Предложения товаров в интернет-магазине не является публичной офертой. Договоры купли-продажи товара с посредниками оформляются через отдел продаж ближайшего регионального офиса.
Города бесплатной доставки до транспортных терминалов ТК»Деловые линии»: Абакан, Адлер, Альметьевск, Ангарск, Апатиты, Арзамас, Армавир, Артем, Архангельск, Асбест, Астрахань, Ачинск, Балаково, Балашиха, Барнаул, Белгород, Белорецк, Бердск, Березники, Бийск, Благовещенск, Борисоглебск, Боровичи, Братск, Брянск, Бузулук, Великие Луки, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Волжский, Вологда, Воркута, Воронеж, Воскресенск, Воткинск, Всеволожск, Выборг, Гатчина, Глазов, Горелово, Грозный, Дзержинск, Димитровград, Дмитров, Домодедово, Евпатория, Ейск, Екатеринбург, Елец, Железнодорожный, Забайкальск, Зеленоград, Златоуст, Иваново, Ижевск, Иркутск, Йошкар-Ола, Казань, Калининград, Калуга, Каменск-Уральский, Каменск-Шахтинский, Камышин, Качканар, Кемерово, Керчь, Киров, Кирово-Чепецк, Клин, Клинцы, Ковров, Коломна, Колпино, Комсомольск-на-Амуре, Кострома, Котлас, Красногорск, Краснодар, Краснокамск, Красноярск, Кропоткин, Кузнецк, Курган, Курск, Ленинск-Кузнецкий, Ливны, Липецк, Магнитогорск, Майкоп, Махачкала, Миасс, Мичуринск, Москва Север, Мурманск, Муром, Мытищи, Набережные Челны, Нальчик, Находка, Невинномысск, Нефтекамск, Нижневартовск, Нижнекамск, Нижний Новгород, Нижний Тагил, Новокузнецк, Новомосковск, Новороссийск, Новосибирск, Новоуральск, Новочебоксарск, Новочеркасск, Новый Уренгой, Ногинск, Норильск, Ноябрьск, Обнинск, Одинцово, Озерск, Октябрьский, Омск, Орел, Оренбург, Орехово-Зуево, Орск, Пенза, Первоуральск, Пермь, Петрозаводск, Подольск, Прокопьевск, Псков, Пушкин, Пушкино, Пятигорск, Ржев, Рославль, Россошь, Ростов-на-Дону, Рубцовск, Рыбинск, Рязань, Салават, Самара, Санкт-Петербург, Саранск, Саратов, Севастополь, Северодвинск, Сергиев Посад, Серов, Серпухов, Симферополь, Смоленск, Солнечногорск, Сосновый Бор, Сочи, Ставрополь, Старый Оскол, Стерлитамак, Ступино, Сургут, Сызрань, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томилино, Томск, Туапсе, Тула, Тюмень, Улан-Удэ, Ульяновск, Усинск, Уссурийск, Усть-Кут, Уфа, Ухта, Феодосия, Хабаровск, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Чехов, Чита, Шадринск, Шахты, Энгельс, Южно-Сахалинск, Юрюзань, Якутск, Ялта, Ярославль.
![]()
4В611 станок электроэрозионный прошивочный для извлечения сломанного инструмента, г. Баку. Паспорт, 1985г. (djvu)
От
Ртуть
Паспорт на станок электроэрозионный прошивочный мод. 4В611 для извлечения сломанного инструмента. Бакинское станкостроительное производственное объединение, 1985г.
39 раз скачали
Обновлено
DK77 Проволочные электроэрозионные станки, система ЧПУ HF. Программирование, работа, настройка
От
Индеeц
Описание работы на китайских проволочных электроэрозионных станках серии DK77… под управлением ЧПУ HF
Программирование, работа, настройка.
На мой взляд, лучший перевод, что можно найти, даже сам удивлён.
Здесь же скачал в виде отдельных графических файлов, почистил, собрал в ПДФ
Язык — русский.
212 раза скачали
Обновлено
Документация Agie Charmilles (act spark) SP1
От
crasssy
Документация и ПО для Agie Charmilles (act spark) SP1
68 раз скачали
Обновлено
![]()
Схемы электроэрозионного станка резки с молибденовой проволокой
От
GuntisK
Фрагменты схем и фото электроники Китайских электроэрозионных станков с применением молибденовой проволоки. Модель станка неизвестна.
305 раз скачали
Обновлено
Обновлено
Подготовка УП к DK77 в среде HF. Инструкция
От
gve
Электроэрозионный проволочно-вырезной станок Fangzheng DK77 с ЧПУ. Инструкция по подготовке траекторий для резки в среде HF для станков DK77.
2 358 раз скачали
Обновлено
DK77 электроэрозионный проволочно-вырезной станок с ЧПУ. Паспорт
От
gve
Электроэрозионный проволочно-вырезной станок Fangzheng DK77 с ЧПУ. Паспорт на одну из разновидностей DK77. Кинематика, механическое устройство; принципов работы, режимов, поиска неисправностей нет.
Жиангсу Фангженг СНС Машин Тул Ко., Лтд.
560 раз скачали
Обновлено
![]()
4732Ф3, электроэрозионный станок профильной вырезки с ЧПУ. Технологическая инструкция
От
Механик44
Технологическая инструкция к электроэрозионному станку профильной вырезки модели 4732Ф3 с ЧПУ
Очень редкие таблицы выбора режимов работы станка при обработке различных материалов.
297 раз скачали
Обновлено
![]()
ГКИ-250, генератор электроэрозионных вырезных станков мод. 4531Ф3, 4532Ф3. Паспорт, 1984г.
От
Механик44
Генератор типа ГКИ 250 предназначен для питания технологическим импульсным током электроэрозионных вырезных станков мод. 4531Ф3, 4532Ф3 и других аналогичных станков.
Паспорт. Техническое описание и инструкция по эксплуатации. Приложения. 1984 год
205 раз скачали
Обновлено
Генератор ГКИ-300-200А. Паспорт. Схемы электрические.
От
rubbery
Генератор ГКИ-300-200А. Паспорт. Схемы электрические.
512 раза скачали
Обновлено
Установка эл.искрового легирования UR-121. Паспорт
От
igogo
Установка эл.искрового легирования UR121
Паспорт и Технологическая инструкция из https://www.chipmake…les/file/11963/ https://www.chipmake…les/file/11962/ собраны воедино и обработаны.
91 раз скачали
Обновлено
Обновлено
Руководство пользователя проволочного эррозионного станка DK7720
От
gve
Руководство пользователя проволочного эррозионного китайского станка DK7720.
Скачано постранично из интернета, самого документа на руках нет.
Внятностью описания не блещет, но что есть.
996 раз скачали
Обновлено
Обновлено
Устройство управления шаговым приводом УУШП-16
От
Привод
Устройство управления шаговым приводом УУШП-16
Электроэрозионный вырезной станок модели 4732Ф3М
149 раз скачали
Обновлено
PCI карта управления электроэрозионником
От
zefs52
PCI карта управления электроэрозионником, проволочным, дрелью зависит от выбранных осей.
920 раз скачали
Отправлено
Транзисторный генератор импульсный регулируемый ТИГР250-10М. Электросхема
От
zefs52
Схема электрическая принципиальная транзистрного генератора ТИГР 250-10М
223 раза скачали
Обновлено
4Д722АФ1, электроэрозионный копировально-прошивочный координатный станок с особо высокой точностью отсчёта координат. Паспорт
От
bsb_mobile
Электроэрозионный копировально-прошивочный координатный станок с особо высокой точностью отсчёта координат 4Д722АФ1. Руководство по эксплуатации.
Часть I.
0.38.00.00.070.0.OPЭ
В/О «Станкоимпорт» СССР Москва
377 раз скачали
Обновлено
Sodick, эрозионный станок. Паспорт
От
G66
Инструкция по эксплуатации и настройке режимов работы.
1 054 раза скачали
Обновлено
Схема принципиальная электроэрозионного генератора ТИГР-250
От
Zoraccer
Схема принципиальная электроэрозионного генератора ТИГР-250 (генератор Транзисторный Импульсный Регулируемый).
Генератор экспериментальный, разработки НИИ от 1986г.
441 раз скачали
Отправлено
Электроэрозионный вырезной станок модели 4732ФЗМ, оснащенного генератором типа ГКИ-ЗОО-200А и УЧПУ типа 2М43, (Частичная технологическая инструкция)
От
Aliansfp
В технологической инструкции приведены основные технические данные электроэрозионного вырезного станка модели 4732ФЗМ, оснащенного генератором типа ГКИ-ЗОО-200А и УЧПУ типа 2М43, Даны рекомендации по выбору технологических параметров обработки элекгроэрозионных вырезанием, монограммы и таблицы по выбору оптимальных режимов. В инструкции содержатся необходимые сведения о настройке оборудования, использовании электрода-проволоки и рабочей жидкости. Дана методика расчетаэквидистанты при подготовке управляющих программ, в том числе использовании приспособления для обработки наклонной проволокой. Указаны требования к заготовкам и метода позиционирования инструмента Приведены примеры типовых технологических процессов.
(все неполное, как осталось со старых времен в личных архивах)
350 раз скачали
Отправлено
Станок эрозионный вырезной А207.23 (схема)
От
Aliansfp
Схема электрическая принципиальная электроэрозионного станка модели А207.23. Станок изготавливался на базе УИМ фирмы Карл Цейс. Никакой электроники, ни ЧПУ -все предельно просто. Отсчет размеров по лимбам и шкалам измерительного микроскопа, элнетрод-проволока молибден 0,04-0,12мм Высота обрабатываемых деталей до 40мм Фото для илюстрации взято из книги Б.И. Ставицкого Из истории электроискровой обработки материалов
343 раза скачали
Обновлено
Программная оболочка Agie Elox Mondo Star 20
От
Aliansfp
Программная оболочка Agie Elox Mondo Star 20. После распаковки, можно запустить под управлением Win2000. Win XP и посмотреть на фейс программной оболочки станка. В закладке JOB содержание реальных программ изготовления деталей. Поможет технологам при проектировании электродов и выборе режимов обработки на своих компах, не толкаясь у стойки
173 раза скачали
Обновлено
Обновлено
AgieCUT2000, вырезной электроэрозионный станок, Швейцария. Руководство пользователя
От
Aliansfp
Частичное содержание руководства пользователя AGIECUT CLASSIC, CHALLENGE,
EVOLUTION, EXCELLENCE
305 раз скачали
Обновлено
Технику электроэрозионной обработки применяют в машино- и приборостроении в качестве альтернативы механической обработке металла резанием. Особенно заметны её преимущества в работе с электропроводными материалами высокой плотности, заготовками и деталями сложной формы, а также при прошивке соединительных каналов в корпусных изделиях. Давайте познакомимся с принципом работы электроэрозионного станка и разберём особенности технологии электроэрозионной обработки (ЭЭО) поэтапно.
ЭЭО: общая информация
Электроэрозией называют разрушение верхних слоёв металла под действием электротока. Способ обработки металлов, основанный на использовании электрической эрозии, был впервые разработан учёными Б. Р. Лазаренко и Н. И. Лазаренко в СССР ещё в первой половине XX века.
В ходе ЭЭО в зоне электрического разряда при высоком температурном воздействии материал нагревается, плавится и начинает испаряться. Для обеспечения таких условий необходим мощный источник энергии – генератор импульсов. Весь процесс проходит в специальной жидкости, заполняющей небольшое пространство между электродами. Последними в данном случае являются обрабатывающий инструмент и сама деталь.
Силы, возникающие в канале разряда в ходе металлообработки, выбрасывают расплавленный и испарённый метал в рабочую жидкость, где он охлаждается, оседает и в итоге выводится из рабочего пространства в виде небольших твёрдых частиц. На обрабатываемом участке заготовки появляются лунки, которые называют эрозионными.
Актуальные госстандарты выделяют несколько базовых разновидностей ЭЭО:
- Вырезание (ЭЭВ) и отрезка (ЭЭОт);
- Прошивание (ЭЭПр);
- Объёмное копирование (ЭЭОК);
- Шлифование (ЭЭШ);
- Маркирование (ЭЭМ);
- Упрочнение (ЭЭУ).
ЭЭО служит для работы с заготовками сложной формы, получения фасонных полостей, изготовления в твердосплавных деталях различных канавок, прорезей и пазов, а также для резки, шлифовки и многих других производственных операций. Схему ЭЭО вы можете увидеть ниже.
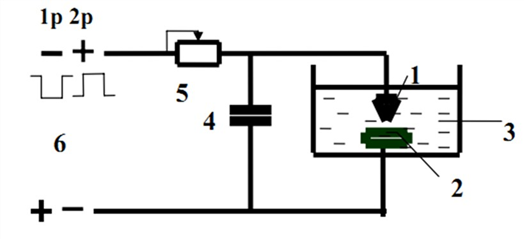
Схема ЭЭО. 1 – ЭИ, 2 – заготовка, 3 – РЖ, 4 — конденсатор, 5 – реостат, 6 – источник электропитания, 1р – электроискровый режим, 2р – электроимпульсный режим.
Электроискровый режим
Деталь либо заготовка в этом режиме имеет положительный заряд и является анодом. Поток частиц обрабатывает поверхность материала, расплавляя его в виде лунки. Чтобы поток не деформировал ЭИ, необходимо использовать импульсы напряжения длительности не выше 10-3 с. При работе в электроискровом режиме слой снимаемого металла будет небольшим, поэтому такой метод лучше подходит для точной чистовой обработки.
Электроимпульсный режим
В этом режиме деталь имеет отрицательный заряд и является катодом. Она принимает на себя напряжение длительностью выше 10-3 с, под действием которого между ней и электрод-инструментом образуется дуговой разряд. Ионный поток, возникающий в ходе такой обработки, получается достаточно мощным, чтобы снимать большой слой металла с высокой скоростью. В сравнении с электроискровым режимом, при электроимпульсном воздействии продуктивность ЭЭО повышается примерно в 8 раз, однако страдает качество и чистота обработки.
Теперь, когда освещены основные виды и режимы ЭЭО, рассмотрим принципы работы и типологию станков, на которых она производится.
Электроэрозионный станок: строение и виды
Электроэрозионным станком (ЭЭС) называют устройство, предназначающееся для металлообработки методом электрической эрозии. По принципу работы принято выделять универсальные и специальные ЭЭС двух типов: вырезные и копировально-прошивочные.
Копировально-прошивочные ЭЭС
Такие станки изготавливают повышенной точности либо в стандартной модификации. Чаще всего они имеют вертикальную компоновку и неподвижный либо координатный стол со съёмной или подъёмной ванной. Современные модели оснащают функцией адаптивного программируемого управления, что значительно расширяет спектр операций, доступных устройству.
Сфера применения:
- Обработка отверстий со сложным профилем (фильеры, щели и др.);
- Изготовление элементов рабочих компонентов пресс-форм, фильер, штампов;
- Прошивка отверстий, извлечение остатков инструмента из крупногабаритных изделий (переносных станков и т. д.).
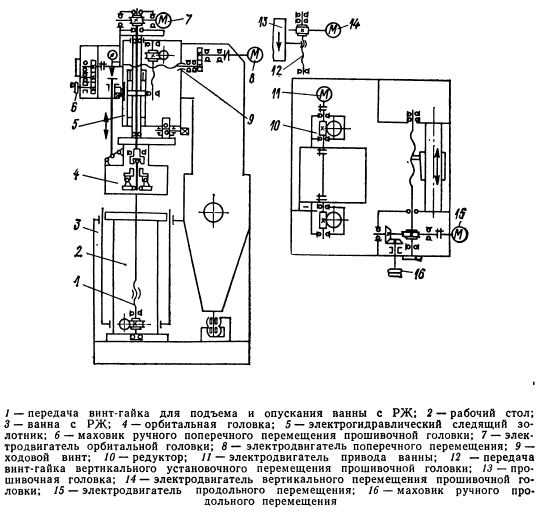
Схема копировально-прошивочного ЭЭС с электрогидравлическим приводом подачи ЭИ
Вырезные ЭЭС
Благодаря особым генераторам с биметаллической проволокой вырезные электроэрозионные станки имеют производительность на 60-70% большую, чем устройства копировально-прошивного типа. При работе с геометрически сложными поверхностями (н-р конусами) используют дополнительное оборудование.
Сфера применения вырезных ЭЭС достаточно широка. Их применяют в автомобиле- и приборостроении при вырезке сложных деталей, матриц для экструдирования, различных шаблонов, в изготовлении изделий массового потребления (инструменты, предметы декора и т. д.).
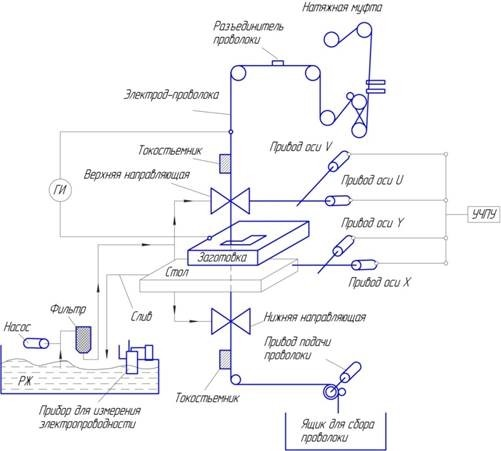
Устройство ЭЭС вырезного типа.
Принцип работы ЭЭС
Электроэрозионная обработка на станке проходит через несколько основных этапов:
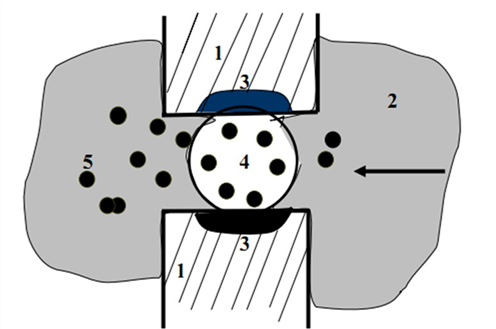
Процесс ЭЭО: электроды (1), жидкость-диэлектрик (2), лунки (3), газ (4) и шлам (5).
- К электродам (1) подаётся напряжение, создающее между ними электрическое поле. При уменьшении этого промежутка до критического значения меж электродами образуется разряд, создающий проводящий канал.
- Чтобы повысить эффективность разряда, катод и анод помещаются в жидкость-диэлектрик (2). Материал каждого электрода имеет микроскопические неровности и выступы, максимальная напряжённость электрического поля возникает между двумя самыми близко расположенными выступами. В этом промежутке появляются проводящие «мостки» из примесей РЖ.
- В ходе нагрева жидкости и её испарения под действием электротока возникает пузырь из газа (4). Внутри него происходит сильный дуговой либо искровой разряд, сопровождаемый ударной волной. Возникшие как следствие разряда потоки частиц (ионы, электроны) летят к электродам, способствуя поддержанию канала разряда.
- Концентрируемая в зоне разряда энергия увеличивает температуру в ней до огромных значений. Электродные поверхности начинают плавиться и частично испаряться, а капли расплавленного материала подхватываются диэлектрической жидкостью и выводятся в виде небольших фрагментов (5).
Требования к ЭИ и РЖ для электроэрозионных станков
Согласно действующим нормативным документам, РЖ для электроэрозионной металлообработки должна:
- Способствовать высокой продуктивности ЭЭО;
- Иметь низкий уровень испаряемости;
- Обладать стабильными физико-химическими свойствами;
- Иметь хороший уровень фильтруемости, невысокую коррозионную активность в отношении материалов ЭИ и детали;
- Не содержать токсичных веществ в составе.
- Обладать температурой вспышки паров не ниже 61 оС.
Большое распространение в области ЭЭО получили низкомолекулярные углеводородные жидкости различных уровней вязкости, вода, растворы на основе воды и двухатомных спиртов, кремнийорганические жидкости. Оптимальные для того или иного метода обработки параметры обеспечивают специализированные РЖ. Эффективность использования жидкости снижается в зависимости от степени её загрязнённости шламом. Замену РЖ чаще всего производят при падении электропроводности ниже 0,05 См/м.
Электрод-инструмент, используемый при ЭЭО, должен обеспечивать стабильную работу станка во всём диапазоне его рабочих режимов и способствовать наибольшей производительности при минимальном износе. Качественный ЭИ обладает следующими свойствами:
- Жёсткость и высокая сопротивляемость механической деформации;
- Стойкость к высокотемпературным воздействиям;
- Отсутствие царапин, трещин, вмятин и других дефектов;
- Шероховатость Ra = 2,5:0,63 мкм.
Для работы с углеродистыми сталями, жаропрочными сплавами применяются электрод-инструменты из меди и графита. В черновой обработке этих же материалов используются чугунные и алюминиевые ЭИ. Тугоплавкие и твердосплавные материалы обрабатывают посредством композиционных медных и вольфрамовых ЭИ. Конкретный материал и тип выбранного инструмента зависит от обрабатываемой детали, сложности её формы, размеров, материала и других параметров.
Полезные видеоматериалы по теме.
Видео станков AccuteX и OCEAN:
виде картинок в формате jpg.
Все ксерокопии паспортов станков по каждой модели содержат:
1. Основные технические характеристики (техническое описание)
станка.
2. Схему электрическую принципиальную.
3. Схему электрическую монтажную.
4. Описание работы принципиальной схемы.
5. Состав электрооборудования с техническими характеристиками.
Для примера в паспорт гидрофицированного долбежного станка модели
7М430 входит: общий вид станка, назначение и область применения
станка, распаковка и транспортирование станка, общий вид станка с
обозначением органов управления, основные данные станка, краткое
описание конструкции и работы станка, электрооборудование станка
(описание работы схемы), спецификация электрооборудования,
характеристика электродвигателей, указания по обслуживанию
электрооборудования станка, схема электрическая принципиальная,
схема электрическая монтажная.
Предложения товаров в интернет-магазине не является публичной
офертой. Договоры купли-продажи товара с посредниками оформляются
через отдел продаж ближайшего регионального офиса.
Города бесплатной доставки до транспортных терминалов ТК»Деловые
линии»: Абакан, Адлер, Альметьевск, Ангарск, Апатиты, Арзамас,
Армавир, Артем, Архангельск, Асбест, Астрахань, Ачинск, Балаково,
Балашиха, Барнаул, Белгород, Белорецк, Бердск, Березники, Бийск,
Благовещенск, Борисоглебск, Боровичи, Братск, Брянск, Бузулук,
Великие Луки, Великий Новгород, Владивосток, Владикавказ, Владимир,
Волгоград, Волгодонск, Волжский, Вологда, Воркута, Воронеж,
Воскресенск, Воткинск, Всеволожск, Выборг, Гатчина, Глазов,
Горелово, Грозный, Дзержинск, Димитровград, Дмитров, Домодедово,
Евпатория, Ейск, Екатеринбург, Елец, Железнодорожный, Забайкальск,
Зеленоград, Златоуст, Иваново, Ижевск, Иркутск, Йошкар-Ола, Казань,
Калининград, Калуга, Каменск-Уральский, Каменск-Шахтинский, Камышин,
Качканар, Кемерово, Керчь, Киров, Кирово-Чепецк, Клин, Клинцы,
Ковров, Коломна, Колпино, Комсомольск-на-Амуре, Кострома, Котлас,
Красногорск, Краснодар, Краснокамск, Красноярск, Кропоткин, Кузнецк,
Курган, Курск, Ленинск-Кузнецкий, Ливны, Липецк, Магнитогорск,
Майкоп, Махачкала, Миасс, Мичуринск, Москва Север, Мурманск, Муром,
Мытищи, Набережные Челны, Нальчик, Находка, Невинномысск,
Нефтекамск, Нижневартовск, Нижнекамск, Нижний Новгород, Нижний
Тагил, Новокузнецк, Новомосковск, Новороссийск, Новосибирск,
Новоуральск, Новочебоксарск, Новочеркасск, Новый Уренгой, Ногинск,
Норильск, Ноябрьск, Обнинск, Одинцово, Озерск, Октябрьский, Омск,
Орел, Оренбург, Орехово-Зуево, Орск, Пенза, Первоуральск, Пермь,
Петрозаводск, Подольск, Прокопьевск, Псков, Пушкин, Пушкино,
Пятигорск, Ржев, Рославль, Россошь, Ростов-на-Дону, Рубцовск,
Рыбинск, Рязань, Салават, Самара, Санкт-Петербург, Саранск, Саратов,
Севастополь, Северодвинск, Сергиев Посад, Серов, Серпухов,
Симферополь, Смоленск, Солнечногорск, Сосновый Бор, Сочи,
Ставрополь, Старый Оскол, Стерлитамак, Ступино, Сургут, Сызрань,
Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томилино,
Томск, Туапсе, Тула, Тюмень, Улан-Удэ, Ульяновск, Усинск, Уссурийск,
Усть-Кут, Уфа, Ухта, Феодосия, Хабаровск, Ханты-Мансийск, Чебоксары,
Челябинск, Череповец, Чехов, Чита, Шадринск, Шахты, Энгельс,
Южно-Сахалинск, Юрюзань, Якутск, Ялта, Ярославль.
![]()
4В611 станок электроэрозионный прошивочный для извлечения сломанного инструмента, г. Баку. Паспорт, 1985г. (djvu)
От
Ртуть
Паспорт на станок электроэрозионный прошивочный мод. 4В611 для извлечения сломанного инструмента. Бакинское станкостроительное производственное объединение, 1985г.
31 раз скачали
Обновлено 02.02.2023 10:24
DK77 Проволочные электроэрозионные станки, система ЧПУ HF. Программирование, работа, настройка
От
Индеeц
Описание работы на китайских проволочных электроэрозионных станках серии DK77… под управлением ЧПУ HF
Программирование, работа, настройка.
На мой взляд, лучший перевод, что можно найти, даже сам удивлён.
Здесь же скачал в виде отдельных графических файлов, почистил, собрал в ПДФ
Язык — русский.
155 раз скачали
Обновлено 05.01.2022 08:22
Документация Agie Charmilles (act spark) SP1
От
crasssy
Документация и ПО для Agie Charmilles (act spark) SP1
55 раз скачали
Обновлено 22.06.2021 12:58
![]()
Схемы электроэрозионного станка резки с молибденовой проволокой
От
GuntisK
Фрагменты схем и фото электроники Китайских электроэрозионных станков с применением молибденовой проволоки. Модель станка неизвестна.
272 раза скачали
Обновлено 06.11.2020 09:14
Обновлено 19.10.2020 07:47
Подготовка УП к DK77 в среде HF. Инструкция
От
gve
Электроэрозионный проволочно-вырезной станок Fangzheng DK77 с ЧПУ. Инструкция по подготовке траекторий для резки в среде HF для станков DK77.
1 934 раза скачали
Обновлено 23.03.2020 07:39
DK77 электроэрозионный проволочно-вырезной станок с ЧПУ. Паспорт
От
gve
Электроэрозионный проволочно-вырезной станок Fangzheng DK77 с ЧПУ. Паспорт на одну из разновидностей DK77. Кинематика, механическое устройство; принципов работы, режимов, поиска неисправностей нет.
Жиангсу Фангженг СНС Машин Тул Ко., Лтд.
476 раз скачали
Обновлено 23.03.2020 07:37
![]()
4732Ф3, электроэрозионный станок профильной вырезки с ЧПУ. Технологическая инструкция
От
Механик44
Технологическая инструкция к электроэрозионному станку профильной вырезки модели 4732Ф3 с ЧПУ
Очень редкие таблицы выбора режимов работы станка при обработке различных материалов.
286 раз скачали
Обновлено 16.10.2019 10:56
![]()
ГКИ-250, генератор электроэрозионных вырезных станков мод. 4531Ф3, 4532Ф3. Паспорт, 1984г.
От
Механик44
Генератор типа ГКИ 250 предназначен для питания технологическим импульсным током электроэрозионных вырезных станков мод. 4531Ф3, 4532Ф3 и других аналогичных станков.
Паспорт. Техническое описание и инструкция по эксплуатации. Приложения. 1984 год
202 раза скачали
Обновлено 16.10.2019 10:55
Генератор ГКИ-300-200А. Паспорт. Схемы электрические.
От
rubbery
Генератор ГКИ-300-200А. Паспорт. Схемы электрические.
494 раза скачали
Обновлено 26.07.2019 06:59
Установка эл.искрового легирования UR-121. Паспорт
От
igogo
Установка эл.искрового легирования UR121
Паспорт и Технологическая инструкция из https://www.chipmake…les/file/11963/ https://www.chipmake…les/file/11962/ собраны воедино и обработаны.
89 раз скачали
Обновлено 27.12.2018 15:41
4531, электроискровой станок, г. Кировакан. Паспорт, 1976г.
От
Haupt_Horn
Руководство к электроискровому станку мод. 4531
323 раза скачали
Обновлено 02.02.2018 07:26
Руководство пользователя проволочного эррозионного станка DK7720
От
gve
Руководство пользователя проволочного эррозионного китайского станка DK7720.
Скачано постранично из интернета, самого документа на руках нет.
Внятностью описания не блещет, но что есть.
905 раз скачали
Обновлено 01.06.2017 09:29
Обновлено 25.02.2017 13:42
Устройство управления шаговым приводом УУШП-16
От
Привод
Устройство управления шаговым приводом УУШП-16
Электроэрозионный вырезной станок модели 4732Ф3М
147 раз скачали
Обновлено 26.01.2017 08:08
PCI карта управления электроэрозионником
От
zefs52
PCI карта управления электроэрозионником, проволочным, дрелью зависит от выбранных осей.
910 раз скачали
Отправлено 25.01.2017 04:21
Транзисторный генератор импульсный регулируемый ТИГР250-10М. Электросхема
От
zefs52
Схема электрическая принципиальная транзистрного генератора ТИГР 250-10М
216 раз скачали
Обновлено 30.01.2017 14:01
4Д722АФ1, электроэрозионный копировально-прошивочный координатный станок с особо высокой точностью отсчёта координат. Паспорт
От
bsb_mobile
Электроэрозионный копировально-прошивочный координатный станок с особо высокой точностью отсчёта координат 4Д722АФ1. Руководство по эксплуатации.
Часть I.
0.38.00.00.070.0.OPЭ
В/О «Станкоимпорт» СССР Москва
370 раз скачали
Обновлено 04.12.2016 14:05
Sodick, эрозионный станок. Паспорт
От
G66
Инструкция по эксплуатации и настройке режимов работы.
1 042 раза скачали
Обновлено 12.03.2016 19:48
Схема принципиальная электроэрозионного генератора ТИГР-250
От
Zoraccer
Схема принципиальная электроэрозионного генератора ТИГР-250 (генератор Транзисторный Импульсный Регулируемый).
Генератор экспериментальный, разработки НИИ от 1986г.
436 раз скачали
Отправлено 01.03.2016 17:32
Электроэрозионный вырезной станок модели 4732ФЗМ, оснащенного генератором типа ГКИ-ЗОО-200А и УЧПУ типа 2М43, (Частичная технологическая инструкция)
От
Aliansfp
В технологической инструкции приведены основные технические данные электроэрозионного вырезного станка модели 4732ФЗМ, оснащенного генератором типа ГКИ-ЗОО-200А и УЧПУ типа 2М43, Даны рекомендации по выбору технологических параметров обработки элекгроэрозионных вырезанием, монограммы и таблицы по выбору оптимальных режимов. В инструкции содержатся необходимые сведения о настройке оборудования, использовании электрода-проволоки и рабочей жидкости. Дана методика расчетаэквидистанты при подготовке управляющих программ, в том числе использовании приспособления для обработки наклонной проволокой. Указаны требования к заготовкам и метода позиционирования инструмента Приведены примеры типовых технологических процессов.
(все неполное, как осталось со старых времен в личных архивах)
344 раза скачали
Отправлено 29.02.2016 17:39
Станок эрозионный вырезной А207.23 (схема)
От
Aliansfp
Схема электрическая принципиальная электроэрозионного станка модели А207.23. Станок изготавливался на базе УИМ фирмы Карл Цейс. Никакой электроники, ни ЧПУ -все предельно просто. Отсчет размеров по лимбам и шкалам измерительного микроскопа, элнетрод-проволока молибден 0,04-0,12мм Высота обрабатываемых деталей до 40мм Фото для илюстрации взято из книги Б.И. Ставицкого Из истории электроискровой обработки материалов
335 раз скачали
Обновлено 16.02.2016 18:21
Программная оболочка Agie Elox Mondo Star 20
От
Aliansfp
Программная оболочка Agie Elox Mondo Star 20. После распаковки, можно запустить под управлением Win2000. Win XP и посмотреть на фейс программной оболочки станка. В закладке JOB содержание реальных программ изготовления деталей. Поможет технологам при проектировании электродов и выборе режимов обработки на своих компах, не толкаясь у стойки
171 раз скачали
Обновлено 04.01.2016 20:05
Обновлено 04.01.2016 20:01
AgieCUT2000, вырезной электроэрозионный станок, Швейцария. Руководство пользователя
От
Aliansfp
Частичное содержание руководства пользователя AGIECUT CLASSIC, CHALLENGE,
EVOLUTION, EXCELLENCE
296 раз скачали
Обновлено 04.01.2016 20:04
Все файлы — это сканы с реальных паспортов на оборудование, в
виде картинок в формате jpg.
Все ксерокопии паспортов станков по каждой модели содержат:
1. Основные технические характеристики (техническое описание)
станка.
2. Схему электрическую принципиальную.
3. Схему электрическую монтажную.
4. Описание работы принципиальной схемы.
5. Состав электрооборудования с техническими характеристиками.
Для примера в паспорт гидрофицированного долбежного станка модели
7М430 входит: общий вид станка, назначение и область применения
станка, распаковка и транспортирование станка, общий вид станка с
обозначением органов управления, основные данные станка, краткое
описание конструкции и работы станка, электрооборудование станка
(описание работы схемы), спецификация электрооборудования,
характеристика электродвигателей, указания по обслуживанию
электрооборудования станка, схема электрическая принципиальная,
схема электрическая монтажная.
- Запросить техпаспорт
- Задать вопрос
- Контакты
- Поиск техпаспорта
ПРЕДВАРИТЕЛЬНАЯ ЗАЯВКА
НА ПАСПОРТ СТАНКА
Отправьте заявку, в ответе мы укажем наличие, цену и другую важную информацию.
Время ответа обычно занимает от 20 минут до 3 часов.
ОБРАТНАЯ СВЯЗЬ
Отправьте нам свой вопрос и мы ответим на ваш
адрес эл.почты в ближайшие часы.
Мы будем рады любому вашему вопросу.
А так же ждем от вас жалоб, поощрений и предложений.
ПОИСК ТЕХПАСПОРТА
Поиск необходимого паспорта на станок или оборудование по нашей базе данных.
Введите модель станка или оборудования на который вы ищите паспорт.
Наша база данных постоянно пополняется и содержит уже более
12 000 моделей паспортов, однако если вы не сможете найти необходимую
вам документацию, сделайте заявку и мы сами постараемся найти нужный
паспорт на станок или оборудование.
Технику электроэрозионной обработки применяют в машино- и приборостроении в качестве альтернативы механической обработке металла резанием. Особенно заметны её преимущества в работе с электропроводными материалами высокой плотности, заготовками и деталями сложной формы, а также при прошивке соединительных каналов в корпусных изделиях. Давайте познакомимся с принципом работы электроэрозионного станка и разберём особенности технологии электроэрозионной обработки (ЭЭО) поэтапно.
ЭЭО: общая информация
Электроэрозией называют разрушение верхних слоёв металла под действием электротока. Способ обработки металлов, основанный на использовании электрической эрозии, был впервые разработан учёными Б. Р. Лазаренко и Н. И. Лазаренко в СССР ещё в первой половине XX века.
В ходе ЭЭО в зоне электрического разряда при высоком температурном воздействии материал нагревается, плавится и начинает испаряться. Для обеспечения таких условий необходим мощный источник энергии – генератор импульсов. Весь процесс проходит в специальной жидкости, заполняющей небольшое пространство между электродами. Последними в данном случае являются обрабатывающий инструмент и сама деталь.
Силы, возникающие в канале разряда в ходе металлообработки, выбрасывают расплавленный и испарённый метал в рабочую жидкость, где он охлаждается, оседает и в итоге выводится из рабочего пространства в виде небольших твёрдых частиц. На обрабатываемом участке заготовки появляются лунки, которые называют эрозионными.
Актуальные госстандарты выделяют несколько базовых разновидностей ЭЭО:
- Вырезание (ЭЭВ) и отрезка (ЭЭОт);
- Прошивание (ЭЭПр);
- Объёмное копирование (ЭЭОК);
- Шлифование (ЭЭШ);
- Маркирование (ЭЭМ);
- Упрочнение (ЭЭУ).
ЭЭО служит для работы с заготовками сложной формы, получения фасонных полостей, изготовления в твердосплавных деталях различных канавок, прорезей и пазов, а также для резки, шлифовки и многих других производственных операций. Схему ЭЭО вы можете увидеть ниже.
Схема ЭЭО. 1 – ЭИ, 2 – заготовка, 3 – РЖ, 4 — конденсатор, 5 – реостат, 6 – источник электропитания, 1р – электроискровый режим, 2р – электроимпульсный режим.
Электроискровый режим
Деталь либо заготовка в этом режиме имеет положительный заряд и является анодом. Поток частиц обрабатывает поверхность материала, расплавляя его в виде лунки. Чтобы поток не деформировал ЭИ, необходимо использовать импульсы напряжения длительности не выше 10-3 с. При работе в электроискровом режиме слой снимаемого металла будет небольшим, поэтому такой метод лучше подходит для точной чистовой обработки.
Электроимпульсный режим
В этом режиме деталь имеет отрицательный заряд и является катодом. Она принимает на себя напряжение длительностью выше 10-3 с, под действием которого между ней и электрод-инструментом образуется дуговой разряд. Ионный поток, возникающий в ходе такой обработки, получается достаточно мощным, чтобы снимать большой слой металла с высокой скоростью. В сравнении с электроискровым режимом, при электроимпульсном воздействии продуктивность ЭЭО повышается примерно в 8 раз, однако страдает качество и чистота обработки.
Теперь, когда освещены основные виды и режимы ЭЭО, рассмотрим принципы работы и типологию станков, на которых она производится.
Электроэрозионный станок: строение и виды
Электроэрозионным станком (ЭЭС) называют устройство, предназначающееся для металлообработки методом электрической эрозии. По принципу работы принято выделять универсальные и специальные ЭЭС двух типов: вырезные и копировально-прошивочные.
Копировально-прошивочные ЭЭС
Такие станки изготавливают повышенной точности либо в стандартной модификации. Чаще всего они имеют вертикальную компоновку и неподвижный либо координатный стол со съёмной или подъёмной ванной. Современные модели оснащают функцией адаптивного программируемого управления, что значительно расширяет спектр операций, доступных устройству.
Сфера применения:
- Обработка отверстий со сложным профилем (фильеры, щели и др.);
- Изготовление элементов рабочих компонентов пресс-форм, фильер, штампов;
- Прошивка отверстий, извлечение остатков инструмента из крупногабаритных изделий (переносных станков и т. д.).
Схема копировально-прошивочного ЭЭС с электрогидравлическим приводом подачи ЭИ
Вырезные ЭЭС
Благодаря особым генераторам с биметаллической проволокой вырезные электроэрозионные станки имеют производительность на 60-70% большую, чем устройства копировально-прошивного типа. При работе с геометрически сложными поверхностями (н-р конусами) используют дополнительное оборудование.
Сфера применения вырезных ЭЭС достаточно широка. Их применяют в автомобиле- и приборостроении при вырезке сложных деталей, матриц для экструдирования, различных шаблонов, в изготовлении изделий массового потребления (инструменты, предметы декора и т. д.).
Устройство ЭЭС вырезного типа.
Принцип работы ЭЭС
Электроэрозионная обработка на станке проходит через несколько основных этапов:
Процесс ЭЭО: электроды (1), жидкость-диэлектрик (2), лунки (3), газ (4) и шлам (5).
- К электродам (1) подаётся напряжение, создающее между ними электрическое поле. При уменьшении этого промежутка до критического значения меж электродами образуется разряд, создающий проводящий канал.
- Чтобы повысить эффективность разряда, катод и анод помещаются в жидкость-диэлектрик (2). Материал каждого электрода имеет микроскопические неровности и выступы, максимальная напряжённость электрического поля возникает между двумя самыми близко расположенными выступами. В этом промежутке появляются проводящие «мостки» из примесей РЖ.
- В ходе нагрева жидкости и её испарения под действием электротока возникает пузырь из газа (4). Внутри него происходит сильный дуговой либо искровой разряд, сопровождаемый ударной волной. Возникшие как следствие разряда потоки частиц (ионы, электроны) летят к электродам, способствуя поддержанию канала разряда.
- Концентрируемая в зоне разряда энергия увеличивает температуру в ней до огромных значений. Электродные поверхности начинают плавиться и частично испаряться, а капли расплавленного материала подхватываются диэлектрической жидкостью и выводятся в виде небольших фрагментов (5).
Требования к ЭИ и РЖ для электроэрозионных станков
Согласно действующим нормативным документам, РЖ для электроэрозионной металлообработки должна:
- Способствовать высокой продуктивности ЭЭО;
- Иметь низкий уровень испаряемости;
- Обладать стабильными физико-химическими свойствами;
- Иметь хороший уровень фильтруемости, невысокую коррозионную активность в отношении материалов ЭИ и детали;
- Не содержать токсичных веществ в составе.
- Обладать температурой вспышки паров не ниже 61 оС.
Большое распространение в области ЭЭО получили низкомолекулярные углеводородные жидкости различных уровней вязкости, вода, растворы на основе воды и двухатомных спиртов, кремнийорганические жидкости. Оптимальные для того или иного метода обработки параметры обеспечивают специализированные РЖ. Эффективность использования жидкости снижается в зависимости от степени её загрязнённости шламом. Замену РЖ чаще всего производят при падении электропроводности ниже 0,05 См/м.
Электрод-инструмент, используемый при ЭЭО, должен обеспечивать стабильную работу станка во всём диапазоне его рабочих режимов и способствовать наибольшей производительности при минимальном износе. Качественный ЭИ обладает следующими свойствами:
- Жёсткость и высокая сопротивляемость механической деформации;
- Стойкость к высокотемпературным воздействиям;
- Отсутствие царапин, трещин, вмятин и других дефектов;
- Шероховатость Ra = 2,5:0,63 мкм.
Для работы с углеродистыми сталями, жаропрочными сплавами применяются электрод-инструменты из меди и графита. В черновой обработке этих же материалов используются чугунные и алюминиевые ЭИ. Тугоплавкие и твердосплавные материалы обрабатывают посредством композиционных медных и вольфрамовых ЭИ. Конкретный материал и тип выбранного инструмента зависит от обрабатываемой детали, сложности её формы, размеров, материала и других параметров.
Полезные видеоматериалы по теме.
Видео станков AccuteX и OCEAN: