 мм Фрезерная оправка дли торцовой фрезы Переходная втулка Шомпол Шомпол Переходная втулка Шомпол Шомпол Оправка Шомпол Шомпол . Оправка Оправка для торцовых фрез Шомпол шпинделя Шомпол шпинделя Шприц для смазки Руководство по обслуживанию В32 X 390 ПИ 641 А32 X 60 Х500 ПИ 641 А32Х 70 X390 ПИ 641 А50 х 70 х650 ПИ 641 6222-0039 ГОСТ 13785—68 компл. компл. компл. компл. компл. компл. 6Р82Ш-ОП-154 6Р82Ш-О П-008 6Р82Ш-ОП-005 6Р82Ш-О П-155 6Р82Ш-ОП-010 6Р82Ш-ОП-007 6Р82Ш-ОП-002 6Р82Ш-О11-006 6Р82Ш-ОП-009 6Р82Ш-ОП-003 6222-0039 ГОСТ 13785—68 М20ХТО0 ПИ 651 ,1120x850 ПИ 631 ГОСТ 3643—51 _ ; ГПИ/7' Документы _ 1 1 1 1 1 1 1 1 1 1 компл 1 1 1 1 1 1 1 1 1 1 1 1 компл. 1 1 экз. 44
____________________________ _______________________________________Продолжение Наименование Обозначение, ГОСТ Количество на станок 6Р82Ш 6Р83Ш Принадлежности, поставляемые но особому заказу за Сменная часть отдельную плату Кулачок правый в сборе 6М82-7-242Б комп л. компл. Кулачок левый в сборе 6М82-7-262Б компл. КОМПЛ. Кулачок СМ82-7-039А 1 1 Кулачок 6М82-7-040А 1 1 Пазовый винт с гайкой 6М62-1-55 ГОСТ 5927-62 4 компа. 4 компл. Тиски 7200—0220 ГОСТ 14904—69 компл. компл. Делительная головка УДГ-Д-250 компл. — Делительная головка УДГ-П-160 — компл. Примечания: I. Кулачки предназначены для настройки маятникового цикла. 2. Пазовый винт 6M82-I-55 предназначен для крепления кулачков, перечисленных выше. Стержень 2 ПИ643 предназначен для ключей 40 ПИ643 и 20 ПИ643. 3.7. ГАРАНТИЯ 3.7.1. Предприятие-изготовитель гарантирует со- ответствие широкоуниверсального копсольно-фре- зерпого станка модели.........установленным требованиям и обязуется безвозмездно заменять или ремонтировать вышедший из строя станок при соблюдении потребителем условий эксплуатации станка, транспортирования и упаковки. Срок гарантии 18 месяцев. Начало гарантий- ного срока исчисляется со дня пуска станка в экс- плуатацию, но не позднее 6 месяцев для действую- щих и 9 месяцев для вновь строящихся предприя- тий с момента прибытия станка на станцию на- значения или с момента получения его на складе предпр иятля-изготовител я. 45
ПРИЛОЖЕНИЕ. МАТЕРИАЛЫ ПО БЫСТРОИЗНАШИВАЕМЫМ ДЕТАЛЯМ СПЕЦИФИКАЦИЯ БЫСТРОИЗНАШИВАЕМЫХ ДЕТАЛЕЙ Таблица 14 Наименование детали Номер чертежа Количество на станок .Материал Номер рисунка Узел 6Р82Ш 6Р83Ш Подшипник серьги 2— СУ-Ш % - 1 Биметалл 42 Станина То же 2-72 X 2 СУ-Ш 1 - Биметалл 44 Станина 6P82-I-25 1 Бронза Бр. ОЦС 5-5-5 49 Станина Муфта кулачковая 6М82-4-32Д 1 1 Сталь 18ХГТ 57 Коробка подач То же 6М82-4-39Г 1 1 Сталь 18ХГТ 53 То же Гайка биметаллическая 6М82-6-21А 1 1 Биметалл 52 Консоль Винт 6*М82-6-34Б 1 — Сталь А40Г 59 Консоль Винт 6М83-6-42А — 1 Сталь А40Г 58 Консоль Штифт 6M82-6-2I4 1 1 Сталь 45 46 Консоль Ролик 6Р82-6-290 1 1 Сталь 40Х 48 Консоль Сухарь 6М82-6-201 2 2 Сталь 45 43 Консоль Гайка биметаллическая 6M82-7-10I 1 1 Биметалл 51 Стол и салазки Гайка биметаллическая 6M82-7-1G2 1 I Биметалл 47 Стол и салазки Гайка биметаллическая 6M82-7-I03 1 1 Биметалл 50 Стол и салазки Шпонка 6М82-7-304 1 1 Сталь 45 45 Стол и салазки Зубчатое колесо 6М82-3-48Н 1 1 Сталь 40Х 56 Коробка скоро- стей Кольцо 6М82-3-93А 1 — Резина марки А сред- ней твердости ГОСТ 73'58—65 о:> То же Кольцо 6М83-3-91А — 1 То же 54 46
svnis- 46 W) Рис. 42. Подшипник серьги. Деталь 2*~iV/ Су-Ш 0 75 грубая расточка резцом под биметалл Материал — сталь 20; бронза Бр. ОЦС 5-5-5 V^(vj Рис. 43. Сухарь. Деталь 6M82-6-20I Смещение оси отверстия относительно центра не бо- лее 0,2 Материал — сталь 45 47
Рис. 44. Подшипник серьги. Деталь 2-72x2 Су-Ш 1X45° — 4 фаски 0 64 — грубая расточка резцом под биметалл Материал — сталь 20; бронза Бр. ОЦС 5-5-5 Рис. 45. Шпонка. Деталь 6М82-7-304 Нормализовать НВ '1S6 .... 212 V4 W \Mt2xt7S Рис. 46. Штифт. Деталь 6М82-6-214 Некопцентричность 0 8А6 относительно М12Х1.75 не более 0,25 Улучшить НВ230 .... 250 Материал — сталь 45 48
W Рис. 48. Ролик. Деталь 6Р82-6-290 Биение 020 В7 относительно 0 5, 1_А3 ис более 0,1 Термообработка HRC 45 .... 50 Материал — сталь 40Х 7 Заказ 356 49
8 Рпс 50 Гайка биметаллическая. Деталь 6М82-7-1ОЗ Резьба 30x6 — трапецеидальная левая Размер М45Х1.3 —по кл 2а 1 — сверлить по деталям 6М82-7-036Л и 6М83-7-14 Биение торца В относительно 0 45Н не должно превышать 0.04 Биение 0 45Н на резьбовой оправке не более 0.05 Материал — сталь 45; бронза Бр ОЦС 5-5-5
Vi w Ф65Х3 Рис. 51. Гайка биметаллическая. Деталь 6M82-7-10I Резьба 40X6 — трапецеидальная 1X45° — 2 фаски Модуль нормальный ,,, 2 Число зубьев Z 30 Угол наклона зуба 3°42' Направление зуба — левое Исходный контур - ГОСТИ3755—68 Коэффициент смещения исходного контура +оЛГ Степень точности по ГОСТ 1643—$# - C’U-B Материал — сталь 45, бронза Бр. ОЦС 5-5-5 51
V# (v) Рис. 52. Гайка биметаллическая. Деталь 6М82-6-21Л Резьба 40x6 — трапецеидальная, ГОСТ 9484—60 1X45° — 2 фаски 0 12 засверлить при сборке с колонкой Биение среднего диаметра резьбы 40X6 относительно 0 60Г не более 0,08 Материал — сталь 45, бронза Бр.ОЦС 5-5-5 Рис. 53. Муфта Деталь СМ82-4-39Г 1Х45Э — 2 фаски Боковые поверхности кулачков обработ ать V 5 Цементировать h-1,2 HRC 56 . . . .62 Материал—сталь 18ХГТ
Рис. 54. Кольцо. Деталь 6М83-3-91Л 0 16 +024 —8 отверстий по окружности па равных рас- стояниях. Смещение от номинального положения ±0,25 Материал — резина марки А средней твердости, ГОСТ 7338—65 Рис. 55. Кольцо. Деталь 6М82-3-93А 0 16 мм — 8 отверстий по окружности на равных рас- стояниях. Смещение от номинального положения ±0,25 Материал — резина марки А средней твердости, ГОСТ 7338—65
V4 (v) Ф 50 Х$- Рис. 56. Зубчатое колесо. Деталь 6М82-3-48Н 1X45° — 2 фаски Зубья закруглить. Обработка ТВЧ HRC 48 . . . .52 1Л.од.уль П1 4 Число зубьев 7. 17 Исходный контур ГОСТ 13755-68 Коэффициент смещения исходного кон- тура (коэффициент коррекции) 1-1.0 Степень точности по ГОСТ 1643—iff — с.. Ч-1-1-180С Диаметр делительной окружности 0 68 Максимальная окружная скорость, м/сек V 1,75 Условное обозначение ГОСТ П39-58 отверстия по| d8x46x50A2a U2 Число зубьев 1 ' 1 8 Материал — сталь 40Х 64
Wv) Рис, 57. Муфта' кулачковая. Деталь '6М82-4-32Д 0 6 —12 отверстий с зенковкой 0 10X90° ио окружности на равном расстоянии, нала ±0.08 Отклонение от номи- Кулачки, поверхность В и 05ОХ цементировать h 0,9 - . . 1,2; 2>2+0 .2 HRC 56 . . . 62, кроме канавок 4+<|’* Материал — сталь 18ХГТ 55
Рис. 58. Винт. Деталь 6М83-6-42А 1 - - отверстие центровое НМ16. ГОСТ 14034—68 II —отверстие центровое В5, ГОСТ 14034—68 Резьба 40Х 6 — трапецеидальна я 0 5 — насквозь Биение среднего диаметра резьбы 40x6 трап, относительно 0 30 Zq':*5 не более 0,08 Материал — сталь А40Г V4 W) Рис. 59. Винт. Деталь 6М82-6-34Б 1 —отверстие центровое НМ 16, ГОСТ 14034—68 11 — отверстие центровое В5, ГОСТ 14034—68 Резьба 40x6 — трапецеидальная 0 5 — насквозь Биение среднею диаметра резьбы 40x6 трапецеидальной относительно 0 30 Сад5 пе более 0,08 Материал — сталь А40Г
— — w —а. _ —— _м. __ Зтр. : Строга : Напечатано Следует читать < и снизу 30* 3* СТ* 2.3* 7 снизу 30* 3* 'СТ* о снизу оХ О 28* 2,0 5 снизу 31' 3* 28* 2,8* 4 ' снизу 23' 3* 19* 3 * 3 снизу 20* ' 3* 19* 3* Ж ' 9 сверху При нетше на кнопки При налиме на кнопю! 5 или о (см. рис.З) Й или I (си/ рис. • • 30) ... — 2.2.6 Точность рабств стан- ка зависит от прави- льности его установим на фундаменте и Деши- на. составлять 0,02 - -.0,04 на I00C мм. Точность работы стан- ка зависит от пра- вильности его уста- новки на фундаменте. Точность установив деляна составлять 0.02-0,(14 км на IGGC ьм. 28 2.2.15 Переключатель 36 ... Переключатель 34 ... Йе- 2.2.21 I и If I И 20 29 9 снизу ом. в равделе 1.3.7 см. в разделе 1.3.7.' 1.3.3 и 1.3.10 30 35 сверху ...вакявчаетея кноп- ...включается кнопка ка 6 ... 6 ... зо 3.2.1. (Иютдели ... Епиндели ... Продолжение горизонтального: горизонтального; система ..ТОСТ:-36-62 система CTCTI5945-CT размер J6 3 поворотной и наклад- ной головож размер 50 поворотной я .наклад- ной головок: >• система ГОСТ15945-СТ система ГОСТ 836-6: •' размер У 4 равмер S 4 44 Таблица 13 40 ПИ 643 46 ЛИ 643 2G ПИ 643 22 ® 643 45 Продолжиие 61(82-1-55 Г0СТ5927-62 6ИВ2-1-55 S1.6.05 ГОСТ 5927-70 Примечание: 4С 111643 и 20 ПИ643 46 ЛИ643 и 23 ЯИ643 17 3 сверху ...В 1-1,5 мм. ... не менее Z ми, . -45 Таблица 13 Тиски 7200-0220 Тисм 72СЮ-С2й(:-С1 ГОСТ 14904-69 Ю2Т 14904-69 Рукаодство но эксплуатации к станка.; нои. 6РЬ21С, бРЬЗИ. часть I
Техническое описание
Назначение и область применения
Консольно-фрезерные станки общего назначения моделей 6Р81Г, 6P8I, 6PII, 6Р8ПИ предназначены к использованию в условиях индивидуального и мелкосерийного производства.
На станках возможна обработка плоских и фасонных поверхностей цилиндрическими, торцовыми, и концевыми фрезами. Техническая характеристика станков обеспечивает производительную обработку черных и цветных металлов с применением быстрорежущего и твердосплавного инструмента.
Технологические возможности станков могут быть расширены применением делительной головки, накладного круглого стола, накладных фрезерных; и долбежной головок.
Описание работы системы смазки
Нормальная работа системы смазки является непременным условием для эксплуатации станка. В случае, если масло перестало поступать в контрольный маслоуказатель 160 (рис.23), станок должен быть немедленно выключен и неисправность системы смазки устранена.
На станке имеются две самостоятельные системы централизованной смазки: механизма привода шпинделя и механизма подачи.
Смазка механизма привода шпинделя осуществляется плунжерным насосом из резервуара станины. Насос укреплен на корпусе коробки скоростей, доступ к нему открывается снятием крышки справа станины, Насос подает масло в лоток, расположенный под хоботом, из которого оно самотеком направляется в опоры шпинделя и коробку скоростей.
Смазка механизма подачи ведется насосом из резервуара консоли. Насос установлен на корпусе редуктора и доступен для обслуживания при снятой коробке реверса. Масло подается в лоток сверху консоли, откуда самотеком поступает ко всем точкам механизма подачи.
Насосы засасывают масло через сетчатые фильтры,- укрепленные на всасывающих трубках.
Фильтры нуждаются в периодической очистке, для чего доступ к ним обеспечивается через те же окна, что и к насосам.
Скачать 6Р11 и 6Р81 Паспорт на консольно-фрезерные станки
Станок 6Р81 является универсальным устройством. В отличие от других, его функции и параметры постоянно совершенствуются. Благодаря расширению своей функциональности, 6Р81 может обрабатывать не только чугунные изделия, но и цветную сталь и твердый пластик.

Благодаря особым техническим характеристикам, работники завода могут быстро заменить режущую часть приора и приступить к работе.
А также 6Р81 может работать с торцевыми, дисковыми, угловыми фрезерными частями.
Благодаря таким различным функциям, станок по металлу помогает заводу тяжелой промышленности расширить спектр оказываемых услуг.
К одному из ключевых характеристик 6Р81 можно отнести главный шпиндель. Он никогда не меняет своего положения в устройстве. А базой консольно-фрезерного станка 6Р81 является жесткая станина. Она отлита из специального сплава, которая дает дополнительную жесткость данному прибору. А ребра способны усиливать площадку для установки устройства. Таким образом аппарат во время работы своей никуда не съедет и механизмы его не повредятся от дрожи, которая образуется во время функционирования агрегата.
В конусе аппарата 6Р81 монтируется пара или одна серьга. Устройство имеет дополнительную емкость. Она создана для жидкости, которая будет охлаждать металл во время работы. Скорость шпинделя такого станка равна 1050 миллиметров в минуту – вертикальная, а горизонтальная – 3150. Шпиндель делает до 1600 оборотов в минуту. А электропитание станка происходит за счет электросхем, которые обеспечивают использование смежных источников электроэнергии.
Площадку или стол, на которую устанавливается консольный горизонтально фрезерный станок, можно передвигать относительно оси вала. Это значит, что возможна перпендикулярная обработка металла и горизонтальная. Поворот стола производит скоростные передвижения в трех директориях и помогает хорошо обрабатывать спиральные канавки на цилиндрах, зубчатые колеса, рамки.
Вес фрезерного станка 6Р81 равен двум тоннам двухсот восьмидесяти килограммам в полном сборе. А габариты – 1490×1990×1630 (ДШВ).

Расшифровка маркировки
Маркировка устройства расшифровывается, как станок универсально-фрезерный. Здесь «6» означает номер группы по классификации ЭНИМС, а «Р» – поколение устройства, «8» – номер подгруппы, а именно горизонтально-фрезерный, «1» – размеры станка. «1» – значит 250×1000.
В соответствии с размерами станины изменяются размеры устройства, его масса, основных узлов, мощность электродвигателя, салазки в поперечных и вертикальных направлениях станка.
Механическая часть
Схема устройства фрезерного станка 6Р81 такова:
- Привод шпинделя. Вращение происходит за счет коробки скоростей. Соединяется с ней либо кулачковой муфтой или с помощью двух шестерней.
- Коробки скоростей. Прикреплена к столу флянцем. На ней установлен масляный насос, который обеспечивает смазку механизмов агрегата.. А переключение скоростей происходит от кулачка, который в свою очередь соединен с рукояткой переключения и валом скоростей. Она расположены снаружи стола.
- Коробка подач 6Р81. Соединена с редуктором. Устанавливается слева консоли. А справа видна часть вала его, рукоятка которого включает муфту ускоренного хода.
- Коробка реверса консольно-фрезерного станка 6Р81. Вращается от редуктора. Передает вращение ходовым винтам для движения станины.
- Консоль станка. В ней находятся все перечисленные выше узлы.
- Станина.

ВФГ на 6Р81 или вертикальная фрезерная головка устанавливается дополнительно заводом изготовителем. О том, как производить ремонт и сборку, разборку данного устройства можно прочитать в руководстве по эксплуатации. Дополнительно об эксплуатации фрезерного станка 6Р81 будет написано ниже.
Размеры рабочего стола
Существует несколько видов фрезерных станков этой марки. К одному из таких видов относится консольный горизонтально фрезерный станок 6Р81. По паспорту его габариты его рабочей площади следующие:
- Размер стола – 1000×250.
- Перемещение оси равно 710 миллиметрам.
- Перпендикулярное перемещение имеет следующее значение – 2 =50.
- Хобот шпинделя равен – 142 миллиметра.
- Четкость обработки по классу Н.
- Подача при работе вертикальная составляет двести шестьдесят семь миллиметров, а горизонтальная – восемьсот.
- Параметры трения равны V4, V5.
С помощью данного оборудования можно резать изделия из твердых сплавов. А охлаждающие элементы станка позволят его режущим головкам прослужить долгий эксплуатационный срок.
Скачать паспорт (инструкцию по эксплуатации) консольно-фрезерного станка 6Р81
Модификации и современные модели станка 6Р81
Существуют некоторые модификации станка и его европейские аналоги. К модификациям 6Р81 относятся следующие модели:
- 6Н81г – горизонтальные, вертикальные – 6Н11.
- Серия 6р, к ним относятся вертикальные – 6Р11, к горизонтальным, тот который описан здесь и 6Р81г. А также к этой серии принадлежат широкоуниверсальные – 6Р81Ш. Они отличаются от других тем, что станина поворачивается под любой угол, требуемы рабочим.
- Широкоуниверсальные (6к82ш). Эти имеют специальную головку со шпинделем. Она может поворачиваться как по горизонтали, так и по вертикали.
- Бесконсольно-фрезерные аппараты имеют шпиндель, который перемещается только вертикально и стол, перемещающийся также строго вертикально и горизонтально.

К иностранным аналогам относятся следующие серии станков.
- FU 315E – серия, которую выпускает Гомельский завод. Аппарат с размерами 1250×315 является консольно-фрезерным.
- Х613А – производитель станков Китай. Размеры его 1150×300. Также является консольно-фрезерным.
- Х6132, Х6135 – фирма производитель – Китай. Только станки этой серии имеют размеры 1320×320. Консольно-фрезерные универсальные.
- XW6032B – выпускает тот же Китай. С размерами 1320×320. Станок также является универсальным консольно-фрезерным.
Эти аналоги имеют высокое качество изготовления. А также позволяют расширить свои функции, благодаря использованию делительной головки или круглого поворотного стола. А также на всех станках любой модели имеются защитные устройства. Они предохраняют фрезеровщика за станком от брызг охлаждающей жидкости и стружки, которую срезает с изделия станок. Кроме безопасности, агрегаты оснащаются высококачественными комплектующими. Электрическая часть также надежна, как и механическая.

По ценам современные станки совместимы с ценами на старые агрегаты. Многие могут стоить даже дешевле.
Сферы использования консольно-фрезерного станка 6Р81
Большей популярностью консольно-фрезерный станок модификации 6Р81 пользуется в тяжелой промышленности, а также в горной металлургии, в изготовления товаров общего пользования, в частном производственном секторе.
Особенностью данного станка и его технических характеристик является в первую очередь универсальность.
Для того, чтобы обработать любой металл под любым углом, производителю понадобится всего лишь одна машина. Это существенно снижает затраты.

Условия эксплуатации оборудования
Аппараты моделей горизонтально-фрезерных станков 6Р81Г, 6Р81 на сегодняшний день не выпускаются заводами изготовителями. Вместо них создаются более модернизированные модели. Каждый из современных агрегатов оснащен электронным блоком управления. Это позволяет снизить человеческий фактор, который заключается в браке при изготовлении детали, и повысить класс точности.
Однако данные аппараты можно увидеть еще в использовании для индивидуальных целей. А стажировка сроком в два месяца позволяет человеку быстро научиться обращаться с агрегатом.
Система смазки в этом агрегате должна всегда функционировать нормально. Если по какой-то причине оно перестает поступать в специальный осек для этого, то рекомендуется агрегат отключить от питания электросети. И проверить насосы и механизмы подачи. На станке находятся две централизованные системы подачи масла. Первая в приводе шпинделя, вторая в механизме подачи.
Если вдруг не включается подача на фрезерном станке, в первую очередь проверить наличие масла в коробке передач. Во втором случае, может сработать блокировка. Подача может не работать при неправильном вращении двигателя.

А также масляные фильтры должны периодически очищаться. Это позволит станку долгие годы функционировать без нареканий. Вовремя проведенные профилактические работы позволят использовать данный аппарат длительное время без нужды в ремонте.
Сферы использования консольно-фрезерного станка
На оборудовании 6Р81 можно обрабатывать детали из стали, чугуна, цветных металлов. В оснастке используются торцевые, дисковые, цилиндрические, угловые и специальные фрезы. Благодаря особенностям конструкции и максимальной универсальности агрегат используется на небольших производствах.
Основные сферы применения:
- горная металлургия;
- тяжелая промышленность;
- производство товаров общего назначения;
- частный производственный сектор.
Возможность обрабатывать любой металл под любым углом позволяет обработать деталь используя один станок, что значительно экономит затраты при производстве.
Конструкционные особенности
Агрегат нормального класса точности с поворотным столом, которые способен перемещаться в трех направлениях. Главный шпиндель никогда не меняет положение в устройстве.

Составные части
Основой агрегата является станина. Она имеет жесткую отливку, а специальные ребра делают конструкцию более жесткой. Сверху станины расположены направляющие, по которым движется станковый хобот. К нему монтируется одна или больше серег. Отдельно монтируется емкость, куда собирается охлаждающая жидкость.
Стол агрегата выполняет быстрые передвижения по трем осям. Все рабочие движения как станка, так и механизма шпинделя выполняется от двух электродвигателей, которые способны включаться вне зависимости друг от друга.
Технические параметры шпиндельного узла:
- 18 различных скоростей;
- шпиндель вращается с частотой до 1600 об/мин;
- 45 конус.
Всего ступеней подач у оборудования – 16. Станок от перегрузок защищает шариковая пара, которая при помощи муфты тормозит шпиндель. Для торможения вертикальной и поперечной механической подачи существует блокировочный механизм. Редуктор и коробка передач смонтированы в общий узел. Отдельно имеется коробка реверса.
Органы управления
Все рукоятки, переключатели, кнопки расположены на удобной высоте рядом с контролируемыми механизмами. Основные органы управления: пуск шпинделя, подачи, общий стоп. Непосредственно рядом с этими органами управления расположены:
- рукоятка переключения перебора и скоростей;
- для вращения хобота передвигают специальный квадрат;
- кнопка «толчок шпинделя»;
- рукоятка для включения продольной, вертикальной и поперечной подачи;
- включатель помпы охлаждения;
- винты для фиксации салазок от поворота.

Специальная изогнутая ручка служит для подъема и спуска консоли со столом. Для включения ускоренного хода в любом направлении также имеется рычаг.

Кинематическая схема горизонтально-фрезерного станка 6р81г

Привод шпинделя станка 6Р81Г

Привод шпинделя и коробка скоростей фрезерного станка 6р81г

Вращение шпинделю передается от коробки скоростей клиноременной передачей, которая размещается в задней полости станины под крышкой. От шкива, соосного со шпинделем, вращение последнему сообщается или прямым соединением их кулачковой муфтой или через две зубчатые передачи 16-18 и 19-17 (рис.9)
Опорами шпинделя служат подшипники качения: два радиально-упорных впереди и один шариковый в задней опоре.
Регулирование зазора в подшипниках передней опоры возможно только при полной разборке шпинделя — раздел «Регулирование станков»).
Коробка скоростей станка 6Р81Г
Коробка скоростей с электродвигателем на корпусе крепится к станине фланцем. Корпус ее при этом входит в полость станины, залитую смазочным маслом. На корпусе установлен плунжерный смазочный насос, приводимый в действие от эксцентрика Для доступа к насосу на правой стороне станины имеется окно с крышкой.
Переключение скоростей в коробке производится от кулачка 129 (см.рис.6) с криволинейными пазами на торцах. Вал кулачка муфтой соединяется с валом шкалы и рукояток переключения 101, расположенных снаружи станины. Соединительная муфта свободно снимается с вала кулачка, когда крышка переключения открепляется от станины.
При разборке коробки скоростей следует отметить положение кулачка и положение шкалы частоты вращения, чтобы восстановить правильную их взаимосвязь при сборке.
Коробка подач. Редуктор станка 6Р81Г

Коробка подач и редуктор фрезерного станка 6р81г

Корпуса коробки подач и редуктора соединяются винтами в единый узел, после чего устанавливаются в полость консоли слева. Справа консоли, через окно с крышкой, выступает вал редуктора с рукояткой, включающей муфту ускоренного хода.
Выходная шестерня редуктора 47 (рис. 10,11) сцепляется с шестерней 49 коробки реверса.
Переключение скользящих шестерен в коробке подач осуществляется так же как и в коробке скоростей кулачком 130 (см.рис.6).
Вал его сцеплен со шкалой и рукояткой переключения 103 (см.рис.6) узла 55 (см.рис.11) укрепленного спереди консоли.
Узел 55 свободно снимается после удаления крепежных винтов. Не следует забывать отметить взаимосвязь шкалы подач и положения кулачка в коробке при разборке, чтобы затем правильно собрать переключение.
Коробка реверса станка 6Р81Г

Коробка реверса фрезерного станка 6р81г

Механизм коробки реверса получает вращение от редуктора и через предохранительную муфту передает вращение к ходовым винтам продольного, поперечного и вертикального перемещений стола. Включение вращения того или иного ходового винта, в прямом и обратном направлении, производится кулачковыми муфтами с помощью рукояток 105, 106, 107 (см.рис.6 и II).
Для ручных перемещений стола служат рукоятка 109 и маховичок 110, которые установлены на валах свободно, а в момент использования сцепляются с валами с помощью кулачковых муфт.
В коробке реверса предусмотрена блокировка, предупреждающая включение механической подачи, если не расцеплены с валами рукоятка 109 и маховичок 110.
Блокировка обеспечивается шариками, вложенными в радиальные отверстия валов под ступицами рукоятки 109 и маховичка 110.
При снятии последних шарики могут выпасть, необходимо установить их при сборке на место.
При установке коробки реверса в консоль следует соединить следующие элементы:
- ввести конец вала XIX (см.рис.6) со шпонкой в отверстие коническим зубчатым колесом 58;
- сцепить зубчатые колеса 57 и 49 с колесами 61 и 47;
- ввернуть винт ХVIII в гайку 55 поперечного перемещения.
Консоль станка 6Р81Г

Консоль фрезерного станка 6р81г

В консоли размещены узлы механизма подачи, описанные выше.
Винт поперечного перемещения стола имеет опоры в коробке реверса и выходит из консоли наружу через отверстие.
Непосредственно, в отверстиях корпуса консоли установлены конические зубчатые колеса и винт вертикального перемещения стола.
Движение к винту продольного перемещения стола сообщается от зубчатого колеса 57 (см. рис.6) коробки реверса через вал XXI (см.рис.6 и 12) и паразитное зубчатое колесо 63. Вал XXI смонтирован в гильзе, установленной в отверстии корпуса консоли.
Зубчатое колесо 63 помещено в окне специальной пробки, посаженной в отверстие сверху консоли так, что зубья выступают над поверхностью направляющих.
Стол станка 6Р81Г

Стол фрезерного станка 6р81г

В нижней части салазок стола установлено зубчатое колесо 64 (см.рис.6 и 13), сцепленное с зубчатым колесом консоли 63. Благодаря большой длине зубчатого колеса 64 в течение всего поперечного перемещения стола сохраняется зацепление и обеспечивается передача вращения к продольному винту стола.
Вращение винта продольного перемещения осуществляется коническими зубчатыми колесами 70 и 71 с кулачками на торцах. Между коническими колесами находится втулка со шпонкой внутри и кулачковой муфтой 143 снаружи. Включение кулачковой муфты в ту или иную сторону производится рукояткой 107, чем и обеспечивается движение стола вправо и влево.
Гайка винта продольного перемещения стола снабжена устройством автоматической выборки зазора. Гайка состоит из двух частей, опирающихся буртами (через шариковые подпятники) на торцы несущего их кронштейна.
На наружной цилиндрической поверхности обеих полугаек нарезаны зубья, сцепленные с рейками 145.
Рейки с свою очередь связаны между собой зубчатым колесом 75 и ограничиваются в своем перемещении в направлении от станины винтами, Эти винты с контргайками видны спереди салазок.
Во время попутного фрезерования усилие подачи на винте направлено в сторону противоположную движению стола. Оно вызывает трение в витках той гайки, которая при этом прижимается к кронштейну. За счет усилия трения гайка поворачивается вместе с винтом на некоторый угол. Такой же поворот благодаря связи их реечной системой делает вторая полугайка, но в обратном направлении.
Таким образом, обе полугайки навинчиваются на винт и, упираясь буртами в подпятники, как бы растягивают винт, зазор в витках в это время выбирается. При фрезеровании против подачи направление усилия на витке не вызывает описанного выше эффекта и зазор в витках сохраняется.
Технические характеристики
Принцип работы прост: шпиндель берет вращение от коробки скоростей, которая подключена к основному двигателю. в агрегате предусмотрены два двигателя, с мощностью в 1.5 и 5.5 кВт. Технические характеристики обуславливают надежность и универсальность оборудования.

Габаритные показатели
Габариты рабочего стола рассматриваемого агрегата:
- длина – 100с м;
- ширина – 25 см;
- расстояние от хобота до оси шпинделя – 14.2 см;
- от стола до шпинделя – 5–37 см.

Размеры самого станка:
- в длину – 148 см;
- по ширине – 199 см;
- высота – 163 см.
- вес оборудования – 2280 кг.
Точность, продуктивность
Станок отличается высокой производительностью благодаря следующим техническим характеристикам:
- число Т-образных пазов – 3;
- перемещение стола по оси Х – 63 см;
- перемещение вертикальное – 32 см;
- поперечное – 20 см.
Перемещение стола на одно деление лимба вдоль или поперек – 0.05 мм. Одно вертикальное деление лимба – 0.025 мм. Один поворот лимба продольный или поперечный – 6 мм, вертикальный – 3 мм. Угол поворота стола ±45°.
Ограничения
На станке существуют и специальные ограничения. К ним относятся:
- выключающие упоры подач;
- блокировка ручной механической подачи вертикальной и поперечной;
- муфта для торможения шпинделя;
- шариковая пара для предохранения от перегрузки.
Пределы вертикальной рабочей подачи – 266.7 мм/мин, продольной и поперечной – 25-800 мм/мин.
Горизонтально-фрезерный станок: запуск и эксплуатация, паспорт
Работа на станке 6Р81 не требует специальной подготовки. В оборудовании всегда должна действовать система охлаждения. Если жидкость не поступает в агрегат, то его необходимо отключить от питания, а затем проверить работу всей системы. Перед запуском станка следует проверить исправность всех систем, нормальную работу проводки, а также наличие заземления.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт универсального консольно-фрезерного горизонтального станка 6Р81.
Модификации и современные модели станка 6Р81
Существуют некоторые модификации станка и его европейские аналоги. К модификациям 6Р81 относятся следующие модели
- 6Н81г – горизонтальные, вертикальные – 6Н11.
- Серия 6р, к ним относятся вертикальные – 6Р11, к горизонтальным, тот который описан здесь и 6Р81г. А также к этой серии принадлежат широкоуниверсальные – 6Р81Ш. Они отличаются от других тем, что станина поворачивается под любой угол, требуемы рабочим.
- Широкоуниверсальные (6к82ш). Эти имеют специальную головку со шпинделем. Она может поворачиваться как по горизонтали, так и по вертикали.
- Бесконсольно-фрезерные аппараты имеют шпиндель, который перемещается только вертикально и стол, перемещающийся также строго вертикально и горизонтально.

Устройство станков 6Н81Г и 6Н81
К иностранным аналогам относятся следующие серии станков.
- FU 315E – серия, которую выпускает Гомельский завод. Аппарат с размерами 1250×315 является консольно-фрезерным.
- Х613А – производитель станков Китай. Размеры его 1150×300. Также является консольно-фрезерным.
- Х6132, Х6135 – фирма производитель – Китай. Только станки этой серии имеют размеры 1320×320. Консольно-фрезерные универсальные.
- XW6032B – выпускает тот же Китай. С размерами 1320×320. Станок также является универсальным консольно-фрезерным.
Эти аналоги имеют высокое качество изготовления. А также позволяют расширить свои функции, благодаря использованию делительной головки или круглого поворотного стола. А также на всех станках любой модели имеются защитные устройства. Они предохраняют фрезеровщика за станком от брызг охлаждающей жидкости и стружки, которую срезает с изделия станок. Кроме безопасности, агрегаты оснащаются высококачественными комплектующими. Электрическая часть также надежна, как и механическая.
По ценам современные станки совместимы с ценами на старые агрегаты. Многие могут стоить даже дешевле.
Техника безопасности
Консольно-фрезерный станок 6Р81 является, как и прочее аналогичное оборудование источником травмоопасности. Поэтому при работе с агрегатом важно соблюдать основные правила техники безопасности:
- работать в защитном костюме;
- не подходить к станку в состоянии алкогольного опьянения или под воздействием наркотических веществ;
- на операторе не должно быть свободной одежды, все рукава застегнуты, а волосы спрятаны под головной убор;
- перед работой обязательно проверить наличие заземления и работоспособность оборудования на холостом ходу.
Эти несложные правила помогут избежать травм и вреда здоровью.
Модификации и зарубежные модели
Существуют как Российские модификации агрегата 6Р81, так и импортные аналоги со схожими характеристиками. Отечественные станки:
- 6Р81Ш – широкоуниверсальный станок.
- 6к82ш – еще один вариант широкоуниверсального станка со специальной шпиндельной головкой, которая может поворачиваться по горизонтали и вертикали.
- 6Н81 – горизонтальные, вертикальные – 6Н11.
Бесконсольно-фрезерные станки имеют шпиндель, который перемещается строго вертикально.
Иностранные аналоги:
- Х613А – консольно-фрезерный станок китайского производства.
- Х6132 – универсальные консольно-фрезерные станки с размером 1320х320.
Станки консольно-фрезерные
Консольно-фрезерные станки – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 | |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Отзывы
Все отзывы о работе консольно-фрезерного станка положительные. Особенно пользователи отмечают его надежность и долгий срок безремонтной эксплуатации. Универсальность станка также имеет немаловажное значение. Владельцы крупных производств ценят данное оборудование за высокую производительность и уменьшение затрат, поскольку на одном станке можно обработать деталь со всех сторон. Консольно-фрезерный станок производился Дмитровским заводом фрезерных станков и до сих пор используется на мелкосерийных и серийных производствах в металлургии и машиностроении.
Расположение составных частей горизонтального консольно-фрезерного станка 6Р81Г

Расположение составных частей консольно-фрезерного станка 6р81г
Составные части горизонтального консольно-фрезерного станка 6Р81Г
- Станина — 6Р81Г-11.001
- Серьга — 6Р81Г-11.000
- Привод шпинделя — 6Р81Г-21.01
- Коробка скоростей — 6Р81Г-31.02
- Переключение коробки скоростей — 6Р81Г-33.01
- Коробка подач — 6Н81Г-51.02А
- Редуктор — 6Н81Г-52.01
- Коробка реверса — 6Н81Г-53.01А
- Переключение подач — 6Н81Г-55.02
- Консоль — 6Н81Г-60.05
- Стол — 6Н81Г-70.01А
- Система смазки стола и консоли — 6Н81Г-83.02
- Система охлаждения — 6Р81Г-84.01
- Электрошкаф — 6Р81Г-95.02А
- Электрооборудование — 6Р81Г-99.05А
- Принадлежности — 6Р81Г.ОП
Универсальный фрезерный станок 6Р81, эксплуатируется более 50 лет на производственных объектах, которые обслуживают отрасли тяжелого машиностроения, горной металлургии, и субъекты индивидуального и среднего производственного сектора, при выпуске продукции общего пользования.
Универсальность 6Р81 состоит в том, что его параметры и функции подлежат быстрому усовершенствованию, в зависимости от вида выпускаемых изделий. Расширение технических возможностей станка позволяет осуществлять обработку сталелитейных заготовок из различных видов цветной стали, чугуна, твердой пластмассы.
Обладая технической возможностью провести быструю замену режущей части, станок горизонтально-фрезерный 6р81 осуществляет функции многих дополнительных агрегатов. При помощи торцевых, дисковых, угловых и прочих фрезеровочных частей, значительно расширяется спектр обрабатываемой продукции. Это дает возможность производителю ограничиться установкой одной машины для проведения всех операций по обработке металла или другого сырья при частном производстве.
Общие технические характеристики
Главный параметр оборудования – горизонтальный шпиндель, который не меняет своего расположения.

Станочный стол производится с углом перемещения относительно осевого вала, перемещение осуществляется вдоль, перпендикулярно, горизонтально. При незначительной модернизации, агрегат можно доукомплектовать и расширить поворотные возможности стола.
Машина выпускалась для обработки спиральных канавок различных болванок, плоскостей, пазов, рамок, углов, цельных пластин и пр. Конструкция стола позволяет осуществлять его поворот на 180–360 градусов.
Характеристики шпинделя 6Р81:
- Скорость – 16 подсистем. Максимальная вертикальная 1050 мм в минуту, горизонтальная 3150 мм в минуту.
- Вращение до 1600 в минуту.
- Конус 45.
- Предусмотренный стандарт узла – ГОСТ 836-45.
Питание агрегата может осуществляться автономными источниками. Для подачи питания на шпиндель и механические подачи, предусмотрено использование смежных источников электроэнергии.
Главный мотор станка (5,5 кВт) приводит в движение шпиндель, который получает скорость, заданную фрезеровщиком при наладке пуска.

Скорость привода подачи зависит от работы смежного мотора (1,5 кВт). Необходимая мощность для работы системы охлаждения до 0,12–0,14 кВт.
Характеристика рабочей площадки
Рабочая поверхность имеет трехосевую плоскость перемещения. В зависимости от вида выполняемых работ и параметров конкретного станка, предусмотрено механическое отключение перемещения.
- Размер рабочего плана стола 1000х250 мм.
- Перемещение осевое – 710 мм.
- Перемещение перпендикулярное – 2 =50 мм.
- Ускорение продольного перемещения – до 2900 мм/мин.
- Ускорение поперечного перемещения – 2300 мм/мин.
- Допустимое расстояние: хобот-ось шпинделя – 142 мм.
- Норма подачи при обработке: вертикальная – до 267 мм, горизонтальная – до 800 мм.
- Применяется механическая муфта для плавного и быстрого торможения.
- Четкость обработки – класс Н.
- Параметр трения (шероховатости) V4-V5.
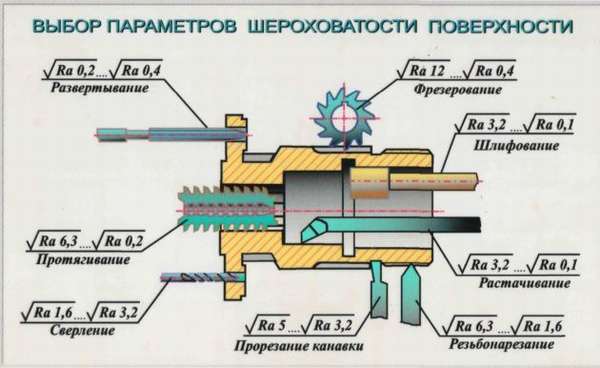
Фрезерный станок 6р81 используется в потоковом производстве в совокупности с другими производственными объектами, как единичный узел в мелком производстве, при индивидуальной деятельности.
Предусмотренный скоростной режим резки, обеспечивает использование твердосплавных инструментов, система быстрого охлаждения обеспечивает долгий срок эксплуатации режущих головок.
Совет профессионалов. Для смазки движущихся механизмов и узлов станка не использовать силиконовые компоненты. Применять универсальные производственные смазки или в крайнем случае масла для направляющих скольжения цепных передач.
Узлы и агрегаты
Комплектующие станка изготавливаются из специальных сплавов, что обеспечивает низкий шум во время выполняемых работ, сохранение точности обработки, высокий срок эксплуатации основных узлов. Предусмотрена система защиты фрезеровщика от попадания металлической стружки и капель жидкости охлаждения. К комплектующим узлам станка относится:
- станина,
- серьга,
- шпиндельный привод,
- реверсивная коробка,
- редуктор,
- коробка скоростей, блок регулировки,

- консоль,
- стол,
- смазочные системы консольные и столовые,
- охлаждающая система,
- электрошкаф,
- головки фрезерные, поворотные
Согласно размерам рабочего стола, подгоняются размеры основных узлов 6р81. Могут различаться параметры стола, станины, размер консоли, хобота в однотипных фрезерных станках 6р81, в зависимости от производства.
Узлы управления на стандартный фрезерный станок 6р81 устанавливаются согласно ГОСТу, режимы подачи материала и остановки можно усовершенствовать или заменить. Систему охлаждения и подачи можно корректировать, в зависимости от параметров и характеристик обрабатываемого материала.

К установкам, осуществляющим подачу материала, режим скоростей, контрольные функции в работе станка, относятся:
- Реле питания станка, кнопка насоса охлаждения.
- Направляющий переключатель шпинделя.
- Пусковые кнопки: подача, стол, толчок-пуск шпинделя.
- Переключатели скоростных режимов, подачи стола (горизонтально-поперечно).
- Маховик ручного перемещения.
- Закрепляющие, ускорительные рукоятки.
- Упоры.
- Зажимы, маховики перемещения пиноли.
Технические характеристики на консоль и станину
Подачу на режущую поверхность осуществляют механизмы, расположенные в консоли.
Фрезерный станок 6р81 имеет зубчатое колесо, которое сцепляется с консольным колесом, благодаря этому осуществляется непрерывный режим подачи во время возможного перемещения стола.
- Реверсивная коробка. В коробке реверса предусмотрен блокировочный механизм, который прекращает подачу материала в нужный момент.
- Винт поперечного расположения стола.
- Расположение фрезы (зубчатое колесо).
- Главный редуктор.
- Скоростная коробка. Коробка переключения передач.
Узлы, расположенные на станине:
- система смазки,
- плунжерный насос.
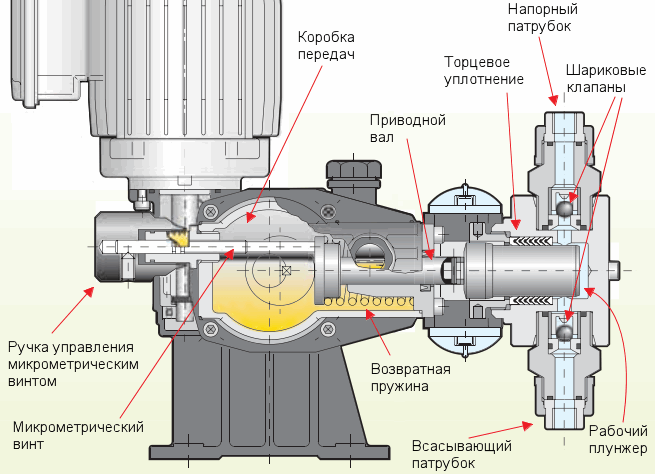
На фрезерное устройство этого типа можно установить насос малой производительности. При домашнем использовании горизонтально установленного стола используют автомобильные насосы.
Благодаря смежному расположению всех узлов и агрегатов, фрезерный станок выполняет фрезеровку по всем общим схемам, предусмотренным на конкретном производстве.
Базовые комплектующие
Базой 6р81г является станина, для этого узла характерна жесткая оливка, которая обеспечивает плотность всего механизма и его упор (вес укомплектованной машины составляет 2300 кг). Агрегатный хобот производит направляющие передвижения. В зависимости от модели, на хобот устанавливается единичная или комплексная серьга. Охлаждающий блок устанавливается горизонтально на основную конструкцию.
Рабочая поверхность (стол) производит движение в трех параметрах, с определенной скоростью, которая регулируется узлами контроля. При таком режиме осуществляется возможность быстрой регулировки фрезерного процесса для достижения нужной шероховатости (шлифовки) обрабатываемого материала, и высокое качество.
Для предохранения станка 6р81г от возможных сбоев в подаче питания, скоростных перегрузок, в агрегате предусмотрен режим блокировки и торможения шпинделя.
Возможно автоматическое отключение режима подачи, во время непредвиденных сбоев в режиме электропитания, или при механической поломке. В конструкции фрезерного устройства (модель 6р81) предусмотрены механические и ручные упоры, которые осуществляют ту же функцию.
Все станки серии 6Р81, 6Н81, 6Р81Г, 6М81 на сегодняшний день сняты с линейного производства. Им на смену пришли более модернизированные агрегаты с электронным блоком управления. Продолжается эксплуатация этих машин в основном при индивидуальном и мелкосерийном производстве. Работа на станке не требует особой специальной подготовки, достаточно пройти двухмесячную стажировку.
Станок горизонтально-фрезерный 6р81 успешно проводит работы по обработке материалов различными фрезами в условиях ограниченной цеховой площади. Быстрота смены концевых, угловых, торцевых и прочих режущих поверхностей позволяет использовать машину для всех автоматических и полуавтоматических линий производства.
Видео по теме: Фрезер 6н81- универсал
![]() Загрузка…
Загрузка…
Универсальный фрезерный станок 6Р81, эксплуатируется более 50 лет на производственных объектах, которые обслуживают отрасли тяжелого машиностроения, горной металлургии, и субъекты индивидуального и среднего производственного сектора, при выпуске продукции общего пользования.
Универсальность 6Р81 состоит в том, что его параметры и функции подлежат быстрому усовершенствованию, в зависимости от вида выпускаемых изделий. Расширение технических возможностей станка позволяет осуществлять обработку сталелитейных заготовок из различных видов цветной стали, чугуна, твердой пластмассы.
Обладая технической возможностью провести быструю замену режущей части, станок горизонтально-фрезерный 6р81 осуществляет функции многих дополнительных агрегатов. При помощи торцевых, дисковых, угловых и прочих фрезеровочных частей, значительно расширяется спектр обрабатываемой продукции. Это дает возможность производителю ограничиться установкой одной машины для проведения всех операций по обработке металла или другого сырья при частном производстве.
Сферы использования консольно-фрезерного станка
На оборудовании 6Р81 можно обрабатывать детали из стали, чугуна, цветных металлов. В оснастке используются торцевые, дисковые, цилиндрические, угловые и специальные фрезы. Благодаря особенностям конструкции и максимальной универсальности агрегат используется на небольших производствах.
Основные сферы применения:
- горная металлургия;
- тяжелая промышленность;
- производство товаров общего назначения;
- частный производственный сектор.
Возможность обрабатывать любой металл под любым углом позволяет обработать деталь используя один станок, что значительно экономит затраты при производстве.
Область применения
Горизонтально фрезерные универсальные станки разработаны для эффективной обработки быстрорежущими и твердосплавными инструментами деталей из черных, цветных металлов и сплавов, пластиков. Рациональна загрузка мелкими и средними заготовками без корки с умеренными припусками. Оптимальная сфера применения:
- ремонтное;
- единичное;
- мелкосерийное производство.
Обосновано использовать в серийной металлообработке на отдельных операциях, при малом количестве работающих инструментов, когда загрузка оборудования ЧПУ нерентабельна или последнее отсутствует.
Используют для обработки горизонтальных поверхностей цилиндрическими фрезами на оправке с поддержкой. Возможно фрезерование плоскостей, пазов, уступов концевым инструментом, установленным в конус шпинделя. Торцовыми головками снимают припуск с вертикальных плоскостей деталей. Отрезными, дисковыми фрезами разделяют материал, фрезеруют пазы, канавки, в том числе спиральные на валах, установленных в центрах делительной головки. В ремонтном деле модульным инструментом нарезают зубчатые колеса. Технологические возможности расширяют, применяя круглые и глобусные столы, оптические головки, расточную оснастку.
Конструкционные особенности
Агрегат нормального класса точности с поворотным столом, которые способен перемещаться в трех направлениях. Главный шпиндель никогда не меняет положение в устройстве.

Составные части
Основой агрегата является станина. Она имеет жесткую отливку, а специальные ребра делают конструкцию более жесткой. Сверху станины расположены направляющие, по которым движется станковый хобот. К нему монтируется одна или больше серег. Отдельно монтируется емкость, куда собирается охлаждающая жидкость.
Стол агрегата выполняет быстрые передвижения по трем осям. Все рабочие движения как станка, так и механизма шпинделя выполняется от двух электродвигателей, которые способны включаться вне зависимости друг от друга.
Технические параметры шпиндельного узла:
- 18 различных скоростей;
- шпиндель вращается с частотой до 1600 об/мин;
- 45 конус.
Всего ступеней подач у оборудования – 16. Станок от перегрузок защищает шариковая пара, которая при помощи муфты тормозит шпиндель. Для торможения вертикальной и поперечной механической подачи существует блокировочный механизм. Редуктор и коробка передач смонтированы в общий узел. Отдельно имеется коробка реверса.
Органы управления
Все рукоятки, переключатели, кнопки расположены на удобной высоте рядом с контролируемыми механизмами. Основные органы управления: пуск шпинделя, подачи, общий стоп. Непосредственно рядом с этими органами управления расположены:
- рукоятка переключения перебора и скоростей;
- для вращения хобота передвигают специальный квадрат;
- кнопка «толчок шпинделя»;
- рукоятка для включения продольной, вертикальной и поперечной подачи;
- включатель помпы охлаждения;
- винты для фиксации салазок от поворота.

Специальная изогнутая ручка служит для подъема и спуска консоли со столом. Для включения ускоренного хода в любом направлении также имеется рычаг.
Условия эксплуатации оборудования
Аппараты моделей горизонтально-фрезерных станков 6Р81Г, 6Р81 на сегодняшний день не выпускаются заводами изготовителями. Вместо них создаются модернизированные модели. Каждый из современных агрегатов оснащен электронным блоком управления. Это позволяет снизить человеческий фактор, который заключается в браке при изготовлении детали, и повысить класс точности.
Однако данные аппараты можно увидеть еще в использовании для индивидуальных целей. А стажировка сроком в два месяца позволяет научиться обращаться с агрегатом.
Система смазки в этом агрегате должна функционировать нормально. Если по какой-то причине оно перестает поступать в специальный отсек для этого, то рекомендуется агрегат отключить от питания электросети. И проверить насосы и механизмы подачи. На станке находятся две централизованные системы подачи масла. Первая в приводе шпинделя, вторая в механизме подачи.
Если вдруг не включается подача на фрезерном станке, сперва надо проверить наличие масла в коробке передач. Во втором случае, может сработать блокировка. Подача может не работать при неправильном вращении двигателя.

Масляные фильтры должны периодически очищаться. Это позволит станку долгие годы функционировать без нареканий.
Вовремя проведенные профилактические работы позволят использовать аппарат длительное время без нужды в ремонте.
Технические характеристики
Принцип работы прост: шпиндель берет вращение от коробки скоростей, которая подключена к основному двигателю. в агрегате предусмотрены два двигателя, с мощностью в 1.5 и 5.5 кВт. Технические характеристики обуславливают надежность и универсальность оборудования.

Габаритные показатели
Габариты рабочего стола рассматриваемого агрегата:
- длина – 100с м;
- ширина – 25 см;
- расстояние от хобота до оси шпинделя – 14.2 см;
- от стола до шпинделя – 5–37 см.

Размеры самого станка:
- в длину – 148 см;
- по ширине – 199 см;
- высота – 163 см.
- вес оборудования – 2280 кг.
Точность, продуктивность
Станок отличается высокой производительностью благодаря следующим техническим характеристикам:
- число Т-образных пазов – 3;
- перемещение стола по оси Х – 63 см;
- перемещение вертикальное – 32 см;
- поперечное – 20 см.
Перемещение стола на одно деление лимба вдоль или поперек – 0.05 мм. Одно вертикальное деление лимба – 0.025 мм. Один поворот лимба продольный или поперечный – 6 мм, вертикальный – 3 мм. Угол поворота стола ±45°.
Ограничения
На станке существуют и специальные ограничения. К ним относятся:
- выключающие упоры подач;
- блокировка ручной механической подачи вертикальной и поперечной;
- муфта для торможения шпинделя;
- шариковая пара для предохранения от перегрузки.
Пределы вертикальной рабочей подачи – 266.7 мм/мин, продольной и поперечной – 25-800 мм/мин.
Габарит рабочего пространства
Расстояние между шпиндельной осью и рабочей плоскостью стола, мм:
- минимальное (не более) – 50;
- максимальное (не менее) – 370.
Расстояние между вертикальными направляющими и плоскостью симметрии центрального паза, мм:
- минимальное – 170;
- максимальное – 370.
Расстояние между задней кромкой стола, мм:
- и вертикальными направляющими станины – 45;
- и торцом шпинделя – 11.
Расстояние между ползуном (хоботом) и шпиндельной осью – 142 мм.
Максимальное расстояние между торцами подшипника серьги и шпинделя – 495 мм.

Рис. 2. Пределы рабочей зоны
Горизонтально-фрезерный станок: запуск и эксплуатация, паспорт
Работа на станке 6Р81 не требует специальной подготовки. В оборудовании всегда должна действовать система охлаждения. Если жидкость не поступает в агрегат, то его необходимо отключить от питания, а затем проверить работу всей системы. Перед запуском станка следует проверить исправность всех систем, нормальную работу проводки, а также наличие заземления.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт универсального консольно-фрезерного горизонтального станка 6Р81.
Размеры рабочего стола
Существует несколько видов фрезерных станков этой марки. К одному из них относится консольный горизонтально фрезерный станок 6Р81. По паспорту его габариты его рабочей площади следующие:
- Размер стола – 1000×250.
- Перемещение оси равно 710 миллиметрам.
- Перпендикулярное перемещение имеет следующее значение – 2 =50.
- Хобот шпинделя равен – 142 миллиметра.
- Четкость обработки по классу Н.
- Подача при работе вертикальная составляет двести шестьдесят семь миллиметров, а горизонтальная – восемьсот.
- Параметры трения равны V4, V5.
С помощью такого оборудования можно резать изделия из твердых сплавов. А охлаждающие элементы станка позволят режущим головкам прослужить долгий эксплуатационный срок.
Техника безопасности
Консольно-фрезерный станок 6Р81 является, как и прочее аналогичное оборудование источником травмоопасности. Поэтому при работе с агрегатом важно соблюдать основные правила техники безопасности:
- работать в защитном костюме;
- не подходить к станку в состоянии алкогольного опьянения или под воздействием наркотических веществ;
- на операторе не должно быть свободной одежды, все рукава застегнуты, а волосы спрятаны под головной убор;
- перед работой обязательно проверить наличие заземления и работоспособность оборудования на холостом ходу.
Эти несложные правила помогут избежать травм и вреда здоровью.
Механическая часть
Схема устройства фрезерного станка 6Р81 такова:
- Привод шпинделя. Вращение происходит за счет коробки скоростей. Соединяется с ней либо кулачковой муфтой или с помощью двух шестерней.
- Коробки скоростей. Прикреплена к столу флянцем. На ней установлен масляный насос, который обеспечивает смазку механизмов агрегата.. А переключение скоростей происходит от кулачка, который в свою очередь соединен с рукояткой переключения и валом скоростей. Она расположены снаружи стола.
- Коробка подач 6Р81. Соединена с редуктором. Устанавливается слева консоли. А справа видна часть вала его, рукоятка которого включает муфту ускоренного хода.
- Коробка реверса консольно-фрезерного станка 6Р81. Вращается от редуктора. Передает вращение ходовым винтам для движения станины.
- Консоль станка. В ней находятся все перечисленные выше узлы.
- Станина.

ВФГ на 6Р81 или вертикальная фрезерная головка устанавливается дополнительно заводом изготовителем. О том, как производить ремонт и сборку, разборку данного устройства можно прочитать в руководстве по эксплуатации. Дополнительно об эксплуатации фрезерного станка 6Р81 поговорим далее.
Модификации и зарубежные модели
Существуют как Российские модификации агрегата 6Р81, так и импортные аналоги со схожими характеристиками. Отечественные станки:
- 6Р81Ш – широкоуниверсальный станок.
- 6к82ш – еще один вариант широкоуниверсального станка со специальной шпиндельной головкой, которая может поворачиваться по горизонтали и вертикали.
- 6Н81 – горизонтальные, вертикальные – 6Н11.
Бесконсольно-фрезерные станки имеют шпиндель, который перемещается строго вертикально.
Иностранные аналоги:
- Х613А – консольно-фрезерный станок китайского производства.
- Х6132 – универсальные консольно-фрезерные станки с размером 1320х320.
Схема электрическая
Запуск двигателей
Подача питания из сети на электродвигатель шпинделя М2 осуществляется коммутацией автоматического выключателя В1. Замыканием реверсивного – В4 выбирают направление вращения. Двигатель помпы охлаждения М1 подготавливается включением В3, запускается совместно с М2.
Двигатели: М2, М3 (подачи) запускаются кнопками КнП1, КнП2 посредством магнитных пускателей Р1, Р2, Р8 последовательно друг за другом. М3 нельзя включить при неработающем М2.
Кнопка КнТ («толчок шпинделя») реализует короткий толчковый пуск М2, обеспечивающий переключение ступеней частот вращения при несовпадении зубьев. Замыкая нажатием КнТ, запитывают Р1, Р8, которые нормально открытыми контактами (8-9) запускают реле РВ. Далее РВ отключает эти пускатели, коммутируя собственный нормально закрытый контакт (10-11), поэтому продолжительность работы двигателя М2 не связана со временем удержания нажатой КнТ.
Остановка, торможение, защита
«Общий стоп» осуществляется кнопкой КнС или при нажатии выключателя В5. При прекращении питания М2 происходит торможение главного привода включением электромагнитной муфты ЭМ. На катушку ЭМ постоянный ток (-24В) приходит от выпрямителя ВП. Продолжительность подачи питания задается настройками РВ.
Магнитные пускатели обеспечивают нулевую защиту электродвигателей. Случай короткого замыкания вызывает автоматическое размыкание выключателя В1, перегорание плавких предохранителей Пр1, Пр2, тем самым предупреждаются повреждения электрооборудования. При длительной работе на пределе мощности перегрев электродвигателей ограничивает срабатывание тепловых реле Р3-Р5.

Рис.6. Схема принципиальная электрическая.
Отзывы
Все отзывы о работе консольно-фрезерного станка положительные. Особенно пользователи отмечают его надежность и долгий срок безремонтной эксплуатации. Универсальность станка также имеет немаловажное значение. Владельцы крупных производств ценят данное оборудование за высокую производительность и уменьшение затрат, поскольку на одном станке можно обработать деталь со всех сторон. Консольно-фрезерный станок производился Дмитровским заводом фрезерных станков и до сих пор используется на мелкосерийных и серийных производствах в металлургии и машиностроении.
Стоимость ремонта
- В зависимости от степени поломки, общего состояния, размеров, веса, года выпуска, стоимость разная. Минимальная стоимость – 7000 руб, средняя – колеблется в районе 30 000 руб ( для большинства станков 80-х годов выпуска, за эту сумму можно полностью обновить часть комплектации.
- Отдельный тип ремонта — восстановление поверхности. Коррозионные и окислительные процессы не относятся к поломкам механизмов, но прямым образом влияют на производительность процесса, так как коррозия рано или поздно перейдёт на всю поверхность станка и нарушит целостность, а контакт материалов со столом образует оксидную плёнку, ухудшающую сцепление и качество финального продукта. Эксперты по материаловедению обычно берут от 40 до 200 долларов за работу.
- Коммутация сети — тоже особая графа в расходах на ремонт. При замене двигателя на импортный может произойти перепад всей сети, так как американские электронные устройства рассчитаны на другое напряжение. При замене одной машины в цеху, нужно удостовериться, что она корректно подключена к общей сети, выполнив замеры входного и выходного напряжения и запустив установку в тестовом режиме, после чего подключить все остальные. Работы электромонтажной бригады могут обойтись в 80-300 долларов, в зависимости от количества машин в цеху и площади предприятия.
Лучше перестраховаться и выполнить полный спектр диагностических работ, ведь будет обидно, если ржавчина или перепад в сети, приведёт в негодность только что купленное оборудование.
На станках затруднен демонтаж коробки подач и редуктора из консоли. Для демонтажа необходима полная разборка консоли, которая должна осуществляться в следующем порядке:
- открепите планки салазок и кронштейн гайки поперечного хода стола, снимите стол;
- поднимите консоль до отказа вверх и подставьте под нее надежную опору;
- откройте крышку и снимите гайку с верхнего конца винта вертикального перемещения; открепите снизу консоли фланец кожуха винта; открепите от основания колонку и наверните ее на винт; выньте винт с кожухом и конической шестерней из консоли;
- открепите и удалите механизм переключения подачи;
- открепите и удалите из консоли коробку реверса;
- отсоедините от насоса трубопроводы смазки;
- снимите рукоятку ускоренного хода и крышку консоли;
- слейте масло из полости консоли;
- выньте коробку подач вместе с редуктором.
Настройка и наладка станка 6р81г. Режимы резания
Режимы резания на станках назначаются по технологическим справочникам. При этом необходимо учесть:
- работа на скоростных режимах инструментов, оснащенных твердым сплавом, выгоднее, чем фрезерование на нормальных режимах инструментом из быстрорежущей стали. При этом, помимо более высокой производительности, менее изнашиваются механизмы и направляющие стола;
- станки не рассчитаны на использование полной мощности электродвигателя шпинделя при частоте вращения шпинделя до 100 об/мин. Допустимо при частоте 50..100 об/мин нагружение электродвигателя не более 3 кВт;
- не следует работать на станке в случае возникшей вибрации, сильного, необычного шума приводов и подобных явлений ненормальной работы станков. Эти явления свидетельствуют о неудачном выборе режима для данных конкретных условий.
Следует изменить режим резания (подачу на зуб) или инструмент (применить фрезу с неравномерным шагом зубьев).
Установка на станках необходимой частоты вращения шпинделя производится поворотом рукояток 101 (см.рис.3-5) до совмещения нужной цифры шкалы с указателем на крышке. Затем рукояткой 102 устанавливается высокий (315..1600 об/мин) или низкий (50..250 об/мин) ряд частот вращения.
Частота вращения поворотного шпинделя станка 6Р81Ш устанавливается с помощью трех рукояток 127, имеющих следующее назначение:
- рукоятка В на два положения включает один из двух рядов частоты вращения шпинделя: 45..250 или 355..2000 об/мин;
- рукоятка А на два положения связана со шкалой и устанавливает нужную цифру шкалы в сектор Д (но не всегда под стрелку Г);
- рукоятка Б на три положения связана со стрелкой Г, показывает в секторе Д нужную цифру.
При работе рукоятками следует доводить их всегда до фиксированного положения.
ВНИМАНИЕ!
Во избежание ошибочного включения аварийных для станка и инструмента режимов резания будьте особенно внимательны при установке рукояток 102 и 127-B, т.к. они изменяют частоту вращения шпинделей соответственно в 6,3 и 8 раз.
Установка требуемой величины подачи достигается вращением рукояток 103 до совмещения с указателем необходимой цифры шкалы. Рукояткой 104 устанавливается один из двух рядов рабочей подачи стола: 35..170 мм/мин или 210..1020 мм/мин.
ВНИМАНИЕ!
Будьте внимательны при установке рукоятки 104, т.к. ошибочное ее включение резко изменяет величину рабочей подачи.
Установка инструмента на станок
Цилиндрические фрезы устанавливаются общеизвестным порядком на оправках, поддерживаемых одной или двумя поддержками (серьгами). При этом следует учитывать, что для нормального фрезерования и высокого качества поверхности необходимо обеспечить:
- достаточную жесткость оправки, поэтому стремитесь по возможности сократить расстояние от торца шпинделя до фрезы и до серьги;
- точность вращения инструмента — наименьшее биение его зубьев. Для этого помимо правильной заточки фрез очень важна прямолинейность оправок,) точность и чистота торцев проставных колец. Бережно храните оправки.
- Торцевые фрезы закрепляются в шпинделях с помощью оправок с поводками, которые пазами одеваются на шпонки шпинделя, а выступами ведут фрезу. Возможно также крепление фрез большого диаметра.
Обработка спиральных поверхностей с применением делительной головки
Плавность подачи при фрезеровании спиральных поверхностей находится в прямой зависимости от количества оборотов ходового винта, приходящихся на один оборот изделия: чем оно больше, тем более спокойно резание и наоборот. Исходя из этого, рекомендуется не превышать следующих величин угла наклона спирали:
- при диаметре изделия 6..10 мм…….10°
- при диаметре изделия 10..15 мм…….25°
- при диаметре изделия 15..150 мм ….45°.
Охлаждение фрез при резании (рис.27) Охлаждение применяется только к фрезам из быстрорежущей стали и при обработке стали. Охлаждающая жидкость подается из резервуара в основании станков электронасосом, который вместе с трубопроводом находится в нише сзади станины под крышкой. Наружная часть трубопровода снабжена металлическим наконечником с соплом и краном регулирования потока жидкости.
Использованная жидкость возвращается в резервуар основания, проходя через отстойники, задерживающие металлические частицы.
Резервуар следует промывать и освобождать отстойники по мере необходимости.
Паспорта станков

Вертикально-фрезерные станки 6С12 и СФ15
Станки вертикально-фрезерные моделей 6С12 и СФ15

Вертикально-фрезерный станок 6М13У
Вертикально-фрезерный станок 6М13У. Руководство по эксплаутации
Консольно-фрезерные станки моделей 6Е80Ш и 6Е80ШФ2
Станки фрезерные консольные широкоуниверсальные модели 6Е80Ш, 6У80ШФ2. Руководство по эксплуатации.
Консольно-фрезерные станки моделей 6М12П и 6М12ПБ
Консольно-фрезерные станки с поворотной головкой моделей 6М12П и 6М12ПБ. Руководство к станку.
Консольно-фрезерные станки моделей 6М13П и 6М13ПБ
Консольно-фрезерные станки моделей 6М13П и 6М13ПБ
Консольно-фрезерные станки моделей 6М82, 6М82Г и 6М82ГБ
Консольно-фрезерные станки моделей 6М82, 6М82Г и 6М82ГБ. Руководство по уходу и обслуживанию
Консольно-фрезерные станки моделей 6М82Ш и 6М83Ш
Широкоуниверсальные консольно-фрезерные станки моделей 6М82Ш и 6М83Ш. Руководство по уходу и обслуживанию.
Консольно-фрезерные станки моделей 6М82Ш и 6М83Ш
Широко-универсальные консольно-фрезерные станки моделей 6М82Ш и 6М83Ш
Консольно-фрезерные станки моделей 6М83 6М83Г
Консольно-фрезерные станки моделей 6М83 6М83Г. Руководство по уходу и обслуживанию.
Консольно-фрезерные станки моделей 6Р12, 6Р12Б, 6Р13, 6Р13Б
Вертикальные консольно-фрезерные станки моделей 6Р12, 6Р12Б, 6Р13, 6Р13Б. Руководство по эксплуатации.
Консольно-фрезерные станки моделей 6Р80Г, 6Р80, 6Р10 и 6Р80Ш
Фрезерные консольные станки 6Р80Г, 6Р80, 6Р10 и 6Р80Ш. Руководство по эксплуатации.
Консольно-фрезерные станки моделей 6Р811, 6Р81, 6Р11, 6Р81Ш
Консольно-фрезерные станки моделей
горизонтальный 6Р811
универсальный 6Р81
вертикальный 6Р11
широкоуниверсальный 6Р81Ш
Консольно-фрезерные станки моделей 6Р82, 6Р82Г, 6Р83, 6Р83Г
Консольно-фрезерные станки моделей 6Р82, 6Р82Г, 6Р83, 6Р83Г. Руководство по эксплуатации.
Консольно-фрезерные станки моделей 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б
Консольно-фрезерные станки моделей 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б. Руководство по эксплуатации электрооборудования.
Консольно-фрезерные станки моделей 6Р82Ш, 6Р83Ш
Широкоуниверсальные консольно-фрезерные станки 6Р82Ш, 6Р83Ш
Консольно-фрезерные станки моделей 6Р82Ш, 6Р83Ш. Часть 2
Консольно-фрезерные станки 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б
Консольно-фрезерные станки моделей 6С12Ц и 6С12
Руководство к консольно-фрезерным станкам 6С12Ц и 6С12
Консольно-фрезерные станки моделей 6Т12Ф20-1, 6Т12Ф20-1
Станки фрезерные консольные вертикальные с ОПУ. Модели 6Т12Ф20-1, 6Т12Ф20-1. Руководство по эксплуатации
Консольно-фрезерные станки моделей 6Т80Ш, 6Т80Г, 6Т80, 6Т10
Станки фрезерные консольные 6Т80Ш, 6Т80Г, 6Т80, 6Т10. Руководство по эксплуатации
Консольно-фрезерные станки моделей 6Т82Г-1, 6Т82-1, 6Т83Г-1, 6Т83-1
Станки консольно-фрезерные 6Т82Г-1, 6Т82-1, 6Т83Г-1, 6Т83-1. Руководство по эксплуатации.
Консольно-фрезерные станки моделей 6Т82Г-29, 6Т82-29, 6Т83Г-29, 6Т83-29
Консольно-фрезерные станки моделей 6Т82Г-29, 6Т82-29, 6Т83Г-29, 6Т83-29
Консольно-фрезерный станок 692Р
Вертикальный консольный шпоночно-фрезерный станок 692Р. Руководство по эксплуатации
Консольно-фрезерный станок 6М81Г
Консольно-фрезерный станок 6М81Г паспорт
Консольно-фрезерный станок 6М81Г
Станок специализированный фрезерный консольный модели ВМ127. Руководство по эксплуатации.
Консольно-фрезерный станок 6М82. Паспорт
Консольно-фрезерный станок 6М82. Паспорт
Консольно-фрезерный станок 6Р80Ш
Станок широкоуниверсальный фрезерный консольный модели 6Р80Ш. Руководство по эксплуатации.
Консольно-фрезерный станок ГФ2171
Станок фрезерный консольный вертикальный с УЧПУ и автоматьической сменой инструмента. Модель ГФ2171
Консольно-фрезерный станок ГФ2171 паспорт
Станок фрезерный консольный вертикальный с ЧПУ и автоматической сменой инструмента модель ГФ2171. Руководство по эксплуатации.
Консольный фрезерный станок 6Р13Ф3 инструкция
Станок фрезерный консольный вертикальный с числовым программным управлением модели 6Р13Ф3. Инструкция по программированию.
Консольный фрезерный станок 6Р13Ф3. Руководство по эксплуатации
Станок фрезерный консольный вертикальный с ЧПУ. Модель 6Р13Ф3-37. Руководство к эксплуатации.
Фрезерно-отрезной станок модели 8В66
Альбом чертежей быстроизнашивающихся деталей фрезерно-отрезного станка модели 8В66
Фрезерно-отрезной станок модели 8В66. Руководство
Фрезерно-отрезной станок модели 8В66. Руководство
Фрезерные станки 6612У, 6616У, 662ОУ, 6625У. Сборочные чертежи.
Станки продольные фрезерно-расточные. Модели 6612У, 6616У, 662ОУ, 6625У. Сборочные чертежи.
Фрезерные станки 6612У, 6616У, 662ОУ, 6625У. Том 1
Станки продольные фрезерно-расточные 6612У, 6616У, 662ОУ, 6625У. Руководство по эксплуатации. Том 1
Фрезерные станки 6612У, 6616У, 662ОУ, 6625У. Том 2
Станки продольные фрезерно-расточные 6612У, 6616У, 662ОУ, 6625У. Материалы по запасным частям. Том 2
Фрезерные станки 6612У, 6616У, 662ОУ, 6625У. Том 3
Станки продольные фрезерно-расточные. Руководство по эксплуатации. Том 3
Фрезерные станки 6720В, 6720ВФ1
Фрезерные широкоуниверсальные (инструментальные) станки высокой точности. Модели 6720В, 6720ВФ1.
Фрезерные станки 6720ВФ2
Станки фрезерные широкоуниверсальные инструментальные с ЧПУ моделей 6720ВФ2, 6720ПФ2
Фрезерные станки моделей 67К25ПМ, 67К25ПФ1, 67К25ПФ2-0
Станок фрезерный широкоуниверсальный инструментальной модели 67К25ПМ, 67К25ПФ1, 67К25ПФ2-0. Руководство по эксплуатации
Фрезерные станки моделей 6В75 и 6В75П
Руководство по эксплуатации и обслуживанию универсально-фрезерных станков моделей 6В75 и 6В75П
Фрезерные станки моделей 6М13 и 6М83
Фрезерные станки моделей 6М13 и 6М83
Фрезерный станок 5350, 5350А, 5350Б, 5350В
Шлицефозёрный полуавтомат 5350, 5350А, 5350Б, 5350В. Руководство.
Фрезерный станок 6463
Копировально-фрезерный станок модель 6463. Руководство к станку.
Фрезерный станок 6463
Специализированный фрезерный станок модели СФ-67
Фрезерный станок 6520Ф3-36
Станок вертикально-фрезерный с крестовым столом и числовым программным управлением мод. 6520Ф3-36. Руководство по эксплуатации
Фрезерный станок 6540
Фрезерный вертикальный станок модель 6540
Фрезерный станок 6560
Станок фрезерный вертикальный с крестовым столом модели 6560. Руководство по эксплуатации. Электрооборудование.
Фрезерный станок 65А60Ф1-11 Руководство по эксплуатации
Станки фрезерные вертикальные с крестовым столом и цифровой индикацией 65А60Ф1-11
Фрезерный станок 65А60Ф1-11 Электросхемы
Станки фрезерные вертикальные с крестовым столом и цифровой индикацией 65А60Ф1-11
Фрезерный станок 6720ПФ1
Станок фрезерный широкоуниверсальный инструментальный модели 6720ПФ1. Руководство по эксплуатации.
Фрезерный станок 675
Паспорт фрезерного станка модели 675
Фрезерный станок 676
Инструментальный широкоуниверсальный фрезерный станок 676
Фрезерный станок 678М
Паспорт и руководство по обслуживанию универсально-фрезерного станка тип 678М
Фрезерный станок 679
Универсально-фрезерный станок 679. Руководство и уход по обслуживанию.
Фрезерный станок 67К20ВФ2
Станок фрезерный широкоуниверсальный модели 67К20ВФ2 с системой ЧПУ LJUMO-61
Фрезерный станок 67К25ПМ (67К25В)
Станок фрезерный широкоуниверсальный инструментальный модели 67К25ПМ (67К25В). Руководство по эксплуатации.
Фрезерный станок 67К25ПФ2-0
Станок фрезерный широкоуниверсальный инструментальный модели 67К25ПФ2-0. Руководство по эксплуатации.
Фрезерный станок 67К25ПФ2-0. Часть2
Станок фрезерный широкоуниверсальный инструментальный модели 67К25ПФ2-0. Руководство по эксплуатации.
Фрезерный станок 6А73П
Фрезерный станок 6А73П
Фрезерный станок 6А75ВФ1
Станок инструментальный широкоуниверсальный фрезерный класса точности с цифровой идентификацией модель 6А75ВФ1
Фрезерный станок 6Б75В
Станок фрезерный инструментальный широуниверсальный. Модель 6Б75В
Фрезерный станок 6В11
Фрезерный станок 6В11
Фрезерный станок 6В75, часть 2
Фрезерный станок 6В75, часть 2
Фрезерный станок 6Е75ПФ1
Станок инструментальный широкоуниверсальный фрезерный повышенный точности. Модель 6Е75ПФ1
Фрезерный станок 6М76П
Инструментальный широкоуниверсальный фрезерный станок повышенной точности 6М76П
Фрезерный станок 6Н13П
Фрезерный станок 6Н13П
Фрезерный станок MK-197
Универсальный копировально-фрезерный и шлифовальный станок для обработки кривых. Модель MK-197
Фрезерный станок ВМ130В
Станок фрезерный специализированный высокой точности ВМ130В
Фрезерный станок ЛГ-22
Станок карусельно-фрезерный ЛГ-22
Фрезерный станок ОФ-55
Специализированный фрезерный станок. Модель ОФ-55
Фрезерный станок С-169
Паспорт универсально-фрезерного станка С-169
Фрезерный станок СФ-250
Специализированный фрезерный станок высокой точности мод. СФ-250. Руководство по эксплуатации и обслуживанию.
Фрезерный станок СФ-676
Станок специализированный фрезерный. Модель СФ-676. Руководставо по устройству и эксплуатации.
Фрезерный станок ТС 520
Станок напольный сверлильно-фрезерный. Модель — ТС 520
Станок фрезерный 6720вф2 Схема
Электрическая ч2 часть 2
83 Скачиваний (317 Просмотров)
Станок фрезерный 6720вф2 Схема
Электрическая ч1 часть 1
197 Скачиваний (492 Просмотров)
6М12П, 6М12ПБ — консольно фрезерные станки
с поворот… (djvu)
фрезерные…
711 Скачиваний (1045 Просмотров)
6Р13Ф3-37 — вертикальный
консольно-фрезерный станок… (djvu)
108 Скачиваний (389 Просмотров)
TOS FB-40V — вертикально-фрезерный
консольный станок… (djvu)
1958…
122 Скачиваний (340 Просмотров)
FH2a, FU2a, FV2a — универсальные фрезерные
станки,… (djvu)
униве…
55 Скачиваний (312 Просмотров)
FLP1000; FLP660 — продольно-фрезерный
портальный ста… (djvu)
Предприят…
141 Скачиваний (625 Просмотров)
6М83, 6М83Г — универсальный горизонтальный
консольно… (djvu)
горизонтальн…
123 Скачиваний (450 Просмотров)
6540 , 6550 — вертикально-фрезерные
станки. Руководс…
128 Скачиваний (319 Просмотров)
Optimum BF 30 Vario
(_2),…
100 Скачиваний (314 Просмотров)
6T80Ш Руководство по эксплуатации. Альбом
запчастей.
запасны…
81 Скачиваний (353 Просмотров)
FA2V, FA2H, FA2U — Фрезерные станки TOS,
Чехия. Паспорт (djvu)
Руководство п…
153 Скачиваний (492 Просмотров)
678М — универсальный фрезерный станок, г.
Одесса. Па… (djvu)
станк…
369 Скачиваний (1051 Просмотров)
6М12П — вертикально-фрезерный станок.
Паспорт (pdf)
(не…
229 Скачиваний (418 Просмотров)
Чертежи конических шестерен вертикальной
головки фр… (jpg)
123 Скачиваний (307 Просмотров)
Deckel FP3 — станок универсальный
инструментальный ф… (pdf)
Э…
129 Скачиваний (378 Просмотров)
6Н81А — станок фрезерный, г. Дмитров.
Паспорт (pdf)
220 Скачиваний (709 Просмотров)
6Т12Ф20-1, 6Т13Ф20-1 — станки фрезерные
консольные в… (djvu)
Горьков…
598 Скачиваний (841 Просмотров)
Вертикально-консольно-фрезерный FSS-400
2/PS
прив…
270 Скачиваний (705 Просмотров)
ВТФ1 — cтанок верстачный
токарно-фрезерный, г. Куйбы… (djvu)
Пр…
В настоящем руководстве приведены сведения по эксплуатации широкоуниверсальных консольно-фрезерных станков общего назначения моделей 6Р82Ш и 6Р83Ш.
Станки конструктивно сходны между собой, широко унифицированы и являются дальнейшим усовершенствованием аналогичных станков серии М.
Руководство предназначено для фрезеровщиков, наладчиков, слесарей по ремонту и может использоваться технологами и нормировщиками.
Перед установкой станка и перед работой на нем необходимо тщательно ознакомиться с настоящим руководством.
Скачать Паспорт на широкоуниверсальные консольно-фрезерные станки 6Р82Ш, 6P83Ш
Работа па станке и обслуживание его в строгом соответствии с руководством обеспечат безотказную работу и сохранение на длительный период его первоначальной точности.
Завод-изготовитель оставляет за собой право вносить в конструкцию дальнейшие изменения и усовершенствования.
СОДЕРЖАНИЕ
Часть I Техническое описание
Назначение и область применения
Состав станка
Устройство и работа станка и его составных частей
Система смазки
Инструкции по эксплуатации
Указания по мерам безопасности
Порядок установки
Настройка, наладка и режимы работы
Охлаждение инструмента
Регулирование станка
Схема расположения подшипников
Паспорт станка
Общие сведения
Основные технические данные и характеристики
Сведения о ремонте
Сведения об изменениях и станке
Комплект поставки
Гарантия
Приложение. Материалы по быстроизнашиваемым деталям
Часть II. Руководство по эксплуатации электрооборудования № 6Р82.00.000РЭ1
Часть III. Свидетельство о приемке № 6Р82.00.000РЭ2
Руководство к станку не отражает незначительных конструктивных изменений, внесенных заводом-изготовителем после подписания данного руководства на выпуск в свет.
Скачать Паспорт на широкоуниверсальные консольно-фрезерные станки 6Р82Ш, 6P83Ш