Процесс литья по выплавляемым моделям широко используется для изготовления прецизионных отливок производителями литья по выплавляемым моделям. Он может отливать металл очень точно. Процесс литья по выплавляемым моделям заключается в том, чтобы сначала сформировать керамическую, гипсовую или пластиковую оболочку вокруг воскового объекта. Затем удалите воск и завершите процесс литья по выплавляемым моделям. Наконец, металл заливается в оболочку для формирования изделий для литья по выплавляемым моделям. Обычно в литейном цехе по выплавляемым моделям существует 8 этапов процесса литья по выплавляемым моделям.
В настоящее время прецизионное литье по выплавляемым моделям стало очень популярным у этих поставщиков литья по выплавляемым моделям из-за более низкой себестоимости и отходов. Все больше и больше отраслей промышленности нуждаются в услугах точного литья с профессиональными компаниями по литью по выплавляемым моделям. Он использовался во многих отраслях производства, таких как производство электроэнергии, автомобилестроение, нефть и газ, космические исследования, медицина, сельское хозяйство, строительство, коммерция и потребительские товары.
Что такое процесс точного литья по выплавляемым моделям?
8 шагов процесса литья по выплавляемым моделям:
- Создание восковой модели
- Сборка воскового дерева
- Корпусное строительство (шпаклевка и штукатурка)
- Удаление воска
- Заливка металла
- Оболочка сбить
- Отрезать
- Индивидуальные кастинги
Подробнее см. в блок-схеме процесса литья по выплавляемым моделям.
почему это называется точным литьем по выплавляемым моделям?
Литье по выплавляемым моделям — это процесс литья с многовековой историей. История его производства очень длинная. Метод, используемый в литейном производстве по выплавляемым моделям, в основном представляет собой литье по выплавляемым моделям. Поэтому литье по выплавляемым моделям также называют литьем по выплавляемым моделям, которое включает прессование воска, ремонтный воск, сборку деревьев, погружение суспензии, плавление воска, постобработку литья расплавленного металла. Он заключается в покрытии восковой модели жидким материалом. Мы называем это «литьем по выплавляемым моделям», потому что форма, используемая в процессе литья, будет «залита» жидким огнеупорным материалом.
Литье по выплавляемым моделям воска использует воск для изготовления восковой формы отлитой детали, а затем покрывает восковую форму грязью, глиняной формой. После того, как глиняная форма высохнет, литейный цех по выплавляемым моделям помещает ее в горячую воду, чтобы расплавить внутреннюю восковую форму. Затем выньте глиняную форму из расплавленной восковой формы и обожгите ее в глиняной форме. Как правило, при изготовлении глиняной формы оставляют заливное отверстие. В это время литейный цех по выплавляемым моделям выливает расплавленный металл из разливочного порта. После остывания расплава изготавливаются необходимые детали. Литье по выплавляемым моделям также называют точным литьем. Это и потерянный воск являются производственным процессом. Одноразовое литье по выплавляемым моделям с использованием восковых форм называется литьем по выплавляемым моделям, а моделирование жидким металлом называется точным литьем.
8 этапов литья по выплавляемым моделям:
Процесс литья по выплавляемым моделям, также называемый процессом литья по выплавляемым моделям, состоит из 8 основных этапов литейного производства. Первым шагом является создание шаблона литья по выплавляемым моделям для его основной функции формирования керамической оболочки, которая будет отливать окончательные металлические детали.
Образец литья по выплавляемым моделям
Создание восковой модели в ящиках является первым этапом изготовления формы для литья по выплавляемым моделям для производителей литья по выплавляемым моделям, а также основой процесса точного литья по выплавляемым моделям.
Восковая модель изготавливается путем впрыскивания воска в металлическую форму.
Сборка воскового дерева
Готовая восковая модель будет собираться на восковом литнике для массового производства, потому что делать мелкие детали за один раз неэкономично. С этим восковым литником эти производители литья по выплавляемым моделям будут иметь комбинацию многих восковых моделей, которые позже создадут пустоты для расплавленного сплава, а литник также создаст путь для потока жидкого расплавленного сплава в пустоту.
«Ворота» указывают на то, что воск соединяет модель и литник, и они контролируют направление и поток расплавленного сплава в пустоту, созданную восковыми моделями.
Корпус из ракушек
После создания воскового дерева используйте процесс литья по выплавляемым моделям, чтобы построить керамическую оболочку вокруг дерева, а позже расплавленный сплав будет залит в оболочку.
Строительство корпуса состоит из двух этапов: нанесение суспензии и штукатурка.
- Покрытие суспензией: окуните восковое дерево в керамическую ванну или суспензию.
- Штукатурное покрытие: нанесите песок или штукатурку на влажную поверхность.
Ожидание высыхания формы и повторение процесса нанесения покрытия для литья по выплавляемым моделям до тех пор, пока оболочка не сможет выдерживать напряжения процесса литья, и оболочка не будет построена.
Удаление воска
Удаление воска внутри оболочки связано с качеством материалов для литья по выплавляемым моделям, которые использовали компании, занимающиеся литьем по выплавляемым моделям. Поэтому очень важно объяснить литье по выплавляемым моделям.
Существует два метода завершения процесса литья по выплавляемым моделям:
Автоклав для депарафинизации паром: этот тип машины для депарафинизации удаляет большую часть воска, этот воск можно использовать повторно.
Печь Flashfire: сжигает остатки воска и делает скорлупу твердой. Сделайте четкую и прочную оболочку для литья.
Большинство компаний, занимающихся литьем по выплавляемым моделям, используют оба метода одновременно.
Заливка металла
Вы должны убедиться, что оболочка предварительно нагрета до определенной температуры, чтобы избежать затвердевания или замерзания в процессе инъекции. Оболочка должна сохранять температуру до тех пор, пока она не наполнится.
Индукционная плавка означает, что компании, занимающиеся литьем по выплавляемым моделям, используют керамическую чашку, которую также называют тиглем для плавления сплава. А когда сплав достигнет точки плавления, его можно заливать в оболочку.
Оболочка сбить
Когда вы закончите процесс заливки металла, вы должны удалить материалы для литья по выплавляемым моделям. Существует три распространенных механических метода удаления скорлупы.
Молот, струйная очистка водой под высоким давлением, вибростол
Хотя скорлупу тоже можно удалить химическим путем, при этом будут сняты проблемы со здоровьем и экологией.
Отрезать
При снятии скорлупы с дерева следует вырезать часть из литника и отшлифовать литники. Производители всегда отрезают детали с помощью отрезной пилы, горелки или лазера, в то время как применение лазера ограничено.
Индивидуальный кастинг
Последний этап изготовления формы для литья по выплавляемым моделям может быть завершен вибрационным, ленточным или ручным шлифованием или полированием. Сделка с автоматизированным процессом эффективна.
Это 8 общих шагов литья по выплавляемым моделям. Некоторые из материалов для литья по выплавляемым моделям, используемые заводами по литью по выплавляемым моделям, упомянуты выше.
4 преимущества процесса литья по выплавляемым моделям
- Превосходная отделка поверхности: керамическая оболочка изготовлена по восковой модели с гладкой поверхностью. Покройте восковую модель керамикой, и когда вы удалите воск, вы получите превосходную обработанную поверхность.
- Сложные, почти чистые геометрии: восковой узор внутри керамики имеет почти окончательную форму, а особенность жидкой керамики может скруглить восковой узор и любые его детали. Когда воск был удален, форма все еще сохранялась. Поэтому заливаем расплавленный металл в оболочку и ждем, пока он остынет. Вы получите окончательную геометрию.
- Широкий выбор сплавов: керамический корпус очень твердый, что может выдерживать экстремальные температуры расплавленного металла. Температура плавления большинства металлов ниже допустимой температуры оболочки. Поэтому литье по выплавляемым моделям можно использовать в широком диапазоне сплавов.
- Мелкая деталь: жидкая керамическая оболочка деформирует все детали восковой модели, поэтому конечный продукт будет иметь мелкие детали.
процесс точного литья по выплавляемым моделям
Формы для литья по выплавляемым моделям применяются почти во всех отраслях обрабатывающей промышленности, таких как производство электроэнергии, огнестрельное оружие, автомобильная, аэрокосмическая, военная, газовая и нефтяная промышленность, общественное питание и энергетическая промышленность.
Металлическое литье по выплавляемым моделям может производить почти все виды металлических деталей, таких как спусковые крючки, молотки огнестрельного оружия в оружейной промышленности. Каждая отрасль, в которой применяются металлические детали, может использовать процесс литья по выплавляемым моделям для производства своих деталей.
Процесс литья по выплавляемым моделям также можно разделить на процесс литья по выплавляемым моделям из жидкого стекла и алюминия.
Литье стального корпуса клапана
Литье по выплавляемым моделям стальных насосов
Автомобильное литье по выплавляемым моделям
Итоги
Выше приведено введение этапов процесса литья по выплавляемым моделям. Как один из способов производства, литье по выплавляемым моделям изделий путем заливки расплавленного металла в оболочку. Благодаря более низкой стоимости литья по выплавляемым моделям и благоприятной окружающей среде литье по выплавляемым моделям стало популярным на заводах по литью по выплавляемым моделям. Процесс точного литья 8 дешевле и эффективнее. И это можно увидеть во многих ситуациях, таких как автомобилестроение, аэрокосмическая промышленность, общественное питание и т. д.
Стальное литье Dawang — это профессиональный литейный завод по выплавляемым моделям, предоставляющий услуги точного литья. Если вы хотите узнать больше информации о процессе литья по выплавляемым моделям и расценках на литье по выплавляемым моделям, оставьте свой комментарий или свяжитесь с нами.
Полное руководство по литью под давлением

-
Остин Пэн
- 28 января 2021
- Категория: Блог

В литье под давлением многокомпонентное литье — это универсальная техника литья под давлением, обычно используемая для создания деталей. Это один из многих методов впрыска, используемых сегодня в обрабатывающей промышленности. Однако не каждая машина для литья под давлением может работать в качестве машины для литья под давлением. Этот метод требует обширного обучения, специального оборудования и точного контроля множества переменных на протяжении всего производственного процесса. Это связано с тем, что малейшие из всех отклонений могут повлиять на качество продукции. Чтобы избежать непредвиденных обстоятельств в производственном процессе, в этом руководстве представлена исчерпывающая информация о многокомпонентном формовании. Эта информация может включать, помимо прочего, информацию о преимуществах, типах методов многослойного формования, материальных соображениях при многослойном формовании.
ГЛАВА 1:
Введение в многослойное формование
1.1 Что такое переформовка?
Многослойное формование — это метод литья под давлением, при котором одна деталь изготавливается с использованием двух или более комбинаций материалов. Он включает в себя создание собранных продуктов в процессе, когда слой материала формуется поверх другого компонента. Это делается путем помещения базового компонента в форму для литья под давлением, а материалы для горячего формования заполняют область вокруг вставленной детали. Этот метод обычно называют двухкомпонентным или двухкратным литьем под давлением. Этот процесс может осуществляться химическим или механическим способом.
Например, чтобы потребитель мог эффективно поворачивать винт, на винте необходима Т-образная рукоятка. Затем Т-образная рукоятка может быть включена в головку винта либо химически, либо механически. Для процесса химического крепления перед добавлением материалов для наплавки начальная часть покрывается клеем. С другой стороны (механически), первичная деталь либо надрезается, либо слегка изменяется с углублениями или выступами, чтобы лучше прикрепить формовочные материалы.
Бесплатные советы: Подложка и материалы для наплавки должны механически сцепляться. Это действие не только создаст химическую связь между двумя материалами, но и физически удержит их вместе.
1.2 Преимущества литья под давлением?
Когда мы думаем о многослойном формовании, на ум приходит тот факт, что он предлагает широкий спектр эстетических преимуществ. Однако преимущества, которые он предлагает, не ограничиваются эстетикой, а во многих отношениях.
Использование многослойного формования выгодно по нескольким причинам, в том числе:
- Улучшенная производительность продукта
- Сниженная стоимость производства
- Улучшенная привлекательность на полке
- Уменьшает человеческий фактор
- Долговечность и прочность
- Упрощенный технологический процесс
- Повышенная эргономика и опыт пользователя
- Гибкость дизайна
- Быстрый автоматизированный процесс
- Повысить IP-рейтинг
- Устранение откорма и клеев
Улучшенная производительность продукта
Одной из основных причин проектирования и изготовления продукта или деталей с использованием метода литья под давлением является улучшение характеристик продукта. Например, TPE — идеальный материал для изготовления мягких нескользящих ручек для различных продуктов. Это связано с тем, что тактильная чувствительность считается удобной при использовании таких продуктов, примеры которых включают медицинские изделия, такие как хирургические инструменты.
Сниженная стоимость производства
Многослойное формование является универсальным и добавляет ценность различными способами, такими как снижение производственных затрат. Вопрос в том, как многослойное формование снижает стоимость производства? Техника многослойного формования помогает снизить затраты, поскольку сокращает количество производственных операций, связанных с производством. Это видно по отказу от литья под давлением и сборки таких компонентов, как бамперы и прокладки. Другой путь — исключение некоторых второстепенных операций, таких как покраска, грунтовка, покрытие. Стоимость рабочей силы также снижается в процессе.
Улучшенная привлекательность на полке
Известно, что многослойное формование помогает продукту выделиться среди конкурентов на полке рынка. Это связано с тем, что его можно использовать для создания визуально привлекательной поверхности для различных продуктов. Например, можно использовать TPE, который представлен в различных цветовых гаммах. Он также демонстрирует способность быть спроектированным для различных отделок. Кроме того, многослойное формование выделяет продукты, поскольку корпоративные логотипы, сообщения или инструкции по эксплуатации могут быть нанесены на индивидуальные или узорчатые подложки.
Уменьшает человеческий фактор
Процессы многослойного формования также позволяют свести человеческие ошибки в производстве к минимуму. Это связано с тем, что успешные методы многослойного формования требуют огромной точности во время производства. Это делается для того, чтобы между двумя материалами не было зазора, когда они соединяются вместе в единое целое. Этот специализированный метод не оставляет права на ошибку. Это связано с тем, что любая несоосность может привести к неправильной форме продукта или напряжениям, которые могут привести к поломкам.
Долговечность и прочность
Еще одним преимуществом технологии многослойного формования является прочность изделий. Изделия, изготовленные методом многослойного формования, ударопрочны, водонепроницаемы и воздухонепроницаемы. Например, использование LSR в качестве формовочного материала придает конечному продукту впечатляющие свойства. Эти свойства включают, помимо прочего, жесткость, ударную вязкость, легкий вес, химическую стойкость. Многослойное литье используется для таких изделий, как ножи, зубные щетки, сотовые телефоны, фонарики и многое другое.
Впечатляющая текстура
Еще одним впечатляющим преимуществом деталей, созданных методом многослойного литья, является ощущение текстуры. На ощупь эти текстуры варьируются от мягких до твердых, а также могут быть изготовлены в соответствии с предпочтениями и потребностями клиента. Многослойное формование также позволяет изолировать изделия от поражения электрическим током, острые края и углы изделий можно устранить и свести к минимуму.
Упрощенный технологический процесс
Изделия, изготовленные методом многослойного формования, могут быть изготовлены и другими способами. Разница в том, что многослойное формование позволяет легко производить примерно за две операции. Таким образом, это упростило технологический процесс по сравнению с другими методами производства.
Повышенная эргономика и опыт пользователя
В производственных процессах многослойное формование позволяет производить изделия с множеством цветов, которые очаровывают и привлекают внимание. Он также предлагает мягкое прикосновение, улучшенный захват и многие другие функции, повышающие удобство работы и эргономику конечного пользователя.
Гибкость дизайна
Еще одним преимуществом многослойного формования является его гибкость в дизайне. Его можно использовать в ситуации, когда имеются сложные сборочные конструкции. Вместо того, чтобы собирать несколько деталей, методы многослойного формования могут помочь создать единую деталь, имеющую все эти функции одновременно. Примером может служить часть производства автомобилей, такая как автомобильная фара, приборная панель автомобиля и многое другое.
Быстрый автоматизированный процесс
С помощью многослойного формования процесс многокомпонентного формования становится простым и автоматизированным. Это позволяет формовщикам в промышленности формовать два соединения намного быстрее, чем альтернативные методы защиты соединений, которые могут применяться. Машины автоматизируют процесс формовки без вмешательства человеческого труда. Следствием этого является то, что стоимость рабочей силы снижается, что приводит к быстрому обороту и увеличению выпуска продукции.
Повысить IP-рейтинг
Процесс многослойного формования помогает создать материальную связь вокруг проводов/кабелей, Печатные платыи соединители, обеспечивающие водонепроницаемость. Это помогает защитить электрические компоненты от пыли, грязи и мусора. В результате литая электрическая сборка может соответствовать стандартам IP67, IP68 и IP69K.
Устранение крепежа и клея
При многокомпонентном формовании два или более компонентов формуются вместе за один или несколько циклов формования. В результате многослойное литье позволило отказаться от использования крепежных элементов, таких как винты или клеи, для соединения деталей друг с другом.
1.3 Когда использовать многослойное формование?
Когда дело доходит до использования литья под давлением, существует множество уникальных требований, которые необходимо учитывать при проектировании деталей. Примером может служить толщина стенки подложки, которая определяет, насколько хорошо она обеспечивает свободный поток наплавляемых материалов. Поток наформованных материалов может быть направлен внутрь, на материал или вокруг материалов. Это означает, что толщина стенки как подложки, так и наплавляемого материала должна быть одинаковой и равномерной. Это поможет уменьшить коробление, неполное заполнение и увеличение облоя, которое может возникнуть из-за разницы температур.
Другая ситуация, которая заставляет производителей использовать многослойное литье, — это ситуация, когда требуется большое количество деталей. Это делается, когда требуется производить идентичные детали на высокой скорости. Многослойное формование также используется, потому что оно помогает минимизировать стоимость производства, особенно когда требуется крупное производство.
1.4 Применение многослойного формования
Использование многослойного формования популярно в самых разных производственных отраслях, от потребительских товаров до медицинских устройств. Хотя на первый взгляд кажется, что многослойное формование улучшает эстетику некоторых продуктов, использование многослойного формования очень важно для критического использования в высокотехнологичных и строго регулируемых продуктах. Он имеет широкий спектр приложений, включая:
- Хирургические устройства и инструменты
- Единицы AED
- Электрические приложения
- Навигационные и коммуникационные устройства
- Автомобили
- Личная гигиена — зубные щетки, бритвы, ручки, спортивные ручки, косметика, ручки, ручки, клапаны,
- Электроинструменты и ручные инструменты – рукоятки, захваты, ролики
- Товары для дома и игрушки
- Садовые и газонные инструменты
- Спортивное снаряжение
- Торговое оборудование и многое другое.
Хирургические устройства и инструменты

Поверхностное литье имеет широкий спектр применений в сфере здравоохранения, особенно при производстве хирургических устройств и инструментов. Рукоятки хирургических инструментов, используемых хирургами, изготавливаются методом литья под давлением. Это помогает обеспечить удобство и эргономичность захвата для оптимальной и надлежащей точности во время операций.
Формованные предметы, такие как портативные мониторы и многие предметы и хирургические наборы, должны быть стерильными. Кроме того, они должны выдерживать суровые условия окружающей среды, такие как излучение от сканирования, агрессивные чистящие средства и автоклавирование. Многослойное формование позволяет достичь всего этого, а также выполнить медицинские требования FDA.
Единицы AED

Устройство AED, также известное как автоматический внешний дефибриллятор, представляет собой спасательное портативное устройство, которое должно быть защищено от погодных условий, ударов и других факторов. Использование формованного слоя TPE помогает обеспечить водонепроницаемое уплотнение, уменьшить удары и обеспечить устойчивость к ультрафиолетовому излучению для этого устройства. Кроме того, это помогает изолировать внутренний блок от злоупотреблений, которые могут возникнуть в быстро меняющихся условиях чрезвычайной ситуации.
Чтобы обеспечить соответствие нормативным требованиям FDA для AED в последние годы, необходимо использовать квалифицированный литьевой формовщик с возможностями чистых помещений и большим опытом работы с пластмассами.
Электрические приложения
В ситуациях, когда электрические компоненты должны выдерживать климатические условия, идеально подходит TPE – формовочный материал. Примером могут служить крышки наружных электрических розеток, которые должны быть защищены от атмосферных воздействий в течение многих лет эксплуатации в неблагоприятных погодных условиях. Для выполнения этих функций полезны различные формовочные материалы. Специально изготовленная прокладка из термопластичного эластомера может расширяться для обеспечения герметичности. Этот процесс ограничивает прямой контакт влаги с электрическими соединениями. В долгосрочной перспективе можно предотвратить поражение электрическим током и возгорание.
Устройства навигации и связи
Устройства двусторонней радиосвязи и GPS предлагают конечным пользователям впечатляющее удобство. Однако когда эти устройства используются для военных операций и аварийных операций, их надежность становится критической. В результате важно создавать легкие портативные устройства для врачей скорой помощи или солдат в полевых условиях. Это сделано специально для тех, кто отягощен средствами индивидуальной защиты. В этом случае выбор материала становится первостепенным для минимизации веса, а также для защиты тонкой внутренней части устройства от мелких частиц пыли, дождя, ударов и многого другого. Для достижения всего этого используется многослойное литье, т.к. оно дает надежность и долговечность.
Автомобильная промышленность

В автомобильной промышленности используются пластиковые детали, которые обычно изготавливаются методом литья под давлением. Это включает в себя производство значительной части элементов внешнего и внутреннего дизайна автомобиля, таких как автомобильные фары, приборные панели и многое другое. Использование литья под давлением произвело революцию в производстве автомобилей. Без такой технологии вес, безопасность, стоимость и темпы производства современных автомобилей были бы недостижимы.
1.5 На что следует обратить внимание при выборе литья под давлением
Варианты, созданные методом многослойного формования, безграничны. Его можно добавлять для изменения поверхности изделия или деталей. Это делается путем добавления разновидностей цветовой текстуры, функциональности и многого другого. Однако, прежде чем приступать к формованию, вот несколько важных вещей, которые следует учитывать для эффективных и успешных проектов, в том числе:
- Выбор машины
- Обработка и подготовка материалов
- Состояние процесса многослойного формования
1.5.1 Выбор машины
При рассмотрении формовочной машины для многослойного формования рекомендуются машины с поршневыми шнеками. Для лучшего контроля параметров формования предпочтение отдается более новым машинам с компьютерным управлением, а не многогнездным инструментам. Кроме того, машины с программируемым давлением и скоростью впрыска помогают производить детали более высокого качества. Другой предпочтительной машиной для многослойного формования является та, которая контролирует размер впрыска в зависимости от положения. Они предпочтительнее тех машин, которые контролируют рабочее давление и/или время.
1.5.2 Обработка и подготовка материалов
Еще одним соображением является обработка и подготовка материалов для эффективного формования. Вещи, которые следует учитывать, включают:
- Окраска
- Высушивание
- Продувка
- Переточка
Окраска
Прежде чем приступать к формованию, носитель цветной суперконцентрата должен быть совместим с выбранной формовкой. Следует отметить, что высокая концентрация восков в концентрате красителя может отрицательно сказаться на адгезии. Однако большинство полиэтиленовых носителей отрицательно влияет на адгезию. Чтобы избежать этого, необходимо строго соблюдать рекомендации по цветным носителям, указанные в отдельных технических паспортах. И, наконец, для более легкого диспергирования концентрат красителя должен иметь немного более низкую вязкость, чем базовый компаунд TPE.
Высушивание
В случае сушки формовщики должны рассмотреть осушающие или вакуумные сушилки. Чтобы оказаться на нужной странице, следуйте Техническому паспорту продукта. Это даст вам правильное руководство для успешного проекта.
Продувка
Всякий раз, когда пресс не работает более 10 минут, очень важно продуть его перед возобновлением производства. Чтобы избежать перепрошивки, следует перезапустить машину, используя размер кадра с постепенным увеличением до предыдущей настройки.
Перешлифовать
Хотя доизмельчение может и не быть обычным явлением, именно поэтому вам необходимо учитывать, требуется ли повторное измельчение продукта. Он требуется примерно в 20% всего производства многокомпонентного формования. Он используется, когда в процессе производства образуется чистый низкосортный лом TPE. Следует отметить, что более высокие уровни доизмельчения допустимы для черных материалов.
Для натурального продукта прозрачные или светлоокрашенные соединения могут изменить цвет или загрязниться, если они не контролируются должным образом. По возможности используйте одинаковые уровни измельчения. Использование высокой степени измельчения может привести к выгоранию органических пигментов, используемых для получения желтого, синего, зеленого и красного цветов.
1.5.3 Условия процесса многослойного формования
Что касается процесса многослойного формования, необходимо учитывать множество факторов, которые помогут добиться успеха. Если не принять надлежащих мер по соблюдению этих факторов, это может неблагоприятно сказаться на процессе многокомпонентного формования. Вещи, которые следует учитывать, включают:
- Давление и скорость впрыска (200–600 фунтов на кв. дюйм)
- Температура плавления (см. технический паспорт продукта)
- Температура подложки (см. технический паспорт продукта)
- Температура пресс-формы (70-120oF типичны)
- Время охлаждения (около 35-45 минут на каждые 0.100 дюйма)
ГЛАВА 2:
Методы многослойного формования
2.1 Технологии процесса многослойного формования
Процесс многослойного формования широко известен в обрабатывающей промышленности. В этой статье мы остановимся на трех широко используемых в промышленности методах многослойного формования. Они включают:
- Формование нескольких материалов
- Вставить молдинг
- Формование поворотных и челночных столов
2.1.1 Литье из нескольких материалов
Литье из нескольких материалов иначе известно как двухкомпонентное формование или двухкомпонентное формование. В этом процессе формованные детали образуют связь, которая позволяет подложке выдерживать неблагоприятное воздействие окружающей среды. Он включает в себя два набора полостей, включая полость 2 и полость 1. Первая полость позволяет затвердевать подложке, а другая полость формирует формовочный материал. Изделия, изготовленные по этой технологии, могут быть изготовлены методом вставного литья и наоборот. Тем не менее, этот метод имеет преимущество в превосходном качестве деталей, низкой стоимости и малом времени цикла. Для литья из нескольких материалов доступны следующие параметры:
- Эластомер на термопластичной подложке
- Термопласт на термопластической подложке
Этапы литья из нескольких материалов
Шаг 1: Впрыск расплавленного пластика в форму для литья под давлением из бочки А.
Шаг 2: Впрыскиваемый расплавленный пластик охлаждается с последующим разделением сердцевины и полостей.
Этап 3: Форма для литья под давлением вращается, чтобы выровняться с цилиндром для литья под давлением B.
Шаг 4: На этом этапе форма закрывается, и расплавленный пластик впрыскивается из бочки B.
Шаг 5: После охлаждения материала деталь выталкивается из формы для литья под давлением.
2.1.2 Литье с вставкой

Для литья под давлением используется однотактная литьевая машина. Инструменты для литья под давлением дешевле по сравнению со стоимостью двухэтапного литья под давлением и совместного литья под давлением.
Шаг, связанный с литьем под давлением
Шаг 1: Подложка помещается и позиционируется внутри формы для литья под давлением. Примером может служить винт, которому нужна Т-образная головка. Винт без Т-образной головки помещается в форму для литья под давлением.
Шаг 2: Вторичные материалы, такие как эластомер или термопласт, впрыскиваются в форму для литья под давлением. Это помогает сформировать Т-образную головку, необходимую для винта.
Шаг 3: Деталь охлаждается и выливается из формы для литья под давлением.
2.1.3 Формование с поворотным и челночным столом

Этот тип формования включает формование или вставку подложки. Затем подложка помещается в полость B с помощью горизонтального инжекционного устройства или робота в первой позиции. Стол поворачивается или перемещается на следующую станцию. На этой станции ТЭП вводят с помощью вертикальной или горизонтальной инъекционной установки. На этом уровне на линии разъема можно разместить горячий литник или бегунок. На поворотном узле третий оборот перемещает стол на «разгрузочную» станцию, где происходит выброс двухкомпонентной детали.
2.2 Выбор процесса многослойного формования
Как объяснялось в нашей статье, мы представили 3 наиболее широко используемых метода многослойного формования. Для эффективного и успешного проекта каждый из этих методов имеет определенное применение. Каждый метод не может быть использован для всех процессов многослойного формования. В результате необходимо принимать решения для планирования и выбора правильного процесса многослойного формования. Для этого учитываются следующие факторы:
- Избранные материалы
- Требуемые объемы производства
- Имеются средства на оснастку
- Стоимость локализованной рабочей силы
- Доступные методы по месту нахождения производств
Соображения
- Если вставка подложки не является термопластом, рекомендуется метод вставки.
- В ситуации, когда объем производства невелик, рекомендуется ручная вставка пластика или металла. В этом процессе это помогает снизить стоимость.
- Для больших объемов производства можно использовать челночный пресс. Кроме того, там, где уровень производства может оправдать затраты, рекомендуется использовать роботизированную вставку или машину с поворотным столом.
- Два метода формования материала могут использоваться, когда объем производства высок или местная рабочая сила высока.
- Для больших объемов производства с наилучшей эстетикой продукта рекомендуется использовать горячеканальную систему с клапаном и затвором.
- Рекомендуется форма из двух материалов, которая может перемещаться или вращаться между секциями формы. Требуется, чтобы наплавка эластомера находилась на сторонах А и В формы материала детали.
- В ситуации формирования однородного покрытия на части или на целой стороне простой детали рекомендуется двухкомпонентная форма с использованием подвижных стержней.
ГЛАВА 3:
Выбор материала для наплавки
3.1 Какие материалы можно использовать при наплавке?
Что касается многослойного формования, то материалы, которые можно использовать, и их применение представлены в таблице ниже для справочных целей.
3.2 Советы по выбору материала для наплавки
При выборе материалов для многослойного формования необходимо учитывать несколько факторов. К этим факторам относятся:
- Требования к адгезии
- Поведение потока материала
- Твердость
3.2.1 Требования к адгезии
Что касается требований к адгезии, необходимо учитывать среду конечного пользователя и область применения. Тем не менее, не все марки материалов для формования эффективно сцепляются со всеми подложками. Важно отметить совместимость наплавляемого материала с подложкой. Такие факторы, как масло или органические химикаты, а также температура, играют роль в выборе используемых марок. Для использования под капотом автомобиля, в микроволновой печи и в посудомоечных машинах требуются специальные сорта материала для формовки. Ожидаемый срок службы продуктов, которые будут производиться, очень важен при рассмотрении требований к адгезии. На адгезию влияют следующие факторы:
- Тип концентрата цвета
- Условия процесса (давление, время охлаждения, температура расплава, скорость впрыска)
- Дизайн пресс-форм и деталей
- Уровень влажности наплавки и подложки
- Подготовка и предварительный нагрев подложки
- Уровень перешлифовки
- Марка подложки (минералонаполненная, стеклонаполненная, промасленная, термостабилизированная)
3.2.2 Поведение материала при движении
Формовочные смеси следует проверять на уровень вязкости. Уровень вязкости многокомпонентного компаунда может варьироваться от низкого до высокого. Чем ниже, тем лучше для эффективности многослойного формования. При высокой скорости сдвига при обработке чувствительность к сдвигу и вязкость компаунда для многокомпонентного формования снижаются. В результате наблюдается легкое течение и заполнение тонкостенной секции, что обычно происходит при многослойном формовании.
3.2.3 твердость
Еще одним важным фактором, который следует учитывать, является твердость формовочного компаунда. Для многослойного формования твердость обычно колеблется от 30 до 70 по Шору А. Этот диапазон обеспечивает наилучший баланс между скоростью схватывания, свойствами текучести, сцеплением и эргономическими ощущениями. Однако в отлитых поверх деталей кажущаяся твердость или мягкость на ощупь зависят от толщины покрывающего отливки. Примеры включают сверхмягкие гели по шкале Shore OO, составы TPE с широким диапазоном твердости от 2 Shore A до примерно 45 Shore D и многие другие.
ГЛАВА 4:
Распространенные проблемы многослойного формования и их решения

Многослойное формование — это деликатный процесс, и он может сопровождаться той или иной проблемой. Наиболее часто встречающиеся проблемы при многокомпонентном формовании включают закрашивание многокомпонентной формы, неполное заполнение многокомпонентной формы или подложки, плохую адгезию и многое другое. Ниже приведены общие наблюдения за многослойным формованием и их возможные решения.
Шорты
Шорты могут быть вызваны любым из следующих факторов или их комбинацией; недостаточное количество материала, недостаточная скорость заполнения, недостаточное давление впрыска, слишком холодный расплав и плохая вентиляция. Чтобы исправить эти действия, можно сделать следующее; увеличение размера впрыска, давления впрыска, скорости впрыска и температуры расплава. Другой способ решить эту проблему — уменьшить тоннаж хомута и перерезать вентиляционные отверстия.
Вспышка на подложке или периферийной части
Это может произойти из-за плохой подгонки формы, усадки подложки, неадекватной грузоподъемности формовочной машины и плохой герметичности конструкции. Это можно исправить воронением инструмента, повторной нарезкой для получения полного отключения. Увеличение тоннажа и снижение давления закачки также могут помочь решить проблему.
Сломанная форма ломается или ударяется о полую подложку
Это происходит из-за высокой температуры впрыска, давления, неправильного расположения шибера и неправильно закрепленной подложки. Это может быть решено путем обеспечения полной поддержки субстрата, что может помочь противостоять гидравлическому нагнетанию. Эту проблему также можно решить, переместив заслонку в правильное положение и снизив давление и температуру впрыска.
Плохое качество вязания
Еще одним недостатком многослойного формования является низкое качество вязания. Это вызвано низкой температурой или наличием газа между полимерными фронтами. Это можно исправить, улучшив вентиляционные отверстия и увеличив скорость впрыска и температуру расплава/формы.
Плохая адгезия
Одной из часто встречающихся проблем при многослойном формовании является плохая адгезия. Плохая адгезия при многослойном формовании может быть вызвана несовместимостью материалов, неадекватной температурой материала и загрязнением. Эту проблему можно решить, используя правильный сорт материала и повышая температуру процесса и формы. Кроме того, следует проверить совместимость красящего концентрата или использование смазанного сорта.
Неравномерный цвет
Неоднородный цвет в части полученного продукта может быть связан с несовместимым концентратом красителя, неправильным плавлением и диспергированием концентрата красителя. Решить ее можно увеличением температуры задней зоны, оборотов шнека и противодавления.
Залипание детали на стороне «А» инструмента
Это происходит из-за недостаточной тяги, слишком яркой и слишком горячей полости «А», образования вакуума в полости «А» и многих других факторов. Это можно решить, увеличив тягу, очистив полость пескоструйным аппаратом, обеспечив выпуск с помощью воздуха и запустив полукулер «А».
Деформированные детали
Это может быть вызвано усадкой после пресс-формы. Чтобы решить эту проблему, понизьте форму и напряжение как для подложки, так и для эластомера. Увеличение жесткости подложки за счет добавления стекла или увеличения толщины или ребер также может решить эту проблему.
Липкий или пахнущий эластомер
Липкий или пахнущий эластомер вызван разрушением материала. Чтобы решить эту проблему, не забудьте проверить время пребывания материала и, если возможно, снизить температуру в тыловых зонах.
Поверхностные раковины
Это происходит из-за слишком раннего примерзания литника, что приводит к неравномерному отделению от поверхности инструмента. Эту проблему можно решить, увеличив давление упаковки/время выдержки и снизив температуру материала. Увеличение размера ворот также может иметь большое значение для решения этой проблемы.
Размер вне спецификации
Это вызвано потерей контроля над усадкой и неправильной упаковкой деталей. Это можно исправить, проверив удерживающее давление (отсутствие падения) и поддерживая подушки. Кроме того, следует должным образом проверить и внедрить увеличение времени охлаждения и размеров инструмента.
Jetting
Еще одна проблема, которая может возникнуть при многослойном формовании, — это струйная обработка, которая может быть вызвана различными действиями. Первой причиной может быть слишком высокая вязкость потока, и ее можно устранить путем повышения температуры расплава. Вторая причина связана со слишком высокой скоростью впрыска и может быть устранена путем перемещения затвора таким образом, чтобы расплав ударялся о стенку при входе в полость.
Складки, метки потока и заполнение
Эти проблемы могут быть вызваны слишком низкой температурой расплава и могут быть устранены путем повышения температуры до оптимального уровня. Это также может быть вызвано неравномерностью текстуры поверхности и неравномерной опиловкой сечения. Эту проблему можно решить, переместив заслонку для балансировки потока или уменьшив диаметр рабочего колеса и добавив текстуру поверхности к конструкции детали и полостям в стальных стенках. Кроме того, еще одной возможной причиной может быть заполнение из тонкой в толстую секцию, в то время как это устраняется путем перемещения шибера в толстую секцию.
ГЛАВА 5:
Вопросы и Ответы
Итоги
Многослойное формование развилось как литье под давлением процесса наряду с материальными достижениями за последнее десятилетие. Это может помочь создать новые технические и творческие возможности для многих отраслей, таких как медицина, электротехника и многие другие. Помимо мягкого прикосновения, многослойное литье предлагает широкий спектр возможностей для разработки продуктов с дополнительными функциями, улучшенной эстетикой, идентификацией бренда и повышенной ценностью. Также позволяет OEM-производителям получать экономические выгоды от двух или более материалов за счет включения различных свойств в формованные компоненты.
Мы хотели бы поговорить с вами о многослойном формовании, независимо от того, решите ли вы в конечном итоге работать с нами или нет. Позвоните нам или зайдите.
Из-за высокой стоимости оборудования, литье под давлением традиционно считается производственным процессом только для массового производства. Но 3D-печать для изготовления пресс-форм для литья под давлением позволит вам производить высококачественные и воспроизводимые модели для прототипирования и мелкосерийного производства.
В этом руководстве подробно рассказано, как использовать напечатанные на 3D-принтере пресс-формы для литья под давлением как на настольных, так и на промышленных машинах. С их помощью вы сможете эффективно и недорого изготавливать сотни функциональных прототипов и моделей, которые ускоряют разработку продукта, сокращают затраты и время выполнения, а также выводят лучшие продукты на рынок.
Литье под давлением — один из основных процессов производства изделий из пластмасс. Это экономичная и воспроизводимая на высоком уровне технология, позволяющая получать модели отличного качества для крупносерийного производства. Она широко используется для массового производства идентичных моделей с жесткими допусками.
Литье под давлением — это быстрый и интенсивный процесс, во время которого высокая температура и давление позволяют впрыскивать расплавленный материал внутрь пресс-формы. Вид расплавляемого материала зависит от объема производственного проекта. Самые популярные материалы — различные термопластики, такие как ABS, PS, PE, PC, PP или TPU. Однако для литья под давлением также можно применять металлы и керамику. Пресс-форма содержит полость, в которую впрыскивается расплавленный материал. Она позволяет точно воспроизвести конечные характеристики модели.
Пресс-формы обычно изготавливаются из металла на станке с ЧПУ или посредством электроискровой обработки. Это дорогие промышленные методы, требующие специализированного оборудования, высококачественного программного обеспечения и квалифицированной рабочей силы. В результате, изготовление металлической пресс-формы обычно занимает от четырех до восьми недель и стоит от 2000 до 100 000 долларов США в зависимости от формы и сложности модели. Чтобы упростить создание пресс-форм для мелкосерийного изготовления моделей с помощью обычных металлов, подвергаемых обработке, необходимо потратить много средств, времени и трудозатрат, а также приобрести специализированное оборудование. Все это делает литье под давлением в требуемом масштабе недоступным для многих. Однако существуют альтернативные способы обработки пресс-форм из металла на станке. Пресс-формы для литья под давлением, для прототипирования и мелкосерийного производства, созданные с помощью 3D-печати, позволяют снизить затраты и время изготовления по сравнению с производством пресс-форм из металла, и получить при этом высококачественные, воспроизводимые изделия.
В этом видео мы вместе поставщиком услуг литья под давлением Multiplus покажем вам все этапы процесса литья под давлением с использованием напечатанных на 3D-принтере пресс-форм.
Настольная 3D-печать — это мощное решение для быстрого и недорогого изготовления форм для литья под давлением. Она требует ограниченного количества оборудования, сокращая время работы ЧПУ и квалифицированных операторов и освобождая их для выполнения других важных задач. Производители получат преимущества от скорости и гибкости собственной 3D-печати при создании пресс-формы и сочетания ее с мощностью промышленного литья под давлением. В результате изготавливать серию единиц продукции из обычных термопластиков можно будет за считанные дни. 3D-принтеры могут создавать даже такие формы, которые было бы сложно изготовить традиционным способом. Их можно использовать как на настольных, так и на промышленных установках для литья, что позволяет командам разработчиков реализовать самые инновационные идеи. Еще одно преимущество: прежде чем вкладывать средства в инструментальную оснастку, можно создать итерацию конструкции и протестировать материал для конечного использования.
При правильном использовании напечатанные на 3D-принтере пресс-формы обеспечивают все эти преимущества, но есть и некоторые ограничения. Не следует ожидать от напечатанной на 3D-принтере пресс-формы из полимера такой же производительности, как от изготовленной на станке пресс-формы из металла. В пластике теплопередача происходит медленнее, поэтому требуется больше усилий для обеспечения соответствия критическим размерам и больше времени для охлаждения. Кроме того, напечатанные пресс-формы легче ломаются под воздействием тепла и давления. Тем не менее, компании по всей отрасли продолжают внедрять напечатанные на 3D-принтере пресс-формы в свои краткосрочные рабочие процессы литья под давлением. Это позволяет им быстро производить от сотен до тысяч деталей. Независимо от того, хотите ли вы проектировать функциональные прототипы из материалов для конечного использования, изготавливать детали во время пилотного производства или создавать мелкосерийные или нестандартные модели для конечного использования, литье под давлением в пресс-формах, напечатанных на 3D-принтере — экономичный и быстрый способ производства моделей в ограниченных количествах.
Стереолитографическая 3D-печать (SLA) — отличный выбор для литья под давлением. Она обеспечивает гладкую поверхность и высокую точность переноса пресс-формы на готовую модель, а также легкое извлечение из пресс-формы. Напечатанные с помощью стереолитографический 3D-печати модели химически связаны таким образом, что они полностью плотные и изотропные. В итоге по качеству функциональные пресс-формы превосходят по качеству моделирование методом наплавления. Настольные стереолитографические принтеры компании Formlabs просты в установке, эксплуатации и обслуживании, поэтому легко интегрируются в любой рабочий процесс литья под давлением.
Сердечник напечатанной на 3D-принтере литьевой пресс-формы, собранный с металлической оболочкой пресс-формы.
Являясь альтернативой среднесерийному производству от 500 до 10 000 деталей, обработка пресс-форм из алюминия на станке позволит снизить постоянные затраты на производство. Обработка алюминия выполняется в пять-десять раз быстрее, чем обработка стали, а также приводит к меньшему износу оборудования. В результате время выполнения заказа сокращается, а затраты снижаются. Кроме того, алюминий проводит тепло лучше, чем сталь, что снижает потребность в охлаждающих каналах и позволяет производителям упростить процесс проектирования пресс-формы при одновременном сохранении такой же небольшой продолжительности цикла.
Ниже представлены различные методы литья под давлением и типы пресс-форм, которые обеспечивают наиболее эффективный процесс и самые низкие затраты на модель в зависимости от объема производства:
| Мелкосерийное литье под давлением в пресс-формах | Среднесерийное литье под давлением в пресс-формах | Крупносерийное литье под давлением в пресс-формах | |
|---|---|---|---|
| Метод | Собственное производство пресс-форм и собственное литье под давлением | Изготовление пресс-форм и литье под давлением сторонними организациями | Изготовление пресс-форм и литье под давлением сторонними организациями |
| Необходимое оборудование | 3D-принтер, настольный аппарат для литья под давлением | — | — |
| Пресс-форма | Напечатанная на 3D-принтере пресс-форма из полимера | Изготовленная на станке пресс-форма из алюминия | Изготовленная на станке пресс-форма из стали |
| Стоимость пресс-формы | Менее 100 долларов США | От 2000 до 5000 долларов США | От 10 000 до 100 000 долларов США |
| Срок изготовления конечных моделей | 1–3 дня | 3–4 недели | 4–8 недель |
| Идеальный объем производства | Меньше 500 | От 500 до 10 000 | Больше 5000 |
| Способы применения | Быстрое прототипирование Нестандартное литье под давлением Литье под давлением небольших партий изделий |
Литье под давлением небольших партий изделий | Массовое производство |
Тип литьевого пресса не оказывает значительного влияния на процесс мелкосерийного литья под давлением. Традиционные крупные промышленные аппараты для литья под давлением также могут использоваться с напечатанными на 3D-принтере пресс-формами. Однако эти машины стоят дорого, имеют строгие требования к оборудованию и требуют квалифицированной рабочей силы. В результате большинство предприятий передают средне- и крупносерийное производство сторонним поставщикам услуг и контрактным производителям.
Если у вас мало опыта в литье под давлением и вы хотите опробовать этот метод без излишних затрат, рекомендуем использовать настольную литьевую машину, такую как Holipress или Galomb Model-B100. Автоматизированное оборудование для мелкосерийного литья под давлением, такое как настольная машина Micromolder или гидравлическая машина Babyplast 10/12, — достойная альтернатива для среднесерийного производства мелких моделей.
Хотите узнать о факторах, влияющих на общую стоимость литья под давлением? Ознакомьтесь с нашим полным руководством.

Технический доклад
Скачайте наш технический доклад, чтобы узнать о том, как использовать пресс-формы, напечатанные на 3D-принтере, для литья под давлением. Это поможет вам сократить расходы и время подготовки заказа. Также ознакомьтесь с реальными примерами применения 3D-печати компаниями Braskem, Holimaker и Novus Applications.
Читать технический доклад
Рабочий процесс для мелкосерийного литья под давлением состоит из семи этапов:
Спроектируйте пресс-форму для своей модели в любом программном обеспечении САПР. Придерживайтесь общих правил проектирования для аддитивного производства и проектирования пресс-форм. Рекомендации по проектированию напечатанных на 3D-принтере пресс-форм из полимера можно найти в нашем техническом докладе.
Загрузите свой проект в PreForm, программное обеспечение для подготовки к печати от Formlabs. Подготовьте модель к печати и отправьте ее на свой 3D-принтер Formlabs.
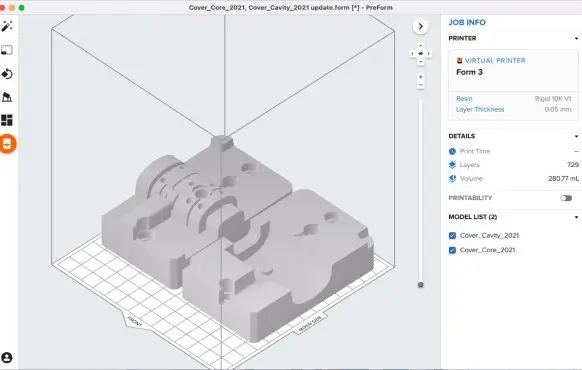
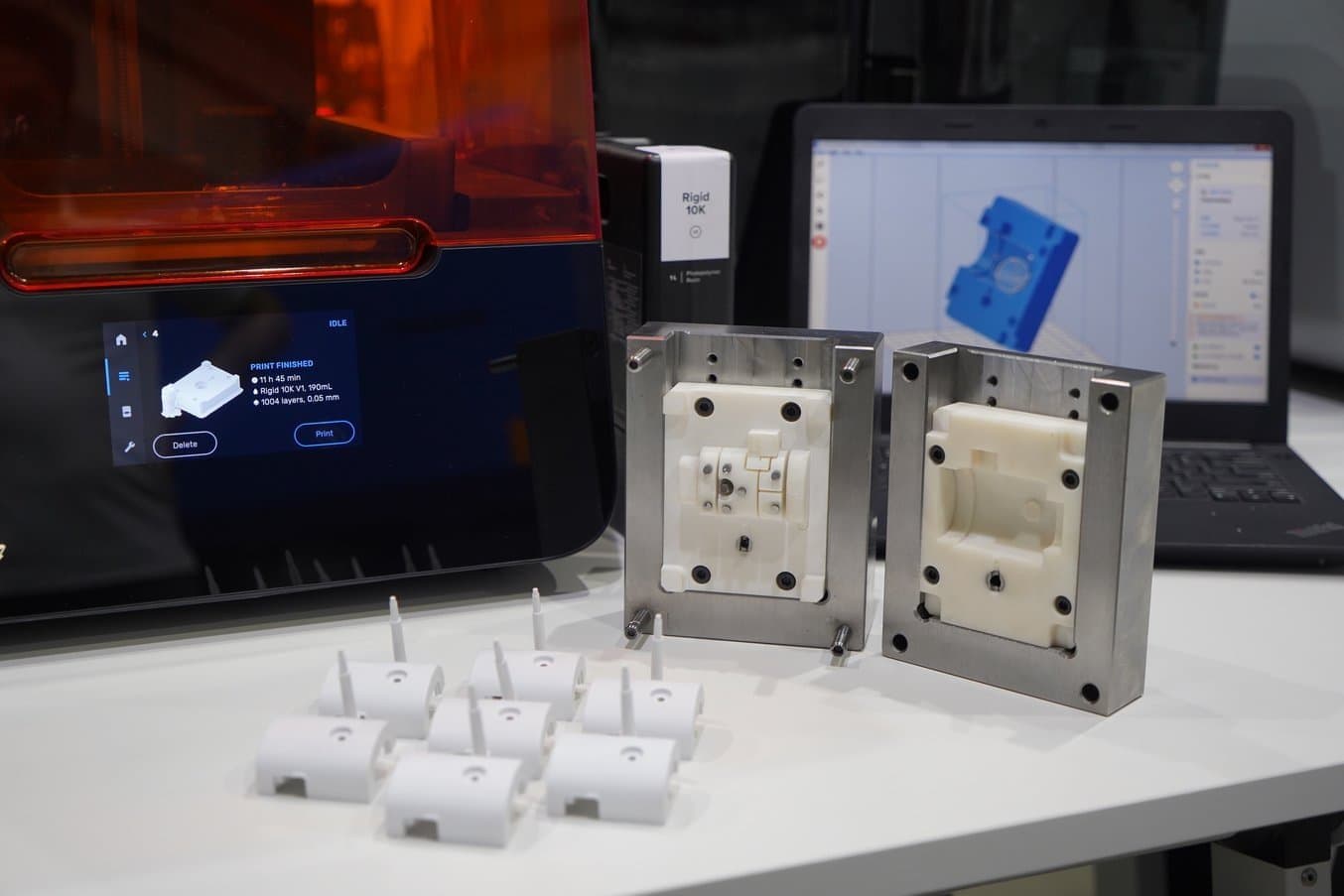
Выберите материал для 3D-печати и приступайте к печати. Rigid 10K Resin с высотой слоя 50 микрон — идеальный выбор для большинства проектов пресс-форм. В нем сочетаются высокая прочность, жесткость и устойчивость к воздействию температур.
По возможности рекомендуется распечатывать пресс-форму прямо на рабочей платформе без каких-либо поддерживающих структур для снижения деформации.
После промывки и финальной полимеризации ваша напечатанная на 3D-принтере пресс-форма готова к интеграции в процесс литья под давлением.
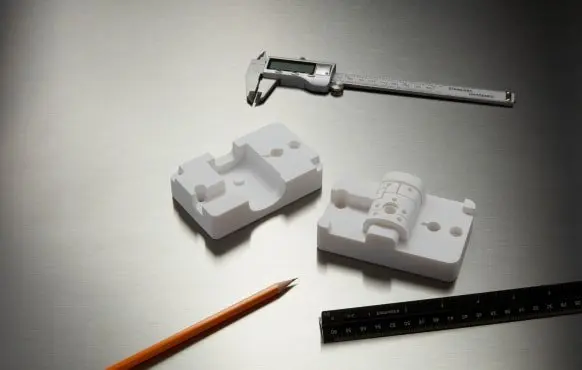
Перед сборкой вы можете обработать пресс-форму для достижения критических размеров разными способами: с помощью ручной шлифовки, настольной машины или станка с ЧПУ.
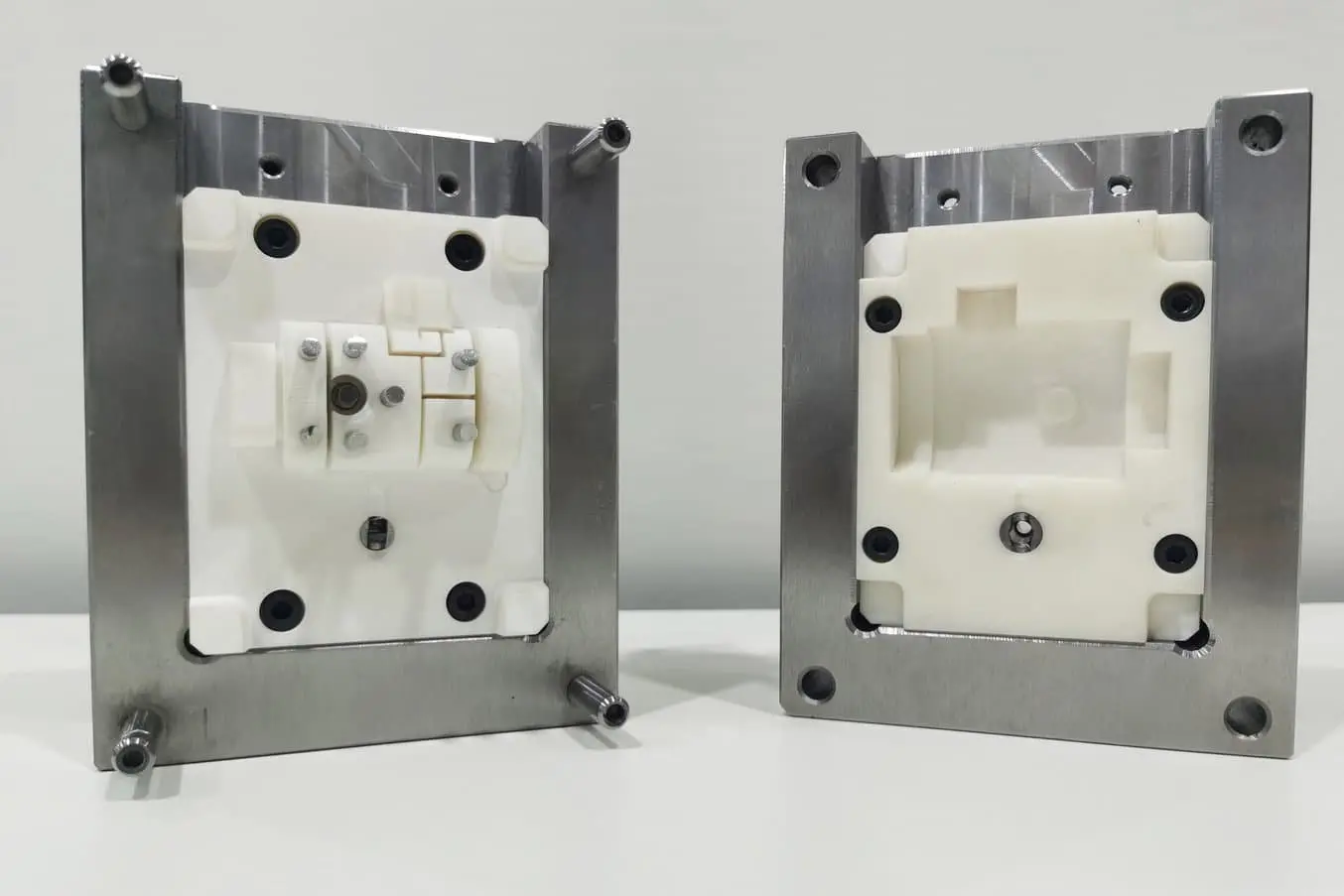
Рекомендуется поместить напечатанную пресс-форму в стандартный металлический каркас или формовочный блок, чтобы гарантировать ее функциональность под высоким давлением и продлить срок службы напечатанного изделия. Аккуратно соберите напечатанную на 3D-принтере пресс-форму внутри металлического каркаса. При необходимости добавьте выталкивающие штифты, вставки, детали побочного действия и другие компоненты.
Установите собранную пресс-форму в аппарат для литья под давлением.

Вставьте пластиковые гранулы, задайте необходимые настройки и начните производство.Рекомендуется снизить силу зажима пресс-формы, особенно если напечатанная форма не защищена металлическим каркасом.
С помощью пресс-форм, напечатанных на 3D-принтере, можно отлить модели из различных материалов: TPE, PP, PE, ABS, POM, ASA, PA, PC или TPU.

Чтобы определить идеальные условия процесса, может потребоваться несколько снимков. Необходимо учесть множество факторов, включая геометрию модели, выбор пластика, температуру и давление литья и др.
По возможности понизьте давление и температуру литья.
С помощью одной напечатанной пресс-формы пользователи Formlabs обычно отливают сотни деталей из простых в обработке пластмасс, таких как TPE, PP и PE, с температурами до 250 °C. При использовании пластмасс, требующих более высокой температуры литья, например полиамида или поликарбоната, напечатанная на 3D-принтере форма может иметь более короткий срок службы.
Ознакомьтесь с нашей документацией по условиям процесса, чтобы увидеть результаты испытаний настольных и промышленных аппаратов для литья под давлением.

Время охлаждения пресс-формы из полимера больше, чем у пресс-формы из металла, поскольку теплопередача в пластмассе происходит медленнее, чем в металле. В связи с этим не рекомендуется добавлять охлаждающие каналы к вашей напечатанной пресс-форме.
Вместо этого охлаждение можно ускорить при помощи сжатого воздуха или сменных штабелей.
Извлеките модель вручную или автоматически с помощью выталкивающих штифтов. Нанесите разделительный агент для термопластиков с высокой вязкостью. Смазки для пресс-форм широко доступны, а силиконовые смазки для пресс-форм, например Slide или Sprayon, совместимы с полимерами Formlabs.

Три основные области применения мелкосерийного литья под давлением в пресс-формах — это быстрое прототипирование, литье под давлением небольших партий изделий и литье под давлением по запросу или индивидуальному заказу.
Быстрое прототипирование позволяет компаниям превращать идеи в рабочие доказательства концепции, трансформировать концепции в высококачественные прототипы, которые выглядят и работают, как готовые продукты, и проводить испытания продуктов для запуска в массовое производство.
В целом, 3D-печать — самый распространенный способ создания быстрых прототипов. Однако на более поздних этапах процесса разработки часто возникает необходимость в производстве несколько больших объемов идентичных прототипов с использованием тех же материалов и тех же производственных процессов, что и для конечных моделей. Затем эти прототипы можно использовать в бета-тестировании и полевых испытаниях. Сочетание напечатанных на 3D-принтере пресс-форм с литьем под давлением позволяет производителям быстро и эффективно разрабатывать функциональные прототипы и ускорять процесс разработки продукта.
Например, французский стартап Holimaker разрабатывает ручной аппарат для литья под давлением. С его помощью инженеры и дизайнеры могут обрабатывать пластмассовые модели на своем рабочем столе в небольших количествах для создания прототипов, пилотного производства или даже для изготовления ограниченной серии конечных моделей.
Компания предлагает своим клиентам технико-экономические обоснования с использованием напечатанных на 3D-принтере пресс-форм для быстрого изготовления моделей по доступной цене. Это позволяет ее клиентам быстро создавать проекты прототипов по доступной цене и оценивать окончательные производственные условия на этапе пилотного производства при внедрении нового продукта.

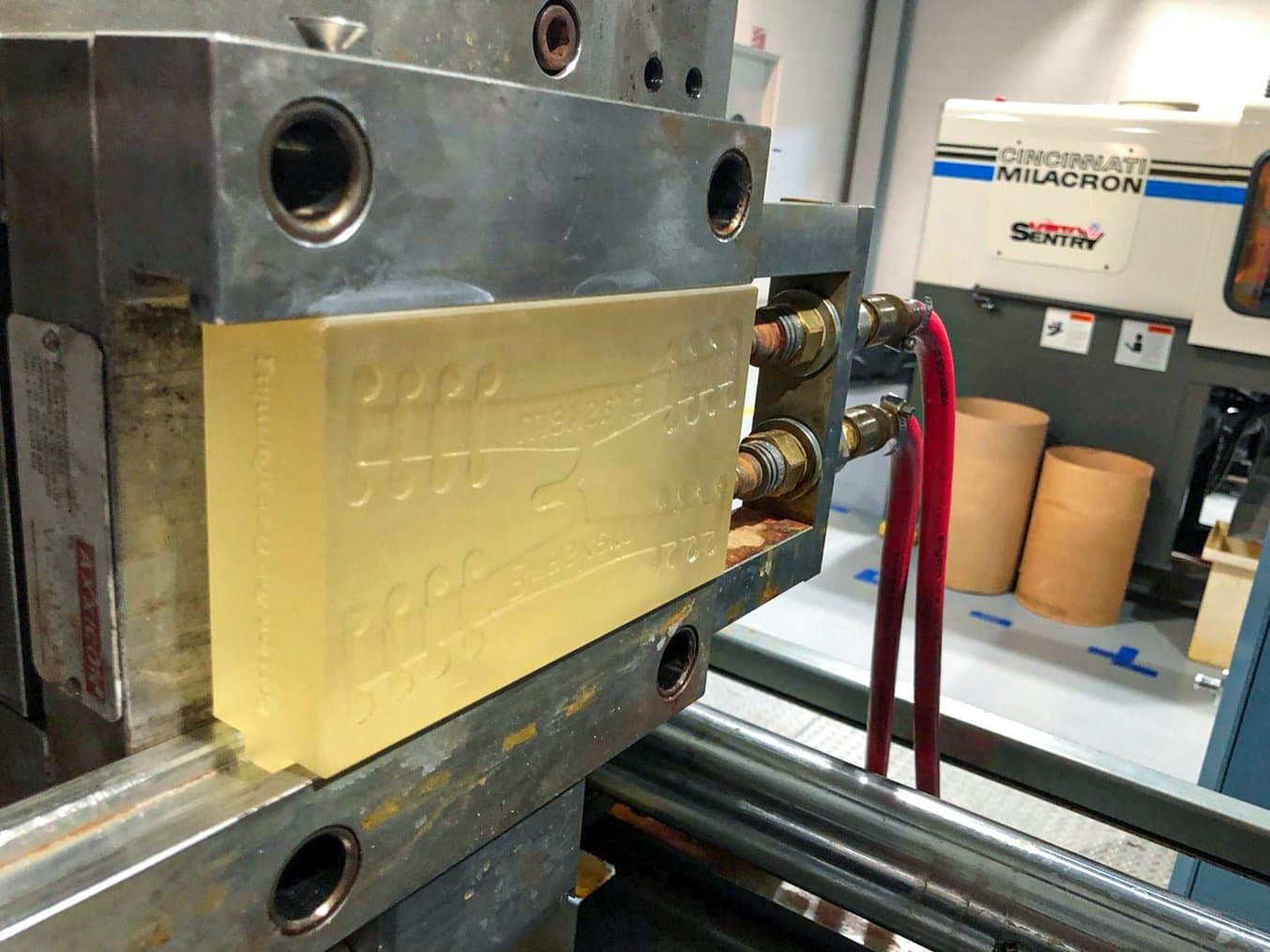
Предсерийные прототипы шипов на этих футбольных бутсах были отлиты под давлением в напечатанных на 3D-принтере пресс-формах с использованием трех различных термопластиков: POM (180 °C), PA 6,6 (270 °C), PP (210 °C).
Используя тот же метод производства, включая проектирование пресс-формы и выбор материала, эти модели можно испытать в полевых условиях и убедиться, что они готовы к серийному производству. Затем напечатанные на 3D-принтере пресс-форм можно легко адаптировать для инструментальной стали во время массового производства.
Используя напечатанные на 3D-принтере пресс-формы, Holimaker удалось сократить время производства пресс-форм для процесса литья под давлением до 24 часов, и сегодня сотрудники компании используют напечатанные на 3D-принтере пресс-формы в 80–90 % своих проектов.
Литье под давлением небольших партий изделий дает производителям возможность выпускать лимитированные серии моделей для конечного использования для продуктов, которые производятся только в ограниченных количествах, или изготавливать пилотную серию продукта для тестирования на рынке, прежде чем начинать широкомасштабные инвестиции.
Использование мелкосерийного литья под давлением дает возможность изготавливать точные и воспроизводимые модели конечного использования без высоких постоянных затрат, связанных с традиционным литьем под давлением.
Multiplus — это поставщик решений для литья под давлением из Шэньчжэня. Он предлагает полный производственный цикл, от проектирования до производства пластмассовых изделий, и ежегодно предоставляет услуги более чем 250 клиентам, в том числе некоторым компаниям из списка Fortune 500. Некоторым из этих клиентов требуется мелкосерийное производство, которое наряду с литьем под давлением традиционно является дорогостоящим и трудоемким из-за сложности изготовления инструментальной оснастки.


Недавно отлитые под давлением корпуса блока управления АБС с использованием напечатанных на 3D-принтере пресс-форм.
Спрос на мелкосерийное производство начал расти, поэтому Multiplus решил с помощью 3D-печати исследовать разные материалы, чтобы найти рентабельный способ производства более дешевых пластиковых пресс-форм для небольших заказов и пилотного производства. Мелкосерийное литье под давлением в пресс-формах с помощью 3D-принтеров Formlabs сокращает затраты, труд и время по сравнению с обработкой алюминиевых пресс-форм на станках и может легко использоваться с промышленными аппаратами для литья под давлением Babyplast.
Литье под давлением по запросу или индивидуальному заказу может потребоваться для изготовления деталей для конечного пользования с индивидуальными параметрами для конкретных целей, таких как человеческий фактор, область применения или особый случай, причем часто в сжатые сроки. При ограниченных объеме и/или сжатых сроках традиционное литье под давлением с использованием инструментальной оснастки неэффективно и нецелесообразно. В таких случаях идеальным решением станет мелкосерийное литье под давлением с использованием напечатанных на 3D-принтере пресс-форм для ускорения процесса производства нестандартных моделей.
Пример Braskem, одной из ведущих мировых нефтехимических компаний, подчеркивает необходимость использования напечатанных на 3D-принтере пресс-форм для быстрого выполнения заказов по запросу. Во время первой волны пандемии COVID-19 компании потребовалось создать тысячи ушных петель для масок, чтобы обеспечить защиту своих сотрудников по всему миру. Braskem признала литье под давлением идеальным методом для производства моделей. Но без использования своей 3D-печати ей пришлось бы обратиться к сторонней компании за изготовлением дорогой пресс-формы из металла, что стоило бы команде денег и драгоценного времени.
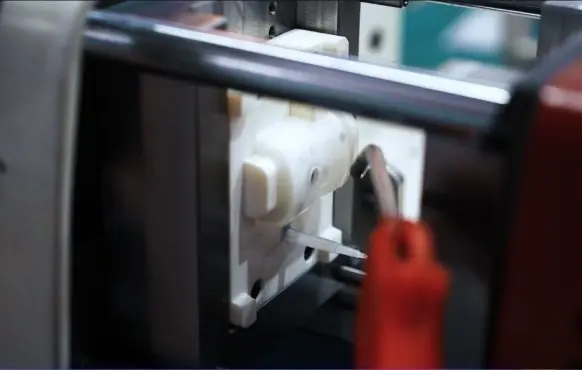
Braskem использовала напечатанную на 3D-принтере пресс-форму в сочетании с традиционным промышленным аппаратом для литья под давлением, чтобы быстро изготовить ушные петли для масок.
Для печати пресс-формы для ушных петель команда Braskem использовала литье под давлением с использованием 3D-принтера Formlabs Form 3 и полностью электрический аппарат для литья под давлением Cincinnati Milacron 110 Ton Roboshot для разработки модели петель.
С помощью 3D-печати команда изготовила тысячи ушных петель в течение недели после получения электронного письма от вице-президента и подготовила их к отправке в офисы по всему миру.
Ускорьте разработку продукции, сократите расходы и время подготовки заказа, а также выводите на рынок более качественную продукцию, используя 3D-печать и мелкосерийное литье под давлением.
DDPROTOTYPE является ведущим литье пластмасс под давлением производитель в Китае. Чтобы прочитать руководство по литью пластмасс под давлением, основанное на 20-летнем опыте, потребуется около 15 минут.
Первая часть — что такое литье под давлением
Что такое литье пластмасс под давлением?Литье пластмасс под давлением – это производственная технология для массового производства одинаковых пластиковых деталей с высокой допуском. При литье пластмасс под давлением частицы полимера сначала расплавляются, а затем впрыскиваются в форму под давлением, в результате чего жидкий пластик охлаждается и затвердевает. Материалы, используемые при литье под давлением, представляют собой термопластичные полимеры, которые можно окрашивать или наполнять другими добавками.
Почти все пластмассовые детали вокруг вас сделаны методом литья пластмасс под давлением: от автомобильных деталей до электронных корпусов и предметов первой необходимости. Литье пластмасс под давлением настолько популярно, потому что стоимость одного пластикового изделия очень низка при массовом производстве. Литье пластмасс под давлением имеет высокую повторяемость и хорошую гибкость конструкции. Основные ограничения литья под давлением обычно связаны с экономическими факторами, поскольку требуются более высокие первоначальные инвестиции. Кроме того, время от проектирования до производства очень медленное (не менее 3 недель).

Технология литья под давлением
Сегодня литье под давлением широко используется в потребительских товарах и технических приложениях. Почти все пластиковые предметы вокруг вас сделаны методом литья под давлением. Это связано с тем, что технология позволяет производить одни и те же детали по очень низкой цене для одной детали и в очень большом количестве (обычно от 1000 до 100000 + единиц).
Однако по сравнению с другими технологиями начальные затраты на литье под давлением относительно высоки, в основном из-за необходимости настройки пресс-формы. Пресс-формы стоят от 1000 до 200000 XNUMX долларов США, в зависимости от их сложности, материалов (алюминиевые формы или стальные формы) и точности (прототипы, формы среднего или массового производства).
Материал для литья пластмасс под давлением
Все термопластичные материалы могут подвергаться литью под давлением. Некоторые типы силикона и других термореактивных смол также совместимы с процессом литья под давлением. Наиболее часто используемые материалы для литья под давлением:
-
Полипропилен (ПП): около 38% мирового производства
-
Абс: около 27% мирового производства
-
ПЭ: около 15% мирового производства
-
Полистирол (ПС): около 8% мирового производства
Даже если учесть все другие возможные технологии производства, только на литье под давлением из этих четырех материалов приходится более 40% всех пластиковых деталей, производимых в мире каждый год!

Термопластавтоматы: как они работают?
Термопластавтомат состоит из трех основных частей: узла литья под давлением, пресс-формы (основы всего процесса) и узла зажима/выталкивания. В этом разделе мы рассмотрим назначение каждой системы и то, как их основные рабочие механизмы влияют на конечные результаты процесса впрыска. На видео ниже большая машина для литья под давлением может производить около 30 пластиковых деталей каждые 3 секунды.

Видео по литью пластмасс под давлением | ДДПРОТОТИП
Процесс литья пластмасс под давлением
Назначение блока впрыска состоит в том, чтобы расплавить необработанный пластик и направить его в форму. Он состоит из бункера, бочки и возвратно-поступательного шнека. Вот как работает процесс впрыска:
-
1. Частицы полимера предварительно высушивают и помещают в бункер, где они смешиваются с красящими пигментами или другими армирующими добавками.
-
2. Подайте частицы в цилиндр, одновременно нагрейте их, перемешайте и переместите в форму через винт с переменным шагом. Геометрия шнека и цилиндра оптимизирована, чтобы помочь поднять давление до нужного уровня и расплавить материал.
-
3. Затем поршень движется вперед, и расплавленный пластик впрыскивается в форму через систему направляющих, которая заполняет всю полость. Когда материал охлаждается, он снова затвердевает и принимает форму формы.
-
4. Наконец, форма открывается, и наперсток выталкивает твердые детали. Затем закройте форму и повторите процесс.
Весь процесс можно повторить очень быстро: он занимает от 10 до 180 секунд, в зависимости от размера детали. Когда деталь выбрасывается, она назначается конвейеру или удерживающему контейнеру. Как правило, отлитые под давлением детали можно использовать сразу же, практически без последующей обработки.
Производство пресс-форм
Пресс-форма похожа на фотографический негатив: ее геометрия и текстура поверхности переносятся непосредственно на отлитую под давлением деталь. Пресс-формы обычно составляют большую часть начальных затрат на литье под давлением: для простой геометрии и относительно небольшого производства (от 1000 до 10000 единиц) стоимость типичной пресс-формы составляет около 2000-5000 долларов США, до 100000 долларов США. Подходит для матрицы, оптимизированной для полного производства (100000 и более). Это связано с высоким уровнем знаний, необходимых для разработки и производства высококачественных пресс-форм, которые точно производят тысячи (или сотни тысяч) деталей.

Форма обычно изготавливается из алюминия или стали методом CNC-обработка а затем доведены до требуемого стандарта. В дополнение к недостаткам деталей они также имеют другие функции, такие как система направляющих, которая позволяет материалам течь в форму, и внутренний канал водяного охлаждения, который помогает и ускоряет охлаждение детали.
Типичный случай — конструкторы Lego
Лего блоки являются одним из самых известных примеров деталей, изготовленных методом литья под давлением. Они были сделаны с использованием форм, подобных тем, что на картинке, которые произвели 120 миллионов блоков Lego (15 миллионов циклов), прежде чем они были сняты с производства. Строительные блоки Lego изготовлены из АБС-пластика из-за его высокой ударопрочности и отличной пластичности. Каждый кирпич идеально спроектирован с допуском всего 10 микрон (или одна десятая часть волоса). Это достигается за счет использования передовых методов проектирования, которые мы изучим в следующем разделе (равномерная толщина стенки, угол уклона, ребра, рельефный текст и т. д.).

Вторая часть – конструкция для литья под давлением.
Существует несколько факторов, которые могут повлиять на качество конечного продукта и повторяемость процесса. Чтобы получить все преимущества этого процесса, дизайнеры должны следовать определенным правилам проектирования. В этом разделе мы описываем распространенные дефекты литья под давлением, а также основные и расширенные рекомендации, которым необходимо следовать при проектировании деталей, включая рекомендации по минимизации затрат.
Распространенные дефекты литья под давлением
Большинство дефектов литья под давлением связано с неравномерным течением или скоростью охлаждения расплавленного материала в процессе плавления.
Здесь мы перечисляем наиболее распространенные дефекты конструкции деталей для литья под давлением. В следующем разделе мы покажем вам, как избежать этих дефектов, следуя передовым методам проектирования.
коробление
Когда некоторые детали охлаждаются (и, следовательно, сжимаются) быстрее, чем другие, они могут постоянно изгибаться из-за внутренних напряжений. Пластиковые детали с неравномерной толщиной стенки чаще всего деформируются.

Знак усадки
Когда внутренняя часть детали затвердевает раньше, чем ее поверхность, на первоначально плоской поверхности может появиться небольшая вмятина, которая называется вмятиной. Детали с плохой толщиной стенок или ребрами жесткости чаще всего дают усадку.

Метки перетаскивания
Когда пластик сжимается, он оказывает давление на пресс-форму. Во время выталкивания стенка детали скользит и царапает форму, что может привести к появлению царапин. Детали с вертикальными стенками (и без угла наклона) наиболее подвержены появлению следов волочения.

Плетеная леска
Когда встречаются два потока воды, могут быть маленькие волосы, похожие на обесцвечивание. Эти оплетки влияют на эстетику детали, но также снижают ее прочность. Детали с внезапными изменениями геометрии или отверстиями с большей вероятностью будут образовывать оплетки.
недобор
Остаточный воздух в форме может препятствовать потоку материала во время впрыска, что приводит к получению неполных деталей. Хороший дизайн может улучшить текучесть расплавленного пластика. Детали с тонкими стенками или плохо спроектированными ребрами, скорее всего, будут в дефиците.
Правила проектирования литья под давлением
Одним из самых больших преимуществ литья под давлением является то, что оно может легко формировать сложную геометрию, так что одна деталь может выполнять множество функций. После завершения изготовления пресс-формы эти сложные детали можно копировать по очень низкой цене. Однако изменение конструкции пресс-формы на более позднем этапе разработки может быть очень дорогостоящим, поэтому в первую очередь необходимо получить наилучшие результаты. Пожалуйста, следуйте приведенным ниже рекомендациям, чтобы избежать наиболее распространенных дефектов при литье под давлением.
Используйте равномерную толщину стенок
По возможности используйте одинаковую толщину стенки по всей детали и избегайте участков с толстыми стенками. Это необходимо, потому что неровные стенки могут вызвать коробление или деформацию деталей по мере остывания расплавленного материала. Если вам нужны участки разной толщины, используйте фаски или скругления, чтобы сделать переход максимально плавным. Таким образом, материал будет более равномерно течь в полости, гарантируя тем самым, что вся форма будет полностью заполнена.

Для большинства материалов толщина стенки от 1.2 мм до 3 мм является безопасным значением. В следующей таблице приведены конкретные рекомендуемые толщины стенок для некоторых наиболее распространенных материалов для литья под давлением:
|
Материалы |
Рекомендуемая толщина стенки [мм] |
Рекомендуемая толщина стенки [дюймы] |
|
Полипропилен (ПП) |
0.8 — 3.8 мм |
0.03–0.15 дюймов |
|
АБС |
1.2 — 3.5 мм |
0.045–0.14 дюймов |
|
Полиэтилен (ПЭ) |
0.8 — 3.0 мм |
0.03–0.12 дюймов |
|
Полистирол (ПС) |
1.0 — 4.0 мм |
0.04–0.155 дюймов |
|
Полиуретаны (PUR) |
2.0 — 20.0 мм |
0.08–0.785 дюймов |
|
Нейлон (ПА 6) |
0.8 — 3.0 мм |
0.03–0.12 дюймов |
|
Поликарбонат (PC) |
1.0 — 4.0 мм |
0.04–0.16 дюймов |
|
PC / ABS |
1.2 — 3.5 мм |
0.045–0.14 дюймов |
|
ПОМ (Дельрин) |
0.8 — 3.0 мм |
0.03–0.12 дюймов |
|
PEEK |
1.0 — 3.0 мм |
0.04–0.12 дюймов |
|
силиконовый |
1.0 — 10.0 мм |
0.04–0.40 дюймов |
Для достижения наилучших результатов:
Используйте одинаковую толщину стенки в пределах рекомендуемых значений. Если вам нужна другая толщина, используйте фаску или скругление в 3 раза больше разницы толщины, чтобы сгладить переход.
Более толстая часть
Более толстые секции могут вызвать различные дефекты, в том числе коробление и провисание. Вы должны ограничить максимальную толщину любой части конструкции рекомендуемым значением, сделав их полыми. Чтобы повысить прочность полой детали, используйте конструкцию с такой же прочностью и жесткостью, но с уменьшенной толщиной стенки. Тщательно разработанные детали с полыми профилями:
Ребра также можно использовать для увеличения жесткости горизонтальных секций без увеличения их толщины. Имейте в виду, что ограничения по толщине стенки остаются в силе. Превышение рекомендуемой толщины ребер может привести к усадке.
Для достижения наилучших результатов:
-
Вырежьте более толстую часть и используйте ребра для повышения прочности и жесткости деталей.
-
Максимальная толщина расчетного ребра равна 0.5-кратной толщине стенки.
-
Максимальная высота расчетного ребра равна 3-кратной толщине стенки.
Добавьте плавный переход
Рекомендуется: 3 × разница в толщине стенки
Иногда невозможно избежать деталей с разной толщиной стенок. В этих случаях используйте фаски или скругления, чтобы сделать переход максимально плавным. Точно так же нижняя часть вертикальных элементов (таких как ребра, бобышки, защелки) всегда должна быть круглой.
Скруглить все края
Равномерные ограничения по толщине стенки также применяются к кромкам: переходы должны быть как можно более плавными, чтобы обеспечить хорошую текучесть материала.
Для внутренних кромок радиус должен быть по крайней мере 0.5 раз толщина стенки. Для внешнего края добавьте радиус, равный внутреннему радиусу плюс толщина стенки. Таким образом, вы можете убедиться, что толщина стены одинакова везде, даже в углах. Кроме того, острые углы могут привести к концентрации напряжений, что приведет к утончению детали.
Для достижения наилучших результатов:
Добавьте скругление, равное 0.5 раз толщина стенки до внутреннего угла
Добавьте скругление, равное 1.5 раз толщина стенки до внешнего угла
Добавить угол наклона
Для облегчения извлечения деталей из формы ко всем вертикальным стенкам необходимо добавить углы уклона. Из-за сильного трения о форму в процессе извлечения из формы стена без угла уклона будет иметь следы сопротивления на своей поверхности. Рекомендуется минимальный угол уклона 2°. Более высокие элементы должны использовать больший угол уклона (до 50°).
Хорошее эмпирическое правило — увеличивать угол уклона на 1 градус каждые 25 мм. Например, добавьте угол уклона 30 градусов к элементу высотой 75 мм. Если деталь имеет шероховатую поверхность, следует использовать большой угол уклона. Как показывает опыт, приведенные выше результаты расчетов следует увеличить на 10–20 градусов. Помните, что ребрам также нужны углы уклона. Обратите внимание, что хотя увеличение угла уменьшает толщину верхней части ребер, убедитесь, что ваша конструкция соответствует рекомендуемой минимальной толщине стенки.
Для достижения наилучших результатов:
-
Добавьте угол уклона не менее 20 градусов ко всем вертикальным стенам.
-
Для элементов более 50 мм увеличивайте угол уклона на 1 градус каждые 25 мм.
-
Для деталей с фактурной поверхностью угол уклона увеличить на 1-2°.
Нижний срез
Простейший штамп (прямолинейный штамп) состоит из двух половинок. Элементы с поднутрениями, такие как зубья для резьбы или крючки для защелкивающихся соединений, не могут быть изготовлены с помощью штампа для прямого вытягивания. Это связано с тем, что матрица не может быть обработана на станке с ЧПУ или материал предотвращает выскакивание детали. Зуб резьбы или крючок защелкивающегося соединения являются примером поднутрения.
Вот несколько идей, которые помогут вам справиться с подрезкой:
Избегайте подрезания при закрытии реки
Полное избегание подрезки может быть лучшим вариантом. Подрезка всегда увеличивает стоимость, сложность и требования к обслуживанию штампа. Продуманная переделка обычно устраняет подрезы. Усечение — полезная техника для подрезки внутренней области (для посадки с защелкой) или боковой части (для отверстия или ручки) детали.
Вот несколько примеров того, как изменить конструкцию детали для литья под давлением, чтобы избежать подрезки: в основном, материал удаляется в области под подрезкой, что полностью устраняет проблему.

Переместить линию разъема
Самый простой способ справиться с подрезкой — переместить линию разъема штампа так, чтобы она пересекалась.
Это решение подходит для многих конструкций с подрезами на внешней поверхности. Не забудьте соответствующим образом отрегулировать осадку.
Использовать зачистную подрезку (струйную обработку)
Когда элементы достаточно гибкие, чтобы деформироваться на пресс-форме во время выталкивания, можно использовать подрезку (также известную как выпуклость). Зачистная выточка используется для выполнения резьбы в крышке.
Подрезку можно использовать только в том случае, если:
-
— Подрезы для зачистки должны находиться вдали от элементов усиления, таких как углы и ребра.
-
— Угол опережения поднутрения должен быть от 30 до 45 градусов.
-
— Детали, изготовленные методом литья под давлением, должны иметь пространство и быть достаточно гибкими, чтобы расширяться и деформироваться.

Рекомендуется избегать отслоения подреза деталей из стеклопластика. Как правило, гибкие пластмассы, такие как ПП, ПЭВП или нейлон (ПА), могут выдерживать подрезку до 5% диаметра.
Скользящая пара и ядро
Если невозможно изменить конструкцию литья под давлением, чтобы избежать боковых выемок, используйте скользящие боковые эффекты и стержни.
Боковой стержень представляет собой вставку, которая вставляется, когда форма закрывается, и выдвигается, прежде чем форма открывается. Имейте в виду, что эти механизмы увеличивают стоимость и сложность пресс-формы.
При проектировании вспомогательных действий следуйте следующим рекомендациям:
-
-Ядро должно иметь место для входа и выхода. Это означает, что элемент должен находиться на другой стороне детали.
-
-Боковое действие должно двигаться вертикально. Перемещение под углом, отличным от 90°, более сложно, увеличивает стоимость и время выполнения заказа.
-
-Не забудьте увеличить угол наклона. Подумайте о своем дизайне, как обычно, и рассмотрите движение ядра бокового действия.
Общие конструктивные особенности
С помощью этих практических руководств вы узнаете, как проектировать наиболее распространенные элементы, встречающиеся в деталях для литья под давлением. Используйте их, чтобы улучшить функциональность дизайна, соблюдая при этом основные правила дизайна.
Резьбовые крепления (бобышки и вставки)
Существует три способа добавить крепеж к отлитой под давлением детали: создать резьбу непосредственно на детали, добавить бобышку, которая может зафиксировать винт, или включить резьбовую вставку.
Можно моделировать резьбу непосредственно на детали, но это не рекомендуется, так как зубья резьбы имеют подрезку по своей природе, что значительно увеличивает сложность и стоимость пресс-формы (дальше мы введем подрезку) . Примером детали с резьбой, отлитой под давлением, является крышка. Бобышки очень распространены в деталях, полученных литьем под давлением, и используются в качестве точек крепления или сборки. Они состоят из цилиндрических выступов с отверстиями, предназначенными для удержания винтов, резьбовых вставок или других видов крепежных и сборочных изделий. Хороший способ думать о выступе — обвести сами ребра. Прилив используется в качестве точки соединения или крепления (в сочетании с самонарезающим винтом или резьбовой вставкой).
Если в качестве точки крепления используется бобышка, внешний диаметр бобышки должен быть в два раза больше номинального диаметра винта или вставки, а ее внутренний диаметр должен быть равен диаметру сердечника винта. Даже если вся глубина не требуется, отверстия в выступе должны доходить до уровня нижней стенки, чтобы поддерживать одинаковую толщину стенки по всему элементу. Добавьте фаски, чтобы облегчить вставку винтов или вставок.
Для достижения наилучших результатов:
-
Избегайте слияния конструкции с выступом основной стены.
-
Ребро или прикрепить бобышку к основной стене
-
Для бобышек с лезвиями используйте наружный диаметр, равный удвоенному номинальному размеру лезвия.

Число потоков
Металлические резьбовые вставки могут быть добавлены к пластиковым деталям, отлитым под давлением, чтобы обеспечить прочные резьбовые отверстия для крепежных деталей, таких как крепежные винты. Преимущество использования вставок заключается в том, что они допускают множество циклов сборки и разборки. Вставка устанавливается в деталь для литья под давлением с помощью термической, ультразвуковой или вставки в форму. Чтобы спроектировать бобышку, которая будет удерживать вставку с резьбой, используйте рекомендации, аналогичные приведенным выше, с диаметром вставки в качестве направляющего размера.
Для достижения наилучших результатов:
Избегайте добавления резьбы непосредственно в формованную деталь.
Расчетная бобышка, наружный диаметр в 2 раза больше номинального диаметра винта или вставки.
Добавьте отступ 0.8 мм на край резьбы
Используйте резьбу с шагом более 0.8 мм (32 витка на дюйм).
Используйте трапециевидную или опорную резьбу
Лучший способ работы с созданными поднутрениями:
Используйте резьбу с шагом более 0.8 мм (32 витка на дюйм).
При наружной резьбе расположите ее по линии разъема.
рубчик
Когда максимальная рекомендуемая толщина стенки недостаточна для удовлетворения функциональных требований детали, можно использовать ребра жесткости для повышения ее жесткости.

При проектировании ребер:
● используйте толщину, равную 0.5 x толщина основной стенки
● заданная высота менее 3 x толщина ребра
● используйте галтели фундамента с радиусом более 1/4 x толщины ребра
● добавить угол уклона не менее 0.25° – 0.5°
● добавить одну минуту. Расстояние между ребрами и стеной в 4 раза больше толщины ребер.
Защелкивающееся соединение
Защелкивающаяся посадка — это очень простой, экономичный и быстрый способ соединения двух деталей без крепежа или инструментов. Существует много возможностей дизайна для соединений с защелкой. Согласно опыту, прогиб шарнирного соединения в основном зависит от его длины и допустимой силы, которая может быть приложена к его ширине (поскольку его толщина в большей или меньшей степени определяется толщиной стенки детали). Точно так же соединение с защелкой является еще одним примером подрезки.
Показана наиболее распространенная конструкция байонетного соединения (называемого консольным байонетным соединением). Как и в случае с ребрами, увеличьте угол наклона защелкивающегося соединения и используйте толщину стенки в 0.5 раза больше минимальной толщины стенки.
Разработка специального критерия соединения с защелкой — большая тема, которая выходит за рамки данной статьи.
Для достижения наилучших результатов:
Добавьте угол уклона на вертикальной стенке соединения с защелкой
Толщина расчетной защелки более чем в 0.5 раза превышает толщину стенки.
Отрегулируйте его ширину и длину, чтобы контролировать его отклонение и допустимую силу

Живая петля
Подвижный шарнир представляет собой пластиковый лист, который соединяет две части детали и изгибает и изгибает их. Как правило, эти петли встраиваются в контейнеры массового производства, такие как пластиковые бутылки. Хорошо спроектированный подвижный шарнир может безотказно работать до миллиона циклов. Материал, используемый для подвижного шарнира, изготовленного методом литья под давлением, должен быть гибким. Полипропилен (ПП) и полиэтилен (ПЭ) — идеальный выбор для бытового применения, а нейлон (ПА) — идеальный выбор для технических применений.
Хорошо спроектированные петли показаны ниже. От 0.20 до 0.35 мм от рекомендуемой минимальной толщины петли, что обеспечивает большую прочность и большую толщину. Перед массовым производством используйте обработку с ЧПУ или 3D-печать для создания прототипа подвижного шарнира, чтобы определить геометрию и жесткость, наиболее подходящие для вашего приложения. Добавьте большое количество скруглений и спроектируйте уступ с одинаковой толщиной стенки в качестве основного тела детали, чтобы улучшить течение материала в форме и минимизировать напряжение. Петли размером более 150 мм можно разделить на две (или более) части для увеличения срока службы.
Для достижения наилучших результатов:
-
Расчетная толщина петли от 0.20 до 0.35 мм
-
Выберите гибкий материал (ПП, ПЭ или ПА) для деталей с подвижными петлями.
-
Используйте плечо с толщиной, равной толщине основной стены
-
Филе как можно больше
Измельченные ребра
Раздавливание ребра — это небольшая характерная особенность, которая деформируется, когда различные компоненты сталкиваются друг с другом, создавая трение, обеспечивающее его положение. Компрессионные стержни могут быть экономичной альтернативой изготовлению отверстий с высокими допусками для плотной посадки. Они обычно используются для размещения подшипников или валов и других применений с прессовой посадкой.
На следующем рисунке показан пример детали с вытянутыми ребрами. Для обеспечения хорошего выравнивания рекомендуется использовать три экструзионных ребра. Рекомендуемая высота/радиус каждого ребра составляет 2 мм. Добавьте не менее 0.25 мм натяга между выступающим ребром и установленной деталью. Из-за небольшого контакта с поверхностью штампа можно выполнить ребро без ребра.
Для достижения наилучших результатов:
-
Добавьте минимальный зазор 0.25 мм между экструдированным ребром и компонентом.
-
Не добавляйте сквозняка вертикальной стенке экструдированных ребер.
Слова и символы
-
Текст — очень распространенная функция, которую можно использовать для логотипов, этикеток, предупреждений, диаграмм и описаний, что позволяет сэкономить на наклеивании или рисовании этикеток.
-
При добавлении текста, пожалуйста, выберите рельефный текст на тексте гравировки, потому что это легче обрабатывать на станке с ЧПУ, поэтому это более экономично.
-
Кроме того, приподнятие текста на 0.5 мм над поверхностью детали обеспечивает легкость чтения букв. Мы рекомендуем вам выбирать жирные круглые шрифты с одинаковой толщиной линий и размером 20 фунтов или более.
Для достижения наилучших результатов:
-
Используйте рельефный текст (высота 0.5 мм) вместо гравированного текста
-
Используйте шрифт одинаковой толщины с минимальным размером шрифта 20 пунктов.
-
Выровнять текст перпендикулярно линии разъема
-
Используйте высоту (или глубину) более 0.5 мм.
Диапазон допуска
Литье под давлением обычно производит детали с допуском ± 0.500 мм (0.020 дюйма).
В некоторых случаях возможны более жесткие допуски (до ± 0.125 мм или даже ± 0.025 мм), но они могут значительно увеличить затраты.
Для мелкосерийного производства (< 10000 единиц) рассмотрите возможность использования вспомогательных операций, таких как сверление, для повышения точности. Это обеспечивает правильный натяг детали на другие детали или вставки (например, при использовании прессовой посадки).
Часть третья — Инъекционный материал
Литье под давлением совместимо с различными пластиками. В этом разделе вы узнаете больше о ключевых особенностях самых популярных материалов. Мы также обсудим стандартную отделку поверхности, которая может быть применена к деталям, изготовленным методом литья под давлением.
Инъекционный материал
Все термопласты могут подвергаться литью под давлением. Некоторые термореактивные пластмассы и жидкий силикон также совместимы с процессом литья под давлением. Они также могут быть усилены волокнами, частицами каучука, минералами или антипиренами для изменения их физических свойств. Например, стекловолокно можно смешивать с частицами в соотношении 10%, 15% или 30%, чтобы детали имели более высокую жесткость.
Добавкой, обычно используемой для повышения жесткости деталей, полученных литьем под давлением, является стекловолокно. Стеклянные волокна можно смешивать с заполнителями в соотношении 10%, 15% или 30%, что приводит к различным механическим свойствам. Вы можете добавить в смесь краситель (в соотношении около 3%), чтобы создать различные цветные детали. Стандартные цвета включают красный, зеленый, желтый, синий, черный и белый, которые можно смешивать для создания различных теней.
Подготовка поверхности и стандарты SPI
Обработка поверхности может быть использована для того, чтобы детали для инъекций имели некоторый внешний вид или ощущение. Помимо использования в косметических целях, обработка поверхности также может соответствовать техническим требованиям. Например, средняя шероховатость поверхности (RA) может сильно повлиять на срок службы скользящих деталей (таких как подшипники скольжения). Детали для литья под давлением обычно не нуждаются в постобработке, но сама пресс-форма может выполнять разную степень отделки. Имейте в виду, что шероховатые поверхности при выталкивании увеличивают трение между деталью и формой, поэтому требуется больший угол наклона.
|
Завершить |
Описание |
Стандарты СПИ* |
|
Глянцевая отделка |
Форма сначала сглаживается, а затем полируется алмазным бафом, в результате чего поверхность становится зеркальной. |
-1 |
|
Полуглянцевая отделка |
Форма зачищается мелкозернистой наждачной бумагой, в результате чего поверхность становится идеальной. |
B-1 |
|
Матовая отделка |
Форма сглаживается с помощью тонкого каменного порошка, удаляя все следы механической обработки. |
C-1 |
|
Текстурированная отделка |
Форма сначала сглаживается мелким каменным порошком, а затем подвергается пескоструйной обработке, в результате чего получается текстурированная поверхность. |
D-1 |
|
Чистовая обработка |
Форма дорабатывается на усмотрение машиниста. Следы инструмента будут видны. |
– |
|
Завершить |
Описание |
Стандарты СПИ* |
|
Глянцевая отделка |
Форма сначала сглаживается, а затем полируется алмазным бафом, в результате чего поверхность становится зеркальной. |
-1 |
|
Полуглянцевая отделка |
Форма зачищается мелкозернистой наждачной бумагой, в результате чего поверхность становится идеальной. |
B-1 |
|
Матовая отделка |
Форма сглаживается с помощью тонкого каменного порошка, удаляя все следы механической обработки. |
C-1 |
|
Текстурированная отделка |
Форма сначала сглаживается мелким каменным порошком, а затем подвергается пескоструйной обработке, в результате чего получается текстурированная поверхность. |
D-1 |
|
Чистовая обработка |
Форма дорабатывается на усмотрение машиниста. Следы инструмента будут видны. |
– |
Выбирая гладкую отделку, учтите следующие полезные советы:
Отделка формы с высоким блеском не равна готовому изделию с высоким блеском. На него в значительной степени влияют другие факторы, такие как используемая пластмассовая смола, условия формования и конструкция пресс-формы. Например, ABS будет производить детали с более высоким блеском, чем PP.
более тонкая обработка поверхности требует более высокого уровня материала, используемого в форме. Для достижения очень тонкой полировки требуется инструментальная сталь с самой высокой твердостью. Это влияет на общую стоимость (стоимость материала, время обработки и время постобработки).
Часть четвертая — Секрет снижения себестоимости
Узнайте больше об основных факторах затрат при литье под давлением и возможных методах проектирования, которые помогут вам сократить расходы и удержать проект в рамках бюджета.
Факторы затрат при литье под давлением. Максимальная стоимость литья под давлением составляет:
-
Стоимость пресс-формы определяется общей стоимостью проектирования и обработки пресс-формы.
-
стоимость материалов зависит от количества используемых материалов и их цены за килограмм.
-
Стоимость производства зависит от общего времени использования термопластавтомата.
-
Затраты на пресс-формы постоянны (от 1000 до 5000 долларов). Эта стоимость не зависит от общего количества изготовленных деталей, в то время как материальные и производственные затраты зависят от производства.
-
Для изделий меньшего размера (от 1000 до 10000 штук) затраты на оснастку оказывают наибольшее влияние на общие затраты (около 50-70%). Поэтому стоит соответствующим образом изменить конструкцию, чтобы упростить процесс изготовления (и его стоимость) пресс-формы.
-
При массовом производстве (от 10000 100000 до XNUMX XNUMX единиц) вклад стоимости инструмента в общую стоимость покрывается стоимостью материалов и производства. Поэтому ваша основная работа по проектированию должна быть направлена на минимизацию объемной детали и времени цикла формования.
Здесь мы собрали несколько советов, которые помогут вам минимизировать стоимость вашего проекта впрыска.
Совет 1: придерживайтесь прямолинейного штампа
Сердечники бокового действия и другие механизмы в пресс-форме увеличивают стоимость пресс-формы на 15-30%. Это означает, что минимальная дополнительная стоимость пресс-формы составляет от 1000 до 1500 долларов.
В предыдущем разделе мы изучили метод борьбы с подрезом. Чтобы уложиться в бюджет, избегайте использования ядер побочных эффектов и других механизмов, если в этом нет крайней необходимости.
Совет 2: перепроектируйте детали для впрыска, чтобы избежать подрезов
Подрезка всегда увеличивает стоимость и сложность, а также затраты на техническое обслуживание пресс-формы. Умный редизайн обычно устраняет подрезку.
Совет 3: сделайте детали для впрыска меньше
Детали меньшего размера можно формовать быстрее, что приводит к повышению производительности и снижению себестоимости деталей. Детали меньшего размера также снижают материальные затраты и стоимость пресс-форм.
Совет 4: установите несколько деталей в одну форму
Как мы видели в предыдущем разделе, первый пробный экзамен заключается в сборке нескольких деталей в одной форме. При первом пробном испытании в одну форму можно установить от 6 до 8 идентичных деталей, что сокращает общее время производства примерно на 80 %.
Первый пробный экзамен можно провести в одной и той же форме с другой геометрией. Это отличное решение для снижения общей стоимости сборки.
Это передовая технология:
В некоторых случаях корпус 2-х частей сборки одинаков. С некоторым творческим подходом вы можете создать точки блокировки или шарниры в симметричных положениях, чтобы в основном отразить деталь. Таким образом, одна и та же форма может быть использована для изготовления двух полуформ, что вдвое снижает стоимость формы.
Совет 5: избегайте мелких деталей
Чтобы изготовить форму с мелкими деталями, требуется больше времени на обработку и время отделки. Текст является примером, и для него может даже потребоваться специальная технология обработки, такая как электроэрозионная обработка, что приводит к более высокой стоимости.
Совет 6: используйте отделку более низкого качества
Обычно агент для обработки поверхности наносится на форму вручную, что может быть дорогостоящим процессом, особенно при улучшенной обработке поверхности. Если ваши детали не предназначены для косметического использования, не используйте дорогие высококачественные покрытия.
Совет 7: уменьшите объем детали за счет уменьшения толщины стенки
-
Уменьшение толщины стенки детали — лучший способ минимизировать ее объем. Это не только означает использование меньшего количества материалов, но и значительно ускоряет цикл литья под давлением.
-
Например, уменьшение толщины стенки с 3 мм до 2 мм может сократить время цикла на 50–75 %.
-
Более тонкая стенка означает, что форма может быть заполнена быстрее. Что еще более важно, более тонкие детали охлаждаются и затвердевают быстрее. Имейте в виду, что пока машина простаивает, примерно половина цикла литья под давлением уходит на отверждение детали.
-
Необходимо соблюдать осторожность, чтобы чрезмерно не уменьшить жесткость детали, иначе ее механические свойства будут снижены. Ребра в критических местах можно использовать для увеличения жесткости.
Совет 8: подумайте о вторичной операции
Для мелкосерийного производства (менее 1000 деталей) может оказаться более рентабельным использовать вспомогательные операции для изготовления деталей для литья под давлением. Например, вы можете просверлить отверстие после формовки вместо использования дорогой формы с боковым стержнем.
Часть пятая — Начать закачку
После того, как ваша конструкция будет готова и оптимизирована для литья под давлением, каков будет следующий шаг? В этом разделе мы проведем вас через шаги, необходимые для начала производства литья под давлением.
Шаг 1: начните с малого и быстро создайте прототип
Прежде чем использовать любую дорогую форму для литья под давлением, сначала создайте и протестируйте функциональный прототип конструкции.
Этот шаг имеет решающее значение для успешного запуска продукта. Таким образом, ошибки проектирования могут быть обнаружены на ранней стадии, а стоимость изменений остается низкой.
Есть три прототипа решения:
1. 3D-печать (с использованием SLS, SLA или спрея)
2. Пластиковая обработка с числовым программным управлением
3. Литье под давлением в малых объемах с помощью формы для 3D-печати.
Эти процессы могут создавать реалистичные прототипы форм и функций, которые очень похожи на конечный формованный продукт.
Используйте следующую информацию в качестве краткого руководства по сравнению, чтобы определить решение, которое лучше всего подходит для вашего приложения.
3D печать прототип
-
Минимальное количество: 1
-
Типичная стоимость: 20–100 долларов за деталь.
-
Время доставки: 2-5 дней
-
Оптимизированная конструкция для литья под давлением для легкой 3D-печати
-
Самая низкая стоимость, быстрое решение для создания прототипа
-
Не каждый инъекционный материал можно использовать для 3D-печати.
-
Детали, напечатанные на 3D-принтере, на 30-50% слабее, чем детали, изготовленные методом литья под давлением.

Прототип обработки с ЧПУ
Минимальное количество: 1
Типичная стоимость: 100–500 долларов за деталь.
Время доставки: 5-10 дней
-
Свойства материала такие же, как у деталей для литья под давлением
-
Превосходная точность и отделка
-
Может потребоваться изменение конструкции, поскольку применяются различные ограничения конструкции.
-
Дороже, чем 3D-печать, дольше срок поставки
-
Низкий объем литья под давлением
-
Минимальное количество: 10-100 штук,
-
Типичная стоимость: 1000–4000 долларов.
-
Срок поставки: 5-10 дней,

-
Самый реалистичный прототип с реалистичными свойствами материала
-
Моделирование реального процесса и конструкции пресс-формы
-
Самый дорогой прототип решения
-
Доступность меньше, чем у ЧПУ или 3D-печати
Шаг 2: провести «пуско-наладку» (500-10000 деталей)
После завершения проектирования можно приступить к литью под давлением, проведя небольшое количество испытаний.
Минимальный объем заказа для литья под давлением составляет 500 единиц. Для этих количеств штамп обычно обрабатывается алюминием с ЧПУ. Алюминиевые формы относительно просты в изготовлении и стоят меньше (от 3000 до 5000 долларов), но могут выдерживать от 5000 до 10000 циклов впрыска.
На этом этапе типичная стоимость детали составляет от 1 до 5 долларов, в зависимости от геометрии конструкции и выбранного материала. Типичный срок доставки таких заказов составляет 6-8 недель.
Детали, изготовленные с помощью «пилотного» алюминиевого штампа, имеют те же физические свойства и точность, что и детали, изготовленные с использованием штампа из инструментальной стали «массового производства».
Шаг 3: расширить масштаб производства (более 100000 деталей)
При выпуске большого количества одинаковых деталей (от 10000 100000 до XNUMX XNUMX + шт.) требуются специальные инструменты для литья под давлением.
Для этих объемов пресс-форма изготавливается из инструментальной стали методом ЧПУ, которая выдерживает миллионы циклов литья под давлением. Они также оснащены расширенными функциями, такими как дверцы горячего наконечника и сложные каналы охлаждения, чтобы максимизировать скорость производства.
Из-за сложности проектирования и изготовления пресс-формы типичная стоимость единицы продукции на этом этапе составляет от нескольких центов до доллара, а обычное время доставки составляет 4–6 месяцев.
В DDPROTOTYPE вы можете легко, быстро и на конкурентоспособной основе производить продукцию для литья под давлением. Когда вы загружаете свой дизайн в ddprototype, наш механик обнаружит любые потенциальные проблемы с дизайном для анализа технологичности дизайна до начала производства и предоставит вам предложение как можно скорее. Таким образом, вы можете гарантировать, что вы всегда можете получить наиболее конкурентоспособную цену на свои детали для впрыска на рынке с самым быстрым временем оборота.
ПРАКТИЧЕСКОЕ .. ,Л.Х АИТЬЕ Руководство для мастерской Тим МакКрай г ПЕРЕРАБОТАННОЕ ИЗДАНИЕ
PRACTICAL CASTING A Studio Referens Revised Edition Tim McCreight Brynmorgen Press Cape Elizabeth, Maine
ПРАКТИЧЕСКОЕ ЛИТЬЕ Руководство для мастерской Переработанное издание Тим МакКрайт ИЗДАТЕЛЬСТВО НП1ЛЕЛ11Е. Д И А Л О Г-С И Б И Р Ь Омск, 2002
ББК 34.61 (7Сое) М15 МакКрайт, Тим. М15 Практическое литье.Руководство для мастерской.: Пер. с англ. - перераб изд. - Омск: Издательство Наследие. Диалог-Сибирь, 2002. - 164 с.: ил. ISBN 5-8239-0094-5 (рус.) Современное литье может быть сложным и искусным, но оно на удивление непосредственно связано со своими историческими корнями. В литье используют- ся изначальные свойства земли, огня и силы тяжести, преобразующие бесформен- ную массу в произведение искусства. В этом некая всеобщность - в объединяющем времена и культуры чувстве потрясения при такой метаморфозе. Особенно волнует процесс преобразования книги на моем языке в книгу на вашем языке. Инструменты и технологии, которые вы обнаружите здесь, я не от- даю они не мои, - а скорее передаю дальше Они пришли сквозь годы от бесчис- ленных мастеров и ремесленников всего мира; это они их придумали. В том же духе открытий и изобретательства я счастлив, разделить с вами книгу «Практическое литье». Издание этой книги было бы невозможно без поддержки и профессионально- го опыта многих людей. Рукопись пересматривали и дополняли Фрэд Воулл, Дуг- лас Легенхаузен, Линда Уэйсс-Эдвардс, Майкл Мозер, Дэкин Морехаус и Стив Браун. Моей жене Джейн принадлежит жизненно важная роль в написании этой книги. Ее советы, здравые суждения и моральная поддержка отражены на каждой странице. Наши дети, Джоби и Джефф - неистощимый источник энтузиазма для нас обоих. Спасибо, спасибо Тим МакКрайт Портленд, Мен, США Май 2002 г. ISBN 0-9615984-5-X (USA) ISBN 5-8239-0094-5 (Россия) ББК 34.61 (7Сое) М15 Все права сохранены. Издание данной книги охраняется законом об авторском праве. Ни одну часть данной книги нельзя воспроизводить или передавать ни в какой форме и никакими электронными и механическими средствами, включая копирование, запись или какую-либо систему сохранения и поиска информации, без письменного раз- решения от Brynmorgen Press, Inc. All rights reserved. No part of this book may be reproduced or transmitted in any form by any means, electronic or mechanical, including photocopying, recording or by any information storage and retrieval system, without permission in writing from Brynmorgen Press, Inc. (Davis Publications, Inc) Library of Congress Catalog Number: 85-073045 © Brynmorgen Press, Inc, 1994 © Отпечатано в типографии ООО «Издательство Наследие. Диалог-Сибирь» по договору с официальным агентом Brynmorgen Press, Inc, 2002
Содержание Модели 9 Литники 29 Формовка 39 Выжигание и плавление 49 Заливка металла 61 Прямые методы литья 75 Литье в песок 75 Отливки из пьютера 97 Эластичные резиновые формы 109 Изготовление крупных отливок 121 Особые случаи 141 Глоссарий 149 Приложение 154
Введение Когда в 1982г. я написал книгу «Полное руководство по обработке металлов для ювелиров», мне виделась серия книг, в которых был бы сохранен тот же стиль подачи материала. Данное издание - второй шаг на пути к осуществлению этого замысла Я надеюсь, что здесь сохранены популярные подходы к изложению инфор- мации присущие первой книге, и внесены некоторые изменения к лучшему. При создании этой серии книг мыслилось в частности, что информация должна дробить- ся на легко воспринимаемые фрагменты, которые расположены в простой и удоб- ной последовательности Стиль книги в основном наглядный с уклоном в сторону максимально простого и недорогого способа достижения вполне определенного результата. Эта книга, как и её предшественница, напечатана на плотной бумаге и заключе- на в ламинированную обложку способную противостоять всему, что может пролить- ся в мастерской. Спиральный корешок позволяет уложить раскрытую книгу на верстак, а прилагаемый к книге по желанию покупателя лист с закладками позволит читателю изготовить метки на каждую главу. Первые пять глав посвящены литью по выплавляемым моделям, как наиболее распространенному методу литья в ювелирном деле Этот процесс рассматривается в нескольких аспектах, и каждый из них подробно обсуждается. В остальных главах описаны альтернативные техники литья, а в конце книги приведен глоссарий, дающий возможность быстро навести справки. В книге нет попыток осветить смежные вопросы металлообработки, такие как пайка и доводка Именно благодаря такой узкой направленности «'Практическое литье» может предложить столь полный обзор предмета. В то время как почти вся информация в книге может относиться к отливкам любого размера, не забывайте, что она написана как учебное пособие для тех ситуаций, когда присутствует преподаватель и объемы работ ограничены. Не пред- полагалось использовать эту книгу как учебник для промышленных рабочих - там могут быть другие требования к технике безопасности. Если вам понадобится помощь в этой области знаний, проконсультируйтесь в соответствующих государственных организациях. Ответственность за собственное здоровье и здоровье окружающих лежит полностью на вас. 6 • Практическое питье
Краткий обзор предмета С точки зрения истории литье являет- ся не особой технологией, а логичес- ким продолжением процесса очистки руды и сплавления самородного металла Когда первые мастера обнаружили материал для своих изделий в пепле костра, они замети- ли, что он воспроизводит рельеф поверхности, на которую бып пролит. С этого началось развитие всей последующей технологии литья Когда мастер отливает исходный слиток для будущего изделия, логично придать ему форму, близкую к форме желаемого продукта. Делая проволо- ку, мы отливаем стержень, и так далее. Когда-то в древности мастер осознал, что можно отлить практичес- ки готовое изделие. С момента этого открытия изложница превратилась в литейную форму и родилось литье как искусство. Очевидно, что зто революционное открытие было сделано самостоятель- но в нескольких культурах. Нам извес- тны искусные бронзовые отливки, сделанные в Китае около 7000 лет назад. Спустя не так уж много време- ни древние египтяне, достигнув высо- кого мастерства в литейном деле, создавали великолепные изделия, которые вдохновляли многие поколе- ния мастеров. Около V в. н.э. гречес- кие кузнецы изобрели горн, в котором на железную руду направлялась струя воздуха. Это важнейшее изобретение сделало возможным получение метал- ла лучшего качества при относительно невысоких затратах. В каком-то смысле зто ознаменовало начало индустриальной революции. По сравнению со многими отраслями промышленности - литье за последние 4000 лет очень мвло изменилось Совершенствовались материалы, росли масштабы производства, но суть процес- са осталась неизменной. Также не изменилась с годами и терминология. Литейная форма - это обратный рельеф, в который вдавливается, заливается или загоняется под давле- нием размягченный или жидкий мате риал, и принимает заданную форму. Литейная форма - промежуточное звено между двумя объектами - мастер-моделью и готовой отливкой От каждого из этих объектов зависит выбор материала для формы и ее сложность. Сложная модель требует применения форм определенного типа и исключает использование других. Выбор материала для изготовления литейной формы также зависти от температуры плавления отливаемого материала. Для удаления отливки некоторые формы могут быть разобраны. Они называются разъемными и могут состоять только из двух частей, либо могут быть очень сложными - из десятка и более деталей. Некоторые формы делают из эластичных материа- лов, что повышает их универсальность, в то же время как другие - при извле- чении отливки должны быть разруше- ны Такие формы называют разовыми, так как в них можно сделать только одну отливку, после чего они разруша ются. Модель является точной копией изготовляемого предмета. Выбор материала, из которого будет сделана модель, зависит от литейной формы, способа литья и от замысла мастера- модельщика. В промышленности, литье - один из многих процессов, применяемых для получения большого количества одинаковых изделий. Литье стоит в одном ряду с другими технологиями, такими как вырубка, вытяжка, штам- повка, токарная обработка. Изготови- тель выбирает такой способ производ- ства, который дает наиболее высокий выход самой качественной продукции при минимальных затратах. Зачастую Практическое питье • 7
этим требованиям удовлетворяет литье и ему постоянно находится новое применение. В 1940-х годах ювелирной промышленностью быпа позаимствована технология, первона- чально разработанная для зубопротез- ного депа, а сегодня с ее помощью отпивают сотни тысяч набольших деталей, таких как клапаны и детали механизмов. Когда производители обратили внимание на литье, изобре- тения и усовершенствования стали появляться в большом количестве. Сейчас в течении года проводится больше исследований в области питья, чем за целое десятилетие в пятидеся- тых годах. Не уменьшая важности и занима- тельности процесса изготовления питейной формы и заливки металла, следует заметить, что пик творчества зто изготовление модели. Большая часть своеобразия готового изделия - его форма, пропорции, контуры, и обычно его поверхность - все решает- ся именно здесь. Успех или неудача при изготовлении литейной формы и заливке металла определяется как степень соответствия исходной модели и готовой отливки. Каждый мастер способен оценить «спонтанный ди- зайн» (счастливую случайность), но важно управлять технологическим процессом. Если позаимствовать идею у извест- ного автора книг по ремеслу Дэвида Пая, модель - зто «кладезь времени и таланта» её создателя. Профессиона- лизм дизайнера и модельщика может быть реализован посредством профес- сионализма формовщика и питейщика На самом депе, при наличии постоян- ной (многоразовой) литейной формы он может быть даже растиражирован. Технические навыки, неважно на- сколько они значительны, не смогут исправить недостатки исходной моде- ли. Самое замечательное мастерство при отливке по бездарной модели даст лишь бездарную копию. Разделение труда в мастерстве металлообработки почти так же старо, как само мастерство. На древнееги- петских изображениях показано, как подмастерья выполняют черновую работу для квалифицированных масте- ров. В этой и в большинстве других культур, как правило, мастер приобре- тал навыки и положение, последова- тельно проходя все цеховые ступени. Хотя мастеру и не приходилось потом трудиться на подсобных работах в мастерской, но знания приобретались личным - и обычно длительным - опытом. В позднейших культурах и, в особенности, с начала индустриальной революции в XIX в. в литейные мастер- ские стали по мере надобности прини- мать свободных наемных рабочих. По этой причине стало возможным найти модельщика, который лишь смутно представляет последующий технологи- ческий процесс, посредством которого именно зта модель будет превращена в отливку. Если в этой книге и есть какая-то посыпка, так это то, что такая узкая специализация не слишком ценна, а подчас, возможно, и губительна для мастера. Когда ювелир имеет дело с небольшими сериями изделий или с уникальными экземплярами, для него в порядке вещей делать всю работу от начала до конца своими руками. В нашем мире, ориентированном на узкую специализацию личности, такая работа обладает эмоциональной притягательностью и вознаграждается психологически Форма, масштабность и образность модели имеют больше общего с дизай- ном - категорией эстетической, - чем собственно с процессом литья - техническим аспектом. Изучение дизайна - столь же захватывающий, сколь и важный процесс, но это выхо- дит за рамки данной книги Качествен- ный дизайн - это алхимическая смесь восприятия, вдохновения, прилежания и чувства материала. Здесь мы вынуж- дены поощрять старательность, воз награждать восприятие, надеяться на вдохновение и остановить свов внима- ние на технике. 8 • Практическое литье
Г ЛАВА 1 МОДЕЛИ На сегодняшний день наиболее широко распространенной техникой питья ювелирных изделий является питье по выплавляемой модели. Популярность этого метода объяс- няется тем, что он обеспечивает постоянное получение чистых отливок при миниму ме оборудования. В следующих главах приведено детальное описание процесса. Потратив относительно небольшое количество времени и денег, любой мастер сможет освоить литье по выплавляемой модели. Однако следует заметить, что не у каждого есть достаточно места, характера ипи необходимости, чтобы обустроить полностью оборудованную литейную мастерскую. В конце этой книги вы найдете адреса некоторых из многих компаний, занимающихся литьем. Эти компании сослужат хорошую службу тем мастерам, чьи возможности ограничены. Литье по выплавляемой модели 1. Из воска или другого полностью сгорае- мого материала изготавливают модель. 2. Модель укрепляют на восковом стерж- не, который называется литником. 3. Снабженную литником модель и откры- тый с двух сторон водонепроницаемый цилиндр (опоку) устанавливают на осно- вании. 4. Гипсоподобный материал, называемый формовочной смесью, разводят до густоты сметаны и заливают в опоку с моделью. Надо позаботиться о том, чтобы из смеси были удалены пузырьки воздуха. 5. После того как формовочная смесь высохла, форму прокаливают (выжигают) в печи, чтобы удалить все следы модели. 6. В еще не остывшую после выжигания форму заливают (или загоняют под давлением) расплавленный металл, где он и принимает форму, соответствующую форме модели. 7. Слегка охладив форму на воздухе ее опускают в холодную воду, где формовоч- ная смесь растрескивается, и освобожда- ет отливку. Модем • 9
В процессе литья с использованием формовочной смеси первым шагом будет изготовление модели, являющейся точной копией отливаемого объекта. Эстетика изделия (его форма, массивность, поверхность, текстура) тесно связана с материа- лом, который при этом используется. Что касается этих факторов, то лучшие учите- ля - экспериментирование и опыт. Воск - наиболее популярный материал для изготовления моделей, так как его состав можно изменять с целью достижения различных свойств, и он чисто выгорает. Воски Поскольку воск является привычным материалом, при работе с ним легко потерять бдительность. Не стоит. Это может привести к серьезным послед- ствиям. Воск, перегретый до опасной температуры 260°С выглядит точно также как и при 65°С. Брызги воска могут попасть на кожу и вызвать глубокие ожоги. Для оказания первой помощи всегда держите под рукой емкость с холодной водой. Плавьте воск только на водяной бане. Это может быть простая жестян- ка, помещенная в кастрюлю с водой, но, тем не менее зто очень важно. До тех пор, пока в большем сосуде есть вода, воск не перегреется выше ее температуры кипения. Если вы плави- те воск непосредственно горелкой или на открытом пламени, всегда есть вероятность, что он достигнет темпе- ратуры вспышки и самовоспламенит- ся. При этом горящий воск может разбрызгаться на большое расстояние и причинить серьезные неприятности. При плавлении большинство восков увеличивается в объеме. Поэтому небезопасно устанавливать емкость с твердым воском на горелку. Нижний слой будет плавиться и расширяться, оставаясь запечатанным под твердой верхней коркой, это приведет к росту давления. В определенный момент корка ослабнет, а давление повысится настолько, что произойдет взрыв опять же способный привести к опас- ным последствиям. Держите емкость как показано на рисунке, независимо от того, даете ли вы воску затвердеть в сосуде или переплавляете его Воски изготовляют из трех разновидностей компонентов, очищенных и смешанных с цепью достижения определенных свойств. 1. ВОСКИ - белый пчелиный, карнаубский, пальмовый воски, церезин, озокерит (минеральные воски) и синтетические воски. 2. СМОЛЫ - даммара, канадский бальзам, копал, шеллак, канифоль. 3. НАПОЛНИТЕЛИ - тальк, крахмвл, мел, мыльный камень, пемза и древесная мука. 10 • Практическое литье
Каждая разновидность воска имеет свои точки ликвидуса и солидуса - первая соответствует температуре, при которой воск плавится; вторая - температуре, при которой он застывает. Между этими точками существует температурный промежу- ток в котором воск легко поддается обработке, так называемый интервал пластич- ности. Будет полезно знать зти точки и величину промежутка между ними. Можно ограничиться оценкой «на глаз», но по- настоящему аккуратная работа заслуживает того, чтобы провести тест с целью точного определения интерввла пластичности воска, с которым вы имеете дело. Расплавьте е жестянке на водяной бане небольшое количество воска. Когда воск растечется пужицей, измерьте его температуру кондитерским термометром. После того, как весь воск расплавится, выньте жестянку из водяной бани. Наблюдая за термометром, отметьте, когда на поверхности воска начнет застывать корка. Эти две точки и будут температурами ликвидуса и солидуса. Воски для резьбы С этими восками работают, удаляя лишний материал. Им придают форму обстругиванием или опиливанием, подобно тому, как скульптор работает с камнем или деревом. Воски для резьбы поступают в продажу в виде блоков, трубок, прутков и листов различной толщины; большинство из них слишком твердые, чтобы их можно было бы гнуть или формовать пвльца- ми. Поскольку каждый производитель использует свой собственный цветовой код, не ждите, что синий воск одной фирмы будет вести себя так же, как синий воск другого производства. Экспериментируйте, чтобы подобрать воск, который наилучшим способом подходит к стилю вашей работы. СМЕШИВАНИЕ ВОСКОВ Для того чтобы создать материалы с определенной твердостью, гибкостью, вязкостью и температурой плавления, воски очищают, отбеливают и смеши- вают. Затем их окрашивают для того, чтобы разные типы различались по цвету и при работе не возникало перенапряжение глаз. Для изготовле- ния моделей годится любой воск, от ушной серы до хозяйственного пара- фина, но большинство мастеров предпочитает покупать готовую к употреблению продукцию. Можно получать уникальные воски. Смешивая два или три различных воска для литья. Так как они продают- ся свободными от загрязнений, в результате смешивания почти всегда получается пригодный для работы воск - пока вы следите, чтобы он не был загрязнен или перегрет во время приготовления. Выгорание каких-либо компонентов изменяет воск, обычно к худшему, делая его бледным, хрупким и иногда полным воздушных пузырь- ков. Модели • 11
ПОДГОТОВКА БЛОКА Исходя из одного блока можно полу- чить любую форму, однако, бывают случаи, когда на это уходит слишком много времени и материала. При создании обобщенной формы изделия зачастую более эффективна сварка нескольких блоков. Чтобы прочно соединить два воско- вых блока, необходимо расплавить их в точке контакта. Это можно сделать пламенем спиртовки или электричес- ким паяльником. Прижмите расплав- ленные поверхности друг к другу слегка вращающим движением и, прежде чем начнете резать, оставьте воск до полного затвердения (около минуты или пока не восстановится исходный цвет). Будьте осторожны, не притрагивайтесь к расплавленному воску: он прилипнет к коже и может вызвать ожог. Распиливание Для резки воска годится любая пилка, но некоторые работают лучше, чем другие. Сгодится и ювелирная пилка, однако при работе она разогревается и плавит воск в месте распила. Если полотно остановится хотя бы на несколько секунд, воск вдоль него застынет, и пилка застрянет. Ленточ- ная пила, слесарная ножовка или лучковая пила лишены этого недостат- ка, но ими нельзя работать в трудно- доступных местах модели. Спиральная пилка - это ювелирная пилка, которая в процессе изготовле- ния скручивается таким образом, что ее зубья смотрят наружу во всех направлениях. После нее остается широкий пропил, края которого не слипнутся друг с другом. Могут воз- никнуть некоторые трудности в том, чтобы точно направлять пилку, поэто- му работайте с внешней стороны разметки. Спиральные пилки можно купить у большинства поставщиков ювелирно- го инструмента, но если возникла неотложная необходимость, их можно сделать самостоятельно. Зажмите один конец пилки в тисках, а другой в ручных тисках или плоскогубцах. Нагрейте пилку до ярко-красного свечения пламенем горелки и скрути- те. Возможно, окажется, что вы можете держать нагретым до такой температуры участок сантиметра в полтора. Скрутите его и переходите к следующему. Поскольку такая пилка предназначена для работы по мягким материалам, нет нужды закалять и отпускать ее. 12 • Практическое литье
ОПИЛИВАНИЕ Боры Большая часть резьбы по воску выпол- няется при помощи напильников с грубой насечкой, которые работают быстро и не забиваются. Хорошим выбором будут те, что продаются для работы по мягким материалам, таким как дерево, пластик или белые метал- лы; их можно приобрести в хозяй- ственных магазинах или у поставщи- ков ювелирного инструмента. Напиль- ники этого типа обычно большие и тяжелые, что может быть неудобным при ювелирной работе, особенно когда зто работа с небольшим кусочком воска. Для более тонкой работы производи- тели ювелирного и литейного инстру- мента продают напильники с грубой насечкой, предназначенные специаль- но для работы по воску. Они недеше- вы, но это самый подходящий инстру- мент. Если использовать их только по воску, как и должно быть, то они будут служить вам всю жизнь. Для работы с воском годится любой напильник с верстака мастера по металлу. Тонкая насечка работает медленно и склонна забиваться, но это не более чем неудобство, с которым легко справиться. Тонкий слой талька кукурузного крахмала, порошка мела или силиконовой смазки предотвратит забивание напильника. Если необходи- мо, используйте для очистки специаль- ную корду или мягкую латунную или стальную щетку, но не пытайтесь выжечь налипший воск. Это приведет к тому, что он будет липнуть еще лучше. Очень важно очищать напильники перед тем, как вновь работать ими по металлу, так как небольшие частицы воска могут безнадежно испортить пайку И наоборот частицы металла могут попасть с напильника в воск и загрязнят последующую отливку. Будет м иметь два отдельных йср напильников, боров и два С’а для работы с воском и металлом. Вращающиеся фрезы и боры, закреп- ленные на гибком валу, обеспечивают быстроту и возможность маневриро- вать при резании по воску. В этом случае также предпочтителен инстру- мент с крупными зубцами Тот самый, напоминающий пропеллер бор, у которого всего три лопасти, предназна- чен именно для работы с воском. Сферические боры можно приобрести практически везде, где продают ювелирный инструмент. Вращающиеся инструменты (или боры на гибком валу) быстро нагрева- ются и даже лучший из них может забиться. Это неудобно и нарушает плавное течение творческого процес- са. Чтобы избежать этого, прикасай- тесь к воску вращающимся инстру- ментом, а затем убирайте его на секунду перед тем как прикоснуться снова. Работая методом «туда-обрат- но», вы дадите теплу возможность рассеяться, не изменяя при этом положения рук. Такая прерывистость движения важна для достижения непрерывности формы. Предприимчивый мастер должен иметь в виду возможность самостоя- тельного изготовления и модифициро- вания инструмента по мере надобнос- ти. Потраченное время будет возмеще- но эффективностью работы. Возьмите старую оправку или гвоздь и припаяй- те к ним кусочки латуни мельхиора или стали. Модели • 13
СКОБЛЕНИЕ Хорошо заточенное лезвие, располо- женное под прямым углом к поверхно- сти, может снимать с воска тонкую стружку. Поверхность при этом остает- ся гладкой, и процесс прекрасно поддается контролю. Строгать можно лезвием ножа, бритвой, трехгранным шабером или инструментом произ- вольной формы, сделанным в соответ- ствии с контурами определенного изделия Скобление или любой другой способ резьбы при помощи лезвия на ранних стадиях изготовления модели обычно требует слишком много труда. Имейте в виду, что строгание больше подходит для того, чтобы модифицировать уже существующую форму Будет затрудни- тельно выскоблить из прямоугольного блока, к примеру, круглую шинку. В этом случае лучше сначала оформить общие контуры изделия при помощи, сперва, пилы, а затем, напильника. Когда же общая форма уже намечена вчерне, соскабливание будет эффек- тивным способом отточить дизайн. Зубоврачебные инструменты велико- лепно подходят для скобления. Их можно приобрести у поставщиков ювелирного инструмента, а иногда и у дантиста, чей сломанный инвентарь продолжает таить огромные возмож- ности для изготовления моделей. Эти инструменты сделаны из незакален- ной, нержавеющей стали, их можно обрабатывать напильником и наждач- ной бумагой. Чтобы получить крутой изгиб, нагрей- те инструмент в пламени горелки и согните. При красном калении можно выполнять и ковку, однако, даже при такой температуре контроль затрудни- телен Приспособления особой формы можно сделать из латуни или стали, и припаять к ручке серебряным припо- ем. Такие инструменты не изнашива- ются при правильном использовании, так что потраченное на них время будет возмещено многими годами службы. Оттиск текстуры На предназначенном для резьбы воске можно оттиснуть текстуру любой поверхнос- ти, свободной от поднутрений и способной выдержать нагревание до 160сС. Держи- те блок в руке, на которую надета защитная перчатка, или зажмите его в ручных тисках, нагрейте одну из его плоскостей пламенем горелки или электрическим паяльником. При работе «в полевых условиях» сгодится обычная зажигалка. Когда вся поверхность воска приобретет одинаковый блеск, плотно прижмите воск к нужной поверхности. В большинстве случаев воск отстает без применения каких либо разделяющих реагентов. 14 • Практическое литье
Механические приспособления Воск для резьбы можно обрабатывать на токарном или сверлильном станке, или с помощью любого подобного электрического инструмента. Особенности выбора могут варьироваться в зависимости от размеров изделия, от того, какие инструмен- ты есть под рукой и от воображения мастера Токарные заготовки небольшого размера можно выточить при помощи сверлиль- ного станка или закрепленного в тисках гибкого вала. Просверлите отверстие в куске воска, затем оберните сверло бумажной салфеткой. Вращательно-скользящим движени- ем плотно насадите воск на место. Работайте на малых оборотах, обтачивая вращающийся воск. Для удаления воска используйте лезвие ножа, штихели, напильники или скребки. На- деньте защитные очки и противопылевую маску. Хитрость здесь заключается в том, чтобы работать медленно, следя за тем, чтобы не загпубиться сильно за один проход. Это может привести к тому, что воск соскользнет со сверла, и его придется укреплять заново. ШПИНДЕЛЬ С ПЛОСКОЙ ПЛОЩАДКОЙ В этом случае шпинделем будет болт, а площадкой - стопка шайб Разумеется, можно вырезать диск из листа латуни или мельхиора; годится и монета Не забудьте сгладить все острые края опиливанием, Нагрейте воск так. Чтобы его поверх- ность подплавилась, затем нагрейте ль и вожмите его в воск. Не- большие отверстия в диске увеличат прочность соединения. Когда все остынет, закрепите шпиндель в патро- ибкого вала и начинайте токарную обработку Работайте в защитных о«ах и респираторе, чтобы предохра- - -1 себя от воздушной взвеси воско- вых частид. Как и в предыдущем случае, здесь важно работать без спешки, иначе при слишком большом усилии соединение ослабнет и воск сдвинется. Поскольку заново отцентровать воск на шпинделе непросто, осторожность будет гораздо эффективнее починки. Еще один метод состоит в том, что в восковом блоке проплавляют плос- кость заранее нагретым электричес- ким паяльником В эту полость с расплавленным воском надо быстро опустить подогретый гвоздь или фрезу и оставить до застывания. Для удержи- вания можно использовать защелкива- ющийся пинцет - «третью руку». Любой из этих способов, как и их вариации, годится для закрепки воска при токарной обработке с помощью других вращающихся механизмов. Модели *15
РАСЧЕТ ВЕСА Типичная проблема начинающих - тенденция к созданию слишком тяже- лых изделий. Если вы будете понимать причины попадания в эту ловушку, вы сможете избежать ее. Воск для резьбы хрупок, особенно по сравнению с металлом, материалом, привычным для большинства ювели- ров. После нескольких поломок нович- ки осознают хрупкость воска и боятся истончать его. Кроме того, воск в десять-двенедцать раз легче металла, из которого будет сделана отливка. Правильно изготовленная модель ювелирного изделия может быть такой легкой, что рука не почувствует ее веса. Для большинства работающих с металлом зто необычное ощущение и мы инстинктивно склонны не доверять ему. Очень важно помнить, что конеч- ный объект будет сделан из металла и будет иметь прочность, вес и сто- имость металла. Те, кто знаком с работой по металлу, могут думать в привычной системе отсчета. Насколько массивна эта часть по сравнению с обычной шинкой кольца? Какова толщина этой части согласно системе B&S? Какая толщина была бы достаточной, если бы вы работали непосредственно с метал- лом? Толщину воска можно контроли- ровать на просвет; более тонкие участки будут более бледными по цвету. Для наглядности вырежьте из воска клин, промерьте его и используй- те в качестве шкалы «Цвет - толщина». Это можно сделать с помощью измери- теля для камней или подобного ему инструмента. Как уменьшить массу модели Первые шаги к уменьшению массы должны быть предприняты еще на стадии плани- рования общей формы и пропорций изделия. Если готовая модель слишком тяжела, иногда возможно выбрать некоторые участки с ее внутренней стороны. Это можно делать самыми разными инструментами, однако, наиболее частый выбор - выскаб- ливание или высверливание вращающейся фрезой. За информацией о том, как взвесить модель и рассчитать вес готового изделия обращайтесь к главе 2. 16 • Практическое литье
Заключительная отделка твердых восков После окончания формовки резной воск выглаживают тонкими надфиля- ми, нвйлоновым чулком или бумажной салфеткой. Эти материалы предпочти- тельнее наждачной бумаги или сталь- ной ваты, которые могут оставить на воске прилипшие частицы абразива или волокна. Вид поверхности воска после поли- ровки должен воспроизводить вид поверхности готового изделия так точно, как это только е озможно. Помните, что несколько легких прикос- новений к воску сэкономят вам мно- гие минуты работы по металлу. Не- брежность при отдепкв воска приведет не только к трате времени, но и к перерасходу металла и истиранию изделия. Восковая модель должна быть идеальной. Мягкие абразивы, такие как тампон из нейлонового чулка, движутся по поверх- ности изделия, выявляя вв особенности. Если поверхность слегка волнистая, тампон углубит впадины и волнистость усилится. Мягкие абразивы подходят для округлых природных форм. Если изделие должно иметь плоские грани, используйте жесткий инструмент вроде напильника или грубой бумаги, наклеен- ной на плоскую дощечку (например, на палочку от мороженого). Для оконча- тельной отделки воспользуйтесь жесткой тканью типа джинсовой или твипа, натянув ее на плоскую дощечку. Скребки могут оставлять на поверхно- сти модели тонкие линии. Чтобы сделать их болев отчетливыми, пропилите на лезвии скребка зубчики. При перекрест- ном движении этого инструмента полу- чается матированная поверхность. Такая обработка рекомендуется для участков, которые будут подвергаться сильному износу, либо трудных для полировки, либо в дальнейшем подлежа- щих патинированию. Когда поверхность, которую нужно матировать, труднодос- тупна для скребка, используйте для пунктирной обработки этой поверхности кончик иглы. ИСПРАВЛЕНИЯ Чтобы ликвидировать поломки или внести изменения в дизайн восковой модели, нагрейте иглу в пламени спиртовки или горелки и прикоснитесь вю к месту шва. Убедитесь, что обе соединяемые поверхности расплавлены, иначе соединение будет непрочным. При таком способе соединения деталей могут оставаться зазоры; подогрев нужное место, его заполняют небольшими каплями расплавленного воска. Таким образом, можно сглаживать некоторые особенности конструкции и текстуры. Начинающие модельщики должны помнить об этом и свободно экспериментировать в процессе создания формы. Когда бы вы ни плавили воск, избегайте вдыхания паров. Они могут содержать нефтяные дистилляты и вызывать раздражение глаз и тошноту. Модели *17
УТИЛИЗАЦИЯ ОБРЕЗКОВ ВОСКА Воск можно использовать повторно только до тех пор, пока он свободен от инородных включений. Это очень важно, поскольку даже крошечные частицы могут привести к неприятнос- тям, если они попадут в критическое место модели. Частицы постороннего металла могут оказвть разрушитель- ное действие при литье, особенно если вы имеете дело с белыми металлами Рассортируйте обрезки воска и отбросьте те, которые загрязнены. Остальные сложите в стальной контей- нер и медленно нагрейте в духовом шкафу. Следите за тем. Чтобы воск не перегрелся до появления дыма. Как только воск расплавится, сразу же прекратите поднимать температуру и установите ее на достигнутом уровне. Необходима вентиляция, поскольку могут выделяться резко пахнущие и ядовитые пары. Можно дать воску застыть в том же контейнере, однако блок будет проще вынуть, если вы перельете воск в емкость другого типа. Сделайте ев из толстой алюминиевой фольги, склады- вая вручную или сформируйте на банке или коробке. Чтобы воск не так сильно прилипал, смажьте фольгу жидким мылом или сбрызните разде- ляющим силиконовым спревм. Если вы подозреваете, что в воске есть посторонние включения, процеди- те его через кусок металлического сита (которое потом будет не жаль выбросить) или через редкую ткань. Дайте воску медленно остыть. Восковые листы делают, наливая расплавленный воск на чистую плос- кую поверхность, например, на лист стекла или плексигласа или в плоскую сковороду, на палец заполненную кипящей водой. Воск для лепки Мягкие воски формуют способом наложения дополнительных слоев. Для изготовления ювелирных моделей используют как мягкий, так и твердый воск, но с точки зрения дизайнера эти два семейства различаются как дерево и глина Как и воск для резьбы, воск для пепки депают из смеси смол, восков и наполнителей Эти ингредиенты смешивают в таком соотношении, чтобы в результате получился доста- точно мягкий воск, который можно гнуть, формовать резанием, штампов- кой и прищипыванием. Лепной воск продается в виде бло- ков, листов и проволоки с поперечным сечением практически любой конфигу- рации Он окрашен в радугу цветов, но, как и в случае с воском для рвзьбы, не в соответствии с универсальной системой, а по прихоти изготовителя 18 • Практическое литье
Нагревательные приборы Тепло - необходимое условие при работе с лепным воском. Обычно источником тепла служит спиртовка, но вместо нее можно использовать пламя свечи или горелки. Пламя свечи загрязняет воск копо- тью, поэтому работать с ним следует лишь, в крайнем случае. С каким бы нагревательным прибором вы ни работали, расположите позади пламе- ни черный матовый экран, чтобы меньше уставали глвза. Он должен быть сделан из огнеупорного материа- ла, например из металла, покрытого краской. СПИРТОВКИ Спиртовка мастера-модельщика представляет собой просто стеклянный сосуд с плотно закрывающейся крыш- кой, в которую впаяна короткая труб- ка. Через эту трубку пропущен хлопко- вый фитиль, по которому благодаря капиллярным силам подается горючее. Удобное приспособление - поднимаю щий фитиль регулятор на трубке. С его помощью можно выдвинуть горящий фитиль; в противном случае, зто придется делать пинцетом. Спиртовку можно сделать, как показано на рисунке, из маленькой стеклянной баночки (например, из под детского питания). Еще лучше будет изготовить спиртовку из жестяной масленки (не разобьется, если упадет). Отпилите большую часть носика и просверлите отверстие для воздуха, как на рисунке. Через несколько лет такая спиртовка может проржаветь насквозь, в этом случае ее надо выбросить и заменить ее на новую. ГОРЮЧЕЕ В магазинах лакокрасочных товаров можно приобрести денатурированный спирт, который продается там в качестве растворителя. В универсальных магазинах продают горючее для декоративных ламп. Оно часто ароматизировано, что являет- ся излишеством, но воску вреда не причинит. Откажитесь от заменителей. Скорее всего, они окажутся более летучими, чем того требует безопасность. Ни при каких обстоятельствах не пользуйтесь бензином и не помещай- те емкость с горючим на открытое пламя Очень удобно хранить пластиковую воронку рядом с запасом спирта для спиртовки. В случае пролива, дайте луже полностью испариться, прежде чем зажжете спичку. Модели «19
РЕЗАНИЕ ЛИСТОВОГО ВОСКА Полезные инструменты для такой работы - трафареты и лекала, выре- занные из тонкого плексигласа. С помощью алфавитного пластикового трафарета и иглы можно выдавливать или вырезать буквы. При работе с листовым воском также хороши просечки или трубчатые сверла для бумаги. Воск может скалываться при резке, особенно в холодную погоду. Чтобы избежать этой проблемы, перед началом работы опустите воск в сосуд с теплой, но не горячей водой. Чтобы не намочить рисунок, положите на него лист стекла или плексигласа. Модели из мягкого воска наращива- ются подобно росту снежного сугроба или сосульки, через последовательное наложение слоев. В некоторых случаях первым шагом будет кройка листового воска при помощи выдвижного резака или нескольких переходов острием иглы. Так как листовой воск прозра- чен, его можно положить прямо на предназначенный для копирования рисунок. Чтобы отпечатать на листовом воске буквы и слова, согрейте его в теплой воде и хорошо стряхните. Работая быстро, положите воск между двумя листами упаковочного пластика и вставьте в пишущую машинку. Отклю- чите подачу пишущей ленты и отпеча- тайте слова. Чтобы воск оставался теплым, направьте непосредственно на него свет лампы. При известной осторожности для поддержания нуж ной температуры воска можно исполь зовать фен. Инструменты —1Ж I III ИТП При работе с воском инструмент является непосредственным продол жением руки и должен быть удобным в каждом смысле этого слова. Длина инструмента, обычно около 15 см, но для каждого мастера она может быть своя. Базовый инструмент имеет форму иглы и лично я, предпочитаю иглу с легкой деревянной рукояткой любому инструменту, с которым доводилось работать Купить такие иглы можно там же, где продают глину для лепки (иногда их называют) или в магазине наглядных пособий - там их называют биологическими иглами Мне нравится их небольшой вес, и во время работы я часто переворачиваю инструмент, чтобы при помощи его рукоятки приглаживать или гнуть воск Другие инструменты для моделирова- ния можно сделать из обрезков сталь- ной проволоки, латуни или зубовра- чебных инструментов Рукоятки необходимо теплоизолировать дере- вом или изолентой. Выбор инструмента во многом зависит от окончательного вида изделия. По мере того как будет формироваться ваш личный стиль, экспериментируйте с инструментами и изобретайте свои собственные. Чтобы сделать аккуратнее и удобнее кусачки для восковой проволоки, заточите в виде лезвии кончики заостренного пинцета. Этот инстру- мент хорош своей легкостью, быстро- той действия и способностью прони- кать в труднодоступные места. 20 • Практическое питье
СТЕКИ ДЛЯ ВОСКА С ЭЛЕКТРОПОДОГРЕВОМ Эти популярные инструменты предлагают альтернативу движению «туда-сюда» (нагревание-работа) при моделировании инструментом, который нагревается пламенем. Стек постоянно подогревается изнутри, что экономит время и позволяет пристальнее сконцентрироваться на собственно моделировании. Чтобы избежать перегрева при работе с недорогим электрическим стеком его нужно время от времени выключать при помощи переключателя (или вынимать вилку из розетки), но инструменты лучшего качества имеют регулятор позволяющий поддерживать постоянную температуру. При работе с ними следует опытным путем найти темпе- ратуру, подходящую для воска, с которым вы работаете. Как только это сделано, можно установить нужную температуру с помощью регулятора и сфокусировать внимание на модели. Самодельный стек для воска Обычные паяльники и приборы для выжигания по дереву можно использо- вать и при работе с воском, однако, они слишком сильно нагреваются. Для того чтобы контролировать степень нагрева, поставьте на силовой щиток бытовой регулятор освещения Для индикации работы прибора во вторую розетку этого регулятора включите маломощную лампочку (ночник) Следуйте инструкциям изготовителя касательно мощности на которую рассчитан регулятор. Чтобы легче было устанавливать температуру, на корпус можно нанести цифры При небольшом навыке вам удастся подби- рать необходимый нагрев для каждого из ваших восков. Мне это устройство обошлось в $20, включая паяльник. Самодельные наконечники Конструкция большинства паяльников такова, что вы легко можете изгото- вить для них нужные вам наконечники. Возьмите болт с резьбой, подходящий к наконечнику паяльника и припаяйте к нему серебряным припоем отрезки игл скрепок для бумаги или латунной Проволоки. Модели *21
ИЗГОТОВЛЕНИЕ ВОСКОВЫХ МОДЕЛЕЙ МОНТИРОВКОЙ При работе с некоторыми моделями легче всего начинать с каркаса из восковых проволок. Их нарезают по размеру и сваривают в точках соединения кончиком нагретой иглы. Каркас можно заполнить восковыми пластинами или капаю- щим с проволоки воском. При правильном подходе каркас обеспечивает не только систему для изготовления модели, но и сеть, способствующую заполнению. ПЕРВЫЙ СПОСОБ Поднесите кончик восковой проволоки к пламени спиртовки. Он расплавится и образует каплю. Ее можно быстро перенести и капнуть на лист воска. Критический фактор - время. Если вы замешкаетесь на долю секунды, капля упадет в пламя. Если проволока недостаточно разогрета, она не при- станет к листу. Терпение и практика вскоре обеспечат вам точный навык. ВТОРОЙ СПОСОБ Нагрейте иглу для воска и нацельте ее на тот участок, куда нужно добавить воск; игла должна находиться чуть выше поверхности листа воска. При- коснитесь к игле восковой проволокой в 1-1,5 см от ее кончика. Воск распла- вится, потечет по игле и попадет точно на место. По крайней мере, должен попасть. Важно следить за температу- рой иглы. При нанесении больших количеств воска на нужное место можно поло- жить восковую проволоку и залить ее дополнительным количеством воска, чтобы образовался бортик. Такую проволоку можно изготовить из мягко- го воска, ее можно раскатывать ладонью на поверхности стола в «колбаску» неравномерного сечения. Отдельные участки такой «колбаски» можно быстро утолщать, наращивая множество дополнительных слоев. Также можно наносить расплавленный воск при помощи кисти. Нагрейте баночку с воском на водяной бане и используйте ненужную кисть из мягкой щетины. 22 • Практическое питье
Заготовку для модели можно вылепить пальцами. Чтобы размягчить воск, опустите его в теплую воду или подышите на него. Возможно. В жаркую погоду окажется необходимым «зафиксировать» форму воска в холодной воде. Это особенно важно, когда предстоит дальнейшая работа с моделью. Если при этом возникают какие- либо трудности, модель следует укрепить на подставке, так, чтобы можно было работать, не опасаясь помять ее. САМОДЕЛЬНЫЙ ЭКСТРУДЕР Формам проволоки, которую делают с помощью этого инструмента, практически нет числа. Продавливая через экструдер обычный мягкий воск, можно получать проволоки с необычным поперечным сече- нием. Если смешать очень мягкий воск, экструдер можно использовать подобно кондитерскому шприцу, получая инте- ресные фигуры. 1. Купите отрезок металлической трубки около 30 см длиной и 2,5 см в диаметре. Вам также понадо- бится плотно входящий в эту трубку поршень. Если вы не можете найти подходящий по диаметру, восполь- зуйтесь меньшим, прикрепив к его торцу резиновую шайбу, которая обеспечит герметичность. 2. Отпилите головки у двух болтов, а оставшиеся стержни с резьбой припа- яйте к концу трубки таким образом, чтобы их концы выступали вперед на 10-12 мм. 3. Из листа латуни толщиной около 1 мм вырежьте панели с фигурным отверстием, как на рисунке. Чтобы обеспечить герметичность, расстояние между направляющими пазами должно точно соответствовать расстоянию между болтами. 4. Работая с экструдером, надевайте защитные перчатки. Залейте в экстру- дер расплавленный воск и вставьте поршень. Медленно и равно- мерно надавливая на него выдавите из трубки восковую проволоку. Ест воск в экструдере застывает, работайте над -ее • .<м пламенем или в сдое теплого воздуха от бытового фена, вращая экструдер для равномерного обогрева. Выдавливайте воск в сосуд с холодной водой. Модели • 23
РАБОТА СО ШТАМПОМ С помощью штампа на листе воска легко оттиснуть различные текстуры и изображе- ния. Штампы могут быть изготовлены (в том числе травлением) из латуни или меди. причем их рельеф должен быть обрат- ным рельефу будущей отливки. Поместите пластину штампа в тиски, проложив ее для прочности между стальными листами, а для амортиза- ции используйте кусок увлажненной кожи или резины. Подогрейте лист воска и защитите его с двух сторон полимерной пленкой. При сжатии губок тисков штамп вдавится в воск и оставит на нем оттиск. Таким образом, можно получать большое количество идентичных изделий. Шинки колец 1. Перед тем как накладывать воск, покройте ригель тонким слоем разделяющей смеси, например, микрофильмом, тальком или обрызгайте маслом. Подогрейте ригель (стальной или алюминиевый) и нанесите на него слой размягченного воска. При этом нужно следить за температурой ригеля, что потребует некоторого опыта, но, тем не менее, вполне возможно изготовить за один оборот шинку постоянной толщины. Снимите ее и, перевернув, снова наденьте на ригель, чтобы убрать конусность. Если воск прилипает, прежде чем снимать его, охладите ригель в течение несколь- ких минут под струей холодной водопроводной воды. 2. Другой способ получения заготовок для колец включает наращивание листового или проволочного каркаса. Это можно сделать на коническом ригеле, но я предпо- читаю работать на цилиндрическом. Поставщики ювелирных инструментов продают наборы алюминиевых стержней, проточенных до целых и половинных размеров колец, которые крепятся к стойке в удобном для работы положении. В качестве альтернативы можно использовать пятнадцатисантиметровую деревянную цилинд- рическую оправку. Скорректируйте диаметр оправки до нужного, при помощи липкой ленты, при необходимости наматывая или сматывая ее, чтобы диаметр оправки в точности соответствовал диаметру кольца. Чтобы воск не прилипал к ленте, по- кройте ее смазкой или полимерной пленкой. Время от времени поворачивайте модель, чтобы она не прилипала. 24 • Практическое литье
После того, как форма модели в основном завершена, ее уточняют, убирая или добавляя воск. Воск можно соскабливать инструментом в форме миниатюрной ложечки, сделанной из латуни или мельхиора, или из зубоврачебного инструмента. При работе с некоторыми восками (и особенно - в холодную погоду) возможно, будет желательно подогреть инструмент в пламени, но обычно воск соскабливается при комнатной температуре. Подогревая инструмент, избегайте перегрева. Даже небольшой просчет может привести к тому, что горячий инструмент сильно повре- дит модель. Держите под рукой салфетку или тряпочку, чтобы убирать лишний воск после каждого прикосновения. Помните, что одно только нагревание не уберет воск. Он остынет и затвердеет примерно там же, где и находился. Чтобы снять расплавленный воск, прикоснитесь к нему горячей иглой и либо дайте ему стечь по игле, либо промокните бумажной салфеткой Чтобы сделать отвер- стие, проколите воск горячей иглой и выньте ее Слегка подуйте на пятнышко расплавленного воска, и появится отверстие. На рабочую поверхность под издели- ем будут лететь брызги, поэтому я советую подстелить ненужный лист бумаги, как на рисунке Полировка отрезать здесь При работе с лепным воском почти никогда не используют напильники. Они рвут форму, забиваются и будут совершенно бесполезны. Наждачная бумага и стальная вата также неприемлемы для лепного воска. Стальная вата особенно плоха, так как она оставляет стальные волокна, которые засоряют литейную форму, и будут заметны в готовой отливке. Для того чтобы сделать гладкой поверхность лепного воска, нагрейте иглу и мягко водите ее кончиком по поверхности модели. Чтобы сгладить поверхность модели, некоторые модельщики проводят ее сквозь пламя спиртовки, но это рискованно. Прежде чет пробовать этот способ, попрактикуйтесь на обрезках воска, и приме- няйте его только в том случае, если вы уверены в быстроте вашей реакции Секунд- ное промедление - и все ваши труды по изготовлению модели пойдут прахом. Иглу для надувания спортивных мячей можно превратить в миниатюрную бунзе- новскую горелку. Закрепите иглу в резиновом шланге, присоединенном к источнику пропана или природного газа и очень осторожно выгладите пламенем поверхность модели. Модели • 25
СПОНТАННЫЕ ЭФФЕКТЫ Выливая воск на\в различные матери- алы, можно получить много интерес- ных форм и текстур. Полученные образцы можно обрабатывать любым из вышеизложенных способов. Никогда не нагревайте воск до температуры вспышки. При этой температурв, которая для каждой разновидности своя, воск неожиданно воспламеняется. Это очень опасно. Следите за процессом плавления и убирайте нагрев сразу же, как только воск станет жидким. Для плавления воска всегда используйте водяную баню, помещая сосуд с воском в емкость большего диаметра, в которую налита вода до уровня 2-3 см. добав- ляйте воду по мере выкипания. Лейте воск: • В воду (результат зависит от темпе- ратуры) • На старую обветренную древесину (хорошо смоченную водой) • На стальную плиту • На бетон • На листья • На древесные стружки • На пластиковые обертки ГЛИНЯНЫЙ РЕЛЬЕФ Вы сможете получить интересные и неожиданные результаты, заливая воском сделанные в глине оттиски различных рельефов и текстур. Ис- пользуйте гончарную или любую другую глину, замешав ее с водой. Детский пластилин не годится, так как он расплавится от соприкосновения с горячим воском. Раскатайте или разомните глину в лепешку и сделайте на ней оттиски, например, вдавливанием, волочением, резкой. Помните, что на воске полу- чится рельеф, обратный (негативный) рельефу глины. Воск на глину лейте или наносите кистью. При заливке, возможно, окажется необходимым сделать из глины ограничивающую стенку. Если вы работаете кистью, бросайте рас- плавленный воск на глину резким движением запястья. Как бы вбивая его в небольшие углубления. Для работы с глиняным рельефом лучше всего подходят воски для лепки или инкрустации, так как в жидком состоя- нии они особенно текучи. Момент затвердевания воска обычно определяют, наблюдая за изменением его цвета по мере охлаждения. Через минуту-две отделите воск от глины и сполосните под холодной водой. Включения можно удалить с помощью мягкой кисти. Восковые детали можно резать ножом или ножницами, их можно гнуть, формовать, моделиро- вать и комбинировать, как и при работе с любыми другими восковыми моделями. 26 • Практическое литье
Органические материалы Многие органические объекты хорошо выгорают и могут быть использованы для отливки. Имейте в виду, что вам придется поэкспериментировать Поскольку каждый материал обладает своими уникальными свойствами. Вот несколько факторов, о которых следует помнить. • Содержание воды в модели повли- яет на ее способность сохранять форму в процессе формовки и выжига- ния. Растительные материалы, собран- ные осенью, будут более сухими, чем собранные весной, и эта разница может сыграть решающую роль в успехе либо провале питья • «Листоподобные» материалы, как правило, выгорают; «древоподобные» - как правило, нвт. Здесь может возникнуть путаница, поскольку между этими двумя типами нет четкого различия. Я убедился, что одни сосно- вые шишки выгорают чисто. В то время как от других остается некото- рое количество угля, препятствующего заполнению питейной полости Экспе- риментирование - лучший способ определить, какой материал даст чистую отливку. • Вес и влага гипсоподобной формо- вочной смеси могут сильно исказить природную модель. Формовочная смесь сомнет распустившийся цветок, так что даже полная отливка будет представлять собой жалкий неряшли- вый комок. Чтобы упрочнить модель, покройте одну из ее сторон воском. Обычно зто делают, осторожно запи- вая поверхность воском или нанося кистью. Цветок можно также покрыть аэрозольным паком или краской. Помните, что во время выжигания будет выделяться особенно ядовитый дым Включите вентиляцию и покиньте помещение. • Очень тонкие детали не отопьются, так как поверхностное натяжение металла не позволит ему проникнуть в узкие щепи, тонкие части. Такие как крылья насекомых должны быть утолщены с помощью воска, пака. Краски ипи клея. • Кости и раковины обычно не выгорают полностью. Если вы хотите поработать с ними, устройте в литнико- вой системе повушки для пепла, где будут собираться несгоревшие остат- ки, и увеличьте время выжигания. Готовые пластмассовые объекты Большинство пластмасс выгорает без остатка, тем самым, предоставляя мастеру- модельщику широчайшие возможности. Газы, выделяющиеся при плавлении пласти- ка, могут быть токсичными и должны тщательно отводиться. Работайте с пластмас- совыми моделями в просторном помещении с хорошей вентиляцией Особенно важна вытяжная вентиляция при выжигании пластмассовых моделей. Пренебрегая этими правилами безопасности. Вы рискуете своим здоровьем. Вокруг нас изобилие пластмассовых предметов: детали из наборов для конструи- рования, техника, в том числе и бытовая - все зто источники сырья. Огромное «ххчество интересных объектов несет в себе некоторые трудности, поскольку есть соблазн просто трансформировать пластмассовый предмет в металлический. Это всего гжшь упражнение в технике, а в остальном не представляет большой ценнос- Ti Основная задача при отпивке пластмассовых объектов - подходить к их исполь- эоеаьио творчески, придавая им новое и необычное значение. Модели • 27
Твердые пластмассы Пластмассовые предметы, которые слишком массивны для отливки в металле, можно сделать тоньше путем опиливания, выпиливания или высвер- ливания борами. Не нагревайте объект, если не хотите исказить его форму. Полипропилен (из него депают контейнеры хоподипьникоа и молоч- ные бутылки) обычно обеспечивают чистую отливку; его можно использо- вать вместо листового воска. Прозрач- ные материалы предпочтительнее непрозрачных. Было бы хорошо провести предвари- тельный тест на образце материала, прежде чем тратить время на модель, отливка которой может не получиться. Если у вас есть несколько экземпля- ров готового предмета, сделать это будет легче всего, заформовав и отпив один из них. Для такой предваритель- ной отливки можно использовать любой металл. После отливки проверьте ее целост- ность и качество поверхности. Отсут- ствующие детали и большие пустоты указывают на то, что в изложнице остались невыгоревшие части модели, которые не позволяют металлу запол- нить всю полость. Может быть, необхо- димо более долгое время выжигания. Ипи может быть, этот предмет просто нельзя выжечь. Чтобы провести более простой, но менее доказательный тест, поместите образец материала модели в неболь- шую жестяную банку и накройте ее обрезком металла (латуни, стали и т.д.). Нагрейте печь до 650° затем проверьте, нет пи в банке остатка. Если нет, скорее всего, этот материал будет выгорать начисто. Если же есть смолистый остаток, то не стоит наде- яться на хорошую отливку. Возможно, в этом случае придется снять с ориги- нала резиновую форму и с ее помо- щью изготовит восковую модель. ВСПЕНЕННЫЕ ПЛАСТМАССЫ Для изготовления моделей можно применять мягкие пластики, такие как полисти- рол и стирофом. Работайте только при хорошей вентиляции, так как выделяющиеся при работе с этими материалами газы могут быть опасны. Вокруг нас много разновидностей мягких пластмасс. От пищевых оберток до упаковочных материалов, от кофейных чашек до строительной изоляции, и каждая из них супит мастеру - модельщику уникальные возможности. Пластик можно резать пипой или ножом, можно обрабатывать горячим и холод- ным инструментом, его можно использовать в чистом виде и достраивать воском. Его можно нагревать в пламени, получая затейливые текстуры и неожиданные формы. Помните. Что поскольку стирофом практически ничего не весит, легко увлечься и сделать модель, которая после отливки будет слишком тяжелой. Здравый смысл и опыт помогут вам справиться с этой проблемой. Пластмассовые детали можно скреплять горячим воском ипи легким клеем, например, для авиамоделей ипи резиновым. Очень хрупкие детвли упрочните дополнительным слоем воска, ипи сбрызните паком ипи полимерным спреем. 28 • Практическое литье
Г ЛАВА 2 ЛИТНИКИ Литник - это стержень, который: • поддерживает модепь во время изготовления литейной формы, • обеспечивает расплавленному воску выход из литейной формы, • образует вход, через который в форму заливают ипи загоняют металл, • ориентирует модепь таким образом, чтобы свести к минимуму завихрения потока при заполнении формы. Ход работы 1. Изготовьте модель 2. Определите её расположение внутри опоки. 3. Определите количество и положение литников 4. Перевернув модель, прикрепите питники так, чтобы они соединялись в централь- ной точке над моделью. 5. Подсчитайте нужное для отливки количество металла. 6. Выберите подходящие к модели, опоку и основание литника. 7. Прочно укрепите снабженную литниками модепь на основании Убедитесь, что в местах прикрепления литников 8. Наденьте респиратор и заформуйте модепь. Материалы для изготовления литников Для изготовления литников годится любой воск, но предпочтительнее всего круглая проволока из мягкого воска так как она позволяет более точно расположить мо- депь внутри опоки. Преимущество мягкого воска ещё и в том что при нагревании он обеспечивает прочное соединение: зто поможет вам избежать такой неприятности как отвалившаяся при формовке модель. Хорошая отливка требует интенсивной подачи металла в полость изложницы что может быть достигнуто, если стенки литников гладкие и прямые настолько, насколь- ко зто возможно. Литник с неправильным поперечным сечением будет перемеши- вать вливаемый металл, поэтому откажитесь от литников из скрученных вместе проволок. Скрученные проволоки могут вызывать проблемы ещё и потому, что поток вливаемого металла может разрушить тонкий гребень формовочной смеси, образующийся вдоль линии скручивания, что приведет к загрязнению отливки Более толстый питник можно сделать, скатывая восковые проволоки в ладонях или соединяя восковые стержни бок о бок. В качестве литников можно использовать стержни из пластмассы, но лучше этого не делать. Большинство пластмасс плавится при более высокой температуре, чем воск, поэтому модель расплавится раньше, чем откроется канал литника. Это может Привести к закипанию воска внутри формы. Литники • 29
Расположение модели внутри опоки Модель должна быть размещена в опоке таким образом, чтобы вокруг неё со всех сторон оставалось пространство около 7 мм. Если в одной опоке отлива- ется несколько моделей, они должны отстоять друг от друга по крайней мере на 3-4 мм. Расстояние между верхом модели и верхом формовочной смеси должно быть несколько больше, особен- но для тяжелых отливок, когда масса металла, с силой ударяя в тонкую верхнюю стенку, может разрушить ее 12 мм - это минимум Никогда не размещайте плоскую модель горизонтально. Наклонная модель заставляет металл рикошетить от стенок полости, что ведёт к более полной отливке. Если расплавленный металл налетит на плоскую стенку, он будет отброшен обратно в питник, навстречу вновь поступающему метал- лу, что вызовет завихрение потока. В результате отливка получится пористая или с грубой поверхностью Модель должна быть расположена таким образом чтобы весь поток металла от точки входа устремлялся вниз. На рисунке показано направле- ние потока; избегайте положения, при котором металл будет вынужден течь в направлении обратном указанному Если в обратный поток вовлекается небольшое количество металла, осо- бенно когда сзади на него будет напи- рать относительно большая масса, то такое соотношение потоков будет приемлемым. Литники должны располагаться в радиальном направлении от литниковой чаши. Они не должны встречаться в центральной точке, но должны сходиться в верхней трети купола. Отсюда их следует подвести к каждому массивному участку модели В том случае, если свободного пространства мало, начерти- те на листе бумаги прямоугольник, точно соответствующий внутренним размерам опоки, вычертите основание опоки и купол питейной чаши затем уложите на бумагу модель и начертите схему идеального расположения литников 30 • Практическое литье
РАСПОЛОЖЕНИЕ ЛИТНИКОВ 1. Присоединяйте литники к самой массивной части модели. 2. Присоединяйте литники там, где они не повредят текстуру поверхности и откуда их легко будет удалить после отливки. 3. Питайте каждую массивную часть модели от своего собственного питника. 4. Для тонких участков, особенно если они расположены далеко от центра модели, могут потребоваться дополнительные литники Кристаллизация По мере охлаждения металл застыва- ет, образуя упорядоченную структу ру этот процесс называется кристал- лизацией. Остывая, металл сжимает- ся подобно тому, как аккуратный штабель кирпичей занимает меньшее пространство, чем беспорядочная куча. Небольшие колонии, ипи зерна, кристаллов растут независимо друг от друга, из-за чего между ними образуются микроскопические пустоты, которые, еспи их не запол- нить, станут порами отливки. Еспи же есть резерв расппавпенного металла, он будет втянут в эти поры и запоп нит их Если к отливаемому объекту при- мыкает более массивный участок, он : • остывать на доли секунды ~ гаэ-н чем само изделие, обеспе- >« * поступление расппавпенного металла в поры. Когда начнет крис- таипкэо ггься эта наиболее массив- ная часть, источника расппавпенного металла для заполнения пустот уже не будет, и в ней образуются поры. Качественная отливка требует такого расположения литников, чтобы это происходило вне отливаемого объек- та, например, в цоколе отпивки (слиток металла в литниковой чаше). Поэтому главный питник должен быть самой массивной деталью внутри формы, а цоколь - самой массивной деталью всей отпивки. Так как этот спиток металла имеет наибольшую массу, он будет остывать последним. На рисунках верху показана такая последовательность затвердевания. При отливке ювелирных изделий всё это происходит за несколько секунд. Как использовать прибыли для создания направленной кристаллиза- ции, смотрите ниже. Информацию, имеющую отношение к этому вопросу также можно найти в главе 10. Литники • 31
ВЫБОР ОПОКИ И ОСНОВАНИЯ Вокруг модели должно оставаться пространство около 7 мм, а над ней - несколько больше. Если опока слиш- ком мала, существует риск что вбрасываемый в полость расплавлен- ный металл сломает тонкую стенку опоки. Если опока слишком велика, могут возникнуть другие проблемы. Во- первых, это приведёт к перерасходу формовочной массы и потребует больше времени и энергии на выжига- ние. Газы, образующиеся в полости формы во время выжигания, обычно просачиваются через поры формовоч- ной массы и уходят наверх. Если слой формовочной массы над моделью слишком толстый, отвод газов может быть затруднён, и в результате получит- ся частичная отливка. Чтобы обеспе- чить достаточную плотность и в то же время не перекрывать отход газов, толщина верхнего слоя формовочной массы должна быть от 6 до 12 мм. Для особых случаев форму можно сделать из обычной жестяной банки. Только убедитесь, что это «настоящая» жестяная банка, а не одна из нового поколения алюминиевых банок. Срежьте верх и дно, и, если необходи- мо, обрежьте по размеру. Такой контейнер можно гнуть, придавая ему необычную форму до тех пор, пока он не подойдёт по размеру к центробеж- ной машине. Если отливка будет производиться под действием сипы тяжести, или в ручной центрифуге, или под давлением пара либо вакуумным питьем, на зто не стоит обращать внимание. Поскольку такая опока из жестяной банки будет иметь необычную форму или размер, стандартное основание к ней не подойдёт. Изготовьте основание как показано на рисунке, из пластили- на, мягкого воска ипи глины. Чтобы его можно было переставлять с места на место, разместите его на листе мазонита, пластмассы или на крышке от банки. Прибыли В случае сложной системы литников иногда оказывается невозможным соединить литниковую чашу непос- редственно с самой массивной частью модели. Чтобы обеспечить вне модели область, которая будет остывать последней, в таких случаях на литниках делают восковые утол- щения - прибыли. Скатайте в пальцах шарики из мягкого воска, в каждом из них проколите спицей отверстие, и нанизайте на восковую проволоку, затем загладьте место соединения горячей игпой. Это застрахует от завихрений поток металла, текущего через резервуар в полость формы. 32 • Практическое литье
Прикрепление литников к модели При отливке обычных ювелирных изделий пользуйтесь восковыми литниками, которые немного массив- нее самой массивной части изделия. Я считаю удобной для этих целей прово- локу около 3 мм в диаметре Воск достаточно мягок для того чтобы можно было легко скатать в ладонях два-три стержня в один, более тол- стый. Четко представив себе, где именно будут прикреплены литники, уложите модель «на спину» или «кверху пу- зом» Введите в пламя спиртовки иглу, держа тем временем проволоку для литника непосредственно над местом присоединения Прикоснитесь горячей иглой к кончику проволоки и опустите его на место Удерживайте проволоку неподвижно в течение нескольких секунд пока воск не затвердеет Пока игла ещё горячая, отрежьте питник до нужной длины Прикрепив литники, возьмите модель в руки и проверьте каждое соедине- ние Удерживая модель в положении соответствующем её положению внутри опоки, убедитесь, что поток расплавленного металла на каждом участке будет направлен вниз от точки входа. Если есть какие-то недочеты, настало время их исправить. Переверните модель и держите её над куполом литниковой чаши. Если необходимо, укоротите литники до нужной длины, либо с помощью горя- чей иглы, либо прищипните их ногтями. Сильно нагрев иглу, проводите ею по кончикам литниковых проволок, одновременно опуская модель на купол литниковой чаши В месте соединения каждого питника с чашей сделайте галтель, как описано ниже ГАЛТЕЛИ В месте соединения литника с моделью следует сделать галтель, или восковое утолщение. Галтель представляет собой имеющее форму мениска дополнительное количество воска, добавленное в место соединения, чтобы увеличить массу и сгладить переход от питни- ка к модели. Прямой угол (см. рис А) может послужить причиной расплескивания металла по литей- ной полости, что недопустимо Сужающийся литник (см рис. В) будет впрыскивать металл в по- дсеть. создавая завихрения потока. Кроме того, формовочная смесь хрупка, поэтому острые углы могут ломаться под напором расплавлен- ного металла. Это приведет к дефектам отливки и загрязнению её формовочной смесью. литник в месте контакта с моделью сужается- плохо закругленные соединения способствуют непрерывному току металла Литники • 33
Изготовление галтеля Для того, чтобы наложить дополнительное количество воска, нагрейте иглу и на- цельте её кончик на соединение таким образом, чтобы он отстоял от литника при- мерно на 3 мм. Прикоснитесь к игле восковой проволокой на 10-12 мм выше кончи- ка; образуется капля, соскользнёт вниз по игле и упадёт на основание литника. Всё происходящее подразумевает, что игла нагрета точно до нужной температуры. Для того, чтобы всё происходило, как описано, потребуется некоторый навык. Процедуру повторяют для каждого питника. При другом способе игла не нужна; вместо неё потребуются быстрая рука и хороший глазомер. Опреде- лив место прикрепления питника, проведите сквозь пламя кончик восковой проволоки, чтобы на нём образовалась капля. Быстро прило- жите его к нужному месту и удержи- вайте, пока воск не затвердеет. Чтобы освоить этот способ, потребу- ется немного усилий, но он очень быстрый - стоит только проявить настойчивость. При укреплении литников также очень удобно пользоваться стеком для воска с подогревом. Выбор литниковой системы Почти невозможно удовлетворить все требования по правильному подводу литни- ков при работе с единственным изделием. Многие модели слишком сложны и не позволяют легко следовать правилам. В других случаях, присоединить литники согласно описанию возможно, но в результате восковая модель будет выглядеть так, словно она запуталась в паутине сумасшедшего паука. Необходимость срезать десятки литников требует большой работы и может уничтожить очарование свежей отливки. Литейщики, которые работают с резиновыми формами, находятся в идеальном положении - это позволяет им экспериментировать с литниками. Как только изго- товлена резиновая форма, восковые модели легко копируются, и с той же лёгкос- тью можно пробовать различные способы расположения литников. Неполные отпивки просто бросают плавильный тигель. По мере необходимости осторожно добавляют более толстые ипи дополнительные литники, до тех пор, пока не будет найдена минимально эффективная система. В то же время, в план работы может быть включен фактор риска. Если одна из десяти отливок оказывается неудачной, иногда питейщику проще всего заформо- вать на 10% моделей больше, чем требуется; этот излишек обеспечит получение нужного количества качественных отливок. 34 • Практическое питье
Как избежать затруднений Начинающие питейщики легко забыва- ют, что металл будет заполнять по- лость не только литейной формы, но и литников. Литники вырастут из отливки подобно твёрдым металлическим рогам, и иногда при их удалении могут возникнуть трудности. Помните об этом, предусмотрительно располагая литники в тех местах, где они будут легко доступны пиле, кусачкам и напильникам Если модепь имеет необычную текстуру поверхности, расположение литников должно быть тщательно продумано таким образом, чтобы не повредить её. После того, как литник отрезан, зачастую бывает трудно скопировать на металл текстуру восковой поверхности. Если модель имеет несколько мас- сивных участков, будет разумно подвести литник к каждому из них. Как показано на рисунке, все они могут исходить из одной литниковой чаши или иногда могут ответвляться друг от друга. Массивные участки, соединён- ные относительно толстой перемыч- кой, можно питать через один литник, но если перемычка тонкая, литников потребуется два. Тонкие участки, удалённые от основ- ной массы отливки, также могут требовать особого внимания по иным причинам, чем вышеупомянутые. Из- за поверхностного натяжения требует- ся дополнительное давление для того, чтобы металл затек в узкое простран- ство. Существует эмпирическое правило, чем выше температура плавления металла, тем больше величина поверхностного натяжения Первоначальный налор металла особенно ослабевает в «конце» отливки (в области, наиболее удален- ной от входного отверстия литника). Такие удаленные участки питают напрямую, подводя непосредственно к ним отдельные литники. избегайте повреждения структуры снабжайте литником каждый массивный участок удаленные участки питайте напрямую ОСОБЫЕ СЛУЧАИ горые методы литья, или материалы, требуют несколько иного подхода к расположению питников. Это литье под давлением пара, питье в песок и питье в •ооыы из сепиолита За детальными разъяснениями по этим методам обращайтесь к сош пствующим главам Литники • 35
Вычисление требуемого количества металла Опыт дает возможность делать уверенные предположения о том, какое количество металла потребуется для отливки. Можно развить весьма неплохой глазомер, особенно при работе с хорошо знакомыми объектами. Но для начинающих, или в том случае, когда модель не похожа на другие недавние отливки, при подсчете требуемого количества металла будет лучше опираться на точные измерения Взвешивание Если умножить вес восковой модели на удельный вес отливаемого металла и разделить полученный результат на удельный вес воска, можно вычислить, сколько металла потребуется для отливки. Для этого потребуются точ- ные чувствительные весы. Вполне подойдут ювелирные весы. Недорогие почтовые весы - лучше, чем ничего, но их все же недостаточно Взвесьте модель с прикрепленными литниками, не забыв обратить внима- ние на то, в каких единицах измеряет- ся вес. Например, если вы начали с веса модели в граммах, то полученный результат тоже должен быть выражен в граммах. Неважно, какими единица- ми веса вы пользуетесь, постоянное соотношение между моделью и метал пом - вот что важно. Поскольку удельный вес воска около единицы, все вычисления сводятся к умножению веса модели на удельный вес отпиваемого металла. На странице 157 приведена таблица удельных весов, составленная для наиболее распространенных металлов Вы должны ясно понимать, что именно вы взвешиваете Если вы взвешивали только модель с литника- ми, не забудьте прибавить ещё некото- рое количество металла на цоколь отливки (т.е металл, который заполнит куполообразную полость литниковой воронки). Это важно для получения хорошей отливки, так как цоколь служит источником расплавленного металла и, кроме того, «закрывает двери» отливки. При литье изделий из стерлингового серебра на цоколь обычно добавляют около 15г для каждой модели С увеличением разме- ра модели должен пропорционально увеличиваться и размер цоколя. Эта система также может быть удобной при установлении цены или интервала цен для заказчика. Можно, например взвесить модель без литни- ков, чтобы определить количество (и, следовательно, стоимость) металла, который пойдет на её отливку. Таким образом, вы можете определить цену одного и того же изделия, отлитого, допустим, из золота 14К, ЮК или 18К. 36 • Практическое питье
Метод вытеснения воды Этот способ представляет недорогую альтернативу тем, у кого нет весов. Вам потребуется только стеклянный сосуд, например, градуированный цилиндр или прозрачная банка. После того как сосуд заполнен до заданной отметки водой комнатной температу- ры, в него полностью погружают восковую модель; вода при этом поднимается. На уровне подъема делают отметку. Поскольку воск не тонет, вам придется погружать его, закрепив на проволоке или держа тонким пинцетом. Вынуе модель из воды, добавляйте в сосуд металл, пока вода вновь не поднимется до отмеченного уровня И в этом случае также необходимо помнить, что измеряется только объем погруженного объекта; вы должны добавить дополнительное количество металла на цоколь отлив- ки. Этот метод не так точен, как взвешивание, поэтому я рекомендую добавлять столько металла, чтобы наверняка исключить всякий риск. Если вы пользуетесь методом вытес- нения воды, важно, чтобы сосуд не был чересчур большим для модели. Если сосуд слишком велик, повышение уровня воды будет настолько неболь- шим, что его не удастся точно отме- тить. По этой причине стоит иметь несколько сосудов разного диаметра. погрузите модель и отметьте уровень подъема воды добавляйте в сосуд металл пока уровень воды не поднимется до отметки Литники • 37
ПРОСТЫЕ ВЕСЫ Изображенные на рисунке весы можно сделать из любого имеющегося в наличии металла Очень важно чтобы расстояние между указанными точками было отмере- но точно а обе чашки были одинакового веса. Чашки можно выколотить из листа металла или воспользоваться простыми бумажными стаканчиками. Поперечная перекладина может быть подвешена на струне, либо может качаться на вертикаль- ной стойке. 38 • Практическое литье
Г ЛАВА 3 ФОРМОВКА На заре истории литья по выплавляемой модели, около 5000 лет назад, ещё в Древнем Египте, мастера окунали восковую модель в тонкую глиняную суспензию, последовательно наращивая на ней множество тонких слоёв. Чтобы питейная форма была прочной, слои высушивали и укрепляли лоскутами ткани и травой. Это изобретение оказалось настолько удачным, что с течением лет претерпело лишь небольшие изменения. Возможно, наиболее значительное из них - разработка лучшего материала для изготовления литейных форм, который называется формо- вочной смесью. Формовочная смесь Формовочная смесь - гипсоподобный материал, состав которого подобран таким образом, чтобы он выдерживал высокие температуры при прокалива- нии. Формовочная смесь состоит из трёх основных компонентов: 1. Гипс, гидратированный сульфат кальция. Этот белый минерал природ- ного происхождения, благодаря кото- рому затвердевают алебастр и порт- ландцемент, составляет 25-40% смеси Входящий в состав формовочной смеси гипс является полугидратом; это знвчит, что из соединения удалено около 3/< содержавшейся в нём воды. 2. Двуокись кремния, или кварц, белый или бесцветный минерал природного происхождения, очищен- ный и размолотый в очень тонкий порошок. В формовочной смеси он является амортизатором, принимая на себя температурное расширение и сжатие формы во время выжигания и охлаждения. 3. Кристобалит, кристаллическая модификация чистой двуокиси крем- ния; возможно, его образование в природе происходило при ударе молнии в определенные горные поро- ды. В промышленных условиях его получают, нагревая двуокись кремния » температуры около 1600°. Эта разновидность двуокиси кремния была слфьпа в конце 1920-х годов и имеет гораздо больший коэффициент расши- рения. чем другие её модификации, ч-о делает кристобалит непревзойден- ш материалом для изготовления пгтемшх форм. Кроме этих трех основных компонен- тов формовочные смеси промышлен- ного производства содержат неболь- шие количества других химических соединений (модификаторов), которые добавляют для улучшения рабочих свойств и повышения прочности питейной формы. Некоторые из них являются смачивателями, увеличива- ющими способность формовочной смеси обволакивать модель, обеспечи- вая бопее полное покрытие. Другие компоненты регулируют время затвер- девания формовочной смеси или способствуют удалению воздуха из неё. Для того, чтобы повысить проч- ность формовочной смеси, недавно в неё стали добавлять волокна фибер- гласа - технологическое усовершен- ствование, напоминающее о том, как древние египтяне использовали для этой цепи траву. Стандартную формовочную смесь используют при отливке золота, сереб- ра, бронзы и почти всех других метал- лов. Исключением является платина, для которой требуется специальная высокотемпературная формовочная смесь. Формовка • 39
ПРИОБРЕТЕНИЕ ФОРМОВОЧНОЙ СМЕСИ И РАБОТА С НЕЙ Формовочная смесь содержит порошок двуокиси кремния, который может ВЫЗВАТЬ СЕРЬЁЗНЫЕ ЗАБОЛЕВАНИЯ ЛЁГКИХ. РАБОТАЯ С ФОРМОВОЧНОЙ СМЕСЬЮ, ВЫ ДОЛЖНЫ НАДЕВАТЬ СПЕЦИАЛЬНЫЙ РЕСПИРАТОР ОБЫЧНОЙ БУМАЖНОЙ МАСКИ НЕДОСТАТОЧНО: ПРИОБРЕТИТЕ РЕСПИРАТОР, ПРЕДНАЗНАЧЕННЫЙ ИМЕННО ДЛЯ РАБОТЫ С ДВУОКИСЬЮ КРЕМНИЯ Симптомы ЗАБОЛЕВАНИЯ ДЫХАТЕЛЬНЫХ ПУТЕЙ ВЫЗВАННОГО ЭТИМ ПОРОШКОМ, МОГУТ НЕ ПРОЯВЛЯТЬСЯ, ПОКА БОЛЕЗНЬ НЕ СТАНЕТ ХРОНИЧЕСКОЙ. Так как из гипса, входящего в состав формовочной смеси, удалена большая часть воды, порошок активно поглоща- ет воду. По этой причине его следует хранить в плотно закрытом водонепро- ницаемом контейнере ипи в плотно закрытом пластиковом пакете По мере использования формовочной смеси пакет приходится открывать и закрывать, в него попадает атмосфер- ная влага, и, даже при соблюдении всех условий хранения со временем свойства формовочной смеси ухудша- ются. Приобретайте такое количество, которое сможете израсходовать за 6 месяцев или менее Если е вашем распоряжении имеется большой контейнер порошка, будет хорошо иметь ещё один, поменьше, чтобы время от времени наполнять его из большого. Это не только сократит время контакта с воздухом для основ ного запаса,- он не будет безвозвратно испорчен если вода попадет в малень- кий контейнер, содержимое которого е таком случае можно выбросить. Вода, ни при каких условиях не должна попадать в контейнер с формо- вочной смесью. Всегда тщательно вытирайте руки, прежде чем открыть контейнер. Место хранения должно быть расположено на достаточном удалении от раковины, чтобы туда не долетали брызги. Попав в формовоч- ную смесь, капля еоды образует твер- дый комочек, который будет гидратиро- вать окружающий порошок. Если такой комок попадет в неподходящее место литейной формы, он может необратимо испортить отливку. Именно по этой причине многие просеивают формовоч- ную смесь через сито, но гораздо лучшее решение - с самого начала не допускать образование комков Формовочная смесь есть в продаже практически у всех поставщиков питейного оборудования, и зачастую информацию об её источниках можно получить в организациях, занимаю- щихся промышленным литьем, е зависимости от того, в какой части страны вы живете. Небольшие количе- ства формовочной смеси, до 10-15 кг, пожалуй, легче всего приобрести там же, где вы обычно покупаете оборудо- вание для питья При покупке больше- го количества стоимость перевозки становится существенной. Свяжитесь с вашим поставщиком или с производи- телем формовочных смесей, чтобы узнать адрес региональной торговой организации. Возможно, имеет смысл объединиться ещё с несколькими ювелирами и в складчину оплатить покупку партии смеси или поездку на оптовый склад. Иногда можно найти крупных местных потребителей и присоединиться к их заказу. Литье с использованием формовочной смеси становится широко распространенным в промышленности. Например, при отпивке вентилей и небольших деталей механизмов В крайнем случае, можно приобрести формовочную смесь в зубопротезной лаборатории, но я нахожу, что цены там высокие. 40 • Практическое литье
Задачи правильной формовки Существует несколько способов затворения формовочной смеси но все они ведут к решению одних и тех же задач. Вот они • правильное соотношение порошка и воды • тщательное перемешивание до однородной консистенции • отсутствие пузырьков воздуха в смеси • оптимальный временной интервал Невыполнение любого из этих условии повлияет на прочность питейной формы и качество поверхности Если имеется несколько недостатков, их влияние усилится и в результате будет получена непригодная отливка. Подготовьте рабочее место, убедившись, что оно чисто и свободно от ненужного хлама. Важный фактор правильной формовки - время, поэтому работать нужно с максимальной эффективностью. Прежде чем начать, убедитесь, что все необходи- мые материалы находятся под рукой ПЕРЕД ТЕМ КАК ЗАТВОРЯТЬ ФОРМОВОЧНУЮ СМЕСЬ: • Осмотрите модель и убедитесь, что она чистая. • Удалите засохшую формовочную смесь из опоки, с основания питника и из гипсовки (резиновый сосуд для затворения формовочной смеси). • Проверьте водонепроницаемость соединения между опокой и её основанием Если соединение протекает, герметизируйте его глинои или воском. • Слегка встряхните модель или подержите её под струёй холодной воды, чтобы убедиться что литники надежно укреплены на модели и на основании опоки • Смочите модель промышленным препаратом, препятствующим появлению пузырьков на ее поверхности, или другим смачивающим реактивом. Формовка - грязное дело При работе, как с порошком, так и с затворенной формовочной смесью следует соблюдать аккуратность- однако после того как формовка закончена, есе равно придется что-то вымыть. Расположите место, где будете заниматься литьем, подаль- ше от «чистых» участков мастерской и всегда предусматривайте в своем рабочем расписании время на уборку Никогда не выпивайте формовочную смесь в раковину, где она затвердеет в трубах и забьет их. Всё оборудование для формовки - гипсоеки шпатели и иногда даже рабочая поверхность - должны быть сделаны из резины. После того, как Формовочная смесь затвердеет, её легко снять с гибкой резиновой поверхности и выбросить в ведро для отходов Вы также можете пользоваться и пластиковой посудой, но она быстро растрескивается. Формовка *41
Гидратация Гидратированную формовочную смесь, т.е. формовочную смесь, которая абсорбировала воду, можно отличить по нескольким признакам. Её время схватывания заметно удлиняется. Когда она всё же схватится, литейная форма будет менее прочной, чем следует. Это можно заметить по появлению на отливке наростов, похожих на рыбьи плавники (так называемый облой), или же, в особо серьёзных случаях, устрем- ляющийся в форму металл может разорвать её. Кроме того, гидратирован- ная питейная форма может сделать поверхность отливки грубой. Что касается гидратации, в этот вопрос можно внести ясность, еспи у вас есть точные весы и образец заведомо свежей формовочной смеси той же фабричной марки, что и ваша. Отмерьте равные объемы обоих образцов и взеесьте их. Из-за погло- щенной воды гидратированный обра- зец будет весить больше. Еспи превы- шение веса составляет более 20%, старый порошок придётся выбросить. Другой способ: затворите свежий образец формовочной смеси и сравни- те его время скатывания со временем схватывания сомнительного образца. Если старая формовочная смесь схватывается на пару минут дольше, её следует выбросить. Формовочная смесь вредна для вашей кожи именно потому, что она с жадностью поглощает воду. Гипс - сильное основание, и он обжигает кожу так же, как это депает щёпочь. Конечно, гипс не так едок, как щёлочь, и для большинства людей непродолжи- тельный контакт грозит лишь немногим бопее серьёзными последствиями, чем чувство дискомфорта. Было бы хорошо взять за правило увлажнение рук специальным лосьоном. После завер- шения формовки щелочь можно нейтрализовать раствором уксуса, а затем вымыть руки с мылом и ополос- нуть водой. Если ваша кожа очень чувствительна, перед формовкой нанесите на неё побольше лосьона для рук и/или работайте в резиновых перчатках. ЭФФЕКТ ЗЕРКАЛА Наблюдая за так называемым эффектом зеркала, вы можете ещё раз проверить, правильно ли вы рассчитали время формовки. После того, как формовочная смесь приготовлена и залита е опоку, наблюдайте за теми участками на её поверхности, где при ближайшем рассмотрении видна тонкая плёнка воды. В определённый момент эта вода впитается, что особенно явно будет заметно, вдоль верхней кромки опоки, как губка или бумажная салфетка впитывают каппю воды. Это про- изойдет спустя от 11/г до 2 минут после окончания времени работы с формовочной смесью, то есть через 11 -111/2 минут после того, как вы начали сыпать в воду поро- шок формовочной смеси. Если эти цифры сильно расходятся с вашими результата- ми, поверьте свои измерительные приборы и температуру воды. Вы заметите, что схватывание формовочной смеси - экзотермическая реакция. Так как при этом выделяется тепло, е течение примерно следующего получаса опока будет теплой на ощупь. 42 • Практическое литье
ЗАТВОРЕНИЕ ФОРМОВОЧНОЙ СМЕСИ: КОНТРОЛЬ ВРЕМЕНИ Затворение формовочной смеси имеет кое-что общее с приготовпением яйца всмятку: фактор времени являет- ся критичным Нижеследующие пред- писания выглядят сложными; таковы- ми могут показаться и первые попыт- ки, но с ростом опыта в итоге устано- вится удобная схема действий, и поглядывание на часы будет вытесне- но интуитивным регулированием скорости работы. Я думаю, что с яицами депо обстоит точно так же. Если изготовителем не указано другое, время работы с формовочной смесью составляет 91/г минут, плюс- минус 30 секунд. При правильной формовке используется все это время, но не больше. Если на затворение уйдет время больше указанного, формовочная смесь начнет затверде- вать (схватываться) раньше, чем сможет полностью окутать модель. Длительная работа с формовочной смесью на этой стадии ослабляет материал формы и может привести к появлению заливов из-за мелких рещин и разрывов в форме Если вы закончите формовку за меньшее время, чем требуется, формовочная смесь может отделиться от воды, которая, поднимаясь вверх оставит на поверхности отливки вытянутые следы в виде приподнятых ручейков. Особенно важно смотреть на часы, если работа является новой для вас. Заранее продумайте, что именно вы должны будете делать, когда пройдет половина отведенного вам времени Взглянув на часы, вы будете знать, работаете пи вы слишком быстро ипи слишком медленно, и сможете соответ- ственно изменить скорость работы. Существенно облегчит дело кухонный ипи фото таймер Смачивающие препараты Смачивающие препараты промышленного производства понижают поверхностное натяжение на границы модели и раствора и способствуют полному обволакиванию модели формовочной смесью. Некоторые литейщики считают их применение важным, а другие - излишним. Вам следует попробовать поработать со смачиваю- щим препаратом, чтобы увидеть, будут ли какие-то отпичия. Покройте модель смачивающим препаратом с помощью мягкой рисовальной кисти, например, для акварели или каллиграфии. Дайте раствору высохнуть, что займет около 10 минут Это важно, так как влага на поверхности модели будет захватывать пузырьки воздуха, что приведёт к появлению на отливке корольков Вместо смачивающего препарата можно использовать спирт - годится тот же -амый спирт, который служит горючим для спиртовки; его можно наносить кистью •к фитилем спиртовки. Формовка • 43
Вода Как бы то ни было, при изготовлении литейной формы постоянство является добродетелью. Если каждый раз брать воду одной и той же температуры, из процесса исключается одна перемен- ная величина, и это, как правило, выгодно. Когда возникают какие-то проблемы, их причины легче отследить и исправить, если имеется только дае переменных. В большинстве случвев хорошую литейную форму можно получить, пользуясь обычной водопроводной водой комнатной температуры. Горя- чая вода уменьшит время схватыва- ния формовочной смеси. Вода комнат- ной температуры (22°) должна быть приятной - не холодной и не горячей. Тем, кто по-настоящему дотошен, я бы посоветовал устройство для раковины, которое называется «Flo-Temp» - небольшой прибор, который укрепляет- ся на водопроводном смесителе и имеет встроенный датчик измеряю- щий температуру протекающей через него воды. Регулируя горячий и холод- ный краны, легко получить струю воды опредвленной температуры. Такие приборы стоят окоп< 30$; их можно приобрести практически в любом магазине фототоваров. В некоторых географических облас- тях вода содержит химические соеди- нения, которые могут быть нежела- тельными при изготовлении литейнои формы. Если у вас возникают пробле- мы с литьем, которые невозможно объяснить другими причинами, попро- буйте пользоваться дистиллированной водой или питьевой водой из бутылок. Некоторые питейщики считают, что если дать водопроводной воде отсто- яться 24 часа в неплотно прикрытой банке, то газы из неё улетучатся и результаты будут лучше. Водо-массовое соотношение • ПОВЕСУ Затворите формовочную смесь в соотношении 38-40 частей воды на каждые 100 частей порошка по весу. При смешивании добавляйте порошок в воду, как описано ниже. При затво- рении формовочной смеси «по циф- рам» важно пользоваться точными весами. Как уже было сказано, поро- шок формовочной смеси должен быть свободным от влаги. Если формовоч- ная смесь набралась влаги из воздуха (и помните, она делает это с жаднос- тью), все вычисления окажутся невер- ными. • НА ГЛАЗОК Менее научный метод определения соотношения вода/порошок базируется на чутье и опыте. Сначала налейте в гипсовку объем воды, соответствую- щий 2/з объёма опоки. Заметьте время, затем начинайте осторожно сыпать в воду порошок. После добавления нескольких порций, посередине сосуда появится островок. Понемногу подсы- пайте порошок, пока островок не покроет почти всю поверхность воды и не перестанет погружаться. 44 • Практическое литье
Перемешивание формовочной смеси Прочность литейной формы зависит от того, насколько однородной консистен- ции удалось достичь при смешивании порошка и воды. Первый шаг на пути к этому - добавлять порошок в воду, а не наоборот. Если лить воду в поро- шок, образуются комки, которые невозможно будет полностью разме- шать. Даже для небольшого объема формо- вочной смеси время перемешивания должно составлять не менее четырех минут. В промышленности полагаются на сложное электронное ипи вакуум- ное оборудование, либо на их комби- нацию при работе вручную всё это может быть заменено обычной взби- валкой для яиц. Формовочную смесь можно также перемешивать ложкой или шпателем, или растирать пальцами. Мне нравится делать это пальцами, поскольку так я могу во время перемешивания почув- ствовать комки, но должен признать, что шпатель перемешивает более тщательно. Возможно, лучший способ - начать с растирания комков пальца- ми, а затем уже взять шпатель и тщательно всё перемешать. Переме- шивая формовочную смесь, старай- тесь избегать образования пены. Хотя это и ненаучно, я определяю качество смеси на ощупь. Я помеши- ваю в гипсовке пальцем, чтобы почув- ствовать, будет ли консистенция текучей, но в то же время достаточно густой, чтобы оказывать сопротивле- ние движению пальца. По ощущению, формовочная смесь должна быть чуть более жидкой, чем сметана (еозмож но, придется зачерпнуть полную пригоршню сметаны, чтобы почувство- вать, что это такое). Вы можете оце- нить непрозрачность смеси, обмакнув в неё палец а затем вынув его в вертикальном положении. Если через слой смеси просвечивает цвет кожи, значит, смесь слишком жидкая. Опыт и наблюдения научат вас, на что обращать внимание и как узнать, верны ли соотношения Во время нескольких первых затворений наблю- дайте за «эффектом зеркала». Удаление пузырьков воздуха Даже при осторожном перемешивании формовочная смесь будет полна воздушных пузырьков. При малейшей на то возможности они прилипнут к модели, и когда воск выгорит, освободив питейную полость они оставят в её стенках маленькие сфери- ческие углубления. Когда в форму будет залит металл, в тех местах, где были пузырьки (т е там, где не было формовочной смеси) на поверхности отливки появятся бородавчатые наросты - «корольки». Если на внешних участках отливки будет лишь несколько пузырьков, то удалить их несложно Однако их могут быть сотни, причем они имеют обыкно- вение скапливаться в самых труднодо- ступных местах изделия. Формовка • 45
Вакуумирование формовочной смеси Лучший из всех изобретенных до сих пор способов удаления пузырьков - поместить затворенную формовочную смесь под колокол и создать вокруг неё вакуум. При этом из смеси удаля- ется воздух. Если у вас есть вакуумный аппарат, его следует подготовить, прежде чем смешивать порошок и воду. Убедитесь, что поверхность столика и ободок колокола чисты, а соединение между ними воздухонепроницаемо. Затвори- те формовочную смесь как описано выше и установите гипсовку с нею в центре стопика. Переключите вакуум на столик и включите аппарат. Смесь следует вакуумировать в течении 1’/г минуты; при этом она будет вспухать в сосуде и покроется шапкой пены, совсем как мопочный коктейль. После отключения вакуума смесь опадет до исходного объема (или немного мень- ше - из-за потери воздуха). Её консис- тенция станет заметно гуще. Чтобы модель не сломалась под весом формовочной смеси, заливайте её по стенке опоки, не забывая при- держивать опоку на основании, если не хотите налить себе полные ботинки формовочной смеси. В конце концов, опока - всего лишь отрезок трубы, не так уж прочно стоящий на основании. Установите опоку с формовочной смесью на вакуумный столик и повто- рите вакуумирование в течение 11/г минуты. Большинство аппаратов вмещает три больших или четыре маленьких опоки, так что можно работать одновременно с несколькими опоками. Не оставляйте опоки под вакуумом на длительное время. Продолжитель- ная выдержка приведет к закипанию, из-за чего в уже густой формовочной смеси снова появятся пузырьки. Чтобы облегчить выход пузырьков на поверхность, несколько раз ударьте по подпружиненному вакуумному стопику или постучите чем-нибудь (отверткой, рукояткой молотка и т.д.) по стенке колокола. 46 • Практическое литье
ЧТО СЛЕДУЕТ ПРЕДУСМОТРЕТЬ Если вы предусмотрите подъем фор- мовочной смеси в опоке, то сэкономи- те время на уборке. Во время вакуу- мирования формовочная смесь вспухает, выплескиваясь на столик, и ее количество в опоке уменьшается. Одно иэ решений этой проблемы - снабдить опоку манжетой из резины или пластика, которую можно прикле- ить липкой лентой или закрепить резиновым кольцом. Можно восполь- зоваться обычной бумагой, но реко- мендуется широкая упаковочная пента. Источником пластика могут служить бутылки из-под нвпитков. В качестве альтернативного решения оставьте опоку на 10-12 мм не запол- ненной. После вакуумирования в опоку следует долить добавочную порцию формовочной смеси. Ничего страшного, если в этой добавке будет больше пузырьков, чем в нижней части опоки, поскольку верхняя часть формы не соприкасается с моделью; так что пузырьки не являются пробле- мой. Уберите опоку в сторону и оставьте её в покое по меньшей мере на 15 минут, но сначала не забудьте её пометить, ведь все опоки похожи друг на друга. Напишите на опоке мелом важные сведения (имя заказчика, дату, название изделия, количество металла), а позже нацарапайте эту информацию на затвердевшей формо- вочной смеси. Вибрационный метод Ещё один способ удаления пузырьков - «встряхивание». Последовательность работ та же, что и при вакуумировании, за исключением того, что гипсовка и опока, каждая в свою очередь, устанавливается не под колокол, а на вибрирующий столик. В аптеках продается массажер для тепа, который очень похож на специальный вибратор для Формовки, но стоит намного дешевле Для того, чтобы им можно было воспользоваться, потребуется укрепить его в какой-нибудь подставке. Ещё одно приспособление - небольшой мотор с диском- эксцентриком. Из него можно сделать постоянное устройство, а можно приспособить для этой электрическую ручную дрель. Формовка • 47
ФОРМОВКА МЕТОДОМ ПОГРУЖЕНИЯ При таком подходе опоку устанавлива- ют на гладкую поверхность, лучше всего на лист стекла ипи плексигласа, и герметизируют вдоль нижнего края глиной ипи воском. Затворите формо- вочную смесь как описано выше, затем постучите чем-нибудь (напри- мер, отверткой) по гипсовке, чтобы выгнать пузырьки. Залейте густую формовочную смесь почти до верха опоки и снова постучите либо по опоке (осторожно), либо по её основанию. Последнее будет особенно действен- ным, если основание установлено на упругой поверхности, например, на подкладке из пенорезины. Затем в опоку осторожными, покачи- вающими из стороны в сторону движе- ниями погружают модель, снабженную литниками. После затвердевания формовочной смеси основание опоки убирают и вырезают в форме воронку для заливки расплавленного металла. Этот метод часто применяется в сочетании с формовкой в твердой оболочке. ОБОЛОЧКОВЫЕ ФОРМЫ Затворите небольшое количество формовочной смеси, примерно ’/< от обычного для ювелирной отпивки объема, и нанесите её на модель мягкой кистью, тщательно промазывая труднодоступные места. Чтобы эта оболочка была тверже, посыпьте покрытую модель сухим порошком формовочной смеси. По желанию процесс можно повторить, но обычно одного раза достаточно. Этот спой определяет каче- ство поверхности отливки, и именно по этой причине имеет большое значение. Кроме того, затвердевшая оболочка защитит модель при формовке любым из описанных выше способов. Поскольку окружающая формовочная смесь не будет непосредственно соприкасаться с моделью, уже не так важно, будет ли она свобод- на от пузырьков. 48 • Практическое литье
Г ЛАВА -4 ВЫЖИГАНИЕ И ПЛАВЛЕНИЕ Задачи выжигания • освободить литейную полость (т.е. удалить восковую модель) • упрочнить литейную форму посред- ством обжига • нагреть литейную форму до опти- мальной для литья температуры КОГДА НАЧИНАТЬ ВЫЖИГАНИЕ Прежде чем начнется выжигание, литейную форму необходимо высу- шить. Если опока небольшая (пример- но 5*5 см), это займет по меньшей мере два часа, если опока больше, потребуется минимум три часа. Высы- хание можно ускорить, поместив опоку в тепло например, на батарею цент- рального отопления, на солнцепек, или в печь при минимальном нагреве Если влажную форму нагревать слишком быстро, содержащаяся в ней вода образует пар, который, расширя- ясь, может разорвать форму. Если вы торопитесь, почаще проверяйте форму в течение первых 30 минут выжигания Если из опоки поднимается пар, или если на формовочной смеси появилась пленка воды, выньте опоку из печи и дайте ей ещё подсохнуть, прежде чем продолжить выжигание Удаление воска с помощью пара Относительно новое усовершенствова- ние е литейном деле - использование пара для удаления большей части воска до выжигания Это уменьшает объем выделяющихся при выжигании вреоых газов, способствует получе- м> отливок с чистой поверхностью и »-«.«r-яет открытые участки опоки, • :“•>-« высохли раньше чем внутрен- -»» область Такое равномерное увлажнение может предотвратить растрескивание литейной формы при последующем нагревании. В продаже имеются аппараты для больших мастерских, а в маленьких можно обойтись простым устройством для удаления воска, как изображенное на рисунке. Установите заформован- ные опоки на решетке над поддоном, на3/ заполненным водой. Поставьте поддон на горячую плитку и поддержи- вайте слабое кипение Пар проникнет в форму и расплавит воск. Выждите около часа, после чего опоки могут отправляться прямо в слегка нагретую печь для окончательного выжигания Этот способ гораздо эффективнее при удалении мягких восков (для пепки), чем твердых (для резьбы). Выжигание и ппавленив • 49
ОБОРУДОВАНИЕ В промышленных условиях выжигание предпочитают проводить в газовых отража- тельных печах, так как они обеспечивают относительно небольшие затраты и позволяют уверенно контролировать процесс, но в большинстве ювелирных мастер- ских используют небольшие электрические муфельные печи. Их размер зависит от предполагаемого объема работы - даже для большой мастерской вполне достаточ- но печи средних размеров. Для маленьких мастерских обычны муфельные печи для эмальерных работ. Опоки можно составлять в стопки до тех пор, пока между ними и стенками печи остается свободное пространство не менее 2,5 см. Хотя на первый взгляд муфельные печи могут показаться опасными, на самом деле они устроены очень просто, их нетрудно ремонтировать ипи изготавливать из подручных материалов. За информацией по этим вопросам обращайтесь к следую- щим страницам. ВСЕГДА ВЫКЛЮЧАЙТЕ МУФЕЛЬНУЮ ПЕЧЬ, ПРЕЖДЕ ЧЕМ ПРОВЕРЯТЬ ЕЁ. Пренебрежение этим правилом чревато скорым знакомством с «эффектом тостера». Вспомните, как ваша мама запрещала вам совать нож в тостер, чтобы вас не ударило током. Так вот, это правило действует и здесь, только последствия будут гораздо серьезнее. Дополнительное оборудование для выжигания • длинные щипцы • толстые защитные перчатки (не из асбеста, чтобы не вредить здоро- вью) • жаростойкая сетка из нихромовой или подобной ей проволоки • система вентиляции (смотрите ниже) • крючок для опоки (сделанный из сварочного электрода) БОРЬБА С ДЫМОМ Во время выжигания выделяются токсичные газы. Их запах и вкус неприятен, и для вас они вредны. Ради собственного здоровья установите систему принудительной вентиляции, которая будет вытягивать газы на улицу с потоком воздуха. Для того, чтобы уменьшить объем токсичных газов, воспользуйтесь поддоном с подходящей опорой, готовым или самодельным. Так как удаление воска происходит при невысокой температуре, поддон для сбора воска можно сделать из листа любого металла. Идея заключается в том, что опоки нагревают ровно настолько, чтобы расплавить воск (в противоположность выжиганию), то есть, в зависимости от типа воска, до температуры 100-150° С. Как только воск начнет плавиться и вытекать из формы, стабилизируйте температуру в печи. Когда воск перестанет вытекать, выньте поддон. Вылейте воск в жестяную банку и. когда он затвердеет, выбросите. Так как некоторые из его компонентов улетучились, не советую вам пытаться использовать его повторно. Удалив, таким образом, большую часть воска, нагрейте печь до более высокой температуры, чтобы удалить все остатки и очистить поры формовочной смеси. 50 • Практическое литье
Подготовка После того как формовочная смесь высохла, резким вращающим движени ем отделите основание от опоки, освободив куполообразную литнико- вую чашу Осмотрите её и убедитесь, что входные отверстия литников не перекрыты. Если возникают сомнения, вырежьте формовочную смесь ножом. Смойте осколки гипса под струёй воды, удаляя зубной щеткой все мелкие частицы Сейчас это безопасно поскольку форма заполнена воском. Не стоит делать это после выжигания, потому что осколки могут попасть в литеиную полость и закупорить её. Работая над контейнером для мусора, с помощью ножа соскоблите с опоки потеки формовочной смеси. Если не счистить формовочную смесь, опока будет неравномерно прогреваться и её будет трудно установить в центробежной машине Если заливка металла будет произво- диться вакуумным методом, вырежьте небольшое углубление вдоль верхнего края опоки миллиметров на 5 или около того. Это углубление будет служить вакуумной камерой и будет расположено вдоль нижнего края опоки, когда вы её перевернете и установите для литья Всасывающее действие вакуума может быть дополни- тельно распространено на весь объем формы при помощи каналов, располо- женных вертикально вдоль стенок опоки; их можно создать, налепив восковые стержни на стенки опоки перед формовкой, либо навесить отрезки толстой проволоки (см рис.), либо просверлить формовочную смесь после того, как она затвердеет Если вы предпочитаете сверление, выделите для этой цели старое свер- ло, потому что оно скорее всего заржавеет. При вакуумном литье также важно, чтобы верхний край опоки обеспечивал герметичность. Убедитесь в этом преж- де, чем приступить к выжиганию, пока работать с опокой легче всего С помо- щью грубой наждачной бумаги или старого напильника проверьте, нет ли углублений на кромке опоки РАСПОЛОЖЕНИЕ ОПОК В МУФЕЛЕ Опоки устанавливаются в муфеле вниз отверстием, причем они должны быть слегка приподняты над подом печи, чтобы обеспечить отвод газов. Вос- пользуйтесь решеткой для эмальерных работ, кусочками засохшей формовоч- ной смеси или пемзы, гвоздями или отрезками стальной проволоки. Выжигание и плавление *51
Выжигание моделей Как и многое другое в жизни, выжигание можно делать либо правильно, либо быстро. Для того, чтобы гарантировать сохранность литейной формы и успешное литье, правильный способ предусматривает режим медленного нагревания. Быст- рый способ обычно является приемлемым, но в этом случае всегда существует некоторый риск нарушения целостности формы. БЫСТРЫЙ СПОСОБ Поместите высохшую опоку в муфель при комнатной температуре и включи- те его. Если есть переключатель температуры, установите его на среднее значение. Если температура не регулируется, оставьте дверцу открытой. Когда появится ясно ощути- мый запах плавящегося воска, или когда вы увидите вытекающий из опоки воск переключите печь на более высокую температуру (или закроите дверцу). Не вдыхайте дым. Если возможно, покиньте помещение. Проверяйте печь примерно каждые полчаса, пока выжигание не закончит ся. Это будет заметно по исчезнове- нию черного сажистого пятна вокруг входного отверстия литников. Если пятно полностью исчезло, значит остаток испарился и форма готова к отливке. Избегайте перегрева. При оптимальной температуре опока будет тускло-красной при неярком освеще- нии. Никогда не следует нагревать её до яркого вишневого свечения. Дайте опоке медленно остыть на 150- 200°С ниже температуры плавления отливаемого металла. Это можно сделать, оставив опоку е муфеле теперь уже выключенном, с открытой дверцей. Помните, что теперь форма хрупкая и обращаться с ней следует осторожно. При падении или ударе тонкие перегородки из формовочной смеси внутри опоки могут сломаться ПРАВИЛЬНЫЙ СПОСОБ Как уже говорилось, ценность постоян- ства в том, что оно позволяет легко повторить успех. Следуя научно подтвержденному режиму выжигания, можно каждый раз получать гаранти- рованный результат. ТРЕХЧАСОВОЙ ЦИКЛ для опок 5x5 см 1час при 150° С 1 ’/г часа при 400 °C ’/г часа при 680 °C ПЯТИЧАСОВОЙ ЦИКЛ для опок до 7,5x9 см 2часа при 150° С 1 ’/г часа при 400° С 1 час при 550 °C 1/г часа при 680 °C 52 • Практическое литье
Печи Основные составные части печи - огнеупорные кирпичи для стен, пола и потолка, корпус, удерживающий кирпичи вместе и нагревательный источник. Для обогрева электрической печи добавьте бухту проволоки с высоким сопротивлением, выклю- чатель и сетевой шнур. Для обогрева газовой печи воспользуйтесь горелкой (или форсункой) и источником горючего. Мягкие огнеупорные кирпичи можно приобрести в организациях, поставляю- щих керамическое оборудование, по цене около двух долларов за штуку. Их можно пилить слесарной ножовкой и сверлить обычными сверлами. Скрепля- ют их с помощью огнеупорного раствора или пэфрированных стяжек. Нагревательные элементы электричес- кой печи изготовляют из нихрома или подобного ему сплава; для достижения нужной температуры опираются на расчет отношения между диаметром витка, толщиной проволоки и её общей длиной. Если вы ремонтируете печь, напишите изпэтовителю и сообщите название модели и серийный номер, чтобы приобрести именно те запасные части, которые вам нужны. Если вы собираете печь из подручных материа- лов, определите длину нагревательной спирали, измерив траекторию, по кото- рой она будет проложена (воспользуй- тесь шнуром). Вышлите эту информацию, включая значения нужных вам темпера- тур, в компанию, занимающуюся обору- дованием для производства керамики, и попросите о консультации. Корпус печи может быть тщательно изготовленным или предельно простым, почти несуществующим. Прочный корпус увеличит срок службы печи на много лет, но если печь нужна вам немедленно, можно обойтись стальной проволокой, завязанной морскими узлами. Для обогрева небольшой печи можно использовать воздушно-ацетиленовую горелку с большим соплом. Горелку для печи большего размера вы можете приобрести у поставщика оборудования а керамических мастерских. На рисучсе показано, как можно обеспечить ревюмерный нагрев, расположив таким образом, чтобы пламя отражаюсь от них, и не было направлено непосредственно на опоку. Выжигание и плавление • 53
Вентиляция Дым И ГАЗЫ, ВЫДЕЛЯЮЩИЕСЯ ПРИ ГОРЕНИИ ВОСКА, НЕПРИЯТНЫ И ВРЕДНЫ ДЛЯ ЗДОРОВЬЯ. Для ИХ УДАЛЕНИЯ НЕОБХОДИМА ВЕНТИЛЯЦИЯ. РАЗМЕРЫ И СЛОЖНОСТЬ ВАШЕЙ ВЕНТИЛЯЦИОННОЙ СИСТЕМЫ БУДУТ ЗАВИСЕТЬ ОТ ТОГО, КАК ЧАСТО ПРОИЗВОДИТСЯ ВЫЖИГАНИЕ, ОТ КОЛИЧЕСТВА ИСПАРЯЕМОГО ВОСКА И ОТ РАЗМЕРОВ РАБОЧЕГО ПОМЕЩЕНИЯ. Лучшая вентиляционная система - та, которая приводится в действие мото- ром и вытягивает газы непосредствен- но на улицу. Можно подвести вентиля- цию к печи таким образом, чтобы газы вообще не попадали в помещение. Эта система наиболее сложна в установке и потребует дополнительных затрат энергии на выжигание, поскольку из печи будет постоянно отводиться тепло. Следующим по эффективности будет вытяжной колпак. Обычный кухонный коппак, установленный на окно непос- редственно над печью, будет вытяги- вать почти весь дым. Открытое окно может доставлять удовольствие, но не может считаться вентиляцией, если только нет принуди- тельного движения воздуха, вытягива- ющего газы из помещения. В стеснён- ных условиях будет достаточно откры- того окна в сочетании с комнатным вентилятором. Вместо этих систем, или даже лучше одновременно с ними, оборудуйте для выжигания отдельное помещение с вентиляцией, которое к тому же будет закрываться во время выделения газов. 54 • Практическое литье
ИЗБЕГАЙТЕ ПЕРЕГРЕВА Воск испаряется при 680 С: никогда нет причин превышать эту температу- ру при работе с восковыми моделями, а при работе с моделями из других материалов это редко помогает. При температуре выше 700 С гипсоеое связующее формовочной смеси, сульфат кальция, становится неста- бильным и разлагается до более простых соединении. При этом выделя- ется сера, которая оседает в литейной полости и энергично взаимодействует с металлами, в особенности с сереб- ром, вызывая появление пятен. В результате отливка не только потемне- ет но сульфидный слой может быть настолько глубоким и прочно связан- ным с металлом, что его невозможно будет удалить. Эта неприятность также может сопровождаться разъеданием стенок литейной полости НАБЛЮДЕНИЕ ЗА ВЫЖИГАНИЕМ Для того, чтобы определить, закончено пи выжигание, осмотрите литниковую чашу опоки Прежде всего, выключите печь, затем захватите опоку щипцами и выньте, перевернув таким образом, чтобы были видны входные отверстия литников. Если на формовочной смеси есть черные пятна, значит, в толще формы ещё есть остатки воска и она не готова к отливке. Верните опоку в печь и продолжайте выжигание. Если вся формовочная смесь вокруг литниковых отверстий белого цвета, либо от пятен остались лишь незначи- тельные следы, можете быть уверены, что воск улетучился и форма готова к отливке. Выжигание и ппавпение • 55
ФИЗИЧЕСКИЕ ОСНОВЫ ПЛАВЛЕНИЯ МЕТАЛЛОВ При плавлении любых металлов необходимо удалять вредные для здоровья ГАЗЫ С ПОМОЩЬЮ ПРИНУДИТЕЛЬНОЙ ВЕНТИЛЯЦИИ Большинство металлов при комнатной температуре находится е твердом состоянии благодаря электромагнит- ным связям между кристаллами. Кристаллы в свою очередь состоят из молекул и атомов, которые удержива- ются вместе электрическими и ядер- ными силами. При поглощении метал- лом достаточно количества энергии (в виде тепла) внутренние связи разры- ваются, и упорядоченное расположе- ние заменяется случайным. Плоский лист металла плавится и стягивается в шаровидную каплю. Когда кристаллы приходят в движе- ние, металл особенно энергично взаимодействует с кислородом, обра- зуя соединения, которые называются оксидами. Когда вы плавите металл для отливки, особенно важно это предотвратить, так как оксиды являют- ся причиной появления раковин и пятен на отливке Один из способов понизить образо- вание оксидов - ограничение объема кислорода в непосредственной близос- ти от расплавленного металла В некоторых горелках и печах имеется сопло для подачи инертного газа, такого как азот который окружает металл и тем самым снижает кисло- родное загрязнение. При другом подходе для защиты от кислорода используют химическое покрытие. Вещество, которое называ- ется флюсом, образует на металле пленку, которая в большей степени поглощает кислород, чем пропускает его к металлу. Ещё один способ свести к минимуму образование оксидов - одновременно с использованием флюса обеспечить нагрев восстанавливающим, то есть обогащенным топливом пламенем. Этот тип пламени содержит избыток топлива по отношению к кислороду; поэтому весь свободный кислород связывается в процессе сгорания топлива и кроме того, продукты сгорания в какой-то мере изолируют поверхность металла, предохраняя её от окисления 56 • Практическое литье
ПЛАВЛЕНИЕ МЕТАЛЛА ПРИ ПОМОЩИ ГОРЕЛКИ Пламя кислородных горелок излучает вредный для глаз ультрафиолет. При РАБОТЕ С ТАКИМ ПЛАМЕНЕМ ВСЕГДА ПОЛЬЗУЙТЕСЬ ТЕМНЫМИ ЗАЩИТНЫМИ ОЧКАМИ СО СВЕТОФИЛЬТРАМИ, ЗАДЕРЖИВАЮЩИМИ УЛЬТРАФИОЛЕТОВОЕ ИЗЛУЧЕНИЕ. НЕ ПОЛЬЗУЙТЕСЬ ПЛАСТМАССОВЫМИ ЛИНЗАМИ. НЕЙТРАЛЬНОЕ ОКИСЛИТЕЛЬНОЕ ВОССТАНОВИТЕЛЬНОЕ Для питья можно использовать любую горелку, которая производит достаточ- но тепла для того, чтобы полностью расплавить металл. С увеличением закладки, или необходимого количе- ства металла, должен увеличиваться и размер горелки. Температура плавле- ния металла постоянна, но для завер- шения плавки потребуется больше энергии (т.е. более сильное пламя). Нагревание будет более эффектив- ным, если большой слиток металла раздробить на более мелкие части. Чем больше площадь поверхности (а это лучше всего достигается измельче- нием), тем быстрее происходит плав- ление. Для плавления небольшого количе- ства металла, менее 30г, пригодна воздушно-ацетиленовая горелка. Для больших закладок (а для платины - всегда) следует использовать кисло- родную горелку. Ацетилен может нарушить целостность молекулярных связей в кристаллической структуре Погьзуйтесь горелкой с большим соплом и отрегулируйте соотношение гстео1 кислород таким образом, чтобы получить восстановительное тамя Оно характеризуется большим кустистым факелом, ярко-синим цветом и низким рокотом. Его проти- воположность, окислительное пламя, узнается по бледно-липовому цвету, по узкому заостренному факелу и шипя- щему звуку. Для эффективной работы все горелки нуждаются в доступе воздуха к соплу. Не вводите сопло горелки в закрытое пространство, например, внутрь тигля, иначе она потухнет. Вместо этого отрегулируйте пламя таким образом, чтобы оно могло делать свое дело с расстояния около 5 см. Некоторые производители горелок выпускают специальные наконечники для плавления, с широким соплом и обычно около 60 см длиной, чтобы работающий мог находиться на безо- пасном расстоянии от горячего рас- плава. Проконсультируйтесь с продав- цом горелок и комплектующего обору- дования к ним о том, какой наконеч- ник использовать. К наконечнику должны прилагаться данные о реко- мендуемом давлении, и вы должны устанавливать регулятор в соответ- ствии с этими цифрами, чтобы горелка работала в наиболее эффективном режиме. Выжигание и плавление • 57
ПЛАВЛЕНИЕ МЕТАЛА В ПЕЧИ Плавление металла в печи или в муфеле является обычным делом, в особенности при вакуумном питье и при питье под действием сипы тяжес- ти. При больших закладках металла плавить металл в печи удобнее, чем держать горелку так как в этом случае не требуется непосредственное присутствие мастера от начала до конца плавления. Для выжигания и плааления можно использовать одну и ту же печь но это редко дает желаемый эффект Требо вания к этим двум типам печей раз- личны, включая различные темпера- турные интервалы, вентиляцию способы доступа и размеры Плавиль- ная печь должна быть ровно настолько большой, чтобы в неё мог вместиться тигель, она должна быстро нагревать- ся до температур, близких к 1100° С, и должна достаточно плотно закрывать- ся, чтобы в неё не проникал воздух. Всё это противоречит требованиям выжигания - хорошей вентиляции и медленному нагреванию. Металл обычно плавят в цилиндри ческом тигле, изготовленном из графита или карбида кремния. Когда металл расплавится, тигель захватыва- ют щипцами и заливают металл в форму Печь и форма должны распопа гаться бок о бок ипи по крайней мере, не дальше, чем в двух шагах друг от друга. Распространенный выбор - авто- номная плавильная печь, которая представляет собой цилиндрический кожух из огнеупорного кирпича ипи теплоизолирующего материала, внутри которого проложена нагрева тельная спираль. В печь вставляется плотно входящий тигель, и устройство включают в стенную розетку. Когда металл расплавится, печь с тиглем внутри поднимают, как пивную кружку с крышкой и заливают металл в форму. Регулятор нагрева у неболь- ших моделей находится в отдельном корпусе, а у больших встроен в осно- вание цилиндра. Модели таких печей высшего качества снабжены пиромет рами и термостатами 58 • Практическое питье
Две печи для плавления или выжигания Изображенную на рисунке плавильную печь можно сделать из огнеупорного кирпича и обогревать с помощью большой горелки для отжигания метал па. Такая печь очень эффективна при закладке менее 30 г серебра (или 20 г золота в 14 К). Для плавления больших количеств может потребоваться постройка большей печи, изображен- ной ниже. вырежьте заслонку и направте в отверстие форсунку или сопло большой горелки Выжигание и плавление • 59
Флюсы В первый раз металл посыпают флюсом сразу же, как только он нагреется, а во второй раз- когда он расплавится. Для большинства ювелирных отливок достаточно щепотки; слишком большое количество приведёт к появлению включений флюса в отливке и, кроме того, сократит срок службы тигля. Большинство организаций, торгующих питейным оборудованием, продают флюс промышленного производства, основным компонентом которого является бура. Чистый порошок буры также можно использовать в качестве флюса: его продают там же, где и ювелирное оборудование, в организациях, торгующих химическими реакти- вами, в аптеках и в некоторых универ- сальных магазинах. Эффективным флюсом для золота является хлорид аммония. Он оставля- ет поверхность металла чистой и улучшает его рабочие качества, поскольку обеспечивает лучшие условия кристаллизации при остыва- нии металла. При работе с хлоридом аммония выделяются токсичные газы, поэтому его следует использовать только в небольших количествах и при наличии принудительной вентиляции. Работайте в респираторе. ПЕРЕГРЕВ МЕТАЛЛА Да, вполне возможно перегреть, или «вскипятить» металл. Эффект будет разным, в зависимости от металла, но он всегда будет плохим. Некоторые сплавы разделятся, некоторые приоб- ретут нежелательные характеристики, например, хрупкость или пятнистость, некоторые изменят цвет. Почти все будут поглощать кислород. Это приве- дет к появлению раковин в отливке, грубой поверхности, хрупкости и появлению пятен. Когда металл полностью переходит в жидкое состояние, он теряет свою первоначальную форму и приобретает форму тигля, в котором находится. Для большинства тиглей это означает, что металл имеет гладкую овальную форму. Покачайте тигель так, чтобы металл пришел во вращение, и обнару- жились нерасплавленные куски. Когда металл нагрет выше темпера- туры плавления, его поверхность приходит в движение, начиная вра- щаться, что указывает на достижение оптимальной температуры для отпив- ки. В таком состоянии металл доста- точно горяч, чтобы оставаться рас- плавленным в течение нескольких секунд после удаления нагревательно- го источника, но ещё не нагрет до опасной температуры. Если продолжать нагревание, враща- тельное движение ускоряется, и металл начинает резко вздрагивать. Это называется «кипением» и должно быть предотвращено. Если вы случай- но нагрели металл до такого состоя- ния, но немедленно спохватились, то, возможно, никакого вреда не будет - ипи почти не будет. Прекратите нагре- вание и добавьте флюс. Не охлаждайте металл до затвердевания, но дайте ему остыть до оптимальной для питья температуры. 60 • Практическое литье
Г ЛАВА 5 ЗАЛИВКА МЕТАЛЛА Литье под действием силы тяжести Для металлов, обладающих высокой текучестью (у них обычно невысокая температура плавления) идеальным способом заполнения питейной формы будет питье под действи- ем силы тяжести - она бесплатна и всегда доступна. При литье под действием силы тяжести особенно важно сориентировать модель внутри формы таким образом, чтобы не было обратного тока металла. Для того, чтобы обеспечить заполнение формы металлом иногда бывает необходимо конструировать литниковую систему, включаю- щую специальные каналы, похожие на литники, которые называют выпорами и прибы- лями. Подробная информация по этому вопросу дана в главе 10 «Крупные отливки». Центробежное литье Центробежное питье является наиболее распространенной техникой отливки ювелирных изделий. Давление центро- бежной силы необходимо из-за того, что высокое поверхностное натяжение большинства ювелирных металлов заставляет их при плавлении принимать шарообразную форму. Заливка золота и серебра под действием одной только силы тяжести возможна, но при этом есть шанс, что металл откажется вплот- ную прилегать к стенкам формы, что приведет к потере деталей. В том случае, если в изделии имеются тонкие ажурные участки, металл может вообще не заполнить узкие полости формы Для заливки изящной, тонко деталиро- ванной формы нужно дополнительное усилие, но слишком большое усилие может её разрушить. Идея заключается в том, чтобы создать постоянное, равно- мерное давление, загоняющее металл в питейную полость. Если в форме имеют- ся мелкие детали, то под напором обрушивающегося в питейную полость металла могут отколоться крошечные частицы формовочной смеси, что приведет к потере деталей. К тому же, если металл слишком сильно ударяется об удаленную стенку формы он будет отскакивать, вызывая завихрение потока, что может послужить причиной неравномерного твердения в объеме отливки и потери деталей на дальней стенке формы Источников центробежной силы может быть несколько. Вероятно, наиболее распространенная центробежная питей- ная машина приводится в действие мощной скрученной пружиной. Эта пружина выглядит как часовая пружина - переросток и находится в скрученном состоянии в основании машины так что её не видно. Эта пружина может быть закручена настолько сильно, что будет представлять собой потенциальную опасность. Никогда не пытайтесь извлечь её из корпуса. ЦЕНТРОБЕЖНОЕ ЛИТЬЕ: ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ 1 . Перед тем как приступить к выжиганию воска, уравновесьте рычаг центробеж- ной машины. 2 После выжигания начните охлаждать форму. 3 Заведите рычаг центробежной машины на три полных оборота и зафиксируйте его стопорной шпилькой. Подогрейте тигель, загрузите металл и доведите его почти до температуры плавления. 4 Установите опоку в машину. 5 Закончите плавку, раз ипи два добавив флюс. 6 Когда металл расплавится, крепко ухватитесь за рычаг машины и еыньте шпиль- ку не убирая горелку. Убедитесь в том, что металл достаточно текуч. 7 Отпустите рычаг, одновременно убирая горелку. В . Когда машина остановится, снимите опоку. 9 Когда красный цвет каления цоколя исчезнет, опустите опоку в ведро с водой. Запивка металла • 61
Последовательность отливки в центробежной машине 1. Перед выжиганием установите опоку в центробежную машину для холостого прого- на, чтобы убедиться, что опока подходит к машине и определить, понадобится пи пюпька для того, чтобы опока располагалась на одном уровне с тиглем. Люлька - это полоса металла, которая приподнимает и удерживает опоку, обеспечивая тем самым заливку расплавленного металла по прямой траектории. Гораздо удобнее и эффективнее согласовать все детали, пока опока ещё не нагрета. Сейчас также самое время проверить, оглазурован пи тигель бурой, чист ли он и надежно пи укреплен в центробежной машине Как подготовить новый тигель, смотрите ниже. Если тигель уже был в работе, убедитесь, что канал для заливки металла не перекрыт. Загрузите металл в тигель и уравновесь- те машину, ослабив винт которым рычаг машины крепится на основании. При этом он станет как бы опорой качелей. Добав- ляйте или перемещайте противовесы до тех пор, пока рычаг не будет уравнове- шен, не забывая о том, что из-за потери влаги опока после выжигания станет немного легче, чем свежезаформован- ная. Затяните винт. Не обязательно делать это каждый раз, если от одной отливки к другой вы имеете дело с однотипными изделиями. Так как, к примеру, большинство колец имеет примерно одинаковый вес, то однажды установленное положение равновесия будет таковым и для каждой последующей опоки того же типа. 2 После того, как выжигание закончено, выключите печь и дайте опоке медленно остыть до температуры примерно на 150-200 °C ниже чем температура плавления отливаемого металла. Крупные простые предметы можно отпивать в более холод- ные опоки, чем изделия с филигранными деталями. 3 Поверните рычаг центробежной машины на три оборота Для этого возьмитесь за рычаг, который фиксируется стопорной шпилькой, так как в конструкции предус- мотрен храловик. Если необходимо, спустите завод до тех пор, пока пружина не зафиксирует рычаг там, где вы этого хотите. Приобретя некоторый опыт, вы, вероятно, обнаружите, что для заполнения формы при отливке некоторых изделий требуется боль- шее усилие, а при отливке других - меньшее. Так, например, для неболь- шой ажурной отливки может потребо- ваться 3’/2 оборота, тогда как для крупного издания простой формы нужно лишь 2’/г. 62 • Практическое литье
4. При помощи щипцов выньте опоку иэ муфеля и установите её в центробеж- ную машину. Не забудьте выключить муфель, прежде чем доставать опоку. Во время переноса опоки будьте осторожны, так как её содержимое хрупко. Удар может повредить внутренние детали формы, особенно если модель тонкая. 5. Поместите металл в плавильный тигель. Полезный прием: если вы переплав- ляете мелкие обрезки металла, заверните их вместе с очень небольшим количе- ством флюса в клочок бумажной салфетки Расплавьте закладку металла восста новительным (обогащённым топливом) пламенем, работая как можно быстрее, чтобы свести к минимуму возможность образования оксидов. Чтобы сократить время плавления, некоторые питейщики предварительно разогревают тигель до закладки металла. Постарайтесь не испортить работу спешкой. Работайте боль- шим, но при этом восстановительным пламенем, в противоположность окисли- тельному, которое расплавит металл быстро, но будет причиной появления раковин в отливке. Еспи, по какой бы то ни было причине, рычаг машины со- скользнет просто отступите назад и дайте машине вращаться до остановки. Не пытайтесь остановить машину. 6. Плавясь, металл теряет исходную форму и собирается в овальное озерцо в центре тигля. Осмотрите это озерцо и убедитесь, что из него не торчат острые ребра и под поверхностью расплава нет твердых частиц. Продолжайте нагрева ние до тех пор, пока эти признаки твердого металла не исчезнут. Проверьте расплав, перемешав его специальным стержнем ипи палочкой. В продажу поступают стержни для перемешивания расплава, представляющие собой кварцевые или углеродные прутки около 30 см длиной и 1 см в диаметре. Можно воспользоваться отрезком проволоки из нержавеющей стали ипи нихро- ма, а можно и деревянной палочкой. Загрязнения, например, частицы формо- вочной смеси ипи пемзы выглядят как ярко-оранжевые светящиеся крапинки на поверхности расплава Выньте их вдоль стенки тигля с помощью стержня для перемешивания. Когда металл полностью расплавится, покрепче возьмитесь за рычаг машины и потяните его в направлении вращения, чтобы освободить стопорную шпильку. Беритесь только за тот участок рычага, который обеспечивает полный захват; в некоторых питейных машинах противовесы крепятся на резьбовых шпильках которые могут вращаться (вывинчиваться) и выскальзывать из рук. 7. Убедившись, что металл расплавился, поднимите горелку и одновременно освободите рычаг литейной машины. Это не должно выглядеть как драматичес- кий жест: не отскакивайте назад, будто танцор из казачьего ансамбля Это ни к чему, да и небезопасно. Дайте центробежной машине беспрепятственно вращаться. Выключите горелку (сначала кислород), и пусть машина замедляет вращение пока сама не остано- вится Возможно, металл затвердеет уже на половине пробега. 8. Когда машина остановится, выньте щипцами опоку и осмотрите цоколь отпивки. Как только он перестанет светиться красным, опоку можно охладить в ведре с водой. Заливка металла • 63
Что можно определить по внешнему виду цоколя отливки Осмотрев цоколь отливки (металл, застывший в литниковой чаше), можно получить важные сведения об отливке. Возможно, недостатки только что полученной отливки неустранимы, но вы можете понять, как исправить их в следующий раз. Как выглядит цоколь: Цоколь заполняет около 2/3литнико- вой чаши. Цоколь отсутствует, каналы литников не заполнены. Из цоколя торчат острые ребра и куски металла. Цоколь соединен перемычкой с пла- вильным тиглем (возможно, её придет- ся ломать, чтобы вынуть опоку из машины). Что это значит: Было взято оптимальное количество металла. Либо металла недостаточно либо он не залит в форму. Если отверстие тигля было перекрыто или металл не был расплавлен в момент заливки, закладка будет оставаться в тигле. В этом случае верните форму в центро- бежную машину и повторите всё сначала. Другое объяснение - возможно вы взяли слишком мало металла. В этом случае установите недопитую опоку в центробежную машину и повторите заливку. В случае успеха будут отлиты две части изделия, которые после зачистки можно будет припаять друг к другу. Этот прием не дает стопроцент- ной гарантии, но я видел, как он срабатывает и терять вам нечего. Еще одно объяснение для незапол- ненных литников: верхняя стенка опоки была выбита, и металл был выброшен через неё наружу. В этом случае вы найдете слиток металла на опорной пластине центробежной машины. Либо металл не был полностью рас- плавлен, когда была приведена в действие центробежная машина; либо в цоколе содержатся металлы с более высокой температурой плавления, которые находились в расплаве в твердом состоянии и были последними выброшены иэ тигля. Закладка металла была слишком большой, или металл не заполнил питейную полость. Это может быть следствием неправильного подвода литников, из-за чего резко менялось направление потока металла, либо литник был перекрыт инородной частицей. 64 • Практическое литье
Цоколь отливки имеет закругленные поля. Цоколь отлиеки покрыт толстым слоем зеленого стекла. В то время, когда формировался цоколь отливки, металл уже начал затвердевать. Это может и не повре- дить отливке, но указывает на то, что вы слишком остерегаетесь перегреть металл. В следующий раз грейте немного дольше. Вы добавляете больше флюса, чем требуется. ВЕДРО ДЛЯ ОХЛАЖДЕНИЯ ОПОК Работайте с пластмассовым ведром; металлическое быстро проржавеет насквозь. Горячая опока может прожечь дно пластмассового ведра, поэтому во время не- скольких первых охлаждений удерживайте опоку на весу, а не бросайте в воду. Вскоре дно ведро покроет спой белого осадка, который будет предохранять его от расплавления. Ведро будет постепенно заполняться отработанной формовочной смесью, напоми- нающей ил. Она не может быть использована повторно и должна быть выброшена в контейнер для отходов. Не ждите, пока накопится неподъемное количество, обыч- ное ведро, полное формовочной смеси, будет весить 18-22 кг. Легче всего будет выбросить осадок, когда он немного подсохнет, на что может потребоваться неделя или две. Удобно иметь два ведра и пользоваться ими по очереди. При охлаждении опоки вода разбрызгивается, особенно когда ведро наполнено и вы работаете близко к его верху. Чтобы защитить пол вокруг ведра, застелите его газетами или каким-нибудь покрытием Из-за низкого значения pH водно-гипсовая суспензия очень агрессивна. Забытая в ведре опока через неделю может превратиться в тонкое кружево. Как можно скорее соскабливайте с опок все следы формовочной смеси, работая над ведром, а не в раковине Чистые опоки ставьте для просушки на полку. Заливка металла • 65
Защитные кожухи С какой бы центробежной машиной вы ни работали, всегда есть риск, что горячий металл разбросает по мастер- ской. Это не является неизбежностью, но может случиться - и случается. Было бы глупо не предусмотреть защиту от такой опасности. Защитный кожух представляет собой стенку из листового металла которая окружает машину со всех сторон, а её верхний край не менее, чем на 7 8 см выше тигля. На рисунках представлено несколько вариантов. Разбросанный металл трудно доставать из тесных углов, поэтому скруглите переход от стен к полу с помощью шпаклевки ипи липкой ленты. Если вы - настоящий первопроходец, то можете сделать центробежную машину из старого велосипедного колеса. Приделайте к нему пружину или просто сильно раскручивайте, когда металл расплавится. Если только опока не очень маленькая, закрепите на колесе напротив тигля противовес. Не забудьте о защитном кожухе. 66 • Практическое литье
ЛИТЬЕ В РУЧНОЙ центрифуге В этой центробежной системе роль «машины» берет на себя мастер источником движущей силы является человек. Изготовьте ручную центрифугу согласно рисунку, помня о том, что она не должна быть слишком усложненной. Указанные на рисунке величины подходят для опок размером до 7,5’7,5 см. Для опок, размеры которых намно- го больше, этот метод литья не реко- мендуется. Требования к литникам должны быть иными, поскольку плавильным тиглем будет служить куполообразная литей- ная чаша, расположенная наверху опоки. Чтобы металл во время плавле- ния не затекал в литейную полость, литники должны быть достаточно узкими, для того, чтобы поверхностное натяжение металла, противодействуя силе тяжести, не позволило металлу проникнуть в литниковое отверстие. Этого можно добиться, используя литники диаметром не более 1,6 мм. Также можно использовать литники прямоугольного сечения, нарезанные из листового воска соответствующей толщины. Имейте в виду, что, поскольку литни- ки узкие, их, возможно, понадобится более одного. Возможно, будет необ- ходимо предусмотреть прибыли в литниковой системе (за подробной информацией обращайтесь к главе 2) Выжигание проводят как обычно. Когда опока будет готова, установите её на жаростойкую поверхность, например, на огнеупорный кирпич и осмотритесь вокруг себя и над собой, чтобы убедиться, что вращению ничего не помешает. Установите опоку в центре тарелки ручюй центрифуги. Если вы пользуе- тось усовершенствованной моделью, как на рисунке опустите удерживаю- пластину и завинтите гайки на эезьбовых шпильках. простая ручная центрифуга усовершенствованная модель с удерживающей пластиной Заливка металла • 67
ЛИТЬЕ В РУЧНОЙ ЦЕНТРИФУГЕ (продолжение) Поместите металл в литейную чашу и расплавьте его горелкой, два раза добавив флюс. Когда металл полностью расплавится, встаньте рядом с центрифугой, поднимите её настолько, чтобы цепь распрями- лась, и несколько раз медленно качните её вперед-назад, чтобы привыкнуть. Делая это, горелку от металла не убирайте. Непосредственно перед заливкой металла проверьте, нет ли на линии вращения препятствий (или людей). Уберите горелку и одновременно начните быстро вращать центрифугу над головой широкими кругами. Скорость не так важна, как постоян- ное давление - в этом случае оно не только загоняет металл в литей- ную полость, но и не дает опоке упасть вам на голову. Вращайте центрифугу в течение примерно минуты, затем постепенно замед- ляйте вращение и остановите её в вертикальном положении. Когда красное свечение цоколя исчезнет, опоку можно охладить в воде. Процесс не лишен некоторого риска, но при разумном и хладнок- ровном подходе может быть и безопасным, и практичным. Простую центробежную машину можно изготовить из двух телескопических трубок. К трубке большего диаметра приварите поперечную перекладину и каким-либо способом закрепите на ней противовес. Намотайте на вертикальную стойку веревку, за которую нужно будет потянуть, когда металл расплавится. Это заставит трубку вращаться, опока придет в горизонтальное положение и металл зальется в литейную полость. Наверное, нет нужды повторять, что все устройство должно быть надежно зак- реплено на устойчивом основании. 68 • Практическое липе
ЛИТЬЕ ПОД ДАВЛЕНИЕМ ПАРА Этот простой и эффективный метод основан на непосредственном использовании свойств только что прокаленной формы - она горячая - для создания давления, загоняющего металл в литейную полость. Этот метод пригоден для опок любых размеров и форм, но имеет свой ограничения при отливке крупных изделий, так как в этом случае будет необходима сложная система литников Как и при питье в ручной центрифуге, плавильным тиглем будет служить куполооб- разная литниковая чаша вверху опоки. Чтобы расплавленный металл не капал в полость формы, литники должны быть не толще 1,6мм. Возможно литниковую чашу придется вырезать или увеличить, в зависимости от того, какое основание опоки было использовано при формовке Это делают до выжигания, вырезая формовоч- ную смесь ножом. Если делать это после выжигания воска из формы, кусочки формовочной смеси могут упасть в полость и закупорить её. Приспособление для литья под давлением пара легко сделать из большой крышки от банки и деревянного шпунта или рукоятки от напильника. Внутрь крышки положи- те слой газет или бумажных салфеток толщиной 5-6мм. Точность здесь не важна но следите, чтобы толщина этой подушки была достаточной и приблизительно соответ- ствовала высоте крышки (или чуть больше). Опустите крышку в воду, чтобы бумага хорошо пропиталась. Закончив прокаливание и слегка охладив опоку, установите её на горизонтальную жаростойкую поверхность и положите в литниковую чашу предназначенный для отливки металл. Расплавьте его с помощью горелки во время плавления один-два раза добавьте флюс. Не используйте слишком много флюса - щепотки вполне достаточно. Когда металл расплавится, уберите горелку и плотно прижмите крышку к опоке, где под действием жара расплавленного металла, пропитавшая бумагу вода, мгно- венно превратится в пар. Так как объем пара намного больше, чем объем соответ- ствующего количества жидкости, при этом возникает сильное внешнее давление, загоняющее расплавленный металл в полость формы. Нажимайте на крышку с достаточной опой, чтобы давление пера могло распро- страняться только вниз, и удерживайте её таким образом примерно полминуты Когда исчезнет красное свечение цоколя вки опоку можно будет охладить в воре Чтобы сделать этот простой процесс ещё _ воспользуйтесь вместо крышки топоеиной сырой картофелины. Чтобы убеоеч>ся от ожогов, наденьте на руку толстую перчатку. Этот способ не рекомен- »для отливок массой более 30г. Заливка металла • 69
ВАКУУМНОЕ ЛИТЬЕ (литье под давлением) Этот распространенный метод питья основан на использовании пониженного давления, которое сквозь пористую формовочную смесь втягивает расплавленный металл в литейную полость. Среди его преимуществ - то, что перед заливкой метал- ла из полости удаляются нежелательные газы, и то, что он более безопасен для мастера, поскольку ему не приходится работать с вращающимися механизмами. Оборудование Необходим вакуумный насос, способ- ный создать сильное и равномерное разрежение. Описанный в главе 3 аппарат для вакуумной формовки обычно пригоден и для вакуумного литья. Большинство аппаратов про- мышленного производства имеют отдельные столики для формовки и для отливки, но оба процесса могут проис- ходить на одном и том же столике, если использовать соответствующие прокладки. Для формовки нужна прокладка из относительно мягкой резины, диаметр которой больше диаметра основания колокола хотя бы на несколько санти- метров. Для отливки потребуется прокладка меньшего диаметра из жаростойкой силиконовой резины. В крайнем случае, можно воспользо- ваться стопкой увлажненных бумаж- ных салфеток толщиной 3-4мм. 1. До начала выжигания проверьте герметичность вакуумной камеры. 2. Расплавьте металл в литейном ковше или в печи, по мере надобно- сти добавляя флюс 3. Когда металл нагреется почти до оптимальной для литья температу- ры, установите опоку на резиновую прокладку, литниковой чашей вверх, непосредственно над отвер- стием для подключения вакуума. 4. Включите вакуумный насос и переключите вакуум на столик для литья. Проверьте манометр и убедитесь, что давление на опоку составляет, по крайней мере - 635мм рт.ст. Если соединение негерметично, прижмите опоку щипцами. 5. Залейте металл в опоку гладкой непрерывной струёй. 6 Спустя примерно полминуты отключите вакуум выньте опоку и дайте ей остыть. Когда красное свечение цоколя исчезнет, охлади- те опоку в холодной воде. 70 • Практическое пипе
Последовательность операций при вакуумном литье 1 . Перед выжиганием убедитесь, что опока будет хорошо удерживать вакуум и равномерно его распределять. Для равномерного распределения вакуума по объему опоки оставьте её край открытым либо, не заливая формовочную смесь доверху, либо вырежьте часть формовочной смеси после того, как она затвердеет Если есть сомнения относительно расстояния между верхом модели и верхом опоки можно вырезать купол, как показано на рисунке. Как правило, толщина формы в этом месте должна быть 12-13мм Чтобы опока хорошо удерживала вакуум, зашлифуйте её верхний край на грубой наждачной бумаге. Если на нем есть углубления, они будут видны как темные, не отшлифованные пятна на фоне блестящего ободка. Продол- жайте шлифовку, пока все углубления не исчезнут. Под струей воды смойте все прилипшие к формовочной смеси стальные опилки. Разумеется, все это должно быть сделано до выжигания воска. Можно также проверить герметич ность соединения, установив опоку на вакуумный столик с прокладкой из силиконовой резины и включив насос. Манометр должен показывать, по крайней мере, 635 мм рт. ст. неравномерное распределения вакуума 2 Если предполагается использовать автономную тигельную печь, было бы хоро- шо включить её, пока идут последние приготовления. Продолжительность плавки будет зависеть от количества и вида металла, а так же от размеров и качества печи; на это может потребоваться от 1 до 10 минут. Если вы будете работать с литеиным ковшом, установите его на жаростойкую поверхность, так чтобы стоя у вакуумного аппарата до него можно было дотянуться рукой, и начинайте плавить металл, добавляя флюс, как обычно. Когда металл расплавится, добавьте еще щепотку флюса и приведите металл во вращение, чтобы убедиться в том, что в расплаве не осталось твердых частиц. 3 Установите прокаленную опоку на вакуумно-заливочный столик, снабженный прокладкой из силиконовой резины. Центр опоки должен находиться точно над оп эрстием для подвода вакуума Чтобы продлить срок службы силиконовой про- кладки, защитите её несколькими слоями увлажненных бумажных полотенец с отверстием посередине. 4 Включите аппарат и, наблюдая за показаниями манометра, убедитесь, что опока хорошо удерживает вакуум Если нет, прижмите её щипцами Если и это не сработает, попробуйте передвинуть или перевернуть прокладку. металл полностью расплавится, поднесите ковш к форме сверху и накло- его так чтобы расплавленный металл балансировал на краю Залейте металл в литниковую чашу непрерывной струей. Не выплескивайте металл т• >7сю*->ым движением, но в то же время не стоит слишком медлить. Если Запивка металла *71
Последовательность операций при вакуумном литье (продолжение) плавка производилась с помощью горелки, держите ее над краем ковша, чтобы металл вытекал сквозь пламя. Спустя полминуты после заливки вакуумный аппарат можно выключить и отста- вить опоку в сторону для охлаждения. Не оставляйте опоку остывать на прокладке, так как это ведет к неоправданному износу резины. После того, как исчезнет крас- ное свечение цоколя отливки, опоку можно охладить в воде. Если использовать литниковую систему, описанную ранее для литья в ручной центрифуге или под давлением пара, то можно плавить металл непосредственно в литниковой чаше Включите вакуум тогда, когда металл полностью расплавится. КАНАЛЫ ДЛЯ ПОДВОДКИ ВАКУУМА Если модель тонкая, ее детали расположены радиально от центра опоки, было бы хорошо подвести вакуум к внешним краям формы, чтобы всасывающее действие было направлено от центра. Для этого просверлите в затвердевшей формовочной смеси каналы диа- метром около 3 мм. Потом обяза- тельно очистите и высушите свер- ло, иначе оно быстро заржавеет. Вместо этого можно перед фор- мовкой навесить на края опоки стержни из толстой стальной проволоки. Перед выжиганием их удаляют. Стержни можно также сделать из воска или из соломинок для коктейля; тогда они сгорят во время выжигания. Если вы исполь- зуете соломинки, обрежьте их таким образом, чтобы их длина была примерно на 12-13 мм мень- ше высоты опоки, и запечатайте нижние концы воском. Сразу же после заполнения опоки формовоч- ной смесью вставьте их на место и закрепите с помощью заколок- невидимок для волос. Перед выжиганием невидимки удалите. 72 • Практическое пипе
ПЕРФОРИРОВАННЫЕ ОПОКИ Для того, чтобы при изготовлении крупной отливки подвести вакуум к форме со всех сторон, нужна специальная опока. Она представляет собой сосуд со множеством отверстий, фактически это не столько опока, сколько каркас, поддерживающий формовочную смесь, Во время изготовле- ния формы на опоку надевают резиновый рукав, который не дает формовочной смеси растекаться и снимается после её затвердевания. Как показано на рисунке, опоку вставляют в особым образом скон- струированную вакуумную камеру, где её со всех сторон окружает разреженная атмосфера. Такую вакуумную камеру можно сделать самостоятельно из обычной опоки (или металлической кофейной банки) которая на 2,5-5см больше перфо- рированной опоки. Закройте камеру сверху листом алюминия или стали. Заливка металла • 73
Очистка отливок После завершения отливки бросьте все еще горячую опоку в ведро с водой, где она будет пузыриться и шипеть, пока формовочная смесь растрескивается, освобождая опоку и отливку. Вы можете охладить опоку до комнатной температуры на воздухе, а потом обколоть формовочную смесь, но это требует некоторых усилий и может повредить отливку Очистите опоку отскоблив её ножом (вполне пригоден старый нож для масла) и отставьте в сторону для просушки Пальцами или тем же самым ножом удалите с отливки рыхлую формовочную смесь. В промышленной мастерской отливки очищают, помещая их под сопло, подающее пар высокого давления или в ультразвуковых ваннах с раствором, который имеется в продаже специаль- но для этой цели. В небольшой мастерской отливки можно очищать зубной щеткой. Снача- ла это делают в ведре для охлаждения опок, где счищается большая часть формовочной смеси, а затем оконча- тельно отмывают над раковиной. Когда с отливки и её цоколя удалены все следы формовочной смеси их очищают в теплом растворе отбепа. 74 • Практическое питье
Г ЛАВА 6 ПРЯМЫЕ МЕТОДЫ ЛИТЬЯ Модели необходимы не для всех отливок, а литейные формы в некоторых случаях настолько необходимы, что этот термин едва ли к ним применим. Методы литья, описанные в этой главе, как правило, являются первобытными как в историческом, так и в эстетическом смысле. Они более простые, чем литье с использованием формовочной смеси, для них требуется меньше оборудования и они состоят из меньшего количества стадий Литейный ковш Это простой ковш, состоящий из керамического тигля и стальной ручки, который можно приобрести у многих производителей литейного оборудова- ния, перечисленных в конце книги. Для каждого отливаемого металла следует иметь отдельный ковш. Литейные ковши могут служить долго, но в конце концов трескаются, поэто- му я советую вам иметь один про запас. Отбитые края не представляют никакой угрозы, но при первых при- знаках трещин в центре вы должны выбросить тигель. Безопасность лучше, чем сожаления. Между использованиями храните тигли в плотно закрытом пластиковом мешке, чтобы они не потощали влагу. При нагревании влажного тигля вода превратится в пар, что может привес- ти к растрескиванию тигля. Перед первым использованием оглазируйте тигель бурой, чтобы закрыть его поры и перекрыть доступ кислорода к металлу снизу Чтобы сделать это, поместите тигель на огнеупорную поверхность и нагрей- те пламенем горелки до ярко-красного свечения. Перемещая пламя по стенкам тигля, посыпайте его изнутри бурой, пока вся внутренняя поверх- ность не покроется стекловидным слоем Дайте тиглю остыть на воздухе в безопасном месте. САМОДЕЛЬНЫЙ ПЛАВИЛЬНЫЙ ТИГЕЛЬ Литейщики, обладающие исследовательской жилкой, могут делать свои собственные тигли из формовочной смеси. Если вы незнакомы с этим гипсоподобным материа- лом, смотрите его описание в главе 3. Придайте комку глины полусферическую форму, соответствующую форме внутрен- ней поверхности ковша. Поместите глину на плоскую поверхность и окружите стенкой из глины, пластика или картона, затем затворите формовочную смесь, как было описано ранее Чтобы придать тиглю жаропрочность, подмешайте порошок пемзы в количестве от 1/3 до 1/2 по отношению к Формовочной смеси. Залейте эту смесь в Форму и постучите по ее стенке, чтобы уикмтъ пузырьки воздуха. Оставьте тигель охнуть до следующего дня, затем уберите ^всти Формы и обожгите при 300 С. Дайте ему медленно остыть на воздухе - и он готов к работе. Прямые методы литья • 75
Литейный ковш из огнеупорного кирпича Вместо обычного плавильного тигля можно использовать огнеупорный кирпич с углублением, прикрепив к нему ручку ипи зажав его в щипцах. В некоторых литейных формах можно вырезать углубление рядом с литей- ной полостью, что дает возможность делать заливку просто наклоняя форму, когда металл расплавится. Ручки ковшей могут быть изготовле- ны из любой жесткой металлической полосы. В хозяйственных магазинах продаются алюминиевые полосы около 2,5 см шириной и Змм толщи- ной, которые хороши тем, что их легко гнуть и сверлить в них отвер- стия под болты. Можно также исполь- зовать круглый пруток (например, сварочный электрод), но я бы посо- ветовал плоско расковать его в области рукоятки, чтобы обеспечить уверенный захват. ЛИТЬЕ В ВОДУ Выливая расплавленный металл в воду, можно получить некоторые интересные эффекты. Результаты будут различными в зависимости от: • температуры металла • глубины и температуры воды • вида используемого металла • количества отливаемого металла • скорости и способа литья Расплавьте металл в литейном ковше или кирпиче с углублением, раз или два добавив флюс. Глубина воды должна быть достаточной для того, чтобы металл полностью остыл прежде, чем упасть на дно. Если ведро слишком мелкое, металл прилипнет к металлическому дну или расплавит пластмассовое. Держите питейный ковш на расстоянии, по меньшей мере, 60 см над поверхностью воды и лейте расплавленный металл в воду, экспериментируя с большими и малыми порциями, с движением тигля во время литья. Добивайтесь различных эффектов, меняя расстояние между тиглем и водой. Рассортируйте полученные отливки, отберите наиболее интересные формы, остальное переплавьте. Можно попробовать лить в воду со льдом, в насыщенный раствор соли, в движущу- юся воду, в кипящую воду и так далее. При литье в холодную спокойную воду полу- чаются характерные для этого метода «зерна воздушной кукурузы». Их можно использовать в качестве деталей ювелирных изделий но не рекомендуется исполь- зовать как гранулированный металл для отливки, поскольку из-за большой площади поверхности они могут сильно окислиться при переплаве. Чтобы делать гранулированный металл, лучше просверлить сверлом несколько небольших отверстий в дне нового ковша. Нагревайте металл, пока он не начнет капать через отверстия, добавляя по мере расходования новые порции Металл должен падать в горячую вращающуюся воду с высоты не менее 60 см. При этом получаются небольшие сферические гранулы, которые легко переплавлять. Никогда не лейте расплавленный металл в горючие жидкости. 76 • Практическое литье
НЕКОТОРЫЕ СРЕДЫ ДЛЯ ЛИТЬЯ • опилки • каменная соль • песок • шероховатое дерево • мягкая земля • расплавленный сахар Важная особенность всех этих матери- алов то, что их частицы, попавшие в металл, могут быть удалены, обычно растворением или выжиганием. Можно, например, лить металл на крупный песок или гравий, но если какой-то камешек попадет внутрь отливки, его невозможно будет извлечь. Литейные формы из резного камня Навахо и другие племена коренных американцев издавна делали отливки в слежав- шийся вулканический пепеп, так же называемый известковым или вулканическим туфом. Этот камень распространен во всем мире. Он настолько мягок, что его можно пилить плотницкой пипой и обрабатывать с помощью гвоздей, старых на- пильников или деревянных инструментов. Иногда он бывает в продаже у поставщи- ков литейного оборудования. В качестве заменителя можно использовать легкие огнеупорные кирпичи. Некото- рые из них похожи на губку с большими порами, что сделает отливку бугристой, а получение качественного изделия - практически невозможным. Работайте только с мелкопористым кирпичом. Лучший выбор - блоки прессованного древесного угля. Самый большой их недо- статок - цена, которая высока, особенно если отливки будут большими. Однако для небольших изделий, когда несколько штук может быть отлито в одном блоке, цена вполне приемлема. Прессованный уголь труднее резать, чем туф, но он будет отлично воспроизводить текстуру. Изготовление блоков для литейных форм Ещё один заменитель можно изгото- вить в мастерской из формовочной смеси или обычного гипса Ограничьте с помощью брусков участок плоской поверхности (лучше всего подойдет лист плексигласа), бруски зафиксируйте глиной. Затвори- те формовочную смесь или гипс как описано в главе 3 и удалите пузырьки воздуха постукиванием, вибрацией или вакуумированием. Залейте смесь в форму и оставьте затвердевать не менее часа. Затем бруски можно снять и, если нужно, сделать надрезы для деления на блоки. Чтобы надре- зать гипс, воспользуйтесь ножом и линейкой. Затем сдвиньте блок с плоской поверхности и переломите о край стола. Прямые методы литья • 77
Сушка блоков для литья Дайте заготовкам для формы хорошо просохнуть. Их можно просушить на воздухе ипи ускорить процесс, поместив их на солнце ипи под пампу, или в муфель при минимальной температуре. Однако они ОБЯЗАТЕЛЬНО ДОЛЖНЫ БЫТЬ СУХИМИ! Даже небольшое количество влаги при контакте с расплавленным металлом превратится в пар, и этот пар будет создавать встречное давление на металл, не давая ему заполнить литейную полость. Кроме того, это может привести к «выплевыванию» металла из полости, что небезопасно. В зависимости от сложности и размеров отливки и, разумеется, при отсутствии поднутрений в такой форме можно получить до десятка отливок. Детали формы будут постепенно разрушаться, так что каждая отливка будет немного более иска- женной или потребует более тщательной отделки, чем предыдущая. КАК «ВДАВИТЬ» МЕТАЛЛ В ФОРМУ 1. Плоско зашлифуйте поверх- ность блока (гипс, уголь, туф и т.д.) на грубой наждачной бумаге. 2. Вырежьте, выскоблите или оттесните в форме углубление. Глубина полости будет соответство- вать толщине отливки 3. Если материал формы плотный и/ипи объем полости большой, прорежьте радиально расположен- ные каналы - выпоры. 4. Положите в литейную полость кусочки металла и расплавьте их горелкой, подсыпав немного флюса в середине плавки 5. Когда металл полностью расплавится, уберите горелку и немедленно прижмите озерцо металла огнеупорным материалом с плоской поверхностью, например, еще одним блоком для формы Держите его плотно прижатым около 30 секунд. Обратите внимание: Эта операция может быть опасной. Лучше стоять, чем СИДЕТЬ, ЧТОБЫ МОЖНО БЫЛО БЫСТРО ОТОДВИНУТЬСЯ ЕСЛИ ИЗ ФОРМЫ БУДЕТ ВЫДАВЛЕН РАСПЛАВЛЕННЫЙ МЕТАЛЛ. РАБОТАЙТЕ В ОГНЕУПОРНОМ ЗАЩИТНОМ ФАРТУКЕ И ПЕРЧАТКАХ. 78 • Практическое литье
ЛИТЬЕ ПОД ДЕЙСТВИЕМ СИЛЫ ТЯЖЕСТИ 1. Подготовьте два блока для литей- ной формы с идеально плоскими поверхностями, притерев каждый из них на наждачной бумаге. 2. В одном из блоков вырежьте литейную полость нужной конфигура- ции. Возможна отливка изделия с двусторонним рельефом, но в этом случае будет трудно добиться точного совмещения двух частей. Вы можете решить эту проблему, сделав рельеф одной из сторон произвольным. 3. Процарапайте радиальные выпоры. 4. Вырежьте литниковый канал по направлению от самой массивной части отливки к внешнему краю литейной формы и расширьте его наверху до воронкообразной формы. Этот литник должен быть не длиннее 2,5 см. 5. Обе половины литейной формы свяжите проволокой вместе. 6. Установите форму в поддон, и слегка подогрейте пламенем горелки. Расплавьте металл в плавильном ковше, добавив флюс один или два раза. Когда весь металл расплавится, залейте его в форму гладкой непре рывной струёй. Прямые методы литья • 79
Литье в формы из сепиолита Меня потрясает мысль о том, что же заставило первого литейщика попробовать изготовить питейную форму из скелета головоногого моллюска. Что бы это ни было, результат оказался достаточно занимательным для того, чтобы последовали дальнейшие эксперименты, в результате которых появился гибкий и интересный материал для питья. МАТЕРИАЛ Скелетная кость каракатицы, или сепиолит, состоит из белого кальцийсо- держащего известкового материала, настолько мягкого, что его можно царапать ногтем. С одной стороны кость покрыта слоем плотного веще- ства, напоминающего пластмассу. В толще кости видны неровные линии роста животного, похожие на годовые кольца дерева. Небольшие кости каракатиц продают в зоомагазинах - для попугаев, которые точат об них свои клювы. Более подходящие для литья крупные кости продают органи- зации, торгующие ювелирным оборудо- ванием, по цене около доллара за штуку. Нижеследующие указания касаются крупных костей, из которых изготовля- ют обе половины питейной формы, но возможны и различные варианты, включая изготовление задней части формы из другого материала. 80 • Практическое литье
Последовательность литья в сепиолит 1. Отпилите концы большой кости ювелирной ипи ручной лучковой пипой. 2. Выровняйте мягкую сторону кости, притерев её на наждачной бумаге или на любой другой грубой поверхности, например, на бетоне. 3. Распилите кость пополам. Продол- жайте выравнивать, притирая обе половины плоской стороной друг к другу произвольными круговыми движениями Так как при этом образу- ется много пыли, работайте над лотком для сбора мусора. 4. Вырежьте ипи оттисните в кости рельеф, сдувая образующуюся пыль. Если вы хотите акцентировать пинеи- ную текстуру, осторожно обработайте полость сухой рисовальной кистью. Прямые методы литья • 81
Последовательность литья в сепиолит (продолжение) 5. Вырежьте литник по направлению от массивной части отливки к торцу кости. Придайте ему форму воронки. Литник должен быть не длиннее 2,5 см. 6. Процарапайте в форме тонкие радиальные каналы-воронки. 7. Свяжите проволокой обе полови- ны формы и установите её вертикаль- но в поддоне с песком или пемзой Это не обязательно, но удобно и обезопа- сит вас в случае разбрызгивания металла. 8. Расплавьте металл в тигле и залейте его в форму. При этом появит- ся характерный запах горящих рыбьих костей. Дайте металлу остыть пример- но в течение минуты,затем раскройте форму и выньте отливку пинцетом. Литейные формы из сепиолита можно использовать только один раз 82 • Практическое литье
ТЕКСТУРА Интересная текстура пиний сепиолита - то, что делает его таким привлекатель- ным и одновременно затрудняет его правильное использование. До тех пор, пока затейливая текстура - всего лишь дань Матери-Природе, она не будет автоматически обеспечивать создание хорошего ювелирного изделия. Для того, чтобы вы как дизайнер могли извлечь из текстуры пользу, подумайте о выявлении контраста между глубоко текстурированными и гладкими участ- ками, что может быть достигнуто опиливанием или выравниванием определенных участков готовой отлив- ки, либо комбинированием отлитых в сепиолит деталей с листами металла, обработанными другими способами. ЛИТЬЕ В СЕПИОЛИТ С ИСПОЛЬЗОВАНИЕМ МОДЕЛИ Эта техника так же может быть исполь- зована для копирования объекта, не подлежащего выжиганию при отливке в питейную форму из формовочной смеси. Модепь можно вырезать, например, из дерева, или можно скопировать готовую металлическую отливку. НА МОДЕЛИ НЕ ДОЛЖНО БЫТЬ ПОДНУТРЕНИЙ. 1. Начните работу как описано выше, убедившись, что кость достаточно велика и вокруг отливки будет слой сепиолита толщиной не менее 5-7мм. Подготовьте поверхности, сделав их настолько ровными, чтобы щель между ними не была видна на просвет. 2 Определите ориентацию модели и место, к которому будет подведен литник. Вдавите модепь в сепиолит до половины. 3. Прижмите к модели вторую половину формы, распределяя давле- как можно шире, чтобы хрупкий сешолит не треснул. Сжимайте до тех пор пока обе части не будут соприка- са*ъся вдоль всей их плоской поверх- ности. По пинии разъема формы сделайте пипой или напильником несколько засечек, которые помогут точно совместить половинки формы. 4. Осторожно раскройте форму и выньте модель. Если надо выявить текстуру сепиолита, обработайте питейную полость мягкой кистью. 5. С помощью ножа или подобного ему инструмента вырежьте в обеих частях формы литник и литниковую воронку, обращая внимание на то. чтобы осколки сепиолита не засоряли питейную полость. Прорежьте радиаль- ные выпоры от самых массивных частей отливки. 6. Сложите половинки формы вмес- те, тщательно совмещая засечки. Свяжите форму проволокой и устано- вите на поддоне в вертикальном положении. 7. Расплавьте металл для отливки в питейном ковше, дважды добавив флюс. Залейте расплавленный металл в форму гладкой непрерывной струей. Прямые методы литья • 83
Сепиолитовая форма из трех частей Для отливки сложных моделей можно изготовить литейную форму, состоящую из трех частей, как показано на рисунке. Нижнюю часть изображенного здесь кольца обрабатывают, как было описано выше, расположив его таким образом, чтобы верхняя часть выступала над половинками формы. Сделав засечки, модель выни- мают и зашлифовывают верхнюю плоскость формы Затем шлифуют толстый кусок сепиолита, чтобы он плотно прилегал к этой плоскости. Форму раскрывают и осторожно вставляют модель на место. Выступа- ющую часть модели вдавливают в верхнюю часть формы и делают засечки ипи наносят метки с помощью маркера Затем форму разбирают и удаляют модель. Вырезают литнико- вый канал, собирают форму и связы- вают ее проволокой. Хотя такой способ копирования металлических объектов изрядно потеснили эластичные резиновые формы, когда-то он был для ювелиров вполне обычной практикой. регистрационные засечки 84 • Практическое литье
Г ЛАВА 7 ЛИТЬЕ В ПЕСОК ПРЕИМУЩЕСТВА • дешевизна • простое оборудование, не требую- щее сложного ухода • гибкость ОСОБЕННОСТИ ДИЗАЙНА ИЗДЕЛИЙ В песчаных формах трудно будет получать отпивки, на которых имеются поднутрения. Поскольку модель удаляют из литейной формы механи- ческим способом, при попытке под- нять модель с поднутрением часть формы будет разрушена. В некоторых случаях, бывает возможно конструиро- вание литейных форм, состоящих из нескольких частей, но в наш век резиновых форм и литья с использова- нием формовочной смеси сложные изделия отливают именно этими методами. Это не означает, что литье в песок устарело - вовсе нет В песчаных формах ежегодно отливают миллионы изделий - от небольших деталей машин до гигантских архитектурных конструкций. МАТЕРИАЛЫ И ОБОРУДОВАНИЕ • мелкий песок, также называемый зеленым или французским песком • рамки для формы - верхняя и нижняя • нагревательный источник для плавления металла • несколько гладких пластин из стекла, пластмассы или дерева (их называют подмодельными щитка ми) • припыл, сухой разделительный состав • сито (также называемое грохотом), деревянные трамбовки для уплот- нения песка, пинцеты. Литье в песок • 85
Модели Модели для литья в песчаные формы должны выдерживать сильное давле- ние при набивке, поэтому их обычно делают из металла, пластмассы или твердой древесины, например из красного дерева или вишни. Все материалы можно комбинировать; детали склеивают, спаивают или соединяют винтами. Для того чтобы закрыть поры дере- вянной модели, её гладко шлифуют наждачной бумагой и покрывают несколькими слоями шеллака или пака. Избегайте идеально вертикальных сторон, вырезая модели с небольшим скосом, его называют ещё конусом или уклоном. Модели можно использовать для получения сотен отливок, поэтому при их изготовлении имеет смысл добиваться идеального качества, сколько бы времени на это ни потребо- валось. ПЕСОК ДЛЯ ЛИТЬЯ Как и следовало предположить, при литье в песчаные формы качество песка явля- ется решающим моментом. Размер и форма зерен песка повлияют на четкость деталей отливки и, фактически, на успех или провал работы в цепом. Чем мельче песок, тем лучше он будет передавать мелкие детали отливки. Мелкий песок необходим ещё и потому, что сделанная из него форма будет плотной и прочной. Конечно, можно найти где-нибудь неподалеку песчаные россыпи и отсеи- вать самую мелкую фракцию, но более реалистичное решение - связаться с постав- щиком песка промышленного производства. Теперь это не так просто сделать, как раньше. С тех пор, как главная роль в ювелирной промышленности стала принадле- жать формовочной смеси, многие из них перестали поставлять песок высшего качества. Один из возможных источников - местные литейные мастерские, кото- рые, возможно, покупают песок в больших количествах и смогут выделить ту ма- лость, которая нужна ювелиру. В крайнем случае, можно использовать тонко размо- лотую пемзу, но специальный песок для питья все же лучше. Из пляжного песка нельзя изготовить хорошую питейную форму, так как морской прибой обкатывает зерна песка, придавая им сферическую форму, из-за чего они плохо сцепляются друг с другом. 86 • Практическое литье
НАТУРАЛЬНЫЙ ПЕСОК: Этот термин относится к широкому ряду разновидностей песка для литья, которые используются практически в том же виде, в каком они существуют в природе Они представляют собой смесь кварцевого песка с некоторым количеством глины, обычно от 10 до 30%. Такие пески называются по названию их месторождения напри- мер, два популярных типа - песок из Олбани и песок из Грили (Колорадо). Французский песок (да, из Франции) содержит 16,5% глины и поступает в продажу в виде нескольких фракций от 135 до 175 меш Вот что писал Бенвенуто Челлини в 1560 г «Глина из Франции, добывае- мая близ Парижа - самая лучшая какую я когда-либо видел. Как прави- ло, глина из пещер лучше речной». ИСКУССТВЕННЫЙ ПЕСОК: Такое название обманчиво поскольку все ингредиенты имеют природное происхождение. Искусственным является сочетание ингредиентов, которые в природе обычно не встреча ются вместе. В состав смеси входит не содержащий глины кварцевый песок с необходимыми зернами Другой компонент - глина, мелкодисперсный алюмосиликат который называется бетонитом по названию месторожде- ния (Форт Бентон, Монтана). Во многих промышленных питейных мастерских используют смесь песка и глины (и иногда синтетических смол) называемую литейным песком. Литей- ные формы из этого материала делают согласно вышеприведенному описа нию, но затем обжигают в печах, как керамические изделия. Формы полу- чаются очень прочными, но сам процесс больше подходит для промыш- ленного изготовления больших сталь ных отливок, чем для ювелирных нужд. Если бы кто-то из ювелиров захотел использовать этот способ ему было бы гораздо проще остановиться на методе питья по выплавляемым моделям. Приемлемым упрощением будет работа с так называемыми подсушен- ными формами Такие формы более прочны и если изготовить их в точном соответствии с технологическими требованиями, обеспечивают получе- ние отливок с исключительно гладкой поверхностью После изготовления песчаной формы обычным способом на ее рабочую поверхность наносят из пульверизато- ра смесь из 10 частей воды и 1 части мелассы (черной патоки) После сушки на воздухе форму осторожно нагрева- ют небольшим пламенем горелки, чтобы подплавить сахаристую смесь Отливку производят как обычно. Литье в песок • 87
Увлажнение литейного песка Для того, чтобы песок хорошо держал форму, он должен быть увлажнен (пропитан) водой или маслом. Преиму- щество воды состоит в том, что пере- увлажненную смесь легко подсушить. Преимущество масла - в том, что смесь не пересыхает, когда ею не пользуются. Для того, чтобы приготовить увлаж- ненный водой литейный песок, его разравнивают в поддоне или в низком плоском ящике и опрыскивают чистой водой из пульверизатора (для расте- ний или другого). Чтобы качество формы быпо оптимальным, воды расходуют как можно меньше, пример- но менее 5%. Тщательно перемеши- вайте песок и воду руками или лопат- кой. Продолжайте осторожно добав- лять воду до тех пор, пока сжатый в кулаке комок песка не будет точно воспроизводить мельчайшие детали отпечатка ладони. Смесь не должна быть влажной на ощупь; если зерна песка прилипают к вашей ладони, - значит, он переувпажнён. Если края комка осыпаются, - значит, смесь слишком сухая. При оптимальной консистенции плотно сжатый комок будет настолько прочным, что не рассыплется, даже если уронить его обратно в ящик с песком. Даже если песок выглядит хорошим, он может быть немного более влаж- ным, чем требуется. Если возможно, дайте воде впитаться, приготовив песок идеальной консистенции за день до использования. Это позволит воде более равномерно распределиться и в то же время слегка подсохнуть. Если быпо добавлено слишком много воды, разровняйте песок в поддоне и оставь- те его подсыхать на солнце или вос- пользуйтесь феном, если вы спешите. Литейный песок на масляном связующем Распространенным связующим для литейного песка является глицерин, который можно купить практически в пюбой аптеке. Его смешивают с песком тем же спосо- бом, что и воду. Замешанный на воде песок через день-два высохнет и его нужно будет увлажнить вновь. Песок на масляном связующем высыхает только во время отпивки, когда жар расппавпенного металла выжигает масло. Время от времени он требует обнов- ления, но намного реже, чем песок на водной основе. Так как масло не высыхает, если подмешать его к песку слишком много, это может стать проблемой. Для её решения держите в запасе сухой песок. Если в случайно переувлажните смесь, это можно будет компенсировать, просеяв в неё через сито сухой песок. Вместо того, чтобы засорять головку распылителя, можно разбрызгивать маспо по песку другим способом, но в этом случае для пропитки песка маслом потребуется более тщательное перемешивание. Чтобы ускорить процесс, вновь и вновь просеи- вайте песок сквозь пальцы. В этом смогут хорошо помочь несколько маленьких детей. К тому времени, когда они построят и разрушат пятый замок, песок будет весьма неппохо перемешан. Если песок замешан на масляном связующем, ждать не обязательно, но быпо бы полезно дать смеси устояться до следующего дня. Масло распределится равномер- нее, если слегка подогреть песок. 88 • Практическое литье
ВЕРХНЯЯ И НИЖНЯЯ опоки Рамки опок обычно делают из литого чугуна, они бывают разных форм и размеров, приобрести их можно в организациях, торгующих литейным оборудованием. Обе половины опок идентичны, за исключением, того что на верхней имеются центрирующие штыри, а на нижней - втулки. Опока в сборе будет стоить от 20$, в зависимо- сти от размера. Это хорошее капита- ловложение, поскольку срок её службы неограничен. Для изготовления высо- ких форм применяют удлиняющие кольца или щечки, но для ювелирных отливок они нужны очень редко! Рамки опок можно изготовить из твердого дерева, но литниковая воронка должна быть металлической. Деревянные опоки не так хороши, как металличес- кие, поскольку они могут покоробить- ся, а брызги расплавленного металла неизбежно повредят их, но для пред- приимчивого литейщика, которому для начала нужен недорогой инструмент, такие самодельные опоки - вполне приемлемый выбор Важно, чтобы на опоке имелись чубки для удержания песка внутри формы. Предлагаемое поперечное сечение смотрите на увеличенном фрагменте рисунка. Литниковая воронка в этом случае сделана из короткого отрезка стальной трубы и закреплена с помощью шурупа. Припыл Припылами называют порошки, используемые для предохранения песчаных полуформ от слипания. Для этого пригодны тальк, крахмал, поро шок слюды и любая сухая раздели- тельная смесь промышленного произ- водства. Избегайте использования слишком большого количества припы- ла так как он загрязняет песок и сокращает срок его службы. Для того чтобы сделать удобный аппликатор, вырежьте из редкой хлопчатобумажной ткани (например, из старой простыни) 3 или 4 квадрата Постелите их друг на друга и насыпьте в центре горку порошка, затем подни- мите углы и перевяжите. Эгот узелок прослужит не один год, прежде чем понадобится снова его наполнить Для того чтобы насыпать тонкий слой порошка, постучите узелком по пальцу, расположенному близко к поверхности песка. Литье в песок • 89
ОТЛИВКА ПО МОДЕЛИ С ПЛОСКОЙ ОБРАТНОЙ СТОРОНОЙ 1. Приготовьте песок оптималь- ной консистенции, такой, чтобы сжатый в ладони комок сохранял свою форму. 2. Застелите рабочий стол газе- той. Это поможет собрать лишний песок и высыпать его обратно в ящик. Перевернув нижнюю опоку, уложите её на чистую плоскую поверхность, например, на лист стекла или плексигласа. Рабочая плоскость, которая будет прилегать ко второй поповине формы, должна быть внизу. 3. Насыпьте (просейте) в опоку песок примерно до половины и утрамбуйте его деревянной трам- бовкой. Начинайте с легких ударов, но постепенно увеличивайте их силу до тех пор, пока песок не будет очень плотно утрамбован. 4. Подсыпьте ещё песка и снова утрамбуйте. Перед тем, как добав- лять песок, взрыхлите утрамбован- ную поверхность, чтобы обеспечить хорошее сцепление слоев. Продол- жайте набивать форму, слой за слоем, до тех пор, пока песок не будет слегка возвышаться над верхней кромкой опоки. 5. С помощью бруска из металла или твердого дерева срежьте излишки песка вровень с кромкой опоки. 6. Накройте рамку опоки сверху пластиной из пластмассы или дерева (подмодельным щитком) и поднимите сэндвич из двух подмо- дельных щитков с нижней полови- ной формы внутри. Переверните это сооружение таким образом, чтобы новый подмодельный щиток находился снизу, а старый щиток снимите; таким образом, плоская поверхность песка будет обращена кверху. Набитую форму уложите на чистую твердую поверхность. 90 • Практическое литье
ОТЛИВКА ПО МОДЕЛИ С ПЛОСКОЙ ОБОРОТНОЙ СТОРОНОЙ (продолжение) 7. Установите верхнюю опоку на нижнюю , совместив их при помощи центрирующих штырей, затем припудрите песок тонким споем припыла. 8. УЛожите внутрь опоки мо- дель, расположив её таким образом ,чтобы самая массивная часть находилась в 2,5-5 см от воронки. Припудрите модель припылом. 9. Засыпьте (просейте) песок в верхнюю половину формы, так чтобы он покрыл модель, и утрамбуйте, как уже было описа- но Работайте осторожно, особен- но вначале, чтобы не сдвинуть модель затем добавьте ещё песка и утрамбуйте, с каждым разом надавливая немного сильнее. Продолжайте, пока песок не будет возвышаться над верхней кромкой опоки. Излишек снимите так же, как раньше. 10 Накройте форму сверху подмодельным щитком и перевер- ните. Уложите набитую форму на стол, ещё раз убедившись, что она горизонтальна и находится в устойчивом положении 11 Осторожно поднимите нижнюю форму (сейчас она сверху) Набитый в опоку песок так и останется в ней благодаря разделяющему слою припыла между двумя попуформами. 12. Чтобы освободить модель, слегка постучите по ней, затем выньте её из песка пинцетом. Некоторые литейщики заранее просверливают в модели отвер- стие для легко входящего винта и используют его как рукоятку Здесь будет полезным приобре- тенный в раннем детстве навык игры в бирюльки. Литье в песок *91
ОТЛИВКА ПО МОДЕЛИ С ПЛОСКОЙ ОБОРОТНОЙ СТОРОНОЙ (продолжение) 13. Ножом или деревянным инструментом вырежьте литнико- вый канал от модели к воронке. Комочки песка тщательно сметите кистью и сдуйте. Попавшие внутрь формы песчинки удобно сдувать с помощью небольшой резиновой груши. 14. Сложите половины формы вместе, не убирая подмодельные щитки. Слегка зажмите их в С- образной струбцине. Установите собранную форму литниковой воронкой вверх в поддоне с песком. 15. Расплавьте металл в печи или с помощью горелки и залейте его в форму. Спустя несколько минут форму «вытряхивают» ипи раскры- вают. Песок потемнеет и высохнет, но в остальном останется непов- режденным. Его можно использо- вать на протяжении многих лет. * Примечание. - Этот способ также пригоден для моделей с почти плоской оборотной стороной. На стадии 8 вдавите модель в песок до половины её толщины. Если общая толщина модели больше 6 мм, можно осторожно вынуть немного песка, прежде чем вдавли- вать модель. 92 • Практическое литье
КАК СДЕЛАТЬ ЛИТНИКОВЫЙ КАНАЛ Когда форма плотно набита, а модель все ещё находится внутри, вставьте в литниковую воронку отрезок тонко- стенной трубки, так чтобы он упирался в модель. Вынув трубку вместе с песчаной пробкой внутри неё, вы получите канал с чистыми стенками, через который можно будет заливать металл Возможно, после удаления модели понадобится осторожно очис- тить место контакта литника и модели кистью от комочков песка, иначе они упадут в литейную полость. Литник можно подвести также не сверху, а сбоку формы. Это должно зависеть от конфигурации модели в большей степени, чем от чего-либо ещё. Этот метод не рекомендуется для тонкостенных форм, так как под давлением расплавленного металла песок может вспучиться, что исказит форму изделия. Если другого выхода нет, воспользуйтесь подмодельной доской с отверстием. Разъемные модели Сложные изделия, не имеющие плос- кой или почти плоской поверхности, требуют несколько иного подхода. Этот способ широко распространен в промышленности но не так привлека телен для ювелиров. Тем не менее, для некоторых изделий этот метод продол жает оставаться наиболее практич- ным особенно когда нужно получить несколько десятков или более идентич- ных ОТЛИВОК. ИЗДЕЛИЕ НЕ ДОЛЖНО ИМЕТЬ ПОДНУТРЕНИЙ. Модель должна быть изготовпена таким образом, чтобы её можно было разобрать по линии разъема на две части, не имеющей поднутрений. В зависимости от применяемого материала размера работы и от имеющегося под рукой инструмента обе части модели можно изготовить по отдельности, либо сделать цель ную модель, а затем разрезать её на две части. Эти части должны совме- щаться при помощи как минимум двух шпилек. Обе части модели можно также прикрепить с двух сторон к подмодельной доске Литье в песок • 93
ПРОБЛЕМЫ И СПОСОБЫ ИХ УСТРАНЕНИЯ Проблема: При попытке поднять форму она рассыпается. При попытке раскрыть форму, чтобы вынуть модель, половинки формы слипаются. Во всех других отношениях хорошая отливка имеет шероховатую поверх- ность. При удалении модели песок всегда обваливается. Способ устранения: Добавьте в песок воду или масло. Не перестарайтесь. Небольшое количе- ство влаги может очень сильно изме- нить консистенцию песка. Возможно, песок слишком влажный. Дайте ему подсохнуть (вода) или просейте в него еще песка (масло). Может быть, заливаемый металл был слишком горячим, или песок был настолько влажным, что при контакте с металлом образовался пар. Дайте песку слегка подсохнуть. Осмотрите модель и убедитесь, что она не имеет поднутрений. Проверьте, имеют ли стороны модели спуск или уклон. Припудрите модель припылом. Если проблема не исчезает, тщательно зачистите модель и покройте её шеллаком или змалью. Гладкая твер- дая водонепроницаемая поверхность не будет прилипать к леску. 94 • Практическое литье
ОТЛИВКА ПО РАЗЪЕМНОЙ МОДЕЛИ 1. Приготовьте песок как описа- но выше и подготовьте рабочее место, застелив его газетами. Так будет легче собрать излишки песка и высыпать его обратно в контей- нер для хранения. 2. Уложите одну половину модели на пластину из дерева, пластмассы или стекла и установи- те нижнюю опоку так, чтобы модель оказалась внутри неё. Плоскость разъема модели должна лежать на стекле. Слегка припуд- рите модель припылом. 3. Насыпьте/просейте на модель песок, уплотняя его слой за слоем Продолжайте до тех пор, пока песок не будет возвышаться над верхней кромкой опоки, затем снимите излишек и накройте опоку сверху подмодельным щитком! Переверните сэндвич с формой и положите его на стол, убедившись, что он горизонтален и находится в устойчивом положении. 4. Установите верхнюю половину модели на нижнюю и скрепите обе половины при помощи шпилек 5. Установите верхнюю опоку на место и покройте припылом модель и плоскую поверхность песка. Насыпьте/просейте на модель песок и утрамбуйте его, по- прежнему начиная с легких ударов и увеличивая их силу по мере уплотнения формы. Если необхо- димо сделать выпоры, проколите тонкой проволокой до самой модели. Литье в песок • 95
ОТЛИВКА ПО РАЗЪЕМНОЙ МОДЕЛИ (продолжение) 6 Переверните форму, осторож- но снимите нижнюю опоку (сейчас она сверху) и отложите её в сторо- ну. Ножом или подобным ему инструментом вырежьте в песке канал (литник) от модели к литнико- вой воронке. Если отливка неболь- шая, можно прорезать его только в одной полуформе, но в случае массивной отливки, возможно, понадобится вырезать каналы в обеих полуформах. 7 С помощью пинцета или винта выньте из песка обе половины модели. 8. Снова сложите обе полуформы вместе, слегка зажмите их в С- образнои струбцине и установите литниковой воронкой вверх 9. Расплавьте предназначенный для отливки металл и залейте его в форму. Спустя примерно минуту форму можно раскрыть и вынуть отливку 96 • Практическое литье
Г ЛАВА В ОТЛИВКИ ИЗ ПЬЮТЕРА Сплавы цинка, висмута, кадмия, олова и свинца известны под общим названием «белые сплавы». Пожалуй, наиболее известный представитель этого семейства - пьютер, сплав, состоящий главным образом из олова с добавкой некоторых других ингредиентов. В прошлом в состав пьютера входил вредный для здоровья свинец, но современный пьютер свинца не содержит. Пьютер и белые сплавы хорошо подходят для литья. Они легко плавятся, остаются в расплавленном состоянии относительно долгое время и хорошо заполняют литей- ную форму благодаря низкой величине поверхностного натяжения. Хотя все опи- санные выше технологии могут быть использованы для литья белых сплавов, здесь приводятся разновидности этих технологий специально приспособленных для литья легкоплавких металлов. Распространенные сплавы Олово,% Свинец,% Мышьяк,% Другие,% Т плавп., С° 92 8 240-244 93,5 3,5 1,5 1,5 кадмия 237-240 92 4 4 237-240 91 7 2 меди 293 94 4 2 274 98 6 6 240 ПЛАВКА Пьютер и бепые металлы можно плавить на горячей плите, в муфеле или пламе- нем горелки Лучший сосуд для плавления - литейный ковш из чугуна, который можно приобрести в организациях, поставляющих слесарно-водопроводное обору- дование. В крайнем случае, можно воспользоваться чугунной сковородой, сталь- ным ковшом или даже консервной банкой Существенный недостаток этих случай- ных приспособлений в том, что они неустойчивы. Пьютер тяжел и может легко вылиться из импровизированного тигля. Будьте особенно осторожны, если прихо- дится пользоваться такой посудой. В процессе плавления металла на его поверхно- сти образуется темно-серая оксидная пленка, или шлак; перед заливкой металла эту пленку следует удалить. Шлак можно собрать и отправить на очистку, однако это не стоит усилий, если речь не идет о большом количестве. После того как из ковша вылит весь чистый металл вытряхните напоминающий золу шлак на кирпич или дощечку и, когда он остынет, выбросите. Попавшие в воздух частицы шлака могут быть опасны для здоровья, поэтому работайте в респираторе. Отпивки из пьютера • 97
Плавильные котлы Для поддержания большого количества пьютера в расплавленном состоянии в течение нескольких часов используют плавильный котел. При этом на повер- хности расплава допускается образо- вание шлака; если надо зачерпнуть пьютер для отливки, шлак просто сдвигают коешом в сторону. Плавиль- ные котлы можно приобрести в некото- рых организациях, поставляющих оборудование для работы по металлу либо изготовить самостоятельно из толстостенного сосуда и газовой горелки. В этом случае котел следует зафиксировать на месте с помощью полосы металла, как показано на рисунке, чтобы он не мог опрокинуться. ЛИТЕЙНЫЙ КОВШ Существуют чугунные литейные ковши с остроумным приспособлени- ем, которое упрощает снятие шлака с поверхности расплава. Это стальная или чугунная перегородка, которая разделяет чашу ковша на два отсека, причем между нижним краем перего- родки и дном ковша остается просвет. Один отсек используют для плавки металла, так что пламя направляют только в это отделение. Расплавлен- ный металл перетекает под перегород- кой в другой отсек, где остается чистым и готовым к заливке. Приобрести такой ковш непросто, поэтому вы, возможно, захотите сделать его своими руками. Можно усовершенствовать стандартный чугунный ковш, вырезав перегородку из листовой стали. Так как чугун плохо подается сварке, такая перегородка удерживается на месте с помощью полосок металла. ПЕРЕПЛАВКА Если в котле застыло большое коли- чество пьютера или белого сплава, при переплавке следует проявить особую осторожность. Если давление распла- ва, запертого под коркой твердого металла, не находит выхода, может произойти и выброс. Чтобы избежать этого, нагревайте металл сверху, например, с помощью горелки. Если вы плавите металл на плитке или на газовой конфорке, наклоните сосуд таким образом, чтобы плавление происходило сбоку. 98 • Практическое литье
Загрязнение цветных металлов белыми сплавами. Нагретые выше температуры плавле- ния в присутствии других цветных металлов белые сплавы будут произво- дить разрушительное действие. Белые сплавы подобно коррозии пожирают серебро, латунь, бронзу, медь или золото. Их действие тем более ковар- но, поскольку продолжает прогресси- ровать каждый раз, когда металл подвергается нагреванию. Как только белый сппав вступил в контакт с ювелирным сплавом, его становится практически невозможно удалить и, как правило, приходится вырезать весь загрязненный участок. В тех случаях, когда это невозможно, все изделие целиком должно быть отправ- лено в отходы. Специалисты по очист- ке драгоценных металлов могут вос- становить благородный металл, но, разумеется, эту услугу придется оплатить. Гораздо лучше с самого начала не допускать появления загрязнений. Если вы вынуждены использовать одно и то же рабочее место для пьютера и других металлов, установите жесткий распорядок обязательной уборки между работой с разными металлами. Держите все оборудование для работы с пьютером в отдельном поддоне или потке. Таким образом, когда вы им не пользуетесь, весь пьютер, его брызги и любые другие частицы будут убраны. Но даже тогда, прежде чем приступать к работе с драгоценными металлами, поверхность стола необходимо обмес- ти и убрать щеткой все опилки. Особенно опасно загрязнение рабочего места, где производится пайка. Лучше всего устроить отдель- ные места для нагревания пьютера и драгоценных металлов. Если это неосуществимо, разработайте простую и надежную систему для предотвраще- ния загрязнений. Отливки из пьютера • 99
ГИПСОВЫЕ ФОРМЫ Пьютер и белые металлы можно отливать в формы, сделанные из гипса, который можно купить в магази- нах хозяйственных товаров ипи строи- тельных материалов. Годится и формо- вочная смесь, но она стоит намного дороже и содержит компоненты, которые при отливке пьютера не нужны. Блоки для форм можно изготовить, налив слой гипса на гладкую поверх- ность, например на плексиглас или мазонит. Опалубку сделайте из не- больших дощечек, закрепленных в нужном положении кусочками глины, как на рисунке. Оставьте гипс затвердевать по крайней мере в течение часа. При затвердевании гипса происходит экзотермическая реакция и выделяет- ся тепло. Если пластину нужно разде- лить на несколько блоков для отливки, сделайте на ней надрезы ножом или острием отвертки. После этого пласти- ну можно оставить затвердевать дальше или сразу же разломать. Чтобы переломить гипсовую пласти- ну, сдвиньте её с плоской поверхности таким образом, чтобы линия надреза находилась непосредственно над краем стола. При этом нажиме вниз пластина переломится вдоль края. Это очень эффективный и удобный способ, если вы делаете много блоков одно- временно. Смешайте гипс е эластичном контей- нере (гипсовке) с объемом воды, приблизительно равным желаемому количеству раствора. Вода должна быть комнатной температуры или чуть теплее, но не горячая. Постепенно подсыпайте гипс в воду до тех пор, пока в гипсовке не образуется сухой островок. Затем, не торопясь, переме- шайте гипс рукой. Избегайте быстрых и чересчур энергичных движений; лучше массировать смесь, чем сби- вать её в пену. Постучите по стенке гипсовки дощеч- кой или отверткой, чтобы выгнать на поверхность пузырьки воздуха. Залей- те раствор в опалубку слоем толщиной 1,3-2,5 см и разгладьте его поверх- ность рукой. Прежде чем формы можно будет использовать для литья, гипс должен ПОЛНОСТЬЮ просохнуть. Поэтому идеальным решением будет сделать черновую резьбу рвльефа в течение 24 часов после отливки пластины и закончить работу над формой через несколько дней. Не практике ход работы будет зависеть от индивидуаль- ных методов и от того, каким време- нем вы располагаете. 100 • Практическое литье
Как вырезать гипсовую форму Гипсовые формы можно резать любым твердым инструментом: для этого будут вполне пригодны гвозди, отверт- ки, сверла ножи и зубоврачебные инструменты Помните, что из-за низкой величины pH и высокого содержания влаги в гипсе инструмен- ты быстро заржавеют, если их не вымыть и не высушить сразу же после использования. Эту проблему легче обойти, работая инструментом, кото- рый не жаль выбросить. Рисунок изделия можно сделать карандашом непосредственно на гипсе Можно также перевести эскиз с помощью копировальной бумаги, или покрыть его с обратной стороны толстым слоем графита, а затем положить на блок и обвести Будьте особенно внимательны к буквам и цифрам, помните, что для того, чтобы они правильно читались, их необходи- мо вырезать в зеркальном отражении, справа налево. Глубина выемки будет соответство вать толщине изделия. Пьютер не так прочен, как стерлинговое серебро, латунь или медь, поэтому тем, кто приеык работать с ювелирными металлами, следует сознательно попытаться резать глубже Разумеет- ся, решающий фактор при определе- нии размеров изделия - прочность, которая потребуется при его исполь- зовании. По мере продвижения работы вы можете проверить, как будет выгля деть изделие, сделав быструю пробу с помощью глины. Сдуйте или смети- те осколки гипса и вдавите в углубле- ние комок глины (сгодится как глина, так и пластилин) Если вы позаим- ствовали глину у гончара, вам следу- ет знать, что даже незна- чительные следы гипса могут стать причиной серьезных проблем при обжиге, так что гончар, скорее всего, не возьмет свою глину обратно. Если на изделии нет поднутрений, вы можете делать отливки из пьюте- ра методом проб Так как температу- ра плавления металла невысока, форма не изнашивается при много- кратном использовании. Это означа- ет, что можно вырезать углубление и сделать отливку, имея в виду воз- можность дальнейшей работы над формой. Помните, что углубление выемки означает возрастание толщи- ны изделия. Если предварительная проба показывает, что вы заглуби- лись слишком сильно (т.е., что отлив- ка будет слишком толстой), ошлифуй- те рабочую поверхность блока и таким образом уменьшите глубину выемки Отливки из пьютера *101
Литье под действием силы тяжести Это описание относится к падениям с плоской оборотной стороной. Для того, чтобы в форму можно было залить металл, сначала вы должны вырезать литник, ведущий в полость формы. Литник следует подвести к наиболее массивной части отливки; по мере приближения к внешнему краю блока он должен расширяться подобно воронке. Его можно вырезать ножом или любым подобным твердым инстру- ментом 1. Накройте форму плоским блоком для оборотной стороны изделия и зажмите обе части в С-образной струбцине или свяжите их проволокой. Установите собранную форму в поддон с песком или гравием или в чугунную сковороду - это обеспечит устойчи- вость формы и поможет собрать весь пролитый пьютер. Если расположить плоский блок чуть выше формы, получится выступ, который поможет направить струю расплавленного металла в литник. 2. Расплавьте пьютер и лейте его в форму гладкой непрерывной струей, пока он не заполнит литниковую воронку. Прежде чем форма будет раскрыта, пьютер должен остыть В зависимости от величины изделия это займет от 1 до 5 минут. По мере остывания цоколя его поверхность из блестящей будет становиться матовой, и поскольку это обычно самая массив- ная часть отливки, вы можете предпо- ложить, что, если цоколь затвердел, то вся отливка так же твердая. Раскройте форму и выньте отливку пинцетом - возможно, она слишком горячая, чтобы прикасаться к ней руками 102 • Практическое питье
Литье под действием силы тяжести (продолжение) Если имеются недоливы или утраче- ны подробности рельефа, возможно, это произошло потому, что не имею- щий выхода воздух внутри формы препятствовал заполнению литейной полости расплавленным металлом. Эту проблему можно решить несколь- кими способами. а) Особенно в том случае, когда отливка тонкая, прежде чем соединить полуформы вместе, припудрите их тонким слоем легкого порошка (таль- ком, крахмалом или бурой). Благодаря этому между полуформами образуется микроскопический зазор, через который из формы будет выходить воздух. б) Процарапайте тонкие линии по направлению от литейной полости к краям формы, как на рисунке. Как правило, они слишком узкие, чтобы в них затек металл, но в них достаточно пространства для воздуха. в) Вырежьте похожий на литник канал, который называется выпором. В этом случае металл будет заполнять форму, и подниматься по выпору. Этот способ особенно хорош при получении крупных отливок, и его дополнительное преимущество в том, что он обеспечи- вает подпитку отливки жидким метал- лом в процессе усадки и кристаллиза- ции, происходящих при охлаждении. Отливки из пьютера *103
Литейные формы для объемных изделий Приведенная на предыдущих страницах информация касается изделий с плоской оборотной стороной, таких как кулон или заколка. Приложив немного усилий, можно также отливать изделия с двусторонним рельефом. Форму можно вырезать или отлить из гипса. ИЗГОТОВЛЕНИЕ ФОРМЫ С ПОМОЩЬЮ РЕЗЬБЫ Вырежьте полуформу для «передней» половины изделия как было описано выше. Закончив работу над углублени- ем, с помощью кисти покройте его изнутри чистой разделяющей смесью из равных частей моющего средства и воды. Плотно вдавите в вырезанное углубление комок глины, затем лиш- нюю глину срежьте ножом или тонкой проволокой чуть выше плоской поверх- ности формы. Прижмите сверху вторую половину формы и сделайте несколько засечек по линии разъема. Осторожно раскройте форму, так, чтобы глина осталась прилипшей к той половине, на которой углубление ещё не вырезано. Обведите глиняный оттиск каранда- шом, затем удалите его. Теперь вы можете вырезать вторую половину формы, и, если вы не выйдете за карандашную линию, обе половинки изделия совместятся. Заливка металла и отвод газов производятся как описа- но выше. 104 • Практическое литье
Отливка гипсовой формы для объемного изделия Сначала вылепите из глины «пере- днюю» половину изделия. Представьте себе разделительную линию, лежащую на плоскости разъема формы, и начинайте лепить из неё. Для надеж- ности закрепите глину на плоской поверхности. Закончив лепку, переложите глину на лист стекла или пластмассы и сделайте вокруг неё опалубку из деревянных дощечек. Приготовьте раствор гипса, залейте им глину и оставьте затверде- вать не менее, чем на несколько часов; затем сдвиньте гипсовый блок со стекла. Вырежьте в блоке два углубления для направляющих высту- пов второй полуформы. Обильно покройте литейную полость, направляющие углубления и рабочую поверхность гипса раствором из равных частей моющего средства и воды, затем вдавите в литейную полость комок глины и вылепите вторую часть изделия, как показано на рисунке. Оберните первую полуформу листом плотной бумаги или пластика (годятся пластиковые бутылки) и приклейте его липкой лентой. Убеди- тесь в надежности соединения, так как вам придется изрядно похлопотать, если обертка отвалится. Приготовьте в гипсовке раствор гипса и залейте его поверх первой полуформы. Когда гипс затвердеет, раскройте форму, уберите глину и смойте все остатки с помощью мягкой щетки под струей воды. Вырежьте необходимые литники и выпоры и сделайте отливку, как уже было описано. К тому же помните, что перед заливкой металла гипс должен полностью просохнуть. Отливки из пьютера • 105
Инкрустация Чтобы получить инкрустацию, внутрь формы можно поместить кусочки дерева, стекла, других металлов и некоторые камни. 1 Если вы хотите скомбинироветь литой пьютер с другим металлом (латунью, медью, стерлинговым сереб- ром и т. д.), покройте поверхность этого металла тонким слоем флюса, чтобы обеспечить спайку при заливке горячего пьютера. Используйте не коррозионный (защитный) флюс для легкоплавкого припоя. Такие флюсы обычно липкие и похожи на вазелин. 2. Там, где это, возможно, обеспечь- те механическое соединение, сделав фаску на детали, которая будет слу- жить инкрустацией. Наклон фаски следует располагать таким образом, чтобы та сторона детали, которая будет погружена в пьютер, была шире, чем поверхность, которая будет видна на готовом изделии. 3. Шероховатые поверхности соеди- няются лучше, чем гладкие. Поцара- пайте или затрубите напильником ту поверхность, которая будет контакти- ровать с пьютером. 4. Мягкие детали можно вклеить в питейную форму поливинилацетатным или подобным ему бытовым клеем. этот выступ удерживает инкрустацию на месте эта деталь не должна быть слишком тонкой 106 • Практическое питье
Метод литья с пристеночным отверждением Эта техника получения пустотелых отливок основана на прерывании процесса затвердевания массивной сплошной отливки. Сначала изготовьте литейную форму любым описанным в этой главе способом, затем плотно соедините обе половины формы и доверху залейте литейную полость расплавленным пьютером. Дайте металлу остыть в течение нескольких секунд, затем переверните форму и вылейте изнутри отливки кашицеоб- разный металл. Хитрость заключается в том, чтобы точно определить момент, когда надо выливать металл. Если вылить его слишком рано, в стенках отливки появятся истонченные участки или отверстия. Если вы будете ждать слишком долго, внутренняя область отливки затвердеет. Для постоянного получения хороших результатов потребуется сделать несколько проб и «прочувствовать» процесс, но эти результаты могут стоить потраченного времени. Отливки из пьютера • 107
ЛИТЕЙНЫЕ ФОРМЫ ИЗ БРОНЗЫ И ЧУГУНА (КОКИЛИ) В промышленных условиях пьютер часто отпивают в литейных формах из бронзы или чугуна В последние годы эта практика пришла в упадок по причине широкого распространения форм из силиконовой резины, изготов- ление которых обходится дешевле. Эти формы и их использование подробно описаны в следующей главе. Мастер, стремящийся расширить свои профессиональные горизонты, может изготавливать небольшие металлические формы в обычной мастерской. В том случае, если нужны формы больших размеров, следует сделать деревянную модель и переад- ресовать отливку в промышленную питейную мастерскую. Цена будет зависеть от металла (сталь дешевле, чем бронза) и от сложности формы. За составлением сметы обратитесь в местную литеиную мастерскую. Для получения отливки полуформы нагревают на горячей плите или в газовом пламени примерно до 180° С Они слишком горячи, чтобы держать их в руках, поэтому следует работать в толстых перчатках. Части формы прикладывают друг к другу и соединя- ют с помощью встроенных центрирую- щих штырей. Затем собранную форму зажимают струбциной и заливают в литниковую воронку расплавленный пьютер. После того, как металлу дали остыть, от 30 секунд до минуты, поло- вины формы раскрывают и вынимают отливку Поскольку в процессе питья форма разогревается, перед следую- щей заливкой её нужно вернуть в пламя лишь на несколько секунд. 108 • Практическое литье
Г ЛАВА S ЭЛАСТИЧНЫЕ РЕЗИНОВЫЕ ФОРМЫ Введение Резиновая форма многократного применения является одним из наиболее важных усовершенствований питейного процесса в текущем столетии. Формы, изготовлен- ные из резины, точно воспроизводят конфигурацию и детали изделия и позволяют получить его идеальную копию Более того, поскольку резина может растягиваться и затем возвращаться в исходное состояние, в резиновых формах можно делать оттиски изделий с поднутрениями. Благодаря этим формам за последние десятиле- тия в несколько раз снизились затраты на производство изделий, ранее требовав- ших изготовления сложных составных форм. В продажу поступает много разновидностей материалов для изготовления резино- вых форм каждый со своими достоинствами и недостатками Проще говоря, обычно приходится выбирать между низкой ценой и долговечностью. Другие факторы, влияющие на выбор материала для формы - температура заливаемого в форму металла и требования к гибкости формы. Формы из резины на силиконовой основе могут выдерживать температуры около 300 °C и могут быть использованы для непосредственной заливки пьютера и белых металлов. При отливке множества изделий из латуни, стерлингового серебра или золота для каждого изделия должна быть изготовлена литейная форма из формо- вочной смеси. Такие формы по определению являются одноразовыми, так как разрушаются при извлечении отливки. При отливке этих металлов резиновые формы используют для изготовления восковых моделей, которые затем формируют, выжигают и отпивают обычным способом. ЖИДКИЕ ДВУХКОМПОНЕНТНЫЕ РЕЗИНЫ ХОЛОДНОГО ОТВЕРЖДЕНИЯ Одна из простейших разновидностей резиновых форм изготовляется из полисупьфидной резины, поступающей в продажу в виде двух жидких компо- нентов. При их смешивании начинает ся реакция отверждения, в результате которой получается эластичная «вул- канизированная» резина. Жидкие двухкомпонентные резины холодного отверждения имеются в продаже практически у всех поставщиков литейного оборудования. ПРЕИМУЩЕСТВА • не требуется специальное оборудо- вание • не требуется ни давление, ни нагревание, поэтому можно исполь- зовать почти любые модели • минимальная усадка НЕДОСТАТКИ • относительно высокая цена • эти формы служат не так долго, как формы из резины горячей вулкани- зации. Формы из резины холодного отверждения не так прочны и менее эластичны, чем формы из вулканизированной резины. Эластичные резиновые Формы *109
Изготовление формы из двухкомпонентной резины холодного отверждения 1. Изготовьте модель так тщательно, как это только возможно. 2. Подведите к модели литники, руко- водствуясь теми же соображениями, что и при обычном литье с использованием формовочной смеси (см. главу 2). 3. Нанесите на модель и литники разделяющую смесь, например, силико- новый спрей, не пригорающее масло, смачивающий препарат ипи крахмал. 4. Установите модель в контейнер для изготовления формы. Это может быть прямоугольная форма из трех деталей, как на рисунке, или что-нибудь настоль- ко простое, как бумажный стаканчик. 5. Смешайте оба компонента смеси в одноразовой посуде одноразовым инструментом. Чтобы обеспечить успешный результат, точно отмеряйте пропорции, если возможно, взвешивая ингредиенты. Очень важно, чтобы оба компонента были тщательно перемеша- ны. Пользуйтесь шпатвлем (медицинс- ким ипи палочкой от мороженого), и перемешивайте в течение нескольких минут, в противном случае внутри формы будут не затвердевшие липкие участки. 6. На этой стадии некоторые мастера удаляют пузырьки вакуумированием, но, пожалуй, сильное постукивание по контейнеру будет не менее эффектив- ным. Всплывшие на поверхность пузырь- ки проколите иглой. 7. Залейте модель приготовленной смесью, стараясь избежать образования новых пузырьков. Если поверхность модели сильно изогнута, возможно, сначала вы захотите нанести на модель слой смеси кистью или шпателем. 8. Прежде чем раскрывать форму, дайте ей затвердеть. Время отвержде- ния зависит от типа резины и может варьироваться от 16 до 24 часов. резиновые кольца 110* Практическое литье
КАК РАЗРЕЗАТЬ РЕЗИНОВУЮ ФОРМУ Чтобы вынуть из формы мастер- модель и обеспечить возможность удаления последующих восковых моделей, форму необходимо разре- зать. В случае простых плоских изде- лий это не представляет никаких затруднений. С усложнением изделия озрастают и трудности при разреза- нии формы. Иногда в продаже бывает прозрачный состав для изготовления форм, который особенно хорош для начинающих поскольку позволяет видеть заключенный внутри резины предмет. Чтобы раздвигать края формы во время резки, воспользуйтесь каким- нибудь крюком, например ключом для консервных банок или вилкой с изогну- тыми зубцами. Такую «третью руку» можно закрепить на верстаке с помо- щью струбцины или зажать в тисках. Разрезайте форму тонким острым ножом. Лучше всего для этого подхо- дит изогнутый хирургический скаль- пель, но сгодится и любое подобное лезвие. Важно, только чтобы оно было очень острым, поэтому позаботьтесь о том, чтобы заменить лезвие после разрезания одной, двух форм. Начните от литниковой воронки, сделав вдоль нижней грани формы до самого угла разрез глубиной около 2,5 см, затем, повторите его с другой стороны. Сделайте такие же разрезы по бокам формы, затем соедините их разрезом вдоль верхней грани. Раз- режьте форму снизу на глубину литни- ка и отсюда режьте вдоль поверхности модели. Продолжайте следовать по контуру модели, пока форма не будет разрезана пополам. Для того, чтобы вновь совместить детали формы, в них вырезают направляющие выступы, которые называются замками. При ручной резке, особенно у новичков, разрезы обычно достаточно неровные для того, чтобы их неправильные контуры обеспечили точное совмещение обеих половин формы. С опытом разрезы стано- вятся более гладкими, и тогда замки следует вырезать намеренно. Неплохой замок получится, если первые надрезы будут зигзагообразные. Вы также можете оставить одну из сторон формы неразрезанной, и тогда она будет раскрываться как на шарнире. Для простых форм этот способ может оказаться приемлемым, однако он ограничивает гибкость формы и не годится для сложных моделей. Эластичные резиновые формы • 111
Дополнительные надрезы Дополнительное членение форм Такие надрезы увеличивают гибкость резины; их особенно полезно сделать вокруг тонких участков изделия с мелкой деталировкой Обратите внимание, что резину при этом не удаляют. В некоторых случаях бывает недоста- точно разрезать форму на две части, и приходится вырезать третью часть (а иногда и больше). Это могут быть центральные участки, как, например, отверстие кольца, или блок, вырезан- ный сверху, как на рисунке. ЭЛАСТИЧНЫЕ ФОРМЫ ИЗ ПОДРУЧНЫХ МАТЕРИАЛОВ Существует множество продуктов на силиконовой основе, пригодных для изготовления гибких форм. Самый дешевый и доступный - герметик для ванн, который продается практически в любом магазине хозяйственных или сантехнических товаров. Массивную форму из него не изготовить, но с его помощью очень удобно снимать оттиски с различных поверхностей. Перед тем, как делать оттиск, покройте выбранный в качестве модели объект концентрированным раствором мою- щего средства и после нанесения герметика дайте ему затвердеть минимум 24 часа на каждые 6-7 мм толщины. Подобным же образом используют промышленный препарат Duplicate, который гораздо лучше воспроизводит детали. Эта двухкомпонентная смесь затвердевает за 5 минут, поэтому с ее помощью можно делать оттиски вне мастерской. Её можно заказать по адресу: Duplicast Corp. P.O.Box 1188 lone, CA 95640 (209) 274-2788 112» Практическое литье
Альгинат Это зубоврачебный материал, исполь- зуемый для снятия оттисков внутри полости рта, который делают из студе- нистых морских водорослей. Его можно приобрести в зубопротезных лабораториях и у некоторых поставщи- ков литейного оборудования. Он представляет собой легкий порошок, который смешивают с водой; затем полученную пасту быстро прижимают к модели, где она затвердевает всего за несколько минут. Получаемые с его помощью оттиски очень точны, но сам материал хрупок и при изгибании ломается. Альгинат становится очень ломким в течение 24 часов, если его не хранить в закрытом пластиковом пакете, но даже в этом случае через несколько дней форма придет в негод- ность. Если вы используете этот материал для снятия оттиска с объекта с плоской оборотной стороной, приклейте модель кусочком липкого воска к листу стекла, либо в центр блюдца или пластиковой тарелки. Залейте или намажьте альгинатом модепь и оставьте до затвердевания. Удалив модель, заполните углубление формы воском с помощью кисти - возможно, вы обнаружите, что потре- буется небольшое количество разделя- ющего реагента, чтобы воск легче отставал. В зависимости от сложности модели, прежде чем такие формы износятся, с них можно получить от 5 до 50 оттисков. Формы из резины горячей вулканизации Я думаю, любой литейщик согласится, что лучший выбор для воспроизведе- ния восковых моделей - форма из настоящей вулканизированной рези- ны Прежде чем приступать к описа- нию изготовления таких форм следует заметить, что существует много пред- приятий, занимающихся литьем, где для вас могут сделать форму. Все, что вы должны сделать - это предоставить модель, из воска или из металла. Так как воск не выдерживает необходимых для вулканизации высо- ких температур, по восковой модели сделают металлическую отливку (за дополнительную плату), а уже после этого по отливке изготовят резиновую форму. Стоимость работы будет зависеть от сложности и размеров изделия - обычная форма для кольца может стоить около 20$, тогда как стоимость формы для пряжки ремня может составить от 50$ до 75$. Если вы потребуете, вам возвратят мастер-модель, но большинство предприятий сохранит у себя снятую с неё форму, чтобы быстро выполнить ваш заказ, если вам понадобится дополнительное количество отливок. Эластичные резиновые формы • 113
ОБОРУДОВАНИЕ Вулканизационный пресс Это аппарат, в котором, с помощью электро- обогреваемых плит и винтового пресса происходит превращение тестообразной сырой резины в упругий материал. Аппараты бывают нескольких размеров, с простой или сложной системой управления. Цены колеб- лются от $450 до $700. Опока Это массивный прямоугольник из алюми- ния; в продаже бывают разные размеры. Пресс-форма должна быть таких размеров, чтобы слой резины по окружности модели был не менее 1,5см, а по направлению в глубину опоки - не менее 1см. Опоки также можно сделать самостоятельно, соединив массивные бруски с помощью болтов или аргоновой сварки. Резина Это сырая не вулканизированная резина, которая производится в листах толщиной 1/8 дюйма и поступает в продажу в виде полос различных размеров и в рулонах шириной 18 дюймов. Чтобы поверхность резиновых заготовок оставалась чистой, её защищают полимерной оболочкой. Снимайте оболочку только перед заполнением опоки. 114* Практическое литье
ИЗГОТОВЛЕНИЕ ПРЕСС-ФОРМ ИЗ РЕЗИНЫ ГОРЯЧЕЙ ВУЛКАНИЗАЦИИ 1. Изготовьте эталонную модель так тщательно, как это только возможно. Помните, что пресс-форма будет воспроизводить мельчайшие подроб- ности (включая царапины и изъяны). 2. Тугоплавким или легкоплавким припоем припаяйте к модели металли- ческий питник. Типичный литник - бронзовый стержень диаметром около Змм, но возможны многие другие варианты. В качестве руководства используйте главу 2. 3. Если на литнике нет встроенного конуса для литниковой воронки (такие литники бывают в продаже), сделайте воронку из листа металла и насадите её на литник. 4. Нарежьте ножницами заготовки не вулканизированной («сырой») резины, плотно входящие в опоку. Подготовьте достаточное количество слоев для того, чтобы опока была заполнена доверху. Так, например, для опоки глубиной в 1 дюйм потребуется 8 кусков резины толщиной 1/8 дюйма. В продаже бывает резина, предваритель- но нарезанная на заготовки нужных размеров; в этом случае никакой резки не потребуется. 5. Уложите в опоку половину листов; в верхнем листе этой стопы сделайте треугольный вырез для литниковой воронки. Положите на резину четыре направляющих метки (очень удобны гайки), затем припудрите резину и метки тальком или крахмалом и уложите на место модель. Эластичные резиновые формы *115
ИЗГОТОВЛЕНИЕ ПРЕСС-ФОРМЫ ИЗ РЕЗИНЫ ГОРЯЧЕЙ ВУЛКАНИЗАЦИИ (продолжение) 6. Продолжайте накладывать слои резины; в первом листе снова сделай- те треугольный вырез. Проверяйте чистоту каждого слоя 7. Вложите в опоку между двух алюминиевых плит (около 1,5 см толщиной), поместите, в заранее нагретый вулканизационный пресс и слегка прижмите плиты. 8. Спустя 15 минут поверните рукоятку пресса, чтобы увеличить давление на плиты и опоку. алюминиевая плита резина — модель _ опока (рамка) 9. Спустя ещё 6 минут затяните винт до предела. 10. Вулканизация происходит в интервале температур от 150° до 165° С; обычно на каждые ’/«дюйма резины требуется около 15 минут. Проверьте полноту вулканизации, потянув за жгутик лишней резины, который выдавится из формы через отверстие в опоке. Если жгутик упругий как резиновый бинт, значит, вулканизация закончена. Если он ломкий, вулканиза- цию пресс-формы следует продолжить. 11. Когда пресс-форма будет готова, выньте её из-под пресса и положите охлаждаться в холодную воду. Форму можно разрезать сразу же. Необычная укладка резины При изготовлении изделий необычной конфигурации могут потребоваться необычные способы укладки резины вокруг модели. Когда возникнет такая ситуация, здравый смысл и опыт подскажут вам решение. Изготовление пресс-формы на кухне Вполне приемлемые пресс-формы могут быть изготовлены в кухонной духовке, поскольку требуемая темпе- ратура лишь чуть выше 150°С. Давле- ние обеспечьте с помощью С-образной струбцины, затягивая её в приведен- ной выше последовательности. Чтобы не испачкать духовку, воспользуйтесь выстланным фольгой поддоном. 116 • Практическое питье
ИЗГОТОВЛЕНИЕ РЕЗИНОВОЙ ФОРМЫ ДЛЯ КРУПНОЙ отливки Большинство моделей может быть воспроизведено в форме, состоящей из двух частей, и здесь приведен именно такой пример Опытные литейщики смогут само- стоятельно найти решение для сложных изделий, когда потребуются формы, состоя- щие из многих частей. При изготовлении крупных бронзовых отливок обычно используют либо закрытые формы, либо кусковые формы, состоящие из раковин. При закрытой формовке сначала делают гипсовый кожух. Затем в пространство между моделью и кожухом заливают жидкую двухкомпонентную резину, чтобы заполнить поднутрения. При изготовлении кусковой формы, как подробно объясняется ниже, на модель наносят резиновую оболочку, которую затем укрепляют гипсовым кожухом. ХОД РАБОТЫ Определите, где будет проходить линия разъема, по которой будут состыковываться раковины формы, расположив её таким образом, чтобы насколько возможно избежать поднутрений. Раскатайте полоску из мягкой глины и уложите её вдоль этой линии так, чтобы образовалась стенка. Тщательно прикрепите эту стенку к модели с помощью легких прикосновений и малень- ких кусочков глины. Стенка повсюду должна располагаться под прямым углом к поверх- ности; следите, чтобы она не заваливалась. Чтобы получить направляющий выступ для совмещения раковин формы, с помощью проволочной петли или инструмента для работы с глиной вырежьте вдоль стенки желобок примерно на 1,5см выше поверх- ности модели. Вместо глины стенку можно сделать из небольших пластинок тонкой листовой латуни или алюминия. В этом случае желобок не нужен так как совмещение будет обеспечено нерегулярным располо- жением пластинок вдоль стенки. Согласно указаниям изготовителя приго- товьте необходимое для работы количество двухкомпонентной резины холодного отверждения и с помощью кисти нанесите её на модель слоем не менее 6-7мм; работайте гладкими большими мазками, чтобы не захватывать пузырьки воздуха. Стенку также следует покрыть резиной. Дайте составу затвердеть, как рекомендо- вано, обычно около получаса. В случае если модель простая, с относительно гладкой поверхностью, резиновое покрытие можно не делать. Эластичные резиновые формы «117
ИЗГОТОВЛЕНИЕ РЕЗИНОВОЙ ФОРМЫ ДЛЯ КРУПНОЙ отливки (продолжение) Теперь следует сделать гипсовый кожух, который будет поддерживать резиновую оболочку. Смешайте гипс с водой комнатной температу- ры, обратив внимание на то, чтобы смесь была густой, а её количество - таким, с которым вам будет удобно работать в течение 15 минут. Кистью и (ипи) пальцами накладывайте на резиновую обо почку множество слоев гипса, пока не будет достигнута толщина около 2,5см. Когда вы приблизитесь к этой толщине уложите в гипс полоски ткани (например, мешковины), чтобы упрочнить форму; кроме того, если форма разобьется, благодаря этим полоскам она не развалится на части. Дайте гипсу затвердеть, пока он не перестанет быть теплым на ощупь. Осторожно удалите с модели глиняную стенку, чтобы обнажилась прилегающая к ней резиновая оболочка. Обильно покройте повер- хность резины антиадгезивом, например силиконовым спреем, растительным маслом или жидким мылом, затем доделайте форму повторив все действия, о которых только что говорилось. Покройте модель слоем резины толщиной 3-4 мм, включая стенку, и, когда резина затвердеет, укрепите её гипсовым кожухом, снова добавив для проч- ности полоски ткани. Когда гипс затвердеет, и форма будет раскрыта, может случиться так, что резиновая оболочка останется на модели. Снимите её и сразу же вложите в раковины гипсового кожуха - там она будет храниться в безопасности. Смойте с внутренней поверхности резино- вого оттиска всю глину и другие загрязнения. 118 • Практическое литье
Инжекторные воски Состав инжекторных восков подобран таким образом, чтобы обеспечить: • низкую вязкость • прочность • фиксированную температуру плавления. В продаже имеется много различных сортов, и у каждого есть убежденные приверженцы - опыт будет вашим лучшим путеводителем. Для начала попробуйте поработать с тем воском, который предложит ваш обычный поставщик. К воскам часто прилагаются реко- мендации по температуре впрыскива- ния, как правило, от 63° до 74° С. Обычная практика - пробное заполне- ние нескольких форм при более низкой температуре. Если восковые модели получаются непроработанными, слегка поднимите температуру и повторите попытку. Продолжайте действовать таким образом, пока не добьетесь выхода качественных моделей. ИНЖЕКТОРНЫЕ УСТАНОВКИ Если модели простые, с гладкой поверхностью, иногда бывает возмож- но заполнить резиновую форму, просто залив в неё расплавленный воск. Однако гораздо чаще воск приходится нагнетать в форму для того, чтобы он заполнил каждый её закуток. Для достижения этой цели используются гидравлические или пневматические источники давления, либо центробежная сила. Воск плавят в небольшом сосуде с электроподогревом, снабженным термостатом для поддержания темпе- ратуры в диапазоне 38°-120° С. Если используется гидравлический метод, то к маленькому цилиндру, напоминаю- щему миниатюрный велосипедный насос, присоединяют конический наконечник. Когда поршень поднима- ется, цилиндр заполняется расплавлен- ным воском. При опускании поршня воск выдавливается из наконечника. Эти ИНЖЕКТОРЫ ОПАСНЫ, И ИХ НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ ПРИ ОБУЧЕНИИ. МОЖНО СЛУЧАЙНО НАЖАТЬ СЛИШКОМ СИЛЬНО НА РУКОЯТКУ и ВЫПЛЕСНУТЬ СТРУЮ ГОРЯЧЕГО ВОСКА. ЧТО ПРИВЕДЕТ К СЕРЬЕЗНЫМ ОЖОГАМ. Экспериментируйте с такими ИНЖЕКТОРАМИ НА СВОЙ СОБСТВЕННЫЙ СТРАХ И РИСК, ПРИЧЕМ С БОЛЬШОЙ ОСТОРОЖНОСТЬЮ. Бопее распространены устройства, использующие давление воздуха для впрыскивания порции воска в резино- вую форму. Давление обычно установлено изготовителем и составляет 0,2 атм. (3,5 фунта на кв. дюйм). Всегда при работе с горячим воском необходима повышенная осторожность, но это устройство с меньшей вероятностью выплеснет обжигающий воск, чем гидравлические системы. Третий возможный способ - центри- фуга, похожая на те, что используются при питье металлов. Воск плавится на бане на подогреваемом основании и небольшое его количество заливается в тигель центрифуги. Пружина, заве- денная заранее, опускается, коромыс- ло вращается, и воск впрыскивается в полость резиновой формы. Эластичные резиновые формы «119
АНТИАДГЕЗИВЫ Когда резиновая форма готова и из неё вынута мастер-модель, полость формы покрывают антиадгезивом, который облегчает удаление восковых моделей. Обычно используют силико- новый спрей или крахмал в мешочке из ткани. Взяв форму в руки, изогните её таким образом, чтобы полость раскры- лась и припудрите или обрызгайте каждую половину антиадгезивом Если его слишком много, поверхность восковой модели будет некачествен- ной и, кроме того, воск станет непри- годным к повторному использованию. После нанесения антиадгезива слегка постучите полуформами по столу и сдуйте все излишки. Если воск прилипает к форме даже, несмотря на использование антиадге- зива возможно, проблема в том, что воск слишком горяч. Отрегулируйте температуру так, чтобы она была чуть выше температуры плавления воска. 120 • Практическое литье
Г ЛАВА 1 □ ИЗГОТОВЛЕНИЕ КРУПНЫХ отливок Введение Не существует четкого определения термина «крупная отливка», кроме того, что так называют отливки выполненные в специализированных мастерских. Для удобства в этой главе мы будем использовать этот термин по отношению к пустотелым издели- ям, которые слишком велики для того, чтобы их можно было отлить в ювелирной мастерской - скажем от 20 до 80 см. Разумеется, ещё более крупные отливки могут быть изготовлены в промышленной литеиной мастерской Многие из описанных здесь технологий могут быть применимы и к более крупным, и к более мелким отливкам, к литью бронзы, алюминия, латуни и, в некоторых случаях, чугуна. Для простоты здесь я буду говорить о бронзе, но те, кто интересует- ся другими сплавами, должны внимательно экспериментировать и работать с литературой. Также рекомендуется визит в ближайшую литейную мастерскую - это захватывающий и поучительный опыт. Данная глава написана для того, чтобы пробудить интерес к этому аспекту литья КРАТКИЙ ОБЗОР ПРОЦЕССА 1. Изготовьте пустотелую восковую модель. 2. Прикрепите литники питатели, прибыли, выпоры вставьте держа тели стержня (жеребейки) и т.д. 3. Заформуйте модель и заполните стержень 4. Выжгите воск. 5. Расплавьте и залейте металл. 6. Прочеканьте отливку, сварите детали, сделайте исправления. 7. Очистите и, если хотите, патинируй- те отливку. В идеале эти действия плавно пере- текают одно в другое и находятся в тесной взаимосвязи. Каждое изделие привносит свои технологические проблемы и имеет свои особенности, так что лучшее что здесь можно сделать - дать обобщенную последова- тельность действии Здесь мы подразумеваем, что модель сделана из глины, гипса или дерева Когда заканчивает свою работу скульп- тор, ему на смену приходит профессио- нальный литейщик. Конечно, может быть так, что художник и литеищик - один и тот же человек Изготовление крупных отливок • 121
Проектирование литниковой системы Определение количества, длины и расположения каналов, по которым в литейную полость будет поступать расплавленный металл - сложное и, в конце концов, весьма субъективное дело. То, что последует ниже - некото- рые общие принципы, за каждым из которых стоит практический опыт. Главная задача каждого элемента литниковой системы - обеспечение интенсивного незавихряющегося потока металла в литейную полость. Для выполнения этой задачи необхо- димо следующее: 1. Восковые стержни должны быть гладкими, с фиксированным диамет- ром, их размер должен последователь- но изменяться (большие, средние и маленькие, в зависимости от того, какое количество металла будет поставлять каждый из них). 2. Соединения между стержнями должны быть надежными, гладкими и снабженными небольшими галтелями. 3. Ингейты должны слегка сужаться по направлению к модели. 4. Чтобы литейная полость заполня- лась в нужной последовательности, второстепенные литники всегда должны быть направлены вверх. СЛОВАРИК ТЕРМИНОВ, ОТНОСЯЩИХСЯ К ЛИТНИКОВОЙ СИСТЕМЕ. ПРОЕКТИРОВАНИЕ ЛИТНИКОВОЙ СИСТЕМЫ Наука и искусство размещения литниковых ходов, стояков, прибылей и выпоров. ВЫПОРЫ Восковые стержни (в дальнейшем каналы), через которые из формы вытекает расплавленный воск и выходит воздух при заливке расплавленного металла. В английском языке для выпоров есть также образное название - «свистки» (whistlers) - из-за звука, который они издают, когда расплав- ленный металл вытесняет из формы воздух. ПРИБЫЛИ Полости (широкие каналы) в литейной форме, которые служат резервуарами расплавленного метвлла, замедленное твердение которого обеспе- чивает подпитку формы при усадке отливки во время её охлаждения. Иногда их еще называют питателями. ЛИТНИКОВЫЕ ХОДЫ Каналы, по которым в литейную форму поступает расплавленный металл. Большой главный литник называется стояком. ЛИТНИКОВАЯ ВОРОНКА Воронкообразное расширение на входе в литнико- вый канал ипи стояк. ИНГЕЙТ Место, где литник соединяется с моделью. 122* Практическое литьё
СХЕМА РАСПОЛОЖЕНИЯ ЛИТНИКОВ • При остывании происходит усадка металла. • Тонкие участки остывают быстрее, чем массивные. Эти простые утверждения - являются основой при составлении схемы расположения литников. Начертите такую систему питателей, которая обеспечит затвердевание самой тонкой части изделия в первую оче- редь. Эта часть должна питаться от более массивной части, которая в свою очередь будет питаться от самой массивной части отлиеки, которая в свою очередь будет питаться распла- аом из даже ещё более массивного участка (прибыли, литника или стояка) вне отливки. Поскольку этот участок будет остыеать последним, именно здесь появится пористость. Избегайте падения струи расплава в литейной полости с большой высоты, так как под напором расплавленного металла могут отколоться кусочки формы. Кроме того, металл может разбрызгиваться и остыть почти до затвердевания, из-за чего поверхность отливки будет некачественной. Как правило, отливку лучше питать снизу - вообразите чайник, который наполня- ется через носик. Из приведенной выше информации должно быть ясно, что над составлени- ем схемы литниковой системы прихо- дится очень много думать. И помните, это упрощенная информация. Пользуй- тесь чертежами, чтобы методично проследить направление потоков расплавленного металла и направле- ние затвердевания, затем проверьте и лерелроверьте ваши планы. Изготовление крупных отливок • 123
Изготовление восковой модели 1. Первый этап - изготовление модели в точном соответствии с формой и размерами желаемого издвлия. Для примера будем считать, что она сделана из глины. Чтобы точно воспроизвести мельчайшие подробности оригинала, была изготов- лена резиновая форма согласно описанию, данному в предыдущей главе. 2. Нагрейте воск выше температуры солидуса на водяной бане (см. главу 1). Мягкой кистью нанесите слой воска на внутреннюю поверхность резиновой оболочки обеих частей формы, обращая особое внимание на мелкие детали и участки с сильно выраженным рельефом. Чтобы заполнить все подробности рельефа, воск должен быть максимально текучим. 3. Острые углы следует заполнить воском с более высокой температу- рой плавления, так как эти участки могут подвергнуться разрушению на следующем этапе, когда расплавлен- ный воск может смыть первый слой. 4. Соедините обе части формы и свяжите их прочным шнуром; чтобы плотно прижать их друг к другу, используйте клинья или турникет. Нагрейте сосуд с воском чуть выше температуры солидуса, то есть так, чтобы воск был почти готов затвер- деть, и залейте его в форму. Задача состоит в том, чтобы полу- чить восковую оболочку, толщина которой приблизительно соответству- ет толщине стенок желаемой отливки. Для большинства изделий эта величи- на составляет от 3 до 6 мм. Чтобы воск полностью покрыл внутреннюю полость, перекатывайте или перево- рачивайте форму, как это делается при изготовлении керамических изделий способом шликерного литья. Спустя несколько секунд, выпейте излишки воска обратно в сосуд. 124 • Практическое литьё
Изготовление восковой модели (продолжение) 5. Прежде чем форма будет разоб- рана, воск должен полностью затвер- деть. Если вы торопитесь, процесс можно ускорить, залив в полость формы холодную воду. Снимите гипсоеые раковины и осторожно удалите резиновую оболочку. Вы получите восковую модель, которая является точной копией глиняной мастер-модели. Нет ничего необычно- го в том, что на воске могут обнару- житься небольшие наплывы или раковины, но их легко соскоблить или заполнить мягким воском. Конечно, если модель сильно деформирована, воск следует очистить, расплавить и попытаться залить снова. С некоторыми моделями удобнее всего работать, если разрезать их на части, отлить по отдельности и затем соединить с помощью сварки. В таком случае на этом этапе модель разреза- ют. Если изделие будет отпито цели- ком, настало время сделать отверстия, через которые впоследствии будет удаляться стержень отливки. • Чтобы не повредить воск при хранении, пустите его плавать в ванне с холодной водой или подвесьте в веревочной сетке. Имейте в виду, что резиновая оболочка и гипсоеая форма остались в целости и могут быть использованы для получения большого количества восковых моделей. Изготовление крупных отливок • 125
ФОРМОВКА МОДЕЛИ ДЛЯ КРУПНОЙ отливки 1. Сделайте из мелкой проволоч- ной сетки цилиндр, который будет охватывать форму снаружи. Убеди- тесь, что вокруг модели с литнико- вой системой останется около 5 см свободного пространства, и скрепи- те цилиндр витками проволоки. 2. Оберните цилиндр кровельным материалом (рубероидом), так чтобы он выступал над верхом цилиндра на несколько сантиметров, и обвяжите его прочной проволокой. 3. Установите цилиндр на устойчи- вую плоскую поверхность(напри- мер, на лист многослойной фанеры) и запечатайте дно цилиндра слоем гипсового растеора снаружи и изнутри. 4. Поверхность восковой модели должна быть покрыта слоем формо- вочной смеси, и, поскольку в контак- те с этим слоем будет формировать- ся поверхность отливки, он должен быть безупречным. Используйте формовочную смесь хорошего качества и уделите пристальное внимание процессу её затворения. Подробное описание этого материа- ла и правил работы с ним смотрите в главе 3. Заодно вспомните, что работать следует в респираторе. 5. На э/< заполните цилиндр формо- вочной смесью, затем осторожно погрузите в нее оштукатуренную модель, так чтобы верхний край литниковой чаши находился на одном уровне с верхним слоем цилиндра, давая формовочной смеси время затечь во внутреннюю по- лость модели (стержень). Чтобы обеспечить заполнение, все выходы стержня должны быть направлены вверх. Наде//жно удерживайте модель: она не должна касаться стенок цилиндра. 126 • Практическое литьё
ФОРМОВКА МОДЕЛИ ДЛЯ КРУПНОЙ отливки (ПРОДОЛЖЕНИЕ) 6. Долейте цилиндр формовочной смесью до верха, и либо держите модель до тех пор, пока смесь не затвердеет, либо каким-нибудь спосо- бом подвесьте её в нужном положе- нии. Если вы подвесите её на верев- ке, следите, чтобы она не повернулась и не соприкоснулась со стенками цилиндра. Если для вас важна экономия, воспользуйтесь заменителем формо- вочной смеси, состоящим из ’/з гипса и 2/з огнеупорного материала. Это может быть: песок вермикулит использованная формовочная смесь кристобалит порошок двуокиси кремния (рабо- тайте в респираторе) Что бы вы ни использовали, добавьте для проницаемости 10% древесной муки (мелких опилок). 7. Прежде чем переходить к следую- щему этапу работы, дайте форме полностью высохнуть. В сухом тепле на зто может потребоваться несколько дней; в прохладном и влажном поме- щении на просушивание может уйти до двух недель. Чтобы ускорить высыха- ние, после затвердения формовочной смеси снимите с формы рубероидную оболочку. Изготовление крупных отливок • 127
ВЫЖИГАНИЕ ВОСКА Все, что касается последовательности и техники выжигания воска при изготовлении крупных отливок, в точности совпадает с тем, что было сказано ранее о литье по выплавляемым моделям. Разница только в размерах и времени. Цель выжигания - нагреть форму, чтобы удалить из нее восковую модель и питники, очистить питей- ную полость и обжечь формовочную смесь. Все зто происходит при медленном нагревании до 675° С. Если у вас есть достаточно большая газовая печь, просто поместите туда форму, перевернув ее литниковой воронкой вниз - и пусть печь делает свое дело. Поскольку на модели для крупных отливок идет намного больше воска, чем на модели ювелирных изделий, при выжигании выделяется очень много вредных газов с неприятным запахом. НЕОБХОДИМА ВЕНТИЛЯЦИЯ. ФИКСАЦИЯ СТЕРЖНЯ Когда восковая модель сгорит, стер- жень провалится в литейную полость, если вы не предусмотрите его крепле- ние внутри формы. Иногда благодаря конструкции изделия стержень может быть частью литейной формы Гораздо чаще стержень будет соединен с формой перемычкой в каком-либо месте, например, в области шеи или бюста. Это помогает, но само по себе недостаточно Обеспечьте дополни- тельную поддержку стержня с помо- щью шпилек, или жеребеек, как на рисунке. Разместите жеребейки там, откуда их будет легко удалить и заделать отверстия, лучше всего на тех участ- ках, которые будут гладкими или останутся сильно текстурированными - труднее всего восстанавливать тонкую структуру Обычно жеребейки вставляют в воск до заливки стержня. Для большинства отливок жеребейки можно делать из оцинкованных гвоздей. Благодаря грубой поверхности они хорошо удерживаются в формовочной смеси Их относительно легко удалить, так как горячим металл растворяет цинковое покрытие Для маленьких огпивок можно использовать портновские булавки из нержавеющей стали. Также можно воспользоваться стержнями из того же металла, что и отливка. После заливки металла стержни обрезают а оставшиеся выступы зачеканивают Этот способ особенно рекомендуется для текстури- рованных участков. Когда отливка готова, жеребейки вытаскивают, либо срезают и протал- кивают оставшуюся часть внутрь стержня, откуда их затем можно будет удалить Оставшиеся отверстия будет необходимо заделать; пояснения даны на стр. 138-140. стержень форма 128 • Практическое питъб
Инструменты для работы с воском В главе 1 описаны стеки для воска с электроподогревом, иглы, нагреваемые в пламени и паяльники, которые используют для соединения восковых деталей. Чтобы определить нужное для отливки количество металла, взвесьте модель вместе с системой литников. Запишите полученный результат и позже напиши- те его на питейной форме. При отливке бронзы вам понадобится умножить вес воска на 10. Г орелки Для обогрева небольшой печи вместо форсунки можно воспользоваться горелкой, надежно укрепив её в подставке из кирпича. Обязательно оставьте несколько сантиметров свободного пространства между печью и горелкой, чтобы обеспечить опти- мальный режим горения. Пламя нужного типа будет издавать ровный низкий рокот. Запаха горючего быть не должно. Подходящие для этой цели недорогие форсунки можно купить у поставщиков керамического оборудования; смотри- те приложение и местный деловой справочник. Так как остатки воска от выжигания могут загрязнить печь, ваш знакомый керамист вряд ли захочет, чтобы вы воспользовались его (или её) печью, но, может быть, вам удастся взять взаймы форсунку. ЕСЛИ У ВАС ЕСТЬ КАКИЕ-ТО ВОПРОСЫ ИЛИ СОМНЕНИЯ ПО ПОВОДУ УСТАНОВКИ ФОРСУНКИ, ПРЕЖДЕ ЧЕМ ЗАЖЕЧЬ ЕЁ ПОПРОСИТЕ ПРЕДСТАВИТЕЛЯ МЕСТНОЙ ГАЗОВОЙ КОМПАНИИ ПРОВЕРИТЬ ЕЁ Изготовление крупных отпивок • 129
Разжигание печи 1. Все материалы - кирпичи, строительный раствор и литейная форма - должны быть сухими. Во время разжигания печи крышка должна быть снята. 2. Проверьте все соединения в топливной системе, покрыв их мыльной водой с помощью кисти. Если где-либо появились пузыри, уплотните соединение и повто- рите проверку. Для всех соединений используйте тефлоновые трубки. 3. Установите в печь тигель, неплотно загруженный кусками бронзы; чтобы он не прилип к основанию печи, подложите под него кусок картона. 4. Положите комок мешковины или бумаги непосредственно перед соплом горелки. 5. Подожгите комок и откройте вентиль подачи воздуха примерно до половины. Пусть комок разгорится посильнее. 6. Включите подачу газа и отрегулируйте таким образом, чтобы получить низко рокочущее пламя. Оставайтесь рядом с печью, чтобы сразу же выключить газ, если пламя погаснет. 7. Выждите около 5 минут, пока печь нагреется до температуры, обеспечивающей стационарный режим горения. Затем включите подачу топлива на полную мощ- ность и отрегулируйте воздух так, чтобы пламя рокотало как можно сильнее. Еще немного поверните вентиль подачи воздуха (или уменьшите подачу топлива), так чтобы получить окислительное пламя (бледное и шипучее). Накройте печь крышкой и продолжайте время от времени проверять пламя. 130 • Практическое литьё
ПОСТРОЙКА ПЕЧИ Из-за больших размеров питейной формы может возникнуть необходи мость в постройке печи для выжига- ния, что может быть сделано несколь- кими способами. В дополнение к этим рисункам проконсультируйтесь у гончара или на керамическом пред- приятии Один из способов заключается в постройке вокруг литейной формы временного сооружения из огнеупор ных кирпичей. Лучше всего делать зто на улице, как минимум в 3 метрах от какой бы то ни было возгораемой поверхности. Установите литейную форму на платформе из кирпичей и возведите вокруг нее сооружение с несколькими отверстиями. Одно необходимо для установки форсунки, другое - для наблюдения за формой и должно быть, по крайней мере, еще одно, наверху или поблизости от верха -для вентиляции. Как показано пламя горелки направ пено по касательной к форме, так что оно обвивает цилиндр, равномерно нагревая его. Установленные наискось в углах кирпичи помогут направлять пламя. Крышку можно сделать, скрепив кирпичи болтами или зафиксировав их в стальной раме. Можно также сделать раму и заполнить ее раствором огне- упорного цемента, транзитом, кирпи- чами или фиберфракса. Изготовление крупных отливок • 131
КАК СДЕЛАТЬ ЦИЛИНДРИЧЕСКУЮ ПЕЧЬ Более долговечную печь можно сделать из металлического цилиндра, как на рисунке. Выложите изнутри слоем фиберфрасса или огнеупорным шамотным кирпичом чистую тару из- под масла или контейнер для мусора - размер будет определяться самой большой из форм, которые вы предпо- лагаете прокаливать. Толщина футе- ровки должна быть около 5 см, а вокруг формы должно оставаться свободное пространство около 7-8 см Печь такой конструкции должна иметь те же три отверстия, о которых говорилось выше: отверстие для горелки, для наблюдения и отверстие для вентиляции наверху. ВЫЖИГАНИЕ Проектируйте печь таким образом, чтобы была видна литейная чаша или стояк. Когда выжигание закончится, эти отверстия должны быть чистыми и белыми. Если они направлены вниз и поэтому не видны, прокаливайте форму до тех пор, пока не исчезнет запах испарений воска. Большие формы при выжигании обычно устанавливают литейной чашей кверху. В таком случае снизу следует сделать дренажное отверстие для воска Завершив выжигание, это отверстие заделывают огнеупорной глиной, печь удаляют или разбирают и производят заливку металла. Небольшие формы вынимают из печи и устанавливают в литейную яму, где за один прием можно залить несколь- ко форм. Литейная яма представляет собой углубление в земле или большой ящик, наполненный рыхлой землей для придания формам устойчивого поло- жения. Плотно утрамбуйте землю вокруг каждой формы на тот случай, если в какой-нибудь из них есть трещи- ны. 132 • Практическое литьё
ПЛАВЛЕНИЕ МЕТАЛЛА Во ВРЕМЯ ПЛАВЛЕНИЯ МЕТАЛЛА ВЫДЕЛЯЮТСЯ ВРЕДНЫЕ ДЛЯ ЗДОРОВЬЯ ГАЗЫ. ПРИ РАБОТЕ С РАСПЛАВЛЕННЫМ МЕТАЛЛОМ ВСЕГДА НАДЕВАЙТЕ РЕСПИРАТОР, ТОЛСТЫЕ ПЕРЧАТКИ И ЗАЩИТНУЮ ОДЕЖДУ ТАКЖЕ БЫЛО БЫ ХОРОШО ПОЛЬЗОВАТЬСЯ СПЕЦИАЛЬНЫМИ ТЕМНЫМИ ЗАЩИТНЫМИ ОЧКАМИ. Примечание: Прежде, чем вы приступите к этому этапу работы, было бы разумно пройти процесс заливки металла вхолостую, чтобы убедиться, что держатель тигля нужного размера и фиксируется в удобном положении Небольшая репетиция никогда не повредит. Можно плавить металл в той же печи, которую используют для выжигания, но это не рекомендуется Печь для выжигания должна медленно нагре- вать большой сосуд до температуры около 675 С Плавильная печь сконст- руирована таким образом, чтобы нагреть сосуд меньших размеров до более высокой температуры как можно быстрее. Одна и та же печь по определению не может хорошо выпол- нять обе эти задачи. Плавление будет происходить в бочкообразном тигле из графита или карбида кремния. Перечень размеров и емкости тиглей смотрите в приложе- нии. Воспользуйтесь приведенными выше инструкциями для изготовления печи вокруг тигля, оставив 5-8 см зазора. Не забудьте, что пламя следует направлять тангенциально по отноше- нию к тиглю, чтобы оно поднималось вокруг тигля по спирали и не давало местных перегревов Печь может быть примитивной конструкцией из несцементированных кирпичей, но у нее обязательно долж на быть крышка с выхлопным отвер- стием. ОТВОД ГАЗОВ ИЗ СТЕРЖНЯ При заливке металла в форму газы из стержня должны куда-то деваться. Если для них не предусмотрен отвод, они будут барботировать сквозь бронзу, из-за чего отливка будет грубой и, возможно, дефектной. Если виден большой участок стержня, например, шеи у бюста, то для отвода газов в стержне можно сделать канал с помощью шпильки, обмотанной вощеной бумагой, воткнув ее в стержень, пока он ещё не затвердел Шпильку удаляют перед выжига- нием модели, а до тех пор она может служить удобной рукояткой, по крайней мере, для небольших моделей. Изготовление крупных отливок • 133
ГАЗЫ И ОКСИДЫ Латунь и бронза при плавлении склон- ны растворять газы, которые при заливке металла будут выделяться в виде пузырьков и могут испортить отливку. Часто источниками этой проблемы являются водород и моно- ксид углерода. Для того чтобы её устранить, в расплав можно ввести химические реактивы, которые будут поглощать нежелательные газы. Эти реактивы обычно поставляют в рас- плав кислород, который реагирует с газами, образуя легко улетучивающие- ся соединения (например, воду). Иногда кислород, предназначенный для очистки металла, образует оксиды, загрязняющие отливку. Часто эту проблему решают, добавляя в расплав гранулы медно-фосфорного сплава. Фосфор энергично взаимодействует с оксидами и улетучивается в виде газа, тогда как медь просто растворяется в расплаве. Выделяются токсичные газы, ПОЭТОМУ РАБОТАЙТЕ В РЕСПИРАТОРЕ И ЗАЩИТНОЙ ОДЕЖДЕ. Консультацию о том, какие реактивы и в каком количестве использовать в вашем случае, лучше всего получить у поставщиков металлов для литья. Разговаривая с ними, вы должны будете знать вес расплава (в кило- граммах) и тип сплава, который вы будете использовать. 134 • Практическое литьё
ЗАЛИВКА МЕТАЛЛА Проверьте полноту расплава перемешав металл предварительно нагретым стерж- нем из углерода или железа. Если вы не почувствуете твердых комков, значит, металл расплавлен, но, возможно ещё недостаточно горяч для заливки. Большин- ство бронзовых сплавов плавится при температуре около 1060° С, а разливается при температуре около1100° С. В то же самое время не перегревайте металл, так как это способствует окислению и увеличивает усадку Держите наготове форму в утрамбованной земле, чтобы вы могли залить её сразу же, как только металл полностью расплавится. Работая в одиночку можно залить до 10 кг металла, но зто трудно и не рекомендуется. Сейчас самое время позвать на помощь друга. 1. Возьмите тигель щипцами и поставьте на кирпич, размещен- ный внутри заливочного кольца. Быстро, но без суеты встаньте вместе с помощником над формой и слегка наклоните тигель. Предва- рительно нагретым стержнем снимите с поверхности расплава шлаки. 2. Залейте металл в воронкооб- разную литниковую чашу, стараясь поддерживать такую скорость литья, чтобы чаша все время была заполнена доверху; зто предотвра- тит попадание шлаков в литейную полость. Заливайте до тех пор, пока в верхней части выпоров не покажется металл. Струя расплав- ленного металла не должна преры- ваться. 3. Если в тигле остался металл, вылейте его в землю рядом с формой или в изложницу из желез- ного уголка. Если металл остынет в тигле, его будет трудно удалить, и тигель даже может треснуть. Пока оборудование ещё горячее, с помощью стального скребка начисто выскребите тигель изнут- ри, удалив весь приставший к стенкам флюс и шлаки, затем поставьте тигель для медленного остывания в печь, теперь уже выключенную. Изготовление крупных отливок • 135
ВЫБИВКА ФОРМ И ОЧИСТКА ОТЛИВОК Форму следует оставить в покое до тех пор, пока отливка полностью не затвердеет. Нужное для этого время будет очень различным, от получаса до полусуток. Когда поверхность цоколя отливки из блестящей станет матовой и будет твердой, если по ней постучать, можно разбивать форму. Будьте терпеливы: медленное остыва- ние делает отливку плотной и ковкой - оба этих качества желательны. При скалывании формовочной смеси пользуйтесь зубилом и киянкой, но будьте осторожны: внутри все ещё горячо. Переходя к тонким участкам отливки смените зубило на деревян- ный клин, и всегда помните, что лучше потерпеть, чем рисковать испортить отливку. Литники и выпоры срезают слесар- ной ножовкой или кусачками для резки болтов; будьте осторожны, чтобы не срезать их слишком близко к поверх- ности отливки. Не раскачивайте инструмент туда-сюда, так как это может исказить форму отливки. После того как большая часть формо- вочной смеси удалена, отливку моют ипи поливают из шланга и очищают жесткой латунной щеткой. Для очистки отливок также очень удобны пескост- руйные или дробеструйные аппараты. Щипцами или кусачками для толстой проволоки выньте шпильки, которыми крепилась сердцевина отливки или, если их невозможно вытащить, срежь- те, а оставшиеся части вколотите внутрь с помощью чекана и молотка. Эти отверстия будут заделаны позже. Удалите сердечник, раздробив его мелкие куски или в порошок. Понятно, что, если доступ к сердечнику затруд- нен, сделать это будет непросто. Последние застрявшие куски часто вываливаются при последующей чеканке отливки. 136 • Практическое питьё
ОТБЕЛИВАНИЕ ОТЛИВКИ После отливки бронза может иметь непривлекательный вид, с потемнения- ми и пятнами которые можно удалить химическим способом с помощью кислоты, также называемой отбепом. Рекомендуется разбавленный раствор бисульфата натрия (сларекс) или муравьиной кислоты. РАБОТАЙТЕ В РЕСПИРАТОРЕ И ЗАЩИТНЫХ ОЧКАХ. Продолжительность травления зависит от вида сплава и толщины оксидного слоя и может составить от 15 минут до нескольких часов Когда вся поверхность металла станет практически одного цвета, выньте отпивку и хорошо промойте её в проточной воде. Даже после тщатель- ной лромывки в лорах бронзы останут- ся следы кислоты При попытке уда- лить их нагреванием улетучится только вода, но останутся соли, которые, в конце концов, соединятся с атмосфер- ной влагой и вновь образуют кислоту. Чтобы избавиться от этой проблемы, нейтрализуйте кислоту щелочным раствором, таким как концентриро- ванный раствор пищевой соды в воде (пачка на ведро), замочив в нем отливку до тех лор, пока её поры полностью не пропитаются, например, до следующего дня. Снова промойте отливку в проточной воде и высушите её в потоке воздуха ипи закопайте в мелкие опипки Это настоятельно рекомендуется, поскольку пассивная сушка на воздухе или нагревание могут привести к появлению на поверхности пятен, а это - именно то, от чего вы вначале старались изба- виться. Изготовление крупных отливок • 137
Исправление дефектов Когда приходит время заделывать отверстия и устранять дефекты отливки, у каждо- го мастера найдется в запасе свой набор всевозможных ухищрений. Вот несколько типичных способов, но имейте в виду, что это лишь краткий обзор. По мере возник- новения проблем вы должны будете изобретать и свои собственные способы. КОМПРЕССИЯ Чтобы уплотнить относительно рыхлую структуру участков с раковинами, сточите зубцы с круглого бора, оставив беспорядочно расположенные грани, которые затем зашлифуйте и отполи- руйте. Если закрепить этот инструмент в патроне дрели или бормашины и вращать его в контакте с поверхностью металла, грани будут работать как миниатюрные молоточки, которые стучат по поверхности и уплотняют раковины. Можно достичь такого же эффекта, если опилить конец стержня, придав ему форму полусферы, а затем слегка изогнуть и отполировать его. СВАРКА При починке бронзовых отливок можно приваривать (приппавлять) на нужное место кусочки того же сплава. Для этого используют отрезки литни- ков и питателей, так как их цвет совпадает с цветом отливки. Лучше всего для такой починки подходит аргоновая сварка, но сгодится и кислородная горелка. Работайте в темных очках. В качестве флюса можно использо- вать буру. Нагрейте конец стержня и опустите его в буру, которая прилипнет к стержню. Выделяются вредные ДЛЯ ЗДОРОВЬЯ ГАЗЫ. НЕОБХОДИМА ВЕНТИЛЯЦИЯ. Для надежной сварки необходимо, чтобы все свариваемые поверхности были доведены до температуры плав- ления. Если температура плавления не будет достигнута, получится холодное соединение, которое выглядит проч- ным, но на самом деле хрупко. По мере продвижения работы проверяйте сварные швы, чтобы убедиться в их надежности. 138 • Практическое литьё
Исправление дефектов (продолжение) ПАЙКА СЕРЕБРЯНЫМ ПРИПОЕМ Этот процесс напоминает сварку, но происходит при намного более низкой температуре, чем температура плавле- ния бронзы а потому несколько безопаснее для неопытного сварщика Принципиальный недостаток заключа- ется в том, что шов будет отличаться по цвету. РЕЗЬБОВЫЕ ПРОБКИ Можно с помощью метика нарезать в отверстии резьбу и ввинтить в него сделанный из литника стержень с резьбой. Надежно ввинтив пробку, срежьте ее чуть выше поверхности отливки и зачеканьте матировочным лощатником, чтобы расплющить края и зафиксировать пробку в отверстии. Если этим пренебречь то при эксплуа- тации изделия пробка может выва- литься. Для устранения небольших раковин можно использовать так называемую холодную сварку или сварку трением. Просверлите отверстие, приблизитель- но соответствующее диаметру ракови- ны и сделайте круглую проволоку чуть большего диаметра из того же матери- ала, что и отливка Зажмите эту проволоку в патроне дрепи и вкрутите ее в отверстие, остановившись, как только проволоку «заест». После того, как вы обрежете и заполируете высту- пающую часть, соединение будет незаметным и надежным. Изготовление крупных отливок • 139
Исправление дефектов (продолжение) МЕХАНИЧЕСКАЯ ИНКРУСТАЦИЯ С помощью бора рассверлить отвер- стие с поднутрением, как на рисунке. Поднутрение - обязательное условие. Сделайте пробку из того же металла, что и отливка. Вставьте ее в отверстие и расколотите небольшим молотком, пока она не раздастся в стороны настолько, чтобы заполнить отверстие. Это будет легче всего сделать, если с внутренней стороны пробку при расколотке можно опереть на стойку или подобную ей металлическую опору. ПОЛИМЕРНЫЕ СМОЛЫ Для заделки отверстий холодным способом можно использовать многие полимерные смолы. Хороший выбор - авторемонтная эпоксидная шпатлевка; ее нетрудно приобрести в магазине. Её можно использовать в чистом виде или после затвердевания окрасить художественными масляными краска- ми. Чтобы цвет совпал с цветом патины, потребуются пробы - возмож- но, придется последовательно нало- жить несколько слоев краски разного цвета. Полимерную смолу можно смешивать с бронзовыми опилками, чтобы полу- чить пасту, которая называется брон- зой для холодной отливки. После полировки она будет выглядеть как бронза, но и в этом случае может потребоваться чуть-чуть ее подкрасить. 140 • Практическое литьё
Г ЛАВА 1 1 ОСОБЫЕ СЛУЧАИ Большая часть информации в предыдущих главах легла точно на предназначенное ей место Но в технологии литья, как и в жизни, не все можно так просто разложить по полочкам. Вот почему появилась последняя глава. Большую часть информации в этой главе можно назвать усовершенствованием или видоизменением техник, о которых уже говорилось. В них нет ничего магичес- кого - обычно это непосредственное разаитие весьма простой идеи. Имейте в виду, что: (а) это лишь некоторые из многих до сих пор изобретенных вариантов, и (б) изобретения ещё не закончены. КОМБИНИРОВАННАЯ ОТЛИВКА ИЗ ДВУХ МЕТАЛЛОВ Этот прием используют при отливке изделия из более чем одного металла Так соблазнительно думать, будто вы можете положить в тигель два разных металла, одновременно расплавить их и получить биметаллическую отливку, однако этому не бывать. Вы получите отливку, сплошь состоящую иэ нового сплава. Это может быть интересный металл, но вряд ли у вас получится что-то стоящее. Металлурги работали в буквальном смысле веками, чтобы создать сплавы, сочетающие идеаль- ные рабочие качества с привлекатель- ным внешним видом. Результат этих изысканий - сплавы, которые мы обычно используем: стерлинговое серебро, золото разных проб и так далее. Изготовление комбинированной отливки из двух металлов - процесс, состоящий из двух этапов. Фактически это две отливки, сделанные одна над другой. В приведенном здесь примере речь идет о двух металлах, но, конеч- но можно также использовать три или больше Заливка каждого металла - отдельная операция. Особые случаи *141
ХОД РАБОТЫ 1. Изготовьте восковую модель для первой детали. В зависимости от формы изделия вы можете вырезать (вылепить) ее отдельно, либо сделать цельную модель изделия и затем разрезать ее на две части. 2. Отлейте первую деталь любым из предпочитаемых вами способов. Обрежьте литники, оправите и обра- ботайте, остановившись после шлифов- ки среднезернистой наждачной бума- гой. 3. Сформируйте поверх первой детали оставшуюся часть модели из воска для резьбы или для пепки - смотря, что потребуется в соответ- ствии с художественным замыслом. Хотя это и не является абсолютно необходимым, но результат будет намного лучше, если вы сможете предусмотреть механическое соедине- ние между деталями, как показано на рисунке. 4. Снабдите восковой участок литниками и укрепите модепь на куполе литниковой чаши (возможно, из-за веса первой детали модели потребуется дополнительная опора). Обратите внимание на то, что, по- скольку эта подпорка не соединена с литником, она не будет поставлять металл в полость формы. 5. Выжгите воск и сделайте отливку как обычно. После отливки детали обычно выглядят соединенными, но это впечатление может оказаться обманчивым. Поскольку на первой детали при выжигании воска образо- вался оксидный слой, скорее всего, сплавление деталей по месту контакта не произошло. Представьте себе, что вы покрыли одну металлическую деталь воском и пытаетесь припаять ее к другой - и вы поймете, что шансы получить прочное соеди- нение, невелики. Поэтому постарайтесь обеспечить механическое соединение между деталями. По меньшей мере, такие замки удержат детали вместе во время очистки отливки от формовочной смеси. Оттравите и нейтрализуйте поверхность, затем офлюсуйте и как можно скорее пропаяйте линию контакта, пока последующее опиливание и зашкуривание не нарушило идеальную подгонку частей, достигнутую при литье. 142 • Практическое литьё
Отливка трубок Трубки отливают для того, чтобы делать шарниры, наконечники фурни- туру и оправы для камней. При этом могут возникнуть затруднения, так как если находящийся в трубке воздух не даст формовочной смеси затечь внутрь, при отливке вместо трубки получится сплошной пруток. Необхо- дим стержень-сердечник. Если трубка короткая, заполните ее формовочной смесью с помощью кисти или миниатюрного шпателя. Когда речь идет об одной или двух трубках, можно успеть сделать это во время обычного процесса формовки. Если нужно заполнить формовочной смесью много трубок, сначала затво- рите небольшое количество формовоч- ной смеси и заполните трубки а затем заформуйте модель как обычно Потрясающим материалом для стержней является графит, поскольку он выдерживает высокие температуры и не прилипает к расплавленному металлу. Удобный источник тонких графитовых стержней - карандашные грифели, которые продаются в магази- нах художественных и канцелярских принадлежностей и бывают разных размеров. Мягкие грифели предпочти- тельнее, потому что их легче удалить Если купленные вами стержни слиш- ком в в лики, графит можно опиливать и ошлифовывать до нужных размеров. Вставьте графит в трубку так, чтобы он выступал на несколько миллимет ров с обоих концов. Эти участки будут погружены в формовочную смесь которая окружает литейную полость, тем самым обеспечивая крепление стержня внутри формы. Если при изготовлении изделий с трубками вы используете резиновую форму, то перед тем как делать ее, вставьте графитовый стержень в соответствующее место на мастер- модели, чтобы получить канал для стержня в резине. Перед впрыскивани ем воска вложите в этот канал отрезок графита, и тогда модель будет извле- чена из резиновой формы уже со стержнем внутри, готовая к отливке. Особые случаи «143
ИЗГОТОВЛЕНИЕ ПУСТОТЕЛЫХ МОДЕЛЕЙ Пустотелое изделие можно изготовить, вырезав цельную модель, разрезав её пополам и выбрав изнутри обе части, которые формируют и отливают как два отдельных изделия, а затем спаивают в единое целое. Сделайте в изделии отвер- стие, через которое во время пайки будет выходить воздух. Если этим пренебречь, расширение воздуха в замкнутом пространстве может привести к взрыву. Можно также разрезать и выбрать изнутри восковую модель, а затем вновь соединить восковые детали. Кроме того, пустотелые модели можно делать из листового воска и проволоки. ОТЛИВКА СТАКАНЧИКА В этом примере описано изделие, которое является пустотелым, но вместе с тем имеется доступ к его внутренней области - ситуация, которая может возникнуть при изготов- лении сосудов, рукояток, коротких горлышек и носиков, муфт или нако- нечников. Сделайте из формовочной смеси сердечник, отлив его в глиняной форме или вырезав иэ затвердевшего блока. Помните, что стержень должен быть меньше, чем желаемое изделие, на величину, соответствующую толщи- не готовой отливки. Вставленная в стержень деревянная оправка часто помогает облегчить работу. 144 • Практическое литьё
КРЕПЛЕНИЕ СТЕРЖНЯ В ФОРМЕ В тех случаях, когда стержень почти со всех сторон окружен воском, он должен быть неподвижно закреплен, иначе после выжигания воска не имеющий опоры стержень провалится внутрь литейной полости! Чтобы обеспечить крепление, в модель вставляют шпильки (другое название - жеребейки). Используйте маленькие гвозди с гальваническим покрытием или короткие прямые отрезки жепезной обвязочной проволоки, насквозь проткнув ими воск в соответствующих местах. Если шпильки нельзя вставить, не деформировав при этом модепь, зажмите их в патроне дрели и вкрутите в воск. Прежде чем поместить готовую отливку в отбел, вытащите шпильки плоскогубцами. Если вынуть шпипьки невозможно, обрежьте их вплотную к поверхности и с помощью чертилки протолкните внутрь стержня, чтобы потом их можно было вытряхнуть и выбросить. Разумеется, в тех местах, где были шпильки, в отливке останутся отвер- стия, которые в дальнейшем следует заделать. После оттравливания зачис- тите края отверстия круглым напиль- ником и вставьте в него конусовидный стержень из того же металла, что и отливка. Если отливка сделана из золота или серебра, используйте золотой или серебряный припой. Для бронзы следует применять сварку, но, в крайнем случае, можно использо- вать серебряный припой. Не приме- няйте припой на основе олова или свинца, так как при последующей починке он может разрушать металл. Особые случаи *145
Отливки, вставляющиеся одна в другую Этот способ широко применяется при изготовлении дамских комплектов обручаль- ных колец, когда кольцо невесты и собственно обручальное кольцо подгоняют таким образом, чтобы одно плотно входило в другое. В этом примере речь пойдет о таком обручальном комплекте, но на ум сразу же приходит множество других применений. Можно просто вырезать две восковые модели, которые будут совмещаться друг с другом - это достаточно легкая задача, если поверхность разъема идеально плос- кая. В тех случаях, когда поверхность плавно изгибается или имеет сложные грани, добиться точной подгонки становится трудно. Чтобы обойти эту проблему, поступай- те следующим образом: 1. Вырежьте, заформуйте и отлейте одно из колец. 2. Отполируйте его, по крайней мере, до стадии шлифовки мелкозер- нистой наждачной бумагой. 3. Вырежьте для второго кольца восковой блок, приблизительно соот- ветствующий его размеру и форме Если вы используете мягкий воск для лепки, вылепите нужную форму, накладывая на металлическое кольцо слои проволоки и/или листового воска и пропустите следующий пункт. 4. Возьмите отполированное кольцо пинцетом и слегка подогрейте его в пламени спиртовки или в небольшом пламени горелки. Вдавите отливку в воск будьте осторожны чтобы она не погрузилась слишком глубоко. 5. Дайте воску остыть, затем вы- режьте вторую модель, не удаляя металпическое кольцо. Во время резьбы воск и металл могут отделиться друг от друга; в таком случае просто снова совместите их и продолжайте работу Если они не распались к тому времени, когда работа закончена, разъедините их, воспользовавшись чем-нибудь в качестве рычага. 6. Подведите литники, заформуйте и отлейте второе кольцо. Из-за усадки (2-5 %) подгонку потребуется уточнить. 146 • Практическое литьё
Вставки Вставки используют для того, чтобы: • добиться целостного вида изделия, состоящего из нескольких частей • встраивать в изделие детали из других материалов • делать из металла изделия которые слишком хрупки, чтобы изготовить их из воска КАК ЗАКРЕПИТЬ ВСТАВКУ ГЛУХИЕ КАСТЫ Даже после того, как весь воск сгорит, вставка должна остаться надежно закрепленной внутри формы На рисунке показано, что произойдет, если незакрепленная вставка вывалит- ся из предназначенного ей места. Ясно, что отливка будет испорчена. Формовочная смесь обладает неко- торой способностью к адгезии и может достаточно хорошо удерживать встав- ку там. куда вы захотите ее поместить, но полагаться на это было бы неразум- но Проследите чтобы вставку удержи- вал выступ формовочной смеси. Чтобы применять это правило к различным ситуациям, потребуется здравый смысл и умение представить себе как выглядит питейная полость изнутри. Иногда бывает необходимо припаять (или прикрепить другим способом) крепление для каждой вставки. После отливки эти крепления отрезают. Обратите внимание на две парные вставки на рисунке, для которых используется одно крепление (в данном случае - кусок проволоки, концы которого припаяны к каждой из вставок)! Так как внутренняя полость формы никогда не нагревается выше 675 °C, годится любой серебряный припой. Не испопьзуите свинцовые и оловянные припои! Они загрязнят золото и серебро. Глухим кастом называется узкий металлический ободок, который обжимает кремень и таким образом удерживает его на месте. Такие касты обычно очень тонкие (около 0,3 мм) а воск такой толщины настолько хрупок, что деформируется даже при мимолет ном прикосновении горячей иглой - на самом деле он сильно помнется, даже если осторожно взять его в руки. Поэтому зачастую проще сделать каст из серебра или золота и прикрепить его к литому изделию. Каст можно припаять к готовой отливке, но можно также укрепить его в изделии в про- цессе заливки металла. Для того, чтобы таким образом вставить каст, сначала изготовьте его из требуемого металла. Проверьте форму и размер каста и вдавите его в восковую модель; накапайте вокруг каста легкоплавный воск, как показано на рисунке. Ни в коем случае не допускайте попадания воска внутрь оправы, иначе нарушится подгонка к камню. Если модель обеспечивает достаточную поддержку для камня, то обычно все, что нужно сделать - только ободок без дна. В других случа- ях придется припаять этот ободок к листу металла в котором нужно просверлить пару отверстий, чтобы обеспечить его фиксацию на месте. Особые случаи *147
Вставки из камней Некоторые драгоценные камни могут выдержать нагревание и резкий перепад температур при заливке металла. Тем не менее, помните, что на каждый залитый камень приходится около миллиарда закрепленных меха- ническими средствами (глухие касты, крапаны и т.д.). Это один из тех случа- ев, когда стоит считаться с весом традиции. Камни, закрепленные при заливке металла, склонны «тонуть» в изделии, как галька в жидкой глине. Бывает, что этот эффект можно использовать как преимущество, но это особые случаи. Следует твердо иметь в виду, что основанием для применения закрепки драгоценного камня заливкой может быть только художественный замысел, и что это ни в коем случае не альтер- натива тщательной закрепке традици- онно принятым способом. Не все камни могут быть закреплены заливкой. «Землистые» камни, такие как агаты, бирюза, малахит и лазурит почти наверняка потеряют свой цвет и потрескаются. Органические материа- лы, такие как янтарь, коралл и слоно- вая кость - несомненно, будут обрече- ны на гибель. Прозрачные твердые камни, такие как алмаз, рубин, сапфир и изумруд, возможно, выдержат выжигание воска и заливку металла, но остерегайтесь - включения в камне могут привести к растрескиванию. Искусственные камни (их часто выра- щивают при высоких температурах) скорее всего переживут этот процесс. ХОД РАБОТЫ 1. Возьмите камень пинцетом и очистите его ватным тампоном, смоченным в спирте. 2. Вырежьте в воске отверстие, прибли- зительно соответствующее размеру камня, затем слегка подогрейте камень и вставьте его на место. Будьте осторожны, чтобы не перегреть камень, иначе он погрузится в воск слишком глубоко, что будет очень трудно исправить. 3. Предусмотрите крепление камня в форме с помощью «пальца» формовочной смеси. С этой задачей успешно справится отверстие в воске (например, промежуток между крапанами). Для камней неправиль- ной формы (например, кристаллов) это может не потребоваться, так как камень будет держаться в формовочной смеси благодаря своей грубой поверхности. 4. Закончите модель. Заформуйте, высушите, выжгите воск и отлейте как обычно. 5. После заливки металла дайте форме остыть на воздухе, чтобы избежать резкого перепада температур. Когда форма осты- нет настолько, что её можно будет держать в руках, выскоблите формовочную смесь и освободите отливку. здесь формовочная смесь будет обтекать камень 148 • Практическое литьё
ГЛОССАРИЙ Альгинат полуэпастичный формовочный материал, широко используемый в зубопротезном деле. Альгинат получают из морских водорослей Антиадгезив вещество, препятствующее слипанию деталей формы Белые сплавы семейство сплавов серебристого цвета, с низкой температурой плавления. Основными ингредиентами часто являются олово, цинк, висмут и сурьма. Бура гидратированный тетраборат натрия, кристалличес- кое вещество, которое добывают в шахтах, очищают и используют как флюс. Верхняя опока верхняя половина рамки опоки, используемая при литье в песок. Восстановительное пламя пламя, обогащенное топливом. Помогает предотвра- тить образование оксидов. Вспененные пластмассы легкие пластмассы, такие как стирофом или пенопо- листирол. Могут быть использованы для изготовления моделей. Вулканизация процесс отверждения натуральной резины под давле- нием и при нагревании, в результате которого она становится прочной и эластичной. При изготовлении резиновых форм используется приспособление, называемое вулканизационным прессом. Выжигание процесс удаления восковой модели из литейной формы путем нагрева формы в муфельной или другой печи Выпоры см. Питатели. Галтель небольшое количество материала, добавленное в месте присоединения литника, чтобы расширять его в точке контакта Гипсовый кожух внешняя упрочняющая форма. Грохот сито, используемое для просеивания песка. Дополнительные надрезы разрезы в эластичной форме, обеспечивающие добавочную подвижность её частей. Для некоторых форм такие надрезы необходимы, так как иначе восковую модель просто невозможно извлечь. Жеребейки шпильки, фиксирующие стержень отливки. Закладка металл, предназначенный для отливки (шихта) Залив (облой) дефект, который выражается в образовании «перьев» на поверхности отливки. Игла другое название обрезной иглы. Ингейт второстепенный питник, по которому поток расплав- ленного металла направляется из главного литника в полость формы Практическое литьё *149
Комбинированная отливка из двух металлов метод питья, позволяющий получать отливку из двух разных металлов. Кристаллизация процесс перехода металла из жидкого состояния в твердое. Также называется затвердением. Литейный ковш керамический тигель, используемый для плавления металла и заливки его в форму Литейный ковш для пьютера стальной ковш, применяемый для заливки легкоплавких материалов, таких как белые сплавы и пьютер. Чаша ковша разделена перегородкой с одним или несколь- кими отверстиями. Литейный песок тонкозернистый песок, используемый для изготовле- ния литейных форм. Литейный уклон небольшой скос стороны модели, позволяющий вынуть модель из песчаной формы. Литейная форма обратный (негативный) оттиск желаемого изделия. Именно сюда заливают расплавленный металл. Литник восковой стержень в дальнейшем - канал, через который к отливке подается расплавленный металл Литниковая воронка вход в литейную форму, через которую заливается расплавленный металл. Литье в оболочковые формы метод литья, при котором модель покрывается относи- тельно тонким слоем формовочной смеси. Литье с пристеночным отвердением один из способов получения пустотелых отливок. Жидкий материал заливают в форму и выливают обратно, когда он начинает затвердевать. В керамическом производ- стве подобный процесс называют шликерным литьем. Люлька металлическая пластинка, которая навешивается на рычаг центробежной машины, чтобы приподнять опоку и совместить ее с плавильным тиглем Мешалка инструмент для перемешивания расплава и снятия шлака Может быть изготовлен из углерода или кварца. Модепь объект, с помощью которого получают обратный рельеф внутри питейной формы. Модель точно соот- Муфельная печь ветствует размерам и форме желаемой отливки. тип высокотемпературной печи, используется для выжигания воска из питейных форм Нижняя опока нижняя деталь рамки для литья в песок. Образец другое название модели. Обрезная игла заостренная стальная проволока, закрепленная в простой деревянной рукоятке. Другие названия - игла, биологическая игла. 150 • Практическое литьё
Огнеупорный кирпич жаростойкий кирпич, изготовляемый специально для использования при высоких температурах. Окисление процесс взаимодействия кислорода с другими эле- ментами, в результате которого образуются новые соединения, называемые оксидами. Оксиды вредны для металла, их образование следует предотвращать Опока сосуд или рамка, охватывающая и поддерживающая питейную форму. Основание опоки прокладка, обычно сделанная из резины, которая служит дном опоки при изготовлении формы. На основании опоки имеется конусообразный или полу- сферический выступ, служащий для формирования литниковой воронки. Плоскость разъема плоскость, по которой форма разбирается на состав- ные части. Подмодельная доска деревянная дощечка размером чуть больше, чем рамка опоки; используется при литье в песок в каче- стве крышки и основания литейной формы. Пригонка совмещение деталей. Припыл вещество, используемое как антиадгезив, например, тальк или крахмал. Разовая форма разновидность литейной формы, которая может быть использована лишь однажды так как ее приходится разрушать, чтобы извлечь отливку. Разъемная форма форма, которая при удалении модели разбирается на две (или более) части. Раковины крошечные пустоты в отливке. Причиной их появления могут быть оксиды, загрязнение металла и его усадка Рамка массивная алюминиевая рама, в которой вулканизи- руют резину. Резина холодной вулканизации (РХВ) семейство эластичных материалов для изготовления форм которые вулканизируются без нагревания Сепиолит мягкий пористый скелет небольшого, напоминающего кальмара животного, может быть использован для изготовления литейной формы. Силиконовая резина эластичный материал, способный выдерживать высокие температуры; используется для обеспечения герметичности при вакуумном литье, а также для изготовления форм, в которые напрямую заливают белые (легкоплавкие) сплавы Силиконовый спрей антиадгезив. Смачиватель (поверхностно- активное вещество) увлажняющий реактив, способствующий покрытию модели формовочной смесь. Практическое литьё • 151
Спиральная пилка небольшая пилка, которую используют для резания воска и подобных ему мягких материалов. Спиртовка маленькая спиртовая лампа с фитилем, которую используют для получения небольшого некоптящего пламени при работе с воском Спуск см. Литейный уклон Стержень часть литейной формы, соответствующая внутренней полости готовой отливки. Температура вспышки температура, при которой воск внезапно воспламеня- ется. Точное значение температуры вспышки зависит от типа воска. Тигель сосуд из огнеупорного материала, например, из керамики, графита или карбида кремния Туф мягкий природный камень, состоящий из уплотненно- го вулканического пепла; используется для изготовле- ния литейных форм. Увлажненный песок оптимально увлажненный песок для изготовления литейных форм. Удельный вес отношение веса предмета к его объему. Удельный вес металла используется для подсчета конечного веса отливки. Флюс реактив, поглощающий оксиды и способствующий плавлению металла. Формовочная смесь гипсоподобный материал, состоящий из гипса, двуоки- си кремния и кристобалита. Французский песок одна из разновидностей литейного песка. Другое название - зеленый песок. Цоколь отливки слиток металла, заполняющий литниковую чашу ювелирной отливки. Чаша углубление в форме, служащее входом для расплав- ленного металла при получении крупных отливок. Шлак окислившиеся отходы, которые образуются при плавлении легкоплавких материалов. Экструдер инструмент, с помощью которого размягченный воск продавливают через фильеры получая проволоку различного сечения. 152» Практическое литьё
ЛИТЕРАТУРА Lost Wax Investment Casting C. W. Ammen TAB Books Blue Ridge Summit, PA 1977 The Complete Handbook of Sand Casting C. W. Ammen TAB Books Blue Ridge Summit, PA 1977 Centrifugal or Lost Wax Jewelry Casting Murray Bovin (revised by Peter Bovin) Bovin Publishing Forest Hills, NY 1971 Creative Casting Sharr Coate Crown Publishers New York 1966 Stydio Bronze Casting Jon W.Mills and Michael Gillespie FrederikA.Praeger, Publishers New York 1966 Полное руководство no обработке металлов для ювелиров Тим МакКрайт Handbook of Lost Waxor Investment Casting James E. Sopcak GEMBOOKS Mentone, CA 1968 Практическое литьё *153
ТЕХНИКА БЕЗОПАСНОСТИ Ваша лучшая защита - здравый смысл. Даже выполняя безопасные операции, можно получить травму, если пренебрегать правилами, так что помните, что несча- стные случаи происходят не только с «другим парнем». Если вы не уверены в инструменте, в реактиве или в ходе работы, остановитесь и попросите помощи. Если вы чувствуете недомогание или головокружение, прекрати- те работу и выйдите в друге помещение. Если недомогание не проходит, обратитесь к врачу. Дополнительную литературу можно найти в библиотеке. Соединение Примечания Меры предосторожности Аммиак Раздражает глаза, вызывает химический ожог легких. Растворы высокой концентра- ции опасны. Смывайте мыльным раство- ром и водой. Асбест Состоит из волокон, которые не выводятся из организма. Канцероген, действие которо- го может проявиться через 20-30 лег. Откажитесь от него; исполь- зуйте заменители. Ацетилен В небольших дозах - умерен- ное наркотическое действие. Большие дозы вызывают удушье. Будьте внимательны, прове- ряйте герметичность оборудо- вания. Ацетон Головная боль, сонливость, раздражение кожи. Один из наименее токсичных раство- рителей. Достаточная вентиляция. Бензол Интоксикация, кома, наруше- ния дыхания. Откажитесь от него; исполь- зуйте другие растворители. Кадмий Повреждает мозг, нервную систему, легкие, почки. Если это возможно, откажи- тесь от него. Если нет, рабо- тайте только при интенсивной вентиляции. Кетоны Раздражают кожу, глаза и дыхательные пути. Могут вызвать заболевания перифе- рической нервной системы. Вентилируйте помещение, работайте в резиновых перчатках и в специальном респираторе. Медь (соедине- ния) Оксиды меди могут вызвать заболевания легких, кишечни- ка, глаз и кожи. Когда нагреваете сплавы меди, вентилируйте помеще- ние. Если предстоит много ручной работы (например, при выколотке), работайте в перчатках. Полиэфирные смолы Вызывают раздражение кожи. Некоторые из смол при смешивании с отвердителем выделяют токсичные газы, а некоторые взрывоопасны. Вентилируйте помещение, работайте в перчатках. Храните согласно инструкции. 154 • Практическое литьё
ТЕХНИКА БЕЗОПАСНОСТИ Соединение Примечания Меры предосторожности Ртуть Повреждает мозг, нервную систему и почки. Не вдыхайте пары, избегайте контакта с кожей. Необходи- ма интенсивная вентиляция. Работайте в перчатках. Свинец Повреждает мозг, централь- ную нервную систему, крас- ные кровяные тельца, кост- ный мозг, печень, почки. Пары особенно опасны. Если возможно, откажитесь от него. Необходима хорошая вентиляция. Сведите ручную работу к минимуму. После работы тщательно вымойтесь. Серебро (соединения) Абсорбированные кожей пары и пыль могут вызвать ночную спепоту. Работайте в перчатках и респираторе. Серная кислота и спарекс (бисульфат натрия) Вызывают раздражение кожи и дыхательных путей. Разве дают одежду. Необходима вентиляция. Храните эти вещества в закрытой посуде. Нейтрали- зуйте раствором питьевой соды и смывайте водой. Серная печень При нагревании до темпера- туры разложения выделяется сероводород, который вызы- вает удушье и поражает мозг. Не доводите раствор до кипения. Скипидар Раздражает кожу; может вызвать заболевания мозга и легких. Вентилируйте помещение, работайте в перчатках. Теллур Пары теллура выделяются при очистке золота, серебра, меди и при сварке. Раздража- ет кожу и желудочно-кишеч- ный тракт. Вентилируйте помещение. Ранние симптомы - дыхание с чесночным запахом и металлический привкус. Толуол Вызывает галлюцинации, отравление, заболевания легких и мозга, разрушает красные кровяные клетки. Если возможно, откажитесь от него. Необходима хорошая вентиляция. Фториды При попадании в легкие могут образовывать фтористоводо- родную (плавиковую) кислоту. Вентилируйте помещение, избегайте вдыхания паров. Царская водка Самая едкая из всех кислот. Работайте в защитной одеж- де. Храните в неплотно закрытом сосуде с хорошо читаемой недписью. Цианиды Пары цианидов ядовиты при вдыхании и при попадании на кожу. Необходима хорошая венти- ляция. Работайте в защитной одежде. Цинк (соедине- ния) Пыпь и испарения поражают центральную нервную систе- му, кожу и легкие. Вентилируйте помещение, работайте в респираторе. Практическое питьё *155
Соотношение температур плавления 156» Практическое литьё
Таблица сплавов AI Алюминий 100 AI 660 1220 2,7 Sb Сурьма 100 Sb 631 1168 6,6 Bi Висмут 100 Bi 271 520 9,8 260 Латунь патронная 70 30 954 1749 8,5 226 Nu-Gold 88 12 1030 1886 8,7 220 Красная бронза 90 10 1044 1910 8,8 511 Бронза 96 4Sn 1060 1945 8,8 Cd Кадмий 100 Cd 321 610 8,7 Cr Хром 100 Cr 1890 3434 6,9 Си Медь 100 1083 1981 8,9 Au Золото (чистое) 100 1063 1945 19,3 920 22 К желтое 92 4 4 977 1790 17,3 900 22 К монетное 90 10 940 1724 17,2 750 18К желтое (а) 75 15 10 882 1620 15,5 750 желтое (в) 75 12 Уг 12 Уг 904 1660 15,5 750 зеленое 75 25 966 1770 15,6 750 розовое 75 5 20 932 1710 15,5 750 белое 75 25 Pd 904 1660 15,7 580 14 К желтое 58 25 17 802 1476 13,4 580 зеленое 58 35 7 735 1535 13,6 580 розовое 58 10 32 827 1520 13,4 580 белое 58 42 Pd 927 1700 13,7 420 10 К желтое 42 7 48 3 876 1609 11,6 420 зеленое 42 58 804 1480 11,6 420 розовое 42 10 48 710 1490 11,7 420 белое 42 58 Pd 927 1760 11,6 Fe Железо 100 Fe 1535 2793 11,8 Pb Свинец 100 Pb 327 621 7,9 Mg Магний 100 Mg 651 1204 11,3 Монель-металл 33 60Ni; 7Fe 1360 2480 1,7 Ni Никель 17 100 Ni 1455 2651 8,9 752 Нейзильбер 65 18 Ni 1110 2030 8,8 Pd Палладий 100 Pd 1549 2820 12,2 Британский сплав 7 85Sn2Sb6Bi 244 471 7,7 Старинный пьютер 80Pb 20Sn 304 580 9,5 Pt Платина 100 Pt 1774 3225 21,4 Ag Серебро (чистое) 100 961 1762 10,6 925 Серебро стерлинговое 92 Уг 7 Уг 920 1640 10,4 800 Серебро монетное 80-90 10-20 890 1634 10,6 Сталь 99Fe,1C 1511 2750 7,9 Сталь нержавеющая 91 Fe,9Cr 1371 2500 7,8 Sn Олово 100 Sn 232 450 7,3 Ti Титан 10 100Ti 1800 3272 4,5 Zn Цинк 100 419 786 7,1 Практическое литьё • 157
ПОСТАВЩИКИ МАТЕРИАЛОВ И ОБОРУДОВАНИЯ Оборудование и материалы для литья California Crafts Supply 1201 Е. Ball Rd. #C Anaheim, CA 92805 Centaur Forge, Ltd. 117 North Spring St. Burlington, Wl 53105-0340 William Dixon Company 750 Washington Ave. Carlstadt, NJ 07072 E.B. Filter & Co. RD2, Box 176-B Milton, DE 19968 Forslev“s Jewelry Supplies 210 S. Milwaukee Ave. Wheeling, IL 60090 Otto Frei & Jules Borel Co. 126 2nd St. Oakland, CA 94607 Paul H. Gesswein & Co. 255 Hancock Ave. Bridgeport, CT 06605 Grieger s Inc. (800) 423-4181 2830 E. Foothill Blvd. Pasadena, CA 91107 C.R. Hill Compeny 2734 West Eleven Mile Rd. Berkley, Ml 48072-3078 Rio Grande Albuquerque 4516 Anaheim Rd. Albuquerque, NM 87113 (714) 774-4588 (714) 774 4450 fax (800) 668-9175 (414) 763-9175 (414) 763-8350 fax (800) 847-4188 (201) 939-6700 (201) 939-5067 fax (800) 346-2497 (302) 684-1893 (302) 684-1893 fax (708) 520-4120 (708) 520-4437 fax (800) 772-3456 (510) 832-0355 (510) 834-6217 fax (800) 243-4466 (203) 366-5400 (203) 366-3953 fax Swest, Inc. 11090 N. Stemmons Frwy. Dallas, TX 75229 (214) 247-3507 fax (818) 304-7690 (818)577-4751 fax (800) 521-1221 (313) 543-1555 (313) 543-9104 fax (800) 545-6566 USA (800) 253-9738 Canada (505) 821-7626 (505) 821-5529 fax (800) 527-5057 (214) 247-7744 Norman A. Thomas Co. 724 N. Woodward Ave. Birmingham, Ml 48011 TSI, Inc. 101 Nickerson St. Seattle, WA 98109 (800) 642-7210 (313) 642-7721 (800) 426-9984 (206) 282-3040 (206)281-8701 fax 158 • Практическое литьё
ПОСТАВЩИКИ МАТЕРИАЛОВ И ОБОРУДОВАНИЯ Литье Art Tech Casting Company 3894 Scottsville Rd. Scottsville, NY 14546 Billanti Casting Company 299 South 11,h St. New Hyde Park, NY 11040 J. A. Henkel Company P.O. Box 531 Freeport, ME 04032 National Cast Products Co. 69 Bath St. Providence, Rl 02908 Larry Paul Casting Company 740 Sansom St. Room 410 Philadelphia, PA 19106 Sierra Pacific Casting Co. P.O. Box 410021 San Francisco, CA 94141 (716) 889-9187 (716) 889-9187 fax (516) 775-4800 (516) 775-4839 (207) 865-9350 (401)421-8182 (401) 421-8279 fax (215) 928-1644 (215) 574-1943 fax (415)285-8118 (415) 285-4390 fax Поставщики металлов и сплавов David Н. Fell & Со. 6009 Bandini Blvd. City of Commerce, Ca 90040 Hauser & Miller Co. 10950 Lin-Valle Dr. St. Louis, Mo 63123 Hoover & Stong, Inc. 10708 Trade Rd. Richmond, VA 23236 (800)822-1996 (213) 722-9992 (213) 722-6567 fax (800) 462-7447 (314)487-1311 (314) 487-0394 (800) 759-9997 (804) 794-3700 (804) 794-5687 Материалы для изготовления эластичных форм Dupllcast Corporation P.O. Box 1188 lone, CA 95640 Perma-Flex Mold Co. 1919 E. Livingston Ave. Columbus, OH 43209 (209) 274-2788 (800) 736-6653 (614) 252-8034 (614) 252-8572 fax Практическое литьё • 159
Алфавитный указатель Альгинат 113 Аммония хлорид 60 Белые сплавы 97 Боры на гибком валу 13,140 Бура 60 Вакуумное питье 70-73 Вентиляция 27, 28,40, 50, 54. 56,133, 134 Вибраторы 47 Воздушные пузырьки 43,45-48 Воски 10,11, 18, 119 Восстановительное пламя 57 Вставки 147 Вулканизация 113-116 Выбивка опок 92, 136 Выжигание 49-55, 128 Выпоры 82,103, 121 Выпаривание воска 49 Вытяжная вентиляция 54 Галтель 33,34 Гидратация 42 Гипс 77-79, 100-105, 118 Гипсовый кожух 118 Глицерин 88 Глухие касты, вставки 147 Доводка 17,25 Дополнительные надрезы 112 Древесный угопь 78 Жеребейки 128, 145 Замки 111 Зубоврачебные инструменты 14, 20 Игла 20, 22, 25, 34, 81 Ингейт 121, 122 Инкрустация 106 Камни-вставки 148 Комбинированная отливка из двух металлов 141,142 Кристаллизация 31 Ликвидус 11 Литейные ковши 75, 98 Литейный ковш для пьютера 98 Литейный песок 85-88 Литейный уклон (спуск) 86 Литейные формы из бронзы 108 Литники 29-38 Литниковая чаша 121-123 Литье под давлением пара 69 Литье под действием сипы тяжести 102 Литье в ручной центрифуге 67, 68 Люпька 62 Масло для питейного песка 88 Метод вытеснения воды 37 Метод питья с пристеночным отверждением 107,124 Метчик 139 Мешалка 63 Муфельные печи 53, 58, 59,129-132 Обвязочная проволока 82, 145 Оболочковые формы 48 Обрезная игла 20, 25, 34, 81 Окисление 56, 60, 134 Опока 30, 32, 51 Опоки для песка 89-92 Оправки 24 Органические материалы 27 Основание опоки 30, 32 Практическое литье 160 Отбел 137, 142 Охлаждение 65 Перегрев металла 60 Перфорированная опока 73 Песок 85-88 Печи 50, 58, 59, 130-132 Питатели 121, 122 Пластинки 117 Плоскость разъема 93,105,117 Подмодепьные доски 90, 93 Поднутрения 77 Пористость 31 Прибыли 32 Припыл 89, 103 Пьютер 97-108, 157 Рамка опоки 89-92 Расчет веса 16 36-38 Респираторы 40 РХВ (резина холодной вулканизации) 109, 110, 117 Сварка 138 Сварка бронзы 139 Сепиолит 60-84 Силиконовая резина 70, 112 Силиконовый спрей 120 Смачиватель 43 Сода пищевая 137 Солидус 11 Совмещение 79. 83 Спиральная пилка 12 Спиртоака 19 Сплавы 97, 157 Стек для воска с эпектроподогревом 21 Стержень отпивки 112, 121, 128, 133, 144 Температура вспышки 10 Тигель 63, 75, 78, 135 Тигли графитовые 58 Типы пламени 57 Трубки 147 Туф 77 Увлажненный песок 88 Углеродный осадок 55 Удельный вес 36, 157 Уравновешивание центробежной машины 62 Флюс 60, 85, 134 Формовочная смесь 39-48 Фосфор 134 Центробежное питье 61-63,66 Цоколь 64, 102 Штамп 24 Экструдер 23 Эффект зеркала 142 160 • Практическое литьё