Программирование ЧПУ — важнейшая составляющая процесса проектирования и производства. От того, насколько чистым будет код, зависит время тестирования, отладки и запуска детали в производство. Станки с числовым программным оборудованием различаются по назначению и методам программирования.
Типы станков с ЧПУ

Одна и та же деталь может подвергаться обработке на разных станках. В зависимости от геометрии модели, наличия или отсутствия отверстий, деталь может проходить несколько последовательных технологических операций на разных станках с ЧПУ:
- токарном — для придания формы, отрезания, нарезания канавок, подрезания;
- фрезерном — для резания плоскостей, создания лысок, пазов;
- сверлильном — для создания технологических отверстий и долбления;
- шлифовальном — с целью окончательной или черновой обработки деталей, удаления сварных швов;
- многоцелевом, который производит все операции предыдущих станков.
Как правило, на предприятии есть различные типы станков с ЧПУ, которые позволяют выполнять все необходимые технологические операции для создания как простых серийных деталей, так и сложных в стереометрическом отношении моделей.
Программирование станков с ЧПУ

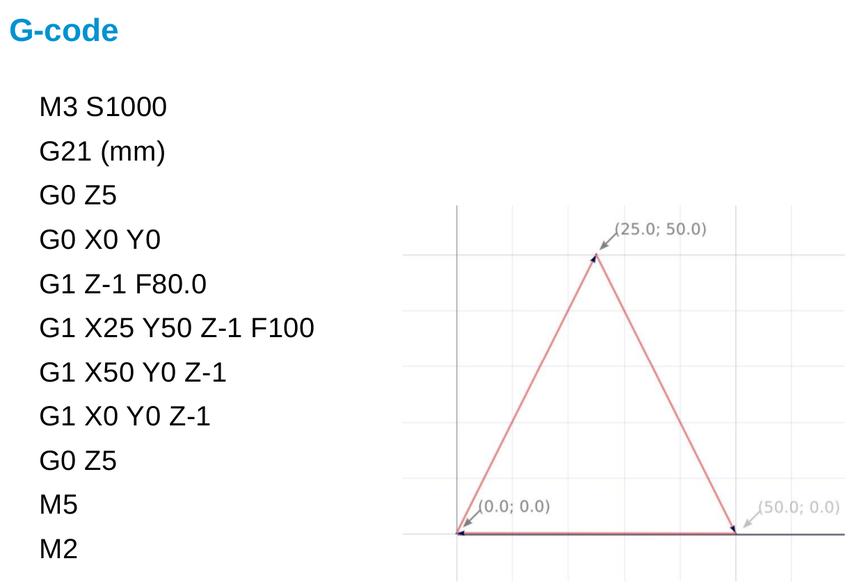
Для того чтобы оборудование могло выполнять операции, ему необходимо задать набор команд, так называемый G-код. Он трансформируется из программы, написанной разработчиком, в постпроцессоре. Отсюда система управления станком получает информацию о задаче и этапах ее выполнения, затем формирует профиль, и станок выполняет технологические операции.
Чтобы в реальности воплотить конструкторские или инженерные разработки, нужно написать программу для создания конкретной детали. Это делает программист с помощью CAD-софта.
Важно! В зависимости от поколения станков, управляющей системы, типа оборудования применяются различные платформы программирования.
Методы программирования на станках с ЧПУ
Способов написания программ для оборудования с ЧПУ несколько:
- ручной — разработчик или проектировщик создает код на удаленном ПК, затем переносит готовую программу в станок с помощью CD-диска, флеш-накопителя, дискеты или посредством интерфейсного кабеля;
- с пульта ЧПУ — оператор с клавиатуры вводит набор предустановленных команд, которые выполняет станок;
- автоматизированным методом с помощью интегрированных CAD/CAE/CAM систем.
Важно! Автоматизированные методы применимы только в станках последних поколений, включенных в единую компьютерную систему производственного процесса.
Ручной способ программирования чаще всего применяют для однотипных и простых токарных работ, на фрезерных станках для обработки по двум координатам, для сверления групп отверстий.

Программирование с пульта позволяет осуществлять запуск тех же операций, что и при ручном методе, плюс переходы при 2,5–3-координатных перемещениях. Такой метод удобен для запуска однотипных операций или корректировки текущих.
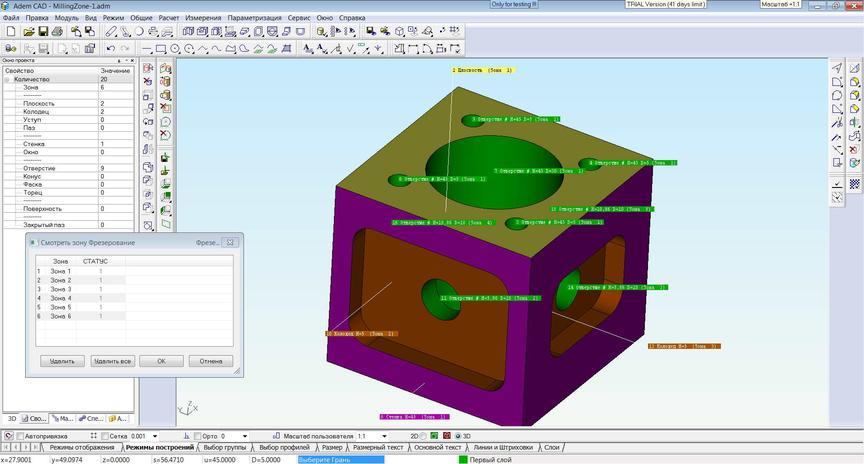
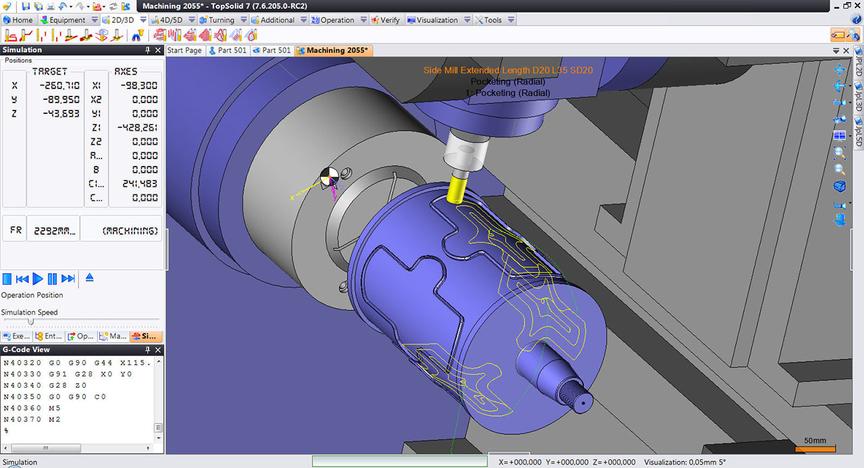
Самая сложная и одновременно самая гибкая система — программирование в CAM-средах. Здесь нужно сначала получить эскиз и модель из CAD, выбрать станок в диалоговом окне, задать приспособления, пределы перемещений, инструменты, режимы, способы обработки и коррекции. Постпроцессор, получив данные, преобразует их для генерации в управляющую систему. При этом оператор в удаленном режиме видит виртуальную модель и может в реальном времени вносить коррективы в работу оборудования.
Ручное программирование
Подавляющее большинство предприятий применяют именно станки, программируемые вручную. Это связано с тем, что основные выполняемые операции — простые и однотипные. Поэтому приобретать современные станки, интегрированные в единую электронную систему, нет необходимости.
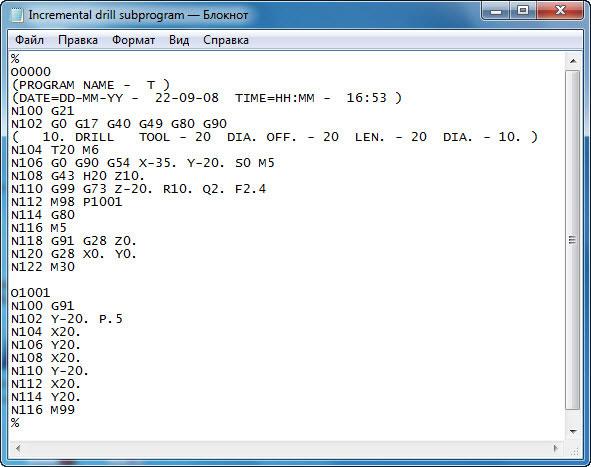
Ручное программирование требует скрупулезной точности и выверенности параметров. Оператор должен в совершенстве владеть G-кодом и знать все его команды. Программу технолог создает на своем компьютере в текстовом редакторе. Расширение файла — .txt. Программа включает координаты, по которым двигается инструмент, обрабатывая деталь, и набор кодов. После написания программы ее переносят в управляющую систему станка.
Важно! Для малых предприятий или мелкосерийных производств станки с ЧПУ с ручным программированием — оптимальное решение. Они эффективно справляются с работой, а от технолога или оператора требуется только один раз написать необходимые программы, либо писать их нечасто — по мере необходимости.
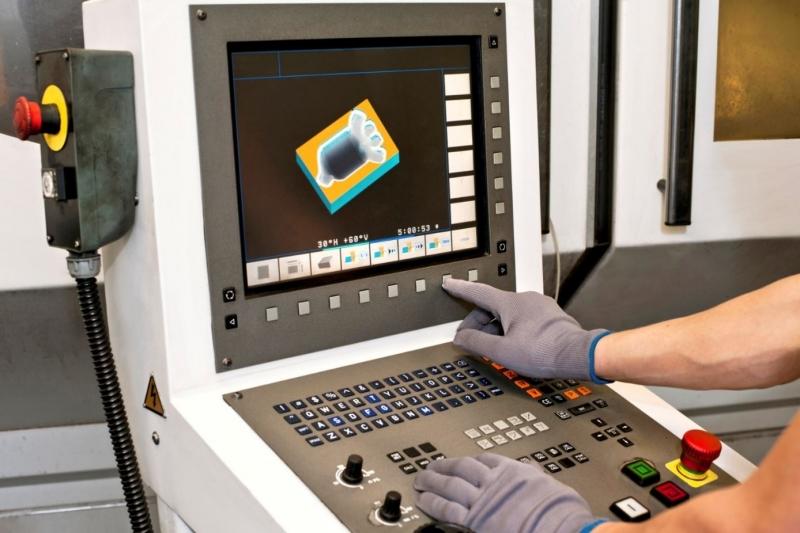
На пульте
Многие станки с ЧПУ оборудованы дисплеем и клавиатурой. Поэтому задавать программу оборудованию можно непосредственно с пульта. Производители предусмотрели два варианта постановки задачи станку:
- ввод G и M кодов с клавиатуры;
- использование диалогового окна.
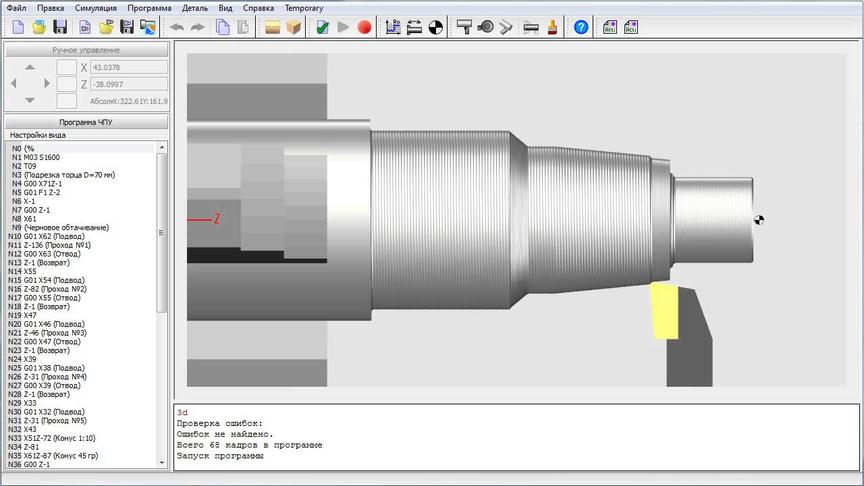
Важно! Станки с ЧПУ, оборудованные дисплеем, позволяют запустить имитацию обработки детали с визуализацией на экране. Эта опция дает возможность провести отладку программы до запуска станка.
Автоматизировано
Для предприятий, выпускающих детали высокой точности и сложной конфигурации, оптимальной считается CAM-система. Она существенно повышает производительность, поскольку автоматически вычисляет траекторию перемещения инструмента, производящего обработку заготовки.
Предприятия, на которых станки с ЧПУ выполняют большое разнообразие технологических операций, также предпочитают оборудование полностью автоматизированное. Потому что временные затраты на написание программ в ручном режиме будут несопоставимыми со временем работы станков. Либо придется существенно увеличивать штат технологов и операторов.
Преимущества автоматизированных систем:
- избавляют технолога или проектировщика от громоздких и длительных математических расчетов;
- на одном и том же базовом языке генерируют УП (G-код) для станков всех типов;
- имеют набор готовых функций, сокращающих время составления программы;
- загрузка готового кода в память станка прямо с ПК технолога.
Важно! CAM-системы могут быть языковыми или графическими. Первые требуют знания определенного языка программирования, вторые ведут диалог с разработчиком в интерактивном режиме и значительно более просты в освоении.
Как составлять программы для станков с ЧПУ?
Чтобы написать программу для оборудования с числовым программным управлением, нужно придерживаться определенных правил:
- деталь рассматривают как геометрическое тело;
- взаимодействие инструмента и заготовки должно учитывать их одновременное перемещение относительно друг друга;
- траектория рабочего инструмента задается его центром;
- инструмент перемещается из одной области в другую, причем эти области могут быть дугами, кривыми, прямыми;
- точки пересечения областей (опорные, или узловые точки) включаются в качестве координат в управляющую программу;
- УП создается покадрово, где каждому кадру соответствует описание.
Чем сложнее деталь, тем больше кадров будет содержать УП.
Модели САПР
Системы автоматического проектирования с появлением ПК стали называть CAD-системами — компьютерного проектирования. Тем не менее аббревиатура САПР прочно закрепилась, и технологи, разработчики, программисты, проектировщики любой софт для проектирования по-прежнему называют САПР.
Основные модели САПР:
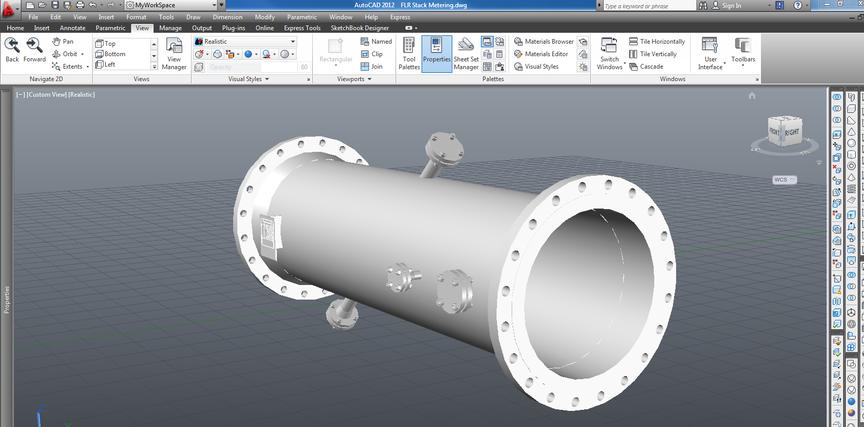
- AutoCAD — лидер среди всех систем, программа, позволяющая программировать в 2D и 3D-средах. В AutoCAD можно строить чертежи, трехмерные модели и многое другое. Кроме того, это платформенный софт, то есть не узкоспециализированный, а предназначенный для любых видов проектирования — машиностроительного, автомобильного, дорожного и пр.
- Bricscad — альтернатива предыдущему софту. Включает инструменты вариационного моделирования, поддерживает напрямую формат DWG и BIM-технологии.
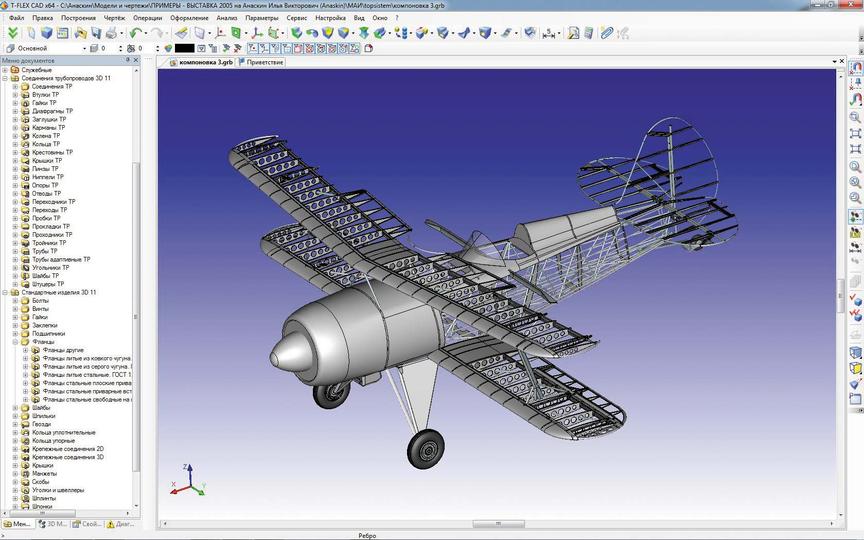
- Autodesk Inventor — профессиональная система 3D-проектирования для промышленного производства. Этот софт поддерживает импорт моделей и файлов из других САПР, интегрирован с иными программными средами линейки — 3ds Max, AutoCAD, Revit и другими. Адаптирован для российских стандартов при проектировании, проведении расчетов, моделировании, создании документации. Включает большой набор стандартизированных моделей, функций, параметров и инструментов.
- Компас 3D — отечественный софт для параметрического моделирования. Предназначен для машиностроения, строительства и приборостроения. Полностью поддерживает ЕСКД и ГОСТ.
- РТС Creo — «тяжелая» САПР для параметрического проектирования больших сборок (например, для авиа- или кораблестроения).
- NX — предназначена для моделирования и проектирования сложных изделий, включая многосоставные. Работает практически на любых ОС, поддержка кросс-функциональной многопользовательской команды, продвинутые возможности для промышленного дизайна. Этот софт позволяет даже моделировать поведение мехатронных систем.
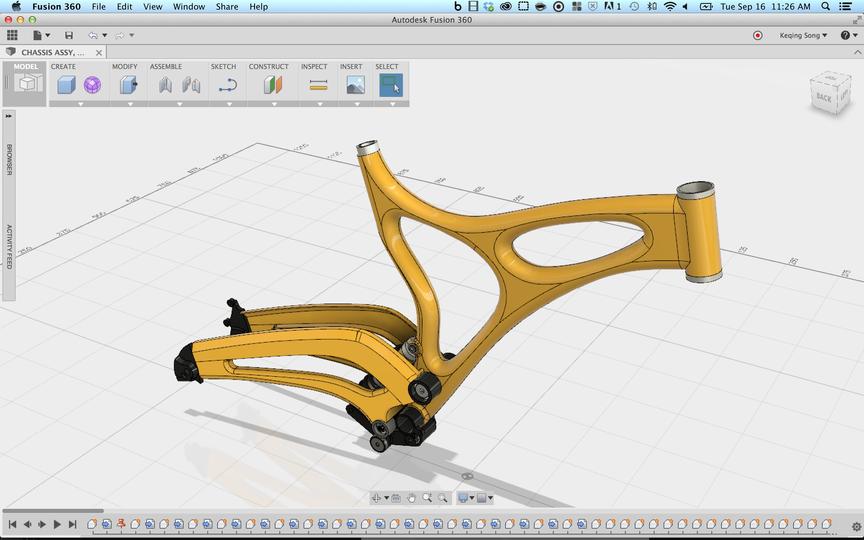
- Fusion 360 — облачная САПР, работающая в виртуальной среде. Сохраняет большинство функций десктопного софта, при этом позволяет взаимодействовать пользователям удаленно.
Важно! При выборе ПО следует учитывать задачи, стоящие перед технологом или проектировщиком, объем работы, возможности программы и поддержку ее интегрирования в общую электронную систему производства.
Конвертации файлов
Предприятия, которые используют устаревшее ПО, часто сталкиваются с проблемой открытия файлов, созданных в более свежих версиях софта или программах, расширения файлов которых не поддерживает и не понимает старая программа.
Заменить ПО на новое не всегда возможно: лицензионный софт стоит дорого. А кроме того, современные программы попросту не будут работать на устаревших ПК с ОС Windows XP или 7. Замена же компьютерного парка и вовсе многим предприятиям не по карману.
Поэтому у проектировщиков есть три пути — установить бесплатное ПО, поддерживающее требуемый формат файлов, воспользоваться облачными программами или специальными конвертерами.
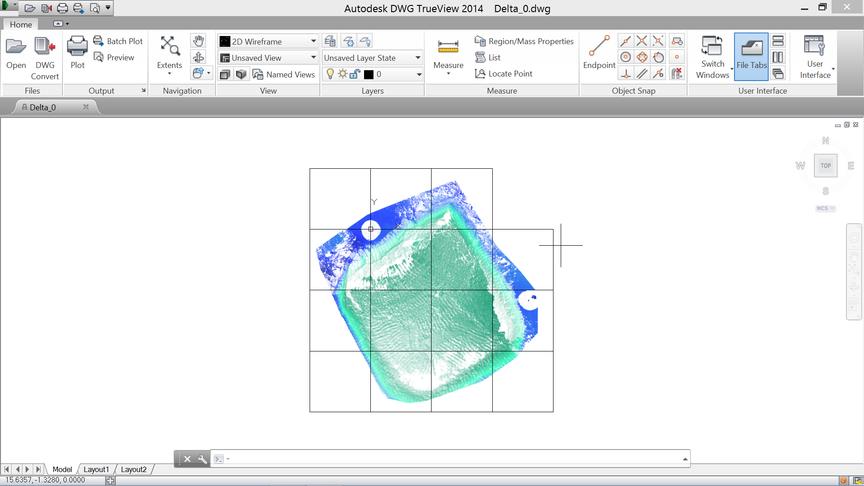
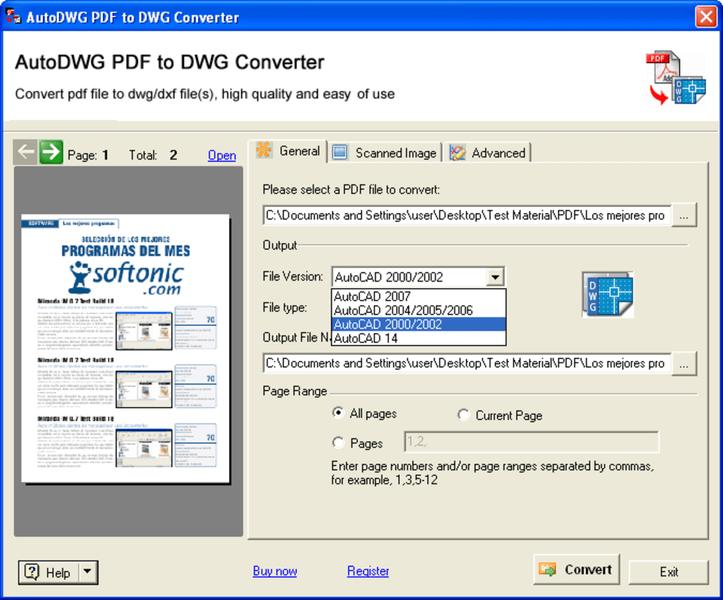
Autodesk выпустил программу DWG TrueView, которая не дает просматривать файлы, но конвертирует их в нужный тип. Правда, она занимает много места на жестком диске, зато бесплатная. Альтернативный вариант — DWG Converter. Он не требует установки, позволяет конвертировать как одиночные, так и пакетные файлы
Онлайн-конвертер CAD Exchanger способен трансформировать в нужный формат практически любой тип файлов. При этом следует помнить, что бесплатно в сутки и месяц можно обработать не более 10 файлов.
Типы программного обеспечения
Для обеспечения работы оборудования с числовым программным управлением предусмотрены виды софта:
- CAM — система автоматизированного производства, которая работает с готовыми CAD-проектами;
- CAD — система автоматизированной разработки — ПО для проектирования и создания 3D-объектов на основе определенных параметров;
- CAE — вспомогательный софт, необходимый на предварительном этапе: подготовки проекта, анализа, моделирования, планирования;
- CAD/CAM-пакеты для полнофункциональной разработки и внедрения проекта в модуль ЧПУ.
Для токарных станков с ЧПУ
Лучшие CAD-программы для станков данного типа:
- AutoCAD — полифункциональная проектировочно-чертежная система;
- SolidWorks — ПО для проектирования 2D и 3D объектов любого назначения и сложности;
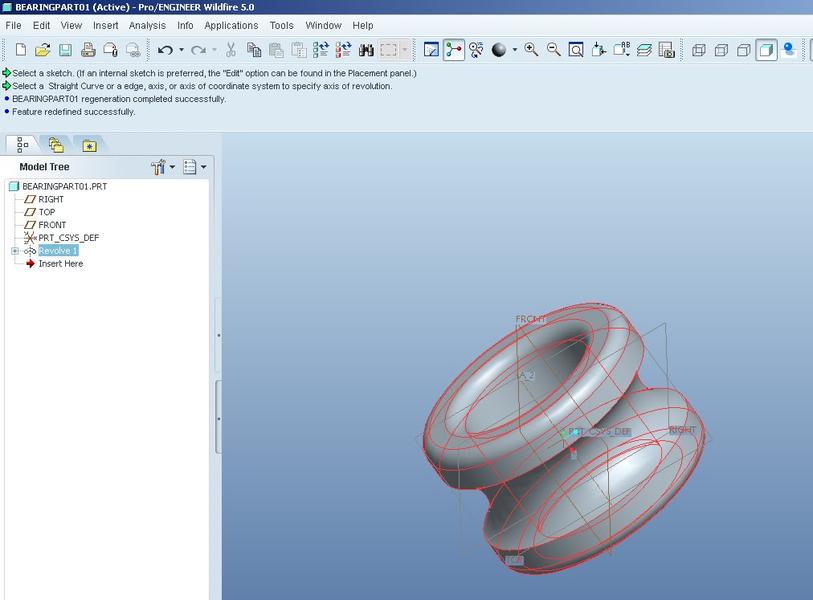
- Pro/ENGINEER — пакетный софт для решения инженерных и конструкторских задач.
Эти программы дают широкие возможности для проектирования любых деталей — от простых до геометрически сложных.
CAM-софт для формирования управляющей программы:
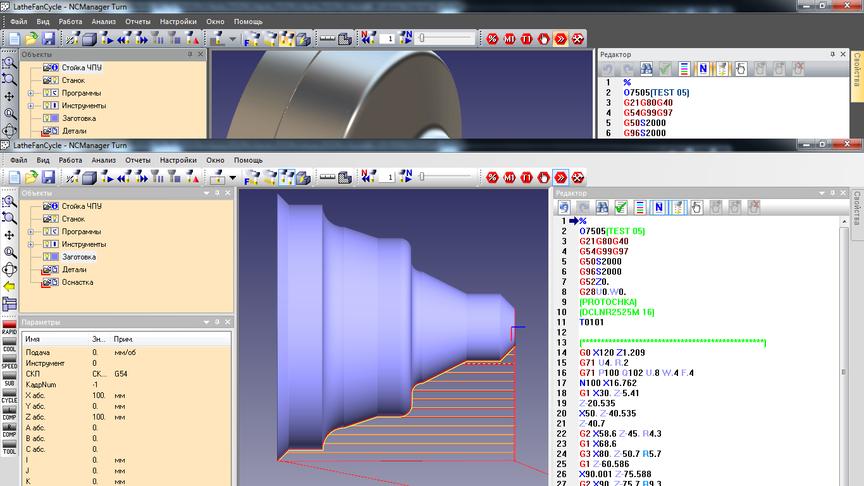
- SprutCAM — отечественная разработка для формирования УП по токарной обработке любых деталей и изделий;
- Fusion 360 — комплексная система, позволяющая и проектировать и ставить задачи управляющей системе станка;
- EdgeCAM — эффективное ПО, позволяющее формировать УП для токарного станка.
Эти программы трансформируют созданную в CAD-софте модель в понятный для станка код.
Важно! Для экономии можно устанавливать сразу пакетные системы, совмещающие в себе функции CAD/CAM. Например, AutoCAD или «Компас-3D».
Для фрезерных станков с ЧПУ
В зависимости от стоящих перед технологом задач, подбирают ПО для работы с фрезерным станком. Для создания эскизов для плоской резки подойдут:
- CorelDraw — графический редактор для векторных изображений;
- LibreCAD — программа, создающая 2D-чертежи;
- Adobe Illustrator — программа для создания и обработки векторных изображений.
Для работы с 3D-моделями можно использовать тот же софт, что и для токарного станка.
Дополнительно стоит присмотреться к программам:
- MasterCAM — софт для 2D/3D моделирования и формирования управляющих команд для станка;
- ArtCAM — система, работающая с векторной и растровой графикой, позволяет выстроить траекторию движения фрезы для создания рельефных поверхностей;
- Mach3 — программа для управления фрезерным станком на базе ОС Windows, она позволяет создавать пользовательские коды, управлять фрезерованием по шести осям, генерировать G-коды.
Написание программ для станков с ЧПУ
Для создания программы, которая осуществит реализацию инженерной разработки, технолог должен владеть специальным кодом, который схож с C# или Basic. Это специализированный G-code, который способны распознавать управляющие системы станков с числовым программным управлением.
G-коды
G-коды содержат цифровую маркировку от 00 до 97 и каждый из них соответствует определенной операции или настройке станка — от прямолинейных и круговых перемещений, выбора плоскостей, ввода метрических данных до коррекции и контроля скоростей инструментов и двигателей.
Блоки G –кода
Набор команд для станка с ЧПУ объединяют в блоки. Их записывают в одну строку и управляющая система будет считывать их последовательно слева направо. Если строки недостаточно, код будет продолжен в следующей, и машина перейдет к ней.
Примеры блоков:
- G17 G54 G90 — этот блок задает параметры (плоскость, нулевую точку и абсолютные значения);
- G0 X-19 Y-19 — ускоренное перемещение в точку с указанными координатами;
- G1 ХЗ Y3 F600 — линейное перемещение инструмента в точку с указанными координатами и подачей 600 мм/мин.
Операторы и технологи знают G-коды наизусть, поэтому для них не составляет труда быстро формировать нужные программы.
Программ G –кода
Команды даются последовательно и логично, поэтому программа состоит, как правило, из этапов:
- Пуск.
- Загрузка инструмента.
- Включение шпинделя.
- Подача охлаждения.
- Перемещение инструмента в исходное положение.
- Запуск процесса обработки.
- Отключение охлаждения.
- Останов шпинделя.
- Возвращение шпинделя на исходную позицию.
- Завершение программы.
Если обрабатываться будет серия заготовок, то повторяться будут команды со 2 по 9.
Модальные и адресные коды
Модальные необходимы для активации и отключения определенных функций станка, например, охлаждения или запуска шпинделя.
Адресные коды включают координаты по осям для перемещения исполнителя.
Самые распространенные G-коды
Чаще всего оператор или технолог используют коды, которые обозначают наиболее типичные движения:
|
Код |
Команда |
Содержание |
|
G0 |
Быстрое перемещение |
Станок использует обе оси, чтобы максимально быстро доставить инструмент в нужную точку |
|
G1 |
Линейное движение |
Перемещает исполнитель по прямой |
|
G2, 3 |
Дуга по часовой/против часовой стрелки |
Обеспечивает плавное перемещение инструмента к заданным координатам через промежуточные, которые и задают дугу |
|
G17, 18, 19 |
Задание плоскости |
Дает команду станку, в какой из плоскостей совершить дуговое перемещение |
|
G43 |
Компенсация длины инструмента |
Задает длину исполнителя относительно оси Z |
M-коды
Это машинные коды, которые отличаются на разных станках с ЧПУ. Они управляют функциями оборудования (его агрегатов, двигателей и узлов). Например, подача или отключение охлаждения, вращение шпинделя или направление его движения.
Как написать программу ЧПУ станка с нуля?
Для того чтобы составить правильный набор команд, нужно понимать принцип работы оборудования, знать режимы и инструменты резания, допуски и посадки, технологический процесс производства детали, основы программирования в G и M кодах. Последнее — самое простое из того, что нужно знать.
Сам процесс программирования состоит из последовательности действий:
|
Команда |
Этап |
|
Т5/Т0505 |
Вызов исполнителя |
|
G10-G54 |
Значение соответствующего инструмента |
|
G97 S1000 CW/CCW |
Запуск вращения главного шпинделя со скоростью 1000 об/мин по часовой стрелке/против часовой стрелки |
|
М08 |
Запуск охлаждения |
|
G00 X… Y… |
Быстрое перемещение исполнителя в заданные координаты |
|
G02 X… Z… R… |
Работа исполнителя по дуге по часовой стрелке |
|
М30 |
Останов программы |
Важно! Чтобы самостоятельно составлять программы для станков с ЧПУ, недостаточно знать команды, нужно предварительно построить чертеж в координатной сетке, чтобы понимать, куда и зачем будет передвинут режущий инструмент.
Самоучители для начинающих по основам программирования станков с ЧПУ
Научиться собственно программированию несложно. В сети есть много самоучителей для начинающих, вот некоторые из них:
- Пайвин А. С., Чикова О. А. Основы программирования станков с ЧПУ;
- Должиков В. П. Основы программирования и наладки станков с ЧПУ;
- Сосонкин В. Л. Методика программирования станков с ЧПУ на наиболее полном полигоне вспомогательных G-функций;
- Учебное пособие оператора станков с ЧПУ;
- Основы программирования ЧПУ;
- Ловыгин А. А., Теверовский Л. В. Современный станок с ЧПУ и CAD/CAM-система;
- Уроки ЧПУ начинающим;
- Турчин Д. Е. Программирование обработки на станках с ЧПУ.
Эти пособия и онлайн-уроки рассчитаны на начинающих и предназначены для освоения программирования для разных типов станков. Все они включают знакомство с G-кодированием, содержат полное описание и назначение всех команд и помогают разобраться в особенностях выбора инструмента для той или иной операции, задании координат, модальных и адресных кодах.
Программированием ЧПУ овладеть несложно. Обычно этот процесс занимает не больше нескольких недель. Конечно, под руководством опытного наставника процесс пойдет быстрее, но это не всегда осуществимо. Начинать освоение программирования ЧПУ нужно со знакомства с самим оборудованием и технологическими операциями по обработке деталей.
Программа Mach3 превращает старый компьютер в мощный инструмент для управления станками с ЧПУ. Работа с фрезерными станками и граверами, лазерными и плазменными установками становится гораздо проще с Mаch3.
Читайте нашу статью, чтобы узнать, почему для Mach3 предпочтительнее старый компьютер, и как подготовиться к использованию этой программы.
Содержание
Видео
О компании Newfangled Solutions

Источник: machsupport.com
ПО Mаch3 для станков с ЧПУ было создано в начале 2000 годов, в качестве альтернативы базовым программам для управления станками с компьютеров под управлением ОС Windows. Проект развивался параллельно с ПО EMC (Enhanced Machine Controller), разработанного для управления станками с Linux-устройств. Впоследствии разработчики объединились в единую компанию Newfangled Solutions.
На протяжении многих лет основным продуктом Newfangled Solutions была Mach3. Эта программа предназначалась для использования в среде профессионалов и продвинутых любителей.
В середине 2010-х компания Newfangled Solutions выпустила Mach4 с двумя лицензиями: для частного и профессионального использования, но Mach3 остается одним из самых популярных программных инструментов для работы с ЧПУ-оборудованием.
Описание Mach3
Источник: cnc-club.ru
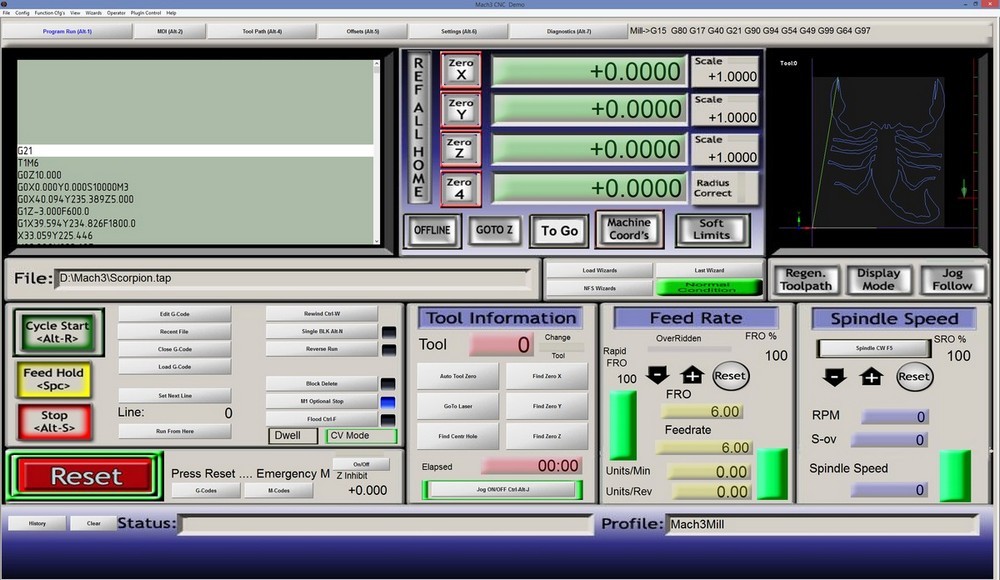
Программа Mach3 была разработана в начале двухтысячных, что наложило отпечаток на особенности ПО: интерфейс Mach3 старомоден и достаточно сложен, что компенсируется обширностью функционала, а системные требования скромны.
Первое, что необходимо учитывать — Mach3 должна быть установлена на PC с 32-разрядной операционной системой. Официальный сайт подчеркивает, что на 64-битных версиях Windows программа не будет работать. Еще более несовременным выглядит тип подключения — для работы с Mach3 станок необходимо подключить через параллельный порт (LPT).
Установка
Технические особенности программы определяют специфический порядок установки. Компания Newfangled Solutions обращает внимание клиентов на то, чтобы они сперва скачали триал Mach3, убедились, что он работает, и лишь затем приобретали лицензию.

Источник: cncmodelist.ru
Запуск и подключение
После установки программы необходимо проверить, что ПО и ОС правильно взаимодействуют. Для этого надо запустить приложение DriverTest.exe и убедиться, что Mach3 используется системой. Если этого не произошло, следует проверить:
- Разрядность операционной системы;
- Номер порта и адрес LPT — они должны совпадать в свойствах ОС и в настройках программы.
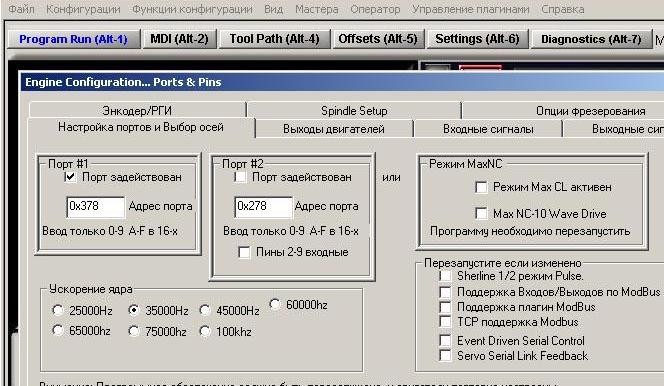
Если обнаружено несовпадение адресов в свойствах ОС и в приложении, то нужно вручную задать данные в Mach3, как они указаны в свойствах LPT-порта.
Источник: cncmodelist.ru
В пункте «Конфигурации» (Config) перейти во вкладку «Порты и пины» (Port and Pins) и поставить галочку в окне, где указан адрес рабочего порта.
Источник: cncmodelist.ru
Настройка
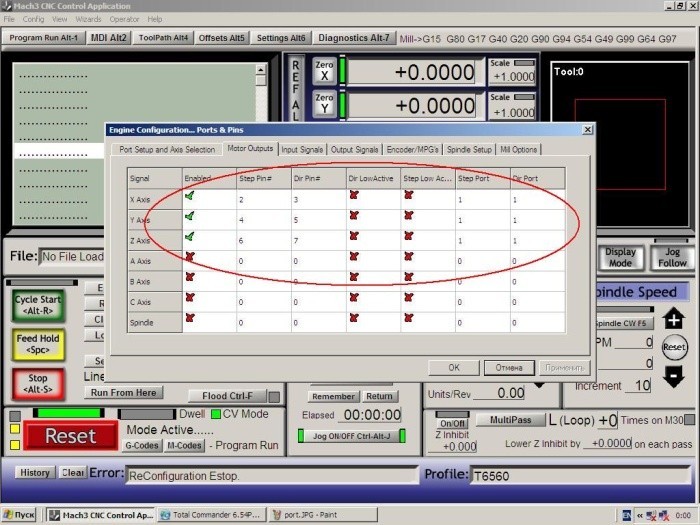
Во вкладке «Выходы двигателей» (Motor Outputs) вручную задать параметры в матрице значений. При этом необходимо учитывать, что для станков с четырьмя моторами добавляются пины: A-axis =Enabled Step Pin= 8, Dir Pin = 9. При необходимости изменить направление вращения двигателей — установить соответствующую галочку в поле Dir LowActive.
Источник: cncmodelist.ru
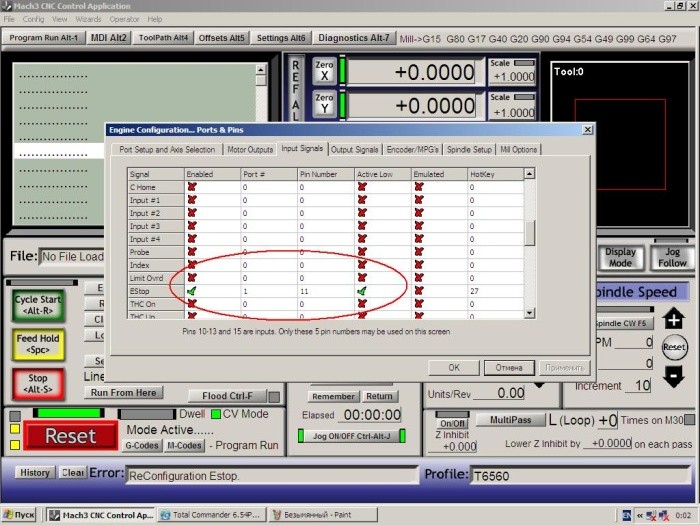
В соседней вкладке Input Signal необходимо установить значения и поставить галочки в графе EStop.
Источник: cncmodelist.ru
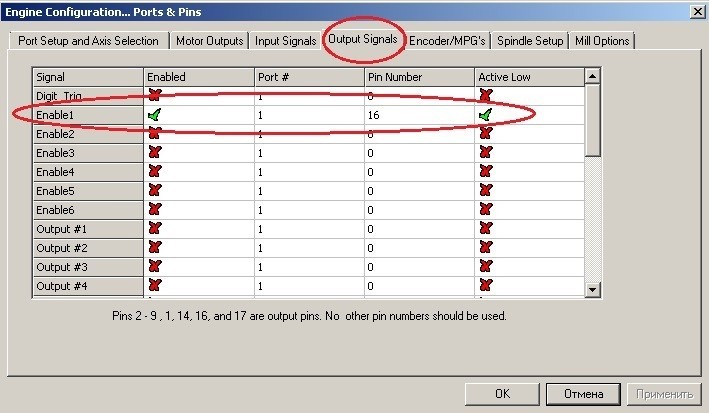
Во вкладке «Выходные сигналы» (Output Signals) изменяются только параметры в графе Enable1.
Источник: cncmodelist.ru
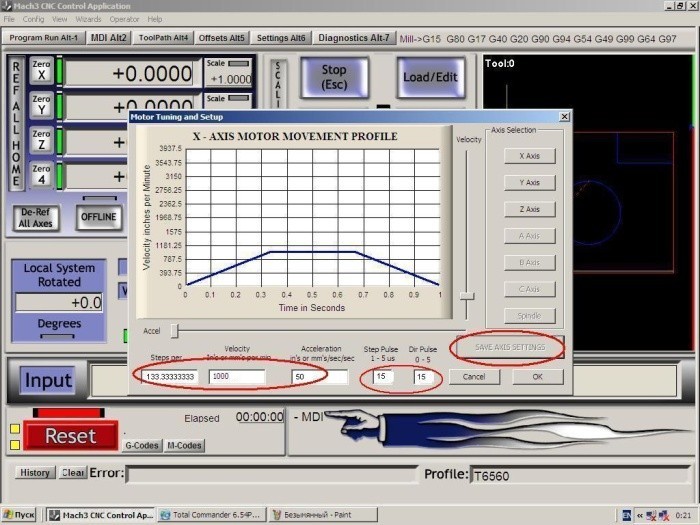
После этого необходимо задать скорость холостых перемещений и передаточных чисел. В пункте меню Config выбрать пункт Motor Tuning («Настройка мотора»). В этих настройках следует указать передаточное число в шагах / мм (Steps per mm). Затем вводятся данные для скорости перемещения (Velocity), ускорения (Acceleration), длительности импульса шага (Step Pulse и Dir pulse). Параметры вводятся для каждой оси в отдельности. После сохранения данных можно переходить к настройке следующей оси. Параметры калибровки осей и ведомой оси также настраиваются вручную.
Включение питания контроллера
Важный аспект — настройка включения питания контроллера: сперва следует соединить кабелем LPT-контроллер и компьютер, затем включить питание и, в основном окне Mach3, кликнуть Reset, то есть «Сброс». Обрамляющая кнопку рамка должна перестать мигать и начать светиться постоянным зеленым светом.
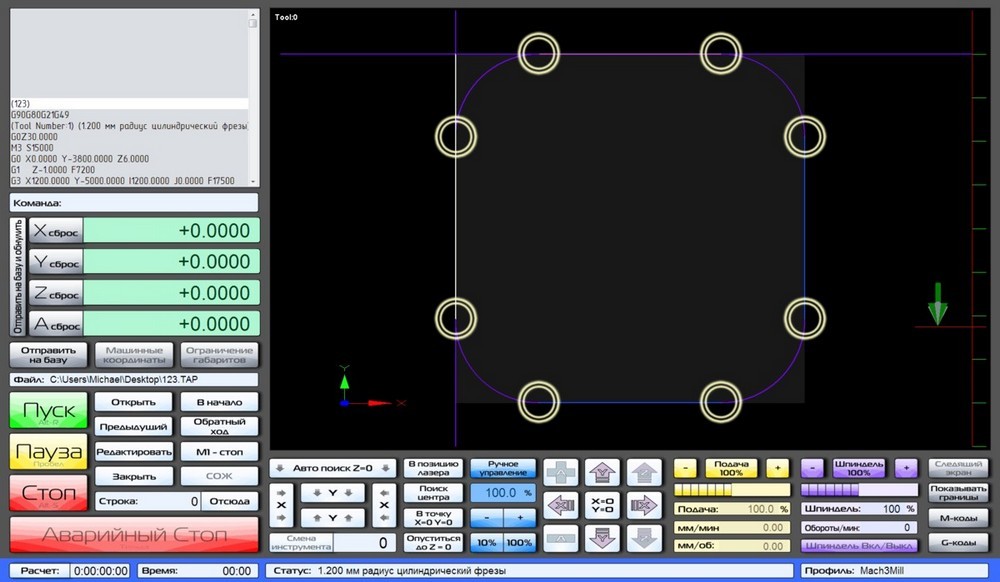
Загрузка модели
Перед началом работы необходимо загрузить параметры обрабатываемого изделия в виде G-code. Мы подробно рассматривали, что такое G-code на примере работы 3D-принтеров. Загрузить файл с данными по осям необходимо во вкладке ToolPatch. По клику на кнопку Cycle Start начнется выполнение условий, указанных в G-code.
Сложности в использовании Mаch3
Источник: cnc-club.ru
Перед началом установки Mach3 следует изучить не только подробную инструкцию на 106 страницах, но и отзывы пользователей программы. В Рунете достаточно форумов (например, на сайте cnc-club), где обсуждают сложности в работе программы и возможные решения различных ситуаций.
Среди особенностей Mach3, с которыми столкнулись пользователи:
- Сбои, обусловленные использованием LPT-порта;
- Отклонение от траектории во время движения;
- Возможное снижение скорости при прохождении дуги.
Очевидно, что для каждого выявленного пользователями случая существует определенный алгоритм устранения проблемы. То есть, надо иметь в виду, что проблемы при использовании программы случаются, но они и их решение, как правило, подробно разобраны сообществом.
Итого
Mach3 остается популярным у энтузиастов инструментом. Программа дает возможность настроить буквально каждый параметр в работе всех двигателей в станке, что многие очень ценят. Такая настройка занимает действительно много времени, при первичной настройке и тестовых проходах, но дает уверенность в каждом выставленном параметре.
Программы и инструкции для станков ЧПУ
Для удобного доступа пользователей информации и удобной каталогизации мы собрали и собираем программы, инструкции и прошивки в одном месте. Все представленное можно свободно скачать и использовать для изучения и повышения вашей квалификации в освоении и ремонте оборудования.
Если у вас есть интересные инструкции присылайте их нам на почту и приложить файл, чтобы мы добавили в архив и сделали информацию публичной — это поможет многим людям.
AU3TECH
CYPCUT – программное обеспечение для управления лазерными станками
Прошивки для контроллера системы слежения BCS100
Прошивку контроллера BCS100 имеет смысл менять толкьо в нескольких случаях: Обновление CYPCUT, CYPTUBE и важно обеспечить совместимость версийВыявлены проблемы в работе контроллера и производитель…
Программа для нестинга лазерной резки труб TubesT
Программное обеспечение для раскроя труб TubesT (далее именуемое TubesT) представляет собой набор программного обеспечения для раскроя для системы ЧПУ для лазерной резки труб , разработанного для…
Программа для резки труб CypCut TubesT-Lite
Программное обеспечение для раскроя труб TubestLite (далее именуемое TubestLite) представляет собой набор бесплатного программного обеспечения для раскроя труб для системы ЧПУ Bochu для лазерной…
Программа CypCut TubePro
наиболее совершенная программа для лазерной резки устанавливаемой на лазерные станки китайского производства. Программа постоянно обновляется и дополняется интересные функциональными задачами.
Инструкция на контроллер слежения BCS100
Основную задачу которую выполняет данный контроллер это безопасность, чтобы не произошло столкновения лазерной головки лазерного станка с выпавшей заготовкой. Особо это актуально при работе на…
Инструкции по программе CypCut 6
Система управления CypCut разработан для лазерной резки и не только для управления процессом лазерной резки, но и управление сменами, обработка изображений, настройка процесс резки, планирование…
Программа CypNest 6 для нестинга для лазерного станка по металлу
CypNest разработан для предоставления решений по раскрою для индустрии лазерной резки, особенно для пользователей Friendess CypCut, чтобы удовлетворить требованиям автоматизации обработки чертежей,…
Программа CypOne 6 для лазерного станка по металлу
Программа управления бюджетным лазерным станком на базе контроллера FSCUT-1000. Контроллер позволяет управлять мощностью до 1000 Вт и резать металл до 6 мм.
Программа CypCut 6 для лазерного станка для резки металла
Наиболее популярная в данное время программа для лазерных станков для резки металла произведенных в Китае. Программа при наличии лицензионного ключа может передавать задание на выполнение, при…
NcStudio
Инструкции по платам расширения EX для контроллеров Weihong
Платы расширения позволяют “цеплять” к системе управления технологическое оборудование, такое как: шпиндель, лазерный источник, системы безопасности, гидроабразивный блок.
Инструкции по промышленный контроллерам Weihong для систем управления станками
Промышленный компьютеры, в отличии от обычных, имеетю большую защищенность для работы в цеху, что обеспечивает отказоустойчивость и стабильность работы.
Инструкции по контроллерам Weihong Lambda
Системы управления от компании weihong имеет большую универсальность, которая достигается за счет плат расширения. Ниже инструкции по платам расширения Lambda на русском языке.
Программа WaterJet для гидроабразивного станка
Свежие версии программы для управления гидроабразивным станков использующих в качестве системы управления контроллеры от компании Weihong
Программа Ncstudio12
Программа NcStudio 12 скачена из официального репозитория. Не переупакована и не переведена. Все как есть.
Прошивка для контроллера Nc105 G3 Weihong
Прошивку своего контроллера вы делаете на свой страх и риск. Если у вас нет необходимости обновляться и у вас все хорошо работает, то делать этого не стоит. Это не операционная система, чтобы ее…
Инструкция к контроллеру Weihong NcStudio 10
Самая современная разработка компании Weihong имеющая все необходимые функции и особенности позволяющие максимально полно и эффективно использовать фрезерных станок ЧПУ. Контроллер NcStudio 10 имеет…
Инструкция к контроллеру Weihong NC105 G2/G3
Удобное решение для создания фрезерного станка с “большими” возможностями и при этом имеющего небольшую стоимость. Из систем управления в виде пульта контроллер NC105 G2/G3 имеет наиболее продвинутые…
Инструкция к контроллеру Ncstudio 8
Контроллер Ncstudio 8 наиболее распространен на деревообрабатывающих фрезерных станках ЧПУ. Часто является основой для 4 координатных станков . Очень стабильное и производительное решение.
FANUC
Инверторы (частотные преобразователи)
Инструкции на инверторы MK
Модели инверторов MK100-2S0.4 , MK100-2S0.75, MK100-2S1.5, MK100-2S2.2, MK100-2S3.0, MK100-4T0.75 , MK100-4T1.5, MK100-4T2.2, MK100-4T4.02 инструкции оригинальная на английском и переведенная на…
Инструкция на Fuling DZB200 M/J
Инструкция на русском языке для настройки инвертора Fuling. Инверторы данного производителя часто встречаются в составе фрезерных станок ЧПУ. Продукция очень надежная и не дорогая, что обеспечивает…
Инвертор BEST FC300 (частотный преобразователь)
Инверторы BEST устанавливаются в фрезерные станки ЧПУ и управление электродвигателями. Инвертор прост и надежен. Используя инструкцию по настройке вам будет легко его настроить
RECI
Reci инструкции и параметры лазерных трубок co2
Наиболее популярная продукции компании RECI LASER отличающаяся высоким качеством и стабильностью работы. Ниже представлены официальные инструкции на стеклянные излучатели с описание параметров работы…
RECI инструкции на лазерные источники серии FSC
Компания RECI долгое время разрабатывала свои источники для обработки металла. наибольшую популярность они нашли в ручной лазерной сварке. Встречаются варианта использования в лазерных станках ля…
Raycus
Weihong NcEditor
Fagor
ULS — Universal Laser System
Драйверы
EzCad
RichAuto
Паспорта на станки китайских производителей
Trocen
Прошивки к панели Trocen AWC708 LITE
Иногда, но требуется обновить прошивку панели контроллера. На этот случай есть решение, но делать это надо крайне осторожно и внимательно. Лучше пригласить квалифицированного сервисного инженера.
Скачать программу LaserCad Trocen 7
Программное обеспечение LaserCad Trocen 7 поставляется в комплекте со станков, где установлен контроллер AWC 7008 LITE. Интересный и не дорогой контроллер с большим функционалом и возможностями.
Инструкции к программе LaserCAD для лазерного станка
Прочтение инструкции к программному обеспечению лазерного станка на базе контроллера AWC компании Trocen позволит гораздо глубже понимать логику работу станка и программирование исполняемого файла.
Скачать программу для лазерного станка LaserCAD 8
Программа для лазерного станка LaserCAD 8 на базе контроллера Trocen. Наиболее известная и популярная альтернатива контроллерам Ruida. Поддерживаемые типы файлов: AI, PLT, DXF, SVG, PDF, NC, DST,…
Syntec
Инструкция по контроллеру Syntec 6MB
Данная инструкция даст вам понять как работать с контроллером. Важно понимать, что прошивки контроллером могут отличаться. Наиболее частое различие заключается в назначение функциональных кнопок на…
Инструкции по программированию контроллера Syntec
Инструкции по Syntec собраны в сети для скачивания и ознакомления. Ознакомление с инструкциями бесплатно. Инструкции не подвергались редактированию и представлены как есть.
Bodor
Инструкция на лазерный маркер Bodor
Когда-то давно о компании Bodor никто ничего не знал и это был заурядный китайский производитель и выпускала тога компания много продукции собирая ее из полуфабрикатов других производителей. В даном…
Инструкции на лазерные станки CO2 Bodor BCL-MU
В инструкции подробно рассказано про устройство станков серии Bodor BCL-MU и их особенностях. Приведены требования к эксплуатации и настройки. Прочтение инструкции позволит лучше понять логику работы…
Рекламные каталоги на лазерные станки Bodor
Рекламная каталоги полезны при ознакомлении с продукцией и получения дополнительной информации по возможностям оборудования. Информацию из каталогов можно использовать для оформления сайта продавца…
Инструкция на лазерный станок CO2 Bodor BCL-X
Лазерный станок для резки неметаллических материалов премиум сегмента оснащенный углеродным CO2 Reci лазером. Данный резчик одна из наиболее популярных моделей линейки BODOR и отличается доступной…
Инструкция для лазерного станка по металлу Bodor P3015
Тяжелая литая станина делает оборудование более стабильным в работе, надежный и легкий алюминиевый портал обеспечивает быстрые перемещения лазерной головы; идеальный промышленный дизайн в…
Yaskawa
Архив прошивок серво приводов Yaskawa
Бэкапы прошивок серво двигателей Yaskawa установленных на конкретном оборудовании и работающих в боевом режиме.
Инструкция по Yaskawa SigmaWin+ SERVOPACK
Программа для настройки серводвигателей Yaskawa Спецификация компьютера для работы с программой SigmaWin+Минимально рекомендуемыеОперационная системаMicrosoft Windows 7 SP1 64-bit / 32-bit Windows 8…
GCC
NewlyDraw
Инструкция к программе NewlyDraw 1.5
Прочтение инструкции к программе NewlyDraw 1.5 существенно упростит вам процесс освоения вашего лазерного гравера. Инструкция не большая и займет не много времени, но вам будет гораздо проще и…
Программа NewlyDraw для лазерного гравера
Очень старая программа для работы с лазерным гравером. Место данной программы занял контроллер «M2», который гораздо более стабильнее и быстрее в работе. Функционал и возможности у программ схожи…
Ruida
Инструкция пользователя программы Ruida RdCAM 5
Уже очень старая, но все же еще актуальная инструкция для пользователей лазерных станков, где установлен контроллер Ruida с программой RdCAM пятой версии.
Файлы прошивок для контроллера Ruida RDC 6445G
Производитель контроллера RDC 6445G компания Ruida постоянно обновляет и дополняет свое устройство наиболее современными и продуктивными алгоритмами работы. Часто не имея возможности исправить…
Файлы прошивки контроллера Ruida RDC6442
Обновление версии прошивки контроллера Ruida RDC6442 важная необходимость при наличии сбоев в работе устройства.
Программа Ruida Rdworks 6
Последняя редакция программы для контроллера Ruida RDLC 320a. Программа дошла до своего совершенства и далее уже развивалась в связке с новым контроллером RDC 6442
Программа Ruida Rdworks 5
Программа подойдет для старого лазерного станка построенного на базе контроллера Ruida RDLC320. Данный контроллер уже не производится, но станки на базе данного контроллера активно эксплуатируются на…
Инструкция по контроллеру Ruida RDC5121
Скачайте и изучите инструкцию для системы управления Ruida для бюджетного лазерного станка. Отличное решение для строительства станка с минимальными вложениями.
Программа к программе Ruida Rdworks 7
Седьмая версия программы практически не развивалась, скорее всего производитель счет не эффективные логику ее развития и представленная 8 версия практически сразу завоевала популярность.
Инструкции на контроллер Ruida RDC6445
Контроллер лазерного станка Ruida RDC6445 может работать с газовыми и оптоволоконными станками. Наибольшее распространение он получил именно, работая в составе лазерных станков CO2, как наиболее…
Инструкции по программе для лазерного станка Ruida RdWorks 8 (LaserWork)
Для быстрого и продуктивного освоения программы RdWorks 8 скачайте инструкцию на русском и английском языках. Найдите ответы на вопросы наиболее эффективного применения лазерного станка в своем…
Режимы резки на CO2 станке
Режимы резки на лазерном станке мощностью 80 Вт
Часто возникает проблема найти необходимые параметры резки материала и получить при этом качественный результат в ограниченный временной промежуток. Представленные параметры призваны обозначит…
Режимы резки на лазерном станке мощностью 60 Вт
Мы собираем данные по сети интернет, чтобы у вас была возможность иметь понимания производительности именно вашего станка с лазерной трубкой 60 Вт. Данные не абсолютные и могут не подойти именно вам,…
JPT
Trumph
RayTools
Каталог лазерных головок RayTools
Официальный каталог лазерных головок raytools поставляемых с лазерными станками по металлу. Подробное описание комплектующих и опций.
IPG Photonics
Trotec
Рекламные проспекты на лазерные станки Trotec
Кратная информация по возможностям лазерных станков австрийской компании Trotec, которая производит одни из самых совершенных лазерных станков CO2 применяя лазерные излучатели Synrad.
Siemens
Siemens SINUMERIK 808D инструкции
С SINUMERIK 808D компания SIEMENS предлагает новейшую технологичную СЧПУ для начального уровня стандартных станков. Система обеспечивает комплексную разработку программ на станке и управление для…
Siemens SINUMERIC 840D/ 810D / FM-NC инструкции
Официальная инструкция от производителя контроллера на русском языке. Приведены основные данные необходимые для эффективного использования станка ЧПУ
LNC
Чиллеры S&A
Topwisdom
3D сканер «Штрих-2»
Инструкция по подключению 3D сканера Штрих-2
3D сканер Штрих-2 производился беларусcкой компанией Riftek и поставлялся несколькими компаниями в Росиии. Данное оборудование устанавливается непосредственно на станок, где за его плавное…
Программа Ashera для 3D сканера Штрих-2
Легкое решение для сканирования 3D объектов непосредственно на фрезерном станке. Сканер устанавливается на станке и создает облако точек. В программе Ashera обрабатывается в преобразовывается в STL…
DELTA
Макрос для CorelDraw
CorelLaser
SignCut
Leetro
Станки ЧПУ имеет внутренний компьютер с предустановленным программным обеспечением, которое обеспечивает работу оборудования. Основным модулем, синхронизирующим работу внутренних систем, называют системой управления. Информация о модели системы управления представлена в характеристиках и является одной из самых главных и значимых.
Промышленное оборудование не должно обновляться по мере появления новой версии программы, как это, например делают пользователи смартфонов и домашних ПК. Наиболее важное значение — это стабильность работы станка, все остальное второстепенно и появление тех или иных фишек не стоит тех рисков, которые могут привести к остановке работающей целой производственной цепочки. Все обновлений и прошивки надо делать только при четком понимании того, что другого пути нет и обновление, и перенастройка программного обеспечение единственный путь.
Инструкции для станков и комплектующих
Выстроить правильную и качественную работу на станке возможно только с пониманием, что это за станок и как он устроен и работает. Есть проверенный и тернистый путь «кнопкадава» и «авось», но этот путь в начале кажется очень простым, но как только возникают проблемы, требующие серьезных финансовых издержек, придется либо платить деньги человеку за пересказ инструкции, либо просто за сервис и демонстрацию последовательности работы на станке.
Так или иначе все равно придется читать инструкции и вникать в их суть. Проще найти время, как можно раньше, чтобы начать быстрее получать от оборудования, приобретённого вами, планируемую прибыть.
Внешне все оборудование схоже и вроде решает одни и те же задачи, но между станками есть разница исходящая из установленных комплектующих. Именно комплектующие открывают функциональные возможности и гарантируют стабильную работу оборудование. В большей части каждый элемент станка можно настроить и повысить производительность вашего станка.
На сайте можно скачать инструкции для данных типов оборудования, это не конечный список и по возможности мы дополняем информацию.
- Лазерного станка ЧПУ
- Фрезерного станка ЧПУ
- Лазерным маркеры
- Инверторы
Программы для станков
Программа для взаимодействия пользователя и станка имеет свою версию и производителя и не универсально для всех станков в целом. Каждый контроллер имеет свое уникальное программное обеспечение. Скачать, что-то похожее и заставить станок работать по-новому не получится, оно просто не будет работать.
Чтобы найти установить наиболее стабильное и современную программу для станка важно четко понимать, что установлено на вашем оборудовании.
Не стоит постоянно отслеживать новинки и при каждой возможности ставить что-то другое, это как минимум потребует вашего личного времени на изучение и вникание, которое не даст денег, а принесет расходы.
Сейчас для свободного скачивания представлены наиболее распространённые программы для широкого перечня оборудования.
- Ruida
- Leetro
- Topwisdom
- Trocen
- Ncstudio
- LNC
- EzCad
- CorelLaser
- SYNTEC
- SIGNCUT
- CYPCUT
Прошивки
Прошивка — это сервисная задача, ни в коем случае не стоит делать обновление ради развлечения, без явных показаний к обновлению. Лучше всего если обновления прошивки будет делать сервисный инженер, имеющий соответствующую компетенцию. Конечно, можно найти информацию в ютубе и тп, но раскрыть все проблемы при обновлении не всегда получается в одном видео. Также автор не несет никакой ответственности за представленную информацию и все возникающие риски — это полностью ваша ответственность.
Контроллеры
Наиболее важная часть любого станка ЧПУ. Все что может станок — это по сути возможности контроллера и привязки к технической части станка реализующая техническую часть.
- Фрезерные станки ЧПУ
- Лазерные станки ЧПУ
Вспомогательное оборудование
- IPG Photonics
- Raycus
- Max Photonics
Драйверы
Программа сопряжения внешнего устройства с вашим компьютером. Как правило, используется для передачи файлов по USB проводу на ваш станок. Во множестве случаем на китайских станках используется FTDI контроллер. Это очень простое и легкое решения, а главное стабильное.
Скачать и установить драйверы на ваш станок не составит больших проблем. Если у вас есть уникальный драйвер и Вы готовы им поделится, то присылайте его нам, мы его разместим и у вас будет дополнительная гарантия его сохранности в сети и при необходимости его можно будет скачать.
Найти драйвер для станка вы сможете, перейдя по соответствующей ссылке.
В базе есть драйверы для наиболее распространенных станков, поставляемых на российский рынок.
- Режущие плоттеры
- Лазерные станки
- Фрезерные станки
Оглавление
- Написать управляющую программу для станка с ЧПУ можно несколькими способами.
- Первый вариант:
- Второй вариант:
В данной статье я опишу общие принципы создания управляющих программ с ЧПУ или как написать программу для станка с ЧПУ. Она подойдет для начинающих в ЧПУ, или для еще не совсем разобравшихся пользователей. Это не инструкция, а общие понятия. Рекомендую к прочтению, если собираетесь более-менее понимать, почему и как двигается ваш станок!
Написать управляющую программу для станка с ЧПУ можно несколькими способами.
Как мы с вами знаем (или еще нет!) управляющая программа (далее УП) состоит из различных команд и координат перемещений станка по его осям (пример – на трехосевом по осям X, Y и Z).

Владея данной информацией переходим к основному вопросу – как написать программу для станка с ЧПУ?
Первый вариант:
мы можем использовать язык программирования станков с ЧПУ – g-code. Ознакомившись с основным перечнем команд и значений данного языка программирования, мы сможем написать управляющую программу собственными руками буквально в блокноте!
Но! Технологии уже давно шагнули вперед, поэтому рассмотрим
Второй вариант:
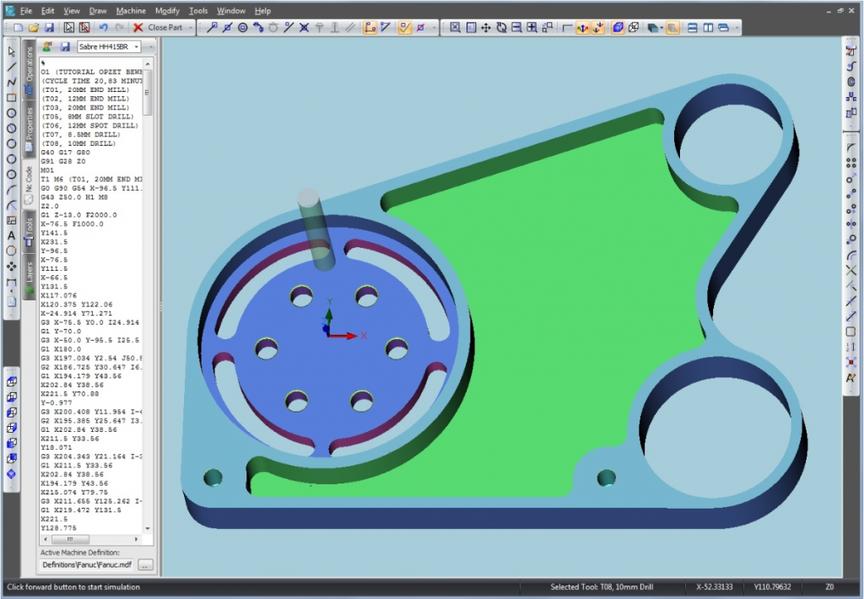
Использование CAM-систем для создания управляющих программ. На сегодняшний день их превеликое множество. Большинство из них совмещают CAD/CAM функции, т.е. помимо управляющих программ в них можно создавать 3д модели и чертежи.

В каждой такой системе есть основные принципы, общие для всех программ:
- Задание системы координат (чтобы совместить нашу УП с координатами станка)
- Задание заготовки
- Задание инструмента
- Задание режимов обработки
- Создание траектории обработки (вы выбираете, каким образом будет перемещаться ваш инструмент, для наиболее корректной и чистой обработки)
- При помощи постпроцессора мы получаем из траекторий g-codе, который и идет в конечном счете в наш станок с ЧПУ.
Вот такой цикл придется пройти каждому, кто собирается создавать УП для станков с ЧПУ.
Общность данных принципов позволяет без особых усилий переходить с одной системы написания программ на другую, достаточно разобраться хотя бы с первой.
Если вас интересует обучение одной из CAM — систем, вы можете посмотреть первый урок из моего видео-курса совершенно бесплатно.
С уважением,
Никита Гришанов
Примеры программы токарного станка с ЧПУ
Пример программирования токарного станка с ЧПУ 1. Программа по снятию фаски:
N10 G92 X70 Z10 (установить систему координат и определить положение точки установки инструмента)
N20 G00 U-70 W-10 (от точки начала программирования до центра переднего торца заготовки)
N30 G01 U26 C3 F100 (снятие фаски 3 × 45° под прямым углом)
N40 W-22 R3 (скругление фаски R3)
N50 U39 W-14 C3 (длина перевернутой стороны 3 равнобедренных прямого угла)
N60 W-34 (обработка внешнего круга Φ 65)
N70 G00 U5 W80 (возврат к исходной точке программирования)
N80 M30 (остановка шпинделя, завершение основной программы и сброс)

Программа токарного станка круговой интерполяции G02/G03 Инструкция:
N1 G92 X40 Z5 (установить систему координат заготовки и определить положение точки установки инструмента)
N2 M03 S400 (шпиндель вращается со скоростью 400 об/мин)
N3 G00 X0 (к центру заготовки)
N4 G01 Z0 F60 (контактная заготовка)
N5 G03 U24 W-24 R15 (обработка дугового сечения R15)
N6 G02 X26 Z-31 R5 (обработка дугового сечения R5)
N7 G01 Z-40 (обработка внешнего круга Φ 26)
N8 X40 Z5 (инструмент возвращает точку настройки)
N9 M30 (остановка шпинделя, завершение основной программы и сброс)

Популярная программа цикла токарных станков с ЧПУ
G70 — чистовой цикл
G71 – Цикл черновой обработки
G72 – Цикл торцевания
G73 – Цикл повторения шаблона
G75 – Цикл нарезания канавок с насечкой
G76- Цикл резьбы
G83 – Цикл сверления с центральным сверлением по оси Z
G84 – Цикл нарезания резьбы по оси Z
G87 – Цикл сверления с выводом сверла по оси X
G88 – Цикл нарезания резьбы по оси X
Советы и руководство по программированию токарной обработки с ЧПУ
Чтобы сделать программу ЧПУ для токарного станка, в процессе программирования можно применить несколько советов.
1. Эффективное использование встроенной программы цикла
1) В полной мере используйте программу циклов ЧПУ.
— В системе ЧПУ FANUCO―TD токарный станок с ЧПУ имеет более 10 видов циклических программ, таких как G70 и G71
– В системе Siemens существуют стандартные циклы обработки LCYC82, LCYC83, LCYC840, LCYC85, LCYC93, LCYC94, LCYC95, LCYC97 и т. д., есть цикл нарезания канавок LCYC93, нарезание резьбы LCYC97 и цикл нарезания заготовок LCYC95. Они играют решающую роль в высоких программирование эффективности, особенно LCYC95 и LCYC93. Пока заданы начальная и конечная точки контура, можно гарантировать, что детали будут соответствовать требованиям чертежа детали и требованиям процесса, и, что более важно, программирование будет быстрым и удобным. Следовательно, необходимо понимать инструкции по программированию фиксированного цикла станка при работе на станке с ЧПУ. При гибком и всестороннем использовании время отладки программирования может быть сокращено при обработке небольших партий деталей, чтобы повысить эффективность программирования и эффективность производства.
В токарной операции на ЧПУ часто повторяется определенная фиксированная операция обработки. Эта часть операции может быть записана в подпрограммы, заранее сохранена в памяти и вызвана в любое время в зависимости от необходимости, так что программирование становится простым и быстрым.
2. Выберите правильный путь подачи (инструмента)
Траектория подачи — это траектория движения режущего инструмента в течение всего процесса обработки, то есть траектория, по которой проходит инструмент, начинает подачу от точки настройки до точки возврата в точку завершения программы обработки.
1) Попробуйте сократить путь инструмента, уменьшить пустой ход и повысить эффективность производства.
— Используйте отправную точку. Например, при циклической обработке в соответствии с фактической обработкой заготовки разделите начальную точку инструмента и точку установки инструмента. В целях обеспечения безопасности и удовлетворения потребностей в смене инструмента начальная точка инструмента должна быть как можно ближе к заготовке, чтобы уменьшить холостой ход инструмента, сократить путь подачи и сэкономить время выполнения в процессе обработки.
– При черновой или получистовой обработке припуск на заготовку большой, поэтому следует использовать соответствующий метод циклической обработки. Принимая во внимание жесткость обрабатываемых деталей и требования технологии обработки, следует использовать кратчайший путь подачи при резке, чтобы сократить время холостого хода, повысить эффективность производства и снизить износ инструмента.
Обеспечьте безопасность процесса обработки
Избегайте взаимодействия между инструментом и необработанной поверхностью и избегайте столкновения между инструментом и заготовкой. Если заготовку необходимо обрабатывать при встрече с канавкой, следует отметить, что точки подачи и отвода должны быть перпендикулярны направлению канавки, а скорость подачи не может быть «G0». Команда «G0» не иметь одновременного перемещения «X, Z».
3. Гибко используйте специальный G-код, чтобы обеспечить качество и точность обработки деталей с ЧПУ.
1) Возврат к нулевой точке станка — G28, выравнивание станины — G29
Базовая точка – это фиксированная точка на станке. Инструмент можно легко переместить в это положение с помощью функции возврата в референтную точку. При практической обработке точность продуктов можно повысить, умело используя инструкцию по возврату в исходную точку. Чтобы обеспечить точность обработки основных размеров, инструмент может вернуться в исходную точку перед обработкой основного размера, а затем снова вернуться в позицию обработки. Целью этой практики является повторная проверка эталона для определения размерной точности обработки.
2) Время выдержки — G04
– Временно ограничить работу программы обработки.
– Чтобы уменьшить количество ошибок оператора, вызванных усталостью или частыми нажатиями, вместо запуска первой части используется команда G04. Программа обработки детали разработана как циклическая подпрограмма, а инструкция G04 разработана в основной программе, вызывающей циклическую подпрограмму. При необходимости в качестве завершения или проверки программы выбирается инструкция остановки плана М01.
– При нарезании резьбы метчиком по центральной резьбе необходимо нарезать резьбу эластичным цилиндрическим патроном, чтобы метчик не сломался при нарезании резьбы до дна. Команда задержки G04 устанавливается в нижней части резьбы, чтобы метчик выполнял нарезание без подачи. Время задержки должно гарантировать полную остановку шпинделя. После полной остановки шпинделя он реверсируется в соответствии с исходной скоростью вращения вперед, а метчик перемещается назад в соответствии с исходным опережением.
3) Инкрементальное программирование — G91, абсолютное программирование — G90.
Инкрементальное программирование принимает положение острия инструмента в качестве начала координат, а кончик инструмента перемещается относительно начала координат для программирования. Во всем процессе обработки абсолютное программирование имеет относительно единую точку отсчета, то есть начало координат, поэтому его совокупная ошибка меньше, чем у относительного программирования. При токарной обработке с ЧПУ точность радиального размера заготовки выше, чем осевого размера. Поэтому абсолютное программирование лучше для радиального измерения в программировании. Учитывая удобство обработки, относительное программирование принимается для осевого размера, но абсолютное программирование лучше использоваться для важного осевого размера.