Страница 33 из 46
Электроприводы типов Б, В, Г и Д с односторонней муфтой крутящего момента
На каждый имеющийся или вновь получаемый электропривод с управляемой им арматурой заводится формуляр, в который заносят порядковый номер электропривода, порядковый номер арматуры, дату установки, даты планово-предупредительных ремонтов, характер ремонта, замены деталей, обнаруженные дефекты и их устранение.
Ремонт электроприводов подразделяется на периодический осмотр, текущий и капитальный ремонты.
Периодический осмотр.
Осмотр производится с определенной периодичностью, устанавливаемой специальным графиком, но не реже одного раза в месяц, а при интенсивной работе один раз в неделю.
При осмотре необходимо проверить:
а) Состояние наружной поверхности привода; при этом очищают следы коррозии, пыли, грязи и при помощи инструментов (ключей и отвертки) проверяют затяжку крепежа (болтов, гаек и винтов).
б) Движение подвижных частей механизма переключения путем перевода его из положения электрического управления на ручное и обратно.
в) Работу электропривода как от электродвигателя,
так и от маховика, четкость работы муфты, путевого выключателя и сигнализации на пульте, а также соответствие положения стрелки местного указателя крайним положениям запорного органа «Закрыто» и «Открыто».
г) Состояние узла муфты крутящего момента.
д) Наличие достаточного количества масла в червячной ванне редуктора. Ввиду того что не исключена возможность попадания жидкого масла из масляной ванны в полости фланцев со стороны электродвигателя и со стороны маховика, необходимо вывинчивать пробки и удалять накопившееся масло в них; смазка червячной пары и роликоподшипников производится путем заливки жидкого машинного масла любой марки через окно в корпусе (над пружиной муфты) до уровня контрольного отверстия в корпусе. Остальные места трения смазывают густым маслом при помощи шприц-масленки через головки масленок, обведенные красными кружками. Рекомендуемое масло —солидол марки Л или Т по ГОСТ 1033-51. Особенно тщательно надо производить смазку перед первым пуском и после планового и капитального ремонтов. Вторичный редуктор электропривода Д смазывают густой смазкой. Периодичность смазки устанавливается специальным графиком, который составляют в зависимости от интенсивности работы электропривода во время эксплуатации, но не реже одного раза в неделю. Правильный режим смазки абсолютно необходим для всех типов электроприводов, так как недостаточная смазка значительно увеличит потери в редукторе и может вызвать отказ в работе электропривода.
е) Состояние путевого выключателя и микропереключателей в нем (микропереключатели, не дающие щелчка при нажатии на кнопку, заменяют годными).
Все замеченные при осмотре неисправности устраняются. В случае если электропривод установлен в сравнительно сыром помещении и работает редко, то во избежание ухудшения изоляции электродвигателя при осмотре рекомендуется просушивать его, подавая в статор пониженное напряжение (35—50 в) и затормаживать ротор.
Текущий ремонт.
Текущий ремонт предназначен для установления причин и устранения мелких неполадок и повреждений, возникающих во время эксплуатации.
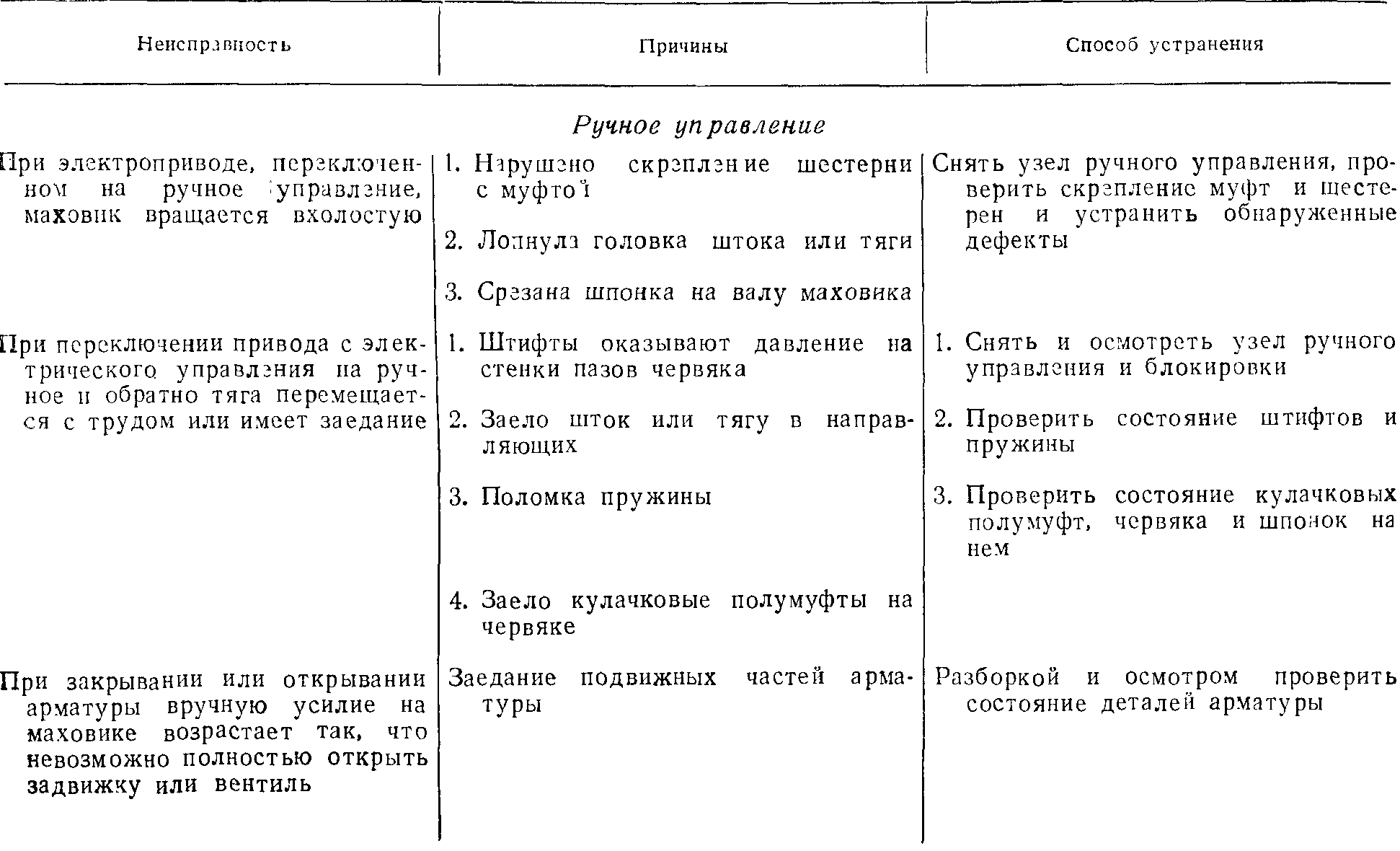
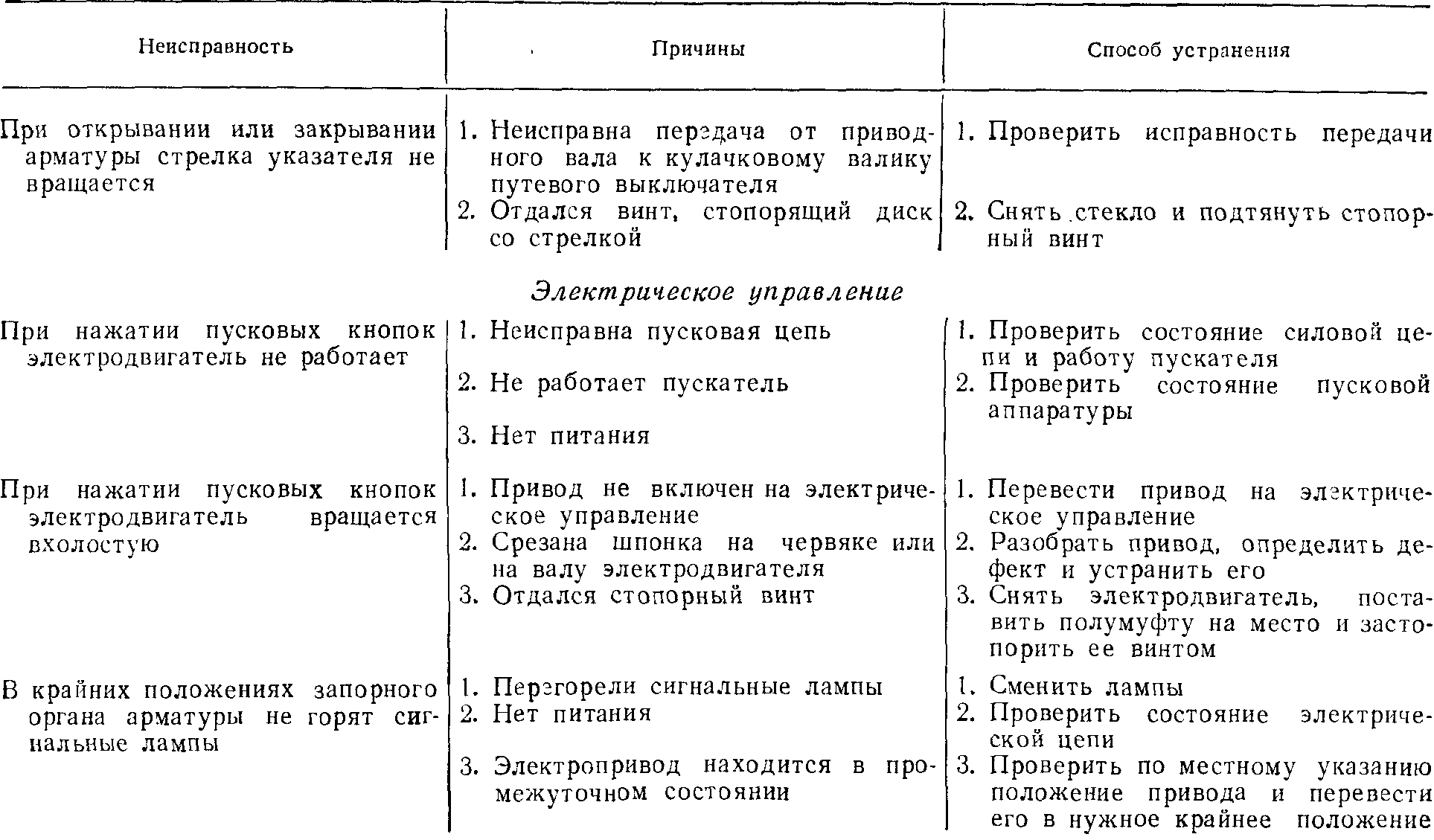
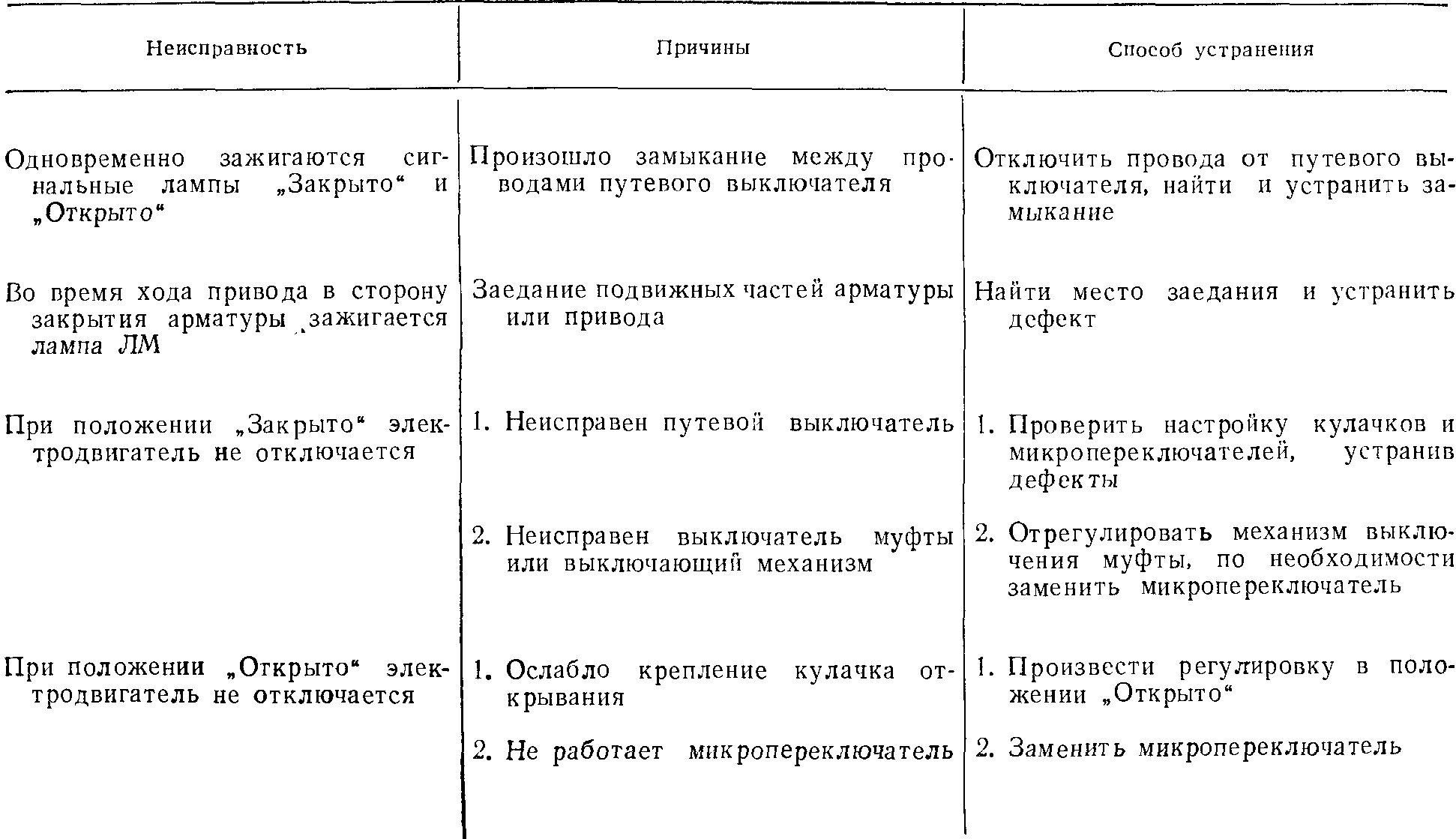
Как показывает опыт ОРГРЭС, наиболее часто при текущем ремонте приходится устранять следующие дефекты:
П родолжение
П родолжение
Капитальный ремонт.
Капитальный ремонт электроприводов производится с периодичностью, которая устанавливается специальным графиком в зависимости от интенсивности работы, но не реже одного раз в два года.
Для проведения данного вида ремонта электропривод снимают с арматуры и направляют в ремонтные мастерские, а на его место (в случае необходимости) устанавливают резервный.
В ремонтных мастерских электропривод разбирают, все детали промывают и чистят ветошью, осматривают на предмет годности их к дальнейшей эксплуатации. Изношенные детали ремонтируют или заменяют новыми.
По окончании капитального ремонта электропривод подвергают опробованию вхолостую и затем, если имеется возможность, под нагрузкой, равной 30% максимальной. После окончания ремонта и опробования наружные поверхности электропривода окрашивают соответствующей краской.
Отремонтированный и установленный электропривод испытывают во взаимодействии с арматурой в эксплуатационных условиях и сдают по акту.
На ряде электростанций при проведении капитального ремонта конструкцию электропривода модернизируют.
Основной недостаток электроприводов с червячным редуктором — большое передаточное отношение при ручном управлении приводом (1:25—1:27). Это создает значительные неудобства для эксплуатационного персонала в аварийных случаях (при потере напряжения и необходимости ручного управления).
На ГРЭС № 5 Мосэнерго было разработано специальное приспособление к червячному электроприводу, позволяющее уменьшить передаточное отношение при ручном управлении приводом до 1 : 1 (рис. 2-58).
Электропривод с червячным редуктором устанавливают на специальную колонку 1. Внутри колонки электропривода проходит штанга 2, на верхнем конце которой укреплен маховик 3. Нижний конец штанги через шарнирные соединения связан с арматурой. В верхней части колонки расположен узел, позволяющий при помощи кулачковой муфты 4 подключать и отключать штангу, связанную с арматурой. Приспособление работает следующим образом.
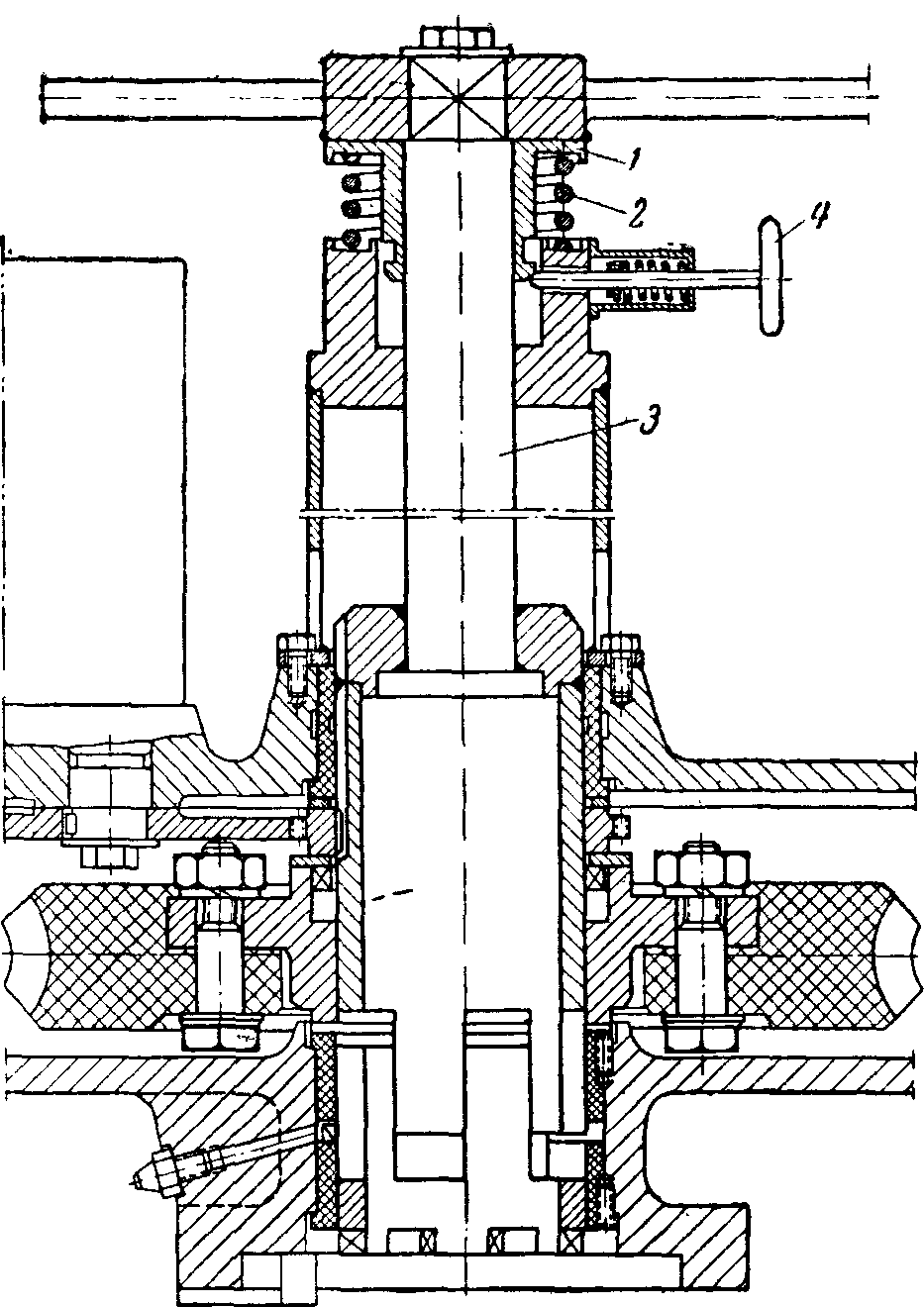
Рис. 2-57. Приспособление к червячному электроприводу.
Гильзы 5 с двух сторон отжимаются от имеющихся в приливах колонки пазов и опускаются вниз. Внутри гильзы проходит рукоятка 6, на конце которой установлено кольцо 7, связанное с кулачковой муфтой 4. Таким образом, при опускании гильзы 5 вниз опускается кулачковая муфта 4 и ее кулачки 8 выходят из зацепления с кулачками 9 приводного вала червячного электропривода 10, в результате чего механический привод от червячного редуктора будет отключен. При вращении маховика 3 усилие через шарнирные соединения передается непосредственно на шпиндель арматуры.
Как показал длительный опыт эксплуатации, описанное приспособление работает надежно и может быть рекомендовано в тех случаях, когда арматура установлена внизу под колонкой.
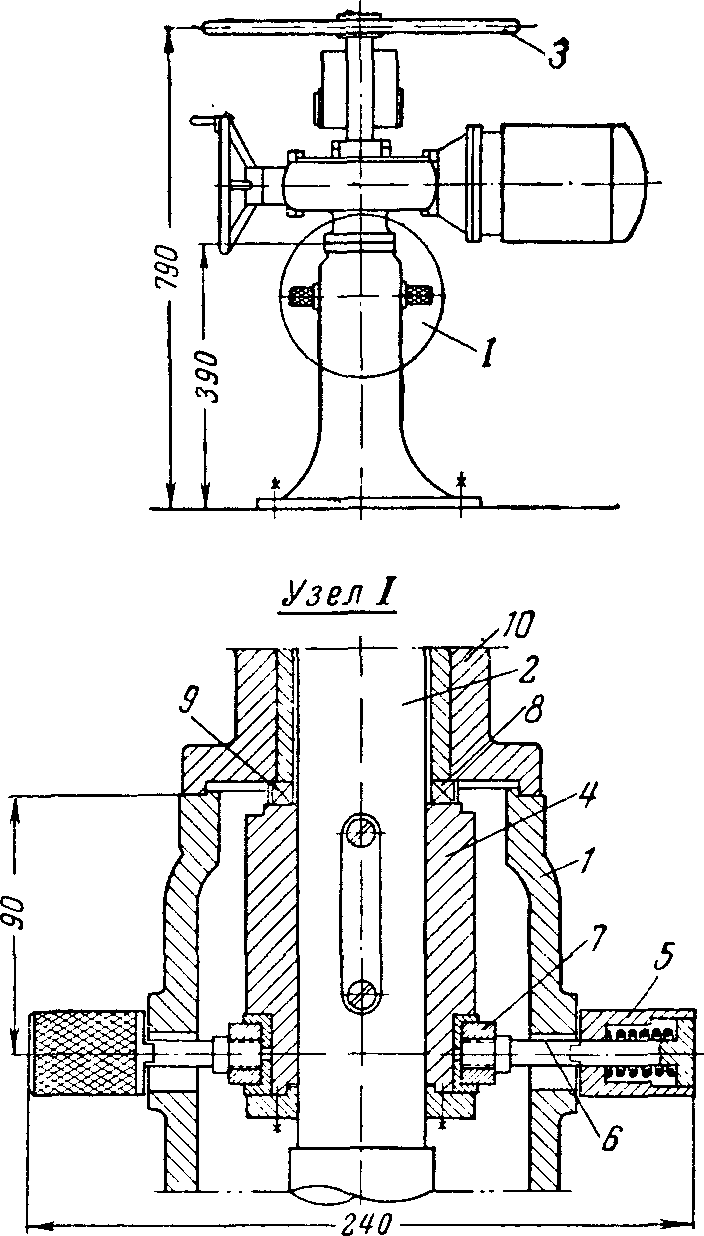
Рис. 2-58. Приспособление, устанавливаемое на электроприводе.
На рис. 2-57 приведена другая конструкция аналогичного приспособления, устанавливаемого непосредственно на арматуру без специальных промежуточных устройств (штанг, колонок и т. п.). В этом случае приспособление работает следующим образом. Для перевода с электрического управления на ручное необходимо нажать на маховик, жестко связанный с валом 5.
Верхняя часть приводного вала находится в зацеплении при помощи кулачков со ступицей червячного колеса. При нажатии на маховик кулачки верхней части приводного вала расцепляются с кулачками ступицы червячного колеса. Червячный редуктор электропривода отключается, и шпиндель арматуры получает вращение непосредственно от маховика.
Чтобы полностью исключить возможность произвольного зацепления кулачков верхней части приводного вала привода с кулачками ступицы червячного колеса, предусмотрено специальное фиксирующее устройство, состоящее из фиксатора, пружины и втулки 1 с пазом. При движении вала 5 вниз в паз втулки 1 входит фиксатор 7 и препятствует возвращению вала в первоначальное положение. При необходимости перевода с ручного управления на электрическое фиксатор 7 выводится из кольцевого паза втулки и под действием пружины вал 5 возвращается в первоначальное положение. Происходит автоматическое зацепление кулачков верхней части приводного вала с кулачками ступицы червячного колеса.
Подготовка электроприводов с арматурой к эксплуатации
Подготовка электропривода с арматурой к эксплуатации производится при наличии рабочего давления в трубопроводе. При этом проверяют:
а) Легкость переключения механизма ручной блокировки из положения электрического управления в положение ручного управления и наоборот. Переключение должно быть легким (без заметных заеданий), пружина должна обеспечивать нормальное сцепление кулачков полумуфты электродвигателя с полумуфтой электрической блокировки без дополнительного осевого усилия.
б) Работу электропривода при ручном управлении (для чего производится открывание и закрывание арматуры), правильность показаний местного указателя и сигнализации; вращение маховика должно быть плавным, без заеданий.
в) Герметичность затвора (если это возможно).
г) Автоматические остановки запорного органа в крайних положениях при электрическом управлении.
д) Соответствие работы сигнализации показаниям местного указателя.
После окончания полной проверки и наладки электропривода с арматурой необходимо произвести пять— семь контрольных перекрытий арматуры от электродвигателя.
К обслуживанию электропривода допускается специально обученный персонал, проинструктированный по технике безопасности.
4 Текущий ремонт
4.1 Текущий ремонт электроприводов
4.1.1 Система ремонта электроприводов в процессе эксплуатации основывается на выполнении восстановительных работ по результатам контрольных проверок или при отказе электропривода.
4.1.2 В процессе эксплуатации изделия подвергаются:
- текущему ремонту (Т);
- капитальному ремонту (К).
4.1.3 Порядок и периодичность проведения ремонта электроприводов
Таблица 2
| Пункт РЭ | Вид ремонта | Периодичность |
|
4.1.5 4.1.6 |
Текущий ремонт
Капитальный ремонт |
при необходимости, по результатам контрольных проверок при поломке составных частей электропривода, или при выработке его назначенного ресурса |
4.1.4 Меры безопасности
При ремонте электроприводов должны соблюдаться следующие правила:
— ремонт проводить с соблюдением требований «Правил технической эксплуатации электроустановок потребителей» (ПТЭЭП);
— электроприводы должны быть надежно заземлены;
— приступая к разборке электропривода, следует убедиться, что он отключен от сети, а в ЩСУ на автоматическом выключателе вывешена табличка с надписью «Не включать, работают люди»;
— разборку и сборку электропривода производить только исправным штатным инструментом.
4.1.5 Текущий ремонт
Текущий ремонт электроприводов осуществляется без их демонтажа с трубопроводной арматуры и при этом выполняются следующие работы:
— замена пришедших в негодность уплотнительных колец съемных крышек взрывонепроницаемых оболочек электропривода;
— замена пришедших в негодность крепежных элементов;
— проверка состояния взрывозащитных поверхностей, которые подвергались разборке (наличие трещин, царапин, вмятин, задиров и т.п. не допускается), и их повторная смазка;
Ремонт электроприводов, связанный с изготовлением и восстановлением деталей, неисправность которых может повлечь за собой нарушение взрывозащищенности, должен выполняться в соответствии с РД 16.407, ГОСТ 30852.18-2002.
При ремонте комплектующего электрооборудования должны выполняться требования ПТЭЭП, РД 16.407, ГОСТ 30852.18-2002 и РЭ на это электрооборудование.
4.1.6 Капитальный ремонт
Капитальный ремонт электропривода производится при поломке его составных частей, либо при выработке назначенного ресурса электропривода, в пределах его назначенного срока службы. При капитальном ремонте проводится полная разборка и дефектация всех деталей и узлов электропривода, восстановление или замена пришедших в негодность в результате коррозии, чрезмерного механического износа узлов и базовых деталей электропривода, а также замена подшипников и смазки механического модуля электропривода.
Капитальный ремонт электроприводов производится в соответствии с ГОСТ 30852.18-2002, РД 16407 и эксплуатационной документацией на электроприводы и комплектующее электрооборудование, на предприятии-изготовителе, после чего производится проверка на соответствие требованиям технических условий ТУ 3791-004-53106276-2003.
5 Возможные отказы и методы их устранения
Перечень возможных отказов и неисправностей электропривода, а также методы их устранения, указаны в таблице 3
Таблица 3
| Наименование отказа, внешние его проявления и дополнительные признаки | Возможные причины | Методы устранения |
| При подаче команды «Открыть» или «Закрыть» поданной с местного поста управления, или через систему телемеханики, отсутствует движение выходного звена эл. привода | Попытка запуска электропривода в направлении крайнего положения, в котором он уже находится | Проверить правильность подаваемой команды |
| Отсутствие напряжения питания на блоке управления электропривода | Подать напряжение питания на блок управления | |
| Блок управления электропривода находится в режиме подготовки к первому запуску при низкой температуре окружающей среды | Выждать необходимое для подготовки к первому запуску время (см. РЭ на блок управления электропривода) после чего повторить попытку | |
| Блок управления электропривода находится в режиме «Авария» | Выяснить тип аварии (см. РЭ на блок управления электропривода) и устранить ее причину | |
| При достижении выходным звеном электропривода крайнего положения, не происходит требуемого уплотнения запорного элемента трубопроводной арматуры | При настройке электропривода задана недостаточная величина усилия уплотнения в крайнем положении | Провести повторную настройку с увеличением усилия уплотнения в требуемом крайнем положении (см. РЭ на блок управления электропривода) |
| Электропривод отключается при срабатывании устройства ограничения усилия | Превышение максимально-допустимой нагрузки на выходном звене электропривода | Проверить состояние трубопроводной арматуры и соответствие электропривода данной арматуре по усилию на выходном звене |
| Превышение максимально-допустимой нагрузки на выходном звене электропривода, в результате изменения заводских настроек устройства ограничения усилия | Восстановить заводские настройки устройства ограничения усилия (см. ЭД на блок управления электропривода) |
Перечень возможных отказов, связанных с работой блока управления электропривода и методы по их устранению – согласно руководству по эксплуатации на блок управления.
Страница 7 из 7
Приложение № 10.
Порядок ремонта, наладки и приемки в эксплуатацию электроприводной арматуры системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1-4. 1. Ремонт электроприводов задвижек системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1–4.
1.1. Ремонт механической части электропривода выполняется ремонтным персоналом ЦЦР, подрядных организаций и включает в себя:
1.1.1. Ремонт механизма муфты ограничения крутящего момента в пределах редуктора и узла передачи на блок моментных выключателей (М.В.).
1.1.2. Ремонт механизма воздействия на концевой разъединитель (К.Р.) в пределах редуктора.
1.1.3. Ремонт механизма передачи вращения на узел путевых переключателей.
1.1.4. Ремонт механизма переключения электропривода с «ручного» управления на «дистанционное».
1.1.5. Ремонт полумуфт, устанавливаемых на вал редуктора и электродвигателя.
1.2. Ремонт электрооборудования электропривода выполняется ремонтным персоналом электроцеха участка АПиС и включает в себя:
1.2.1. Ремонт коробки концевых и моментных выключателей (К.В. и М.В.), для электроприводов с 2 х сторонней муфтой момента, включая:
-узел путевых выключателей с червячным колесом, нажимными кулачками и микровыключателями;
-узел моментного выключателя с регулировочными кулачками, нажимными рычагами, пружинами, блокировочными кулачками и микровыключателями.
1.2.2. Ремонт отдельно устанавливаемых на электроприводе микровыключателей типа ВП-4, для электроприводов типа ВАЗ и электроприводов с односторонней муфтой момента (М.М.).
1.2.3. Ремонт отдельно устанавливаемых на электроприводе микровыключателей (микровыключатели К.Р., микровыключатели М.М. для электроприводов с односторонней муфтой момента, совместно с «тросиком» для взрывозащищенных электроприводов).
1.2.4. Ремонт электрооборудования, входящего в состав электросхемы электропривода, включая электродвигатель.
1.2.5. Ремонт кабеля, кабельных шлейфов, соединительных коробок.
1.2.6. Ремонт рычагов воздействия на электропереключатели в пределах коробки путевых и моментных выключателей.
1.3. Установка регулирующих органов после ремонта и сочленение их с исполнительными механизмами производится ремонтным персоналом ЦЦР, подрядных организаций в присутствии персонала ЭЦ участка АПиС.
2. Наладка электроприводов задвижек системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1–4.
2.1. Наладка механической части электропривода выполняется ремонтным персоналом ЦЦР, персоналом подрядных организаций и включает в себя:
2.1.1. Предварительную установку величины ограничения крутящего момента (Мкр.) в соответствии с паспортом на электропривод (таблица значений Мкр. для различных электроприводов) для приводов с односторонней муфтой крутящего момента. Уточненное значение величины Мкр. выставляется после опробования электропривода.
2.1.2. Установку «поджатого» состояния пружин муфты ограничения крутящего момента для приводов с двухсторонней муфтой крутящего момента.
2.1.3. Установку, центровку и сочленение электродвигателя с редуктором электропривода.
2.1.4. Опробование и доведение до необходимой легкости хода электропривода вручную от штурвала..
2.1.5. Определение положения полного закрытия и открытия арматуры с выставлением соответствующих меток на штоке, бугелях, тягах.
2.1.6. Регулировку, проверку механизма переключения управления арматурой с «ручного» на «дистанционное».
2.1.7. Установку запорного органа, после окончания наладки в полностью закрытое положение.
2.1.8. По окончании ремонта и механической наладки привода руководитель (производитель) работ по наряду должен предъявить (сдать) привод оперативному персоналу турбинного цеха и ремонтному персоналу ЭЦ участка АПиС с записью в « Журнале приемки электроприводной арматуры из ремонта» для выполнения наладки электрической части электропривода.
При этом необходимо проверить:
— комплектность, целостность и крепление всего оборудования механической части ЭПА.
— целостность электрооборудования, установленного на электропривод электродвигатель, кабельные шлейфы, бронешланги, микровыключатели, соединительные коробки (С.К.) и т.д.
— легкость хода редуктора и наличие передачи на выходные валы, рычаги, штоки при вращении штурвала вручную.
— срабатывание механической части механизма ограничения величины крутящего момента.
2.2. Наладка электрической части электропривода выполняется персоналом участка АПиС ЭЦ и включает в себя:
2.2.1. Установку всех элементов электрической схемы на электропривод (установку электродвигателя выполняет ремонтный персонал ЦЦР, подрядных организаций САР, КАЭР).
2.2.2. Проверку сопротивления изоляции электродвигателя, кабельных связей.
2.2.3. Проверку работоспособности и взаимодействия всех элементов электрической схемы, установленных на электроприводе, без подачи напряжения.
2.2.4. Проверку направления вращения электродвигателя и его фазировку.
2.2.5. Проверку установки запорного органа в положение «закрыто» и «открыто» с настройкой концевых выключателей в соответствии с заводской инструкцией по эксплутации электропривода.
Для электропривода с полным ходом до 30 сек все операции по перемещению запорного органа в положение «закрыто» или «открыто» выполнять вручную штурвалом.
Для электропривода на многооборотной арматуре допускается перемещать запорный орган с помощью электродвигателя. При этом электродвигатель следует отключить в момент, когда запорный орган не дошел до конечного положения на 10-15% пути. Далее запорный орган перемещать в нужное положение с помощью маховика.
После окончания настройки концевых выключателей произвести 2-3 прокрутки электропривода в обоих направлениях с проверкой промежуточного останова и пуска.
2.2.6. Проверку срабатывания «концевого разъединителя» (К.Р.). Проверка проводится установкой штурвала в положение «ручное» управление и пробной подачей сигнала «закрыть» или «открыть». Электропривод при этом не должен управляться.
2.2.7. Проверка работоспособности концевого выключателя ограничения величины крутящего момента производится при открытии и закрытии электропривода перемещением электропривода штурвалом вручную.
2.2.8. Проверку работы муфты момента прокруткой привода от электродвигателя, величину «затяжки» запорного органа электроприводом в положении «закрыто» контролирует представитель турбинного цеха.
При несоответствии величины «затяжки» требуемой необходимо:
— для электроприводов с односторонней муфтой момента для настройки величины ограничения крутящего момента вызвать персонал, производивший ремонт механической части данной арматуры,
— для электроприводов с двухсторонней муфтой момента для настройки величины ограничения крутящего момента выполнять действия согласно пункта 2.2.12.
— для электроприводов с двухсторонней муфтой момента ремонтному персоналу участка АПиС ЭЦ выполнить перестановку моментных регулирующих кулачков на необходимую величину и направление,
— величина тока отключения электропривода при его открытии определяется защитой электропривода при неисправности К.В. и выставляется минимально возможной. Проверка срабатывания моментных выключателей при открытии арматуры проверяется только при перемещении привода штурвалом вручную.
2.2.9. Контрольную проверку настройки величины ограничения крутящего момента при закрытии арматуры измерением величины тока «затяжки» электропривода. При этом необходимо:
— в сборке РТЗО на одну из фаз кабеля, питающего электродвигатель, установить токоизмерительные клещи.
— подать сигнал управления на закрытие электропривода до отключения электродвигателя муфтой момента
— при движении электропривода зафиксировать значение рабочего тока – Iраб.
— в момент срабатывания муфты момента зафиксировать значение тока отключения электродвигателя – Iмм. Значение тока Iм.м. должно быть в пределах:
Iм.м. = (1,1 – 1,3) Iраб
— при значениях Iм.м. > 1,3 Iраб. персоналу, производившему ремонт данной арматуры, перенастроить муфту момента на меньшее значение Мкр.,
— при значениях Iраб. > Iном. привод имеет тугой ход. Персоналу, производившему ремонт данной арматуры, необходимо выполнить ревизию механической части привода (редуктор, шток, сальники и т.д.)
— повторить проверку величины Iм.м. после устранения замечаний.
2.2.10. Проверку настройки токового реле РТ-40. Проверка и настройка токового реле выполняется в лабораторных условиях в соответствии с заводской инструкцией на реле. Значение уставки срабатывания реле:
Iрт = ( 1,1 — 1,3) Iраб.
Выполнить контрольную проверку срабатывания токового реле при полном закрытии арматуры. При необходимости откорректировать значение Iрт и повторить проверку.
2.2.11. Настройку указателей положения (УП). Настройку УП выполнить после наладки К.В., М.М., К.Р. и настройки РТ 40, для чего:
— привод установить в положение «закрыто» и настроить «нулевое» значение УП.
— привод установить в положение «открыто» и настроить УП.
— выполнить 2-3 цикла «открыть» – «закрыть» с настройкой крайних значений УП.
2.2.12. При выявлении на приводе в процессе выполнения наладочных работ персоналом участка АПиС ЭЦ дефектов механического характера, необходимо:
— работы по наладке ЭПА прекратить,
— во избежание усугубления дефекта остановить арматуру в начале ее движения с пульта управления или путем разборки электросхемы в шкафу РТЗО,
— доложить НС ЭЦ.
2.2.13. Оперативный персонал турбинного цеха в этом случае должен:
— удалить бригаду участка АПиС ЭЦ с оформлением ежедневного окончания работ в наряде,
— разобрать электросхему ЭПА ( через НС ЭЦ),
— зафиксировать дефект и принять меры по его устранению силами ремонтного персонала, производившего ремонт данной арматуры.
2.2.14. После окончания настройки концевых выключателей произвести 2-3 прокрутки электропривода в обоих направлениях с проверкой промежуточного останова и пуска.
2.2.15. Окончание работ по наладке электрической части ЭПА должно быть оформлено руководителем (производителем) работ по наряду в «Журнале приемки ЭПА из ремонта» у НС турбинного цеха.
3. Сдача электроприводов задвижек системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1–4 в эксплуатацию.
3.1. Окончательную сдачу электропривода в эксплуатацию осуществляет персонал участка АПиС ЭЦ при прокрутке арматуры.
3.2. Приемку электропривода в эксплуатацию осуществляет оперативный персонал турбинного цеха по заявке руководителя (производителя) работ по ремонту ЭПА.
При этом необходимо:
— проверить наличие маркировочной таблички, правильность ее установки, крепления, при необходимости устранить замечания,
— произвести осмотр электропривода по месту с проверкой наличия и целостности всего штатного оборудования и качественного его крепления,
— проверить легкость хода электропривода от штурвала,
— произвести прокрутку электропривода со всех мест управления.
3.3. При выполнении прокрутки электропривода проверить:
— полное открытие и закрытие арматуры,
— правильность настройки концевых выключателей,
— управление электроприводом из промежуточного положения (операции «открыть», «закрыть»),
— работу сигнализации положения арматуры,
— показания УП ( при наличии),
— работу редуктора.
3.4. При обнаружении замечаний ремонтный персонал, производивший ремонт данной арматуры ( по принадлежности дефектов ), обязан их устранить, а оперативный персонал турбинного цеха повторить прокрутку арматуры.
3.5. Окончание приемки электропривода в эксплуатацию оформляется записью в «Журнале приемки электроприводной арматуры из ремонта» оперативным персоналом турбинного цеха.
4. Организация безопасного выполнения технического обслуживания и наладки электроприводной арматуры системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1 – 4.
4.1. Ремонт электроприводной арматуры (ЭПА) выполнняется по графику ТЦ.
4.2. Допуск персонала на ремонт механической части ЭПА осуществляет оперативный персонал турбинного цеха по тепловым нарядам, выданным административно –техническим персоналом турбинного цеха.
4.3 При подготовке рабочего места на ремонт ЭПА оперативным персоналом турбинного цеха должны быть обеспечены условия безопасного выполнения работ, указанные в наряде участки трубопроводов сдренированы, разобраны схемы электропитания ЭПА, при необходимости отсоединен и заземлен кабель электропитания двигателя ЭПА.
4.3.1. Подготовку рабочих мест для проведения текущего ремонта ЭПА (для ЦЦР) проводить следующим образом:
— при подаче заявки в ТЦ мастер ЦЦР должен указать для какого вида ремонта требуется подготовка рабочего места,
— НС ТЦ при передаче заявки НС ЭЦ должен сообщить для какого вида ремонта требуется подготовка рабочего места,
— ДЭМ ЭЦ перед отключением кабеля от электродвигателя убеждается в четкости и однозначности маркировки на проводах, питающих электродвигатель, и на самом электродвигателе, в обратном случае восстанавливает маркировку и отключает кабель от электродвигателя.
— персонал ЦЦР проводит текущий ремонт электроприводной арматуры и подает заявку на ее подключение.
4.4. Допуск персонала на ремонт электрической части ЭПА осуществляет оперативный персонал ЭЦ по электрическим нарядам, выданным административно — техническим персоналом ЭЦ, и с разрешения начальника смены турбинного цеха – владельца ЭПА.
4.5. При необходимости выполнения операций с коммутационной аппаратурой ЭПА такое право может быть предоставлено производителю работ по наряду лицом, выдавшим наряд, с записью в графе « отдельные указания».
5. Организация безопасного выполнения прокрутки электроприводной арматуры системы водяного пожаротушения трансформаторов и маслосистем турбин блоков 1–4.
5.1. Прокрутку ЭПА с целью сдачи электропривода в эксплуатацию выполняет ремонтный персонал участка АПиС ЭЦ, руководствуясь данным «порядком…..» и заводскими инструкциями на электропривод.
5.2 Работы по прокрутке ЭПА выполняются под руководством оперативного персонала турбинного цеха, либо под руководством специально назначенного ответственного представителя турбинного цеха, введенного в состав смены указанием начальника или заместителя начальника турбинного цеха по эксплуатации.
5.3. Оперативный персонал турбинного цеха выполняет работы по прокрутке ЭПА по разработанным и утвержденным в установленном порядке программам или инструкциям по эксплуатации технологических систем.
5.4. Персонал участка АПиС ЭЦ выполняет работы по прокрутке ЭПА по отдельному наряду, выданному административно-техническим персоналом ЭЦ, с согласованием прокрутки между руководителем (производителем) работ по наряду и НС турбинного цеха.
5.5. Состав бригады при выполнении прокрутки ЭПА должен быть не менее двух человек, включая производителя работ.
5.6. Разрешение на прокрутку ЭПА ( сборку электросхемы ЭПА для прокрутки) выдает НС турбинного цеха.
Кроме того, факт сборки и разборки электросхемы ЭПА должен быть зафиксирован в оперативных журналах НС турбинного цеха и НС ЭЦ.
5.7. При сборке электросхемы ЭПА персонал ЭЦ, выполняющий эту операцию в шкафах РТЗО, должен обратить внимание на поведение коммутационной аппаратуры, подающей электропитание на электродвигатель ЭПА.
Если в момент сборки электросхемы ЭПА включился один из пускателей, подающий электропитание на электродвигатель ЭПА, напряжение с электропривода ЭПА должно быть немедленно снято, о чем должно быть доложено НС турбинного цеха и НС ЭЦ.
5.8. НС турбинного цеха совместно с НС ЭЦ должны проанализировать возникшую ситуацию, выяснить причину срабатывания электропривода, возможные воздействия блокировок, и принять решение о продолжении или прекращении операций с данной ЭПА.
5.9. Персонал, участвующий в прокрутке ЭПА должен быть оснащен переносными радиостанциями, аккумуляторными фонарями и средствами индивидуальной защиты (спецодежда, каска, инструмент с изолированными рукоятками).
5.10. При прокрутке ЭПА персоналу контролировать открытие закрытие арматуры с безопасного расстояния.
5.11. При возникновении во время прокрутки ЭПА нештатных ситуаций (появление шумов, возникновение гидроударов и др. свидетельствующих о нарушении технологического режима) закрыть арматуру, если она открывалась, доложить НС турбинного цеха и далее действовать по его указаниям.
Приложение 11
Перечень замененных узлов и деталей при ремонте электротехнического оборудования
|
№ п/п |
Наименование узла, детали |
Место установки |
Критерии отбраковки |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
ЛИСТ РЕГИСТРАЦИИ ДОПОЛНЕНИЙ И ИЗМЕНЕНИЙ
|
Номер |
Номера листов |
Всего |
Входящий |
Подпись |
Дата |
||||
|
изме-нен-ных |
заме-нен-ных |
новых |
изъя-тых |
№ документов |
номер «Бюллетеня» и дата оформления |
ответствен. |
внесения |
||
ЛИСТ РЕГИСТРАЦИИ ПЕРЕСМОТРА
|
Номер и дата утверждения документа |
Запись о продлении действия данного документа. |
Подпись ответственного лица по подразделению. Дата заполнения. |
Ремонт — электропривод
Cтраница 1
Ремонт электроприводов подразделяется на периодический осмотр, текущий и капитальный ремонты.
[1]
Монтажом и ремонтом электропривода занимаются слесари-электромонтажники, электромонтеры по монтажу силового электрооборудования, дежурные электромонтеры, электромонтеры-ремонтники.
[2]
Если на время ремонта электропривода питающий кабель отсоединяется от зажимов статора, то концы его необходимо замкнуть накоротко и заземлить.
[3]
Не допускается выдача из ремонта электропривода с разбитым корпусом, без штепсельной вилки и с неисправным выключателем светильника.
[4]
Экономические потери от простоя технологического оборудования, вызванного ремонтом электропривода, зачастую намного превышают затраты на его ремонт.
[5]
Конструкция электроприводов всех типов одинакова, поэтому рассмотрим в качестве примера ремонт электропривода ДШС. На рис. 32 изображен двигатель электропривода.
[6]
Ремонт регулирующих и запорных органов, сочленений их с исполнительными механизмами, ремонт электроприводов и установка их на место должны выполняться персоналом, ремонтирующим технологическое оборудование, а приемка — персоналом, обслуживающим системы управления.
[7]
Слесари при центральном маслоскладе производят ремонт коммуникаций, насосных установок, регенерационного оборудования, сливных и фильтровальных устройств, инвентаря и другого складского оборудования. Электрики обеспечивают бесперебойную и безопасную эксплуатацию и ремонт электроприводов, освещения, электронагревательных устройств и другого оборудования, связанного с применением электрического тока.
[8]
Комплект разрабатываемых схем определяется особенностями технологической установки и ее электроприводов. Количество схем должно быть минимальным, но в совокупности они должны содержать сведения в объеме, достаточном для проектирований, изготовления, настройки, регулировки, эксплуатации и ремонта электроприводов и систем управления. На этапах технического предложения, эскизного и технического про-ектирования номенклатура схем определяется необходимостью обеспечить последующий этап проектирования достаточными исходными данными.
[9]
В некоторых случаях возникает необходимость регулировки пружин муфты крутящего момента. Такая необходимость может возникнуть при недостаточной герметичности перекрытия арматуры, при работе на более низких давлениях, чем предусмотрено заводской настройкой, если муфта срабатывает в момент трогания с места электропривода, после ремонта электропривода. Первой регулируется пружина закрывания, причем регулировка начинается со слабой затяжки пружины и постепенно затяжку увеличивают до требуемого значения. Увеличение затяга следует производить постепенно, поворачивая регулирующую гайку не более, чем на Д часть оборота. После каждой затяжки производится пробный пуск на закрытие. Регулировка пружины закрывания должна производиться так, чтобы был обеспечен пуск электропривода с некоторым запасом в сторону открывания, так как необходимое усилие при открывании арматуры в начальный момент может быть несколько увеличенным. По окончании монтажа и пробных испытаний рукоятка переключений должна быть установлена в положение на электрическое управление, в противном случае пуск электропривода с пульта управления будет невозможен.
[11]
В некоторых случаях возникает необходимость регулировки пружин муфты крутящего момента. Такая необходимость может возникнуть при недостаточной герметичности перекрытия арматуры, при работе на более низких давлениях, чем предусмотрено заводской настройкой, если муфта срабатывает в момент трогания с места электропривода, после ремонта электропривода. Первой регулируется пружина закрывания, причем регулировка начинается со слабой затяжки пружины и постепенно затяжку увеличивают до требуемого значения. Увеличение затяга следует производить постепенно, поворачивая регулирующую гайку не более, чем на Ye часть оборота. После каждой затяжки производится пробный пуск на закрытие. Регулировка пружины закрывания должна производиться тай, чтобы был обеспечен пуск электропривода с некоторым запасом в сторону открывания, так как необходимое усилие при открывании арматуры в начальный момент может быть несколько увеличенным. По окончании монтажа и пробных испытаний рукоятка переключений должна быть установлена в положение на электрическое управление, в противном случае пуск электропривода с пульта управления будет невозможен.
[13]
Планово-предупредительный ремонт проводят периодически по специальному графику, но не реже одного раза в шесть месяцев. При этом электропривод снимают с арматуры и направляют в ремонтные мастерские, где его разбирают, все детали промывают и проверяют визуально их годность к дальнейшей эксплуатации. После ремонта электропривода его обкатывают, регулируют с арматурой в эксплуатационных условиях.
[15]
Страницы:
1
2
Руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских вагонов
Страницы работы




Содержание работы
1.1 Настоящее руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских вагонов распространяется на ремонт редукторно-карданных приводов от торца и средней части оси колесной пары, выполняемый при ремонте пассажирских цельнометаллических вагонов всех типов, а также на централизованный ремонт одиночных редукторно-карданных приводов, выполняемый по отдельным договорам.
1.2 Руководство по ремонту редукторно-карданных приводов определяет:
а) порядок демонтажа, осмотра, ремонта, испытания и монтажа редукторно-карданных приводов;
б) нормы и технические требования, предъявляемые к редукторно-карданным приводам после ремонта.
1.3 Ремонт редукторно-карданных приводов должен производиться в депо и на заводах, имеющих обязательный минимум оборудования, приспособлений, измерительного инструмента, перечисленного в приложении А к настоящему Руководству.
1.4 Демонтаж, комплектование и монтаж редукторно-карданных приводов на буксовый узел колесной пары должен выполняться в присутствии работника редукторного отделения колесного цеха депо или завода, имеющего право производства полной ревизии букс с роликовыми подшипниками и сдавшего испытания в знании настоящего Руководства.
1.5 К ремонту редукторно-карданных приводов допускаются лица, имеющие квалификацию не ниже 4-го разряда, а также сдавшие испытания в
знании настоящего Руководства. Периодичность испытаний — один раз в два года. В состав комиссии по приему испытаний должны входить: главный инженер депо или завода, инспектор-приемщик, мастер редукторного участка, инженер-технолог.
1.6 При составлении Руководства были учтены рекомендации вагоностроительных заводов, опыт эксплуатации и ремонта редукторно-карданных приводов на вагоноремонтных заводах и депо. Кроме того, используются руководящие материалы ОАО «РЖД», а также следующая документация:
а) «Руководство по деповскому ремонту подвагонного генератора» ТУ 081 ПКБ ЦВ;
б) «Руководство по техническому обслуживанию электрооборудования» 019 ПКБЦЛ-04 РЭ;
в) Технические указания и технологические процессы ремонта редукторно-карданных приводов всех типов от средней части оси, от торца оси; ПКТБ по вагонам;
г) «Инструкция по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар» ЦВ/3429;
д) «Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками» 3-ЦВРК;
е) «Детали грузовых и пассажирских вагонов. Методика испытаний на растяжение » 656-2000 ПКБ ЦВ;
ж) «Неразрушающий контроль деталей вагонов. Общее положение. Руководящий документ» РД 32.174-2001;
з) «Феррозондовый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.149-2000;
и) «Вихретоковый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.150-2000;
к) «Магнитопорошковый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.159-2000;
л) «Инструкция по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов» № ЦЛ-201-03;
м) Альбом чертежей механизмов и приспособлений, применяемых при ремонте редукторно-карданных приводов вагонных генераторов, ПКБ ЦВ и ПКТБ по вагонам;
н) Книга Л. В. Терешкина «Приводы генераторов пассажирских вагонов» изд. «Транспорт», 1990г.
о) Инструкции поставщиков вагонов ОАО ТВЗ и Германии и поставщиков отдельных узлов приводов.
Кроме того, при составлении настоящего Руководства учтены указания
ОАО «РЖД», касающиеся изменений конструкции или ремонтных нормативов.
1.7 В случае, когда отдельные нормативы и требования к ремонту деталей и узлов редукторно-карданных приводов не отражены в настоящем Руководстве, начальнику и главному инженеру депо или завода совместно с зам. ВЧД или начальником ОТК завода предоставляется право под их личную ответственность решать самостоятельно вопросы в части нормативов и методов ремонта деталей, исходя из технической целесообразности и безусловного обеспечения безопасности движения поездов и срока службы деталей и узлов, с уведомлением об этом ОАО «РЖД», ЦЛД, Дирекции «Вагонреммаш» для решения вопроса о внесении изменений в настоящее Руководство. При этом устанавливается контроль за приводом в эксплуатации.
1.8 Настоящее Руководство разработано взамен Руководства по заводскому ремонту редукторно-карданных приводов вагонных генераторов пассажирских ЦМВ Л2.003/12-4694 РВ.
1.9 Ремонт редукторно-карданных приводов типа РК (модификации РК-1, РК-1В, РК-6 и типа ФАГА-II должен производиться в соответствии с Руководством Л2.003/12-4694 РВ
2 Организация ремонта приводов вагонных генераторов
2.1 Отделение по ремонту приводов вагонных генераторов должно размещаться вблизи монтажного отделения колесного цеха. Расположение и планировка отделений должны предусматривать поточность технологических процессов и сокращение путей транспортировки деталей и узлов при их ремонте.
2.2 Наличие оборудования и организация работы в отделении должны обеспечивать ремонт всех типов приводов вагонных генераторов, поступающих в депо или на завод.
2.3 Отделение по ремонту приводов должно состоять из демонтажно-моечного, ремонтно-комплектовочного, монтажного и испытательного участков.
2.4 Демонтажно-моечный участок
2.4.1 Демонтажно-моечный участок предназначен для производства предварительных испытаний с целью обнаружения дефектов перед обмывкой, а также для разборки и промывки приводов. Участок должен быть оборудован повышенным рельсовым путем (от 350 до 400 мм выше уровня пола) и стендом для испытания редукторов.
Длина пути должна быть достаточной для перекатки колесных пар при осмотре их элементов.
2.4.2 Для транспортировки колесных пар в сборе, а также узлов приводов должны использоваться кран-балки грузоподъемностью от 2,5 до 3,2 т или механизированные тележки. Для передачи деталей приводов подвагонных генераторов применяются также электрокары, консольные краны и специальные тележки.
2.4.3 На участке устанавливаются стенды для разборки редукторов, устройства для магнитной дефектоскопии деталей, гидропрессы, моечные машины и ванны для промывки деталей приводов, необходимое количество стеллажей, рольгангов.
2.4.4 Моечные машины должны быть установлены в изолированном помещении демонтажно-моечного участка или иметь соответствующее ограждение. Температура моющего раствора должна быть в пределах от плюс 50 до плюс 60 °С. Промывку необходимо производить моющим раствором, содержащим от 2 до 3% каустической соды, с последующей обмывкой чистой водой (для деталей редукторно-карданного привода, кроме ролико- и шарикоподшипников).
Машины должны быть обеспечены устройствами для очистки и повторного использования моющих растворов.
Моющие растворы, используемые при обмывке и обезжиривании деталей редукторно-карданного привода, изготовленных из резины, должны иметь состав согласно таблице 1.
Источник
Вагонник.РФ
вторник, 9 июля 2019 г.
Техническое обслуживание приводов вагонных генераторов

4.5.2 В пути следования поезда на промежуточных станциях, где осуществляется техническое обслуживание вагонов «с пролазкой», производят следующие виды работ:
- детали приводов осматривают на предмет утечек масла из картеров редукторов;

- проверяют крепление редуктора к раме тележки привода ТРКП и подвески ведомого шкива приводов ТК-2 и ТК-3, а так же крепление карданного вала к фланцу редуктора и генератора;



- проверяют температуру шарниров карданных валов, муфт и корпусов редукторов в местах установки подшипников.

- Характерный признак
- Неисправность
- Действие поездной бригады в пути следования и работы, производимые на ПТО, пунктах формирования и оборота
Привод от средней части оси колесной пары
- Греется центробежная муфта сцепления
- Заклинило подшипник генератора или муфты, зазор между дисками трения не соответствует значениям 0,8-2,6 мм
- Демонтировать карданный вал и продолжать движение до пункта формирования и оборота

- Нехарактерный шум при движении поезда
- Погнут или помят карданный вал
- Демонтировать карданный вал и продолжать движение до пункта формирования и оборота
- Не передается вращение генератору
- Разрушена эластичная муфта привода
- На ближайшем ПТО, в пункте оборота заменить эластичную муфту или демонтировать карданный вал

- Стук, толчки при работе привода
- Разрушена опора моментов
- Демонтировать карданный вал и принять меры к закреплению опоры, а в пункте формирования или оборота отремонтировать

- Не вращается подшипник ведомого вала, проворот, сдвиг редуктора на оси. Возможны поломка зубьев шестерен и юз колесной пары
- Заклинило подшипник ведомого вала
- На перегоне или промежуточной станции отвернуть от ведомого вала девять болтов с шестигранной головкой М12×60 и три болта М12×40. Ввернуть три отжимных болта М12×80 в отверстия трех болтов М12×40. При этом ведомый вал должен выдвинуться из корпуса настолько, что зубья шестерен выйдут из зацепления. В этом положении ведомый вал в комплекте, зафиксировать тремя болтами М12×80. На ближайшем ПТО, пункте оборота или формирования заменить колесную пару с редуктором

- Не вращается генератор, проворот, сдвиг редуктора. Нехарактерный звук при работе привода
- Заклинило подшипник полого вала
- На перегоне промежуточной станции демонтировать карданный вал. Демонтировать опору моментов с опорным и аварийным плечами. Вынуть ведомый вал в комплекте из корпуса редуктора.
- Колесная пара при трогании и низких скоростях движения поезда не вращается. В движении характерный звук от наличия ползунов
- Заклинило подшипник полого вала
- При этом редуктор будет свободно вращаться на оси колесной пары. Скорость движения не более 30 км/ч. На ближайшем ПТО, пункте формирования или оборота заменить колесную пару с редуктором
- Разрыв контрольных линий, перекос стальных и резиновых вкладышей, выдавливание резинового кольца ведущего фланца редуктора
- Сдвиг редуктора относительно оси колесной пары
- На перегоне или промежуточной станции демонтировать карданный вал и со скоростью не выше 30 км/ч следовать до ближайшего ПТО, пункта формирования или оборота. По прибытии заменить колесную пару с редуктором.
- Разрыв контрольных линий, перекос стальных и резиновых вкл адышей, выдавливание резинового кольца ведущего фланца редуктора
- Наличие зазора редукторного вала более 3 мм, определяемого зазором в сцеплении шестерен и соединениях других деталей при покачивании карданного вала вокруг продольной оси (зазор измеряют на радиусе 100 мм).
- На промежуточной станции демонтировать карданный вал. В пункте формирования или оборота произвести перемонтаж редуктора с выкаткой колесной пары
Примечание — На технических станциях, где нет приписного парка пассажирских вагонов, допускается заменять колесные пары с редуктором от средней части на колесные пары без редуктора. Колесная пара с отказавшим редуктором должна быть отправлена в депо приписки вагона в трехдневный срок.
Источник
Ремонт приводов генераторов пассажирских вагонов
Техническое обслуживание приводов генераторов
Проверку технического состояния приводов генератора производят на пунктах формирования и оборота пассажирских составов и на ПТО в пути следования. При проверке особое внимание уделяют состоянию ремней, наличию шума, стука при работе привода, отсутствию нагрева шарниров карданных валов и корпусов редукторов в местах установки подшипников, наличию утечек масла из редукторов, прочности деталей крепления и предохранительных устройств.
В случае загрязнений детали привода необходимо очистить от грязи, снега и льда, пользуясь деревянными молотками и скребками.
У приводов генератора ТРК (рис. 9.1) и ТК-2 (рис. 9.2) наиболее слабым узлом является клиноременная передача, которая подвергается при работе действию различных возмущающих факторов.
Для приводов ТРК в первую очередь — это действие реактивного момента, который возникает в работающем редукторе и приводит к уменьшению или увеличению межцентрового расстояния между шкивами, что вызывает либо проскальзывание ремней и их быстрый износ, либо перенапряжение и обрывы. Отрицательно на работу приводов влияет переменность крутящего момента, вибрации шкивов, усиливающих или ослабляющих натяжение ремней. Большое влияние на срок службы ремней оказывает нарушение правил монтажа, непа- раллельность или перекосы осей больше нормы. Часто имеет место нарушение качества изготовления ремней. Очень важно своевременно регулировать натяжение ремней, которое обеспечивается сжатием
Рис. 9.1. Текстропно-редукторно-карданный привод:
1 — ведущий шкив; 2 — ведомый шкив; 3 — приводные ремни; 4 — редуктор; 5 — натяжное устройство; б — карданный вал; 7 — генератор; 8— предохранительные устройства
пружин натяжного устройства до высоты 100±5 мм для привода ТРК и 110±5 мм для привода ТК-2.
В эксплуатации замене подлежат ремни с надрывами, расслоением и разлохмачиванием. Разрешается кратковременно эксплуатировать приводы ТК-2 и ТРК соответственно на четырех и трех ремнях. При этом следует уменьшить натяжение ремней увеличением высоты пружины натяжного устройства на 5-10 мм и снизить нагрузку на генератор до 40-50% от номинальной. Заменяют ремни
Рис. 9.2. Текстропно-карданный привод:
1 — вал подвески; 2 — предохранительный болт; 3 — узел ведомого шкива; 4 — генератор; 5 — натяжное устройство; 6 — предохранительные скобы генератора; 7 — ведомый шкив; 8 — ремни приводные; 9 — ведущий шкив
комплектно, предварительно подобрав их по длине, на приспособлении по схеме в соответствии с рисунком 9.3, а. Диаметр измерительного шкива Д для привода ТК-2 равен 127,3 мм. Усилие Р на подвижном шкиве равно ЗООН (ЗОКГС). Расчетную длину L ремня при измерении на двух шкивах определяют по формуле:
В эксплуатации допускается разница ремней по длине в одной группе не более 10 мм.
Рис. 9.3. Ремонт клиноременной передачи:
а — схема определения длины ремня; б — схема определения износа канавки и ремня
Устанавливать в одном комплекте новые и старые ремни не разрешается. Взаимный износ ремней и канавок шкивов определяют по схеме в соответствии с рисунком 9.3, б. При этом необходимо измерить размер У при нормальном натяжении передачи. Зная высоту ремня h и глубину канавки Я, можно вычислить зазор X между дном канавки и ремнем, который должен быть не менее 2 мм.
Шкивы проверяют осмотром и обстукиванием. На шкивах не допускаются трещины, отколы и ослабление крепления. При осмотре карданного вала шарниры ощупывают с целью определения степени нагрева и прочности соединений. Температура шарниров карданных валов, редукторов и муфт должна быть одинаковой в сравнении с температурой нормально работающих букс. Узлы с повышенным нагревом подлежат разборке и ремонту.
У карданных валов не допускаются вмятины, погнутости, пробоины трубы и другие механические повреждения.
У редукторов всех типов выявляют недостаток или загрязнение масла. Не допускаются посторонние шумы при работе редуктора, изломы зубьев шестерён, разрушение подшипников и зазоры в посадке шестерён и подшипников на валах.
Ослабление или повреждение предохранительных устройств или болтовых соединений не допускается. Если в пути следования обнаружат заклинивание редуктора или ослабление узла крепления ведущего шкива с зубчатой фиксацией, то на перегоне необходимо снять ремни и на ближайшем ПТО или в пункте формирования заменить редуктор или произвести перемонтаж узла крепления ведущего шкива с зубчатой фиксацией.
Болты и шпильки при ослаблении необходимо устанавливать с применением пластмассы или эпоксидного клея. Новые болты и шпильки изготавливают из стали 40Х.
Плоскоремённый привод должен иметь длину ремня, обеспечивающую отклонение генератора от вертикального положения на угол 8-15° в сторону ведущего шкива.
Ремень не должен иметь надрывов и расслоений, в деталях сшивки не допускаются повреждения. Смещение ведущего шкива выявляют по взаимному расположению ремня и шкивов, которое в исправном состоянии должно быть симметричным.
У привода генератора от средней части оси (рис. 9.4) недопустим сдвиг редуктора, который определяют по разрыву контрольных полосок, нанесённых с обеих сторон фланцев редуктора и вдоль оси колёсной пары, а также по выдавливанию резиновых вкладышей ведущего фланца.

Рис. 9.4. Привод от средней части оси:
1 — опорная скоба; 2 — кронштейн; 3, 7 — корпуса момента опоры; 4— стержень опоры; 5 — редуктор; 6— карданный вал; 7-— муфта сцепления
У фрикционных и эластичных муфт не допускаются разрушения и ослабление болтов крепления. В случае повреждений муфт приводов от средней части оси карданный вал демонтируют и на пункте формирования заменяют муфту.
При обнаружении сдвига редуктора вдоль оси на перегоне или промежуточной станции необходимо снять карданный вал, со скоростью не более 30 км/ч следовать до ближайшего ПТО или пункта формирования и заменить колесную пару. При обнаружении заклинивания подшипников полого вала в пути следования необходимо демонтировать карданный вал, опору момента с опорным и аварийным плечами, снять ведомый вал и следовать со скоростью не более 30 км/ч до ближайшего ПТО или пункта формирования. Редуктор при этом свободно вращается на оси.
При разрушении подшипников ведомого вала или излома шестерён, их заклинивании на перегоне или промежуточной станции следует отвернуть девять болтов ведомого вала М12х60 и три болта М12х40. Вместо трех болтов М12х40 ввернуть три отжимных болта М12х80 и вывести шестерни из зацепления. В таком положении ведомый вал необходимо зафиксировать тремя болтами Ml2x80 и следовать до ближайшего ПТО или пункта формирования, где необходимо заменить колёсную пару. Разрушение опоры момента определяют по наличию стуков и толчков при работе привода. При обнаружении такого дефекта необходимо снять карданный вал, принять меры к закреплению опоры, а в пункте формирования выполнить ремонт.
Приводы от торца оси колёсной пары не должны иметь ослабления шпилек крепления редуктора или промежуточной части. У приводного вала не должно быть обрывов и трещин в резиновых вкладышах шарниров, вмятин на корпусах шарниров и трубе. При обнаружении неисправностей приводного вала в пути следования его следует демонтировать и на пункте формирования или оборота произвести ремонт. Заклинивание редуктора можно выявить по обрыву резиновой предохранительной муфты, наличию посторонних шумов, нагреву редуктора.
Генератор при заклинивании редуктора не вырабатывает электроэнергию. При обнаружении заклинивания редуктора в пути следования его следует демонтировать, установить буксовую крышку, а на ближайшем ПТО произвести промежуточную ревизию буксового узла.
При контроле состояния приводов генератора на пунктах оборота л формирования пассажирских составов не допускается ставить в тоезда вагоны, приводы которых имеют:
просроченный или истекающий в пути следования срок ревизии привода;
■угловое перемещение карданного вала, измеренное на дуге диаметром 100 мм, которое у ступицы шарнира у привода от средней части оси достигает более 3 мм, а у приводов от торца оси — более 2,5 мм при измерении на дуге диаметром 120 мм у ступицы шарнира;
следы редукторного масла на диске колёсной пары или утечки масла через лабиринтное уплотнение;
недостаток или отсутствие смазки в игольчатых подшипниках или шлицевых соединениях карданных валов, которые можно выявить по наличию ржавчины;
некомплектность клиновых ремней.
Через шесть месяцев эксплуатации все приводы генератора подвергают техн и чес кой ревизии.
Техническая ревизия приводов производится также при неясности клейм предыдущей ревизии, при обнаружении в смазке редуктора посторонних примесей, при необходимости производства колёсным парам полного освидетельствования или после обточки колёсной пары с редукторным приводом от средней части оси.
Техническая ревизия выполняется в пунктах формирования составов и в отделениях по ремонту редукторно-карданных приводов вагонного, депо. Перед производством ревизии все узлы привода очищают от грязи и льда и протирают ветошью, смоченной в керосине или дизельном топливе. Ревизия приводов от средней части оси выполняется с выкаткой колёсной пары, а у приводов с клиноремённой передачей — без выкатки колёсных пар, если не требуется демонтаж ведущего шкива с зубчатой фиксацией. Редуктор привода от торца оси должен быть снят с вагона и разобран в ремонтном отделении. У редукторов всех типов проверяют состояние и износы шестерён, допуски на зазоры и биение в соответствии с техническими требованиями. Все выявленные неисправности в деталях приводов должны быть устранены. После выполнения работ по технической ревизии восстанавливают контрольные полосы и на корпусе хвостовика редукторно-карданных приводов наносят белилами надпись с указанием даты и места выполненных работ.
Ремонт текстропно-карданных приводов (ТК-2) и текстропно-редукторно- карданных приводов (ТРК)
При плановых ремонтах вагонов приводы ТК-2 и ТРК должны быть демонтированы с вагона, их узлы разобраны, осмотрены и отремонтированы.
Демонтаж приводов начинают разборкой натяжного устройства 5 (см. рис. 9.1 и 9.2). Для этого необходимо отвернуть контргайку и рычажную гайку, снять последовательно шайбу, пружины, втулку и опору пружины, а затем отсоединить болт от корпуса редуктора в приводе ТРК. Для снятия ремней редуктор с ведомым шкивом (или узел ведомого шкива ТК-2) отклонить в сторону колёсной пары и вручную удалить ремни из канавок шкивов. Затем снимают предохранительные скобы карданного вала и предохранительный болт 2 (см. рис. 9.2) узла ведомого шкива или редуктора привода ТРК. Далее снимают карданный вал, разбирают его шарниры.
Для снятия редуктора или узла ведомого шкива необходимо вывесить их для разгрузки валика подвески и выбить валик легкими ударами молотка через латунную оправку или выпрессовать, используя съемник. При этом следует сохранить регулировочные шайбы подвески. Для демонтажа ведомого шкива к его ступице крепят съемник, винт которого упирается в торец вала. Наносить удары по боковым граням канавок и закреплять на них съемные устройства не допускается.
Вал узла ведомого шкива выпрессовывают из корпуса ударами молотка через латунную оправку после предварительного снятия подшипниковых крышек и пружинных колец.
Разборку редуктора (рис. 9.5) начинают со слива масла через нижнюю пробку, затем снимают смотровую крышку, сапун, масло- указатель, подшипниковые крышки и разбирают торцовое крепление подшипников. Валы редукторов выпрессовывают ударами молотка через латунную оправку по торцу вала или лёгким прессом.
Рис. 9.5. Редуктор привода ТРК:
Для разборки узла ведущего шкива (рис. 9.6) необходимо отвернуть болты 2 крепления крышки 4 и снять крышку. Шкив снимают вывёртыванием двух диаметрально расположенных болтов крепления буксовой крышки 5. Для защиты шкива от деформации между болтами и шкивом установить прокладку толщиной 10-12 мм. Далее надо отвернуть болты и снять крышку. Затем следует отогнуть стопорную пластину 13 и вывернуть два болта 10. Для удаления зубчатого сегмента 11 следует ввернуть болты 10 в его резьбовые отверстия до упора и выпрессовать первый сегмент. Второй сегмент снимется свободно. Далее необходимо снять крестовину 9 и клиновые планки 8. Гайка б снимается с использованием рычажного или инерционного ключа. Отворачивать и заворачивать гайку ударами молотка или зубилом по ее граням не разрешается.
Износ ремней и канавок шкивов определяют до разборки по схеме, изображённой на рис. 9.3, б. После снятия ремней внимательно проверяют состояние их рабочих поверхностей, которые не должны иметь трещин, складок, тканевых заусенцев и срывов резины. Если выбраковывают хотя бы один ремень, весь комплект следует заменить.
1,4,10,11 — подшипники; 2 — валик подвески; 3 — втулка; 5 — вал ведомый; б — фланец; 7 — шестерня ведущая; 8 — вал ведущий; 9 — крышки подшипников; 12 — шкив ведомый; 13 — корпус редуктора
Ставить в один комплект ремни бывшие в употреблении и новые не допускается. Разница по длине ремней в одном комплекте — не более 2 мм. Шкивы с износами канавок протачивают на токарном станке, если оставшаяся толщина обода не
Рис. 9.6. Ведущий шкив ТРКП: а — общий вид; б — детали крепления ведущего шкива
менее 6 мм (рис. 9.7). После разборки детали крепления узла ведущего шкива осмотреть и выявить на рабочих поверхностях гаек, крестовин, зубчатых сегментов и клиновых планок наличие забоин и задиров, которые следует запилить. Гайки и сегменты с трещинами, отколами, вмятинами глубиной более 1,5 мм подлежат замене. Высота резьбовой части гайки должна быть не менее 33 мм. Состояние резьбы гайки проверяют на вытяжку. Для этого пластилином снимают слепок участка резьбы и замеряют профиль резьбовым щупом. При несимметричном расположении резьбового щупа по отношению к профилю слепка гайку следует заменить.
Валы редукторов и вал узла ведомого шкива привода ТК-2 подвергают магнитопорошковому контролю. Трещины в деталях не допускаются. В подшипниках замеряют радиальные и осевые зазоры, которые не должны превышать соответственно 0,05 и 0,065 мм.
У валов проверяют износ в месте установки уплотнений. Износ по диаметру вала не должен превышать 0,5 мм, а поверхность должна иметь чистоту полирования. Если одновременно разбирают несколько редукторов, не допускается обезличивать зубчатые пары, они должны быть установлены в свой корпус. Тщательно проверяется износ и
состояние рабочих поверхностей зубчатых колёс. Если на поверхности зубьев обнаружены трещины, выкрашивание металла более 20% рабочей поверхности, шестерни заменяют комплектно. Штангензубомером ШЗ18 определяют износ поверхности зуба, который не должен превышать 20% его первоначальной толщины.

1 — изношенная рабочая поверхность шкива; 2 — снимаемый слой металла
Призматические шпонки должны входить в пазы валов и колёс плотно. Размеры отверстий под подшипники в корпусе редуктора и узла ведомого шкива должны соответствовать чертёжным. Разбивка и развальцовка отверстий не разрешается. При повреждении в корпусе редуктора резьбовых отверстий для болтов подшипниковых крышек допускается один раз рассверлить и нарезать резьбу до ближайшего большего стандартного размера.
Износ валика в подвеске редуктора и узла ведомого шкива допускается не более 0,6 мм. При большем износе или при обрыве резьбы валика разрешается наплавка повреждённых мест с предварительным подогревом валика до температуры 250-300°С.
Износ втулок подвески по диаметру допускается не более 0,3 мм.
При ремонте карданного вала особое внимание следует обратить на состояние подшипников и крестовин. Иголки подшипников должны свободно проворачиваться в наружной обойме и не иметь выкрашивания металла.
Цапфы крестовин должны иметь гладкие поверхности без следов наминов иголками. Отремонтированный карданный вал подвергают динамической балансировке на специальном стенде. Допускаемый дисбаланс — не более 0,5 Н-см.
Сборка, регулировка и испытание приводов ТРК и ТК-2
Монтаж узла ведущего шкива (рис. 9.6) приводов ТРК и ТК-2 начинают с установки гайки 6, резьбовую часть которой покрывают смазкой ЛЗ-ЦНИИ.
Гайку следует навернуть с предварительным натягом 100-150 н-м без применения ударных нагрузок. Проверка положения гайки и её
окончательная затяжка производятся с применением специального шаблона (рис. 9.8), укрепленного на торце оси. После предварительной затяжки ось симметрии одного из зубьев гайки должна располагаться на шаблоне между рисками 13-19°. Если положение гайки не соответствует этому требованию, то регулировку производят подбором упорного кольца подшипника или заменой гайки. Применение регулировочных прокладок не допускается, так как это приводит к ослаблению узла крепления шкива. Окончательно затягивают гайку рычажным или инерционным ключом так, чтобы ось симметрии зуба располагалась напротив нулевой риски, что соответствует усилию затяжки 4-6 кН-м.
При переходе оси симметрии контрольного зуба нулевой риски монтаж производится заново. Далее следует смазать и установить клиновые планки 8 прямым углом в паз оси, крестовину 9 и зубчатые сегменты 11. Наклонные грани сегментов должны прилегать к крестовине. Детали закрепить болтами 10 с тарельчатыми пружинами 12 и стопорной пластиной 13. Болты следует затягивать поочерёдно усилием 50-60 н.м до полного сжатия тарельчатых пружин. При этом ударами молотка через медную прокладку дважды поджимают крестовину, а затем зубчатые секторы. Для закрепления болтов края пластины отгибают на грани болтов. Далее в буксу закладывают смазку ЛЗ-ЦНИИ, устанавливают крепительную крышку 5,
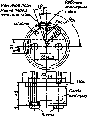
Рис. 9.8. Положение специального шаблона при установке гайки ведущего шкива
Плотную посадку шкива обеспечивают ударами молотка через медную прокладку по торцу шкива и окончательно затягивают болты. Зазор между торцом гайки и торцом шкива, а также зазор между торцом лабиринта и торцом шкива должен быть не менее 2 мм. Для проверки качества сборки корпус буксы необходимо провернуть на оси и убедиться в отсутствии заеданий в лабиринтном уплотнении.
Монтаж узла ведомого шкива начинают с напрессовки на вал шарикового подшипника и внутреннего кольца роликового подшипника.
Их необходимо застопорить пружинными кольцами, а затем в корпус запрессовать наружное кольцо цилиндрического подшипника и вал с шариковым подшипником. Подшипники смазать смазкой ЖРО в количестве 0,55 кг и установить крышки с войлочными уплотнениями, закрепив их болтами с пружинными шайбами. Войлочные кольца перед установкой пропитывают в течение 20 мин разогретым до 80°С составом из 85% солидола Ж и 15% графита. На конусные поверхности вала устанавливают ведомый шкив и фланец, закрепив их гайками и шплинтами.
Сборку редуктора (см. рис. 9.5) привода ТРК начинают с запрессовки в его корпус наружного кольца роликового подшипника 11, а на ведущий вал 8 — внутреннего кольца. При запрессовке колец следует применять втулочные оправки для защиты посадочных поверхностей от задиров. Далее в корпус редуктора через смотровое окошко вводят ведущую шестерню 7 и напрессовывают её на вал, предварительно надев маслоотбойное кольцо и дистанционную втулку. Затем на вал и в корпус запрессовывают шариковый подшипник 10 и закрепляют его плоской шайбой и болтами. После установки подшипниковых крышек в корпус редуктора вводят шестерню-вал 5 и собирают его подшипниковые узлы. При сборке редуктора все свободные полости и поверхности смазывают консистентной смазкой.
Далее на корпус редуктора ставят сапун, крышку смотрового окна с резиновой прокладкой, сливную пробку и напрессовывают на конусные поверхности валов ведомый шкив 12 и фланец 6. В завершение редуктор заправляют маслом круглогодичным типа ТС-Ю-ОТП в количестве 1,8 л до уровня, который определяют щупом по рискам в вертикальном положении редуктора. Не следует допускать избыток масла, что приводит к его утечкам через уплотнения крышек и сапун.
Шарнир подвески узла ведомого шкива смазывают шприцеванием солидолом Ж до появления смазки между регулировочными шайбами.
На срок службы клиновых ремней в большой степени влияет правильное взаимное расположение шкивов. Отклонение от одноплоскостного расположения шкивов и взаимное смещение их торцов не должно превышать 5 мм.
Регулировку производят постановкой шайб между кронштейном рамы тележки и втулкой, приваренной к корпусу редуктора или корпусу узла ведомого шкива. Осевое перемещение узла ведомого шкива в кронштейне подвески и редуктора ТРКП в шарнире подвески не должно превышать 1 мм.
При сборке шарниров карданного вала на крестовину одевают уплотнения и вводят её в кардан и фланец, а затем попарно запрессовывают игольчатые подшипники и крепят их крышками. Затем карданный вал собирают по шлицевому соединению. В процессе сборки в игольчатые подшипники крестовин закладывают смазку № 158, а в шлицевое соединение — солидол Ж.
Собранный карданный вал устанавливают между генератором и редуктором или узлом ведомого шкива, крепят болтами с корончатыми гайками и шплинтуют. Под гайки следует устанавливать пружинные шайбы. Зазоры между фланцами соединяемых узлов не допустимы.
На редуктор, узел ведомого шкива и карданный вал должны быть установлены предохранительные устройства.
Клиновые ремни устанавливают в последнюю очередь, вручную, без применения каких-либо приспособлений.
Регулировку натяжения выполняют поджатием пружины натяжного устройства до рабочей высоты 110 +2 мм у привода ТК-2 и до 100±5 — у привода ТРКП.
Редукторы до постановки на вагон испытывают на стенде в течение 5 мин в каждую сторону на холостом ходу и по 20 мин под нагрузкой 8,5 кВт при частоте вращения ведущего вала 1380 мин’ 1 . Исправное состояние определяют по отсутствию посторонних шумов и течи масла. Допустимый нагрев корпуса редуктора—не более 70°С.
Ремонт редукторно-карданных приводов от средней части оси типа ВБА-32/2, EUK-160-1M
Полную разборку редуктора со снятием его деталей со средней части оси производят при необходимости ремонта колёсной пары со сменой элементов или при обнаружении в деталях неисправностей, требующих их замены. Для определения неисправностей в деталях редуктора перед разборкой колесную пару ставят на стенд, из редуктора сливают масло и промывают дизельным топливом или керосином с добавкой 5-7% масла Далее детали редуктора осматривают и проверяют основные параметры.
Щупом измеряют зазор между разъемными частями корпусов для резиновых колец и нажимными кольцами. Резиновые кольца необходимо заменять, если зазор составляет 0,2 мм и менее.
Необходимо проверить биение корпуса редуктора относительно оси колесной пары специальными индикаторными приспособления
ми. У редукторов ВБА-32/2 и EUK-160-1M допускается биение по фланцам корпуса редуктора до 0,15 мм, а по фланцу блока малой шестерни — не более 0,1 мм. При проверке колесную пару следует прокручивать и на слух определять неисправности подшипников. Если подшипники имеют значительные износы, изломы, трещины и раковины на дорожках качения, то проворот оси будет затруднен, стрелка индикатора имеет скачкообразные подергивания, из подшипника слышно пересыпание роликов. Суммарный осевой зазор в подшипниках полого вала, проверяемый индикатором, должен быть для редукторов ВБА-32/2 в пределах 0,3-0,5 мм, а для редукторов EUK-160-1M — 0,18-0,25 мм.
Увеличение зазора больше нормы происходит из-за неправильной сборки редуктора или недопустимых износов подшипников.
Для контроля зазора в зацеплении шестерен (рис. 9.9) у редуктора снимают крышку, устанавливают основание 1 штатива 4 на корпус редуктора 5, крепят его болтом и устанавливают индикатор 3 по оси малой шестерни на середине зуба. Ось колесной пары закрепляют неподвижно, а вал малой шестерни поворачивают за фланец 2 в обе стороны до лёгкого соударения зубьев. Стрелка индикатора указывает зазор, который должен быть у редуктора ВБА-32/2 в пределах 0,12-0,19 мм, а у редукторов EUK-160-1M — 0,2-0,3 мм.
Результаты проверок заносят в журнал и определяют объем разбо- рочных работ.

Рис. 9.9. Измерение зазоров в сцеплении шестерен приводов от средней части оси
При разборке на сопрягаемые детали наносят керном риски или отметки, по которым при последующей сборке определяют их первоначальное положение.
При плановых видах ремонта вагонов следует производить демонтаж блока малой шестерни. Для этого следует открутить болты его крепления и в резьбовые отверстия монтажного стакана ввинтить три демонтажных болта, с помощью которых блок малой шестерни выжимают из корпуса. После удаления болта, крепящего упорную
шайбу на торце хвостовика шестерни, выполняют разборку блока малой шестерни на прессе в соответствии с рис. 9.10.
Наиболее ответственные детали приводов от средней части оси при периодических видах ремонта подлежат неразрушающему магнитопорошковому контролю.
К ним относятся: вал опоры момента, вал малой шестерни, полый вал, карданный вал. Трещины в деталях не допускаются и ремонту не подлежат.
При замене резиновых колец их поверхности перед установкой на ось обезжиривают промыванием в водном растворе 1 %-ного хозяйственного мыла при температуре 30-40°С с последующим ополаскиванием тёплой, чистой водой и просушиванием. Поверхности оси колесной пары также должны быть очищены от грязи и масла. На поверхностях резиновых деталей не должно быть трещин и надрывов.
Полые валы подлежат замене при наличии трещин, отколов или износа более 4 мм.

Рис. 9.10. Демонтаж блока малой шестерни привода ВБА-32/2:
а — положение блока малой шестерни при выпрессовке вала; б — положение блока малой шестерни при выпрессовке подшипников
Хвостовик малой шестерни проверяют на биение, которое не должно превышать более 0,04 мм. Изношенные посадочные места под подшипники у валов допускается восстанавливать хромированием металлизацией.
Шлицевой фланец устанавливается на шлицевой конец вала с натягом до 0,001 мм. Разработка шлицевых канавок допускается не более 0,01 мм от чертежного размера.
Подшипники промывают в бензине с добавлением 4-6% масла, осматривают и проверяют на легкость вращения.
Подшипники выбраковывают при обнаружении раковин, трещин, темных пятен и задиров на поверхностях качения. Наличие пятен синего цвета свидетельствует о работе подшипников с чрезмерным нагревом, который имеет место из-за неправильной регулировки зазоров при монтаже или из- за недостатка масла. У исправных подшипников следует замерить радиальный зазор. При установке на вал новых подшипников следует измерить также диаметр колец для обеспечения их плотной посадки.
Ведущая и ведомые шестерни выбраковывают по требованиям, указанным при ремонте редуктора ТРКП.
В лабиринтных крышках, соединительных фланцах, монтажных стаканах, маслоотбойных кольцах, корпусах редукторов могут быть забоины и заусенцы, которые следует зачистить надфилем и шлифовальной шкуркой № 6 с добавлением масла. Канавки и отверстия для подвода масла в монтажных стаканах и других деталях прочищают и продувают сжатым воздухом.
В корпусах редукторов допускается ремонтировать изношенные резьбовые отверстия сваркой с последующей нарезкой. Особое внимание следует уделить контролю диаметров и отсутствию недопустимой овальности в посадочных отверстиях редукторов, приводных колец, а также в посадочных местах под подшипники, шестерни, приводные кольца на валах шестерен и полых валах.
Все резиновые прокладки кольца при капитальном ремонте ставят новыми, а при деповском ремонте и их можно повторно использовать, если в них нет трещин, вырывов, вмятин от деталей.
Войлочные уплотнительные кольца карданных валов при плановых ремонтах следует заменить новыми. Пресс-масленки и каналы для подвода смазки в крестовинах промывают в бензине и продувают сжатым воздухом. Игольчатые подшипники с повреждениями подлежат замене. Заменяют также крестовины с износами более нормы шипов по диаметру и длине. Крестовины устанавливают в комплекте с подшипниками. Изношенные отверстия под подшипники у вилок можно ремонтировать проточкой на токарном станке до ближайшего большего градационного размера, постановкой ремонтной втулки или металлизацией посадочных поверхностей. На трубе вала могут быть вмятины и протертости от предохранительных скоб не более 0,2 мм.
Изношенное шлицевое соединение вала допускается восстановить наплавкой и механической обработкой до ремонтных размеров, а втулки — на протяжном станке. В этом случае на втулке и торце вала наносят клейма Р1 или Р2 (1 -й или 2-й ремонтные размеры).
Отремонтированные сваркой карданные валы подвергают динамической балансировке. Дисбаланс устраняют приваркой пластин.
При ремонте муфт сцепления необходимо проверить износ фрикционных накладок, который считается допустимым, если расстояние от поверхности фрикционной накладки до головки заклёпок не менее 0,5 мм. Если на поверхности накладок есть риски более 0,3 мм глубиной, их необходимо проточить. Изношенные накладки заменяют новыми, изготовленными из асбестовой ленты. Крепят накладки латунными заклёпками или клеем ВС-ЮТ, предварительно обезжирив поверхность диска ацетоном. Детали муфт с изломами и трещинами заменяют, а риски и коррозия устраняется шлифовальной шкуркой. Под просевшие пружины можно ставить регулировочные прокладки, обеспечивающие их необходимое нажатие.
Наибольшее отклонение по массе грузиков одного комплекта не более 3%. Собранная муфта подвергается балансировке высверливанием металла с торца бурта муфты.
Монтаж привода на оси выполняют до напрессовки колес. Детали, устанавливаемые с натягом, должны нагреваться в ванне с трансформаторным маслом. В процессе сборки привода выполняют необходимые контрольные и регулировочные работы с использованием индикаторных приспособлений и разнообразной технологической оснастки.
После сборки узла блока малой шестерни осевой зазор подшипников контролируют индикатором 1 (рис. 9.11), который должен быть в пределах 0,07-0,09 мм. Во время выполнения проверки наружные кольца подшипников прижимаются к монтажному стакану 2 тремя зажимами 3. Регулировку необходимого зазора выполняют гайкой и контргайкой, которые стопорятся загибанием шайбы на их грани.
Надежная работа зубчатого зацепления зависит от точности его сборки. Правильность зацепления определяют замером зазора в зацеплении, который регулируется прокладками под боковые крышки, а также по расположению пятна контакта на поверхности зуба шестерён (рис. 9.12). При выполнении этой проверки на зубья малой шестерни наносят белила и проворачивают на полный оборот большую шестерню. При правильном зацеплении контактные пятна располагаются на середине боковых граней зубьев шестерён и должны быть не менее 45% высоты зуба и не менее 65% его длины. При смещении пятен регу-
лировку производят перемещением шестерён по направлению стрелок в соответствии с рис. 9.12.
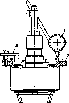
Рис. 9.11. Контроль осевого зазора подшипников блокамалой шестерни редуктора EUK-160-1M
Следует проверить осевые зазоры подшипников полого вала, биение корпуса редуктора относительно оси колёсной пары и биение фланца ведомой шестерни. Редукторы, отвечающие требованиям, заполняют маслом ТС- 10 ОТП и испытывают на стенде, вращая по 90 мин в каждую сторону, из них 30 мин — без нагрузки и 60 мин под нагрузкой 40 кВт и частоте вращения до 900 мин» 1 .
После испытания редукторы снаружи окрашивают эмалью ПФ-115, а на оси наносят белилами полосу шириной 30-40 мм в месте её прилегания к редуктору.
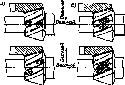
Рис. 9.12. Проверка зубчатого зацепления шестерен:
а— неудовлетворительные отпечатки;б— удовлетворительные отпечатки соответственно верхние без нагрузки, нижние — под нагрузкой
Источник
Руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских вагонов
Страницы работы
Содержание работы
1.1 Настоящее руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских вагонов распространяется на ремонт редукторно-карданных приводов от торца и средней части оси колесной пары, выполняемый при ремонте пассажирских цельнометаллических вагонов всех типов, а также на централизованный ремонт одиночных редукторно-карданных приводов, выполняемый по отдельным договорам.
1.2 Руководство по ремонту редукторно-карданных приводов определяет:
а) порядок демонтажа, осмотра, ремонта, испытания и монтажа редукторно-карданных приводов;
б) нормы и технические требования, предъявляемые к редукторно-карданным приводам после ремонта.
1.3 Ремонт редукторно-карданных приводов должен производиться в депо и на заводах, имеющих обязательный минимум оборудования, приспособлений, измерительного инструмента, перечисленного в приложении А к настоящему Руководству.
1.4 Демонтаж, комплектование и монтаж редукторно-карданных приводов на буксовый узел колесной пары должен выполняться в присутствии работника редукторного отделения колесного цеха депо или завода, имеющего право производства полной ревизии букс с роликовыми подшипниками и сдавшего испытания в знании настоящего Руководства.
1.5 К ремонту редукторно-карданных приводов допускаются лица, имеющие квалификацию не ниже 4-го разряда, а также сдавшие испытания в
знании настоящего Руководства. Периодичность испытаний — один раз в два года. В состав комиссии по приему испытаний должны входить: главный инженер депо или завода, инспектор-приемщик, мастер редукторного участка, инженер-технолог.
1.6 При составлении Руководства были учтены рекомендации вагоностроительных заводов, опыт эксплуатации и ремонта редукторно-карданных приводов на вагоноремонтных заводах и депо. Кроме того, используются руководящие материалы ОАО «РЖД», а также следующая документация:
а) «Руководство по деповскому ремонту подвагонного генератора» ТУ 081 ПКБ ЦВ;
б) «Руководство по техническому обслуживанию электрооборудования» 019 ПКБЦЛ-04 РЭ;
в) Технические указания и технологические процессы ремонта редукторно-карданных приводов всех типов от средней части оси, от торца оси; ПКТБ по вагонам;
г) «Инструкция по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар» ЦВ/3429;
д) «Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками» 3-ЦВРК;
е) «Детали грузовых и пассажирских вагонов. Методика испытаний на растяжение » 656-2000 ПКБ ЦВ;
ж) «Неразрушающий контроль деталей вагонов. Общее положение. Руководящий документ» РД 32.174-2001;
з) «Феррозондовый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.149-2000;
и) «Вихретоковый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.150-2000;
к) «Магнитопорошковый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.159-2000;
л) «Инструкция по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов» № ЦЛ-201-03;
м) Альбом чертежей механизмов и приспособлений, применяемых при ремонте редукторно-карданных приводов вагонных генераторов, ПКБ ЦВ и ПКТБ по вагонам;
н) Книга Л. В. Терешкина «Приводы генераторов пассажирских вагонов» изд. «Транспорт», 1990г.
о) Инструкции поставщиков вагонов ОАО ТВЗ и Германии и поставщиков отдельных узлов приводов.
Кроме того, при составлении настоящего Руководства учтены указания
ОАО «РЖД», касающиеся изменений конструкции или ремонтных нормативов.
1.7 В случае, когда отдельные нормативы и требования к ремонту деталей и узлов редукторно-карданных приводов не отражены в настоящем Руководстве, начальнику и главному инженеру депо или завода совместно с зам. ВЧД или начальником ОТК завода предоставляется право под их личную ответственность решать самостоятельно вопросы в части нормативов и методов ремонта деталей, исходя из технической целесообразности и безусловного обеспечения безопасности движения поездов и срока службы деталей и узлов, с уведомлением об этом ОАО «РЖД», ЦЛД, Дирекции «Вагонреммаш» для решения вопроса о внесении изменений в настоящее Руководство. При этом устанавливается контроль за приводом в эксплуатации.
1.8 Настоящее Руководство разработано взамен Руководства по заводскому ремонту редукторно-карданных приводов вагонных генераторов пассажирских ЦМВ Л2.003/12-4694 РВ.
1.9 Ремонт редукторно-карданных приводов типа РК (модификации РК-1, РК-1В, РК-6 и типа ФАГА-II должен производиться в соответствии с Руководством Л2.003/12-4694 РВ
2 Организация ремонта приводов вагонных генераторов
2.1 Отделение по ремонту приводов вагонных генераторов должно размещаться вблизи монтажного отделения колесного цеха. Расположение и планировка отделений должны предусматривать поточность технологических процессов и сокращение путей транспортировки деталей и узлов при их ремонте.
2.2 Наличие оборудования и организация работы в отделении должны обеспечивать ремонт всех типов приводов вагонных генераторов, поступающих в депо или на завод.
2.3 Отделение по ремонту приводов должно состоять из демонтажно-моечного, ремонтно-комплектовочного, монтажного и испытательного участков.
2.4 Демонтажно-моечный участок
2.4.1 Демонтажно-моечный участок предназначен для производства предварительных испытаний с целью обнаружения дефектов перед обмывкой, а также для разборки и промывки приводов. Участок должен быть оборудован повышенным рельсовым путем (от 350 до 400 мм выше уровня пола) и стендом для испытания редукторов.
Длина пути должна быть достаточной для перекатки колесных пар при осмотре их элементов.
2.4.2 Для транспортировки колесных пар в сборе, а также узлов приводов должны использоваться кран-балки грузоподъемностью от 2,5 до 3,2 т или механизированные тележки. Для передачи деталей приводов подвагонных генераторов применяются также электрокары, консольные краны и специальные тележки.
2.4.3 На участке устанавливаются стенды для разборки редукторов, устройства для магнитной дефектоскопии деталей, гидропрессы, моечные машины и ванны для промывки деталей приводов, необходимое количество стеллажей, рольгангов.
2.4.4 Моечные машины должны быть установлены в изолированном помещении демонтажно-моечного участка или иметь соответствующее ограждение. Температура моющего раствора должна быть в пределах от плюс 50 до плюс 60 °С. Промывку необходимо производить моющим раствором, содержащим от 2 до 3% каустической соды, с последующей обмывкой чистой водой (для деталей редукторно-карданного привода, кроме ролико- и шарикоподшипников).
Машины должны быть обеспечены устройствами для очистки и повторного использования моющих растворов.
Моющие растворы, используемые при обмывке и обезжиривании деталей редукторно-карданного привода, изготовленных из резины, должны иметь состав согласно таблице 1.
Источник
Руководства по ремонту приводов
РУКОВОДСТВО
ПО КАПИТАЛЬНОМУ РЕМОНТУ ПРУЖИННОГО ПРИВОДА
ПП-67 (ПП-61)
Главный инженер Рижского опытного завода Латвэнерго П.БРУНС 30 июля 1974 г.
Главный инженер Главэнергоремонта Минэнерго СССР В.КУРКОВИЧ 26 сентября 1974 г.
Составлено Кишиневским отделом ЦКБ Главэнергоремонта
Авторы инженеры С.А.ФРИДМАН, В.И.СМОЛЯК, Ю.И.ПОПЕЛЬНИЦКИЙ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящее Руководство предусматривает полный объем капитального ремонта пружинных приводов ПП-67 (ПП-61). В соответствии с фактическим состоянием ремонтируемого оборудования объем ремонта может быть сокращен по решению лиц, ответственных за его эксплуатацию и ремонт.
Поскольку привод ПП-67 является последней модификацией привода ПП-61, то ремонт и регулировка привода ПП-61 могут выполняться в соответствии с настоящим Руководством с учетом изменений, внесенных в приводы более поздних выпусков.
1.2. Руководство предназначено для ремонтного персонала предприятий электрических сетей и рекомендуется в качестве основного документа, которым следует пользоваться при планировании, подготовке и проведении ремонтных работ.
1.3. Руководство разработано с учетом требований действующих правил техники безопасности, ПУЭ, ПТЭ, директивных материалов Минэнерго СССР, чертежей и инструкций завода-изготовителя (Рижского опытного завода Латвэнерго), а также передового опыта специализированных ремонтных предприятий.
1.4. В Руководстве приведены назначение и основные технические данные пружинного привода (приложения 1 и 2), последовательность ремонтных операций, возможные неисправности привода и методы их устранения (приложение 3), перечни запасных частей (приложение 4), материалов (приложение 5), инструментов (приложение 6), необходимых для капитального ремонта привода.
1.5. Руководством предусматривается замена поврежденных или изношенных деталей оборудования запасными.
1.6. Руководством предусматривается проверка и ремонт устройств релейной защиты и вторичных цепей соединений персоналом соответствующей службы.
1.7. Трудозатраты на капитальный ремонт привода определены на основании «Норм времени на капитальный, текущий ремонты и эксплуатационное обслуживание оборудования подстанций 35-500 кВ», утвержденных Минэнерго СССР в 1971 г., и в дальнейшем могут быть снижены за счет усовершенствования организации и технологии выполнения работ и роста квалификации ремонтного персонала.
В соответствии с нормативными материалами, приведенными в Руководстве, норма времени на капитальный ремонт привода составляет 3,5-4 чел.-ч, в том числе на осмотр привода 0,2 чел.-ч, ремонт привода 2,5 чел.-ч, ремонт шкафа 0,5 чел.-ч (для приводов наружной установки), регулировку 0,5 чел.-ч, опробование 0,3 чел.-ч.
Ремонт выполняет один электромонтер 4-го разряда.
1.8. В процессе производства работ ремонтный персонал обязан строго выполнять действующие правила техники безопасности.
Обеспечение условий безопасного производства ремонтных работ возлагается на эксплуатационный персонал электросетевого предприятия.
1.9. Ремонтом руководит представитель ремонтного подразделения (руководитель ремонта).
1.10. Прием оборудования из ремонта производится эксплуатационными службами в соответствии с существующими положениями.
1.11. Сроки ремонта оборудования должны определяться с учетом режима работы ремонтного персонала. Смена состава бригады до окончания ремонта не допускается.
1.12. По окончании ремонтных работ оформляется соответствующий акт, который подписывают представители ремонтного и эксплуатационного подразделений.
2. ПОДГОТОВКА К КАПИТАЛЬНОМУ РЕМОНТУ
2.1. При подготовке к ремонту руководителю ремонта необходимо:
а) ознакомиться с ведомостью объема ремонтных работ;
б) ознакомиться с рекомендациями завода-изготовителя, директивными материалами по повышению надежности работы ремонтируемого оборудования;
в) ознакомиться с документацией по монтажу или выполнению предыдущего ремонта;
г) определить состав ремонтной бригады (количество ремонтного персонала и квалификацию);
д) ознакомить ремонтный персонал с организацией и технологией выполнения ремонтных работ.
2.2. Перед началом ремонта следует проверить:
а) наличие необходимых запасных частей;
б) техническую документацию, необходимую для производства ремонта;
в) наличие материалов, инструмента и приспособлений, при необходимости отремонтировать их.
3. НАРУЖНЫЙ ОСМОТР И ПРОВЕРКА РАБОТЫ ПРИВОДА
3.1. Вывинтить болт 56 (рис.1, б) с шайбами 57, 58 и снять крышку груза 47.
Инструмент: гаечный ключ 17х19.
3.2. Вывинтить винты 38 с шайбами 32, снять крышки 34 и 35 (рис.1, а) и крышку катушек управления 45 (см. рис.1, б).

Рис.1, а. Пружинный привод ПП-67 (общий вид и сечение по А-А):
1 — рычаг включения (в сборе); 2 -болты М6; 3 — блок-контакты вала (КСА); 4 — переключатель; 5 — ось; 6 — заводящий механизм; 7 — механизм расцепления, 8 — рычаг (в сборе); 9 — шплинт; 10, 11 — пружины; 12 — рычаг вала; 13 — защелка (в сборе); 14 — ось; 15 — буфер; 16 — релейная полка; 17 — скоба с направляющей; 18 — натяжной болт; 19 — поворотный механизм; 20 — шайба; 21 — пружинная шайба; 22 — гайка М10; 23 — устройство АПВ; 24 — аварийный блок-контакт (БКА); 25 — электромагнит дистанционного включения (ДВ); 26 — рычаг отключения; 27 — удерживающее устройство; 28 — ось; 29 — гайка М6; 30 — пружинная шайба; 31 — болт М6; 32 — шайба; 33 — кнопка управления; 34 — крышка левая (в сборе); 35 — крышка правая; 36 — передняя стенка; 37 — винт; 38 — винт М6

Рис.1, б. Пружинный привод ПП-67 (сечения по Б-Б и В-В):
40 — ось; 41 — зацеп пружины; 42 — шайба; 43 — шплинт; 44 — вал привода; 45 — крышка катушек управления; 46 — сборка зажимов; 47 — крышка груза; 48 — траверса с грузом (в сборе); 49, 50 — шайбы; 51 — ступицы; 52 — болт М16; 53, 54 — регулировочные шайбы; 55 — промежуточная шайба; 56 — болт М12; 57, 58 — шайбы
3.3. Протереть (соблюдая осторожность) подвижные части привода чистой тряпкой, слегка смоченной в бензине или керосине.
Материал: ветошь, бензин (керосин).
3.4. Осмотреть привод, проверить целостность всех деталей, надежность их крепления.
3.5. Проверить взаимодействие узлов привода, проведя несколько циклов «включение-отключение» при ручном и дистанционном управлении.
Приспособление: заводная рукоятка.
При проверке обратить внимание на возможные неисправности привода.
3.6. Определить окончательный объем ремонта привода.
4. РЕМОНТ СИЛОВОГО ОРГАНА ПРИВОДА
Внимание! Перед началом ремонта привода необходимо отключить выключатель и снять напряжение с цепей автоматического заводящего устройства и дистанционного управления.
4.1. Произвести наружный осмотр силового органа привода, состоящего из включающих пружин 10, узла предварительного натяжения включающих пружин (скоба с направляющей 17, натяжной болт 18), рычага 8, траверсы с грузом 48 (см. рис.1, б), рычагов 15 и 16 (рис.2).


Рис.2. Траверса с грузом (в сборе):
1 — винт М12х30; 2 — груз; 3 — держатель груза; 4 — зуб зацепа; 5 — траверса; 6 — винт М8; 7 — шайба; 8 — пружина; 9 — колпачок; 10 — шайба 16; 11 — гайка M16; 12 — стержень; 13, 14 -пальцы; 15, 16 — рычаги
4.2. Отвинтить болт 18 и ослабить до минимума предварительный натяг пружин 10, расцепить в точке соединения рычаг 8 (рис.1, а) с рычагом 16 (см. рис.2).
Инструмент: гаечный ключ 19х24.
4.3. Вывинтить болт 52 с пружинной шайбой 50, снять шайбу 49 (см. рис.1, б).
Инструмент: гаечный ключ 19х24, отвертка.
4.4. Снять со ступицы заводящего механизма траверсу с грузом 48.
4.5. Свинтить гайку 11 со стержня 12, удерживая его отверткой от проворачивания, вынуть стержень 12 (см. рис.2).
Инструмент: гаечный ключ 19х24, отвертка.
4.6. Снять пружину 8 с колпачками 9 и шайбой 10.
4.7. Освободить пружины 10, для чего вынуть шплинты 9 (см. рис.1, а), снять шайбу 39 (см. рис.1, б) и вынуть оси 40 из отверстий зацепов пружин 41.
Инструмент: отвертка, плоскогубцы.
4.8. Снять со стержня корпуса привода скобу с направляющей 17 и натяжным болтом 18 (см. рис.1, а).
Инструмент: отвертка, плоскогубцы.
4.9. Вынуть шплинт 43, снять шайбу 42 (см. рис.1, б) и вынуть из подшипника корпуса привода рычаг 8 (см. рис.1, а) с пальцем.
4.10. Очистить снятые детали от грязи, ржавчины и старой смазки. При необходимости промыть бензином и обновить окраску.
4.11. Проверить состояние снятых деталей, обратив внимание на следующее:
а) резьбовые соединения не должны иметь износа, срывов, забоин и вмятин на резьбе;
б) стержни болтов (винтов) должны быть прямолинейными;
в) грани гаек, головки болтов (винтов), отверстия для ключей и отверток не должны быть смяты;
г) шайбы, шплинты, болты и гайки не должны иметь трещин. Пружинные шайбы должны сохранять упругость, а развод концов шайб должен быть не менее полуторной их толщины;
д) оси (пальцы) должны быть прямолинейны; допускается искривление осей (пальцев) в средней их части или на концах не более 0,2-0,3 мм. Правку осей (пальцев) производить в холодном состоянии легкими ударами молотка на устойчивой опоре, поставив под опору и молоток деревянные или свинцовые прокладки.
е) на поверхности трения осей (пальцев) не должно быть задиров и заусенцев. Задиры и заусенцы снять аккуратно напильником или шкуркой.
Инструмент, материал: напильник, шкурка;
ж) цилиндрические пружины не должны иметь трещин, сколов, надломов, остаточной деформации.
Источник

ВНИМАНИЕ
Не разбирайте наружный шарнир
Разборка
Слейте рабочую жидкость из автоматической коробки передач (автоматическая коробка передач).
Слейте масло из механической коробки передач в блоке с главной передачей (механическая коробка передач).
Снимите переднее колесо.
 |
Рис. 3.99. Отсоединение деформированной части буртика гайки ступицы переднего колеса |
Используя специальное приспособление 09930-00010 и молоток, отогните деформированную часть буртика гайки ступицы переднего колеса (
рис. 3.99
).
ВНИМАНИЕ
Отогните деформированную часть буртика полностью, в противном случае резьба на приводе может быть повреждена.
Отверните гайку ступицы переднего колеса, нажимая на педаль тормоза.
 |
Рис. 3.100. Отсоединение стойки переднего стабилизатора поперечной устойчивости от амортизаторной стойки передней подвески |
Отверните гайку, отсоедините стойку переднего стабилизатора поперечной устойчивости от амортизаторной стойки передней подвески (рис. 3.100).
ПРИМЕЧАНИЕ
Если палец шарового шарнира проворачивается вместе с гайкой, используйте торцевой гаечный ключ (6 мм), чтобы зафиксировать палец.
Снимите хомут провода датчика скорости.
 |
Рис. 3.101. Отсоединение хомута провода датчика скорости |
Отверните болт, отсоедините провод датчика и передний гибкий шланг №1 от амортизаторной стойки передней подвески (
рис. 3.101
).
 |
Рис. 3.102. Отсоединение датчика скорости от поворотного кулака |
Отверните болт, отсоедините датчик скорости от поворотного кулака (рис. 3.102).
Снимите шплинт и гайку.
 |
Рис. 3.103. Отсоединение рулевой тяги от поворотного кулака |
Используя специальное приспособление 09628-00011, отсоедините рулевую тягу от поворотного кулака (рис. 3.103).
 |
Рис. 3.104. Отсоединение рычага подвески №1 от нижнего шарового шарнира |
Отверните болт и 2 гайки, и отделите рычаг подвески №1 от нижнего шарового шарнира (рис. 3.104).
Используя капроновый молоток, отсоедините привод переднего колеса в сборе от ступицы колеса.
ВНИМАНИЕ
Следите за тем, чтобы не повредить чехол и ротор датчика скорости.
Снимите привод переднего колеса в сборе.
 |
Рис. 3.105. Снятие привода переднего колеса в сборе |
Используя специальное приспособление 09520-01010, 09520-24010, снимите привод переднего колеса в сборе (рис. 3.105).
ВНИМАНИЕ
Следите за тем, чтобы не повредить сальник.
Отверните болт и снимите правый привод переднего колеса в сборе.
Зафиксируйте ступицу переднего колеса
ВНИМАНИЕ
Подшипник ступицы может быть поврежден под действием веса автомобиля при перемещении автомобиля со снятым приводным валом.
 |
Рис. 3.106. Фиксация ступици относительно поворотного кулака с помощью специального приспособления |
Поэтому, при необходимости перемещения автомобиля на колесах сначала зафиксируйте ступицу относительно поворотного кулака с помощью специального приспособления 09608-16042 (
рис. 3.106
).
Проверка привода переднего колеса в сборе
Проверьте привод переднего колеса в сборе.
Убедитесь, что в наружном шарнире нет значительного зазора.
Убедитесь в плавности перемещения внутреннего шарнира в осевом направлении.
Убедитесь, что во внутреннем шарнире нет значительного радиального зазора
 |
Рис. 3.107. Схема проверки привода переднего колеса в сборе |
Убедитесь, что защитные чехлы не имеют повреждений (рис. 3.107).
ВНИМАНИЕ
Перемещайте приводной вал, удерживая его горизонтально.
Разборка привода переднего колеса
 |
Рис. 3.108. Снятие хомута чехла внутреннего шарнира |
Используя отвертку, снимите хомуты чехла внутреннего шарнира (рис. 3.108).
Снимите чехол внутреннего шарнира.
 |
Рис. 3.109. Нанесение монтажных меток на трипод, вал и корпус шарнира |
Нанесите монтажные метки на трипод, вал и корпус шарнира (рис. 3.109).
ВНИМАНИЕ
Не делайте метки керном или зубилом.
Снимите корпус внутреннего шарнира с вала.
Используя расширитель стопорного кольца, снимите стопорное кольцо вала.
Нанесите монтажные метки на трипод и вал.
ВНИМАНИЕ
Не делайте метки керном или зубилом.
 |
Рис. 3.110. Снятие трипода в сборе с вала |
Используя латунный стержень и молоток, снимите трипод в сборе с вала (рис. 3.110).
ВНИМАНИЕ
Не наносите удары по роликам.
Снятие демпфера левого привода переднего колеса (механическая коробка передач)
Используя отвертку, снимите хомут демпфера.
Снимите демпфер привода переднего колеса.
Используя отвертку, снимите хомут демпфера.
Снимите демпфер привода переднего колеса (кроме двигателя 1mz-fe).
Используя отвертку, снимите хомуты чехла наружного шарнира.
Снимите защитный чехол наружного шарнира
 |
Рис. 3.111. Снятие стопорного кольца привода переднего колеса |
Снимите стопорное кольцо привода переднего колеса. Используя отвертку, снимите стопорное кольцо (рис. 3.111).
 |
Рис. 3.112. Снятие левого пылезащитного кольца привода переднего колеса |
Используя специальное приспособление 09950-00020 и пресс, снимите левое пылезащитное кольцо привода переднего колеса (
рис. 3.112
).
 |
Рис. 3.113. Снятие правого пылезащитного кольца привода переднего колеса |
Используя пресс, снимите правое пылезащитное кольцо привода переднего колеса (рис. 3.113).
 |
Рис. 3.114. Снятие пылезащитного кольца привода переднего колеса |
Используя специальное приспособление 09950-00020 и пресс, снимите пылезащитное кольцо привода переднего колеса.
 |
Рис. 3.115. Снятие правого стопорного кольца |
Используя клещи для снятия и установки стопорных колец, снимите правое стопорное кольцо (рис. 3.115).
 |
Рис. 3.116. Снятие подшипника привода переднего колеса |
Используя специальное приспособление 09527-10011 и пресс, снимите подшипник привода переднего колеса (рис. 3.116).
Установка
Установите подшипник привода переднего колеса
 |
Рис. 3.117. Установка нового подшипника привода переднего колеса |
Используя специальное приспособление 09527-30010, 09527-10011 и пресс, установите новый подшипник привода переднего колеса (рис. 3.117).
 |
Рис. 3.118. Установка нового правого стопорного кольца |
Используя расширитель стопорных колец, установите новое правое стопорное кольцо (рис. 3.118).
Установите пылезащитный чехол привода переднего колеса.
 |
Рис. 3.119. Схема установки нового пылезащитного чехла привода переднего колеса |
Используя специальное приспособление 09527-10011, 09726-40010 и пресс, установите новый пылезащитный чехол привода переднего колеса. Расстояние от конца приводного вала до пылезащитного кольца, как показано на рисунке 3.119, должно соответствовать норме.
Расстояние А: 0± 1.0 мм.
Установите правое пылезащитное кольцо привода переднего колеса
 |
Рис. 3.120. Схема установки нового правого кольца привода переднего колеса |
Используя специальное приспособление 09527-10011 и пресс, установите новое правое пылезащитное кольцо привода переднего колеса. Расстояние от конца приводного вала до пылезащитного кольца, как показано на рисунке 3.120, должно соответствовать норме.
Размер А: 91–92 мм.
Установите левое пылезащитное кольцо привода переднего колеса
 |
Рис. 3.121. Схема установки нового правого кольца привода переднего колеса |
Используя специальное приспособление 09527-10011 и пресс, установите новое левое пылезащитное кольцо привода переднего колеса (рис. 3.121).
Установите новое левое стопорное кольцо привода переднего колеса.
 |
Рис. 3.122. Установка защитного чехла наружного шарнира |
Установите защитный чехол наружного шарнира (рис. 3.122).
ПРИМЕЧАНИЕ
Перед установкой чехлов, оберните шлицевую часть приводного вала липкой лентой, чтобы не повредить чехлы.
Количество смазки:
1 CD-FTV: 105–125 г.
3ZZ-FE, 1ZZ-FE: 152–162 г.
Временно установите новый защитный чехол наружного шарнира с 2 хомутами на приводной вал.
Заполните корпус внутреннего шарнира и чехол консистентной смазкой.
 |
Рис. 3.123. Установка хомута защитного чехла наружного шарнира |
Установите хомут защитного чехла наружного шарнира (рис. 3.123).
Установите приводной вал в мягких тисках.
Закрепите 2 хомута защитного чехла наружного шарнира на чехле.
Установите специальное приспособление 09521-24010 на больший хомут чехла наружного шарнира.
ВНИМАНИЕ
Положение правого хомута защитного чехла наружного шарнира и левого хомута защитного чехла наружного шарнира в канавках чехла при затяжке должно быть таким, как показано на рисунке
3.123
.
Зазор: 0.8 мм или более
Затяните винт специального приспособления до сжатия большого хомута.
ВНИМАНИЕ
Не затягивайте чрезмерно винт специального приспособления.
 |
Рис. 3.124. Регулировка зазора большого хомута |
Используя специальное приспособление 09240-00020, отрегулируйте зазор большого хомута (рис. 3.124).
Зазор: 0.8 мм или меньше
Аналогичным образом установите малый хомут чехла наружного шарнира.
Установите демпфер привода переднего колеса (механическая коробка передач)
 |
Рис. 3.125. Расстояние установки демпфера привода переднего колеса |
Удостоверьтесь, что демпфер привода переднего колеса находится в канавке вала (рис. 3.125).
Необходимо выдержать расстояние, которое дано ниже.

Установите внутренний шарнир привода переднего колеса
Разместите трипод заходной фаской к валу наружного шарнира.
 |
Рис. 3.126. Выровнивание монтажных меток, нанесенных перед разборкой перед установкой внутреннего шарнира |
Выровняйте монтажные метки, нанесенные перед разборкой (рис. 3.126).
Используя латунный стержень и молоток, установите трипод на вал наружного шарнира.
ВНИМАНИЕ
Не наносите удары по роликам.
Используя расширитель стопорного кольца, установите новое стопорное кольцо на вал.
Заполните корпус внутреннего шарнира и чехол консистентной смазкой.

Установите чехол внутреннего шарнира на вал.
Установите хомут чехла внутреннего шарнира
 |
Рис. 3.127. Фиксация хомутов чехла внутреннего шарнира с помощью отверткои |
Согните ленту и зафиксируйте хомуты чехла внутреннего шарнира отверткой (рис. 3.127).
Проверьте привод переднего колеса.
Убедитесь, что в наружном шарнире нет значительного зазора.
(Убедитесь в плавности перемещения внутреннего шарнира в осевом направлении.
Убедитесь, что во внутреннем шарнире нет значительного радиального зазора.
Убедитесь, что защитные чехлы не имеют повреждений.
ВНИМАНИЕ
Перемещайте приводной вал удерживая его горизонтально.
Удостоверьтесь, что чехлы находятся в канавках вала.
Удостоверьтесь, что чехлы не растянуты и не сжаты, когда приводной вал находится в свободном состоянии.
-
Техническое обслуживание приводов генераторов
Проверку технического состояния приводов генератора производят на пунктах формирования и оборота пассажирских составов и на ПТО в пути следования. При проверке особое внимание уделяют состоянию ремней, наличию шума, стука при работе привода, отсутствию нагрева шарниров карданных валов и корпусов редукторов в местах установки подшипников, наличию утечек масла из редукторов, прочности деталей крепления и предохранительных устройств.
В случае загрязнений детали привода необходимо очистить от грязи, снега и льда, пользуясь деревянными молотками и скребками.
У приводов генератора ТРК (рис. 9.1) и ТК-2 (рис. 9.2) наиболее слабым узлом является клиноременная передача, которая подвергается при работе действию различных возмущающих факторов.
Для приводов ТРК в первую очередь — это действие реактивного момента, который возникает в работающем редукторе и приводит к уменьшению или увеличению межцентрового расстояния между шкивами, что вызывает либо проскальзывание ремней и их быстрый износ, либо перенапряжение и обрывы. Отрицательно на работу приводов влияет переменность крутящего момента, вибрации шкивов, усиливающих или ослабляющих натяжение ремней. Большое влияние на срок службы ремней оказывает нарушение правил монтажа, непа- раллельность или перекосы осей больше нормы. Часто имеет место нарушение качества изготовления ремней. Очень важно своевременно регулировать натяжение ремней, которое обеспечивается сжатием
Рис. 9.1. Текстропно-редукторно-карданный привод:
— ведущий шкив; — ведомый шкив; — приводные ремни; — редуктор; — натяжное устройство; б — карданный вал; 7 — генератор; — предохранительные устройства
пружин натяжного устройства до высоты 100±5 мм для привода ТРК и 110±5 мм для привода ТК-2.
В эксплуатации замене подлежат ремни с надрывами, расслоением и разлохмачиванием. Разрешается кратковременно эксплуатировать приводы ТК-2 и ТРК соответственно на четырех и трех ремнях. При этом следует уменьшить натяжение ремней увеличением высоты пружины натяжного устройства на 5-10 мм и снизить нагрузку на генератор до 40-50% от номинальной. Заменяют ремни
Рис. 9.2. Текстропно-карданный привод:
— вал подвески; — предохранительный болт; — узел ведомого шкива; — генератор; 5 — натяжное устройство; — предохранительные скобы генератора; 7 — ведомый шкив; — ремни приводные; — ведущий шкив[3]
комплектно, предварительно подобрав их по длине, на приспособлении по схеме в соответствии с рисунком 9.3, а. Диаметр измерительного шкива Д для привода ТК-2 равен 127,3 мм. Усилие Р на подвижном шкиве равно ЗООН (ЗОКГС). Расчетную длину L ремня при измерении на двух шкивах определяют по формуле:
L=2A +ПД,
В эксплуатации допускается разница ремней по длине в одной группе не более 10 мм.
Рис. 9.3. Ремонт клиноременной передачи:
а — схема определения длины ремня; б — схема определения износа канавки и ремня
Устанавливать в одном комплекте новые и старые ремни не разрешается. Взаимный износ ремней и канавок шкивов определяют по схеме в соответствии с рисунком 9.3, б. При этом необходимо измерить размер У при нормальном натяжении передачи. Зная высоту ремня h и глубину канавки Я, можно вычислить зазор X между дном канавки и ремнем, который должен быть не менее 2 мм.
Шкивы проверяют осмотром и обстукиванием. На шкивах не допускаются трещины, отколы и ослабление крепления. При осмотре карданного вала шарниры ощупывают с целью определения степени нагрева и прочности соединений. Температура шарниров карданных валов, редукторов и муфт должна быть одинаковой в сравнении с температурой нормально работающих букс. Узлы с повышенным нагревом подлежат разборке и ремонту.
У карданных валов не допускаются вмятины, погнутости, пробоины трубы и другие механические повреждения.
У редукторов всех типов выявляют недостаток или загрязнение масла. Не допускаются посторонние шумы при работе редуктора, изломы зубьев шестерён, разрушение подшипников и зазоры в посадке шестерён и подшипников на валах.
Ослабление или повреждение предохранительных устройств или болтовых соединений не допускается. Если в пути следования обнаружат заклинивание редуктора или ослабление узла крепления ведущего шкива с зубчатой фиксацией, то на перегоне необходимо снять ремни и на ближайшем ПТО или в пункте формирования заменить редуктор или произвести перемонтаж узла крепления ведущего шкива с зубчатой фиксацией.
Болты и шпильки при ослаблении необходимо устанавливать с применением пластмассы или эпоксидного клея. Новые болты и шпильки изготавливают из стали 40Х.
Плоскоремённый привод должен иметь длину ремня, обеспечивающую отклонение генератора от вертикального положения на угол 8-15° в сторону ведущего шкива.
Ремень не должен иметь надрывов и расслоений, в деталях сшивки не допускаются повреждения. Смещение ведущего шкива выявляют по взаимному расположению ремня и шкивов, которое в исправном состоянии должно быть симметричным.
У привода генератора от средней части оси (рис. 9.4) недопустим сдвиг редуктора, который определяют по разрыву контрольных полосок, нанесённых с обеих сторон фланцев редуктора и вдоль оси колёсной пары, а также по выдавливанию резиновых вкладышей ведущего фланца.
Рис. 9.4. Привод от средней части оси:
— опорная скоба; 2 — кронштейн; 7 — корпуса момента опоры; — стержень опоры; — редуктор; — карданный вал; 7-— муфта сцепления
У фрикционных и эластичных муфт не допускаются разрушения и ослабление болтов крепления. В случае повреждений муфт приводов от средней части оси карданный вал демонтируют и на пункте формирования заменяют муфту.
При обнаружении сдвига редуктора вдоль оси на перегоне или промежуточной станции необходимо снять карданный вал, со скоростью не более 30 км/ч следовать до ближайшего ПТО или пункта формирования и заменить колесную пару. При обнаружении заклинивания подшипников полого вала в пути следования необходимо демонтировать карданный вал, опору момента с опорным и аварийным плечами, снять ведомый вал и следовать со скоростью не более 30 км/ч до ближайшего ПТО или пункта формирования. Редуктор при этом свободно вращается на оси.
При разрушении подшипников ведомого вала или излома шестерён, их заклинивании на перегоне или промежуточной станции следует отвернуть девять болтов ведомого вала М12х60 и три болта М12х40. Вместо трех болтов М12х40 ввернуть три отжимных болта М12х80 и вывести шестерни из зацепления. В таком положении ведомый вал необходимо зафиксировать тремя болтами Ml2x80 и следовать до ближайшего ПТО или пункта формирования, где необходимо заменить колёсную пару. Разрушение опоры момента определяют по наличию стуков и толчков при работе привода. При обнаружении такого дефекта необходимо снять карданный вал, принять меры к закреплению опоры, а в пункте формирования выполнить ремонт.
Приводы от торца оси колёсной пары не должны иметь ослабления шпилек крепления редуктора или промежуточной части. У приводного вала не должно быть обрывов и трещин в резиновых вкладышах шарниров, вмятин на корпусах шарниров и трубе. При обнаружении неисправностей приводного вала в пути следования его следует демонтировать и на пункте формирования или оборота произвести ремонт. Заклинивание редуктора можно выявить по обрыву резиновой предохранительной муфты, наличию посторонних шумов, нагреву редуктора.
Генератор при заклинивании редуктора не вырабатывает электроэнергию. При обнаружении заклинивания редуктора в пути следования его следует демонтировать, установить буксовую крышку, а на ближайшем ПТО произвести промежуточную ревизию буксового узла.
При контроле состояния приводов генератора на пунктах оборота л формирования пассажирских составов не допускается ставить в тоезда вагоны, приводы которых имеют:
-
просроченный или истекающий в пути следования срок ревизии привода;
■угловое перемещение карданного вала, измеренное на дуге диаметром 100 мм, которое у ступицы шарнира у привода от средней части оси достигает более 3 мм, а у приводов от торца оси — более 2,5 мм при измерении на дуге диаметром 120 мм у ступицы шарнира;
-
следы редукторного масла на диске колёсной пары или утечки масла через лабиринтное уплотнение;
-
недостаток или отсутствие смазки в игольчатых подшипниках или шлицевых соединениях карданных валов, которые можно выявить по наличию ржавчины;
-
некомплектность клиновых ремней.
Через шесть месяцев эксплуатации все приводы генератора подвергают техн и чес кой ревизии.
Техническая ревизия приводов производится также при неясности клейм предыдущей ревизии, при обнаружении в смазке редуктора посторонних примесей, при необходимости производства колёсным парам полного освидетельствования или после обточки колёсной пары с редукторным приводом от средней части оси.
Техническая ревизия выполняется в пунктах формирования составов и в отделениях по ремонту редукторно-карданных приводов вагонного, депо. Перед производством ревизии все узлы привода очищают от грязи и льда и протирают ветошью, смоченной в керосине или дизельном топливе. Ревизия приводов от средней части оси выполняется с выкаткой колёсной пары, а у приводов с клиноремённой передачей — без выкатки колёсных пар, если не требуется демонтаж ведущего шкива с зубчатой фиксацией. Редуктор привода от торца оси должен быть снят с вагона и разобран в ремонтном отделении. У редукторов всех типов проверяют состояние и износы шестерён, допуски на зазоры и биение в соответствии с техническими требованиями. Все выявленные неисправности в деталях приводов должны быть устранены. После выполнения работ по технической ревизии восстанавливают контрольные полосы и на корпусе хвостовика редукторно-карданных приводов наносят белилами надпись с указанием даты и места выполненных работ.
-
Ремонт текстропно-карданных приводов (ТК-2) и текстропно-редукторно- карданных приводов (ТРК)
При плановых ремонтах вагонов приводы ТК-2 и ТРК должны быть демонтированы с вагона, их узлы разобраны, осмотрены и отремонтированы.
Демонтаж приводов начинают разборкой натяжного устройства 5 (см. рис. 9.1 и 9.2). Для этого необходимо отвернуть контргайку и рычажную гайку, снять последовательно шайбу, пружины, втулку и опору пружины, а затем отсоединить болт от корпуса редуктора в приводе ТРК. Для снятия ремней редуктор с ведомым шкивом (или узел ведомого шкива ТК-2) отклонить в сторону колёсной пары и вручную удалить ремни из канавок шкивов. Затем снимают предохранительные скобы карданного вала и предохранительный болт (см. рис. 9.2) узла ведомого шкива или редуктора привода ТРК. Далее снимают карданный вал, разбирают его шарниры.
| Видео (кликните для воспроизведения). |
Для снятия редуктора или узла ведомого шкива необходимо вывесить их для разгрузки валика подвески и выбить валик легкими ударами молотка через латунную оправку или выпрессовать, используя съемник. При этом следует сохранить регулировочные шайбы подвески. Для демонтажа ведомого шкива к его ступице крепят съемник, винт которого упирается в торец вала. Наносить удары по боковым граням канавок и закреплять на них съемные устройства не допускается.
Вал узла ведомого шкива выпрессовывают из корпуса ударами молотка через латунную оправку после предварительного снятия подшипниковых крышек и пружинных колец.
Разборку редуктора (рис. 9.5) начинают со слива масла через нижнюю пробку, затем снимают смотровую крышку, сапун, масло- указатель, подшипниковые крышки и разбирают торцовое крепление подшипников. Валы редукторов выпрессовывают ударами молотка через латунную оправку по торцу вала или лёгким прессом.
Рис. 9.5. Редуктор привода ТРК:
Для разборки узла ведущего шкива (рис. 9.6) необходимо отвернуть болты 2 крепления крышки и снять крышку. Шкив снимают вывёртыванием двух диаметрально расположенных болтов крепления буксовой крышки 5. Для защиты шкива от деформации между болтами и шкивом установить прокладку толщиной 10-12 мм. Далее надо отвернуть болты и снять крышку. Затем следует отогнуть стопорную пластину и вывернуть два болта 10. Для удаления зубчатого сегмента следует ввернуть болты в его резьбовые отверстия до упора и выпрессовать первый сегмент. Второй сегмент снимется свободно. Далее необходимо снять крестовину и клиновые планки 8. Гайка б снимается с использованием рычажного или инерционного ключа. Отворачивать и заворачивать гайку ударами молотка или зубилом по ее граням не разрешается.
Износ ремней и канавок шкивов определяют до разборки по схеме, изображённой на рис. 9.3, б. После снятия ремней внимательно проверяют состояние их рабочих поверхностей, которые не должны иметь трещин, складок, тканевых заусенцев и срывов резины. Если выбраковывают хотя бы один ремень, весь комплект следует заменить.
— подшипники; — валик подвески; — втулка; 5 — вал ведомый; б — фланец; 7 — шестерня ведущая; — вал ведущий; — крышки подшипников; — шкив ведомый; — корпус редуктора
Ставить в один комплект ремни бывшие в употреблении и новые не допускается. Разница по длине ремней в одном комплекте — не более 2 мм. Шкивы с износами канавок протачивают на токарном станке, если оставшаяся толщина обода не
Рис. 9.6. Ведущий шкив ТРКП: а — общий вид; б — детали крепления ведущего шкива
менее 6 мм (рис. 9.7). После разборки детали крепления узла ведущего шкива осмотреть и выявить на рабочих поверхностях гаек, крестовин, зубчатых сегментов и клиновых планок наличие забоин и задиров, которые следует запилить. Гайки и сегменты с трещинами, отколами, вмятинами глубиной более 1,5 мм подлежат замене. Высота резьбовой части гайки должна быть не менее 33 мм. Состояние резьбы гайки проверяют на вытяжку. Для этого пластилином снимают слепок участка резьбы и замеряют профиль резьбовым щупом. При несимметричном расположении резьбового щупа по отношению к профилю слепка гайку следует заменить.
Валы редукторов и вал узла ведомого шкива привода ТК-2 подвергают магнитопорошковому контролю. Трещины в деталях не допускаются. В подшипниках замеряют радиальные и осевые зазоры, которые не должны превышать соответственно 0,05 и 0,065 мм.
У валов проверяют износ в месте установки уплотнений. Износ по диаметру вала не должен превышать 0,5 мм, а поверхность должна иметь чистоту полирования. Если одновременно разбирают несколько редукторов, не допускается обезличивать зубчатые пары, они должны быть установлены в свой корпус. Тщательно проверяется износ и
состояние рабочих поверхностей зубчатых колёс. Если на поверхности зубьев обнаружены трещины, выкрашивание металла более 20% рабочей поверхности, шестерни заменяют комплектно. Штангензубомером ШЗ18 определяют износ поверхности зуба, который не должен превышать 20% его первоначальной толщины.
клиновой канавки шкива:
— изношенная рабочая поверхность шкива; 2 — снимаемый слой металла
Призматические шпонки должны входить в пазы валов и колёс плотно. Размеры отверстий под подшипники в корпусе редуктора и узла ведомого шкива должны соответствовать чертёжным. Разбивка и развальцовка отверстий не разрешается. При повреждении в корпусе редуктора резьбовых отверстий для болтов подшипниковых крышек допускается один раз рассверлить и нарезать резьбу до ближайшего большего стандартного размера.
Износ валика в подвеске редуктора и узла ведомого шкива допускается не более 0,6 мм. При большем износе или при обрыве резьбы валика разрешается наплавка повреждённых мест с предварительным подогревом валика до температуры 250-300°С.
Износ втулок подвески по диаметру допускается не более 0,3 мм.
При ремонте карданного вала особое внимание следует обратить на состояние подшипников и крестовин. Иголки подшипников должны свободно проворачиваться в наружной обойме и не иметь выкрашивания металла.
Цапфы крестовин должны иметь гладкие поверхности без следов наминов иголками. Отремонтированный карданный вал подвергают динамической балансировке на специальном стенде. Допускаемый дисбаланс — не более 0,5 Н-см.
-
Сборка, регулировка и испытание приводов ТРК и ТК-2
Монтаж узла ведущего шкива (рис. 9.6) приводов ТРК и ТК-2 начинают с установки гайки резьбовую часть которой покрывают смазкой ЛЗ-ЦНИИ.[1]
Гайку следует навернуть с предварительным натягом 100-150 н-м без применения ударных нагрузок. Проверка положения гайки и её
окончательная затяжка производятся с применением специального шаблона (рис. 9.8), укрепленного на торце оси. После предварительной затяжки ось симметрии одного из зубьев гайки должна располагаться на шаблоне между рисками 13-19°. Если положение гайки не соответствует этому требованию, то регулировку производят подбором упорного кольца подшипника или заменой гайки. Применение регулировочных прокладок не допускается, так как это приводит к ослаблению узла крепления шкива. Окончательно затягивают гайку рычажным или инерционным ключом так, чтобы ось симметрии зуба располагалась напротив нулевой риски, что соответствует усилию затяжки 4-6 кН-м.
При переходе оси симметрии контрольного зуба нулевой риски монтаж производится заново. Далее следует смазать и установить клиновые планки прямым углом в паз оси, крестовину и зубчатые сегменты 11. Наклонные грани сегментов должны прилегать к крестовине. Детали закрепить болтами с тарельчатыми пружинами и стопорной пластиной 13. Болты следует затягивать поочерёдно усилием 50-60 н.м до полного сжатия тарельчатых пружин. При этом ударами молотка через медную прокладку дважды поджимают крестовину, а затем зубчатые секторы. Для закрепления болтов края пластины отгибают на грани болтов. Далее в буксу закладывают смазку ЛЗ-ЦНИИ, устанавливают крепительную крышку
Рис. 9.8. Положение специального шаблона при установке гайки ведущего шкива
ставят шпонку 7, шкив и закрепляют его крышкой с болтами и шайбами
3. Плотную посадку шкива обеспечивают ударами молотка через медную прокладку по торцу шкива и окончательно затягивают болты. Зазор между торцом гайки и торцом шкива, а также зазор между торцом лабиринта и торцом шкива должен быть не менее 2 мм. Для проверки качества сборки корпус буксы необходимо провернуть на оси и убедиться в отсутствии заеданий в лабиринтном уплотнении.
Монтаж узла ведомого шкива начинают с напрессовки на вал шарикового подшипника и внутреннего кольца роликового подшипника.
Их необходимо застопорить пружинными кольцами, а затем в корпус запрессовать наружное кольцо цилиндрического подшипника и вал с шариковым подшипником. Подшипники смазать смазкой ЖРО в количестве 0,55 кг и установить крышки с войлочными уплотнениями, закрепив их болтами с пружинными шайбами. Войлочные кольца перед установкой пропитывают в течение 20 мин разогретым до 80°С составом из 85% солидола Ж и 15% графита. На конусные поверхности вала устанавливают ведомый шкив и фланец, закрепив их гайками и шплинтами.
Сборку редуктора (см. рис. 9.5) привода ТРК начинают с запрессовки в его корпус наружного кольца роликового подшипника а на ведущий вал — внутреннего кольца. При запрессовке колец следует применять втулочные оправки для защиты посадочных поверхностей от задиров. Далее в корпус редуктора через смотровое окошко вводят ведущую шестерню 7 и напрессовывают её на вал, предварительно надев маслоотбойное кольцо и дистанционную втулку. Затем на вал и в корпус запрессовывают шариковый подшипник и закрепляют его плоской шайбой и болтами. После установки подшипниковых крышек в корпус редуктора вводят шестерню-вал и собирают его подшипниковые узлы. При сборке редуктора все свободные полости и поверхности смазывают консистентной смазкой.
Далее на корпус редуктора ставят сапун, крышку смотрового окна с резиновой прокладкой, сливную пробку и напрессовывают на конусные поверхности валов ведомый шкив и фланец 6. В завершение редуктор заправляют маслом круглогодичным типа ТС-Ю-ОТП в количестве 1,8 л до уровня, который определяют щупом по рискам в вертикальном положении редуктора. Не следует допускать избыток масла, что приводит к его утечкам через уплотнения крышек и сапун.
Шарнир подвески узла ведомого шкива смазывают шприцеванием солидолом Ж до появления смазки между регулировочными шайбами.
На срок службы клиновых ремней в большой степени влияет правильное взаимное расположение шкивов. Отклонение от одноплоскостного расположения шкивов и взаимное смещение их торцов не должно превышать 5 мм.
Регулировку производят постановкой шайб между кронштейном рамы тележки и втулкой, приваренной к корпусу редуктора или корпусу узла ведомого шкива. Осевое перемещение узла ведомого шкива в кронштейне подвески и редуктора ТРКП в шарнире подвески не должно превышать 1 мм.
При сборке шарниров карданного вала на крестовину одевают уплотнения и вводят её в кардан и фланец, а затем попарно запрессовывают игольчатые подшипники и крепят их крышками. Затем карданный вал собирают по шлицевому соединению. В процессе сборки в игольчатые подшипники крестовин закладывают смазку № 158, а в шлицевое соединение — солидол Ж.
Собранный карданный вал устанавливают между генератором и редуктором или узлом ведомого шкива, крепят болтами с корончатыми гайками и шплинтуют. Под гайки следует устанавливать пружинные шайбы. Зазоры между фланцами соединяемых узлов не допустимы.
На редуктор, узел ведомого шкива и карданный вал должны быть установлены предохранительные устройства.
Клиновые ремни устанавливают в последнюю очередь, вручную, без применения каких-либо приспособлений.
Регулировку натяжения выполняют поджатием пружины натяжного устройства до рабочей высоты 110+2 мм у привода ТК-2 и до 100±5 — у привода ТРКП.
Редукторы до постановки на вагон испытывают на стенде в течение 5 мин в каждую сторону на холостом ходу и по 20 мин под нагрузкой 8,5 кВт при частоте вращения ведущего вала 1380 мин’1. Исправное состояние определяют по отсутствию посторонних шумов и течи масла. Допустимый нагрев корпуса редуктора—не более 70°С.
-
Ремонт редукторно-карданных приводов от средней части оси типа ВБА-32/2, EUK-160-1M
Полную разборку редуктора со снятием его деталей со средней части оси производят при необходимости ремонта колёсной пары со сменой элементов или при обнаружении в деталях неисправностей, требующих их замены. Для определения неисправностей в деталях редуктора перед разборкой колесную пару ставят на стенд, из редуктора сливают масло и промывают дизельным топливом или керосином с добавкой 5-7% масла Далее детали редуктора осматривают и проверяют основные параметры.
Щупом измеряют зазор между разъемными частями корпусов для резиновых колец и нажимными кольцами. Резиновые кольца необходимо заменять, если зазор составляет 0,2 мм и менее.
Необходимо проверить биение корпуса редуктора относительно оси колесной пары специальными индикаторными приспособления
ми. У редукторов ВБА-32/2 и EUK-160-1M допускается биение по фланцам корпуса редуктора до 0,15 мм, а по фланцу блока малой шестерни — не более 0,1 мм. При проверке колесную пару следует прокручивать и на слух определять неисправности подшипников. Если подшипники имеют значительные износы, изломы, трещины и раковины на дорожках качения, то проворот оси будет затруднен, стрелка индикатора имеет скачкообразные подергивания, из подшипника слышно пересыпание роликов. Суммарный осевой зазор в подшипниках полого вала, проверяемый индикатором, должен быть для редукторов ВБА-32/2 в пределах 0,3-0,5 мм, а для редукторов EUK-160-1M — 0,18-0,25 мм.
Увеличение зазора больше нормы происходит из-за неправильной сборки редуктора или недопустимых износов подшипников.
Для контроля зазора в зацеплении шестерен (рис. 9.9) у редуктора снимают крышку, устанавливают основание штатива на корпус редуктора крепят его болтом и устанавливают индикатор по оси малой шестерни на середине зуба. Ось колесной пары закрепляют неподвижно, а вал малой шестерни поворачивают за фланец в обе стороны до лёгкого соударения зубьев. Стрелка индикатора указывает зазор, который должен быть у редуктора ВБА-32/2 в пределах 0,12-0,19 мм, а у редукторов EUK-160-1M — 0,2-0,3 мм.
Результаты проверок заносят в журнал и определяют объем разбо- рочных работ.
Рис. 9.9. Измерение зазоров в сцеплении шестерен приводов от средней части оси
При разборке на сопрягаемые детали наносят керном риски или отметки, по которым при последующей сборке определяют их первоначальное положение.
При плановых видах ремонта вагонов следует производить демонтаж блока малой шестерни. Для этого следует открутить болты его крепления и в резьбовые отверстия монтажного стакана ввинтить три демонтажных болта, с помощью которых блок малой шестерни выжимают из корпуса. После удаления болта, крепящего упорную
шайбу на торце хвостовика шестерни, выполняют разборку блока малой шестерни на прессе в соответствии с рис. 9.10.
Наиболее ответственные детали приводов от средней части оси при периодических видах ремонта подлежат неразрушающему магнитопорошковому контролю.
К ним относятся: вал опоры момента, вал малой шестерни, полый вал, карданный вал. Трещины в деталях не допускаются и ремонту не подлежат.
При замене резиновых колец их поверхности перед установкой на ось обезжиривают промыванием в водном растворе 1 %-ного хозяйственного мыла при температуре 30-40°С с последующим ополаскиванием тёплой, чистой водой и просушиванием. Поверхности оси колесной пары также должны быть очищены от грязи и масла. На поверхностях резиновых деталей не должно быть трещин и надрывов.
Полые валы подлежат замене при наличии трещин, отколов или износа более 4 мм.
Рис. 9.10. Демонтаж блока малой шестерни привода ВБА-32/2:
а — положение блока малой шестерни при выпрессовке вала; б — положение блока малой шестерни при выпрессовке подшипников
Хвостовик малой шестерни проверяют на биение, которое не должно превышать более 0,04 мм. Изношенные посадочные места под подшипники у валов допускается восстанавливать хромированием металлизацией.
Шлицевой фланец устанавливается на шлицевой конец вала с натягом до 0,001 мм. Разработка шлицевых канавок допускается не более 0,01 мм от чертежного размера.[2]
Подшипники промывают в бензине с добавлением 4-6% масла, осматривают и проверяют на легкость вращения.
Подшипники выбраковывают при обнаружении раковин, трещин, темных пятен и задиров на поверхностях качения. Наличие пятен синего цвета свидетельствует о работе подшипников с чрезмерным нагревом, который имеет место из-за неправильной регулировки зазоров при монтаже или из- за недостатка масла. У исправных подшипников следует замерить радиальный зазор. При установке на вал новых подшипников следует измерить также диаметр колец для обеспечения их плотной посадки.
Ведущая и ведомые шестерни выбраковывают по требованиям, указанным при ремонте редуктора ТРКП.
В лабиринтных крышках, соединительных фланцах, монтажных стаканах, маслоотбойных кольцах, корпусах редукторов могут быть забоины и заусенцы, которые следует зачистить надфилем и шлифовальной шкуркой № 6 с добавлением масла. Канавки и отверстия для подвода масла в монтажных стаканах и других деталях прочищают и продувают сжатым воздухом.
В корпусах редукторов допускается ремонтировать изношенные резьбовые отверстия сваркой с последующей нарезкой. Особое внимание следует уделить контролю диаметров и отсутствию недопустимой овальности в посадочных отверстиях редукторов, приводных колец, а также в посадочных местах под подшипники, шестерни, приводные кольца на валах шестерен и полых валах.
Все резиновые прокладки кольца при капитальном ремонте ставят новыми, а при деповском ремонте и их можно повторно использовать, если в них нет трещин, вырывов, вмятин от деталей.
Войлочные уплотнительные кольца карданных валов при плановых ремонтах следует заменить новыми. Пресс-масленки и каналы для подвода смазки в крестовинах промывают в бензине и продувают сжатым воздухом. Игольчатые подшипники с повреждениями подлежат замене. Заменяют также крестовины с износами более нормы шипов по диаметру и длине. Крестовины устанавливают в комплекте с подшипниками. Изношенные отверстия под подшипники у вилок можно ремонтировать проточкой на токарном станке до ближайшего большего градационного размера, постановкой ремонтной втулки или металлизацией посадочных поверхностей. На трубе вала могут быть вмятины и протертости от предохранительных скоб не более 0,2 мм.
Изношенное шлицевое соединение вала допускается восстановить наплавкой и механической обработкой до ремонтных размеров, а втулки — на протяжном станке. В этом случае на втулке и торце вала наносят клейма Р1 или Р2 (1 -й или 2-й ремонтные размеры).
Отремонтированные сваркой карданные валы подвергают динамической балансировке. Дисбаланс устраняют приваркой пластин.
При ремонте муфт сцепления необходимо проверить износ фрикционных накладок, который считается допустимым, если расстояние от поверхности фрикционной накладки до головки заклёпок не менее 0,5 мм. Если на поверхности накладок есть риски более 0,3 мм глубиной, их необходимо проточить. Изношенные накладки заменяют новыми, изготовленными из асбестовой ленты. Крепят накладки латунными заклёпками или клеем ВС-ЮТ, предварительно обезжирив поверхность диска ацетоном. Детали муфт с изломами и трещинами заменяют, а риски и коррозия устраняется шлифовальной шкуркой. Под просевшие пружины можно ставить регулировочные прокладки, обеспечивающие их необходимое нажатие.
Наибольшее отклонение по массе грузиков одного комплекта не более 3%. Собранная муфта подвергается балансировке высверливанием металла с торца бурта муфты.
Монтаж привода на оси выполняют до напрессовки колес. Детали, устанавливаемые с натягом, должны нагреваться в ванне с трансформаторным маслом. В процессе сборки привода выполняют необходимые контрольные и регулировочные работы с использованием индикаторных приспособлений и разнообразной технологической оснастки.
После сборки узла блока малой шестерни осевой зазор подшипников контролируют индикатором (рис. 9.11), который должен быть в пределах 0,07-0,09 мм. Во время выполнения проверки наружные кольца подшипников прижимаются к монтажному стакану тремя зажимами 3. Регулировку необходимого зазора выполняют гайкой и контргайкой, которые стопорятся загибанием шайбы на их грани.
Надежная работа зубчатого зацепления зависит от точности его сборки. Правильность зацепления определяют замером зазора в зацеплении, который регулируется прокладками под боковые крышки, а также по расположению пятна контакта на поверхности зуба шестерён (рис. 9.12). При выполнении этой проверки на зубья малой шестерни наносят белила и проворачивают на полный оборот большую шестерню. При правильном зацеплении контактные пятна располагаются на середине боковых граней зубьев шестерён и должны быть не менее 45% высоты зуба и не менее 65% его длины. При смещении пятен регу-
лировку производят перемещением шестерён по направлению стрелок в соответствии с рис. 9.12.
Рис. 9.11. Контроль осевого зазора подшипников блокамалой шестерни редуктора EUK-160-1M
Следует проверить осевые зазоры подшипников полого вала, биение корпуса редуктора относительно оси колёсной пары и биение фланца ведомой шестерни. Редукторы, отвечающие требованиям, заполняют маслом ТС- 10 ОТП и испытывают на стенде, вращая по 90 мин в каждую сторону, из них 30 мин — без нагрузки и 60 мин под нагрузкой 40 кВт и частоте вращения до 900 мин»1.
Ш
После испытания редукторы снаружи окрашивают эмалью ПФ-115, а на оси наносят белилами полосу шириной 30-40 мм в месте её прилегания к редуктору.
Рис. 9.12. Проверка зубчатого зацепления шестерен:
а— неудовлетворительные отпечатки;б— удовлетворительные отпечатки соответственно верхние без нагрузки, нижние — под нагрузкой
-
Техническое обслуживание приводов генераторов
Проверку технического состояния приводов генератора производят на пунктах формирования и оборота пассажирских составов и на ПТО в пути следования. При проверке особое внимание уделяют состоянию ремней, наличию шума, стука при работе привода, отсутствию нагрева шарниров карданных валов и корпусов редукторов в местах установки подшипников, наличию утечек масла из редукторов, прочности деталей крепления и предохранительных устройств.
В случае загрязнений детали привода необходимо очистить от грязи, снега и льда, пользуясь деревянными молотками и скребками.
У приводов генератора ТРК (рис. 9.1) и ТК-2 (рис. 9.2) наиболее слабым узлом является клиноременная передача, которая подвергается при работе действию различных возмущающих факторов.
Для приводов ТРК в первую очередь — это действие реактивного момента, который возникает в работающем редукторе и приводит к уменьшению или увеличению межцентрового расстояния между шкивами, что вызывает либо проскальзывание ремней и их быстрый износ, либо перенапряжение и обрывы. Отрицательно на работу приводов влияет переменность крутящего момента, вибрации шкивов, усиливающих или ослабляющих натяжение ремней. Большое влияние на срок службы ремней оказывает нарушение правил монтажа, непа- раллельность или перекосы осей больше нормы. Часто имеет место нарушение качества изготовления ремней. Очень важно своевременно регулировать натяжение ремней, которое обеспечивается сжатием
Рис. 9.1. Текстропно-редукторно-карданный привод:
— ведущий шкив; — ведомый шкив; — приводные ремни; — редуктор; — натяжное устройство; б — карданный вал; 7 — генератор; — предохранительные устройства
пружин натяжного устройства до высоты 100±5 мм для привода ТРК и 110±5 мм для привода ТК-2.
В эксплуатации замене подлежат ремни с надрывами, расслоением и разлохмачиванием. Разрешается кратковременно эксплуатировать приводы ТК-2 и ТРК соответственно на четырех и трех ремнях. При этом следует уменьшить натяжение ремней увеличением высоты пружины натяжного устройства на 5-10 мм и снизить нагрузку на генератор до 40-50% от номинальной. Заменяют ремни
Рис. 9.2. Текстропно-карданный привод:
— вал подвески; — предохранительный болт; — узел ведомого шкива; — генератор; 5 — натяжное устройство; — предохранительные скобы генератора; 7 — ведомый шкив; — ремни приводные; — ведущий шкив[3]
комплектно, предварительно подобрав их по длине, на приспособлении по схеме в соответствии с рисунком 9.3, а. Диаметр измерительного шкива Д для привода ТК-2 равен 127,3 мм. Усилие Р на подвижном шкиве равно ЗООН (ЗОКГС). Расчетную длину L ремня при измерении на двух шкивах определяют по формуле:
L=2A +ПД,
В эксплуатации допускается разница ремней по длине в одной группе не более 10 мм.
Рис. 9.3. Ремонт клиноременной передачи:
а — схема определения длины ремня; б — схема определения износа канавки и ремня
Устанавливать в одном комплекте новые и старые ремни не разрешается. Взаимный износ ремней и канавок шкивов определяют по схеме в соответствии с рисунком 9.3, б. При этом необходимо измерить размер У при нормальном натяжении передачи. Зная высоту ремня h и глубину канавки Я, можно вычислить зазор X между дном канавки и ремнем, который должен быть не менее 2 мм.
Шкивы проверяют осмотром и обстукиванием. На шкивах не допускаются трещины, отколы и ослабление крепления. При осмотре карданного вала шарниры ощупывают с целью определения степени нагрева и прочности соединений. Температура шарниров карданных валов, редукторов и муфт должна быть одинаковой в сравнении с температурой нормально работающих букс. Узлы с повышенным нагревом подлежат разборке и ремонту.
У карданных валов не допускаются вмятины, погнутости, пробоины трубы и другие механические повреждения.
У редукторов всех типов выявляют недостаток или загрязнение масла. Не допускаются посторонние шумы при работе редуктора, изломы зубьев шестерён, разрушение подшипников и зазоры в посадке шестерён и подшипников на валах.
Ослабление или повреждение предохранительных устройств или болтовых соединений не допускается. Если в пути следования обнаружат заклинивание редуктора или ослабление узла крепления ведущего шкива с зубчатой фиксацией, то на перегоне необходимо снять ремни и на ближайшем ПТО или в пункте формирования заменить редуктор или произвести перемонтаж узла крепления ведущего шкива с зубчатой фиксацией.
Болты и шпильки при ослаблении необходимо устанавливать с применением пластмассы или эпоксидного клея. Новые болты и шпильки изготавливают из стали 40Х.
Плоскоремённый привод должен иметь длину ремня, обеспечивающую отклонение генератора от вертикального положения на угол 8-15° в сторону ведущего шкива.
Ремень не должен иметь надрывов и расслоений, в деталях сшивки не допускаются повреждения. Смещение ведущего шкива выявляют по взаимному расположению ремня и шкивов, которое в исправном состоянии должно быть симметричным.
У привода генератора от средней части оси (рис. 9.4) недопустим сдвиг редуктора, который определяют по разрыву контрольных полосок, нанесённых с обеих сторон фланцев редуктора и вдоль оси колёсной пары, а также по выдавливанию резиновых вкладышей ведущего фланца.
Рис. 9.4. Привод от средней части оси:
— опорная скоба; 2 — кронштейн; 7 — корпуса момента опоры; — стержень опоры; — редуктор; — карданный вал; 7-— муфта сцепления
У фрикционных и эластичных муфт не допускаются разрушения и ослабление болтов крепления. В случае повреждений муфт приводов от средней части оси карданный вал демонтируют и на пункте формирования заменяют муфту.
При обнаружении сдвига редуктора вдоль оси на перегоне или промежуточной станции необходимо снять карданный вал, со скоростью не более 30 км/ч следовать до ближайшего ПТО или пункта формирования и заменить колесную пару. При обнаружении заклинивания подшипников полого вала в пути следования необходимо демонтировать карданный вал, опору момента с опорным и аварийным плечами, снять ведомый вал и следовать со скоростью не более 30 км/ч до ближайшего ПТО или пункта формирования. Редуктор при этом свободно вращается на оси.
При разрушении подшипников ведомого вала или излома шестерён, их заклинивании на перегоне или промежуточной станции следует отвернуть девять болтов ведомого вала М12х60 и три болта М12х40. Вместо трех болтов М12х40 ввернуть три отжимных болта М12х80 и вывести шестерни из зацепления. В таком положении ведомый вал необходимо зафиксировать тремя болтами Ml2x80 и следовать до ближайшего ПТО или пункта формирования, где необходимо заменить колёсную пару. Разрушение опоры момента определяют по наличию стуков и толчков при работе привода. При обнаружении такого дефекта необходимо снять карданный вал, принять меры к закреплению опоры, а в пункте формирования выполнить ремонт.
Приводы от торца оси колёсной пары не должны иметь ослабления шпилек крепления редуктора или промежуточной части. У приводного вала не должно быть обрывов и трещин в резиновых вкладышах шарниров, вмятин на корпусах шарниров и трубе. При обнаружении неисправностей приводного вала в пути следования его следует демонтировать и на пункте формирования или оборота произвести ремонт. Заклинивание редуктора можно выявить по обрыву резиновой предохранительной муфты, наличию посторонних шумов, нагреву редуктора.
Генератор при заклинивании редуктора не вырабатывает электроэнергию. При обнаружении заклинивания редуктора в пути следования его следует демонтировать, установить буксовую крышку, а на ближайшем ПТО произвести промежуточную ревизию буксового узла.
При контроле состояния приводов генератора на пунктах оборота л формирования пассажирских составов не допускается ставить в тоезда вагоны, приводы которых имеют:
-
просроченный или истекающий в пути следования срок ревизии привода;
■угловое перемещение карданного вала, измеренное на дуге диаметром 100 мм, которое у ступицы шарнира у привода от средней части оси достигает более 3 мм, а у приводов от торца оси — более 2,5 мм при измерении на дуге диаметром 120 мм у ступицы шарнира;
-
следы редукторного масла на диске колёсной пары или утечки масла через лабиринтное уплотнение;
-
недостаток или отсутствие смазки в игольчатых подшипниках или шлицевых соединениях карданных валов, которые можно выявить по наличию ржавчины;
-
некомплектность клиновых ремней.
Через шесть месяцев эксплуатации все приводы генератора подвергают техн и чес кой ревизии.
Техническая ревизия приводов производится также при неясности клейм предыдущей ревизии, при обнаружении в смазке редуктора посторонних примесей, при необходимости производства колёсным парам полного освидетельствования или после обточки колёсной пары с редукторным приводом от средней части оси.
Техническая ревизия выполняется в пунктах формирования составов и в отделениях по ремонту редукторно-карданных приводов вагонного, депо. Перед производством ревизии все узлы привода очищают от грязи и льда и протирают ветошью, смоченной в керосине или дизельном топливе. Ревизия приводов от средней части оси выполняется с выкаткой колёсной пары, а у приводов с клиноремённой передачей — без выкатки колёсных пар, если не требуется демонтаж ведущего шкива с зубчатой фиксацией. Редуктор привода от торца оси должен быть снят с вагона и разобран в ремонтном отделении. У редукторов всех типов проверяют состояние и износы шестерён, допуски на зазоры и биение в соответствии с техническими требованиями. Все выявленные неисправности в деталях приводов должны быть устранены. После выполнения работ по технической ревизии восстанавливают контрольные полосы и на корпусе хвостовика редукторно-карданных приводов наносят белилами надпись с указанием даты и места выполненных работ.
-
Ремонт текстропно-карданных приводов (ТК-2) и текстропно-редукторно- карданных приводов (ТРК)
При плановых ремонтах вагонов приводы ТК-2 и ТРК должны быть демонтированы с вагона, их узлы разобраны, осмотрены и отремонтированы.
Демонтаж приводов начинают разборкой натяжного устройства 5 (см. рис. 9.1 и 9.2). Для этого необходимо отвернуть контргайку и рычажную гайку, снять последовательно шайбу, пружины, втулку и опору пружины, а затем отсоединить болт от корпуса редуктора в приводе ТРК. Для снятия ремней редуктор с ведомым шкивом (или узел ведомого шкива ТК-2) отклонить в сторону колёсной пары и вручную удалить ремни из канавок шкивов. Затем снимают предохранительные скобы карданного вала и предохранительный болт (см. рис. 9.2) узла ведомого шкива или редуктора привода ТРК. Далее снимают карданный вал, разбирают его шарниры.
Для снятия редуктора или узла ведомого шкива необходимо вывесить их для разгрузки валика подвески и выбить валик легкими ударами молотка через латунную оправку или выпрессовать, используя съемник. При этом следует сохранить регулировочные шайбы подвески. Для демонтажа ведомого шкива к его ступице крепят съемник, винт которого упирается в торец вала. Наносить удары по боковым граням канавок и закреплять на них съемные устройства не допускается.
Вал узла ведомого шкива выпрессовывают из корпуса ударами молотка через латунную оправку после предварительного снятия подшипниковых крышек и пружинных колец.
Разборку редуктора (рис. 9.5) начинают со слива масла через нижнюю пробку, затем снимают смотровую крышку, сапун, масло- указатель, подшипниковые крышки и разбирают торцовое крепление подшипников. Валы редукторов выпрессовывают ударами молотка через латунную оправку по торцу вала или лёгким прессом.
Рис. 9.5. Редуктор привода ТРК:
Для разборки узла ведущего шкива (рис. 9.6) необходимо отвернуть болты 2 крепления крышки и снять крышку. Шкив снимают вывёртыванием двух диаметрально расположенных болтов крепления буксовой крышки 5. Для защиты шкива от деформации между болтами и шкивом установить прокладку толщиной 10-12 мм. Далее надо отвернуть болты и снять крышку. Затем следует отогнуть стопорную пластину и вывернуть два болта 10. Для удаления зубчатого сегмента следует ввернуть болты в его резьбовые отверстия до упора и выпрессовать первый сегмент. Второй сегмент снимется свободно. Далее необходимо снять крестовину и клиновые планки 8. Гайка б снимается с использованием рычажного или инерционного ключа. Отворачивать и заворачивать гайку ударами молотка или зубилом по ее граням не разрешается.
Износ ремней и канавок шкивов определяют до разборки по схеме, изображённой на рис. 9.3, б. После снятия ремней внимательно проверяют состояние их рабочих поверхностей, которые не должны иметь трещин, складок, тканевых заусенцев и срывов резины. Если выбраковывают хотя бы один ремень, весь комплект следует заменить.
— подшипники; — валик подвески; — втулка; 5 — вал ведомый; б — фланец; 7 — шестерня ведущая; — вал ведущий; — крышки подшипников; — шкив ведомый; — корпус редуктора
Ставить в один комплект ремни бывшие в употреблении и новые не допускается. Разница по длине ремней в одном комплекте — не более 2 мм. Шкивы с износами канавок протачивают на токарном станке, если оставшаяся толщина обода не
Рис. 9.6. Ведущий шкив ТРКП: а — общий вид; б — детали крепления ведущего шкива
менее 6 мм (рис. 9.7). После разборки детали крепления узла ведущего шкива осмотреть и выявить на рабочих поверхностях гаек, крестовин, зубчатых сегментов и клиновых планок наличие забоин и задиров, которые следует запилить. Гайки и сегменты с трещинами, отколами, вмятинами глубиной более 1,5 мм подлежат замене. Высота резьбовой части гайки должна быть не менее 33 мм. Состояние резьбы гайки проверяют на вытяжку. Для этого пластилином снимают слепок участка резьбы и замеряют профиль резьбовым щупом. При несимметричном расположении резьбового щупа по отношению к профилю слепка гайку следует заменить.
Валы редукторов и вал узла ведомого шкива привода ТК-2 подвергают магнитопорошковому контролю. Трещины в деталях не допускаются. В подшипниках замеряют радиальные и осевые зазоры, которые не должны превышать соответственно 0,05 и 0,065 мм.
У валов проверяют износ в месте установки уплотнений. Износ по диаметру вала не должен превышать 0,5 мм, а поверхность должна иметь чистоту полирования. Если одновременно разбирают несколько редукторов, не допускается обезличивать зубчатые пары, они должны быть установлены в свой корпус. Тщательно проверяется износ и
состояние рабочих поверхностей зубчатых колёс. Если на поверхности зубьев обнаружены трещины, выкрашивание металла более 20% рабочей поверхности, шестерни заменяют комплектно. Штангензубомером ШЗ18 определяют износ поверхности зуба, который не должен превышать 20% его первоначальной толщины.
клиновой канавки шкива:
— изношенная рабочая поверхность шкива; 2 — снимаемый слой металла
Призматические шпонки должны входить в пазы валов и колёс плотно. Размеры отверстий под подшипники в корпусе редуктора и узла ведомого шкива должны соответствовать чертёжным. Разбивка и развальцовка отверстий не разрешается. При повреждении в корпусе редуктора резьбовых отверстий для болтов подшипниковых крышек допускается один раз рассверлить и нарезать резьбу до ближайшего большего стандартного размера.
Износ валика в подвеске редуктора и узла ведомого шкива допускается не более 0,6 мм. При большем износе или при обрыве резьбы валика разрешается наплавка повреждённых мест с предварительным подогревом валика до температуры 250-300°С.
Износ втулок подвески по диаметру допускается не более 0,3 мм.
При ремонте карданного вала особое внимание следует обратить на состояние подшипников и крестовин. Иголки подшипников должны свободно проворачиваться в наружной обойме и не иметь выкрашивания металла.
Цапфы крестовин должны иметь гладкие поверхности без следов наминов иголками. Отремонтированный карданный вал подвергают динамической балансировке на специальном стенде. Допускаемый дисбаланс — не более 0,5 Н-см.
-
Сборка, регулировка и испытание приводов ТРК и ТК-2
Монтаж узла ведущего шкива (рис. 9.6) приводов ТРК и ТК-2 начинают с установки гайки резьбовую часть которой покрывают смазкой ЛЗ-ЦНИИ.[1]
Гайку следует навернуть с предварительным натягом 100-150 н-м без применения ударных нагрузок. Проверка положения гайки и её
окончательная затяжка производятся с применением специального шаблона (рис. 9.8), укрепленного на торце оси. После предварительной затяжки ось симметрии одного из зубьев гайки должна располагаться на шаблоне между рисками 13-19°. Если положение гайки не соответствует этому требованию, то регулировку производят подбором упорного кольца подшипника или заменой гайки. Применение регулировочных прокладок не допускается, так как это приводит к ослаблению узла крепления шкива. Окончательно затягивают гайку рычажным или инерционным ключом так, чтобы ось симметрии зуба располагалась напротив нулевой риски, что соответствует усилию затяжки 4-6 кН-м.
При переходе оси симметрии контрольного зуба нулевой риски монтаж производится заново. Далее следует смазать и установить клиновые планки прямым углом в паз оси, крестовину и зубчатые сегменты 11. Наклонные грани сегментов должны прилегать к крестовине. Детали закрепить болтами с тарельчатыми пружинами и стопорной пластиной 13. Болты следует затягивать поочерёдно усилием 50-60 н.м до полного сжатия тарельчатых пружин. При этом ударами молотка через медную прокладку дважды поджимают крестовину, а затем зубчатые секторы. Для закрепления болтов края пластины отгибают на грани болтов. Далее в буксу закладывают смазку ЛЗ-ЦНИИ, устанавливают крепительную крышку
Рис. 9.8. Положение специального шаблона при установке гайки ведущего шкива
ставят шпонку 7, шкив и закрепляют его крышкой с болтами и шайбами
3. Плотную посадку шкива обеспечивают ударами молотка через медную прокладку по торцу шкива и окончательно затягивают болты. Зазор между торцом гайки и торцом шкива, а также зазор между торцом лабиринта и торцом шкива должен быть не менее 2 мм. Для проверки качества сборки корпус буксы необходимо провернуть на оси и убедиться в отсутствии заеданий в лабиринтном уплотнении.
Монтаж узла ведомого шкива начинают с напрессовки на вал шарикового подшипника и внутреннего кольца роликового подшипника.
Их необходимо застопорить пружинными кольцами, а затем в корпус запрессовать наружное кольцо цилиндрического подшипника и вал с шариковым подшипником. Подшипники смазать смазкой ЖРО в количестве 0,55 кг и установить крышки с войлочными уплотнениями, закрепив их болтами с пружинными шайбами. Войлочные кольца перед установкой пропитывают в течение 20 мин разогретым до 80°С составом из 85% солидола Ж и 15% графита. На конусные поверхности вала устанавливают ведомый шкив и фланец, закрепив их гайками и шплинтами.
Сборку редуктора (см. рис. 9.5) привода ТРК начинают с запрессовки в его корпус наружного кольца роликового подшипника а на ведущий вал — внутреннего кольца. При запрессовке колец следует применять втулочные оправки для защиты посадочных поверхностей от задиров. Далее в корпус редуктора через смотровое окошко вводят ведущую шестерню 7 и напрессовывают её на вал, предварительно надев маслоотбойное кольцо и дистанционную втулку. Затем на вал и в корпус запрессовывают шариковый подшипник и закрепляют его плоской шайбой и болтами. После установки подшипниковых крышек в корпус редуктора вводят шестерню-вал и собирают его подшипниковые узлы. При сборке редуктора все свободные полости и поверхности смазывают консистентной смазкой.
Далее на корпус редуктора ставят сапун, крышку смотрового окна с резиновой прокладкой, сливную пробку и напрессовывают на конусные поверхности валов ведомый шкив и фланец 6. В завершение редуктор заправляют маслом круглогодичным типа ТС-Ю-ОТП в количестве 1,8 л до уровня, который определяют щупом по рискам в вертикальном положении редуктора. Не следует допускать избыток масла, что приводит к его утечкам через уплотнения крышек и сапун.
Шарнир подвески узла ведомого шкива смазывают шприцеванием солидолом Ж до появления смазки между регулировочными шайбами.
На срок службы клиновых ремней в большой степени влияет правильное взаимное расположение шкивов. Отклонение от одноплоскостного расположения шкивов и взаимное смещение их торцов не должно превышать 5 мм.
Регулировку производят постановкой шайб между кронштейном рамы тележки и втулкой, приваренной к корпусу редуктора или корпусу узла ведомого шкива. Осевое перемещение узла ведомого шкива в кронштейне подвески и редуктора ТРКП в шарнире подвески не должно превышать 1 мм.
При сборке шарниров карданного вала на крестовину одевают уплотнения и вводят её в кардан и фланец, а затем попарно запрессовывают игольчатые подшипники и крепят их крышками. Затем карданный вал собирают по шлицевому соединению. В процессе сборки в игольчатые подшипники крестовин закладывают смазку № 158, а в шлицевое соединение — солидол Ж.
Собранный карданный вал устанавливают между генератором и редуктором или узлом ведомого шкива, крепят болтами с корончатыми гайками и шплинтуют. Под гайки следует устанавливать пружинные шайбы. Зазоры между фланцами соединяемых узлов не допустимы.
На редуктор, узел ведомого шкива и карданный вал должны быть установлены предохранительные устройства.
Клиновые ремни устанавливают в последнюю очередь, вручную, без применения каких-либо приспособлений.
Регулировку натяжения выполняют поджатием пружины натяжного устройства до рабочей высоты 110+2 мм у привода ТК-2 и до 100±5 — у привода ТРКП.
Редукторы до постановки на вагон испытывают на стенде в течение 5 мин в каждую сторону на холостом ходу и по 20 мин под нагрузкой 8,5 кВт при частоте вращения ведущего вала 1380 мин’1. Исправное состояние определяют по отсутствию посторонних шумов и течи масла. Допустимый нагрев корпуса редуктора—не более 70°С.
-
Ремонт редукторно-карданных приводов от средней части оси типа ВБА-32/2, EUK-160-1M
Полную разборку редуктора со снятием его деталей со средней части оси производят при необходимости ремонта колёсной пары со сменой элементов или при обнаружении в деталях неисправностей, требующих их замены. Для определения неисправностей в деталях редуктора перед разборкой колесную пару ставят на стенд, из редуктора сливают масло и промывают дизельным топливом или керосином с добавкой 5-7% масла Далее детали редуктора осматривают и проверяют основные параметры.
Щупом измеряют зазор между разъемными частями корпусов для резиновых колец и нажимными кольцами. Резиновые кольца необходимо заменять, если зазор составляет 0,2 мм и менее.
Необходимо проверить биение корпуса редуктора относительно оси колесной пары специальными индикаторными приспособления
ми. У редукторов ВБА-32/2 и EUK-160-1M допускается биение по фланцам корпуса редуктора до 0,15 мм, а по фланцу блока малой шестерни — не более 0,1 мм. При проверке колесную пару следует прокручивать и на слух определять неисправности подшипников. Если подшипники имеют значительные износы, изломы, трещины и раковины на дорожках качения, то проворот оси будет затруднен, стрелка индикатора имеет скачкообразные подергивания, из подшипника слышно пересыпание роликов. Суммарный осевой зазор в подшипниках полого вала, проверяемый индикатором, должен быть для редукторов ВБА-32/2 в пределах 0,3-0,5 мм, а для редукторов EUK-160-1M — 0,18-0,25 мм.
Увеличение зазора больше нормы происходит из-за неправильной сборки редуктора или недопустимых износов подшипников.
Для контроля зазора в зацеплении шестерен (рис. 9.9) у редуктора снимают крышку, устанавливают основание штатива на корпус редуктора крепят его болтом и устанавливают индикатор по оси малой шестерни на середине зуба. Ось колесной пары закрепляют неподвижно, а вал малой шестерни поворачивают за фланец в обе стороны до лёгкого соударения зубьев. Стрелка индикатора указывает зазор, который должен быть у редуктора ВБА-32/2 в пределах 0,12-0,19 мм, а у редукторов EUK-160-1M — 0,2-0,3 мм.
Результаты проверок заносят в журнал и определяют объем разбо- рочных работ.
Рис. 9.9. Измерение зазоров в сцеплении шестерен приводов от средней части оси
При разборке на сопрягаемые детали наносят керном риски или отметки, по которым при последующей сборке определяют их первоначальное положение.
При плановых видах ремонта вагонов следует производить демонтаж блока малой шестерни. Для этого следует открутить болты его крепления и в резьбовые отверстия монтажного стакана ввинтить три демонтажных болта, с помощью которых блок малой шестерни выжимают из корпуса. После удаления болта, крепящего упорную
шайбу на торце хвостовика шестерни, выполняют разборку блока малой шестерни на прессе в соответствии с рис. 9.10.
Наиболее ответственные детали приводов от средней части оси при периодических видах ремонта подлежат неразрушающему магнитопорошковому контролю.
К ним относятся: вал опоры момента, вал малой шестерни, полый вал, карданный вал. Трещины в деталях не допускаются и ремонту не подлежат.
При замене резиновых колец их поверхности перед установкой на ось обезжиривают промыванием в водном растворе 1 %-ного хозяйственного мыла при температуре 30-40°С с последующим ополаскиванием тёплой, чистой водой и просушиванием. Поверхности оси колесной пары также должны быть очищены от грязи и масла. На поверхностях резиновых деталей не должно быть трещин и надрывов.
Полые валы подлежат замене при наличии трещин, отколов или износа более 4 мм.
Рис. 9.10. Демонтаж блока малой шестерни привода ВБА-32/2:
а — положение блока малой шестерни при выпрессовке вала; б — положение блока малой шестерни при выпрессовке подшипников
Хвостовик малой шестерни проверяют на биение, которое не должно превышать более 0,04 мм. Изношенные посадочные места под подшипники у валов допускается восстанавливать хромированием металлизацией.
Шлицевой фланец устанавливается на шлицевой конец вала с натягом до 0,001 мм. Разработка шлицевых канавок допускается не более 0,01 мм от чертежного размера.[2]
Подшипники промывают в бензине с добавлением 4-6% масла, осматривают и проверяют на легкость вращения.
Подшипники выбраковывают при обнаружении раковин, трещин, темных пятен и задиров на поверхностях качения. Наличие пятен синего цвета свидетельствует о работе подшипников с чрезмерным нагревом, который имеет место из-за неправильной регулировки зазоров при монтаже или из- за недостатка масла. У исправных подшипников следует замерить радиальный зазор. При установке на вал новых подшипников следует измерить также диаметр колец для обеспечения их плотной посадки.
Ведущая и ведомые шестерни выбраковывают по требованиям, указанным при ремонте редуктора ТРКП.
В лабиринтных крышках, соединительных фланцах, монтажных стаканах, маслоотбойных кольцах, корпусах редукторов могут быть забоины и заусенцы, которые следует зачистить надфилем и шлифовальной шкуркой № 6 с добавлением масла. Канавки и отверстия для подвода масла в монтажных стаканах и других деталях прочищают и продувают сжатым воздухом.
В корпусах редукторов допускается ремонтировать изношенные резьбовые отверстия сваркой с последующей нарезкой. Особое внимание следует уделить контролю диаметров и отсутствию недопустимой овальности в посадочных отверстиях редукторов, приводных колец, а также в посадочных местах под подшипники, шестерни, приводные кольца на валах шестерен и полых валах.
Все резиновые прокладки кольца при капитальном ремонте ставят новыми, а при деповском ремонте и их можно повторно использовать, если в них нет трещин, вырывов, вмятин от деталей.
Войлочные уплотнительные кольца карданных валов при плановых ремонтах следует заменить новыми. Пресс-масленки и каналы для подвода смазки в крестовинах промывают в бензине и продувают сжатым воздухом. Игольчатые подшипники с повреждениями подлежат замене. Заменяют также крестовины с износами более нормы шипов по диаметру и длине. Крестовины устанавливают в комплекте с подшипниками. Изношенные отверстия под подшипники у вилок можно ремонтировать проточкой на токарном станке до ближайшего большего градационного размера, постановкой ремонтной втулки или металлизацией посадочных поверхностей. На трубе вала могут быть вмятины и протертости от предохранительных скоб не более 0,2 мм.
Изношенное шлицевое соединение вала допускается восстановить наплавкой и механической обработкой до ремонтных размеров, а втулки — на протяжном станке. В этом случае на втулке и торце вала наносят клейма Р1 или Р2 (1 -й или 2-й ремонтные размеры).
Отремонтированные сваркой карданные валы подвергают динамической балансировке. Дисбаланс устраняют приваркой пластин.
При ремонте муфт сцепления необходимо проверить износ фрикционных накладок, который считается допустимым, если расстояние от поверхности фрикционной накладки до головки заклёпок не менее 0,5 мм. Если на поверхности накладок есть риски более 0,3 мм глубиной, их необходимо проточить. Изношенные накладки заменяют новыми, изготовленными из асбестовой ленты. Крепят накладки латунными заклёпками или клеем ВС-ЮТ, предварительно обезжирив поверхность диска ацетоном. Детали муфт с изломами и трещинами заменяют, а риски и коррозия устраняется шлифовальной шкуркой. Под просевшие пружины можно ставить регулировочные прокладки, обеспечивающие их необходимое нажатие.
Наибольшее отклонение по массе грузиков одного комплекта не более 3%. Собранная муфта подвергается балансировке высверливанием металла с торца бурта муфты.
Монтаж привода на оси выполняют до напрессовки колес. Детали, устанавливаемые с натягом, должны нагреваться в ванне с трансформаторным маслом. В процессе сборки привода выполняют необходимые контрольные и регулировочные работы с использованием индикаторных приспособлений и разнообразной технологической оснастки.
После сборки узла блока малой шестерни осевой зазор подшипников контролируют индикатором (рис. 9.11), который должен быть в пределах 0,07-0,09 мм. Во время выполнения проверки наружные кольца подшипников прижимаются к монтажному стакану тремя зажимами 3. Регулировку необходимого зазора выполняют гайкой и контргайкой, которые стопорятся загибанием шайбы на их грани.
Надежная работа зубчатого зацепления зависит от точности его сборки. Правильность зацепления определяют замером зазора в зацеплении, который регулируется прокладками под боковые крышки, а также по расположению пятна контакта на поверхности зуба шестерён (рис. 9.12). При выполнении этой проверки на зубья малой шестерни наносят белила и проворачивают на полный оборот большую шестерню. При правильном зацеплении контактные пятна располагаются на середине боковых граней зубьев шестерён и должны быть не менее 45% высоты зуба и не менее 65% его длины. При смещении пятен регу-
лировку производят перемещением шестерён по направлению стрелок в соответствии с рис. 9.12.
Рис. 9.11. Контроль осевого зазора подшипников блокамалой шестерни редуктора EUK-160-1M
Следует проверить осевые зазоры подшипников полого вала, биение корпуса редуктора относительно оси колёсной пары и биение фланца ведомой шестерни. Редукторы, отвечающие требованиям, заполняют маслом ТС- 10 ОТП и испытывают на стенде, вращая по 90 мин в каждую сторону, из них 30 мин — без нагрузки и 60 мин под нагрузкой 40 кВт и частоте вращения до 900 мин»1.
Ш
После испытания редукторы снаружи окрашивают эмалью ПФ-115, а на оси наносят белилами полосу шириной 30-40 мм в месте её прилегания к редуктору.
Рис. 9.12. Проверка зубчатого зацепления шестерен:
а— неудовлетворительные отпечатки;б— удовлетворительные отпечатки соответственно верхние без нагрузки, нижние — под нагрузкой
| Видео (кликните для воспроизведения). |
Источники:
- Устройство автомобиля ЗИЛ-5301 «Бычок» (комплект из 25 плакатов). — М.: Третий Рим, 2010. — 114 c.
- Литвиненко, В. В. Электрооборудование автомобилей ВАЗ-2110, -2111, -2112 / В.В. Литвиненко. — М.: За рулем, 2007. — 168 c.
- Выгонов, В. В. Автомобили и оружие. Модели для мальчиков / В.В. Выгонов, С.В. Столярова. — М.: АСТ-Пресс Книга, 2016. — 172 c.
Ремонт приводов автомобиля
Оценка 5 проголосовавших: 1

Позвольте представиться на нашем сайте. Я Сергей Сколкин. Я уже более 6 лет работаю автомехаником. В настоящее время являюсь специалистом в этом направлении, хочу подсказать всем посетителям сайта как решать разнообразные задачи.
Все данные для сайта собраны и тщательно переработаны с целью донести в доступном виде всю необходимую информацию. Перед применением описанного на сайте всегда необходима ОБЯЗАТЕЛЬНАЯ консультация с профессионалами.
Типичные неисправности лазерных приводов
Рекомендации по ремонту оптических лазерных приводов
 Дисковый привод DVD-проигрывателя
Дисковый привод DVD-проигрывателя
Лазерные дисководы получили широкое распространение в электронике. Любой DVD-проигрыватель, CD/MP3-магнитола, музыкальный центр имеют в своём составе лазерный привод.
В большинстве случаев в ремонт такие аппараты попадают как раз из-за поломки лазерных приводов.
Неисправности, вызванные поломкой лазерного привода довольно схожи, и сводятся к одному – лазерный диск либо не читается, либо происходит сбой воспроизведения музыки (CD/MP3) или видео (DVD).
Следует отметить, что срок службы лазерного диода, который есть в составе любого дискового аппарата, составляет в среднем 3-5 лет. Наивно думать, что DVD-плеер будет работать 10 и более лет! Загляните в инструкцию DVD-плеера…
Вообще первое, что необходимо спрашивать, когда Вам на ремонт приносят какой-либо дисковый аппарат – это сколько лет аппарату и как интенсивно им пользовались. Если ответом будет 3 и более лет, то вероятность того, что неисправен оптический блок резко возрастает. Как часто пользовались аппаратом тоже важно, ведь лазерный привод, это электронно-механическое устройство. Число миниатюрных двигателей в одном лазерном приводе наврядли будет меньше 2-3.

Первый из тройки – привод шпинделя. Он отвечает за раскрутку лазерного диска. Очень большое число неисправностей связано именно с ним. Вот пример.

Второй – привод оптического блока. Этот привод отвечает за позиционирование лазерной головки вдоль диска. Довольно редко выходит из строя.

Третий – привод загрузки/выгрузки (LOAD). Выгрузка и загрузка диска в дисковод. Неисправности этого двигателя довольно редки, и, как правило, легки при ремонте.
На практике в ходу такая неисправность. В основном у CD/MP3-автомагнитол.
Звук при воспроизведении частенько пропадает. Резко появляется и также пропадает. Присутствует «заикание».
У DVD-плееров неисправность проявляется следующим образом.
Диск считывается очень долго, после чего на дисплее появляется надпись (ERROR или NO DISK). Возможно случайное «зависание» диска. Повторная установка диска решает проблему, и диск с записью воспроизводится нормально.
Причина такого «непонятного» поведения бывает связана не с неисправностью оптического лазерного блока, а с неисправностью привода шпинделя.
Дело в том, что двигатель шпинделя должен раскручиваться с определёнными оборотами. Число оборотов подстраивается системой обратной связи. Так что не надо думать, что диск крутится сам по себе. Подал 3 вольта на движок и всё! Нет! Частоту вращения диска регулирует сложная система корректировки. Если двигатель шпинделя неисправен, тогда даже система корректировки плохо справляется, и происходят сбои. Двигатель не выдаёт нужные обороты, «сбоит».
Поэтому, если проявляется нижеописанная неисправность, не спешите заменять оптический лазерный блок!
Заменить привод шпинделя дешевле, чем покупка оптического лазерного блока. Можно временно заменить привод двигателем из другого аппарата или найти подходящий в запаснике.
Очень часто встречается неисправность у CD/MP3-магнитол с вертикальной установкой диска.

Диск раскручивается, но диск не загружается. Пишет ERROR или NO DISK.
Оптический лазерный блок боится пыли и грязи. Достаточно тонкого мелкодисперсного налёта пыли на верхней линзе, чтобы диск перестал считываться. Магнитолы с вертикальной установкой диска более уязвимы к пыли, загрузка диска происходит сверху и количество попадающей пыли возрастает.
Дисковые автомагнитолы в этом случае более защищены, у них щелевая загрузка диска.
Мелкодисперсный налёт пыли можно удалить с поверхности линзы лазерного блока обычной ватной палочкой или просто кусочком ваты. Смачивать вату чистящими средствами не надо, можно испортить линзу! Круговыми движениями проводим по поверхности линзы ватной палочкой 3-4 раза. Убеждаемя в отсутствии остатков крупной пыли на линзе и всё!
Нажимать на линзу не следует, она крепится на пружинящих проводках! По ним подаётся питание на электромагнит фокусировки. Они довольно крепкие, но при чрезмерном усилии и их можно повредить.
Нередки случаи, что после такой простой чистки работа прибора полностью восстанавливается.
Основная трудность в данной операции состоит в том, чтобы грамотно разобрать аппарат и добраться до лазерной головки. Сложнее всего это сделать у музыкальных центров с блоком загрузки на 3 диска или чейнджером (когда диски размещены в боксе – как тарелки в сушилке), а также у автомобильных CD/MP3-проигрывателей и DVD-плееров с щелевой загрузкой диска.
Поэтому на страницах сайта я разместил информацию и по разборке всевозможных CD-приводов:
- Как разобрать CD-привод автомагнитолы?
- Разборка CD-привода автомобильного проигрывателя Kenwood.
- Щелевой привод DVD плеера. Конструкция, устройство и разборка.
Эти методики помогут, если нужно разобрать CD-привод, но нет опыта в данном деле.
Иногда чистка линзы не помогает. Причина в том, что внутри оптического блока есть призма, на неё тоже со временем оседат пыль. Разбирать оптический блок нет смысла. Лучше заменить блок целиком.

При ремонте электроники с неисправностями, явно указывающими на дефект лазерного привода, можно использовать следующие приёмы:
-
Проверить механическую часть лазерного привода на наличие заклинивания шестерёнок, каретки, исправности соединительных гибких шлейфов. Гибкие шлейфы лучше «прозвонить» мультиметром, а лучше проверить заменой. Очень часто шлейф «звонится» мультиметром как исправный, но поскольку при работе он изгибается, то плохой контакт вновь даёт о себе знать.
В DVD-плеерах самым «слабеньким» шлейфом является тот, который соединяет лазерную головку и основную плату. Его замена не редко устраняет неисправность с «зависанием» диска, плохой или долгой загрузкой диска, сбоями при воспроизведении.
-
Проверить есть ли свечение лазера. После установки диска, включается красный лазер (только у DVD) на несколько секунд. В этот момент, необходимо смотря сбоку проконтролировать наличие свечения. Помните! Лазер вреден для здоровья! Прямое попадание лазерного луча в глаза чревато потерей зрения. Будьте осторожны!
-
Произвести чистку линзы оптического блока. Как это сделать, уже было рассказано.

-
Визуально проследить загрузку диска, его раскрутку. Произвести замену привода шпинделя методом подстановки.
-
По возможности заменить, хотя бы временно, для проверки, лазерный оптический блок. Вот здесь рассказано о том, как быстро заменить лазер в DVD.
-
Кроме лазера могут быть и другие причины неисправности. Об основных неисправностях DVD-плееров я уже рассказывал.

Тема ремонта дисковых аппаратов довольно обширна, здесь приведены лишь некоторые рекомендации и советы. Для более глубокого понимания работы лазерных дисковых проигрывателей не будет лишним ознакомиться с общими принципами работы таких приборов. Думаю, книга «CD-проигрыватели. Схемотехника» Авраменко Ю.Ф., будет очень полезна для понимания работы дисковых устройств.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
-
Как правильно и быстро разобрать CD-привод автомагнитолы?
-
Методика быстрой замены лазерного блока в DVD.
-
Ремонт дисковой автомагнитолы Mystery MCD-795MPU.
-
Распространённые неисправности музыкальных центров, их поиск и устранение.
Технологические инструкции
ПКБ ЦТ.01.0001Р «Комплект документов на типовой технологический процесс технического обслуживания обыкновенного освидетельствования и ремонта колесных пар электровозов ВЛ10, ВЛ11, ВЛ15, ВЛ80, ВЛ82, ВЛ85»
ПКБ ЦТ.01.0002Р «Комплект документов на типовой технологический процесс технического обслуживания обыкновенного освидетельствования и ремонта колесных пар тепловозов 2ТЭ116, ТЭ10, ТЭМ2, М62»
ПКБ ЦТ.01.0008Р «Комплект документов на типовой технологический процесс текущего ремонта ТР-3 асинхронных электродвигателей НВА-22, НВА-55 электровоза ЭП1»
ПКБ ЦТ.06.0001 «Руководство по техническому обслуживанию и текущему ремонту тяговых электродвигателей локомотивов»
ПКБ ЦТ.06.0002 «Руководство по техническому обслуживанию и текущему ремонту поршневых компрессоров локомотивов»
ПКБ ЦТ.06.0004 «Руководство по техническому обслуживанию и текущему ремонту электропневматических контакторов локомотивов»
ПКБ ЦТ.06.0005 «Руководство по осмотру и обыкновенному освидетельствованию колесных пар локомотивов»
ПКБ ЦТ.06.0039 «Руководство по техническому обслуживанию, текущему и заводскому ремонту электровозов ВЛ80в/и»
ПКБ ЦТ.06.0040 «Руководство по установке вентиляторов в кабине машиниста электровозов ВЛ80в/и, ВЛ10в/и, ВЛ11в/и»
ПКБ ЦТ.06.0041 «Руководство по установке вентиляторов в кабине машиниста электровозов ЧС6, ЧС7, ЧС8, ЧС200»
ПКБ ЦТ.06.0042 «Руководство по установке вентиляторов в кабине машиниста тепловозов 2 (3)ТЭ10в/и, 2ТЭ116, М62в/и, ТЭП70, ТЭМ2в/и, ТЭМ7в/и, ЧМЭ3в/и»
ПКБ ЦТ.06.0045 «Руководство по техническому обслуживанию, текущему и деповскому ремонту тепловоза 2ТЭ116»
ПКБ ЦТ.06.0046 «Руководство по техническому обслуживанию и текущему и деповскому ремонту электровозов 2(3)Эс5К, Э5К»
ПКБ ЦТ.06.0050 «Вибрационное диагностирование узлов локомотивов»
ПКБ ЦТ.06.0051 «Руководство по техническому обслуживанию, текущему и деповскому ремонту тепловоза ТЭП70»
ПКБ ЦТ.06.0059 «Требования по проведению неразрушающего контроля деталей КМБ (КРБ) локомотивов при плановых видах ремонта»
ПКБ ЦТ.06.0064 «Тепловизионный контроль узлов и деталей локомотивов»
ПКБ ЦТ.06.0072 «Руководство по техническому обслуживанию и текущему ремонту тепловозов ТЭМ18в/и»
ПКБ ЦТ.06.0073 «Узлы с подшипниками качения на железнодорожного тягового подвижного состава. Руководство по техническому обслуживанию и ремонту»
ПКБ ЦТ.06.0090 «Разработка технологических процессов для технического обслуживания и текущего ремонта локомотивов их агрегатов, узлов или деталей»
ПКБ ЦТ.06.0093 «Водяные насосы дизелей 5Д49 и ПД4Д. Руководство по текущему ремонту»
ПКБ ЦТ.06.0094 «Масляные насосы дизелей 5Д49 и ПД4Д. Руководство по текущему ремонту»
ПКБ ЦТ.06.0099 «Руководство по текущему и среднему ремонтам турбокомпрессора ТК33Н-01(02)»
ПКБ ЦТ.07.0001 «Перечень технологических операций разборки, ремонта и сборки тележек электровоза 2ЭС5К»
ПКБ ЦТ.25.0002 «Технологическая инструкция изготовление стале-баббитовых вкладышей моторно-осевых подшипников»
ПКБ ЦТ.25.0003 «Перезаливка баббитом Б16 вкладышей моторно-осевых подшипников электровозов.. Технологическая инструкция (на опытную партию)»
ПКБ ЦТ.25.0007 «Техническое обслуживание и ремонт тягового электродвигателя НБ-520В электровоза ЭП1»
ПКБ ЦТ.25.0009 «Текущий ремонт ТР-3 колесно-редукторного блока электровоза ЭП1»
ПКБ ЦТ.25.0011 «Техническое обслуживание и ремонт асинхронных электродвигателей НВА-22, НВА-55 электровозаЭП1»
ПКБ ЦТ.25.0014 «Технологическая инструкция техническое обслуживание и ремонт разрядников и ограничителей перенапряжений электровозов переменного тока»
ПКБ ЦТ.25.0015 «Техническое обслуживание и ремонт тягового трансформатора ОНДЦЭ-5700/25-У2 электровоза ЭП1»
ПКБ ЦТ.25.0018 «Техническое обслуживание и текущие ремонты тележек тепловозаЧМЭ3»
ПКБ ЦТ.25.0025 «Техническое обслуживание и ремонт электропневматических контакторов электровоза ЭП1»
ПКБ ЦТ.25.0027 «Техническое обслуживание и ремонт контроллеров машиниста КМ-87, КМ-27 электровоза ЭП-1»
ПКБ ЦТ.25.0028 «Техническое обслуживание и ремонт быстродействующих выключателей ВБ-8 электровоза ЭП-1»
ПКБ ЦТ.25.0044 «Техническое обслуживание и ремонт электропневматических контакторов электровоза 2ЭС5К, 3ЭС5К, Э5К»
ПКБ ЦТ.25.0046 «Техническое обслуживание и ремонт электромагнитных контакторов электровоза 2ЭС5К, 3ЭС5К, Э5К»
ПКБ ЦТ.25.0056 «Техническое обслуживание ТО-5 локомотивов»
ПКБ ЦТ.25.0058 «Обкаточные испытания электровозов после текущего ремонта ТР-3»
ПКБ ЦТ.25.0061 «Обыкновенное освидетельствование колесных пар электровозов серий 2ЭС5К, 2ЭС4К, 3ЭС5К»
ПКБ ЦТ.25.0064 «Обыкновенное освидетельствование колесных пар тепловозов серий ТЭМ18Д, ТЭМ3»
ПКБ ЦТ.25.0067 «Типовой технологический процесс на сушку, пропитку и покрытие обмоток тяговых и вспомогательных электрических машин локомотивов»
ПКБ ЦТ.25.0069 «Очистка от загрязнений и нанесение защитного электроизоляционного покрытия на поверхности стеклопластиковых изоляторов при ремонте электроподвижного состава»
ПКБ ЦТ.25.0070 «Техническое обслуживание и ремонт щелочных никель-кадмиевых аккумуляторных батарей»
ПКБ ЦТ.25.0071 «Настройка коммутации тяговых электродвигателей электровозов»
ПКБ ЦТ.25.0072 «Техническое обслуживание и текущий ремонт главного контроллера ЭКГ-8Ж»
ПКБ ЦТ.25.0073 «Ремонт токоотводящих устройств электровозов ВЛ10, ВЛ10У, ВЛ11»
ПКБ ЦТ.25.0074 «Нанесение и восстановление полос безопасности на лобовых частях локомотивов при ремонте»
ПКБ ЦТ.25.0075 «Инструкция по тепловому контролю и диагностике узлов локомотивов»
ПКБ ЦТ.25.0077 «Техническое обслуживание и ремонт тяговых трансформаторов типа ОНДЦЭ-4350/П-У2 электровозов 2ЭС5К, 3ЭС5К, Э5К»
ПКБ ЦТ.25.0078 «Техническое обслуживание и ремонт токоприемника ТАсС-10»
ПКБ ЦТ.25.0081 «Устранение неисправностей локомотивов в парках прибытия п отправления»
ПКБ ЦТ.25.0082 «Техническое обслуживание и ремонт тягового электродвигателя ЭД-118А»
ПКБ ЦТ.25.0084 «Техническое обслуживание и ремонт главного выключателя ВОВ-25-4М электровозов переменного тока»
ПКБ ЦТ.25.0086 «Определение и регулирование развески электровозов ВЛ10в/и, ВЛ80в/и, ВЛ-11, ВЛ82»
ПКБ ЦТ.25.0087 «Сборка букс и регулировка их положения на оси колесной пары электровозов ВЛ10,ВЛ11,ВЛ15,ВЛ80,ВЛ82,ВЛ85»
ПКБ ЦТ.25.0088 «Инструкция по приготовлению и применению охлаждающей жидкости для систем охлаждения двигателей тепловозов и дизель-поездов»
ПКБ ЦТ.25.0090 «Пропитка изоляции обмоток тяговых и вспомогательных электрических машин локомотивов и электропоездов в деповских условиях»
ПКБ ЦТ.25.0092 «Техническое обслуживание и ремонт токоприемников электровозов постоянного и переменного тока»
ПКБ ЦТ.25.0093 «Ремонт, уход и содержание песочниц на электровозах»
ПКБ ЦТ.25.0094 «Техническое обслуживание и ремонт дугогасительных камер электрических аппаратов электровозов переменного тока»
ПКБ ЦТ.25.0097 «Формирование, проверка, рамонт и эксплуатация резино-металлических амортизаторов буксовых поводков локомотивов и моторвагонного подвижного состава» (с изм. 03.08.2017г)
ПКБ ЦТ.25.0098 «Техническое обслуживание и ремонт электродвигателей П-11М,ДМК-1/50,ДМК-1»
ПКБ ЦТ.25.0099 «Техническое обслуживание и ремонт тягового двигателя ТЛ-2К»
ПКБ ЦТ.25.00100 «Технологическая инструкция по техническому обслуживанию и ремонту систем осушки сжатого воздуха»
ПКБ ЦТ.25.0101 «Инструкция по применению электроизоляционных эмалей ГФ-92-ХС красно-коричневой, ГФ-92-ХС серой и КО-983 при текущем ремонте и техническом обслуживании локомотивов и моторвагонного подвижного состава»
ПКБ ЦТ.25.00102 «Техническое обслуживание фильтров воздухозаборных устройств электровозов»
ПКБ ЦТ.25.00103 «Технология подготовки, заправки, подбивки и уход в эксплуатации моторно-осевых подшипников тяговых двигателей локомотивов»
ПКБ ЦТ.25.00107 «Обслуживание и ремонт компрессоров КТ6,КТ7, КТ6эл»
ПКБ ЦТ.25.00108 «Технологическая инструкция на текущий и средний ремонт тяговых электродвигателей типа НБ-412К в условиях депо»
ПКБ ЦТ.25.0109 «Технологическая инструкция на средний ремонт в условиях депо асинхронных электрических машин электровозов и электропоездов переменного тока»
ПКБ ЦТ.25.0110 «Руководство по техническому обслуживанию и текущему ремонту электрических машин электровозов»
ПКБ ЦТ.25.0113 «Руководство по техническому обслуживанию и ремонту гидравлических и фрикционных гасителей колебаний локомотивов»
ПКБ ЦТ.25.00115 «Инструкция по содержанию локомотивных приемных катушек»
ПКБ ЦТ.25.0116 «Инструкция по техническому обслуживанию и автоматической локомотивной сигнализации с устройствами проверки бдительности и контроля скорости движения»
ПКБ ЦТ.25.0123 «Ремонт и содержание датчика усл N 418»
ПКБ ЦТ.25.0124 «Техническое обслуживание, ремонт и испытание кранов машиниста усл.№ 394, №394М, №395, №395М и кранов вспомогательного тормоза локомотива усл. №254»
ПКБ ЦТ.25.00127 «Ремонт устройство блокировки тормозов локомотива»
ПКБ ЦТ.25.00130 «Техническое обслуживание и ремонт люлечного подвешивания электровозов»
ПКБ ЦТ.25.0132 «Ремонт редуктора мотор-компрессора электровоза ВЛ80»
ПКБ ЦТ.25.00134 «Техническое обслуживание и ремонт резисторов электровозов переменного тока двойного питания»
ПКБ ЦТ.25.0135 «Ремонт водяных насосов дизелей типа Д100»
ПКБ ЦТ.25.0136 «Техническое обслуживание и ремонт контроллера машиниста типа КМ-2200 тепловозов с реостатным торможением»
ПКБ ЦТ.25.00142 «Проведение вибрационного диагностирования подшипников качения колесно-моторных, колесно-моторных блоков, тяговых электродвигателей и колесных пар локомотивов»
ПКБ ЦТ.25.00144 «Техническое обслуживание и текущий ремонт форсунок дизелей типа 10Д100, д49, 11д45, 14д40, пд1м, к6s310DR»
ПКБ ЦТ.25.00147 «Техническое обслуживание и текущий ремонты механической части электровоза 2ЭС5К»
ПКБ ЦТ.25.00154 «Контроль технического состояния электрооборудования локомотивов без демонтажа при проведении технического обслуживания и текущего ремонта»
ПКБ ЦТ.25.0156 «Текущий ремонт коёсно-моторного блока с моторно-осевыми подшипниками качения электровоза 2ЭС6»
ПКБ ЦТ.25.0157 «Текущий ремонт колесно-моторного блока с моторно-осевыми подшипниками качения тепловоза 2ТЭ25А»
ПКБ ЦТ.25.0163 «Инструкция по вихретоковому контролю деталей и узлов локомотивов»
ПКБ ЦТ.25.0164 «Инструкция по магнитопорошковому контролю деталей и узлов локомотивов»
ПКБ ЦТ.25.0169 «Техническое обслуживание и ремонт групповых кулачковых переключателей отечественных электровозов постоянного тока»
ПКБ ЦТ.25.0172 «Ремонт места установки поглащающего аппарата автосцепного устройства в буферном брусе электровозов ВЛ10, ВЛ11, ВЛ80, ВЛ60, ВЛ15, ВЛ85»
ПКБ ЦТ. 25.0185 «Тяговый электродвигатель ЭД 150АУ1 техническое обслуживание и текущий ремонт»
ПКБ ЦТ.40.0011 «Ведомость документации для технического обслуживания и текущего ремонта электровозов ЭП-1в/и»
ПКБ ЦТ.40.0012 «Ведомость документации для технического обслуживания и текущего ремонта тепловоза ТЭП70в/и»
ПКБ ЦТ.40.0016 «Ведомость документации для технического обслуживания и текущего ремонта электровозов ВЛ80в/и»
ПКБ ЦТ.40.0018 «Ведомость документации для технического обслуживания и текущего ремонта тепловоза ТЭМ2»
ПКБ ЦТ.40.0023 «Регламент технической оснащенности для технического обулуживания и ремонта электровозов переменного тока»
ПКБ ЦТ.46.0003 «Регламент метрологической оснащенности при техническом обслуживании и ремонту механического оборудования электровозов переменного тока»
ПКБ ЦТ.46.0005 «Регламент метрологической оснащенности при техническом обслуживании и ремонту тяговых двигателей электровозов переменного тока»
ПКБ ЦТ.46.0006 «Регламент метрологической оснащенности для технического обслуживания и ремонта вспомогательных электрических машин электровозов переменного тока»
ПКБ ЦТ.46.0007 «Регламент метрологической оснащенности для технического обслуживания и ремонта электрического оборудования электровозов переменного тока»
ПКБ ЦТ.46.0008 «Регламент метрологической оснащенности для технического обслуживания и ремонта тяговых трансформаторов, реакторов, индуктивных шунтов и дросселей электровозов переменного тока»
ПКБ ЦТ.46.0009 «Регламент метрологической оснащенности для технического обслуживания и ремонта электронного оборудования электровозов переменного тока»
ПКБ ЦТ.46.0010 «Регламент метрологической оснащенности для технического обслуживания и ремонта тормозного оборудования локомотивов»
ПКБ ЦТ.46.0011 «Регламент метрологической оснащенности для технического обслуживания и ремонта устройств безопасности движения локомотивов»
ПКБ ЦТ.46.0024 «Регламент технологической оснащенности экипировки и техническое обслуживания электровозов ВЛ10в/и, ВЛ80в/и»
ПКБ ЦТ.46.0025 «Регламент технологической оснащенности. Текущий ремонт ТР электровозов ВЛ10в/и,ВЛ80в/и»
ПКБ ЦТ.46.0030 «Регламент технологической оснащенности. Экипировка и техническое обслуживание ТО электровозов 2ЭС5К, 3ЭС5К, Э5К»
ПКБ ЦТ.46.0048 «Регламент технологической оснащенности. Экипировка и техническое обслуживание ТО маневровых тепловозов ТЭМ2в/и»
ПКБ ЦТ.46.0049 «Регламент технологической оснащенности. Текущий ремонт ТР маневровых тепловозов ТЭМ2в/и»
ПКБ ЦТ.46.0050 «Регламент технологической оснащенности. Деповской ремонт ДР маневровых тепловозов ТЭМ2в/и»
ТИ4 «Ремонт толкателей и привода топливных насосов дизелей 2Д100 и 10Д100»
ТИ 10 «Технологическая инструкция на ремонт электрических машин при МПР и БМП электропоезда ЭР-9 и ЭР-9п» Москва 1966г.
ТИ 18 «Технологическая инструкция на осмотр, ремонт и поверку счетчиков киловатт-часов постоянного тока типа Д600 и СКВТ-Д621 с добавочным сопротивлением тип Р60ОМ и наружным шунтом 150 (для Д621)»
ТИ 19 «Технологическая инструкция на осмотр, ремонт и поверку счетчиков электроэнергии переменного тока тип СО-И 442» 1966г.
ТИ 27 «Технологическая инструкция на ремонт механизма управления дизелей 2Д100 и 10Д100»
ТИ 112 «Временная технологическая инструкция на изготовление и установку войлочных кольцевых уплотнений кожухов зубчатых передач тяговых электродвигателей локомотивов»
ТИ131 «Технологическая инструкция по балансировке карданных валов тепловозов 2ТЭ10Л»
ТИ 153 «Техническое обслуживание и текущий ремонт механического оборудования электровозов ЧС4 и ЧС4»
ТИ 162 «Технологическая инструкция на деповской ремонт свинцово-кислотной аккумуляторной батареи типа 24ЭН-80»
ТИ 187 «Технологическая инструкция на ремонт и сборку колесно-моторного блока электровозов с косозубой передачей»
ТИ 194 «Технологическая инструкция по замеру габарита нижней части кожухов эубчатой передачи электровозов»
ТИ 207 «Очистка загрязненного фильтрующего пакета (черт.2ТЭ10Л.01.248, черт.Т751.01.01) из паропласта ППУ-ЭФ2 ТУ24.4.07.040-72»
ТИ 208 «Технологическая инструкция на изготовление фильтрующих пакетов (черт.2ТЭ10Л.01.10.248, черт.Т751.01.01) из поропласта ППУ-ЭФ2 ТУ24.4.07.040-72.»
ТИ 231 «Технологическая инструкция на установку разъемных дистанционных колец на колесных парах тепловозов ТЭМ2А и М62 колеи 1520 (1524) мм»
ТИ 234 «Технологическая инструкция по комбинированной термической обработке конструкционных деталей из поликапроамида, применяемых на локомотивах»
ТИ 240 «Технологическая инструкция по монтажу и эксплуатации полиэтиленовых клапанов для смазки валиков рессорного подвешивания тепловозов»
ТИ 242 «Технологическая инструкция по монтажу пластмассовых прокладок нагнетательного клапана топливных насосов дизелей тепловозов»
ТИ 264 «Ремонт масляного насоса типа МШ 120 дизеля 1А-5Д49»
ТИ 265 «Ремонт водяных насосов типа 4ВЦ50/12-02 дизеля 1А-5Д49»
ТИ 266 «Технологическая инструкция на разборку и сборку колесно-моторного блока с тяговыми электродвигателями ЭДТ-200Б, ЭД-107, ЭД-107А, ЭД-118А, в условиях депо. Часть I, II»
ТИ269 «Технологическая инструкция на проверку сопротивлений ослабления поля тяговых двигателей тепловозов 2ТЭ10Л»
ТИ 273 «Технологическая инструкция на техническое обслуживание моторно-осевых узлов тяговых электродвигателей тепловозов»
ТИ275 «Ремонт турбокомпрессора ТК-34»
ТИ 278 «Ремонт гильз цилиндров дизелей типа Д100»
ТИ 283 «Установка наделка из поликапроамида на осевой упор с применением полимерных композиций и уход в процессе эксплуатации локомотива»
ТИ 286 «Ремонт коренных подшипников коленчатого вала дизеля 1А-5Д49»
ТИ 287 «Технологическая инструкция на текущие ремонты ТР-2 и ТР-3 упругого зубчатого колеса тепловозов»
ТИ 290 «Технологическая инструкция пошив изделий из ткани огнеупорнопротивогнилостной пропитки с защитным полимерным покрытием «ВИНИЛИСкожа-Т» марки ОПП»
ТИ 291 «Разборка, сборка и регулировка дизеля 1-А-5Д49»
ТИ 293 «Техническое обслуживание и ремонт вентильных разрядников переменного тока типа РВЭ-25М» 1978г.
ТИ 294 «Монтаж и эксплуатация полнопоточных фильтров тонкой очистки масла со сменными бумажными фильтрующими элементами на тепловозах»
ТИ 295 «Технологическая инструкция на ремонт польстерного устройства тягового электродвигателя типа ЭД107А (дополнение к ТИ266 ч.1)»
ТИ 296 «Ремонт привода насосов дизеля 1А-5Д49.. Технологическая инструкция»
ТИ 297 «Техническое обслуживание ТО-2, ТО3 и текущие ремонты ТР-1, ТР-2 тяговых электродвигателей электровозов ВЛ22, ВЛ23, ВЛ8, ВЛ10, ВЛ11»
ТИ 298 «Капитальный ремонт якорей с полной заменой обмотки тяговых электродвигателей ЭДТ-200Б,ЭД-107,ЭД-107А тепловозов в условиях депо»
ТИ 300 «Ремонт коренных подшипников и коленчатого вала дизелей 2Д100и 10Д100»
ТИ 302 «Ремонт вертикальной передачи дизелей 2Д100 и 10Д100»
ТИ 304 «Ремонт вентиляторов охлаждения тяговых электродвигателей тепловозов 2ТЭ10Л, 2ТЭ10В, ТЭП10Л, ТЭ10, ТЭП10, ТЭ3, ТЭ7»
ТИ 306 «Ремонт валов приводов силовых механизмов тепловозов ТЭ10, ТЭП10,2ТЭ10Л,ТЭП10Л и 2ТЭ10В»
ТИ308 «Ремонт шатунно-поршневой группы дизелей 2Д100 и 10Д100»
ТИ 310 «Реостатные испытания тепловозов типа ТЭ10»
ТИ312 «Техническое обслуживание и текущий ремонт главных генераторов типа МПТ-99/47А ГП-311Б, ГП-311В, ГП-300, ГП-312»
ТИ313 «Текущий ремонт электроаппаратуры тепловозов ТЭ3, 2ТЭ10Л, М62, ТЭП60, ТЭМ1, ТЭМ2 (I редакция)»
ТИ 315 «Ремонт распределительных редукторов тепловозов ТЭ10,ТЭП10, 2ТЭ10,ТЭП10Л,2ТЭ10Л и 2ТЭ10В»
ТИ 317 «Техническое обслуживание и текущий ремонт локомотивных скоростимеров типа 3СЛ-2М» 1983г.
ТИ318 «Техническое обслуживание и текущий ремонт двухмашинных агрегатов тепловозов типа ТЭ10, ТЭП60, М62, ТЭ3, ТЭМ1, ТЭМ2, ТЭ1, ТЭ2»
ТИ 319 «Ремонт топливного насоса дизелей 2Д100 и 10Д100»
ТИ 320 «Ремонт масляных насосов дизелей типа Д100»
ТИ 321 «Ремонт гидромеханического редуктора тепловозов ТЭ3, ТЭ7»
ТИ 323 «Ремонт секций, жалюзи и утеплительных чехлов холодильника тепловозов ТЭ3 и ТЭ10»
ТИ 324 «Ремонт привода вентилятора холодильника тепловозов ТЭ10, ТЭП10, 2ТЭ10, ТЭП10Л, 2ТЭ10Л, 2ТЭ10В»
ТИ 326 «Ремонт регуляторов частоты вращения всережимного и объединенного дизелей типа Д100»
ТИ 330 «Технологическая инструкция по ремонту воздухоохладителей дизелей 10Д100»
ТИ 331 «Ремонт привода масляного и водяного насосов и регулятора дизелей Д100»
ТИ332 «Ремонт теплообменников тепловозов 2ТЭ10Л и 2ТЭ10В»
ТИ 334 «Деповской ремонт устройства автоматической локомотивной сигнализации непрерывного типа (АЛСН)» 1983г.
ТИ 337 «Единая технология на перезаливку вкладышей подшипников коленчатого вала дизелей типа Д 100»
ТИ 339 «Технологическая инструкция на ремонт, уход и содержание песочниц на тепловозах (1редакция)»
ТИ 344 «Ремонт глушителя, выхлопных коллекторов и выхлопных коробок дизелей типа Д100»
ТИ 346 «Технологическая инструкция по ремонту тахогенераторов при текущем ремонте электровозов ВЛ80т, ВЛ80с» 1982г.
ТИ 351 «Ремонт лопастных насосов тепловозов»
ТИ 400 «Техническое обслуживание ТО-3 гильз цилиндров и поршней дизеля типа Д100»
ТИ 401 «Техническое обслуживание ТО-3 картера дизеля Д100»
ТИ 402 «Техническое обслуживание ТО-3 вертикальной передачи дизелей типа Д100»
ТИ 403 «Техническое обслуживание ТО-3 нагнетателя II ступени и воздухоохладителя дизеля 10Д100»
ТИ 404 «Техническое обслуживание ТО-3 турбокомпрессоров ТК-34»
ТИ 407 «Техническое обслуживание ТО-3 тяговых электродвигателей тепловозов 2ТЭ10Л, 2ТЭ10В,ТЭ3»
ТИ 410 «Опрессовка водяной системы дизеля типа Д100»
ТИ 411 «Техническое обслуживание ТО-3 пневматического тормозного оборудования тепловозов 2ТЭ10Л и ТЭ3»
ТИ 413 «Ремонт коленчатого вала, демпфера и муфты соединительной дизеля 1А-5Д49»
ТИ 415 «Техническое обслуживание ТО-3 и текущие ремонты выпрямительных установок УВКТ-5У2 и блоков БВК-1012 тепловозов серии 2ТЭ116»
ТИ 416 «Техническое обслуживание ТО-3 и текущий ремонт кожухов тяговой передачи тепловозов ТЭ3,2ТЭ10Л,М62,2ТЭ10В,2ТЭ116,ТЭМ1,ТЭМ2»
ТИ 417 «Технология применения клеевых композиций при ремонте деталей локомотивов» 1978г.
ТИ 418 «Ремонт охладителя масла дизеля1А-5Д49»
ТИ 419 «Применение эластомера ГЭН-150(В) при ремонте деталей и узлов локомотивов»
ТИ 420 «Технологическая инструкция на техническое обслуживание и ремонт аппаратов и устройств электропневматического тормоза локомотивов и моторвагонного подвижного состава» 1978г.
ТИ 421 «Технологическая инструкция осмотр, ремонт и поверка электронных счетчиков типа Ф440» 1982г.
ТИ 425 «Техническое обслуживание и текущие ремонты полупроводниковых преобразовательных установок отечественных электровозов переменного тока»
ТИ 426 «Ремонт компрессоров типа ЭК-7»
ТИ 427 «Технологическая инструкция по обеспечению гарантированных осевых зазоров в задних подшипниках букс электровозов ЧС4»
ТИ 428 «Ремонт и упрочнение стеклопластиковых кожухов зубчатых передач электровозов ВЛ10,ВЛ11,ВЛ80 всех индексов»
ТИ 430 «Ремонт турбокомпрессора 6ТК»
ТИ 431 «Безразборная промывка лабиринтов турбокомпрессоров ТК-34 (Дополнение к ТИ 275 )»
ТИ 432 «Ремонт охладителя наддувочноговоздуха дизеля 1А-5Д49»
ТИ 436 «Технология вклейки в стенке дугогасительных камер контакторов и выключателей вставок из микалекса»
ТИ 440 «Ремонт привода тахометра дизеля 1А-5Д49»
ТИ 441 «Техническое обслуживание ТО-3 и текущие ремонты вспомогательной электроаппаратуры тепловоза 2ТЭ116»
ТИ 442 «Ремонт привода компрессора тепловоза 2ТЭ116»
ТИ 443 «Ремонт коллекторов и труб выпускных дизеля 1А-5Д49»
ТИ 445 «Техническое обслуживание ТО-2 и текущий ремонты электронных блоков управления выпрямительно-инверторных преобразователей (БУВИП) электровоза ВЛ80р»
ТИ 446 «Ремонт механизма управления топливными насосами и предельного выключателя дизеля 1А-5Д49»
ТИ 448 «Техническое обслуживание и ремонт системы управления выпрямительной установкой ВВЭ-250/250»
ТИ 456 «Технологическая инструкция изготовление и монтаж полиэтиленовых труб в сифонных узлах резервуаров установок пожаротушения тепловозов и дизель поездов»
ТИ 461 «Монтаж и эксплуатация сменных двухступенчатых фильтроэлементов из синтетических материалов в фильтрах грубой очистки топлива на тепловозах 2ТЭ10М и ТЭ3»
ТИ 463 «Ремонт вентилятора охлаждения тягового генератора тепловоза 2ТЭ116»
ТИ 465 «Ремонт шатунно-поршневой группы, втулки и крышки цилиндра дизеля 14Д40»
ТИ 466 «Ремонт валов коленчатых и коренных подшипников дизелей 14Д40и 11Д45»
ТИ 467 «Ремонт антивибратора дизеля 14Д40»
ТИ 475 «Ремонт водяного насоса дизеля 14Д40»
ТИ 480 «Наладка рекуперативной схемы электровозов постоянного тока в локомотивных депо»
ТИ 481 «Техническое обслуживание ТО-2 и текущий ремонты блоков системы формирования импульсов выпрямительно-инверторного преобразователя БСФИ ВИП электровоза ВЛ80р»
ТИ 482 «Техническое обслуживание и ремонт электропневматических контакторов отечественных электровозов постоянного тока»
ТИ 483 «Техническое обслуживание и ремонт электропневматических контакторов отечественных электровозов переменного тока» 1982г.
ТИ 484 «Осмотр и ремонт электромагнитных контакторов при технических обслуживаниях и текущих ремонтах отечественных электровозов постоянного тока»
ТИ 485 «Капитальный ремонт электродвигателей НБ-430А и НБ-431 в условиях локомотивных депо»
ТИ 490 «Техническое обслуживание и текущий ремонт электродвигателя ДК-409»
ТИ 491 «Предупреждение разжижения дизельного масла топливом на дизелях 10Д100 тепловозов типаТЭ10»
ТИ 493 «Техническое обслуживание и ремонт быстродействующих выключателей БВЭ-2 и быстродействующих контакторов БК-78Т»
ТИ 496 «Техническое обслуживание и ремонт противобоксовочной защиты электровозов ВЛ60к» 1984г.
ТИ 497 «Техническое обслуживание и ремонт электромагнитных контакторов отечественных электровозов переменного тока и двойного питания»
ТИ 498 «Подготовка исключенного из инвентаря тягового подвижного состава к сдаче в металлолом» 1984г.
ТИ 499 «Подготовка и вклейка вставок из микалекса в стенки и перегородки дугогасительных камер быстродействующих выключателей типа БВП-105»
ТИ 501 «Технологическая инструкция по техническому обслуживанию и ремонту авторежимов» 1984г.
ТИ 502 «Нанесение антикоррозийного покрытия на внутренние поверхности резервуаров установок пенного пожаротушения тепловозов типов ТИП08, ТЭ3, ТЭ10, ТЭП60»
ТИ 505 «Очистка секций радиатора холодильника тепловозов методом пневмогидроудара без снятия с тепловоза»
ТИ511 «Восстановление изношенной резьбы в остове тягового электродвигателя ЭД-118А»
ТИ 512 «Техническое обслуживание и текущие ремонты челюстных тележек тепловозов ТЭ3,ТЭ7, ТЭ10, 2ТЭ10Л, ТЭМ1, ТЭМ2, ТЭМ2А, М62, ТЭП10»
ТИ 513 «Восстановление разбега тягового электродвигателя на оси колесной пары тепловозов М62, 2М62, ТЭМ2А»
ТИ 567 «Тепловоз ТЭП-70 Валопровод к редуктору гидронасосов. Редуктор гидронасосов. Гидромашина МИ 250/100. Техническое обслуживание и текущий ремонт»
ТИ 673 «Техническое обслуживание и ремонт контакторов 1КП-003, 1КМ.015,1КМ.016»
ТИ 676 «Техническое обслуживание ТО-2 электровозов ЧС2, ЧС2Т, ЧС4, ЧС4Т, ЧС6, ЧС7, ЧС8, ЧС200, работающих в скоростном движении»
ТИ 678 «Техническое обслуживание и ремонт контроллеров машиниста отечественных электровозов переменного тока»
ТИ 681 «Техническое обслуживание и текущий ремонт блока световой сигнализации при желтом с красным огне на локомотивном светофоре типа Л143» 1988г.
ТИ 686 «Монтаж и эксплуатация сменных фильтрующих элементов в фильтрах тонкой и грубой очистки топлива на тепловозах типа ТЭ10, М62, 2ТЭ116 и ТЭ3»
ТИ 695 «Техническое обслуживание и ремонт БУРТ-12, БУРТ-125 и БИ-940 электровозов ВЛ80т, ВЛ80с»
ТИ 696 «Техническое обслуживание и текущий ремонт «блока включения ЭПТ при экстренном торможении типа Л175» 1989г.
ТИ 697 «Ремонт места установки поглощающего аппарата автосцепного устройства в буферном брусе электровозов ВЛ10, ВЛ11, ВЛ80, ВЛ60, ВЛ15, ВЛ85»
ТИ 700 «Техническое обслуживание и ремонт токоприемников электровозов ЧС-4, ЧС-4Т, ЧС-8»
ТИ 701 «Техническое обслуживание и ремонт блоков управления реостатным торможением БУРТ-16 электровозов ВЛ80т, ВЛ80с»
ТИ 702 «Техническое обслуживание и ремонт блоков управления выпрямительно-инверторными преобразователями БУВИП-133 и панелей питания ПП-290 электровозов ВЛ80р, ВЛ85»
ТИ 704 «Турбокомпрессор PDH-50V. Инструкция по техническому обслуживанию и текущему ремонту»
ТИ 708 «Техническое обслуживание и текущий ремонт устройства контроля бдительности типа Л116»
ТИ 709 «Техническое обслуживание и ремонт тяговых трансформаторов отечественных электровозов переменного тока и двойного питания»
ТИ 711 «Топливные насосы дизелей типа Д100 и Д49, 11Д45, 14Д40, ПД1М, К6S310ДR»
ТИ 714 «Техническое обслуживание и текущие ремонты механической части электровозов ВЛ10, ВЛ11, ВЛ80, ВЛ82» 1992г
ТИ 719 «Техническое обслуживание и текущие ремонты механической части электровозов ВЛ15, ВЛ85» 1993г
ТИ 720 «Техническое обслуживание и текущий ремонт электронно-блочной аппаратуры электропоездов ЭР9в/и»
ТИ 721 «Эластичная муфта привода вспомогательного оборудования тепловозов типа М62. Технологическая инструкция по техническому обслуживанию и техническому ремонту»
ТИ 722 «Техническое обслуживание и ремонт тягового электродвигателя 5АL4442nP электровозов ЧС8»
ТИ 723 «Редуктор с нагнетателем дизеля14Д40У2. Технологическая инструкция по техническому обслуживанию и текущему ремонту»
ТИ 724 «Техническое обслуживание и ремонт разрядников и ограничителей перенапряжений электровозов переменного тока» 1993г.
ТИ 725 «Техническое обслуживание и текущий ремонт электронно-блочной аппаратуры управления тепловозов 2ТЭ116
ТИ 727 «Техническое обслуживание и текущий ремонт асинхронных электродвигателей АЭ92-4, АЭ92-402, АНЭ225L 4УХЛ2» 1994г.
ТИ 728 «Техническое обслуживание и ремонт тягового электродвигателяТЛ-3»
ТИ 729 «Техническое обслуживание и текущие ремонты ТР-1,ТР-2 тележек электровозов ЧС7,ЧС8»
ТИ 731 «Определение и регулирование развески электровозов ВЛ10в/и, ВЛ80в/и, ВЛ11, ВЛ82» 2000г.
ТИ 732 «Обработка триботехническим составом «НИОД» деталей и узлов локомотивных компрессоров»
ТИ 733 «Обработка триботехническим составом»НИОД» зубчатой передачи тяговых редукторов локомотивов»
ТИ 734 «Обработка триботехническим составом РВС деталей и узлов локомотивных компрессоров»
ТИ 735 «Обработка триботехническим составом «РВС» тепловозных двигателей»
ТИ 736 «Обработка триботехническим составом <<НИОД>> тепловозных двигателей»
ТИ 737 «Определение и регулирование развески электровозов ВЛ15, ВЛ85, ВЛ60, ЭП-1»
ТИ 738 «Определение и регулирование развески электровозов серии ЧС»
ТИ 739 «Определение и регулирование развески тепловозов»
ТИ 743 «Техническое обслуживание ТО-2 электровоза ЧС2к»
ТИ 745 «Обыкновенное и полное освидетельствование колесных пар со сменой бандажей электровозов ЧС2К»
ТИ 748 «Технологическая инструкция ремонт буксового узла колесной пары тепловоза ЧМЭ3»
ТИ 749 «Регулирование развески локомотивов»
ТИ 750 «Текущий ремонт ТР электровоза ЧС2К»
ТИ 751 «Обыкновенное и полное освидетельствование колесных пар со сменой бандажей тепловозов ЧМЭ3»
ТИ 752 «Техническое обслуживание и ремонт тягового электродвигателя НБ-514»
ТИ 753 «Техническое обслуживание и ремонт тяговых электродвигателей AL4846еТэлектровозов ЧС2»
ТИ 754 «Техническое обслуживание и ремонт тягового электродвигателя НБ-418»
ТИ 756 «Техническое обслуживание и текущие ремонты механической части электровозов ВЛ10, ВЛ11, ВЛ80, ВЛ82» 2004г.
ТИ 765 «Обыкновенное освидетельствование колесных пар отечественных грузовых и маневровых тепловозов»
ТИ 768 «Обыкновенное освидетельствование колесных пар электровоза ЭП-1» 2005г.
ТИ 769 «Обыкновение освидетельствование колесных пар тепловоза ТЭП70»
Инструкции ЦТ
ЦТ-6 Общие технические требования к противопожарной защите тягового подвижного состава.
ЦТ-21-01 Методические рекомендации по предупреждению электротравматизма локомотивных бригад при осмотре крышевого оборудования электровозов, электропоездов и тепловозов.
ЦТ-31 О внесении изменений в положение о приемщике.
ЦТ-40 Положение о локомотивной бригаде ОАО «РЖД».
ЦТ-44 Типовой устав локомотивного депо железной дороги.
ЦТ-59/р «Об утверждении «Памятки машинисту локомотива по предупреждению случаев обрывов автосцепок в грузовых поезда»
ЦТ-67 Положение о приемщике локомотивов Дирекции тяги-филиала ОАО «РЖД».
ЦТ-291 Инструкция о порядке расследования и учета случаев порч, неисправностей, непланового ремонта, повреждений и отказов локомотивов и моторвагонного подвижного состава.
ЦТ-310 Инструкция о порядке пересылки локомотивов и моторвагонного подвижного состава.
ЦТ-329 Инструкция по формированию, ремонту и содержанию ко-лесных пар тягового подвижного состава железных дорог колеи 1520 мм.
ЦТ-330 Инструкция по техническому обслуживанию и ремонту узлов с подшипниками качения локомотивов и моторвагонногоподвижного состава.
ЦТ-336 Инструкция по сварочным и наплавочным работам при ремонте тепловозов, электровозов, электропоездов и дизель-поездов .
ЦТ-342 Положение о техническом знаке российских железных дорог для локомотивов и моторвагонного подвижного состава.
ЦТ-397 Инструкция по эксплуатации комплексов средств сбора и регистрации данных кпд-3 и расшифровке диаграммных лент.
ЦТ-401 Должностная инструкция дежурному по основному, оборотному локомотивному депо, пункту оборота локомотивов и подмены локомотивных бригад.
ЦТ-468 Правила технического обслуживания и текущего ремонта тепловозов 2ТЭ116.
ЦТ-479 Правила текущего ремонта и технического обслуживания электропоездов.
ЦТ-519 Правила технического обслуживания и текущего ремонта тепловозов ТЭМ2, ТЭМ2А, ТЭМ2У, ТЭМ2УМ.
ЦТ-533 Инструкция по техническому обслуживанию, ремонту и испытанию тормозного оборудования локомотивов и моторвагонного подвижного состава.
ЦТ-535 Типовая инструкция по охране труда для слесарей по ремонту электроподвижного состава ТОИ Р-32-ЦТ-535-98.
ЦТ-555 Типовая инструкция по охране труда для локомотивных бригад.
ЦТ-594 Должностная инструкция машинисту-инструктору бригад путевых машин и моторно-рельсового транспорта.
ЦТ-613 Инструкция по эксплуатации локомотивных скоростемеров зсл-2м приводов к ним и по расшифровке скоростемерных лент.
ЦТ-635 Правила текущего ремонта и технического обслуживания электровозов переменного тока.
ЦТ-647 Инструкция о порядке эксплуатации, технического обслуживания и ремонта локомотивов, использующихся в пассажирском движении.
ЦТ-685 Инструкция по техническому обслуживанию электровозов и тепловозов в эксплуатации.
ЦТ-725 Правила текущего ремонта и технического обслуживания электровозов постоянного тока.
ЦТ-775 Инструкция по постановке, консервации и содержанию локомотивов и моторвагонного подвижного состава в запасе МПС России и резерве железной дороги.
ЦТ-781 Инструкция о порядке и методах измерений при учетных операциях с нефтепродуктами на предприятиях МПС.
ЦТ-814 Инструкция по подготовке к работе и техническому обслуживанию электровозов в зимних и летних условиях.
ЦТ-833 Типовая инструкция по охране труда для машиниста пескоподающей Установки.
ЦТ-835 Типовая инструкция по охране труда для работников баз топлива и нефтепродуктов.
ЦТ-901 Инструкция о порядке пользования локомотивной аппаратурой системы автоматического управления торможением поездов САУТ-Ц.
ЦТ-902 Инструкция по техническому обслуживанию локомотивной аппаратуры системы автоматического управления торможением поездов САУТ-Ц.
ЦТ-911 Типовая инструкция по охране труда для работников химико-технических лабораторий федерального железнодорожного транспорта.
ЦТ-912 Положение о машинисте-инструкторе локомотивных бригад.
ЦТ-922 Положение о технике по расшифровке лент скоростемеров.
ЦТ-926 Отраслевые правила по охране труда на базах твердого топлива железных дорог.
ЦТ-950 Инструкция о порядке присвоения восьмизначных идентификационных номеров тяговому подвижному составу.
ЦТ-2315 Правила передачи локомотивов и моторвагонного подвижного состава с одной железной дороги на другую.
ЦТ-2510 Положение о локомотивном депо железной дороги.
ЦТ-4221 Инструкция о порядке перенумерования тягового подвижного состава.
ЦТ-4418 Инструкция о порядке исключения из инвентаря железных дорог тягового подвижного состава.
ЦТ-4443 Технические требования на переоборудование (реконструкцию) базы запаса паровозов для обеспечения хранения.
ЦТ-4651 Инструкция о порядке пользования устройством контроля бдительности машиниста УКБМ в системе автоматической локомотивной сигнализации АЛСН.
ЦТ-4710 Инструкция о порядке пользования локомотивными устройствами унифицированной системы автоматического управления тормозами (САУТ-У).
ЦТ-БД-35 Рекомендации по минимизации случаев образования ползунов и наваров на колесных парах пассажирских вагонов.
ЦТВР-205 Правила капитального ремонта тепловозов типа ТЭМ1, ТЭМ2 .
ЦТ-ЦТВР-147 Правила капитального ремонта КР1 и КР2 дизель поездов типа ДР-1 и их моторных и прицепных вагонов .
ЦТРТ-14/97 Технические указания по подготовке, эксплуатации и обслуживанию тепловозов и дизель поездов в зимних условиях.
ЦТК-10-2001 Положение по устройству и содержанию домов и комнат отдыха локомотивных бригад.
ЦТлб-3/2 Типовая должностная инструкция машинисту электровоза эксплуатационного локомотивного депо ОАО «РЖД».
ЦТлб-3/3 Типовая должностная инструкция машинисту тепловоза эксплуатационного локомотивного депо ОАО «РЖД».
ЦТлб-3/4 Типовая должностная инструкция помощника машиниста электровоза эксплуатационного локомотивного депо ОАО «РЖД».
ЦТлб-3/5 Типовая должностная инструкция помощника машиниста тепловоза эксплуатационного локомотивного депо ОАО «РЖД».
ЦТлб-3/6 Типовая должностная инструкция машинисту инструктору локомотивных бригад эксплуатационного локомотивного депо ОАО «РЖД».
ЦТ-18/6 Технологическая инструкция по ультразвуковому контролю бандажей колес локомотивов после их обточки.
ЦТРтр-36/12 «Инструкция по ультразвуковому контролю деталей колесных пар электровозов серии Э5К, 2ЭС5К, 2ЭС4К, ЭП2К, 2ЭС6»
ЦТРтр-36/8-1 «Инструкция по ультразвуковому контролю валов якорей тяговых электродвигателей локомотивов с использованием унифицированных стандартных образцов СО-2 или СО-3Р»
ЦТтех-36/7 «Технологическая инструкция по ультразвуковому контролю деталей электровоза серии ЭП-1»
ЦТ-ЦВ-ЦЛ-590 Инструкция по восстановлению и упрочнению индукционно-металлургическим способом деталей узлов трения подвижного состава.
ЦТ-ЦП-ЦВ-581 Правила надзора за воздушными резервуарами подвижного состава железных дорог российской федерации.
ЦТ-ЦТВР-409 Основные условия ремонта и модернизации тягового подвижного состава, узлов и агрегатов на ремонтных заводах МПС России.
ЦТ-ЦТВР-4677 Правила ремонта электрических машин тепловозов .
ЦТ-ЦТВР-4782 Правила ремонта электрических машин электроподвижного состава.
ЦТ-ЦУВС-ЦТВР-4806 Инструкция о порядке проведения работ по оценке качества кабин отремонтированных локомотивов на соответствие санитарно-гигиеническим требованиям.
ЦТ-ЦУО-175 Инструкция по обеспечению пожарной безопасности на локомотивах и моторвагонном подвижном составе.
ЦТ-ЦШ-659 Инструкция по техническому обслуживанию комплексного локомотивного устройства безопасности.
ЦТ-ЦШ-857 Инструкция по техническому обслуживанию автоматической локомотивной сигнализации непрерывного типа (АЛСН) и устройств контроля бдительности машиниста .
ЦТ-ЦШ-889 Инструкция о порядке пользования автоматической локомотивной сигнализацией непрерывного типа (АЛСН) и устройствами контроля бдительности машиниста.
ЦТ-ЦШ-907 Инструкция по эксплуатации комплексного локомотивного устройства безопасности.
ЦТ-ЦЭ-844 Инструкция о порядке использования токоприемников электроподвижного состава при различных условиях эксплуатации.
ЦТ-ЦЭ-860 Инструкция о порядке действий локомотивных бригад и работников дистанций электроснабжения при повреждениях токоприемников контактной сети и комиссионном их рассмотрении.
ЦУВС-552 Инструкция О порядке организации и проведения предрейсовых медицинских осмотров работников локомотивных бригад.
ЦУКС-788 Инструкция о порядке осмотров зданий и сооружений, эксплуатируемых организациями федерального железнодорожного транспорта.
ЦУО-112 Правила пожарной безопасности на железнодорожном транспорте.
ЦУО-130 Инструкция по служебному расследованию, учету пожаров и последствий от них на железнодорожном транспорте.
ЦУО-286 Инструкция о порядке служебного расследования и учета на железнодорожном транспорте несчастных случаев с людьми, не связанных с производством.
ЦЧУ-250 Инструкция по учету наличия, состояния и использования локомотивов и моторвагонного подвижного состава.
ЦЧУ-493 Инструкция по составлению отчетности о выполнении установленной продолжительности непрерывной работы локомотивных бригад грузового движения.
ЦЧУ-919 Инструкция по учету выполнения графика движения пассажирских, пригородных и грузовых поездов.
ЦЧУ-4832 Инструкция по заполнению маршрутов машиниста.
ЦЧУЛ-68 Инструктивные указания о порядке составления учетных форм по локомотивному хозяйству.
ЦШ-ЦТ-907 Инструкция по эксплуатации комплексного локомотивного устройства безопасности.
Ш-280У О порядке служебного расследования случаев внезапной смерти работников, обеспечивающих движение поездов.
Ш-895у Указание об учете локомотивов и моторвагонного подвижного состава, прошедших капитальный ремонт КРП.
Другие инструкции
Правила технической эксплуатации железных дорог Российской Федерации (ПТЭ с изменениями от 01.09.2016г)
«Инструкция по осмотру, освидетельствованию, ремонту и формированию колесных пар локомотивов и моторвагонного подвижного состава железных дорог колеи 1520 мм» утвержденная Распоряжением ОАО «РЖД» №2631р от 22 декабря 2016г.
Колесные пары тягового подвижного состава железных дорог колеи 1520 мм. Руководство по эксплуатации, техническому обслуживанию и ремонту КМБШ.667120.001РЭ.
«Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог» утвержденное распоряжением ОАО «РЖД» №2745р от 28 декабря 2010г
«Правила технического обслуживания тормозного оборудования и управления тормозами железнодорожного подвижного состава» утвержденные Советом по железнодорожному транспорту государств-участников Содружества (протокол от «6-7» мая 2014г №60) (Взамен ЦТ-ЦВ-ЦЛ-ВНИИЖТ-277 с изменениями от 19.05.2016г.)
«Инструкция по применению смазочных материалов в локомотивах и моторвагонном подвижном составе» 01ДК.421457.001 И.
«Руководство по техническому обслуживанию, ремонту и испытанию тормозного оборудования локомотивов и моторвагонного подвижного состава» утвержденное распоряжение ОАО «РЖД» от 12 мая 2015 г. №1191р (Дополнение инструкции ЦТ-533)
«Инструкция по подготовке к работе и техническому обслуживанию электровозов в зимних и летних условиях» утвержденное распоряжением ОАО «РЖД» №77р от 20 января 2012г
ТИ №62763926.021.73.001/2010 «Технологическая инструкция по обмывке кузовов грузовых, пассажирских и маневровых локомотивов»
РК 103.11.369-2005 Инструкция по обкаточным испытаниям после заводского ремонта электровозов переменного и постоянного тока.
РД 32 103.929-93 Испытание электровозов серии ЧС4, ЧС4Т после капитальных ремонтов КР-1, КР-2.
103.25200.60025 «Технологическая инструкция на капитальный ремонт вентильных разрядников типа РВЭ-25М и РВМК-IV-VM-VI»
ТИ 103.11394-2005 «Технологическая инструкция по восстановлению вкладышей МОП тепловозов ЧМЭ3»
«Технологическая инструкция по заливке моторно-осевых подшипников локомотивов баббитом Б16»
И 103.11.379-2005 «Инструкция по обкаточным испытаниям тепловозов после среднего и капитального ремонта»
103.25200.60027 «Технологическая инструкция на капитальный ремонт электрических печей типа ПЭТ и электрокалориферов»
H613 Ин «Модернизация электропневматического клапана автостопа»
Р1224 Ин «Модернизация электропневматического клапана автостопа»
P1835 Ин «Установка верхних рукояток бдительности РБв (РБС)»
Р1634 «Каталог деталей тепловоза ТЭМ2, подлежащих неразрушающему контролю»
Р1487 «Технологическая инструкция и каталог норм выхода лома цветных металлов при разделке списанных тепловозов»
Технологическая инструкция по обмывке кузовов грузовых, пассажирских и маневровых локомотивов ТИ №62763926.021.73.001/2010
Инструкция по эксплуатации локомотивных устройств безопасности №Л230 от 19.10.2016г.
ПОТ РО-32-ЦТ-668-99 «Правила по охране труда при техническом обслуживании и текущем ремонте тягового подвижного состава и грузоподъемных кранов на железнодорожном ходу»
ТОИ Р-32-ЦТ-833–01 «Типовая инструкция по охране труда для машиниста пескоподающей установки»
ТОИ Р-32-ЦТ-728-99 «Типовая инструкция по охране труда для слесаря по ремонту тепловозов и дизель-поездов»
ТОИ Р-32-ЦТ-832-01 «Типовая инструкция по охране труда для экипировщика локомотивов»
ТИ РО-13153-ЦТ-911-02 «Типовая инструкция по охране труда для работников химико-технических лабораторий федерального железнодорожного транспорта»
ИОТ РЖД – 4100612 – ЦТ – 115 – 2017 «Инструкция по охране труда для локомотивных бригад ОАО «РЖД» Утвержденная распоряжением ОАО «РЖД» №2585р от 12.12.2017г»
ПОТ РЖД – 4100612 – ЦТ – 103 – 2017 «Правила по охране труда при эксплуатации локомотивов ОАО «РЖД» Утвержденная распоряжением ОАО «РЖД» №2050р от 09.10.2017г»
ИОТ РЖД-4100612-ЦТ-031-2014 «Инструкции по охране труда машинистов локомотивов, работающих без помощников машинистов при эксплуатации локомотивов ОАО «РЖД»
Содержание
- Руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских вагонов
- Страницы работы
- Содержание работы
- Руководства по ремонту приводов
- 1. ОБЩИЕ ПОЛОЖЕНИЯ
- 2. ПОДГОТОВКА К КАПИТАЛЬНОМУ РЕМОНТУ
- 3. НАРУЖНЫЙ ОСМОТР И ПРОВЕРКА РАБОТЫ ПРИВОДА
- 4. РЕМОНТ СИЛОВОГО ОРГАНА ПРИВОДА
Руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских вагонов
Страницы работы
Содержание работы
1.1 Настоящее руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских вагонов распространяется на ремонт редукторно-карданных приводов от торца и средней части оси колесной пары, выполняемый при ремонте пассажирских цельнометаллических вагонов всех типов, а также на централизованный ремонт одиночных редукторно-карданных приводов, выполняемый по отдельным договорам.
1.2 Руководство по ремонту редукторно-карданных приводов определяет:
а) порядок демонтажа, осмотра, ремонта, испытания и монтажа редукторно-карданных приводов;
б) нормы и технические требования, предъявляемые к редукторно-карданным приводам после ремонта.
1.3 Ремонт редукторно-карданных приводов должен производиться в депо и на заводах, имеющих обязательный минимум оборудования, приспособлений, измерительного инструмента, перечисленного в приложении А к настоящему Руководству.
1.4 Демонтаж, комплектование и монтаж редукторно-карданных приводов на буксовый узел колесной пары должен выполняться в присутствии работника редукторного отделения колесного цеха депо или завода, имеющего право производства полной ревизии букс с роликовыми подшипниками и сдавшего испытания в знании настоящего Руководства.
1.5 К ремонту редукторно-карданных приводов допускаются лица, имеющие квалификацию не ниже 4-го разряда, а также сдавшие испытания в
знании настоящего Руководства. Периодичность испытаний — один раз в два года. В состав комиссии по приему испытаний должны входить: главный инженер депо или завода, инспектор-приемщик, мастер редукторного участка, инженер-технолог.
1.6 При составлении Руководства были учтены рекомендации вагоностроительных заводов, опыт эксплуатации и ремонта редукторно-карданных приводов на вагоноремонтных заводах и депо. Кроме того, используются руководящие материалы ОАО «РЖД», а также следующая документация:
а) «Руководство по деповскому ремонту подвагонного генератора» ТУ 081 ПКБ ЦВ;
б) «Руководство по техническому обслуживанию электрооборудования» 019 ПКБЦЛ-04 РЭ;
в) Технические указания и технологические процессы ремонта редукторно-карданных приводов всех типов от средней части оси, от торца оси; ПКТБ по вагонам;
г) «Инструкция по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар» ЦВ/3429;
д) «Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками» 3-ЦВРК;
е) «Детали грузовых и пассажирских вагонов. Методика испытаний на растяжение » 656-2000 ПКБ ЦВ;
ж) «Неразрушающий контроль деталей вагонов. Общее положение. Руководящий документ» РД 32.174-2001;
з) «Феррозондовый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.149-2000;
и) «Вихретоковый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.150-2000;
к) «Магнитопорошковый метод неразрушающего контроля деталей вагонов. Руководящий документ» РД 32.159-2000;
л) «Инструкция по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов» № ЦЛ-201-03;
м) Альбом чертежей механизмов и приспособлений, применяемых при ремонте редукторно-карданных приводов вагонных генераторов, ПКБ ЦВ и ПКТБ по вагонам;
н) Книга Л. В. Терешкина «Приводы генераторов пассажирских вагонов» изд. «Транспорт», 1990г.
о) Инструкции поставщиков вагонов ОАО ТВЗ и Германии и поставщиков отдельных узлов приводов.
Кроме того, при составлении настоящего Руководства учтены указания
ОАО «РЖД», касающиеся изменений конструкции или ремонтных нормативов.
1.7 В случае, когда отдельные нормативы и требования к ремонту деталей и узлов редукторно-карданных приводов не отражены в настоящем Руководстве, начальнику и главному инженеру депо или завода совместно с зам. ВЧД или начальником ОТК завода предоставляется право под их личную ответственность решать самостоятельно вопросы в части нормативов и методов ремонта деталей, исходя из технической целесообразности и безусловного обеспечения безопасности движения поездов и срока службы деталей и узлов, с уведомлением об этом ОАО «РЖД», ЦЛД, Дирекции «Вагонреммаш» для решения вопроса о внесении изменений в настоящее Руководство. При этом устанавливается контроль за приводом в эксплуатации.
1.8 Настоящее Руководство разработано взамен Руководства по заводскому ремонту редукторно-карданных приводов вагонных генераторов пассажирских ЦМВ Л2.003/12-4694 РВ.
1.9 Ремонт редукторно-карданных приводов типа РК (модификации РК-1, РК-1В, РК-6 и типа ФАГА-II должен производиться в соответствии с Руководством Л2.003/12-4694 РВ
2 Организация ремонта приводов вагонных генераторов
2.1 Отделение по ремонту приводов вагонных генераторов должно размещаться вблизи монтажного отделения колесного цеха. Расположение и планировка отделений должны предусматривать поточность технологических процессов и сокращение путей транспортировки деталей и узлов при их ремонте.
2.2 Наличие оборудования и организация работы в отделении должны обеспечивать ремонт всех типов приводов вагонных генераторов, поступающих в депо или на завод.
2.3 Отделение по ремонту приводов должно состоять из демонтажно-моечного, ремонтно-комплектовочного, монтажного и испытательного участков.
2.4 Демонтажно-моечный участок
2.4.1 Демонтажно-моечный участок предназначен для производства предварительных испытаний с целью обнаружения дефектов перед обмывкой, а также для разборки и промывки приводов. Участок должен быть оборудован повышенным рельсовым путем (от 350 до 400 мм выше уровня пола) и стендом для испытания редукторов.
Длина пути должна быть достаточной для перекатки колесных пар при осмотре их элементов.
2.4.2 Для транспортировки колесных пар в сборе, а также узлов приводов должны использоваться кран-балки грузоподъемностью от 2,5 до 3,2 т или механизированные тележки. Для передачи деталей приводов подвагонных генераторов применяются также электрокары, консольные краны и специальные тележки.
2.4.3 На участке устанавливаются стенды для разборки редукторов, устройства для магнитной дефектоскопии деталей, гидропрессы, моечные машины и ванны для промывки деталей приводов, необходимое количество стеллажей, рольгангов.
2.4.4 Моечные машины должны быть установлены в изолированном помещении демонтажно-моечного участка или иметь соответствующее ограждение. Температура моющего раствора должна быть в пределах от плюс 50 до плюс 60 °С. Промывку необходимо производить моющим раствором, содержащим от 2 до 3% каустической соды, с последующей обмывкой чистой водой (для деталей редукторно-карданного привода, кроме ролико- и шарикоподшипников).
Машины должны быть обеспечены устройствами для очистки и повторного использования моющих растворов.
Моющие растворы, используемые при обмывке и обезжиривании деталей редукторно-карданного привода, изготовленных из резины, должны иметь состав согласно таблице 1.
Источник
Руководства по ремонту приводов
РУКОВОДСТВО
ПО КАПИТАЛЬНОМУ РЕМОНТУ ПРУЖИННОГО ПРИВОДА
ПП-67 (ПП-61)
Главный инженер Рижского опытного завода Латвэнерго П.БРУНС 30 июля 1974 г.
Главный инженер Главэнергоремонта Минэнерго СССР В.КУРКОВИЧ 26 сентября 1974 г.
Составлено Кишиневским отделом ЦКБ Главэнергоремонта
Авторы инженеры С.А.ФРИДМАН, В.И.СМОЛЯК, Ю.И.ПОПЕЛЬНИЦКИЙ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящее Руководство предусматривает полный объем капитального ремонта пружинных приводов ПП-67 (ПП-61). В соответствии с фактическим состоянием ремонтируемого оборудования объем ремонта может быть сокращен по решению лиц, ответственных за его эксплуатацию и ремонт.
Поскольку привод ПП-67 является последней модификацией привода ПП-61, то ремонт и регулировка привода ПП-61 могут выполняться в соответствии с настоящим Руководством с учетом изменений, внесенных в приводы более поздних выпусков.
1.2. Руководство предназначено для ремонтного персонала предприятий электрических сетей и рекомендуется в качестве основного документа, которым следует пользоваться при планировании, подготовке и проведении ремонтных работ.
1.3. Руководство разработано с учетом требований действующих правил техники безопасности, ПУЭ, ПТЭ, директивных материалов Минэнерго СССР, чертежей и инструкций завода-изготовителя (Рижского опытного завода Латвэнерго), а также передового опыта специализированных ремонтных предприятий.
1.4. В Руководстве приведены назначение и основные технические данные пружинного привода (приложения 1 и 2), последовательность ремонтных операций, возможные неисправности привода и методы их устранения (приложение 3), перечни запасных частей (приложение 4), материалов (приложение 5), инструментов (приложение 6), необходимых для капитального ремонта привода.
1.5. Руководством предусматривается замена поврежденных или изношенных деталей оборудования запасными.
1.6. Руководством предусматривается проверка и ремонт устройств релейной защиты и вторичных цепей соединений персоналом соответствующей службы.
1.7. Трудозатраты на капитальный ремонт привода определены на основании «Норм времени на капитальный, текущий ремонты и эксплуатационное обслуживание оборудования подстанций 35-500 кВ», утвержденных Минэнерго СССР в 1971 г., и в дальнейшем могут быть снижены за счет усовершенствования организации и технологии выполнения работ и роста квалификации ремонтного персонала.
В соответствии с нормативными материалами, приведенными в Руководстве, норма времени на капитальный ремонт привода составляет 3,5-4 чел.-ч, в том числе на осмотр привода 0,2 чел.-ч, ремонт привода 2,5 чел.-ч, ремонт шкафа 0,5 чел.-ч (для приводов наружной установки), регулировку 0,5 чел.-ч, опробование 0,3 чел.-ч.
Ремонт выполняет один электромонтер 4-го разряда.
1.8. В процессе производства работ ремонтный персонал обязан строго выполнять действующие правила техники безопасности.
Обеспечение условий безопасного производства ремонтных работ возлагается на эксплуатационный персонал электросетевого предприятия.
1.9. Ремонтом руководит представитель ремонтного подразделения (руководитель ремонта).
1.10. Прием оборудования из ремонта производится эксплуатационными службами в соответствии с существующими положениями.
1.11. Сроки ремонта оборудования должны определяться с учетом режима работы ремонтного персонала. Смена состава бригады до окончания ремонта не допускается.
1.12. По окончании ремонтных работ оформляется соответствующий акт, который подписывают представители ремонтного и эксплуатационного подразделений.
2. ПОДГОТОВКА К КАПИТАЛЬНОМУ РЕМОНТУ
2.1. При подготовке к ремонту руководителю ремонта необходимо:
а) ознакомиться с ведомостью объема ремонтных работ;
б) ознакомиться с рекомендациями завода-изготовителя, директивными материалами по повышению надежности работы ремонтируемого оборудования;
в) ознакомиться с документацией по монтажу или выполнению предыдущего ремонта;
г) определить состав ремонтной бригады (количество ремонтного персонала и квалификацию);
д) ознакомить ремонтный персонал с организацией и технологией выполнения ремонтных работ.
2.2. Перед началом ремонта следует проверить:
а) наличие необходимых запасных частей;
б) техническую документацию, необходимую для производства ремонта;
в) наличие материалов, инструмента и приспособлений, при необходимости отремонтировать их.
3. НАРУЖНЫЙ ОСМОТР И ПРОВЕРКА РАБОТЫ ПРИВОДА
3.1. Вывинтить болт 56 (рис.1, б) с шайбами 57, 58 и снять крышку груза 47.
Инструмент: гаечный ключ 17х19.
3.2. Вывинтить винты 38 с шайбами 32, снять крышки 34 и 35 (рис.1, а) и крышку катушек управления 45 (см. рис.1, б).
Рис.1, а. Пружинный привод ПП-67 (общий вид и сечение по А-А):
1 — рычаг включения (в сборе); 2 -болты М6; 3 — блок-контакты вала (КСА); 4 — переключатель; 5 — ось; 6 — заводящий механизм; 7 — механизм расцепления, 8 — рычаг (в сборе); 9 — шплинт; 10, 11 — пружины; 12 — рычаг вала; 13 — защелка (в сборе); 14 — ось; 15 — буфер; 16 — релейная полка; 17 — скоба с направляющей; 18 — натяжной болт; 19 — поворотный механизм; 20 — шайба; 21 — пружинная шайба; 22 — гайка М10; 23 — устройство АПВ; 24 — аварийный блок-контакт (БКА); 25 — электромагнит дистанционного включения (ДВ); 26 — рычаг отключения; 27 — удерживающее устройство; 28 — ось; 29 — гайка М6; 30 — пружинная шайба; 31 — болт М6; 32 — шайба; 33 — кнопка управления; 34 — крышка левая (в сборе); 35 — крышка правая; 36 — передняя стенка; 37 — винт; 38 — винт М6
Рис.1, б. Пружинный привод ПП-67 (сечения по Б-Б и В-В):
40 — ось; 41 — зацеп пружины; 42 — шайба; 43 — шплинт; 44 — вал привода; 45 — крышка катушек управления; 46 — сборка зажимов; 47 — крышка груза; 48 — траверса с грузом (в сборе); 49, 50 — шайбы; 51 — ступицы; 52 — болт М16; 53, 54 — регулировочные шайбы; 55 — промежуточная шайба; 56 — болт М12; 57, 58 — шайбы
3.3. Протереть (соблюдая осторожность) подвижные части привода чистой тряпкой, слегка смоченной в бензине или керосине.
Материал: ветошь, бензин (керосин).
3.4. Осмотреть привод, проверить целостность всех деталей, надежность их крепления.
3.5. Проверить взаимодействие узлов привода, проведя несколько циклов «включение-отключение» при ручном и дистанционном управлении.
Приспособление: заводная рукоятка.
При проверке обратить внимание на возможные неисправности привода.
3.6. Определить окончательный объем ремонта привода.
4. РЕМОНТ СИЛОВОГО ОРГАНА ПРИВОДА
Внимание! Перед началом ремонта привода необходимо отключить выключатель и снять напряжение с цепей автоматического заводящего устройства и дистанционного управления.
4.1. Произвести наружный осмотр силового органа привода, состоящего из включающих пружин 10, узла предварительного натяжения включающих пружин (скоба с направляющей 17, натяжной болт 18), рычага 8, траверсы с грузом 48 (см. рис.1, б), рычагов 15 и 16 (рис.2).
Рис.2. Траверса с грузом (в сборе):
1 — винт М12х30; 2 — груз; 3 — держатель груза; 4 — зуб зацепа; 5 — траверса; 6 — винт М8; 7 — шайба; 8 — пружина; 9 — колпачок; 10 — шайба 16; 11 — гайка M16; 12 — стержень; 13, 14 -пальцы; 15, 16 — рычаги
4.2. Отвинтить болт 18 и ослабить до минимума предварительный натяг пружин 10, расцепить в точке соединения рычаг 8 (рис.1, а) с рычагом 16 (см. рис.2).
Инструмент: гаечный ключ 19х24.
4.3. Вывинтить болт 52 с пружинной шайбой 50, снять шайбу 49 (см. рис.1, б).
Инструмент: гаечный ключ 19х24, отвертка.
4.4. Снять со ступицы заводящего механизма траверсу с грузом 48.
4.5. Свинтить гайку 11 со стержня 12, удерживая его отверткой от проворачивания, вынуть стержень 12 (см. рис.2).
Инструмент: гаечный ключ 19х24, отвертка.
4.6. Снять пружину 8 с колпачками 9 и шайбой 10.
4.7. Освободить пружины 10, для чего вынуть шплинты 9 (см. рис.1, а), снять шайбу 39 (см. рис.1, б) и вынуть оси 40 из отверстий зацепов пружин 41.
Инструмент: отвертка, плоскогубцы.
4.8. Снять со стержня корпуса привода скобу с направляющей 17 и натяжным болтом 18 (см. рис.1, а).
Инструмент: отвертка, плоскогубцы.
4.9. Вынуть шплинт 43, снять шайбу 42 (см. рис.1, б) и вынуть из подшипника корпуса привода рычаг 8 (см. рис.1, а) с пальцем.
4.10. Очистить снятые детали от грязи, ржавчины и старой смазки. При необходимости промыть бензином и обновить окраску.
4.11. Проверить состояние снятых деталей, обратив внимание на следующее:
а) резьбовые соединения не должны иметь износа, срывов, забоин и вмятин на резьбе;
б) стержни болтов (винтов) должны быть прямолинейными;
в) грани гаек, головки болтов (винтов), отверстия для ключей и отверток не должны быть смяты;
г) шайбы, шплинты, болты и гайки не должны иметь трещин. Пружинные шайбы должны сохранять упругость, а развод концов шайб должен быть не менее полуторной их толщины;
д) оси (пальцы) должны быть прямолинейны; допускается искривление осей (пальцев) в средней их части или на концах не более 0,2-0,3 мм. Правку осей (пальцев) производить в холодном состоянии легкими ударами молотка на устойчивой опоре, поставив под опору и молоток деревянные или свинцовые прокладки.
е) на поверхности трения осей (пальцев) не должно быть задиров и заусенцев. Задиры и заусенцы снять аккуратно напильником или шкуркой.
Инструмент, материал: напильник, шкурка;
ж) цилиндрические пружины не должны иметь трещин, сколов, надломов, остаточной деформации.
Источник
Привод
предназначен для передачи вращательного
движения от двигателя к валу. Привод
состоит из редуктора и муфты. При ревизии
и ремонте редуктора проводятся следующие
работы:
—
разъединение полумуфты и снятие
редуктора
-полная
разборка редуктора
-проверка
технического состояния зубчатой пары
-устранение
дефектов и замена деталей с неисправимыми
дефектами
-проверка
состояния корпуса и ведомого вала с
заменой изношенных деталей
-проверка
состояния подшипников и сальниковых
манжет, а так же упругих пальцев муфты
с заменой дефектных деталей
-сборка
редуктора с проверкой и регулировкой
затяжки подшипников шестерни
-установка
зазора в зацеплении конической пары
-смазка
подшипников
-установка
редуктора на фундамент с центровкой
его относительно электродвигателя
-заполнения
маслом редуктора по уровню
Проверка
крапления всех резьбовых соединений;
поверка состояния фундамента и анкерных
болтов. Характерными повреждения
редуктора являются поломка зубьев
конической пары и шлицев ведущей
шестерни, усталостноевыкрашивание и
абразивный износ подшипников редуктора,
нарушения герметичности редуктора и
утечка масла..При поломки зубьев шестерни
заменяются новыми
Все
перечисленные дефекты являются следствием
в основном неправильного регулирования
зацепления конической пары.
Все
валы, независимо от их формы и размеров,
подвергаются ревизии, а при необходимости
ремонту.
Основные
требования, предъявляемые к валам:
-прямолинейность
осей
-цилиндричность
шеек и цапф
-отсутствие
забоин и вмятин на рабочей поверхности
шпоночных канавок
-высокое
качество резьбы.
Метод
ремонта валов выбирают в зависимости
от материалов размеров и характера
дефекта, величины отклонения от
установленных размеров. Деформация
валов выправляется холодным или горячим
способом. Изношенные поверхности шеек
и цапф могут быть наплавлены газопламенным
методом или электросваркой. Если толщина
наносимого слоя не превышает 1мм,
используется метод металлизации
поверхности.
Наплавленные
поверхности обтачивают или шлифуют.
Разбитые шпоночные канавки путём
слесарной обработки или фрезерованием
доводят до нормального состояния (при
условии, что величина разработки не
превышает 15% размеров канавки). Сорванную
резьбу или отдельные её дефекты устраняют
путём прорезания на новый диаметр в
пределах соответствующего допуска.
Галтели исправляют путём обтачивания.
13Ремонт трубопроводов и арматуры
Для
поддержания технологических трубопроводов
в исправном состоянии необходимо
своевременно проводить их ремонт на
основании результатов ревизии
трубопроводов.
Ремонт
с применением сварки технологических
трубопроводов, на которые составляются
паспорта, должен проводиться по
технологии, разработанной ремонтной
службой и согласованной с главным
механиком предприятия до начала
выполнения работ.
Переустройство
и реконструкция трубопроводов допускается
после изменения проектной документации.
Замена
трубопроводов (участков), забракованных
в результате ревизии, должна выполняться
на основании акта технического состояния
трубопровода в соответствии с проектом.
Трубы,
фасонные детали, фланцы, крепежные
изделия, прокладочные материалы,
электроды, сварочная проволока,
применяемые при ремонте трубопроводов,
должны иметь сертификаты, паспорта
заводов изготовителей, подтверждающие
их качество, и пройти входной контроль
в порядке, установленном на предприятии.
На
сварочные материалы (электроды, сварочная
проволока) должны быть приложены
сертификаты соответствия, выданные
национальным органом сертификации
Республики Беларусь.
Элементы
трубопроводов, не имеющие сертификатов
и паспортов, можно применять для
трубопроводов II категории и ниже только
после их проверки и испытания в
соответствии с требованиями ТНПА.
Трубопроводная
арматура, применяемая для трубопроводов,
должна быть снабжена сертификатами или
паспортами завода-изготовителя и иметь
марки-ровку завода-изготовителя (Ду,
Ру, марку материала корпуса). Допускается
наличие одного сертификата или
паспорта на партию одного типа и размера.
Арматура перед установкой на
трубопроводы должна пройти ревизию и
испытание в ЦРТО с оформлением актов
(приложение 12,13, 14, 15).
Арматуру,
не имеющую паспортов, но имеющую
маркировку, допускается устанавливать
на трубопроводах низкого давления всех
категорий только после re
ревизии, испытания и проверки марки
материала корпуса и деталей.
Подготовка
и проведение ремонтно-монтажных работ
на технологических трубопроводах должны
выполняться в соответствии с общезаводскими
инструкциями по технике безопасности:
ТБ-11,ТБ-12, ТБ-13, ТБ-14, ТБ-19, ТБ-34.
Все
узлы и детали трубопроводов перед
ремонтными и монтажными работа- и должны
быть осмотрены. Поверхности труб,
фасонных деталей, фланцев, крепежных
изделий, прокладок, корпусов и крышек
арматуры не должны иметь «трещин,
раковин, плен, заусенцев и других
дефектов, снижающих их прочность и
«работоспособность. Маркировка должна
соответствовать сертификатам.
Толщину
стенки труб и фасонных деталей следует
проверять замером на обоих концах в
четырех точках. Наружный диаметр,
овальность и толщинаcтенки
должны соответствовать требованиям
ТНПА.
На
поверхности резьбы крепежных деталей
не должно быть следов коррозии, вмятин,
надрывов и других дефектов, снижающих
их прочность.При выполнении
ремонтно-монтажных работ на трубопроводах
следует руководствоваться требованиями
проекта, ПУБЭТТ, СНиП 3.05.05-84, технологией
: варки.При сборке фланцевых соединений
трубопроводов необходимо выполнять
следующие требования:
а) шпильки
трубопроводов, работающих при температуре
свыше 300 0
С, перед установкой должны быть
прографичены;
б) внутренний
диаметр прокладки должен соответствовать
внутреннему диаметру уплотнительной
поверхности фланца и ни в коем случае
не должен быть менее внутреннего диаметра
трубы;
в) паронитовые
прокладки перед установкой должны
натираться с обеих сторон сухим графитом;
г) гайки
болтов должны быть расположены на одной
стороне фланцевогосоединнения;
д)
длина шпилек и болтов фланцевого
соединения должна быть одинаковой и
обеспечивать превышение резьбовой
части над гайкой не менее чем на один
шагрезьбы и не более 3-х.
По
окончании ремонта или монтажа трубопровода
лицо, ответственное за исправное
состояние и безопасную эксплуатацию
трубопроводов, должно произвести:
а) тщательный
наружный осмотр трубопровода;
б) проверку
полноты и качества ремонта (монтажа) и
соответствия произведенных работ
проекту;
в) сравнение
смонтированного трубопровода с его
исполнительной схемой с одновременной
проверкой всех клейм;
г) проверку
технической документации, подтверждающей
качество выполненных работ и примененных
материалов;
д) произвести
испытание на прочность и плотность,
дополнительное пневматическое испытание
на плотность.
Результаты
ремонта и испытания, а также переустройства
или реконструкции трубопровода
лицо, ответственное за исправное
состояние и безопасную эксплуатацию
трубопроводов, за личной подписью должно
отразить в паспорте трубопровода,
эксплуатационном журнале со ссылкой
на проект, технологию сварки, исполнительную
техническую ремонтно-монтажную
документацию, акты испытания на прочность
и плотность. Исполнительная
ремонтно-монтажная документация хранится
в отдельной папке у лица, ответственного
за исправное состояние и безопасную
эксплуатацию трубопроводов.Арматура
технологических трубопроводов является
наиболее ответственным элементом
внутрицеховых и межцеховых коммуникаций,
поэтому заместителем начальника по
технологии, по ремонту и обслуживанию
технологического
,,оборудования
и ответственным лицом за исправное
состояние и безопасную эксплуатацию
трубопроводов в каждом цехе должны быть
приняты необходимые меры по организации
постоянного и тщательного надзора за
исправностью арматуры, а также за
своевременным и качественным проведением
ее ревизий и ремонтов.
В
период эксплуатации обслуживающий
персонал обязан путем обхода и осмотра
проверять на установленной на трубопроводах
арматуре герметичность разъемных
соединений и сальникового уплотнения,
состояние корпусов, крышек, шпинделя
(штока) и узла его вращения, крепежа,
маховиков, редуктора приводного
устройства и его смазки. Периодичность
и фиксация результатов осмотра в
соответствии инструкции.При проведении
технологических операций, связанных с
закрытием и открытием запорной
арматуры, эксплуатационный персонал
проверяет исправность действия затворного
механизма и герметичность сальника.
Запорная арматура должна открываться
вручную полностью до упора, закрываться
— с нормальным усилием для создания
плотности. Применение добавочных рычагов
при открывании и закрывании арматуры
не допускается. Обнаруженные при проверке
и контроле арматуры дефекты, неисправности,
пропуски продукта должны быть устранены
с проведением необходимых подготовительных
мероприятий и соблюдением мер безопасности
при проведении работ в соответствии
с общезаводскими инструкциями по технике
безопасности. Мелкие дефекты и
неисправности устраняются по месту
установки арматуры ремонтным
персоналом цеха (замена изношенных
прокладок, крепежа, маховиков, перенабивка
сальника). При значительных дефектах и
неисправностях (трещины, сквозные свищи
по корпусу, крышке, износ уплотнительных
поверхностей арматуры и ее запорного
органа, износ резьбы корпусных узлов и
шпинделя, деформация шпинделя и
другие дефекты) арматура ремонтируется
в ЦРТО или заменяется на резервную.
Ревизия и ремонт трубопроводной арматуры,
а также ее приводных устройств
(электропневмопривод, механический
привод) производится в период ревизии
технологических трубопроводов. Ревизии
и ремонту также подлежит арматура в
случае выявления в ней дефектов и
неисправностей, обнаруженных во время
эксплуатации. Ревизия, отбраковка,
ремонт и испытание арматуры производится
в ЦРТО путем ее демонтажа с трубопроводов.
В случаях, если демонтаж невозможен
(приварная, крупногабаритная), ревизия
и ремонт арматуры производится
специалистами ЦРТО по месту установки
арматуры с последующим ее испытанием
совместно с трубопроводом. Эксплуатация,
ревизия, ремонт и регулировка
предохранительных клапанов производится
в соответствии с инструкцией ОТН-8.
При
ревизии арматуры независимо от категории
трубопровода должны быть выполнены
следующие виды работ:
а) внешний
осмотр;
б) разборка
и осмотр состояния уплотнительных
поверхностей, отдельных деталей;
в) осмотр
внутренней поверхности корпуса арматуры
на предмет обнаружения коррозионных
повреждений, эрозионного износа, трещин
и других дефектов, при необходимости
производится контроль неразрушающими
методами;
г) устранение
дефектов, замена изношенных деталей,
притирка уплотнитель-ных поверхностей;
д) сборка,
проверка работоспособности и испытание
на прочность металла и плотность
разъемных соединений, испытание запорного
органа на герметичность.
После
ревизии, ремонта и испытания трубопроводной
арматуры ЦРТО оформляет и выдает лицам,
ответственным за исправное состояние
и безопасную эксплуатацию трубопроводов,
акты.В каждом цехе лицом, ответственным
за исправное состояние и безопасную
эксплуатацию трубопроводов, должны
быть составлены, согласованы с главным
механиком и утверждены главным инженером
в 2-х экземплярах следующие документы:
-
ведомость
клапанов: межблочных, отсечных,
регулирующих; -
ведомость
межблочной трубопроводной арматуры
(запорная) по цеху.
Один
экземпляр ведомостей передается в ЦРТО.
Запорная,
регулирующая арматура, участвующая в
схемах контроля, управления и ПАЗ
технологических процессов, а также
межблочная отсекающая и запорная
арматура должна ежегодно проверятся
на соответствие ее быстродействия
регламентным значениям по месту установки
арматуры персоналом соответствующих
служб цеха с оформлением результатов
проверки в специальных журналах и
росписью в них ответственных лиц.Арматура
технологических трубопроводов является
наиболее ответственным элементом
внутрицеховых и межцеховых коммуникаций,
поэтому заместителем начальника по
технологии, по ремонту и обслуживанию
технологического оборудования и
ответственным лицом за исправное
состояние и безопасную эксплуатацию
трубопроводов в каждом цехе должны быть
приняты необходимые меры по организации
постоянного и тщательного надзора за
исправностью арматуры, а также за
своевременным и качественным проведением
ее ревизий и ремонтов.В период
эксплуатации обслуживающий персонал
обязан путем обхода и осмотра проверять
на установленной на трубопроводах
арматуре герметичность разъемных
соединений и сальникового уплотнения,
состояние корпусов, крышек, шпинделя
(штока) и узла его вращения, крепежа,
маховиков, редуктора приводного
устройства и его смазки.При проведении
технологических операций, связанных с
закрытием и открытием запорной
арматуры, эксплуатационный персонал
проверяет исправность действия затворного
механизма и герметичность сальника.
Запорная арматура должна открываться
вручную полностью до упора, закрываться
— с нормальным усилием для создания
плотности. Применение добавочных рычагов
при открывании и закрывании арматуры
не допускается.
Обнаруженные
при проверке и контроле арматуры дефекты,
неисправности, пропуски продукта должны
быть устранены с проведением необходимых
подготовительных мероприятий и
соблюдением мер безопасности при
проведении работ в соответствии с
общезаводскими инструкциями по технике
безопасности. Мелкие дефекты и
неисправности устраняются по месту
установки арматуры ремонтным
персоналом цеха (замена изношенных
прокладок, крепежа, маховиков, перенабивка
сальника). При значительных дефектах и
неисправностях (трещины, сквозные свищи
по корпусу, крышке, износ уплотнительных
поверхностей арматуры и ее запорного
органа, износ резьбы корпусных узлов и
шпинделя, деформация шпинделя и
другие дефекты) арматура ремонтируется
в ЦРТО или заменяется на резервную.
Ревизия
и ремонт трубопроводной арматуры, а
также ее приводных устройств
(электропневмопривод, механический
привод) производится в период ревизии
технологических трубопроводов. Ревизии
и ремонту также подлежит арматура в
случае выявления в ней дефектов и
неисправностей, обнаруженных во время
эксплуатации. Ревизия, отбраковка,
ремонт и испытание арматуры производится
в ЦРТО путем ее демонтажа с трубопроводов.
В случаях, если демонтаж невозможен
(приварная, крупногабаритная), ревизия
и ремонт арматуры производится
специалистами ЦРТО по месту установки
арматуры с последующим ее испытанием
совместно с трубопроводом. Эксплуатация,
ревизия, ремонт и регулировка
предохранительных клапанов производится
в соответствии с инструкцией ОТН-8.
При
ревизии арматуры независимо от категории
трубопровода должны быть выполнены
следующие виды работ:
а) внешний
осмотр;
б) разборка
и осмотр состояния уплотнительных
поверхностей, отдельных деталей;
в) осмотр
внутренней поверхности корпуса арматуры
на предмет обнаружения коррозионных
повреждений, эрозионного износа, трещин
и других дефектов, при необходимости
производится контроль неразрушающими
методами;
г) устранение
дефектов, замена изношенных деталей,
притирка уплотнительных поверхностей;
д) сборка,
проверка работоспособности и испытание
на прочность металла и плотность
разъемных соединений, испытание запорного
органа на герметичность.
После
ревизии, ремонта и испытания трубопроводной
арматуры ЦРТО оформляет и выдает лицам,
ответственным за исправное состояние
и безопасную эксплуатацию трубопроводов,
акты. В каждом цехе лицом, ответственным
за исправное состояние и безопасную
эксплуатацию трубопроводов, должны
быть составлены, согласованы с главным
механиком и утверждены главным инженером
в 2-х экземплярах следующие документы:
-ведомость
клапанов: межблочных, отсечных,
регулирующих по цеху;
-ведомость
межблочной трубопроводной арматуры
(запорная) по цеху.
Один
экземпляр ведомостей передается в ЦРТО.
Запорная,
регулирующая арматура, участвующая в
схемах контроля, управления и ПАЗ
технологических процессов, а также
межблочная отсекающая и запорная
арматура должна ежегодно проверятся
на соответствие ее быстродействия
регламентным значениям по месту установки
арматуры персоналом соответствующих
служб цеха с оформлением результатов
проверки в специальных журналах и
росписью в них ответственных лиц.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #