схема и описание
Категория
Схемы сварочных инверторов
техническое описание и принципиальные электрические схемы на регулятор контактной сварки РКС-601 УХЛ4. Он предназначен для управления последовательностью действий однофазных сварочных машин, имеющих тиристорный контактор и не более двух клапанов постоянного тока, для точечной контактной сварки с cos fi от 0,2 до 0,7.
Архив с файлами находится во вложении.
Чтобы скачать файл регистрация не требуется- у нас на сайте все бесплатно, в свободном доступе и проверено антивирусом!
Покупаете, продаете или ремонтируете сварочные инверторы? Разместите бесплатное объявление в разделе РАДИОРЫНОК
Есть вопросы по ремонту? Заходите к нам на форум!
Вложения к странице
| Файл | Описание | Размер файла: |
|---|---|---|
| 795 Кб |

Рекомендуемые сообщения
-
#1
Всем доброэ время суток!
Может эсьть у ково паспорт или какая нибудь дукументация на Машину точечной сварки,с Регулятором контактной сварки РКС 601.марку машины не определил по сколько шильдик затертый,но! на трансформаторе весела бирка МТ1222.
Нужны ище размеры електродо держателей и самих електродов

Поделиться сообщением
Ссылка на сообщение
-
#2
Может кто-то знает размеры електродо держателей и самих електродов?
Поделиться сообщением
Ссылка на сообщение
-
#3
Поделиться сообщением
Ссылка на сообщение
-
#4
Могу замерить на своем станке. С виду очень похож на мой, у меня 2201
Поделиться сообщением
Ссылка на сообщение
-
#5
<b>psn61</b>,
Вообще нет меди
Поделиться сообщением
Ссылка на сообщение
-
#6
Замеряйте,єсле вас незатруднит
Поделиться сообщением
Ссылка на сообщение
-
#7
руля, А стоит, эта овчинка выделки? Не считая электродов с их держателями и метизами, не хватает семь медных деталей, каждая не в один кг.
Поделиться сообщением
Ссылка на сообщение
-
#8
Завтра замерить постараюсь. По паспорту там меди 80кг. Наверно с трансом.
Поделиться сообщением
Ссылка на сообщение
-
#9
Трансформатор и вся електрика там эсьть,только електродов не хватает.
Я намерял деаметер електродо держателей должен быть верхний 75мм-200мм а нижней 75мм-350мм. Ето будет дета 23кг.меди +електроды и шына.
Поделиться сообщением
Ссылка на сообщение
-
#10
Можно конечно и так по колхозному, как на фото востановить.Все будет зависеть от режима эксплуатации, нет охлождения ни электродов, ни тоководов. Нижний хобот при интенсивной работе скоро пригарит.
Поделиться сообщением
Ссылка на сообщение
-
#11
Примерно так.
Поделиться сообщением
Ссылка на сообщение
-
#12
<b>Vla-dimir</b>,спасиба за размера.
может паспорт ище имэете?
Изменено 11.05.2017 05:40 пользователем руля
Поделиться сообщением
Ссылка на сообщение
-
#13
Обслуживал такие точ.сварки. Ремонтировал электронные блоки РКС. Могу что нужно подсказать по нему. А также в целом по пневматической части, охлаждению на примерах реальной эксплуатации.
Поделиться сообщением
Ссылка на сообщение
Для публикации сообщений создайте учётную запись или авторизуйтесь
Вы должны быть пользователем, чтобы оставить комментарий
Войти
Уже есть аккаунт? Войти в систему.
Войти
-
Последние посетители
0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
ООО «ПромАвтоКонтроль»
- Модернизация однофазных сварочных машин. Введение обратной связи.
Сварочные регуляторы серий РВИ, РЦС и прочие, выпускавшиеся ранее, требовали настройки на коэффициент мощности сварочной машины. Это представляет определенные трудности в эксплуатации оборудования:
- требуется наличие специалиста, который сможет произвести корректную настройку аппаратуры управления;
- в случае перехода на новые изделия или изменения раствора и вылета электродов может потребоваться перенастройка регулятора;
- неверная настройка на коэффициент мощности может привести к функционированию сварочной машины в аварийном режиме и вызвать поломку оборудования.
Зачастую регуляторы настраивают «с запасом», то есть на меньшее значение коэффициента мощности, чем имеет сварочная машина в действительности. Такой метод позволяет уменьшить риск возникновения аварийных ситуаций, но приводит к уменьшению реальной мощности сварочной машины. В результате оборудование используется не эффективно.
Избежать описанных выше ситуаций позволяет введение в аппаратуру управления функции автоматической настройки на коэффициент мощности, причем измерение коэффициента мощности и корректировка происходит в каждом полупериоде сетевого напряжения. Таким образом, регулятор постоянно получает актуальные временные характеристики сварочного процесса, что позволяет:
- избежать аварийных ситуаций;
- оптимально использовать возможности сварочной машины;
- не требует участия специалиста при переходе на новый вид изделий, изменении характеристик сварочного контура или при подключении регулятора к другой сварочной машине.
Для измерения коэффициента мощности требуется точно определить момент окончания протекания тока в первичной обмотке сварочного трансформатора. Для этого вводится обратная связь с контактора в сварочный регулятор. Схема подключения обратной связи представлена на рисунке 1.
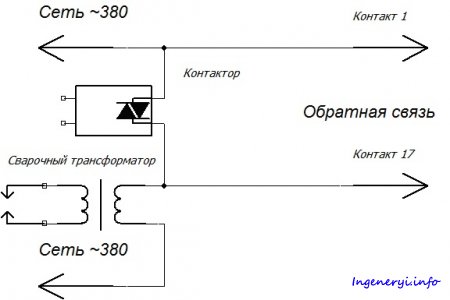
Рисунок 1
Таким образом, обратная связь берется непосредственно с клемм контактора (КЛ.1 КЛ.2 на серийных образцах тиристорных контакторов). Подключение к регулятору производится по контактам 1 и 17 разъема «Связь с машиной», полярность подключения не имеет значения.
В результате небольшая однократная модернизация сварочной машины решает проблемы, которые могут возникнуть при эксплуатации оборудования.
В следующих разделах рассмотрены наиболее часто используемые схемы подключения при замене устаревшего или вышедшего из стоя оборудования. В случае, если модернизация машины уже производилась и схема подключения аппартуры управления может быть не оригинальной, следует пользоваться общей схемой подключения изображенной на рисунке 2.
Ответная часть разъема для подключения регуляторов серии РКМ поставляется в комплекте с оборудованием.
1.1.Схема подключения регуляторов серии РКМ к сварочной машине.
На рисунке 2 представлена общая схема подключения регуляторов к сварочной машине. В следующих разделах даны схемы подключения к серийно выпускающимся тиристорным контакторам. Если тип имеющегося тиристорного контактора не известен или схема включения не представлена в данном руководстве, рекомендуется использовать общую схему подключения.
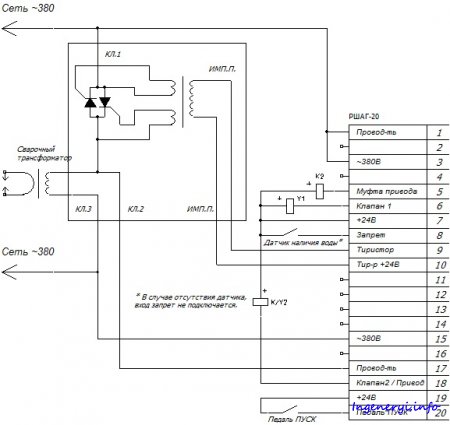
Рисунок 2
Вход «ЗАПРЕТ» может использоваться для блокировки сварки в случае аварии или иной ситуации, когда проведение сварочного цикла должно быть запрещено (отсутствует воздух в пневматический магистрали или вода охлаждения, перегрев тиристорного контактора, запрет с другой машины). Сварка запрещается если на вход «ЗАПРЕТ» подается +24В. Это означает, что должны применяться датчики с нормально разомкнутыми контактами. Если в наличии имеется датчик с нормально замкнутыми контактами, требуется адаптировать его сигнал при помощи реле с нормально замкнутой группой контактов.
1.2. Замена регуляторов серии РКС (производства завода «Сэлма»).
Регуляторы серии РКС, такие как РКС-501, РКС-502, РКС-601, РКС-801, РКС-801М, РКС-901 имели функцию автоматической настройки на коэффициент мощности машины. Соответственно, машины, поставлявшиеся в комплекте с указанными приборами управления, уже имеют все необходимые соединения. Оборудование производства ООО «ПромАвтоКонтроль» комплектуется таким же разъемом подключения к сварочной машне, как и регуляторы серии РКС. Таким образом, переход с регуляторов указанных серий на аппаратуру управления производства ООО «ПромАвтоКонтроль» может быть выполнен прямой заменой оборудования без дополнительных доработок.
1.3. Замена регуляторов серии РЦС (производства завода «Сэлма»)
Регуляторы серии РЦС, такие РЦС-301, РЦС-403, РЦС-503 и другие, комплектуются разъемом, совместимым с оборудованием производства ООО «ПромАвтоКонтроль». В виду, того, что в регуляторах данного типа отсутствовала обратная связь с контактором, ее необходимо ввести согласно схеме на рисунке 1. Для установки регуляторов серии РКС вместо РЦС следует провести следующие действия:
- Оставить соединения на контактах разъема: 3, 6, 7, 9, 10, 15, 19, 20. Остальные цепи нужно удалить.
- Ввести обратную связь на контакты 1 и 17 согласно рисунку 1.
1.4. Замена регуляторов серии РВИ (производства завода «Электрик»).
Регуляторы серии РВИ не имели функции автоматической настройки на коэффициент мощности, и сварочные машины, комплектовавшиеся данной аппаратурой управления, требуют доработки в соответствии с пунктом 1 настоящего руководства.
Также имеются различия в типе разъема, использующегося в регуляторах контактной сварки серии РКМ производства ООО «ПромАвтоКонтроль» и регуляторах серии РВИ. Схема подключения регулятора РКМ вместо регулятора серии РВИ представлена на рисунке 3. На рисунке представлены соответствия контактов разъема регуляторов серии РВИ и аппаратуры управления производства ООО «ПромАвтоКонтроль». По данной схеме можно либо собрать адаптер для подключения регулятора, либо произвести замену разъема на РШАГКП-20.
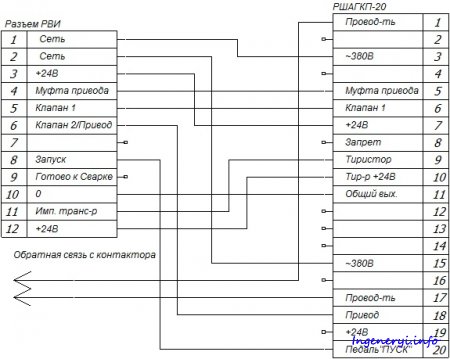
Рисунок 3
1.5. Замена регуляторов серии РКС (производства КБ АСТ)
Регуляторы серии РКС, такие как РКС-14, РКС-15, РКС-16, РКС-20, РКС-21 имеют разъем подключения к сварочной машине несовместимый с регуляторами серии РКМ. При замене разъема или сборке адаптера следует руководствоваться схемой представленной на рисунке 4.
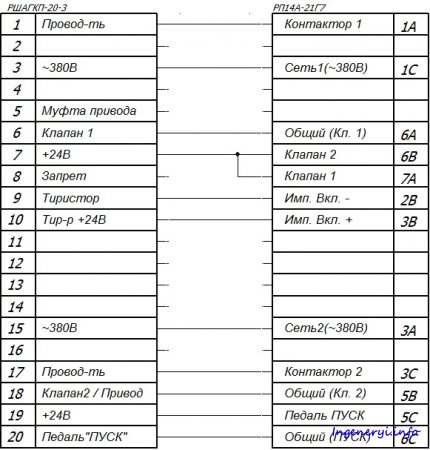
Рисунок 4
При переходе с регуляторов серии РКС-14, РКС-15 и т.д. следует иметь в виду, что управляющие сигналы в данных регуляторах имеют напряжение +24В (общий 0В), а в регуляторах серии РКМ — 0В (общий +24В).
1.6. Схема подключения тиристорных контакторов КТ-07, КТ-11
Схема подключения тиристорных контакторов КТ-07 и КТ-11, имеющих разъем РШАВПБ-6, представлена на рисунке 5. Указанным разъемом могут комплектоваться тиристорные контакторы других типов. В любом случае, рекомендуется сверить цоколевку разъема с указанной на рисунке[1].
[1] Здесь и далее при подключении импульсов поджига следует иметь в виду, что на старых схемах цоколевка могла указываться немного в другом виде — контакт 5 (Импульс поджига) именовался
«-24 В», а контакт 2 (+24 В) — «Импульсы поджига». Данное различие в маркировке контактов не меняет схему подключения.
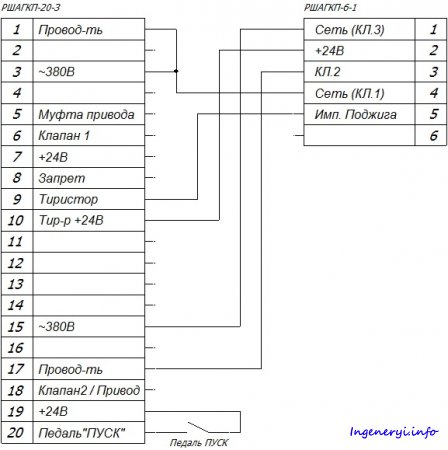
Рисунок 5
[1] Здесь и далее при подключении импульсов поджига следует иметь в виду, что на старых схемах цоколевка могла указываться немного в другом виде — контакт 5 (Импульс поджига) именовался
«-24 В», а контакт 2 (+24 В) — «Импульсы поджига». Данное различие в маркировке контактов не меняет схему подключения.
1.7. Схема подключения контакторов КТ-02, КТ-03, КТ-12
Схема подключения тиристорных контакторов КТ-03, КТ-03, КТ-12, имеющих разъем РШАВПБ-14, представлена на следующем рисунке 6. Указанным разъемом могут комплектоваться тиристорные контакторы других типов. В любом случае, рекомендуется сверить цоколевку разъема с указанной на рисунке.
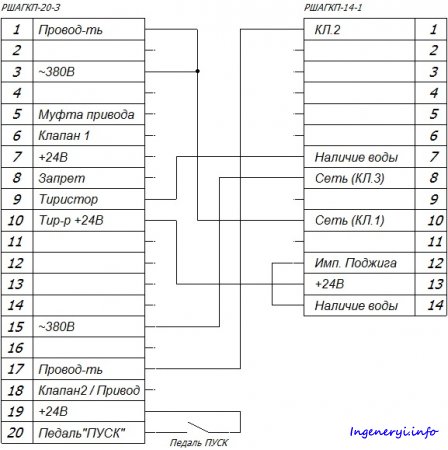
Рисунок 6
В большинстве случаев можно исключить датчик температуры (наличия воды) из цепи поджига тиристоров. Для этого требуется подключить контакт 9 на разъеме регулятора к контакту 12 на разъеме тиристорного контактора.
1.8. Схема подключения тиристорных контакторов КТЖМ-125, КТЖМ-250.
Схема подключения тиристорных контакторов КТЖМ-125, КТЖМ-250, представлена на рисунке 7. Рекомендуется сверить цоколевку разъема с указанной на рисунке.
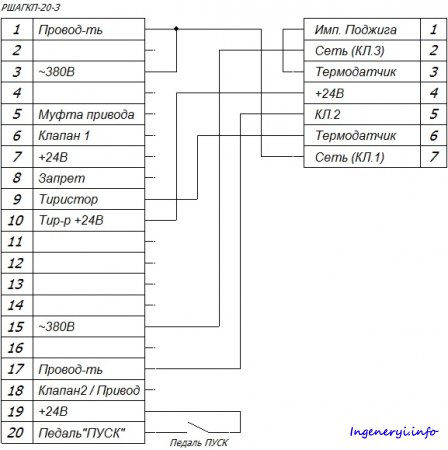
Рисунок 7
В большинстве случаев можно исключить датчик температуры из цепи поджига тиристоров. Для этого требуется подключить контакт 9 на разъеме регулятора к контакту 1 на разъеме тиристорного контактора.
2. Схема подключения контроллеров серии ККС.
На рисунке 8 представлена общая схема подключения контроллеров ККС сварочной машине. Принципиально схема подключения контроллеров ККС не отличается от схемы подключения однофазных регуляторов серии РКМ.
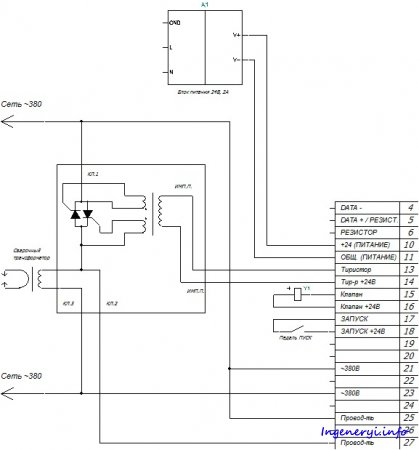
Рисунок 8
Выход «КЛАПАН» может использоваться внешним PLC как сигнал активности регулятора. Выход активируется на время прохождения сварочного цикла.
Обсудить на форуме
Если Вы знакомы со сварочной машиной МТП-1401,
Машина машине рознь.
Машина собой представляет гидравлику, корпус, трансформатор, тиристорный контактор и Блок регулятор.
Конкретно в Вашем случае это РКС-801.
И как, примерно, набрать программу на сварку, допустим 1+1 мм, что означает-сжатие 1, сжатие 2, то же самое с проковкой?
Набрать программу?
Это не набор программы, это технологический процесс.
Предварительное сжатие, это когда два куска металла сжимаются прежде, чем пройдет между ними ток.
Проковка, это время сжатия после того, как прошел ток и свариваемая деталь должна остыть без разрыва.
6, это с однократным сжатием, а 8, это когда установлен второй клапан. Это значит что после второго импульс сварки, идет дополнительная проковка.
схема и описание
Категория
Схемы сварочных инверторов
техническое описание и принципиальные электрические схемы на регулятор контактной сварки РКС-601 УХЛ4. Он предназначен для управления последовательностью действий однофазных сварочных машин, имеющих тиристорный контактор и не более двух клапанов постоянного тока, для точечной контактной сварки с cos fi от 0,2 до 0,7.
Архив с файлами находится во вложении.
Чтобы скачать файл регистрация не требуется- у нас на сайте все бесплатно, в свободном доступе и проверено антивирусом!
Покупаете, продаете или ремонтируете сварочные инверторы? Разместите бесплатное объявление в разделе РАДИОРЫНОК
Есть вопросы по ремонту? Заходите к нам на форум!
| Файл | Описание | Размер файла: |
|---|---|---|
| 795 Кб |
На чтение 12 мин. Опубликовано
Содержание
- Регулятор контактной сварки РКС-601
- Настройка регулятора контактной сварки РКС-801
- #1 mishgan100
- Прикрепленные изображения
- #2 Сергейб3
- #3 mishgan100
- #4 Сергейб3
- #5 mishgan100
- #6 tehsvar
- #7 Deputattt
- #8 mishgan100
- #9 tehsvar
- #10 mishgan100
- #11 tehsvar
- #12 Шурпет
- #13 Deputattt
- #14 mishgan100
- Прикрепленные изображения
- #15 tehsvar
- #16 maksnik1313
- #17 mishgan100
- #18 yuriy77
- #19 tehsvar
Регулятор контактной сварки РКС-601
1. НАЗНАЧЕНИЕ ИЗДЕЛИЯ
1.1. Регулятор контактной сварки РКС-601 УХЛ4 (в дальнейшем именуемый «Регулятор») предназначен для управления последовательностью действий однофазных сварочных машин, имеющих тиристорный контактор и не более двух клапанов постоянного тока, для точечной контактной сварки с cosφ от 0,2 до 0,7, регулирования длительности позиций сварочного цикла, управления тиристорным контактором, регулирования величины сварочного тока и для стабилизации действующего значения сварочного тока при изменениях напряжения питающей сети.

1.2. Регулятор предназначен для работы в закрытых помещениях в следующих условиях:
а) высота над уровнем моря, не более — 1000 м;
б) температура окружающего воздуха — от + 1°С до + 35°С;
в) среднемесячная относительная влажность воздуха не более 65% при температуре + 20°С;
г) среда, окружающая регулятор, невзрывоопасная, не содержащая пыли, агрессивных паров и газов, разрушающих изоляцию и металлы.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ РКС-601
2.1 Основные параметры и характеристики должны соответствовать указанным ниже:
• напряжение питающей сети, В — 380-38+19;
• частота питающей сети, Гц — 50;
• пределы регулирования длительности позиций сварочного цикла, периоды:
• предварительное сжатие — 1-99
• сжатие — 1-99
• сварка — 1-99
• охлаждение — 1-99
• проковка — 1-99
• пауза — 1-99
• среднее значение напряжений питания клапанов на сопротивлении 51 Ом — ±10%;
• при номинальном напряжении сети, В — 24 ±2,5;
• параметры импульса включения тиристоров на сопротивлении 6,2 Ом ± 5%
• амплитуда, В — 20 ±5;
• длительность импульса на уровне 0,7 от амплитудного значения, мкс. — 200 ±100.
Нижний предел регулирования действующего значения сварочного тока, % не более — 50.
Изменения действующего значения сварочного тока при колебаниях напряжения
питающей сети в пределах 340-400 В, не более — ±3%.
Максимальное время модуляции переднего фронта импульса сварочного тока, — 0-0,2 ±0,08.
Число импульсов сварочного тока — от 1 до 9.
Диапазон настройки на cosφ машины — 0,2 – 0,7.
Габаритные размеры, с учётом присоединённого к выходному разъёму
регулятора гнезда типа РШАГ КУ20 -3,мм, не более — 160х325хЗ10.
Масса, кг не более — 11.
Если cosφ в заказе не оговорен, то регулятор поставля¬ется настроенным на cosφ = 0,4.
2.2. Время готовности регулятора к работе после подачи напряжения не превышает 5 минут.
4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ РКС-601
4.1. Регулятор выполнен в виде отдельного прибора (рис.1), на передней панели которого расположены органы управления и сигнализации. Значение символов дано в Приложении 1.
Подключение регулятора, к сети производится с помощью разъёма, расположенного на задней стенке регулятора.
4.2. Основные функциональные узлы регулятора представлены на структурной схеме (рис.2).
4.2.1. Группа источника питания предназначена для обеспечения блоков регулятора напряжениями необходимой формы и амплитуды.
4.2.2. Группа установки «0» питания предназначена для установки триггеров схемы в исходное состояние при включении регулятора в сеть.
4.2.3. Группа тактирования предназначена для выработки трёх серий тактовых импульсов (1ТИ,2ТИ,3ТИ).
4.2.4. Группа пуска предназначена для формирования сигнала «Пуск» при нажатии педали сварочной машины.
4.2.5. Группа усилителей предназначена для усиления импульсов управления тиристорным контактором и клапанами.
4.2.6. Группа индикации предназначена для визуального представления ннформации о работе регулятора.
4.2.7. Группа фазового регулирования предназначена для управления фазой включения тиристорного контактора.
4.2.8. Группа задания программы предназначена для задания различных циклограмм работы контактной электросварочной машины.
4.2.9. Группа счётчиков предназначена для отсчёта временных интервалов позиций сварочного цикла и для отсчёта числа импульсов.
4.2.10. Группа дешифраторов предназначена для преобразования двоичного кода, поступающего из группы счётчиков в десятичный.
4.2.11. Группа позиций предназначена для последовательного выполнения позиций сварочного цикла и управления группами фазового регулирования и усилителей.
4.3. Принцип работы.
4.3.1. Принципиальная схема регулятора представлена на рис.3, а схемы отдельных блоков приведены на рис.4. рис.9.
4.3.2. При подключении регулятора к сети и замыкании цепи педали в группу позиций поступает сигнал «ПУСК», который переводит регистр группы позиций в положение, соответствующее отсчёту позиции «Предварительное сжатие» и одновременно даёт стробирующий сигнал для поступления синхроимпульсов 1ТИ в группу счётчиков. В группе счётчиков начинается отсчёт позиции «Предварительное сжатие». С началом отсчёта этой позиции из группы позиций в группу усилителей поступает сигнал, включающий усилитель индикации. На передней панели зажигается светодиод «Клапан -1».
4.3.3. При совпадении периодов, отсчитанных группой счётчиков, с числом периодов, выставленных на группе задания программы (переключатели позиции «Предварительное сжатие», в группу позиций поступает сигнал, который вырабатывает сигнал «Уст.0» «СТДП». Данный сигнал устанавливает в ноль триггеры группы счётчиков и переводит регистр группы позиций в положение, соответствующее отсчёту следующей позиции «Сжатие».
4.3.4. Отсчёт позиции «Сжатие» происходит аналогично отсчёту позиции «Предварительное сжатие», после чего начинается отсчёт позиции «Сварка.»
4.3.5. С началом отсчёта позиции «Сварка» из группы позиций в группу фазового регулирования поступает стробирующий сигнал «Сварка», который даёт разрешение поступлению импульсов из группы фазового регулирования в группу усилителей, усиленные импульсы поступают в тиристорный контактактор.
4.3.6. После отработки позиции «Сварка» стробирующий сигнал исчезает и отрабатывается позиция «Проковка».
Поступления сигналов в тиристорный контактор с начала отсчёта позиции «Проковка» прекращается.
4.3.7. После отсчёта позиции «Проковка» начинается отсчёт позиции «Пауза», с началом которой сигнал, поступавший из группы позиций в группу усилителей, исчезает, в результате чего клапан сварочной машины отключается и гаснет светодиод «Клапан-1».
4.3.8. С окончанием позиции » Пауза» триггеры группы позиций и счётчиков устанавливаются в исходное состояние.
4.3.9. При работе регулятора в автоматическом режиме с окончанием позиции «Пауза», позиция «Предварительное сжатие» в дальнейшем не участвует.
4.3.10. При включении тумблеров «Повышенное усилие 1» и «Повышенное усилие 2» включаются усилители «Клапана 2» и индикации. На передней панели загорается светодиод «Клапан 2». Включение клапана обеспечивает режим работы «С предварительным обжатием» в течение позиции «Сжатие» и
«С ковкой» в течение «Проковки», соответственно.
4.3.11. Переключателем «Число импульсов» осуществляется регулировка количества сварочных импульсов в течение цикла.
4.3.12. Переключателем «Нарастание» осуществляется модуляция переднего фронта первого импульса сварочного тока с регулируемым временем нарастания до установившегося значения.
4.3.13. Включение сварочного тока осуществляется тумблером «Ток включён».
5. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
5.1. Напряжение питающей сети является опасным для жизни, поэтому:
а) корпус регулятора должен быть надёжно заземлен. Для этой цели регулятор снабжён винтом заземления с табличкой «Земля»,
б) запрещается работа регуляторя без кожуха,
в) перед снятием кожуха нужно сначала снять напряжение и отсоединить ответную часть выходного разъёма.
г) запрещается переносить регулятор, не отключив от сети.
5-2. К работе регулятора, его ремонту и настройке допускаются лица, прошедшие соответствующее обучение, инструктаж и проверку знаний требований безопасности с оформлением в специальном журнале и имеющие квалификационное удостоверение, а также ознакомившиеся с настоящим паспортом.
5.3. Работая на сварочной машине с регулятором, необходимо соблюдать осторожность при работе вблизи электродов машины.
5.4. Лица, работающие на сварочных машинах с регулятором, должны периодически проходить инструктаж по технике безопасности на рабочем месте и проверку правил безопасной работы.
6. ПОДГОТОВКА ИЗДЕЛИЯ К РАБОТЕ
6.1. Перед установкой регулятора в машину проверьте соответствие питающего напряжения регулятора и машины.
6.2. Закрепите регулятор в машине с помощью шпилек (болтов, винтов) так, чтобы деталь крепления не входила в корпус регулятора более чей на 7 мм.
6.3. Заземлите регулятор.
6.4. Подключите регулятор к машине с помощью разъёма.
6.5. Произведите настройку регулятора. при необходимости на параметры машины согласно инструкции настройки сварочной машины.
6.6. Произведите пробную проверку на работоспособность машины.
7. ПОРЯДОК РАБОТЫ
7.1. Работа на контактной сварочной машине должна осуществляться в соответствии с её паспортом, настоящим паспортом, инструкцией по технике безопасности.
7.2. Перед началом работы установите на регуляторе необходимый режим сварки в соответствии с технологической картой.
7.3. Последующие операции производите в соответствии с требованиями соответствующего раздела паспорта на сварочную машину.
8. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ РКС-601
8.1. Ежедневно перед началом работы производите внешний осмотр регулятора, надёжность заземления.
8.2. Периодически перед началом работы производите очистку регулятора от пыли продувкой воздухом. Помните, что при загрязнении регулятор может выйти из строя.
8.3. Не реже одного раза в месяц производите проверку настройки регулятора и машины по указаниям, изложенным в паспорте на машины.
9. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ РКС-601
9.1. При нарушении работы регулятора в процессе эксплуатации перед началом ремонтных работ убедитесь в исправности монтажа машины, исправности контактора, отсутствии помех в питающей сети.
9.2. Убедившись в исправности цепей, указанных в п.9.1 произведите ремонт регулятора в соответствии с требованиями, иэложенными в Таблице 1.
9.3. Кроме указанных в перечне, неисправности могут происходить от механических обрывов цепи, плохих контактов в переключателях, тумблерах, резисторах, разъёмах и в цепи сварочной машины.

Вы можете скачать приложение (общий вид, принципиальная и структурная схема РКС-601) по ссылке ниже:
Источник
Настройка регулятора контактной сварки РКС-801
#1 mishgan100
Прикрепленные изображения

#2 Сергейб3
инструкции написано, что сила тока машины регулируется с лицевой панели регулятора, у меня МТП-1401, там ток переключается на ящике управления, как это согласовывается?
#3 mishgan100
#4 Сергейб3
Если Вы знакомы со сварочной машиной МТП-1401,
Машина машине рознь.
Машина собой представляет гидравлику, корпус, трансформатор, тиристорный контактор и Блок регулятор.
Конкретно в Вашем случае это РКС-801.
И как, примерно, набрать программу на сварку, допустим 1+1 мм, что означает-сжатие 1, сжатие 2, то же самое с проковкой?
#5 mishgan100
#6 tehsvar

- Город: Нижний Новгород
#7 Deputattt
Привет форумчанам. Подскажите плиз что такое «Тумблер выбора режима работы 6/8» на РКС 801ЛМ.
#8 mishgan100
Доброго дня, сегодня пытался запустить свою сварочную машину МТП-1401, подключал без воздуха и воды, все равно, пока, предстоит вялая работа на первой ступени, аппарат будет использоватся как споттер, так вот, на РКСе горят лампочки «сеть» и «аварийный стоп», где искать причину или без подвода воздуха и воды аппарат просто не включится? Основной трансформатор работает очень тихо, даже пришлось лампу дневного света отключать, что бы услышать его работу, это нормально? Просто я ни разу не видел и не слышал работу данного устройства.
#9 tehsvar
- Город: Нижний Новгород
Отруби ему (голову — мультик ) на плате усилителей КТ117. Вырви. Он там на. не нужен и всё заработает как надо.
Тихо — без нагрузки. Под нагрузкой чуть погромче, да и зависит это от самой сборки транса. Он же не трактор.
Подскажите плиз что такое «Тумблер выбора режима работы 6/8» на РКС 801ЛМ
Я думаю — сами разобрались, пару раз попробовав.
Сообщение отредактировал tehsvar: 02 Март 2014 15:06
#10 mishgan100
Так а как отрубить КТ117? Если честно, я даже не знаю, о чем речь идет, в электрике познания начальные, могу что то подключить, подпаять, но у себя в гараже по электрической части делаю все сам. А почему думаете, что именно в нем проблема? Мне когда аппарат продавали, говорили, что в исправном состоянии. Может схемку какую накидаете, как это все дело отключается?
#11 tehsvar
- Город: Нижний Новгород
Транзистор КТ117 выкусите. Что тут непонятного?
А почему думаете, что именно в нем проблема?
Я их столько отремонтил , что вспоминать не хочется.
Не, Вы конечно можете отремонтить его как положено, вычислить все подгоревшие 315 и восстановить эту цепь. Только она там не нужна. Это защита цепей клапана по 24 вольтам. Но, как правило, просто наш 117 транзистор со временем барахлить начинает. Вот и все дела. И цепь эту защищать смысла нет. Почему там защиту поставили? Наверно и сами, кто делал, не понимают.
Потому и предлагаю вполне рациональное решение. Тем паче в более новых версиях регуляторов эту защиту убрали.
Сообщение отредактировал tehsvar: 02 Март 2014 20:07
#12 Шурпет

- Город: Саратов
Транзистор КТ117 выкусите.
В столбце «Последние сообщения» прочитал — ну, думаю, Алексея разозлили ! А оно вона как! Читать как «демонтируйте транзистор КТ117 при помощи надлежащего инструмента. В данном случае — кусачек.» ?
#13 Deputattt
Я думаю — сами разобрались, пару раз попробовав.
К сожалению нет(((Времени проста напросто не хватает разбираться!
#14 mishgan100
Там уже кто то «позверствовал», насколько понимаю, транзистор под позицией VT6 уже выпаян, цепь уже разорвана, или все же нужно выпаять КТ117Г с позиции VT9? Или VT6 восстановить а VT9( КТ117Г) выкинуть? Не получается КТ117Г стрелкой обозначить, фотка сразу больше двух «метров» начинает «весить» и на сайт не лезет.
Прикрепленные изображения

#15 tehsvar
- Город: Нижний Новгород
Или VT6 восстановить а VT9( КТ117Г) выкинуть?
#16 maksnik1313
Спасибо за ответ, так что, на каждой ступени, включенной на ящике управления, есть еще дополнительная регулировка на РКСе? Если Вы знакомы со сварочной машиной МТП-1401, то как там включаются ступени? Онлайн покерЯ смотрел на таблицу со стрелками и все равно ничего не понял. И как, примерно, набрать программу на сварку, допустим 1+1 мм, что означает-сжатие 1, сжатие 2, то же самое с проковкой?
#17 mishgan100
Заработала машинка, сначала впаял транзистор КТ829, а КТ117 оставил, думал, может цепь, все же, не поврежденная, но снова врубился «аварийный стоп», транзистор «пошел наружу» и все заработало, только теперь новая проблема, тиристорный контактор не хочет включатся, чего то начинает жужать и раз на десятый, врубается основной трансформатор, кстати, при включенном тумблере трансформатор не работает, поэтому я его сначала и не слышал, а вот как включается контатор, вот тогда гул стоит хороший и свет заметно пригасает. Я то сначала думал, что трансформатор постоянно включен и контактор стоит на вторичной обмотке, а там все наоборот.
#18 yuriy77
Я их столько отремонтил , что вспоминать не хочется.
Подскажите пожалуйста, на моём ркс-801 светодиод » сварка» мигает, а выходных импульсов нет. Замерял мультиметром на контактах 9,10 DC-по нулям. Тумблер ток включен. В чём проблема?
#19 tehsvar
- Город: Нижний Новгород
Основная неисправность при таком описании — транзистор кт 315 в раскачке импульсов на крайней плате справа. Если смотреть на него спереди. Примерно в середине платы, чуть ближе к верху. Там их два. Один из них частенько хандрит. Номер уже на плате не помню.
Хотя такой же дефект может быть вызван неимоверным количеством неисправностей. Практически в любой плате.
Источник
лмыишты; yarj 'f /МУПfl Уму ? ^OcfsiuD^qbnrrnQ У21м] 7 // ^/0/ Л¥ z7^/ ' <7?.7Z^4/ m -:w £& wrtft сфшгтэа'en9 Cn)nPO f "^d »i OJF
Rj с, 2 Структурно# схем# peiyfwrfqpp Pfi&SO'f.
4tw» ~*Hb Hti 6iutu0 liyayca TH ?яглга8. jfaipeB Цфхт Цараст - > S&_ /арка» 1/лл_ c«f_. j«.cr«S fa&U fapaeto1 Лыао' MA tlJjM 3A,tf 10A~ as~ isr~ HB I6i__ <4. 6& 7MJ 13Г Ш1 306 3f6 32 A 33P _ ... . 20 ..££_ 6 4g~ Ja_ □_ .46 57__ Й1 Ifc 1&L L. — хз £2 х/ ^e/76 *56 *246_ wiSi ла. г г* lb— <TV twin fife llKpjXpH Je Й/ ** CA iSL- fcj nS.fi шв 163 3&~_ wl. гов_ 27$~ Vi- зв л: 20Д_ Яг jaC zfc _£_ d6i_ JAl / / 33_ лх_ Y02_ Jfe_ Jjl_ _ _?L_ .й£_. JL9...J jca_ 40 ze_ i9 4 ..ta_. W:‘i VSf. -Hfi .«fcAS'L jp* у W" ¥£_ ./££ 'iOA iib_ гА__ /51Г /&'« ЙУЩМ? 64_. ^М/УЛ — Цель c£“’ *5B йугэ 7 JS_ JS^ _га_ m Теакеак &Я16А. Wf«!r &4L AL_. JT" ML_ 36 _79_ . "№ 64_ </£_ /Л _ /Й JLZ 73 fiftfcMpU ITS 1f 76 _7Q_. 20 Оярм 2JH 8F_ 16ft '296 OSuyu 2АЛ6 Л5 STjL. I’Oi’cW <y 5~vo ».; 20 ~?7 Jo zdZ'e. тарвга» аш& 254 M? 7pegc?t №z/‘. W6_ <?2P SOA ar SiA 1264_ 1 27^l. ’2V4_ ' 2W _ \зов 'll favd’ faX.W выш' & teg faijo ztL _jj__ _2<_ d^L- t «о S”1'. Цель BblXui" гзв . 11 8ьх,г’. ^«3U. ЦА 11 A' . a &^4‘ 00tQ'L. 8У.& 3/A. 30 Ш" £SA. J2~~ aiJd", MdL 00^. 3-/S ЯВ 233 L3.S1 J5£ _ 55 r^e ^C- ЙР 216 Ji Л —"p° _ ~£7_. _4<L. _5S MJL. го 72 _tL«_ Ж. 7/ it a* 73 ^yw? »?A_ .^A. 6& 14 CKffftve / *55 WWA ~2Г SH^rO" ibfx.tO" BitxJO' iOA i& 6_ г/А 24 №.W' Г!Л001 M". /ie_ dAF 226__ 21& Ci ^2 64. i I» 1 2< 4 । го в' гвА^ -Х50’ г: A 66 nwb MJC" №«№.* <S.C 263 Л £1 6& 69 w /96 J d.( itlfjtni 6ilX.VtTA /ЗА 9B__ ЮВ 41A Ji ^3Q_ i56_ 4U2 91 V^QWa/t _bg не 16A ?v Itrflh. у Cfk Зв№ 43B al^— -J.6- Же 4ЧА Ж.г. V C°e 14'ШЛ© игм^д* 15A 1?fl -91— -£8_ 53 л/ SA 77 1A TA /0 13 SA ci И,е<?мАм ^aujtrS* £4. 44. че> 43. dt J2 -83-. d4— 8S_ f^TX/l 3A_ T?j/xS'c //„ _fl.6 -4L Псч^., JB! 7_ 36 /’f.owmueS^ ГУ5 " K,o К 1 i- • r 1e4 • 14 — V: a&: t irnut^a 1’^’1 7 । f r * 1 •Г» Л tz_ Д^Оаж>г-Сси>Т»»ГЧ7' Л!Г*!Т!??У!Т? ±7П< 11! ! 11 Il i 1 1 u 1 1 1 Lr*% । г*' । f. -w^Gr^j^^eqnrr- Ж jue'sm rf 7> nC^pHdSHi Spirt H_J tC&PM'SIS &o * “ f t- £1'..ZZi L& gg фпыёешеЧйТ h1 12 ,П£Ою1&35г.1 Ьм «Tex'* S3^> ] 1Q SwkaL - 4й 41 Слип C S^-jrl ^.. нСерия" | 20 ,. Пп/>ьщ1 8нл. _ 9fL лУсчлиеЧ" r-F^~ -18. 8ыкл. 1 44 иЛобыш.^1, L>. *9_ Усилийй Г Azf Зынл? ._.13„ ^М. ,Сйть'' Г/ JW- El z ei /5. *njdv&&St2 * 8 • 7 м 4 ЗД _ ^7(5 XtO i-0 •-? I /Цьес Cw7 Шль / г С«Ш!» Сета шмо 1 к/ап«« / СйЩий- f tCMnatf О'чЦУ» Имл, Г£:Л. rpliioi. to ‘Ж <k Gtrno 15 *£Р,'‘АА /6 11 Клапан? /5 I^K>fb . ileOvifi. ПгВьАь 19 го. J5 -42. :iu JSL I /£ ЦЕ'Ъ ~Г i ^4S -"-ri 1 ~ *^4- > id- d— *5>5_ ,6- 1 5 . Ч$:зст. -3— IF Ciiuiuu__ J4... /2 _ ‘teAi/. 1.3 w /pa//;.UP,i 7.) L_Xj I 19 £Q X? Цель _3 j 2 СГХ"' J »4’v ‘ I/ (MmW-v, V ^*4- 6_ ^г'г/’< 5i ._ V'-’ i /Ш H /&ca —L!LLct :J 4Zl° " <s :8 7 г 5 4 ui /W •06 zvoi ._J?5 0/L A/c.3 Cxe/iQf ыехгпычесми лрцнципцсыьна/я P^C-^Qj
E-^4S 20 17 кцчогс 2С - /V — *► ffiWZE 24 42 г 1- L2£ ЯцчЧгв 40 M 1 сг а/** л 44 £2 T^12C 22 23 20 O?W2£ eS 3 5 Е «и £ 20 I №*4022 I гс XI Х/А 3 КЦЧ02Е, fixr, Цепь ¥4 6 -1 faanaHi QSujfUU -9 UNiimty ‘ii ^u. *4 Общий 13 Ыслан2 Пё&иМ) 2Я Йе&мьв) PUMA ПБ-20 хг ш Цель 32 2. 3 to./сл./ 2& т *2(ХХ№ 54 &С5 Пред jX Kiernan 1 20 3Y <о 21 Цкест. Ч2& WuM м0”изн. ±5Ь._ &X.& ЗЕШЙГТДЙ 9 +ЩГ 2.*2Otty. 39 <?z£ w mwj Цепь s7' ’ 2 ОЗи^иц +243 H2b Цель 2 ^243 J --/23 Q +/23 A 4-j/i 6 /6А M.W. 7 U Hucmtrf Z? !fapccm.C 9 05щий /0 ^изм. JL tfcuuzn.l 4H Чаш.а.2 Я hfjlwp licdcjTjf^) го X3 &.W Цель 4 Y jHCYr7cia^! 5 <J fhoedo^KJli Рис.Ч Сына электрическая принципиальная блока питания РКС-001
ит-Ь№1я*п I । ~uc.S Смю stfevyweawr лрим4упшьнсЯ i/jo&a Э*им?рат>£о& 6£St387'39f PPC-GOi <L \2_ 2 Цепь Ji tetr Цепь 22$ Вь/х„Г IL. Общ^й 2SA &ь»Л' JC Su? J 27A №.Г J4 f/A К Ю Пр. сжатие c M &№£ ^£L sdl 19 Jp. сжатие \* .. <5 Ж ?s пр.с^тие 7 !HL£L 4 . ^20 9J ?A № Сжагпи? < ' g 311 . nn^ |QA Х1Сж?тие . 9* JL j & JVLJL JL 90 6Ъ Jf/x/O Сжатие 2SA пл^ f3A С7И n^SL ^3S &№VttL. Of 12 гЛ nn^ v33 Oh Л.^СГИ <rfc . /3 зов ПЛ.Г ^0 /Cfi Ьы^СТИ s2L 2Z6. aa^" •JLL ^4 Число имп.^ 261 lffltl3" H'ti Число имл. 1ft *5& Uli ITfi Число импЛл /3 <iiL 1^6 fauo uмлt.3^, s£=_ 9U IDA 1(4 Число имп..Чц \>T _ 57“ &b no 1^6 Число импя$Л ЧТУ- PA ЁЫХ,^ IVA (исло имп>:^ s2L /73 ^ЛХ.4^ 4 ¥9 А/ 11$ Число импи 7* № un^1 ISA Число импЛ* Zl& nW 43f ^L SA Mcfabta Г1', in #4 nW 7* XlOC^/cam dJti nn^tf n •>'/» *< nj<O4jl* z_j_Z_ Sb .ШОс&рЩ “fe- 2SA nn^ SL 4<£ ii. Jt a /» &A nn.sr 54 XQnpteot&fh &A ШУ ЧЖ12 ft %nuQl^OXO^ 1&Ц MW ¥4 XlFhmq i£ 34 Ш9и ЗА XfO Hauls iSi nW \SJ .60 2B X1X!0 Пс/чзд ИЬ Ууслол к 36 Поел пО2иЧ'
За ji » > ditiiie Iff' .'ли jjyl__ ,п7 । <й»-оьла & ^.*1-.n^L.. М-М-К155ЛМ, Д19Д2Б-К155Гма Д1-А<5'К<55М5; fiZlfiZV-K155MS Д16-К155ЛМ fin- КЧ5БГ ма fiiS- Ki55M2. я л?_ I^WaL^L (' -•1!±чЬ‘А!!-Ч__ . 'JZj/ЪсАС r? ^L^rQL. CHirie-^/s^^-ay^e FLc.6 С*гма ^^е^три^смаА прунципиемые/л £ло^ yprwq 6ДЯ381 .i£5 Pt^C-£(l-/
Рис.1 Схема электрическая принципиальная о лоно усилитепеи 6ДЯ, 581 .250 PKC-SQ-i 1 г Kwm. Цепь 'iiA 3 4 2 JL £_ 10 ±L 12 ±L /4 16 11 IL 1‘J\ 20i 21 22 23 lj 26 £L ^.O'hunWKUfl 2A Пе clef ль 15h ГВ Пуск Общий Z1& mi 86B 1>ГЯ Щ &rir вгв ВТЯ 2№ &Х.ЦЫЦ т.1 UB w лмшлзЛ. Индией. Ймп.Чгтр’Вл: 1 C&dpKOil 50 в J/H8mj.c£d AM н в IP.W,X/Pcfai>?! gAEeJ Пры.2*'Ю_л me \э |q 1 ! 1№ Вклпуг. "Ha зла, and VEJ-YEIO-KWS Б №ьЯ35-К45БМ8 ДЗ-Д5-К15.5 Atf fiS- К156ЛМ
Рис, 3 Схема элемтричесмл причципиыыкм ояж/ регулироВки том ЕДЯ, 387. 343 РКС-ПМ. X JL 4 J. 7 _£_ 3 11 11 <5 *12 го У7 16 8.2. 11 Диоды: УН7, У^ W6t V25, У26- НД ЮЗА У/- УЮ, И23-Д9Д Тра^исторы: УЕ+ УЕ1^-*Г3155, VE1S- УМ, VE23 - КТЮ^В CUnSd^ftdMS^Zd
С&7/09 -0/fcT /ФгэшпгтЯ х/ыдох/яь ваоиу /ИеНЧ1ПэпипТ1НП^и HbxntitK/uniaifS bh&XJ
ООО «ПромАвтоКонтроль»
- Модернизация однофазных сварочных машин. Введение обратной связи.
Сварочные регуляторы серий РВИ, РЦС и прочие, выпускавшиеся ранее, требовали настройки на коэффициент мощности сварочной машины. Это представляет определенные трудности в эксплуатации оборудования:
- требуется наличие специалиста, который сможет произвести корректную настройку аппаратуры управления;
- в случае перехода на новые изделия или изменения раствора и вылета электродов может потребоваться перенастройка регулятора;
- неверная настройка на коэффициент мощности может привести к функционированию сварочной машины в аварийном режиме и вызвать поломку оборудования.
Зачастую регуляторы настраивают «с запасом», то есть на меньшее значение коэффициента мощности, чем имеет сварочная машина в действительности. Такой метод позволяет уменьшить риск возникновения аварийных ситуаций, но приводит к уменьшению реальной мощности сварочной машины. В результате оборудование используется не эффективно.
Избежать описанных выше ситуаций позволяет введение в аппаратуру управления функции автоматической настройки на коэффициент мощности, причем измерение коэффициента мощности и корректировка происходит в каждом полупериоде сетевого напряжения. Таким образом, регулятор постоянно получает актуальные временные характеристики сварочного процесса, что позволяет:
- избежать аварийных ситуаций;
- оптимально использовать возможности сварочной машины;
- не требует участия специалиста при переходе на новый вид изделий, изменении характеристик сварочного контура или при подключении регулятора к другой сварочной машине.
Для измерения коэффициента мощности требуется точно определить момент окончания протекания тока в первичной обмотке сварочного трансформатора. Для этого вводится обратная связь с контактора в сварочный регулятор. Схема подключения обратной связи представлена на рисунке 1.
Рисунок 1
Таким образом, обратная связь берется непосредственно с клемм контактора (КЛ.1 КЛ.2 на серийных образцах тиристорных контакторов). Подключение к регулятору производится по контактам 1 и 17 разъема «Связь с машиной», полярность подключения не имеет значения.
В результате небольшая однократная модернизация сварочной машины решает проблемы, которые могут возникнуть при эксплуатации оборудования.
В следующих разделах рассмотрены наиболее часто используемые схемы подключения при замене устаревшего или вышедшего из стоя оборудования. В случае, если модернизация машины уже производилась и схема подключения аппартуры управления может быть не оригинальной, следует пользоваться общей схемой подключения изображенной на рисунке 2.
Ответная часть разъема для подключения регуляторов серии РКМ поставляется в комплекте с оборудованием.
1.1.Схема подключения регуляторов серии РКМ к сварочной машине.
На рисунке 2 представлена общая схема подключения регуляторов к сварочной машине. В следующих разделах даны схемы подключения к серийно выпускающимся тиристорным контакторам. Если тип имеющегося тиристорного контактора не известен или схема включения не представлена в данном руководстве, рекомендуется использовать общую схему подключения.
Рисунок 2
Вход «ЗАПРЕТ» может использоваться для блокировки сварки в случае аварии или иной ситуации, когда проведение сварочного цикла должно быть запрещено (отсутствует воздух в пневматический магистрали или вода охлаждения, перегрев тиристорного контактора, запрет с другой машины). Сварка запрещается если на вход «ЗАПРЕТ» подается +24В. Это означает, что должны применяться датчики с нормально разомкнутыми контактами. Если в наличии имеется датчик с нормально замкнутыми контактами, требуется адаптировать его сигнал при помощи реле с нормально замкнутой группой контактов.
1.2. Замена регуляторов серии РКС (производства завода «Сэлма»).
Регуляторы серии РКС, такие как РКС-501, РКС-502, РКС-601, РКС-801, РКС-801М, РКС-901 имели функцию автоматической настройки на коэффициент мощности машины. Соответственно, машины, поставлявшиеся в комплекте с указанными приборами управления, уже имеют все необходимые соединения. Оборудование производства ООО «ПромАвтоКонтроль» комплектуется таким же разъемом подключения к сварочной машне, как и регуляторы серии РКС. Таким образом, переход с регуляторов указанных серий на аппаратуру управления производства ООО «ПромАвтоКонтроль» может быть выполнен прямой заменой оборудования без дополнительных доработок.
1.3. Замена регуляторов серии РЦС (производства завода «Сэлма»)
Регуляторы серии РЦС, такие РЦС-301, РЦС-403, РЦС-503 и другие, комплектуются разъемом, совместимым с оборудованием производства ООО «ПромАвтоКонтроль». В виду, того, что в регуляторах данного типа отсутствовала обратная связь с контактором, ее необходимо ввести согласно схеме на рисунке 1. Для установки регуляторов серии РКС вместо РЦС следует провести следующие действия:
- Оставить соединения на контактах разъема: 3, 6, 7, 9, 10, 15, 19, 20. Остальные цепи нужно удалить.
- Ввести обратную связь на контакты 1 и 17 согласно рисунку 1.
1.4. Замена регуляторов серии РВИ (производства завода «Электрик»).
Регуляторы серии РВИ не имели функции автоматической настройки на коэффициент мощности, и сварочные машины, комплектовавшиеся данной аппаратурой управления, требуют доработки в соответствии с пунктом 1 настоящего руководства.
Также имеются различия в типе разъема, использующегося в регуляторах контактной сварки серии РКМ производства ООО «ПромАвтоКонтроль» и регуляторах серии РВИ. Схема подключения регулятора РКМ вместо регулятора серии РВИ представлена на рисунке 3. На рисунке представлены соответствия контактов разъема регуляторов серии РВИ и аппаратуры управления производства ООО «ПромАвтоКонтроль». По данной схеме можно либо собрать адаптер для подключения регулятора, либо произвести замену разъема на РШАГКП-20.
Рисунок 3
1.5. Замена регуляторов серии РКС (производства КБ АСТ)
Регуляторы серии РКС, такие как РКС-14, РКС-15, РКС-16, РКС-20, РКС-21 имеют разъем подключения к сварочной машине несовместимый с регуляторами серии РКМ. При замене разъема или сборке адаптера следует руководствоваться схемой представленной на рисунке 4.
Рисунок 4
При переходе с регуляторов серии РКС-14, РКС-15 и т.д. следует иметь в виду, что управляющие сигналы в данных регуляторах имеют напряжение +24В (общий 0В), а в регуляторах серии РКМ — 0В (общий +24В).
1.6. Схема подключения тиристорных контакторов КТ-07, КТ-11
Схема подключения тиристорных контакторов КТ-07 и КТ-11, имеющих разъем РШАВПБ-6, представлена на рисунке 5. Указанным разъемом могут комплектоваться тиристорные контакторы других типов. В любом случае, рекомендуется сверить цоколевку разъема с указанной на рисунке[1].
[1] Здесь и далее при подключении импульсов поджига следует иметь в виду, что на старых схемах цоколевка могла указываться немного в другом виде — контакт 5 (Импульс поджига) именовался
«-24 В», а контакт 2 (+24 В) — «Импульсы поджига». Данное различие в маркировке контактов не меняет схему подключения.
Рисунок 5
[1] Здесь и далее при подключении импульсов поджига следует иметь в виду, что на старых схемах цоколевка могла указываться немного в другом виде — контакт 5 (Импульс поджига) именовался
«-24 В», а контакт 2 (+24 В) — «Импульсы поджига». Данное различие в маркировке контактов не меняет схему подключения.
1.7. Схема подключения контакторов КТ-02, КТ-03, КТ-12
Схема подключения тиристорных контакторов КТ-03, КТ-03, КТ-12, имеющих разъем РШАВПБ-14, представлена на следующем рисунке 6. Указанным разъемом могут комплектоваться тиристорные контакторы других типов. В любом случае, рекомендуется сверить цоколевку разъема с указанной на рисунке.
Рисунок 6
В большинстве случаев можно исключить датчик температуры (наличия воды) из цепи поджига тиристоров. Для этого требуется подключить контакт 9 на разъеме регулятора к контакту 12 на разъеме тиристорного контактора.
1.8. Схема подключения тиристорных контакторов КТЖМ-125, КТЖМ-250.
Схема подключения тиристорных контакторов КТЖМ-125, КТЖМ-250, представлена на рисунке 7. Рекомендуется сверить цоколевку разъема с указанной на рисунке.
Рисунок 7
В большинстве случаев можно исключить датчик температуры из цепи поджига тиристоров. Для этого требуется подключить контакт 9 на разъеме регулятора к контакту 1 на разъеме тиристорного контактора.
2. Схема подключения контроллеров серии ККС.
На рисунке 8 представлена общая схема подключения контроллеров ККС сварочной машине. Принципиально схема подключения контроллеров ККС не отличается от схемы подключения однофазных регуляторов серии РКМ.
Рисунок 8
Выход «КЛАПАН» может использоваться внешним PLC как сигнал активности регулятора. Выход активируется на время прохождения сварочного цикла.
Обсудить на форуме