Печать документации: г. Одесса
Год печати документации: 1989
Количество папок: 3
Количество страниц, листов: 274
Узнать стоимость документации
Паспорт и документация к данной модели пресс-автомата находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
1. Руководство по эксплуатации
Содержание:
1. Введение
2. Общие сведения об автомате
3. Основные технические данные и характеристики
4. Комплектность
5. Указания мер безопасности
6. Состав автомата
7. Устройство, работа автомата и его составных частей
8. Система смазки
9. Порядок установки
10. Порядок работы
11. Возможные неисправности и методы их устранения
12. Особенности разборки и сборки при ремонте
13. Сведения по запасным частям
14. Сведения о приёмке
15. Хранение
16. Указания по техническому обслуживанию, эксплуатации и ремонту
17. Гарантии изготовителя
2. Электрооборудование
1. Краткая характеристика электрооборудования
2. Указания по мерам безопасности
3. Сведения о системе питания
4. Первоначальный пуск
5. Описание работы электросхемы
6. Блокировка, сигнализация, защита
7. Возможные неисправности и способы их устранения
8. Указания по монтажу и эксплуатации
3. Материалы по быстроизнашиваемым деталям
Схемы и чертежи пресс-автомата:
— Расположение составных частей автомата и органов управления чертёж
— Инструменты и посадочные места чертёж
— Пульт управления чертёж
— Схема кинематическая
— Диаграмма цикловая
— Станина чертёж
— Привод чертёж
— Колодочный тормоз чертёж
— Распределительный вал чертёж
— Ползун чертёж
— Механизм перемещения салазок чертёж
— Привод подачи и выталкивателя чертёж
— Коленчатый вал чертёж
— Механизм реза чертёж
— Подача чертёж
— Схема смазки принципиальная
— Схема расположения точек смазки
— Схема транспортировки
— Схема установки автомата
— Схема электрическая принципиальная — АБ0218-000-001Э3 – 2 шт.
— Схема электрическая соединений — АБ0218-910-001Э4
— Панель электрическая. Схема электрическая соединений — АБ0218-920-051Э4
— Электрошкаф. Схема электрическая соединений — АБ0218-920-001Э4
— Пульт управления. Схема электрическая соединений — А1523-930-001Э4
Краткое описание пресс-автомата:
До начала установки автомата холодновысадочного двухударного модели АБ0218 необходимо ознакомиться с настоящим руководством. Автомат предназначен для изготовления изделий стержневого типа диаметром 4 — 6 мм. Исходням материалом служит калиброванная проволока из стали. Область применения автомата — специализированные участки и цехи заводов. Строгое выполнение изложенных в руководстве правил эксплуатации, технического обслуживания и ремонта автомата — основное условие надёжной и долговечной его работы. Руководство по эскплуатации не отражает незначительных конструктивных изменений в оборудовании.


Ваша заявка успешно отправлена !
Ваш запрос информации на паспорт
успешно отправлен
в офис нашей компании.
В ближайшее время, эта заявка будет передана первому свободному менеджеру,
который обработает ее, подберет для вас лучшие варианты и вышлет полную информацию
на указанный вами адрес электронной почты:
После получения ответа, вы сможете по эл.почте или по телефону, обсудить с
менеджером все условия и подробности интересующие вас.
Вы получите ответ приблизительно через 2-5 часов.
Сейчас ночное время и офис не работает, вы
получите ответ на заявку утром, до 11:00.
Если вы не получите ответ более чем через
5 часов, это означает что по каким то причинам,
он не доходит до вас. Сделайте заявку повторно или позвоните в наш офис.
Ожидайте пожалуйста ответа. Спасибо за вашу заявку!
О том, насколько необходимы в строительстве и других сферах деятельности болты, шурупы, саморезы и другие подобные материалы из металла, говорить не приходится. Однако важно знать, что для изготовления этих изделий необходимо специальное оборудование, коим является холодновысадочные автоматы. Именно посредством использования этого оборудования и происходит изготовление столь ценного и необходимого строительного материала. Итак, стоит разобраться, что собой представляют данные автоматы, каким образом они работают, какими характеристиками обладают и как классифицируются.
Разновидности холодновысадочных автоматов
Непосредственным назначением холодновысадочного автомата является изготовление шурупов, саморезов и подобного материала из специальной стали, калиброванного типа, сама высадка материала происходит из прутков либо другой формы стального материала.
Классифицируются данные автоматы по двум типам и бывают коленорычажные и автоматы кривошипного типа действия. Различаются данные аппараты так же по виду матрицы установленной в автомате, и бывают со съемной матрицей, а так же с матрицей цельного типа. Различие их заключается в том, что автоматы со съемной матрицей способны изготавливать более длинные изделия, тогда как автоматы с цельной матрицей изготавливают более короткие материалы.

Так же различие холодновысадочных автоматов заключается в количестве ударов, которыми они производят высадку изделий. На сегодняшний день таких типов три, и автоматы могут быть одноударными, двухударными и трехударными. Это означает, что одноударный автомат выдает готовое изделие с помощью одного хода пуансона, соответственно, что двух и трехударные делают это за два или три удара.
Однако, стоит отметить, что одноударный холодновысадочный автомат выдает изделие, не превышающее в длине два – два с половиной диаметра заготовки, то есть изготавливает такие изделия как шурупы и заклепки, тогда как автоматы с большим количеством ударов выдают изделия большие по длине.
Устройство и применение холодновысадочных автоматов
Сам процесс изготовления материалов выглядит следующим образом. Заготовка в виде проволоки или прутка посредством вращающихся прерывистым образом желобчатых роликов выдается в матричное отрезное отверстие до самого упора. Когда пруток выполняет движение вперед, специальный отрезной элемент производит отсечение заготовки, после чего посредством специальной транспортировочной линией выдается на систему, которая производит непосредственно высадку изделия. При помощи пуансона, заготовка проталкивается в матрицу, и далее в самый стержень, следующим движением, пуансон завершает процесс высадки, после чего отходит назад и уже стержень выталкивает готовое изделие из матрицы холодновысадочного автомата.
Весь холодновысадочный автомат имеет в своей конструкции такие основные рабочие элементы, как механизм, который производит подачу материала в матрицу автомата, оснащенный специальной роликовой системой. Механизм, осуществляющий подачу заготовки на линию высадки. Так же непосредственным рабочим инструментом данного оборудования является специальный ползун, который выталкивает из матрицы готовое изделие. Еще одним важным рабочим элементом является специальный механизм, перемещающий сами пуансоны.
Данное оборудование является необходимой частью линии по изготовлению всевозможного инструмента и материала. Производительность такого оборудования, конечно, варьируется в разных пределах, это зависит от модели, типа и мощности агрегата. Однако средними размерами производительности принято считать изготовление от тридцати до четырехсот изделий в минуту. Это опять же зависит от того, каким диаметром и какой длины будет готовое изделие. Производительность двухударного холодновысадочного автомата равняется порядка двумстам семидесяти деталей в минуту, а мощность такого оборудования достигает порядка семи кВт в час работы, при этом число оборотов двигателя равняется девятистам семидесяти оборотам в минуту.
 Увеличить
|
|
|
Цена:
Договор |
*** Чтобы узнать цену, позвоните или напишите! |
| Задайте вопрос по этому документу | |
|
Состояние документа: Паспорт в электронном виде, отсканирован, проверен, готов к отправке, можно скачать в течение 30 минут после оплаты в рабочее время
Краткое описание документации : Одесский завод КПО/Ленинаканский завод шлифовальных станков, 1973+1983, два руководства по эксплуатации, электрооборудование, электросхемы, чертежи быстроизнашивающихся частей Задать вопросы по документу Вы можете позвонив по телефону +79135848778 или написав на электронную почту, для этого нажмите кнопку {задайте вопрос по этому документу} и мы ответим вам в ближайшее время. Все контактные данные доступны в меню КОНТАКТЫ |
|
|
|
|
|
|
|




На чтение 11 мин. Просмотров 1 Опубликовано
Содержание
- § 5. Холодновысадочные автоматы. Схема одноударного холодновысадочного автомата. Внешний вид двухударного автомата АА1216 с цельной матрицей.
- А0216 Автомат холодновысадочный однопозиционный Описание, характеристики, схемы
- Сведения о производителе холодновысадочного автомата А0216
- А0216 Автомат холодновысадочный однопозиционный двухударный с накатным устройством. Назначение и область применения
- Принцип работы и особенности конструкции станка
- Высадка
- Общий вид холодновысадочного станка А0216
- Автомат холодновысадочный. Видеоролик.
- Технические характеристики холодновысадочного станка А0216а
- Список литературы:
- Холодновысадочный автомат
- Разновидности холодновысадочных автоматов
- Устройство и применение холодновысадочных автоматов
§ 5. Холодновысадочные автоматы. Схема одноударного холодновысадочного автомата. Внешний вид двухударного автомата АА1216 с цельной матрицей.
Холодновысадочные автоматы предназначены для объемной штамповки. Наиболее широко применяемыми являются однопозиционные автоматы с цельной или разъемной матрицей. Эти автоматы могут быть одно-, двух- и трехударными.
Автоматы с цельной матрицей применяют в основном для изготовления изделий со стержнем длиной до 5 диаметров. Чаще применяют автоматы двухударные с цельной матрицей с нормальным числом ходов в минуту в зависимости от диаметра стержня. На одноударных автоматах высаживаются только такие изделия (шурупы, винты, заклепки), у которых длина высаживаемой части равна 2-2,5 диаметра стержня.
На двухударных автоматах с цельной матрицей изготовляются изделия, как правило, со стержнем длиной до 5 диаметров. Трех-ударные автоматы отличаются от двухударных передаточным числом от коленчатого вала к распределительному, а также конструкцией перемещения салазок, в которых укреплены пуансоны.
На рис. 54 представлена кинематическая схема одноударного автомата с цельной матрицей. От электродвигателя 1 вращательное движение передается через зубчатую передачу 16 на коленчатый вал 2. На коленчатом валу посажен эксцентрик 15, от которого приводится фрикционная муфта 8 и желобчатые ролики 6 механизма подачи материала 7. С помощью муфты 8 с храповиком осуществляется прерывистая односторонняя подача.
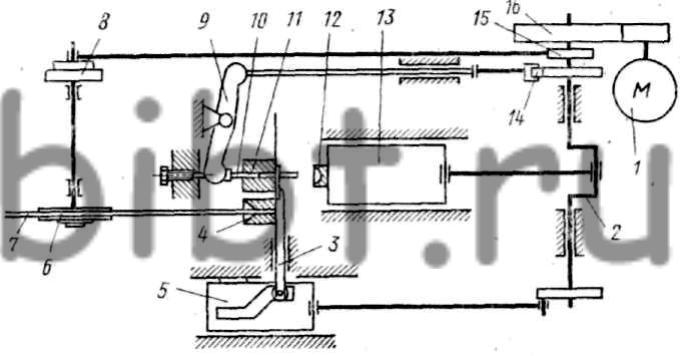
Рис. 54. Кинематическая схема одноударного холодновысадочного автомата
Высадочный ползун 13 с пуансоном 12 осуществляют возвратно-поступательное движение. От коленчатого вала 2 передается движение боковому ползуну 5, от которого работает ножевой шток 3, переносящий заготовку с отрезной матрицы 4 к высадочной матрице 11. Изделие после высадки выталкивается выталкивателем 10 при повороте рычага 9, действующего от кулачкового механизма 14.
Однопозиционные двухударные автоматы с цельной матрицей по сравнению с одноударными применяются чаще, так как они позволяют изготовлять изделия с повышенной точностью, с высоким классом шероховатости поверхности.
Двухударные автоматы с цельной матрицей изготовляют различных моделей. Например, на автоматах А1222А и А1223 установлена пневматическая фрикционная муфта, сблокированная с ленточным тормозом, а на автоматах АА1216 и А1218А муфта и тормоз не установлены.
Кинематическая схема двухударного автомата, в котором нет муфты и тормоза, показана на рис. 55. Заготовка-пруток 3 прерывисто подается роликом 2 через отрезную матрицу 1 до упора 11, регулируемого на длину отреза. Нож 8, отрезав стержень 9, переносит его к высадочной матрице и держит до того времени, пока пуансон предварительной высадки 10 не втолкнет его в матрицу. После этого нож возвращается в исходное положение.
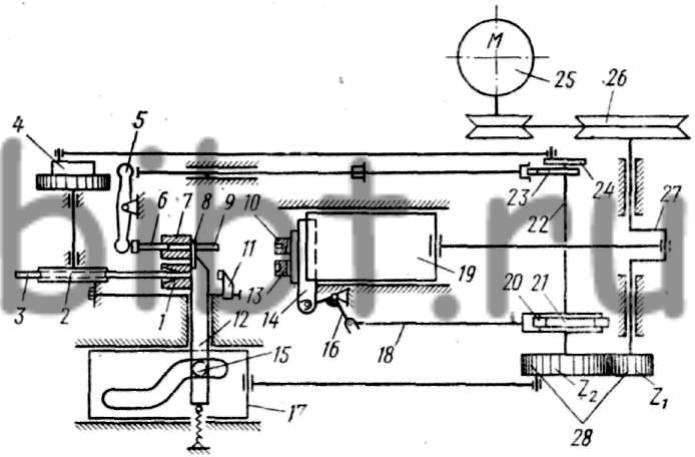
Рис. 55. Кинематическая схема двухударного холодновысадочного автомата
При первом ударе стержень высаживается пуансоном 10 до упора-выталкивателя 6. При втором ударе головка изделия высаживается окончательно пуансоном 13. Движение пуансонов в продольном направлении, по оси изделия, осуществляется ползуном 19, действующим от коленчатого вала 27.
Поперечное перемещение пуансонов достигается с помощью салазок 14, которые связаны двуплечим рычагом 16, шатуном 18 и роликами 20 с кулачковым механизмом 21. Кулачковый механизм смонтирован на распределительном валу 22, получающем вращательное движение через зубчатую передачу 28.
Механизм подачи пруткового материала 7 имеет храповое устройство 4, с помощью которого осуществляется прерывистое вращение роликов подачи 2. Подача регулируется изменением эксцентриситета диска 24 посредством сухаря и винта. Привод выталкивателя 6 и рычага 5 осуществляется от кулака-выталкивателя 23, посаженного на распределительном валу.
Коленчатый вал 27 приводится от электродвигателя 25 через клиноременную передачу 26. Ножевой шток 12 имеет такое же устройство и привод, как и на одноударном автомате. Боковой ползун 17 снабжен копирной дорожкой, в которую вставлен ролик 15, связанный с ножевым штоком.
Для точного взаимодействия основных узлов автомата строят цикловые диаграммы, где за основу принимают углы поворота коленчатого вала. Затем по намечаемой последовательности устанавливают периоды работы и взаимодействия остальных механизмов. Над цикловыми диаграммами располагают кривые путей механизмов автомата. Эти кривые показывают время и путь каждого механизма, которые соответствуют определенным углам поворота коленчатого вала. Цикл работы определяется в зависимости от числа ударов: для одноударных автоматов 360°, для двухударных 720, для трехударных 1080°.
На рис. 56 показан внешний вид двухударного автомата АА1216 с цельной матрицей. Все движущиеся части автомата имеют ограждение, гарантирующее безопасность работы и обслуживания. По желанию заказчика автомат комплектуется устройством для размотки калиброванной проволоки из бунта. Кроме вышеуказанных, в СССР изготовляют и эксплуатируют холодновысадочные автоматы с разъемной матрицей (АА161, А1419, А1420, А1421 и др.), позволяющие применять более длинные заготовки для высадки. На таких автоматах заготовка с помощью подающих роликов проталкивается через раскрытые полуматрицы до поворотного упора, затем при ходе разъемной матрицы заготовка отрезается и подается на ось высадки, зажатой в полуматрицы.
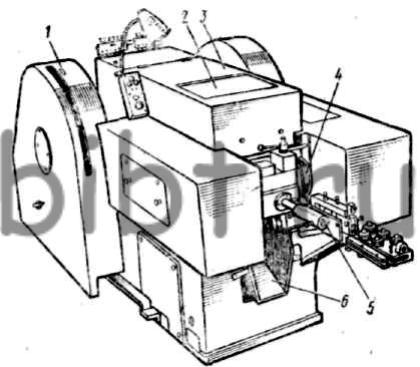
Рис. 56. Внешний вид двухударного автомата модели АА1216:
1 — кожух привода, 2 — механизм высадки. 3 — зубчатая передача, 4- механизм подачи, 5 — механизм выталкивателя, 6 — лоток выгрузки
В СССР применяют также шариковые автоматы А142А, А145, АБ148, роликовые автоматы А145А, АБ148А, многопозиционные автоматы АБ1918, А1919, А1920, А1921 и др. На многопозиционных автоматах осуществляется комплекс технологических переходов: отрезка заготовок, осадка, образование фасок, калибровка торцов, редуцирование, прямое и обратное прессование, высадка, формовка, накатка резьбы.
Источник
А0216 Автомат холодновысадочный однопозиционный
Описание, характеристики, схемы

Сведения о производителе холодновысадочного автомата А0216
Производителем холодновысадочного автомата А0216 является — Одесский завод кузнечно-прессовых автоматов.
А0216 Автомат холодновысадочный однопозиционный двухударный с накатным устройством. Назначение и область применения
Холодновысадочный автомат А0216 предназначен для полного изготовления винтов и шурупов из калиброванной проволоки с временным сопротивлением не более 600 МПа, а также для изготовления методом холодной высадки заклепки каблучной из стальной проволоки 3,8-П-08 кп (10 кп) ГОСТ 5663—79.
Автомат А0216 применяется в цехах и на участках метизных заводов различных отраслей промышленности.
Принцип работы и особенности конструкции станка
Автомат состоит из собственно холодновысадочного двухударного автомата, накатного устройства, вибролотка и транспортера.
Станина автомата А0216 коробчатого сечения выполнена из чугунного литья с силовым поясом по оси высадки. Устанавливается на сварной тумбе из облегченного проката.
Ползун Т-образной формы, литой. Перемещается в регулируемых направляющих станины. В передней части ползуна находятся салазки, на которых закреплен пуансонодержатель с двумя пуансонами: заготовительным и отделочным, которые поочередно выставляются на оси высадки матрицы. Зазор между пуансонами и матрицей регулируется клином.
Вертикальное перемещение салазок осуществляется механизмом перемещения салазок, в верхнем и нижнем положениях салазок ограничивается упорами и фиксируется фиксатором, который управляется копиром, закрепленным на станине.
Высадка изделий производится за два последовательных удара (два оборота коленчатого вала). Величина усилия контролируется электронным датчиком.
Привод коленчатого вала (ползуна) осуществляется от электродвигателя переменного тока через клиноременную передачу и фрикционную муфту. Для быстрой остановки автомата применен ножной колодочный тормоз маховика.
Привод механизма перемещения салазок, механизма реза и прижима заготовки, механизма подачи заготовки, а также выталкивателя изделий из матричного блока — многоступенчатый от главного коленчатого вала через зубчатые передачи, валы распределительные, кулачковые механизмы.
Роликовое подающее устройство приводится в движение от поперечного распределительного вала, защищенного от реверса колодочным тормозом постоянного действия.
Усилие зажима проволоки создается диафрагменным пневмоцилиндром. Шаг подачи устанавливается по упору. Технологическая смазка наносится нижним роликом, помещенным в масляную ванну.
Правильное неприводное устройство — двухплоскостное.
Узлы накатного устройства смонтированы на станине из чугунного литья, в которой размещены шестерни кривошипно-шатунного механизма, а также неподвижная, плашка.
Привод ползуна накатного устройства осуществляется от электродвигателя переменного тока через клиноременную передачу со сменными шкивами. На ползуне закреплены подвижная плашка и копир механизма переноса заготовки.
Удаление заготовки после высадки производится в отдельную тару по лотку, установленному под рабочей зоной.
Автомат оснащен системой диагностики неисправностей, шумопоглощающей кабиной с отсосом масляных аэрозолей.
Режимы работы автомата А0216:
- наладочный
- ручной проворот
- автоматический
Управление автоматом А0216 кнопочное.
Вид климатического исполнения — УХЛ4, категория размещения 4,2 по ГОСТ 15150—69.
Разработчик: 0224617, Центральное проектно-конструкторское бюро кузнечно-прессового машиностроения (105203, Москва, 15-я Парковая ул., 5)
Изготовитель: 5749148, Производственное объединение по выпуску кузнечно-прессовых автоматов (270033, г. Одесса, Украина, ул. Перекопской победы, 4)
Год начала серийного производства — 1991.
Высадка
Высадка, кузнечная операция, заключающаяся в деформации заготовки частичной осадкой с целью создания местных утолщений за счёт уменьшения длины заготовки.
Высадка производится в нагретом или холодном состоянии.
Горячая Высадка осуществляется на горизонтально-ковочных машинах. Горячей Высадка изготовляют поковки шестерён, клапанов, рессор, колец, валиков и т.п.
Холодная Высадка осуществляется на холодно-высадочных автоматах и прессах. Холодной высадкой изготовляют болты, шурупы, заклёпки и др.
По сравнению с другими процессами штампования Высадка отличается высокой производительностью и точностью поковок (без облоя).
Получает распространение Высадка с местным контактным нагревом заготовок в штампе на электровысадочной машине, позволяющей за один переход получить утолщения большого объёма.
Общий вид холодновысадочного станка А0216

Общий вид холодновысадочного станка А0216
Фото холодновысадочного станка А0216а

Фото холодновысадочного станка А0216

Кинематическая схема холодновысадочного станка А0216
Автомат холодновысадочный. Видеоролик.
Технические характеристики холодновысадочного станка А0216а
| Наименование параметра | А0216 |
|---|---|
| Основные параметры станка | |
| Диаметр стержня заготовки винта, мм | 2,5..4,0 |
| Длина стержня заготовки винта, мм | 8..32 |
| Диаметр стержня заготовки шурупов, мм | 2,5..3,5 |
| Длина стержня заготовки шурупов, мм | 10..25 |
| Производительность автомата, шт/мин | 120..150 |
| Номинальное усилие высадочного ползуна, кН | 100 |
| Ход ползуна высадочного, мм | 60 |
| Ход ползуна накатного, мм | 162 |
| Частота ходов ползуна высадочного, ходов/мин | 240..300 |
| Частота ходов ползуна накатного, ходов/мин | 135..165 |
| Высота х длина подвесной плашки, мм | 35 х 85 |
| Высота х длина неподвижной плашки, мм | 35 х 78 |
| Электрооборудование | |
| Количество электродвигателей | 5 |
| Суммарная мощность электродвигателей, кВт | 6 |
| Габарит и масса станка | |
| Габариты станка (длина ширина высота), мм | 2480 х 1200 х 1450 |
| Масса станка, кг | 2700 |
Список литературы:
Связанные ссылки. Дополнительная информация
Источник
Холодновысадочный автомат
О том, насколько необходимы в строительстве и других сферах деятельности болты, шурупы, саморезы и другие подобные материалы из металла, говорить не приходится. Однако важно знать, что для изготовления этих изделий необходимо специальное оборудование, коим является холодновысадочные автоматы. Именно посредством использования этого оборудования и происходит изготовление столь ценного и необходимого строительного материала. Итак, стоит разобраться, что собой представляют данные автоматы, каким образом они работают, какими характеристиками обладают и как классифицируются.
Разновидности холодновысадочных автоматов
Непосредственным назначением холодновысадочного автомата является изготовление шурупов, саморезов и подобного материала из специальной стали, калиброванного типа, сама высадка материала происходит из прутков либо другой формы стального материала.
Классифицируются данные автоматы по двум типам и бывают коленорычажные и автоматы кривошипного типа действия. Различаются данные аппараты так же по виду матрицы установленной в автомате, и бывают со съемной матрицей, а так же с матрицей цельного типа. Различие их заключается в том, что автоматы со съемной матрицей способны изготавливать более длинные изделия, тогда как автоматы с цельной матрицей изготавливают более короткие материалы.
Так же различие холодновысадочных автоматов заключается в количестве ударов, которыми они производят высадку изделий. На сегодняшний день таких типов три, и автоматы могут быть одноударными, двухударными и трехударными. Это означает, что одноударный автомат выдает готовое изделие с помощью одного хода пуансона, соответственно, что двух и трехударные делают это за два или три удара.
Однако, стоит отметить, что одноударный холодновысадочный автомат выдает изделие, не превышающее в длине два – два с половиной диаметра заготовки, то есть изготавливает такие изделия как шурупы и заклепки, тогда как автоматы с большим количеством ударов выдают изделия большие по длине.
Устройство и применение холодновысадочных автоматов
Сам процесс изготовления материалов выглядит следующим образом. Заготовка в виде проволоки или прутка посредством вращающихся прерывистым образом желобчатых роликов выдается в матричное отрезное отверстие до самого упора. Когда пруток выполняет движение вперед, специальный отрезной элемент производит отсечение заготовки, после чего посредством специальной транспортировочной линией выдается на систему, которая производит непосредственно высадку изделия. При помощи пуансона, заготовка проталкивается в матрицу, и далее в самый стержень, следующим движением, пуансон завершает процесс высадки, после чего отходит назад и уже стержень выталкивает готовое изделие из матрицы холодновысадочного автомата.
Весь холодновысадочный автомат имеет в своей конструкции такие основные рабочие элементы, как механизм, который производит подачу материала в матрицу автомата, оснащенный специальной роликовой системой. Механизм, осуществляющий подачу заготовки на линию высадки. Так же непосредственным рабочим инструментом данного оборудования является специальный ползун, который выталкивает из матрицы готовое изделие. Еще одним важным рабочим элементом является специальный механизм, перемещающий сами пуансоны.
Данное оборудование является необходимой частью линии по изготовлению всевозможного инструмента и материала. Производительность такого оборудования, конечно, варьируется в разных пределах, это зависит от модели, типа и мощности агрегата. Однако средними размерами производительности принято считать изготовление от тридцати до четырехсот изделий в минуту. Это опять же зависит от того, каким диаметром и какой длины будет готовое изделие. Производительность двухударного холодновысадочного автомата равняется порядка двумстам семидесяти деталей в минуту, а мощность такого оборудования достигает порядка семи кВт в час работы, при этом число оборотов двигателя равняется девятистам семидесяти оборотам в минуту.
Источник