На чтение 9 мин. Просмотров 5 Опубликовано
Содержание
- Настройка барфидера FEDEK DH-65
- Подключение барфидера DH65LS2
- Тип работ: Пусконаладочные работы
- Оборудование: Барфидер DH65LS2
- Настройка параметров барфидера DH-65 с пультом TP04.
- Токарям ЧПУ
Настройка барфидера FEDEK DH-65
После установки барфидера необходимо настроить его параметры.
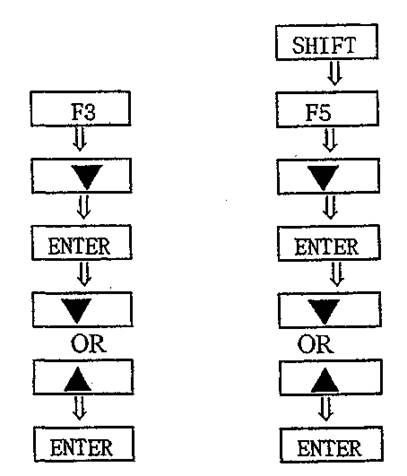
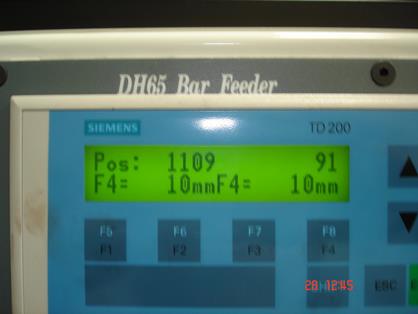
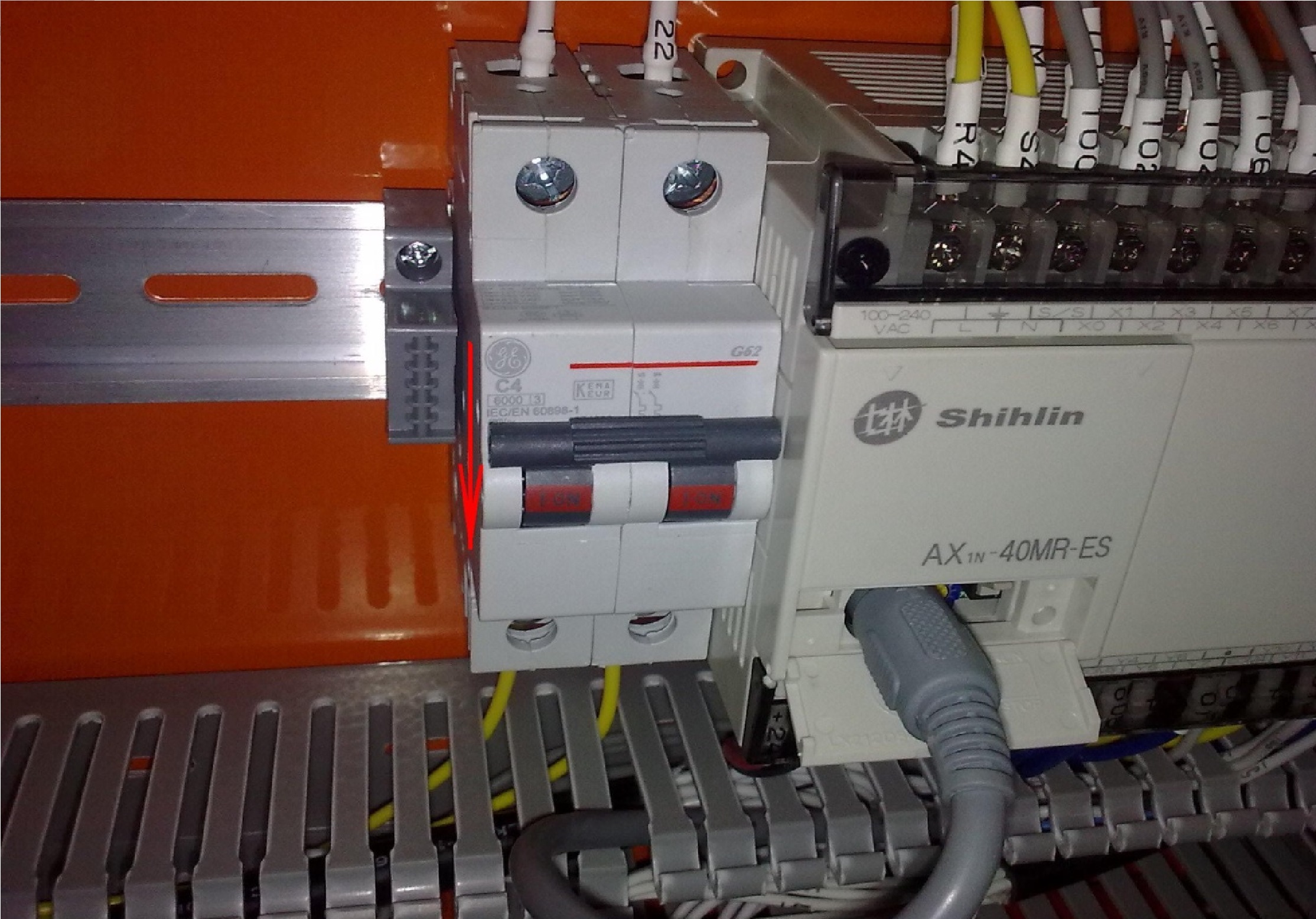
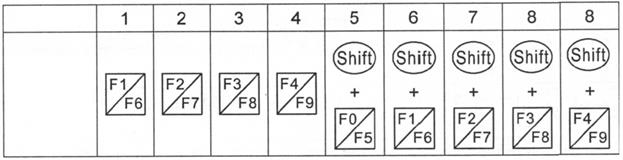
F8. Если выбираете F1-F4, можно сделать прямой выбор. Если выбираете F5-F8, необходимо сначала нажать SHIFT 2. На экране появится информация о возможности выбора вверх/ вниз. Можете использовать клавиши ▼▲, а также слева появится курсор 3. При нажатии ENTER курсор появляется справа. 4. Используйте клавишу ▼▲ для исправления, требуемого параметра. В это время справа VF появится информация об исправленном параметре. 5. После исправления нажмите ENTER для сохранения параметра VF справа от параметра F, исправление закончено. Например: F1-F4 F5-F8(Следует нажать Shift)
1. F1 — установка длины детали.
2. F2 — установка точки возврата из зоны B.
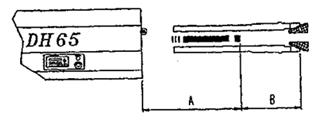
Когда толкающий стержень находится на участке «A», ход возврата соответствует F4.
Когда толкающий стержень находится на участке «B», ход возврата соответствует F2, и расстояние возврата зависит от F2.
3. F3 – установка длины заготовки

4. F4 – установка возврата толкателя из зоны А.
5. F5 – расстояние между датчиком LSI и торцом шпинделя.



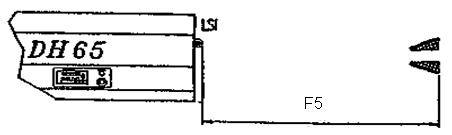

F5 подтверждает, что новый пруток подан в патрон.
Если новый загруженный пруток застрял в шпинделе или патроне, появляется сигнал ошибки.
6. F6 – установка конечной точки прутка. Заходя за эту координату барфидер начинает выталкивать остаток прутка из шпинделя.


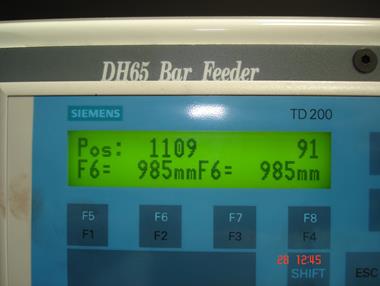
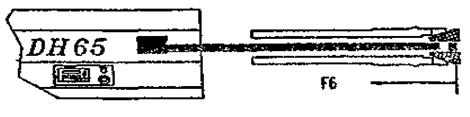
7. F7 – Конечная точка выхода прутка. Заходя за координату F6 барфидер начинает выталкивать остаток прутка из шпинделя до координаты F7, если остаток прутка застревает в шпинделе и не достигается координата F7, барфидер выдает ошибку.


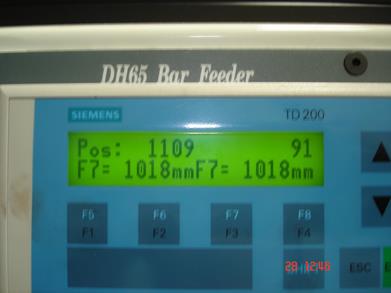
Когда толкатель заходит за координату F7, барфидер начинает загружать новый пруток.
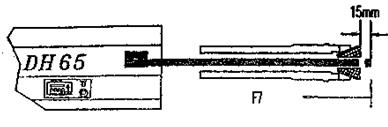
8. F8 – координата первоначальной загрузки прутка в шпиндель.


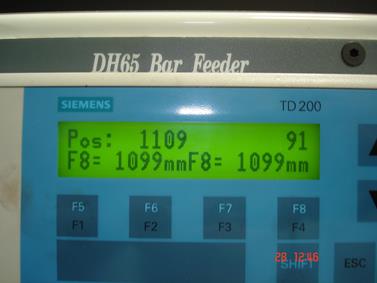
F8 – координата, при которой срабатывает датчик LSI.
Это расстояние соответствует расстоянию от датчика LSI до торца шпинделя.
Дата добавления: 2015-11-06 ; просмотров: 5968 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Подключение барфидера DH65LS2
Тип работ: Пусконаладочные работы
Оборудование: Барфидер DH65LS2
1. Подключение питания к Барфидеру.
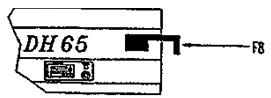
Из станка на выход к Барфидеру подается переменное 3-х фазное силовое напряжение 220 В. Барфидеру требуется переменное 2-х фазное 220 В. Для проверки соединения и соответствия проводов по электросхеме раскрываем поочередно корпуса вилки Барфидера и розетки станка
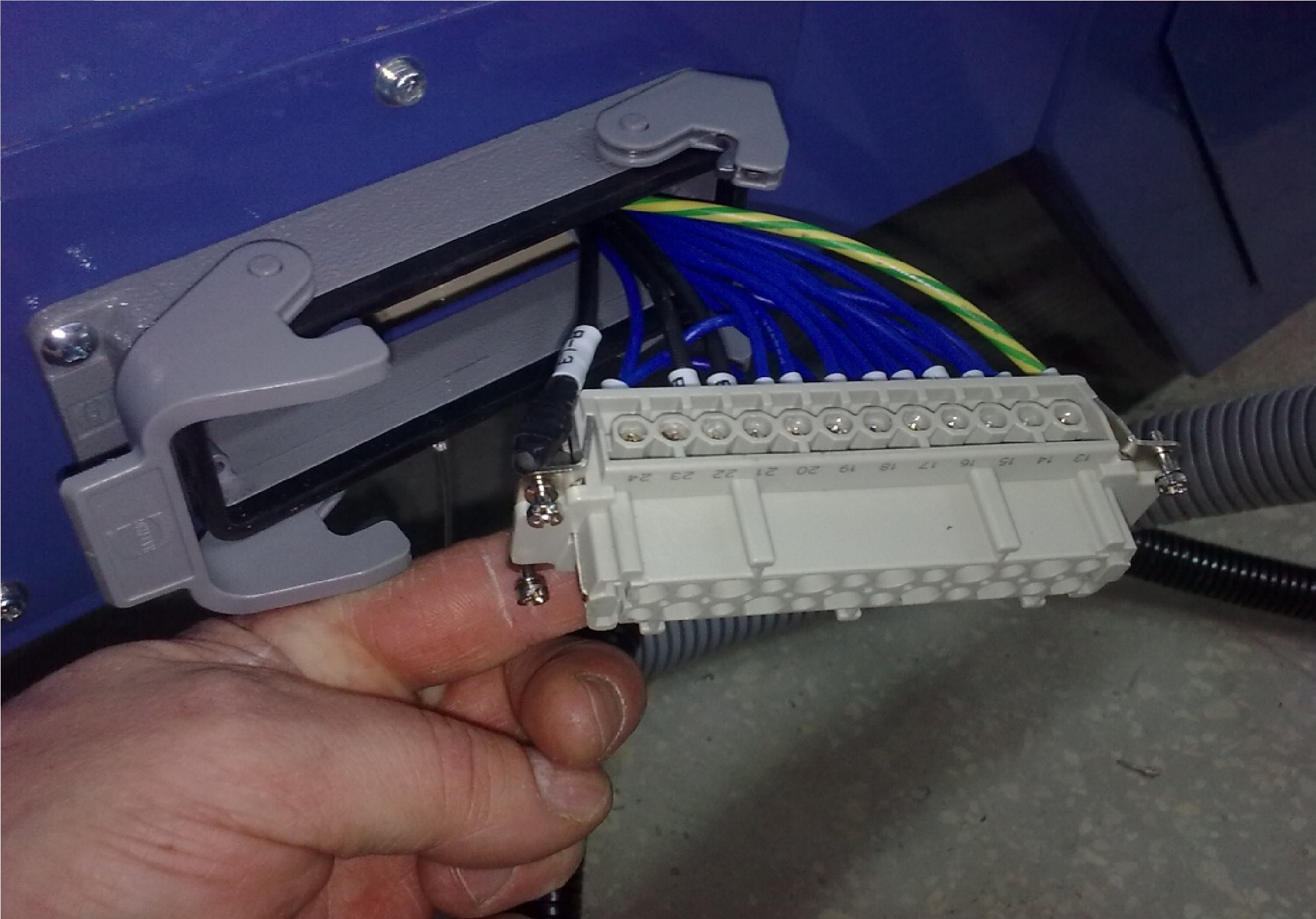

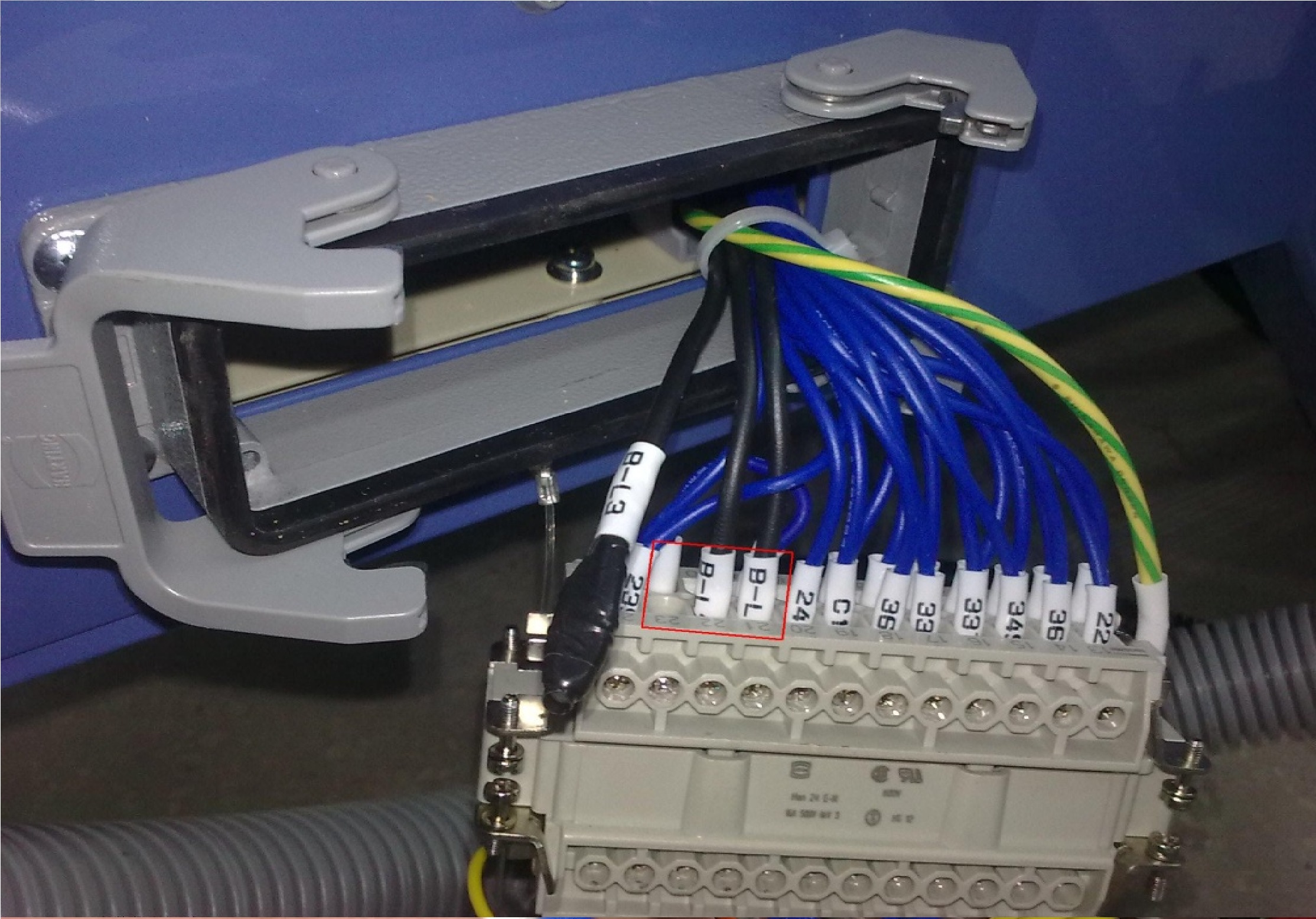
На вилке Барфидера находим провода 21 и 22, тестером прозваниваем цепь до входа трансформатора Барфидера S1 и R1. Берем розетку станка, находим силовые выходные 3 фазы (B-L1, B-L2,B-L3) 220 В под номерами 21, 22, 23, оставляем 21 и 22, вынимаем из 23-го B-L3 и хорошо изолируем. Напряжение с 21 и 22 будет питанием Барфидера
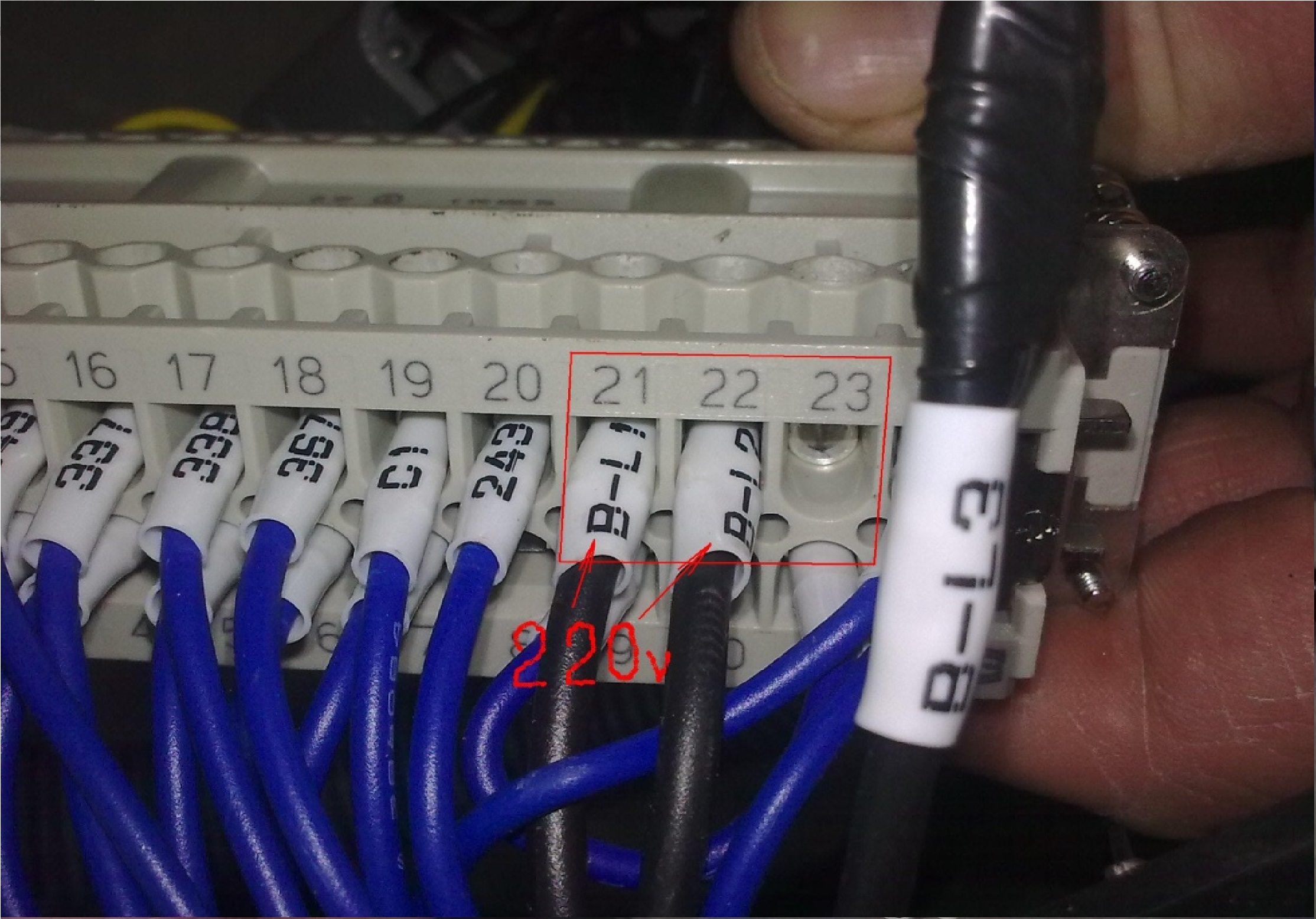
Перед подачей напряжения переводим рубильник Барфидера в «OFF», выключаем автомат в электрошкафу.
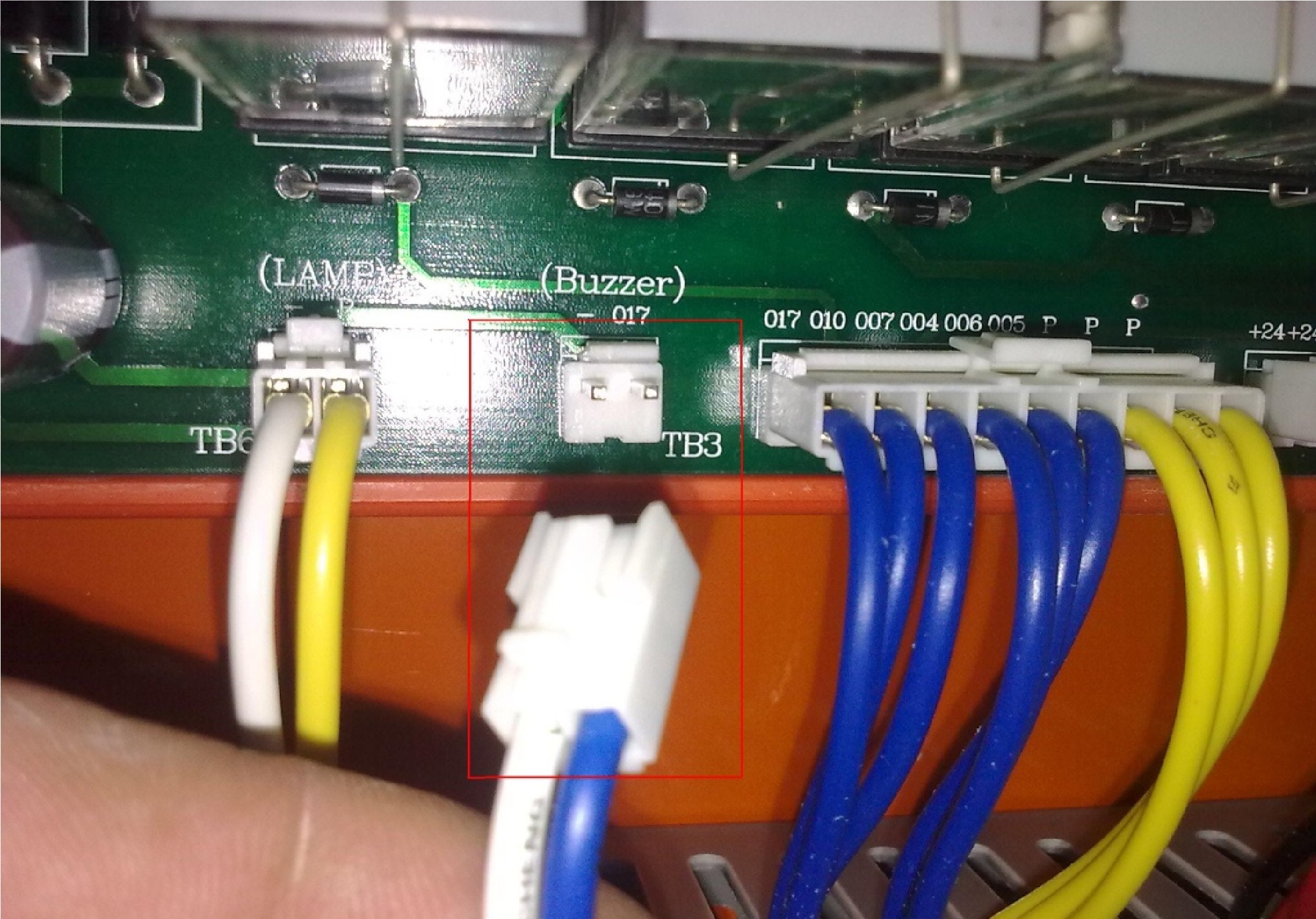
Вынимаем фишку из разъемной платы электрошкафа Барфидера, отключая звуковой зуммер на время ПНР.
Соединяем розетку станка с розеткой Барфидера, не собирая их корпуса.
Включаем станок и проверяем тестером напряжение на входах R и S рубильника Барфидера, не включая его в положение «ON». Переменное напряжение должно соответствовать значению 220 V.

Если напряжение соответствует номиналу включаем рубильник станка, затем включаем автомат в электрошкафу.
2. Проверка стопово-аварийной совместимости станок-податчик.
Необходимо добиться выключения станка аварийной кнопкой Барфидера, и прямо наоборот выключения Барфидера аварийной кнопкой станка. На разъеме ТВ15 пара 19 и 20 (С1 и 243 в станке) отвечает за «стоп» в станок из податчика, 22 и 5 (362 и 332 в станке) отвечает за «стоп» в податчик из станка. Для работы станка без податчика в клемнике электрошкафа станка между С1 и 243 стоит перемычка. После нужно изменить значение Lader для корректной работы Alarm. Если они не соответствуют в Х15.4 «—-I I—— «. ВНИМАНИЕ! Верхний нормально открытый вход активен —-I/I—-«
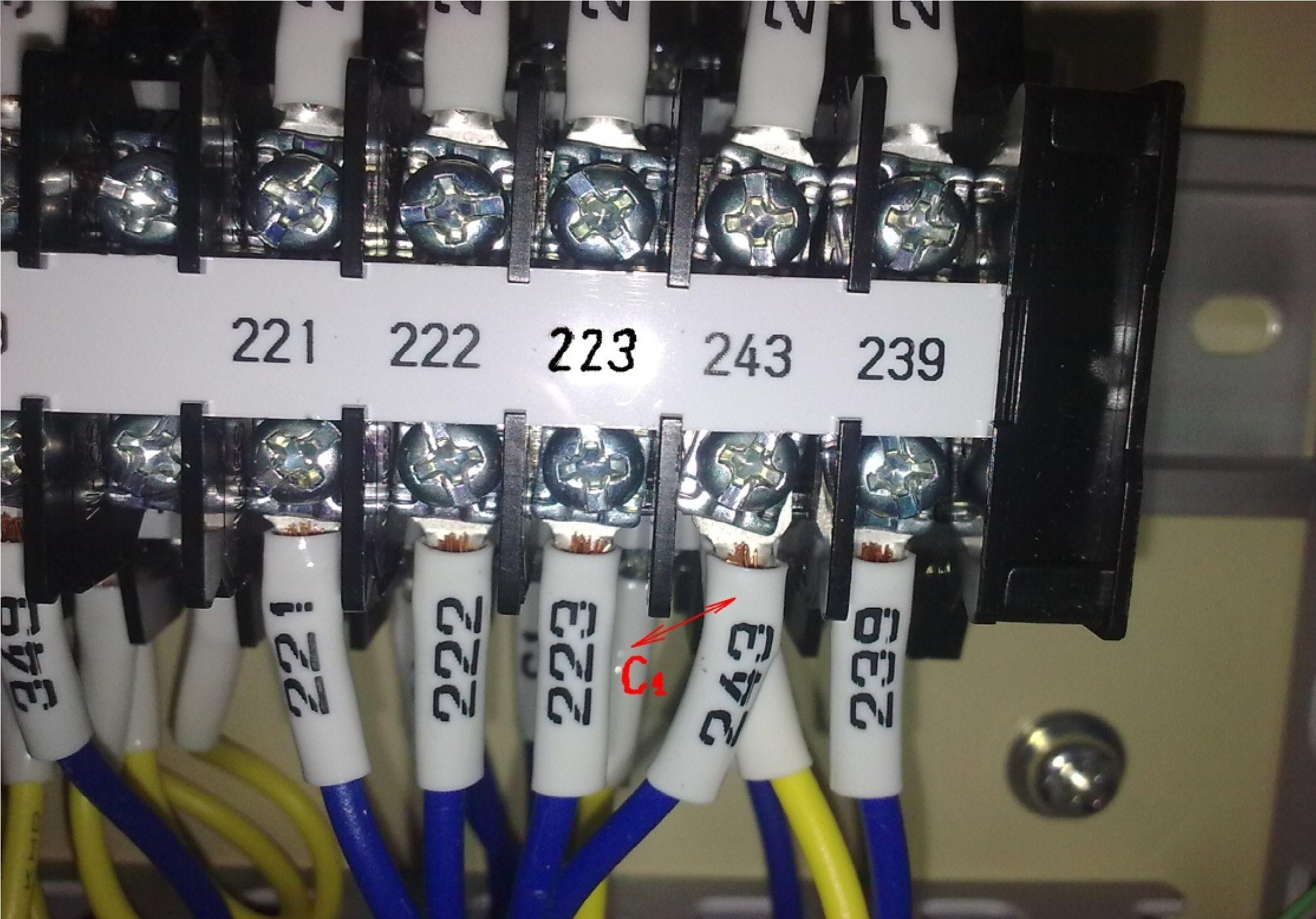
При подключении Барфидера перемычку 243-С1 необходимо убрать. С1- +24V.

3. Проверяем правильность прохождения сигналов из Барфидера в станок:
- «ALARM» — когда проблема в Барфидера (в Барфидере на ТВ18 13 провод)( в станке Х15.0 )
- «BAR END» — когда толкатель достигает положения конца прутка. (в Барфидере на ТВ18 4 провод) (в станке Х15.1)
- «START» — Барфидер оповещает станок что он начал дальнейшую работу. Подтверждение М-команды (в Барфидере на ТВ18 6 провод)( в станке Х15.5 и Х15.2) В Барфидере на разъеме ТВ18 из выхода 12(+24 В) ставим поочередно перемычку на 13-тый, 4-тый и 6-й провода. И смотрим в MDI→SYSTEM→PMC→PMCDGN→STATUS соответственно поочередно на сигнал I в Х15.0, Х15.1, Х15.5 и Х15.2 (проходят одновременно).
4. Проверяем правильность работы:
- «СHUCK OPEN»(раскрытие кулачков) М71- разжать трех кулачковый патрон(т.к.п.), М72- зажать т.к.п.. При включении этих команд на выносном пульте б.ф. в подтверждение должен загореться или погаснуть красный светодиод «open»
- «M-Code» — (выполнение команд податчиком). запускаем М81 и на выносном пульте б.ф. в подтверждение должен загореться или красный светодиод «M-Code».
Замена всех названий в программе одного имени:
EDIT → ►→ CHENGE→ OLD ADRESS → K 30.6 → INPUT → X 9.4 → INPUT → ALT ALL → YES (24) → ◄ → UPDATE → YES → ◄ → K 30.5 → X 9.5
Источник
Настройка параметров барфидера DH-65 с пультом TP04.
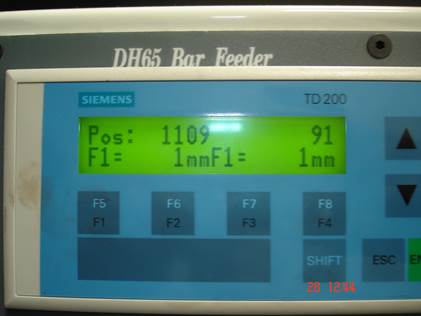
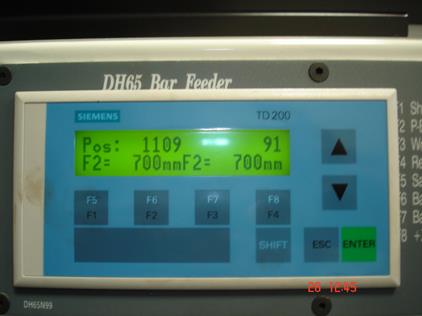
 Панель оператора. На данной панели можно настроить все необходимые параметры.
Панель оператора. На данной панели можно настроить все необходимые параметры.

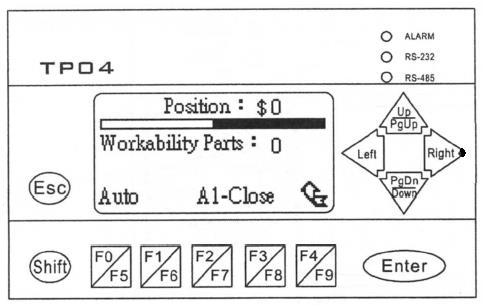
Чтобы войти в нужный параметр для редактирования, используйте следующую таблицу.



| Номер Страницы | Вид настройки | Описание параметра | Клавиша для вызова редактирования параметра |
| P01 | Безопасность | Длина детали (меньше 15 мм) | FO |
| Длина детали (более 15 мм) | F1 | ||
| P02 | Защита толкателя | Отвод толкателя на безопасное расстояние, чтобы он не касался вращающегося шпинделя | FO |
| P03 | Заготовка | Длина заготовки | FO |
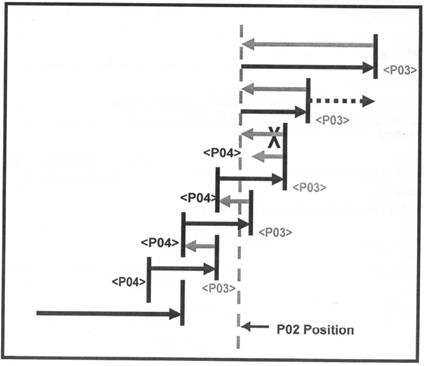
| P04 | Толкатель | Отход толкателя | FO |
| P05 | Полный ход | Полный ход толкателя | FO |
| P06 | Конец прутка | Конечная позиция толкателя | FO |
| P07 | Остаток | Точка выхода прутка | FO |
| P08 | Начальная подача | Первоначальное выталкивание | FO |
| P09 | Установка Задержки | Сигнал старта | FO |
| P10 | Тип программы | Автоматическое возвращение | F1 |
| Стандартный тип | FO |
Подробное описание значения параметров.
P01. На этой странице задается длина детали. Влияет на подачу толкателя.
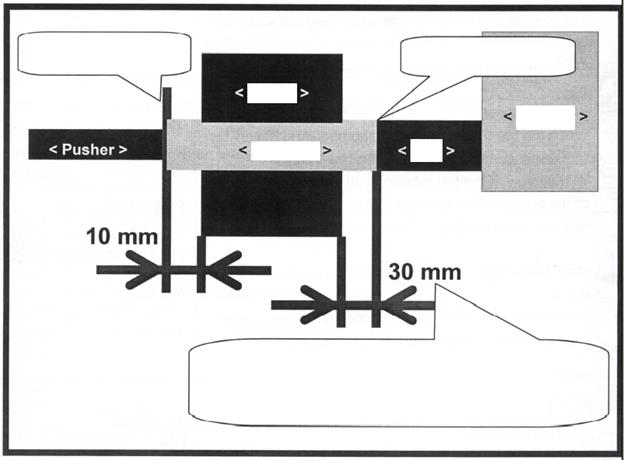
P02. На этой странице задается координата отвода толкателя на безопасное расстояние, чтобы он не касался вращающегося шпинделя.
P03. На этой странице задается длина заготовки, т.е длина детали + ширина отрезного резца.
P04. На этой странице настраивается расстояние, на которое отводится толкатель, чтобы не касаться вращающегося шпинделя. Расстояние меряется от текущей координаты толкателя + длина детали. Если пересекается координата РО2, то отвод будет производиться до до ее(РО2) значения. (см. рис. ниже)
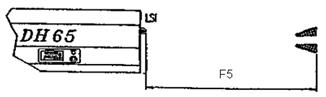 P05. На этой странице задается расстояние между датчиком LSI и торцом шпинделя.
P05. На этой странице задается расстояние между датчиком LSI и торцом шпинделя.

P06. На этой странице задается конечная позиция прутка, т.е. координата, по достижении которой станок понимает, что пруток закончился и его длины не хватает для нормального зажима в цанге либо кулачках. Барфидер начинает выталкивать остаток прутка из шпинделя.








P07. На этой странице выставляется конечная точка выхода прутка. Заходя за координату конечной позиции прутка (P06) барфидер начинает выталкивать остаток прутка из шпинделя до координаты P07, если остаток прутка застревает в шпинделе и не достигается координата P07, барфидер выдает ошибку.
P08. На этом экране задается координата первоначальной загрузки прутка в шпиндель, т.е. расстояние от датчика LSI(см. фото выше) до торца шпинделя.
В зависимости от модели барфидера оно может составлять 1294 (DH-65) или 1594 (DH-65L).
P09. На этом экране задается время, которое необходимо для того, чтобы толкатель успел отойти от кулачков, прежде чем они начнут зажимать пруток. Это время необходимо, чтобы не повредить толкатель.
P10. Этот экран служит для выбора программы.
Если выбрать «0», то барфидер будет работать по стандартной программе, сменяя новый пруток, когда старый закончится.
Если выбрать «1», то смены прутка происходить не будет.
Дата добавления: 2015-11-06 ; просмотров: 5060 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Токарям ЧПУ
Как и любой наладчик я ленив. Ленивее меня только кот Чемодан, но мы не прекращаем борьбу за первое место.
Что самое интересное, из, примерно, сотни знакомых ЧПУшников этот способ филонить знают только человек 10. Я решил его описать, вдруг кто не в курсе.
Итак, дано: двухметровый пруток. Ну или метровый. Ваще пофиг. Из прутка нужно напилить херову гору, ну скажем, колечек. Или блестящих кругляшков.
Понятно, что работаем по упору. Но каждый раз выдвигать пруток руками нам лениво. Очень лениво. Мы хотим фтыкать в планшетник.
К расчётному вылету прутка прибавляем миллиметров 5-10 и дописываем операцию канавки.
Еще нам вам потребуется старый отрезной или канавочный резец, который ставим «вверх ногами», чтобы он заходил в пропиленную канавку серединой.
Это уже после того, как отрезали вожделенный блестящий кругляшок.
Подводим «барфидер» к началу детали,
M19 P0 — шпиндель зафиксирован
M14 физический тормоз шпинделя
G0 X опускаемся в канавку
G0 Z выдвигаем деталь до нужного вылета
G0 Х 50 выводим барфидер из детали
G28 X0Y0 валим в точку смены инструмента
Хотя я предпочитаю не G28, а G30 — точка смены, задаваемая в параметрах станка.
Ну а саму программу циклим:
G97 P100 L20, где Р — Nомер строки, L количество повторов (деталей)
(G4) — cтанок попадался, который не хотел работать без задержки после разжатия и после сжатия.
Moжно циклить и через IF[_] и через WHILE[_]-DO. Это уж как палец на левой ноге захочет, всё расписано в моих уроках.
Почему используется G0? Потому что G1 при открытых кулачках не работает (работает, но это уже отдельная тема)
Вообще я это делал только на HAAS, все Фануки у меня с барфидерами были. Но HAAS это, по сути, доведённый до ума Фанук. Спасибо товарищу Хасу за наше счастливое детство!
Так что, если боитесь проспать конец счётчика L можно дописать вызов тревоги. Это параметр #3000=1(TREVOGA, TREVOGA! VOLK UKRAL ZAYCHAT!), что на Хаски, что на пиздопротивном, богом проклятом, уёбищном Фануке.
Описание использования вызова тревоги есть в одном из моих предыдущих постов по ЧПУ.
При расчёте вылета не забывайте, что возможно придётся сторцевать и канавку.
Ещё очень важный момент: старайтесь сделать минимальное расхождение кулачков, иначе пруток перекосить может. Особенно это касается тонких прутков. Возможно придётся тормозить шпиндель не в нуле, а в определённом положении.
И не надо бояться, что станок не сможет вытянуть пруток. Я кругляк D40 двухметровый влёгкую вытягиваю.
А на следующем уроке мы займёмся некрофилией и будем осваивать 2Р22.
А ещё вы можете поддержать нас с котом Чемоданом рублём, за что мы будем вам очень благодарны.
номер карты: 5586 2000 8692 1837
Не забывайте в переводе указать, что вы с Пикабу)
Разрешение на размещение счёта для доната дано администрацией Пикабу.
Источник

Полная документация на податчик прутка Iemca Kid 80 c диска производителя (убраны дублирующие документы на других языках).
Документация включает в себя:
1. Руководство по эксплуатации и техническому обслуживанию (на русском языке).
2. Руководство по оперативной работе (на русском языке).
3. Справочник запасных частей на Kid 80 / Kid 80 Plus (на английском языке).
4. Схемы электрические на Kid 80 / Kid 80 Plus (на английском языке).
5. Документация к частотному преобразователю SINAMICS S110 (на английском языке).
Тип работ: Пусконаладочные работы
Оборудование: Барфидер DH65LS2
1. Подключение питания к Барфидеру.
Из станка на выход к Барфидеру подается переменное 3-х фазное силовое напряжение 220 В. Барфидеру требуется переменное 2-х фазное 220 В. Для проверки соединения и соответствия проводов по электросхеме раскрываем поочередно корпуса вилки Барфидера и розетки станка
На вилке Барфидера находим провода 21 и 22, тестером прозваниваем цепь до входа трансформатора Барфидера S1 и R1. Берем розетку станка, находим силовые выходные 3 фазы (B-L1, B-L2,B-L3) 220 В под номерами 21, 22, 23, оставляем 21 и 22, вынимаем из 23-го B-L3 и хорошо изолируем. Напряжение с 21 и 22 будет питанием Барфидера
Перед подачей напряжения переводим рубильник Барфидера в «OFF», выключаем автомат в электрошкафу.
Вынимаем фишку из разъемной платы электрошкафа Барфидера, отключая звуковой зуммер на время ПНР.
Соединяем розетку станка с розеткой Барфидера, не собирая их корпуса.
Включаем станок и проверяем тестером напряжение на входах R и S рубильника Барфидера, не включая его в положение «ON». Переменное напряжение должно соответствовать значению 220 V.
Если напряжение соответствует номиналу включаем рубильник станка, затем включаем автомат в электрошкафу.
2. Проверка стопово-аварийной совместимости станок-податчик.
Необходимо добиться выключения станка аварийной кнопкой Барфидера, и прямо наоборот выключения Барфидера аварийной кнопкой станка. На разъеме ТВ15 пара 19 и 20 (С1 и 243 в станке) отвечает за «стоп» в станок из податчика, 22 и 5 (362 и 332 в станке) отвечает за «стоп» в податчик из станка. Для работы станка без податчика в клемнике электрошкафа станка между С1 и 243 стоит перемычка. После нужно изменить значение Lader для корректной работы Alarm. Если они не соответствуют в Х15.4 «—-I I—— «. ВНИМАНИЕ! Верхний нормально открытый вход активен —-I/I—-«
При подключении Барфидера перемычку 243-С1 необходимо убрать. С1- +24V.
3. Проверяем правильность прохождения сигналов из Барфидера в станок:
- «ALARM» — когда проблема в Барфидера (в Барфидере на ТВ18 13 провод)( в станке Х15.0 )
- «BAR END» — когда толкатель достигает положения конца прутка. (в Барфидере на ТВ18 4 провод) (в станке Х15.1)
- «START» — Барфидер оповещает станок что он начал дальнейшую работу. Подтверждение М-команды (в Барфидере на ТВ18 6 провод)( в станке Х15.5 и Х15.2)
В Барфидере на разъеме ТВ18 из выхода 12(+24 В) ставим поочередно перемычку на 13-тый, 4-тый и 6-й провода. И смотрим в MDI→SYSTEM→PMC→PMCDGN→STATUS соответственно поочередно на сигнал I в Х15.0, Х15.1, Х15.5 и Х15.2 (проходят одновременно).
4. Проверяем правильность работы:
- «СHUCK OPEN»(раскрытие кулачков) М71- разжать трех кулачковый патрон(т.к.п.), М72- зажать т.к.п.. При включении этих команд на выносном пульте б.ф. в подтверждение должен загореться или погаснуть красный светодиод «open»
- «M-Code» — (выполнение команд податчиком). запускаем М81 и на выносном пульте б.ф. в подтверждение должен загореться или красный светодиод «M-Code».
Замена всех названий в программе одного имени:
EDIT → ►→ CHENGE→ OLD ADRESS → K 30.6 → INPUT → X 9.4 → INPUT → ALT ALL →
YES (24) → ◄ → UPDATE → YES → ◄ → K 30.5 → X 9.5
© FL.ru, 2005 – 2023
О проекте
Правила
Безопасность
Помощь
© FL.ru, 2005 – 2023
О проекте
Правила
Безопасность
Помощь
Наши партнеры
Сведения об ООО «Ваан» внесены в реестр аккредитованных организаций, осуществляющих деятельность в области информационных технологий. ООО «Ваан» осуществляет деятельность, связанную с использованием информационных технологий, по разработке компьютерного программного обеспечения, предоставлению доступа к программе для ЭВМ и является правообладателем программы для ЭВМ «FL.ru 2.0».
Автор:
Krusnik · Опубликовано:
Вы усложняете.
Во всех PDM системах есть т.н. статусы: в разработке, на проверке у конструктора, на проверке у технолога, на проверке у нормоконтроля, на утверждении, утверждено, выпускается извещение, извещение на проверке у конструктора и т.д.
И в этих статусах можно задавать различные разрешения. Например:
В статусе «в разработке» чертеж видят конструкторы и технологи, остальные не видят; конструктор может править документ, технолог только смотреть;
В статусе «на проверке у …» чертеж может править проверяющий, конструкторы только смотрят, остальные не видят;
В статусе «утверждено» документ видят все, и у всех только чтение.
Т.е. я сделал чертеж, сохранил на сервере, нажал кнопку «отправить на проверку». Статус чертежа изменился с «в разработке» на «чертеж на проверке у конструктора». Мне теперь система даёт только читать этот чертеж. Вам на корпоративную почту пришло письмо со ссылкой на чертеж, который нужно проверить. Вы можете открыть, обвести красным на чертеже ошибки, после чего чертеж сохранить и нажать кнопку «отправить на доработку». Чертеж меняет статус обратно на «в разработке», мне на корпоративную почту приходит письмо со ссылкой на чертеж и я его могу править.
А можно и по-другому. Вы смотрите чертеж и ничего с ним не делаете. Если нашли ошибки — нажимаете «отправить на доработку» и в открывшемся окне пишете замечания в комментариях. После чего чертеж меняет статус обратно на «в разработке», мне на корпоративную почту приходит письмо со ссылкой на чертеж и вашими замечаниями и я его могу править.
Ну и таким образом этот чертеж проходит все круги ада согласований.
Также в SWE есть своеобразная фишка. Там проверяющий может прямо на чертеже делать пометки, используя функционал eDrawings. И эти пометки никто другой удалить не может. Но это только в SWE, только с файлами SW… В общем никто особо не использует. Все поголовно используют способ описанный выше: настраивают статусы и дают разным людям разные разрешения для различных статусов.
Менять документы в любом состоянии может только админ.