DDPROTOTYPE является ведущим литье пластмасс под давлением производитель в Китае. Чтобы прочитать руководство по литью пластмасс под давлением, основанное на 20-летнем опыте, потребуется около 15 минут.
Первая часть — что такое литье под давлением
Что такое литье пластмасс под давлением?Литье пластмасс под давлением – это производственная технология для массового производства одинаковых пластиковых деталей с высокой допуском. При литье пластмасс под давлением частицы полимера сначала расплавляются, а затем впрыскиваются в форму под давлением, в результате чего жидкий пластик охлаждается и затвердевает. Материалы, используемые при литье под давлением, представляют собой термопластичные полимеры, которые можно окрашивать или наполнять другими добавками.
Почти все пластмассовые детали вокруг вас сделаны методом литья пластмасс под давлением: от автомобильных деталей до электронных корпусов и предметов первой необходимости. Литье пластмасс под давлением настолько популярно, потому что стоимость одного пластикового изделия очень низка при массовом производстве. Литье пластмасс под давлением имеет высокую повторяемость и хорошую гибкость конструкции. Основные ограничения литья под давлением обычно связаны с экономическими факторами, поскольку требуются более высокие первоначальные инвестиции. Кроме того, время от проектирования до производства очень медленное (не менее 3 недель).

Технология литья под давлением
Сегодня литье под давлением широко используется в потребительских товарах и технических приложениях. Почти все пластиковые предметы вокруг вас сделаны методом литья под давлением. Это связано с тем, что технология позволяет производить одни и те же детали по очень низкой цене для одной детали и в очень большом количестве (обычно от 1000 до 100000 + единиц).
Однако по сравнению с другими технологиями начальные затраты на литье под давлением относительно высоки, в основном из-за необходимости настройки пресс-формы. Пресс-формы стоят от 1000 до 200000 XNUMX долларов США, в зависимости от их сложности, материалов (алюминиевые формы или стальные формы) и точности (прототипы, формы среднего или массового производства).
Материал для литья пластмасс под давлением
Все термопластичные материалы могут подвергаться литью под давлением. Некоторые типы силикона и других термореактивных смол также совместимы с процессом литья под давлением. Наиболее часто используемые материалы для литья под давлением:
-
Полипропилен (ПП): около 38% мирового производства
-
Абс: около 27% мирового производства
-
ПЭ: около 15% мирового производства
-
Полистирол (ПС): около 8% мирового производства
Даже если учесть все другие возможные технологии производства, только на литье под давлением из этих четырех материалов приходится более 40% всех пластиковых деталей, производимых в мире каждый год!

Термопластавтоматы: как они работают?
Термопластавтомат состоит из трех основных частей: узла литья под давлением, пресс-формы (основы всего процесса) и узла зажима/выталкивания. В этом разделе мы рассмотрим назначение каждой системы и то, как их основные рабочие механизмы влияют на конечные результаты процесса впрыска. На видео ниже большая машина для литья под давлением может производить около 30 пластиковых деталей каждые 3 секунды.

Видео по литью пластмасс под давлением | ДДПРОТОТИП
Процесс литья пластмасс под давлением
Назначение блока впрыска состоит в том, чтобы расплавить необработанный пластик и направить его в форму. Он состоит из бункера, бочки и возвратно-поступательного шнека. Вот как работает процесс впрыска:
-
1. Частицы полимера предварительно высушивают и помещают в бункер, где они смешиваются с красящими пигментами или другими армирующими добавками.
-
2. Подайте частицы в цилиндр, одновременно нагрейте их, перемешайте и переместите в форму через винт с переменным шагом. Геометрия шнека и цилиндра оптимизирована, чтобы помочь поднять давление до нужного уровня и расплавить материал.
-
3. Затем поршень движется вперед, и расплавленный пластик впрыскивается в форму через систему направляющих, которая заполняет всю полость. Когда материал охлаждается, он снова затвердевает и принимает форму формы.
-
4. Наконец, форма открывается, и наперсток выталкивает твердые детали. Затем закройте форму и повторите процесс.
Весь процесс можно повторить очень быстро: он занимает от 10 до 180 секунд, в зависимости от размера детали. Когда деталь выбрасывается, она назначается конвейеру или удерживающему контейнеру. Как правило, отлитые под давлением детали можно использовать сразу же, практически без последующей обработки.
Производство пресс-форм
Пресс-форма похожа на фотографический негатив: ее геометрия и текстура поверхности переносятся непосредственно на отлитую под давлением деталь. Пресс-формы обычно составляют большую часть начальных затрат на литье под давлением: для простой геометрии и относительно небольшого производства (от 1000 до 10000 единиц) стоимость типичной пресс-формы составляет около 2000-5000 долларов США, до 100000 долларов США. Подходит для матрицы, оптимизированной для полного производства (100000 и более). Это связано с высоким уровнем знаний, необходимых для разработки и производства высококачественных пресс-форм, которые точно производят тысячи (или сотни тысяч) деталей.

Форма обычно изготавливается из алюминия или стали методом CNC-обработка а затем доведены до требуемого стандарта. В дополнение к недостаткам деталей они также имеют другие функции, такие как система направляющих, которая позволяет материалам течь в форму, и внутренний канал водяного охлаждения, который помогает и ускоряет охлаждение детали.
Типичный случай — конструкторы Lego
Лего блоки являются одним из самых известных примеров деталей, изготовленных методом литья под давлением. Они были сделаны с использованием форм, подобных тем, что на картинке, которые произвели 120 миллионов блоков Lego (15 миллионов циклов), прежде чем они были сняты с производства. Строительные блоки Lego изготовлены из АБС-пластика из-за его высокой ударопрочности и отличной пластичности. Каждый кирпич идеально спроектирован с допуском всего 10 микрон (или одна десятая часть волоса). Это достигается за счет использования передовых методов проектирования, которые мы изучим в следующем разделе (равномерная толщина стенки, угол уклона, ребра, рельефный текст и т. д.).

Вторая часть – конструкция для литья под давлением.
Существует несколько факторов, которые могут повлиять на качество конечного продукта и повторяемость процесса. Чтобы получить все преимущества этого процесса, дизайнеры должны следовать определенным правилам проектирования. В этом разделе мы описываем распространенные дефекты литья под давлением, а также основные и расширенные рекомендации, которым необходимо следовать при проектировании деталей, включая рекомендации по минимизации затрат.
Распространенные дефекты литья под давлением
Большинство дефектов литья под давлением связано с неравномерным течением или скоростью охлаждения расплавленного материала в процессе плавления.
Здесь мы перечисляем наиболее распространенные дефекты конструкции деталей для литья под давлением. В следующем разделе мы покажем вам, как избежать этих дефектов, следуя передовым методам проектирования.
коробление
Когда некоторые детали охлаждаются (и, следовательно, сжимаются) быстрее, чем другие, они могут постоянно изгибаться из-за внутренних напряжений. Пластиковые детали с неравномерной толщиной стенки чаще всего деформируются.

Знак усадки
Когда внутренняя часть детали затвердевает раньше, чем ее поверхность, на первоначально плоской поверхности может появиться небольшая вмятина, которая называется вмятиной. Детали с плохой толщиной стенок или ребрами жесткости чаще всего дают усадку.

Метки перетаскивания
Когда пластик сжимается, он оказывает давление на пресс-форму. Во время выталкивания стенка детали скользит и царапает форму, что может привести к появлению царапин. Детали с вертикальными стенками (и без угла наклона) наиболее подвержены появлению следов волочения.

Плетеная леска
Когда встречаются два потока воды, могут быть маленькие волосы, похожие на обесцвечивание. Эти оплетки влияют на эстетику детали, но также снижают ее прочность. Детали с внезапными изменениями геометрии или отверстиями с большей вероятностью будут образовывать оплетки.
недобор
Остаточный воздух в форме может препятствовать потоку материала во время впрыска, что приводит к получению неполных деталей. Хороший дизайн может улучшить текучесть расплавленного пластика. Детали с тонкими стенками или плохо спроектированными ребрами, скорее всего, будут в дефиците.
Правила проектирования литья под давлением
Одним из самых больших преимуществ литья под давлением является то, что оно может легко формировать сложную геометрию, так что одна деталь может выполнять множество функций. После завершения изготовления пресс-формы эти сложные детали можно копировать по очень низкой цене. Однако изменение конструкции пресс-формы на более позднем этапе разработки может быть очень дорогостоящим, поэтому в первую очередь необходимо получить наилучшие результаты. Пожалуйста, следуйте приведенным ниже рекомендациям, чтобы избежать наиболее распространенных дефектов при литье под давлением.
Используйте равномерную толщину стенок
По возможности используйте одинаковую толщину стенки по всей детали и избегайте участков с толстыми стенками. Это необходимо, потому что неровные стенки могут вызвать коробление или деформацию деталей по мере остывания расплавленного материала. Если вам нужны участки разной толщины, используйте фаски или скругления, чтобы сделать переход максимально плавным. Таким образом, материал будет более равномерно течь в полости, гарантируя тем самым, что вся форма будет полностью заполнена.

Для большинства материалов толщина стенки от 1.2 мм до 3 мм является безопасным значением. В следующей таблице приведены конкретные рекомендуемые толщины стенок для некоторых наиболее распространенных материалов для литья под давлением:
|
Материалы |
Рекомендуемая толщина стенки [мм] |
Рекомендуемая толщина стенки [дюймы] |
|
Полипропилен (ПП) |
0.8 — 3.8 мм |
0.03–0.15 дюймов |
|
АБС |
1.2 — 3.5 мм |
0.045–0.14 дюймов |
|
Полиэтилен (ПЭ) |
0.8 — 3.0 мм |
0.03–0.12 дюймов |
|
Полистирол (ПС) |
1.0 — 4.0 мм |
0.04–0.155 дюймов |
|
Полиуретаны (PUR) |
2.0 — 20.0 мм |
0.08–0.785 дюймов |
|
Нейлон (ПА 6) |
0.8 — 3.0 мм |
0.03–0.12 дюймов |
|
Поликарбонат (PC) |
1.0 — 4.0 мм |
0.04–0.16 дюймов |
|
PC / ABS |
1.2 — 3.5 мм |
0.045–0.14 дюймов |
|
ПОМ (Дельрин) |
0.8 — 3.0 мм |
0.03–0.12 дюймов |
|
PEEK |
1.0 — 3.0 мм |
0.04–0.12 дюймов |
|
силиконовый |
1.0 — 10.0 мм |
0.04–0.40 дюймов |
Для достижения наилучших результатов:
Используйте одинаковую толщину стенки в пределах рекомендуемых значений. Если вам нужна другая толщина, используйте фаску или скругление в 3 раза больше разницы толщины, чтобы сгладить переход.
Более толстая часть
Более толстые секции могут вызвать различные дефекты, в том числе коробление и провисание. Вы должны ограничить максимальную толщину любой части конструкции рекомендуемым значением, сделав их полыми. Чтобы повысить прочность полой детали, используйте конструкцию с такой же прочностью и жесткостью, но с уменьшенной толщиной стенки. Тщательно разработанные детали с полыми профилями:
Ребра также можно использовать для увеличения жесткости горизонтальных секций без увеличения их толщины. Имейте в виду, что ограничения по толщине стенки остаются в силе. Превышение рекомендуемой толщины ребер может привести к усадке.
Для достижения наилучших результатов:
-
Вырежьте более толстую часть и используйте ребра для повышения прочности и жесткости деталей.
-
Максимальная толщина расчетного ребра равна 0.5-кратной толщине стенки.
-
Максимальная высота расчетного ребра равна 3-кратной толщине стенки.
Добавьте плавный переход
Рекомендуется: 3 × разница в толщине стенки
Иногда невозможно избежать деталей с разной толщиной стенок. В этих случаях используйте фаски или скругления, чтобы сделать переход максимально плавным. Точно так же нижняя часть вертикальных элементов (таких как ребра, бобышки, защелки) всегда должна быть круглой.
Скруглить все края
Равномерные ограничения по толщине стенки также применяются к кромкам: переходы должны быть как можно более плавными, чтобы обеспечить хорошую текучесть материала.
Для внутренних кромок радиус должен быть по крайней мере 0.5 раз толщина стенки. Для внешнего края добавьте радиус, равный внутреннему радиусу плюс толщина стенки. Таким образом, вы можете убедиться, что толщина стены одинакова везде, даже в углах. Кроме того, острые углы могут привести к концентрации напряжений, что приведет к утончению детали.
Для достижения наилучших результатов:
Добавьте скругление, равное 0.5 раз толщина стенки до внутреннего угла
Добавьте скругление, равное 1.5 раз толщина стенки до внешнего угла
Добавить угол наклона
Для облегчения извлечения деталей из формы ко всем вертикальным стенкам необходимо добавить углы уклона. Из-за сильного трения о форму в процессе извлечения из формы стена без угла уклона будет иметь следы сопротивления на своей поверхности. Рекомендуется минимальный угол уклона 2°. Более высокие элементы должны использовать больший угол уклона (до 50°).
Хорошее эмпирическое правило — увеличивать угол уклона на 1 градус каждые 25 мм. Например, добавьте угол уклона 30 градусов к элементу высотой 75 мм. Если деталь имеет шероховатую поверхность, следует использовать большой угол уклона. Как показывает опыт, приведенные выше результаты расчетов следует увеличить на 10–20 градусов. Помните, что ребрам также нужны углы уклона. Обратите внимание, что хотя увеличение угла уменьшает толщину верхней части ребер, убедитесь, что ваша конструкция соответствует рекомендуемой минимальной толщине стенки.
Для достижения наилучших результатов:
-
Добавьте угол уклона не менее 20 градусов ко всем вертикальным стенам.
-
Для элементов более 50 мм увеличивайте угол уклона на 1 градус каждые 25 мм.
-
Для деталей с фактурной поверхностью угол уклона увеличить на 1-2°.
Нижний срез
Простейший штамп (прямолинейный штамп) состоит из двух половинок. Элементы с поднутрениями, такие как зубья для резьбы или крючки для защелкивающихся соединений, не могут быть изготовлены с помощью штампа для прямого вытягивания. Это связано с тем, что матрица не может быть обработана на станке с ЧПУ или материал предотвращает выскакивание детали. Зуб резьбы или крючок защелкивающегося соединения являются примером поднутрения.
Вот несколько идей, которые помогут вам справиться с подрезкой:
Избегайте подрезания при закрытии реки
Полное избегание подрезки может быть лучшим вариантом. Подрезка всегда увеличивает стоимость, сложность и требования к обслуживанию штампа. Продуманная переделка обычно устраняет подрезы. Усечение — полезная техника для подрезки внутренней области (для посадки с защелкой) или боковой части (для отверстия или ручки) детали.
Вот несколько примеров того, как изменить конструкцию детали для литья под давлением, чтобы избежать подрезки: в основном, материал удаляется в области под подрезкой, что полностью устраняет проблему.

Переместить линию разъема
Самый простой способ справиться с подрезкой — переместить линию разъема штампа так, чтобы она пересекалась.
Это решение подходит для многих конструкций с подрезами на внешней поверхности. Не забудьте соответствующим образом отрегулировать осадку.
Использовать зачистную подрезку (струйную обработку)
Когда элементы достаточно гибкие, чтобы деформироваться на пресс-форме во время выталкивания, можно использовать подрезку (также известную как выпуклость). Зачистная выточка используется для выполнения резьбы в крышке.
Подрезку можно использовать только в том случае, если:
-
— Подрезы для зачистки должны находиться вдали от элементов усиления, таких как углы и ребра.
-
— Угол опережения поднутрения должен быть от 30 до 45 градусов.
-
— Детали, изготовленные методом литья под давлением, должны иметь пространство и быть достаточно гибкими, чтобы расширяться и деформироваться.

Рекомендуется избегать отслоения подреза деталей из стеклопластика. Как правило, гибкие пластмассы, такие как ПП, ПЭВП или нейлон (ПА), могут выдерживать подрезку до 5% диаметра.
Скользящая пара и ядро
Если невозможно изменить конструкцию литья под давлением, чтобы избежать боковых выемок, используйте скользящие боковые эффекты и стержни.
Боковой стержень представляет собой вставку, которая вставляется, когда форма закрывается, и выдвигается, прежде чем форма открывается. Имейте в виду, что эти механизмы увеличивают стоимость и сложность пресс-формы.
При проектировании вспомогательных действий следуйте следующим рекомендациям:
-
-Ядро должно иметь место для входа и выхода. Это означает, что элемент должен находиться на другой стороне детали.
-
-Боковое действие должно двигаться вертикально. Перемещение под углом, отличным от 90°, более сложно, увеличивает стоимость и время выполнения заказа.
-
-Не забудьте увеличить угол наклона. Подумайте о своем дизайне, как обычно, и рассмотрите движение ядра бокового действия.
Общие конструктивные особенности
С помощью этих практических руководств вы узнаете, как проектировать наиболее распространенные элементы, встречающиеся в деталях для литья под давлением. Используйте их, чтобы улучшить функциональность дизайна, соблюдая при этом основные правила дизайна.
Резьбовые крепления (бобышки и вставки)
Существует три способа добавить крепеж к отлитой под давлением детали: создать резьбу непосредственно на детали, добавить бобышку, которая может зафиксировать винт, или включить резьбовую вставку.
Можно моделировать резьбу непосредственно на детали, но это не рекомендуется, так как зубья резьбы имеют подрезку по своей природе, что значительно увеличивает сложность и стоимость пресс-формы (дальше мы введем подрезку) . Примером детали с резьбой, отлитой под давлением, является крышка. Бобышки очень распространены в деталях, полученных литьем под давлением, и используются в качестве точек крепления или сборки. Они состоят из цилиндрических выступов с отверстиями, предназначенными для удержания винтов, резьбовых вставок или других видов крепежных и сборочных изделий. Хороший способ думать о выступе — обвести сами ребра. Прилив используется в качестве точки соединения или крепления (в сочетании с самонарезающим винтом или резьбовой вставкой).
Если в качестве точки крепления используется бобышка, внешний диаметр бобышки должен быть в два раза больше номинального диаметра винта или вставки, а ее внутренний диаметр должен быть равен диаметру сердечника винта. Даже если вся глубина не требуется, отверстия в выступе должны доходить до уровня нижней стенки, чтобы поддерживать одинаковую толщину стенки по всему элементу. Добавьте фаски, чтобы облегчить вставку винтов или вставок.
Для достижения наилучших результатов:
-
Избегайте слияния конструкции с выступом основной стены.
-
Ребро или прикрепить бобышку к основной стене
-
Для бобышек с лезвиями используйте наружный диаметр, равный удвоенному номинальному размеру лезвия.

Число потоков
Металлические резьбовые вставки могут быть добавлены к пластиковым деталям, отлитым под давлением, чтобы обеспечить прочные резьбовые отверстия для крепежных деталей, таких как крепежные винты. Преимущество использования вставок заключается в том, что они допускают множество циклов сборки и разборки. Вставка устанавливается в деталь для литья под давлением с помощью термической, ультразвуковой или вставки в форму. Чтобы спроектировать бобышку, которая будет удерживать вставку с резьбой, используйте рекомендации, аналогичные приведенным выше, с диаметром вставки в качестве направляющего размера.
Для достижения наилучших результатов:
Избегайте добавления резьбы непосредственно в формованную деталь.
Расчетная бобышка, наружный диаметр в 2 раза больше номинального диаметра винта или вставки.
Добавьте отступ 0.8 мм на край резьбы
Используйте резьбу с шагом более 0.8 мм (32 витка на дюйм).
Используйте трапециевидную или опорную резьбу
Лучший способ работы с созданными поднутрениями:
Используйте резьбу с шагом более 0.8 мм (32 витка на дюйм).
При наружной резьбе расположите ее по линии разъема.
рубчик
Когда максимальная рекомендуемая толщина стенки недостаточна для удовлетворения функциональных требований детали, можно использовать ребра жесткости для повышения ее жесткости.

При проектировании ребер:
● используйте толщину, равную 0.5 x толщина основной стенки
● заданная высота менее 3 x толщина ребра
● используйте галтели фундамента с радиусом более 1/4 x толщины ребра
● добавить угол уклона не менее 0.25° – 0.5°
● добавить одну минуту. Расстояние между ребрами и стеной в 4 раза больше толщины ребер.
Защелкивающееся соединение
Защелкивающаяся посадка — это очень простой, экономичный и быстрый способ соединения двух деталей без крепежа или инструментов. Существует много возможностей дизайна для соединений с защелкой. Согласно опыту, прогиб шарнирного соединения в основном зависит от его длины и допустимой силы, которая может быть приложена к его ширине (поскольку его толщина в большей или меньшей степени определяется толщиной стенки детали). Точно так же соединение с защелкой является еще одним примером подрезки.
Показана наиболее распространенная конструкция байонетного соединения (называемого консольным байонетным соединением). Как и в случае с ребрами, увеличьте угол наклона защелкивающегося соединения и используйте толщину стенки в 0.5 раза больше минимальной толщины стенки.
Разработка специального критерия соединения с защелкой — большая тема, которая выходит за рамки данной статьи.
Для достижения наилучших результатов:
Добавьте угол уклона на вертикальной стенке соединения с защелкой
Толщина расчетной защелки более чем в 0.5 раза превышает толщину стенки.
Отрегулируйте его ширину и длину, чтобы контролировать его отклонение и допустимую силу

Живая петля
Подвижный шарнир представляет собой пластиковый лист, который соединяет две части детали и изгибает и изгибает их. Как правило, эти петли встраиваются в контейнеры массового производства, такие как пластиковые бутылки. Хорошо спроектированный подвижный шарнир может безотказно работать до миллиона циклов. Материал, используемый для подвижного шарнира, изготовленного методом литья под давлением, должен быть гибким. Полипропилен (ПП) и полиэтилен (ПЭ) — идеальный выбор для бытового применения, а нейлон (ПА) — идеальный выбор для технических применений.
Хорошо спроектированные петли показаны ниже. От 0.20 до 0.35 мм от рекомендуемой минимальной толщины петли, что обеспечивает большую прочность и большую толщину. Перед массовым производством используйте обработку с ЧПУ или 3D-печать для создания прототипа подвижного шарнира, чтобы определить геометрию и жесткость, наиболее подходящие для вашего приложения. Добавьте большое количество скруглений и спроектируйте уступ с одинаковой толщиной стенки в качестве основного тела детали, чтобы улучшить течение материала в форме и минимизировать напряжение. Петли размером более 150 мм можно разделить на две (или более) части для увеличения срока службы.
Для достижения наилучших результатов:
-
Расчетная толщина петли от 0.20 до 0.35 мм
-
Выберите гибкий материал (ПП, ПЭ или ПА) для деталей с подвижными петлями.
-
Используйте плечо с толщиной, равной толщине основной стены
-
Филе как можно больше
Измельченные ребра
Раздавливание ребра — это небольшая характерная особенность, которая деформируется, когда различные компоненты сталкиваются друг с другом, создавая трение, обеспечивающее его положение. Компрессионные стержни могут быть экономичной альтернативой изготовлению отверстий с высокими допусками для плотной посадки. Они обычно используются для размещения подшипников или валов и других применений с прессовой посадкой.
На следующем рисунке показан пример детали с вытянутыми ребрами. Для обеспечения хорошего выравнивания рекомендуется использовать три экструзионных ребра. Рекомендуемая высота/радиус каждого ребра составляет 2 мм. Добавьте не менее 0.25 мм натяга между выступающим ребром и установленной деталью. Из-за небольшого контакта с поверхностью штампа можно выполнить ребро без ребра.
Для достижения наилучших результатов:
-
Добавьте минимальный зазор 0.25 мм между экструдированным ребром и компонентом.
-
Не добавляйте сквозняка вертикальной стенке экструдированных ребер.
Слова и символы
-
Текст — очень распространенная функция, которую можно использовать для логотипов, этикеток, предупреждений, диаграмм и описаний, что позволяет сэкономить на наклеивании или рисовании этикеток.
-
При добавлении текста, пожалуйста, выберите рельефный текст на тексте гравировки, потому что это легче обрабатывать на станке с ЧПУ, поэтому это более экономично.
-
Кроме того, приподнятие текста на 0.5 мм над поверхностью детали обеспечивает легкость чтения букв. Мы рекомендуем вам выбирать жирные круглые шрифты с одинаковой толщиной линий и размером 20 фунтов или более.
Для достижения наилучших результатов:
-
Используйте рельефный текст (высота 0.5 мм) вместо гравированного текста
-
Используйте шрифт одинаковой толщины с минимальным размером шрифта 20 пунктов.
-
Выровнять текст перпендикулярно линии разъема
-
Используйте высоту (или глубину) более 0.5 мм.
Диапазон допуска
Литье под давлением обычно производит детали с допуском ± 0.500 мм (0.020 дюйма).
В некоторых случаях возможны более жесткие допуски (до ± 0.125 мм или даже ± 0.025 мм), но они могут значительно увеличить затраты.
Для мелкосерийного производства (< 10000 единиц) рассмотрите возможность использования вспомогательных операций, таких как сверление, для повышения точности. Это обеспечивает правильный натяг детали на другие детали или вставки (например, при использовании прессовой посадки).
Часть третья — Инъекционный материал
Литье под давлением совместимо с различными пластиками. В этом разделе вы узнаете больше о ключевых особенностях самых популярных материалов. Мы также обсудим стандартную отделку поверхности, которая может быть применена к деталям, изготовленным методом литья под давлением.
Инъекционный материал
Все термопласты могут подвергаться литью под давлением. Некоторые термореактивные пластмассы и жидкий силикон также совместимы с процессом литья под давлением. Они также могут быть усилены волокнами, частицами каучука, минералами или антипиренами для изменения их физических свойств. Например, стекловолокно можно смешивать с частицами в соотношении 10%, 15% или 30%, чтобы детали имели более высокую жесткость.
Добавкой, обычно используемой для повышения жесткости деталей, полученных литьем под давлением, является стекловолокно. Стеклянные волокна можно смешивать с заполнителями в соотношении 10%, 15% или 30%, что приводит к различным механическим свойствам. Вы можете добавить в смесь краситель (в соотношении около 3%), чтобы создать различные цветные детали. Стандартные цвета включают красный, зеленый, желтый, синий, черный и белый, которые можно смешивать для создания различных теней.
Подготовка поверхности и стандарты SPI
Обработка поверхности может быть использована для того, чтобы детали для инъекций имели некоторый внешний вид или ощущение. Помимо использования в косметических целях, обработка поверхности также может соответствовать техническим требованиям. Например, средняя шероховатость поверхности (RA) может сильно повлиять на срок службы скользящих деталей (таких как подшипники скольжения). Детали для литья под давлением обычно не нуждаются в постобработке, но сама пресс-форма может выполнять разную степень отделки. Имейте в виду, что шероховатые поверхности при выталкивании увеличивают трение между деталью и формой, поэтому требуется больший угол наклона.
|
Завершить |
Описание |
Стандарты СПИ* |
|
Глянцевая отделка |
Форма сначала сглаживается, а затем полируется алмазным бафом, в результате чего поверхность становится зеркальной. |
-1 |
|
Полуглянцевая отделка |
Форма зачищается мелкозернистой наждачной бумагой, в результате чего поверхность становится идеальной. |
B-1 |
|
Матовая отделка |
Форма сглаживается с помощью тонкого каменного порошка, удаляя все следы механической обработки. |
C-1 |
|
Текстурированная отделка |
Форма сначала сглаживается мелким каменным порошком, а затем подвергается пескоструйной обработке, в результате чего получается текстурированная поверхность. |
D-1 |
|
Чистовая обработка |
Форма дорабатывается на усмотрение машиниста. Следы инструмента будут видны. |
– |
|
Завершить |
Описание |
Стандарты СПИ* |
|
Глянцевая отделка |
Форма сначала сглаживается, а затем полируется алмазным бафом, в результате чего поверхность становится зеркальной. |
-1 |
|
Полуглянцевая отделка |
Форма зачищается мелкозернистой наждачной бумагой, в результате чего поверхность становится идеальной. |
B-1 |
|
Матовая отделка |
Форма сглаживается с помощью тонкого каменного порошка, удаляя все следы механической обработки. |
C-1 |
|
Текстурированная отделка |
Форма сначала сглаживается мелким каменным порошком, а затем подвергается пескоструйной обработке, в результате чего получается текстурированная поверхность. |
D-1 |
|
Чистовая обработка |
Форма дорабатывается на усмотрение машиниста. Следы инструмента будут видны. |
– |
Выбирая гладкую отделку, учтите следующие полезные советы:
Отделка формы с высоким блеском не равна готовому изделию с высоким блеском. На него в значительной степени влияют другие факторы, такие как используемая пластмассовая смола, условия формования и конструкция пресс-формы. Например, ABS будет производить детали с более высоким блеском, чем PP.
более тонкая обработка поверхности требует более высокого уровня материала, используемого в форме. Для достижения очень тонкой полировки требуется инструментальная сталь с самой высокой твердостью. Это влияет на общую стоимость (стоимость материала, время обработки и время постобработки).
Часть четвертая — Секрет снижения себестоимости
Узнайте больше об основных факторах затрат при литье под давлением и возможных методах проектирования, которые помогут вам сократить расходы и удержать проект в рамках бюджета.
Факторы затрат при литье под давлением. Максимальная стоимость литья под давлением составляет:
-
Стоимость пресс-формы определяется общей стоимостью проектирования и обработки пресс-формы.
-
стоимость материалов зависит от количества используемых материалов и их цены за килограмм.
-
Стоимость производства зависит от общего времени использования термопластавтомата.
-
Затраты на пресс-формы постоянны (от 1000 до 5000 долларов). Эта стоимость не зависит от общего количества изготовленных деталей, в то время как материальные и производственные затраты зависят от производства.
-
Для изделий меньшего размера (от 1000 до 10000 штук) затраты на оснастку оказывают наибольшее влияние на общие затраты (около 50-70%). Поэтому стоит соответствующим образом изменить конструкцию, чтобы упростить процесс изготовления (и его стоимость) пресс-формы.
-
При массовом производстве (от 10000 100000 до XNUMX XNUMX единиц) вклад стоимости инструмента в общую стоимость покрывается стоимостью материалов и производства. Поэтому ваша основная работа по проектированию должна быть направлена на минимизацию объемной детали и времени цикла формования.
Здесь мы собрали несколько советов, которые помогут вам минимизировать стоимость вашего проекта впрыска.
Совет 1: придерживайтесь прямолинейного штампа
Сердечники бокового действия и другие механизмы в пресс-форме увеличивают стоимость пресс-формы на 15-30%. Это означает, что минимальная дополнительная стоимость пресс-формы составляет от 1000 до 1500 долларов.
В предыдущем разделе мы изучили метод борьбы с подрезом. Чтобы уложиться в бюджет, избегайте использования ядер побочных эффектов и других механизмов, если в этом нет крайней необходимости.
Совет 2: перепроектируйте детали для впрыска, чтобы избежать подрезов
Подрезка всегда увеличивает стоимость и сложность, а также затраты на техническое обслуживание пресс-формы. Умный редизайн обычно устраняет подрезку.
Совет 3: сделайте детали для впрыска меньше
Детали меньшего размера можно формовать быстрее, что приводит к повышению производительности и снижению себестоимости деталей. Детали меньшего размера также снижают материальные затраты и стоимость пресс-форм.
Совет 4: установите несколько деталей в одну форму
Как мы видели в предыдущем разделе, первый пробный экзамен заключается в сборке нескольких деталей в одной форме. При первом пробном испытании в одну форму можно установить от 6 до 8 идентичных деталей, что сокращает общее время производства примерно на 80 %.
Первый пробный экзамен можно провести в одной и той же форме с другой геометрией. Это отличное решение для снижения общей стоимости сборки.
Это передовая технология:
В некоторых случаях корпус 2-х частей сборки одинаков. С некоторым творческим подходом вы можете создать точки блокировки или шарниры в симметричных положениях, чтобы в основном отразить деталь. Таким образом, одна и та же форма может быть использована для изготовления двух полуформ, что вдвое снижает стоимость формы.
Совет 5: избегайте мелких деталей
Чтобы изготовить форму с мелкими деталями, требуется больше времени на обработку и время отделки. Текст является примером, и для него может даже потребоваться специальная технология обработки, такая как электроэрозионная обработка, что приводит к более высокой стоимости.
Совет 6: используйте отделку более низкого качества
Обычно агент для обработки поверхности наносится на форму вручную, что может быть дорогостоящим процессом, особенно при улучшенной обработке поверхности. Если ваши детали не предназначены для косметического использования, не используйте дорогие высококачественные покрытия.
Совет 7: уменьшите объем детали за счет уменьшения толщины стенки
-
Уменьшение толщины стенки детали — лучший способ минимизировать ее объем. Это не только означает использование меньшего количества материалов, но и значительно ускоряет цикл литья под давлением.
-
Например, уменьшение толщины стенки с 3 мм до 2 мм может сократить время цикла на 50–75 %.
-
Более тонкая стенка означает, что форма может быть заполнена быстрее. Что еще более важно, более тонкие детали охлаждаются и затвердевают быстрее. Имейте в виду, что пока машина простаивает, примерно половина цикла литья под давлением уходит на отверждение детали.
-
Необходимо соблюдать осторожность, чтобы чрезмерно не уменьшить жесткость детали, иначе ее механические свойства будут снижены. Ребра в критических местах можно использовать для увеличения жесткости.
Совет 8: подумайте о вторичной операции
Для мелкосерийного производства (менее 1000 деталей) может оказаться более рентабельным использовать вспомогательные операции для изготовления деталей для литья под давлением. Например, вы можете просверлить отверстие после формовки вместо использования дорогой формы с боковым стержнем.
Часть пятая — Начать закачку
После того, как ваша конструкция будет готова и оптимизирована для литья под давлением, каков будет следующий шаг? В этом разделе мы проведем вас через шаги, необходимые для начала производства литья под давлением.
Шаг 1: начните с малого и быстро создайте прототип
Прежде чем использовать любую дорогую форму для литья под давлением, сначала создайте и протестируйте функциональный прототип конструкции.
Этот шаг имеет решающее значение для успешного запуска продукта. Таким образом, ошибки проектирования могут быть обнаружены на ранней стадии, а стоимость изменений остается низкой.
Есть три прототипа решения:
1. 3D-печать (с использованием SLS, SLA или спрея)
2. Пластиковая обработка с числовым программным управлением
3. Литье под давлением в малых объемах с помощью формы для 3D-печати.
Эти процессы могут создавать реалистичные прототипы форм и функций, которые очень похожи на конечный формованный продукт.
Используйте следующую информацию в качестве краткого руководства по сравнению, чтобы определить решение, которое лучше всего подходит для вашего приложения.
3D печать прототип
-
Минимальное количество: 1
-
Типичная стоимость: 20–100 долларов за деталь.
-
Время доставки: 2-5 дней
-
Оптимизированная конструкция для литья под давлением для легкой 3D-печати
-
Самая низкая стоимость, быстрое решение для создания прототипа
-
Не каждый инъекционный материал можно использовать для 3D-печати.
-
Детали, напечатанные на 3D-принтере, на 30-50% слабее, чем детали, изготовленные методом литья под давлением.

Прототип обработки с ЧПУ
Минимальное количество: 1
Типичная стоимость: 100–500 долларов за деталь.
Время доставки: 5-10 дней
-
Свойства материала такие же, как у деталей для литья под давлением
-
Превосходная точность и отделка
-
Может потребоваться изменение конструкции, поскольку применяются различные ограничения конструкции.
-
Дороже, чем 3D-печать, дольше срок поставки
-
Низкий объем литья под давлением
-
Минимальное количество: 10-100 штук,
-
Типичная стоимость: 1000–4000 долларов.
-
Срок поставки: 5-10 дней,

-
Самый реалистичный прототип с реалистичными свойствами материала
-
Моделирование реального процесса и конструкции пресс-формы
-
Самый дорогой прототип решения
-
Доступность меньше, чем у ЧПУ или 3D-печати
Шаг 2: провести «пуско-наладку» (500-10000 деталей)
После завершения проектирования можно приступить к литью под давлением, проведя небольшое количество испытаний.
Минимальный объем заказа для литья под давлением составляет 500 единиц. Для этих количеств штамп обычно обрабатывается алюминием с ЧПУ. Алюминиевые формы относительно просты в изготовлении и стоят меньше (от 3000 до 5000 долларов), но могут выдерживать от 5000 до 10000 циклов впрыска.
На этом этапе типичная стоимость детали составляет от 1 до 5 долларов, в зависимости от геометрии конструкции и выбранного материала. Типичный срок доставки таких заказов составляет 6-8 недель.
Детали, изготовленные с помощью «пилотного» алюминиевого штампа, имеют те же физические свойства и точность, что и детали, изготовленные с использованием штампа из инструментальной стали «массового производства».
Шаг 3: расширить масштаб производства (более 100000 деталей)
При выпуске большого количества одинаковых деталей (от 10000 100000 до XNUMX XNUMX + шт.) требуются специальные инструменты для литья под давлением.
Для этих объемов пресс-форма изготавливается из инструментальной стали методом ЧПУ, которая выдерживает миллионы циклов литья под давлением. Они также оснащены расширенными функциями, такими как дверцы горячего наконечника и сложные каналы охлаждения, чтобы максимизировать скорость производства.
Из-за сложности проектирования и изготовления пресс-формы типичная стоимость единицы продукции на этом этапе составляет от нескольких центов до доллара, а обычное время доставки составляет 4–6 месяцев.
В DDPROTOTYPE вы можете легко, быстро и на конкурентоспособной основе производить продукцию для литья под давлением. Когда вы загружаете свой дизайн в ddprototype, наш механик обнаружит любые потенциальные проблемы с дизайном для анализа технологичности дизайна до начала производства и предоставит вам предложение как можно скорее. Таким образом, вы можете гарантировать, что вы всегда можете получить наиболее конкурентоспособную цену на свои детали для впрыска на рынке с самым быстрым временем оборота.
Справочник
для наладчиков ТПА
Технологический справочник для операторов литьевых машин
(Справочник подготовлен на примере литья материалов компании Bayer AG)
Оглавление
1. Обзор ассортимента
2. Подготовка к работе
2.1 Сушка
2.2 Чистка машин; смена исходного материала для технических термопластов
3. Выбор машин и оборудования
3.1 Определение диаметра шнека, дозы впрыска и пути дозирования
3.2 Пригодные к использованию и возможные пути дозирования
3.3 Определение усилия замыкания формы
3.4 Геометрия шнека
3.5 Сопла
3.6 Защита от износа
4. Условия переработки
4.1 Температура формы и расплава
4.2 Термостатирование формы
4.3 Датчик температуры расплава
4.4 Давление литья и выдержка под давлением; скорость впрыска
4.5 Частота вращения шнека; реактивное давление
4.6 Время охлаждения
4.7 Оптимизация заданных параметров машины; контроль производства
4.8 Соотношение длины пути течения и толщины стенки детали
4.9 Литье под давлением с отводом газов из цилиндра
5. Переработка регенерата; вторичное использование отходов
6. Дефекты литья под давлением и меры по их устранению
Настоящая статья дает оператору литьевой машины возможность быстрого
ознакомления с переработкой следующих марок технических термопластов:
|
Апек® |
Полиарилат |
|
Апек® HT |
(PC-HT) Поликарбонат, высокоустойчивый к термической деформации |
|
Байбленд® |
(PC+ABS) Поликарбонат + Сополимер акриловой кислоты, стирола и |
|
Десмопан® |
(TPU) Термопластичный полиуретан |
|
Дуретан® |
Полиамид-6, Полиамид-66, Полиамид/Сополимер |
|
Люстран® ABS/Новодур® |
Сополимер АБС |
|
Люстран® SAN |
(SAN) Сополимер стирола и акрилонитрила |
|
Макролон® |
Поликарбонат |
|
Покан® |
Полибутилентерефталат |
|
Триакс® |
(ABS + PA) Смесь АБС и Полиамида |
|
Макробленд PR® |
Поликарбонат + Полибутилентерефталат |
|
Макробленд EC® |
Поликарбонат / Сополимер |
|
Петлон® |
Полиэтилентерефталат |
|
Тедур® |
Полифениленсульфид, усиленный стекловолокном и смесью стекловолокна с |
2.1 Сушка
Недопустимо высокая влажность расплава пластмасс может приводить к дефектам
поверхности (волнистость поверхности шлиры) и плохим свойствам литых изделий
(гидролитическая деструкция). Так как большинство пластмасс впитывают слишком
большое количество воды из-за неплотной упаковки при хранении и перевозке,
необходимо просушивать их перед переработкой.
|
Технический термопласт |
Допустимая остаточная влажность в весовых процентах |
|
Апек 1) Байбленд 2) Десмопан Дуретан Люстран АВS/Новодур Люстран SAN Макролон 1) Покан Триакс Макробленд PR Петлон Тедур |
0,02 от 0,02 до 0,05 0,07 0,1 0,2 0,2 0,02 0,04 0,1 0,02 0,03 0,04 |
|
1) С помощью испытания улетучиваемости по Томазельти (TVI-Test) можно С помощью испытания улетучиваемости по Томазельти (TVI-Test) можно просто 2) В случае Байбленда FR (огнестойкий) необходимо стремиться к достижению В случае Байбленда FR (огнестойкий) необходимо стремиться к достижению Таблица 1: Допустимая влажность гранулята при нормальных условиях — ATI 8024 (Информация по технике применения на немецком и английском — Наша практическая информация PI 053 «Сушка», номер для заказа |
Влажность гранулята измеряется по схеме, подобной методу Карла Фишера, или другим
подходящим методом. При несоблюдении допустимых пределов влажности материал
готовых изделий может содержать дефекты, несмотря на оптически безукоризненную
поверхность. Это касается таких термопластов как Апек HT, Байбленд, Макролон и
Покан.
С помощью теста для определения летучих по Томасетти (TVI-Test) при
небольших аппаратурных затратах и малых затратах времени можно с достаточной
точностью узнать степень сушки Макролона, Макробленда и Апека.
|
Технический термопласт |
Температура сушки ( OC) |
Время сушки (час.) |
||
|
Конвекционная сушилка (50% свежего |
Воздушная cушилка (сушилка с |
Сушилка, работающая на сухом |
||
|
Апек |
130 |
4 – 12 |
2 – 4 |
2 – 3 |
|
Байбленд5) Байбленд FR1) |
100 – 110 75 – 110 |
3 – 4 |
2 – 3 |
1 – 2 |
|
Десмопан |
100 – 110 |
1 – 2 |
1 – 2 |
1 – 2 |
|
Дуретан 1), 6) |
80 |
Не рекомендуется |
2 – 203) |
|
|
Люстран ABS/ Новодур |
80 |
3 – 6 |
2 – 3 |
1 – 2 |
|
Люстран SAN |
80 |
2 – 3 |
1 – 2 |
1 – 2 |
|
Макролон |
120 |
4 – 12 |
2 – 4 |
2 — 3 |
|
Покан 6) |
120 |
4 — 8 |
2 – 3 |
2 – 3 |
|
Триакс 1) |
80 |
Условно пригодны 4) |
2 – 4 (20)3) |
|
|
Макробленд PR |
110 |
4 — 12 |
2 – 4 |
2 – 3 |
|
Макробленд ЕС |
120 |
4 — 12 |
2 – 4 |
2 – 3 |
|
Петлон |
130 |
3 — 4 |
3 |
3 |
|
Тедур |
150 |
3 — 4 |
3 – 4 |
3 – 4 |
|
Вышеприведенные данные относятся к упакованному материалу, хранящемуся 1) См. информацию по технике применения: См. информацию по технике применения: ATI 749, ATI 805, ATI 809, ATI 945, ATI 966, 2) Готовый к применению гранулят расфасовывается на заводе-изготовителе. Готовый к применению гранулят расфасовывается на заводе-изготовителе. В 3) В зависимости от начальной влажности. В зависимости от начальной влажности. 4) В зависимости от влажности сухого воздуха. 5) В случае волокнонаполненных типов обращать внимание на особые условия 6) Поставляется частично во влагонепроницаемых упаковках в виде готового Таблица 2: Рекомендуемые условия сушки. В зависимости от влажности сухого воздуха. В случае волокнонаполненных |
Вышеприведенные данные относятся к упакованному материалу, хранящемуся при
комнатной температуре. Необходимыми условиями являются также безупречная работа
приборов и соблюдение рекомендуемой температуры.
Вместо наиболее часто применяемой сушки гранулята можно также удалять влагу
непосредственно но время плавления материала в механизме пластикации литьевой
машины, используя так называемые «узлы дегазации». По сравнению с
сушкой гранулята этот метод может обеспечить технические, организационные и
экономические преимущества, но при этом следует считаться также и с некоторыми
ограничениями и недостатками.
Сегодня этот метод применяется главным образом при производстве в основном
темных изделии и при редкой смене материала и цвета .1)
1) См. также специальное издание “Литье под давлением с дегазацией –
практическая реализация лабораторной концепции” (номер для заказа KU 41.914).
См. также специальное издание “Литье под давлением с дегазацией –
практическая реализация лабораторной концепции” (номер для заказа KU 41.914).
2.2 Чистка машин; смена исходного материала для технических термопластов
Смена материала
|
Апек Байбленд Десмопан Дуретан Люстран АВS/Новодур Люстран SAN Макролон Покан Триакс Макробленд Петлон Тедур |
• Опорожнить инжекционный цилиндр • Промыть цилиндр новым материалом или смесью нового материала с • При смене цвета следует по возможности переходить от светлых тонов к • В особых случаях 2) следует прочистить механизм пластикации |
Приостановка производства
(длительные перерывы и выходные дни)
|
Байбленд Десмопан Дуретан Люстран АВS/Новодур Люстран SAN Покан Триакс Макробленд PR Петлон Тедур |
• Опорожнить иижекциониый цилиндр 3) • Вывести шнек в переднее конечное положение • Отключить машину и обогрев |
|
Апек Макролон Макробленд EC |
• Опорожнить инжекционный цилиндр • Установить обогрев цилиндра на 160-180°С и прогреть при этой • Оставить включенным обогрев загрузочной воронки |
1) См. также информацию по технике применения ATI 1102 «Средства
чистки при переработке термопластов литьем под давлением «
См. также информацию по технике применения ATI 1102 «Средства чистки
при переработке термопластов литьем под давлением »
2) • При переходе с высоковязкого к очень низковязкому материалу
• При переходе с высоковязкого к очень низковязкому материалу
•При переходе с материала, образующего граничный слой, к материалу не
образующему такого слоя
•При предусмотренном производстве прозрачных литых изделий
3) В случае некоторых марок FR (невоспламеняющиеся марки) тем же типом
материала без огнезащитных средств
В случае некоторых марок FR (невоспламеняющиеся марки) тем же типом
материала без огнезащитных средств
4) Исключения в случае механизма пластикации с защитой от износа
Исключения в случае механизма пластикации с защитой от износа
Прекращение производства
|
Апек НТ Байбленд Десмопан Дуретан Люстран АВS/Новодур Люстран SAN Макролон Покан Триакс Макробленд Петлон Тедур |
• Промыть инжекционный цилиндр соответствующими высоковязкими литьевыми • Отключить машину или — в случае Макролона, Макробленда и Апека — • Ручная очистка в большинстве случаев не требуется. |
Чистка
|
Апек НТ Байбленд Десмопан Дуретан Люстран АВS/Новодур Люстран SAN Макролон Покан Триакс |
• Чистка/промывка в связи со сменой материала без особо трудноудаляемых • Чистка при трудноустраняемых загрязнениях (например, прилипший — Очистить узел с помощью средства для чистки цилиндра 1). — При необходимости дополнительно промыть агрегат высоковязким — Разобрать узел и почистить еще горячие детали проволочной щеткой с — Можно также чистить демонтированные детали в вихревых ваннах с окисью • Внимание! Последующая дробеструйная обработка стеклянными или стальными |
1) См. также информацию по технике применения ATI 1102 «Средства
чистки при переработке термопластов литьем под давлением».
См. также информацию по технике применения ATI 1102 «Средства чистки
при переработке термопластов литьем под давлением».
3.1 Определение диаметра шнека, дозы впрыска и пути дозирования 1)
Практика показала, что для производства литых изделии c определенной дозой
впрыска целесообразно применять шнеки только определенного диапазона размеров
(диапазона диаметров), а именно такие шнеки, дозирующий путь которых составляет
от 1 до 3 диаметров. И наоборот: шнеки определенного диаметра должны
применяться только для изделий с определенным диапазоном веса или объема
впрыска.
При выходе за нижний или верхний предел этого диапазона возникает опасность
ухудшения качества, например, уменьшение молекулярной массы или дефекты поверхности
литых изделий в результате вовлечения воздуха (см. рис. 4).
Нижеследующая номограмма наглядно демонстрирую взаимосвязь между дозой
впрыска и целесообразным диаметром шнека.
Эту номограмму можно применять для определения диаметра шнека (типоразмера
литьевой машины) и предусмотренного веса изделий при переработке термопластов
на машинах для литья под давлением. Она построена на основе знании оптимального
дозировочного хода (дозировочный диапазон от 1D до 3D) в случае трехзонных
шнеков с соотношением L/D от 18:1 до 22:1 (см. также рис. 3).
1) См. также информацию по технике применения ATI 1 103 (на немецком и
английском языках) “Корреляция между диаметром шнека, объемом дозы,
плотностью и весом дозы”, в которой содержится крупномасштабное изображение
поясняемой ниже номограммы.
См. также информацию по технике применения ATI 1 103 (на немецком и
английском языках) “Корреляция между диаметром шнека, объемом дозы,
плотностью и весом дозы”, в которой содержится крупномасштабное изображение
поясняемой ниже номограммы.
3.3 Определение усилия замыкания формы
Общая формула:
Усилие замыкания формы >= Подъемная сила в форме (кН) =Спроецированная
поверхность (см 2) *
внутри формы (бар)
|100
Фактически необходимое усилие замыкания формы зависит главным образом от
обеих указанных в формуле величин. Кроме того, на это усилие замыкания влияют
также такие факторы как жесткость машины и формы, геометрия изделия, допустимая
деформация, условия переработки и сама литьевая масса.
Поэтому приведенные в таблице а) эмпирические показатели являются всего
лишь ориентировочными.
• Спроецированная поверхность = Сумма всех находящихся под давлением
поверхностей подъема, спроецированных на плоскость зажимных плит формы.
Пример: шайба в виде усеченного конуса.
• Среднее давление внутри формы (подъемная сила)а) Эмпирически определенные
показатели
|
Апек НТ |
Высокотемпературный поликарбонат |
300 – 500 бар |
|
Байбленд |
(ПК + АБС) |
250 – 400 бар |
|
Десмопан |
ТПУ |
300 – 700 бар 1) |
|
Дуретан |
ПА |
250 – 700 бар 1) |
|
Люстран ABS/Новодур |
АБС |
250 – 350 бар |
|
Люстран SAN |
Сополимер стирола и акрилонитрила |
250 – 350 бар |
|
Макролон |
ПК |
300 – 500 бар |
|
Покан |
ПБТ |
250 – 700 бар 1) |
|
Триакс |
(АБС + ПА) |
250 – 500 бар |
1) B случае очень легкотекучих типов материала может потребоваться
повышение давления для предотвращения образования перепонок
B случае очень легкотекучих типов материала может потребоваться повышение
давления для предотвращения образования перепонок
б) Показатели, определенные реологическими расчетамиЕсли при расчете литого
изделия давление в полости формы при заполнении принимается равным 700 бар, то
в соответствии с нижеследующим графиком среднее усилие подъема в случае
аморфных термопластов может составить примерно 500 бар.
3.4 Геометрия шнека 1)При переработке термопластов фирмы БАЙЕР
хорошо зарекомендовали себя трехзонные шнеки с соотношением длины и диаметра
(L/D) от 18:1 до 22:1 и соотношением высот профиля витков от 2:1 до 2,5:1.
Получаемые данные могут быть внесены в таблицу:
|
Диаметр шнека D (мм) |
Глубина винтового канала H (мм) |
||
|
Зона загрузки |
Зона выдавливания |
Отношение глубин винтового канала |
|
|
30 40 60 80 90 120 150 >150 |
4,3 5,4 7,4 9,1 10,0 12,0 14,0 14,0 |
2,1 2,6 3,4 4,0 4,2 5,0 5,6 5,6 |
2,0 : 1 2,1 : 1 2,2 : 1 2,3 : 1 2,4 : 1 2,4 : 1 2,5 : 1 2,5 : 1 |
Таблица 4: Глубины винтового канала и отношения глубин винтового канала
Глубины винтового канала для промежуточных диаметров червяка D1
можно вычислить по уравнению:
H1 = H0 (D1
/ D0)0,7
Где H1 — искомое значение, а D0 и H0 —
ближайшие значения согласно Таблице 4.
При переработке частично кристаллических термопластов Дуретан и Покан в
случае шнеков диаметром > 80 мм лучше всего применять пониженную глубину
винтового канала в зоне загрузки.
1) См. также информацию но технике применения ATI 173: «Шнеки
литьевых машин для переработки термопластов фирмы БАЙЕР».
См. также информацию но технике применения ATI 173: «Шнеки литьевых
машин для переработки термопластов фирмы БАЙЕР».
3.5 Сопла
Для переработки следует применять по возможности открытые сопла. В случае
легкотекучих материалов применяются также запирающиеся сопла. Однако, в
зависимости от конструкции они могут чаще приводить к возникновению таких
проблем как разложение материала, образование сгустков, нарушения работы машины
и т.п. (см. ниже).
минус 0,5 — 1,0 мм
Отверстие сопла = отверстие литника минус 0,5 — 1,0 мм
Такие традиционные запорные системы как:
• сопло с шиберным затвором,
• сопло с игольчатым затвором,
• сопло со стержневым затвором
…редко создают трудности в случае стержневых запорных систем с гидравлическим
приводом. При их применении следует обращать особое внимание на возможное
нарушение соосности канального отверстия в стержне (в открытом состоянии).
Пружинные игольчатые системы требуют высокого давления впрыска и приводят к
кратковременному высокому сдвигу материала. Этот недостаток устраняется в
системах с двусторонним гидравлическим или пневматическим приводом, а также в
соплах с шиберным затвором с механическим приводом.
Надежность всех игольчатых и шиберных запорных систем сильно зависит от
удобопроходимой конструкции расплавопровода (отсутствие мертвых зон, отсутствие
делений потока).
Во всех запорных системах необходимо так подогнать подвижные приводные
элементы с люфтом, чтобы обеспечивалась смазка расплавом и создавалась
возможность вывода наружу умышленно создаваемой незначительной утечки.3.6
Защита от износа
Узел пластикации машин для переработки термопластов (особенно термопластов
с наполнителями или пигментами) подвергается износу как и в случае всех рабочих
машин. Различают два вида износа: абразию и коррозию. Эти два вида износа могут
выступать либо отдельно, либо совместно.
Процессы износа деталей машины часто становятся заметными лишь в поздней
стадии, когда наступают нарушения работы машины. Однако они часто проявляются
гораздо раньше, вызывая изменение цвета поверхности литой детали или другие
дефекты. Иногда эти дефекты скрываются внутри литой детали, т. е. на
поверхности их обнаружить пока еще нельзя. Высокие издержки возникают не только
в результате износа, непригодности к работе таких элементов машины как шнеки,
цилиндры и обратные клапаны, но также и в результате выпуска брака и уменьшения
степени использования машин из-за простоев и ремонтов.
Детали шнеков и цилиндров из так называемой стандартной азотированной стали
часто уже не выполняют все возрастающих требований. Важную роль играет также и
геометрическое исполнение деталей. Сегодня на рынке предлагаются
«защищенные от износа» плавильные агрегаты, которые гораздо лучше
выполняют предъявляемые требования. Опыт показывает, что в результате их
применения удельные издержки на износ деталей машины (отнесенные к единице пропускной
способности) можно сократить в 3 — 6 раз и даже больше. При этом еще не
учитываются дополнительные улучшения экономичности производства в результате
сокращения брака, уменьшения времени простоя машин, лучшего постоянства
качества и т. д. В случае защищенных от износа и коррозии агрегатов, подбор
сорта стали и метода обработки поверхности может в решающей степени зависеть от
того, какой из этих двух механизмов износа преобладает в данном случае. Как
правило, рекомендуется «универсальное» исполнение, учитывающее оба
вида износа. Советы по соответствующему подбору материала приведены в следующей
таблице 1).
1) см. также ATI 458 «Защита от износа при литье под давлением»
см. также ATI 458 «Защита от износа при литье под давлением»
Подбор материалов для защищенных от износа литьевых агрегатов
(универсальная защита от коррозии и абразии).
Цилиндры
1. Центробежное нанесение подходящего бронировачного слоя, чаще всего на
основе Ni-Co-Cr-W-B, практически не содержащего железа; нелигированные и
легированные углеродистые стали для несущей трубы.
2. Использование нанесенных центробежным способом втулок; несущая труба из
азотированных сталей, например:
34 Cr Al Ni 7 (1.8550)
31 Cr MoV9 (1.8519)Шнеки
1. Высокохромистые легированные стали сквозной закалки (диаметр до ок. 60
мм, длина 1500 мм), иногда дополнительно подвергнутые ионизационному
азотированию, например:
Х 155 Cr V Mo 12 1 (1.2379)
X 165 Cr Mo V 12 (1.2601)
X 210 Cr 12 (1.2080)
X 220 Cr Mo 12 2 (1.2378)
X 210 Cr W 12 (1.2436)
2. Стеллитные закаленные витки с ионизационно азотированными хромистыми
сталями для всех диаметров, например:
Х 35 Cr Mo 17 (1.4122) улучшенная
X 22 Cr Ni 17 (1.4057) улучшенная
3. Стеллитные закаленные витки с хромированием тела шнека. торцов,
например:
31 Cr MoV9 (1.8519)Головка цилиндра
1. Высоколегированные хромистые стали, подвергнутые ионизационному
азотированию (см. п. 2 в разделе «Шнеки»).
2. Стандартные азотированные стали твердого хромирования например:
31 Cr Mo V 9 (1.8519)Обратный клапан
1. Верхушка и нажимное кольцо
Гребень витка червяка всегда бронирован сплавами на основе Cr-Ni-B
добавками карбида.
1.1 высоколегированные хромистые стали, при необходимости ионизационно
азотированные (см. п. 2 в разделе «Шнеки»).
1.2 высоколегированные хромистые стали сквозной закалки (см. п. 1 в разделе
«Шнеки»).2. Запорное кольцо
Высоколегированные хромистые стали с хорошей вязкостью, подвергнутые
сквозной закалке или улучшенные — ионизационно азотированные, например:
Х 155 Cr V Mo 12 1 (1.2379)
X 40 Cr Mo V 5 1 (1.4122)
X 35 Cr Mo 17 (1.2344)
3. Все конструктивные элементы из:
Высокопрочных материалов или бронированные или покрытые физико-химическими
способами нанесения из паровой фазы (CVD-/PVD).Уплотнительные поверхности:
сопло, головка и обратный клапан
Частой причиной проблем износа являются неисправные уплотнительные
поверхности в блоке пластикации. Подаваемый расплав претерпевает нежелательные
изменения в щелях (мертвые зоны, время пребывания и температура), захватывается
последующим потоком расплава и может затем приводить к образованию темных
шлиров, местных помутнений и хлопьев.
• При сборке блока пластикации следует проверять сплошное прилегание
уплотнительных поверхностей, пользуясь шабровочной пастой (наносимой возможно
более тонким слоем).
• Необходимо соблюдать всегда более подробные указания изготовителей
литьевых машин по правильной сборке таких отдельных узлов как головка цилиндра
и сопло.
4.1 Температура формы и расплаваДиапазоны температур формы и расплава,
указанные в нижеследующей таблице, действительны в каждом случае для всего
ассортимента литьевых типов соответствующего термопласта (за исключением
специальных продуктов) и могут поэтому служить только в качестве
ориентировочных значений. Как правило, температура расплава легкотекучих типов
выбирается из нижней зоны, а для вязкотекучих типов — из верхней зоны
температур. При длительном времени пребывания в цилиндре пластикации,
вызываемом длительными циклами или низкой степенью использования литьевого
объема, необходимо уменьшать температуру расплава, чтобы исключить термическое
разрушение материала.
|
Термопласт |
Температура формы ( OC) |
Температура расплава ( OC) |
|
Апек |
100 – 150 |
310 – 340 |
|
Байбленд |
70 – 100 |
240 — 280 |
|
Десмопан |
20 – 50 |
190 — 245 |
|
Дуретан A Дуретан AKV Дуретан B Дуретан BKV |
70 – 90 80 – 120 70 – 90 80 – 120 |
260 — 290 270 — 300 240 — 270 260 — 280 |
|
Люстран Новодур Люстран SAN |
60 – 80 60 – 80 60 – 80 |
220 — 260 220 — 260 220 — 260 |
|
Макролон Макролон GF |
80 – 100 80 – 130 |
280 — 320 310 — 330 |
|
Макробленд PR Макробленд EC |
60 – 70 60 – 100 |
250 — 280 280 — 330 |
|
Петлон |
130 – 140 |
260 – 280 |
|
Покан Покан GF |
80 – 100 80 – 100 |
250 — 270 250 — 270 |
|
Тедур |
140 – 170 |
320 – 360 |
|
Триакс |
60 – 90 |
250 – 280 |
Таблица 5: Рекомендуемая температура формы и расплава
Необходимо учитывать, что в зависимости от геометрии шнека и условий работы
(число оборотов, реактивное давление, время дозирования и т. д.) температура
расплава часто значительно отличается от заданной температуры цилиндра. При
возникновении проблем, зависящих от температуры, рекомендуется проводить
измерение температуры расплава (см. раздел 4. 3).
При переработке материалов в рекомендуемых условиях могут выделяться
незначительные количества продуктов расщепления.
Согласно листку по технике безопасности необходимо обеспечивать соблюдение
приведенных значений допустимой концентрации веществ на рабочем месте путем
достаточного местного отсоса и вентиляции, чтобы не подвергать опасности
здоровье и самочувствие операторов машин.
Не разрешается значительно превышать предписанную температуру переработки,
потому что это может приводить к сильному парциальному разложению полимеров и
выделению летучих продуктов разложения.
Так как завышенные температуры в большинстве случаев являются следствием
неправильного управления или неполадок в системе обогрева, необходимо уделять
особое внимание этим вопросам и осуществлять постоянный контроль.
4.2 Термостатирование формы
Термостатирование формы оказывает решающее влияние на качество литых
изделий. Особенно такие свойства, как внутреннее напряжение, коробление,
соблюдение допусков на размеры, вес, а также качество поверхности, в решающей
степени зависят от термостатирования формы. Температура стенки формы оказывает
очень сильное влияние также и на время охлаждения .
Соблюдение заданных технологических параметров, в частности, допусков на
размеры, зависит от четко установленной температуры формы. Применяемые для этих
целей термостатирующие приборы могут, как правило, лишь в ограниченной мере
обеспечить величину и постоянство температуры. Во-первых, при каждом
процессе впрыска температура поверхности формы возрастает в результате контакта
с расплавом на 5 — 15 °С. До следующего процесса впрыска рост температуры
снижается в результате отвода тепла. Поэтому при постоянной циклической работе
возникает периодическое колебание температуры (так называемый пилообразный
профиль температуры). Но прежде всего температура формы возрастает в течение
определенного времени при пуске производства, пока не создадутся условия
равновесия между подводом и отводом тепла. Эта температура может на 10 — 30 °С
превышать показатели, установленные на термостатирующем приборе. На нее
налагаются — иногда очень значительные — регулировочные колебания
термостатирующего прибора.
Температура равновесия и время до достижения термического равновесия
зависят от расхода термостатирующей среды или же от сопротивления течению.
Последняя величина определяется количеством термостатирующих каналов и
изменений направления течения в форме (последовательное соединение нескольких
термостатирующих цепей). С другой стороны, насос термостатирующего прибора
часто не обеспечивает давления, необходимого для достаточного расхода
термостатирующей среды (10 — 15 л/мин), или же клапан, ограничивающий давление,
задает очень низкую величину максимального давления. В результате этого в форме
возникает “ползучее течение” и — следовательно -недостаточный теплообмен.
Свидетельством слишком низкого расхода является разница температур на входе и
выходе: она должна быть менее 4°С.
Важной предпосылкой для быстрого достижения температуры формы и ее
надежного регулирования является достаточная тепло- и хладопроизводительность
применяемых термостатирующих приборов. На нижеследующей диаграмме показаны
ориентировочные значения теплопроизводительности, зависящей от размеров и
температуры формы.
|
Масса литьевой формы |
Мощность обогрева |
|
ок. 100 кг ок. 1000 кг ок. 2000 кг |
от 3 до 6 кВт от 6 до 9 кВт от 9 до 12 кВт |
Таблица 6: Ориентировочные значения требуемых мощностей обогрева для
поддержания температуры формы в рабочих пределах (60 — 110 oС)
Ориентировочные значения требуемой мощности охлаждения (она измеряется при
60 — 70 oС):
— при использовании масла в качестве теплоносителя — примерно равна мощности
обогрева,
— при использовании воды — примерно на 70% выше мощности обогрева.
Мощность насоса:
При противодавлении 10 бар, объемная подача должна составлять ок. 15 л/мин. Это
является целесообразным, так как гидравлическое сопротивление каналов для
термостатирования часто весьма значительно.
4.3 Датчик температуры расплава
Для измерения температуры формы и расплава имеются датчики, которые можно
подключать к каждой машине для литья под давлением (например, датчик для
измерения температуры расплава).
4.4 Давление литья и выдержка под давлением; скорость впрыска
Необходимое при переработке давление литья и выдержка под давлением, а
также скорость впрыска зависят от вида материала и изделия. Давление литья и
выдержки устанавливается как гидравлическое давление. Эти величины следует
выбирать настолько высокими, чтобы в форме достигалось внутреннее давление,
необходимое для заполнения формы и для предотвращения вмятин (впадин). В
зависимости от скорости впрыска, температуры расплава и геометрии сопла они
могут сильно различаться в случае одной и той же формы.
Скорость впрыска определяется размером и формой изделия и должна быть, как
правило, высокой. Достаточно высокое давление литья должно в течение всего
процесса литья обеспечивать поддержание скорости впрыска на уровне не менее
выбранного заданного значения. Падение скорости в конце процесса впрыска
свидетельствует о слишком низком давлении литья или слишком высокой заданной
скорости.
Для исключения дефектов поверхности вблизи места литника (матовое пятно,
холодная пробка, расслоение) может оказаться полезным сильное снижение скорости
в начале процесса литья (градация скорости). Профиль распределения скоростей по
всему пути шнека может обеспечить постоянную скорость фронта течения
(оптимизация процесса заполнения формы). Часто для решения проблем течения
(вовлечение воздуха, линии стыка, пузыри, натеки, шлиры, дизельный эффект)
полезными оказываются эмпирически определенные профили распределения скоростей.
Уменьшение скорости непосредственно перед переключением на выдержку под
давлением может сгладить профиль давления и способствует предотвращению
обратного течения расплава.
Небходимое для полного заполнения формы внутреннее давление, так называемое
«давление заполнения», является мерилом вязкости расплава (при
условии, что соответствующее время заполнения выдерживалось постоянным); оно
может служит в качестве инструмента для контроля производственного процесса.
Важной является также правильная установка времени переключения на выдержку под
давлением, чтобы избежать переполнения.
Выдержка под давлением служит для компенсации объемной усадки на стадии
охлаждения в форме. Величина этого давления зависит от качественных требований,
предъявляемых к изделию, например, выдержанность размеров, очень низкие
внутренние напряжения или состояние поверхности (впадины, отпечатки); как
правило, это давление устанавливается как можно более низким.
Выдержка под давлением должна длиться до тех пор, пока литниковая система
не «замерзнет» (предотвращение обратного течения расплава при сбросе
давления). Соответствующее минимальное время выдержки под давлением — именуемое
также временем затвердевания -можно определить методом контроля веса литого
изделия (рис. 17) или по характеристике кривой внутреннего давления в форме
(рис. 18).
4.5 Частота вращения шнека; реактивное давление (противодавление)Частота
вращения шнека должна подбираться таким образом, чтобы окружная скорость шнека
(Vu) находилась между 0, 05 и 0, 2 м/сек; не следует превышать 0, 3 м/сек.
Более высокие окружные скорости могут вызвать проблемы проработки.
Реактивное давление для содействия равномерному расплавлению составляет
обычно 100 ± 50 бар (гидравлическое давление в большинстве случаев от 5 до 15
бар). Основные правила:
• Для улучшения гомогенности расплава:
повысить противодавление.
• Неравномерный обратный поток (эффект штопора):
повысить противодавление.
• Временное прекращение подачи:
уменьшить противодавление.
• Слишком длительное время дозирования:
уменьшить противодавление.
4.6 Время охлаждения
На продолжительность цикла существенное влияние оказывает продолжительность
охлаждения. С помощью нижеследующей номограммы можно оценить продолжительность
охлаждения, необходимое для плоских деталей.
Пример: Температура расплава uм = 250 oC, температура стенки формы
uw = 50 oC, средняя температура извлечентя из формы uE =
75 oC, эффективный коэффициент теплопроводности аэфф =
0,085 мм2/сек, толщина стенки детали S = 2 мм.
Температура расплава м = 250 C, температура стенки формы w = 50 C, средняя
температура извлечентя из формы = 75 C, эффективный коэффициент
теплопроводности а = 0,085 мм/сек, толщина стенки детали S = 2 мм.
Результат:
tk = 9 секунд
|
Термопласт |
Теплопроводность |
Средняя температура извлечения из |
|
Апек |
0,100 |
150 |
|
Байбленд |
0,090 |
110 |
|
Дуретан |
0,070 |
100 |
|
Новодур |
0,080 |
90 |
|
Макролон |
0,100 |
130 |
|
Макробленд |
0,095 |
130 |
|
Петлон |
0,080 |
150 |
|
Покан |
0,090 |
130 |
|
Тедур |
– |
150 |
Таблица 7: Вспомогательные величины для определения продолжительности
охлаждения.
На нижеследующих диаграммах (рисунки 21 — 26) показано рассчитанное время
охлаждения литых деталей в зависимости от:
• типа материала,
• толщины стенки,
• температуры формы ( uw),
• температуры расплава ( uм).
Наибольшее влияние на охлаждение оказывают толщина стенки и температура
формы. Температура расплава оказывает незначительное влияние на время
охлаждения. Примечание: Под временем охлаждения здесь понимается время от
начала выдержки под давлением до извлечения изделия из формы.
Под временем охлаждения здесь понимается время от начала выдержки под
давлением до извлечения изделия из формы.
4.7 Оптимизация заданных параметров машины; контроль производства
Решающее влияние на свойства изделия, производимого методом литья под
давлением, оказывает технологический режим .На стадии впрыска оказывается
влияние на:
• механические свойства,
• качество поверхности,
• видимость линий стыков,
• коробление. На стадии компрессии оказывается влияние на:полное заполнение формы,
• образование грата. На стадии выдержки под давлением оказывается влияние
на:
• вес,
• выдержанность размеров,
• усадку,
• усадочные раковины,
• впадины,
• поведение изделия при выемке из формы,
• прочность линии стыка,
• правильность формы (коробление).
При этом решающее значение имеют следующие параметры процесса:• температура
формы,
• температура расплава,
• скорость впрыска,
• давление внутри формы.Измерительный контроль этих параметров:
• упрощает процесс регулирования и
• позволяет сразу же обнаруживать отклонения в производственном процессе.
Для получения точной и широкой информации о процессе необходимо иметь
датчики на форме. Современные литьевые машины могут собирать технологические
данные и подвергать их дальнейшей обработке для оптимизации процесса, аварийной
сигнализации и статического контроля и документирования процесса. На более
старых литьевых машинах эти важные функции могут взять на себя дополнительно
адаптированные внешние приборы для сбора технологических и производственных
данных.
4.8 Соотношение длины пути течения и толщины стенки детали
Представленные зависимости определялись на готовых изделиях. Они
справедливы для указанных в разделе 4.1 температур переработки и имеющегося
давления впрыска >= 1000 бар. Кривые представляют собой минимальные
значения; в зависимости от геометрии изделия, возможной скорости впрыска и
имеющегося инжекционного давления могут при известных обстоятельствах достигать
более высокие значения (заштрихованная область).
4.9 Литье под давлением с отводом газов из цилиндра разработанный фирмой «Байер»
узел отвода газов, имея длину 20 D, соответствует длине обычного цилиндра.
|
Даметр D, (мм) |
Глубина винтового канала H11, |
Глубина винтового канала H12, |
Соотношение глубин винтового канала |
Глубина винтового канала H21, |
Глубина винтового канала H22, |
Соотношение глубин винтового канала |
Радиальный зазор S, (мм) |
|
30 |
4,0 |
2,0 |
2 : 1 |
6,3 |
2,2 |
2,85 : 1 |
0,5 |
|
50 |
5,4 |
2,7 |
2 : 1 |
9,3 |
3,2 |
2,9 : 1 |
0,8 |
|
70 |
7,0 |
3,2 |
2,2 : 1 |
11,7 |
3,9 |
3 : 1 |
1,0 |
|
100 |
9,0 |
4,1 |
2,2 : 1 |
15,1 |
5,0 |
3 : 1 |
1,3 |
|
Подъем h = 0,7 x D для D = 25 — 70 мм по длине L1, |
Таблица 8: Вспомогательные величины для определения продолжительности
охлаждения.
Глубины винтового канала для промежуточных диаметров червяка можно
вычислить по уравнению:
HX = HO (DX
/ DO) 0,7
Где: DX и HX — искомые значения, а DO и HO
— ближайшие значения согласно таблицы.
Примеры для настройки регуляторов машины при пуске
|
Температура расплава ( oC) |
Настройки регулятора по зонам ( oC) |
Термопласт |
||||||
|
A |
B |
C |
D |
E |
F |
G |
H |
|
|
320 — 360 |
330 |
320 |
310 |
295 |
290 |
300 |
310 |
Апек |
|
230 — 260 |
245 |
245 |
240 |
240 |
230 |
235 |
250 |
Покан |
|
260 — 270 |
265 |
265 |
260 |
250 |
230 |
235 |
250 |
Байбленд |
|
260 — 280 |
260 |
250 |
250 |
230 |
240 |
240 |
250 |
Дуретан А |
|
240 — 260 |
220 |
230 |
230 |
210 |
220 |
220 |
230 |
Дуретан В |
|
260 — 280 |
265 |
265 |
260 |
260 |
255 |
265 |
270 |
Макробленд PR |
|
300 — 340 |
300 |
300 |
290 |
280 |
275 |
280 |
300 |
Макробленд EC |
|
300 — 315 |
300 |
300 |
290 |
280 |
275 |
280 |
300 |
Макролон |
|
230 — 245 |
230 |
230 |
230 |
230 |
220 |
225 |
240 |
Новодур |
|
230 — 260 |
245 |
245 |
240 |
240 |
230 |
235 |
250 |
Покан |
|
300 — 340 |
330 |
330 |
330 |
300 |
300 |
320 |
300 |
Тедур |
Таблица 9: Температуры цилиндра и расплава (примеры при пуске машины).
При нарушениях подачи температуру зоны питания (1-ый регулятор) в случае
необхлдимости следует снизить.
При переработке высушенного Дуретана или Новодура с использованием узла
отвода газов существует опасность окисления расплава (изменение окраски
отливки). В этом случае газоотводящее отверстие должно быть закрыто.
Вторичное использование отходов производства. Пригодные для вторичного
использования исходные материалы:
• неполностью отлитые изделия,
• литники,
•детали с механическими дефектами.На что следует обращать внимание?
• Необходимо обеспечивать однородность сорта измельчаемых деталей.
• Все бракованные детали должны быть выполнены из безупречно
переработанного материала.
• По возможности не применять литых деталей с признаками перегрева
(термическое разложение).
• По возможности не применять литых деталей со шлирами влажности. В случае
Байбленда, Макролона и Покана существует особая опасность гидролитического
разложения.
• Не применять загрязненных литых деталей.
• Размер гранул регенерата должен примерно соответствовать размеру зерен
свежего гранулята.
• Необходимо соблюдать предписания но сушке.Примешивание к свежему
грануляту:
• В зависимости от применения можно в любом случае примешивать от 10 до
20%.
• При необходимости можно после испытания примешивать до 100% для изделий с
низкими качественными требованиями .
Мы рекомендуем в каждом отдельном случае определять допустимую долю
регенерата, применяя соответствующие испытания (например, снижение
молекулярного веса, механическая прочность). За советом можно обращаться в
соответствующие отделы, а в случае вторичного использования старых изделий или
подвергнутых заключительной обработке бракованных деталей — к курирующим Вас
выездным сотрудникам фирмы БАЙЕР.
Оглавление
Загрязнение гранулята
Загрязнение регенерата
Шлиры влажности
Серебряные шлиры
Шлиры
Шлиры пережога
Шелушение или отслоение
Серые шлиры
Местное помутнение
Темные, в большинстве случаев кажущиеся черными сгустки
Матовое пятно
Бороздки как на патефонных пластинках или «годичные кольца»
Холодная пробка
Раковины и впадины
Пузыри
Свободная струя массы
Не полностью отформованные отливки
Недостаточная прочность линии стыка
Коробление отливок
Изделие прилипает к форме
Изделие не выталкивается из формы
Образование грата
Шероховатая и матовая поверхность изделия
1) см. также PI 047 на немецком и английском языках: «Распознавание
и предотвращение дефектов переработки» ( KU 46.047)
см. также PI 047 на немецком и английском языках: «Распознавание и
предотвращение дефектов переработки» ( KU 46.047)
|
Дефект |
Возможное проявление |
Возможные причины |
Предлагаемые меры по устранению |
|
Загрязнение гранулята |
Посторонние серые частицы, которые блестят в зависимости от угла падения Темные сгустки шлиры изменения окраски Цветовые шлиры отслаивание плеики в зоне литейка |
Износ загрузочных трубопроводов, емкостей и загрузочных воронок Пыль или загрязняющие частицы Смешивание с другими пластмассами |
Не применять труб емкостеи и воронок из алюминия или белой жести а только Поддерживать сушилку в чистоте и регулярно прочищать воздушные фильтры, Отделять друг от друга различные пластмассы, ни в коем случае не сушить |
|
3aгрязнение регенерата |
Как в случае гранулята (см выше) |
Износ мельниц Пыль или загрязняющие частицы Другие рагенераты пластмарсс |
Регулярно проверять мельницы на появление продуктов износа или Хранить отходы с предотвращением пылеобразования чистить загрязненные Хранить регенераты различных пластмасс всегда раздельно |
|
Шлиры влажности |
U-образные вытянутые шлиры,открытые в направлении против течения В |
Слишком высокая остаточная влажность гранулята |
Проверить сушилку или же процесс сушки, измерить температуру гранулята, |
|
Серебряные шлиры |
Серебрянные , вытянутые в виде линии шлиры |
Стишком высокая термическая нагрузка на расплав из-за: слишком высокой температуры |
Проверить температуру расплава, выбрать подходящий диаметр шнека, снизить |
|
Шлиры (вовлеченный или включенный воздух) |
Шлиры в виде вытянутых линий с распространением по большой площади, в выступающие ограниченно только в отдельных местах, в случае прозрачных пластмасс |
Завышенная скорость впрыска, вовлечение воздуха из-за ошибочной Вовчеченныи воздух в литьевой форме |
Уменьшить скорость впрыска, повысить в допустимых пределах реактивное Улучшить отвод воздуха из формы, особенно в зоне слияния расплава и в |
|
Шлиры пережога |
Коричневатая окраска с образованием шлиров Периодически появляющаяся коричневатая окраска с образованием шлиров |
Слишком высокая температура расплава Слишком длительная выдержка в состоянии расплава Неблагоприятньй температурный режим в обогреваемом литниковом каналеИзнос Неблагоприятные для протекания участки в узле пластикации и обогреваемых Слишком высокая скорость впрыска |
Проверить и снизить температуру расплава, проверить регулирующий прибор Уменьшить продолжительность цикла, применить меньшие узлы пластикации Проверить температуру в обогреваемом литниковом канале, проверить Проверить конструктивные узлы — цилиндр, шнек , обратный клапан и Устранить неблагоприятные участки перехода потока Уменьшить скорость впрыска |
|
Шелушение или отслоение |
Отслоение участков пленки в зоне литника (особенно в случае смесей) |
Загрязнение другими несовместимыми пластмассами |
Прочистить узел пластикации, проверить чистоту следующего материала |
|
Серые шлиры |
Неравномерно распределенные серые или темные полосы |
Последствия износа узлa пластикации Загрязненный узел пластикации |
Заменить весь блок или отдельные элементы, применить узел пластикации, Прочистить узел пластикации |
|
Местное помутнение |
Мельчайшие сгустки или частички металла образующие «облака» Темное закрашивание в виде «облаков» |
Износ узла пластикации Загрязненный узел пластикации Слишком высокая скорость вращения шнека |
См. выше Прочистить узел пластикации Снизить число оборотов шнека |
|
Темные, в большинстве случаев кажущиеся черными сгустки |
Размер менее 1мм2 до микроскопических частиц Размер более 1мм2 |
Износ узла пластикации Отрыв и отслаивание граничных слоев, образовавшихся на поверхности шнека |
См. выше Прочистить узел пластикации и применять узел пластикации, защищенный от Для Макролона: прогрев системы обогрева цилиндра при 160 — 180 °С в |
|
Матовое пятно |
Бархатно-матовые пятна вокруг впускного литника, на острых гранях и в |
Нарушение потока расплава в литниковой системе, на переходах и поворотах |
Осуществить оптимизацию литника, избегать острых граней, особенно при |
|
Бороздки как на патефонных пластинках или «годичные кольца» |
Тончайшие бороздки на поверхности литого изделия (например, в случае ПК) |
Слишком высокое сопротивление течению в форме литьевой машины, в |
Поднять температуру расплава и формы, увеличить скорость впрыска |
|
Холодная пробка |
Включенные в поверхность холодные частички раствора |
Слишком низкая температура сопла, слишком малое отверстие сопла |
Выбрать достаточный ленточный нагреватель с более высокой мощностью, |
|
Раковины и впадины |
Безвоздушные пустоты в виде круглых или удлиненных пузырей, видные только |
Уменьшение объема на стадии охлаждения не возмещается Форма литой детали не подходит для ее изготовления из пластмасс |
Продлить время выдержки под давлением, повысить давление при выдержке, Выполнить конструкцию в соответствии с требованиями для пластмасс, например, |
|
Пузыри |
Как и в случае раковин, но значительно меньший диаметр и большее |
Слишком высокая влажность расплава, слишком высокая остаточная влажность |
Оптимизировать сушку, при необходимости заменить дегазационный шнек |
|
Свободная струя массы |
Образование видимых на поверхности изделия струй массы, которая была |
Неблагоприятное положение и размеры впускного литника Слишком высокая скорость впрыска Слишком низкая температура расплава |
Исключить образование свободных струй путем смещения литника (впрыскивать Уменьшить скорость впрыска или производить впрыск по ступеням: медленно — Повысить температуру расплава |
|
Не полностью отформованные отливки |
Неполное заполнение. в частности в конце течения расплава или в местах с |
Недостаточная текучесть пластмассы Слишком низкая скорость впрыска Слишком малая толщина стенки изделия Сопло неплотно прилегает к форме Слишком малое сечение литниковой системы Недостаточное удаление воздуха из формы |
Повысить температуру расплава и формы Повысить скорость и/или давление литья Увеличить толщину стенки изделия Повысить давление прижима сопла к форме, проверить радиусы сопла и Увеличить литник, канал течения и соединение с формой Оптимизировать удаление воздуха из формы |
|
Недостаточная прочность линия стыка |
Явно видные насечки (надрезы) вдоль линии стыка |
Недостаточная текучесть пластмассы Слишком низкая скорость впрыска Слишком малая толщина стенки Недостаточное удаление воздуха из формы |
Повысить температуру расплава и формы, при необходимости изменить Увеличить скорость впрыска Уравнять толщины стенок Улучшить удаление воздуха из формы |
|
Коробление отливок |
Поверхности литых изделий не плоские, детали имеют перекос углов, детали |
Слишком большая разница в толщине стенок, разные скорости течения в форме, Неблагоприятная температура формы Неправильный выбор момента переключения с давления литья на давление |
Изменить конструкцию изделия в соответствий с требованиями, действующими По-разному термостатировать половинки формы Изменить момент переключения |
|
Изделие прилипает к форме |
Матовые пятна или же пальцеобразные или похожие на клеверный лист |
Местами слишком высокая температура стенки формы Слишком раннее извлечение изделия из формы |
Уменьшить температуру формы Продлить время цикла |
|
Изделие не выталкивается из формы |
Защемление изделия в форме. Выталкивающие шпильки деформируют или пробивают изделие |
Форма перегружена, слишком большие поднутрения, недостаточная полировка При извлечении изделия из формы возникает вакуум между изделием и формой Упругая деформация формы и смещение сердечника из-за давления литья Слишком реннее извлечение изделия из формы |
Уменьшить скорость впрыска и выдергивание под давлением, устранить Улучшить удаление воздуха из формы Повысить жесткость формы, обеспечить опирание сердечников Продлить время цикла |
|
Образование грата (перепонки) |
Образование перепонок пластмассы в зазорах формы (например, плоскости |
Слишком высокое давление внутри формы Плоскости разъема формы повреждены из-за переполнения Усилие замыкания или усилие удерживания в закрытом состоянии являются |
Уменьшить скорость впрыска и давление выдерживания, раньше осуществлять Дополнительно обработать форму в зоне плоскостей разъема или контуров Увеличить усилие замыкания, в необходимых случаях применить машину с |
|
Шероховатая и матовая поверхность изделия (в случае термопластов, |
Шероховатая, матовая чешуйчатая поверхность, видны стеловолокна |
Слишком низкая температура расплава Слишком холодная форма Слишкам малая скорость впрыска |
Повысить температуру расплава Повысить температуру формы, оснастить форму теплоизоляционными плитами, применить Повысить скорость впрыска |
Пояснения фирмы Баер АГ:
Содержащаяся в данной статье информация, а также наши устные, письменные и
основанные на экспериментах консультации по технике применения осуществляются самым
добросовестным образом, однако считаются лишь рекомендациями, не имеющими
обязательной силы, также и в отношении возможных охраняемых прав третьих лиц.
Консультации не освобождают Вас от собственной проверки наших актуальных
консультационных рекомендаций, в частности, наших листков по технике
безопасности и технической информации, а также от собственной проверки наших
продуктов на их пригодность для предусмотренных технологических процессов и
целей. Применение, использование и переработка наших продуктов, а также
продуктов, изготовленных Вами на основе наших консультаций по технике
применения, происходят за пределами наших возможностей контроля и поэтому
находятся исключительно в сфере Вашей ответственности. Продажа наших продуктов
осуществляется в соответствии с нашими действующими «Общими условиями
продажи и поставок».
Указанные показатели были определены — если не указано ничего иного — на
стандартных образцах при комнатной температуре. Эти показатели носят
ориентировочный характер и не являются гарантированными минимальными
значениями. Необходимо учитывать, что свойства материала иногда могут в
значительной степени зависеть от геометрии формы, условий переработки и окраски
смеси.
По материалам компании Bayer AG
Независимо от того, являетесь ли вы новичком в области переработки полимеров, пытаетесь создать свой следующий проект или являетесь инженером, чтобы полностью понять процесс литья под давлением, вы должны сначала понять основы того, как все это работает. В этой статье мы попытаемся сделать описание процесса литья как можно более простым, чтобы помочь вам узнать все, что входит в формование пластиковых деталей.

Что такое литье под давлением?
Литье под давлением — наиболее распространенный производственный процесс для изготовления пластмассовых деталей. Процесс включает в себя проектирование продукта, оснастку пресс-формы, а затем производство гранул пластикового полимера и использование давления для их впрыскивания в пресс-форму.

Процесс литья пластмасс под давлением
Чтобы сделать его максимально простым и понятным, мы разделили процесс литья пластмасс под давлением на 3 части:
- Инженерное проектирование продукта
- Проектирование и разработка пресс-форм
- Производственный процесс
Инженерное проектирование продукта
Когда дело доходит до производства детали, изготовленной методом литья под давлением, конструкция детали является абсолютно важной. Вы должны убедиться, что деталь разработана с учетом процесса литья под давлением.
Некоторые важные элементы конструкции продукта включают:
- Однородная толщина стенок во избежание вмятин и пустот
- Углы уклона, чтобы деталь могла эффективно вытолкнуть изделие из формы
- Определение выбора материала на этапе проектирования критически важно для обеспечения соответствия эксплуатационным характеристикам, поскольку каждый материал имеет разную усадку, плавление и скорость потока, изменение материала может привести к ухудшению характеристик деталей или выходу за пределы допуска.
Другой аспект конструкции продукта, который часто упускается из виду, — это допуск детали для литья под давлением. Есть много причин, по которым допуски на детали, полученные литьем под давлением, шире, чем у металла, например, степень усадки не является однородным процентом (они являются средними), расположение инструмента (закрытие против фиксированных размеров), толщина стенки, место впрыска, давление и поток материала — все это играет жизненно важную роль для многократного повторения. Кто угодно может сделать хорошую деталь один раз, но то, кто может сделать 100 000 или 1 000 000 единиц с возможностью повторения, — вот что важно в производстве.
Проектирование и разработка пресс-форм
Качество детали начинается с качественной пресс-формы. Распространенная ошибка, которую мы все совершаем при покупке нового компонента, полученного литьем под давлением, — это попытаться сократить углы, чтобы снизить затраты на пресс-форму. Если инструмент построен неправильно, у вас могут возникнуть проблемы с качеством в будущем, это может занять 1 месяц, 6 месяцев или 2 года.

Чтобы предотвратить дефекты и соответствовать определенным требованиям к качеству, вы и ваш инструментальный мастер должны работать вместе, чтобы разработать форму, которая будет правильно изготавливать детали, которые вам нужны. Это сложная задача, поскольку конструкция пресс-формы иногда требует изменения конструкции детали.
Инструменты обычно изготавливаются из закаленной инструментальной стали или алюминия, в зависимости от того, что вам нужно. Алюминиевый инструмент обычно используется для создания прототипов или когда требуется небольшое количество деталей. Сталь — более дорогой материал, но, как правило, самый долговечный из двух вариантов. Производители, которым требуется более 10 000 деталей, почти всегда будут использовать стальную форму.
Элементы конструкции пресс-формы:
- Расположение литника / желоба: это один из наиболее важных факторов, которые следует учитывать на этапе заполнения процесса закачки.
- Линии охлаждающей жидкости: неправильное размещение или недостаточное количество охлаждающих линий приводит к увеличению продолжительности цикла и короблению
- Термоусадка: Усадка обычно составляет от 0,4 — 2% и должны быть приняты во внимание проектировщиком пресс — формы. Точная величина усадки зависит от нескольких факторов, включая материал, условия процесса и расположение затвора.
- Допуски деталей: допуски и требования к рабочим характеристикам критически важно определить перед запуском. Это влияет на конструкцию инструмента, влияет на то, где оставаться «безопасным», куда вводить материал и куда выбрасывать материал. Мы видим все больше и больше деталей, которые проектируются с использованием допусков на металл, что приводит к увеличению затрат и значительному увеличению сроков выполнения заказа. Деталь с превышением допуска может увеличить или уменьшить бюджет инструмента из-за дополнительных шагов, этапов или необходимых проверок качества.
Недостатки литья под давлением:
- Высокие затраты на оборудование: Стоимость пресс-формы зависит от количества необходимых деталей (сколько полостей потребуется), сложности детали и размера детали. В то время как инструменты для изготовления прототипов с одной полостью могут стоить от 3000 до 10000 долларов, в автомобильной промышленности инструменты для литья под давлением могут варьироваться от 10000 до 100000 долларов и более. Это очень сложные инструменты, которые изготавливаются из больших блоков закаленной стали и долго изготавливаются вручную.
- Длительное время выполнения: как и стоимость пресс-формы, время выполнения заказа зависит от сложности детали, ее размера и требований к полости. Большинству компаний также требуются прототипы перед окончательным утверждением серийных изделий, что лишь увеличивает время окончательного выполнения заказа. Как правило, вы увидите, что простая форма может быть готова к использованию через 2–4 недели, а сложный инструмент может занять примерно 6–10 недель.
- Трудность изменения: поскольку пресс-формы сделаны из стали или алюминия, внести изменения может быть довольно сложно. Если вы хотите немного увеличить размер детали, вы всегда можете увеличить полость, отрезав металл. Но если вы хотите сделать деталь меньше, вам нужно уменьшить размер полости пресс-формы, что потребует добавления в нее стали или алюминия. Это сложный процесс, и иногда вам придется начинать заново и отказываться от исходной формы. Вот почему очень важно сначала использовать прототип пресс-формы.
Производственный процесс

Чтобы сделать процесс производства максимально простым, мы разбили его на 5 этапов. Каждый этап важен и играет жизненно важную роль в проектировании деталей и пресс-форм. 5 этапов производственного процесса литья пластмасс под давлением включают в себя:
-
1 — Стадия наполнения / плавления: процесс литья под давлением начинается с заполнения бункера пластиковыми гранулами, которые подаются в цилиндр шнека литьевой машины. Кольцевые нагреватели помогают расплавить гранулы, но на самом деле в большей степени пластик плавится из-за его уплотнения коническим винтом шнека. Это потому, что гранулы «трутся» друг о друга, выделяя чистое тепло. К концу гранулы переходят в расплавленное состояние.
-
2 — Этап впрыска / упаковки: Затем винт проталкивает расплавленный пластик в полость формы, где он принимает форму и начинает этап охлаждения. Этот этап важен, потому что при недостаточном давлении полость не будет заполнена полностью, что приведет к проблемам с качеством
-
3 — Стадия охлаждения: Линии охлаждающей жидкости, обычно заполненные водой, проходят через форму для поддержания температуры формы, что помогает быстрее охладить деталь. Это очень важно, поскольку фаза охлаждения является наиболее трудоемкой стадией цикла литья под давлением из-за изоляционных свойств пластика. Когда пластик охлаждается и затвердевает, он дает усадку (так называемая «усадка пресс-формы»). Усадка обычно составляет от 0,4 до 2% и должна быть принята во внимание разработчиком пресс-формы. В зависимости от используемого материала вам может потребоваться охладить форму или нагреть форму с помощью патронных нагревателей или горячего масла.
-
4 — Этап выталкивания: после охлаждения форма открывается, и пластиковая часть выталкивается встроенными в нее выталкивающими штифтами. Если вы посмотрите на большинство пластиковых деталей, лежащих у вас в доме, скорее всего, вы сможете найти следы от выталкивающих штифтов. Затем форма снова закроется, чтобы повторить процесс.
-
5 — Стадия после выталкивания: одна из последних стадий этого процесса — когда оператор станка должен отломать литник, направляющую или заслонку от формованной детали, скручивая или отрезая их вручную, в зависимости от конструкции пресс-формы. Система горячеканальной пресс-формы со спиральными и гибкими нагревателями фактически исключает наличие желобов и литника, что также устраняет отходы. К сожалению, горячеканальная система делает пресс-форму более дорогой.
Заключение
Литье пластмасс под давлением за прошедшие годы значительно улучшилось, и это фантастический способ крупномасштабного производства компонентов с минимальными трудозатратами. Хотя это кажется относительно простым процессом плавления пластиковых гранул и впрыска в полость формы, существует так много критических элементов конструкции, инструментов и производственного процесса, которые потребуют от вас работы, а также от литьевого формовщика, который знает, как удовлетворить ваши потребности и особые требования.
Мы производим кольцевые и плоские нагревательные элементы для цилиндров термопластавтоматов, а также спиральные, патронные и гибкие ТЭНы для пресс-форм. По всем вопросам обращайтесь к нам по электронной почте или просто звоните по телефону прямо сейчас.
DDPROTOTYPE является ведущим литье пластмасс под давлением производитель в Китае. Чтобы прочитать руководство по литью пластмасс под давлением, основанное на 20-летнем опыте, потребуется около 15 минут.
Первая часть — что такое литье под давлением
Что такое литье пластмасс под давлением?Литье пластмасс под давлением – это производственная технология для массового производства одинаковых пластиковых деталей с высокой допуском. При литье пластмасс под давлением частицы полимера сначала расплавляются, а затем впрыскиваются в форму под давлением, в результате чего жидкий пластик охлаждается и затвердевает. Материалы, используемые при литье под давлением, представляют собой термопластичные полимеры, которые можно окрашивать или наполнять другими добавками.
Почти все пластмассовые детали вокруг вас сделаны методом литья пластмасс под давлением: от автомобильных деталей до электронных корпусов и предметов первой необходимости. Литье пластмасс под давлением настолько популярно, потому что стоимость одного пластикового изделия очень низка при массовом производстве. Литье пластмасс под давлением имеет высокую повторяемость и хорошую гибкость конструкции. Основные ограничения литья под давлением обычно связаны с экономическими факторами, поскольку требуются более высокие первоначальные инвестиции. Кроме того, время от проектирования до производства очень медленное (не менее 3 недель).

Технология литья под давлением
Сегодня литье под давлением широко используется в потребительских товарах и технических приложениях. Почти все пластиковые предметы вокруг вас сделаны методом литья под давлением. Это связано с тем, что технология позволяет производить одни и те же детали по очень низкой цене для одной детали и в очень большом количестве (обычно от 1000 до 100000 + единиц).
Однако по сравнению с другими технологиями начальные затраты на литье под давлением относительно высоки, в основном из-за необходимости настройки пресс-формы. Пресс-формы стоят от 1000 до 200000 XNUMX долларов США, в зависимости от их сложности, материалов (алюминиевые формы или стальные формы) и точности (прототипы, формы среднего или массового производства).
Материал для литья пластмасс под давлением
Все термопластичные материалы могут подвергаться литью под давлением. Некоторые типы силикона и других термореактивных смол также совместимы с процессом литья под давлением. Наиболее часто используемые материалы для литья под давлением:
-
Полипропилен (ПП): около 38% мирового производства
-
Абс: около 27% мирового производства
-
ПЭ: около 15% мирового производства
-
Полистирол (ПС): около 8% мирового производства
Даже если учесть все другие возможные технологии производства, только на литье под давлением из этих четырех материалов приходится более 40% всех пластиковых деталей, производимых в мире каждый год!
Термопластавтоматы: как они работают?
Термопластавтомат состоит из трех основных частей: узла литья под давлением, пресс-формы (основы всего процесса) и узла зажима/выталкивания. В этом разделе мы рассмотрим назначение каждой системы и то, как их основные рабочие механизмы влияют на конечные результаты процесса впрыска. На видео ниже большая машина для литья под давлением может производить около 30 пластиковых деталей каждые 3 секунды.
Видео по литью пластмасс под давлением | ДДПРОТОТИП
Процесс литья пластмасс под давлением
Назначение блока впрыска состоит в том, чтобы расплавить необработанный пластик и направить его в форму. Он состоит из бункера, бочки и возвратно-поступательного шнека. Вот как работает процесс впрыска:
-
1. Частицы полимера предварительно высушивают и помещают в бункер, где они смешиваются с красящими пигментами или другими армирующими добавками.
-
2. Подайте частицы в цилиндр, одновременно нагрейте их, перемешайте и переместите в форму через винт с переменным шагом. Геометрия шнека и цилиндра оптимизирована, чтобы помочь поднять давление до нужного уровня и расплавить материал.
-
3. Затем поршень движется вперед, и расплавленный пластик впрыскивается в форму через систему направляющих, которая заполняет всю полость. Когда материал охлаждается, он снова затвердевает и принимает форму формы.
-
4. Наконец, форма открывается, и наперсток выталкивает твердые детали. Затем закройте форму и повторите процесс.
Весь процесс можно повторить очень быстро: он занимает от 10 до 180 секунд, в зависимости от размера детали. Когда деталь выбрасывается, она назначается конвейеру или удерживающему контейнеру. Как правило, отлитые под давлением детали можно использовать сразу же, практически без последующей обработки.
Производство пресс-форм
Пресс-форма похожа на фотографический негатив: ее геометрия и текстура поверхности переносятся непосредственно на отлитую под давлением деталь. Пресс-формы обычно составляют большую часть начальных затрат на литье под давлением: для простой геометрии и относительно небольшого производства (от 1000 до 10000 единиц) стоимость типичной пресс-формы составляет около 2000-5000 долларов США, до 100000 долларов США. Подходит для матрицы, оптимизированной для полного производства (100000 и более). Это связано с высоким уровнем знаний, необходимых для разработки и производства высококачественных пресс-форм, которые точно производят тысячи (или сотни тысяч) деталей.
Форма обычно изготавливается из алюминия или стали методом CNC-обработка а затем доведены до требуемого стандарта. В дополнение к недостаткам деталей они также имеют другие функции, такие как система направляющих, которая позволяет материалам течь в форму, и внутренний канал водяного охлаждения, который помогает и ускоряет охлаждение детали.
Типичный случай — конструкторы Lego
Лего блоки являются одним из самых известных примеров деталей, изготовленных методом литья под давлением. Они были сделаны с использованием форм, подобных тем, что на картинке, которые произвели 120 миллионов блоков Lego (15 миллионов циклов), прежде чем они были сняты с производства. Строительные блоки Lego изготовлены из АБС-пластика из-за его высокой ударопрочности и отличной пластичности. Каждый кирпич идеально спроектирован с допуском всего 10 микрон (или одна десятая часть волоса). Это достигается за счет использования передовых методов проектирования, которые мы изучим в следующем разделе (равномерная толщина стенки, угол уклона, ребра, рельефный текст и т. д.).
Вторая часть – конструкция для литья под давлением.
Существует несколько факторов, которые могут повлиять на качество конечного продукта и повторяемость процесса. Чтобы получить все преимущества этого процесса, дизайнеры должны следовать определенным правилам проектирования. В этом разделе мы описываем распространенные дефекты литья под давлением, а также основные и расширенные рекомендации, которым необходимо следовать при проектировании деталей, включая рекомендации по минимизации затрат.
Распространенные дефекты литья под давлением
Большинство дефектов литья под давлением связано с неравномерным течением или скоростью охлаждения расплавленного материала в процессе плавления.
Здесь мы перечисляем наиболее распространенные дефекты конструкции деталей для литья под давлением. В следующем разделе мы покажем вам, как избежать этих дефектов, следуя передовым методам проектирования.
коробление
Когда некоторые детали охлаждаются (и, следовательно, сжимаются) быстрее, чем другие, они могут постоянно изгибаться из-за внутренних напряжений. Пластиковые детали с неравномерной толщиной стенки чаще всего деформируются.
Знак усадки
Когда внутренняя часть детали затвердевает раньше, чем ее поверхность, на первоначально плоской поверхности может появиться небольшая вмятина, которая называется вмятиной. Детали с плохой толщиной стенок или ребрами жесткости чаще всего дают усадку.
Метки перетаскивания
Когда пластик сжимается, он оказывает давление на пресс-форму. Во время выталкивания стенка детали скользит и царапает форму, что может привести к появлению царапин. Детали с вертикальными стенками (и без угла наклона) наиболее подвержены появлению следов волочения.
Плетеная леска
Когда встречаются два потока воды, могут быть маленькие волосы, похожие на обесцвечивание. Эти оплетки влияют на эстетику детали, но также снижают ее прочность. Детали с внезапными изменениями геометрии или отверстиями с большей вероятностью будут образовывать оплетки.
недобор
Остаточный воздух в форме может препятствовать потоку материала во время впрыска, что приводит к получению неполных деталей. Хороший дизайн может улучшить текучесть расплавленного пластика. Детали с тонкими стенками или плохо спроектированными ребрами, скорее всего, будут в дефиците.
Правила проектирования литья под давлением
Одним из самых больших преимуществ литья под давлением является то, что оно может легко формировать сложную геометрию, так что одна деталь может выполнять множество функций. После завершения изготовления пресс-формы эти сложные детали можно копировать по очень низкой цене. Однако изменение конструкции пресс-формы на более позднем этапе разработки может быть очень дорогостоящим, поэтому в первую очередь необходимо получить наилучшие результаты. Пожалуйста, следуйте приведенным ниже рекомендациям, чтобы избежать наиболее распространенных дефектов при литье под давлением.
Используйте равномерную толщину стенок
По возможности используйте одинаковую толщину стенки по всей детали и избегайте участков с толстыми стенками. Это необходимо, потому что неровные стенки могут вызвать коробление или деформацию деталей по мере остывания расплавленного материала. Если вам нужны участки разной толщины, используйте фаски или скругления, чтобы сделать переход максимально плавным. Таким образом, материал будет более равномерно течь в полости, гарантируя тем самым, что вся форма будет полностью заполнена.
Для большинства материалов толщина стенки от 1.2 мм до 3 мм является безопасным значением. В следующей таблице приведены конкретные рекомендуемые толщины стенок для некоторых наиболее распространенных материалов для литья под давлением:
|
Материалы |
Рекомендуемая толщина стенки [мм] |
Рекомендуемая толщина стенки [дюймы] |
|
Полипропилен (ПП) |
0.8 — 3.8 мм |
0.03–0.15 дюймов |
|
АБС |
1.2 — 3.5 мм |
0.045–0.14 дюймов |
|
Полиэтилен (ПЭ) |
0.8 — 3.0 мм |
0.03–0.12 дюймов |
|
Полистирол (ПС) |
1.0 — 4.0 мм |
0.04–0.155 дюймов |
|
Полиуретаны (PUR) |
2.0 — 20.0 мм |
0.08–0.785 дюймов |
|
Нейлон (ПА 6) |
0.8 — 3.0 мм |
0.03–0.12 дюймов |
|
Поликарбонат (PC) |
1.0 — 4.0 мм |
0.04–0.16 дюймов |
|
PC / ABS |
1.2 — 3.5 мм |
0.045–0.14 дюймов |
|
ПОМ (Дельрин) |
0.8 — 3.0 мм |
0.03–0.12 дюймов |
|
PEEK |
1.0 — 3.0 мм |
0.04–0.12 дюймов |
|
силиконовый |
1.0 — 10.0 мм |
0.04–0.40 дюймов |
Для достижения наилучших результатов:
Используйте одинаковую толщину стенки в пределах рекомендуемых значений. Если вам нужна другая толщина, используйте фаску или скругление в 3 раза больше разницы толщины, чтобы сгладить переход.
Более толстая часть
Более толстые секции могут вызвать различные дефекты, в том числе коробление и провисание. Вы должны ограничить максимальную толщину любой части конструкции рекомендуемым значением, сделав их полыми. Чтобы повысить прочность полой детали, используйте конструкцию с такой же прочностью и жесткостью, но с уменьшенной толщиной стенки. Тщательно разработанные детали с полыми профилями:
Ребра также можно использовать для увеличения жесткости горизонтальных секций без увеличения их толщины. Имейте в виду, что ограничения по толщине стенки остаются в силе. Превышение рекомендуемой толщины ребер может привести к усадке.
Для достижения наилучших результатов:
-
Вырежьте более толстую часть и используйте ребра для повышения прочности и жесткости деталей.
-
Максимальная толщина расчетного ребра равна 0.5-кратной толщине стенки.
-
Максимальная высота расчетного ребра равна 3-кратной толщине стенки.
Добавьте плавный переход
Рекомендуется: 3 × разница в толщине стенки
Иногда невозможно избежать деталей с разной толщиной стенок. В этих случаях используйте фаски или скругления, чтобы сделать переход максимально плавным. Точно так же нижняя часть вертикальных элементов (таких как ребра, бобышки, защелки) всегда должна быть круглой.
Скруглить все края
Равномерные ограничения по толщине стенки также применяются к кромкам: переходы должны быть как можно более плавными, чтобы обеспечить хорошую текучесть материала.
Для внутренних кромок радиус должен быть по крайней мере 0.5 раз толщина стенки. Для внешнего края добавьте радиус, равный внутреннему радиусу плюс толщина стенки. Таким образом, вы можете убедиться, что толщина стены одинакова везде, даже в углах. Кроме того, острые углы могут привести к концентрации напряжений, что приведет к утончению детали.
Для достижения наилучших результатов:
Добавьте скругление, равное 0.5 раз толщина стенки до внутреннего угла
Добавьте скругление, равное 1.5 раз толщина стенки до внешнего угла
Добавить угол наклона
Для облегчения извлечения деталей из формы ко всем вертикальным стенкам необходимо добавить углы уклона. Из-за сильного трения о форму в процессе извлечения из формы стена без угла уклона будет иметь следы сопротивления на своей поверхности. Рекомендуется минимальный угол уклона 2°. Более высокие элементы должны использовать больший угол уклона (до 50°).
Хорошее эмпирическое правило — увеличивать угол уклона на 1 градус каждые 25 мм. Например, добавьте угол уклона 30 градусов к элементу высотой 75 мм. Если деталь имеет шероховатую поверхность, следует использовать большой угол уклона. Как показывает опыт, приведенные выше результаты расчетов следует увеличить на 10–20 градусов. Помните, что ребрам также нужны углы уклона. Обратите внимание, что хотя увеличение угла уменьшает толщину верхней части ребер, убедитесь, что ваша конструкция соответствует рекомендуемой минимальной толщине стенки.
Для достижения наилучших результатов:
-
Добавьте угол уклона не менее 20 градусов ко всем вертикальным стенам.
-
Для элементов более 50 мм увеличивайте угол уклона на 1 градус каждые 25 мм.
-
Для деталей с фактурной поверхностью угол уклона увеличить на 1-2°.
Нижний срез
Простейший штамп (прямолинейный штамп) состоит из двух половинок. Элементы с поднутрениями, такие как зубья для резьбы или крючки для защелкивающихся соединений, не могут быть изготовлены с помощью штампа для прямого вытягивания. Это связано с тем, что матрица не может быть обработана на станке с ЧПУ или материал предотвращает выскакивание детали. Зуб резьбы или крючок защелкивающегося соединения являются примером поднутрения.
Вот несколько идей, которые помогут вам справиться с подрезкой:
Избегайте подрезания при закрытии реки
Полное избегание подрезки может быть лучшим вариантом. Подрезка всегда увеличивает стоимость, сложность и требования к обслуживанию штампа. Продуманная переделка обычно устраняет подрезы. Усечение — полезная техника для подрезки внутренней области (для посадки с защелкой) или боковой части (для отверстия или ручки) детали.
Вот несколько примеров того, как изменить конструкцию детали для литья под давлением, чтобы избежать подрезки: в основном, материал удаляется в области под подрезкой, что полностью устраняет проблему.
Переместить линию разъема
Самый простой способ справиться с подрезкой — переместить линию разъема штампа так, чтобы она пересекалась.
Это решение подходит для многих конструкций с подрезами на внешней поверхности. Не забудьте соответствующим образом отрегулировать осадку.
Использовать зачистную подрезку (струйную обработку)
Когда элементы достаточно гибкие, чтобы деформироваться на пресс-форме во время выталкивания, можно использовать подрезку (также известную как выпуклость). Зачистная выточка используется для выполнения резьбы в крышке.
Подрезку можно использовать только в том случае, если:
-
— Подрезы для зачистки должны находиться вдали от элементов усиления, таких как углы и ребра.
-
— Угол опережения поднутрения должен быть от 30 до 45 градусов.
-
— Детали, изготовленные методом литья под давлением, должны иметь пространство и быть достаточно гибкими, чтобы расширяться и деформироваться.
Рекомендуется избегать отслоения подреза деталей из стеклопластика. Как правило, гибкие пластмассы, такие как ПП, ПЭВП или нейлон (ПА), могут выдерживать подрезку до 5% диаметра.
Скользящая пара и ядро
Если невозможно изменить конструкцию литья под давлением, чтобы избежать боковых выемок, используйте скользящие боковые эффекты и стержни.
Боковой стержень представляет собой вставку, которая вставляется, когда форма закрывается, и выдвигается, прежде чем форма открывается. Имейте в виду, что эти механизмы увеличивают стоимость и сложность пресс-формы.
При проектировании вспомогательных действий следуйте следующим рекомендациям:
-
-Ядро должно иметь место для входа и выхода. Это означает, что элемент должен находиться на другой стороне детали.
-
-Боковое действие должно двигаться вертикально. Перемещение под углом, отличным от 90°, более сложно, увеличивает стоимость и время выполнения заказа.
-
-Не забудьте увеличить угол наклона. Подумайте о своем дизайне, как обычно, и рассмотрите движение ядра бокового действия.
Общие конструктивные особенности
С помощью этих практических руководств вы узнаете, как проектировать наиболее распространенные элементы, встречающиеся в деталях для литья под давлением. Используйте их, чтобы улучшить функциональность дизайна, соблюдая при этом основные правила дизайна.
Резьбовые крепления (бобышки и вставки)
Существует три способа добавить крепеж к отлитой под давлением детали: создать резьбу непосредственно на детали, добавить бобышку, которая может зафиксировать винт, или включить резьбовую вставку.
Можно моделировать резьбу непосредственно на детали, но это не рекомендуется, так как зубья резьбы имеют подрезку по своей природе, что значительно увеличивает сложность и стоимость пресс-формы (дальше мы введем подрезку) . Примером детали с резьбой, отлитой под давлением, является крышка. Бобышки очень распространены в деталях, полученных литьем под давлением, и используются в качестве точек крепления или сборки. Они состоят из цилиндрических выступов с отверстиями, предназначенными для удержания винтов, резьбовых вставок или других видов крепежных и сборочных изделий. Хороший способ думать о выступе — обвести сами ребра. Прилив используется в качестве точки соединения или крепления (в сочетании с самонарезающим винтом или резьбовой вставкой).
Если в качестве точки крепления используется бобышка, внешний диаметр бобышки должен быть в два раза больше номинального диаметра винта или вставки, а ее внутренний диаметр должен быть равен диаметру сердечника винта. Даже если вся глубина не требуется, отверстия в выступе должны доходить до уровня нижней стенки, чтобы поддерживать одинаковую толщину стенки по всему элементу. Добавьте фаски, чтобы облегчить вставку винтов или вставок.
Для достижения наилучших результатов:
-
Избегайте слияния конструкции с выступом основной стены.
-
Ребро или прикрепить бобышку к основной стене
-
Для бобышек с лезвиями используйте наружный диаметр, равный удвоенному номинальному размеру лезвия.
Число потоков
Металлические резьбовые вставки могут быть добавлены к пластиковым деталям, отлитым под давлением, чтобы обеспечить прочные резьбовые отверстия для крепежных деталей, таких как крепежные винты. Преимущество использования вставок заключается в том, что они допускают множество циклов сборки и разборки. Вставка устанавливается в деталь для литья под давлением с помощью термической, ультразвуковой или вставки в форму. Чтобы спроектировать бобышку, которая будет удерживать вставку с резьбой, используйте рекомендации, аналогичные приведенным выше, с диаметром вставки в качестве направляющего размера.
Для достижения наилучших результатов:
Избегайте добавления резьбы непосредственно в формованную деталь.
Расчетная бобышка, наружный диаметр в 2 раза больше номинального диаметра винта или вставки.
Добавьте отступ 0.8 мм на край резьбы
Используйте резьбу с шагом более 0.8 мм (32 витка на дюйм).
Используйте трапециевидную или опорную резьбу
Лучший способ работы с созданными поднутрениями:
Используйте резьбу с шагом более 0.8 мм (32 витка на дюйм).
При наружной резьбе расположите ее по линии разъема.
рубчик
Когда максимальная рекомендуемая толщина стенки недостаточна для удовлетворения функциональных требований детали, можно использовать ребра жесткости для повышения ее жесткости.
При проектировании ребер:
● используйте толщину, равную 0.5 x толщина основной стенки
● заданная высота менее 3 x толщина ребра
● используйте галтели фундамента с радиусом более 1/4 x толщины ребра
● добавить угол уклона не менее 0.25° – 0.5°
● добавить одну минуту. Расстояние между ребрами и стеной в 4 раза больше толщины ребер.
Защелкивающееся соединение
Защелкивающаяся посадка — это очень простой, экономичный и быстрый способ соединения двух деталей без крепежа или инструментов. Существует много возможностей дизайна для соединений с защелкой. Согласно опыту, прогиб шарнирного соединения в основном зависит от его длины и допустимой силы, которая может быть приложена к его ширине (поскольку его толщина в большей или меньшей степени определяется толщиной стенки детали). Точно так же соединение с защелкой является еще одним примером подрезки.
Показана наиболее распространенная конструкция байонетного соединения (называемого консольным байонетным соединением). Как и в случае с ребрами, увеличьте угол наклона защелкивающегося соединения и используйте толщину стенки в 0.5 раза больше минимальной толщины стенки.
Разработка специального критерия соединения с защелкой — большая тема, которая выходит за рамки данной статьи.
Для достижения наилучших результатов:
Добавьте угол уклона на вертикальной стенке соединения с защелкой
Толщина расчетной защелки более чем в 0.5 раза превышает толщину стенки.
Отрегулируйте его ширину и длину, чтобы контролировать его отклонение и допустимую силу
Живая петля
Подвижный шарнир представляет собой пластиковый лист, который соединяет две части детали и изгибает и изгибает их. Как правило, эти петли встраиваются в контейнеры массового производства, такие как пластиковые бутылки. Хорошо спроектированный подвижный шарнир может безотказно работать до миллиона циклов. Материал, используемый для подвижного шарнира, изготовленного методом литья под давлением, должен быть гибким. Полипропилен (ПП) и полиэтилен (ПЭ) — идеальный выбор для бытового применения, а нейлон (ПА) — идеальный выбор для технических применений.
Хорошо спроектированные петли показаны ниже. От 0.20 до 0.35 мм от рекомендуемой минимальной толщины петли, что обеспечивает большую прочность и большую толщину. Перед массовым производством используйте обработку с ЧПУ или 3D-печать для создания прототипа подвижного шарнира, чтобы определить геометрию и жесткость, наиболее подходящие для вашего приложения. Добавьте большое количество скруглений и спроектируйте уступ с одинаковой толщиной стенки в качестве основного тела детали, чтобы улучшить течение материала в форме и минимизировать напряжение. Петли размером более 150 мм можно разделить на две (или более) части для увеличения срока службы.
Для достижения наилучших результатов:
-
Расчетная толщина петли от 0.20 до 0.35 мм
-
Выберите гибкий материал (ПП, ПЭ или ПА) для деталей с подвижными петлями.
-
Используйте плечо с толщиной, равной толщине основной стены
-
Филе как можно больше
Измельченные ребра
Раздавливание ребра — это небольшая характерная особенность, которая деформируется, когда различные компоненты сталкиваются друг с другом, создавая трение, обеспечивающее его положение. Компрессионные стержни могут быть экономичной альтернативой изготовлению отверстий с высокими допусками для плотной посадки. Они обычно используются для размещения подшипников или валов и других применений с прессовой посадкой.
На следующем рисунке показан пример детали с вытянутыми ребрами. Для обеспечения хорошего выравнивания рекомендуется использовать три экструзионных ребра. Рекомендуемая высота/радиус каждого ребра составляет 2 мм. Добавьте не менее 0.25 мм натяга между выступающим ребром и установленной деталью. Из-за небольшого контакта с поверхностью штампа можно выполнить ребро без ребра.
Для достижения наилучших результатов:
-
Добавьте минимальный зазор 0.25 мм между экструдированным ребром и компонентом.
-
Не добавляйте сквозняка вертикальной стенке экструдированных ребер.
Слова и символы
-
Текст — очень распространенная функция, которую можно использовать для логотипов, этикеток, предупреждений, диаграмм и описаний, что позволяет сэкономить на наклеивании или рисовании этикеток.
-
При добавлении текста, пожалуйста, выберите рельефный текст на тексте гравировки, потому что это легче обрабатывать на станке с ЧПУ, поэтому это более экономично.
-
Кроме того, приподнятие текста на 0.5 мм над поверхностью детали обеспечивает легкость чтения букв. Мы рекомендуем вам выбирать жирные круглые шрифты с одинаковой толщиной линий и размером 20 фунтов или более.
Для достижения наилучших результатов:
-
Используйте рельефный текст (высота 0.5 мм) вместо гравированного текста
-
Используйте шрифт одинаковой толщины с минимальным размером шрифта 20 пунктов.
-
Выровнять текст перпендикулярно линии разъема
-
Используйте высоту (или глубину) более 0.5 мм.
Диапазон допуска
Литье под давлением обычно производит детали с допуском ± 0.500 мм (0.020 дюйма).
В некоторых случаях возможны более жесткие допуски (до ± 0.125 мм или даже ± 0.025 мм), но они могут значительно увеличить затраты.
Для мелкосерийного производства (< 10000 единиц) рассмотрите возможность использования вспомогательных операций, таких как сверление, для повышения точности. Это обеспечивает правильный натяг детали на другие детали или вставки (например, при использовании прессовой посадки).
Часть третья — Инъекционный материал
Литье под давлением совместимо с различными пластиками. В этом разделе вы узнаете больше о ключевых особенностях самых популярных материалов. Мы также обсудим стандартную отделку поверхности, которая может быть применена к деталям, изготовленным методом литья под давлением.
Инъекционный материал
Все термопласты могут подвергаться литью под давлением. Некоторые термореактивные пластмассы и жидкий силикон также совместимы с процессом литья под давлением. Они также могут быть усилены волокнами, частицами каучука, минералами или антипиренами для изменения их физических свойств. Например, стекловолокно можно смешивать с частицами в соотношении 10%, 15% или 30%, чтобы детали имели более высокую жесткость.
Добавкой, обычно используемой для повышения жесткости деталей, полученных литьем под давлением, является стекловолокно. Стеклянные волокна можно смешивать с заполнителями в соотношении 10%, 15% или 30%, что приводит к различным механическим свойствам. Вы можете добавить в смесь краситель (в соотношении около 3%), чтобы создать различные цветные детали. Стандартные цвета включают красный, зеленый, желтый, синий, черный и белый, которые можно смешивать для создания различных теней.
Подготовка поверхности и стандарты SPI
Обработка поверхности может быть использована для того, чтобы детали для инъекций имели некоторый внешний вид или ощущение. Помимо использования в косметических целях, обработка поверхности также может соответствовать техническим требованиям. Например, средняя шероховатость поверхности (RA) может сильно повлиять на срок службы скользящих деталей (таких как подшипники скольжения). Детали для литья под давлением обычно не нуждаются в постобработке, но сама пресс-форма может выполнять разную степень отделки. Имейте в виду, что шероховатые поверхности при выталкивании увеличивают трение между деталью и формой, поэтому требуется больший угол наклона.
|
Завершить |
Описание |
Стандарты СПИ* |
|
Глянцевая отделка |
Форма сначала сглаживается, а затем полируется алмазным бафом, в результате чего поверхность становится зеркальной. |
-1 |
|
Полуглянцевая отделка |
Форма зачищается мелкозернистой наждачной бумагой, в результате чего поверхность становится идеальной. |
B-1 |
|
Матовая отделка |
Форма сглаживается с помощью тонкого каменного порошка, удаляя все следы механической обработки. |
C-1 |
|
Текстурированная отделка |
Форма сначала сглаживается мелким каменным порошком, а затем подвергается пескоструйной обработке, в результате чего получается текстурированная поверхность. |
D-1 |
|
Чистовая обработка |
Форма дорабатывается на усмотрение машиниста. Следы инструмента будут видны. |
– |
|
Завершить |
Описание |
Стандарты СПИ* |
|
Глянцевая отделка |
Форма сначала сглаживается, а затем полируется алмазным бафом, в результате чего поверхность становится зеркальной. |
-1 |
|
Полуглянцевая отделка |
Форма зачищается мелкозернистой наждачной бумагой, в результате чего поверхность становится идеальной. |
B-1 |
|
Матовая отделка |
Форма сглаживается с помощью тонкого каменного порошка, удаляя все следы механической обработки. |
C-1 |
|
Текстурированная отделка |
Форма сначала сглаживается мелким каменным порошком, а затем подвергается пескоструйной обработке, в результате чего получается текстурированная поверхность. |
D-1 |
|
Чистовая обработка |
Форма дорабатывается на усмотрение машиниста. Следы инструмента будут видны. |
– |
Выбирая гладкую отделку, учтите следующие полезные советы:
Отделка формы с высоким блеском не равна готовому изделию с высоким блеском. На него в значительной степени влияют другие факторы, такие как используемая пластмассовая смола, условия формования и конструкция пресс-формы. Например, ABS будет производить детали с более высоким блеском, чем PP.
более тонкая обработка поверхности требует более высокого уровня материала, используемого в форме. Для достижения очень тонкой полировки требуется инструментальная сталь с самой высокой твердостью. Это влияет на общую стоимость (стоимость материала, время обработки и время постобработки).
Часть четвертая — Секрет снижения себестоимости
Узнайте больше об основных факторах затрат при литье под давлением и возможных методах проектирования, которые помогут вам сократить расходы и удержать проект в рамках бюджета.
Факторы затрат при литье под давлением. Максимальная стоимость литья под давлением составляет:
-
Стоимость пресс-формы определяется общей стоимостью проектирования и обработки пресс-формы.
-
стоимость материалов зависит от количества используемых материалов и их цены за килограмм.
-
Стоимость производства зависит от общего времени использования термопластавтомата.
-
Затраты на пресс-формы постоянны (от 1000 до 5000 долларов). Эта стоимость не зависит от общего количества изготовленных деталей, в то время как материальные и производственные затраты зависят от производства.
-
Для изделий меньшего размера (от 1000 до 10000 штук) затраты на оснастку оказывают наибольшее влияние на общие затраты (около 50-70%). Поэтому стоит соответствующим образом изменить конструкцию, чтобы упростить процесс изготовления (и его стоимость) пресс-формы.
-
При массовом производстве (от 10000 100000 до XNUMX XNUMX единиц) вклад стоимости инструмента в общую стоимость покрывается стоимостью материалов и производства. Поэтому ваша основная работа по проектированию должна быть направлена на минимизацию объемной детали и времени цикла формования.
Здесь мы собрали несколько советов, которые помогут вам минимизировать стоимость вашего проекта впрыска.
Совет 1: придерживайтесь прямолинейного штампа
Сердечники бокового действия и другие механизмы в пресс-форме увеличивают стоимость пресс-формы на 15-30%. Это означает, что минимальная дополнительная стоимость пресс-формы составляет от 1000 до 1500 долларов.
В предыдущем разделе мы изучили метод борьбы с подрезом. Чтобы уложиться в бюджет, избегайте использования ядер побочных эффектов и других механизмов, если в этом нет крайней необходимости.
Совет 2: перепроектируйте детали для впрыска, чтобы избежать подрезов
Подрезка всегда увеличивает стоимость и сложность, а также затраты на техническое обслуживание пресс-формы. Умный редизайн обычно устраняет подрезку.
Совет 3: сделайте детали для впрыска меньше
Детали меньшего размера можно формовать быстрее, что приводит к повышению производительности и снижению себестоимости деталей. Детали меньшего размера также снижают материальные затраты и стоимость пресс-форм.
Совет 4: установите несколько деталей в одну форму
Как мы видели в предыдущем разделе, первый пробный экзамен заключается в сборке нескольких деталей в одной форме. При первом пробном испытании в одну форму можно установить от 6 до 8 идентичных деталей, что сокращает общее время производства примерно на 80 %.
Первый пробный экзамен можно провести в одной и той же форме с другой геометрией. Это отличное решение для снижения общей стоимости сборки.
Это передовая технология:
В некоторых случаях корпус 2-х частей сборки одинаков. С некоторым творческим подходом вы можете создать точки блокировки или шарниры в симметричных положениях, чтобы в основном отразить деталь. Таким образом, одна и та же форма может быть использована для изготовления двух полуформ, что вдвое снижает стоимость формы.
Совет 5: избегайте мелких деталей
Чтобы изготовить форму с мелкими деталями, требуется больше времени на обработку и время отделки. Текст является примером, и для него может даже потребоваться специальная технология обработки, такая как электроэрозионная обработка, что приводит к более высокой стоимости.
Совет 6: используйте отделку более низкого качества
Обычно агент для обработки поверхности наносится на форму вручную, что может быть дорогостоящим процессом, особенно при улучшенной обработке поверхности. Если ваши детали не предназначены для косметического использования, не используйте дорогие высококачественные покрытия.
Совет 7: уменьшите объем детали за счет уменьшения толщины стенки
-
Уменьшение толщины стенки детали — лучший способ минимизировать ее объем. Это не только означает использование меньшего количества материалов, но и значительно ускоряет цикл литья под давлением.
-
Например, уменьшение толщины стенки с 3 мм до 2 мм может сократить время цикла на 50–75 %.
-
Более тонкая стенка означает, что форма может быть заполнена быстрее. Что еще более важно, более тонкие детали охлаждаются и затвердевают быстрее. Имейте в виду, что пока машина простаивает, примерно половина цикла литья под давлением уходит на отверждение детали.
-
Необходимо соблюдать осторожность, чтобы чрезмерно не уменьшить жесткость детали, иначе ее механические свойства будут снижены. Ребра в критических местах можно использовать для увеличения жесткости.
Совет 8: подумайте о вторичной операции
Для мелкосерийного производства (менее 1000 деталей) может оказаться более рентабельным использовать вспомогательные операции для изготовления деталей для литья под давлением. Например, вы можете просверлить отверстие после формовки вместо использования дорогой формы с боковым стержнем.
Часть пятая — Начать закачку
После того, как ваша конструкция будет готова и оптимизирована для литья под давлением, каков будет следующий шаг? В этом разделе мы проведем вас через шаги, необходимые для начала производства литья под давлением.
Шаг 1: начните с малого и быстро создайте прототип
Прежде чем использовать любую дорогую форму для литья под давлением, сначала создайте и протестируйте функциональный прототип конструкции.
Этот шаг имеет решающее значение для успешного запуска продукта. Таким образом, ошибки проектирования могут быть обнаружены на ранней стадии, а стоимость изменений остается низкой.
Есть три прототипа решения:
1. 3D-печать (с использованием SLS, SLA или спрея)
2. Пластиковая обработка с числовым программным управлением
3. Литье под давлением в малых объемах с помощью формы для 3D-печати.
Эти процессы могут создавать реалистичные прототипы форм и функций, которые очень похожи на конечный формованный продукт.
Используйте следующую информацию в качестве краткого руководства по сравнению, чтобы определить решение, которое лучше всего подходит для вашего приложения.
3D печать прототип
-
Минимальное количество: 1
-
Типичная стоимость: 20–100 долларов за деталь.
-
Время доставки: 2-5 дней
-
Оптимизированная конструкция для литья под давлением для легкой 3D-печати
-
Самая низкая стоимость, быстрое решение для создания прототипа
-
Не каждый инъекционный материал можно использовать для 3D-печати.
-
Детали, напечатанные на 3D-принтере, на 30-50% слабее, чем детали, изготовленные методом литья под давлением.
Прототип обработки с ЧПУ
Минимальное количество: 1
Типичная стоимость: 100–500 долларов за деталь.
Время доставки: 5-10 дней
-
Свойства материала такие же, как у деталей для литья под давлением
-
Превосходная точность и отделка
-
Может потребоваться изменение конструкции, поскольку применяются различные ограничения конструкции.
-
Дороже, чем 3D-печать, дольше срок поставки
-
Низкий объем литья под давлением
-
Минимальное количество: 10-100 штук,
-
Типичная стоимость: 1000–4000 долларов.
-
Срок поставки: 5-10 дней,
-
Самый реалистичный прототип с реалистичными свойствами материала
-
Моделирование реального процесса и конструкции пресс-формы
-
Самый дорогой прототип решения
-
Доступность меньше, чем у ЧПУ или 3D-печати
Шаг 2: провести «пуско-наладку» (500-10000 деталей)
После завершения проектирования можно приступить к литью под давлением, проведя небольшое количество испытаний.
Минимальный объем заказа для литья под давлением составляет 500 единиц. Для этих количеств штамп обычно обрабатывается алюминием с ЧПУ. Алюминиевые формы относительно просты в изготовлении и стоят меньше (от 3000 до 5000 долларов), но могут выдерживать от 5000 до 10000 циклов впрыска.
На этом этапе типичная стоимость детали составляет от 1 до 5 долларов, в зависимости от геометрии конструкции и выбранного материала. Типичный срок доставки таких заказов составляет 6-8 недель.
Детали, изготовленные с помощью «пилотного» алюминиевого штампа, имеют те же физические свойства и точность, что и детали, изготовленные с использованием штампа из инструментальной стали «массового производства».
Шаг 3: расширить масштаб производства (более 100000 деталей)
При выпуске большого количества одинаковых деталей (от 10000 100000 до XNUMX XNUMX + шт.) требуются специальные инструменты для литья под давлением.
Для этих объемов пресс-форма изготавливается из инструментальной стали методом ЧПУ, которая выдерживает миллионы циклов литья под давлением. Они также оснащены расширенными функциями, такими как дверцы горячего наконечника и сложные каналы охлаждения, чтобы максимизировать скорость производства.
Из-за сложности проектирования и изготовления пресс-формы типичная стоимость единицы продукции на этом этапе составляет от нескольких центов до доллара, а обычное время доставки составляет 4–6 месяцев.
В DDPROTOTYPE вы можете легко, быстро и на конкурентоспособной основе производить продукцию для литья под давлением. Когда вы загружаете свой дизайн в ddprototype, наш механик обнаружит любые потенциальные проблемы с дизайном для анализа технологичности дизайна до начала производства и предоставит вам предложение как можно скорее. Таким образом, вы можете гарантировать, что вы всегда можете получить наиболее конкурентоспособную цену на свои детали для впрыска на рынке с самым быстрым временем оборота.
Справочник
для наладчиков ТПА
Технологический справочник для операторов литьевых машин
(Справочник подготовлен на примере литья материалов компании Bayer AG)
Оглавление
1. Обзор ассортимента
2. Подготовка к работе
2.1 Сушка
2.2 Чистка машин; смена исходного материала для технических термопластов
3. Выбор машин и оборудования
3.1 Определение диаметра шнека, дозы впрыска и пути дозирования
3.2 Пригодные к использованию и возможные пути дозирования
3.3 Определение усилия замыкания формы
3.4 Геометрия шнека
3.5 Сопла
3.6 Защита от износа
4. Условия переработки
4.1 Температура формы и расплава
4.2 Термостатирование формы
4.3 Датчик температуры расплава
4.4 Давление литья и выдержка под давлением; скорость впрыска
4.5 Частота вращения шнека; реактивное давление
4.6 Время охлаждения
4.7 Оптимизация заданных параметров машины; контроль производства
4.8 Соотношение длины пути течения и толщины стенки детали
4.9 Литье под давлением с отводом газов из цилиндра
5. Переработка регенерата; вторичное использование отходов
6. Дефекты литья под давлением и меры по их устранению
Настоящая статья дает оператору литьевой машины возможность быстрого
ознакомления с переработкой следующих марок технических термопластов:
|
Апек® |
Полиарилат |
|
Апек® HT |
(PC-HT) Поликарбонат, высокоустойчивый к термической деформации |
|
Байбленд® |
(PC+ABS) Поликарбонат + Сополимер акриловой кислоты, стирола и |
|
Десмопан® |
(TPU) Термопластичный полиуретан |
|
Дуретан® |
Полиамид-6, Полиамид-66, Полиамид/Сополимер |
|
Люстран® ABS/Новодур® |
Сополимер АБС |
|
Люстран® SAN |
(SAN) Сополимер стирола и акрилонитрила |
|
Макролон® |
Поликарбонат |
|
Покан® |
Полибутилентерефталат |
|
Триакс® |
(ABS + PA) Смесь АБС и Полиамида |
|
Макробленд PR® |
Поликарбонат + Полибутилентерефталат |
|
Макробленд EC® |
Поликарбонат / Сополимер |
|
Петлон® |
Полиэтилентерефталат |
|
Тедур® |
Полифениленсульфид, усиленный стекловолокном и смесью стекловолокна с |
2.1 Сушка
Недопустимо высокая влажность расплава пластмасс может приводить к дефектам
поверхности (волнистость поверхности шлиры) и плохим свойствам литых изделий
(гидролитическая деструкция). Так как большинство пластмасс впитывают слишком
большое количество воды из-за неплотной упаковки при хранении и перевозке,
необходимо просушивать их перед переработкой.
|
Технический термопласт |
Допустимая остаточная влажность в весовых процентах |
|
Апек 1) Байбленд 2) Десмопан Дуретан Люстран АВS/Новодур Люстран SAN Макролон 1) Покан Триакс Макробленд PR Петлон Тедур |
0,02 от 0,02 до 0,05 0,07 0,1 0,2 0,2 0,02 0,04 0,1 0,02 0,03 0,04 |
|
1) С помощью испытания улетучиваемости по Томазельти (TVI-Test) можно С помощью испытания улетучиваемости по Томазельти (TVI-Test) можно просто 2) В случае Байбленда FR (огнестойкий) необходимо стремиться к достижению В случае Байбленда FR (огнестойкий) необходимо стремиться к достижению Таблица 1: Допустимая влажность гранулята при нормальных условиях — ATI 8024 (Информация по технике применения на немецком и английском — Наша практическая информация PI 053 «Сушка», номер для заказа |
Влажность гранулята измеряется по схеме, подобной методу Карла Фишера, или другим
подходящим методом. При несоблюдении допустимых пределов влажности материал
готовых изделий может содержать дефекты, несмотря на оптически безукоризненную
поверхность. Это касается таких термопластов как Апек HT, Байбленд, Макролон и
Покан.
С помощью теста для определения летучих по Томасетти (TVI-Test) при
небольших аппаратурных затратах и малых затратах времени можно с достаточной
точностью узнать степень сушки Макролона, Макробленда и Апека.
|
Технический термопласт |
Температура сушки ( OC) |
Время сушки (час.) |
||
|
Конвекционная сушилка (50% свежего |
Воздушная cушилка (сушилка с |
Сушилка, работающая на сухом |
||
|
Апек |
130 |
4 – 12 |
2 – 4 |
2 – 3 |
|
Байбленд5) Байбленд FR1) |
100 – 110 75 – 110 |
3 – 4 |
2 – 3 |
1 – 2 |
|
Десмопан |
100 – 110 |
1 – 2 |
1 – 2 |
1 – 2 |
|
Дуретан 1), 6) |
80 |
Не рекомендуется |
2 – 203) |
|
|
Люстран ABS/ Новодур |
80 |
3 – 6 |
2 – 3 |
1 – 2 |
|
Люстран SAN |
80 |
2 – 3 |
1 – 2 |
1 – 2 |
|
Макролон |
120 |
4 – 12 |
2 – 4 |
2 — 3 |
|
Покан 6) |
120 |
4 — 8 |
2 – 3 |
2 – 3 |
|
Триакс 1) |
80 |
Условно пригодны 4) |
2 – 4 (20)3) |
|
|
Макробленд PR |
110 |
4 — 12 |
2 – 4 |
2 – 3 |
|
Макробленд ЕС |
120 |
4 — 12 |
2 – 4 |
2 – 3 |
|
Петлон |
130 |
3 — 4 |
3 |
3 |
|
Тедур |
150 |
3 — 4 |
3 – 4 |
3 – 4 |
|
Вышеприведенные данные относятся к упакованному материалу, хранящемуся 1) См. информацию по технике применения: См. информацию по технике применения: ATI 749, ATI 805, ATI 809, ATI 945, ATI 966, 2) Готовый к применению гранулят расфасовывается на заводе-изготовителе. Готовый к применению гранулят расфасовывается на заводе-изготовителе. В 3) В зависимости от начальной влажности. В зависимости от начальной влажности. 4) В зависимости от влажности сухого воздуха. 5) В случае волокнонаполненных типов обращать внимание на особые условия 6) Поставляется частично во влагонепроницаемых упаковках в виде готового Таблица 2: Рекомендуемые условия сушки. В зависимости от влажности сухого воздуха. В случае волокнонаполненных |
Вышеприведенные данные относятся к упакованному материалу, хранящемуся при
комнатной температуре. Необходимыми условиями являются также безупречная работа
приборов и соблюдение рекомендуемой температуры.
Вместо наиболее часто применяемой сушки гранулята можно также удалять влагу
непосредственно но время плавления материала в механизме пластикации литьевой
машины, используя так называемые «узлы дегазации». По сравнению с
сушкой гранулята этот метод может обеспечить технические, организационные и
экономические преимущества, но при этом следует считаться также и с некоторыми
ограничениями и недостатками.
Сегодня этот метод применяется главным образом при производстве в основном
темных изделии и при редкой смене материала и цвета .1)
1) См. также специальное издание “Литье под давлением с дегазацией –
практическая реализация лабораторной концепции” (номер для заказа KU 41.914).
См. также специальное издание “Литье под давлением с дегазацией –
практическая реализация лабораторной концепции” (номер для заказа KU 41.914).
2.2 Чистка машин; смена исходного материала для технических термопластов
Смена материала
|
Апек Байбленд Десмопан Дуретан Люстран АВS/Новодур Люстран SAN Макролон Покан Триакс Макробленд Петлон Тедур |
• Опорожнить инжекционный цилиндр • Промыть цилиндр новым материалом или смесью нового материала с • При смене цвета следует по возможности переходить от светлых тонов к • В особых случаях 2) следует прочистить механизм пластикации |
Приостановка производства
(длительные перерывы и выходные дни)
|
Байбленд Десмопан Дуретан Люстран АВS/Новодур Люстран SAN Покан Триакс Макробленд PR Петлон Тедур |
• Опорожнить иижекциониый цилиндр 3) • Вывести шнек в переднее конечное положение • Отключить машину и обогрев |
|
Апек Макролон Макробленд EC |
• Опорожнить инжекционный цилиндр • Установить обогрев цилиндра на 160-180°С и прогреть при этой • Оставить включенным обогрев загрузочной воронки |
1) См. также информацию по технике применения ATI 1102 «Средства
чистки при переработке термопластов литьем под давлением «
См. также информацию по технике применения ATI 1102 «Средства чистки
при переработке термопластов литьем под давлением »
2) • При переходе с высоковязкого к очень низковязкому материалу
• При переходе с высоковязкого к очень низковязкому материалу
•При переходе с материала, образующего граничный слой, к материалу не
образующему такого слоя
•При предусмотренном производстве прозрачных литых изделий
3) В случае некоторых марок FR (невоспламеняющиеся марки) тем же типом
материала без огнезащитных средств
В случае некоторых марок FR (невоспламеняющиеся марки) тем же типом
материала без огнезащитных средств
4) Исключения в случае механизма пластикации с защитой от износа
Исключения в случае механизма пластикации с защитой от износа
Прекращение производства
|
Апек НТ Байбленд Десмопан Дуретан Люстран АВS/Новодур Люстран SAN Макролон Покан Триакс Макробленд Петлон Тедур |
• Промыть инжекционный цилиндр соответствующими высоковязкими литьевыми • Отключить машину или — в случае Макролона, Макробленда и Апека — • Ручная очистка в большинстве случаев не требуется. |
Чистка
|
Апек НТ Байбленд Десмопан Дуретан Люстран АВS/Новодур Люстран SAN Макролон Покан Триакс |
• Чистка/промывка в связи со сменой материала без особо трудноудаляемых • Чистка при трудноустраняемых загрязнениях (например, прилипший — Очистить узел с помощью средства для чистки цилиндра 1). — При необходимости дополнительно промыть агрегат высоковязким — Разобрать узел и почистить еще горячие детали проволочной щеткой с — Можно также чистить демонтированные детали в вихревых ваннах с окисью • Внимание! Последующая дробеструйная обработка стеклянными или стальными |
1) См. также информацию по технике применения ATI 1102 «Средства
чистки при переработке термопластов литьем под давлением».
См. также информацию по технике применения ATI 1102 «Средства чистки
при переработке термопластов литьем под давлением».
3.1 Определение диаметра шнека, дозы впрыска и пути дозирования 1)
Практика показала, что для производства литых изделии c определенной дозой
впрыска целесообразно применять шнеки только определенного диапазона размеров
(диапазона диаметров), а именно такие шнеки, дозирующий путь которых составляет
от 1 до 3 диаметров. И наоборот: шнеки определенного диаметра должны
применяться только для изделий с определенным диапазоном веса или объема
впрыска.
При выходе за нижний или верхний предел этого диапазона возникает опасность
ухудшения качества, например, уменьшение молекулярной массы или дефекты поверхности
литых изделий в результате вовлечения воздуха (см. рис. 4).
Нижеследующая номограмма наглядно демонстрирую взаимосвязь между дозой
впрыска и целесообразным диаметром шнека.
Эту номограмму можно применять для определения диаметра шнека (типоразмера
литьевой машины) и предусмотренного веса изделий при переработке термопластов
на машинах для литья под давлением. Она построена на основе знании оптимального
дозировочного хода (дозировочный диапазон от 1D до 3D) в случае трехзонных
шнеков с соотношением L/D от 18:1 до 22:1 (см. также рис. 3).
1) См. также информацию по технике применения ATI 1 103 (на немецком и
английском языках) “Корреляция между диаметром шнека, объемом дозы,
плотностью и весом дозы”, в которой содержится крупномасштабное изображение
поясняемой ниже номограммы.
См. также информацию по технике применения ATI 1 103 (на немецком и
английском языках) “Корреляция между диаметром шнека, объемом дозы,
плотностью и весом дозы”, в которой содержится крупномасштабное изображение
поясняемой ниже номограммы.
3.3 Определение усилия замыкания формы
Общая формула:
Усилие замыкания формы >= Подъемная сила в форме (кН) =Спроецированная
поверхность (см 2) *
внутри формы (бар)
|100
Фактически необходимое усилие замыкания формы зависит главным образом от
обеих указанных в формуле величин. Кроме того, на это усилие замыкания влияют
также такие факторы как жесткость машины и формы, геометрия изделия, допустимая
деформация, условия переработки и сама литьевая масса.
Поэтому приведенные в таблице а) эмпирические показатели являются всего
лишь ориентировочными.
• Спроецированная поверхность = Сумма всех находящихся под давлением
поверхностей подъема, спроецированных на плоскость зажимных плит формы.
Пример: шайба в виде усеченного конуса.
• Среднее давление внутри формы (подъемная сила)а) Эмпирически определенные
показатели
|
Апек НТ |
Высокотемпературный поликарбонат |
300 – 500 бар |
|
Байбленд |
(ПК + АБС) |
250 – 400 бар |
|
Десмопан |
ТПУ |
300 – 700 бар 1) |
|
Дуретан |
ПА |
250 – 700 бар 1) |
|
Люстран ABS/Новодур |
АБС |
250 – 350 бар |
|
Люстран SAN |
Сополимер стирола и акрилонитрила |
250 – 350 бар |
|
Макролон |
ПК |
300 – 500 бар |
|
Покан |
ПБТ |
250 – 700 бар 1) |
|
Триакс |
(АБС + ПА) |
250 – 500 бар |
1) B случае очень легкотекучих типов материала может потребоваться
повышение давления для предотвращения образования перепонок
B случае очень легкотекучих типов материала может потребоваться повышение
давления для предотвращения образования перепонок
б) Показатели, определенные реологическими расчетамиЕсли при расчете литого
изделия давление в полости формы при заполнении принимается равным 700 бар, то
в соответствии с нижеследующим графиком среднее усилие подъема в случае
аморфных термопластов может составить примерно 500 бар.
3.4 Геометрия шнека 1)При переработке термопластов фирмы БАЙЕР
хорошо зарекомендовали себя трехзонные шнеки с соотношением длины и диаметра
(L/D) от 18:1 до 22:1 и соотношением высот профиля витков от 2:1 до 2,5:1.
Получаемые данные могут быть внесены в таблицу:
|
Диаметр шнека D (мм) |
Глубина винтового канала H (мм) |
||
|
Зона загрузки |
Зона выдавливания |
Отношение глубин винтового канала |
|
|
30 40 60 80 90 120 150 >150 |
4,3 5,4 7,4 9,1 10,0 12,0 14,0 14,0 |
2,1 2,6 3,4 4,0 4,2 5,0 5,6 5,6 |
2,0 : 1 2,1 : 1 2,2 : 1 2,3 : 1 2,4 : 1 2,4 : 1 2,5 : 1 2,5 : 1 |
Таблица 4: Глубины винтового канала и отношения глубин винтового канала
Глубины винтового канала для промежуточных диаметров червяка D1
можно вычислить по уравнению:
H1 = H0 (D1
/ D0)0,7
Где H1 — искомое значение, а D0 и H0 —
ближайшие значения согласно Таблице 4.
При переработке частично кристаллических термопластов Дуретан и Покан в
случае шнеков диаметром > 80 мм лучше всего применять пониженную глубину
винтового канала в зоне загрузки.
1) См. также информацию но технике применения ATI 173: «Шнеки
литьевых машин для переработки термопластов фирмы БАЙЕР».
См. также информацию но технике применения ATI 173: «Шнеки литьевых
машин для переработки термопластов фирмы БАЙЕР».
3.5 Сопла
Для переработки следует применять по возможности открытые сопла. В случае
легкотекучих материалов применяются также запирающиеся сопла. Однако, в
зависимости от конструкции они могут чаще приводить к возникновению таких
проблем как разложение материала, образование сгустков, нарушения работы машины
и т.п. (см. ниже).
Ориентировочные значения: Отверстие сопла = отверстие литника
минус 0,5 — 1,0 мм
Отверстие сопла = отверстие литника минус 0,5 — 1,0 мм
Такие традиционные запорные системы как:
• сопло с шиберным затвором,
• сопло с игольчатым затвором,
• сопло со стержневым затвором
…редко создают трудности в случае стержневых запорных систем с гидравлическим
приводом. При их применении следует обращать особое внимание на возможное
нарушение соосности канального отверстия в стержне (в открытом состоянии).
Пружинные игольчатые системы требуют высокого давления впрыска и приводят к
кратковременному высокому сдвигу материала. Этот недостаток устраняется в
системах с двусторонним гидравлическим или пневматическим приводом, а также в
соплах с шиберным затвором с механическим приводом.
Надежность всех игольчатых и шиберных запорных систем сильно зависит от
удобопроходимой конструкции расплавопровода (отсутствие мертвых зон, отсутствие
делений потока).
Во всех запорных системах необходимо так подогнать подвижные приводные
элементы с люфтом, чтобы обеспечивалась смазка расплавом и создавалась
возможность вывода наружу умышленно создаваемой незначительной утечки.3.6
Защита от износа
Узел пластикации машин для переработки термопластов (особенно термопластов
с наполнителями или пигментами) подвергается износу как и в случае всех рабочих
машин. Различают два вида износа: абразию и коррозию. Эти два вида износа могут
выступать либо отдельно, либо совместно.
Процессы износа деталей машины часто становятся заметными лишь в поздней
стадии, когда наступают нарушения работы машины. Однако они часто проявляются
гораздо раньше, вызывая изменение цвета поверхности литой детали или другие
дефекты. Иногда эти дефекты скрываются внутри литой детали, т. е. на
поверхности их обнаружить пока еще нельзя. Высокие издержки возникают не только
в результате износа, непригодности к работе таких элементов машины как шнеки,
цилиндры и обратные клапаны, но также и в результате выпуска брака и уменьшения
степени использования машин из-за простоев и ремонтов.
Детали шнеков и цилиндров из так называемой стандартной азотированной стали
часто уже не выполняют все возрастающих требований. Важную роль играет также и
геометрическое исполнение деталей. Сегодня на рынке предлагаются
«защищенные от износа» плавильные агрегаты, которые гораздо лучше
выполняют предъявляемые требования. Опыт показывает, что в результате их
применения удельные издержки на износ деталей машины (отнесенные к единице пропускной
способности) можно сократить в 3 — 6 раз и даже больше. При этом еще не
учитываются дополнительные улучшения экономичности производства в результате
сокращения брака, уменьшения времени простоя машин, лучшего постоянства
качества и т. д. В случае защищенных от износа и коррозии агрегатов, подбор
сорта стали и метода обработки поверхности может в решающей степени зависеть от
того, какой из этих двух механизмов износа преобладает в данном случае. Как
правило, рекомендуется «универсальное» исполнение, учитывающее оба
вида износа. Советы по соответствующему подбору материала приведены в следующей
таблице 1).
1) см. также ATI 458 «Защита от износа при литье под давлением»
см. также ATI 458 «Защита от износа при литье под давлением»
Подбор материалов для защищенных от износа литьевых агрегатов
(универсальная защита от коррозии и абразии).
Цилиндры
1. Центробежное нанесение подходящего бронировачного слоя, чаще всего на
основе Ni-Co-Cr-W-B, практически не содержащего железа; нелигированные и
легированные углеродистые стали для несущей трубы.
2. Использование нанесенных центробежным способом втулок; несущая труба из
азотированных сталей, например:
34 Cr Al Ni 7 (1.8550)
31 Cr MoV9 (1.8519)Шнеки
1. Высокохромистые легированные стали сквозной закалки (диаметр до ок. 60
мм, длина 1500 мм), иногда дополнительно подвергнутые ионизационному
азотированию, например:
Х 155 Cr V Mo 12 1 (1.2379)
X 165 Cr Mo V 12 (1.2601)
X 210 Cr 12 (1.2080)
X 220 Cr Mo 12 2 (1.2378)
X 210 Cr W 12 (1.2436)
2. Стеллитные закаленные витки с ионизационно азотированными хромистыми
сталями для всех диаметров, например:
Х 35 Cr Mo 17 (1.4122) улучшенная
X 22 Cr Ni 17 (1.4057) улучшенная
3. Стеллитные закаленные витки с хромированием тела шнека. торцов,
например:
31 Cr MoV9 (1.8519)Головка цилиндра
1. Высоколегированные хромистые стали, подвергнутые ионизационному
азотированию (см. п. 2 в разделе «Шнеки»).
2. Стандартные азотированные стали твердого хромирования например:
31 Cr Mo V 9 (1.8519)Обратный клапан
1. Верхушка и нажимное кольцо
Гребень витка червяка всегда бронирован сплавами на основе Cr-Ni-B
добавками карбида.
1.1 высоколегированные хромистые стали, при необходимости ионизационно
азотированные (см. п. 2 в разделе «Шнеки»).
1.2 высоколегированные хромистые стали сквозной закалки (см. п. 1 в разделе
«Шнеки»).2. Запорное кольцо
Высоколегированные хромистые стали с хорошей вязкостью, подвергнутые
сквозной закалке или улучшенные — ионизационно азотированные, например:
Х 155 Cr V Mo 12 1 (1.2379)
X 40 Cr Mo V 5 1 (1.4122)
X 35 Cr Mo 17 (1.2344)
3. Все конструктивные элементы из:
Высокопрочных материалов или бронированные или покрытые физико-химическими
способами нанесения из паровой фазы (CVD-/PVD).Уплотнительные поверхности:
сопло, головка и обратный клапан
Частой причиной проблем износа являются неисправные уплотнительные
поверхности в блоке пластикации. Подаваемый расплав претерпевает нежелательные
изменения в щелях (мертвые зоны, время пребывания и температура), захватывается
последующим потоком расплава и может затем приводить к образованию темных
шлиров, местных помутнений и хлопьев.
• При сборке блока пластикации следует проверять сплошное прилегание
уплотнительных поверхностей, пользуясь шабровочной пастой (наносимой возможно
более тонким слоем).
• Необходимо соблюдать всегда более подробные указания изготовителей
литьевых машин по правильной сборке таких отдельных узлов как головка цилиндра
и сопло.
4.1 Температура формы и расплаваДиапазоны температур формы и расплава,
указанные в нижеследующей таблице, действительны в каждом случае для всего
ассортимента литьевых типов соответствующего термопласта (за исключением
специальных продуктов) и могут поэтому служить только в качестве
ориентировочных значений. Как правило, температура расплава легкотекучих типов
выбирается из нижней зоны, а для вязкотекучих типов — из верхней зоны
температур. При длительном времени пребывания в цилиндре пластикации,
вызываемом длительными циклами или низкой степенью использования литьевого
объема, необходимо уменьшать температуру расплава, чтобы исключить термическое
разрушение материала.
|
Термопласт |
Температура формы ( OC) |
Температура расплава ( OC) |
|
Апек |
100 – 150 |
310 – 340 |
|
Байбленд |
70 – 100 |
240 — 280 |
|
Десмопан |
20 – 50 |
190 — 245 |
|
Дуретан A Дуретан AKV Дуретан B Дуретан BKV |
70 – 90 80 – 120 70 – 90 80 – 120 |
260 — 290 270 — 300 240 — 270 260 — 280 |
|
Люстран Новодур Люстран SAN |
60 – 80 60 – 80 60 – 80 |
220 — 260 220 — 260 220 — 260 |
|
Макролон Макролон GF |
80 – 100 80 – 130 |
280 — 320 310 — 330 |
|
Макробленд PR Макробленд EC |
60 – 70 60 – 100 |
250 — 280 280 — 330 |
|
Петлон |
130 – 140 |
260 – 280 |
|
Покан Покан GF |
80 – 100 80 – 100 |
250 — 270 250 — 270 |
|
Тедур |
140 – 170 |
320 – 360 |
|
Триакс |
60 – 90 |
250 – 280 |
Таблица 5: Рекомендуемая температура формы и расплава
Необходимо учитывать, что в зависимости от геометрии шнека и условий работы
(число оборотов, реактивное давление, время дозирования и т. д.) температура
расплава часто значительно отличается от заданной температуры цилиндра. При
возникновении проблем, зависящих от температуры, рекомендуется проводить
измерение температуры расплава (см. раздел 4. 3).
При переработке материалов в рекомендуемых условиях могут выделяться
незначительные количества продуктов расщепления.
Согласно листку по технике безопасности необходимо обеспечивать соблюдение
приведенных значений допустимой концентрации веществ на рабочем месте путем
достаточного местного отсоса и вентиляции, чтобы не подвергать опасности
здоровье и самочувствие операторов машин.
Не разрешается значительно превышать предписанную температуру переработки,
потому что это может приводить к сильному парциальному разложению полимеров и
выделению летучих продуктов разложения.
Так как завышенные температуры в большинстве случаев являются следствием
неправильного управления или неполадок в системе обогрева, необходимо уделять
особое внимание этим вопросам и осуществлять постоянный контроль.
4.2 Термостатирование формы
Термостатирование формы оказывает решающее влияние на качество литых
изделий. Особенно такие свойства, как внутреннее напряжение, коробление,
соблюдение допусков на размеры, вес, а также качество поверхности, в решающей
степени зависят от термостатирования формы. Температура стенки формы оказывает
очень сильное влияние также и на время охлаждения .
Соблюдение заданных технологических параметров, в частности, допусков на
размеры, зависит от четко установленной температуры формы. Применяемые для этих
целей термостатирующие приборы могут, как правило, лишь в ограниченной мере
обеспечить величину и постоянство температуры. Во-первых, при каждом
процессе впрыска температура поверхности формы возрастает в результате контакта
с расплавом на 5 — 15 °С. До следующего процесса впрыска рост температуры
снижается в результате отвода тепла. Поэтому при постоянной циклической работе
возникает периодическое колебание температуры (так называемый пилообразный
профиль температуры). Но прежде всего температура формы возрастает в течение
определенного времени при пуске производства, пока не создадутся условия
равновесия между подводом и отводом тепла. Эта температура может на 10 — 30 °С
превышать показатели, установленные на термостатирующем приборе. На нее
налагаются — иногда очень значительные — регулировочные колебания
термостатирующего прибора.
Температура равновесия и время до достижения термического равновесия
зависят от расхода термостатирующей среды или же от сопротивления течению.
Последняя величина определяется количеством термостатирующих каналов и
изменений направления течения в форме (последовательное соединение нескольких
термостатирующих цепей). С другой стороны, насос термостатирующего прибора
часто не обеспечивает давления, необходимого для достаточного расхода
термостатирующей среды (10 — 15 л/мин), или же клапан, ограничивающий давление,
задает очень низкую величину максимального давления. В результате этого в форме
возникает “ползучее течение” и — следовательно -недостаточный теплообмен.
Свидетельством слишком низкого расхода является разница температур на входе и
выходе: она должна быть менее 4°С.
Важной предпосылкой для быстрого достижения температуры формы и ее
надежного регулирования является достаточная тепло- и хладопроизводительность
применяемых термостатирующих приборов. На нижеследующей диаграмме показаны
ориентировочные значения теплопроизводительности, зависящей от размеров и
температуры формы.
|
Масса литьевой формы |
Мощность обогрева |
|
ок. 100 кг ок. 1000 кг ок. 2000 кг |
от 3 до 6 кВт от 6 до 9 кВт от 9 до 12 кВт |
Таблица 6: Ориентировочные значения требуемых мощностей обогрева для
поддержания температуры формы в рабочих пределах (60 — 110 oС)
Ориентировочные значения требуемой мощности охлаждения (она измеряется при
60 — 70 oС):
— при использовании масла в качестве теплоносителя — примерно равна мощности
обогрева,
— при использовании воды — примерно на 70% выше мощности обогрева.
Мощность насоса:
При противодавлении 10 бар, объемная подача должна составлять ок. 15 л/мин. Это
является целесообразным, так как гидравлическое сопротивление каналов для
термостатирования часто весьма значительно.
4.3 Датчик температуры расплава
Для измерения температуры формы и расплава имеются датчики, которые можно
подключать к каждой машине для литья под давлением (например, датчик для
измерения температуры расплава).
4.4 Давление литья и выдержка под давлением; скорость впрыска
Необходимое при переработке давление литья и выдержка под давлением, а
также скорость впрыска зависят от вида материала и изделия. Давление литья и
выдержки устанавливается как гидравлическое давление. Эти величины следует
выбирать настолько высокими, чтобы в форме достигалось внутреннее давление,
необходимое для заполнения формы и для предотвращения вмятин (впадин). В
зависимости от скорости впрыска, температуры расплава и геометрии сопла они
могут сильно различаться в случае одной и той же формы.
Скорость впрыска определяется размером и формой изделия и должна быть, как
правило, высокой. Достаточно высокое давление литья должно в течение всего
процесса литья обеспечивать поддержание скорости впрыска на уровне не менее
выбранного заданного значения. Падение скорости в конце процесса впрыска
свидетельствует о слишком низком давлении литья или слишком высокой заданной
скорости.
Для исключения дефектов поверхности вблизи места литника (матовое пятно,
холодная пробка, расслоение) может оказаться полезным сильное снижение скорости
в начале процесса литья (градация скорости). Профиль распределения скоростей по
всему пути шнека может обеспечить постоянную скорость фронта течения
(оптимизация процесса заполнения формы). Часто для решения проблем течения
(вовлечение воздуха, линии стыка, пузыри, натеки, шлиры, дизельный эффект)
полезными оказываются эмпирически определенные профили распределения скоростей.
Уменьшение скорости непосредственно перед переключением на выдержку под
давлением может сгладить профиль давления и способствует предотвращению
обратного течения расплава.
Небходимое для полного заполнения формы внутреннее давление, так называемое
«давление заполнения», является мерилом вязкости расплава (при
условии, что соответствующее время заполнения выдерживалось постоянным); оно
может служит в качестве инструмента для контроля производственного процесса.
Важной является также правильная установка времени переключения на выдержку под
давлением, чтобы избежать переполнения.
Выдержка под давлением служит для компенсации объемной усадки на стадии
охлаждения в форме. Величина этого давления зависит от качественных требований,
предъявляемых к изделию, например, выдержанность размеров, очень низкие
внутренние напряжения или состояние поверхности (впадины, отпечатки); как
правило, это давление устанавливается как можно более низким.
Выдержка под давлением должна длиться до тех пор, пока литниковая система
не «замерзнет» (предотвращение обратного течения расплава при сбросе
давления). Соответствующее минимальное время выдержки под давлением — именуемое
также временем затвердевания -можно определить методом контроля веса литого
изделия (рис. 17) или по характеристике кривой внутреннего давления в форме
(рис. 18).
4.5 Частота вращения шнека; реактивное давление (противодавление)Частота
вращения шнека должна подбираться таким образом, чтобы окружная скорость шнека
(Vu) находилась между 0, 05 и 0, 2 м/сек; не следует превышать 0, 3 м/сек.
Более высокие окружные скорости могут вызвать проблемы проработки.
Реактивное давление для содействия равномерному расплавлению составляет
обычно 100 ± 50 бар (гидравлическое давление в большинстве случаев от 5 до 15
бар). Основные правила:
• Для улучшения гомогенности расплава:
повысить противодавление.
• Неравномерный обратный поток (эффект штопора):
повысить противодавление.
• Временное прекращение подачи:
уменьшить противодавление.
• Слишком длительное время дозирования:
уменьшить противодавление.
4.6 Время охлаждения
На продолжительность цикла существенное влияние оказывает продолжительность
охлаждения. С помощью нижеследующей номограммы можно оценить продолжительность
охлаждения, необходимое для плоских деталей.
Пример: Температура расплава uм = 250 oC, температура стенки формы
uw = 50 oC, средняя температура извлечентя из формы uE =
75 oC, эффективный коэффициент теплопроводности аэфф =
0,085 мм2/сек, толщина стенки детали S = 2 мм.
Температура расплава м = 250 C, температура стенки формы w = 50 C, средняя
температура извлечентя из формы = 75 C, эффективный коэффициент
теплопроводности а = 0,085 мм/сек, толщина стенки детали S = 2 мм.
Результат:
tk = 9 секунд
|
Термопласт |
Теплопроводность |
Средняя температура извлечения из |
|
Апек |
0,100 |
150 |
|
Байбленд |
0,090 |
110 |
|
Дуретан |
0,070 |
100 |
|
Новодур |
0,080 |
90 |
|
Макролон |
0,100 |
130 |
|
Макробленд |
0,095 |
130 |
|
Петлон |
0,080 |
150 |
|
Покан |
0,090 |
130 |
|
Тедур |
– |
150 |
Таблица 7: Вспомогательные величины для определения продолжительности
охлаждения.
На нижеследующих диаграммах (рисунки 21 — 26) показано рассчитанное время
охлаждения литых деталей в зависимости от:
• типа материала,
• толщины стенки,
• температуры формы ( uw),
• температуры расплава ( uм).
Наибольшее влияние на охлаждение оказывают толщина стенки и температура
формы. Температура расплава оказывает незначительное влияние на время
охлаждения. Примечание: Под временем охлаждения здесь понимается время от
начала выдержки под давлением до извлечения изделия из формы.
Под временем охлаждения здесь понимается время от начала выдержки под
давлением до извлечения изделия из формы.
4.7 Оптимизация заданных параметров машины; контроль производства
Решающее влияние на свойства изделия, производимого методом литья под
давлением, оказывает технологический режим .На стадии впрыска оказывается
влияние на:
• механические свойства,
• качество поверхности,
• видимость линий стыков,
• коробление. На стадии компрессии оказывается влияние на:полное заполнение формы,
• образование грата. На стадии выдержки под давлением оказывается влияние
на:
• вес,
• выдержанность размеров,
• усадку,
• усадочные раковины,
• впадины,
• поведение изделия при выемке из формы,
• прочность линии стыка,
• правильность формы (коробление).
При этом решающее значение имеют следующие параметры процесса:• температура
формы,
• температура расплава,
• скорость впрыска,
• давление внутри формы.Измерительный контроль этих параметров:
• упрощает процесс регулирования и
• позволяет сразу же обнаруживать отклонения в производственном процессе.
Для получения точной и широкой информации о процессе необходимо иметь
датчики на форме. Современные литьевые машины могут собирать технологические
данные и подвергать их дальнейшей обработке для оптимизации процесса, аварийной
сигнализации и статического контроля и документирования процесса. На более
старых литьевых машинах эти важные функции могут взять на себя дополнительно
адаптированные внешние приборы для сбора технологических и производственных
данных.
4.8 Соотношение длины пути течения и толщины стенки детали
Представленные зависимости определялись на готовых изделиях. Они
справедливы для указанных в разделе 4.1 температур переработки и имеющегося
давления впрыска >= 1000 бар. Кривые представляют собой минимальные
значения; в зависимости от геометрии изделия, возможной скорости впрыска и
имеющегося инжекционного давления могут при известных обстоятельствах достигать
более высокие значения (заштрихованная область).
4.9 Литье под давлением с отводом газов из цилиндра разработанный фирмой «Байер»
узел отвода газов, имея длину 20 D, соответствует длине обычного цилиндра.
|
Даметр D, (мм) |
Глубина винтового канала H11, |
Глубина винтового канала H12, |
Соотношение глубин винтового канала |
Глубина винтового канала H21, |
Глубина винтового канала H22, |
Соотношение глубин винтового канала |
Радиальный зазор S, (мм) |
|
30 |
4,0 |
2,0 |
2 : 1 |
6,3 |
2,2 |
2,85 : 1 |
0,5 |
|
50 |
5,4 |
2,7 |
2 : 1 |
9,3 |
3,2 |
2,9 : 1 |
0,8 |
|
70 |
7,0 |
3,2 |
2,2 : 1 |
11,7 |
3,9 |
3 : 1 |
1,0 |
|
100 |
9,0 |
4,1 |
2,2 : 1 |
15,1 |
5,0 |
3 : 1 |
1,3 |
|
Подъем h = 0,7 x D для D = 25 — 70 мм по длине L1, |
Таблица 8: Вспомогательные величины для определения продолжительности
охлаждения.
Глубины винтового канала для промежуточных диаметров червяка можно
вычислить по уравнению:
HX = HO (DX
/ DO) 0,7
Где: DX и HX — искомые значения, а DO и HO
— ближайшие значения согласно таблицы.
Примеры для настройки регуляторов машины при пуске
|
Температура расплава ( oC) |
Настройки регулятора по зонам ( oC) |
Термопласт |
||||||
|
A |
B |
C |
D |
E |
F |
G |
H |
|
|
320 — 360 |
330 |
320 |
310 |
295 |
290 |
300 |
310 |
Апек |
|
230 — 260 |
245 |
245 |
240 |
240 |
230 |
235 |
250 |
Покан |
|
260 — 270 |
265 |
265 |
260 |
250 |
230 |
235 |
250 |
Байбленд |
|
260 — 280 |
260 |
250 |
250 |
230 |
240 |
240 |
250 |
Дуретан А |
|
240 — 260 |
220 |
230 |
230 |
210 |
220 |
220 |
230 |
Дуретан В |
|
260 — 280 |
265 |
265 |
260 |
260 |
255 |
265 |
270 |
Макробленд PR |
|
300 — 340 |
300 |
300 |
290 |
280 |
275 |
280 |
300 |
Макробленд EC |
|
300 — 315 |
300 |
300 |
290 |
280 |
275 |
280 |
300 |
Макролон |
|
230 — 245 |
230 |
230 |
230 |
230 |
220 |
225 |
240 |
Новодур |
|
230 — 260 |
245 |
245 |
240 |
240 |
230 |
235 |
250 |
Покан |
|
300 — 340 |
330 |
330 |
330 |
300 |
300 |
320 |
300 |
Тедур |
Таблица 9: Температуры цилиндра и расплава (примеры при пуске машины).
При нарушениях подачи температуру зоны питания (1-ый регулятор) в случае
необхлдимости следует снизить.
При переработке высушенного Дуретана или Новодура с использованием узла
отвода газов существует опасность окисления расплава (изменение окраски
отливки). В этом случае газоотводящее отверстие должно быть закрыто.
Вторичное использование отходов производства. Пригодные для вторичного
использования исходные материалы:
• неполностью отлитые изделия,
• литники,
•детали с механическими дефектами.На что следует обращать внимание?
• Необходимо обеспечивать однородность сорта измельчаемых деталей.
• Все бракованные детали должны быть выполнены из безупречно
переработанного материала.
• По возможности не применять литых деталей с признаками перегрева
(термическое разложение).
• По возможности не применять литых деталей со шлирами влажности. В случае
Байбленда, Макролона и Покана существует особая опасность гидролитического
разложения.
• Не применять загрязненных литых деталей.
• Размер гранул регенерата должен примерно соответствовать размеру зерен
свежего гранулята.
• Необходимо соблюдать предписания но сушке.Примешивание к свежему
грануляту:
• В зависимости от применения можно в любом случае примешивать от 10 до
20%.
• При необходимости можно после испытания примешивать до 100% для изделий с
низкими качественными требованиями .
Мы рекомендуем в каждом отдельном случае определять допустимую долю
регенерата, применяя соответствующие испытания (например, снижение
молекулярного веса, механическая прочность). За советом можно обращаться в
соответствующие отделы, а в случае вторичного использования старых изделий или
подвергнутых заключительной обработке бракованных деталей — к курирующим Вас
выездным сотрудникам фирмы БАЙЕР.
Оглавление
Загрязнение гранулята
Загрязнение регенерата
Шлиры влажности
Серебряные шлиры
Шлиры
Шлиры пережога
Шелушение или отслоение
Серые шлиры
Местное помутнение
Темные, в большинстве случаев кажущиеся черными сгустки
Матовое пятно
Бороздки как на патефонных пластинках или «годичные кольца»
Холодная пробка
Раковины и впадины
Пузыри
Свободная струя массы
Не полностью отформованные отливки
Недостаточная прочность линии стыка
Коробление отливок
Изделие прилипает к форме
Изделие не выталкивается из формы
Образование грата
Шероховатая и матовая поверхность изделия
1) см. также PI 047 на немецком и английском языках: «Распознавание
и предотвращение дефектов переработки» ( KU 46.047)
см. также PI 047 на немецком и английском языках: «Распознавание и
предотвращение дефектов переработки» ( KU 46.047)
|
Дефект |
Возможное проявление |
Возможные причины |
Предлагаемые меры по устранению |
|
Загрязнение гранулята |
Посторонние серые частицы, которые блестят в зависимости от угла падения Темные сгустки шлиры изменения окраски Цветовые шлиры отслаивание плеики в зоне литейка |
Износ загрузочных трубопроводов, емкостей и загрузочных воронок Пыль или загрязняющие частицы Смешивание с другими пластмассами |
Не применять труб емкостеи и воронок из алюминия или белой жести а только Поддерживать сушилку в чистоте и регулярно прочищать воздушные фильтры, Отделять друг от друга различные пластмассы, ни в коем случае не сушить |
|
3aгрязнение регенерата |
Как в случае гранулята (см выше) |
Износ мельниц Пыль или загрязняющие частицы Другие рагенераты пластмарсс |
Регулярно проверять мельницы на появление продуктов износа или Хранить отходы с предотвращением пылеобразования чистить загрязненные Хранить регенераты различных пластмасс всегда раздельно |
|
Шлиры влажности |
U-образные вытянутые шлиры,открытые в направлении против течения В |
Слишком высокая остаточная влажность гранулята |
Проверить сушилку или же процесс сушки, измерить температуру гранулята, |
|
Серебряные шлиры |
Серебрянные , вытянутые в виде линии шлиры |
Стишком высокая термическая нагрузка на расплав из-за: слишком высокой температуры |
Проверить температуру расплава, выбрать подходящий диаметр шнека, снизить |
|
Шлиры (вовлеченный или включенный воздух) |
Шлиры в виде вытянутых линий с распространением по большой площади, в выступающие ограниченно только в отдельных местах, в случае прозрачных пластмасс |
Завышенная скорость впрыска, вовлечение воздуха из-за ошибочной Вовчеченныи воздух в литьевой форме |
Уменьшить скорость впрыска, повысить в допустимых пределах реактивное Улучшить отвод воздуха из формы, особенно в зоне слияния расплава и в |
|
Шлиры пережога |
Коричневатая окраска с образованием шлиров Периодически появляющаяся коричневатая окраска с образованием шлиров |
Слишком высокая температура расплава Слишком длительная выдержка в состоянии расплава Неблагоприятньй температурный режим в обогреваемом литниковом каналеИзнос Неблагоприятные для протекания участки в узле пластикации и обогреваемых Слишком высокая скорость впрыска |
Проверить и снизить температуру расплава, проверить регулирующий прибор Уменьшить продолжительность цикла, применить меньшие узлы пластикации Проверить температуру в обогреваемом литниковом канале, проверить Проверить конструктивные узлы — цилиндр, шнек , обратный клапан и Устранить неблагоприятные участки перехода потока Уменьшить скорость впрыска |
|
Шелушение или отслоение |
Отслоение участков пленки в зоне литника (особенно в случае смесей) |
Загрязнение другими несовместимыми пластмассами |
Прочистить узел пластикации, проверить чистоту следующего материала |
|
Серые шлиры |
Неравномерно распределенные серые или темные полосы |
Последствия износа узлa пластикации Загрязненный узел пластикации |
Заменить весь блок или отдельные элементы, применить узел пластикации, Прочистить узел пластикации |
|
Местное помутнение |
Мельчайшие сгустки или частички металла образующие «облака» Темное закрашивание в виде «облаков» |
Износ узла пластикации Загрязненный узел пластикации Слишком высокая скорость вращения шнека |
См. выше Прочистить узел пластикации Снизить число оборотов шнека |
|
Темные, в большинстве случаев кажущиеся черными сгустки |
Размер менее 1мм2 до микроскопических частиц Размер более 1мм2 |
Износ узла пластикации Отрыв и отслаивание граничных слоев, образовавшихся на поверхности шнека |
См. выше Прочистить узел пластикации и применять узел пластикации, защищенный от Для Макролона: прогрев системы обогрева цилиндра при 160 — 180 °С в |
|
Матовое пятно |
Бархатно-матовые пятна вокруг впускного литника, на острых гранях и в |
Нарушение потока расплава в литниковой системе, на переходах и поворотах |
Осуществить оптимизацию литника, избегать острых граней, особенно при |
|
Бороздки как на патефонных пластинках или «годичные кольца» |
Тончайшие бороздки на поверхности литого изделия (например, в случае ПК) |
Слишком высокое сопротивление течению в форме литьевой машины, в |
Поднять температуру расплава и формы, увеличить скорость впрыска |
|
Холодная пробка |
Включенные в поверхность холодные частички раствора |
Слишком низкая температура сопла, слишком малое отверстие сопла |
Выбрать достаточный ленточный нагреватель с более высокой мощностью, |
|
Раковины и впадины |
Безвоздушные пустоты в виде круглых или удлиненных пузырей, видные только |
Уменьшение объема на стадии охлаждения не возмещается Форма литой детали не подходит для ее изготовления из пластмасс |
Продлить время выдержки под давлением, повысить давление при выдержке, Выполнить конструкцию в соответствии с требованиями для пластмасс, например, |
|
Пузыри |
Как и в случае раковин, но значительно меньший диаметр и большее |
Слишком высокая влажность расплава, слишком высокая остаточная влажность |
Оптимизировать сушку, при необходимости заменить дегазационный шнек |
|
Свободная струя массы |
Образование видимых на поверхности изделия струй массы, которая была |
Неблагоприятное положение и размеры впускного литника Слишком высокая скорость впрыска Слишком низкая температура расплава |
Исключить образование свободных струй путем смещения литника (впрыскивать Уменьшить скорость впрыска или производить впрыск по ступеням: медленно — Повысить температуру расплава |
|
Не полностью отформованные отливки |
Неполное заполнение. в частности в конце течения расплава или в местах с |
Недостаточная текучесть пластмассы Слишком низкая скорость впрыска Слишком малая толщина стенки изделия Сопло неплотно прилегает к форме Слишком малое сечение литниковой системы Недостаточное удаление воздуха из формы |
Повысить температуру расплава и формы Повысить скорость и/или давление литья Увеличить толщину стенки изделия Повысить давление прижима сопла к форме, проверить радиусы сопла и Увеличить литник, канал течения и соединение с формой Оптимизировать удаление воздуха из формы |
|
Недостаточная прочность линия стыка |
Явно видные насечки (надрезы) вдоль линии стыка |
Недостаточная текучесть пластмассы Слишком низкая скорость впрыска Слишком малая толщина стенки Недостаточное удаление воздуха из формы |
Повысить температуру расплава и формы, при необходимости изменить Увеличить скорость впрыска Уравнять толщины стенок Улучшить удаление воздуха из формы |
|
Коробление отливок |
Поверхности литых изделий не плоские, детали имеют перекос углов, детали |
Слишком большая разница в толщине стенок, разные скорости течения в форме, Неблагоприятная температура формы Неправильный выбор момента переключения с давления литья на давление |
Изменить конструкцию изделия в соответствий с требованиями, действующими По-разному термостатировать половинки формы Изменить момент переключения |
|
Изделие прилипает к форме |
Матовые пятна или же пальцеобразные или похожие на клеверный лист |
Местами слишком высокая температура стенки формы Слишком раннее извлечение изделия из формы |
Уменьшить температуру формы Продлить время цикла |
|
Изделие не выталкивается из формы |
Защемление изделия в форме. Выталкивающие шпильки деформируют или пробивают изделие |
Форма перегружена, слишком большие поднутрения, недостаточная полировка При извлечении изделия из формы возникает вакуум между изделием и формой Упругая деформация формы и смещение сердечника из-за давления литья Слишком реннее извлечение изделия из формы |
Уменьшить скорость впрыска и выдергивание под давлением, устранить Улучшить удаление воздуха из формы Повысить жесткость формы, обеспечить опирание сердечников Продлить время цикла |
|
Образование грата (перепонки) |
Образование перепонок пластмассы в зазорах формы (например, плоскости |
Слишком высокое давление внутри формы Плоскости разъема формы повреждены из-за переполнения Усилие замыкания или усилие удерживания в закрытом состоянии являются |
Уменьшить скорость впрыска и давление выдерживания, раньше осуществлять Дополнительно обработать форму в зоне плоскостей разъема или контуров Увеличить усилие замыкания, в необходимых случаях применить машину с |
|
Шероховатая и матовая поверхность изделия (в случае термопластов, |
Шероховатая, матовая чешуйчатая поверхность, видны стеловолокна |
Слишком низкая температура расплава Слишком холодная форма Слишкам малая скорость впрыска |
Повысить температуру расплава Повысить температуру формы, оснастить форму теплоизоляционными плитами, применить Повысить скорость впрыска |
Пояснения фирмы Баер АГ:
Содержащаяся в данной статье информация, а также наши устные, письменные и
основанные на экспериментах консультации по технике применения осуществляются самым
добросовестным образом, однако считаются лишь рекомендациями, не имеющими
обязательной силы, также и в отношении возможных охраняемых прав третьих лиц.
Консультации не освобождают Вас от собственной проверки наших актуальных
консультационных рекомендаций, в частности, наших листков по технике
безопасности и технической информации, а также от собственной проверки наших
продуктов на их пригодность для предусмотренных технологических процессов и
целей. Применение, использование и переработка наших продуктов, а также
продуктов, изготовленных Вами на основе наших консультаций по технике
применения, происходят за пределами наших возможностей контроля и поэтому
находятся исключительно в сфере Вашей ответственности. Продажа наших продуктов
осуществляется в соответствии с нашими действующими «Общими условиями
продажи и поставок».
Указанные показатели были определены — если не указано ничего иного — на
стандартных образцах при комнатной температуре. Эти показатели носят
ориентировочный характер и не являются гарантированными минимальными
значениями. Необходимо учитывать, что свойства материала иногда могут в
значительной степени зависеть от геометрии формы, условий переработки и окраски
смеси.
По материалам компании Bayer AG
Полное руководство по литью под давлением

-
Остин Пэн
- 28 января 2021
- Категория: Блог

В литье под давлением многокомпонентное литье — это универсальная техника литья под давлением, обычно используемая для создания деталей. Это один из многих методов впрыска, используемых сегодня в обрабатывающей промышленности. Однако не каждая машина для литья под давлением может работать в качестве машины для литья под давлением. Этот метод требует обширного обучения, специального оборудования и точного контроля множества переменных на протяжении всего производственного процесса. Это связано с тем, что малейшие из всех отклонений могут повлиять на качество продукции. Чтобы избежать непредвиденных обстоятельств в производственном процессе, в этом руководстве представлена исчерпывающая информация о многокомпонентном формовании. Эта информация может включать, помимо прочего, информацию о преимуществах, типах методов многослойного формования, материальных соображениях при многослойном формовании.
ГЛАВА 1:
Введение в многослойное формование
1.1 Что такое переформовка?
Многослойное формование — это метод литья под давлением, при котором одна деталь изготавливается с использованием двух или более комбинаций материалов. Он включает в себя создание собранных продуктов в процессе, когда слой материала формуется поверх другого компонента. Это делается путем помещения базового компонента в форму для литья под давлением, а материалы для горячего формования заполняют область вокруг вставленной детали. Этот метод обычно называют двухкомпонентным или двухкратным литьем под давлением. Этот процесс может осуществляться химическим или механическим способом.
Например, чтобы потребитель мог эффективно поворачивать винт, на винте необходима Т-образная рукоятка. Затем Т-образная рукоятка может быть включена в головку винта либо химически, либо механически. Для процесса химического крепления перед добавлением материалов для наплавки начальная часть покрывается клеем. С другой стороны (механически), первичная деталь либо надрезается, либо слегка изменяется с углублениями или выступами, чтобы лучше прикрепить формовочные материалы.
Бесплатные советы: Подложка и материалы для наплавки должны механически сцепляться. Это действие не только создаст химическую связь между двумя материалами, но и физически удержит их вместе.
1.2 Преимущества литья под давлением?
Когда мы думаем о многослойном формовании, на ум приходит тот факт, что он предлагает широкий спектр эстетических преимуществ. Однако преимущества, которые он предлагает, не ограничиваются эстетикой, а во многих отношениях.
Использование многослойного формования выгодно по нескольким причинам, в том числе:
- Улучшенная производительность продукта
- Сниженная стоимость производства
- Улучшенная привлекательность на полке
- Уменьшает человеческий фактор
- Долговечность и прочность
- Упрощенный технологический процесс
- Повышенная эргономика и опыт пользователя
- Гибкость дизайна
- Быстрый автоматизированный процесс
- Повысить IP-рейтинг
- Устранение откорма и клеев
Улучшенная производительность продукта
Одной из основных причин проектирования и изготовления продукта или деталей с использованием метода литья под давлением является улучшение характеристик продукта. Например, TPE — идеальный материал для изготовления мягких нескользящих ручек для различных продуктов. Это связано с тем, что тактильная чувствительность считается удобной при использовании таких продуктов, примеры которых включают медицинские изделия, такие как хирургические инструменты.
Сниженная стоимость производства
Многослойное формование является универсальным и добавляет ценность различными способами, такими как снижение производственных затрат. Вопрос в том, как многослойное формование снижает стоимость производства? Техника многослойного формования помогает снизить затраты, поскольку сокращает количество производственных операций, связанных с производством. Это видно по отказу от литья под давлением и сборки таких компонентов, как бамперы и прокладки. Другой путь — исключение некоторых второстепенных операций, таких как покраска, грунтовка, покрытие. Стоимость рабочей силы также снижается в процессе.
Улучшенная привлекательность на полке
Известно, что многослойное формование помогает продукту выделиться среди конкурентов на полке рынка. Это связано с тем, что его можно использовать для создания визуально привлекательной поверхности для различных продуктов. Например, можно использовать TPE, который представлен в различных цветовых гаммах. Он также демонстрирует способность быть спроектированным для различных отделок. Кроме того, многослойное формование выделяет продукты, поскольку корпоративные логотипы, сообщения или инструкции по эксплуатации могут быть нанесены на индивидуальные или узорчатые подложки.
Уменьшает человеческий фактор
Процессы многослойного формования также позволяют свести человеческие ошибки в производстве к минимуму. Это связано с тем, что успешные методы многослойного формования требуют огромной точности во время производства. Это делается для того, чтобы между двумя материалами не было зазора, когда они соединяются вместе в единое целое. Этот специализированный метод не оставляет права на ошибку. Это связано с тем, что любая несоосность может привести к неправильной форме продукта или напряжениям, которые могут привести к поломкам.
Долговечность и прочность
Еще одним преимуществом технологии многослойного формования является прочность изделий. Изделия, изготовленные методом многослойного формования, ударопрочны, водонепроницаемы и воздухонепроницаемы. Например, использование LSR в качестве формовочного материала придает конечному продукту впечатляющие свойства. Эти свойства включают, помимо прочего, жесткость, ударную вязкость, легкий вес, химическую стойкость. Многослойное литье используется для таких изделий, как ножи, зубные щетки, сотовые телефоны, фонарики и многое другое.
Впечатляющая текстура
Еще одним впечатляющим преимуществом деталей, созданных методом многослойного литья, является ощущение текстуры. На ощупь эти текстуры варьируются от мягких до твердых, а также могут быть изготовлены в соответствии с предпочтениями и потребностями клиента. Многослойное формование также позволяет изолировать изделия от поражения электрическим током, острые края и углы изделий можно устранить и свести к минимуму.
Упрощенный технологический процесс
Изделия, изготовленные методом многослойного формования, могут быть изготовлены и другими способами. Разница в том, что многослойное формование позволяет легко производить примерно за две операции. Таким образом, это упростило технологический процесс по сравнению с другими методами производства.
Повышенная эргономика и опыт пользователя
В производственных процессах многослойное формование позволяет производить изделия с множеством цветов, которые очаровывают и привлекают внимание. Он также предлагает мягкое прикосновение, улучшенный захват и многие другие функции, повышающие удобство работы и эргономику конечного пользователя.
Гибкость дизайна
Еще одним преимуществом многослойного формования является его гибкость в дизайне. Его можно использовать в ситуации, когда имеются сложные сборочные конструкции. Вместо того, чтобы собирать несколько деталей, методы многослойного формования могут помочь создать единую деталь, имеющую все эти функции одновременно. Примером может служить часть производства автомобилей, такая как автомобильная фара, приборная панель автомобиля и многое другое.
Быстрый автоматизированный процесс
С помощью многослойного формования процесс многокомпонентного формования становится простым и автоматизированным. Это позволяет формовщикам в промышленности формовать два соединения намного быстрее, чем альтернативные методы защиты соединений, которые могут применяться. Машины автоматизируют процесс формовки без вмешательства человеческого труда. Следствием этого является то, что стоимость рабочей силы снижается, что приводит к быстрому обороту и увеличению выпуска продукции.
Повысить IP-рейтинг
Процесс многослойного формования помогает создать материальную связь вокруг проводов/кабелей, Печатные платыи соединители, обеспечивающие водонепроницаемость. Это помогает защитить электрические компоненты от пыли, грязи и мусора. В результате литая электрическая сборка может соответствовать стандартам IP67, IP68 и IP69K.
Устранение крепежа и клея
При многокомпонентном формовании два или более компонентов формуются вместе за один или несколько циклов формования. В результате многослойное литье позволило отказаться от использования крепежных элементов, таких как винты или клеи, для соединения деталей друг с другом.
1.3 Когда использовать многослойное формование?
Когда дело доходит до использования литья под давлением, существует множество уникальных требований, которые необходимо учитывать при проектировании деталей. Примером может служить толщина стенки подложки, которая определяет, насколько хорошо она обеспечивает свободный поток наплавляемых материалов. Поток наформованных материалов может быть направлен внутрь, на материал или вокруг материалов. Это означает, что толщина стенки как подложки, так и наплавляемого материала должна быть одинаковой и равномерной. Это поможет уменьшить коробление, неполное заполнение и увеличение облоя, которое может возникнуть из-за разницы температур.
Другая ситуация, которая заставляет производителей использовать многослойное литье, — это ситуация, когда требуется большое количество деталей. Это делается, когда требуется производить идентичные детали на высокой скорости. Многослойное формование также используется, потому что оно помогает минимизировать стоимость производства, особенно когда требуется крупное производство.
1.4 Применение многослойного формования
Использование многослойного формования популярно в самых разных производственных отраслях, от потребительских товаров до медицинских устройств. Хотя на первый взгляд кажется, что многослойное формование улучшает эстетику некоторых продуктов, использование многослойного формования очень важно для критического использования в высокотехнологичных и строго регулируемых продуктах. Он имеет широкий спектр приложений, включая:
- Хирургические устройства и инструменты
- Единицы AED
- Электрические приложения
- Навигационные и коммуникационные устройства
- Автомобили
- Личная гигиена — зубные щетки, бритвы, ручки, спортивные ручки, косметика, ручки, ручки, клапаны,
- Электроинструменты и ручные инструменты – рукоятки, захваты, ролики
- Товары для дома и игрушки
- Садовые и газонные инструменты
- Спортивное снаряжение
- Торговое оборудование и многое другое.
Хирургические устройства и инструменты

Поверхностное литье имеет широкий спектр применений в сфере здравоохранения, особенно при производстве хирургических устройств и инструментов. Рукоятки хирургических инструментов, используемых хирургами, изготавливаются методом литья под давлением. Это помогает обеспечить удобство и эргономичность захвата для оптимальной и надлежащей точности во время операций.
Формованные предметы, такие как портативные мониторы и многие предметы и хирургические наборы, должны быть стерильными. Кроме того, они должны выдерживать суровые условия окружающей среды, такие как излучение от сканирования, агрессивные чистящие средства и автоклавирование. Многослойное формование позволяет достичь всего этого, а также выполнить медицинские требования FDA.
Единицы AED

Устройство AED, также известное как автоматический внешний дефибриллятор, представляет собой спасательное портативное устройство, которое должно быть защищено от погодных условий, ударов и других факторов. Использование формованного слоя TPE помогает обеспечить водонепроницаемое уплотнение, уменьшить удары и обеспечить устойчивость к ультрафиолетовому излучению для этого устройства. Кроме того, это помогает изолировать внутренний блок от злоупотреблений, которые могут возникнуть в быстро меняющихся условиях чрезвычайной ситуации.
Чтобы обеспечить соответствие нормативным требованиям FDA для AED в последние годы, необходимо использовать квалифицированный литьевой формовщик с возможностями чистых помещений и большим опытом работы с пластмассами.
Электрические приложения
В ситуациях, когда электрические компоненты должны выдерживать климатические условия, идеально подходит TPE – формовочный материал. Примером могут служить крышки наружных электрических розеток, которые должны быть защищены от атмосферных воздействий в течение многих лет эксплуатации в неблагоприятных погодных условиях. Для выполнения этих функций полезны различные формовочные материалы. Специально изготовленная прокладка из термопластичного эластомера может расширяться для обеспечения герметичности. Этот процесс ограничивает прямой контакт влаги с электрическими соединениями. В долгосрочной перспективе можно предотвратить поражение электрическим током и возгорание.
Устройства навигации и связи
Устройства двусторонней радиосвязи и GPS предлагают конечным пользователям впечатляющее удобство. Однако когда эти устройства используются для военных операций и аварийных операций, их надежность становится критической. В результате важно создавать легкие портативные устройства для врачей скорой помощи или солдат в полевых условиях. Это сделано специально для тех, кто отягощен средствами индивидуальной защиты. В этом случае выбор материала становится первостепенным для минимизации веса, а также для защиты тонкой внутренней части устройства от мелких частиц пыли, дождя, ударов и многого другого. Для достижения всего этого используется многослойное литье, т.к. оно дает надежность и долговечность.
Автомобильная промышленность

В автомобильной промышленности используются пластиковые детали, которые обычно изготавливаются методом литья под давлением. Это включает в себя производство значительной части элементов внешнего и внутреннего дизайна автомобиля, таких как автомобильные фары, приборные панели и многое другое. Использование литья под давлением произвело революцию в производстве автомобилей. Без такой технологии вес, безопасность, стоимость и темпы производства современных автомобилей были бы недостижимы.
1.5 На что следует обратить внимание при выборе литья под давлением
Варианты, созданные методом многослойного формования, безграничны. Его можно добавлять для изменения поверхности изделия или деталей. Это делается путем добавления разновидностей цветовой текстуры, функциональности и многого другого. Однако, прежде чем приступать к формованию, вот несколько важных вещей, которые следует учитывать для эффективных и успешных проектов, в том числе:
- Выбор машины
- Обработка и подготовка материалов
- Состояние процесса многослойного формования
1.5.1 Выбор машины
При рассмотрении формовочной машины для многослойного формования рекомендуются машины с поршневыми шнеками. Для лучшего контроля параметров формования предпочтение отдается более новым машинам с компьютерным управлением, а не многогнездным инструментам. Кроме того, машины с программируемым давлением и скоростью впрыска помогают производить детали более высокого качества. Другой предпочтительной машиной для многослойного формования является та, которая контролирует размер впрыска в зависимости от положения. Они предпочтительнее тех машин, которые контролируют рабочее давление и/или время.
1.5.2 Обработка и подготовка материалов
Еще одним соображением является обработка и подготовка материалов для эффективного формования. Вещи, которые следует учитывать, включают:
- Окраска
- Высушивание
- Продувка
- Переточка
Окраска
Прежде чем приступать к формованию, носитель цветной суперконцентрата должен быть совместим с выбранной формовкой. Следует отметить, что высокая концентрация восков в концентрате красителя может отрицательно сказаться на адгезии. Однако большинство полиэтиленовых носителей отрицательно влияет на адгезию. Чтобы избежать этого, необходимо строго соблюдать рекомендации по цветным носителям, указанные в отдельных технических паспортах. И, наконец, для более легкого диспергирования концентрат красителя должен иметь немного более низкую вязкость, чем базовый компаунд TPE.
Высушивание
В случае сушки формовщики должны рассмотреть осушающие или вакуумные сушилки. Чтобы оказаться на нужной странице, следуйте Техническому паспорту продукта. Это даст вам правильное руководство для успешного проекта.
Продувка
Всякий раз, когда пресс не работает более 10 минут, очень важно продуть его перед возобновлением производства. Чтобы избежать перепрошивки, следует перезапустить машину, используя размер кадра с постепенным увеличением до предыдущей настройки.
Перешлифовать
Хотя доизмельчение может и не быть обычным явлением, именно поэтому вам необходимо учитывать, требуется ли повторное измельчение продукта. Он требуется примерно в 20% всего производства многокомпонентного формования. Он используется, когда в процессе производства образуется чистый низкосортный лом TPE. Следует отметить, что более высокие уровни доизмельчения допустимы для черных материалов.
Для натурального продукта прозрачные или светлоокрашенные соединения могут изменить цвет или загрязниться, если они не контролируются должным образом. По возможности используйте одинаковые уровни измельчения. Использование высокой степени измельчения может привести к выгоранию органических пигментов, используемых для получения желтого, синего, зеленого и красного цветов.
1.5.3 Условия процесса многослойного формования
Что касается процесса многослойного формования, необходимо учитывать множество факторов, которые помогут добиться успеха. Если не принять надлежащих мер по соблюдению этих факторов, это может неблагоприятно сказаться на процессе многокомпонентного формования. Вещи, которые следует учитывать, включают:
- Давление и скорость впрыска (200–600 фунтов на кв. дюйм)
- Температура плавления (см. технический паспорт продукта)
- Температура подложки (см. технический паспорт продукта)
- Температура пресс-формы (70-120oF типичны)
- Время охлаждения (около 35-45 минут на каждые 0.100 дюйма)
ГЛАВА 2:
Методы многослойного формования
2.1 Технологии процесса многослойного формования
Процесс многослойного формования широко известен в обрабатывающей промышленности. В этой статье мы остановимся на трех широко используемых в промышленности методах многослойного формования. Они включают:
- Формование нескольких материалов
- Вставить молдинг
- Формование поворотных и челночных столов
2.1.1 Литье из нескольких материалов
Литье из нескольких материалов иначе известно как двухкомпонентное формование или двухкомпонентное формование. В этом процессе формованные детали образуют связь, которая позволяет подложке выдерживать неблагоприятное воздействие окружающей среды. Он включает в себя два набора полостей, включая полость 2 и полость 1. Первая полость позволяет затвердевать подложке, а другая полость формирует формовочный материал. Изделия, изготовленные по этой технологии, могут быть изготовлены методом вставного литья и наоборот. Тем не менее, этот метод имеет преимущество в превосходном качестве деталей, низкой стоимости и малом времени цикла. Для литья из нескольких материалов доступны следующие параметры:
- Эластомер на термопластичной подложке
- Термопласт на термопластической подложке
Этапы литья из нескольких материалов
Шаг 1: Впрыск расплавленного пластика в форму для литья под давлением из бочки А.
Шаг 2: Впрыскиваемый расплавленный пластик охлаждается с последующим разделением сердцевины и полостей.
Этап 3: Форма для литья под давлением вращается, чтобы выровняться с цилиндром для литья под давлением B.
Шаг 4: На этом этапе форма закрывается, и расплавленный пластик впрыскивается из бочки B.
Шаг 5: После охлаждения материала деталь выталкивается из формы для литья под давлением.
2.1.2 Литье с вставкой

Для литья под давлением используется однотактная литьевая машина. Инструменты для литья под давлением дешевле по сравнению со стоимостью двухэтапного литья под давлением и совместного литья под давлением.
Шаг, связанный с литьем под давлением
Шаг 1: Подложка помещается и позиционируется внутри формы для литья под давлением. Примером может служить винт, которому нужна Т-образная головка. Винт без Т-образной головки помещается в форму для литья под давлением.
Шаг 2: Вторичные материалы, такие как эластомер или термопласт, впрыскиваются в форму для литья под давлением. Это помогает сформировать Т-образную головку, необходимую для винта.
Шаг 3: Деталь охлаждается и выливается из формы для литья под давлением.
2.1.3 Формование с поворотным и челночным столом

Этот тип формования включает формование или вставку подложки. Затем подложка помещается в полость B с помощью горизонтального инжекционного устройства или робота в первой позиции. Стол поворачивается или перемещается на следующую станцию. На этой станции ТЭП вводят с помощью вертикальной или горизонтальной инъекционной установки. На этом уровне на линии разъема можно разместить горячий литник или бегунок. На поворотном узле третий оборот перемещает стол на «разгрузочную» станцию, где происходит выброс двухкомпонентной детали.
2.2 Выбор процесса многослойного формования
Как объяснялось в нашей статье, мы представили 3 наиболее широко используемых метода многослойного формования. Для эффективного и успешного проекта каждый из этих методов имеет определенное применение. Каждый метод не может быть использован для всех процессов многослойного формования. В результате необходимо принимать решения для планирования и выбора правильного процесса многослойного формования. Для этого учитываются следующие факторы:
- Избранные материалы
- Требуемые объемы производства
- Имеются средства на оснастку
- Стоимость локализованной рабочей силы
- Доступные методы по месту нахождения производств
Соображения
- Если вставка подложки не является термопластом, рекомендуется метод вставки.
- В ситуации, когда объем производства невелик, рекомендуется ручная вставка пластика или металла. В этом процессе это помогает снизить стоимость.
- Для больших объемов производства можно использовать челночный пресс. Кроме того, там, где уровень производства может оправдать затраты, рекомендуется использовать роботизированную вставку или машину с поворотным столом.
- Два метода формования материала могут использоваться, когда объем производства высок или местная рабочая сила высока.
- Для больших объемов производства с наилучшей эстетикой продукта рекомендуется использовать горячеканальную систему с клапаном и затвором.
- Рекомендуется форма из двух материалов, которая может перемещаться или вращаться между секциями формы. Требуется, чтобы наплавка эластомера находилась на сторонах А и В формы материала детали.
- В ситуации формирования однородного покрытия на части или на целой стороне простой детали рекомендуется двухкомпонентная форма с использованием подвижных стержней.
ГЛАВА 3:
Выбор материала для наплавки
3.1 Какие материалы можно использовать при наплавке?
Что касается многослойного формования, то материалы, которые можно использовать, и их применение представлены в таблице ниже для справочных целей.
3.2 Советы по выбору материала для наплавки
При выборе материалов для многослойного формования необходимо учитывать несколько факторов. К этим факторам относятся:
- Требования к адгезии
- Поведение потока материала
- Твердость
3.2.1 Требования к адгезии
Что касается требований к адгезии, необходимо учитывать среду конечного пользователя и область применения. Тем не менее, не все марки материалов для формования эффективно сцепляются со всеми подложками. Важно отметить совместимость наплавляемого материала с подложкой. Такие факторы, как масло или органические химикаты, а также температура, играют роль в выборе используемых марок. Для использования под капотом автомобиля, в микроволновой печи и в посудомоечных машинах требуются специальные сорта материала для формовки. Ожидаемый срок службы продуктов, которые будут производиться, очень важен при рассмотрении требований к адгезии. На адгезию влияют следующие факторы:
- Тип концентрата цвета
- Условия процесса (давление, время охлаждения, температура расплава, скорость впрыска)
- Дизайн пресс-форм и деталей
- Уровень влажности наплавки и подложки
- Подготовка и предварительный нагрев подложки
- Уровень перешлифовки
- Марка подложки (минералонаполненная, стеклонаполненная, промасленная, термостабилизированная)
3.2.2 Поведение материала при движении
Формовочные смеси следует проверять на уровень вязкости. Уровень вязкости многокомпонентного компаунда может варьироваться от низкого до высокого. Чем ниже, тем лучше для эффективности многослойного формования. При высокой скорости сдвига при обработке чувствительность к сдвигу и вязкость компаунда для многокомпонентного формования снижаются. В результате наблюдается легкое течение и заполнение тонкостенной секции, что обычно происходит при многослойном формовании.
3.2.3 твердость
Еще одним важным фактором, который следует учитывать, является твердость формовочного компаунда. Для многослойного формования твердость обычно колеблется от 30 до 70 по Шору А. Этот диапазон обеспечивает наилучший баланс между скоростью схватывания, свойствами текучести, сцеплением и эргономическими ощущениями. Однако в отлитых поверх деталей кажущаяся твердость или мягкость на ощупь зависят от толщины покрывающего отливки. Примеры включают сверхмягкие гели по шкале Shore OO, составы TPE с широким диапазоном твердости от 2 Shore A до примерно 45 Shore D и многие другие.
ГЛАВА 4:
Распространенные проблемы многослойного формования и их решения

Многослойное формование — это деликатный процесс, и он может сопровождаться той или иной проблемой. Наиболее часто встречающиеся проблемы при многокомпонентном формовании включают закрашивание многокомпонентной формы, неполное заполнение многокомпонентной формы или подложки, плохую адгезию и многое другое. Ниже приведены общие наблюдения за многослойным формованием и их возможные решения.
Шорты
Шорты могут быть вызваны любым из следующих факторов или их комбинацией; недостаточное количество материала, недостаточная скорость заполнения, недостаточное давление впрыска, слишком холодный расплав и плохая вентиляция. Чтобы исправить эти действия, можно сделать следующее; увеличение размера впрыска, давления впрыска, скорости впрыска и температуры расплава. Другой способ решить эту проблему — уменьшить тоннаж хомута и перерезать вентиляционные отверстия.
Вспышка на подложке или периферийной части
Это может произойти из-за плохой подгонки формы, усадки подложки, неадекватной грузоподъемности формовочной машины и плохой герметичности конструкции. Это можно исправить воронением инструмента, повторной нарезкой для получения полного отключения. Увеличение тоннажа и снижение давления закачки также могут помочь решить проблему.
Сломанная форма ломается или ударяется о полую подложку
Это происходит из-за высокой температуры впрыска, давления, неправильного расположения шибера и неправильно закрепленной подложки. Это может быть решено путем обеспечения полной поддержки субстрата, что может помочь противостоять гидравлическому нагнетанию. Эту проблему также можно решить, переместив заслонку в правильное положение и снизив давление и температуру впрыска.
Плохое качество вязания
Еще одним недостатком многослойного формования является низкое качество вязания. Это вызвано низкой температурой или наличием газа между полимерными фронтами. Это можно исправить, улучшив вентиляционные отверстия и увеличив скорость впрыска и температуру расплава/формы.
Плохая адгезия
Одной из часто встречающихся проблем при многослойном формовании является плохая адгезия. Плохая адгезия при многослойном формовании может быть вызвана несовместимостью материалов, неадекватной температурой материала и загрязнением. Эту проблему можно решить, используя правильный сорт материала и повышая температуру процесса и формы. Кроме того, следует проверить совместимость красящего концентрата или использование смазанного сорта.
Неравномерный цвет
Неоднородный цвет в части полученного продукта может быть связан с несовместимым концентратом красителя, неправильным плавлением и диспергированием концентрата красителя. Решить ее можно увеличением температуры задней зоны, оборотов шнека и противодавления.
Залипание детали на стороне «А» инструмента
Это происходит из-за недостаточной тяги, слишком яркой и слишком горячей полости «А», образования вакуума в полости «А» и многих других факторов. Это можно решить, увеличив тягу, очистив полость пескоструйным аппаратом, обеспечив выпуск с помощью воздуха и запустив полукулер «А».
Деформированные детали
Это может быть вызвано усадкой после пресс-формы. Чтобы решить эту проблему, понизьте форму и напряжение как для подложки, так и для эластомера. Увеличение жесткости подложки за счет добавления стекла или увеличения толщины или ребер также может решить эту проблему.
Липкий или пахнущий эластомер
Липкий или пахнущий эластомер вызван разрушением материала. Чтобы решить эту проблему, не забудьте проверить время пребывания материала и, если возможно, снизить температуру в тыловых зонах.
Поверхностные раковины
Это происходит из-за слишком раннего примерзания литника, что приводит к неравномерному отделению от поверхности инструмента. Эту проблему можно решить, увеличив давление упаковки/время выдержки и снизив температуру материала. Увеличение размера ворот также может иметь большое значение для решения этой проблемы.
Размер вне спецификации
Это вызвано потерей контроля над усадкой и неправильной упаковкой деталей. Это можно исправить, проверив удерживающее давление (отсутствие падения) и поддерживая подушки. Кроме того, следует должным образом проверить и внедрить увеличение времени охлаждения и размеров инструмента.
Jetting
Еще одна проблема, которая может возникнуть при многослойном формовании, — это струйная обработка, которая может быть вызвана различными действиями. Первой причиной может быть слишком высокая вязкость потока, и ее можно устранить путем повышения температуры расплава. Вторая причина связана со слишком высокой скоростью впрыска и может быть устранена путем перемещения затвора таким образом, чтобы расплав ударялся о стенку при входе в полость.
Складки, метки потока и заполнение
Эти проблемы могут быть вызваны слишком низкой температурой расплава и могут быть устранены путем повышения температуры до оптимального уровня. Это также может быть вызвано неравномерностью текстуры поверхности и неравномерной опиловкой сечения. Эту проблему можно решить, переместив заслонку для балансировки потока или уменьшив диаметр рабочего колеса и добавив текстуру поверхности к конструкции детали и полостям в стальных стенках. Кроме того, еще одной возможной причиной может быть заполнение из тонкой в толстую секцию, в то время как это устраняется путем перемещения шибера в толстую секцию.
ГЛАВА 5:
Вопросы и Ответы
Итоги
Многослойное формование развилось как литье под давлением процесса наряду с материальными достижениями за последнее десятилетие. Это может помочь создать новые технические и творческие возможности для многих отраслей, таких как медицина, электротехника и многие другие. Помимо мягкого прикосновения, многослойное литье предлагает широкий спектр возможностей для разработки продуктов с дополнительными функциями, улучшенной эстетикой, идентификацией бренда и повышенной ценностью. Также позволяет OEM-производителям получать экономические выгоды от двух или более материалов за счет включения различных свойств в формованные компоненты.
Мы хотели бы поговорить с вами о многослойном формовании, независимо от того, решите ли вы в конечном итоге работать с нами или нет. Позвоните нам или зайдите.
DDPROTOTYPE является ведущим литье пластмасс под давлением производитель в Китае. Чтобы прочитать руководство по литью пластмасс под давлением, основанное на 20-летнем опыте, потребуется около 15 минут.
Первая часть — что такое литье под давлением
Что такое литье пластмасс под давлением?Литье пластмасс под давлением – это производственная технология для массового производства одинаковых пластиковых деталей с высокой допуском. При литье пластмасс под давлением частицы полимера сначала расплавляются, а затем впрыскиваются в форму под давлением, в результате чего жидкий пластик охлаждается и затвердевает. Материалы, используемые при литье под давлением, представляют собой термопластичные полимеры, которые можно окрашивать или наполнять другими добавками.
Почти все пластмассовые детали вокруг вас сделаны методом литья пластмасс под давлением: от автомобильных деталей до электронных корпусов и предметов первой необходимости. Литье пластмасс под давлением настолько популярно, потому что стоимость одного пластикового изделия очень низка при массовом производстве. Литье пластмасс под давлением имеет высокую повторяемость и хорошую гибкость конструкции. Основные ограничения литья под давлением обычно связаны с экономическими факторами, поскольку требуются более высокие первоначальные инвестиции. Кроме того, время от проектирования до производства очень медленное (не менее 3 недель).
Технология литья под давлением
Сегодня литье под давлением широко используется в потребительских товарах и технических приложениях. Почти все пластиковые предметы вокруг вас сделаны методом литья под давлением. Это связано с тем, что технология позволяет производить одни и те же детали по очень низкой цене для одной детали и в очень большом количестве (обычно от 1000 до 100000 + единиц).
Однако по сравнению с другими технологиями начальные затраты на литье под давлением относительно высоки, в основном из-за необходимости настройки пресс-формы. Пресс-формы стоят от 1000 до 200000 XNUMX долларов США, в зависимости от их сложности, материалов (алюминиевые формы или стальные формы) и точности (прототипы, формы среднего или массового производства).
Материал для литья пластмасс под давлением
Все термопластичные материалы могут подвергаться литью под давлением. Некоторые типы силикона и других термореактивных смол также совместимы с процессом литья под давлением. Наиболее часто используемые материалы для литья под давлением:
-
Полипропилен (ПП): около 38% мирового производства
-
Абс: около 27% мирового производства
-
ПЭ: около 15% мирового производства
-
Полистирол (ПС): около 8% мирового производства
Даже если учесть все другие возможные технологии производства, только на литье под давлением из этих четырех материалов приходится более 40% всех пластиковых деталей, производимых в мире каждый год!
Термопластавтоматы: как они работают?
Термопластавтомат состоит из трех основных частей: узла литья под давлением, пресс-формы (основы всего процесса) и узла зажима/выталкивания. В этом разделе мы рассмотрим назначение каждой системы и то, как их основные рабочие механизмы влияют на конечные результаты процесса впрыска. На видео ниже большая машина для литья под давлением может производить около 30 пластиковых деталей каждые 3 секунды.
Видео по литью пластмасс под давлением | ДДПРОТОТИП
Процесс литья пластмасс под давлением
Назначение блока впрыска состоит в том, чтобы расплавить необработанный пластик и направить его в форму. Он состоит из бункера, бочки и возвратно-поступательного шнека. Вот как работает процесс впрыска:
-
1. Частицы полимера предварительно высушивают и помещают в бункер, где они смешиваются с красящими пигментами или другими армирующими добавками.
-
2. Подайте частицы в цилиндр, одновременно нагрейте их, перемешайте и переместите в форму через винт с переменным шагом. Геометрия шнека и цилиндра оптимизирована, чтобы помочь поднять давление до нужного уровня и расплавить материал.
-
3. Затем поршень движется вперед, и расплавленный пластик впрыскивается в форму через систему направляющих, которая заполняет всю полость. Когда материал охлаждается, он снова затвердевает и принимает форму формы.
-
4. Наконец, форма открывается, и наперсток выталкивает твердые детали. Затем закройте форму и повторите процесс.
Весь процесс можно повторить очень быстро: он занимает от 10 до 180 секунд, в зависимости от размера детали. Когда деталь выбрасывается, она назначается конвейеру или удерживающему контейнеру. Как правило, отлитые под давлением детали можно использовать сразу же, практически без последующей обработки.
Производство пресс-форм
Пресс-форма похожа на фотографический негатив: ее геометрия и текстура поверхности переносятся непосредственно на отлитую под давлением деталь. Пресс-формы обычно составляют большую часть начальных затрат на литье под давлением: для простой геометрии и относительно небольшого производства (от 1000 до 10000 единиц) стоимость типичной пресс-формы составляет около 2000-5000 долларов США, до 100000 долларов США. Подходит для матрицы, оптимизированной для полного производства (100000 и более). Это связано с высоким уровнем знаний, необходимых для разработки и производства высококачественных пресс-форм, которые точно производят тысячи (или сотни тысяч) деталей.
Форма обычно изготавливается из алюминия или стали методом CNC-обработка а затем доведены до требуемого стандарта. В дополнение к недостаткам деталей они также имеют другие функции, такие как система направляющих, которая позволяет материалам течь в форму, и внутренний канал водяного охлаждения, который помогает и ускоряет охлаждение детали.
Типичный случай — конструкторы Lego
Лего блоки являются одним из самых известных примеров деталей, изготовленных методом литья под давлением. Они были сделаны с использованием форм, подобных тем, что на картинке, которые произвели 120 миллионов блоков Lego (15 миллионов циклов), прежде чем они были сняты с производства. Строительные блоки Lego изготовлены из АБС-пластика из-за его высокой ударопрочности и отличной пластичности. Каждый кирпич идеально спроектирован с допуском всего 10 микрон (или одна десятая часть волоса). Это достигается за счет использования передовых методов проектирования, которые мы изучим в следующем разделе (равномерная толщина стенки, угол уклона, ребра, рельефный текст и т. д.).
Вторая часть – конструкция для литья под давлением.
Существует несколько факторов, которые могут повлиять на качество конечного продукта и повторяемость процесса. Чтобы получить все преимущества этого процесса, дизайнеры должны следовать определенным правилам проектирования. В этом разделе мы описываем распространенные дефекты литья под давлением, а также основные и расширенные рекомендации, которым необходимо следовать при проектировании деталей, включая рекомендации по минимизации затрат.
Распространенные дефекты литья под давлением
Большинство дефектов литья под давлением связано с неравномерным течением или скоростью охлаждения расплавленного материала в процессе плавления.
Здесь мы перечисляем наиболее распространенные дефекты конструкции деталей для литья под давлением. В следующем разделе мы покажем вам, как избежать этих дефектов, следуя передовым методам проектирования.
коробление
Когда некоторые детали охлаждаются (и, следовательно, сжимаются) быстрее, чем другие, они могут постоянно изгибаться из-за внутренних напряжений. Пластиковые детали с неравномерной толщиной стенки чаще всего деформируются.
Знак усадки
Когда внутренняя часть детали затвердевает раньше, чем ее поверхность, на первоначально плоской поверхности может появиться небольшая вмятина, которая называется вмятиной. Детали с плохой толщиной стенок или ребрами жесткости чаще всего дают усадку.
Метки перетаскивания
Когда пластик сжимается, он оказывает давление на пресс-форму. Во время выталкивания стенка детали скользит и царапает форму, что может привести к появлению царапин. Детали с вертикальными стенками (и без угла наклона) наиболее подвержены появлению следов волочения.
Плетеная леска
Когда встречаются два потока воды, могут быть маленькие волосы, похожие на обесцвечивание. Эти оплетки влияют на эстетику детали, но также снижают ее прочность. Детали с внезапными изменениями геометрии или отверстиями с большей вероятностью будут образовывать оплетки.
недобор
Остаточный воздух в форме может препятствовать потоку материала во время впрыска, что приводит к получению неполных деталей. Хороший дизайн может улучшить текучесть расплавленного пластика. Детали с тонкими стенками или плохо спроектированными ребрами, скорее всего, будут в дефиците.
Правила проектирования литья под давлением
Одним из самых больших преимуществ литья под давлением является то, что оно может легко формировать сложную геометрию, так что одна деталь может выполнять множество функций. После завершения изготовления пресс-формы эти сложные детали можно копировать по очень низкой цене. Однако изменение конструкции пресс-формы на более позднем этапе разработки может быть очень дорогостоящим, поэтому в первую очередь необходимо получить наилучшие результаты. Пожалуйста, следуйте приведенным ниже рекомендациям, чтобы избежать наиболее распространенных дефектов при литье под давлением.
Используйте равномерную толщину стенок
По возможности используйте одинаковую толщину стенки по всей детали и избегайте участков с толстыми стенками. Это необходимо, потому что неровные стенки могут вызвать коробление или деформацию деталей по мере остывания расплавленного материала. Если вам нужны участки разной толщины, используйте фаски или скругления, чтобы сделать переход максимально плавным. Таким образом, материал будет более равномерно течь в полости, гарантируя тем самым, что вся форма будет полностью заполнена.
Для большинства материалов толщина стенки от 1.2 мм до 3 мм является безопасным значением. В следующей таблице приведены конкретные рекомендуемые толщины стенок для некоторых наиболее распространенных материалов для литья под давлением:
|
Материалы |
Рекомендуемая толщина стенки [мм] |
Рекомендуемая толщина стенки [дюймы] |
|
Полипропилен (ПП) |
0.8 — 3.8 мм |
0.03–0.15 дюймов |
|
АБС |
1.2 — 3.5 мм |
0.045–0.14 дюймов |
|
Полиэтилен (ПЭ) |
0.8 — 3.0 мм |
0.03–0.12 дюймов |
|
Полистирол (ПС) |
1.0 — 4.0 мм |
0.04–0.155 дюймов |
|
Полиуретаны (PUR) |
2.0 — 20.0 мм |
0.08–0.785 дюймов |
|
Нейлон (ПА 6) |
0.8 — 3.0 мм |
0.03–0.12 дюймов |
|
Поликарбонат (PC) |
1.0 — 4.0 мм |
0.04–0.16 дюймов |
|
PC / ABS |
1.2 — 3.5 мм |
0.045–0.14 дюймов |
|
ПОМ (Дельрин) |
0.8 — 3.0 мм |
0.03–0.12 дюймов |
|
PEEK |
1.0 — 3.0 мм |
0.04–0.12 дюймов |
|
силиконовый |
1.0 — 10.0 мм |
0.04–0.40 дюймов |
Для достижения наилучших результатов:
Используйте одинаковую толщину стенки в пределах рекомендуемых значений. Если вам нужна другая толщина, используйте фаску или скругление в 3 раза больше разницы толщины, чтобы сгладить переход.
Более толстая часть
Более толстые секции могут вызвать различные дефекты, в том числе коробление и провисание. Вы должны ограничить максимальную толщину любой части конструкции рекомендуемым значением, сделав их полыми. Чтобы повысить прочность полой детали, используйте конструкцию с такой же прочностью и жесткостью, но с уменьшенной толщиной стенки. Тщательно разработанные детали с полыми профилями:
Ребра также можно использовать для увеличения жесткости горизонтальных секций без увеличения их толщины. Имейте в виду, что ограничения по толщине стенки остаются в силе. Превышение рекомендуемой толщины ребер может привести к усадке.
Для достижения наилучших результатов:
-
Вырежьте более толстую часть и используйте ребра для повышения прочности и жесткости деталей.
-
Максимальная толщина расчетного ребра равна 0.5-кратной толщине стенки.
-
Максимальная высота расчетного ребра равна 3-кратной толщине стенки.
Добавьте плавный переход
Рекомендуется: 3 × разница в толщине стенки
Иногда невозможно избежать деталей с разной толщиной стенок. В этих случаях используйте фаски или скругления, чтобы сделать переход максимально плавным. Точно так же нижняя часть вертикальных элементов (таких как ребра, бобышки, защелки) всегда должна быть круглой.
Скруглить все края
Равномерные ограничения по толщине стенки также применяются к кромкам: переходы должны быть как можно более плавными, чтобы обеспечить хорошую текучесть материала.
Для внутренних кромок радиус должен быть по крайней мере 0.5 раз толщина стенки. Для внешнего края добавьте радиус, равный внутреннему радиусу плюс толщина стенки. Таким образом, вы можете убедиться, что толщина стены одинакова везде, даже в углах. Кроме того, острые углы могут привести к концентрации напряжений, что приведет к утончению детали.
Для достижения наилучших результатов:
Добавьте скругление, равное 0.5 раз толщина стенки до внутреннего угла
Добавьте скругление, равное 1.5 раз толщина стенки до внешнего угла
Добавить угол наклона
Для облегчения извлечения деталей из формы ко всем вертикальным стенкам необходимо добавить углы уклона. Из-за сильного трения о форму в процессе извлечения из формы стена без угла уклона будет иметь следы сопротивления на своей поверхности. Рекомендуется минимальный угол уклона 2°. Более высокие элементы должны использовать больший угол уклона (до 50°).
Хорошее эмпирическое правило — увеличивать угол уклона на 1 градус каждые 25 мм. Например, добавьте угол уклона 30 градусов к элементу высотой 75 мм. Если деталь имеет шероховатую поверхность, следует использовать большой угол уклона. Как показывает опыт, приведенные выше результаты расчетов следует увеличить на 10–20 градусов. Помните, что ребрам также нужны углы уклона. Обратите внимание, что хотя увеличение угла уменьшает толщину верхней части ребер, убедитесь, что ваша конструкция соответствует рекомендуемой минимальной толщине стенки.
Для достижения наилучших результатов:
-
Добавьте угол уклона не менее 20 градусов ко всем вертикальным стенам.
-
Для элементов более 50 мм увеличивайте угол уклона на 1 градус каждые 25 мм.
-
Для деталей с фактурной поверхностью угол уклона увеличить на 1-2°.
Нижний срез
Простейший штамп (прямолинейный штамп) состоит из двух половинок. Элементы с поднутрениями, такие как зубья для резьбы или крючки для защелкивающихся соединений, не могут быть изготовлены с помощью штампа для прямого вытягивания. Это связано с тем, что матрица не может быть обработана на станке с ЧПУ или материал предотвращает выскакивание детали. Зуб резьбы или крючок защелкивающегося соединения являются примером поднутрения.
Вот несколько идей, которые помогут вам справиться с подрезкой:
Избегайте подрезания при закрытии реки
Полное избегание подрезки может быть лучшим вариантом. Подрезка всегда увеличивает стоимость, сложность и требования к обслуживанию штампа. Продуманная переделка обычно устраняет подрезы. Усечение — полезная техника для подрезки внутренней области (для посадки с защелкой) или боковой части (для отверстия или ручки) детали.
Вот несколько примеров того, как изменить конструкцию детали для литья под давлением, чтобы избежать подрезки: в основном, материал удаляется в области под подрезкой, что полностью устраняет проблему.
Переместить линию разъема
Самый простой способ справиться с подрезкой — переместить линию разъема штампа так, чтобы она пересекалась.
Это решение подходит для многих конструкций с подрезами на внешней поверхности. Не забудьте соответствующим образом отрегулировать осадку.
Использовать зачистную подрезку (струйную обработку)
Когда элементы достаточно гибкие, чтобы деформироваться на пресс-форме во время выталкивания, можно использовать подрезку (также известную как выпуклость). Зачистная выточка используется для выполнения резьбы в крышке.
Подрезку можно использовать только в том случае, если:
-
— Подрезы для зачистки должны находиться вдали от элементов усиления, таких как углы и ребра.
-
— Угол опережения поднутрения должен быть от 30 до 45 градусов.
-
— Детали, изготовленные методом литья под давлением, должны иметь пространство и быть достаточно гибкими, чтобы расширяться и деформироваться.
Рекомендуется избегать отслоения подреза деталей из стеклопластика. Как правило, гибкие пластмассы, такие как ПП, ПЭВП или нейлон (ПА), могут выдерживать подрезку до 5% диаметра.
Скользящая пара и ядро
Если невозможно изменить конструкцию литья под давлением, чтобы избежать боковых выемок, используйте скользящие боковые эффекты и стержни.
Боковой стержень представляет собой вставку, которая вставляется, когда форма закрывается, и выдвигается, прежде чем форма открывается. Имейте в виду, что эти механизмы увеличивают стоимость и сложность пресс-формы.
При проектировании вспомогательных действий следуйте следующим рекомендациям:
-
-Ядро должно иметь место для входа и выхода. Это означает, что элемент должен находиться на другой стороне детали.
-
-Боковое действие должно двигаться вертикально. Перемещение под углом, отличным от 90°, более сложно, увеличивает стоимость и время выполнения заказа.
-
-Не забудьте увеличить угол наклона. Подумайте о своем дизайне, как обычно, и рассмотрите движение ядра бокового действия.
Общие конструктивные особенности
С помощью этих практических руководств вы узнаете, как проектировать наиболее распространенные элементы, встречающиеся в деталях для литья под давлением. Используйте их, чтобы улучшить функциональность дизайна, соблюдая при этом основные правила дизайна.
Резьбовые крепления (бобышки и вставки)
Существует три способа добавить крепеж к отлитой под давлением детали: создать резьбу непосредственно на детали, добавить бобышку, которая может зафиксировать винт, или включить резьбовую вставку.
Можно моделировать резьбу непосредственно на детали, но это не рекомендуется, так как зубья резьбы имеют подрезку по своей природе, что значительно увеличивает сложность и стоимость пресс-формы (дальше мы введем подрезку) . Примером детали с резьбой, отлитой под давлением, является крышка. Бобышки очень распространены в деталях, полученных литьем под давлением, и используются в качестве точек крепления или сборки. Они состоят из цилиндрических выступов с отверстиями, предназначенными для удержания винтов, резьбовых вставок или других видов крепежных и сборочных изделий. Хороший способ думать о выступе — обвести сами ребра. Прилив используется в качестве точки соединения или крепления (в сочетании с самонарезающим винтом или резьбовой вставкой).
Если в качестве точки крепления используется бобышка, внешний диаметр бобышки должен быть в два раза больше номинального диаметра винта или вставки, а ее внутренний диаметр должен быть равен диаметру сердечника винта. Даже если вся глубина не требуется, отверстия в выступе должны доходить до уровня нижней стенки, чтобы поддерживать одинаковую толщину стенки по всему элементу. Добавьте фаски, чтобы облегчить вставку винтов или вставок.
Для достижения наилучших результатов:
-
Избегайте слияния конструкции с выступом основной стены.
-
Ребро или прикрепить бобышку к основной стене
-
Для бобышек с лезвиями используйте наружный диаметр, равный удвоенному номинальному размеру лезвия.
Число потоков
Металлические резьбовые вставки могут быть добавлены к пластиковым деталям, отлитым под давлением, чтобы обеспечить прочные резьбовые отверстия для крепежных деталей, таких как крепежные винты. Преимущество использования вставок заключается в том, что они допускают множество циклов сборки и разборки. Вставка устанавливается в деталь для литья под давлением с помощью термической, ультразвуковой или вставки в форму. Чтобы спроектировать бобышку, которая будет удерживать вставку с резьбой, используйте рекомендации, аналогичные приведенным выше, с диаметром вставки в качестве направляющего размера.
Для достижения наилучших результатов:
Избегайте добавления резьбы непосредственно в формованную деталь.
Расчетная бобышка, наружный диаметр в 2 раза больше номинального диаметра винта или вставки.
Добавьте отступ 0.8 мм на край резьбы
Используйте резьбу с шагом более 0.8 мм (32 витка на дюйм).
Используйте трапециевидную или опорную резьбу
Лучший способ работы с созданными поднутрениями:
Используйте резьбу с шагом более 0.8 мм (32 витка на дюйм).
При наружной резьбе расположите ее по линии разъема.
рубчик
Когда максимальная рекомендуемая толщина стенки недостаточна для удовлетворения функциональных требований детали, можно использовать ребра жесткости для повышения ее жесткости.
При проектировании ребер:
● используйте толщину, равную 0.5 x толщина основной стенки
● заданная высота менее 3 x толщина ребра
● используйте галтели фундамента с радиусом более 1/4 x толщины ребра
● добавить угол уклона не менее 0.25° – 0.5°
● добавить одну минуту. Расстояние между ребрами и стеной в 4 раза больше толщины ребер.
Защелкивающееся соединение
Защелкивающаяся посадка — это очень простой, экономичный и быстрый способ соединения двух деталей без крепежа или инструментов. Существует много возможностей дизайна для соединений с защелкой. Согласно опыту, прогиб шарнирного соединения в основном зависит от его длины и допустимой силы, которая может быть приложена к его ширине (поскольку его толщина в большей или меньшей степени определяется толщиной стенки детали). Точно так же соединение с защелкой является еще одним примером подрезки.
Показана наиболее распространенная конструкция байонетного соединения (называемого консольным байонетным соединением). Как и в случае с ребрами, увеличьте угол наклона защелкивающегося соединения и используйте толщину стенки в 0.5 раза больше минимальной толщины стенки.
Разработка специального критерия соединения с защелкой — большая тема, которая выходит за рамки данной статьи.
Для достижения наилучших результатов:
Добавьте угол уклона на вертикальной стенке соединения с защелкой
Толщина расчетной защелки более чем в 0.5 раза превышает толщину стенки.
Отрегулируйте его ширину и длину, чтобы контролировать его отклонение и допустимую силу
Живая петля
Подвижный шарнир представляет собой пластиковый лист, который соединяет две части детали и изгибает и изгибает их. Как правило, эти петли встраиваются в контейнеры массового производства, такие как пластиковые бутылки. Хорошо спроектированный подвижный шарнир может безотказно работать до миллиона циклов. Материал, используемый для подвижного шарнира, изготовленного методом литья под давлением, должен быть гибким. Полипропилен (ПП) и полиэтилен (ПЭ) — идеальный выбор для бытового применения, а нейлон (ПА) — идеальный выбор для технических применений.
Хорошо спроектированные петли показаны ниже. От 0.20 до 0.35 мм от рекомендуемой минимальной толщины петли, что обеспечивает большую прочность и большую толщину. Перед массовым производством используйте обработку с ЧПУ или 3D-печать для создания прототипа подвижного шарнира, чтобы определить геометрию и жесткость, наиболее подходящие для вашего приложения. Добавьте большое количество скруглений и спроектируйте уступ с одинаковой толщиной стенки в качестве основного тела детали, чтобы улучшить течение материала в форме и минимизировать напряжение. Петли размером более 150 мм можно разделить на две (или более) части для увеличения срока службы.
Для достижения наилучших результатов:
-
Расчетная толщина петли от 0.20 до 0.35 мм
-
Выберите гибкий материал (ПП, ПЭ или ПА) для деталей с подвижными петлями.
-
Используйте плечо с толщиной, равной толщине основной стены
-
Филе как можно больше
Измельченные ребра
Раздавливание ребра — это небольшая характерная особенность, которая деформируется, когда различные компоненты сталкиваются друг с другом, создавая трение, обеспечивающее его положение. Компрессионные стержни могут быть экономичной альтернативой изготовлению отверстий с высокими допусками для плотной посадки. Они обычно используются для размещения подшипников или валов и других применений с прессовой посадкой.
На следующем рисунке показан пример детали с вытянутыми ребрами. Для обеспечения хорошего выравнивания рекомендуется использовать три экструзионных ребра. Рекомендуемая высота/радиус каждого ребра составляет 2 мм. Добавьте не менее 0.25 мм натяга между выступающим ребром и установленной деталью. Из-за небольшого контакта с поверхностью штампа можно выполнить ребро без ребра.
Для достижения наилучших результатов:
-
Добавьте минимальный зазор 0.25 мм между экструдированным ребром и компонентом.
-
Не добавляйте сквозняка вертикальной стенке экструдированных ребер.
Слова и символы
-
Текст — очень распространенная функция, которую можно использовать для логотипов, этикеток, предупреждений, диаграмм и описаний, что позволяет сэкономить на наклеивании или рисовании этикеток.
-
При добавлении текста, пожалуйста, выберите рельефный текст на тексте гравировки, потому что это легче обрабатывать на станке с ЧПУ, поэтому это более экономично.
-
Кроме того, приподнятие текста на 0.5 мм над поверхностью детали обеспечивает легкость чтения букв. Мы рекомендуем вам выбирать жирные круглые шрифты с одинаковой толщиной линий и размером 20 фунтов или более.
Для достижения наилучших результатов:
-
Используйте рельефный текст (высота 0.5 мм) вместо гравированного текста
-
Используйте шрифт одинаковой толщины с минимальным размером шрифта 20 пунктов.
-
Выровнять текст перпендикулярно линии разъема
-
Используйте высоту (или глубину) более 0.5 мм.
Диапазон допуска
Литье под давлением обычно производит детали с допуском ± 0.500 мм (0.020 дюйма).
В некоторых случаях возможны более жесткие допуски (до ± 0.125 мм или даже ± 0.025 мм), но они могут значительно увеличить затраты.
Для мелкосерийного производства (< 10000 единиц) рассмотрите возможность использования вспомогательных операций, таких как сверление, для повышения точности. Это обеспечивает правильный натяг детали на другие детали или вставки (например, при использовании прессовой посадки).
Часть третья — Инъекционный материал
Литье под давлением совместимо с различными пластиками. В этом разделе вы узнаете больше о ключевых особенностях самых популярных материалов. Мы также обсудим стандартную отделку поверхности, которая может быть применена к деталям, изготовленным методом литья под давлением.
Инъекционный материал
Все термопласты могут подвергаться литью под давлением. Некоторые термореактивные пластмассы и жидкий силикон также совместимы с процессом литья под давлением. Они также могут быть усилены волокнами, частицами каучука, минералами или антипиренами для изменения их физических свойств. Например, стекловолокно можно смешивать с частицами в соотношении 10%, 15% или 30%, чтобы детали имели более высокую жесткость.
Добавкой, обычно используемой для повышения жесткости деталей, полученных литьем под давлением, является стекловолокно. Стеклянные волокна можно смешивать с заполнителями в соотношении 10%, 15% или 30%, что приводит к различным механическим свойствам. Вы можете добавить в смесь краситель (в соотношении около 3%), чтобы создать различные цветные детали. Стандартные цвета включают красный, зеленый, желтый, синий, черный и белый, которые можно смешивать для создания различных теней.
Подготовка поверхности и стандарты SPI
Обработка поверхности может быть использована для того, чтобы детали для инъекций имели некоторый внешний вид или ощущение. Помимо использования в косметических целях, обработка поверхности также может соответствовать техническим требованиям. Например, средняя шероховатость поверхности (RA) может сильно повлиять на срок службы скользящих деталей (таких как подшипники скольжения). Детали для литья под давлением обычно не нуждаются в постобработке, но сама пресс-форма может выполнять разную степень отделки. Имейте в виду, что шероховатые поверхности при выталкивании увеличивают трение между деталью и формой, поэтому требуется больший угол наклона.
|
Завершить |
Описание |
Стандарты СПИ* |
|
Глянцевая отделка |
Форма сначала сглаживается, а затем полируется алмазным бафом, в результате чего поверхность становится зеркальной. |
-1 |
|
Полуглянцевая отделка |
Форма зачищается мелкозернистой наждачной бумагой, в результате чего поверхность становится идеальной. |
B-1 |
|
Матовая отделка |
Форма сглаживается с помощью тонкого каменного порошка, удаляя все следы механической обработки. |
C-1 |
|
Текстурированная отделка |
Форма сначала сглаживается мелким каменным порошком, а затем подвергается пескоструйной обработке, в результате чего получается текстурированная поверхность. |
D-1 |
|
Чистовая обработка |
Форма дорабатывается на усмотрение машиниста. Следы инструмента будут видны. |
– |
|
Завершить |
Описание |
Стандарты СПИ* |
|
Глянцевая отделка |
Форма сначала сглаживается, а затем полируется алмазным бафом, в результате чего поверхность становится зеркальной. |
-1 |
|
Полуглянцевая отделка |
Форма зачищается мелкозернистой наждачной бумагой, в результате чего поверхность становится идеальной. |
B-1 |
|
Матовая отделка |
Форма сглаживается с помощью тонкого каменного порошка, удаляя все следы механической обработки. |
C-1 |
|
Текстурированная отделка |
Форма сначала сглаживается мелким каменным порошком, а затем подвергается пескоструйной обработке, в результате чего получается текстурированная поверхность. |
D-1 |
|
Чистовая обработка |
Форма дорабатывается на усмотрение машиниста. Следы инструмента будут видны. |
– |
Выбирая гладкую отделку, учтите следующие полезные советы:
Отделка формы с высоким блеском не равна готовому изделию с высоким блеском. На него в значительной степени влияют другие факторы, такие как используемая пластмассовая смола, условия формования и конструкция пресс-формы. Например, ABS будет производить детали с более высоким блеском, чем PP.
более тонкая обработка поверхности требует более высокого уровня материала, используемого в форме. Для достижения очень тонкой полировки требуется инструментальная сталь с самой высокой твердостью. Это влияет на общую стоимость (стоимость материала, время обработки и время постобработки).
Часть четвертая — Секрет снижения себестоимости
Узнайте больше об основных факторах затрат при литье под давлением и возможных методах проектирования, которые помогут вам сократить расходы и удержать проект в рамках бюджета.
Факторы затрат при литье под давлением. Максимальная стоимость литья под давлением составляет:
-
Стоимость пресс-формы определяется общей стоимостью проектирования и обработки пресс-формы.
-
стоимость материалов зависит от количества используемых материалов и их цены за килограмм.
-
Стоимость производства зависит от общего времени использования термопластавтомата.
-
Затраты на пресс-формы постоянны (от 1000 до 5000 долларов). Эта стоимость не зависит от общего количества изготовленных деталей, в то время как материальные и производственные затраты зависят от производства.
-
Для изделий меньшего размера (от 1000 до 10000 штук) затраты на оснастку оказывают наибольшее влияние на общие затраты (около 50-70%). Поэтому стоит соответствующим образом изменить конструкцию, чтобы упростить процесс изготовления (и его стоимость) пресс-формы.
-
При массовом производстве (от 10000 100000 до XNUMX XNUMX единиц) вклад стоимости инструмента в общую стоимость покрывается стоимостью материалов и производства. Поэтому ваша основная работа по проектированию должна быть направлена на минимизацию объемной детали и времени цикла формования.
Здесь мы собрали несколько советов, которые помогут вам минимизировать стоимость вашего проекта впрыска.
Совет 1: придерживайтесь прямолинейного штампа
Сердечники бокового действия и другие механизмы в пресс-форме увеличивают стоимость пресс-формы на 15-30%. Это означает, что минимальная дополнительная стоимость пресс-формы составляет от 1000 до 1500 долларов.
В предыдущем разделе мы изучили метод борьбы с подрезом. Чтобы уложиться в бюджет, избегайте использования ядер побочных эффектов и других механизмов, если в этом нет крайней необходимости.
Совет 2: перепроектируйте детали для впрыска, чтобы избежать подрезов
Подрезка всегда увеличивает стоимость и сложность, а также затраты на техническое обслуживание пресс-формы. Умный редизайн обычно устраняет подрезку.
Совет 3: сделайте детали для впрыска меньше
Детали меньшего размера можно формовать быстрее, что приводит к повышению производительности и снижению себестоимости деталей. Детали меньшего размера также снижают материальные затраты и стоимость пресс-форм.
Совет 4: установите несколько деталей в одну форму
Как мы видели в предыдущем разделе, первый пробный экзамен заключается в сборке нескольких деталей в одной форме. При первом пробном испытании в одну форму можно установить от 6 до 8 идентичных деталей, что сокращает общее время производства примерно на 80 %.
Первый пробный экзамен можно провести в одной и той же форме с другой геометрией. Это отличное решение для снижения общей стоимости сборки.
Это передовая технология:
В некоторых случаях корпус 2-х частей сборки одинаков. С некоторым творческим подходом вы можете создать точки блокировки или шарниры в симметричных положениях, чтобы в основном отразить деталь. Таким образом, одна и та же форма может быть использована для изготовления двух полуформ, что вдвое снижает стоимость формы.
Совет 5: избегайте мелких деталей
Чтобы изготовить форму с мелкими деталями, требуется больше времени на обработку и время отделки. Текст является примером, и для него может даже потребоваться специальная технология обработки, такая как электроэрозионная обработка, что приводит к более высокой стоимости.
Совет 6: используйте отделку более низкого качества
Обычно агент для обработки поверхности наносится на форму вручную, что может быть дорогостоящим процессом, особенно при улучшенной обработке поверхности. Если ваши детали не предназначены для косметического использования, не используйте дорогие высококачественные покрытия.
Совет 7: уменьшите объем детали за счет уменьшения толщины стенки
-
Уменьшение толщины стенки детали — лучший способ минимизировать ее объем. Это не только означает использование меньшего количества материалов, но и значительно ускоряет цикл литья под давлением.
-
Например, уменьшение толщины стенки с 3 мм до 2 мм может сократить время цикла на 50–75 %.
-
Более тонкая стенка означает, что форма может быть заполнена быстрее. Что еще более важно, более тонкие детали охлаждаются и затвердевают быстрее. Имейте в виду, что пока машина простаивает, примерно половина цикла литья под давлением уходит на отверждение детали.
-
Необходимо соблюдать осторожность, чтобы чрезмерно не уменьшить жесткость детали, иначе ее механические свойства будут снижены. Ребра в критических местах можно использовать для увеличения жесткости.
Совет 8: подумайте о вторичной операции
Для мелкосерийного производства (менее 1000 деталей) может оказаться более рентабельным использовать вспомогательные операции для изготовления деталей для литья под давлением. Например, вы можете просверлить отверстие после формовки вместо использования дорогой формы с боковым стержнем.
Часть пятая — Начать закачку
После того, как ваша конструкция будет готова и оптимизирована для литья под давлением, каков будет следующий шаг? В этом разделе мы проведем вас через шаги, необходимые для начала производства литья под давлением.
Шаг 1: начните с малого и быстро создайте прототип
Прежде чем использовать любую дорогую форму для литья под давлением, сначала создайте и протестируйте функциональный прототип конструкции.
Этот шаг имеет решающее значение для успешного запуска продукта. Таким образом, ошибки проектирования могут быть обнаружены на ранней стадии, а стоимость изменений остается низкой.
Есть три прототипа решения:
1. 3D-печать (с использованием SLS, SLA или спрея)
2. Пластиковая обработка с числовым программным управлением
3. Литье под давлением в малых объемах с помощью формы для 3D-печати.
Эти процессы могут создавать реалистичные прототипы форм и функций, которые очень похожи на конечный формованный продукт.
Используйте следующую информацию в качестве краткого руководства по сравнению, чтобы определить решение, которое лучше всего подходит для вашего приложения.
3D печать прототип
-
Минимальное количество: 1
-
Типичная стоимость: 20–100 долларов за деталь.
-
Время доставки: 2-5 дней
-
Оптимизированная конструкция для литья под давлением для легкой 3D-печати
-
Самая низкая стоимость, быстрое решение для создания прототипа
-
Не каждый инъекционный материал можно использовать для 3D-печати.
-
Детали, напечатанные на 3D-принтере, на 30-50% слабее, чем детали, изготовленные методом литья под давлением.
Прототип обработки с ЧПУ
Минимальное количество: 1
Типичная стоимость: 100–500 долларов за деталь.
Время доставки: 5-10 дней
-
Свойства материала такие же, как у деталей для литья под давлением
-
Превосходная точность и отделка
-
Может потребоваться изменение конструкции, поскольку применяются различные ограничения конструкции.
-
Дороже, чем 3D-печать, дольше срок поставки
-
Низкий объем литья под давлением
-
Минимальное количество: 10-100 штук,
-
Типичная стоимость: 1000–4000 долларов.
-
Срок поставки: 5-10 дней,
-
Самый реалистичный прототип с реалистичными свойствами материала
-
Моделирование реального процесса и конструкции пресс-формы
-
Самый дорогой прототип решения
-
Доступность меньше, чем у ЧПУ или 3D-печати
Шаг 2: провести «пуско-наладку» (500-10000 деталей)
После завершения проектирования можно приступить к литью под давлением, проведя небольшое количество испытаний.
Минимальный объем заказа для литья под давлением составляет 500 единиц. Для этих количеств штамп обычно обрабатывается алюминием с ЧПУ. Алюминиевые формы относительно просты в изготовлении и стоят меньше (от 3000 до 5000 долларов), но могут выдерживать от 5000 до 10000 циклов впрыска.
На этом этапе типичная стоимость детали составляет от 1 до 5 долларов, в зависимости от геометрии конструкции и выбранного материала. Типичный срок доставки таких заказов составляет 6-8 недель.
Детали, изготовленные с помощью «пилотного» алюминиевого штампа, имеют те же физические свойства и точность, что и детали, изготовленные с использованием штампа из инструментальной стали «массового производства».
Шаг 3: расширить масштаб производства (более 100000 деталей)
При выпуске большого количества одинаковых деталей (от 10000 100000 до XNUMX XNUMX + шт.) требуются специальные инструменты для литья под давлением.
Для этих объемов пресс-форма изготавливается из инструментальной стали методом ЧПУ, которая выдерживает миллионы циклов литья под давлением. Они также оснащены расширенными функциями, такими как дверцы горячего наконечника и сложные каналы охлаждения, чтобы максимизировать скорость производства.
Из-за сложности проектирования и изготовления пресс-формы типичная стоимость единицы продукции на этом этапе составляет от нескольких центов до доллара, а обычное время доставки составляет 4–6 месяцев.
В DDPROTOTYPE вы можете легко, быстро и на конкурентоспособной основе производить продукцию для литья под давлением. Когда вы загружаете свой дизайн в ddprototype, наш механик обнаружит любые потенциальные проблемы с дизайном для анализа технологичности дизайна до начала производства и предоставит вам предложение как можно скорее. Таким образом, вы можете гарантировать, что вы всегда можете получить наиболее конкурентоспособную цену на свои детали для впрыска на рынке с самым быстрым временем оборота.
Литье
Центробежное литье (1972) С.Б. Юдин
 С.Б. Юдин")
Центробежное литье
Автор(ы):
С.Б. Юдин, М.М. Левин, С.Е. Розенфельд
Издательство:
Машиностроение
- Подробнее о Центробежное литье (1972) С.Б. Юдин
- Добавить комментарий
- 65 просмотров
Технология литья под давлением (1996) В.М. Паращенко
 В.М. Паращенко")
Технология литья под давлением
Автор(ы):
В.М. Паращенко, М.М. Рахманкулов, А.П. Цисин
Издательство:
Металлургия
- Подробнее о Технология литья под давлением (1996) В.М. Паращенко
- Добавить комментарий
- 106 просмотров
Справочник литейщика (1988) В.К. Могилев
 В.К. Могилев")
Справочник литейщика: Справочник для профессионального обучения рабочих на производстве
Автор(ы):
В.К. Могилев, О.И. Лев
Издательство:
Машиностроение
- Подробнее о Справочник литейщика (1988) В.К. Могилев
- Добавить комментарий
- 1 просмотр
Специальные виды литья (1970) Ю.А. Степанов
 Ю.А. Степанов")
Специальные виды литья
Автор(ы):
Ю.А. Степанов, М.Г. Анучина, Г.Ф. Баландин, Л.С. Константинов
Издательство:
Машиностроение
- Подробнее о Специальные виды литья (1970) Ю.А. Степанов
- Добавить комментарий
- 62 просмотра
Литье в кокиль (1980) С.Л. Бураков
 С.Л. Бураков")
Литье в кокиль
Автор(ы):
С.Л. Бураков, А.И. Вейник, Н.П. Дубинин и др. Под ред. А.И. Вейника
Издательство:
Машиностроение
- Подробнее о Литье в кокиль (1980) С.Л. Бураков
- Добавить комментарий
- 49 просмотров
Литейные формы и их сборка (1970) И.С. Денисов
 И.С. Денисов")
Литейные формы и их сборка. Учебное пособие для проф.-технических училищ
Издательство:
Высшая школа
- Подробнее о Литейные формы и их сборка (1970) И.С. Денисов
- Добавить комментарий
- 63 просмотра
Литейные противопригарные покрытия (2008) Н.И. Давыдов
 Н.И. Давыдов")
Литейные противопригарные покрытия / справочник
Издательство:
Машиностроение
- Подробнее о Литейные противопригарные покрытия (2008) Н.И. Давыдов
- Добавить комментарий
- 34 просмотра
Кокильное литье (1967) Н.П. Дубинин
 Н.П. Дубинин")
Кокильное литье. Справочное пособие
Автор(ы):
Н.П. Дубинин, О.А. Беликов, А.Ф. Вязов, В.А. Комиссаров, К.П. Косяков, А.А. Ламасов, А.П. Судариков. Э.А. Чернин
Издательство:
Машиностроение
- Подробнее о Кокильное литье (1967) Н.П. Дубинин
- Добавить комментарий
- 44 просмотра
Формовочное и стержневое оборудование литейных цехов (2004) И.В. Матвеенко
 И.В. Матвеенко")
Формовочное и стержневое оборудование литейных цехов
Автор(ы):
И.В. Матвеенко, А.З. Исагулов
Издательство:
Издательство КарГТУ
- Подробнее о Формовочное и стержневое оборудование литейных цехов (2004) И.В. Матвеенко
- Добавить комментарий
- 1 просмотр
 В разделе библиотеки Литье под давлением представлены ссылки на книги, справочники, учебные пособия, а также отдельные текстовые файлы и таблицы по теме. Все книги по данной тематике можно скачать бесплатно в формате DJVU или PDF. При необходимости, программу для прочтения DJVU можно скачать здесь.
В разделе библиотеки Литье под давлением представлены ссылки на книги, справочники, учебные пособия, а также отдельные текстовые файлы и таблицы по теме. Все книги по данной тематике можно скачать бесплатно в формате DJVU или PDF. При необходимости, программу для прочтения DJVU можно скачать здесь.
Внимание: На нашем сайте размещена исключительно ссылка на скачивание файла, размещенного в сети интернет. Сами файлы НЕ НАХОДИТСЯ НА портале MPlast.by!
Тем не менее Если Вы являетесь Автором и (или) Правообладателем соответствующих материалов и возражаете против их размещения на нашем ресурсе, или (наоборот) Вы хотели бы предоставить для размещения Ваши авторские материалы — обязательно сообщите нам (info@mplast.by)!
Дополнительные подробности и возможные варианты решения вопросов смотрите в разделе Ограничение ответственности.
Скачать книги по теме “Литье под давлением”:
- Бихлер Детали из пластмасс – отливать без дефектов (djvu)
- Бихлер Параметры процесса литья под давлением (djvu)
- Брагинский.Точное литье изделий из пластмасс. 1977_(pdf)
- Видгоф Н.Б. Основы конструирования литьевых форм для термопластов (djvu)
- Газовое литьё (буклет)_(pdf)
- Калинчев Справочное пособие для эффективного литья пластмасс под давлением (djvu)
Поиск по разделу Литература:
• Виброформование полимеров (Н.И. Басов, С.А. Любартович, В.А. Любартович,1979 год)
• Как делать литьевые формы? (Георг Мендес, 2007 год)
• Конструирование литьевых форм в 130 примерах (Гастров, 2006)
• Литье под давлением (Беккер М.Б,1990год)
• Основы переработки термопластов литьем под давлением (Лапшин,1974)
• Основы технологии переработки пластмасс (Власов С. В., Кандырин Л. Б., Кулезнев В. Н.) 2004 год
• Производство изделий из полимерных материалов (Крыжановский В.К., Кербер М.Л., Бурлов В.В., Паниматченко А.Д.)
• Свойства и переработка термопластов, (Калинчев Э.Л., Саковцева М.Б.), 1983 год
• Технологическая подготовка процессов формования изделий из пластмасс Филатов В.И., Корсаков В.Д.
Процесс литья по выплавляемым моделям широко используется для изготовления прецизионных отливок производителями литья по выплавляемым моделям. Он может отливать металл очень точно. Процесс литья по выплавляемым моделям заключается в том, чтобы сначала сформировать керамическую, гипсовую или пластиковую оболочку вокруг воскового объекта. Затем удалите воск и завершите процесс литья по выплавляемым моделям. Наконец, металл заливается в оболочку для формирования изделий для литья по выплавляемым моделям. Обычно в литейном цехе по выплавляемым моделям существует 8 этапов процесса литья по выплавляемым моделям.
В настоящее время прецизионное литье по выплавляемым моделям стало очень популярным у этих поставщиков литья по выплавляемым моделям из-за более низкой себестоимости и отходов. Все больше и больше отраслей промышленности нуждаются в услугах точного литья с профессиональными компаниями по литью по выплавляемым моделям. Он использовался во многих отраслях производства, таких как производство электроэнергии, автомобилестроение, нефть и газ, космические исследования, медицина, сельское хозяйство, строительство, коммерция и потребительские товары.
Что такое процесс точного литья по выплавляемым моделям?
8 шагов процесса литья по выплавляемым моделям:
- Создание восковой модели
- Сборка воскового дерева
- Корпусное строительство (шпаклевка и штукатурка)
- Удаление воска
- Заливка металла
- Оболочка сбить
- Отрезать
- Индивидуальные кастинги
Подробнее см. в блок-схеме процесса литья по выплавляемым моделям.
почему это называется точным литьем по выплавляемым моделям?
Литье по выплавляемым моделям — это процесс литья с многовековой историей. История его производства очень длинная. Метод, используемый в литейном производстве по выплавляемым моделям, в основном представляет собой литье по выплавляемым моделям. Поэтому литье по выплавляемым моделям также называют литьем по выплавляемым моделям, которое включает прессование воска, ремонтный воск, сборку деревьев, погружение суспензии, плавление воска, постобработку литья расплавленного металла. Он заключается в покрытии восковой модели жидким материалом. Мы называем это «литьем по выплавляемым моделям», потому что форма, используемая в процессе литья, будет «залита» жидким огнеупорным материалом.
Литье по выплавляемым моделям воска использует воск для изготовления восковой формы отлитой детали, а затем покрывает восковую форму грязью, глиняной формой. После того, как глиняная форма высохнет, литейный цех по выплавляемым моделям помещает ее в горячую воду, чтобы расплавить внутреннюю восковую форму. Затем выньте глиняную форму из расплавленной восковой формы и обожгите ее в глиняной форме. Как правило, при изготовлении глиняной формы оставляют заливное отверстие. В это время литейный цех по выплавляемым моделям выливает расплавленный металл из разливочного порта. После остывания расплава изготавливаются необходимые детали. Литье по выплавляемым моделям также называют точным литьем. Это и потерянный воск являются производственным процессом. Одноразовое литье по выплавляемым моделям с использованием восковых форм называется литьем по выплавляемым моделям, а моделирование жидким металлом называется точным литьем.
8 этапов литья по выплавляемым моделям:
Процесс литья по выплавляемым моделям, также называемый процессом литья по выплавляемым моделям, состоит из 8 основных этапов литейного производства. Первым шагом является создание шаблона литья по выплавляемым моделям для его основной функции формирования керамической оболочки, которая будет отливать окончательные металлические детали.
Образец литья по выплавляемым моделям
Создание восковой модели в ящиках является первым этапом изготовления формы для литья по выплавляемым моделям для производителей литья по выплавляемым моделям, а также основой процесса точного литья по выплавляемым моделям.
Восковая модель изготавливается путем впрыскивания воска в металлическую форму.
Сборка воскового дерева
Готовая восковая модель будет собираться на восковом литнике для массового производства, потому что делать мелкие детали за один раз неэкономично. С этим восковым литником эти производители литья по выплавляемым моделям будут иметь комбинацию многих восковых моделей, которые позже создадут пустоты для расплавленного сплава, а литник также создаст путь для потока жидкого расплавленного сплава в пустоту.
«Ворота» указывают на то, что воск соединяет модель и литник, и они контролируют направление и поток расплавленного сплава в пустоту, созданную восковыми моделями.
Корпус из ракушек
После создания воскового дерева используйте процесс литья по выплавляемым моделям, чтобы построить керамическую оболочку вокруг дерева, а позже расплавленный сплав будет залит в оболочку.
Строительство корпуса состоит из двух этапов: нанесение суспензии и штукатурка.
- Покрытие суспензией: окуните восковое дерево в керамическую ванну или суспензию.
- Штукатурное покрытие: нанесите песок или штукатурку на влажную поверхность.
Ожидание высыхания формы и повторение процесса нанесения покрытия для литья по выплавляемым моделям до тех пор, пока оболочка не сможет выдерживать напряжения процесса литья, и оболочка не будет построена.
Удаление воска
Удаление воска внутри оболочки связано с качеством материалов для литья по выплавляемым моделям, которые использовали компании, занимающиеся литьем по выплавляемым моделям. Поэтому очень важно объяснить литье по выплавляемым моделям.
Существует два метода завершения процесса литья по выплавляемым моделям:
Автоклав для депарафинизации паром: этот тип машины для депарафинизации удаляет большую часть воска, этот воск можно использовать повторно.
Печь Flashfire: сжигает остатки воска и делает скорлупу твердой. Сделайте четкую и прочную оболочку для литья.
Большинство компаний, занимающихся литьем по выплавляемым моделям, используют оба метода одновременно.
Заливка металла
Вы должны убедиться, что оболочка предварительно нагрета до определенной температуры, чтобы избежать затвердевания или замерзания в процессе инъекции. Оболочка должна сохранять температуру до тех пор, пока она не наполнится.
Индукционная плавка означает, что компании, занимающиеся литьем по выплавляемым моделям, используют керамическую чашку, которую также называют тиглем для плавления сплава. А когда сплав достигнет точки плавления, его можно заливать в оболочку.
Оболочка сбить
Когда вы закончите процесс заливки металла, вы должны удалить материалы для литья по выплавляемым моделям. Существует три распространенных механических метода удаления скорлупы.
Молот, струйная очистка водой под высоким давлением, вибростол
Хотя скорлупу тоже можно удалить химическим путем, при этом будут сняты проблемы со здоровьем и экологией.
Отрезать
При снятии скорлупы с дерева следует вырезать часть из литника и отшлифовать литники. Производители всегда отрезают детали с помощью отрезной пилы, горелки или лазера, в то время как применение лазера ограничено.
Индивидуальный кастинг
Последний этап изготовления формы для литья по выплавляемым моделям может быть завершен вибрационным, ленточным или ручным шлифованием или полированием. Сделка с автоматизированным процессом эффективна.
Это 8 общих шагов литья по выплавляемым моделям. Некоторые из материалов для литья по выплавляемым моделям, используемые заводами по литью по выплавляемым моделям, упомянуты выше.
4 преимущества процесса литья по выплавляемым моделям
- Превосходная отделка поверхности: керамическая оболочка изготовлена по восковой модели с гладкой поверхностью. Покройте восковую модель керамикой, и когда вы удалите воск, вы получите превосходную обработанную поверхность.
- Сложные, почти чистые геометрии: восковой узор внутри керамики имеет почти окончательную форму, а особенность жидкой керамики может скруглить восковой узор и любые его детали. Когда воск был удален, форма все еще сохранялась. Поэтому заливаем расплавленный металл в оболочку и ждем, пока он остынет. Вы получите окончательную геометрию.
- Широкий выбор сплавов: керамический корпус очень твердый, что может выдерживать экстремальные температуры расплавленного металла. Температура плавления большинства металлов ниже допустимой температуры оболочки. Поэтому литье по выплавляемым моделям можно использовать в широком диапазоне сплавов.
- Мелкая деталь: жидкая керамическая оболочка деформирует все детали восковой модели, поэтому конечный продукт будет иметь мелкие детали.
процесс точного литья по выплавляемым моделям
Формы для литья по выплавляемым моделям применяются почти во всех отраслях обрабатывающей промышленности, таких как производство электроэнергии, огнестрельное оружие, автомобильная, аэрокосмическая, военная, газовая и нефтяная промышленность, общественное питание и энергетическая промышленность.
Металлическое литье по выплавляемым моделям может производить почти все виды металлических деталей, таких как спусковые крючки, молотки огнестрельного оружия в оружейной промышленности. Каждая отрасль, в которой применяются металлические детали, может использовать процесс литья по выплавляемым моделям для производства своих деталей.
Процесс литья по выплавляемым моделям также можно разделить на процесс литья по выплавляемым моделям из жидкого стекла и алюминия.
Литье стального корпуса клапана
Литье по выплавляемым моделям стальных насосов
Автомобильное литье по выплавляемым моделям
Итоги
Выше приведено введение этапов процесса литья по выплавляемым моделям. Как один из способов производства, литье по выплавляемым моделям изделий путем заливки расплавленного металла в оболочку. Благодаря более низкой стоимости литья по выплавляемым моделям и благоприятной окружающей среде литье по выплавляемым моделям стало популярным на заводах по литью по выплавляемым моделям. Процесс точного литья 8 дешевле и эффективнее. И это можно увидеть во многих ситуациях, таких как автомобилестроение, аэрокосмическая промышленность, общественное питание и т. д.
Стальное литье Dawang — это профессиональный литейный завод по выплавляемым моделям, предоставляющий услуги точного литья. Если вы хотите узнать больше информации о процессе литья по выплавляемым моделям и расценках на литье по выплавляемым моделям, оставьте свой комментарий или свяжитесь с нами.
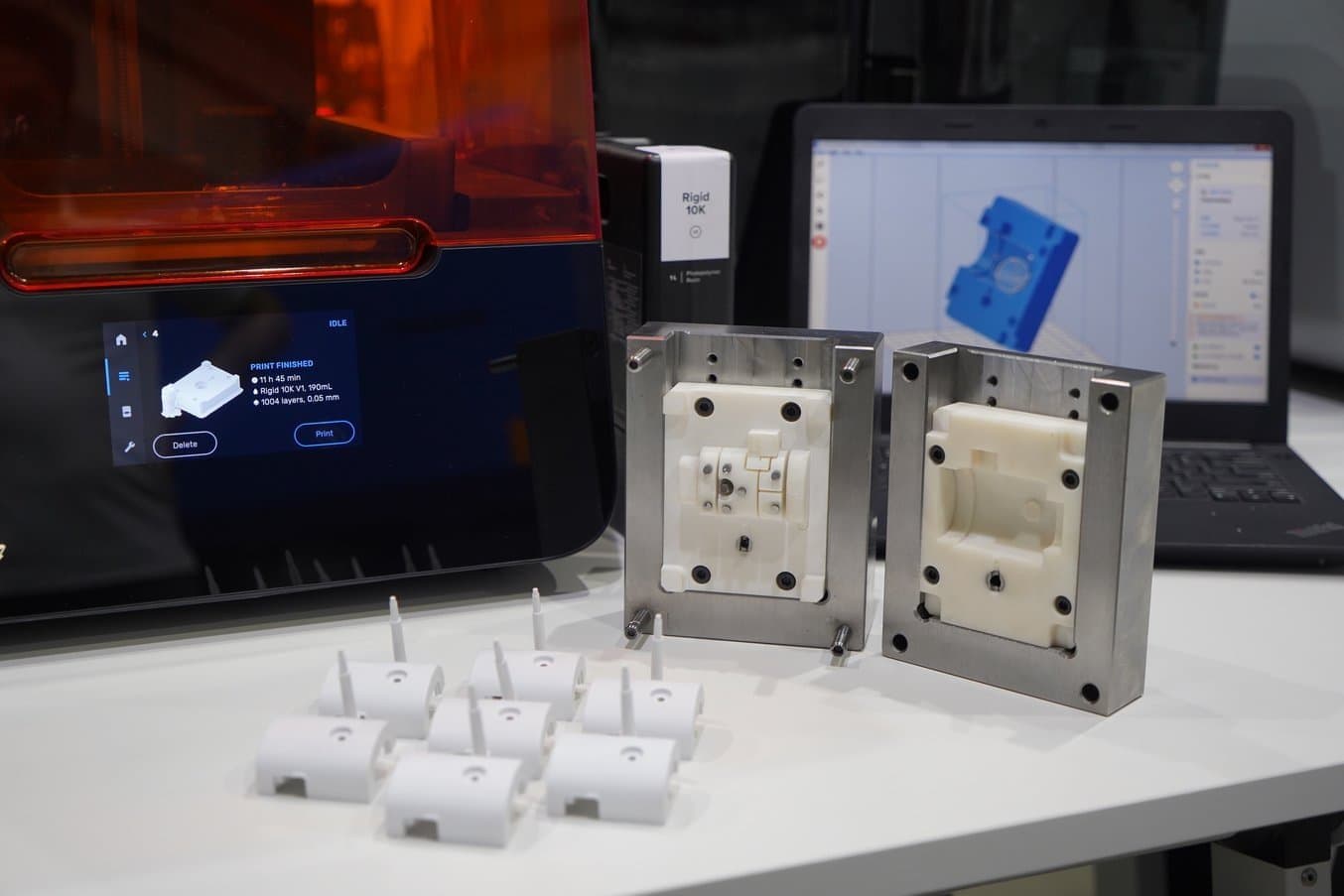
Из-за высокой стоимости оборудования, литье под давлением традиционно считается производственным процессом только для массового производства. Но 3D-печать для изготовления пресс-форм для литья под давлением позволит вам производить высококачественные и воспроизводимые модели для прототипирования и мелкосерийного производства.
В этом руководстве подробно рассказано, как использовать напечатанные на 3D-принтере пресс-формы для литья под давлением как на настольных, так и на промышленных машинах. С их помощью вы сможете эффективно и недорого изготавливать сотни функциональных прототипов и моделей, которые ускоряют разработку продукта, сокращают затраты и время выполнения, а также выводят лучшие продукты на рынок.
Литье под давлением — один из основных процессов производства изделий из пластмасс. Это экономичная и воспроизводимая на высоком уровне технология, позволяющая получать модели отличного качества для крупносерийного производства. Она широко используется для массового производства идентичных моделей с жесткими допусками.
Литье под давлением — это быстрый и интенсивный процесс, во время которого высокая температура и давление позволяют впрыскивать расплавленный материал внутрь пресс-формы. Вид расплавляемого материала зависит от объема производственного проекта. Самые популярные материалы — различные термопластики, такие как ABS, PS, PE, PC, PP или TPU. Однако для литья под давлением также можно применять металлы и керамику. Пресс-форма содержит полость, в которую впрыскивается расплавленный материал. Она позволяет точно воспроизвести конечные характеристики модели.
Пресс-формы обычно изготавливаются из металла на станке с ЧПУ или посредством электроискровой обработки. Это дорогие промышленные методы, требующие специализированного оборудования, высококачественного программного обеспечения и квалифицированной рабочей силы. В результате, изготовление металлической пресс-формы обычно занимает от четырех до восьми недель и стоит от 2000 до 100 000 долларов США в зависимости от формы и сложности модели. Чтобы упростить создание пресс-форм для мелкосерийного изготовления моделей с помощью обычных металлов, подвергаемых обработке, необходимо потратить много средств, времени и трудозатрат, а также приобрести специализированное оборудование. Все это делает литье под давлением в требуемом масштабе недоступным для многих. Однако существуют альтернативные способы обработки пресс-форм из металла на станке. Пресс-формы для литья под давлением, для прототипирования и мелкосерийного производства, созданные с помощью 3D-печати, позволяют снизить затраты и время изготовления по сравнению с производством пресс-форм из металла, и получить при этом высококачественные, воспроизводимые изделия.
В этом видео мы вместе поставщиком услуг литья под давлением Multiplus покажем вам все этапы процесса литья под давлением с использованием напечатанных на 3D-принтере пресс-форм.
Настольная 3D-печать — это мощное решение для быстрого и недорогого изготовления форм для литья под давлением. Она требует ограниченного количества оборудования, сокращая время работы ЧПУ и квалифицированных операторов и освобождая их для выполнения других важных задач. Производители получат преимущества от скорости и гибкости собственной 3D-печати при создании пресс-формы и сочетания ее с мощностью промышленного литья под давлением. В результате изготавливать серию единиц продукции из обычных термопластиков можно будет за считанные дни. 3D-принтеры могут создавать даже такие формы, которые было бы сложно изготовить традиционным способом. Их можно использовать как на настольных, так и на промышленных установках для литья, что позволяет командам разработчиков реализовать самые инновационные идеи. Еще одно преимущество: прежде чем вкладывать средства в инструментальную оснастку, можно создать итерацию конструкции и протестировать материал для конечного использования.
При правильном использовании напечатанные на 3D-принтере пресс-формы обеспечивают все эти преимущества, но есть и некоторые ограничения. Не следует ожидать от напечатанной на 3D-принтере пресс-формы из полимера такой же производительности, как от изготовленной на станке пресс-формы из металла. В пластике теплопередача происходит медленнее, поэтому требуется больше усилий для обеспечения соответствия критическим размерам и больше времени для охлаждения. Кроме того, напечатанные пресс-формы легче ломаются под воздействием тепла и давления. Тем не менее, компании по всей отрасли продолжают внедрять напечатанные на 3D-принтере пресс-формы в свои краткосрочные рабочие процессы литья под давлением. Это позволяет им быстро производить от сотен до тысяч деталей. Независимо от того, хотите ли вы проектировать функциональные прототипы из материалов для конечного использования, изготавливать детали во время пилотного производства или создавать мелкосерийные или нестандартные модели для конечного использования, литье под давлением в пресс-формах, напечатанных на 3D-принтере — экономичный и быстрый способ производства моделей в ограниченных количествах.
Стереолитографическая 3D-печать (SLA) — отличный выбор для литья под давлением. Она обеспечивает гладкую поверхность и высокую точность переноса пресс-формы на готовую модель, а также легкое извлечение из пресс-формы. Напечатанные с помощью стереолитографический 3D-печати модели химически связаны таким образом, что они полностью плотные и изотропные. В итоге по качеству функциональные пресс-формы превосходят по качеству моделирование методом наплавления. Настольные стереолитографические принтеры компании Formlabs просты в установке, эксплуатации и обслуживании, поэтому легко интегрируются в любой рабочий процесс литья под давлением.
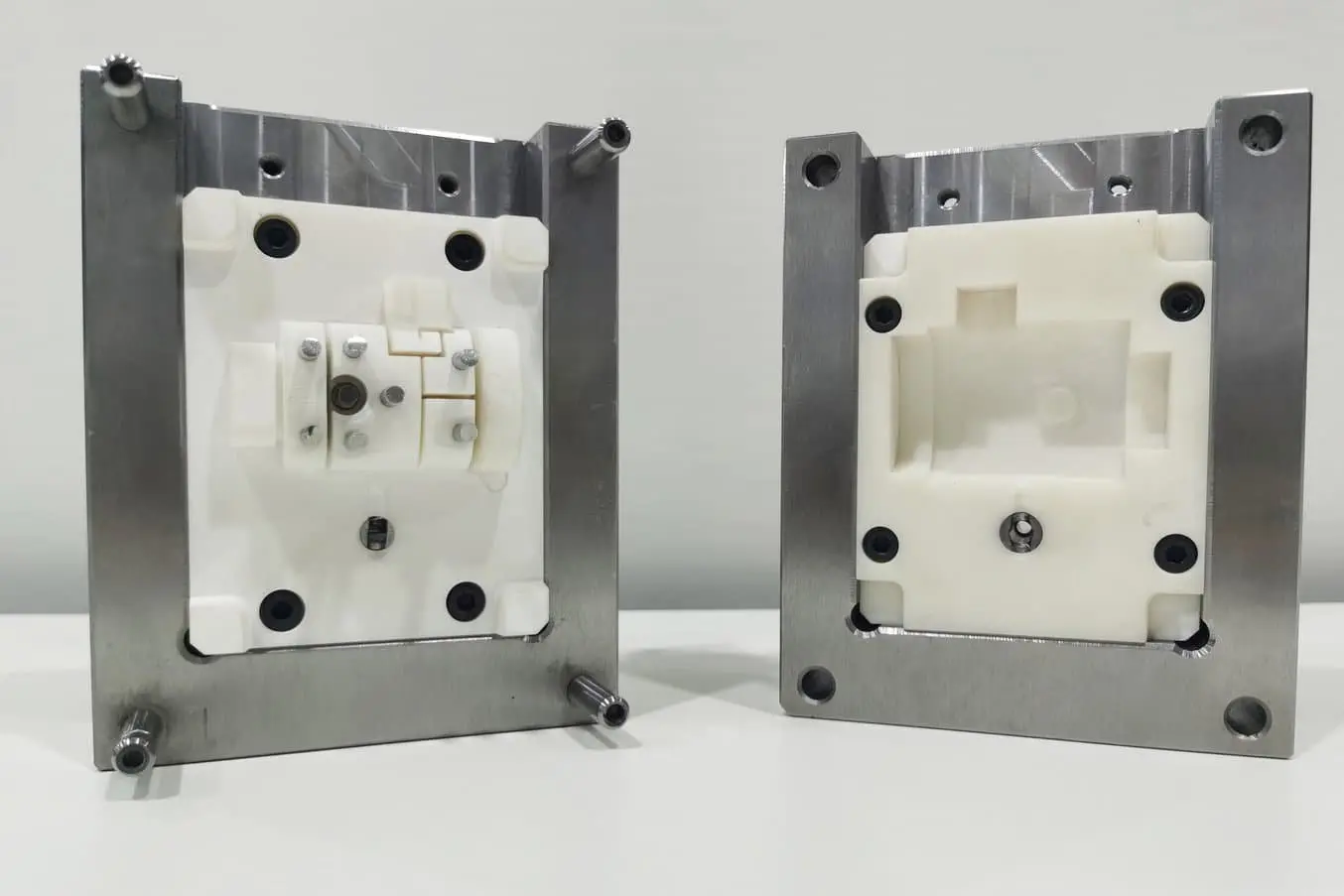
Сердечник напечатанной на 3D-принтере литьевой пресс-формы, собранный с металлической оболочкой пресс-формы.
Являясь альтернативой среднесерийному производству от 500 до 10 000 деталей, обработка пресс-форм из алюминия на станке позволит снизить постоянные затраты на производство. Обработка алюминия выполняется в пять-десять раз быстрее, чем обработка стали, а также приводит к меньшему износу оборудования. В результате время выполнения заказа сокращается, а затраты снижаются. Кроме того, алюминий проводит тепло лучше, чем сталь, что снижает потребность в охлаждающих каналах и позволяет производителям упростить процесс проектирования пресс-формы при одновременном сохранении такой же небольшой продолжительности цикла.
Ниже представлены различные методы литья под давлением и типы пресс-форм, которые обеспечивают наиболее эффективный процесс и самые низкие затраты на модель в зависимости от объема производства:
| Мелкосерийное литье под давлением в пресс-формах | Среднесерийное литье под давлением в пресс-формах | Крупносерийное литье под давлением в пресс-формах | |
|---|---|---|---|
| Метод | Собственное производство пресс-форм и собственное литье под давлением | Изготовление пресс-форм и литье под давлением сторонними организациями | Изготовление пресс-форм и литье под давлением сторонними организациями |
| Необходимое оборудование | 3D-принтер, настольный аппарат для литья под давлением | — | — |
| Пресс-форма | Напечатанная на 3D-принтере пресс-форма из полимера | Изготовленная на станке пресс-форма из алюминия | Изготовленная на станке пресс-форма из стали |
| Стоимость пресс-формы | Менее 100 долларов США | От 2000 до 5000 долларов США | От 10 000 до 100 000 долларов США |
| Срок изготовления конечных моделей | 1–3 дня | 3–4 недели | 4–8 недель |
| Идеальный объем производства | Меньше 500 | От 500 до 10 000 | Больше 5000 |
| Способы применения | Быстрое прототипирование Нестандартное литье под давлением Литье под давлением небольших партий изделий |
Литье под давлением небольших партий изделий | Массовое производство |
Тип литьевого пресса не оказывает значительного влияния на процесс мелкосерийного литья под давлением. Традиционные крупные промышленные аппараты для литья под давлением также могут использоваться с напечатанными на 3D-принтере пресс-формами. Однако эти машины стоят дорого, имеют строгие требования к оборудованию и требуют квалифицированной рабочей силы. В результате большинство предприятий передают средне- и крупносерийное производство сторонним поставщикам услуг и контрактным производителям.
Если у вас мало опыта в литье под давлением и вы хотите опробовать этот метод без излишних затрат, рекомендуем использовать настольную литьевую машину, такую как Holipress или Galomb Model-B100. Автоматизированное оборудование для мелкосерийного литья под давлением, такое как настольная машина Micromolder или гидравлическая машина Babyplast 10/12, — достойная альтернатива для среднесерийного производства мелких моделей.
Хотите узнать о факторах, влияющих на общую стоимость литья под давлением? Ознакомьтесь с нашим полным руководством.

Технический доклад
Скачайте наш технический доклад, чтобы узнать о том, как использовать пресс-формы, напечатанные на 3D-принтере, для литья под давлением. Это поможет вам сократить расходы и время подготовки заказа. Также ознакомьтесь с реальными примерами применения 3D-печати компаниями Braskem, Holimaker и Novus Applications.
Читать технический доклад
Рабочий процесс для мелкосерийного литья под давлением состоит из семи этапов:
Спроектируйте пресс-форму для своей модели в любом программном обеспечении САПР. Придерживайтесь общих правил проектирования для аддитивного производства и проектирования пресс-форм. Рекомендации по проектированию напечатанных на 3D-принтере пресс-форм из полимера можно найти в нашем техническом докладе.
Загрузите свой проект в PreForm, программное обеспечение для подготовки к печати от Formlabs. Подготовьте модель к печати и отправьте ее на свой 3D-принтер Formlabs.
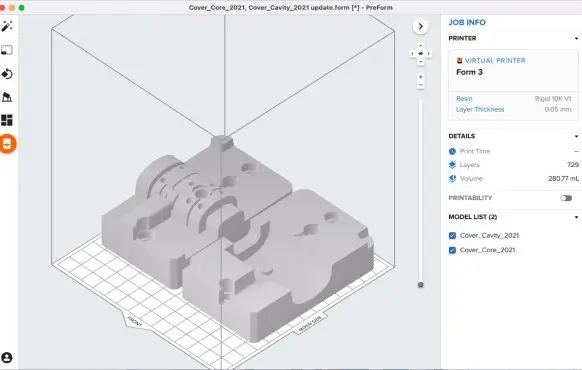
Выберите материал для 3D-печати и приступайте к печати. Rigid 10K Resin с высотой слоя 50 микрон — идеальный выбор для большинства проектов пресс-форм. В нем сочетаются высокая прочность, жесткость и устойчивость к воздействию температур.
По возможности рекомендуется распечатывать пресс-форму прямо на рабочей платформе без каких-либо поддерживающих структур для снижения деформации.
После промывки и финальной полимеризации ваша напечатанная на 3D-принтере пресс-форма готова к интеграции в процесс литья под давлением.
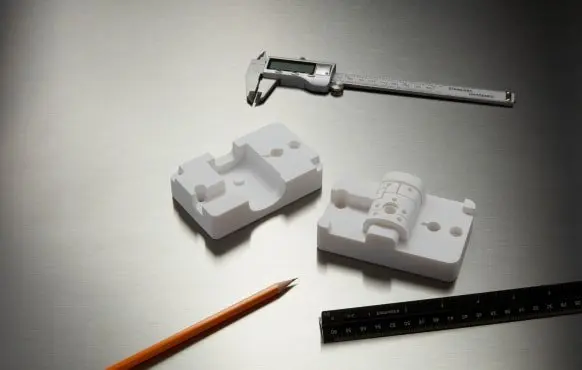
Перед сборкой вы можете обработать пресс-форму для достижения критических размеров разными способами: с помощью ручной шлифовки, настольной машины или станка с ЧПУ.
Рекомендуется поместить напечатанную пресс-форму в стандартный металлический каркас или формовочный блок, чтобы гарантировать ее функциональность под высоким давлением и продлить срок службы напечатанного изделия. Аккуратно соберите напечатанную на 3D-принтере пресс-форму внутри металлического каркаса. При необходимости добавьте выталкивающие штифты, вставки, детали побочного действия и другие компоненты.
Установите собранную пресс-форму в аппарат для литья под давлением.

Вставьте пластиковые гранулы, задайте необходимые настройки и начните производство.Рекомендуется снизить силу зажима пресс-формы, особенно если напечатанная форма не защищена металлическим каркасом.
С помощью пресс-форм, напечатанных на 3D-принтере, можно отлить модели из различных материалов: TPE, PP, PE, ABS, POM, ASA, PA, PC или TPU.

Чтобы определить идеальные условия процесса, может потребоваться несколько снимков. Необходимо учесть множество факторов, включая геометрию модели, выбор пластика, температуру и давление литья и др.
По возможности понизьте давление и температуру литья.
С помощью одной напечатанной пресс-формы пользователи Formlabs обычно отливают сотни деталей из простых в обработке пластмасс, таких как TPE, PP и PE, с температурами до 250 °C. При использовании пластмасс, требующих более высокой температуры литья, например полиамида или поликарбоната, напечатанная на 3D-принтере форма может иметь более короткий срок службы.
Ознакомьтесь с нашей документацией по условиям процесса, чтобы увидеть результаты испытаний настольных и промышленных аппаратов для литья под давлением.

Время охлаждения пресс-формы из полимера больше, чем у пресс-формы из металла, поскольку теплопередача в пластмассе происходит медленнее, чем в металле. В связи с этим не рекомендуется добавлять охлаждающие каналы к вашей напечатанной пресс-форме.
Вместо этого охлаждение можно ускорить при помощи сжатого воздуха или сменных штабелей.
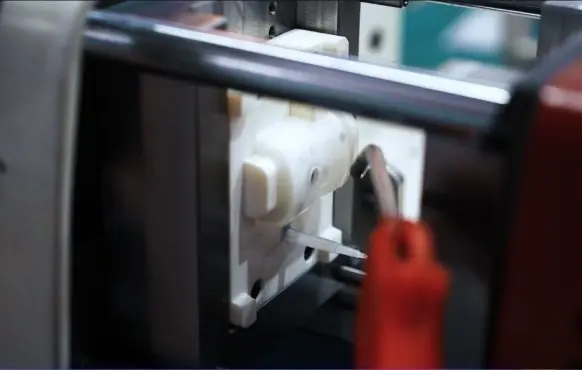
Извлеките модель вручную или автоматически с помощью выталкивающих штифтов. Нанесите разделительный агент для термопластиков с высокой вязкостью. Смазки для пресс-форм широко доступны, а силиконовые смазки для пресс-форм, например Slide или Sprayon, совместимы с полимерами Formlabs.

Три основные области применения мелкосерийного литья под давлением в пресс-формах — это быстрое прототипирование, литье под давлением небольших партий изделий и литье под давлением по запросу или индивидуальному заказу.
Быстрое прототипирование позволяет компаниям превращать идеи в рабочие доказательства концепции, трансформировать концепции в высококачественные прототипы, которые выглядят и работают, как готовые продукты, и проводить испытания продуктов для запуска в массовое производство.
В целом, 3D-печать — самый распространенный способ создания быстрых прототипов. Однако на более поздних этапах процесса разработки часто возникает необходимость в производстве несколько больших объемов идентичных прототипов с использованием тех же материалов и тех же производственных процессов, что и для конечных моделей. Затем эти прототипы можно использовать в бета-тестировании и полевых испытаниях. Сочетание напечатанных на 3D-принтере пресс-форм с литьем под давлением позволяет производителям быстро и эффективно разрабатывать функциональные прототипы и ускорять процесс разработки продукта.
Например, французский стартап Holimaker разрабатывает ручной аппарат для литья под давлением. С его помощью инженеры и дизайнеры могут обрабатывать пластмассовые модели на своем рабочем столе в небольших количествах для создания прототипов, пилотного производства или даже для изготовления ограниченной серии конечных моделей.
Компания предлагает своим клиентам технико-экономические обоснования с использованием напечатанных на 3D-принтере пресс-форм для быстрого изготовления моделей по доступной цене. Это позволяет ее клиентам быстро создавать проекты прототипов по доступной цене и оценивать окончательные производственные условия на этапе пилотного производства при внедрении нового продукта.

Предсерийные прототипы шипов на этих футбольных бутсах были отлиты под давлением в напечатанных на 3D-принтере пресс-формах с использованием трех различных термопластиков: POM (180 °C), PA 6,6 (270 °C), PP (210 °C).
Используя тот же метод производства, включая проектирование пресс-формы и выбор материала, эти модели можно испытать в полевых условиях и убедиться, что они готовы к серийному производству. Затем напечатанные на 3D-принтере пресс-форм можно легко адаптировать для инструментальной стали во время массового производства.
Используя напечатанные на 3D-принтере пресс-формы, Holimaker удалось сократить время производства пресс-форм для процесса литья под давлением до 24 часов, и сегодня сотрудники компании используют напечатанные на 3D-принтере пресс-формы в 80–90 % своих проектов.
Литье под давлением небольших партий изделий дает производителям возможность выпускать лимитированные серии моделей для конечного использования для продуктов, которые производятся только в ограниченных количествах, или изготавливать пилотную серию продукта для тестирования на рынке, прежде чем начинать широкомасштабные инвестиции.
Использование мелкосерийного литья под давлением дает возможность изготавливать точные и воспроизводимые модели конечного использования без высоких постоянных затрат, связанных с традиционным литьем под давлением.
Multiplus — это поставщик решений для литья под давлением из Шэньчжэня. Он предлагает полный производственный цикл, от проектирования до производства пластмассовых изделий, и ежегодно предоставляет услуги более чем 250 клиентам, в том числе некоторым компаниям из списка Fortune 500. Некоторым из этих клиентов требуется мелкосерийное производство, которое наряду с литьем под давлением традиционно является дорогостоящим и трудоемким из-за сложности изготовления инструментальной оснастки.


Недавно отлитые под давлением корпуса блока управления АБС с использованием напечатанных на 3D-принтере пресс-форм.
Спрос на мелкосерийное производство начал расти, поэтому Multiplus решил с помощью 3D-печати исследовать разные материалы, чтобы найти рентабельный способ производства более дешевых пластиковых пресс-форм для небольших заказов и пилотного производства. Мелкосерийное литье под давлением в пресс-формах с помощью 3D-принтеров Formlabs сокращает затраты, труд и время по сравнению с обработкой алюминиевых пресс-форм на станках и может легко использоваться с промышленными аппаратами для литья под давлением Babyplast.
Литье под давлением по запросу или индивидуальному заказу может потребоваться для изготовления деталей для конечного пользования с индивидуальными параметрами для конкретных целей, таких как человеческий фактор, область применения или особый случай, причем часто в сжатые сроки. При ограниченных объеме и/или сжатых сроках традиционное литье под давлением с использованием инструментальной оснастки неэффективно и нецелесообразно. В таких случаях идеальным решением станет мелкосерийное литье под давлением с использованием напечатанных на 3D-принтере пресс-форм для ускорения процесса производства нестандартных моделей.
Пример Braskem, одной из ведущих мировых нефтехимических компаний, подчеркивает необходимость использования напечатанных на 3D-принтере пресс-форм для быстрого выполнения заказов по запросу. Во время первой волны пандемии COVID-19 компании потребовалось создать тысячи ушных петель для масок, чтобы обеспечить защиту своих сотрудников по всему миру. Braskem признала литье под давлением идеальным методом для производства моделей. Но без использования своей 3D-печати ей пришлось бы обратиться к сторонней компании за изготовлением дорогой пресс-формы из металла, что стоило бы команде денег и драгоценного времени.
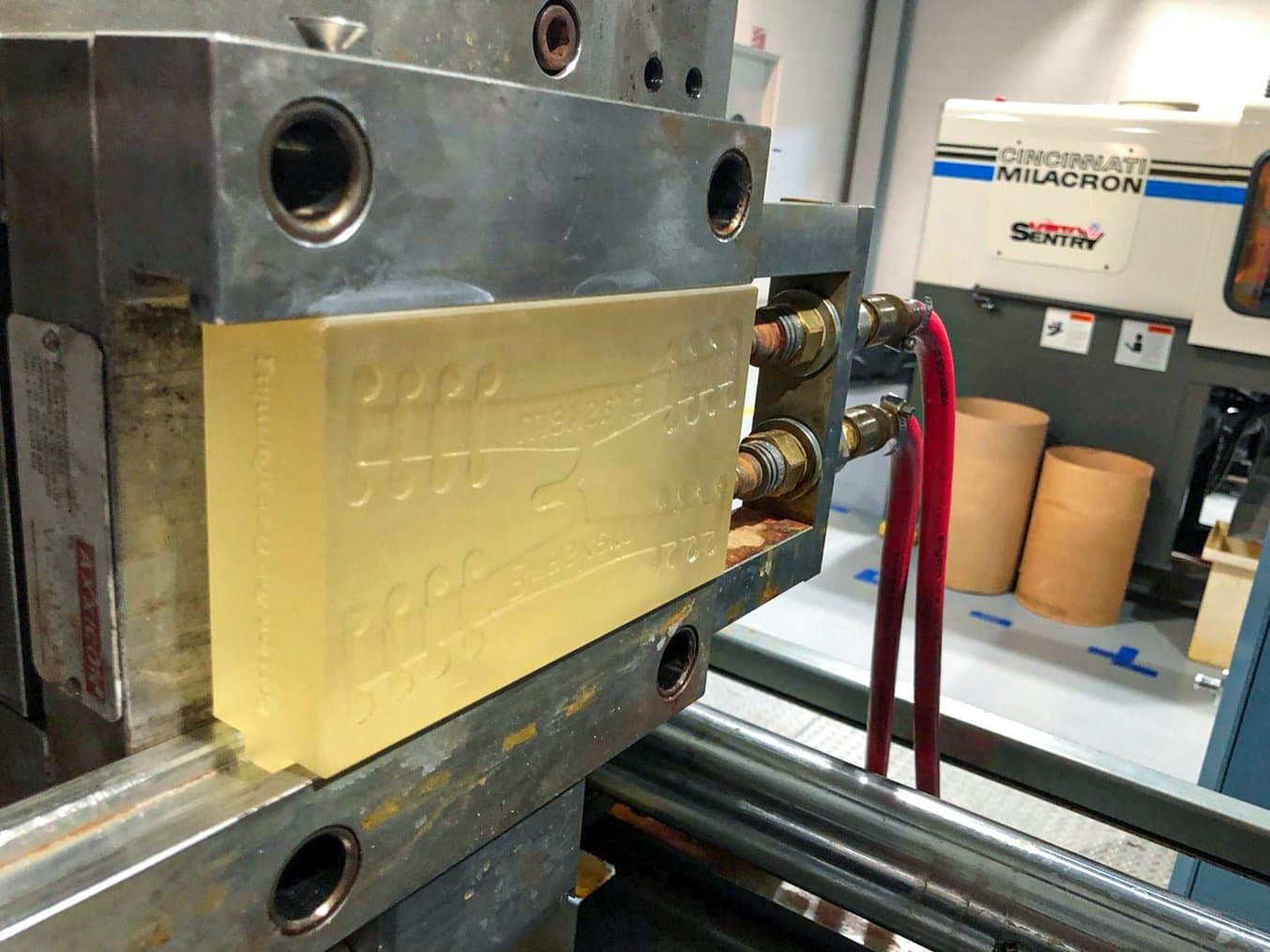
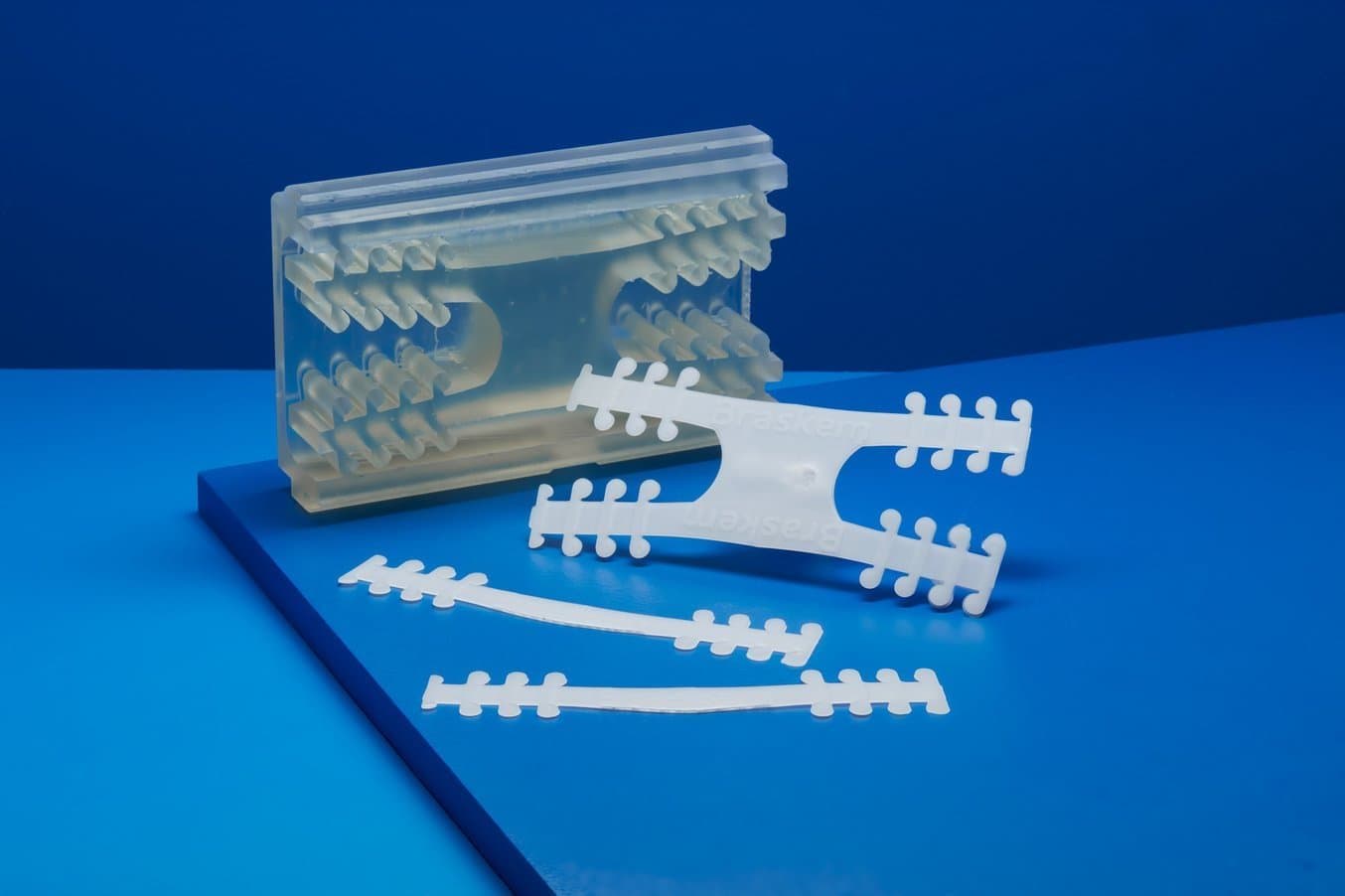
Braskem использовала напечатанную на 3D-принтере пресс-форму в сочетании с традиционным промышленным аппаратом для литья под давлением, чтобы быстро изготовить ушные петли для масок.
Для печати пресс-формы для ушных петель команда Braskem использовала литье под давлением с использованием 3D-принтера Formlabs Form 3 и полностью электрический аппарат для литья под давлением Cincinnati Milacron 110 Ton Roboshot для разработки модели петель.
С помощью 3D-печати команда изготовила тысячи ушных петель в течение недели после получения электронного письма от вице-президента и подготовила их к отправке в офисы по всему миру.
Ускорьте разработку продукции, сократите расходы и время подготовки заказа, а также выводите на рынок более качественную продукцию, используя 3D-печать и мелкосерийное литье под давлением.
100 файлов
-
Сортировка
-

ОСТ, РТМ, ТУ на литьё (pdf)
От
Andronik_1917
ОСТ_2_МТ_33-2-79_ОтливкиАл.Сплавы.pdf (7МБ) Отливки алюминиевых сплавов
ОСТ_2_МТ33-2-87_Алюм.Отливки.pdf (2МБ)
ОСТ2_МТ21-2-90_ОтливкиСЧ.pdf (6МБ) — Отливки серого чугуна
РТМ_МТ20-4-76_Технол.Чуг.Деталей.pdf (5МБ) — Технологичность чугунных деталей
РТМ_МТ20-4-76_Технол.Чуг.Литья.pdf (4МБ) — Технологичность чугунного литья
ТУ_РБ_400069522.013-2003_ОтливкиМР.pdf (2МБ) — Отливки для изготовления мотор-редукторов
ТУ-22-053-41-98_Чуг.Литьё.pdf (1MB) — Чугунное литьё122 раза скачали
Обновлено 07.04.2023 11:30
-
Шамиргон С.А. Что такое центробежное литье. М., МАШГИЗ, 1959г. (djvu)
От
Ртуть
Шамиргон С.А. Что такое центробежное литье. Москва, МАШГИЗ, 1959г.
В книге изложены основы изготовления отливок методом центробежного литья, его преимущества и недостатки; рассмотрены факторы, влияющие на строение и качество центробежных отливок, а также области возможного применения центробежного способа литья; приведены примеры из практики его использования, включая и описание наиболее типичных для этого процесса конструкций машин и устройств. Книга рассчитана на рабочих и мастеров-практиков. Она будет также полезна для учащихся ремесленных и технических училищ.
41 раз скачали
Обновлено 01.07.2022 10:24
-
РАЗДЕЛ 3 ЭВМ (компьютерный) контроллер CHEN HSONG СН-3.8РС. Паспорт
От
Alex_1774
Паспорт на Контроллер ТПА Ai-01. Компьютерный контроллер CHEN HSONG СН-3.8РС
27 раз скачали
Обновлено 29.06.2021 14:50
-
Компьютерная система управления ChenHsong Ai-02. Паспорт
От
Alex_1774
Паспорт на Контроллер ТПА Ai-02. Компьютерная система управления ChenHsong Ai-02
15 раз скачали
Обновлено 29.06.2021 14:52
-
Расчет ЛПС
От
fess56rus
Таблица в Эксель — Расчет ЛПС
96 раз скачали
Отправлено 16.11.2020 12:24
-
Одинг И.А. Чугун как литейный материал. 1931г.
От
vicwood
И.А. Одинг. Чугун как литейный материал, второе издание. Государственное научно-техническое издательство, 1931 год
117 раз скачали
Обновлено 15.10.2020 07:37
-
Поттер Г. Справочник по литейному производству. М., МАШГИЗ, 1959г.
От
Владимир Светлый
Генрих Поттер. Справочник по литейному производству. М., МАШГИЗ, 1959 г., 534 с., ил.
Справочник по литейному производству является переводом с немецкого языка труда инж. Г. Поттера. Книга содержит справочные данные по технологии литейного производства, как опубликованные в специальной литературе, так и заимствованные автором из практики работы литейных цехов и заводов. В книге приводятся также сведения из других отраслей знания, тесно связанных с литейным производством. Справочник предназначен в основном для цеховых инженеров-литейщиков.
183 раза скачали
Обновлено 16.06.2020 08:55
-
Головин С.Я. Краткий технологический справочник литейщика. Ленинград, МАШГИЗ, 1955 г.
От
Владимир Светлый
Головин С.Я. Краткий технологический справочник литейщика. Ленинград, МАШГИЗ, 1955 г., 240 с., ил.
В справочнике приведены основные сведения по литейному производству. В нем содержатся данные общего характера, используемые для выполнения простейших расчетов, а также данные по различные материалам, необходимые для квалифицированного исполнения и управления отдельными элементами технологического процесса изготовления отливок. Справочник предназначен для производственников-литейщиков.
139 раз скачали
Обновлено 14.06.2020 18:25
-
KuASY 400/160 гидравлический термопластавтомат для литья под давлением. Паспорт, 1982г.
От
Ртуть
Паспорт VEB KuASY 400/160 автомат для литья под давлением. VEB Plastmaschinenwerk Freital. TRUSIOMA. DDR. ФЕБ Пластмасшиненверк Фрейталь. Трузиома. ГДР.
Руководство — KuASY400-160.djvu
Чертежи и схемы — KuASY400-160_scheme.djvu
Гидравлический термопластавтомат допускает переработку всех подходящих для литья под давлением пластмасс по современным технологиям переработки. Применением системы унифицированных узлов возможен ряд крайних параметров производительности посредством настройки или пристройки дополнительной оснастки.
150 раз скачали
Обновлено 10.06.2020 10:35
-
ДА3130-125, ДА3130-95, ДА3130-170 машина литьевая однопозиционная, г. Хмельницкий. Паспорт, 1981г.
От
Ртуть
Паспорт на ДА3130-125, ДА3130-95, ДА3130-170 машины однопозиционные для литья под давлением термопластичных материалов усилием запирания 1МН (100тс).
Хмельницкое производственное объединение термопластавтоматов, г. Хмельницкий, 1981г.
Руководство по эксплуатации: ДА3130-125-00-002 РЭ — DA3130-125.djvu (19 МБ)
Чертеж и схемы: DA3130-125_big.djvu (2 МБ)
Паспорт на похожий станок Паспорт на ДА3130 -125Р машина литьевая, г. Хмельницкий, 1977г.
280 раз скачали
Обновлено 22.03.2020 16:55
-
ДА3130-125Р машина литьевая, г. Хмельницкий. Паспорт, 1977г.
От
Ртуть
Паспорт на ДА3130 -125Р машина литьевая. Хмельницкое производственное объединение термопластавтоматов, г. Хмельницкий, 1977г. Машина однопозиционная для литья под давлением термопластичных материалов Д3130.
Руководство по эксплуатации. Электрооборудование ДА3130-125Р-00-001РЭ1 — DA3130-125R_el.djvu
Паспорт ДА3130-125, ДА3130-95, ДА3130-170 машина литьевая однопозиционная, г. Хмельницкий, 1981г.
122 раза скачали
Обновлено 22.03.2020 15:44
-
Юдин С.Б., Левин М.М., Розенфельд С.Е. Центробежное литьё. М., Машиностроение, 1972г.
От
dimasik5
Юдин С.Б., Левин М.М., Розенфельд С.Е. Центробежное литьё. Инженерные монографии по литейному производству. 2-е изд., перераб. и доп. М., Машиностроение, 1972г.
В книге изложены теоретические основы центробежного литья. Рассмотрены конкретные технологические процессы изготовления отливок из различных сплавов, даны технико-экономические обоснования выбора параметров процесса и описаны конструкции специализированного оборудования.
Общие сведения о центробежном литье
Вопросы гидравлики центробежного литья
Особенности затвердевания центробежных отливок
Элементы технологии центробежного литья
Элементы конструкций центробежных машин
Центробежное литье цилиндрических чугунных втулок
Центробежное литье чугунных фасонных втулок
Центробежное литье чугунных труб
Центробежное литье стальных заготовок
Центробежное литье заготовок из цветных сплавов
Центробежное литье двухслойных заготовок
Центробежное литье фасонных изделий
191 раз скачали
Обновлено 06.03.2020 12:40
-
Колобнев И.Ф. Цветное литье. Легкие сплавы. М., Машиностроение, 1966г.
От
Владимир Светлый
Колобнев И.Ф. Цветное литье. Легкие сплавы. М., Машиностроение, 1966 г., 391 с., ил.
В книге приведены основные сведения по химическому и фазовому составам, физико-химическим и технологическим свойствам алюминиевых, магниевых и титановых сплавов. Дана классификация сплавов в зависимости от области их применения. Изложены вопросы плавки, рафинирования, модифицирования, вакуумирования, литья и термической обработки указанных сплавов. Даны характеристика видов брака, причины возникновения и меры его предупреждения или устранения. Рассмотрены особенности технологии литья в песчаные формы, в кокиль, под давлением, выжиманием и т.д. Приведены данные по технологии изготовления форм; описаны конструкции литейных установок и плавильных печей.
Книга, предназначена для инженерно-технических работников литейных цехов, заводских лабораторий, научно-исследовательских институтов и может быть использована студентами машиностроительных втузов.241 раз скачали
Обновлено 13.01.2020 08:15
-
Formoplast Х-395/165, Х-498/165, червячный литьевой пресс для переработки пластических масс. Паспорт, 1984г.
От
Дмитрий_
Червячный литьевой пресс (термопластавтомат) типа ФОРМОпласт-Х-395/165 и ФОРМОпласт-Х-498/165.
Техническо-эксплуатационная документация. 1984 г.
Фабрика литьевых прессов Понар-Живец.
116 раз скачали
Обновлено 25.07.2019 09:46
-
Могилев В.К., Лев О.И. Справочник литейщика. М., Машиностроение, 1988г.
От
Владимир Светлый
Могилев В.К., Лев О.И. Справочник литейщика. М., Машиностроение, 1988 г., 272 с., ил.
Приведены основные сведения о металлах и литейных сплавах, плавильных агрегатах и технологии плавки. Дана характеристика формовочных материалов и типовых формовочных и стержневых смесей, противопригарных покрытий и др. Проанализированы вопросы проектирования технологии изготовления отливок. Представлены основные сведения о прогрессивных технологических процессах, средствах их механизации и автоматизации.
Может быть полезен учащимся СПТУ, мастерам и технологам литейного производства.
773 раза скачали
Обновлено 24.06.2019 12:18
-
Аксенов П.Н. Формовочное дело. Изд. 2-е, перераб. и доп. М., МАШГИЗ, 1949г.
От
Mapk_54
Аксенов П.Н. Формовочное дело. Учебник для ремесленных и железнодорожных училищ. Изд. 2-е, перераб. и доп. М., МАШГИЗ, 1949г.
В книге подробно рассматривается изготовление литейной формы, свойства литейных сплавов, плавка, заливка, выбивка, очистка, предупреждение брака литья, вопросы охраны труда и техники безопасности.
Похожий файл: Аксенов П.Н. Формовочное дело. Изд. 3-е, перераб. и доп. М., МАШГИЗ, 1954г.268 раз скачали
Обновлено 26.06.2018 14:10
-
Курдюмов А.В. и др. Лабораторные работы по технологии литейного производства, М., Машиностроение, 1970г.
От
nansen
Курдюмов А.В., Михайлов А.М., Бауман Б.В., Козлов Л.Я.
Лабораторные работы по технологии литейного производства
М.: Машиностроение, 1970г., 200 с.
В учебном пособии изложено содержание лабораторных работ по технологии литейного производства; приведены краткие теоретические сведения, перечень оборудования, инструментов и материалов; даны объем и порядок выполнения работ, а также методические указания по составлению отчетов и организации работы в лаборатории.
Пособие составлено в соответствии с учебными планами подготовки инженеров по специальности «Литейное производство черных и цветных металлов и сплавов». Его цель помочь студентам в выполнении всего комплекса лабораторных работ, предусмотренных профилирующими курсами.372 раза скачали
Обновлено 13.03.2018 16:27
-
Орешкин В.Д. Основы литейного производства, 1961г.
От
Владимир Светлый
Орешкин В.Д.
Основы литейного производства.
2-е изд. Москва; Свердловск: Машгиз, 1961. 326 с.: ил.
[postimg]5357001[/postimg]
В книге обобщен опыт научно-исследовательских учреждений, передовых заводов и новаторов производства; рассматриваются основные вопросы теории и практики литейного производства, процессы кристаллизации, вопросы технологичности литых деталей и интенсификации ваграночной плавки.
Освещены также вопросы, связанные с изготовлением литейных форм, свойствами жидкого и твердого металла и условиями получения качественных отливок из железоуглеродистых и цветных сплавов, описаны специальные виды литья.
Во втором издании книги особое внимание уделено вопросам комплексной механизации и автоматизации производственных процессов. При этом предполагается, что читатели обладают производственным опытом и имеют образование в объеме классов средней школы.
Настоящая книга рассчитана на повышение квалификации рабочих и мастеров, занятых в машиностроительной промышленности. Она также может служить пособием для подготовки формовщиков в технических и ремесленных училищах.421 раз скачали
Обновлено 06.02.2018 13:27
-
Васильев Е.А. Отливки из ковкого чугуна, 1976г.
От
Владимир Светлый
М.: Машиностроение, 1976. 239 с.
[postimg]5355232[/postimg]
В книге рассмотрена технология производства отливок из ковкого чугуна с использованием прогрессивного оборудования. Приведены составы, структура, свойства чугуна (физико-механические, технологические, литейные, служебные и т. п.). Дан анализ процессов термической обработки чугуна
для получения различных марок ферритного и перлитного ковкого чугуна. Описаны литейные пороки в отливках и возможность предупреждения их образования, методы контроля дефектов и их исправление. Указаны области применения чугуна в различных отраслях машиностроения с учетом технико-экономических показателей использования указанного материала.
Книга предназначена для инженерно-технических работников литейного производства.208 раз скачали
Обновлено 03.02.2018 13:28
-
Лакеев А.С. и др. Прогрессивные способы изготовления точных отливок, 1984г.
От
Владимир Светлый
Лакеев А.С., Щегловитов Л.А., Ю.Д. Кузьмин.
Прогрессивные способы изготовления точных отливок.
Киев: Технiка, 1984. — 160 с.: ил.
[postimg]5337869[/postimg]
В книге освещены прогрессивные способы изготовления точных отливок. Изложены прогрессивные способы формообразования при литье гравитационным способом в разъемные и неразъемные формы. Приведены данные по прогрессивным способам заполнения формы металлом с применением внешних воздействий: давлений, центробежных сил, вакуума, электрофизических и др. Описаны современные методы определения наиболее важных свойств литейных материалов и изделий. Приведены практические рекомендации по расчету литниково-питающих систем для точного литья.
Предназначена для инженерно-технических работников литейного производства.
Предисловие
Прогрессивные способы формообразования в производстве отливок в разовые формы с гравитационной заливкой металлом
Точное литье в неразъемные формы.
Литье по выплавляемым и растворяемым моделям.
Литье по газифицируемым моделям.
Точное литье в разъемные формы.
Литье в керамические формы.
Литье в оболочковые формы.
Литье в углеродистые формы.
Литье в толстостенные формы из углеродистых композиций.
Литье в оболочковые спекаемые углеродистые формы.
Литье в оболочковые углеродистые формы по выплавляемым моделям.
Литье в формы из смесей, твердеющих в оснастке.
Литье в формы, изготовленные вакуумно-пленочным способом.
Прогрессивные способы заполнения металлом форм точного литья
Точное литье с применением давления.
Литье под высоким и сверхвысоким давлением.
Литье под низким давлением.
Точное литье с применением центробежных сил.
Изготовление отливок типа тел вращения.
Центробежное литье под флюсом.
Изготовление фасонных отливок.
Точное литье с применением электрофизических и других способов воздействия на жидкий металл.
Электрошлаковое литье.
Точное Литье с применением вакуума.
Точное литье с направленной кристаллизацией отливок.
Применение вибрации, ультразвука, электромагнитных полей.
Прогрессивные методы контроля и управления технологическими процессом точного литья
Литье в неразъемные формы.
Методы определения свойств модельных композиций.
Методы определения свойств связующих материалов и суспензий.
Методы определения прочности покрытий и оболочек.
Литье в разъемные формы.
Конструирование и расчет литниково-питающих систем
Литье в неразъемные формы.
Литниково-питающие системы для литья по выплавляемым и растворимым моделям.
Литниковые системы для литья по газифицируемым моделям.
Литниковые системы и прибыли для литья в разъемные керамические формы.
Литниковые системы.
Прибыли.
Список литературы466 раз скачали
Обновлено 26.12.2017 13:34
-
Абрамов Г.Г. Справочник молодого литейщика, 1983 г.
От
Владимир Светлый
Абрамов Г.Г.
Справочник молодого литейщика.
2-е изд., перераб. и доп. — М.: Высшая школа, 1983. — 207 с.: ил. — (Профтехобразование. Литейное производство).
[postimg]5337874[/postimg]
Рассмотрены сведения о производстве отливок из стали, чугуна и цветных металлов способом
литья в песчаные формы; приведены справочные данные о песках,
глинах, смесях и других формовочных материалах; даны технические характеристики
широко применяемого в литейном производстве оборудования.
Второе издание дополнено и переработано с учетом достижений в области литейного производства
и требований учебных программ для подготовки молодых рабочих.
Справочник предназначен для учащихся и преподавателей учебных заведений профтехобразования и молодых рабочих.
Предисловие
Технологическая подготовка производства
Организация технологической подготовки производства.
Основные условия оформления заказа и технологическая разработка.
Этапы проектирования литейной технологии.
Требования к технической документации.
Основные правила проектирования отливок.
Классы точности и припуски на механическую обработку.
Литниковая система.
Расчет литниковых систем.
Прибыли.
Холодильники.
Модельные комплекты
Классификация модельных комплектов.
Формовочные уклоны и припуски на усадку сплавов.
Деревянные модельные комплекты.
Металлические модельные комплекты.
Пластмассовые модельные комплекты.
Маркировка модельных комплектов.
Формовочные материалы
Виды и свойства формовочных материалов.
Определение основных свойств формовочных материалов.
Формовочные пески.
Формовочные глины.
Связующие материалы.
Формовочные и стержневые смеси.
Приготовление формовочных и стержневых смесей.
Вспомогательные формовочные материалы.
Литейные формы
Формовочный инструмент и приспособления.
Ручная формовка.
Машинная формовка.
Особенности изготовления химически твердеющих форм.
Особенности изготовления форм на автоматах.
Сушка форм.
Литейные стержни
Классификация стержней.
Изготовление стержней.
Конструкции стержневых каркасов.
Стержневые машины.
Сборка литейных форм
Технологические операции сборки.
Контроль сборки.
Литейные сплавы
Основные свойств литейных сплавов.
Шихтовые материалы.
Чугуны.
Сталь.
Алюминиевые сплавы.
Магниевые сплавы.
Медные сплавы.
Плавильные печи.
Заливка литейных форм и финишная обработка отливок
Заливка литейных форм.
Выбивка отливок.
Очистка отливок.
Обрубка и зачистка отливок.
Грунтование отливок.
Технический контроль и дефекты отливок
Технический контроль.
Дефекты отливок.
Термическая обработка отливок.
Литература6 708 раз скачали
Обновлено 26.12.2017 13:35
-
Анисимов Н.Ф., Благов Б.Н. Проектирование литых деталей. 1967г.
От
Владимир Светлый
Анисимов Н.Ф., Благов Б.Н.
Проектирование литых деталей.
М.: Машиностроение, 1967. — 272 с.: ил. — (Библиотека конструктора).
[postimg]5335883[/postimg]
В справочнике приведены основные сведения по конструированию литых деталей из чугуна, стали, цветных металлов и сплавов, рассмотрены вопросы конструирования деталей, получаемых литьем в песчаные, металлические и оболочковые формы, под давлением, по выплавляемым моделям, а также по проектированию литосварных изделий. Рекомендации даны с учетом технологичности, экономии металла, уменьшения затрат на механическую обработку. Кроме того, книга содержит сведения по литейным сплавам и их заменителям.
Справочник входит в серию «Библиотека конструктора». Он предназначен для конструкторов-машиностроителей, а также для студентов, аспирантов и преподавателей втузов. (Таблиц 139. Иллюстраций 283, Библиографий 83).
Общие сведения
Способы литья и их применение.
Классификация отливок по сложности.
Стоимость изготовления отливок.
Классификация отливок по весу.
Определение веса отливки.
Точность размеров и чистота поверхности.
Допуски на размеры отливок из черных металлов.
Допуски на размеры отливок из жаропрочных и нержавеющих сплавов.
Допуски на размеры отливок из цветных сплавов.
Простановка размеров на чертежах.
Технические требования к отливкам.
Выбор марки литейного сплава
Чугун.
Сталь.
Медные сплавы.
Алюминиевые литейные сплавы.
Магниевые литейные сплавы.
Сплавы-заменители.
Механические характеристики и допускаемые напряжения.
Конструирование деталей, отливаемых в песчаные формы
Внешняя форма литой детали.
Конструктивные уклоны.
Использование принципа направленного затвердевании.
Использование принципа одновременного затвердевания.
Толщина стенок.
Переходы и сопряжения стенок.
Радиусы закруглений.
Детали с ребрами жесткости.
Бобышки, платики, приливы и пальцы.
Уступы и пазы.
Втулки и фланцы.
Отверстия-окна.
Отверстия под крепежные детали.
Маховики, шкивы, зубчатые колеса, звездочки.
Сопрягаемые детали.
Предотвращение коробления и трещин.
Внутренние полости детали.
Предотвращение газовых раковин.
Влияние положения при заливке.
Установка прибылей.
Упрощение модели и ликвидация стержней.
Сокращение операций обрубки и очистки.
Детали, обрабатываемые на станках.
Экономия металла.
Приспособления для транспортирования.
Конструирование деталей, отливаемых специальными способами
Литье под давлением.
Особенности конструирования деталей.
Конструктивные элементы деталей.
Конструирование деталей, подвергаемых гальваническим покрытиям.
Литье в металлические формы (в кокили).
Особенности конструирования деталей.
Конструктивные элементы деталей.
Литье по выплавляемым моделям.
Особенности конструирования деталей.
Конструктивные элементы деталей.
Литье в оболочковые (корковые) формы.
Основные рекомендации по конструированию деталей.
Разработка чертежа литой детали.
Конструирование армированных отливок
Конструирование лито-сварных деталей
Выбор материала.
Методы конструирования.
Примеры конструирования.
Литература691 раз скачали
Обновлено 19.12.2017 16:39
-
Владимиров Л.П. Что такое литье? М.: Машиностроение, 1981г.
От
Владимир Светлый
Владимиров Л.П.
Что такое литье?
М.: Машиностроение, 1981. — 136 с.: ил. — (серия «Кем быть?»).
Эта книга — для молодежи. Ее автор — известный литейщик профессор Л. П. Владимиров — популярно рассказывает об одной из увлекательнейших профессий — о профессии литейщика.
Молодые читатели узнают о том, как была получена первая отливка. какую решишь играют металлы и отливки из них в жизни человеческого общества.
В книге увлекательно рассказывается о прошлом, настоящем и будущем одной из важнейших отраслей машиностроения — литейном производстве.
Читатели узнают, почему литейщики окружены в нашей стране почетом и уважением, какие льготы установлены для литейщиков и для поступающих учиться па литейные специальности.
Профессии и судьбы
Героизм берет истоки не из профессии.
Каким быть?
Об одной из увлекательнейших профессий.
Что такое литье?
Оглянитесь вокруг.
Выдающиеся произведения искусства.
Отливки у нас дома.
От сверлильного станка до космического корабля.
Так что же такое литье?
Как придать металлу нужную форму.
Из чего же делают отливки?
Фундамент цивилизации
Металлы в семье элементов.
Чем металлы отличаются от неметаллов.
Металлы в земной коре.
Главный металл эпохи.
Металлы в океане.
Растения — разведчики руд.
Сколько в мире производят металлов?
Из истории железа.
Тайны прошлого раскрывают находки.
Железо из космоса.
Нераскрытые тайны.
Литье в прошлом
Как была изготовлена первая отливка.
Как развивалось литейное производство.
Литье в петровскую эпоху.
Русские колокола.
Мастера «великих стрельб».
Нерусские заводы на русской земле.
Литье-сегодня
Уровень производства.
Литейная технология.
Плавка.
Формовка.
Чугун необычайной прочности.
Многообразны способы литья.
Автоматизация литья.
Немного о будущем литья
Цехи и заводы.
Будущее формовки.
Плавка и транспортировка металла.
Как будут очищать отливки.
Заводы-автоматы.
Новые способы литья.
Профессии литейщиков
Рабочие профессии в литейном производстве.
Какими знаниями и качествами должно обладать работники литейных цехов.
Профессии, вызывающие почет и уважение.
Льготы для литейщиков.
Подготовка кадров для литейного производства
Подготовка рабочих кадров.
Подготовка техников-литейщиков.
Подготовка инженеров-литейщиков.
Льготы для литейщиков при поступлении в институт.
Что читать о литейном производстве?177 раз скачали
Обновлено 13.11.2017 20:00
-
Курдюмов А.В., Пикунов М.В., Чурсин В.М. Литейное производство цветных и редких металлов. 1982г.
От
Мастер-Гремлин
Изложены современные представления о физико-химических процессах, протекающих при плавке сплавов, заполнении литейных форм и затвердевании отливок, рассмотрены технологические процессы изготовления слитков и фасонных отливок, описано современное оборудование, применяемое в литейных цехах.
283 раза скачали
Обновлено 28.08.2017 08:39
-
Курдюмов А.В., Пикунов М.В., Чурсин В.М., Бибиков Е.Л. Производство отливок из сплавов цветных металлов. Учебник для вузов. — М.: Металлургия, 1986. — 416 с.: ил.
От
Владимир Светлый
Курдюмов А.В., Пикунов М.В., Чурсин В.М., Бибиков Е.Л.
Производство отливок из сплавов цветных металлов.
Учебник для вузов. — М.: Металлургия, 1986. — 416 с.: ил.
В учебнике приведены физико-химические свойства цветных металлов и сплавов, изложены современные представления о взаимодействии металлических расплавов с газами, футеровкой и флюсами, защите расплавов от взаимодействия с окружающей средой, рафинировании от металлических и газовых примесей и неметаллических включений, модифицировании. Описаны оборудование и технология изготовления фасонных отливок и слитков из алюминиевых, магниевых, медных, никелевых, титановых, цинковых и других сплавов с учетом новейших достижений данной области. Рассмотрены вопросы охраны труда и защиты окружающей среды.765 раз скачали
Обновлено 19.01.2017 17:39
В разделе библиотеки Литье под давлением представлены ссылки на книги, справочники, учебные пособия, а также отдельные текстовые файлы и таблицы по теме. Все книги по данной тематике можно скачать бесплатно в формате DJVU или PDF. При необходимости, программу для прочтения DJVU можно скачать здесь.
Внимание: На нашем сайте размещена исключительно ссылка на скачивание файла, размещенного в сети интернет. Сами файлы НЕ НАХОДИТСЯ НА портале MPlast.by!
Тем не менее Если Вы являетесь Автором и (или) Правообладателем соответствующих материалов и возражаете против их размещения на нашем ресурсе, или (наоборот) Вы хотели бы предоставить для размещения Ваши авторские материалы — обязательно сообщите нам (info@mplast.by)!
Дополнительные подробности и возможные варианты решения вопросов смотрите в разделе Ограничение ответственности.
Скачать книги по теме “Литье под давлением”:
- Бихлер Детали из пластмасс – отливать без дефектов (djvu)
- Бихлер Параметры процесса литья под давлением (djvu)
- Брагинский.Точное литье изделий из пластмасс. 1977_(pdf)
- Видгоф Н.Б. Основы конструирования литьевых форм для термопластов (djvu)
- Газовое литьё (буклет)_(pdf)
- Калинчев Справочное пособие для эффективного литья пластмасс под давлением (djvu)
Поиск по разделу Литература:
• Виброформование полимеров (Н.И. Басов, С.А. Любартович, В.А. Любартович,1979 год)
• Как делать литьевые формы? (Георг Мендес, 2007 год)
• Конструирование литьевых форм в 130 примерах (Гастров, 2006)
• Литье под давлением (Беккер М.Б,1990год)
• Основы переработки термопластов литьем под давлением (Лапшин,1974)
• Основы технологии переработки пластмасс (Власов С. В., Кандырин Л. Б., Кулезнев В. Н.) 2004 год
• Производство изделий из полимерных материалов (Крыжановский В.К., Кербер М.Л., Бурлов В.В., Паниматченко А.Д.)
• Свойства и переработка термопластов, (Калинчев Э.Л., Саковцева М.Б.), 1983 год
• Технологическая подготовка процессов формования изделий из пластмасс Филатов В.И., Корсаков В.Д.
Независимо от того, являетесь ли вы новичком в области переработки полимеров, пытаетесь создать свой следующий проект или являетесь инженером, чтобы полностью понять процесс литья под давлением, вы должны сначала понять основы того, как все это работает. В этой статье мы попытаемся сделать описание процесса литья как можно более простым, чтобы помочь вам узнать все, что входит в формование пластиковых деталей.
Что такое литье под давлением?
Литье под давлением — наиболее распространенный производственный процесс для изготовления пластмассовых деталей. Процесс включает в себя проектирование продукта, оснастку пресс-формы, а затем производство гранул пластикового полимера и использование давления для их впрыскивания в пресс-форму.
Процесс литья пластмасс под давлением
Чтобы сделать его максимально простым и понятным, мы разделили процесс литья пластмасс под давлением на 3 части:
- Инженерное проектирование продукта
- Проектирование и разработка пресс-форм
- Производственный процесс
Инженерное проектирование продукта
Когда дело доходит до производства детали, изготовленной методом литья под давлением, конструкция детали является абсолютно важной. Вы должны убедиться, что деталь разработана с учетом процесса литья под давлением.
Некоторые важные элементы конструкции продукта включают:
- Однородная толщина стенок во избежание вмятин и пустот
- Углы уклона, чтобы деталь могла эффективно вытолкнуть изделие из формы
- Определение выбора материала на этапе проектирования критически важно для обеспечения соответствия эксплуатационным характеристикам, поскольку каждый материал имеет разную усадку, плавление и скорость потока, изменение материала может привести к ухудшению характеристик деталей или выходу за пределы допуска.
Другой аспект конструкции продукта, который часто упускается из виду, — это допуск детали для литья под давлением. Есть много причин, по которым допуски на детали, полученные литьем под давлением, шире, чем у металла, например, степень усадки не является однородным процентом (они являются средними), расположение инструмента (закрытие против фиксированных размеров), толщина стенки, место впрыска, давление и поток материала — все это играет жизненно важную роль для многократного повторения. Кто угодно может сделать хорошую деталь один раз, но то, кто может сделать 100 000 или 1 000 000 единиц с возможностью повторения, — вот что важно в производстве.
Проектирование и разработка пресс-форм
Качество детали начинается с качественной пресс-формы. Распространенная ошибка, которую мы все совершаем при покупке нового компонента, полученного литьем под давлением, — это попытаться сократить углы, чтобы снизить затраты на пресс-форму. Если инструмент построен неправильно, у вас могут возникнуть проблемы с качеством в будущем, это может занять 1 месяц, 6 месяцев или 2 года.
Чтобы предотвратить дефекты и соответствовать определенным требованиям к качеству, вы и ваш инструментальный мастер должны работать вместе, чтобы разработать форму, которая будет правильно изготавливать детали, которые вам нужны. Это сложная задача, поскольку конструкция пресс-формы иногда требует изменения конструкции детали.
Инструменты обычно изготавливаются из закаленной инструментальной стали или алюминия, в зависимости от того, что вам нужно. Алюминиевый инструмент обычно используется для создания прототипов или когда требуется небольшое количество деталей. Сталь — более дорогой материал, но, как правило, самый долговечный из двух вариантов. Производители, которым требуется более 10 000 деталей, почти всегда будут использовать стальную форму.
Элементы конструкции пресс-формы:
- Расположение литника / желоба: это один из наиболее важных факторов, которые следует учитывать на этапе заполнения процесса закачки.
- Линии охлаждающей жидкости: неправильное размещение или недостаточное количество охлаждающих линий приводит к увеличению продолжительности цикла и короблению
- Термоусадка: Усадка обычно составляет от 0,4 — 2% и должны быть приняты во внимание проектировщиком пресс — формы. Точная величина усадки зависит от нескольких факторов, включая материал, условия процесса и расположение затвора.
- Допуски деталей: допуски и требования к рабочим характеристикам критически важно определить перед запуском. Это влияет на конструкцию инструмента, влияет на то, где оставаться «безопасным», куда вводить материал и куда выбрасывать материал. Мы видим все больше и больше деталей, которые проектируются с использованием допусков на металл, что приводит к увеличению затрат и значительному увеличению сроков выполнения заказа. Деталь с превышением допуска может увеличить или уменьшить бюджет инструмента из-за дополнительных шагов, этапов или необходимых проверок качества.
Недостатки литья под давлением:
- Высокие затраты на оборудование: Стоимость пресс-формы зависит от количества необходимых деталей (сколько полостей потребуется), сложности детали и размера детали. В то время как инструменты для изготовления прототипов с одной полостью могут стоить от 3000 до 10000 долларов, в автомобильной промышленности инструменты для литья под давлением могут варьироваться от 10000 до 100000 долларов и более. Это очень сложные инструменты, которые изготавливаются из больших блоков закаленной стали и долго изготавливаются вручную.
- Длительное время выполнения: как и стоимость пресс-формы, время выполнения заказа зависит от сложности детали, ее размера и требований к полости. Большинству компаний также требуются прототипы перед окончательным утверждением серийных изделий, что лишь увеличивает время окончательного выполнения заказа. Как правило, вы увидите, что простая форма может быть готова к использованию через 2–4 недели, а сложный инструмент может занять примерно 6–10 недель.
- Трудность изменения: поскольку пресс-формы сделаны из стали или алюминия, внести изменения может быть довольно сложно. Если вы хотите немного увеличить размер детали, вы всегда можете увеличить полость, отрезав металл. Но если вы хотите сделать деталь меньше, вам нужно уменьшить размер полости пресс-формы, что потребует добавления в нее стали или алюминия. Это сложный процесс, и иногда вам придется начинать заново и отказываться от исходной формы. Вот почему очень важно сначала использовать прототип пресс-формы.
Производственный процесс
Чтобы сделать процесс производства максимально простым, мы разбили его на 5 этапов. Каждый этап важен и играет жизненно важную роль в проектировании деталей и пресс-форм. 5 этапов производственного процесса литья пластмасс под давлением включают в себя:
-
1 — Стадия наполнения / плавления: процесс литья под давлением начинается с заполнения бункера пластиковыми гранулами, которые подаются в цилиндр шнека литьевой машины. Кольцевые нагреватели помогают расплавить гранулы, но на самом деле в большей степени пластик плавится из-за его уплотнения коническим винтом шнека. Это потому, что гранулы «трутся» друг о друга, выделяя чистое тепло. К концу гранулы переходят в расплавленное состояние.
-
2 — Этап впрыска / упаковки: Затем винт проталкивает расплавленный пластик в полость формы, где он принимает форму и начинает этап охлаждения. Этот этап важен, потому что при недостаточном давлении полость не будет заполнена полностью, что приведет к проблемам с качеством
-
3 — Стадия охлаждения: Линии охлаждающей жидкости, обычно заполненные водой, проходят через форму для поддержания температуры формы, что помогает быстрее охладить деталь. Это очень важно, поскольку фаза охлаждения является наиболее трудоемкой стадией цикла литья под давлением из-за изоляционных свойств пластика. Когда пластик охлаждается и затвердевает, он дает усадку (так называемая «усадка пресс-формы»). Усадка обычно составляет от 0,4 до 2% и должна быть принята во внимание разработчиком пресс-формы. В зависимости от используемого материала вам может потребоваться охладить форму или нагреть форму с помощью патронных нагревателей или горячего масла.
-
4 — Этап выталкивания: после охлаждения форма открывается, и пластиковая часть выталкивается встроенными в нее выталкивающими штифтами. Если вы посмотрите на большинство пластиковых деталей, лежащих у вас в доме, скорее всего, вы сможете найти следы от выталкивающих штифтов. Затем форма снова закроется, чтобы повторить процесс.
-
5 — Стадия после выталкивания: одна из последних стадий этого процесса — когда оператор станка должен отломать литник, направляющую или заслонку от формованной детали, скручивая или отрезая их вручную, в зависимости от конструкции пресс-формы. Система горячеканальной пресс-формы со спиральными и гибкими нагревателями фактически исключает наличие желобов и литника, что также устраняет отходы. К сожалению, горячеканальная система делает пресс-форму более дорогой.
Заключение
Литье пластмасс под давлением за прошедшие годы значительно улучшилось, и это фантастический способ крупномасштабного производства компонентов с минимальными трудозатратами. Хотя это кажется относительно простым процессом плавления пластиковых гранул и впрыска в полость формы, существует так много критических элементов конструкции, инструментов и производственного процесса, которые потребуют от вас работы, а также от литьевого формовщика, который знает, как удовлетворить ваши потребности и особые требования.
Мы производим кольцевые и плоские нагревательные элементы для цилиндров термопластавтоматов, а также спиральные, патронные и гибкие ТЭНы для пресс-форм. По всем вопросам обращайтесь к нам по электронной почте или просто звоните по телефону прямо сейчас.
Из-за высокой стоимости оборудования, литье под давлением традиционно считается производственным процессом только для массового производства. Но 3D-печать для изготовления пресс-форм для литья под давлением позволит вам производить высококачественные и воспроизводимые модели для прототипирования и мелкосерийного производства.
В этом руководстве подробно рассказано, как использовать напечатанные на 3D-принтере пресс-формы для литья под давлением как на настольных, так и на промышленных машинах. С их помощью вы сможете эффективно и недорого изготавливать сотни функциональных прототипов и моделей, которые ускоряют разработку продукта, сокращают затраты и время выполнения, а также выводят лучшие продукты на рынок.
Литье под давлением — один из основных процессов производства изделий из пластмасс. Это экономичная и воспроизводимая на высоком уровне технология, позволяющая получать модели отличного качества для крупносерийного производства. Она широко используется для массового производства идентичных моделей с жесткими допусками.
Литье под давлением — это быстрый и интенсивный процесс, во время которого высокая температура и давление позволяют впрыскивать расплавленный материал внутрь пресс-формы. Вид расплавляемого материала зависит от объема производственного проекта. Самые популярные материалы — различные термопластики, такие как ABS, PS, PE, PC, PP или TPU. Однако для литья под давлением также можно применять металлы и керамику. Пресс-форма содержит полость, в которую впрыскивается расплавленный материал. Она позволяет точно воспроизвести конечные характеристики модели.
Пресс-формы обычно изготавливаются из металла на станке с ЧПУ или посредством электроискровой обработки. Это дорогие промышленные методы, требующие специализированного оборудования, высококачественного программного обеспечения и квалифицированной рабочей силы. В результате, изготовление металлической пресс-формы обычно занимает от четырех до восьми недель и стоит от 2000 до 100 000 долларов США в зависимости от формы и сложности модели. Чтобы упростить создание пресс-форм для мелкосерийного изготовления моделей с помощью обычных металлов, подвергаемых обработке, необходимо потратить много средств, времени и трудозатрат, а также приобрести специализированное оборудование. Все это делает литье под давлением в требуемом масштабе недоступным для многих. Однако существуют альтернативные способы обработки пресс-форм из металла на станке. Пресс-формы для литья под давлением, для прототипирования и мелкосерийного производства, созданные с помощью 3D-печати, позволяют снизить затраты и время изготовления по сравнению с производством пресс-форм из металла, и получить при этом высококачественные, воспроизводимые изделия.
В этом видео мы вместе поставщиком услуг литья под давлением Multiplus покажем вам все этапы процесса литья под давлением с использованием напечатанных на 3D-принтере пресс-форм.
Настольная 3D-печать — это мощное решение для быстрого и недорогого изготовления форм для литья под давлением. Она требует ограниченного количества оборудования, сокращая время работы ЧПУ и квалифицированных операторов и освобождая их для выполнения других важных задач. Производители получат преимущества от скорости и гибкости собственной 3D-печати при создании пресс-формы и сочетания ее с мощностью промышленного литья под давлением. В результате изготавливать серию единиц продукции из обычных термопластиков можно будет за считанные дни. 3D-принтеры могут создавать даже такие формы, которые было бы сложно изготовить традиционным способом. Их можно использовать как на настольных, так и на промышленных установках для литья, что позволяет командам разработчиков реализовать самые инновационные идеи. Еще одно преимущество: прежде чем вкладывать средства в инструментальную оснастку, можно создать итерацию конструкции и протестировать материал для конечного использования.
При правильном использовании напечатанные на 3D-принтере пресс-формы обеспечивают все эти преимущества, но есть и некоторые ограничения. Не следует ожидать от напечатанной на 3D-принтере пресс-формы из полимера такой же производительности, как от изготовленной на станке пресс-формы из металла. В пластике теплопередача происходит медленнее, поэтому требуется больше усилий для обеспечения соответствия критическим размерам и больше времени для охлаждения. Кроме того, напечатанные пресс-формы легче ломаются под воздействием тепла и давления. Тем не менее, компании по всей отрасли продолжают внедрять напечатанные на 3D-принтере пресс-формы в свои краткосрочные рабочие процессы литья под давлением. Это позволяет им быстро производить от сотен до тысяч деталей. Независимо от того, хотите ли вы проектировать функциональные прототипы из материалов для конечного использования, изготавливать детали во время пилотного производства или создавать мелкосерийные или нестандартные модели для конечного использования, литье под давлением в пресс-формах, напечатанных на 3D-принтере — экономичный и быстрый способ производства моделей в ограниченных количествах.
Стереолитографическая 3D-печать (SLA) — отличный выбор для литья под давлением. Она обеспечивает гладкую поверхность и высокую точность переноса пресс-формы на готовую модель, а также легкое извлечение из пресс-формы. Напечатанные с помощью стереолитографический 3D-печати модели химически связаны таким образом, что они полностью плотные и изотропные. В итоге по качеству функциональные пресс-формы превосходят по качеству моделирование методом наплавления. Настольные стереолитографические принтеры компании Formlabs просты в установке, эксплуатации и обслуживании, поэтому легко интегрируются в любой рабочий процесс литья под давлением.
Сердечник напечатанной на 3D-принтере литьевой пресс-формы, собранный с металлической оболочкой пресс-формы.
Являясь альтернативой среднесерийному производству от 500 до 10 000 деталей, обработка пресс-форм из алюминия на станке позволит снизить постоянные затраты на производство. Обработка алюминия выполняется в пять-десять раз быстрее, чем обработка стали, а также приводит к меньшему износу оборудования. В результате время выполнения заказа сокращается, а затраты снижаются. Кроме того, алюминий проводит тепло лучше, чем сталь, что снижает потребность в охлаждающих каналах и позволяет производителям упростить процесс проектирования пресс-формы при одновременном сохранении такой же небольшой продолжительности цикла.
Ниже представлены различные методы литья под давлением и типы пресс-форм, которые обеспечивают наиболее эффективный процесс и самые низкие затраты на модель в зависимости от объема производства:
| Мелкосерийное литье под давлением в пресс-формах | Среднесерийное литье под давлением в пресс-формах | Крупносерийное литье под давлением в пресс-формах | |
|---|---|---|---|
| Метод | Собственное производство пресс-форм и собственное литье под давлением | Изготовление пресс-форм и литье под давлением сторонними организациями | Изготовление пресс-форм и литье под давлением сторонними организациями |
| Необходимое оборудование | 3D-принтер, настольный аппарат для литья под давлением | — | — |
| Пресс-форма | Напечатанная на 3D-принтере пресс-форма из полимера | Изготовленная на станке пресс-форма из алюминия | Изготовленная на станке пресс-форма из стали |
| Стоимость пресс-формы | Менее 100 долларов США | От 2000 до 5000 долларов США | От 10 000 до 100 000 долларов США |
| Срок изготовления конечных моделей | 1–3 дня | 3–4 недели | 4–8 недель |
| Идеальный объем производства | Меньше 500 | От 500 до 10 000 | Больше 5000 |
| Способы применения | Быстрое прототипирование Нестандартное литье под давлением Литье под давлением небольших партий изделий |
Литье под давлением небольших партий изделий | Массовое производство |
Тип литьевого пресса не оказывает значительного влияния на процесс мелкосерийного литья под давлением. Традиционные крупные промышленные аппараты для литья под давлением также могут использоваться с напечатанными на 3D-принтере пресс-формами. Однако эти машины стоят дорого, имеют строгие требования к оборудованию и требуют квалифицированной рабочей силы. В результате большинство предприятий передают средне- и крупносерийное производство сторонним поставщикам услуг и контрактным производителям.
Если у вас мало опыта в литье под давлением и вы хотите опробовать этот метод без излишних затрат, рекомендуем использовать настольную литьевую машину, такую как Holipress или Galomb Model-B100. Автоматизированное оборудование для мелкосерийного литья под давлением, такое как настольная машина Micromolder или гидравлическая машина Babyplast 10/12, — достойная альтернатива для среднесерийного производства мелких моделей.
Хотите узнать о факторах, влияющих на общую стоимость литья под давлением? Ознакомьтесь с нашим полным руководством.
Технический доклад
Скачайте наш технический доклад, чтобы узнать о том, как использовать пресс-формы, напечатанные на 3D-принтере, для литья под давлением. Это поможет вам сократить расходы и время подготовки заказа. Также ознакомьтесь с реальными примерами применения 3D-печати компаниями Braskem, Holimaker и Novus Applications.
Читать технический доклад
Рабочий процесс для мелкосерийного литья под давлением состоит из семи этапов:
Спроектируйте пресс-форму для своей модели в любом программном обеспечении САПР. Придерживайтесь общих правил проектирования для аддитивного производства и проектирования пресс-форм. Рекомендации по проектированию напечатанных на 3D-принтере пресс-форм из полимера можно найти в нашем техническом докладе.
Загрузите свой проект в PreForm, программное обеспечение для подготовки к печати от Formlabs. Подготовьте модель к печати и отправьте ее на свой 3D-принтер Formlabs.
Выберите материал для 3D-печати и приступайте к печати. Rigid 10K Resin с высотой слоя 50 микрон — идеальный выбор для большинства проектов пресс-форм. В нем сочетаются высокая прочность, жесткость и устойчивость к воздействию температур.
По возможности рекомендуется распечатывать пресс-форму прямо на рабочей платформе без каких-либо поддерживающих структур для снижения деформации.
После промывки и финальной полимеризации ваша напечатанная на 3D-принтере пресс-форма готова к интеграции в процесс литья под давлением.
Перед сборкой вы можете обработать пресс-форму для достижения критических размеров разными способами: с помощью ручной шлифовки, настольной машины или станка с ЧПУ.
Рекомендуется поместить напечатанную пресс-форму в стандартный металлический каркас или формовочный блок, чтобы гарантировать ее функциональность под высоким давлением и продлить срок службы напечатанного изделия. Аккуратно соберите напечатанную на 3D-принтере пресс-форму внутри металлического каркаса. При необходимости добавьте выталкивающие штифты, вставки, детали побочного действия и другие компоненты.
Установите собранную пресс-форму в аппарат для литья под давлением.
Вставьте пластиковые гранулы, задайте необходимые настройки и начните производство.Рекомендуется снизить силу зажима пресс-формы, особенно если напечатанная форма не защищена металлическим каркасом.
С помощью пресс-форм, напечатанных на 3D-принтере, можно отлить модели из различных материалов: TPE, PP, PE, ABS, POM, ASA, PA, PC или TPU.
Чтобы определить идеальные условия процесса, может потребоваться несколько снимков. Необходимо учесть множество факторов, включая геометрию модели, выбор пластика, температуру и давление литья и др.
По возможности понизьте давление и температуру литья.
С помощью одной напечатанной пресс-формы пользователи Formlabs обычно отливают сотни деталей из простых в обработке пластмасс, таких как TPE, PP и PE, с температурами до 250 °C. При использовании пластмасс, требующих более высокой температуры литья, например полиамида или поликарбоната, напечатанная на 3D-принтере форма может иметь более короткий срок службы.
Ознакомьтесь с нашей документацией по условиям процесса, чтобы увидеть результаты испытаний настольных и промышленных аппаратов для литья под давлением.
Время охлаждения пресс-формы из полимера больше, чем у пресс-формы из металла, поскольку теплопередача в пластмассе происходит медленнее, чем в металле. В связи с этим не рекомендуется добавлять охлаждающие каналы к вашей напечатанной пресс-форме.
Вместо этого охлаждение можно ускорить при помощи сжатого воздуха или сменных штабелей.
Извлеките модель вручную или автоматически с помощью выталкивающих штифтов. Нанесите разделительный агент для термопластиков с высокой вязкостью. Смазки для пресс-форм широко доступны, а силиконовые смазки для пресс-форм, например Slide или Sprayon, совместимы с полимерами Formlabs.
Три основные области применения мелкосерийного литья под давлением в пресс-формах — это быстрое прототипирование, литье под давлением небольших партий изделий и литье под давлением по запросу или индивидуальному заказу.
Быстрое прототипирование позволяет компаниям превращать идеи в рабочие доказательства концепции, трансформировать концепции в высококачественные прототипы, которые выглядят и работают, как готовые продукты, и проводить испытания продуктов для запуска в массовое производство.
В целом, 3D-печать — самый распространенный способ создания быстрых прототипов. Однако на более поздних этапах процесса разработки часто возникает необходимость в производстве несколько больших объемов идентичных прототипов с использованием тех же материалов и тех же производственных процессов, что и для конечных моделей. Затем эти прототипы можно использовать в бета-тестировании и полевых испытаниях. Сочетание напечатанных на 3D-принтере пресс-форм с литьем под давлением позволяет производителям быстро и эффективно разрабатывать функциональные прототипы и ускорять процесс разработки продукта.
Например, французский стартап Holimaker разрабатывает ручной аппарат для литья под давлением. С его помощью инженеры и дизайнеры могут обрабатывать пластмассовые модели на своем рабочем столе в небольших количествах для создания прототипов, пилотного производства или даже для изготовления ограниченной серии конечных моделей.
Компания предлагает своим клиентам технико-экономические обоснования с использованием напечатанных на 3D-принтере пресс-форм для быстрого изготовления моделей по доступной цене. Это позволяет ее клиентам быстро создавать проекты прототипов по доступной цене и оценивать окончательные производственные условия на этапе пилотного производства при внедрении нового продукта.
Предсерийные прототипы шипов на этих футбольных бутсах были отлиты под давлением в напечатанных на 3D-принтере пресс-формах с использованием трех различных термопластиков: POM (180 °C), PA 6,6 (270 °C), PP (210 °C).
Используя тот же метод производства, включая проектирование пресс-формы и выбор материала, эти модели можно испытать в полевых условиях и убедиться, что они готовы к серийному производству. Затем напечатанные на 3D-принтере пресс-форм можно легко адаптировать для инструментальной стали во время массового производства.
Используя напечатанные на 3D-принтере пресс-формы, Holimaker удалось сократить время производства пресс-форм для процесса литья под давлением до 24 часов, и сегодня сотрудники компании используют напечатанные на 3D-принтере пресс-формы в 80–90 % своих проектов.
Литье под давлением небольших партий изделий дает производителям возможность выпускать лимитированные серии моделей для конечного использования для продуктов, которые производятся только в ограниченных количествах, или изготавливать пилотную серию продукта для тестирования на рынке, прежде чем начинать широкомасштабные инвестиции.
Использование мелкосерийного литья под давлением дает возможность изготавливать точные и воспроизводимые модели конечного использования без высоких постоянных затрат, связанных с традиционным литьем под давлением.
Multiplus — это поставщик решений для литья под давлением из Шэньчжэня. Он предлагает полный производственный цикл, от проектирования до производства пластмассовых изделий, и ежегодно предоставляет услуги более чем 250 клиентам, в том числе некоторым компаниям из списка Fortune 500. Некоторым из этих клиентов требуется мелкосерийное производство, которое наряду с литьем под давлением традиционно является дорогостоящим и трудоемким из-за сложности изготовления инструментальной оснастки.
Недавно отлитые под давлением корпуса блока управления АБС с использованием напечатанных на 3D-принтере пресс-форм.
Спрос на мелкосерийное производство начал расти, поэтому Multiplus решил с помощью 3D-печати исследовать разные материалы, чтобы найти рентабельный способ производства более дешевых пластиковых пресс-форм для небольших заказов и пилотного производства. Мелкосерийное литье под давлением в пресс-формах с помощью 3D-принтеров Formlabs сокращает затраты, труд и время по сравнению с обработкой алюминиевых пресс-форм на станках и может легко использоваться с промышленными аппаратами для литья под давлением Babyplast.
Литье под давлением по запросу или индивидуальному заказу может потребоваться для изготовления деталей для конечного пользования с индивидуальными параметрами для конкретных целей, таких как человеческий фактор, область применения или особый случай, причем часто в сжатые сроки. При ограниченных объеме и/или сжатых сроках традиционное литье под давлением с использованием инструментальной оснастки неэффективно и нецелесообразно. В таких случаях идеальным решением станет мелкосерийное литье под давлением с использованием напечатанных на 3D-принтере пресс-форм для ускорения процесса производства нестандартных моделей.
Пример Braskem, одной из ведущих мировых нефтехимических компаний, подчеркивает необходимость использования напечатанных на 3D-принтере пресс-форм для быстрого выполнения заказов по запросу. Во время первой волны пандемии COVID-19 компании потребовалось создать тысячи ушных петель для масок, чтобы обеспечить защиту своих сотрудников по всему миру. Braskem признала литье под давлением идеальным методом для производства моделей. Но без использования своей 3D-печати ей пришлось бы обратиться к сторонней компании за изготовлением дорогой пресс-формы из металла, что стоило бы команде денег и драгоценного времени.
Braskem использовала напечатанную на 3D-принтере пресс-форму в сочетании с традиционным промышленным аппаратом для литья под давлением, чтобы быстро изготовить ушные петли для масок.
Для печати пресс-формы для ушных петель команда Braskem использовала литье под давлением с использованием 3D-принтера Formlabs Form 3 и полностью электрический аппарат для литья под давлением Cincinnati Milacron 110 Ton Roboshot для разработки модели петель.
С помощью 3D-печати команда изготовила тысячи ушных петель в течение недели после получения электронного письма от вице-президента и подготовила их к отправке в офисы по всему миру.
Ускорьте разработку продукции, сократите расходы и время подготовки заказа, а также выводите на рынок более качественную продукцию, используя 3D-печать и мелкосерийное литье под давлением.
Качество ваших изделий, производительность и эффективность производства зависит не только от технических характеристик и свойств вашего оборудования, его износа и качества вашего сырья, но и от качества и правильности эксплуатации пресс-формы. На долговечность работы пресс-формы влияют следующие факторы параметры литьевого цикла, условия использования, ремонта и хранения.
Правильная эксплуатация литьевой формы дает сразу несколько выгод:
- увеличивается срок ее использования, а значит и количество выпущенных на ней изделий,
- обеспечивается стабильное качество выпускаемых изделий,
- минимизируются простои производства в связи с поломками или дефектами.
Пресс-форма изнашивается и выходит из строя, когда меняются размеры формующей полости из-за шлифовок, изделие не соответствует ТЗ, направляющие пазы и отверстия ползунов и стержней сильно разработаны. При этом ремонт пресс-формы нецелесообразен, если его стоимость приближается к стоимости изготовления новой.
Чаще всего производители дают гарантии на пресс-формы, называя количество смыканий. Хорошая пресс-форма может отслужить 1 млн смыканий и даже больше, при условии, что не было серьезных шлифовок и доработок.
В этой статье поговорим о том, как правильно подготовить оснастку к установке, установить и настроить литьевой цикл, какие этапы проходит материал и что нужно делать, чтобы пресс-форма прослужила как можно дольше, а изделия были стабильно хорошего качества.
Подготовить форму к установке
Очень важно, чтобы пресс-форма и термопластавтомат подходили по размерам и усилие смыкания было оптимальным. Так вам не придется тратить много времени на ее установку и использовать дополнительные соединительные элементы.
Чтобы установка формы прошла беспрепятственно, заранее убедитесь, что она подходит под ваше оборудование. Иногда бывает, что производитель подбирает оборудование под пресс-форму, что неправильно и может повлечь за собой проблемы. Если вы подбираете пресс-форму под ваше оборудование и при проектировании учитываете все особенности, проблем с установкой не возникнет.
Вот, что нужно проверить:
- расстояние между колонн
- минимальная и максимальная высота пресс-формы
- ход толкателей
- ход подвижной плиты
- размер фланца,
а также проработать вопрос крепления формы к плитам машины и привязку системы толкания.
Как правильно установить пресс-форму
Чтобы установить пресс-форму, используйте грузоподъемный механизм, например, кран-балку нужной вам грузоподъемностью, вилочный погрузчик или таль.
Чтобы правильно установить пресс-форму:
- Необходимо зацепить и поднять пресс-форму чалками или крюком за рым-болт.
- Завести ее между колоннами ТПА.
- Прижать к неподвижной плите и убедиться, что центрирующее кольцо вошло в посадочное отверстие неподвижной плиты термопластавтомата. Это нужно делать при выключенном двигателе насоса ТПА.
- Далее зафиксировать форму относительно неподвижной плиты.
- Включить двигатель насоса ТПА, понизить давление и скорость смыкания пресс-формы.
- В ручном режиме медленно сомкнуть плиты.
- Затем выключить насос, прикрепить форму к подвижной плите ТПА.
- Отсоединить чалки или крюк, включить насос и в наладочном режиме начать регулировать высоту формы.
- После регулировки высоты установить ход раскрытия подвижной плиты, выставить параметры предохранения смыкания формы, скорости и давления.
- Подключить систему охлаждения или систему термостатирования.
- Закрыть форму, подвести узел впрыска до соприкосновения мундштука с литниковой втулкой пресс-формы по линейке или концевому выключателю, обеспечив прилегание сопла с втулкой путем регулирования узла пластикации.
Как выстроить цикл литья и за что отвечают основные параметры
После того как форма установлена, материал подготовлен, необходимо выставить технологические параметры для настройки литьевого цикла. Иногда нужно провести несколько пробных настроек, чтобы подобрать оптимальный набор настроек. Это может зависеть от особенностей сырья и требуемого изделия.
Смыкание
Усилие смыкания (запирания) пресс-формы достигается в узле смыкания термопластавтомата, измеряется в кН и отвечает за то, чтобы в результате впрыска не произошло произвольного открытия пресс-формы. Его конструкция имеет большой диаметр гидроцилиндра или коленно-рычажный механизм. Усилие запирания устанавливается так, чтобы превысить силу раскрытия формы во время впрыска и выдержки под давлением.
Температура
Температуры нагрева зон материального цилиндра выставляют в зависимости от перерабатываемого материала.
Один из основных показателей, который влияет на параметры литья — показатель текучести расплава. Он характеризует скорость расплавленного термопласта через капилляр стандартных размеров при заданных температуре и давлении. ПТР выражают в граммах выдавливаемого в течение стандартного времени (10 мин.) полимера.
Чем больше ПТР термопласта, тем меньше его вязкость. Для материалов с высоким ПТР температура находится в нижней зоне, для высоковязких с низким ПТР марок диапазон температур в верхней зоне.
Несколько важных замечаний при работе с температурой:
- Температура по зонам повышается от зоны загрузки к соплу.
- Нагрев материального цилиндра создается за счет нагревателей, контролируется термопарами.
- Необходимо соблюдать время, в течение которого полимер выдерживает температуру без термического разложения.
- Избегайте высоких температур.
Мощность и скорость нагрева также нужно учитывать при выборе ТПА, это влияет на стоимость производства и потребление электроэнергии. Инфракрасные нагреватели считаются более экономичными, так как помогают дольше удерживать тепло, по сравнению, например, с керамическими нагревателями. Термопластавтоматы Hyundai опционально могут быть оборудованы такими нагревателями.
Неверно выставленная температура напрямую влияет на снижение производительности. Если поставить очень высокую температуру, то материал перегорит, изделие будет с дефектами и потеряет свои физико-механические свойства. Если температура окажется недостаточной, то перемещать загустевший материал будет сложнее, этот процесс вызовет повышенную нагрузку на шнек, цилиндр, гидромотор и, в целом, на оборудование. Необходимо помнить, что каждый вид сырья имеет свой режим переработки и для правильной работы важно соблюдать технологию.
Впрыск
В узле впрыска пластицированный полимер подается в формующую полость формы и заполняет ее. Далее происходит выдержка под давлением, выдержка в процессе охлаждения и подготовка новой дозы.
Давление, масса, скорость, температуру впрыска, выдержку под давлением и декомпрессию устанавливают в зависимости характеристик оборудования и свойств конечного изделия. Если неверно настроить эти параметры, повышается нагрузка на пресс-форму и оборудование, что ускоряет их износ, увеличивается количество брака и увеличивается цикл, что снижает общую производительность.
Например, при настройке параметров важно точно подбирать скорость впрыска, чтобы полость пресс-формы заполнялась равномерно. Это убережет от дефектов на изделии, например, холодный спай происходит при низкой скорости впрыска.
Для дополнительного сокращения цикла и увеличения производительности также некоторые производители устанавливают опцию запирающегося сопла. То есть процесс забора новой дозы сырья происходит во время выдержки изделия в пресс-форме.
Выдержка
После того как материал заполнил полость пресс-формы, начинается стадия подпитки во время выдержки под давлением. Тем временем происходит усадка изделия.
Охлаждение изделия должно быть равномерным. Во время выдержки без давления материал окончательно затвердевает. Давление полимера в форме постепенно снижается.
Время на охлаждение детали – большая составляющая от общего цикла литья. В зависимости от перерабатываемого полимера и изделия, форма разогревается или охлаждается теплоносителем.
Поддержание температуры в форме влияет на качество и экономичность изготовления детали, это определяет, будет ли коробление и деформация изделия при извлечении.
Загрузка
После выдержки под давлением начинается загрузка сырья в цилиндр. Шнек, вращаясь вокруг своей оси, отводится назад, преодолевая давление и перемещая гранулы из зоны загрузки в зону пластикации.
Высокой однородности материала можно достигнуть за счет противодавления. А чтобы материал не вытекал из сопла самопроизвольно, применяют декомпрессию, когда шнек отводится назад после загрузки без вращения.
Раскрытие пресс-формы
После охлаждения коленно-рычажный механизм раскрывает форму, в этот момент подвижная плита отводится назад. Изделие извлекается за счет системы толкания или пневмосдува.
После извлечения детали цикл повторяется в полуавтоматическом или автоматическом режимах, что также зависит от изделия и конструкции формы.
Все режимы необходимо фиксировать в памяти контроллера или специальной карте литья. Это позволит быстро переналадить цикл, например, при смене пресс-формы или сырья.
Консервация литьевой формы
После отработки заданного количества изделий обязательно перекрывать воду, а каналы системы охлаждения продувать сжатым воздухом, чтобы не оставалось засорения. Каналы охлаждения и поверхность формообразующих должны быть сухими, иначе на них может налипнуть пыль. Также не забудьте смазать силиконовой смазкой формообразующие детали.
Как увеличить срок службы пресс-формы
На срок службы пресс-формы значительно влияет плавность смыкания и размыкания. При плавном движении плит, без резких толчков и посторонних шумов пресс-форма будет получать меньше ударной нагрузки.
Если изделие или литник остаются в форме после открытия, то необходимо выставлять параметры защиты пресс-формы. Перед запиранием выставляется «защита формы», давление смыкания подвижной части формы в этот момент уменьшается, и пройдя свободно ход защиты (5-10 мм до соприкосновения формообразующих) пресс-форма запирается с определенным усилием. Эта функция увеличивает срок службы формы, помогает предотвратить зависшие детали и попадание посторонних предметов.
Если все таки изделие не извлекается из формы, при работе используйте латунные и медные зубила и резиновый молоток.
Почему это важно
Для настройки идеальной работы оборудования и достижения идеальных изделий, конечно, стоит соблюдать множество правил, знать и понимать технологию литья пластмасс под давлением и бережно относиться к оборудованию и оснастке. Соблюдая эти рекомендации, вы сможете увеличить срок службы своей пресс-формы и предотвратить брак на изделии, что сэкономит вам финансы и время и увеличит рентабельность вашего производства.
Если вы сталкиваетесь с проблемами в запуске и наладке литьевого цикла, наши инженеры-наладчики с многолетним опытом работы, готовы провести для вас диагностику и консультацию по телефону, видеосвязи или, выехав на ваше производство.
Одним из наиболее часто используемых производственных процессов в мире является литье под давлением. Это производственный процесс, который включает заливку расплавленного материала, обычно пластика, металла или керамики, в форму. Как только материал остынет и затвердеет, его извлекают из формы и можно использовать или подвергать дальнейшей обработке.
В развивающемся мире кастомизации и персонализации наблюдается соответствующий рост популярности литья под давлением. Это потому, что он может создавать продукты с точными размерами и дизайном. Кроме того, процесс литья под давлением могут быть использованы для быстрого и эффективного массового производства продукции. Этот пост в блоге исследует основы Литье под давлением, его применение и преимущества. Итак, начнем!
Процесс литья под давлением
Когда мы слышим термин «литье под давлением», большинство из нас думает о пластиковые детали пользуемся ежедневно. Но литье под давлением может создавать детали из различных материалов, включая металлы, керамику и стекло. Процесс литья под давлением не ограничивается только одним сектором; он широко используется в медицинской, автомобильной, аэрокосмической и потребительской промышленности.

Рисунок 1: Процесс литья пластмасс под давлением
Процесс начинается в расплавленном состоянии, так как материал впрыскивается в полость формы. Полость обычно охлаждают, чтобы материал мог быстро затвердеть. После затвердевания деталь выталкивается из формы и может использоваться как есть или подвергаться дальнейшей обработке.
Основной технологический цикл литья пластмасс под давлением | Шаг за шагом

Рисунок 2: Научная схема процесса литья под давлением
Зная основные процессы литья пластмасс под давлением, вы сможете принимать взвешенные решения при работе с формовщик для литья пластмасс под давлением. Технологический цикл для пластиковой детали может варьироваться в зависимости от выбора материала и сложности детали, но обычно он делится на эти пять основных этапы:
-
Зажим
Перед инъекцией форма должна быть закрыта и зажата. Два металл половины пресс-формы закрываются со значительно большим давление чем требуется, чтобы держать их закрытыми во время циклов впрыска и охлаждения. Этот (сила) необходимо, потому что пластик поток фронт может оказывать огромное усилие на стенки формы по мере продвижения вперед. Каждая половина пресс-формы крепится к плитам пресс-формы. литьевая машина, один фиксированный и один подвижный. Подвижная плита прикреплена к гидравлическому или электрическому двигателю, который обеспечивает зажимное усилие.
-
Впрыск
Как только пресс-форма закрыта и зажата, шнек литьевой машины начинает вращаться, и пластиковое сырье подается в цилиндр. Винт проталкивает пластик через сопло в полость формы, где он начинает заполнять полость. Сырье необходимо подавать в виде пеллет или гранул. Шнек дозированно подает материал, а также плавит его. Затем расплавленный пластик под высоким давлением подается в полость формы.
-
Охлаждение
После заполнения полости форму необходимо охладить, чтобы деталь могла затвердеть. Время охлаждения зависит от используемого материала и размера детали. После того, как деталь затвердеет, ее можно извлечь из формы. температура пресс-формы контролируется циркуляцией воды по каналам в пресс-форме.
-
выбрасывание
После того, как деталь затвердеет, ее необходимо извлечь из формы. Процесс выталкивания варьируется в зависимости от типа используемой пресс-формы. Литник и литники выталкиваются вместе с деталью для пресс-формы холодного литника. Бегуны расплавляются и выталкиваются отдельно от детали горячеканальной пресс-формы.
-
Постобработка
После того, как деталь извлечена из пресс-формы, при необходимости ее можно подвергнуть дальнейшей обработке. Это может включать обрезку, покраску или другие операции. производственный процесс завершено, и деталь готова к использованию.
Типы оборудования, используемого в литье под давлением
Оборудование и компоненты необходимы в любом производственном процессе. Типы оборудования, используемого в литье пластмасс под давлением, предназначены для удовлетворения конкретных потребностей этого процесса. Каждый тип оборудования имеет уникальные особенности и преимущества, которые делают его идеальным для литья под давлением.

Рисунок 3: Детали машины для литья пластмасс под давлением
-
Блок впрыска
Узел впрыска — это часть машины, которая плавит пластик и впрыскивает его в форму. Он состоит из ствола, шнека, нагревателя и сопла. Цилиндр содержит пластиковый материал, который будет расплавлен и впрыснут в форму. Винт используется для продвижения пластикового материала через ствол и расплавления его. Этот блок отвечает за плавление и впрыскивание пластика в форму. Бункер также является частью этого узла, где пластиковый материал подается в бочку. Нагреватель помогает расплавить пластиковый материал. Сопло используется для впрыска расплавленного пластика в форму. Винт контролирует поток пластика.
-
Зажимной блок
Зажимной узел отвечает за удержание формы во время процесса впрыска. Он состоит из плиты, рычага и зажима. Платформа — это платформа, на которую устанавливается пресс-форма. Переключатель используется для приложения давления к пресс-форме во время впрыска. Зажим используется для удержания формы на месте во время впрыска. Двигатель с гидравлическим приводом используется для обеспечения мощности узла зажима. Оператор контролирует работу этого узла. Оператор начнет процесс впрыска, когда пресс-форма будет помещена в узел смыкания. Зажим будет удерживать форму на месте, пока в нее впрыскивается пластик.
-
Эжекторный блок
На последнем этапе эжектор удаляет форму из машины. Он состоит из выталкивающего штифта и выталкивающей пластины. Выталкивающий штифт используется для выталкивания пресс-формы из машины. Выталкивающая плита поддерживает форму, когда она выталкивается из машины. После того, как пластик остынет и затвердеет, пресс-форма будет извлечена из машины. композитный Процесс формовки завершен.
Это три центральных блока, которые используются при литье под давлением. Каждая единица имеет свое уникальное назначение и функцию. Литье под давлением – сложный процесс, требующий использования специального оборудования. Тип используемого оборудования будет зависеть от конкретных потребностей процесса литья под давлением. Чтобы гарантировать правильность процесса, важно использовать правильное оборудование.
Инструменты, необходимые для литья пластмасс под давлением
В процессе литья пластмасс под давлением используются формы, обычно изготавливаемые из стали или алюминия. нестандартная оснастка. Форма связана с пластик машина для литья под давлением, которая расплавляет пластик и впрыскивает его в форму. Как только пластик остынет и затвердеет, деталь выталкивается из формы.
Время цикла, или время, необходимое для впрыска расплавленного пластика, охлаждения пластика и извлечения детали, может варьироваться в зависимости от многих факторов, но обычно составляет от 7 до 120 секунд.
-
Штампы
Термин «штамп» часто используется взаимозаменяемо с «плесень». Однако пресс-формы и штампы — это два разных типа инструментов, используемых в процессе литья под давлением. Пресс-формы обычно используются для приложений с меньшим объемом, а штампы обычно используются для приложений с большим объемом.
-
Формы
Формы обычно изготавливаются из стали или алюминия и могут иметь одну или несколько полостей. Пресс-формы с одной полостью производят одну деталь за цикл, а пресс-формы с несколькими полостями могут производить несколько деталей за цикл. Пресс-формы могут быть разработаны для изготовления деталей с такими элементами, как резьба, выточки и защелки при литье под давлением. производство.
-
Каналы пресс-формы
Каналы пресс-формы — это проходы в пресс-форме, через которые расплавленный пластик течет для заполнения полостей. Конструкция каналов пресс-формы является важным фактором, определяющим общую эффективность процесса литья под давлением.
-
Полость
Полость — это отрицательное пространство в пресс-форме, определяющее форму детали. Полости могут быть как одиночными полостями, так и множественными полостями. Полости с одной полостью производят одну деталь за цикл, в то время как полости с несколькими полостями могут производить несколько деталей за цикл.
-
Скатерти
Канал — это канал, по которому расплавленный пластик течет от машины для литья под давлением к микро полость. Система направляющих является важным фактором, определяющим общую эффективность процесса литья под давлением. За вертикальный При литье под давлением система желобов обычно устроена так, что расплавленный пластик течет вниз по каналам.
Материалы, используемые в процессе литья под давлением
Существует множество видов пластмасс, которые можно использовать в простой процесс литья под давлением. Наиболее распространенными материалами являются:
- ABS (акрилонитрилбутадиенстирол)
- ПВХ (поливинилхлорид)
- PE (полиэтилен)
- ПП (полипропилен)
- ПА (полиамид или нейлон)
- ПК (поликарбонат)

Рисунок 4: Материал, используемый для литья пластмасс под давлениемион мопалубка
Все эти пластики являются термопластами. Это означает, что они могут быть превращены в порошок, расплавлялся и реформировался несколько раз без изменения химической структуры материала. Это отличается от термореактивных пластиков, которые можно формовать только один раз, прежде чем они затвердеют, и их нельзя снова расплавить.
Конкретный материал полимер который вы выберете для своего проекта, будет определяться свойствами, которые вам нужны в конечном продукте. Важно проконсультироваться с экспертом в этой области, чтобы убедиться, что вы используете подходящий материал для ваших нужд. Go4mould является экспертом в этой области и может посоветовать вам лучший материал для вашего проекта.
Go4mould | Надежное имя в области литья пластмасс под давлением
Go4mould — имя, которому доверяют в литье пластмасс под давлением в Китае. Мы были в этом бизнесе более 20 лет. Мы обеспечиваем наших клиентов высококачественными пластиковыми изделиями с точным и научным лист дизайн пресс-формы. Вся наша продукция изготавливается из материалов высочайшего качества и под строжайшим контролем качества. У нас есть высококвалифицированные и опытные инженеры, которые могут спроектировать и изготовить любое пластиковое изделие.
Мы также предоставляем индивидуальные предложения для многоцветный or двухцветный молдинг, пресс-форма для обувных коробок, пресс-форма для фруктовых контейнеров, и любой другой продукт, о котором вы можете подумать. Мы получаем представление о ваших требованиях к дизайну и процессе литья под давлением, чтобы предоставить конечный продукт с высокой степенью индивидуальности. Наши представители по продажам и обслуживанию клиентов всегда готовы ответить на любые ваши вопросы.
Кроме того, мы также предлагаем широкий спектр услуг, таких как разработка продукта, изготовление пресс-форм, прототипирование, сборка и упаковка. Мы стремимся предоставить нашим клиентам наилучший опыт и обслуживание. Свяжитесь с нами сегодня, чтобы узнать больше о наших услугах и о том, как мы можем помочь вам в вашем следующем проекте.