
Назначение технического устройства.
Автомат продольного точения 1П12 предназначен для обработки методом продольного точения деталей повышенной точности фасонного профиля из холоднотянутого калиброванного прутка диаметром до 12 мм, длиной до 80мм.
Технические характеристики.
Наибольший диаметр обрабатываемого прутка, мм – 12
Наибольшая длина проточки, мм – 80
Габариты станка, мм:
Длина – 1465
Ширина – 870
Высота – 1365
Масса станка, кг – 800
Руководство по эксплуатации, паспорт на Автомат продольного точения 1П12 скачать бесплатно в формате djvu (86 страниц):

На чтение 14 мин. Просмотров 1 Опубликовано
Содержание
- Паспорт на токарный автомат продольного точения 1Б10А
- Автомат одношпиндельный продольного точения 1Б10А
- Назначение станка по металлу 1Б10А
- Паспорт на токарный автомат продольного точения 1Б10В
- 1М10ДА станок токарный продольного точения автомат Схемы, описание, характеристики
- Сведения о производителе токарного станка продольного точения 1М10ДА
- Станки, выпускаемые Ленинградским заводом станков-автоматов (ЛЗСА)
- 1М10ДА Станок токарный продольного точения автомат особо высокой точности. Назначение и область применения.
- Принцип работы
- Одношпиндельные автоматы и полуавтоматы. Автоматы токарные продольного точения. Общие сведения
- Принцип работы токарного автомата продольного точения
- Обозначения одношпиндельных автоматов и полуавтоматов:
Паспорт на токарный автомат продольного точения 1Б10А
Модель, название: 1Б10А Токарный автомат продольного точения
Производство: Ленинградский завод станков-автоматов
Название, маркировка: Паспорт и руководство по эксплуатации
Год: —
Страниц: 161
Формат: jpg
Одношпиндельные автоматы продольного точения моделей 1Б10П, 1Б10В, 1Б10А предназначены для изготовления методом продольного точения деталей диаметром до 6 мм и длиной до 60 мм из холоднотянутого калиброванного прутка. Автоматы 1Б10В и 1Б10А предназначены для обработки деталей сложной конфигурации, как деталей часов и приборов, с точностью обработки по диаметрам 1-2 классов, а по длине не ниже 2-го, при чистоте обработки по диаметру. Автомат 1Б10П предназначен для изготовления мелких деталей машиностроительной промышленности. Для получения изделий высокой точности с допусками до 0,008 мм и менее должны применяться прутки 1-го класса точности. Для деталей, на которых неконцентричность предусматривается в пределах 0,01-0,02 мм, допустимо применение прутков 2-го класса точности. Для получения деталей высокой точности на автоматах 1Б10В и 1Б10А необходимо выполнять следующие требования:
— Обрабатываемый материал (пруток) должен соответствовать требованиям;
— Соблюдать правила эксплуатации автоматов;
Не рекомендуется использовать автомат для выполнения грубых работ на повышенных производствах.
При настройке автомата на производительность 10 и более деталей в минуту не допускается обрабатывать изделия длиной более 10 мм из стального прутка диаметром свыше 4 мм и применять фасонные резцы шире 4 мм. Несоблюдение этих требований вызовет преждевременную потерю точности. Для автоматов модели 1Б10В и 1Б10А рабочая температура цеха должна быть 20±2°С. Колебание температуры в течение смены не должно превышать 3°С. Для автомата модели 1Б10П наиболее низкая температура цеха, в которой он может быть установлен, 15° С.
С автоматами 1Б10В и 1Б10А в универсальном исполнении поставляется двухшпинделыюе резьбонарезное приспособление с механизмом выключения распределительного вала. Автоматы могут быть поставлены с наладкой на деталь заказчика. В этом случае в комплект поставки входят приспособления, предусмотренные операционной картой обработки. Центрование, сверление, развертывание, нарезка резьб и другие операции выполняются дополнительными устройствами, расширяющими технологические возможности автомата.
Следующие дополнительные устройства могут быть поставлены по особому заказу за отдельную плату:
— Центровочное (сверху к центру);
— Двухшпиндельное сверлильное (качательное);
— Редуктор многократного вывода сверла;
— Одношпиндельное резьбонарезное;
Принципиальной особенностью схемы работы автомата является то, что в процессе продольной обточки обрабатываемому материалу сообщается:
— вращательное движение;
— поступательное вдоль оси движение подачи. Пруток, зажатий цангой, перемещается вместе со шпиндельной бабкой. Резцы могут перемещаться только в направлении, перпендикулярном к оси материала. Возникающие при резании радиальные усилия воспринимаются люнетом, расположенным в непосредственной близости от режущих кромок инструмента;
Это обстоятельство создает благоприятные условия для процесса резания, устраняя прогибы и вибрации, в результате чего обеспечивается высокая точность и чистота обработанных поверхностей. Цикл работы инструментов и движение прутка задается кулачками распределительного вала, рассчитанными и настроенными на данную деталь. Короткие детали могут обрабатываться без применения люнета, при этом шпиндельная бабка подводится к инструменту так, что изделие обрабатывается прямо перед зажимной цангой. Достоинством схемы настоящего автомата является и то, что возможна обработка конусных и сферических поверхностей в результате согласованных и автоматически повторяющихся движений материала и резца. Одной из особенностей схемы является метод нарезания резьбы и сверления. Кинематические схемы резьбонарезных устройств рассчитываются таким образом, что резьбонарезной инструмент вращается в ту же сторону, что и главный шпиндель, но с некоторым обгоном, равным 10-30%. После нарезания резьбы на заданную длину шпиндель, несущий резьбонарезной инструмент, получает вращение с меньшим числом оборотов, чем главный шпиндель (отставание 40- 50%) происходит свинчивание инструмента с изделия. На сверлильный шпиндель вращение передается одновременно с резьбонарезным с той же скоростью, но в обратном направлении. Таким образом, скорость резания при сверлении равняется сумме скоростей сверлильного шпинделя приспособления и главного шпинделя станка.
Источник
Автомат одношпиндельный продольного точения 1Б10А
Автомат предназначен для обработки методом продольного точения деталей типа тел вращения из калиброванного холоднотянутого прутка в условиях серийного, крупносерийного, массового производства
Технические характеристики станка 1Б10А
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | А |
| Наибольший диаметр обрабатываемого прутка, мм | 6 |
| Наибольшая длина подачи прутка, мм | 60 |
| Наибольшая длина обрабатываемого прутка, мм | 2000 |
| ЧПУ | — |
| Пределы частот вращения шпинделя Min/Max, об/мин. | 1400 — 10000 |
| Мощность, кВт | 1.5 |
| Габариты, мм | 1250_810_1430 |
| Масса, кг | 630 |
| Начало серийного выпуска, год | 1973 |
| Завод-производитель | Ленинградский завод станков-автоматов ЛЗСА, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Автомат одношпиндельный продольного точения 1Б10А по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 1Б10А производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Автомат одношпиндельный продольного точения 1Б10А составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Автомат одношпиндельный продольного точения 1Б10А звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Автомат одношпиндельный продольного точения 1Б10А звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Источник
Паспорт на токарный автомат продольного точения 1Б10В
Модель, название: 1Б10В Токарный автомат продольного точения
Производство: Ленинградский завод станков-автоматов
Название, маркировка: Паспорт и руководство по эксплуатации
Год: —
Страниц: 161
Формат: jpg
Одношпиндельные автоматы продольного точения моделей 1Б10П, 1Б10В, 1Б10А предназначены для изготовления методом продольного точения деталей диаметром до 6 мм и длиной до 60 мм из холоднотянутого калиброванного прутка. Автоматы 1Б10В и 1Б10А предназначены для обработки деталей сложной конфигурации, как деталей часов и приборов, с точностью обработки по диаметрам 1-2 классов, а по длине не ниже 2-го, при чистоте обработки по диаметру. Автомат 1Б10П предназначен для изготовления мелких деталей машиностроительной промышленности. Для получения изделий высокой точности с допусками до 0,008 мм и менее должны применяться прутки 1-го класса точности. Для деталей, на которых неконцентричность предусматривается в пределах 0,01-0,02 мм, допустимо применение прутков 2-го класса точности. Для получения деталей высокой точности на автоматах 1Б10В и 1Б10А необходимо выполнять следующие требования:
— Обрабатываемый материал (пруток) должен соответствовать требованиям;
— Соблюдать правила эксплуатации автоматов;
Не рекомендуется использовать автомат для выполнения грубых работ на повышенных производствах.
При настройке автомата на производительность 10 и более деталей в минуту не допускается обрабатывать изделия длиной более 10 мм из стального прутка диаметром свыше 4 мм и применять фасонные резцы шире 4 мм. Несоблюдение этих требований вызовет преждевременную потерю точности. Для автоматов модели 1Б10В и 1Б10А рабочая температура цеха должна быть 20±2°С. Колебание температуры в течение смены не должно превышать 3°С. Для автомата модели 1Б10П наиболее низкая температура цеха, в которой он может быть установлен, 15° С.
С автоматами 1Б10В и 1Б10А в универсальном исполнении поставляется двухшпинделыюе резьбонарезное приспособление с механизмом выключения распределительного вала. Автоматы могут быть поставлены с наладкой на деталь заказчика. В этом случае в комплект поставки входят приспособления, предусмотренные операционной картой обработки. Центрование, сверление, развертывание, нарезка резьб и другие операции выполняются дополнительными устройствами, расширяющими технологические возможности автомата.
Следующие дополнительные устройства могут быть поставлены по особому заказу за отдельную плату:
— Центровочное (сверху к центру);
— Двухшпиндельное сверлильное (качательное);
— Редуктор многократного вывода сверла;
— Одношпиндельное резьбонарезное;
Принципиальной особенностью схемы работы автомата является то, что в процессе продольной обточки обрабатываемому материалу сообщается:
— вращательное движение;
— поступательное вдоль оси движение подачи. Пруток, зажатий цангой, перемещается вместе со шпиндельной бабкой. Резцы могут перемещаться только в направлении, перпендикулярном к оси материала. Возникающие при резании радиальные усилия воспринимаются люнетом, расположенным в непосредственной близости от режущих кромок инструмента;
Это обстоятельство создает благоприятные условия для процесса резания, устраняя прогибы и вибрации, в результате чего обеспечивается высокая точность и чистота обработанных поверхностей. Цикл работы инструментов и движение прутка задается кулачками распределительного вала, рассчитанными и настроенными на данную деталь. Короткие детали могут обрабатываться без применения люнета, при этом шпиндельная бабка подводится к инструменту так, что изделие обрабатывается прямо перед зажимной цангой. Достоинством схемы настоящего автомата является и то, что возможна обработка конусных и сферических поверхностей в результате согласованных и автоматически повторяющихся движений материала и резца. Одной из особенностей схемы является метод нарезания резьбы и сверления. Кинематические схемы резьбонарезных устройств рассчитываются таким образом, что резьбонарезной инструмент вращается в ту же сторону, что и главный шпиндель, но с некоторым обгоном, равным 10-30%. После нарезания резьбы на заданную длину шпиндель, несущий резьбонарезной инструмент, получает вращение с меньшим числом оборотов, чем главный шпиндель (отставание 40- 50%) происходит свинчивание инструмента с изделия. На сверлильный шпиндель вращение передается одновременно с резьбонарезным с той же скоростью, но в обратном направлении. Таким образом, скорость резания при сверлении равняется сумме скоростей сверлильного шпинделя приспособления и главного шпинделя станка.
Источник
1М10ДА станок токарный продольного точения автомат
Схемы, описание, характеристики
Сведения о производителе токарного станка продольного точения 1М10ДА
Производителем токарного станка продольного точения 1М10ДА является Ленинградский завод станков-автоматов (ЛЗСА), основанный в 1927 году.
С 1984 года завод ЛЗСА входит в Объединение прецизионного станкостроения с 1993 года входит в Санкт-Петербургский Завод прецизионного станкостроения.
Станки, выпускаемые Ленинградским заводом станков-автоматов (ЛЗСА)
1М10ДА Станок токарный продольного точения автомат особо высокой точности. Назначение и область применения.
Одношпиндельный прутковый автомат продольного точения модели 1М10ДА предназначен для обработки деталей типа тел вращения сложной конфигурации диаметром до 10 мм и длиной до 80 мм из холоднотянутого калиброванного прутка.
Автомат 1М10ДА предназначен для крупносерийного и массового производства деталей часовой, точной приборостроительной и радиоэлектронной промышленности.
Использование дополнительных устройств на автомате 1М10ДА и применение различных модификаций автомата:
- с торможением шпинделя в автоматическом цикле
- с остановом и индексацией шпинделя
- с шестисуппортной стойкой
К автомату 1М10ДА могут поставляться следующие приспособления:
- Сверлильно-резьбонарезное и резьбонарезное приспособление
- Сверлильное приспособление
- Шлицеприрезное приспособление
- Для проточки конусов приспособление
- Вращающийся люнет
- Откидной упор
- Центровочное приспособление
- Для поддержки при отрезке приспособление
- Для сверления со стороны отрезки приспособление
- Для редукции при подаче балансира 1:10 приспособление
- Двойное подрезное приспособление на 6° и 25°
- Редуктор многократного ввода и вывода сверла
- Фрезерная головка
- Автоматическое загрузочное устройство
Автомат 1М10ДА позволяет производить следующие операции: сверление и расточку отверстий, нарезание резьб, рассверливание со стороны отрезки, фрезерование шлицев, поперечное сверление отверстий, координируемых по углу, и другие операции.
Принцип работы
Продольное перемещение шпиндельной бабки вместе с обрабатываемым прутком и поперечное перемещение суппортов, расположенных радиально, позволяют осуществлять любую комбинацию относительных движений, необходимую для получения тел вращения при точении простыми резцами.
Расположение режущего инструмента в непосредственной близости к люнету, направляющему пруток, сводит к минимуму возможные вибрации и отжим обрабатываемых деталей, что обеспечивает высокую точность обработки. Регулирование расстояния от режущей кромки инструмента до оси обрабатываемого изделия производится микрометрическими устройствами с точностью:
- для суппортной стойки — 0,010 мм
- для суппортов балансира — 0,0025 мм
Автомат эксплуатируется с применением автоматической централизованной смазки периодического действия.
При согласовании в установленном порядке автомат может поставляться налаженным на деталь заказчика.
Условия эксплуатации автомата — УХЛ 4.1 по ГОСТ 15150—69.
Точность обработки деталей в производственных условиях: по диаметрам 0,005—0,08 мм, по длине — до 0,015 мм, при шероховатости обработанных диаметров Ra 0,8.
Одношпиндельные автоматы и полуавтоматы. Автоматы токарные продольного точения. Общие сведения
Синонимы: автоматы токарные продольного точения швейцарскрго типа, automatic Swiss lathe.
Принцип работы токарного автомата продольного точения
Принцип работы токарного автомата продольного точения
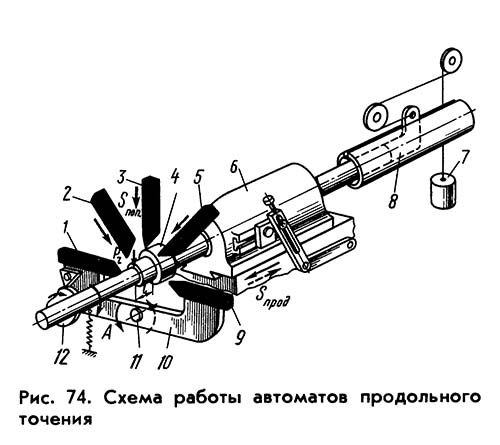
Отличительной особенностью автоматов продольного точения (рис. 74) является то, что пруток в них кроме вращательного движения имеет вместе со шпиндельной бабкой 6 продольное поступательное перемещение Sпрод. Все суппорты автомата, которых может быть четыре или пять, расположены веерообразно вокруг обрабатываемого прутка (см. рис. 37). Они имеют только поперечное перемещение Sпоп. При одновременном согласованном перемещении шпиндельной бабки с прутком и поперечных суппортов на этих автоматах можно без применения фасонных резцов обрабатывать конические и фасонные поверхности.
Вертикальные суппорты 2, 3 и 5 расположены на специальной стойке, имеют прямолинейное перемещение и управляются от самостоятельных кулачков распределительного вала. Два горизонтальных суппорта 1 и 9 расположены на балансире 10, имеют качательное движение вокруг оси 11 и управляются оба от одного кулачка 12.
В стойке, на которой расположены вертикальные суппорты, установлен неподвижный люнет 4, являющийся дополнительной передней опорой для прутка. Все суппорты с резцами располагаются в непосредственной близости от люнета, в результате чего плечо l, на котором действует сила резания PZ, получается очень маленьким. Сила резания здесь воспринимается в основном люнетом, а прогиб прутка от нее из-за малого l получается очень незначительным. Благодаря этому на автоматах продольного точения можно обрабатывать с очень высокой точностью достаточно длинные заготовки, имеющие небольшой диаметр.
С правого конца пруток постоянно поджимается толкателем 8 под действием груза 7 для удержания его в переднем положении при отходе шпиндельной бабки назад.
Шпиндель в автоматах продольного точения всегда вращается в одну сторону и имеет левое вращение по стрелке А. Поэтому нарезание правой резьбы на них производится методом обгона.
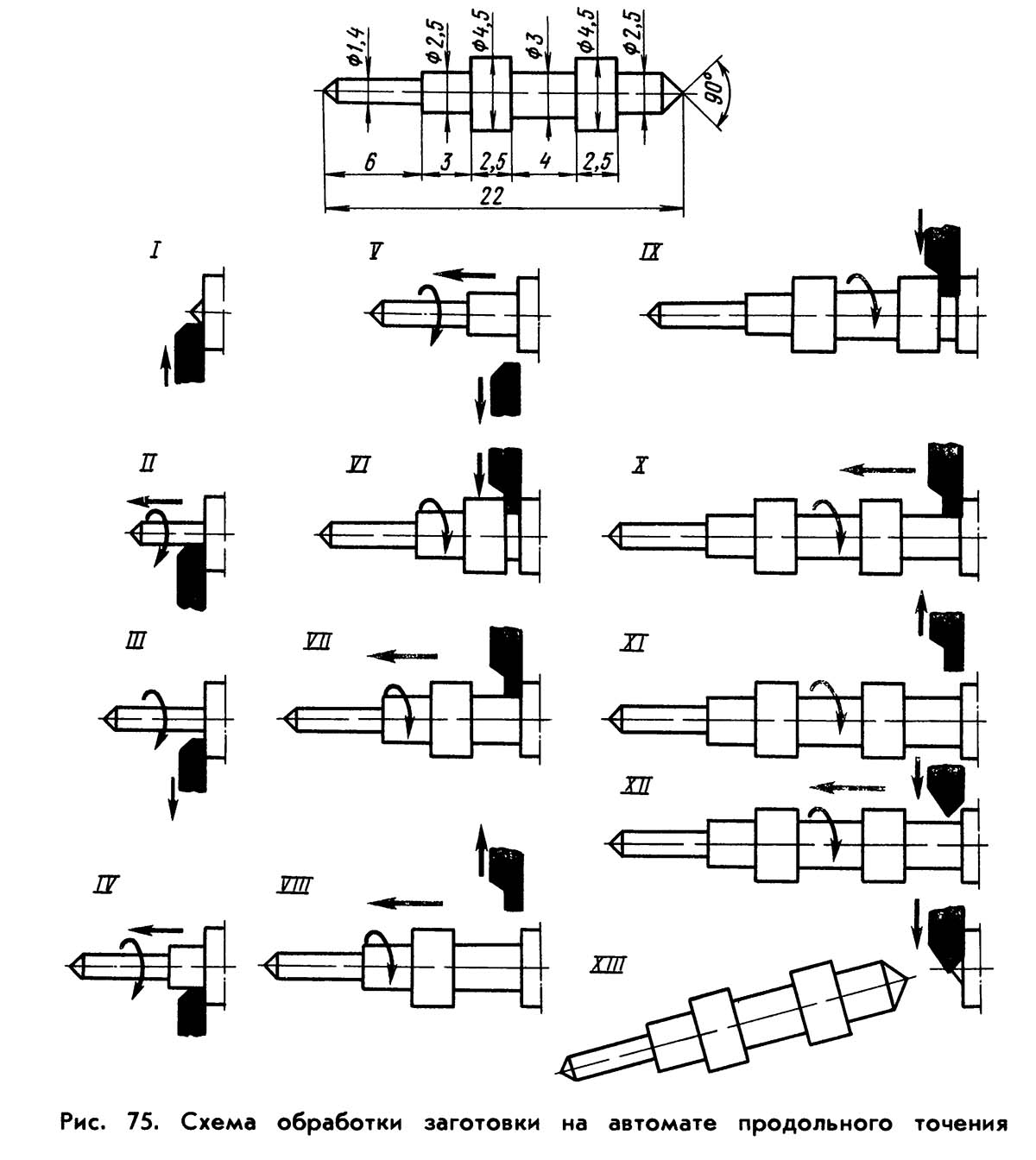
Схема обработки заготовки на токарном автомате продольного точения
На рис. 75 показана обработка типовой заготовки на автомате продольного точения. Обработка осуществляется путем последовательного чередования (позиции I—XIII) продольного перемещения шпиндельной бабки с прутком и поперечных перемещений резцов. Только на XIII позиции отрезка изготовленной детали производится при одновременном перемещении прутка с бабкой и отрезного резца.
Короткие заготовки обрабатывают без люнета вблизи от передней опоры шпинделя. При обработке заготовок из квадратного и шестигранного прутков применяют вращающийся люнет. Применение на автоматах специальных приспособлений позволяет расширить их технологические возможности и выполнять дополнительные операции (нарезание резьбы, сверление отверстий, фрезерование шлицевых пазов.
Недостатком рассмотренного принципа работы автоматов продольного точения является повышенный износ люнета и направляющих шпиндельной бабки. В результате этого нарушается их соосность, а следовательно, снижается и точность обработки.
Обозначения одношпиндельных автоматов и полуавтоматов:
- Первая цифра в обозначении — группа: 1 — станок токарной группы
- Вторая цифра в обозначении — подгруппа: 1 — одношпиндельный автомат или полуавтомат
- Последнее число: диаметр обработки прутков, например: 25, 40, 65 мм
- Буква в обозначении: поколение станка (серия и т.д.), например: Б, Е, П, Г, И.
- Последняя буква П означает, что этот станок имеет повышенную точность по ГОСТ 8—82Е
Пример обозначения одношпиндельных автоматов и полуавтоматов: 1Б140, 1Е140, 1П140, 1Г140П, 1И125П, 1И140П, 1И165П.
Источник
Наладка
токарных автоматов и полуавтоматов
включает: разработку карты наладки,
подбор или проектирование и изготовление
кулачков и копиров, настройку и
наладку автомата с изготовлением пробной
детали.
Рассмотрим
содержание основных этапов разработки
карты наладки и приведем рекомендации
при назначении или расчете ее показателей.
При выборе заготовки следует стремиться
к тому, чтобы ее размеры и форма были
как можно ближе к форме и размерам
детали.
В
автоматах (полуавтоматах), где частота
вращения шпинделя в течение всей
обработки постоянна, она принимается
равной минимальной из всех полученных
значений и корректируется по паспорту,
исходя из возможности настройки.
В
автоматах, где частота вращения шпинделя
на отдельных переходах или позициях
может быть изменена, пшп выбирается
конкретно для каждой позиции или
перехода. Подачи (S),
выбранные
для каждого режущего инструмента,
корректируются только в случае, если
инструменты установлены на общей
державке и подаются из одного кулачка.
В этом случае выбирается меньшее значение
5.
Нарезание
резьбы на автоматах и полуавтоматах
производится одним из следующих методов:
вращается только обрабатываемая
заготовка и свинчивание осуществляется
реверсированием шпинделя с частотой
вращения в 2-5 раз выше рабочей; деталь
и инструмент вращаются в одну сторону,
но инструмент вращается быстрее или,
наоборот, медленнее (соответственно
при левой или правой резьбе).
Свинчивание
в этом случае происходит также за счет
инструмента путем его отставания от
заготовки или обгона ее, но с большей,
чем при нарезании, разницей частот
вращения.
Расчет
цифровой информации карты наладки
производится на основе принятого
техпроцесса и данных паспорта автомата.
При
обработке заготовки со сложным профилем
целесообразно для шпиндельной бабки и
суппортов балансира проектировать и
изготовлять не один кулачок, а два
или три в зависимости от количества
рабочих участков, очерченных по спирали
Архимеда. Наилучший вариант — когда на
кулачке один рабочий участок. Это
позволяет производить регулировку по
длине на каждой ступени обрабатываемой
заготовки при использовании одних и
тех же кулачков.
4.4. Токарно-револьверные автоматы
Токарно-револьверные
автоматы предназначены для изготовления
деталей из различных сталей и цветных
металлов и сплавов по 9-11-му
квалитетам. Обработка на них ведется
из холоднотянутого калиброванного
круглого, квадратного и шестигранного
пруткового материала.
В
отличие от автоматов продольного точения
шпиндельная бабка 1
токарно-револьверного
автомата (рисунок 4.15)
не
имеет осевого перемещения. Шпиндель
2
обеспечивает
более быстрое левое вращение, при котором
выполняется большинство рабочих
операций, и медленное правое вращение,
при котором производят нарезание резьбы,
развертывание и некоторые другие
операции. Кроме поперечных суппортов
3,
токарно-револьверные
автоматы имеют один продольный
револьверный суппорт 5,
на
котором установлена поворотная
шестипозиционная (I-VI) револьверная
головка 4
с
инструментами для обработки с продольной
подачей. В одной позиции револьверной
головки устанавливается регулируемый
упор 6,
ограничивающий
величину подачи 1 прутка 7.

Рисунок
4.15. Схема работы токарно-револьверного
автомата.
Все
токарно-револьверные автоматы однотипны
по компоновке и имеют практически
одинаковое устройство (рисунок 4.16).
В
основании 4
автомата
размещены системы смазки и охлаждения,
а также коробка скоростей. Сверху к
основанию крепится станина 6,
на
которой смонтирована шпиндельная
бабка 1
с
расположенным на ней специальным
кронштейном для одного или двух
вертикальных поперечных суппортов и
которая имеет продольные и поперечные
прямоугольные направляющие для
револьверного суппорта 3 с шестипозиционной
головкой 2 и двух горизонтальных
(переднего и заднего) поперечных
суппортов. На рисунке поперечные суппорты
закрыты ограждением 5.
На
рисунке 4.17 показана кинематическая
схема токарно-револьверного автомата
мод. 1Е140П, отличительными особенностями
которого являются: наличие
дополнительного продольного суппорта,
цепь ускоренного вращения
распределительного вала на холостом
ходу и применение для всех рабочих
и вспомогательных движений в цикле
обработки общего электродвигателя.
Вращение шпинделя VI
автомата
(главное движение) осуществляется от
двигателя М через цепь, включающую:
передачу зубчатым ремнем со сменными
шкивами, автоматическую коробку
скоростей (валы I-V)
со
сменными колесами alb
и
передачу зубчатым ремнем 24/24.
Подачу
и отвод суппортов с инструментом и
управление циклом работы автомата
осуществляет распределительный вал,
который во всех токарно-револьверных
автоматах конструктивно выполнен в
виде двух валов (XIII
и
XV),
связанных
между собой кинематической цепью с
передаточным отношением 1:1 (две червячные
передачи 1/40 на валах XII
и
XIV,
соединенных
между собой конической зубчатой передачей
29/29).

Рисунок
4.16. Токарно-револьверный автомат модели
1Е140П.
Распределительный
вал приводится во вращение от двигателя
М
через
цепную передачу 16/37, зубчатые колеса
реверса 26-26-90, предохранительную
муфту Mg, вспомогательный вал VII
с
соединительной муфтой М8, зубчатые
колеса 35-25-26, сменные колеса c-d-e-f-g-h,
муфту
обгона М2, зубчатые колеса 30/75,
предохранительную муфту М10 на валу
XII
и
далее через червячные передачи 1/40 на
валы XIV
b
XV.
Сменными
колесами настраивается продолжительность
цикла в секундах.
Дисковые
кулачки Kl, К2, КЗ, К4 на валу XV обеспечивают
рабочую подачу и отвод поперечных
суппортов, соответственно, вертикальных
CI, С2 и горизонтальных СЗ, С4, а барабанный
кулачок Б4
дополнительного продольного суппорта
С5. Кулачок К11 на валу ХIII
через рычаг и шатун перемещает револьверный
суппорт с головкой РГ.
Остальные
кулачки и барабаны на валах XIII и XV
выполняют вспомогательные действия
или управляют устройствами, осуществляющими
вспомогательные движения. К ним относятся:
Изменение
частоты и (или) направления вращения
шпинделя. Переключение электромагнитных
муфт в коробке скоростей и реверсирование
электродвигателя в течение цикла
производится регулируемыми упорами
на барабане командоаппарата Б1.
Смена
позиций револьверной головки. Упоры на
барабане Б2 через рычажную систему
включают однооборотную муфту М9 на
вспомогательном валу VII, которая
через зубчатые колеса 30-60-44-30, передачи
20/40 и 40/40 (при включенной муфте М14) сообщает
один оборот диску КД1 (вал XIX) и соответственно
шестипазовому мальтийскому кресту
МК (вал XX) с револьверной головкой РГ
поворот на 1/6 часть оборота.

Рисунок
4.17. Кинематическая схема токарно-револьверного
автомата 1Е140П.
Диск
КД1 совершает один оборот за два оборота
вспомогательного вала VII и поэтому в
течение его первого оборота кулачки К8
на валу XVI блокируют рычажную систему
муфты М9, исключая ее преждевременное
выключение.
Смена
позиций револьверной головки сопровождается
дополнительными вспомогательными
действиями:
а) расфиксацией
головки и снятием ее с зажимного конуса,
которые
обеспечиваются кулачками
К14, К15 (вал XIX) совместно с муф-
той М5
(вал XX) и фиксатором Ф1. Эти же действия
при наладке
осуществляют вручную
рукояткой Р2;
б) отводом
револьверного суппорта на величину
удвоенного эксцент-
риситета
кривошипного диска КД2, который происходит
автоматически
с началом вращения
вала XVIII. При обработке вал XVIII удержи-
вается
от произвольного поворота фиксатором
Ф1.
Отвод
револьверного суппорта без поворота
головки и его останов в отведенном
положении, обеспечивается кулачком К9
(вал XVI) совместно с муфтой М14 и
фиксатором ФЗ (вал XVIII), управление
которыми осуществляют регулировкой
кулачков К12 и К13 на барабане Б7
Распределительного вала.
3. Подача
и зажим материала. Упор на барабане БЗ
через рычажную систему включает
однооборотную муфту М7 на вспомогательном
валу VII, которая через зубчатые колеса
36-72-72 за два оборота вала VII сообщает
валу IX с барабанными кулачками Б5
(зажим-разжим цанги) и Б6 (подача прутка)
один оборот, а необходимую блокировку
рычагов муфты М7 обеспечивают кулачки
К5, Кб на валу VIII.
Подачу
прутка осуществляют до упора,
устанавливаемого в данной из позиций
револьверной головки. В случае, если
при обработке сложной детали все позиции
головки заняты режущими инструментами,
используется качающийся упор У,
который
подводится и отводится кулачком К7 (вал
VHI) через рычаг, зубчатый сектор Z = 146 и
колесо 20.
4.
Вывод лотка Л из зоны падения отрезанной
готовой детали (подвод под действием
пружины) осуществляет кулачок К10 (вал
XIII).
Продолжительность
по времени вспомогательных движений
связана с частотой вращения вспомогательного
вала.
Смена
позиций револьверной головки, а также
подача и зажим прутка осуществляются
в течение одной секунды. При реверсировании
электродвигателя направление вращения
вспомогательного вала сохраняется
неизменным за счет вывода из зацепления
колес 26-26-90 паразитного колеса 26.
Вспомогательный вал можно вращать и
вручную от маховичка Р1 через муфту М13
и коническую передачу 18/36.
Основные
узлы автомата
Шпиндельная
бабка автомата
мод. 1Е140П. Пустотелый шпиндель установлен
на двух опорах. Передней опорой служит
двухрядный роликовый подшипник, а задней
— два радиально-упорных шарикоподшипника.
Опоры собраны с предварительным натягом.
На шпиндель насажен приводной шкив.
Внутри
шпинделя помещена подающая труба, в
правый конец которой ввернута подающая
цанга, постоянно сжимающая пруток за
счет сил упругости.
Автоматическая
коробка скоростей, примененная
в главном приводе автомата мод. 1Е140П,
является нормализованным узлом
(АКС-206-63-11).
Поперечные
суппорты (рис.
4.18) токарно-револьверного автомата
перемещаются от кулачков распределительного
вала через рычаги 7, 8, 13, 14 и др. с зубчатыми
секторами, имеющими для всех суппортов
передаточное отношение 1:1.
На
переднем горизонтальном суппорте 1
имеются продольные направляющие, в
которых тягой 12 от отдельного кулачка
перемещается параллельно оси шпинделя
дополнительный продольный суппорт 6.
Если он в работе не используется, его
жестко закрепляют на призме переднего
поперечного суппорта враспор винтом
10 и гайками 9.

Рисунок
4.18. Поперечные суппорты.
Продольный
суппорт расширяет технологические
возможности автомата.
Продольный
суппорт с револьверной головкой наиболее
распространенной конструкции показан
на рис. 4.19. Она обеспечивает рабочие
ходы суппорта 18 от кулачка 12, а также
быстрый отвод-подвод суппорта на
расстояние, не зависящее от перепада
радиусов на кулачке 12 и достаточное
для того, чтобы исключить столкновение
инструментов с обрабатываемой
заготовкой при смене позиций револьверное
головки.

Рис.
4.19. Продольный
суппорт с револьверной головкой
токарно-револьверных автоматов.

Рисунок
4.20. Схема поворота револьверной головки:
I,
II,
III,
IV,
V,
VI
– последовательные положения.
При
рабочем ходе суппорта поворот рычага
13 с зубчатым сектором от кулачка 12
вызывает перемещение пустотелой рейки
14 с расположенной внутри и жестко
связанной с ней штангой 15 и далее шатуна
16 и кривошипа 17, вал 3 которого с
подшипниками установлен непосредственно
в корпусе суппорта. Положение суппорта
можно регулировать смещением штанги
15 относительно рейки 14 с помощью резьбовой
втулки 9 с контргайкой 8. Пружина 10
обеспечивает обратный ход суппорта,
осуществляя силовое замыкание кулачкового
механизма. Поворот револьверной головки
1 на 1/6 оборота совершается за один
оборот
вала 3, на котором установлены кулачок
4 фиксатора 2 револьверной головки и
диск 5 с расположенным на торце поводком
(на рисунке 4.19 не виден) мальтийского
креста. Вращение валу 3 передается от
вспомогательного вала зубчатыми
передачами 7 и 6. Цикл поворота револьверной
головки осуществляется следующим
образом (рисунок 4.20): в начале кривой
спада на кулачке 6 (позиция I) подается
команда на включение однооборотной
муфты на вспомогательном валу и валик
2 начинает вращательное движение, выводя
кривошипно-шатунный механизм из мертвого
положения, при котором суппорт находился
на расстояниях L1 и а1 соответственно,
от торца шпинделя и заднего жесткого
упора.
Под
действием пружины 7 суппорт с
поворачивающимся кривошипным валиком
2 отходят назад до упора (позиция II) и
шатун 3 с гайкой 4 начинают двигаться
вперед, отрывая ролик рычага 5 от лачка
6. В это время происходит расфиксация
головки и начинается поворот (позиция
III), по завершении которого (позиция IV)
она должна быть вновь зафиксирована.
При повороте головки кривошипно-шатунный
механизм проходит второе мертвое
положение, после которого направление
смещения рейки 3 с шатуном 4 изменится
на обратное и будет продолжаться до
тех пор, пока ролик рычага 5 не опустится
на кулачок 6 (позиция V).
Завершая
оборот, валик 2 давит через шатун на
неподвижную рейку и осуществляет
перемещение суппорта вперед в исходное
положение (позиция VI). Новые расстояния
L2
и
а2
связаны
с предыдущими значениями L] и ах
зависимостью
L1 + a1=L2
+ а2 = L0,
а максимальное расстояние, на которое
может быть отведен суппорт, равно двум
радиусам кривошипа. Продолжительность
цикла поворота револьверной головки
автомата мод. 1Е140П составляет одну
секунду.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
01.05.202235.75 Mб2Учебники 60331.doc
Наименование издания: Руководство по эксплуатации (ВТ641.РЭ)
Выпуск издания: Точмаш
Год выпуска издания: 1986
Кол-во книг (папок): 1
Кол-во страниц: 202
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Руководство по эксплуатации (ВТ641.РЭ)
1. Общие сведения об изделии
— Общий вид автомата
2. Основные технические данные и характеристики
— Таблица скоростей
3. Комплект поставки
4. Указания мер безопасности
5. Состав изделия
6. Устройство, работа изделия и его составных частей
— Перечень органов управления и настройки
— Балансир
— Система охлаждения
— Механизм подачи прутка
— Ловитель
— Упор
— Тумба с приводом
— Станина
— Бабка шпиндельная
— Стойка суппортная
— Редуктор
— Предохранительное отключающее устройство
7. Электрооборудование
— Схема электрическая принципиальная (ВТ641.61 Э3)
— Схема электрическая соединений (ВТ641.61 Э3)
8. Система смазки
— Схема смазки
9. Транспортировка и порядок установки изделия
— Схема транспортировки
— Схема установки
10. Порядок работы
11. Свидетельство о приёмке
12. Сведения о консервации
13. Сведения об упаковке
14. Гарантийные обязательства
Материалы по быстроизнашиваемым деталям*******
— Схема кинематическая
![]() Наладка одношпиндельных токарных автоматов продольного точения
Наладка одношпиндельных токарных автоматов продольного точения
Категория:
Токарные автоматы и полуавтоматы
![]() Наладка одношпиндельных токарных автоматов продольного точения
Наладка одношпиндельных токарных автоматов продольного точения
Типовая схема обработки заготовки на одношпиндельном токарном автомате продольного точения представляет собой пример обработки, насыщенной переходами с совмещенной работой инструментов и применением одного резца для получения точных диаметров двух соседних цилиндрических участков изделия. Схемой иллюстрируются конечные положения инструментов и материала в каждом рабочем ходе. Выполнение переходов обработки резцом суппорта балансира требует применения не менее двух сменных дисковых кулачков в рычажном приводе, чтобы обеспечить получение одним резцом двух точных диаметральных размеров.
Операции наладки и их последовательность таковы:
1) установка цанги зажима материала в шпиндель;
2) установка цанги в люнет;
3) установка сменных шкивов привода главного движения;
4) установка сменных зубчатых колес коробки подачи;
5) вывертывание винтов, крепящих упорную планку механизма подачи шпиндельной бабки;
6) установка кулачков на распределительном валу;
7) установка упорной планки механизма подачи шпиндельной бабки;
 установка кулачков разжима и зажима цанги по циклу;
установка кулачков разжима и зажима цанги по циклу;
9) заправка прутка (материала) и регулирование усилия зажима;
10) регулирование осевого положения прутка и зазора между Цангой люнета и прутком;
11) установка режущих инструментов;
12) проверка чередования переходов при вращении шпинделя, сообщенном ему при соответствующем включении, и ручном вращении распределительного вала;
13) регулирование положений инструменте для получения размеров и формы изделия в допустимых пределах отклонения;
14) пробная обработка нескольких заготовок изделий в автоматическом цикле.
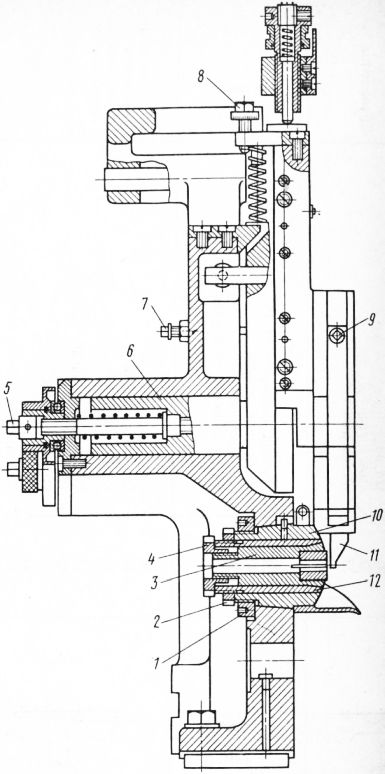
Рис. 1. Стойка с суппортом и неподвижным люнетом токарного автомата продольного точения:
1,2,4 — гайки, 3 — цанга, 5, 7—9 — винты, 6 — корпуса, 10, 12 — втулки, 11 — резцы
Установка и регулирование цанги люнета. При использовании невращающегося люнета свинчивают круглую гайку, несколько отвинчивают круглую гайку, а образовавшийся между ней и суппортной стойкой зазор устраняют продвижением вперед конической втулки. Легким ударом медной выколоткой по торцу цангу выталкивают наружу, а вместо нее ставят необходимую по размеру цангу и гайкой слегка затягивают в конус втулки. Затем круглой гайкой коническую втулку вновь затягивают в коническое отверстие – стойки, но так, чтобы втулка могла в ней перемещаться в осевом направлении с легким усилием. После этого, продвигая втулку при изменении положения гайки, торцу цанги придают такое положение, при котором он отступал бы от отрезного резца на необходимую величину, задаваемую в карте наладки (в пределах 0,5—2 мм). Затем плотно затягивают круглой гайкой в корпус стойки втулку, вследствие чего она охватывает втулку, лишая ее подвижности. Зазор между цангой и прутком регулируют, довинчивая круглую гайку. При необходимости увеличения зазора сначала его делают заведомо большего размера, а затем уменьшают до нужного довинчиванием гайки. Между Цангой люнета и прутком рекомендуется устанавливать зазоры определенной величины.
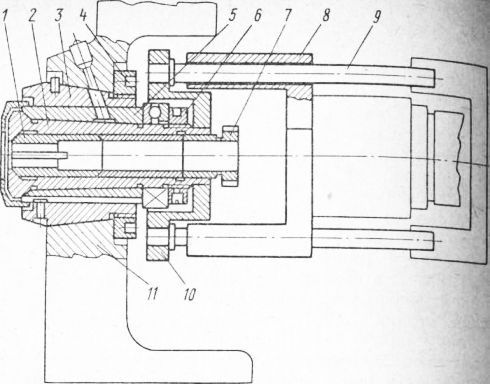
Рис. 2. Вращающийся люнет токарного автомата продольного точения:
1 — люнет, 2 — шпиндель, 3 — коническая втулка, 4, 6, 7 — гайки, 5 — подшипник, 8,9 — ведущие хомут и пальцы, 10 — ведомый хомут, 11 — стойка
При использовании вращающегося люнета сначала следует установить люнет, а также устройство, сообщающее вращение его шпинделю от шпинделя станка. Для этого ведущий хомут закрепляют на шпинделе станка с предварительным снятием защитного колпачка. В отверстие хомута вставляют ведущие пальцы, соединенные с ведомым хомутом. В люнетное отверстие стойки устанавливают коническую втулку и закрепляют круглой гайкой (при этом круглая шпонка должна войти в шпоночное гнездо). В отверстие втулки в собранном виде со стороны шпиндельной бабки вставляют подшипник скольжения, шпиндель люнета, упорный шарикоподшипник и круглую гайку. Затем ведомый хомут соединяют со шпинделем люнета.
Установку люнетной опоры относительно отрезного резца выполняют так же, как и в неподвижном люнете. Для плавного, без перегрева и рывков вращения шпинделя люнета регулируют зазор между втулкой подшипника и шпинделем с помощью перемещения конической втулки и навинчивания гайки на ее резьбовую часть.
На станках мод. 1Д25П, 1Д25В и 1Д25А установку сменных шкивов ведут не на главном, а на входном валу коробки скоростей. Изменение частоты вращения достигается не только сменой шкивов, но и переключениями блоков шестерен коробки скоростей рукоятками переключения, выведенными на внешнюю стенку основания станка.
Настройка частоты вращения распределительного вала. На станках мод. 1В10М, 1Б10В и 1Б10А в цепи привода распределительного вала имеются две клиноременные передачи: одна — с четырехступенчатыми, а другая — с двухступенчатыми шкивами. Ремни следует ставить на соответствующие ступени этих шкивов до того, как установлены сменные зубчатые колеса, чтобы не вращать вручную всю цепь привода. Затем устанавливают сменные зубчатые колеса зубчатой пары червячного редуктора, находящегося в основании станка (их насаживают на валы, соединяют шпонками и закрепляют гайками, навинчиваемыми на концы валов, выведенные наружу корпуса редуктора).
На станках мод. 1А12 имеются клиноременная передача с трехступенчатыми шкивами и две пары сменных зубчатых колес. Изменение частоты вращения ведут в том же порядке, что приведен выше. Сменные зу6чатые колеса на концы валов червячного редуктора.
На станках мод. 1Д25 в цепи привода пода имеются вариатор с диапазоном регулирования 1,26 и коробка подач с парой сменных зубчатых колес обеспечивающие бесступенчатое изменение частоты вращение распределительного вала для каждой ступени частоты вращения шпинделя станка. Порядок настройки следующий: устанавливают сменные зубчатые колеса при разомкнутых зубчатых блоках коробки подачи; квадратами зубчатые блоки устанавливают в положения, необходимые для получения заданной частоты вращения; проверяют, чтобы механический привод вращения червячного редуктора распределительного вала был разомкнут, т. е. рукоятка находилась в положении «от себя», а затем включают электродвигатель (регулирование частоты вращения распределительного вала вариатором производят только при работающем электродвигателе, обеспечивающем вращение входного вала вариатора).
При подготовке к наладке механизма подачи шпиндельной бабки, одинакового по устройству у станков всех моделей, необходимо винтом опустить сухарь рычага в нижнее положение и вывернуть винты, крепящие упорную планку так, чтобы она могла относительно легко скользить в пазах корпуса шпиндельной бабки (этим обеспечивается в дальнейшем беспрепятственное проворачивание кулачка подачи бабки при его установке в соответствующее положение).
Установка кулачков на распределительном валу. Дисковые кулачки подачи шпиндельной бабки (один, два или три в зависимости от того, сколько их предусмотрено операционной картой обработки) насаживают на правый конец распределительного вала. Количество кулачков зависит от сложности формы и степени точности продольных размеров отдельных участков изделия. Кулачки различных профилей работают последовательно так, как если бы работал один кулачок соответствующего профиля. Между кулачками устанавливают плоскопараллельные кольца, которые гайкой сжимаются с кулачками, создавая трение, исключающее их проворачивание. Нулевая риска каждого кулачка совмещает с осью соответствующего копировального пальца.
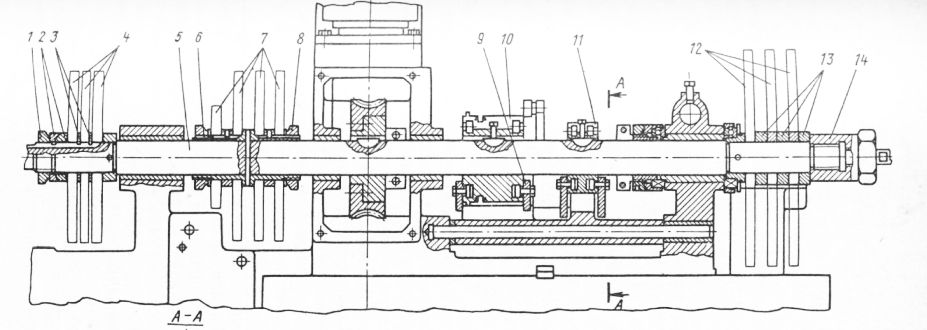
Рис. 3. Распределительный вал с дисковыми кулачками и ригельными барабанами автомата мод. 1Д25В:
1, 8, 14 — гайки, 2 — сферическая шайба, 3, 13 — промежуточные и плоскопараллельные кольца, 4, 7, 12 — кулачки балансира, вертикальных суппортов и шпиндельной бабки, 5 — распределительный вал, 6 — гильза, 9 — ригели, 10, 11 — барабаны, 15 — скользящий сухарь, 16 — эксцентриковый палец, 17, 20 — ролики, 18, 19 — кулачки разжима и зажима, 21 — рычаг
Кулачок колокольного типа закрепляют на том же конце распределительного вала, но промежуточным звеном для установки служит его фланец Отверстием в торцовой стенке — фланце кулачок насаживают на концевую шейку распределительного вала и закрепляют гайкой. Для передачи движения от колокольного кулачка шпиндельной бабке применяют специальный кронштейн, через продольный паз жестко соединяемый винтами непосредственно с корпусом бабки. Продольный паз, параллельный направлению движения шпиндельной бабки, позволяет переустанавливать кронштейн в зависимости от величины подачи.
На конце кронштейна (в пазу проушины) размещается ролик, который вводится в контакт с поверхностью винтового профиля колокольного кулачка и прижимается к ней усилием пружины, возвращающей шпиндельную бабку в исходное положение. Нулевая риска совмещается с роликом в месте его контакта с профильной поверхностью кулачка. Кулачки (балансира) и (вертикальных суппортов) устанавливают на распределительный вал седлообразно с помощью имеющихся в них пазов, соединяющих центрирующие их отверстия с наружным контуром. Ширина пазов несколько меньше диаметра отверстий, что позволяет, используя параллельные лыски на распределительном валу и гильзе 6, надеть дисковые кулачки в надлежащих местах, а затем, продвинув вдоль оси вала и повернув на некоторый угол, надежно сцентрировать.
Балансир по условиям обработки может управляться одним, двумя или тремя кулачками, т. е. так же, как в механизме шпиндельной бабки. Чтобы при закреплении круглой гайкой кулачки не перекашивались вследствие возможных отклонений от перпендикулярности торцовых плоскостей, применяют сферическую шайбу. Точные взаимные положения кулачков и совмещение их нулевых рисок с осями копирных пальцев должны сохраняться при сжатии гайкой, для чего промежуточные кольца имеют шпоночные выступы, без люфта сопрягаемые со шпоночным пазом на распределительном валу.
Кулачки вертикальных суппортов приспособлений устанавливают на гильзу. Но так же, как кулачки балансира, и закрепляют углой гайкой. Некоторые модели станков (например, 1Д25 и 1П16) имеют третий вертикальный суппорт, которой может управляться как одним, так и двумя кулачками, вследствие чего гильза имеет четыре места под «улачки. В том случае, если при наладке второй кулачок третьего суппорта не используется, на его место ставят дистанционное кольцо.
Кулачки (ригели), управляющие включениями и выключениями ускоренного хода распределительного вала, устанавливают на ригельный барабан последнего в количествах, соответствующих числу таких переключений за полный автоматический цикл. Для упрощения предварительной установки кулачков барабан имеет на наружной цилиндрической поверхности шкалу, цена деления которой выражена в градусах; нулевая риска шкалы соответствует тому положению распределительного вала, при котором копирные пальцы других рычажных механизмов совмещаются с нулевыми рисками кулачков.
Другим методом установки кулачков ускоренного хода является ручное вращение распределительного вала до того момента, как дисковый кулачок, профилем которого задан холостой ход, подлежащий ускоренному выполнению, займет положение, при котором копирный палец окажется на участке профиля, соответствующем предшествующей паузе. В этой позиции кулачок, включающий полумуфту ускоренного хода, ставится так, что его высшая точка совмещается с роликом или высшей точкой ригеля рычажного механизма переключения и закрепляется винтом в Т-образном пазу барабана. Кулачок, выключающий ускоренный ход, ставится, когда копирный палец на 2—3° не доходит до участка холостого хода.
Количество переключений распределительного вала на Ускоренный ход ограничено в течение одного цикла и Указывается в руководстве по эксплуатации станков.
В этом положении бабки упорная планка передвигается в Т-образных пазах до контакта с роликом рычага и закрепляется винтами (необходимо следить, чтобы в процессе закрепления планки контакты между роликами рычагов и копирным пальцем с кулачком не нарушались). Далее пружину возврата шпиндельной бабки вновь надевают на крюк и винтом 17 регулируют ее натяжение, степень которого оценивается плавностью движения шпиндельной бабки без люфта между направляющими поверхностями и отсутствием резких ударов в конце обратного движения.
Затем ручным вращением распределительного вала кулачок подачи ставят в позицию, соответствующую контакту его поверхности, на участке профиля с наименьшим радиусом (вблизи или в нулевой точке кулачка), с копирным пальцем (при этом бабка займет свое крайнее исходное положение). Регулируемый винт 16 упора вводится в контакт с жестким упором, который закрепляют винтами.
Для установки кулачков разжима и зажима цанги за базу принимают такое положение кулачка суппорта, при котором будет работать отрезной резец. Связано это с тем, что шпиндельная бабка отводится в исходное положение для начала нового автоматического, цикла обработки, когда пруток материала поджат грузом загрузочного устройства к отрезному резцу. Обычно для облегчения работы наладчика при проектировании и изготовлении сменного кулачка на нем делают три риски, предшествующие нулевой, соответствующей моменту окончания зажима цанги цангового патрона шпинделя станка: первая соответствует началу разжима цанги, вторая — началу отхода шпиндельной бабки, третья — началу зажима цанги.
При отсутствии рисок на кулачке суппорта отрезного резца установку кулачков разжима и зажима цанги ведут следующим образом. Вращая вручную распределительный вал, кулачок суппорта совмещают с копирным пальцем точкой, соответствующей наибольшему радиусу профиля и сразу следующей за криволинейным участком рабочего хода, т. е. после отрезания резцом заготовки (в этом положении проводят операции наладки по первой риске). Вращая далее распределительный вал, совмещают копирный палец рычага механизма подачи шпиндельной бабки с точкой поверхности кулачка шпиндельной бабки, соответствующей окончанию его спада (в этом положении проводят операции наладки по третьей риске). Следует проверить, находится ли кулачок суппорта отрезного резца в контакте с копирным пальцем на участке профиля, соответствующем нахождению резца у центра прутка.
Заправка прутка, регулирование усилия его зажима и блокирование окончания. Для заправки прутка поворотом рукоятки освобождают кронштейн, на котором установлено загрузочное устройство станка, затем кронштейн с трубой под пруток поворачивают на себя до упора. На заднем конце шпинделя (или на конце гильзы шкива загрузочного устройства станка мод. 1Д25) снимают сменную направляющую втулку, устанавливают новую, соответствующую диаметру прутка, и закрепляют ее колпачком-гайкой.
В трубу вводят пруток концом, заточенным на конус. Под действием груза в трубе перемещается толкатель, имеющий вращающийся наконечник с приемным коническим гнездом. Преодолевая сопротивление груза, пруток с толкателем продвигается в крайнее заднее положение, при котором тросик поворотом рукоятки защемляется в ручке одновременно зажимаемого ролика. Затем кронштейн возвращается в рабочее положение, и пруток совмещается с осью отверстия в шпинделе станка; после этого кронштейн закрепляют рукояткой. Поддерживая пруток рукой, рукояткой освобождают тросик и ролик. Продвигаемый грузом пруток осторожно направляют в отверстие шпинделя, вводят в зажимную цангу, которая должна быть в разжатом состоянии, и досылают до отрезного резца, который до начала заправки прутка должен быть установлен в резцедержателе своего суппорта, хотя при этом может и не занимать точного положения в поперечном направлении.
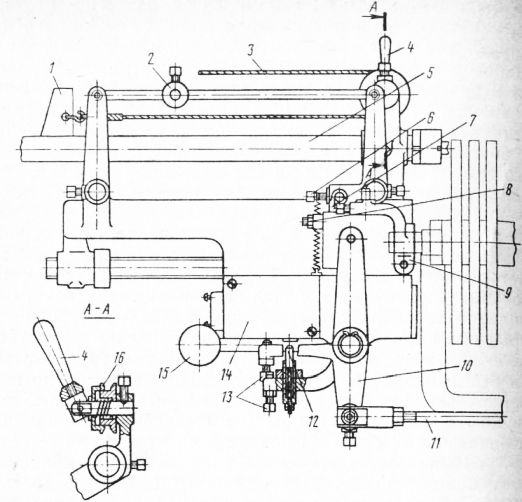
Рис. 4. Механизм подачи и блокирования окончания прутка токарного автомата продольного точения:
1 — флажок, 2, 13 — упоры, 3 — тросик, 4 — рукоятка, 5, 12 — толкатели, 6, 8 — винты, 7 — ножи, 9, 10 — рычаги, 11 — тяга, 14 — конечный выключатель, 15 — электродвигатель, 16 — ролик
Усилие зажима прутка грубо и более тонко регулируют с помощью специального устройства идентично на станках всех моделей. Грубое регулирование осуществляют поворотом эксцентрика, на торце которого имеется квадрат, а тонкое — завинчиванием или отвинчиванием гайки; при этом в состоянии зажатого прутка втулка муфты 6 не должна доходить до гайки на 3—4 мм. По достижении необходимого зажима гайку законтривают (на станках мод. 1Д25 — стопорным винтом).
Механизм блокирования окончания прутка можно налаживать сразу за заправкой первого прутка (первой заготовки налаживаемого изделия), а также после использования первого прутка и при возможности регулирования работы рычажно-ножевого механизма загрузочного устройства по фактическому положению прутка и толкателя. Изготовление изделий из первого прутка требует относительно продолжительного времени, но если наладчик переключается в целях его экономии на другую работу, может возникнуть аварийная ситуация. Обычно авария происходит в тот момент, когда пруток закончился и зажим цанги шпиндельной бабки, отошедшей за новой порцией обрабатываемого материала, срабатывает вхолостую, не зажимая материала. Следовательно, шпиндельная бабка, двигаясь затем вперед, не вытолкнет оставшийся в люнете кусок прутка; вследствие того, что он не будет вращаться, резцы при следующих рабочих ходах упираются в него. Чтобы зажимная цанга шпиндельной бабки могла захватить последний кусок прутка, толкатель должен находиться в такой позиции относительно переднего торца шпинделя (в момент, когда бабка отошла), при которой расстояние от прутка до торца будет несколько больше величины, равной длине заготовки, сложенной с шириной отрезного резца.
Выключение токарного автомата при окончании прутка должно происходить, когда в цанге шпинделя еще остается зажатым небольшой кусок материала. Исходя из этого толкатель загрузочного устройства ставится в нужное положение, и следующий за ним флажок фиксируется защемлением тросика рукояткой.
В этом состоянии регулируют рычажно-ножевую систему, перемещая ножи, закрепляемые винтами.
Ножи должны находиться в силовом замыкании, а рычаги — занимать вертикальные (нейтральные) положения, при которых винтовые упоры разомкнуты, а рычаг рычажно-ножевой системы, блокирующей вращение распределительного вала, не повернут тягой. На конце распределительного вала в положение, предшествующее срабатыванию механизма, устанавливают рычаг, назначение которого состоит в том, чтобы через конечный выключатель отключить электродвигатель только после возвращения резцов суппортов на исходные позиции. Это достигается регулированием упоров, при котором сначала замыкается упор рычага и только затем упор рычага с пружинным толкателем, воздействующим на конечный выключатель.
При установке режущих инструментов резцы подбирают в соответствии с данными операционной карты обработки. Измерениями от опорных (боковых) поверхностей стержней определяют размеры, связанные с особенностью формы лезвий резцов и влияющие на положения инструментов относительно торцовой поверхности цанги люнета (или торца шпинделя в случае обработки без люнета) и между собой в продольном направлении. Резцы в соответствии с номерами суппортов закрепляют винтами в необходимом положении (вниз). Каждому резцу придается исходное положение в направлении движения к центру заготовки: вершина резца должна находиться от поверхности прутка на расстоянии, равном предусмотренному технологическим процессом.
В соответствующие поперечные позиции суппорты устанавливают ручным вращением распределительного вала, приводя копирные пальцы рычажных механизмов в контакт с поверхностью кулачков на участке наименьших радиусов, а для балансира — на участке радиуса средней величины.
Распределительный вал можно вращать только в рабочем направлении. Если в операционной карте технологического процесса предусмотрено изменение передаточного отношения плеч рычагов суппорта, в который устанавливают резец, то оно должно быть выполнено до того, как резец будет установлен в необходимом положении. Передаточное отношение изменяют перестановкой сухаря тяги в продольном пазу конечного рычага на соответствующее деление шкалы с последующим закреплением его гайкой.
Отрезной резец устанавливают первым. Его положение вдоль оси определяется базовым торцом заготовки и следовательно, расстоянием от резца до торца цанги люнета (или шпинделя при обработке без люнета), служащим основой определения взаимного положения участвующих в обработке резцов вдоль оси заготовки, расстояние между лезвием обычного по форме отрезного резца и торцом цанги люнета должно быть по возможности наименьшим (при обработке прутков диаметрами до 10 мм — в пределах 0,5—1 мм, а больше 10 мм — в пределах 1—2 мм).
Регулирование резцов по центру обрабатываемой заготовки на суппортах стойки ведут путем их наклона в плоскости, перпендикулярной оси шпинделя станка, для чего вывертывают законтривающие винты и ввертывают винты или наоборот. Регулирование закрепленных в резцедержателях винтами резцов на суппортах балансира осуществляют винтом. Пружинным толкателем обеспечивается поджим резцедержателя к винтовому упору, а колпачком на резьбе — необходимая степень натяжения его пружины.
Резцы для выполнения других переходов регулируют в порядке чередования последних. Вдоль оси обрабатываемой заготовки резцы устанавливают таким образом, чтобы расстояния от торца цанги люнета (или торца шпинделя при обработке без люнета) до их лезвий, которыми будут образованы те или другие поверхности заготовки, определяющие форму изделия и его продольные размеры, были равны.
Продольное регулирование суппортов стойки осуществляют, перемещая их корпуса винтами по лимбу и законтривая винтами. Суппорты балансира регулируют винтами по лимбам.
При проверке чередования переходов обработки выявляют: помехи беспрепятственному движению инструментов и их причины; своевременность начала и окончания рабочих и холостых ходов каждого инструмента; правильность режимов обработки в переходах при совмещенной работе инструментов (особенно глубины резания t для резцов и подачи для сверл) по отжатиям заготовки. Проверку ведут с включением механического вращения шпинделя станка при ручном вращении распределительного вала. Включению электродвигателя предшествует контрольная проверка надежности закрепления инструмента в резцедержателях и патронах шпинделей приспособлений.
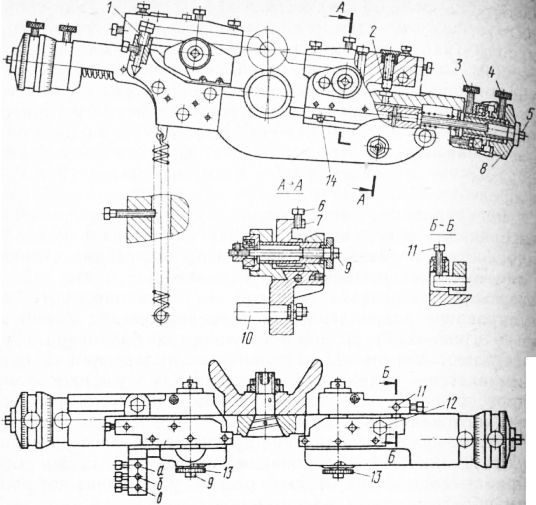
Рис. 5. Балансир с суппортами токарного автомата продольного точения:
1, 3—6, 9, 11, 14 — винты. 2 — пружинный толкатель, 7 — резцедержатели, 8, 13 — лимбы, 10 — упор, 12 — колпачок; а—в — положения копириого пальца
Своевременность начала и окончания рабочих и холостых ходов каждого инструмента прежде всего контролируют в переходах с совмещенными движениями суппорта и шпиндельной бабки при обработке фасонных или конических поверхностей, а затем в переходах, где начало или окончание хода инструмента связано с получением заданного размера изделия.
Правильность режимов обработки при совмещенной работе инструменте определяется получением заданных размеров и форм поверхностей изделия (например, в переходах той же схемы обработки). Так, в переходе работают одновременно резцы. Может оказаться, что назначенная для процесса обработки , дубина резания велика и приводит к отжатию заготовки, вследствие чего резец искажает форму и размеры обтачиваемой поверхности. Неправильная глубина резания может быть также следствием неточной установки резца и суппорта в исходном положении и повышенного режима резания, сообщенного сверлу в переходе.
Динамические помехи являются следствием применения в станках кулачков с неправильно выполненными участками профиля, т. е. неправильными углами по числу градусов, соответствующих каждому из этих участков, и проявляются при больших скоростях холостых ходов. Эти помехи свойственны обработке с короткими (по времени) автоматическими циклами, т. е. с высокой производительностью, а следовательно, с большой частотой вращения распределительного вала, и проявляются в отрывах копирного пальца от поверхности кулачка, ударах и других явлениях. Выявление динамических помех может вестись только при сообщении распределительному валу механического вращения с заданной частотой.
Регулирование положения инструментов для получения заданных размеров и формы изделия ведется по фактическим результатам обработки (с механическим приводом распределительного вала) при последовательном выполнении переходов. Для проведения измерений, определяющих фактические размеры, процесс обработки прерывают, вначале выключая вращение распределительного вала, а затем — вращение шпинделя станка. Измерительные инструменты по порогу чувствительности Должны соответствовать изменениям определяемых размеров в пределах их допустимых отклонений.
При наладке резцов балансира ослабляют винт, которым ползун жестко скреплен с корпусом балансира. Вращением винта ползун перемещают в нужном направлении на половину величины фактического отклонения диаметра изделия от необходимого размера. Отсчет величины перемещения Ведут по делениям лимба. Станки мод. 1М06 и 1Д25А имеют двойные лимбы. Лимб работает при ввернутом до упора винте (в этом случае одно деление составляет 0,02 мм линейного перемещения резца). При необходимости более тонкого регулирования вводится в работу лимб с ценой деления 1 мкм, для чего ввертывают винт. При вращении винта происходит движение одновременно по двум винтовым парам с разными шагами и направлениями (правым и левым) резьбы. Перед проточкой для контроля регулировки винт вновь закрепляют
Суппорт № 1 для выполнения точных размеров изделий (особенно резцами с широкими лезвиями) настраивают на работу по жесткому упору. После внесения поправки по лимбу ручным вращением распределительного вала кулачок балансира устанавливают на контакт с копирным пальцем в точке наименьшего радиуса профиля. В этом положении винтовой (микрометрический) регулируемый упор балансира вводят в контакт с упором, создавая при этом некоторый натяг, чтобы выбрать возможные люфты в системе соединений частей балансира; затем упор законтривают.
При регулировании на точные размеры изделия в условиях обработки одним резцом участков с разными диаметрами от двух кулачков один размер (диаметр) изделия (предпочтительно больший) обеспечивается тонкой регулировкой по лимбу. Окончательная установка для получения второго диаметрального размера не допускает перемещения суппорта по лимбу винтом поперечного регулирования, так как это приведет к нарушению первого отрегулированного размера. Регулирование осуществляют изменением положения копирного пальца того кулачка, профиль которого задает перемещение суппорта для получения данного размера изделия (при этом необходимо учитывать передаточные отношения рычажного механизма). Тонкое перемещение пальца выполняют микрометрическим винтом (на рычагах суппортов стойки — такими же винтами). При отсутствии лимба для контроля регулирования целесообразно знать шаг резьбы этого винта.
Регулирование длины рабочего хода инструментов. Ошибки в длинах ходов искажают конусности конических профилей фасонных поверхностей изделий, образованных одновременными движениями суппорта и шпиндельной бабки (угол уклона будет больше, если длина хода шпиндельной бабки меньше необходимой или длина хода суппорта больше необходимой). Длины хода
тпументов регулируют, внося изменения в отношения 11Нсч рычагов рычажных механизмов (для суппорта балансира это неприменимо).
Особенности наладки автомата с ЧПУ мод. ЛА155Ф30. Операции наладки этого станка можно разделить на три этапа, в каждом из которых они осуществляются в определенной последовательности.
I. Подготовка станка и инструмента с частичным обращением к УЧПУ (устройству числового программного управления) в режиме ручного управления:
1) установка аварийного ограничения зоны работы шпиндельной бабки и суппорта;
2) замена зажимной цанги шпинделя по диаметру обрабатываемого прутка;
3) смена направляющей пруток втулки;
4) наладка загрузочного устройства;
5) установка люнетной втулки или вращающегося люнета;
6) включение УЧПУ с тестовым контролем его исправности;
7) установка инструмента в резцедержатели суппортной стойки;
наладка трех-шпиндельного приспособления.
II. Ввод управляющей программы (УП) с пульта оператора:
1) ввод управляющей программы с ее технологической записи на бланке или с распечатки;
2) по-переходная обработка образца изделия в ручном режиме с контролем размеров и шероховатости поверхностей и введением соответствующих коррекций*;
3) покадровый контроль введенной УП путем индицирования данных на индикаторах пульта оператора.
III. Пробная обработка в автоматическом режиме и внесение коррекций по ее результатам:
1) пробная оработка небольшой партии изделий в непрерывном Автоматическом режиме;
2) измерение изделий, выявле-е отклонений от требований чертежа или случаев предельного использования поля допуска;
3) введение ключительных коррекций.
При обнаружении неисправности на индикаторе высвечивается ее код и загораются восемь лампочек буквенных адресов. При исправности лампочка над клавишей начинает мигать. Для пуска системы УЧПУ надо нажать клавишу «Пуск», а затем кнопку «Пуск» на пульте 4 станка. На индикаторах подачи и номера кадра высветятся нули. Устройство готово к работе. Оно может работать в нескольких режимах: от маховичка; от клавиш ручного управления; автоматическом; ввода программы обработки; задания нулевой точки, но одновременно — только в одном режиме.
Установка аварийного ограничения зоны работы шпиндельной бабки производится перестановкой планки, ригеля и пальца, размещенных с лицевой стороны корпуса бабки. Регулирование положения ригеля и планки, определяющих крайнее заднее положение шпиндельной бабки, ведется следующим образом: бабку вручную отводят в заднее положение до исключения возможности ее дальнейшего продвижения; с этой позиции ее на 2—3 мм смещают в переднем направлении и в этом ее состоянии обеспечивается срабатывание конечного выключателя заднего крайнего положения от ригеля.
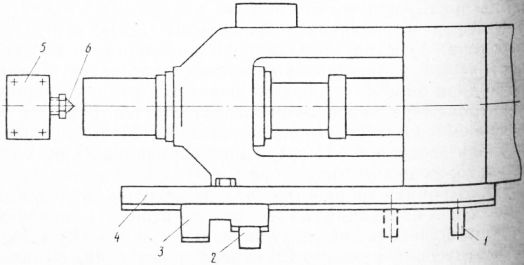
Рис. 6. Схема положений аварийных ограничителей хода шпиндельной бабки автомата мод. ЛА155Ф30:
1 — палец, 2 — ригель, 3 — упор, 4 — планка, 5 — корпус, 6 — упорный
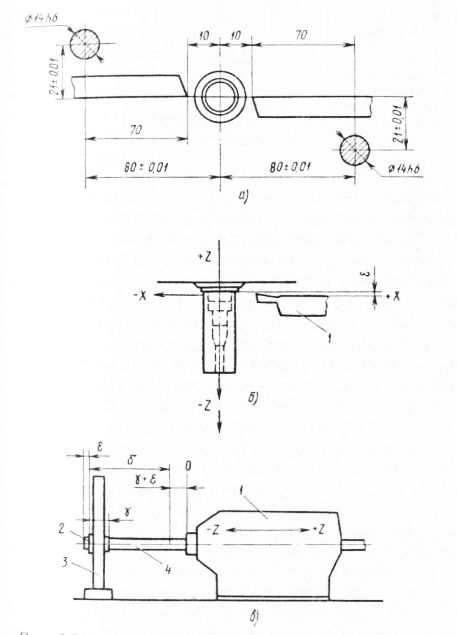
Рис. 7. Схема расположения установочных баз инструмента и шпиндельной бабки автомата мод. ЛА155Ф30 при назначении начала отсчета от нуля: а — схема установки резцедержателя относительно базовых поверхностей, б, в — схемы установки резцедержателя относительно координатной системы станка; 1 — шпиндельная бабка, 2 — люнетная втулка, 3 — люнетная стойка, 4 — пруток
Установку режущего инструмента в резцедержателях ведут по базовым поверхностям, положение которых точно определяется относительно координатной системы станка. Так, по оси Z их выполняют от переднего торца втулки неподвижного люнета суппортной стойки (рис. 3.23, б, в). Размер е достигается регулированием винтов, в опорные торцы которых упираются боковые базовые поверхности резцов. Значения этого размера могут быть разными, так как зависят от профиля резца — расположения вершины его лезвия как расчетной точки при отсчете перемещений по осям X и Z. Так, на резцах / и // эти точки совпадают с боковой базовой поверхностью Б стержня резца, а у резьбового резца III расчетная точка отстоит дальше на величину Д. Если не обеспечивать единства расположения расчетных точек профилей резцов от начала отсчета, каждое применение резцов с иным профилем потребует предусматривать в программах обработок смешения нуля на соответствующую величину, а затем его отмену. Установку режущего инструмента по оси X ведУт с обеспечением точного расстояния от оси Z вращения из делия до вершины лезвия (расчетной точки). Для станка мод. ЛА155Ф30 его значение равно (d /2) +2 мм d — максимальный диаметр обрабатываемого прУт мм), т. е. 16 мм.
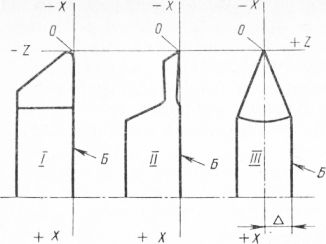
Рис. 8. Нулевые положения лезвий резцов автомата мод. ЛА155Ф30 относительно координатных плоскостей
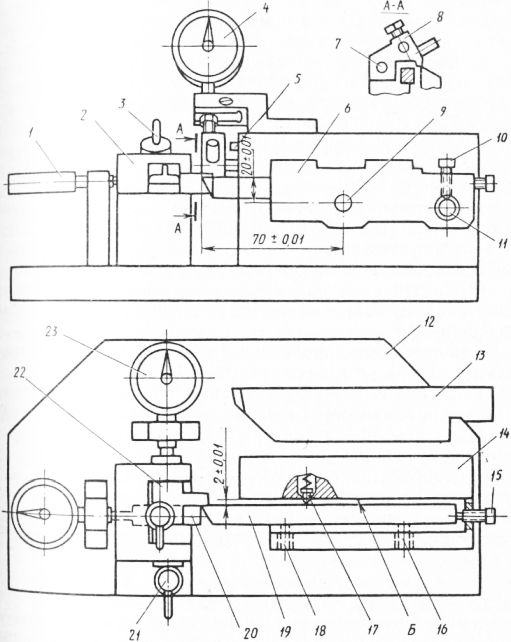
Рис. 9. Приспособление к автомату мод. ЛА155Ф30 для установкии наладки режущего инструмента вне станка:
Установке режущего инструмента в положение с ответствующее отсчету перемещений по программе 0б работки, предшествует настройка приспособления эталону, назначением которой является установка путем контакта подвижных упоров 20 и 22 в положение фиксируемое на индикаторах 1, 4 и 23 нулевыми отметками.
Наладку режущих инструментов еле дует производить в такой последовательности:
1) арретирами (высокоточными регуляторами положения) отвести установочные плоскости упоров в нерабочее положение, а откидной упор, повернув на оси, закрепленной в стойке, вывести из-под индикатора и зафиксировать на пальце;
2) установить резец в резцедержавку и слегка поджать ее прижимами;
3) установить державку с резцом на приспособлении и винтом (на рисунке не показан) в пальце, «утопив» подпружиненный упор, поджать к плоскости Б;
4) освободить арретиром упор, винтом переместить резец с упором до совмещения стрелки ин дикатора с нулем, а затем отвести упор в нерабочее положение;
5) подвести откидной упор под индикатор и опустить на лезвие резца;
6) винтом, упирающимся в палец, отрегулировать по индикатору нулевое положение лезвия, окончательно закрепить резцедержавку на стойке и отвести откидной упор;
7) освободить упоры, а винтами, окончательно отрегулировать по индикаторам нулевое положение лезвия резца;
закрепить резец в державке окончательно и снять ее с приспособления.
Реклама:
Читать далее:
Управление и регулирование токарно-револьверных прутковых и патронных автоматов и полуавтоматов
Статьи по теме:
- Автоматизация обработки радиоактивных материалов
- Автоматическая линия обработки зубчатых колес
- Зубофрезерный автомат с автоматической подналадкой
- Автоматическая подналадка инструментов токарного автомата
- Автоматизация рабочего процесса обработки детали без снятия стружки