Опубликовано 06 Авг 2015 — . В рубрике: Станочное оборудование. Теги: 16К20Ф3, Станок токарный

Назначение технического устройства.
Станок токарный патронно-центровой с ЧПУ 16К20Ф3 предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности в один или несколько проходов в замкнутом полуавтоматическом цикле и нарезание крепежных резьб, в зависимости системы ЧПУ.
Технические характеристики.
Класс точности по ГОСТ 8-82 — П
Диаметр обработки над станиной, мм – 500
Диаметр обработки над суппортом, мм – 200
Наибольшая длина обработки в центрах, мм – 1000
Диаметр цилиндрического отверстия в шпинделе, мм – 55
Количество управляемых координат, шт. – 2
Количество одновременно управляемых координат, шт. – 2
Габаритные размеры, мм:
Длина – 3700
Ширина – 2260
Высота – 1650
Масса станка, кг – 4000
Руководство по эксплуатации, паспорт на Станок токарный патронно-центровой с ЧПУ 16К20Ф3 скачать бесплатно в формате pdf (212 страниц):

Наименование издания:
Книга 1: Руководство и паспорт к станку (16К20Ф3.000.000РЭ) — 102 Страницы
Книга 2: Электрооборудование станка (16К20Ф.000.000РЭ1) — 124 Страницы
Выпуск издания: Московский станкостроительный завод
Год выпуска издания: 1976
Кол-во книг (папок): 2
Кол-во страниц: 226
Стоимость: Договорная
Описание: Полный комплект документации
Книга 1: Руководство и паспорт к станку (16К20Ф3.000.000РЭ)
Содержание:
1. Введение
2. Состав станка
— Схема расположения составных частей станка
3. Распаковка и транспортирование
— Схема транспортировки станка
4. Расконсервация станка
5. Установка станка
— Установочный чертёж станка
6. Подготовка станка к пуску
7. Смазка станка
— Схема смазки станка
Общие указания
Карта смазки станка и расход масла и смазочных материалов
Описание системы смазки шпиндельной бабки
Описание системы смазки направляющих каретки и станины
Описание системы смазки автоматической коробки скоростей
Перечень рекомендуемых смазочных материалов
8. Гидрооборудование
— Принципиальная схема гидропривода
Первоначальный пуск гидропривода
Работа гидропривода
Работа гидроусилителей моментов
Обслуживание гидропривода
9. Органы управления станка
— Органы управления расположенные на станке чертёж
10. Пуск станка
— Установка патронов чертёж
11. Указание по установке и использованию патронов
12. Механика станка
13. Описание основных узлов
— Датчик резьбонарезания чертёж
— Привод продольной подачи чертёж
— Привод поперечной подачи чертёж
— Привод продольного перемещения станка чертёж
— Поворотная резцедержка чертёж
— Задняя бабка чертёж
14. Регулирование узлов
— Регулировка натяжения ремней схема
Регулировка натяга в винтовой шариковой паре продольного перемещения
Регулировка натяга в винтовой шариковой паре поперечного перемещения
Регулировка положения бабки задней в поперечном перемещении
Регулировка положения путевых кулачков на продольной и поперечной линейках
15. Кинематическая схема станка
— Кинематическая схема приводов подач станка
16. Схема расположения подшипников на станке
Спецификация подшипников качения
17. Паспорт станка
Общие сведения
Техническая характеристика станка
Характеристика системы числового программного управления
Характеристика электрооборудования
Комплект поставки
Книга 2: Электрооборудование станка (16К20Ф.000.000РЭ1)
1. Общие сведения
2. Первоначальный пуск станка
3. Описание работы электросхемы
4. Блокировка, защита, меры безопасности
5. Инструкция по эксплуатации электрооборудования станка
6. Перечень технической документации
Схемы электрические:
— Схема электрическая принципиальная токарного станка (16К20Ф.000.000Э3)
Перечень элементов схемы электрической принципиальной (16К20Ф.000.000ПЭ3)
— Схема электрическая соединений токарного станка (16К20Ф.000.000Э4)
— Схема электрическая принципиальная (16К20Ф.290.000Э3)
Перечень элементов схемы электрической принципиальной
— Схема электрическая соединений (16К20Ф.290.000Э4)
Описание станка:
Токарный станок с числовым программным управлением под принятой в промышленной среде классификацией 16К20Ф3 обладает современными особенностями и параметрами. Безусловно, он предназначается для токарной обработки металла посредством вращения, что позволяет реализовать универсальный подход к работе с заготовками из металла цилиндрического типа. Производство станка осуществлял Московский станкозавод, что являлся одним из передовых предприятий, связанных с производственным направлением по станочным позициям, запчастям, деталям и прочей оснастке. Подобные токарные станки активно применялись и применяются в самых разнообразных производственных или промышленных объединениях, предприятиях и прочих технологических участках, так или иначе связанных с реализацией оборудования. При этом, расстояние между центрами, что позволяет обрабатывать ту или иную деталь на станке будет не очень большим. Всего порядка одной тысячи миллиметров в длину, но вместе с этим, эта единица оборудования весьма и весьма универсальна, что определяет его положительные качества в индивидуальном конструкторском подходе. Но этот факт доступен с той особенностью, что станок всё же базируется и обладает общими конструкторскими особенностями с базовой моделью.
Речь идёт о токарном станке 16К20 особенности которого вобрал в себя станок 16К20Ф3. По этой причине, возможности, запчасти и оснастка, конструкторские элементы на этих моделях оборудования одинаковы. Но, как бы то ни было, паспорт станка 16к20ф3 всё же обладает своими индивидуальными особенностями позволяющими эксплуатировать, обслуживать станок при наиболее детальном подходе и конечно, в эффективном ключе. К тому же, подчёркивая его универсальность, стоит отметить, что эту единицу промышленного оборудования можно наделить различными системами или моделями, типами числового программного управления. Здесь всё будет зависеть непосредственно от задач, которые будет решено реализовать на оборудовании в процессе его работы в том или ином предприятии или же учитывая особенности производства. И безусловно, этот немаловажный факт напрямую ещё раз подчёркивает универсальность разработки Московских конструкторов станкозавода. Мы же от себя можем предложить приобрести у нас документацию к представленной станочной модели. Ведь, как известно, кто обладает технической информацией, тот сможет работать на станке в наиболее продуктивном варианте, что зачастую важно.
Документация к станку в нашем архиве есть в электронном виде и в хорошем, читаемом качестве, что позволит без труда распечатать её на обычном стационарном принтере или же сделать ксерокопию нужных страниц. При этом, технический паспорт является копией с оригинала и отличается по своему содержанию от базовой модели, в частности паспорт станок винторезный 16к20. Объём документации порядка двухсот листов, которые мы предпочитаем переводить в формат А4, так наиболее удобно задействовать распечатку или ксерокопию. В комплект входят две полноценные книги, это руководство по эксплуатации, что в классическом восприятии содержит все разделы и моменты связанные с механикой, как в теоретической направленности, так и в представленных чертежах различных узлов токарного станка. И вторая часть обладает не менее нужной, а так же востребованной информацией. Она связана с электрооборудованием станка, что подано в теории и конечно практике, которую есть возможность перенести из книги на реальную единицу оборудования. Здесь можно найти несколько электросхем с присущей им спецификацией и конечно изображения их на листах технического издания.
ООО «НТЦ Промтехинновация»
Инструкция по эксплуатации
токарного станка с ЧПУ 16А20Ф3
с LinuxCNC
г. Харьков. 2014г.
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ
- ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
- КОМПЛЕКТНОСТЬ
- СОСТАВ ОБОРУДОВАНИЯ
- ПОРЯДОК РАБОТЫ
- ПОРЯДОК ВКЛЮЧЕНИЯ ВЫКЛЮЧЕНИЯ СТАНКА
- ВКЛЮЧЕНИЕ-ВЫКЛЮЧЕНИЕ ПРИВОДОВ И АВАРИЙНЫЙ ОСТАНОВ
- ОБЗОР ИНТЕРФЕЙСА ПРОГРАММЫ LINUXCNC
- М-КОДЫ
- G-КОДЫ
- СОЗДАНИЕ И ИЗМЕНЕНИЕ ПРОГРАММЫ
- ВЫПОЛНЕНИЕ ПРОГРАММЫ
- ПРОСМОТР ВРЕМЕНИ ВЫПОЛЕНИЯ ПРОГРАММЫ
Внешний вид станка.

Токарно-винторезный станок 16А20Ф3 с устройством ЧПУ на базе LinuxCNC оснащен главным приводом INVT GD100-11 кВт и приводами подач INVT CHV-100 — 4 кВТ по осям Z и X. Он предназначен для токарной обработки в автоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности по заранее составленной управляющей программе. Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мк. Область применения станка: мелкосерийное и серийное производство.
Особенности конструкции:
- высокопрочная станина выполненная литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки
- привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм
- высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя
- надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z станок оснащается системами ЧПУ и электроприводами, как отечественного производства, так и производства зарубежных фирм
Технические характеристики станка 16А20Ф3 с ЧПУ LinuxCNC
Технические характеристики станка 16А20Ф3 это основной показатель пригодности станка к выполнению определенных работ на станке. Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая высота H обрабатываемой заготовки (детали)
- Число оборотов планшайбы в минуту n
- Класс точности станка
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 16А20Ф3. Более подробно технические характеристики станка можно посмотреть в паспорте станка 16А20Ф3
| Наименование параметров | Ед.изм. | Величины |
| Наибольший диаметр изделия, устанавливаемого над станиной | мм | 500 |
| Наибольший диаметр изделия, обрабатываемой над станиной | мм | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом | мм | 200 |
| Наибольшая длина устанавливаемого изделия в центрах | мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе | мм | 55 |
| Наибольший ход суппорта поперечный | мм | 210 |
| Наибольший ход суппорта продольный | мм | 905 |
| Максимальная рекомендуемая скорость рабочей продольной подачи | мм/мин | 2000 |
| Максимальная рекомендуемая скорость рабочей поперечной подачи | мм/мин | 1000 |
| Количество управляемых координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Точность позиционирования | мм | 0,01 |
| Повторяемость | мм | 0,003 |
| Диапазон частот вращения шпинделя | 1/об. | 20…2500 |
| Максимальная скорость быстрых продольных перемещений | м/мин | 15 |
| Максимальная скорость быстрых поперечных перемещений | м/мин | 7,5 |
| Количество позиций инструментальной головки | 6 | |
| Мощность привода главного движения | кВт | 11 |
| Суммарная потребляемая мощность | кВт | 21,4 |
| Габаритные размеры станка | мм | 3700х2260х1650 |
| Масса станка (без транспортера стружкоудаления) | кг | 4000 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Порядок включения -выключения станка и LinuxCNC.
Включение станка производится при помощи вводного автомата, расположенного в левом шкафу (если стоять лицом к станку).
Рядом с автоматом расположены лампы сигнализации- питание станка, давление смазки шпинделя и готовность приводов.
Через две-три минуты после включения станок готов к работе, светятся лампы -питание станка и готовность приводов, и загружен компьютер ЧПУ.
Для запуска программы LinuxCNC, необходимо дважды щелкнуть указателем мыши на значке,

расположенном на экране рабочего станка компьютера.
Откроется окно программы LinuxCNC.

О функциях программы будет рассказано далее.
Выключение станка.
- Закрыть окно программы, нажав Меню-Файл -Выход

- Выключить компьютер ЧПУ, нажав в верхнем правом углу, кнопку выключить, выбрать пункт-выключить, и подтвердить- выключение компьютера.


П осле выключения компьютера ЧПУ, можно выключить вводной автомат.
осле выключения компьютера ЧПУ, можно выключить вводной автомат.
Включение приводов и аварийный останов.
В любой аварийной ситуации действует кнопка Аварийный останов, расположенная на пульте оператора ЧПУ (грибок красного цвета). Дублируется кнопкой F1, на клавиатуре.

Для включения приводов, необходимо, деблокировать аварийный останов, нажав F1, на клавиатуре. И включить привода кнопкой F2.
Для отключения приводов нажать F2, либо F1(аварийный останов)-тоже отключает привода.
Перемещение по осям.
Перемещение по осям, может осуществляться, либо стрелками на клавиатуре, либо кнопками интерфейса с помощью манипулятора мышь.

Выбирается, соответствующая ось, и нажимается кнопка «плюс» или «минус» в зависимости от требуемого направления перемещения.
Изменение скорости перемещения.
Оперативное изменение скорости перемещений, делается на панели.

Первый ползунок процентная скорость подачи, действует не только на скорость в ручном режиме, но и на величину подачи по программе. Возможно изменение кнопками на клавиатуре, где 1-10%, 2-20%,….9-90%,0-100%.
Остальные ползунки передвигаются манипуляторм-мышь.
Постоянное и пошаговое перемещение.
В ручном режиме возможны не только постоянные,но и импульсные (пошаговые) перемещения.

Выбирается на вкладке. Используется для привязки, когда необходимо коснутся детали, в комплексе с изменением скорости перемещения.
Включение шпинделя в ручном режиме.
Также осуществляется кнопками интерфейса, задается направление вращения и кнопками «плюс»- «минус» скорость вращения с шагом 100об.мин.
Также включение шпинделя и его отключение возможно выполнить кнопкой F9, на клавиатуре.
Включение подачи СОЖ.
Включение подачи СОЖ, осуществляется тремя путями:
-кнопка F8 на клавиатуре.
-кнопка «Струя» интерфейса программы
-команда М8 в преднаборе (режим MDI) либо в программе, М9-выключить.
Выход в референтную точку (ноль станка).
Должен осуществляться после каждого включения станка, либо перезагрузки программы LinuxCNC. т. к. без него невозможно выполнить привязку к координатам станка, выполнение программы, и выполнение команд в преднаборе.
Осуществляется нажатием кнопки интерфейса «Все в начало» или «Найти начало оси».

В данном станке первой в ноль станка выйдет ось Х, а затем ось Z, после чего на экране симуляции у каждой из осей появится метка выхода в ноль станка.

Режим преднабор (MDI)
Переход в режим преднабор возможен двумя способами: нажатие клавиши F5 или вкладки интерфейса программы.

Режим предназначен для выполнения G,M команд, таких как смена инструмента, включение шпинделя с необходимой скоростью вращения, включение СОЖ, перемещение по координатам с необходимой подачей, переключения системы координат и т. п. Переход в ручной режим осуществляется кнопкой F3, либо сменой вкладки интерфейса.
Режим не работает без выхода в ноль станка.
Окно симуляции программы.

-Радиус
-Диаметр
-размер по Z
-Величина подачи
-оставшееся расстояние
Оставшееся расстояние показывает, для преднабора или для программы (только текущий кадр).
Смена инструмента.
Возможна в режиме преднабор или програмном, формат кадра: T2M6G43, (G43- привязка по таблице инструментов см.G-коды) или с боковой панели соответствующей кнопкой.
Привязка инструмента (выбор системы координат).
Осуществляется кнопкой «задать отступ» для каждой из осей.
G53, G54-59, G92
Эти Gкоды используются для задания отступов по осям обработки.
G53 — абсолютные координаты
Вне зависимости от любых установленных отступов по осям, добавление G53 к блоку кода говорит EMC2 использовать реальные координаты станка для этого кода. Например, g53 g0 x0 y0 z0 переместит станок в нули по всем трем осям. Эта команда может использоваться, для смены инструмента и других операций происходящих в определенном месте станка. Или например, если вам нужно убрать режущий инструмент в сторону для удобной смены детали.
G53 это не модальная команда. Вы должны ставить G53 в каждую строку, где необходимо перемещение в абсолютных координатах станка.
G54-G59.3
Рабочие или фиксированные отступы используются для установки начальной точки детали, которая отличается от реальных абсолютных координат. Эти отступы часто используются для создания нескольких копий одной детали.
Как только заданы значения отступа, вызов любой из систем координат сместит нули осей на указанные значения. В отличие от G53, G54-G59.3 это модальные коды. Они влияют на все код, который находится под ними.
Обычно система G54 оставляется без изменений, т.е. с нулевым отступом. Вы можете спросить: «зачем, ведь есть G53 для перемещения в абсолютных координатах». Это делается потому, что G53 не модальный код, а G54 модальный и такой переход G54 G0 X0 Y0 Z0 переведет станок в абсолютный ноль по всем координатам и установит абсолютную систему координат.
G54-G59.3 = G54, G55, G56, G57, G58, G59, G59.1, G59.2, G59.3 — девять различных координатных систем.
G43- координатная система из таблицы инструментов, доступно только после первой смены инструмента.

М-коды.
М0-останов программы.
М1-условная пауза программы
М2-конец программы
М3— включить шпиндель против часовой стрелки
М4 — включить шпиндель по часовой стрелке
M6 —команда на смену инструмента
М5— остановить шпиндель
М8 — включить подачу СОЖ
М9— выключить подачу СОЖ
М19— ориентированный останов шпинделя
М30-конец программы
G-коды.
G0- быстрое перемещение по оси, от текущей до необходимой координаты. В текущей системе координат.
Пример.
G43
G0x100z100
одновременное перемещение по двум осям быстрым ходом.
G43
G0X100
Z100
Поочередное перемещение быстрым ходом.
Обязательно указание системы координат в которой происходит перемещение.
G1 —перемещение со скоростью подачи, от текущей до необходимой координаты в текущей системе координат. Обязательно задание системы координат и G94 подача мммин или G95 подача ммоб и задание подачи F.
Пример.
G43
G94F100
G1X50Z50
Перемещение на подаче 100 мммин по обеим осям
G43
M3S300
G95F0,5
G1X50
Z50
Перемещение на подаче 0,5 ммоб в начале по оси Х, затем по оси Z.
При задании подачи ммоб G95, обязательно должен быть включен шпиндель на необходимые обороты.
G2,G3- Круговая интерполяция (по часовой и против часовой стрелки) в текущей системе координат с заданной подачей F.
Есть два формата задания:
- с указанием центра дуги
Пример.
G18
G0 X0 Y0 (начальная точка)
G2 X1 Y1 I1 F10 (конечная точка, I-смещение радиуса)

Для токарного станка необходимо задать плоскость интерполяции G18.
—Или указать начальную и конечную точку и радиус
Пример для того же рисунка.
G18
G0X0Y0
G2X1Y1R1F10
G4- пауза в секундах, формат G4P2 (пауза две секунды)
G7 -режим программирования на диаметр
G8— режим программирования на радиус
G17-G19.1 -указание текущей плоскости обработки, для токарного G18
• G17 — XY (по умолчанию)
• G18 — ZX
• G19 — YZ
• G17.1 — UV
• G18.1 — WU
• G19.1 — VW
G20,G21 —программирование в дюймах или милиметрах
G20-в дюймах
G21- в милиметрах
G33 — движение синхронизированное со шпинделем (может использоваться для пошагового нарезания резьбы)
Формат кадра:G33X100Z5K0,0167 К-шаг резьбы на оборот, поделенный на 60, т. к. система ЧПУ ведет количество обсек. К=0,0167 соответствует 1 ммоб
перед кадром необходимо задание плоскости обработки.
G33.1- нарезание резьбы метчиком, формат кадра как и у G33.
В конце резьбового движения, произойдет реверс шпинделя и отвод с той же подачей.
G43 — Включить координатную систему (привязку) из таблицы инструментов. Задается в одном кадре со сменой инструмента.
Т4М6G43.
G54-G59.3 — включение координатных систем, также задается при смене инструмента как и G43.
G64 — режим точного контроля за траекторией, для быстрых подач задает зону контроля за траекторией.
Пример.
G64P0,01
на быстрых перемещениях траектория не выйдет из зоны 0,01 мм.
G73 —сверление с прерыванием стружки. Формат G73X-Z-R-Q-.
R- начальная позиция по Z.
Q-инкремент по Z
L- количество повторов.
G76 — цикл нарезания резьбы.
Формат кадра: G76 P- Z- I- J- R- K- Q- E- L

Р- шаг резьбы в мм ( поделить на 60)
Z- глубина резьбы
I — точка отхода от резьбы
J- глубина врезания за проход
R- уменьшение врезания с каждым следующим проходом, от 1,0 до 2,0
К-глубина резьбы
Q- угол выхода из резьбы, обычно 29,5-30
Е — конечная точка для конусной резьбы, если угол конуса 45, то Е=К
L — направление конуса, L1 -внутренний конус, L2-наружный.
Пример.
G0 Z-0.5 X0.2
G76 P0.05 Z-1 I-.075 J0.008 K0.045 Q29.5 L2 E0.045
G90 — перемещение в абсолютных координатах включить.
G92 — перемещение в приращениях включить.
G94 — программирование подачи в мммин
G95 — программирование подачи в ммоб
Создание и изменение программы.
Для создания программы, войти в папку nc_files, нажав на ярлык на рабочем столе, далее нажать правую кнопку мыши, и в выпадающем меню выбрать создать документ-пустой файл.

Присвоить имя файлу: <имя файла>.ngc и расширение .ngc

Теперь файл готов для открытия и изменения в программе ЧПУ.
Можно редактировать и на месте дважды щелкнув по файлу указателем мыши.

Д ля редактирования файла нажать Изменить.
ля редактирования файла нажать Изменить.
Файл всегда должен заканчиваться командой М2 или М30.
Выполнение программы.
После того как файл программы создан и открыт, можно запустить его выполнение нажав одну из кнопок.

Назначение кнопок по порядку слева направо.
-открыть программу
- перезагрузить программу (обязательно после каждого изменения файла программы)
- выполнить программу
- покадровое выполнение программы
- пауза в выполнении программы
- останов программы
- игнорировать строки начинающиеся с /, можно вставлять комментарий в программе
- пауза по М1 в программе.
Выполнение программы с кадра.
В тексте программы найти нужный кадр и нажать правой кнопкой мыши «исполнить отсюда», предварительно включив обороты.

Просмотр времени выполнения программы.
Для этого зайти в меню файл и нажать свойства
И получим.

Время дается приблизительно для 100% подачи.
Токарный патронно-центровой станок с числовым программным управлением модели 16К20Ф3.
Руководство по эксплуатации 16К20Ф3.000.000.РЭ
�?зготовитель: Московский станкостроительный завод «Красный пролетарий» им. А.Н. Ефремова
1974 г., 89 с.
Формат: DJVU
Руководство по эксплуатации станка токарного патронно-центрового с ЧПУ модели 16К20Ф3, который предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности в один или несколько проходов в замкнутом полуавтоматическом цикле и нарезания крепежных резьб, в зависимости от возможностей системы ЧПУ.
Оглавление:
1. Введение 4
2. Состав станка 7
3. Распаковка и транспортировка 13
4. Расконсервация станка 15
5. Установка станка 16
6. Подготовка станка к пуску 18
7. Смазка станка 19
7.1. Общие указания 19
7.2. Карта смазки станка и расхода масла и смазочных материалов 20
7.3. Описание системы смазки шпиндельной бабки 21
7.4. Описание системы смазки направляющих каретки и станин 22
7.5. Описание системы смазки автоматической коробки скоростей 23
7.6. Перечень рекомендуемых смазочных материалов 25
8. Гидрооборудование 26
8.1. Первоначальный пуск гидропривода 26
8.2. Работа гидропривода 27
8.3. Работа гидроусилителей моментов 27
8.4. Обслуживание гидропривода 28
9. Органы управления станка 31
10. Пуск станка 36
11. Указание по установке и использованию патронов 37
12. Механика станка 39
13. Описание основных узлов 43
14. Регулирование основных узлов 43
14.1. Регулировка натяжения ремней 59
14.2. Регулировка натяга в винтовой шариковой паре продольного перемещения 61
14.3. Регулировка натяга в винтовой шариковой паре поперечного перемещения 63
14.4. Регулировка положения бабки задней в поперчном перещении 65
14.5. Регулировка положения путевых кулачков на продольной и поперчной линейках 67
15. Кинематическая схема 70
16. Схема расположения подшипников 71
17. Паспорт 74
17.1. Общие сведения 74
17.2. Техническая характеристика станков 16К20Ф3 75
17.3. Характеристика систем числового программного управления 77
17.4. Характеристика электрооборудования 78
17.5. Комплект поставки 82
Приложение:
16К20Ф.000.000.РЭ1 Руководство по эксплуатации электрооборудования
16К20Ф.000.000.РЭ2 Свидетельство о приемке станка
16К20Ф.000.000.РЭ5 Гарантия 89
*16К20Ф.180.000.РЭ Руководство по эксплуатации электрооборудования
*Для станка 16К20Ф3С2
ВН�?МАН�?Е!
Вся информация, которая размещается на сайте носит ознакомительный характер. Мы стремимся к тому, чтобы Вы получали только достоверную, максимально полную и точную информацию. Но мы не исключаем, что некоторая информация может со временем утратить свою актуальность, допускаем возможность ошибок в содержании.
�?нформация на сайте размещается в исходном виде. Мы не даем гарантии на полноту и актуальность информации. �?нформация предоставляется также без каких-либо других явно или неявно выраженных или предполагаемых гарантий.
Администрация сайта оставляет за собой право, не уведомляя пользователей и посетителей ресурса, вносить изменения в контент.
Администрация сайта не несет ответственности за информацию, предоставленную пользователями.
На сайте есть ссылки на сторонние ресурсы (сайты), на которые мы не имеем никакого влияния. Ссылки на другие ресурсы предназначены для того, чтобы пользователю было удобнее искать информацию по схожей тематике. Мы не несем ответственности за содержание других сайтов (контент), за их доступность пользователям.
Нет и не может быть таких обстоятельств, при которых владелец (администрация) сайта будет нести какую-либо ответственность перед какой-либо стороной за прямой, непрямой или косвенно причиненный ущерб из-за использования информации, находящейся на страницах этого сайта, или информации на том сайте, на который имеется гиперссылка с этого ресурса. Ни при каких обстоятельствах мы не будем нести ответственность за возможную, но упущенную выгоду, потерю программ или данных, приостановку вашей хозяйственной деятельности и в аналогичных случаях, даже если будем явно проинформированы о большой вероятности подобного ущерба.
�?нтернет не обеспечивает надежной защиты данных и информации, поэтому не несет и не может нести ответственность за информацию, которую получают пользователи из �?нтернета.
Посещая данный сайт и используя его контент в своих целях, Вы прямо выражаете свое согласие с данным «Отказом от ответственности» и принимаете всю ответственность на себя.
Администрация сайта в любое время может и имеет право вносить изменения в эти правила. Они вступают в силу безотлагательно с этого момента. Если Вы продолжаете пользоваться сайтом после того, как в «Отказ от ответственности» внесены изменения, значит — Вы автоматически согласились на соблюдение обновленных правил.
Владельцы и создатели данного ресурса не несут ответственности за содержание ссылок, за их использование и за информацию, размещенную на данном сайте, как не несут ответственность за игнорирование пользователями коммерческого статуса того программного обеспечения, на которое ведут ссылки с этого сайта.
Авторское право и право на товарный знак
Мы стремимся соблюдать авторские права других собственников и использовать собственные или не требующие лицензирования материалы. Загрузка и копирование текстовых материалов, изображений, фотографий или иных файлов с нашего сайта допускается только для личного, некоммерческого использования. Поскольку содержимое этого раздела сайта создается из открытых общедоступных и бесплатных источников. Если вам стало известно об авторском праве на какой-либо материал на сайте, пожалуйста, сообщите нам. После уведомления о нарушениях, мы удалим такое содержимое немедленно.
Токарно-винторезное оборудование 16К20Ф3, технические характеристики которого рассмотрим ниже, создано на базе агрегата 16К20, используется преимущественно в мелкосерийном производстве. Оба станка имеют унифицированную конструктивную часть и общий принцип работы. Установка позволяет обрабатывать внешние и внутренние поверхности заготовок, длиной до 1000 миллиметров. Числовое программное обеспечение дает дополнительные возможности и облегчает обслуживание агрегата.

Из чего состоит?
Технические характеристики 16К20Ф3 обусловлены конструкцией и кинематической схемой станка. Агрегат выполнен в традиционной компоновке, которая соответствует универсальным стандартам, а также допускает производство широкого спектра операций.
Комплектующие элементы оборудования:
- Остов (станина).
- Рама.
- Каретка суппорта.
- Резцедержатель поворотного типа.
- Задняя и шпиндельная бабка.
- Автоматическая передающая коробка.
- Направляющие элементы.
- Электромагнитные муфты.
- Поперечные и продольные приводы.
- Гидравлический усилитель.
Обзор конструкции устройства
Технические характеристики токарного станка с ЧПУ 16к20ф3 обуславливаются особенностями его комплектации и кинематики. Устройство укомплектовано узлами:
- рамой и станиной;
- кареткой суппорта и резцедержателем;
- задней и шпиндельной бабками;
- направляющими элементами;
- автоматической коробкой передач (АКП);
- электромагнитными муфтами;
- приводами (поперечными и продольными);
- гидроприводом.

Суть кинематики 16к20 с ЧПУ в том, что скорость изменяется, когда зубчатые колеса шпиндельной бабки переключают, регулируя вращение. Есть возможность выбрать одну из 9 автоматически переключающихся скоростей при вращении вала, а всего их 12.
Технические характеристики
Технические характеристики содержат следующие данные:
- станок, вместе с программным комплексом, весит около 5 т;
- габариты 3360х1710х1750 мм;
- мощность двигателя – 11 кВт, с обеспечением крутящего момента до 800 Нм;
- стандартная скорость – 1 – 2000 мм/мин;
- высота резца – 25 мм;
- шпиндель вращается с частотой 35 – 1600 об/мин.
Принцип работы
Станок 16К20Ф3, технические характеристики которого позволяют выбрать до 9 скоростей вращения вала, работает следующим образом:
- Металлическая деталь крепится в шпинделе, приводимым в действие посредством клиноременной передачи от электрического мотора.
- Скорость обработки корректируется при помощи автоматической коробки и узла шпинделя.
- Коробка-автомат оснащена шестью электромагнитными муфтами, комбинированное включение которых позволяет выбрать требуемую скорость.
- Для увеличения или уменьшения оборотистости используются зубчатые колеса шпиндельной бабки. Они управляются вручную, регулируют до 12 позиций.
- Каретка установки приспособлена к продольному перемещению с применением электромагнитного привода.
- Поперечная сдвижка суппорта и резцедержателя производится через привод, зубчатое колесо и ходовой винт.
- Поворотный резцедержатель может монтироваться в шести положениях со сменой углов обработки и горизонтальной оси вращения плоскости. Кроме того, в этих манипуляциях участвует крепление поперечного суппорта.
- На резцедержателе позиционируется инструментальная головка, рассчитанная на использование не более шести резцов, обрабатывающих заготовку согласно заданной программе.

Маркировка
Токарный агрегат 16К20Ф3, технические характеристики которого рассмотрим далее, имеет маркировку. Ее расшифровка выглядит следующим образом:
- Индекс «1» – токарный.
- 6 – винторезный.
- К – производство.
- 20 – показатель высоты по центрам в сантиметрах.
- Ф3 – оборудование ЧПУ.
Оборудование этой категории имеет стандартную мощность в пределах 10-11 кВт, класс точности соответствует ГОСТУ 8-82-П.

Параметры рассматриваемого оборудования:
- Габариты – 3,7/2,2/1,65 м.
- Масса – 400 кг.
- Количество скоростей –22.
- Диаметр отверстия – 53 мм.
- Центр пиноли – Морзе 5.
- Рабочий диапазон – от 12,5 до 2000 оборотов в минуту, в зависимости от выбранной скорости.
- Размер шага – 0,01-40 мм.
- Высота резца – 25 мм.
- Продольные/поперечные ходы – 5000/7500 мм/мин.

Отметим основные особенности и преимущества станка, благодаря которым он и по сей день входит в число наиболее надежных и популярных решений для оснащения ремонтных и производственных мастерских:
- Коробчатая форма станины, размещенная на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.
- Высокая точность передвижения суппорта и подвижной задней бабки благодаря надежным направляющим.
- Возможность фиксации заготовки в патроне или путем зажима в центрах.
- Надежная фиксация резца благодаря конструкции держателя.
- Высокоточные подшипники качения шпинделя гарантируют высокоточное позиционирование и вращение, не требуют регулировки в процессе эксплуатации.
- Высокая безопасность благодаря ряду элементов ограждения и блокировки. Экстренное отключение суппорта.
- Механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
- Выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
- Высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.
Основные технические характеристики станка 16К20 вы можете изучить в приведенной ниже таблице:
| Технические характеристики станка 16К20 | Параметры |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
| Число ступеней вращения шпинделя, шт. | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 — 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 — 2 420 |
| Число ступеней рабочих подач — продольных | 42 |
| Число ступеней рабочих подач — поперечных | 42 |
| Пределы рабочих подач — продольных, мм/об | 0.7 — 4,16 |
| Пределы рабочих подач — поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб — архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Конструкция станка обеспечивает высокую безопасность при эксплуатации, надежность, простоту и удобство обслуживания. Все это, наряду с низкой стоимостью, гарантирует его востребованность на российском рынке.
Описание
Станок токарный 16К20ФЗ, технические характеристики которого указаны выше, оборудован чугунной станиной, подвергающейся шлифовке, что обеспечивает длительный период эксплуатации. В качестве основного привода используется электрический двигатель мощностью 11 кВт. Он гарантирует крутящий момент в пределах до 800 Нм. Это позволяет корректировать обработку заготовки с максимальной точностью до необходимых размеров.
Шпиндель агрегата имеет отверстие диаметром 55 мм с возможностью фиксации штыревых деталей различного диаметра. Специальные револьверные головки используются для проведения особых операций, значительно расширяя возможности токарного оборудования. Этот узел более всего подвержен изнашиванию, поскольку происходит деформация планетарного редуктора в виде выкрашивания зубцов или разрушения эксцентрика. Избежать таких последствий поможет регулярный контроль состояния механизмов и своевременные профилактические работы. Смазка деталей осуществляется при включении оборудования направлено на различные элементы. Программное управление в автоматическом режиме определяет цикл подачи смазочной смеси на узлы оборудования. Имеется возможность запуска этой операции вручную. При этом запрограммированный цикл не нарушается.

Станок 16К20Ф3

Станок 16К20Ф3 — пожалуй, самый распространённый на территории бывшего СССР токарный станок с ЧПУ, позволяющий производить токарную обработку деталей наиболее широкой номенклатуры и наиболее типичных размеров.
Станок 16К20Ф3 патронно-центровой предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилями в один или несколько проходов в замкнутом полуавтоматическом цикле, а также для нарезания крепежных резьб (в зависимости от возможностей системы ЧПУ). Станок 16К20Ф3 используют в единичном, мелко- и среднесерийном производстве.
Буквенно-цифирный индекс станка 16К20Ф3 обозначает следующее: цифра 1 — это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 20 – высота центров (200мм). Наличие «Ф3» в конце индекса говорит о наличии ЧПУ — числового программного управления.
Токарно-винторезный станок 16К20Ф3 с устройством ЧПУ NC-210 оснащем главным приводом Mitsubishi FR-740 и двумя приводами подач HA-075 и НА-040 по оси Z и X соотвественно. Он предназначен для токарной обработки в автоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности по заранее составленной управляющей программе. Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мк. Область применения станка: мелкосерийное и серийное производство.
Особенности конструкции:
- высокопрочная станина выполненная литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки
- привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм
- высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя
- надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z станок оснащается системами ЧПУ и электроприводами, как отечественного производства, так и производства зарубежных фирм
Технические характеристики токарно-винторезного станка 16К20Ф3 с ЧПУ NC-210.
| Наименование параметров | Ед.изм. | Величины |
| Наибольший диаметр изделия, устанавливаемого над станиной | мм | 500 |
| Наибольший диаметр изделия, обрабатываемой над станиной | мм | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом | мм | 200 |
| Наибольшая длина устанавливаемого изделия в центрах | мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе | мм | 55 |
| Наибольший ход суппорта поперечный | мм | 210 |
| Наибольший ход суппорта продольный | мм | 905 |
| Максимальная рекомендуемая скорость рабочей продольной подачи | мм/мин | 2000 |
| Максимальная рекомендуемая скорость рабочей поперечной подачи | мм/мин | 1000 |
| Количество управляемых координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Точность позиционирования | мм | 0,01 |
| Повторяемость | мм | 0,003 |
| Диапазон частот вращения шпинделя | 1/об. | 20…2500 |
| Максимальная скорость быстрых продольных перемещений | м/мин | 15 |
| Максимальная скорость быстрых поперечных перемещений | м/мин | 7,5 |
| Количество позиций инструментальной головки | 6 | |
| Мощность привода главного движения | кВт | 11 |
| Суммарная потребляемая мощность | кВт | 21,4 |
| Габаритные размеры станка | мм | 3700х2260х1650 |
| Масса станка (без транспортера стружкоудаления) | кг | 4000 |
Универсальность
Технические характеристики токарно-винторезного станка 16К20Ф3 позволяют использовать его для проведения следующих операций:
- Сверления отверстий различного диаметра.
- Обработки заготовок с торцевых частей.
- Зенкерования.
- Резьбовой нарезки.
- Расточки и отделки поверхностей конического и фасонного типа.
В качестве защиты винторезных пар выступают специальные ограничители, которые позволяют предотвратить преждевременную поломку механизмов. Модернизация рассматриваемых агрегатов заключается в оснащении комплектами ЧПУ отечественного и зарубежного производства с заменяемыми системами электрооснащения. Переоборудование дает возможность усилить мощность в 2-3 раза, в зависимости от состояния агрегатов. Все эти решения повышают производительность оборудования, сокращают режим трансформации заготовок. Модернизацию желательно производить одновременно с капитальным ремонтом.
Руководство оператора токарно-винторезного станка 16К20Ф3С32 с ЧПУ 2Р22
Данное руководство содержит сведения для оператора по обслуживанию станка 16К20Ф3С32 с системой ЧПУ тира 2Р22 или 2Р22.01. Содержание руководства оператора:
- Назначение программы
- Условия выполнения программы
- Выполнение программы
- Порядок работы
- Общие положения
- Привязка устройства к параметрам станка
- Привязка системы отсчёта к станку
- Привязка инструмента к системе отсчёта
- Привязка системы отсчёта к детали
- Полуавтоматический ввод исходного положения и выход инструмента в это положения
- Режим «Ввод»
- Вывод программы
- Режим «Ручное управление»
- Режим «Автомат»
- Режим «Тест»
- Система кодирования и порядок построения кадра
- Программирование фасок, дуг и галтелей
- Программирование постоянных циклов
- Составление программ при вводе с перфоленты
- Сообщения оператору
- Обменные сигналы устройства
- Алгоритмы работы электроавтоматики управляемого станка
Скачать бесплатно «Руководство оператора токарно-винторезного станка 16К20Ф3С32 с ЧПУ 2Р22» (85 листов) в хорошем качестве можно по ссылке расположенной ниже.
Скачать бесплатно «Инструкция по программированию токарно-винторезного станка 16К20Ф3С32 с ЧПУ 2Р22» (3 листа) в хорошем качестве можно по ссылке расположенной ниже.
Что дает усовершенствование?
Токарно-винторезный станок 16К20Ф3, технические характеристики которого можно улучшить путем модернизации тремя способами:
- Путем полной модернизации.
- Улучшение комплектующих и рабочих приспособлений.
- Реорганизация тягового оборудования.

Модернизация дает возможность увеличить число диапазонов обработки деталей, а также точность проведения манипуляций.
Для максимального повышения рабочего ресурса оборудования используют систему адаптивного управления. Она позволяет выключать агрегат при критических нагрузках, а также способствует следующим показателям:
- Снижению срока отделки деталей.
- Увеличению периода службы комплектующих элементов.
- Понижению случаев выхода из строя оснастки.
- Повышению общей работоспособности оборудования.
Технические характеристики токарного станка 16К20Ф3 с ЧПУ позволяют менять нагрузку на шпиндель. При этом имеется возможность корректировки подачи используемого инструмента, с учетом типа материала обрабатываемой заготовки. Это способствует увеличению срока службы всех деталей агрегата.
Токарный патронный станок с ЧПУ 16К20Ф3 (производство группа , Россия).
Общие сведения о токарном станке с ЧПУ 16К20Ф3: наша компания осуществляет сборку данного станка. Станок имеет основу универсального станка 16К20, но имеет полностью автоматическое управление. Производительность – серийная (мелкосерийная, крупносерийная). Смена скорости обработки заготовки, смена инструмента происходит автоматически. Как и у предшественников, станина токарного станка с ЧПУ вылита из чугуна. Это повышает общую жесткость конструкции и позволяет устанавливать и обрабатывать тяжелые заготовки. Материал протачиваемых деталей – чугун, сталь, цветные стали, легированные сплавы. Класс точности токарной обработки – П по ГОСТ 8-82, повышенный.
Токарный патронный станок с ЧПУ 16К20Ф3 цена (стоимость) 1 800 000 рублей.
Производитель 16К20Ф3: наша занимается сборкой токарных станков, это литая станина (литье РБ), автоматическая головка на 8 инструментов, ЧПУ системы NC-210, Siemens, Fanuc.
Комплектность и принцип работы 16К20Ф3: заготовку устанавливает токарь, деталь крепится в центрах, в патроне, в цангах. По умолчанию мы устанавливаем на станок автоматическую головку смены инструмента УГ9326, УГ9328. Через пульт управления ЧПУ вносятся изменения в технологическом процессе обработки, система программного управления отвечает за скорость вращения заготовки, подачу инструмента, смену токарных резцов при необходимости. Сам инструмент крепится через специальные инструментальные блоки. На токарном станке можно проводить все виды токарных работ, нарезку резьбы, точение заготовок цилиндрической и конической формы. За счет мощного электродвигателя и привода станок в процессе токарной обработки держит повышенный класс точности. Под заказ мы устанавливаем на станок стружкотранспортер, который необходим при серийной обработке в несколько рабочих смен.
Особенности и преимущества станка токарного с ЧПУ 16К20Ф3:
— класс точности П (повышенная, по ГОСТ)
— чугунная литая станина, возможность установки больших по весу деталей
— надежность всей конструкции и рабочих узлов, производство в 2-3 смены
— один из самых недорогих станков среди токарных с ЧПУ
При заказе у нас токарного станка с ЧПУ наш технический отдел высылает все необходимые документы для подготовки рабочего пространства для установки и эксплуатации: схема фундамента, электрические схемы для подвода электропитания.
Стандартная комплектация станка токарного 16К20Ф3 с ЧПУ: сам станок в сборе с ЧПУ, автоматическая многопозиционная головка, упорный центр, ЗИП (ключи, отвертки, анкерные болты), паспорт с гарантийным талоном нашей компании.
Дополнительная комплектация токарного станка 16К20Ф3 с ЧПУ: ЧПУ различных производителей (РФ, Япония, Германия), токарный инструмент, инструментальные блоки для УГ9326 и т.д., масло, паспорт с гарантийным талоном нашей компании.
Вы можете купить в наличии токарный станок с ЧПУ модели 16К20Ф3 на складе нашей компании СтанкоПоставка в Москве.
ЧПУ
При использовании числового программного обеспечения операции по обработке заготовок выполняются при помощи заранее установленных программ. Они дают возможность откорректировать информацию, поданную с операторского пульта, а также использовать кассеты внешней памяти. Итоговые данные выводятся на специальный дисплей, после анализа которых, можно принять решение по настройке последующего процесса.

Автоматизация процесса сопровождается 6-ю, 8-ю или 12-ю позициями, позволяющими менять диаметр обработки или ось поворота по горизонтали. Рабочая головка оборудована диском, на который можно монтировать три осевых и шесть радиальных элементов. Кроме того, она может эксплуатироваться с 8-12 блоками под различный инструмент.
Повысить эффективность станка 16К20Ф3, технические характеристики и описание которого приведены выше, можно дополнительно модернизировать посредством смены кинематической схемы либо установки современной энергосберегающей конструкции. Значительно расширяет функционал рассматриваемого агрегата комплекс ЧПУ. Благодаря нему улучшается точность и скорость обработки деталей, а также режим отделки. Станки с ЧПУ имеют диапазон продольных и поперечных перемещений – 0,005 и 0,01 миллиметров, соответственно.
Система ЧПУ
Токарный станок 16К20Ф3 оснащается различными системами ЧПУ. Модификации станка в зависимости от комплектации устройством ЧПУ имеют разные индексы (например, 16К20Ф3С32). Контурная система ЧПУ обеспечивает движение формообразования, изменение в цикле обработки значений подач и частот вращения шпинделя, индексацию поворотного резцедержателя, нарезание резьбы по программе. Число одновременно управляемых координат – 2, всего управляемых координат – 2. Дискретность задания поперечных перемещений подачи (по оси Х) – 0,005 мм, продольных перемещений (по оси Z) – 0,01 мм. Станок 16К20Ф3 с устройством ЧПУ 2Р22 оснащен главным приводом КЕМРОН и приводом подач КЕМТОК по оси Z и X.
Обозназначение
Буквенно-цифирный индекс станка 16К20Ф3 обозначает следующее: цифра 1 — это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 20 – высота центров (200 мм). Наличие «Ф3» в конце индекса говорит о наличии ЧПУ — числового программного управления.
| Технические характеристики | Параметры |
| Диаметр обработки над станиной, мм | 500 |
| Диаметр обработки над суппортом, мм | 200 |
| Наибольшая длина обработки, 6-позиционная головка, мм | 900 |
| Наибольшая длина обработки, 8-позиционная головка, мм | 750 |
| Наибольшая длина обработки, 12-позиционная головка, мм | 850 |
| Наибольшая длина обработки в центрах, мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Наибольший поперечный ход суппорта, мм | 210 |
| Наибольший продольный ход суппорта, мм | 905 |
| Максимальная рекомендуемая скорость продольной рабочей подачи, мм | 2000 |
| Максимальная рекомендуемая скорость поперечной рабочей подачи, мм | 1000 |
| Количество управляемых координат, шт. | 2 |
| Количество одновременно управляемых координат, шт. | 2 |
| Дискретность задания перемещения, мм | 0,001 |
| Пределы частот вращения шпинделя, мин-1 | 20 — 2500 |
| Скорость быстрых перемещений суппорта — поперечного, мм/мин | 2 400 |
| Максимальная скорость быстрых продольных перемещений, мм/мин | 15000 |
| Максимальная скорость быстрых поперечных перемещений, мм/мин | 7500 |
| Количество позиций инструментальной головки | 8 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Класс точности по ГОСТ 8-82 | П |
| Габаритные размеры станка (Д х Ш х В), мм | 3700 × 2260 × 1650 |
| Масса станка, кг | 4000 |
Особенности конструкции
Высокопрочная станина станка 16К20Ф3 выполнена литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки. Привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала. Зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок 16К20Ф3 оснащается системами ЧПУ и электроприводами как отечественного производства, так и производства зарубежных фирм. Датчики обратной связи и резьбонарезания модели ВТМ-1М.
Управление
Программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта оператора, а так же с кассеты внешней памяти и могут корректироваться с пульта оператора ЧПУ с визуализацией на панели цифровой индикации.
Автоматическая инструментальная головка
Токарный станок с ЧПУ 16К20Ф3 оснащается 6-, 8- или 12-позиционной автоматической универсальной головкой (УГ9321, УГ9324, УГ9325) с горизонтальной осью поворота. Головка имеет инструментальный диск на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные и осевые инструменты (8-позиционная) или 12 блоков под радиальные и осевые инструменты, комбинированные при наладке на деталь (12-позиционные).


Ваша заявка успешно отправлена !
Ваш запрос информации на паспорт
успешно отправлен
в офис нашей компании.
В ближайшее время, эта заявка будет передана первому свободному менеджеру,
который обработает ее, подберет для вас лучшие варианты и вышлет полную информацию
на указанный вами адрес электронной почты:
После получения ответа, вы сможете по эл.почте или по телефону, обсудить с
менеджером все условия и подробности интересующие вас.
Ответ на заявку займет от 3 до 6 часов
Сейчас выходной день
и офис работает по сокращенному режиму, ответ займет
некоторое время
Если вы не получите ответ более чем через
8 часов, это означает что по каким то причинам,
он не доходит до вас. Сделайте заявку повторно или позвоните в наш офис.
Ожидайте пожалуйста ответа. Спасибо за вашу заявку!
На чтение 20 мин. Просмотров 1 Опубликовано
Содержание
- ПАСПОРТИЗАЦИЯ
- Техническая документация на оборудование
- Станок токарный патронно-центровой с ЧПУ 16К20Ф3
- 16К20Ф3 Станок токарный патронно-центровой с ЧПУ Схемы, описание, характеристики
- Сведения о производителе токарного станка с ЧПУ 16К20Ф3
- Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 16К20Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ). Назначение, область применения
- История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
- Обозначения станков 16К20ф3 в зависимости от исполнения и модели ЧПУ
- Габарит рабочего пространства токарного станка с ЧПУ 16К20Ф3
- Общий вид токарного станка с ЧПУ 16К20Ф3
- Кинематическая схема токарного станка с ЧПУ 16К20Ф3
- Передняя шпиндельная бабка станка 16К20Ф3
- Привод поперечной подачи токарного станка с ЧПУ 16К20Ф3С5
- Привод продольной подачи токарного станка с ЧПУ 16К20Ф3
- Поворотный резцедержатель станка 16К20Ф3
- Задняя бабка станка 16К20Ф3
- Электрооборудование токарного станка с ЧПУ 16К20Ф3
- Выбор скорости шпинделя
- Выбор позиции инструмента
- Включение охлаждения
- Работа агрегатов смазки
- Зажим и разжим патрона, подвод и отвод пиноли
- Блокировки
- Защита
- Меры безопасности
- Гидропривод токарного станка с ЧПУ 16К20Ф3
- 16К20Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ). Видеоролик.
- Технические характеристики станка 16К20ф3
- Список литературы:
ПАСПОРТИЗАЦИЯ
Техническая документация на оборудование
Стоит всего лишь набрать номер модели станка (оборудования) и тут же найдется необходимый паспорт на техническое устройство:
Друзья на все архивы (техническая документация) установлен пароль. Получить его бесплатно можно тут.
Станок токарный патронно-центровой с ЧПУ 16К20Ф3
Назначение технического устройства.
Станок токарный патронно-центровой с ЧПУ 16К20Ф3 предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности в один или несколько проходов в замкнутом полуавтоматическом цикле и нарезание крепежных резьб, в зависимости системы ЧПУ.
Технические характеристики.
Класс точности по ГОСТ 8-82 — П
Диаметр обработки над станиной, мм – 500
Диаметр обработки над суппортом, мм – 200
Наибольшая длина обработки в центрах, мм – 1000
Диаметр цилиндрического отверстия в шпинделе, мм – 55
Количество управляемых координат, шт. – 2
Количество одновременно управляемых координат, шт. – 2
Руководство по эксплуатации, паспорт на Станок токарный патронно-центровой с ЧПУ 16К20Ф3 скачать бесплатно в формате pdf (212 страниц): 
Источник
16К20Ф3 Станок токарный патронно-центровой с ЧПУ
Схемы, описание, характеристики

Сведения о производителе токарного станка с ЧПУ 16К20Ф3
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе «Красный пролетарий» им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП — Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1А62, 1К62, 16К20, МК6056.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
16К20Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ). Назначение, область применения
Токарный патронно-центровой станок 16К20Ф3 предназначен для токарной обработки деталей типа тел вращения в замкнутом полуавтоматическом цикле.
Станок 16К20Ф3 предназначен для токарной обработки наружных (диаметром до 400 мм) и внутренних поверхностей деталей (длиной до 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении.
Токарный станок 16К20Ф3 сконструирован на базе токарно-винторезного станка 16К20, поэтому компоновка, составные части и движения у этих станков одинаковы. Во многом унифицирована также конструкция.
Станки 16К20Ф3 могут выпускаться с различными устройствами ЧПУ (УЧПУ), в исполнении для встраивания в гибкие производственные модули (ГПМ), а также в специальном и специализированном исполнении при оснащении наладками по согласованию с заказчиком.
Фланцевый конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″), номинальный диаметр конуса D = 106,375 мм, условный размер конца шпинделя — 6. Внутренний (инструментальный) конус шпинделя — Морзе 6. Стандартный диаметр токарного патрона 200, 250 мм.
Область применения: Мелкосерийное серийное производство.
Класс точности П по ГОСТ 8—82.
Вид климатического исполнения по ГОСТ15150—69: УХЛ4.
В зависимости от заказа станки поставляются с основанием под транспортер стружкоудаления и комплектуются транспортером или с основанием без окна для транспортера стружкоудаления и не комплектуются транспортером.
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62. Но абревиатура ДИП-200 сохранилась и по сей день — для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) — один из вариантов ДИП-200.
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1к62Б повышенной точности и др.
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П.061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
В 1988 году производство станка модели 16к20 прекращено. На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6748, МК6056, МК6057, МК6758.
Обозначения станков 16К20ф3 в зависимости от исполнения и модели ЧПУ
| Модель станка | Модель ЧПУ | Модель привода | Год начала производства |
|---|---|---|---|
| 16К20Ф3 | Контур 2ПТ-71, Н22-1М, ЭМ-907, Алкатель CC-221-02P |
Приз | 1972 |
| 16K20T1 | Электроника НЦ-31 | Приз | 1972 |
| 16К20Ф3С1 | Контур 2ПТ-71 | Приз | |
| 16К20Ф3С2 | СС221-02Р Алкатель | Приз | |
| 16К20Ф3С32 | 2Р22 | Размер 2М-5-21 | 1985 |
| 16К20РФ3С32 | 2Р22 | Размер 2М-5-21 | 1985 |
| 16К20Ф3С132 | 2Р22 | Размер 2М-5-21 | 1985 |
| 16К20Ф3С232 | 2Р22 | Размер 2М-5-21 | 1985 |
| 16К20Т1.02 | НЦ-31 | Размер 2М-5-21 | 1987 |
| 16К20Ф3С4 | ЭМ-907 | Приз | |
| 16К20Ф3С5 | Н22-1М | Приз | |
| 16К20Ф3С6 | 1Н22-62 | ||
| 16К20Ф3С8 | 1Н22-61 | ||
| 16К20Ф3С15 | МС2101-01 | ||
| 16К20Ф3С18 | 2У22-62 | Кемтор, Кемрон НРБ | |
| 16К20Ф3С19 | 2У22-62 | Размер 2М-5-2 или Кемтор, Кемрон |
1983 |
| 16К20Ф3С119 | 2У22-62 | Размер 2М-5-2 или Кемтор, Кемрон |
1983 |
| 16К20Ф3С219 | 2У22-62 | Размер 2М-5-2 или Кемтор, Кемрон |
1983 |
| 16К20Ф3С39 | Электроника НЦ-31 | ||
| 16К20Ф3С239 | Электроника НЦ-31 |
Габарит рабочего пространства токарного станка с ЧПУ 16К20Ф3
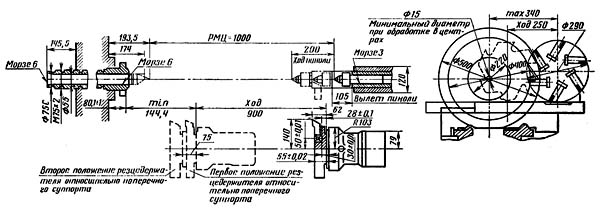
Чертеж рабочего пространства токарного станка 16к20ф3
Общий вид токарного станка с ЧПУ 16К20Ф3

Фото токарного станка 16к20ф3

Фото токарного станка 16к20ф3

Фото токарного станка 16к20ф3
Кинематическая схема токарного станка с ЧПУ 16К20Ф3

Кинематическая схема токарного станка 16к20ф3
Главное движение сообщается шпинделю VI. Источником движения служит электродвигатель М1. Автоматическая коробка скоростей (АКС) 5 с электромагнитными муфтами обеспечивает автоматическое переключение частоты вращения. Коробка связана с двигателем и со шпиндельной бабкой клиноременными передачами.
Вращение в передней бабке с вала IV передается через зубчатые колеса на вал V и далее включением зубчатых колес или на шпиндель VI. При включении зубчатой пары шпиндель получает частоты вращения 35…560 мин–¹, а при включении зубчатых колес – 100…1600 мин–¹. Таким образом, шпиндель может получить 18 частот вращения (9 + 9), но, так как 6 из них повторяются, он имеет двенадцать рабочих частот вращения 35…1600 мин–1.
Приводы продольной и поперечной подачи могут иметь два исполнения: шаговый электрогидравлический (разомкнутая система ЧПУ) и с регулируемыми электродвигателями постоянного тока. В приводах подачи применяются беззазорные шариковые передачи 9 и 10 с шагом р = 10 мм для продольного и шагом р = 5 мм для поперечного перемещения. Продольное и поперечное перемещения каретки 2контролируются датчиками обратной связи 10 и 11 соответственно, которые вращаются от ходовых винтов через беззазорные зубчатые передачи.
Для нарезания резьбы по программе станок оснащен датчиком нарезания резьбы 12 типа ВЕ-51. Вращение датчика осуществляется также через беззазорную зубчатую передачу. Поворот резцедержателя происходит от электродвигателя М4 через передачи и, причем в начальный момент движения муфты М1 вал VII подается влево, торцевая плоскозубая муфта М2 расцепляется, и происходит поворот резцедержателя в нужную позицию, которая контролируется специальным блоком конечных выключателей 13. Затем направление вращения двигателя М4 и муфты М1 изменяется, вал VII подается вправо, сжимая пружину 14, и резцедержатель фиксируется муфтой М2. Начинается цикл обработки.
Передняя шпиндельная бабка станка 16К20Ф3

Чертеж передней шпиндельной бабки токарного станка 16к20ф3 (рис. 16а)
Установка передней бабки осью шпинделя по расчетной линии центров станка на станине производится двумя винтами.
Смазка передней бабки централизованная от специальной станции смазки, монтируемой на основании станка.
Шпиндель смонтирован в двух конических роликоподшипниках типа «Гаме» или отечественных № 3182120 кл. «С» и № 46216 кл. «А».
Выбор радиального зазора в заднем подшипнике и компенсация тепловых деформаций производится под действием пружин 21.
Внимание! подшипник типа «Гаме» регулируется на заводе-изготовителе станка и не требует регулировки в процессе эксплуатации станка.
В станках 16К20ФЗС5 ж 16К20ФЗС8 в передней бабке устанавливается датчик резьбонарезания I.
Для постоянной выборки люфта в зубчатом зацеплении шестерня 6 постоянно поджата пружинами 2. Разрешающая способность датчика 1000 импульсов на оборот и I нулевой импульс для отметки — «нулевого» положения шпинделя при вводе в нитку при нарезании резьбы в несколько проходов.
Смазка шпиндельной бабки централизованная.
Привод поперечной подачи токарного станка с ЧПУ 16К20Ф3С5

Чертеж привода поперечной подачи токарного станка 16к20ф3
Каретка суппорта 1 перемещается по направляющим станины, а салазки 2 – по направляющим каретки. От шагового двигателя с гидроусилителем 16, закрепленного на кронштейне 14, вращение передается винту качения 9 через колеса 17 и 13. Для выбора зазора в зубчатом зацеплении смещают колесо 17 относительно колеса 13. Винт качения 9 установлен в радиальных подшипниках 12, натяг в которых создается двенадцатью пружинами 19, вставленными в специальные втулки 18. От осевого смещения винт качения удерживается упорными подшипниками 11, натяг в которых создается сжатием пружин 10. Раскрытие стыка между правым торцом гайки 21и втулки 20 недопустимо.
Корпус гайки 6 жестко крепят к суппорту 1 клином 5. Жесткая стыковка корпуса гайки 6 с фланцем 3 достигается подшлифовыванием последнего.
Выбор зазора и регулировку натяга в паре винт–гайка качения производят поворотом полугайки 7 относительно полугайки 4 с помощью колеса 8, поворот которого на один зуб относительно полугайки 7 приводит к осевому смещению на 1 мкм. Бесконтактный конечный выключатель 15 выдает предварительный сигнал о выходе в нулевое положение.
Нарезание резьбы достигается согласованием сигналов, поступающих от фотоэлектрического датчика резьбонарезания 12 (рис. 2.13) в шпиндельной бабке, и сигналов, поступающих в шаговый двигатель М2. Благодаря этому вращение шпинделя согласуется с продольным перемещением суппорта. Согласование осуществляет система ЧПУ. В ней же переключателем настраивают соотношение движений, необходимое для заданного шага Рд нарезаемой резьбы. Известные расчетные перемещения: 1 об. шп. → Рд мм перемещения суппорта выражаются через числа импульсов; 1000 импульсов от датчика 12 → 100 Рд импульсам на двигатель М2 (учитывая дискретность перемещений: Рд/0,01 = 100 Рд), то есть 10 импульсов от датчика 12 → Рд импульсам на двигатель М2.
Поворот планшайбы 3 шестипозиционного резцедержателя вокруг горизонтальной оси (вал VII) производится электродвигателем М4 через зубчатые колеса и червячную передачу . В рабочем положении планшайба фиксируется от поворота плоскозубчатой муфтой М2. Ее сцепление, которому препятствует пружина на валу VII, и расцепление происходят благодаря винтовой форме зубьев муфты М1. В начальный момент движения муфты М1 вал VII подается влево, муфта М2расцепляется и происходит поворот резцедержателя в нужную позицию, которая фиксируется конечными выключателями. Затем направление вращения двигателя М4 и, соответственно, муфты М1 меняется, кулачками полумуфты М1 сжимается пружина, и подвижная часть полумуфты М7 фиксируется на неподвижной ее части. Начинается рабочий цикл обработки.
Привод продольной подачи токарного станка с ЧПУ 16К20Ф3
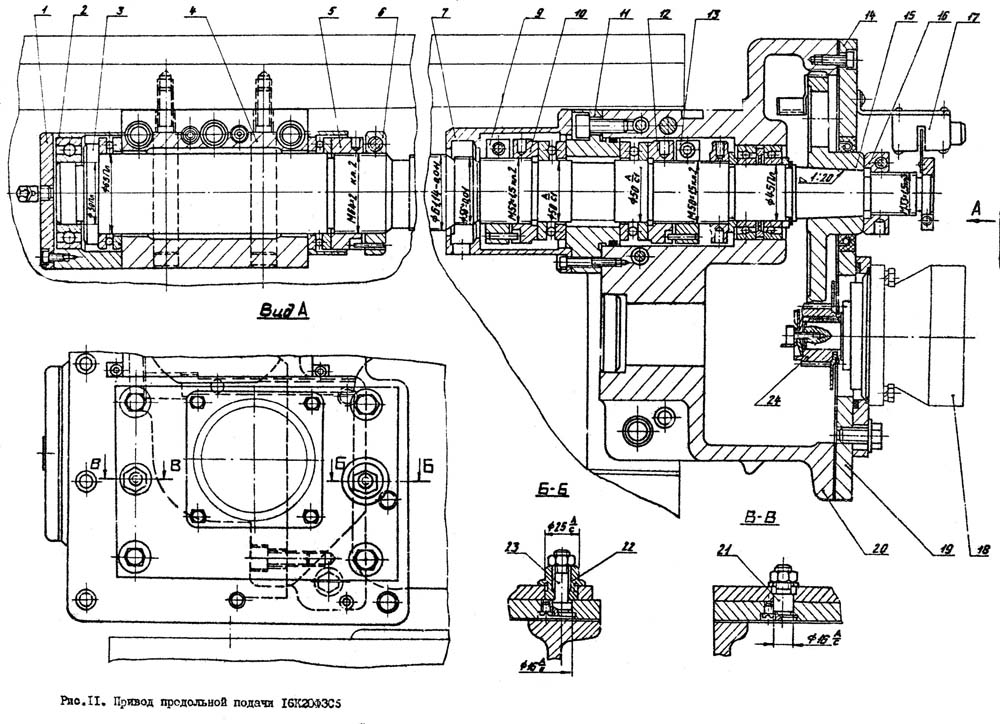
Чертеж привода продольной подачи токарного станка 16к20ф3
Привод продольной подачи — включает одноступенчатый редуктор, опоры ходового винта и шариковую передачу винт-гайка качения с условным диаметром 63мм, шагом 10мм. Редуктор имеет 2 исполнения: для гидравлического шагового привода и для установки электродвигателя постоянного тока. В конструкции предусмотрена возможность с установкой датчика обратной связи.
Поворотный резцедержатель станка 16К20Ф3

Чертеж поворотного резцедержателя токарного станка 16к20ф3
Конструкция поворотного резцедержателя приведена на рис. 2.15. На выходном валу 4 находится съемная инструментальная головка (на рисунке не показана), связанная с подвижной полумуфтой 6 плоскозубчатой муфты. Поворот резцедержателя осуществляется через червячную пару 1–2, кулачковую полумуфту 7, другая половина 8 которой жестко связана с валом 4. В начальный момент движения этой кулачковой муфты вал 4 подается влево, при этом подвижная полумуфта 6 плоскозубчатой муфты отходит от неподвижной полумуфты 3 и резцедержатель начинает поворот в нужную позицию, которая определяется при нажиме кулачка 10 на соответствующий конечный выключатель 9. Затем происходит реверс двигателя и полумуфта 7 вращается в другую сторону, при этом полумуфта 6 с инструментальной головкой удерживается от поворота фиксатором. Кулачки полумуфты 7 упираются в кулачки полумуфты 8, пружина 5 сжимается и полумуфта 6 фиксируется на зубьях полумуфты 3. Конечный выключатель зажима подает команду, электродвигатель поворота отключается, и начинается рабочий цикл обработки.
В съемной инструментальной головке можно установить шесть резцов-вставок или три инструментальных блока, которые налаживают на размер вне станка в специальных оптических приспособлениях регулировочными винтами в двух плоскостях.
На схеме показан вариант механизированной задней бабки, в которой пиноль перемещается от электромеханической головки ЭГ.
Задняя бабка станка 16К20Ф3

Чертеж задней бабки токарного станка 16к20ф3
Задняя бабка имеет жесткую конструкцию. При помощи рукоятки, эксцентрикового вала, прижимной планки и системы рычагов задняя бабка закрепляется на станине.
Если рукоятка 13, отведённая в крайнее заднее положение,не обеспечивает достаточный прижим задней бабки к станине, то нужно посредством регулирования винтами 17 и 23 при отпущенных контргайках 13 и 24 изменяя положение прижимной планки 19, установить необходимое усилие прижима.
Перемещение пиноли осуществляется при помощи электромеханической головки «ПРИЗ ВС05» через винт, с шагом 5 мм.
Постоянство усилия зажима детали обеспечивается при помощи тарельчатых пружин.
Электрооборудование токарного станка с ЧПУ 16К20Ф3
Выбор скорости шпинделя
Для включения соответствующей скорости шпинделя сигналы подаются на кодовые реле скорости. Соединение контактов кодовых реле представляет собой релейный дешифратор, на выходе которого, при соответствующем включении кодовых реле, получаем одну из девяти необходимых скоростей шпинделя, с включением соответствующей электромагнитной муфты АКС (порядок включения электромагнитных муфт указаны в таблице на принципиальной электросхеме станка).
При отключении всех реле подаётся команда на торможение. Вращение шпинделя в толчковом режиме возможно при отключении всех кодовых реле и при нажатии кнопки толчкового режима, которая включает малую скорость шпинделя в прямом направлении. Контроль диапазона осуществляется концевым выключателем. Включение электродвигателя главного привода осуществляется подачей команды от устройства ЧПУ или от пульта управления станка на промежуточные реле с включением соответствующего контактора.
Назначение и обозначение аппаратов, осуществляющих работу шпинделя, указаны в таблице № 5.
Выбор позиции инструмента
На станке предусмотрена возможность установки 6 идя 8-ми позиционной резцедержки — револьверной головки.
Поворот резцедержки на необходимую позицию осуществляется при подаче сигнала на реле смены инструмента резцедержки и кодовые реле позиция инструмента с включением электродвигателя или гидромотора. Схема построена на совпадении заданной позиции инструмента с устройства ЧПУ с позицией, определяемой концевыми выключателями контроля позиции резцедержки.
При совпадении позиции включаются реле совпадения, которое даёт команду на реверс резцедержки.
По окончании цикла поворота резцедержателя происходит включение реле обратной связи» дающий сигнал в устройство ЧПУ на продолжение отработки программы.
Условное обозначение и назначение аппаратов по электросхеме, осуществляющих работу резцедержки, приведены в табл. 6.
Включение охлаждения
В автоматическом режиме двигатель охлаждения работает при подаче сигналов устройства ЧПУ на промежуточное реле, которое включает контактор электродвигателя охлаждения .
В процессе резания возможен пуск охлаждения выключателем с пульта управления станка при включенном главном приводе.
Условное обозначение назначения аппаратов, участвующих в работе охлаждения — приведены в таблице 7.
Работа агрегатов смазки
Электродвигатель смазки включается при каждом первоначальном пуске станка и остается включенным на время, необходимое для смазки. При работе станка продолжительное время цикл смазки устанавливается соответствующими реле о необходимой выдержкой времени на смазку и паузу.
На станке предусмотрена возможность включения смазки во время паузы — толчковой кнопкой не нарушая цикла смазки.
Условное обозначения аппаратов, участвующих в работе агрегата смазки — приведены в таблице 7.
Зажим и разжим патрона, подвод и отвод пиноли
Станок может быть оснащен устройствами электромеханическими «Приз» для подвода и отвода пиноли задней бабки и зажима и разжима детали в патроне» Управление предусмотрено ножными педалями; каждая из которой имеет свою определенную функцию см черт. 16К20Ф.390.000 Э3 и черт. 16К20Ф.290.000 Э4 лист 1.
Блокировки
В электросхеме станка осуществлены блокировки:
- запрещающие включение электродвигателя главного привода одновременно в прямом и обратном направлениях. Для этого использованы размыкающие контакты контакторов РК5 и РК4в цепях катушек этих контакторов;
- запрещающие включение электродвигателя резцедержки одновременно в прямом и обратном направлениях. Для этого использованы размыкающие контакты контакторов РК7 и РК8 в цепях катушек этих контакторов;
- ограничение перемещения каретки и суппорта в крайнюю предельных положениях. Отвод суппортной каретки из крайних положений осуществляется соответствующими кнопками в ручном режиме (см. принципиальную схему станка);
- запрещение включения одновременно нескольких электромагнитных муфт при смене скоростей шпинделя;
- запрещение первоначального включения шпинделя в автоматическом режиме без внешнего ограждения шпинделя;
- на станках с устройством ЧПУ Алкатель осуществляется блокировка, запрещающая одновременно включение магнитных пускателей зажима и разжима изделия. Для этого использованы размыкающие контакты контакторов РК5 и РКВ и кнопок КН4 иРК6 в цепях катушек этих контакторов.
Защита
- Защита электродвигателя от токов коротких замыканий осуществляется автоматическим выключателем типа АК63-3М. Значение номинальных токов и токов уставки автоматов даны на принципиальной схеме ставка.
- Защита электродвигателей от длительных перегрузок .осуществляется тепловым реле типа ТРН-25, ТРН-10. Значение номинальных токов и токов уставки даны на принципиальной электросхеме станка,
- Защита трансформаторов осуществляется:
- со стороны 380 вольт автоматическим выключателем;
- со стороны понижающего напряжения — трансформаторы защищены плавкими предохранителями тип ПРС-20 от токов’ короткого замыкания в цепях управления. Типы и данные по току плавких вставок приведены в схеме I
- В электросхеме станка предусмотрена нулевая защита, обеспечивающая невозможность произвольного самовключения электроаппаратов при установлении подачи электроэнергии после внезапного её исчезновения. Это осуществляется катушками магнитных пускателей: и реле, которые при понижении напряжения ниже 80% номинального значения автоматически отключают электродвигатель и релейную схему от сети.
Меры безопасности
На станке для безопасности работы предусмотрены следующие меры безопасности:
- Электросхема имеет блокировку, осуществляющую немедленное отключение вводного автомата и торможение шпинделя при открывании дверей шкафа управления. Для осмотра и наладки электроаппаратуры под напряжением в схеме предусмотрен деблокирующий переключатель БУ2, установленный в шкафу управления, которым пользуются только электромонтёры.
- Переключатели ВУ2 устанавливаются в положение «дверь открыта», после чего можно включить вводной автомат и приступить к наладочным работам.
- По окончании пусконаладочных и ремонтных работ, переключатель ВУ2 должен быть поставлен в положение «дверь закрыта», иначе при закрывании дверей шкафа происходит отключение вводного автомата.
- Для контроля наличия напряжения между любым из трёх линейных проводов и шиной заземления служит мигающий индикатор напряжения ИМ, установленный в шкафу управления. Он работает только при открытой двери шкафа управления и показывает включенное состояние вводного автомата, а также контролирует состояние главных контактов. Пульсирующее мигание индикатора красного цвета обращает внимание обслуживающего электромонтёра на наличие напряжения хотя бы в одной из фаз.
При отключенном положении вводного автомата BAI это мигание сигнализирует о неисправности автомата
Гидропривод токарного станка с ЧПУ 16К20Ф3

Гидросхема токарного станка с ЧПУ 16к20ф3
Как правило, гидравлические схемы непосредственно приводов (исключая систему управления) станков с ЧПУ довольно просты. Они включают типовую насосную установку переменной подачи с дроссельным, объемным или комбинированным регулированием, вырабатывающую подачу равную расходу в гидросистеме, при малом изменяемом давлении, а также гидродвигатели или усилители момента, связанные с рабочими органами станка.
На рис. 57 приведена гидравлическая схема широко распространенного токарного станка с ЧПУ мод. 16К20Ф3.
Гидропривод токарного станка с ЧПУ модели 16К20Ф3. Управление гидроприводом, различные блокировки, зажим и разжим патрона осуществляются элементами электрической схемы. В гидропривод станка входят:
- 1) гидростанция с регулируемым насосом аксиально-поршневого типа H1, насосом подпитки Н2, фильтром Ф и холодильником X, аккумулятором А а также контрольно-регулирующей аппаратурой;
- 2) гидроусилитель моментов продольного хода каретки УМ1;
- 3) гидроусилитель моментов поперечного хода суппорта УМ2.
Включение гидропривода осуществляют нажатием кнопки «Пуск» гидроагрегата. Работа гидропривода происходит в соответствии с подачей электрических команд от пульта управления к шаговым двигателям гидроусилителей. Работа гидроусилителей момента поперечного хода суппорта и продольного хода каретки происходит с помощью шаговых двигателей, выходные валы которых посредством муфт жестко соединены с входными валами гидроусилителей. При отработке шаговым двигателем какого-то числа электрических импульсов происходит поворот входного вала и смещение запорно-регулирующего элемента дросселирующего гидрораспределителя на пропорциональную величину. Масло от насоса через щели гидрораспределителя и распределительный диск воздействует на поршни роторного гидроусилителя, который поворачивает выходной вал пропорционально величине открытия щелей. За счет энергии масла, подводимого к гидроусилителю, электрические сигналы малой мощности, поступающие на вход шагового двигателя, усиливаются и преобразуются в синхронное (по отношению к валу шагового двигателя) вращение выходного вала гидроусилителя с вращающим моментом, необходимым для перемещения рабочих органов. Величину поворота выходного вала гидроусилителя определяет число поданных импульсов на шаговый двигатель, а скорость — частота их следования.
16К20Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ). Видеоролик.
Технические характеристики станка 16К20ф3
| Наименование параметра | 16К20Ф3С32 | 16К20Ф3С5 | 16К20Ф3С8 |
|---|---|---|---|
| Обозначение системы ЧПУ | 2Р22 | Н22-1М | 1Н22-61 |
| Основные параметры станка | |||
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | 400 | 400 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 220 | 220 | 220 |
| Диаметр отверстия в шпинделе, мм | 53 | 53 | 53 |
| Наибольшая длина обрабатываемого изделия, мм | 1000 | 1000 | 1000 |
| Предельный диаметр сверления в стали, мм | 25 | 25 | 25 |
| Предельный диаметр сверления в чугуне, мм | 28 | 28 | 28 |
| Шпиндель | |||
| Мощность двигателя главного движения, кВт | 11 | 11 | 11 |
| Количество рабочих скоростей шпинделя | 22 | 22 | 22 |
| Пределы чисел оборотов шпинделя, об/мин | 12,5. 2000 | 12,5. 2000 | 12,5. 2000 |
| Количество автоматически переключаемых скоростей | 9 | 9 | 9 |
| Диапазон автоматического переключения | 16 | 16 | 16 |
| Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин | Ряд I — 12.5..200 Ряд II — 50..800 Ряд III — 125..2000 |
Ряд I — 12.5..200 Ряд II — 50..800 Ряд III — 125..2000 |
Ряд I — 12.5..200 Ряд II — 50..800 Ряд III — 125..2000 |
| Центр шпинделя передней бабки по ГОСТ 13214-67 | 7032 — 0043 Морзе №6 | 7032 — 0043 Морзе №6 | 7032 — 0043 Морзе №6 |
| Центр пиноли задней бабки по ГОСТ 13214-67 | 7032 — 0045 Морзе №5 | 7032 — 0045 Морзе №5 | 7032 — 0045 Морзе №5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Подачи | |||
| Наибольшее перемещение суппорта: продольное / поперечное, мм |
900/250 | 900/250 | 900/250 |
| Максимальная скорость продольной подачи при нарезании резьбы, мм/мин | 2000 | 1200 | 2000 |
| Пределы шагов нарезаемых резьб, мм | 0,1..39,999 | до 20 | 0,01..40 |
| Диапазон скоростей продольных подач, мм/мин | 3..2000 | 3..1200 | 1..2000 |
| Диапазон скоростей поперечных подач, мм/мин | 3..2000 | 1,5..600 | 1..2000 |
| Скорость быстрых продольных ходов, мм/мин | 7000 | 4800 | 7500 |
| Скорость быстрых поперечных ходов, мм/мин | 4000 | 2400 | 5000 |
| Дискретность продольного перемещения | 0,002 | 0,01 | 0,01 |
| Дискретность поперечного перемещения | 0,002 | 0,005 | 0,005 |
| Высота резца, мм | 25 | 25 | 25 |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 6 | 6 | 6 |
| Параметры системы ЧПУ | |||
| Обозначение системы ЧПУ | 2Р22 | Н22-1М | 1Н22-61 |
| Число координат | 2 | 2 | 2 |
| Количество одновременно управляемых координат | 2 | 2 | 2 |
| Разрешающая способность в продольном направлении (дискретность задания по оси Z), мм | 0,001 | 0,001 | 0,001 |
| Разрешающая способность в поперечном направлении (дискретность задания по оси X), мм | 0,001 | 0,05 | 0,05 |
| Тип датчика нулевого положения | КВД3-24 | КВД3-24 | |
| Тип датчика обратной связи | РОД-620 | ВТ | |
| Тип резьбонарезного датчика | РОД-620 | ИГР | ИГР |
| Электродвигатель главного привода | А02-52-4СП43, М301 4А132М443, М301 |
А02-52-4СП43, М301 4А132М443, М301 |
А02-52-4СП43, М301 4А132М443, М301 |
| Мощность двигателя главного привода, кВт | 11 | 11 | 11 |
| Суммарная мощность электродвигателей, кВт | 20 | 20 | 20 |
| Суммарная мощность станка, кВт | 22 | 22 | 22 |
| Габариты и масса станка | |||
| Масса станка с ЧПУ, кг | 5000 | 5000 | 5000 |
Список литературы:
Полезные ссылки по теме. Дополнительная информация
Источник