ОАО «РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
Введено в действие с 1 июля 2012 г.
Распоряжением ОАО «РЖД»
от 10 мая 2012 г. N 909р
(Приложение N 1)
ВАГОНЫ ПАССАЖИРСКИЕ.
РУКОВОДСТВО ПО ДЕПОВСКОМУ РЕМОНТУ (ДР)
055 ПКБ ЦЛ-2010 РД
1 Введение
1.1 Общие положения
1.1.1 Настоящее Руководство предназначено для организации выполнения деповского ремонта пассажирских вагонов, находящихся в собственности ОАО «РЖД» и дочерних обществ, в вагонных депо и на вагоноремонтных заводах.
Руководство разработано на основе конструкторской и эксплуатационной документации заводов-изготовителей и материалов по исследованию неисправностей, возникающих в процессе эксплуатации, а так же анализа износа узлов и деталей пассажирских вагонов, устанавливает технические требования к объему работ, выполняемых при деповском ремонте, и указывает допускаемые нормы износа узлов и деталей.
Руководство распространяется на пассажирские цельнометаллические вагоны локомотивной тяги железных дорог РФ колеи 1520 мм со скоростью движения до 200 км/ч, а также на пассажирские вагоны железных дорог РФ, обращающиеся в международном сообщении (кроме вагонов типа ВЛАБ-200).
В связи с изданием настоящего Руководства, ранее действовавшие нормативные документы «Вагоны пассажирские цельнометаллические. Руководство по деповскому ремонту» ЦВ 4255, «Вагоны пассажирские цельнометаллические. Руководство по деповскому ремонту» 033 ПКБ ЦЛ-04 РД, «Вагоны пассажирские на безлюлечных тележках с дисковыми тормозами постройки ОАО «ТВЗ». Руководство по деповскому ремонту (ДР)» 047 ПКБ ЦЛ-2007 РД, «Вагоны пассажирские моделей 61-4170, 61-4188, 61-4189 постройки ОАО «ТВЗ». Руководство по деповскому ремонту» 031 ПКБ ЦЛ-03 РД считать утратившими силу.
При разработке руководства учтены в полном объеме требования по ремонту, изложенные в документах: «Вагоны пассажирские цельнометаллические. Дополнение к Руководству по деповскому (ДР) и капитальному ремонту (КР-1, КР-2) тележек КВЗ-ЦНИИ-М» 545 ПКБ ЦВ, «Вагон пассажирский купейный с кондиционированием воздуха модель 61-820 К, Руководство по деповскому ремонту» 009 ПКБ ЦЛ-98 РД, «Вагоны пассажирские купейные с кондиционированием воздуха моделей 61-4179, 61-4174, 61-4186. Руководство по деповскому ремонту» 019 ПКБ ЦЛ-01 РД, «Вагоны пассажирские моделей 61-4170, 61-4188, 61-4189 постройки ОАО «ТВЗ», требования по ремонту тележек изложенные в документе «Руководство по деповскому ремонту. Тележка двухосная тип ТВЗ-ЦНИИ-М» 007 ПКБ ЦЛ-98 РД.
Утверждаю
Первый Вице-президент ОАО «РЖД»
В.Н.МОРОЗОВ
6 февраля 2008 года
ВАГОНЫ ПАССАЖИРСКИЕ
РУКОВОДСТВО ПО КАПИТАЛЬНОМУ РЕМОНТУ
(КР-1)
051 ПКБ ЦЛ/ПКТБВ-2007 РК
Лист согласования
Вице-президент ОАО «РЖД» М.П. Акулов 30.01.2008
Начальник Департамента пассажирских сообщений ОАО «РЖД» Г.В. Верховых 27.12.2007
Генеральный директор ФПД — филиала ОАО «РЖД» В.Н. Шатаев 30.12.2007
Начальник Управления планирования и нормирования материально-технических ресурсов А.В. Зверев 28.01.2008
Начальник Дирекции «Вагонреммаш» ОАО «РЖД» В.И. Николаев 21.12.2007
Директор ПКТБВ — филиала ОАО «РЖД» В.Н. Садчиков 20.12.2007
Директор ПКБ ЦЛ — филиала ОАО «РЖД» В.И. Киреев.
Настоящее Руководство по капитальному ремонту пассажирских вагонов (КР-1) устанавливает требования и объем капитального ремонта пассажирских вагонов железных дорог Российской Федерации на вагоноремонтных предприятиях.
Руководство разработано на основе конструкторской, эксплуатационной и технологической документации, материалов по исследованию и изучению неисправностей, возникающих в процессе эксплуатации, и анализа износов деталей и узлов пассажирских вагонов.
Руководство распространяется на пассажирские вагоны железных дорог Российской Федерации колеи 1520 мм, а также на пассажирские вагоны железных дорог Российской Федерации, обращающиеся в международном сообщении. Перечень типов (моделей) пассажирских вагонов, на которые распространяется настоящее Руководство, приведен в Приложении А.
Ремонт служебных, специально-технических, вагонов промышленности и других вагонов специального назначения производится в соответствии с настоящим Руководством и Техническими условиями на ремонт этих вагонов, разработанными заказчиками в установленном порядке, с учетом конструктивных особенностей указанных вагонов. Дополнительное оборудование этих вагонов ремонтируют согласно технической документации заводов-изготовителей.
Ремонт вагонов, предназначенных для движения со скоростью 141 — 160 км/ч, осуществляют согласно требованиям настоящего Руководства и Инструкции по техническому обслуживанию и эксплуатации сооружений, устройств, подвижного состава и организации движения на участках обращения скоростных пассажирских поездов N ЦРБ-393.
Вагонам купейным, некупейным, межобластным, габарита РИЦ и СВ капитальный ремонт (КР-1) производят с установкой сборочных единиц и деталей повышенного ресурса в соответствии с Приложением 1 Приказа МПС России от 17.01.2002 N 2.
Для повышения эксплуатационной надежности, пожарной безопасности пассажирских вагонов, улучшения качества обслуживания пассажиров и обеспечения их безопасности, наряду с выполнением требований настоящего Руководства по распоряжениям ОАО «РЖД» проводятся необходимые дополнительные работы.
Совместно с настоящим Руководством используются технические документы, перечень которых приведен в Приложении Б. Эти документы являются дополнением к настоящему Руководству и выполнение их требований обязательно при капитальном ремонте вагонов.
Изменение требований настоящего Руководства производит Проектно-конструкторское бюро пассажирского хозяйства после согласования с ОАО «РЖД» в установленном порядке. Внесение изменений в подлинник производят в соответствии с ГОСТ 2.503 и ГОСТ 2.603.
Требования настоящего Руководства являются обязательными для всех подразделений — филиалов ОАО «РЖД», а также организаций других форм собственности, осуществляющих капитальный ремонт пассажирских вагонов, эксплуатирующихся на железных дорогах ОАО «РЖД».
1. Общие положения
1.1. Капитальный ремонт (КР-1) пассажирских вагонов выполняют в сроки в соответствии с приложением к Приказу МПС России от 4 апреля 1997 г. N 9-Ц — вагоны подаются в капитальный ремонт первого объема через 6 (первый КР-1), 11 (второй КР-1), 16 (третий КР-1) лет эксплуатации после постройки, а также 5, 9, 13 — для вагонов-ресторанов соответственно.
Требования настоящего Руководства к ремонту пассажирских вагонов учитывают их техническое состояние в зависимости от срока службы.
1.2. Капитальный ремонт вагонов осуществляют на вагоноремонтных предприятиях, имеющих необходимые цеха и отделения, обеспечивающие ремонт в полном объеме настоящего Руководства и удовлетворяющие санитарным нормам и правилам пожарной безопасности.
1.3. Вагоноремонтные предприятия должны иметь средства технологического оснащения, обеспечивающие производство ремонта вагонов необходимого качества, согласно требованиям настоящего Руководства и «Технического регламента оснащенности предприятий железнодорожного транспорта, проводящих капитальный ремонт пассажирских вагонов».
1.4. Вагоны ремонтируют путем замены неисправных составных частей и деталей отремонтированными или новыми, соответствующего типа, отвечающими требованиям конструкторской документации, техническим условиям и характеристикам данной модели вагонов.
1.5. Материалы, полуфабрикаты, запасные части и комплектующее оборудование, используемые при ремонте вагонов, должны сопровождаться сертификатами, удостоверяющими их качество, и соответствовать требованиям стандартов или технических условий на их производство и применение.
1.6. Вносить изменения в конструкцию основных узлов пассажирских вагонов допускается с разрешения ОАО «РЖД».
1.7. Ответственные детали вагонов должны быть подвергнуты испытанию в соответствии со следующими руководящими документами:
— «Неразрушающий контроль деталей вагонов. Общие положения» РД 32.174-2001;
— «Магнитопорошковый метод неразрушающего контроля деталей вагонов» РД 32.149-2000;
— «Феррозондовый метод неразрушающего контроля деталей вагонов» РД 32.149-2000;
— «Вихретоковый метод неразрушающего контроля деталей вагонов» РД 32.150-2000;
— «Детали грузовых и пассажирских вагонов. Методика испытаний на растяжение» N 656-2000 ПКБ ЦВ.
При выпуске из ремонта такие детали должны иметь соответствующие клейма с условным номером подразделения, датой ремонта (изготовления) и испытания.
1.8. Составные части и детали вагонов ремонтируют сваркой и наплавкой в соответствии с Инструкцией по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов N ЦЛ 201-03.
Детали вагонов, подвергающиеся после сварки и наплавки механической обработке, доводят до чертежных размеров, предусмотренных конструкторской документацией.
1.9. Вагонные детали, изготовленные из полимеров, ремонтируют согласно Инструкции по применению полимеров при ремонте пассажирских вагонов N 260 ПКБ ЦЛ.
1.10. Резиновые детали, устанавливаемые на вагонах, должны соответствовать конструкторской документации и выполняться из резины согласно ТУ 2512-046-00152081-2003, РТМ 32 ЦВ 206-87 и РТМ 32 ЦВ 207-80 на резиновые изделия, применяемые на пассажирских, грузовых и рефрижераторных вагонах.
1.11. Установленные новые деревянные детали должны соответствовать конструкторской документации и техническим условиям данного типа вагона и по качеству древесины и влажности ее удовлетворять требованиям ГОСТ 3191.
Ремонт, а также антисептирование и антипирирование новых деревянных деталей вагонов выполняют в соответствии с Инструкцией по ремонту деревянных изделий грузовых и пассажирских вагонов N 031 ПКБ ЦВ и требований «Ведомственных норм пожарной безопасности» (ВНПБ-03).
Для биоогнезащиты новых деревянных деталей используют антипирены, согласованные с Главным инспектором по пожарному надзору на железнодорожном транспорте Федерального государственного предприятия военизированной охраны на железнодорожном транспорте Российской Федерации (ФГП ВО ЖДТ РФ), Главным государственным санитарным врачом железнодорожного транспорта Российской Федерации и имеющие сертификат пожарной безопасности и гигиеническое заключение.
Антипирены вводят методом глубокой пропитки в автоклавах или методом опускания в ванну с выдержкой, а также с помощью кисти, валика с обеспечением требуемой степени защиты согласно ВНПБ-03.
Материалы, применяемые во внутреннем оборудовании пассажирских вагонов, в зависимости от назначения должны быть:
— негорючие — при подшивке изоляции крыши, изготовлении воздуховода вентиляционной установки, каркасов спальных полок и кресел;
— негорючие и трудногорючие — при замене багажных полок, мебели, обшивки продольных и тамбурных стен, дверей, закладных деталей и обрешетки стен и крыши, перегородок;
— трудногорючие или трудновоспламеняемые — при замене гидроизоляции, диффузоров, компенсирующих вставок и звукоизолирующих элементов вентиляционной установки, звукоизоляции потолков, теплоизоляции труб и баков водоснабжения и труб отопления;
— медленно распространяющие пламя — при замене штор, занавесей, обивки диванов, спальных полок и кресел, покрытия полов, облицовки поверхностей стен, перегородок, багажных полок, мебели.
Перечень неметаллических материалов для элементов внутренних конструкций пассажирских вагонов приведен в Приложении И.
1.12. Сопрягаемые поверхности деревянных и металлических деталей, не имеющие особых требований к защите в чертежах, должны быть загрунтованы до постановки деталей на вагон. Материалы для грунтования представлены в таблице 10 раздела 21 настоящего Руководства.
1.13. При ремонте изоляции кузова, деревянного настила пола, труб воздуховода, труб и трубопроводной арматуры систем отопления, горячего и холодного водоснабжения, электрооборудования (кроме кабелей и проводов) и других сборочных единиц и деталей разрешается использовать бывшие в употреблении материалы и изделия, отвечающие требованиям настоящего Руководства, высвобождающиеся при капитальных ремонтах.
1.14. Детали вагонов, подлежащие согласно требованиям конструкторской документации хромированию, могут подвергаться другим, однородным по купе декоративным покрытиям (полимерными порошковыми красками и др.), разрешенным к применению.
1.15. При изготовлении и ремонте деталей предельные отклонения на размеры (поля допусков), не оговоренные конструкторской документацией, определяют согласно ГОСТ 25347. При этом на несопрягаемые (свободные) линейные размеры металлических деталей, обрабатываемых на металлорежущих станках, поля допусков устанавливают по 14 квалитету точности. Поля допусков на размеры деталей, не подвергающихся обработке резанием, а также для неметаллических деталей устанавливают по 16, 17 квалитетам.
1.16. Детали вагонов прочно закрепляют. Крепежные изделия должны соответствовать конструкторской документации и следующим требованиям:
— шурупы, болты и винты с сорванной резьбой заменяют новыми. Поврежденное антикоррозионное покрытие винтов и болтов восстанавливают хромированием, никелированием, цинкованием или другим способом согласно утвержденной технологии. После восстановления покрытия болты и винты устанавливают на вагон в соответствии с требованиями чертежей завода-изготовителя;
— болты и винты до постановки на вагон должны быть покрыты тонким слоем минерального масла (веретенного АУ, индустриального И-20А и др. в соответствии с Инструкцией по применению смазочных материалов в пассажирских вагонах 01/75 ЦЛ-ВНИИЖТ-06 РК);
— болты, крепящие детали на раме вагонов и тележках, должны иметь шплинты в соответствии с чертежами вагона. Концы болтов, не имеющие шплинтов, должны выходить из гайки не менее чем на две нитки резьбы и не более чем на величину диаметра болта, кроме болтов, длина которых необходима для регулирования размеров деталей и составных частей вагона согласно конструкторской документации вагона;
— болтовые и заклепочные соединения выполняют в соответствии с требованиями чертежей;
— шплинты ставят согласно ГОСТ 397, которые при отсутствии специальных требований должны отстоять от гайки или шайбы не более чем на 3 мм. Концы шплинтов должны разводиться симметрично под углом от 60 до 90°. Шплинт у корончатой гайки должен заходить в шлицы (по высоте не менее 3/4 диаметра шплинта). Повторно использовать шплинты не допускается;
— болты и валики ставят гайками и шплинтами наружу, за исключением тех, у которых постановка гаек и шплинтов внутрь предусмотрена конструкцией. Под гайки, шплинты и чеки должны быть поставлены шайбы, соответствующие чертежам вагона;
— ослабленные нестандартные заклепки, а также с размерами замыкающих головок, не соответствующими требованиям ГОСТ 14802 и конструкторской документации на вагоны зарубежной постройки (маломерные), заменяют;
— резьбовые соединения должны соответствовать руководящему документу «Резьбы для деталей вагонов железных дорог колеи 1520 мм. Типы и размеры» РД 32 ЦВ.005-89.
1.17. Запрещается:
— ставить простые гайки вместо корончатых, предусмотренных чертежами завода-изготовителя (техническими условиями);
— подчеканивать, обваривать и свинчивать заклепки там, где это не предусмотрено конструкторской документацией;
— прожигать отверстия под болты и заклепки;
— оставлять с сорванными нитями или ставить болты и гайки, имеющие изношенную резьбу, сбитые грани, а также ставить болты, не соответствующие конструкторской документации;
— забивать шурупы;
— оставлять незагрунтованными места прилегания снимаемых для ремонта или замены деталей и сборочных единиц на кузове, раме и тележке вагона;
— применять материалы, не соответствующие указанным в технологической и конструкторской документации.
1.18. Все средства измерений промышленного изготовления и нестандартизованные должны быть в исправном состоянии и своевременно проходить обязательную периодическую государственную или ведомственную поверку в соответствии с нормативными документами базовой организации метрологической службы. На средствах измерений, прошедших поверку, должно быть поверительное клеймо и выдан соответствующий документ о поверке (свидетельство, аттестат).
1.19. Конкретные средства измерений и необходимые технические требования должны быть указаны в типовых технологических процессах на ремонт вагонов, их составных частей и деталей, разрабатываемых на основании данного Руководства, а также в заводских технологических процессах, создаваемых, как правило, на основе типовых. Необходимые средства измерений указаны в методиках выполнения измерений тележек (РД 32 ЦЛ 021-06), переходных площадок, безбуферных устройств и буферов пассажирских вагонов (РД 32 ЦЛ 007-89) и др.
Рекомендуемый перечень нормативно-технической документации по метрологическому обеспечению производства указан в Приложении Ж.
1.20. При необходимости определение толщин элементов конструкции в закрытых коробчатых и трубчатых сечениях или элементов крупногабаритных металлических конструкций, подвергающихся коррозии, рекомендуется производить ультразвуковыми толщиномерами типа «Кварц-15», УТ-З1МЦ и др. Определение толщин металла следует выполнять в соответствии с «Руководством по определению технического состояния и первичному учету потерь от коррозии в вагонном хозяйстве» РТМ-I кор/ЦВ-82 и паспортами на соответствующие приборы.
В исключительных случаях разрешается применять вырезку образцов для определения толщин металла.
1.21. Заменять импортное оборудование и приборы на отечественные допускается в установленном порядке.
1.22. Таблички завода-изготовителя на кузове вагона должны быть сохранены. В случае отсутствия указанных табличек они восстанавливаются на основании паспорта на вагон.
1.23. Работы по модернизации пассажирских вагонов выполняют по технической документации, утвержденной в установленном порядке.
1.24. Сборку вагонов после ремонта осуществляют в соответствии с настоящим Руководством, чертежами завода-изготовителя и утвержденной нормативно-технической документацией.
1.25. Хранение составных частей и деталей пассажирских вагонов, снятых для ремонта или вновь изготовленных, должно соответствовать требованиям действующих стандартов или другой технической документации, утвержденной в установленном порядке.
2. Меры безопасности
2.1. Администрация вагоноремонтных предприятий, осуществляющая капитальный ремонт (КР-1) пассажирских вагонов, обязана обеспечивать надлежащее техническое оснащение оборудованием рабочих мест, организацию труда на них и создать условия, соответствующие «Правилам по охране труда при ремонте подвижного состава и производстве запасных частей» от 05.03.1990, ГОСТ 12.1.004, а также требованиям действующей документации, указанной в Приложении В.
2.2. Отдельные указания по охране труда приведены в соответствующих разделах Руководства.
2.3. При изменении технологии производства работ и внедрении новых технических средств должны соблюдаться требования соответствующих нормативных документов по охране труда.
2.4. Технологические процессы ремонта вагонов должны предусматривать меры по охране окружающей среды от выбросов загрязняющих веществ.
Перечень нормативных документов по охране окружающей среды приведен в Приложениях Л и М.
3. Сдача вагонов в ремонт
3.1. Порядок отправления и сдачи пассажирских вагонов в ремонт на вагоноремонтные предприятия определяют «Основные условия капитального ремонта и модернизации пассажирских вагонов на ремонтных заводах» N РД 32 ЦЛ 024-2007.
3.2. Перед отправлением вагонов в ремонт на вагоноремонтные заводы предприятия приписки обязаны их очистить, промыть и продезинфицировать (при необходимости сделать дезинсекцию). При этом особое внимание необходимо обращать на очистку санитарных узлов, холодильных емкостей, мест хранения угля, топок и зольников.
Пассажирские вагоны, оборудованные экологически чистыми туалетными комплексами (ЭЧТК), подаются в ремонт только после опорожнения и дезинфекции сливных баков, слива воды из трубопроводов подвода к унитазу. При этом пульт управления ЭЧТК, замки сливного бака, пробки слива тосола должны быть опломбированы. Унитаз должен иметь упаковочно-предупредительную заглушку из тонкого картона 450 x 300 мм с надписью «Не пользоваться до введения в эксплуатацию».
У вагонов-ресторанов с кухонной плитой на жидком топливе топливо должно быть слито в установленном порядке.
3.3. Вместе с вагонами вагоноремонтному предприятию должны быть переданы технические паспорта, формуляры, сопроводительные листы формы ВУ-26, журнал формы ВУ-8, справки санэпидемстанции о выполнении промывки и дезинфекции вагонов, технические описи несъемного оборудования и инвентаря вагонов, а на поврежденные вагоны, кроме того, акты формы ВУ-25.
При отсутствии документации на вагоне, направляемом в ремонт, предприятие приписки вагона обязано завести новую.
3.4. Запрещается снимать с вагонов, направляемых в ремонт, отдельные части и оборудование или подменять их нетиповыми.
3.5. Вагоны, поврежденные вследствие нарушения правил эксплуатации, принимают в плановый ремонт в соответствии с N РД 32 ЦЛ 024-2007.
3.6. Каждый вагон осматривают работники бюро описи, производственного отдела, представители предприятия приписки и инспекции. После этого составляется акт приемки по форме ЗРУ-25, который должен отражать техническое состояние и комплектность вагона.
4. Разборка вагонов, подготовка к дефектации и ремонту
4.1. Тележки из-под вагона выкатывают и подают в соответствующий цех или отделение для ремонта.
4.2. Составные части и детали вагона осматривают, неисправные снимают и отправляют в соответствующие цеха или отделения для ремонта. Отдельные детали и сборочные единицы демонтируют с вагона независимо от технического состояния. Порядок и объем разборки сборочных единиц вагонов указаны в соответствующих разделах настоящего Руководства.
4.3. Определение износа и исправности деталей в процессе дефектации и после ремонта производят внешним осмотром и специальными средствами измерения, шаблонами и приспособлениями.
4.4. Все детали после разборки сборочных единиц и агрегатов перед дефектацией и ремонтом должны быть очищены.
4.5. При дефектации детали подразделяют согласно требованиям настоящего Руководства для постановки на вагон:
— без ремонта;
— требующие ремонта и восстановления;
— требующие упрочнения в соответствии с Приказом МПС России от 17.01.2002 N 2;
— подлежащие замене.
5. Ремонт тележек
5.1. Общие положения
5.1.1. Ремонт тележек производят в соответствии с настоящим Руководством.
5.1.2. Тележки перед ремонтом обмывают и полностью разбирают. Все составные части тележек очищают от грязи, коррозии и разрушенного защитного покрытия.
5.1.3. Детали и составные части тележек ремонтируют сваркой в соответствии с Инструкцией по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов N ЦЛ-201-03, технологическими инструкциями по ремонту рам тележек пассажирских вагонов с трещинами в поперечных балках ТИ ВНИИЖТ 05202/01-07 и восстановлению рам тележек с интенсивной коррозией ТИ ВНИИЖТ 0502/01-06.
5.1.4. Рычажную передачу тележек вагонов ремонтируют согласно разделу 6 настоящего Руководства.
5.1.5. Тележки ТВЗ-ЦНИИ-М ремонтируют в соответствии с настоящим разделом Руководства и документом «Тележка двухосная тип ТВЗ-ЦНИИ-М. Руководство по деповскому ремонту» N 007 ПКБ ЦЛ-98 РД, дополнением к нему N 545 ПКБ ЦЛ.
5.1.6. Тележки колеи 1435 мм, курсирующие в международном сообщении, ремонтируют в соответствии с настоящим Руководством.
5.1.7. Тележки при достижении назначенного срока службы 28 лет ремонтируют в соответствии с руководством N ЦЛ-ВНИИЖТ-01.01.01/25-05.
5.1.8. Нормы допусков и износов составных частей и деталей тележек пассажирских вагонов указаны в Приложении Д.
5.2. Рама тележки
5.2.1. Проверяют состояние балок рамы тележек, их сварные швы визуально и методами неразрушающего контроля, а также износ вертикальных скользунов, втулок кронштейнов гидрогасителей и кронштейнов тормозной рычажной передачи.
Трещины в сварных швах рамы и по основному металлу, а также места, поврежденные коррозией, ремонтируют согласно п. 5.1.3 настоящего Руководства.
На раме тележек проверяют расположение кронштейнов подвесок тормозной рычажной передачи на соответствие их размерам, указанным в чертежах, после их ремонта (правки) или приварки вновь.
5.2.2. Тележки, имеющие дефекты, устранение которых не предусмотрено п. 5.1.3, ремонтируют по отдельным разрешениям ОАО «РЖД» после представления эскиза неисправностей.
5.3. Колесные пары
5.3.1. Колесные пары осматривают, ремонтируют и производят освидетельствование в соответствии с требованиями Инструкции по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар N ЦВ-3429 и действующих указаний.
5.4. Буксовые узлы
5.4.1. Буксы и роликовые подшипники колесных пар ремонтируют в соответствии с требованиями Инструктивных указаний по эксплуатации и ремонту вагонных букс с роликовыми подшипниками 3-ЦВРК и действующими указаниями.
5.4.2. Буксы должны иметь гнезда для установки позисторных термодатчиков контроля нагрева букс.
5.4.3. На буксах при установке термодатчика из легкоплавкого сплава (термодатчик 393) свободные гнезда закрыть пробкой или заполнить солидолом.
5.5. Рессорное подвешивание
5.5.1. Пружины после обмывки осматривают и ремонтируют в соответствии с требованиями «Технические условия на ремонт пружин» ТУ 32 ЦЛ 0141-05.
5.5.2. В зависимости от типа вагона пружины подбирают и комплектуют в соответствии с конструкторской документацией и требованиями документа «Пружины и рессоры рессорного подвешивания пассажирских вагонов. Типы и размеры» РТМ 32 ЦВ 1-29-87.
Пружины для каждого буксового узда должны подбираться по высоте с допускаемым отклонением не более 3 мм для тележек КВЗ-5, КВЗ-ЦНИИ, ТВЗ-ЦНИИ-М и отвечать требованиям раздела 22 настоящего Руководства. Надбуксовые пружины тележек со стороны котельного отделения должны быть в свободном состоянии выше пружин некотлового конца вагона согласно РТМ 32 ЦВ 1-29-87.
5.6. Шпинтоны тележек
5.6.1. Шпинтоны снимают, осматривают, измеряют, ремонтируют или заменяют новыми.
5.6.2. Болты крепления шпинтонов М 24 и гайки крепления при проведении первого и второго КР-1 меняются по состоянию, при третьем КР-1 заменяют новыми.
5.6.3. Шпинтоны с износом цилиндрической поверхности от 2 до 10 мм по диаметру, при условии одностороннего износа не более 5 мм на сторону (рис. 1 деф. 2) восстанавливают наплавкой с последующей механической обработкой до размеров по конструкторской документации.
![]() — повреждение резьбы;
— повреждение резьбы;
![]() — износ цилиндрической поверхности;
— износ цилиндрической поверхности;
![]() — износ галтели (заплечника);
— износ галтели (заплечника);
![]() — трещина в основании
— трещина в основании
Рисунок 1. Дефекты шпинтонов
5.6.4. Трещины в основаниях шпинтонов (рис. 1 деф. 4) ремонтируют сваркой.
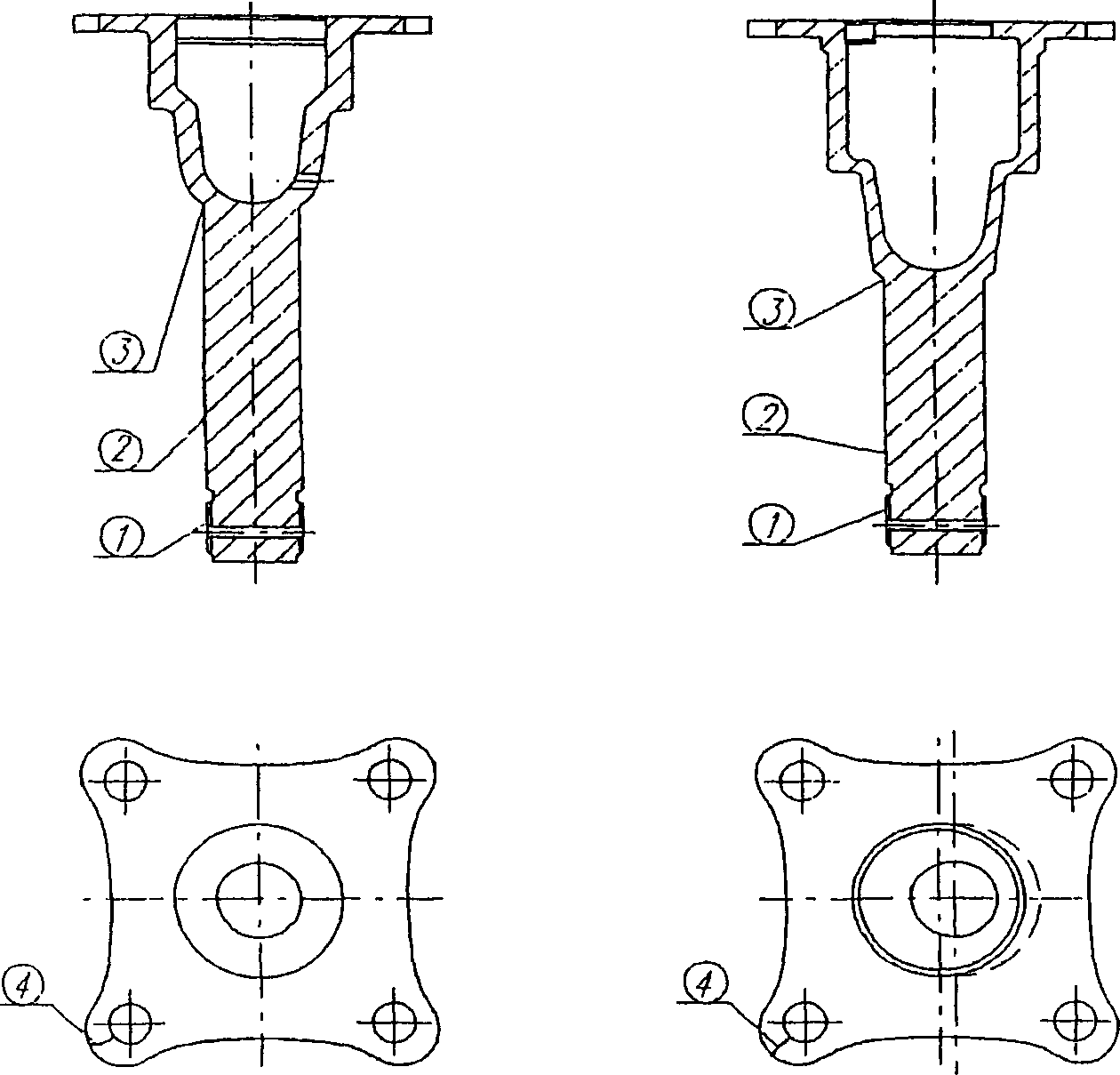
5.6.5. Поврежденную резьбу шпинтонов (рис. 1 деф. 1) восстанавливают до чертежных размеров после полного удаления старой резьбы и последующей наплавкой (в соответствии с ЦЛ-201-03). Резьбовая часть шпинтонов должна отвечать требованиям документа «Резьбы для деталей вагонов железных дорог колеи 1520 мм. Типы и размеры» Руководящий нормативный документ РД 32 ЦВ 005-89. У шпинтонов тележек КВЗ-5 удаляют резьбу до отверстия под шплинт по чертежам N М 940.01.03 и N М 940.01.09 ПКБ ЦВ.
5.6.6. У шпинтонов тележек контролируют расстояния от привалочной поверхности шпинтона до заплечика и от заплечика до центра отверстия под шплинт в хвостовике шпинтона в соответствии с рисунком 2 (а, б, в, г, д, е). Износ галтели восстанавливают наплавкой с последующей механической обработкой.
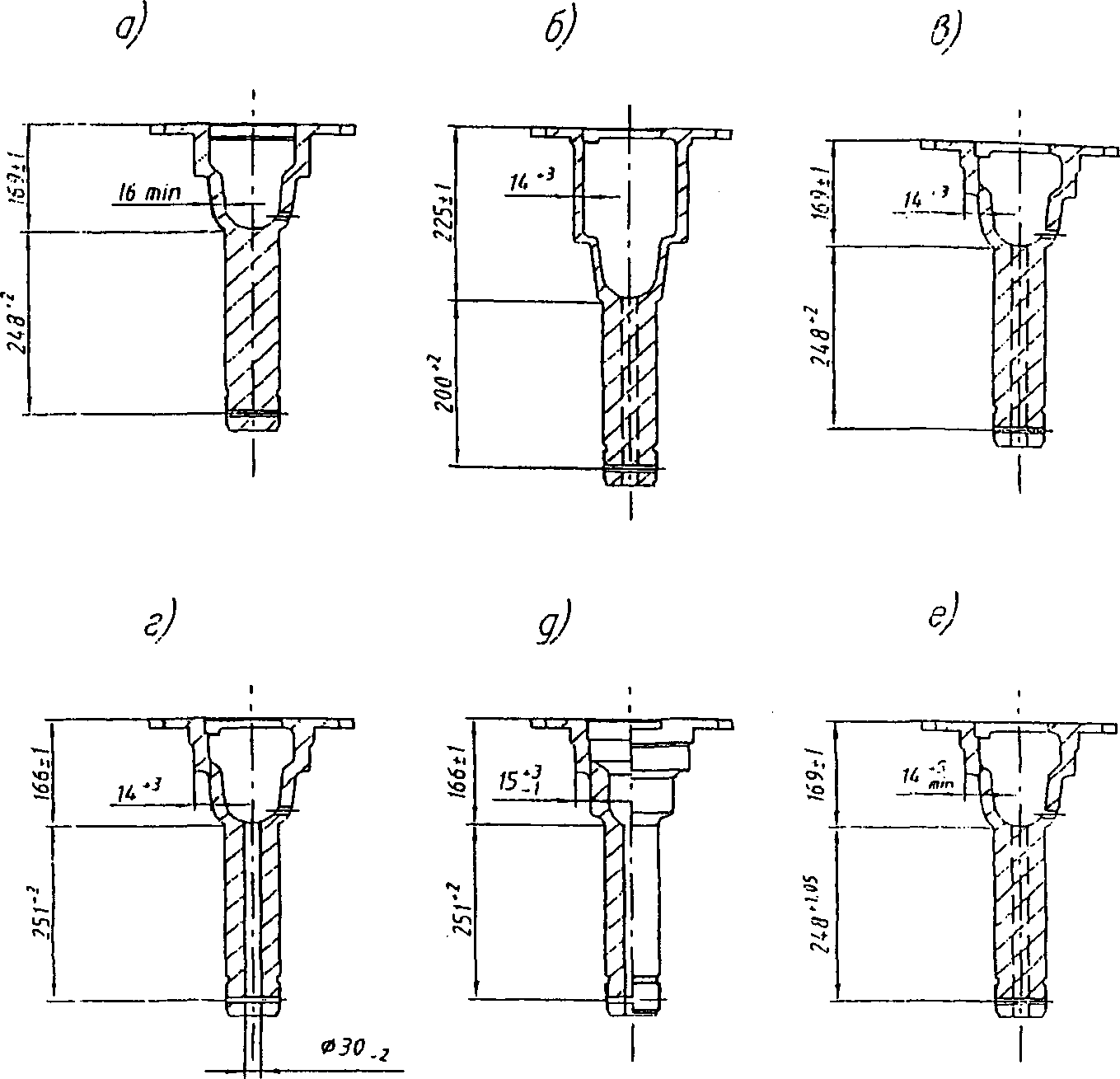
Рисунок 2. Ремонт шпинтонов
5.6.7. После ремонта шпинтонов сваркой и их механической обработки, с доведением до чертежных размеров, проверяют перпендикулярность оси каждого шпинтона шаблоном или прибором для измерения перпендикулярности оси шпинтона к опорной плоскости путем установки его на поверочную плиту или специальный стенд.
На поверочной плите замеры производят шаблоном Т 1178.001 ПКБ ЦВ в двух плоскостях под 90° в соответствии с рисунком 3.
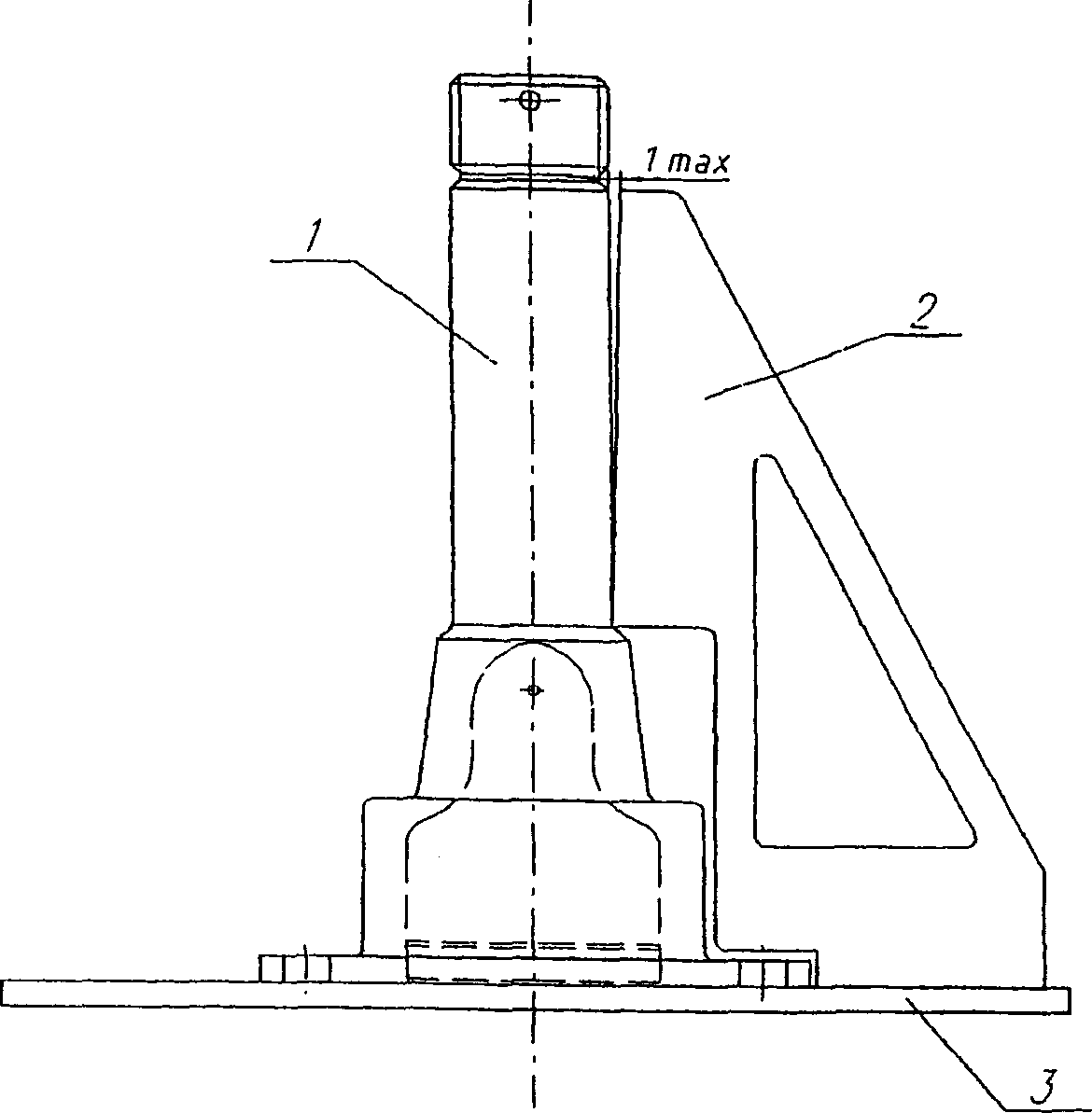
1 — шпинтон; 2 — шаблон Т 1178.001 ПКБ ЦВ;
3 — поверочная плита
Рисунок 3. Измерение допустимого отклонения
от перпендикулярности оси шпинтона
относительно опорной плоскости
Отклонение от перпендикулярности вертикальной оси шпинтона относительно опорной плоскости должно быть не более 1 мм на длине обработанной цилиндрической части.
5.6.8. Правильность положения на раме тележки установленных отремонтированных или новых шпинтонов проверяют измерением расстояний между шпинтонами вдоль рамы, а также расстояний между серединами межшпинтонного пространства вдоль, поперек и по диагонали в соответствии с рисунком 4, разрешенными средствами измерений.
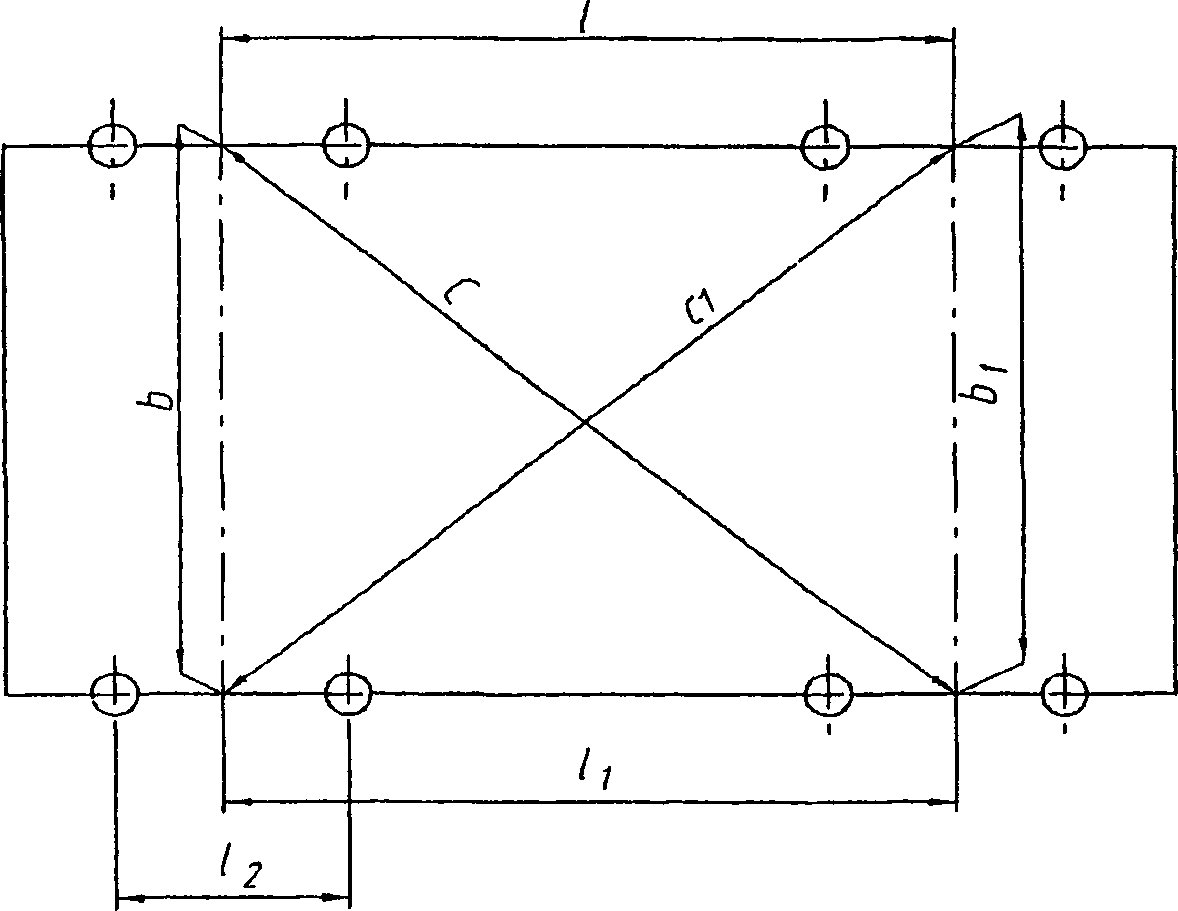
Рисунок 4. Проверка правильности
постановки шпинтонов на раме тележки
Допускаются отклонения в размерах при измерении:
— вдоль оси тележки (l и l1) не более +5 мм при разности их не более 2 мм;
— поперек оси (b и b1) не более +/- 2 мм при разности не более 2 мм;
— по диагонали (c и c1) не более +/- 5 мм при разности не более 4 мм;
— между осями шпинтонов l2 не более +/- 1 мм.
5.6.9. Для обеспечения правильного положения шпинтонов разрешается под их основания ставить по одной клинообразной прокладке толщиной до 8 мм с креплением не менее чем двумя болтами и привариванием ее к опорной плите прерывистым швом.
5.7. Центральное рессорное подвешивание
5.7.1. Детали центрального рессорного подвешивания после обмывки осматривают, измеряют, определяют объем ремонта. На всех трущихся поверхностях деталей подвески центрального подвешивания (тягах, валиках, втулках, серьгах) выкрашивания и задиры основного металла не допускаются.
5.7.2. В тележках КВЗ-5, КВЗ-ЦНИИ всех типов и ТВЗ-ЦНИИ-М износ люлечных подвесок (тяг) по опорной сферической поверхности трения должен быть не более 1 мм. Разрешается наплавлять эти поверхности при толщине перемычки в верхнем сечении не менее 35 мм с последующей механической обработкой до чертежных размеров. Подвески заменяют новыми при износе опорной поверхности более 3 мм, а также при наличии выкрашивания, трещин или задиров основного металла. Износ втулок люлечных подвесок (тяг) тележек КВЗ-5 и КВЗ-ЦНИИ допускается не более 0,5 мм по внутреннему диаметру. При большем износе втулки заменяют новыми.
После восстановления изношенных поверхностей трения наплавкой поверхности подвергают упрочнению газоплазменным напылением с оплавлением. Твердость наплавленного слоя 450 HB. Толщина упрочняющего слоя должна составлять от 1,0 до 1,5 мм. Размеры деталей после упрочнения должны соответствовать требованиям чертежей, поэтому при ремонте наплавкой следует учитывать толщину упрочняющего слоя.
Отклонение подвески (тяги) тележки ТВЗ-ЦНИИ-М от вертикальной оси рамы допускается не более 2 мм. Регулировку положения тяги при изготовлении тележки производят установкой одной регулировочной прокладки. Регулировочные прокладки при разборке тележки снятию не подлежат.
5.7.3. Поддоны центрального подвешивания тщательно очищают и осматривают. Втулки поддонов при износе более 0,5 мм по диаметру заменяют новыми.
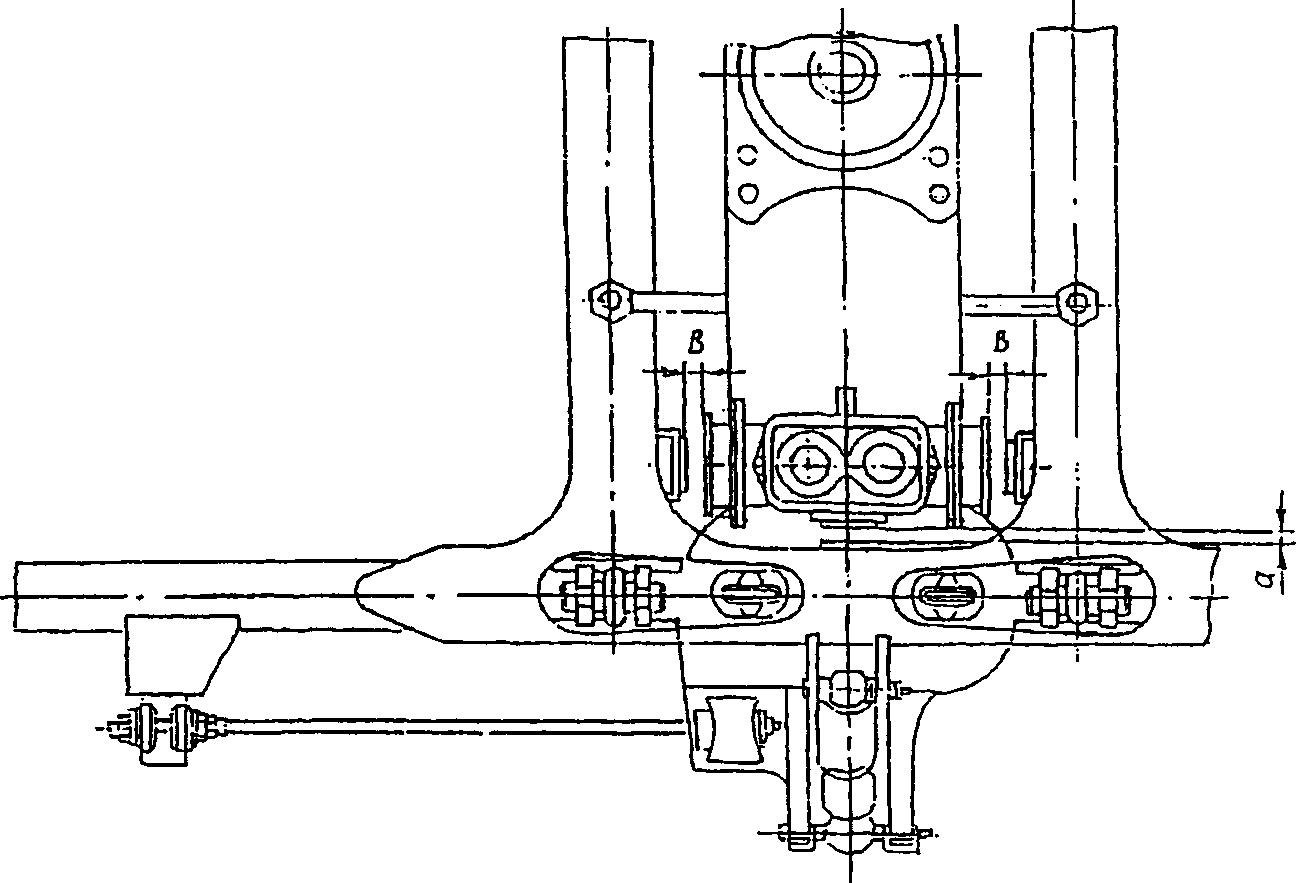
Предохранительные скобы поддонов тележек КВЗ-5 и КВЗ-ЦНИИ тип II и ТВЗ-ЦНИИ-М проверяют; с изношенной резьбой — заменяют новыми. Предохранительную скобу устанавливают в середине зева крюка поддона. Зазор «а» между крюком поддона поз. 1 и скобой поз. 2 в вертикальной плоскости указан на рисунке 5. Для тележек КВЗ-ЦНИИ тип II и КВЗ-5 размер зазора «а» может изменяться с изменением положения валиков и опорных шайб на +/- 20 мм, у ТВЗ-ЦНИИ-М на +/- 10 мм, а также из-за выработок и износа в подвеске. Для получения размеров зазора «а» согласно требованиям Руководства необходимо изменить на соответствующую величину положение предохранительной скобы за счет резьбовой части или изготовить новую.
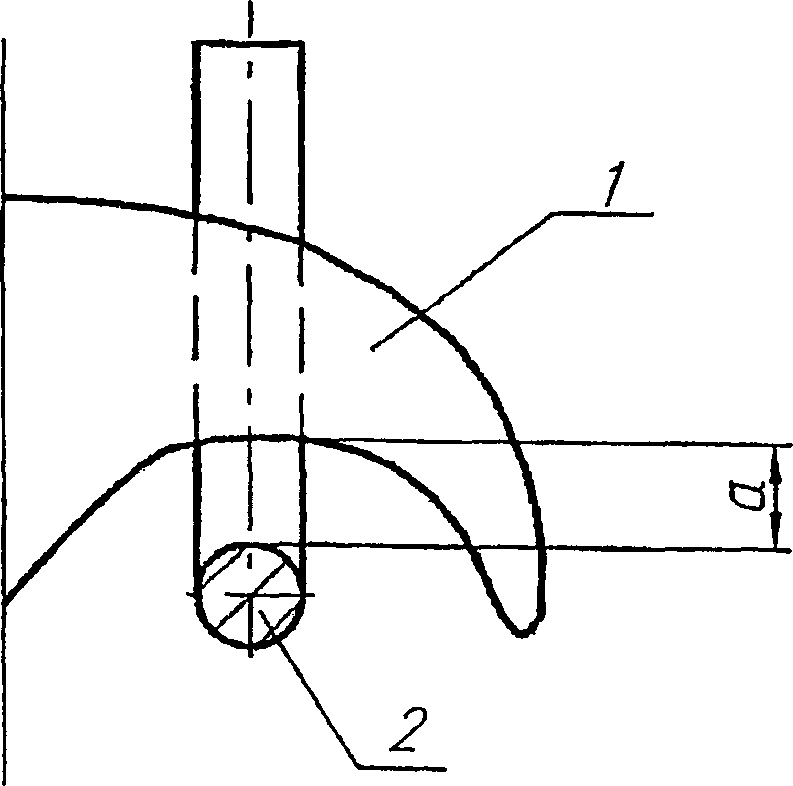
1 — крюк поддона; 2 — скоба
|
Тип тележек |
Завод постройки вагона |
Тип вагона |
|
|
КВЗ ЦНИИ тип II |
Завод им. Егорова Заводы Германии |
Почтовые багажные Рестораны с КВ |
40+10 40+10 |
|
КВЗ-5 |
Заводы Германии, Венгрии, Польши |
30+5 |
|
|
КВЗ-5 |
Заводы России |
50+10 |
|
|
КВЗ-ЦНИИ тип I |
Заводы Германии |
25+10 |
|
|
ТВЗ-ЦНИИ-М |
Заводы России |
50+10 |
Рисунок 5. Зазор «а» между крюком и скобой
в тележках КВЗ-5, КВЗ-ЦНИИ типа II и ТВЗ-ЦНИИ-М
5.7.4. При износе рабочей поверхности опорной рамки люлечной тяги тележки ТВЗ-ЦНИИ-М более 3 мм и отклонении от плоскости опорной поверхности более 3 мм ее заменяют новой толщиной 12 мм, взамен 9 мм, изготовленной из материала — Сталь 35 ГОСТ 1050 или Ст5сп2 ГОСТ 380. Разрешается рамки, имеющие износ не более допускаемого, восстанавливать наплавкой с последующей механической обработкой до чертежных размеров. При приведении деформированной рамки к требованиям чертежей допускается правка ее с подогревом.
После восстановления изношенных поверхностей трения наплавкой поверхности подвергают упрочнению газоплазменным напылением с оплавлением. Твердость наплавленного слоя 450 HB. Толщина упрочняющего слоя должна составлять от 1,0 до 1,5 мм. Размеры деталей после упрочнения должны соответствовать требованиям чертежей, поэтому при ремонте наплавкой следует учитывать толщину упрочняющего слоя.
5.7.5. Валики центрального подвешивания тележек всех типов не должны иметь выработку в цилиндрической части более 1 мм. При наличии выработки не более 3 мм (для валиков тележек КВЗ-5, КВЗ-ЦНИИ, ТВЗ-ЦНИИ-М) эти детали подлежат ремонту наплавкой. После наплавки валикам производят механическую обработку до чертежных размеров, с учетом толщины последующего упрочняющего слоя, при этом диаметр опорной поверхности валиков центрального подвешивания должен быть уменьшен путем перетачивания: для тележек КВЗ-5 и КВЗ-ЦНИИ тип I до размера (59,0 +/- 0,1) мм, тележек КВЗ-ЦНИИ тип II до (64,0 +/- 0,1) мм.
5.7.6. Опорные поверхности валиков и опорных шайб в местах контакта с серьгой не должны иметь выработку более 1 мм. При наличии выработки не более 3 мм эти детали наплавляют с последующей механической обработкой до чертежных размеров.
После восстановления изношенных поверхностей трения наплавкой поверхности подвергают упрочнению газоплазменным напылением с оплавлением. Твердость наплавленного слоя 450 HB. Толщина упрочняющего слоя должна составлять от 1,0 до 1,5 мм. Размеры деталей после упрочнения должны соответствовать требованиям чертежей, поэтому при ремонте наплавкой следует учитывать толщину упрочняющего слоя.
5.7.7. Выработка опорных поверхностей серег допускается не более 1 мм на сторону. При наличии выработки не более 3 мм на сторону, но не более 5 мм в сумме, разрешается наплавка с последующей механической обработкой до чертежных размеров. Разница в размерах между опорными поверхностями двух парных серег в одной подвеске допускается не более 0,5 мм.
После восстановления изношенных поверхностей трения наплавкой поверхности подвергают упрочнению газопламенным напылением с оплавлением. Твердость наплавленного слоя 450 HB. Толщина упрочняющего слоя должна составлять от 1,0 до 1,5 мм. Размеры деталей после упрочнения должны соответствовать требованиям чертежей, поэтому при ремонте наплавкой следует учитывать толщину упрочняющего слоя.
5.7.8. Предохранительные стержни центрального подвешивания тележек КВЗ-ЦНИИ типа I, имеющие поврежденную резьбу, разрешается восстанавливать наплавкой или приваркой встык новой части на контактно-сварочной машине с последующим нарезанием резьбы, проверкой дефектоскопом и испытанием на растяжение усилием 130 кН после приварки встык.
5.7.9. Поводки с тележек КВЗ-ЦНИИ конструкции НППД (научно-производственное предприятие Дергачева) ремонтируют в соответствии с Руководством по эксплуатации НТ-0200 РЭ. Установка продольных поводков конструкции НППД на отремонтированные тележки производится в соответствии с конструкторской документацией по чертежам К-0493.00.00.000/1 и К-0493.00.00.000/3.
5.7.10. Детали центрального рессорного подвешивания (люлечные подвески, серьги, валики, шейки люлечных опорных балок и др.) подвергают неразрушающему контролю и испытанию на растяжение в соответствии с документами — Феррозондовый метод неразрушающего контроля деталей вагонов РД 32.149-2000, Вихретоковый метод неразрушающего контроля деталей вагонов. Руководящий документ РД 32.150-2000, Магнитопорошковый метод неразрушающего контроля деталей вагонов. Руководящий документ РД 32.159-2000, Неразрушающий контроль деталей вагонов. Общее положение РД 32.174-2001, Детали грузовых и пассажирских вагонов. Методика испытаний на растяжение 656-2000 ПКБ ЦВ. Если после наплавочных работ детали проверяют на растяжение, то магнитное дефектоскопирование их должно производиться как перед наплавкой, так и после проверки деталей на растяжение.
На указанные детали после прохождения неразрушающего контроля ставят клейма с указанием даты ремонта.
5.7.11. У вагонов купейных, некупейных, межобластных, габарита РИЦ и СВ упрочняют тяги, серьги, валики, опорные шайбы в соответствии с технологической инструкцией «Восстановление деталей подвижного состава типа «вал» газотермическим напылением» ТИ ВНИИЖТ-0502/7-01 и другими согласованными в установленном порядке методами.
5.8. Надрессорные балки
5.8.1. Очищенные надрессорные балки тележек всех типов осматривают.
Балки, имеющие трещины и изломы поз. 1 — 5 в соответствии с рисунками 6; 7, ремонтируют согласно п. 5.1.3 настоящего Руководства.
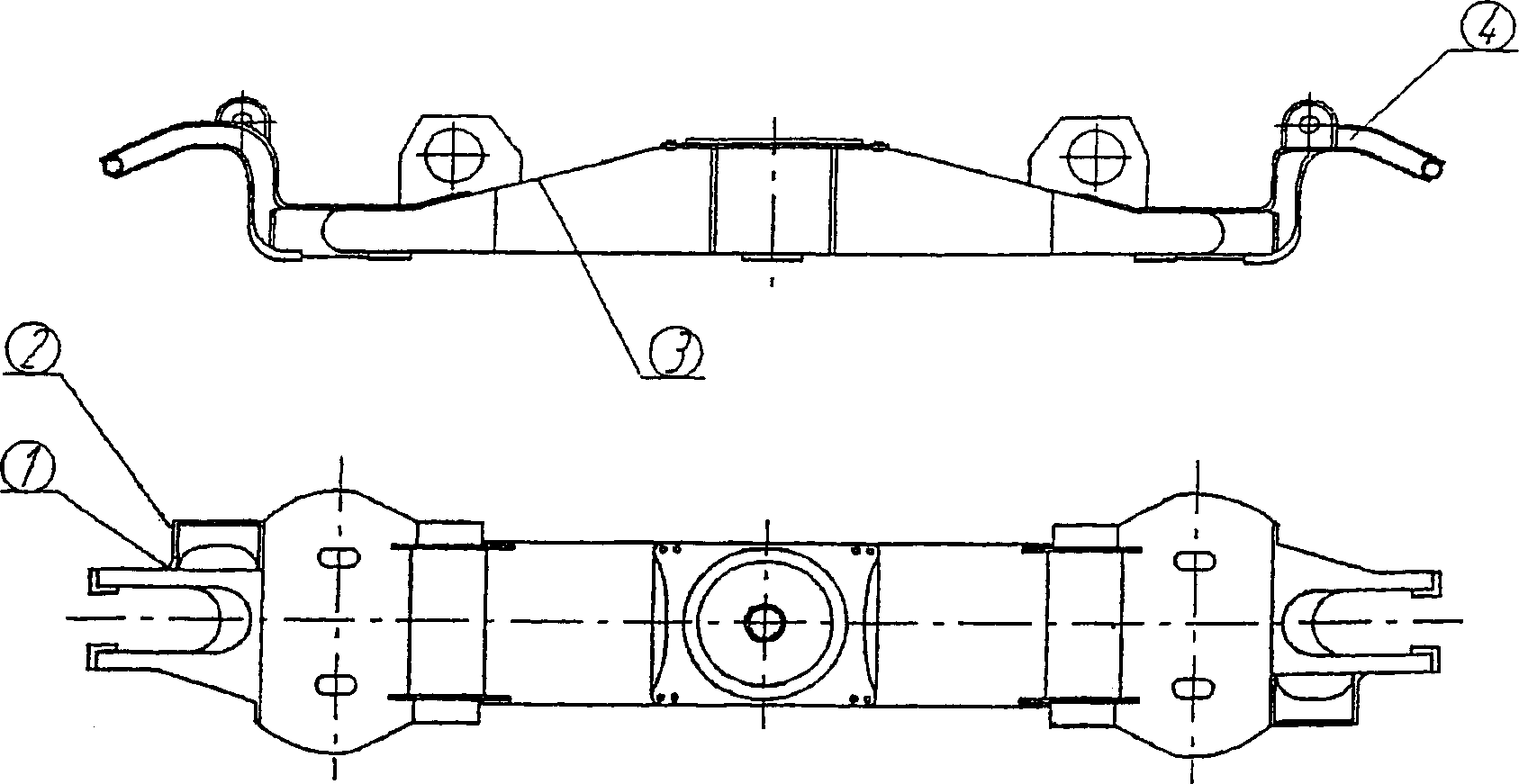
1 — трещина в сварном шве соединения плиты опорной
с кронштейном надрессорной балки; 2 — трещина в сварном
шве соединения кронштейна поводка с плитой опорной;
3 — трещина в сварном шве надрессорной балки;
4 — излом кронштейна на надрессорной балке
Рисунок 6. Дефекты надрессорной балки
тележек КВЗ-ЦНИИ тип I, II
1 — трещина в сварном шве кронштейна; 2 — трещина в среднем
листе; 3 — трещина в ребре кронштейна; 4 — излом
кронштейна; 5 — трещина в сварном шве надрессорной балки
Рисунок 7. Дефекты надрессорной балки тележек КВЗ-5
5.9. Пятники, подпятники, шкворни
5.9.1. Пятники и подпятники очищают, осматривают, проверяют и, при необходимости ремонта, снимают. Ослабленные и сорванные заклепки заменяют. Пятники и подпятники должны соответствовать конструкторской документации вагона.
5.9.2. Равномерный износ опорных поверхностей пятников и подпятников тележек КВЗ-5 более 2 мм восстанавливают наплавкой, неравномерный износ этих поверхностей восстанавливают до чертежных размеров независимо от величины износа.
Износ внутреннего и наружного буртов подпятника допускается не более 3 мм по толщине, а износ пятника по диаметру у вагонов на таких тележках не более 6 мм. Пятники и подпятники с большими износами ремонтируют в соответствии с ЦЛ-201-03.
Пятники и подпятники после ремонта подвергают механической обработке до чертежных размеров.
Износ горизонтальных плоскостей пятников и подпятников вагонов на тележках КВЗ-ЦНИИ тип I, КВЗ-ЦНИИ тип II и ТВЗ-ЦНИИ-М не контролируют.
5.9.3. Не допускаются неисправности замка полушкворней и износ полушкворней поз. 1, 2 более 2 мм по диаметру Д в соответствии с рисунком 8, при износе не более 5 мм разрешается их восстанавливать наплавкой с подогревом и последующей механической обработкой до размеров (60 +/- 1,5) мм.
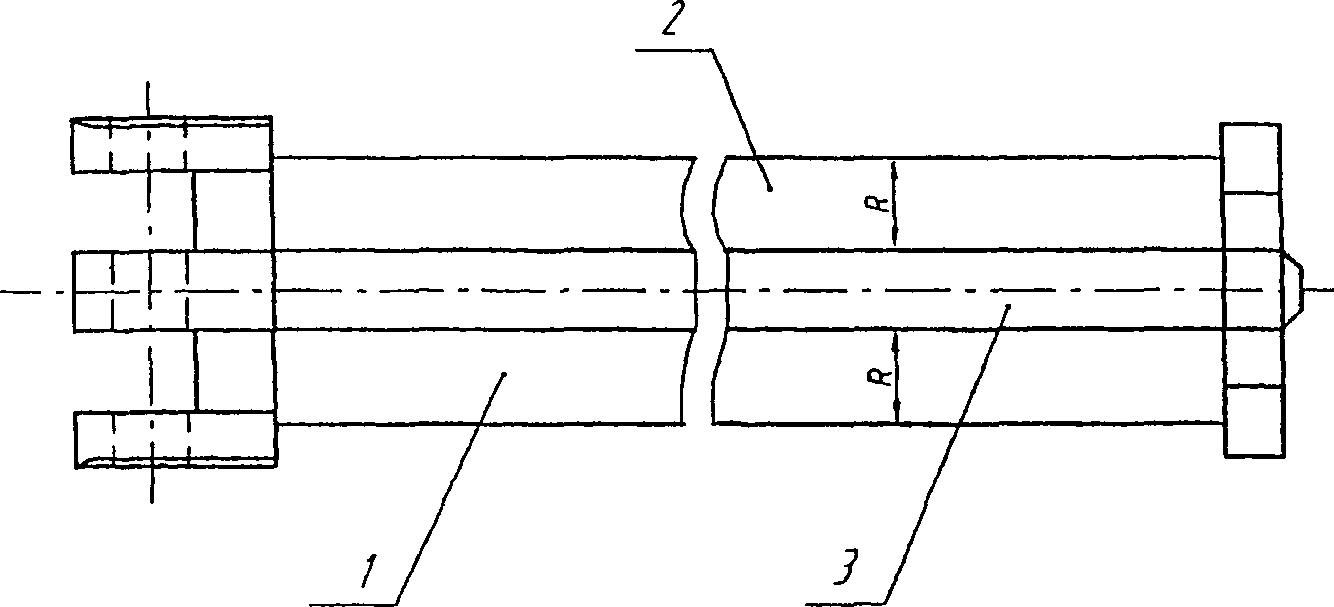
D = R + R
1, 2 — полушкворни; 3 — клин
Рисунок 8. Полушкворни
5.9.4. Шкворневые масленки должны быть вскрыты, промыты от старой смазки и грязи керосином или синтетическим моющим раствором и смазаны осевым маслом ГОСТ 610.
5.10. Скользуны
5.10.1. Горизонтальные скользуны тележек КВЗ-5 и их резиновые прокладки снимают и осматривают. Допускается равномерный износ скользунов не более 5 мм. При большем износе скользуны заменяют.
Износ скользунов рамы вагона на этих тележках допускается не более 3 мм, при большем износе скользуны заменяют новыми или ремонтируют наплавкой с последующей механической обработкой до чертежных размеров.
Коробки горизонтальных скользунов тележек всех типов осматривают, при неисправности снимают для ремонта, имеющие трещины или ранее ремонтировавшиеся сваркой заменяют на новые.
Восстановление сварного шва рамки (обечайки) к основанию без угловых разрывов производят сваркой независимо от длины разрушенного шва.
5.10.2. Вертикальные боковые и торцовые скользуны тележек КВЗ-5 и торцовые скользуны тележек КВЗ-ЦНИИ разбирают и осматривают. Металлические вкладыши торцовых скользунов тележек КВЗ-ЦНИИ и КВЗ-5 с износом более 2 мм ремонтируют наплавкой. Металлические вкладыши боковых скользунов тележек КВЗ-5, имеющие износ, восстанавливают наплавкой или заменяют новыми. Резиновые амортизаторы боковых скользунов тележек КВЗ-5 заменяют новыми из морозостойкой резины по ТУ 2512-046-00152081-2003; при первом и третьем КР-1 амортизаторы торцовых скользунов тележек КВЗ-ЦНИИ и КВЗ-5 заменяют новыми при наличии признаков старения резины и просадки по толщине более 5 мм; при втором КР-1 амортизаторы торцовых скользунов заменить на новые.
Накладки вертикальных скользунов, устанавливаемые на раме тележек, должны быть изготовлены из Стали 45 ГОСТ 1050, термически обработанной до твердости 30 … 40 HRCэ, допускается применение накладок из Стали 09Г2 ГОСТ 19281.
Между боковыми скользунами поперечных балок тележек КВЗ-5 и надрессорной балкой при сборке должен быть выдержан натяг от 3 до 5 мм.
5.10.3. Суммарный зазор между торцовыми скользунами надрессорной балки и скользунами продольных балок рамы тележки должен быть — у тележки КВЗ-5 в пределах (70 +/- 5) мм, КВЗ-ЦНИИ в пределах (85 +/- 5) мм, односторонний зазор при этом — не менее 35 мм.
5.10.4. Опорные скользуны рамы вагона снимают при наличии задиров, рисок, раковин и износе трущейся поверхности более 4 мм (т.е. при толщине скользуна менее 30 мм).
Шероховатость рабочей поверхности опорных скользунов после ремонта или при установке вновь также должна соответствовать Ra 2,5.
5.10.5. При регулировании зазора между пятником и подпятником на тележках КВЗ-ЦНИИ допускается ставить стальные прокладки по всей площади опорной поверхности нижних скользунов, при этом глубина залегания скользуна на тележке в свободном состоянии должна быть не менее 16 мм. Рабочая поверхность вкладышей горизонтальных скользунов тележек должна быть гладкой, без задиров и рисок.
5.10.6. Резиновые подкладки под вкладыши скользунов заменяют новыми из морозостойкой резины ГОСТ 7338.
5.10.7. Вкладыши горизонтальных скользунов устанавливают новые из композиционного материала ОПМ-94.
5.11. Буксовые фрикционные гасители колебаний
5.11.1. Буксовые фрикционные гасители колебаний разбирают, детали обмывают, контролируют визуальным осмотром и измерениями, руководствуясь нормами допусков и износов деталей в соответствии с Руководством N 301-05 ЦЛД по техническому обслуживанию, ремонту, контролю и испытанию гидравлических и фрикционных гасителей колебаний пассажирских вагонов.
5.11.2. Фрикционные втулки с износом поверхности трения заменяют новыми или отремонтированными. При износе не более 5 мм основного металла втулки ремонтируют наплавкой с последующей механической обработкой до чертежных размеров; твердость наплавленного слоя должна быть 40 … 55 HRCэ. Замеры твердости, а также наружного диаметра втулки производят по рабочей поверхности на расстоянии (100 +/- 1) мм и (125 +/- 1) мм от нижней кромки втулок длиной 208 мм и 224 мм соответственно.
5.11.3. Износ внутренней цилиндрической и конической поверхности клиньев (сухарей) не допускается. Сколы на торцевых поверхностях допускаются не более 4 мм, однако замахрение конической поверхности клиньев из композиционного материала ОПМ-94 браковочным признаком не является.
При указанных неисправностях клинья заменяют новыми из композиционного материала ОПМ-94 в комплекте с нажимными кольцами увеличенной шириной охвата согласно ТУ 2292-001-5687231-2001.
При сборке фрикционных гасителей клинья подбирают комплектно (по 6 шт.) в приспособлении согласно рисунку 9. Зазор между верхним нажимным кольцом поз. 2 и конической поверхностью клина поз. 4 должен быть не более 0,5 мм.
1 — кольцо нажимное; 2 — кольцо верхнее;
3 — втулка; 4 — клин
Рисунок 9. Приспособление для комплектации
клиньев буксового гасителя
5.11.4. В тележках вагонов, работающих со скоростью более 140 км/ч, устанавливают только новые детали буксовых фрикционных гасителей колебаний (клинья, втулки, кольца, резиновые прокладки и амортизаторы).
5.11.5. Тарельчатые пружины с просадкой более 1 мм подлежат замене.
5.11.6. При первом и третьем КР-1 резиновые амортизаторы с трещинами или просадкой более 3 мм заменяют новыми, толщина бурта по месту прилегания нижнего нажимного кольца должна быть не менее 6 мм.
При втором КР-1 резиновые амортизаторы заменить на новые.
Амортизаторы по чертежу 168.01.001 в комплекте с коническими кольцами по чертежу 168.01.002 допускается заменять амортизаторами типовыми резиновыми по чертежу 168.20.007 с установкой кольца (типового) по чертежу 10.20.103.
5.11.7. Нажимные пружины с изломами, трещинами, потертостями или коррозионными повреждениями более 5% от диаметра прутка заменяют новыми (требования ТУ 32 ЦЛ 0141-05).
5.11.8. При сборке фрикционного гасителя втулка должна быть плотно прижата к заплечику шпинтона. Укороченную втулку с коническими выточками по обоим торцам комплектуют с разрезным конусом, который устанавливают основанием на тарельчатую пружину, а скошенным концом заводят в нижнюю выточку втулки.
5.11.9. Корончатую гайку навинчивают до полного сжатия тарельчатой пружины, поставленной в выточку гайки конусом вверх. Если при полной затяжке гайки ее шлиц не совпадает с отверстием под шплинт в шпинтоне, допускают ослабление гайки до 1/6 оборота (в пределах между двумя соседними шлицами). Кроме того, допускается между тарельчатой пружиной и втулкой ставить одну регулировочную шайбу толщиной от 2 до 5 мм с внутренним диаметром ![]() мм и наружным диаметром 120 мм. Перед постановкой гайки на шпинтон необходимо резьбовую часть шпинтона покрывать тонким слоем солидола Ж ГОСТ 1033.
мм и наружным диаметром 120 мм. Перед постановкой гайки на шпинтон необходимо резьбовую часть шпинтона покрывать тонким слоем солидола Ж ГОСТ 1033.
5.11.10. Кольцевой зазор между втулкой шпинтона и кромкой отверстия в крыле буксы тележек КВЗ-5, КВЗ-ЦНИИ и ТВЗ-ЦНИИ-М должен быть не менее 8 мм (измеряют в процессе сборки).
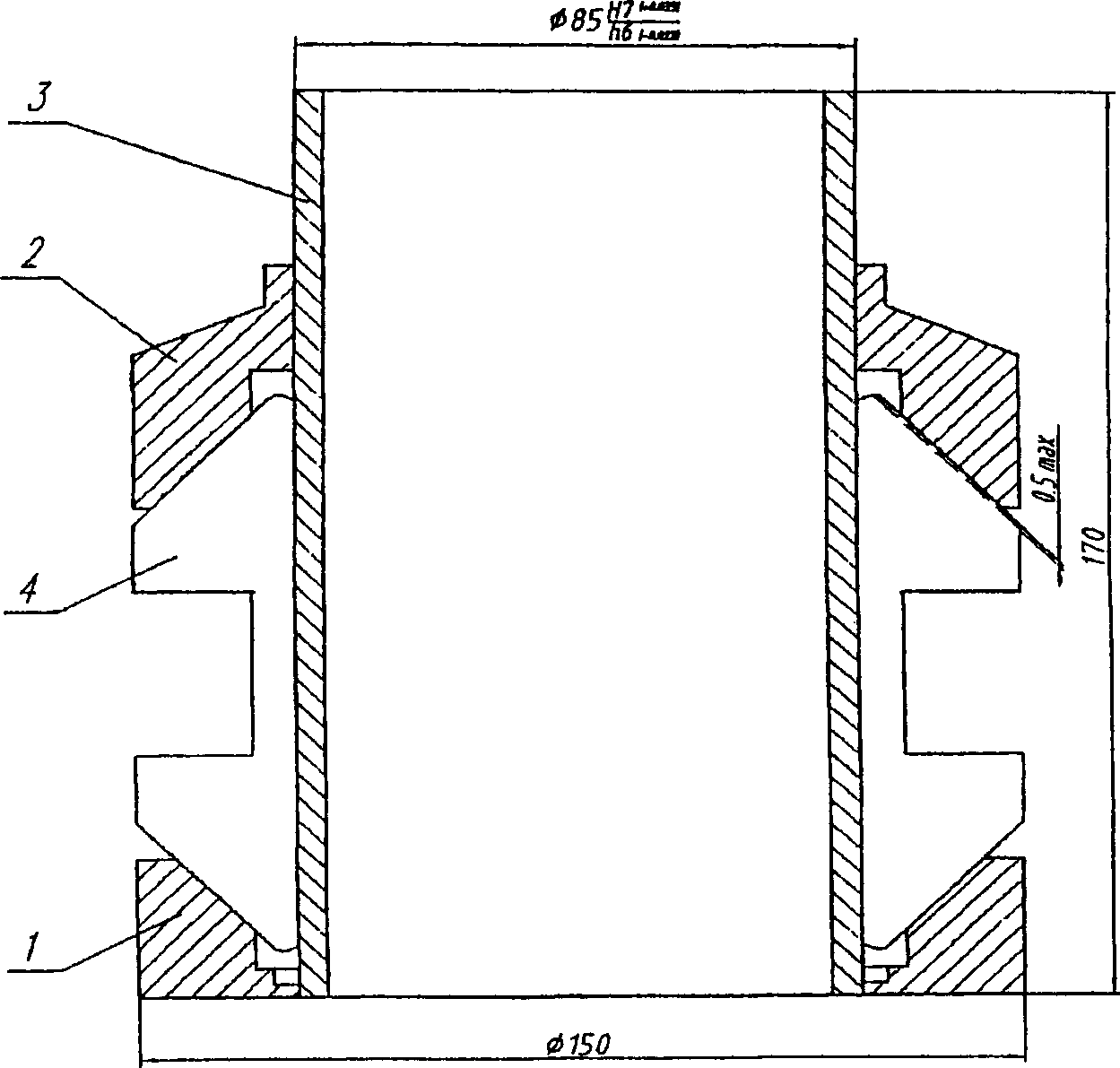
5.11.11. На тележках КВЗ-5 и КВЗ-ЦНИИ в крыльях букс со стороны подвески генератора с редукторно-карданным приводом от торца оси устанавливают штампованные или сварные ограничительные шайбы в соответствии с рисунком 10.
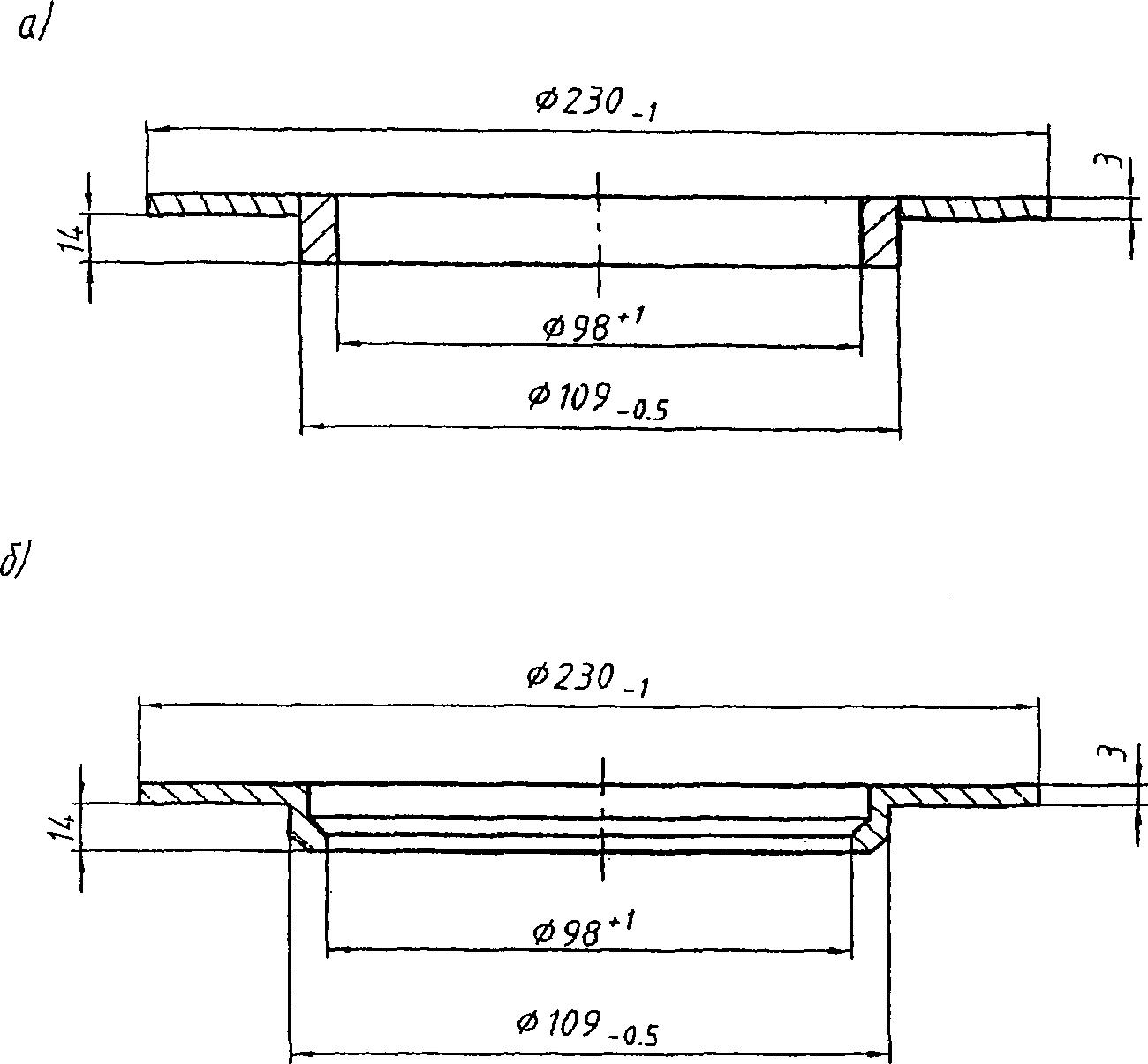
а — сварная; б — штампованная
Рисунок 10. Ограничительная шайба
С противоположной стороны тележки под резиновые амортизаторы буксовых пружин должны ставиться стальные прокладки толщиной не более 3 мм, с наружным диаметром (230 +/- 1) мм, внутренним — 109+0,5 мм. На тележках КВЗ-ЦНИИ с приводом ТРКП и ТК-2 в крылья буксы крепления ведущего шкива устанавливают также ограничительные шайбы в соответствии с рисунком 10, а в остальные буксы, соответственно, стальные прокладки толщиной не более 3 мм.
5.11.12. Трущиеся части тележек при сборке должны соответствовать следующим требованиям:
— подпятники, детали центрального подвешивания и другие, кроме вкладышей опорных скользунов тележек КВЗ-ЦНИИ, колец и клиньев (сухарей) буксовых фрикционных гасителей колебаний тележек КВЗ-5 и КВЗ-ЦНИИ, смазывают графитной смазкой УСсА ГОСТ 3333. Эту же смазку применяют для смазывания пятников;
— вкладыши опорных скользунов из композиционного материала производства ООО «Углепластика» по ТУ 2292-003-56867231-2002 смазке не подлежат;
— трущиеся поверхности шарнирных соединений рычажной передачи смазывают сезонным осевым маслом ГОСТ 610 в зависимости от времени года.
5.12. Гидравлические гасители колебаний
5.12.1. Ремонт гидравлических гасителей колебаний выполняют согласно требованиям настоящего Руководства, Технических указаний по эксплуатации и ремонту гасителей колебаний пассажирских вагонов N 301-05 ЦЛД 2005 г. и извещений об изменении N 32 ЦЛ228-06, 32ЦЛ239-2007.
5.12.2. Гидравлические гасители колебаний снимают с тележки и полностью разбирают.
5.12.3. Промывку корпуса гасителя колебаний, штоковой (верхней) проушины, защитного кожуха, гайки корпуса, металлических втулок проушин гасителя производят синтетическими моющими растворами типа Лабомид, ХС-2М, МО, МЛ, керосином или дизельным топливом и др. разрешенными ОАО «РЖД» к применению. Осадок, грязь из корпуса и кожуха удаляют.
Промывку штока с клапаном в сборе, цилиндра, направляющей (головки цилиндра), днища цилиндра с клапаном (клапана нижнего), нажимного кольца, обоймы сальниковой (обоймы манжет) производят теми же растворами в отдельной камере.
При использовании щелочных растворов необходима промывка деталей водой.
Промытые детали гасителей сушат и подвергают дефектации.
В гидравлических гасителях колебаний и узлах их крепления заменяют новыми все резиновые детали (манжеты — сальники), кольца, втулки. У гасителей МГК и УГ заменяют резиновый чехол (сильфон).
5.12.4. Размеры деталей и сборочных единиц гасителей подлежат восстановлению в соответствии с чертежами заводов-изготовителей при обеспечении тщательного послеоперационного контроля качества отремонтированных или вновь изготовленных деталей и их сборки.
5.12.5. Шток с поршнем на цилиндрических поверхностях не должен иметь задиров, вмятин, выбоин, местных износов и коррозионных повреждений.
Хромированные штоки гидрогасителей подлежат восстановлению хромированием с последующей механической обработкой до чертежных размеров и шероховатости обрабатываемой поверхности для параметра Ra 0,2.
Восстановление резьбовых участков штока с поршнем должно производиться наплавкой с последующей нарезкой резьбы в соответствии с чертежными размерами.
5.12.6. Поршневые кольца устанавливаются новые, они должны иметь свободную посадку в канавке поршня и плотно прилегать к внутренней поверхности цилиндра по всей окружности.
5.12.7. Направляющую штока ремонтируют наплавкой электродами марки ОЗЧ-1 ГОСТ 9466 с последующей расточкой или изготавливают вновь по чертежным размерам из соответствующего материала.
Кольцевой зазор между штоком и направляющей по диаметру у базовых гидрогасителей должен быть не более 0,07 мм.
Диаметр штока измеряют микрометром ГОСТ 6507 или рычажной скобой ГОСТ 11098.
Внутренний диаметр направляющей определяют индикаторным нутромером ГОСТ 868 или калибром-пробкой ГК2. Не допускаются риски, задиры, вмятины на рабочей и сопрягаемой поверхностях направляющей штока.
5.12.8. На внутренних и торцевых поверхностях цилиндров не допускаются выбоины, задиры, вмятины, отколы и износ. Посадочные места цилиндра, направляющей и днища должны соответствовать чертежным размерам. Алюминиевые кольца в этих соединениях заменяют новыми при уменьшении их толщины на 0,3 мм от чертежного размера, наличии наминов и раздавливания.
5.12.9. Сопрягаемые поверхности диска и седла перепускных устройств клапанов должны быть притерты и не иметь местных повреждений (рисок, вмятин). Диски клапанов должны свободно, без заеданий перемещаться относительно дистанционного кольца.
Возвратные пружины перепускных устройств должны обеспечивать плотное прижатие дисков к седлу.
Разгрузочное устройство клапанов гасителей черт. 45.30.045 и 4065.33.000 должно быть отрегулировано на открытие под давлением (4,5 +/- 0,5) МПа.
Регулировочный винт должен быть закернен. Давление открытия клапана регулируется на специальном гидравлическом прессе (изготовленном по чертежу ПКБ ЦБ — Т-151-04СБ).
5.12.10. Армированные манжеты гасителей (чертеж 45.30.045) должны устанавливаться в сальниковой обойме в противоположные стороны — одна манжета для предохранения от утечек жидкости, а другая — для предохранения от попадания пыли и влаги внутрь гасителя колебаний. Перед сборкой гасителя рабочие кромки манжет, уплотняющих шток, должны быть смазаны тонким слоем смазки ЛЗ-ЦНИИ ГОСТ 19791 или ЦИАТИМ-201 ГОСТ 6267.
5.12.11. Резьбовые участки штоковой проушины ремонтируют наплавкой с последующей нарезкой резьбы по чертежным размерам. Резиновые втулки проушин гасителя должны быть заменены новыми из морозостойкой резины марки 7-6218 по ТУ 38.005.295-88 и установлены в головках с применением клея 88-СА ТУ 38.105.1760-87 или равноценного. Допускается применение резины марки 7-ИРП-1348 или 7-6700 ТУ 38.005.295-88, 7В14 ТУ 2500-295-00152106-93. Установка капроновых втулок вместо резиновых не допускается.
Металлические втулки проушин и валики (болты) не должны иметь износов и деформаций. Внутреннюю поверхность металлических втулок смазывают смазкой ЛЗ-ЦНИИ или ЦИАТИМ-201. При сборке гасителя верхнюю проушину плотно навинчивают на шток и закрепляют от саморазвинчивания стопорным винтом, винт закернивают. Допускается стопорение пружинной шайбой при наличии соответствующей выточки в торце штока.
5.12.12. В гидравлические гасители колебаний заливают рабочую жидкость — масло ВМГЗ ТУ 38.101.479, приборное масло МВП ГОСТ 1805 или масло АМГ-10 ГОСТ 6794 в количестве, предусмотренном «Руководством по техническому обслуживанию, ремонту, контролю и испытанию гидравлических и фрикционных гасителей колебаний пассажирских вагонов» N 301-05 ЦЛД. Рабочие жидкости предварительно фильтруют через полутомпаковую сетку нормальной точности 16 Н ГОСТ 6613.
5.12.13. Отремонтированные гасители должны быть испытаны на испытательном стенде, конструкция которого утверждена в установленном порядке. Порядок и последовательность испытания указаны в Руководстве N 301-05 ЦЛД и в документации на стенды. Рекомендуется применение современных стендов типа «Энга», СГИГ-05, СА и др.
5.12.14. Параметр усилия сопротивления гасителей, устанавливаемых в рессорном подвешивании, должен быть: при наклонном расположении — от 100 до 125, при вертикальном — от 45 до 55, при горизонтальном — от 40 до 55 кНс/м.
5.12.15. Гасители колебаний, прошедшие испытания, маркируют. На предварительно защищенной верхней проушине должны быть выбиты условный номер завода или депо, месяц, две последние цифры года ремонта и обозначение КР. Маркировка завода-изготовителя должна быть сохранена.
Окраску поверхности гасителя производят согласно разделу 21 настоящего Руководства. Защитный кожух должен быть окрашен с внутренней и наружной сторон. Табличка завода-изготовителя на защитном кожухе окраске не подлежит.
5.12.16. Гасители колебаний, используемые на тележках КВЗ-ЦНИИ (ход поршня 190 мм), разрешается устанавливать на тележки КВЗ-5, ТВЗ-ЦНИИ-М.
5.12.17. При установке на тележках табличка на защитном кожухе и маркировка на головке корпуса гасителя должны располагаться с внешней стороны.
5.12.18. При установке гасителей колебаний на тележки их крепят болтами с корончатыми гайками, валиками с шайбами и шплинтами по ТУ 32 ЦВ 1568-82 или согласно серийным чертежам завода-изготовителя. Между кронштейнами и проушинами гасителя колебаний должны быть установлены резиновые или металлические шайбы.
Проверяют расположение проушин гасителя колебаний относительно поперечной оси тележки и симметричное расположение проушин относительно кронштейнов. При отклонении более 5 мм необходима регулировка путем перестановки шайб на другую сторону проушины и подтягивания пакетов продольных поводков тележки. Симметричность расположения проушин относительно кронштейнов устанавливают перестановкой шайб.
5.13. Тележки колеи 1435 мм
5.13.1. Общие положения
5.13.1.1. Тележкам колеи 1435 мм, поступающим в ремонт отдельно от вагонов, предназначенным для работы под вагонами международного сообщения, капитальный ремонт (КР-1) производят через каждые пять лет.
5.13.1.2. Тележки, направляемые в ремонт и следующие после ремонта, обеспечивают пересылочной ведомостью, в которой указывают дорогу приписки, номера и тип тележек (котловая или некотловая), тип привода, тип вагонов, для которых предназначена тележка, вид требуемого или произведенного ремонта.
5.13.1.3. Тележки должны поступать в ремонт и отправляться после ремонта в собранном виде полностью укомплектованными.
5.13.1.4. Тележки, имеющие привод генератора от торца оси, направляют для ремонта на завод и возвращают с завода со смонтированным карданным валом, на хвостовиках редукторов привода генератора от средней части оси должен быть установлен переходной фланец. Тележки с приводом ТРКП отправляют в ремонт и из ремонта с редуктором, карданным валом и приводными шкивами (без текстропных ремней).
5.13.1.5. Ремонт всех типов тележек колеи 1435 мм производят с последующей проверкой и регулировкой регламентированных зазоров на специальном стенде, имитирующем нагрузку от тары вагона.
В случае отсутствия такого стенда проверочно-регулировочные работы выполняют при подкатке отремонтированных тележек под соответствующий тип вагона на выверенном участке железнодорожного пути.
5.13.2. Тележки КВЗ-ЦНИИ габарита 1-ВМ и 02-ВМ
5.13.2.1. Ремонт тележек колеи 1435 мм КВЗ-ЦНИИ типы I, II и ТВЗ-ЦНИИ-М вагонов купейных, некупейных, почтовых и багажных производят в соответствии с требованиями настоящего Руководства к тележкам колеи 1520 мм, данного раздела, Правилами пользования вагонами в международном пассажирском и грузовом сообщении (ППВ) и чертежами заводов-изготовителей.
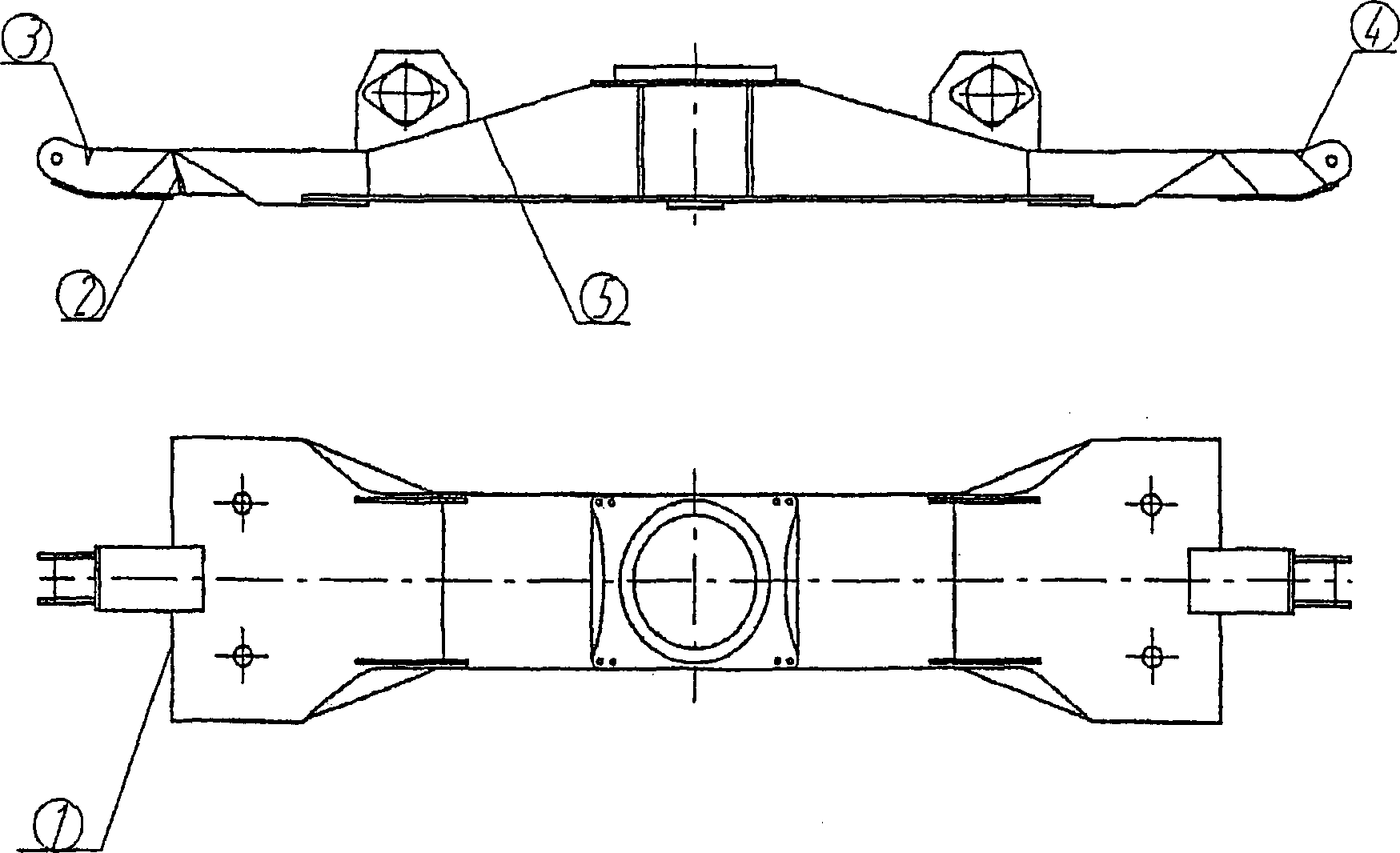
5.13.2.2. Вертикальный зазор между продольной балкой поз. 2 рамы тележки и надрессорной балкой поз. 1 в соответствии с рисунком 11 должен быть следующий:
— для тележек КВЗ-ЦНИИ тип I габ. 1-ВМ — ![]() ;
;
— для тележек КВЗ-ЦНИИ тип II габ. 1-ВМ — не менее 20 мм.
1 — надрессорная балка; 2 — продольная балка;
3 — ограничитель вертикального перемещения
Рисунок 11. Зазор между надрессорной и продольной балками
тележки КВЗ-ЦНИИ габарита 1-ВМ
5.13.2.3. Зазор между надрессорной балкой и поддоном тележек устанавливают между регулировочным болтом (ограничителем вертикального перемещения) надрессорной балки и поддоном, который должен быть у тележек купейных вагонов с кондиционированием воздуха и с принудительной вентиляцией габ. РИЦ 03-ВМ — 80 мм.
5.13.2.4. Зазор между потолком буксы и продольной балкой тележки КВЗ-ЦНИИ габ. 1-ВМ должен быть не менее 56 мм.
5.13.3. Тележки КВЗ-ЦНИИ 30-местных вагонов габарита РИЦ (03-ВМ)
5.13.3.1. Ремонт тележек габарита РИЦ колеи 1435 мм производят в объеме настоящего Руководства, Правил РИЦ, чертежей завода-изготовителя и следующих требований:
— редукторно-карданный привод от средней части оси и от торца оси ремонтируют в соответствии с требованиями, изложенными в разделе 18 настоящего Руководства;
— противоюзные, скоростные регуляторы и рычажную передачу тормоза KEs ремонтируют в соответствии с требованиями раздела 6 настоящего Руководства;
— вертикальные и горизонтальные гидравлические гасители колебаний и фрикционные гасители ремонтируют в соответствии с требованиями раздела 5 настоящего Руководства;
— испытание пружин центрального и надбуксового подвешивания производят в соответствии с ТУ 32 ЦЛ 0141-05. Параметры пружин надбуксового и центрального подвешивания указаны в Приложении Г;
— поперечные поводки (ограничители) поперечного перемещения подвергают дефектоскопированию, имеющие трещины заменяют;
— болты поперечных поводков при разборке тележек выпрессовывают. Болты поводков, имеющие выработку конусной поверхности стопорной головки поз. 1 в соответствии с рисунком 12 более 0,5 мм, ремонтируют наплавкой с последующей механической обработкой до чертежных размеров или заменяют;
— износ втулки поз. 2 сайлент-блока (резино-металлического элемента крепления поперечного поводка) допускается не более 2 мм по диаметру, при большем износе разрешается наплавка с последующей механической обработкой. Проверяют состояния шпонки и шпоночного паза поз. 3, 4. Шпонку, имеющую износ, заменяют, шпоночный паз восстанавливают в соответствии с чертежными размерами;
— износ стенок пластмассовых втулок шпинтонов допускается не более 2 мм по диаметру. При большем износе втулки заменяют новыми;
— зазор между пластмассовой втулкой и шайбой, вваренной в отверстие прилива буксы, допускается не более 1 мм по диаметру;
— зазор между пластмассовой втулкой и шпинтоном допускается не более 1 мм по диаметру;
— поврежденную резьбу кронштейнов крепления шлангов противоюзных и скоростных регуляторов на продольных балках рам тележек восстанавливают.
1 — стопорная головка болта; 2 — втулка сайлент-блока;
3, 4 — шпонка и шпоночный паз
Рисунок 12. Узел крепления поперечного поводка
5.13.3.2. Проверочно-регулировочные работы после сборки тележек КВЗ-ЦНИИ габарита РИЦ производят в соответствии с требованиями п. 5.13.1.5:
— проверяют и регулируют зазор между надрессорной балкой и поддоном (измеряют между регулировочным болтом и надрессорной балкой), который должен быть для тележек 30-местных вагонов габарита РИЦ с кондиционированием воздуха и с принудительной вентиляцией от 64 до 70 мм;
— вертикальный зазор между продольной балкой рамы тележки и надрессорной балкой в соответствии с рисунком 11 должен быть не более 30 мм, его измеряют от нажимной поверхности регулировочного болта до надрессорной балки;
— зазор между буксой и регулировочным болтом рамы тележки должен быть не более 30 мм.
5.13.4. Тележки всех типов
5.13.4.1. Проверяют и регулируют зазоры между боковыми скользунами надрессорной балки и поперечными балками рамы тележки, а также зазоры между торцовыми вертикальными скользунами под тарой вагона (зазоры могут регулироваться путем подбора по толщине накладок, привариваемых на продольных балках рамы тележки и на скользунах поперечных балок), допускаемые размеры приведены в таблице рисунка 13.
|
Тип тележек |
а |
а + а |
в |
в + в |
|
КВЗ-ЦНИИ тип I и II, 1-ВМ, 02-ВМ и ТВЗ-ЦНИИ-М |
Не менее 5 |
Не менее 35 |
Не более 85 +/- 5 |
|
|
КВЗ-ЦНИИ габ. РИЦ |
Не менее |
Не более 20 |
Не менее 35 |
Не более 85 +/- 5 |
Рисунок 13. Допустимые размеры зазоров между скользунами
5.13.4.2. Зазор у тележек КВЗ-ЦНИИ габарита РИЦ между надрессорной балкой и предохранительными скобами должен быть в пределах ![]() мм.
мм.
Указанный зазор регулируют путем постановки шайб под болты предохранительных скоб, которые устанавливают одновременно и одинаковой толщины. Суммарная толщина прокладок на одном болте предохранительной скобы в тележках габарита РИЦ должна быть не более 42 мм.
5.13.5. Колесные пары колеи 1435 мм
5.13.5.1. Осмотр, ремонт и освидетельствование колесных пар должны производиться в соответствии с требованиями Инструкции по осмотру, освидетельствованию, ремонту и формированию колесных пар N ЦВ/3429 и ТУ 32 ЦВ 951-95.
5.13.5.2. Расстояние между внутренними гранями ободов колес для западноевропейских ж.д. должно быть ![]() , а для китайских и корейских дорог
, а для китайских и корейских дорог ![]() мм, при ширине обода 135 +/- 1.
мм, при ширине обода 135 +/- 1.
5.13.5.3. Поверхность катания колес у тележек для работы на железных дорогах КНР и КНДР должна иметь уклон от гребня 1:40, а наружный уклон — 1:20, у тележек остальных типов уклон поверхности катания колес должен быть 1:20 и 1:7 соответственно.
5.13.5.4. Разница обоих диаметров по кругу катания одной колесной пары после обработки должна быть не более 0,5 мм.
5.13.5.5. Ободья колес должны иметь нулевой прокат по кругу катания. Толщина обода колеса допускается не менее 45 мм. Разница диаметров по кругу катания колесных пар должна быть не более 10 мм у одной тележки и 20 мм у двух парных тележек.
5.14. Кронштейны крепления поводков
5.14.1. Кронштейн крепления поводков на тележках КВЗ-ЦНИИ тип I, КВЗ-ЦНИИ тип II, ТВЗ-ЦНИИ-М после очистки осматривают, определяют объем ремонта.
5.14.2. Детали кронштейнов (диафрагмы, обечайки), имеющие износы и коррозионные повреждения, восстанавливают путем наплавки с последующей механической обработкой до чертежных размеров путем приварки накладок из Стали 45 ГОСТ 1050, термически обработанных до твердости 30 … 40 HRCэ, с предварительной механической обработкой поверхностей диафрагм и обечаек.
Допускается применение накладок из Стали 09Г2 ГОСТ 19281.
Допускается для всех типов диафрагм кронштейнов максимальный износ не более 4 мм.
Допускаемый износ обечаек кронштейнов должен быть не более 5 мм на площади, не превышающей 30% всей поверхности обечайки.
При превышении допустимых износов кронштейны заменяют новыми.
6. Тормозное оборудование
6.1. Тормозное оборудование осматривают и ремонтируют в соответствии с требованиями Инструкции по ремонту тормозного оборудования вагонов N ЦВ-ЦЛ-945 и действующих технических условий и указаний.
6.2. Кронштейны для крепления и подвешивания тормозного оборудования, а также предохранительные и поддерживающие устройства, предотвращающие падение рычажной передачи на путь, должны быть исправны и прочно закреплены на раме в соответствии с требованиями конструкторской документации.
6.3. Тормозные башмаки вагонов упрочняют газотермическим напылением в соответствии с инструкцией ТИ ВНИИЖТ-0502/7-01.
6.4. Сборку рычажной передачи тележек производить согласно Инструкции по ремонту тормозного оборудования вагонов N ЦВ-ЦЛ-945, 2003 г. (таблицы 6 — 8).
6.5. Магистральный воздухопровод осматривают. Внутреннюю поверхность продувают сжатым воздухом. Трубы, имеющие вмятины, износы, коррозию, заменяют новыми трубами по ГОСТ 8734.
При втором КР-1 дополнительно производят:
— замену труб от тормозной магистрали к стоп-кранам;
— замену электропроводки ЭПТ.
6.6. Ремонт и испытание тормозного оборудования вагонов габарита 03-Т (РИЦ) выполняют в соответствии с требованиями следующей технической документации:
— руководство по ремонту тормозного оборудования на вагонах международного сообщения N 215-ЦВА/8, 1973 г.;
— инструкция на ремонт и испытание воздухораспределителей системы КЕ вагонов международного сообщения N 211 ПКБ ЦВ, 1977 г.;
— инструкция на ремонт и испытание противоюзных устройств вагонов международного сообщения N 212 ПКБ ЦВ, 1977 г.
6.7. Дополнительные требования к ремонту рычажной передачи вагонов габарита 03-Т (РИЦ)
6.7.1. Зазор между цапфой и башмаком, цапфой и подвеской не допускается более 1,3 мм (проверяются при сборке).
6.7.2. Втулки в проушинах траверс, имеющие износ по диаметру более 1 мм, заменяют.
6.7.3. Допускаемый износ валиков рычажной передачи 0,5 мм. При большем износе их заменяют новыми или отремонтированными.
6.7.4. Втулки рычажной передачи при зазоре в шарнирном соединении более 1,3 мм по диаметру или наличии отколов заменяют новыми из порошкового легированного материала или втулками с износостойкими покрытиями.
6.7.5. Тормозные башмаки восстанавливают до чертежных размеров. Паз для ушка колодки с размерами более 45 мм и 50 мм восстанавливают наплавкой до номинальных размеров соответственно 42 мм и 47 мм.
Башмаки, имеющие толщину перемычки для чеки менее 5,5 мм, к постановке на вагон не допускаются. При износе перемычку башмака наплавляют до чертежного размера.
6.7.6. Болты, соединяющие тормозные башмаки с пружиной, имеющие износ более 1 мм по диаметру, а также при одностороннем износе заменяют.
Износ стенок отверстия в головке болта более 1 мм не допускается, при большем износе размеры болта восстанавливают.
6.7.7. Износ стенок отверстий в башмаках под болты должен быть не более 0,5 мм.
6.7.8. Износ прутка пружины, оттягивающей тормозной башмак, по диаметру должен быть не более 0,5 мм.
6.7.9. Износ стенок отверстий в деталях под пружины, оттягивающие тормозной башмак и тормозные колодки, должен быть не более 0,5 мм.
6.7.10. Износ соединительного тормозного башмака по торцу в средней его части более 0,5 мм не допускается. Деталь наплавляют с последующей механической обработкой до чертежных размеров. Планку-фиксатор тормозного башмака восстанавливают до чертежных размеров.
7. Ремонт автосцепного устройства
7.1. Автосцепное устройство (автосцепки, поглощающие аппараты, тяговые хомуты и другие съемные детали) должно быть снято с вагона и отремонтировано в соответствии с требованиями следующей технической документации:
— Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Российской Федерации ЦВ-ВНИИЖТ-494;
— Комплект документации на типовой технологический процесс ремонта автосцепного устройства (ТК-244);
— Детали грузовых и пассажирских вагонов. Методика испытаний на растяжение 656-2000 ПКБ ЦВ;
— руководящие документы по неразрушающему контролю сборочных единиц и деталей вагонов:
1) РД 32.159-2000 (магнитопорошковым методом);
2) РД 32.150-2000 (вихретоковым методом);
3) РД 32.149-2000 (феррозондовым методом);
4) РД 32.174-2001 (неразрушающий контроль деталей вагонов);
— Инструкция по сварке и наплавке узлов деталей при ремонте пассажирских вагонов N ЦЛ 201-03;
— Технические указания по деповскому и капитальному ремонту буферных комплектов и концевых балок пассажирских вагонов в вагонных депо дорог и на вагоноремонтных заводах и техническому содержанию буферных комплектов в эксплуатации N 586-90 ПКБ ЦВ.
7.2. Установка автосцепного устройства на вагоне должна соответствовать ГОСТ 3475 и требованиям рабочих чертежей завода-изготовителя.
7.3. Корпуса автосцепок должны иметь нижние кронштейны (ограничители вертикальных перемещений).
7.4. Рабочие поверхности головок автосцепок, тяговые хомуты, центрирующие балочки и маятниковые подвески вагонов, перечисленных в п. 1 Приказа N 2 от 17.01.2002, упрочняют согласно технологическим инструкциям:
— Технологический процесс плазменной наплавки корпусов автосцепок пассажирских вагонов порошками износостойких сплавов ТИ 160.25099.31-95;
— Технологическая инструкция. Упрочнение элементов автосцепного устройства газопорошковой наплавкой ТИ ВНИИЖТ-0501/3-99;
— Инструкция по восстановлению и упрочнению индукционно-металлургическим способом деталей узлов трения подвижного состава ТИ ЦТ-ЦВ-ЦЛ-590.
8. Ремонт переходных, входных площадок и буферов
8.1. Общие положения
8.1.1. Переходные и входные площадки, буфера тяжелого типа пассажирских вагонов внутреннего и международного сообщения, а также буфера вагонов габарита РИЦ ремонтируют в соответствии с настоящим Руководством и Техническим указанием по деповскому и капитальному ремонту буферных комплектов и концевых балок пассажирских вагонов в вагонных депо железных дорог и ВРЗ и техническому содержанию буферных комплектов в эксплуатации N 586-90 ПКБ ЦВ.
8.1.2. Фартуки переходных площадок, буфера снимают с вагона, разбирают и ремонтируют. Входные откидные площадки демонтируют с вагона при втором и третьем КР-1 для ремонта.
8.1.3. Сварочные и наплавочные работы производят в соответствии с Инструкцией по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов N ЦЛ 201-03.
8.2. Переходные площадки
8.2.1. Переходные площадки вагонов внутреннего сообщения, вагонов габарита РИЦ и купейных международного сообщения (МС) разбирают.
В вагонах габарита РИЦ и купейных МС, работающих во внутреннем сообщении, фартук демонтируют, а узел, фиксирующий переходную площадку в двух положениях, разбирают при необходимости, в зависимости от технического состояния.
8.2.2. Фартуки переходных площадок, имеющие трещины, отколы и изломы, ремонтируют сваркой с последующей зачисткой. Разрешается заварка не более двух трещин длиной каждой из них не более 100 мм.
Деформированные фартуки выправляют. Потертость рифления восстанавливают наплавкой.
При первом и втором КР-1 фартуки, имеющие износ более 30% по толщине металла, заменяют новыми. При третьем КР-1 фартуки заменить новыми. Ось фартука с изломанной шейкой заменяют новой, с изношенной шейкой более 2 мм по диаметру ремонтируют наплавкой с последующей механической обработкой.
8.2.3. Кронштейны фартуков переходных площадок деформированные, изломанные, имеющие износ отверстия по диаметру более 3 мм, восстанавливают или заменяют. В случае отрыва кронштейнов, вырывов мест их крепления, необходимо усилить узел крепления фартука к кузову вагона в соответствии с Установкой кронштейнов переходных площадок ЦМВ ТУ 32 ЦВ 1193-79.
8.2.4. После разборки переходных площадок вагонов габарита РИЦ и купейных международного сообщения проводят визуальный контроль и дефектацию с использованием средств измерений.
Деформированные листы, косынки фартуков выправляют или заменяют; листы, имеющие износ более 30% по толщине, трещины, отколы, заменяют новыми. Потертости рифления восстанавливают наплавкой.
Опорные кронштейны, подвеску, запорные штыри, фиксаторы переходных площадок проверяют, деформированные, взломанные, имеющие трещины ремонтируют или заменяют новыми. Кронштейны, имеющие износ отверстия по диаметру более 2 мм и запорные штыри более 1 мм по диаметру, ремонтируют или заменяют новыми.
Сломанные или ослабленные пружины переходных площадок заменяют отремонтированными или новыми.
Болты крепления кронштейнов, подвесок фартуков с поврежденной резьбой, деформированной головкой заменяют новыми.
Цепочки фиксаторов и запорных штырей вагонов габарита РИЦ восстанавливают. Потертую, порванную обшивку цепей заменяют новой.
После ремонта и установки на вагон проверяют взаимное перемещение подвижных частей переходных площадок. При проверке переходные площадки последовательно устанавливают в фиксированное вертикальное и горизонтальное положения.
8.2.5. В процессе сборки шарниры и пружины переходных площадок смазывают тонким слоем масла ТСп-10 ГОСТ 23652 или другими аналогичными смазками.
8.2.6. Металлические ограждения (суфле) при ремонте снимают с вагона независимо от технического состояния и заменяют на резиновые суфле баллонного типа.
8.2.7. Резиновые суфле переходных площадок
8.2.7.1. Мелкие дефекты на поверхности баллонов резиновых суфле — местные износы, потертости, царапины, риски, порезы глубиной не более 1 мм — разрешается оставлять без ремонта.
8.2.7.2. Ремонт резиновых баллонов суфле со снятием с вагона производят при наличии дефектов (износ по толщине не более 3 мм, расслоение, растрескивание, порезы глубиной не более 2 мм, порезы общей длиной более 500 мм, вырывы площадью не более 30 см2), составляющих не более 30% поверхности листа и уплотнительного клапана. При втором КР-1 заменяются боковые баллоны суфле, при третьем КР-1 — верхние.
8.2.7.4. Ремонт резиновых суфле производят в соответствии с Технологической инструкцией по ремонту резиновых суфле ЦМВ методом вулканизации 24-10-85 ЦТВР.
8.2.7.5. Перед постановкой баллонов на вагон проверяют прочность их крепежных соединений. Срыв, износ резьбы болтов крепления баллонов к раме не допускаются.
8.2.7.6. Отверстия для крепления баллонов в раме, имеющие износ или вырывы, ремонтируют по технологии вагоноремонтных предприятий.
8.2.7.7. Для прочного крепления баллонов к раме необходимо:
а) резиновую ленту (прокладку между баллоном и рамой) при наличии трещин и потертостей заменить новой, изготовленной из резины по ГОСТ 7338;
б) шайбы установить увеличенные по ГОСТ 6958;
в) гайки крепления баллонов затянуть.
8.2.7.8. Зазор между нижней кромкой баллона и поперечными угольниками должен быть не менее 10 мм.
8.3. Входные площадки
8.3.1. Демонтированные с вагона входные откидные площадки над подножками тамбуров вагона и выдвижные ступеньки разбирают, очищают и ремонтируют.
8.3.2. Деформированные детали входных площадок и подножек выправляют.
8.3.3. Допускается заваривать не более двух трещин в фартуке входной площадки, в щите подножки. Длина каждой из трещин не должна быть более 100 мм. Потертость рифления восстанавливают наплавкой.
8.3.4. При наличии износа, потери эластичности и вырывов уплотнения фартука заменяют на новые, изготовленные согласно требованиям конструкторской документации из морозостойкой резины по ТУ 38.005.295-88 или из резиновых трубок ГОСТ 5496.
8.3.5. Неисправные детали механизма подъема входных площадок ремонтируют или заменяют. Лапчатые болты, рычаги, тяги, опоры, валы ремонтируют наплавкой с последующей механической обработкой. Болты, винты, гайки с сорванной, смятой резьбой, разработанными гранями, забоинами на головках заменяют новыми. Сломанные или ослабленные пружины заменяют отремонтированными или новыми.
8.3.6. Фиксаторы и запоры входных площадок, наружных торцевых и боковых тамбурных дверей разбирают, неисправные снимают с вагона, ремонтируют или заменяют новыми.
8.3.7. Входные площадки с пластмассовыми деталями купейных вагонов и вагонов-ресторанов постройки Германии заменяют новыми типовыми.
8.3.8. После установки входной площадки на вагон фартук под действием подъемного механизма должен подниматься плавно, без заеданий и устанавливаться под углом от 80 до 90° к плоскости пола.
8.3.9. Деформированные детали выдвижной ступеньки, сблокированной с фартуком входной площадки, выправляют. Подвески, кронштейны, валики, тяги, рычаги при необходимости ремонтируют наплавкой с последующей механической обработкой или заменяют новыми. Резиновые бонки (подкладки), имеющие отрывы, вырывы, расслоения, разрезы, заменяют новыми.
8.3.10. После установки выдвижной ступеньки на вагон при открывании фартука входной площадки она должна плавно выдвигаться в нижнее положение, а при закрывании фартука подниматься вверх и располагаться под нижней неподвижной ступенью подножки.
8.3.11. В процессе сборки трущиеся детали входной площадки, выдвижной ступеньки, пружины смазывают тонким слоем масла ТСп-10 ГОСТ 23652 или другими аналогичными смазками.
8.3.12. Входные поручни с вагона демонтируют. Облицовку входных поручней заменяют в соответствии с конструкторской документацией на вагон.
Кронштейны входных поручней могут быть хромированными, покрытыми полимерами или окрашенными. В вагонах международного сообщения кронштейны должны быть только хромированные.
Неисправные бакелитовые трубки поручней заменяют на перхлорвиниловые или полиэтиленовые, при этом цвет трубок должен быть одинаковым, светлого тона.
8.4. Буферные комплекты
8.4.1. Буферные комплекты всех типов с вагонов снимают, разбирают и после очистки осматривают и ремонтируют.
8.4.2. Стаканы буферов тяжелого литого, с приклепанными тарелями, вагона габарита РИЦ с износом стенки более допустимого наплавляют, затем обрабатывают до чертежных размеров, а также ремонтируют согласно технической документации или заменяют новыми в соответствии с таблицей 1.
Таблица 1
Размеры буферных комплектов
|
Высота шпонки, мм |
Глубина шпоночного паза в стержне буфера, мм |
Глубина шпоночного паза в стакане буфера, мм |
Наружный диаметр стержня буфера, мм |
Внутренний диаметр стакана буфера, мм |
|
1 |
2 |
3 |
4 |
5 |
|
9 |
5,75 |
3,25 |
187 |
187,5 |
|
9,5 |
6,25 |
3,75 |
186,5 |
188 |
|
10,5 |
6,75 |
4,25 |
186 |
188,5 |
|
11,5 |
7,25 |
4,75 |
185,5 |
189 |
Примечание. Допуски предельных отклонений размеров в графах 1, 2, 3 соответствуют допускам по квалитету H 14, h 14, а на ремонтные размеры в графах 4, 5 — допускам на размеры по рабочему чертежу.
8.4.3. Зазор «А» в соответствии с рисунком 14 по диаметру между стенками стакана и стержнем тяжелого литого буфера и буфера с приклепанными тарелями с клиновым креплением должен быть не более 14 мм и с чековым — не более 5 мм. Указанный зазор измеряют на несцепленном вагоне на расстоянии не менее 10 мм от наружного торца стакана.
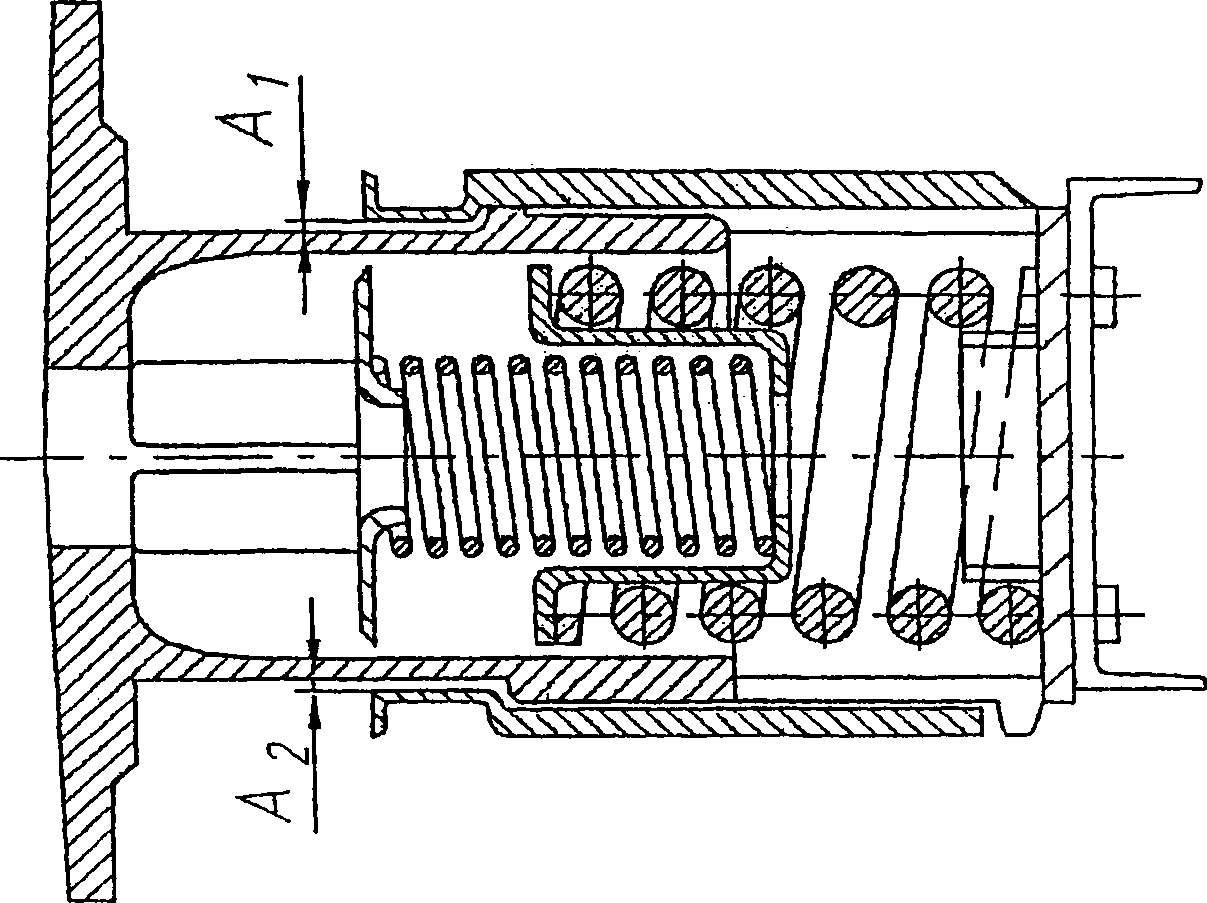
А = А1 + А2
Рисунок 14. Зазор А между стенками
стержня и стаканом буфера
Зазор между стенками стакана и стержнем буфера вагона габарита РИЦ допускается не более 3,5 мм по диаметру. Шпонка должна заходить в канавку стакана не менее чем на 2,5 мм.
8.4.4. Высоту шпонки подбирают в зависимости от размеров шпоночных канавок и диаметров стержня буферного комплекта вагонов габарита РИЦ в соответствии с таблицей 1.
8.4.5. Тарели стержней буферных комплектов всех типов с износом более допустимого восстанавливают наплавкой, а также путем постановки новых тарелей на сварке или заклепках, изготовленных из износоустойчивых сталей 09Г2, 14Г2 ГОСТ 19281, Ст 5 ГОСТ 380-94 или Сталь 45 ГОСТ 1050 по чертежам заводов-изготовителей и ПКБ ЦВ. Восстановление буферных стержней или тарелей производят по чертежам:
— для вагонов внутреннего сообщения:
а) М1564.01.00.000 СБ — сварной вариант литого стержня буфера тяжелого типа с высотой тарели 500 мм;
б) 11-08-90 ТУ 586-90 ПКБ ЦВ — сварной вариант буферного стержня на заклепках для вагонов постройки Германии;
в) В2493-00 СБ ТУ 586-90 ПКБ ЦВ — сварной вариант буферного стержня вагонов габарита РИЦ;
г) ТУ-011 — ремонт литых буферов с тарелями диаметром 500 мм (на заклепках);
— для вагонов международного сообщения габарита 1-ВМ (восстановление литых стержней):
а) М1564.02.00.000 СБ с высотой тарели 500 мм;
б) М1564.03.00.000 СБ с высотой тарели 350 мм.
8.4.6. При выполнении работ по восстановлению литых буферных стержней тяжелого типа согласно проекту конструкторской документации М1564.00.00.000 ПКБ ЦВ следует использовать стержни с предельно допустимым износом в соответствии с таблицей 2, при этом тарели изготавливают вновь, а стержни восстанавливают до чертежных размеров.
8.4.7. Пружины буферных комплектов осматривают и ремонтируют в соответствии с техническими условиями ТУ 32 ЦЛ 0141-05 «Пружины цилиндрические винтовые тележек и ударно-тяговых приборов подвижного состава железных дорог».
Пружины тяжелых и буферных комплектов вагонов габарита РИЦ, имеющие трещины, изломы или высоту в свободном состоянии менее предусмотренной конструкторской документацией, заменяют новыми.
Кольца пружин буферных комплектов вагонов габарита РИЦ, имеющие трещины, изломы и другие механические повреждения, потерявшие упругость, заменяют новыми, изготовленными из Сталь 50 ГОСТ 1050 или Сталь 38ХС ГОСТ 4543.
8.4.8. Клинья и чеки буферных комплектов, имеющие износ более допустимого, разрешается восстанавливать наплавкой с последующей нормализацией и механической обработкой до чертежных размеров в соответствии с пп. 4, 8, 16 и 17 таблицы 2.
Таблица 2
Допускаемые, ремонтные и браковочные размеры
основных деталей буферных комплектов разных типов
|
Наименование детали |
Проверяемый размер, мм |
Размер по рабочему чертежу, мм |
Не ремонтируется при размере, мм |
Ремонтируется в пределах размеров, мм |
Бракуется при размере, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Тяжелые литые буфера |
|||||
|
1. Буферная тарель черт. 11921-Н(7.13.40.01), 7.13.50.01-1, 7.13.50.01-2, 0.613-06.01.00:002(1) |
Толщина тарели в круге радиусом 150 мм от центра тарели |
35 |
Износ не более 8 |
Износ 8 — 15 |
Износ более 15 |
|
Толщина тарели за пределами круга радиусом 150 мм от центра тарели |
— |
Износ не более 5 |
Износ более 5 |
Оставшаяся толщина менее 10 |
|
|
2. Стержень буфера черт. 11921-Н(7.13.40.01), 11922-Н(7.13.50.01), 7.13.50.01-1, 7.13.50.01-2, 0.613-06.01.00:002(1) |
Наружный диаметр |
240-3 |
Износ стенки стержня буфера не более 2,5 |
Износ стенки стержня буфера 2,5 — 6 |
Износ свыше 6 |
|
Буфера тяжелые с приклепанными тарелями и литые МС |
|||||
|
3. Стакан буфера черт. 11923-Н(2.13.40.02), 2.13.40.02-1, 2.13.40.02-3 |
Внутренний диаметр |
243+3 |
Износ стенки стакана буфера не более 2,5 |
Износ стенки стакана буфера 2,5 — 6 |
Износ более 6 |
|
4. Клин буфера черт. 11928-Н(2.13.40.08), 0.613-06.01.00:005(3), 821.62.01.010 |
Толщина |
|
Толщина не менее 16 |
Толщина 13 — 16 |
Толщина менее 13 |
|
Ширина |
|
Толщина не менее 45 |
Толщина 42 — 45 |
Толщина менее 42 |
|
|
5. Буферная тарель черт. 11932-Н, 11933-Н |
Толщина тарели в круге радиусом 50 мм от центра тарели |
35 |
Износ не более 5 |
Износ 5 — 15 |
Износ более 15 |
|
Толщина тарели по заклепкам |
— |
Износ не более 3 |
Износ более 5 |
— |
|
|
6. Буферная тарель черт. 0.317-06.01/02.00:10(24) |
Толщина тарели в круге радиусом 90 мм от центра тарели |
20 |
Износ не более 7 |
Износ 7 — 10 |
Износ более 10 |
|
Толщина тарели по заклепкам |
— |
Износ не более 1,5 |
Износ 1,5 — 3 |
Износ более 3 |
|
|
7. Буферная тарель черт. 0.616-06.01/02.00:10(24), 0.613-06.01.00:002(1) (литой) |
Толщина тарели в круге радиусом 90 мм от центра тарели |
20 |
Износ не более 7 |
Износ 7 — 10 |
Износ более 10 |
|
Толщина тарели по заклепкам |
— |
Износ не более 1,5 |
Износ 1,5 — 3 |
Износ более 3 |
|
|
8. Стержень буфера черт. 11934-Н |
Наружный диаметр |
|
Износ стенки стержня буфера не более 2,5 |
Износ стенки стержня буфера 2,5 — 6 |
Износ более 6,5 |
|
9. Стержень буфера черт. 0.616-06.01.00:10(24), 0.613-06.01.00:002(1) (литой) |
Наружный диаметр |
240-3 |
Износ стенки стержня буфера не более 2,5 |
Износ стенки стержня буфера 2,5 — 6 |
Износ более 6 |
|
10. Стакан буфера черт. 11936-Н |
Внутренний диаметр |
210+0,6 |
Износ стенки стакана буфера не более 2 |
Износ стенки стакана буфера 2 — 4,5 |
Износ более 4,5 |
|
11. Стакан буфера черт. 0.613-6.01.00:004(2) |
Внутренний диаметр |
243+3 |
Износ стенки стакана буфера не более 2,5 |
Износ стенки стакана буфера 2,5 — 6 |
Износ более 6 |
|
12. Чека буфера черт. 11928-Н |
Толщина |
21-0,52 |
Толщина не менее 19 |
Толщина 16 — 19 |
Толщина менее 16 |
|
Ширина |
63-0,74 |
Толщина не менее 61 |
Толщина 58 — 61 |
Толщина менее 58 |
|
|
13. Клин буфера 0.613-6.01.00:005(3) |
Толщина |
|
Толщина не менее 16 |
Толщина 13 — 16 |
Толщина менее 13 |
|
Ширина |
|
Толщина не менее 45 |
Толщина 42 — 45 |
Толщина менее 42 |
|
|
Буфера вагонов габарита РИЦ |
|||||
|
14. Буферная тарель черт. 33.009-06.002, 33.009-06.003 |
Толщина тарели в круге радиусом 140 мм от центра тарели |
20 |
Износ не более 7 |
Износ 7 — 10 |
Износ более 10 |
|
Толщина тарели по заклепкам |
— |
Износ не более 1,5 |
Износ 1,5 — 3 |
Износ более 3 |
|
|
15. Буферная тарель черт. 3.505-06.00 01:00(3), |
Толщина тарели в круге радиусом 90 мм от центра тарели |
20 |
Износ не более 7 |
Износ 7 — 10 |
Износ более 10 |
|
3.983-06.03.00:001(4) |
Толщина тарели по заклепкам |
— |
Износ не более 1,5 |
Износ 1,5 — 3 |
Износ более 3 |
|
16. Стержень буфера черт. 33.009-06.004, 33.009-06.005, 3.505-06.00.02:000(4) |
Наружный диаметр |
187-1 |
Износ стенки стержня буфера не более 1,0 |
Износ стенки стержня буфера 1,0 — 1,5 |
Износ более 1,5 |
|
17. Стакан буфера черт. 33.009-06.006 |
Внутренний диаметр |
187,5+1 |
Износ стенки стакана буфера не более 1,0 |
Износ стенки стакана буфера 1,0 — 6 |
Износ более 6 |
|
3.505-06.00.03:000(2) |
Внутренний диаметр |
196+1 |
Износ стенки стакана буфера не более 1,0 |
Износ стенки стакана буфера 1,0 — 3 |
Износ более 3 |
|
Примечание. Допуски на ремонтные и браковочные размеры соответствуют допускам на размеры по рабочему чертежу (кроме пп. 4, 8, 16, 17) |
8.4.9. Для предотвращения выпадения клиньев тяжелых буферов на клиньях должны быть приварены планки или упоры. В зависимости от конструкции стены кузова допускается установка предохранительных упоров на поддонах стаканов.
8.4.10. Корончатые гайки болтов, крепящие буферные стаканы, должны быть плотно затянуты и иметь шплинты, поставленные в прорези гаек. Допускается регулировать положение шплинта постановкой не более одной шайбы под корончатую гайку.
Для предотвращения ослабления затяжки болтов крепления буферных стаканов на концевых балках всех вагонов, в зависимости от конструкции, должны быть установлены специальные угольники, бобышки или другие упоры, предназначенные для предохранения их от проворачивания.
8.4.11. При сборке буферов всех типов трущиеся поверхности, а также наружную поверхность стержня буфера, внутреннюю поверхность стакана со шпоночным пазом и кольцевую пружину буферных комплектов вагонов габарита РИЦ смазывают графитной смазкой УСсА ГОСТ 3333. После постановки на вагон тарели буферных комплектов смазывают солидолом Ж ГОСТ 1033.
8.4.12. Привалочные места буферных комплектов и концевых балок грунтуют согласно требованиям раздела 21 настоящего Руководства.
8.4.13. Тарели и клинья буферов вагонов, перечисленные в п. 1 Приказа N 2 от 17.01.2002, упрочняют согласно Технологической инструкции по упрочнению элементов автосцепного устройства газопорошковой наплавкой на пропане ТИ ВНИИЖТ-0501/3-99, Инструкции по восстановлению и упрочнению индукционно-металлургическим способом деталей и узлов трения пассажирского состава ЦТ-ЦВ-ЦЛ-590 и другими разрешенными методами.
8.5. При ремонте оборудование вагонов безбуферными устройствами шпинтонного типа и металлическими ограждениями (суфле), а также буферами облегченного типа не допускается.
9. Ремонт кузова и рамы вагона
9.1. Ремонт несущих элементов кузова и балок рамы, металлического пола, обшивы стен и крыши вагона выполняют в соответствии с Инструкцией по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов N ЦЛ 201-03.
9.2. Для определения состояния внутренних поверхностей металлического кузова и последующего ремонта проводят следующие работы.
9.2.1. Металлический кузов осматривают с обстукиванием мест, наиболее подверженных коррозии. В случае необходимости, определение степени коррозионного износа металла выполняют согласно п. 1.20 настоящего Руководства.
9.2.2. На участках кузова, где имеются коррозионные повреждения или продавленный металл, выявленные при наружном обследовании, производят все необходимые разборочные и ремонтные работы в соответствии с требованиями настоящего Руководства.
9.2.3. Пол из метлахских плиток и подоконную панель в туалетах, а также в умывальных отделениях вагонов-ресторанов разбирают до металла при каждом КР-1. В вагонах открытого типа и купейных, кроме того, при втором и третьем КР-1 вскрывают пол и подоконные панели в служебном отделении, в последнем купе с нетормозного конца вагона, косом и малом коридорах.
9.2.4. Пол из стеклопластика в туалетах, а также в умывальных отделениях вагонов-ресторанов, демонтируют с вагона при втором КР-1, после постройки или производства КВР и заменяют новым или отремонтированным. При остальных КР-1 пол в туалетах и умывальных отделениях демонтируют в случаях наличия сквозных трещин, пробоин, нарушения герметичности по периметру, в местах установки сточных труб, унитазов и умывальных чаш.
9.2.5. Пол из стеклопластика в умывальных помещениях вагонов с 2-местными купе демонтируют в случаях нарушения его герметичности.
9.2.6. Пол из стеклопластика в кухне и раздаточной вагонов-ресторанов демонтируют при втором КР-1 после постройки или производства КВР и заменяют новым или отремонтированным. При остальных КР-1 демонтируют в случаях наличия сквозных трещин, пробоин, нарушения герметичности по периметру, в местах установки моек и умывальных чаш. Определение коррозионного износа металлической обшивки пола в указанных помещениях и последующий ремонт производятся в соответствии с пп. 9.2.1 и 9.2.2 настоящего Руководства.
9.2.7. Пол туалетов в вагонах багажных, почтовых, типа «СТ», служебных, служебно-технических, дизель-электростанций и т.п. разбирают до металла и ремонтируют по техническому состоянию согласно пп. 9.2.1 и 9.2.2 настоящего Руководства.
9.2.8. При обнаружении коррозионных повреждений мест, указанных в вышеперечисленных пунктах, производят дальнейшую разборку кузова в пределах границ распространения коррозии.
9.3. При ремонте металлических частей рамы и кузова производят следующие работы.
9.3.1. Все части рамы очищают от грязи, коррозии и осматривают. При этом особое внимание обращают на заклепочные соединения и сварные швы концевых балок, продольных и промежуточных балок, а также места крепления подвагонного оборудования. Ослабшие заклепки заменяют, сварные швы, имеющие трещины, вырубают и заваривают. Дефекты в местах крепления оборудования устраняют. Прогиб концевых и промежуточных балок более 10 мм в горизонтальном и более 15 мм в вертикальном направлениях должен устраняться правкой. Ремонт и усиление концевых балок вагонов в местах установки буферных комплектов выполняют в соответствии с п. 3 Технических указаний по деповскому и капитальному ремонту буферных комплектов концевых балок пассажирских вагонов в вагонных депо железных дорог и ВРЗ и техническому содержанию буферных комплектов в эксплуатации N 586-90 ПКБ ЦВ.
9.3.2. Вскрытые места кузова очищают от продуктов коррозии и грязи. Участки металлической обшивы кузова, поврежденные коррозией на 30% и более толщины, предусмотренной конструкторской документацией, заменяют. Пробоины и трещины ремонтируют согласно требованиям Инструкции ЦЛ-201-03.
9.3.3. Местные плавные вмятины в крыше и в металлическом полу глубиной не более 15 мм разрешается не исправлять при отсутствии деформации в каркасе крыши и балках пола и трещин в обшиве.
9.3.4. Местные вмятины на боковых стенах кузова глубиной, превышающей 5 мм на 1 м длины, должны выправляться. Вмятины на гладкой поверхности боковых, торцевых стен кузова и на гофрах глубиной не более 5 мм разрешается восстанавливать в соответствии с требованиями Инструкции по применению полимеров при ремонте пассажирских вагонов N 260 ПКБ ЦВ.
На площади не более 20 см2 эти вмятины восстанавливают эпоксидной шпатлевкой, от 20 и до 250 см2 — ремонтируют посредством эпоксидного связующего и стеклонаполнителя. При этом допускается ремонт одной вмятины на 6 м длины боковины вагона и одной вмятины на торцевой стене. Вмятины на междуоконных простенках на месте постановки номерных знаков, не имеющих гофр, допускаются до 12 мм. Вмятины в нижней закругленной части боковины разрешается ремонтировать вставками вровень со стеной с зачисткой швов заподлицо с основным металлом.
9.3.5. Дренажные отверстия в полу и продольной обвязке боковины прочищают. При их отсутствии, в открытых местах пола вагона, для отвода воды производят сверловку отверстий диаметром 10 мм. Отверстия в гофрированном полу размещают по одному в каждой гофре посередине между промежуточными балками.
Отверстия в гладком полу размещаются вдоль хребтовой балки и боковой балки вагона по три в каждой секции.
9.3.6. Складную лестницу с тормозной стороны вагона и замок, запирающий ее в сложенном положении, проверяют, неисправности устраняют. Замок и шарниры опор ступеней смазывают тонким слоем солидола Ж ГОСТ 1033.
9.4. Ремонт коррозионных или механических повреждений в средней части крыши и на отдельных участках металлического настила пола между шкворневыми балками допускается производить путем наложения с наружной стороны на поврежденное место металлических накладок и закрепления их к обшиве с помощью клеевых композиций. В качестве клеевой и герметизирующей композиции применяют противошумную мастику N 579 ТУ 6-10-1268-78, которая наряду с клеевым эффектом обладает антикоррозионными свойствами. Допускается применение для указанной цели полиуретанового клея Виланд-11К-1. Поврежденную обшиву крыши разрешается также ремонтировать путем постановки накладок из стеклоткани марки Т-10 (Т-11, Т-12) ГОСТ 19170, пропитанной клеевым составом. В качестве клеевого состава допускается использование эпоксидного клея на основе смолы К-115 (К-153) ТУ 6-05-1251, эпоксидной шпатлевки ЭП-00-10 (ЭП-00-20) ГОСТ 10277, полиуретанового клея Адгезия ЭР-2 (Спрут-9М) ТУ 88 УССР 193.025-83 или герметика У-30М (УТ-31) ГОСТ 13489.
Определение границ распространения коррозии обшивы 30% конструктивной толщины проводить в соответствии с п. 1.20 настоящего Руководства. Подлежат ремонту коррозионные повреждения металла настила пола размером не более 1 м2, расположенные между шкворневыми балками, а также пробоины или коррозионные повреждения в средней части крыши площадью не более 0,6 м2 в количестве не более 3-х при условии, что расстояние между ними не менее 1 м. Ремонтные работы выполнять согласно Технологической инструкции по ремонту повреждений наружной обшивы пассажирского цельнометаллического вагона без разборки кузова N 104-21.25201.0013 ПКТБ ЦТВР.
При коррозионном повреждении металла настила пола и средней части крыши размерами более указанных выше ремонт проводить со вскрытием поврежденных мест.
10. Ремонт деревянной обрешетки, изоляции кузова,
внутренней обшивы и перегородок
10.1. Ремонт деревянных деталей обрешетки кузова, обшивы пола, стен, потолка и перегородок производят в соответствии с Инструкцией по ремонту деревянных изделий грузовых и пассажирских вагонов N 031 ПКБ ЦВ. Вновь устанавливаемые новые деревянные детали должны соответствовать требованиям п. 1.11 настоящего Руководства. Деревянные детали, не подлежащие лакированию, склеиванию и обработке биоогнезащитными средствами, грунтовать глифталевыми или фенольными грунтовками в соответствии с таблицей 10 раздела 21 настоящего Руководства.
10.2. Деревянные детали обрешетки кузова, настила пола, облицовки стен, потолков и перегородок, имеющие гниль или механические повреждения, ремонтируют или заменяют новыми.
10.3. Укладку и крепление деталей обрешетки, внутренней обшивы и облицовки внутренней обшивы, крепление перегородок производят в соответствии с конструкторской документацией на вагон. Крепление должно исключать возможность ослабления и вибрации деталей.
10.4. На внутренние поверхности вскрытых мест металлического кузова после нанесения защитного покрытия и его высыхания укладывают новую термоизоляцию. Взамен плит из ПСБ-С устанавливают теплоизоляцию из стеклянного штапельного волокна фирмы «URSA» марки П35 плотностью не менее 35 кг/м3 по ТУ 5763-002-00287697-97 или «Isover» KL-35 ТУ 5763-001-56846022-05, упакованную в пленку, или термоизоляцию других марок, согласованных в установленном порядке. Данные требования не распространяются на термоизоляцию пола согласно ВНПВ-03.
10.5. Плиты термоизоляции упаковывают пленками ТАФ по ТУ 6-00-05808008-304-96, ПТГ по ТУ 2245-044-00147105-96 или полиэтиленовой пленкой толщиной 0,15 мм по ГОСТ 10354 согласно Л8.02200.00001 (ТК-25), 2004 г. «Комплекта документов на типовой технологический процесс капитального ремонта (КР-2) пассажирских вагонов».
10.6. Настил пола из плит, имеющих гниль, механические повреждения, заменяют фанерными плитами ПФ-А ГОСТ 8673-93 или плитами по ТУ 5518-002-002-00273235-96; ФСФ по ТУ 13-972-98. В малых и косых коридорах вагонов при втором КР-1 плиты пола заменяют новыми.
10.7. Полы туалетов из стеклопластика ремонтируют в соответствии с Руководством по ремонту крупногабаритных стеклопластиковых деталей пассажирских ЦМВ при капитальном ремонте N РВ 21-06-89 и Инструкцией по применению полимеров при ремонте пассажирских вагонов N 260 ПКБ ЦВ. При наличии сквозных повреждений, нарушающих герметичность (а также согласно другим требованиям раздела 10 настоящего Руководства), пол из стеклопластика демонтируют и подвергают ремонту. В случаях мелких несквозных нарушений наружного покрывного (декоративного) слоя, несквозных трещин, порезов, расслоений в углах, не нарушающих герметичность, пол ремонтируют без демонтажа с вагона. При демонтаже стеклопластикового пола деревоплиту заменяют новой, разрешается установка пола на такую деревоплиту без приформовки.
10.8. Полы из стеклопластика в кухне, раздаточной, умывальном отделении вагонов-ресторанов, в умывальных отделениях мягких вагонов с 2-местными купе и в других помещениях вагонов ремонтируют согласно п. 10.7 настоящего Руководства.
Допускается прогиб поверхности пола из стеклопластика в косом коридоре, кухне и раздаточной не более 15 мм, при этом деформация кромок прилегания по периметру исключается.
10.9. Металлический лист на полу около кухонной плиты при наличии сквозных повреждений заменяют.
10.10. Поврежденный металлический настил пола кладовых почтовых и багажных вагонов ремонтируют постановкой вставок из такого же листа с зачисткой сварных швов заподлицо.
Направляющие контейнеров в почтовых вагонах и их крепление должны быть типовыми. Деформация направляющих, препятствующая установке контейнеров, не допускается.
10.11. Перегородки при наличии гнили ремонтируют с удалением негодных участков и постановкой новых частей встык, укрепленных металлическими накладками на винтах с втулками или болтами на невидимых местах перегородок.
10.12. Панели стен и перегородок, облицованные декоративным бумажно-слоистым пластиком (ДБСП), имеющие повреждения пластика в виде трещин, сколов, выщербин и проломов, ремонтируют согласно Руководству по ремонту облицовки внутренних поверхностей пассажирских вагонов из декоративного бумажно-слоистого пластика РВ 21-07-89 ПКТБ ЦТВР.
При выборе способа ремонта учитывать величину и количество дефектов, способ крепления панелей в вагоне и необходимость сохранения декоративных качеств облицовки вагона. Окраска поверхности ДБСП запрещается.
10.12.1. Глубокие царапины с нарушением декоративного слоя допускается покрывать пастой, соответствующей оттенку цвета декоративного слоя пластика, с последующим шлифованием и полированием отремонтированного места. Паста приготавливается согласно РВ 21-07-89 ПКТБ ЦТВР, а также из синтетической смолы (эпоксидной или полиэфирной) с тонкодисперсным наполнителем (тальк, каслин) и красителями (сухими пигментами соответствующего колера) или из белой эмали древесного порошкового наполнителя, клея ПВА и красителя.
10.12.2. Повреждения в виде сколов, выщербин и проломов с размерами не более 100 x 100 мм2 на ответственных в декоративном отношении местах интерьера вагона заделывают заподлицо с поверхностью облицовки круглыми вставками из пластика, аналогичного по цвету и рисунку основной облицовки. В остальных местах такие дефекты заделывают путем наклеивания на поврежденное место пластика, аналогичного основному, при необходимости разрешается ставить накладки на шурупах с хромированными головками заподлицо.
На сколы и проломы пластика под креплением гарнитуры допускается устанавливать подкладки из аналогичного пластика (одинакового размера в пределах одного помещения с предварительным ремонтом разрушенных мест деревоплиты или фанеры). Все подкладки, устанавливаемые под гарнитуру, выполняют круглыми или прямоугольной формы с радиусом скругления углов не менее 10 мм. Эти подкладки должны перекрывать дефектные места и устанавливаться симметрично с выходом за края гарнитуры не более 20 мм.
10.12.3. При количестве повреждений пластика панели больше двух и размерах повреждений более 100 x 100 мм2 неисправный участок пластика должен быть заменен согласно п. 10.12.5 настоящего Руководства.
10.12.4. Замену пластика новым, соответствующего тона, отличающимся от заменяемого цветом или рисунком, допускается выполнять полностью на нижней или верхней частях облицовочных элементов купе, а также одноименных панелей коридоров, сохранив при этом декоративный вид интерьера вагона.
10.12.5. Замену ДБСП, приклеенного к элементам вагона, производят путем наложения нового листа на поврежденный и крепления его металлическими раскладками или постановкой клеящейся пленки согласно п. 10.12 настоящего Руководства.
10.12.6. Загрязнения на пластике смывают мыльными препаратами типа «Лотос» или другими синтетическими моющими средствами, разрешенными ОАО «РЖД». Для удаления пятен разрешается использовать растворитель N 646 ГОСТ 18188, Р-4 ГОСТ 7827 или уайт-спирит ГОСТ 3134. Зачистка загрязненных мест пластика шлифовальной шкуркой не допускается.
10.13. Облицовку из слоистого пластика торцевых стен тамбура, а также участка торцевых стен со стороны кухни в вагонах-ресторанах заменяют листовой сталью и окрашивают.
10.14. Полированные поверхности, имеющие потемневший шпон, царапины, забоины, сетку, нарушающие верхний слой полировки, зачищают, покрывают мастикой, шлифуют и полируют в соответствии с конструкторской документацией на вагон.
10.15. Раскладки осматривают, неисправные металлические и пластмассовые заменяют. Потемневшие деревянные раскладки зачищают, имеющие механические повреждения заменяют. Окрашивать деревянные раскладки не допускается. В пределах помещений вагона раскладки должны быть одинакового цвета и соответствовать общему тону вагона. При сборке стыки раскладок плотно подгоняют друг к другу. Шурупы и винты, укрепляющие раскладки, пораженные коррозией, заменяют новыми с антикоррозионным покрытием согласно конструкторской документации.
10.16. Поврежденные места пластика на стенах и перегородках необходимо ремонтировать путем вырезания неисправных частей и постановкой на клей по ширине рулона новых вставок, подобранных по рисунку. Допускается ставить вставки встык при отдельных повреждениях облицовочной поверхности общей площадью не более 100 см2 на 1 м2. Разрешается в отдельных купе производить облицовку стен пластиком рисунка, отличного от других купе, но одинакового по цвету.
10.17. Облицовку стен туалетов и торцевых стен тамбуров из листовой стали, пораженную коррозией, заменяют новой. Листы за трубами в туалетных помещениях заменяют новыми из нержавеющей стали. Допускается ставить оцинкованную сталь.
11. Ремонт внутреннего оборудования
11.1. Ремонт мебели
11.1.1. Диваны, подъемные и багажные полки, откидные сиденья, шкафы служебных помещений, лестницы и т.п. осматривают, неисправные ремонтируют, при необходимости, отдельные сборочные единицы снимают с вагона и направляют в соответствующий цех для ремонта. Диваны и полки ремонтируют с заменой поврежденных деталей новыми.
Верхние спальные полки оборудуют предохранительными поручнями от падения пассажиров:
— для открытых некупейных вагонов постройки ТВЗ по проекту ПКБ ЦЛ ОАО «РЖД» N М 1630.07.00.000;
— для купейных вагонов постройки Германии по проекту ПКБ ЦЛ ОАО «РЖД» N М 1639.07.00.000.
Узлы крепления мебели осматривают, не соответствующие чертежам вагона заменяют, неисправности устраняют. Всю мебель (полки, диваны, столики и т.д.) тщательно закрепляют.
11.1.2. Шпон, имеющий повреждения (отслоившийся или с трещинами), на диванах, полках и шкафах, заменяют вставками нового шпона в форме ромба, подобранного по текстуре древесины. Потемневшие места перечищают, покрывают мастикой и лакируют. Царапины на шпоне зачищают с плавным переходом к поверхности, покрывают мастикой, лакируют.
11.1.3. Мягкую мебель снимают, осматривают, просевшие пружины восстанавливают или заменяют, обивку из ткани тщательно очищают, а при необходимости удаления пятен снимают. Протертую или ветхую мягкую обивку диванов заменяют полностью. В вагонах габарита РИЦ и СВ цвет обойного материала диванов, в пределах одного купе, должен быть одинаковым, при этом допускается разница по тону расцветки нижних и верхних диванов.
11.1.4. Полированные поверхности внутреннего оборудования, имеющие потемневший шпон, царапины, забоины, сетку, нарушающую верхний слой полировки, там, где это необходимо, перечищают, покрывают мастикой, шлифуют и полируют.
11.1.5. Обивку полумягкой и мягкой мебели (верхних полок, сидений диванов, стульев, спинок и сидений кресел, диванов) при наличии повреждений в виде порезов, проколов, отрывов, потертостей и трещин полимерного покрытия заменяют, ремонту подлежит обивка мебели, имеющая количество и виды повреждений согласно таблице 3.
Таблица 3
Ремонт обивки полумягкой мебели
|
Вид и количество повреждений |
Место повреждения |
Размеры повреждений, подлежащих ремонту |
Вид ремонта |
Вагоны, сообщения |
Тип вагона |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1. Ремонт обивки, снятой с мебели |
|||||
|
1.1. Порезы угловые, отрывы, проколы, потертости и трещины полимерного покрытия — не более двух |
Нижнее сиденье |
Длина (ширина) или условный диаметр 100 мм и менее |
Приклеивание заплат и подложек или прошивание заплат по периметру |
Внутреннего |
ЦМВ всех типов |
|
1.2. Продольные трещины обивки с рисунком, продольные рифленые полосы (на ширине 200 мм) |
Горизонтальная плоскость нижнего сидения или верхней полки |
Длина 400 мм и менее |
« |
« |
ЦМВ постр. Германии |
|
1.3. Порезы, угловые отрывы, проколы, потертости и трещины полимерного покрытия — не более двух |
Верхняя полка |
Длина (ширина) или условный диаметр 150 мм и менее |
« |
« |
ЦМВ всех типов |
|
1.4. Порез, угловой отрыв, прокол, потертость и трещины полимерного покрытия — не более одного |
Спинка и сиденье кресла, дивана, сиденья стула |
Длина (ширина) или условный диаметр 150 мм и менее |
« |
« |
ЦМВ Обл., Рест. |
|
1.5. Повреждения в виде порезов, угловых отрывов, проколов, потертостей и трещин полимерного покрытия более указанных в п. 1.1; 1.2; 1.3 |
Нижние сиденья и верхние полки |
— |
Сшивание из 3-х частей <*> по вертикали |
Внутреннего |
ЦМВ открытого типа |
|
Верхние полки |
— |
« |
« |
ЦМВ куп. |
|
|
1.6. Порез, угловой отрыв, потертость и прокол — не более одного |
Невидимые части (боковая поверхность у стены или в месте нахождения крепежной арматуры) нижнего сиденья |
Длина (ширина) или условный диаметр 75 мм и менее |
Приклеивание заплат и подложек или прошивание заплат по периметру |
Международного сообщения, фирменные |
ЦМВ куп., РИЦ |
|
1.7. Порезы, угловые отрывы, потертости и проколы — не более двух |
Невидимые части (боковые поверхности у стен) верхней полки |
« |
« |
« |
« |
|
2. Ремонт обивки без снятия ее с мебели |
|||||
|
2.1. Порез, угловой отрыв, потертости и прокол — не более одного |
Нижнее сиденье |
Длина (ширина) пореза 50 мм и менее, условный диаметр или длина стороны вырыва 30 мм и менее |
Приклейка заплат |
Внутреннего сообщения |
ЦМВ всех типов |
|
2.2. Порезы, угловые отрывы, потертости и проколы — не более двух |
Верхняя полка |
« |
« |
« |
« |
|
2.3. Порез, угловой отрыв, потертость и прокол — не более одного |
Невидимая часть (боковая поверхность у стены) или в месте нахождения крепежной арматуры нижнего сиденья |
Длина (ширина) пореза 50 мм и менее, условный диаметр или длина стороны вырыва 30 мм и менее |
Приклейка заплат |
Внутреннего сообщения |
ЦМВ всех типов |
|
2.4. Порезы, угловые отрывы, потертости и проколы — не более двух |
Невидимая часть (боковые поверхности у стен) верхней полки |
« |
« |
« |
« |
|
Примечание. При наличии на обивке ремонтируемой мебели большего количества повреждений в виде проколов, чем указано в таблице, ремонт этой обивки разрешается при условии, если общая длина (или условный диаметр) проколов не превышает установленных размеров. |
———————————
<*> На нижних сиденьях сшиваемые части должны быть одинаковыми по размеру, цвету и фактуре.
Технология ремонта обивки мебели приведена в Руководстве по ремонту пластмассовой обивки полумягкой и мягкой мебели ЦМВ РВ 21-05-89 ПКТБ ЦТВР.
Обивку полумягкой и мягкой мебели заменяют новой из винилискожи пониженной горючести, разрешенной к применению в установленном порядке, а также из материала согласно конструкторской документации данного типа вагона с аналогичными выработкой, цветом и близкой по рисунку:
— при наличии большего количества повреждений или повреждений, имеющих размеры большие, чем указанные в таблице 3;
— в случае покрытия сетью трещин полимерного покрытия на площади более 50% рабочей поверхности, независимо от прочности основы материала;
— ранее окрашенную с волосяными трещинами, потертостями и другими дефектами поверхностного слоя обивки.
В вагонах межобластного сообщения, кроме вагонов фирменных поездов, разрешается при ремонте применять обивочные материалы другой расцветки и выработки (более светлого или темного оттенков) с расположением отремонтированных кресел в салоне так, чтобы не нарушился его интерьер.
При просадке более 20% толщины мягкого наполнителя из пенополиуретана или других пенопластов в креслах его заменяют на новый с одновременной заменой обивки, если она имеет значительную деформацию в виде вытянутостей, просадок или другие дефекты.
Прокладки из эластичного пенополиуретана на диванах и полках заменяют при необходимости.
11.1.6. Загрязнения и жировые пятна на обивке мебели из полимерных материалов удаляют мыльными препаратами типа «Лотос», «Новость», а также слабым (не более 3%) раствором хлорамина и другими средствами, разрешенными к применению ОАО «РЖД».
11.1.7. Проверяют действие механизма опускания спинки кресел, неисправные механизмы ремонтируют. Вскрывают задние стенки откидных спинок, оценивают состояние металлического каркаса спинки, особенно в районе шарнирного соединения, при необходимости каркас ремонтируют. Шарнирные соединения смазывают тонким слоем солидола Ж. Откидные столики осматривают и при необходимости ремонтируют.
11.1.8. Поврежденный линолеум, а также декоративный бумажно-слоистый пластик подоконных столиков, имеющий порезы, царапины, трещины и расслоения, заменяют. Мелкие царапины и риски на слоистом пластике разрешается удалять шлифованием с последующим полированием, если они не нарушают декоративного слоя, окрашивание пластика не допускается. Окантовка подоконных столиков должна соответствовать конструкторской документации на вагон, царапины полируют, неисправную окантовку заменяют.
Подоконные столики вагонов, там, где это предусмотрено конструкцией, должны иметь приспособления для открывания бутылок.
11.1.9. В вагонах габарита РИЦ дверка баров-шкафчиков, крышки столиков с поврежденным пластиком и поцарапанной армировкой ремонтируют с заменой пластика и армировки. Отсутствующие дверки восстанавливают.
Неисправные или со следами ржавчины петли дверок и столиков ремонтируют, хромируют, при необходимости заменяют новыми.
На вагонах габарита РИЦ международного сообщения крышки столиков и дверки шкафчиков должны быть облицованы пластиком, однородным по тону и текстуре (или рисунку) со стенами купе.
На вагонах габарита РИЦ внутреннего сообщения допускается ставить дверки и крышки столиков, облицованные пластиком, отличающимся от стен по тону и текстуре (или рисунку), но соответствующим общему интерьеру вагона.
11.1.10. Покрытие столиков, тумбочек кипятильников и столиков служебных отделений проверяют, и неисправные заменяют согласно конструкторской документации на вагон.
11.2. Ремонт фурнитуры и других деталей и сборочных единиц внутреннего убранства
11.2.1. Фурнитуру внутреннего убранства осматривают, ослабленную укрепляют, неисправную, имеющую повреждения, глубокие царапины, снимают, заменяют или ремонтируют. Потемневшую алюминиевую фурнитуру полируют, стальную хромируют или окрашивают в соответствии с конструкторской документацией на вагон. Шурупы и винты, крепящие фурнитуру, пораженные коррозией, заменяют новыми с соответствующим антикоррозийным покрытием.
В вагонах международного сообщения, а также в вагонах с двух- или трехместными купе алюминиевую и бронзовую фурнитуру полируют или анодируют, стальную хромируют. Окраска фурнитуры на этих вагонах не допускается.
При потускнении гальванических покрытий фурнитуры внутреннего убранства, но удовлетворительной ее сохранности, отсутствии следов ржавчины, допускается использование деталей без повторного покрытия на вагонах, проработавших 15 и более лет (кроме вагонов МС, 2- и 3-местных), и вагонов-ресторанов 12 и более лет.
Отсутствующие брюкодержатели, газетные сетки, крючки, вешалки восстанавливают.
11.2.2. Алюминиевые туалетные полочки, мыльницы, ящики и державки для бумаги очищают и полируют, недостающие пополняют. Кронштейны для ерша ремонтируют, лакируют или покрывают полимером.
11.2.3. Взамен отсутствующих, разбитых, с поврежденной амальгамой, царапинами зеркал ставят новые. Армировку зеркал ремонтируют или заменяют новой.
Конструкция и размеры вновь устанавливаемых на вагон зеркал и их армировка должны соответствовать конструкторской документации.
11.2.4. Потертый или имеющий механические повреждения линолеум или гибкий пластик пола ремонтируют путем постановки не более трех вставок по длине большого коридора или прохода, в пределах его ширины, при большем износе линолеум заменяется полностью. В просветах между диванами допускается не более одной вставки, между креслами — не более двух вставок с последующей окраской пола. В малых, косых коридорах и тамбурах поврежденный линолеум заменяют полностью. При стыковании пластика или линолеума зазоры не допускаются (подмазку стыков производят эпоксидной шпатлевкой ЭП-00-10 ГОСТ 10277, разрешается применять алкидную шпатлевку ПФ-002). Применение релина запрещается.
11.2.5. Пороги дверных проемов из тамбура в вагон, в туалетные комнаты и умывальные отделения должны осматривать, и все неисправности устраняют, негодное металлическое покрытие заменяют новым.
11.2.6. Щитки и кожухи сети отопления очищают, ремонтируют или заменяют новыми.
11.2.7. Подвагонные ящики для белья и узлы их крепления к раме осматривают с обстукиванием и очищают изнутри. Уплотнение крышки люка восстанавливают. Возвышение крышки над уровнем пола не допускается. При коррозионном повреждении днища или стенок подвагонного ящика разрешается его демонтировать с последующим выполнением необходимых работ по заделке люка в деревянном и металлическом полу вагона.
Ящики для белья из стеклопластика ремонтируют в соответствии с Руководством по ремонту крупногабаритных стеклопластиковых деталей пассажирских ЦМВ при капитальном ремонте РВ 2-06-89 ПКТБ ЦТВР.
11.3. Ремонт внутреннего оборудования вагонов-ресторанов
11.3.1. Поврежденные деревянные бруски обеденных столов, диванов, неисправная обвязка спинок, сидений стульев, поломанные ножки стульев ремонтируют или заменяют новыми из той же породы древесины. Царапины на деревянных раскладках стульев, диванов и столов удаляют циклевкой с последующим шлифованием и покрытием лаком под общий тон. Деревянные раскладки лакируют. Расшатанные сиденья стульев укрепляют. Поврежденный мягкий наполнитель диванов, сидений стульев заменяют.
Обивка сидений, спинок диванов, мягких стульев при наличии потертости, ветхости, порезов или загрязнений, не поддающихся чистке, должна быть отремонтирована согласно п. 11.1.5 настоящего Руководства. При необходимости обивку полностью заменяют. Ветхие стулья заменяют. Все стулья в салоне должны быть однотипными.
11.3.2. Облицовочную поверхность из слоистого пластика откидных обеденных столов, имеющую мелкие царапины и неглубокие риски, шлифуют, а затем полируют поврежденные места.
11.3.3. Планки окантовки столов с рисками и царапинами, а также потемневшие зачищают и полируют. На ножках обеденных столов ставят резиновые или алюминиевые наконечники.
11.3.4. Откидные державки для бутылок у обеденных столов осматривают, приводят в исправное состояние, полируют или хромируют.
11.3.5. Буфетную стойку, внутреннее оборудование буфета, кассовый столик, денежный ящик и другое оборудование буфетного отделения осматривают, неисправности устраняют. Поврежденную облицовку буфета ремонтируют, потемневшую или загрязненную поверхность изделий из дерева зачищают и покрывают лаком. Дверки буфета при необходимости ремонтируют, подгоняют по месту, неисправные замки ремонтируют или заменяют. Шкафы для хлеба, кондитерских изделий, закусок и других продуктов, полки для бутылок, табачных изделий осматривают, ремонтируют. Видимые поверхности полируют или лакируют. Стекла витрин буфета с дефектами заменяют новыми.
11.3.6. Ящики (рундуки) под диванами и фиксаторы осматривают, неисправные ремонтируют. Поврежденную оцинковку внутренних поверхностей ящиков заменяют, устанавливают уплотняющие уголки на шурупах.
11.3.7. Неисправные крючки для одежды в салоне заменяют новыми, недостающие дополняют, декоративное покрытие восстанавливают.
11.3.8. Стол и окно для выдачи блюд, разделочные столы осматривают и ремонтируют. Неисправное покрытие стола и окна выдачи блюд, а также разделочных столов заменяют новым из нержавеющей стали.
11.3.9. Подъемный механизм окна приема посуды осматривают, дефекты устраняют, шарнирные соединения смазывают тонким слоем солидола Ж в соответствии с инструкцией 01/75 ЦЛ-ВНИИЖТ-06РК, нарушенную хромировку деталей восстанавливают.
11.3.10. Откидной стол, лестницу в раздаточной и кухне осматривают, дефекты устраняют.
Шкафы, полки для посуды, шкафы для продуктов, овощей в кухне и раздаточной осматривают, неисправности устраняют.
Шкафы для продуктов и овощей при необходимости замены изготавливают из оцинкованного металла. Все шкафы и ящики должны иметь ушки для пломб из алюминия или нержавеющей стали.
11.3.11. Переносные ящики для отбросов осматривают, неисправный педальный механизм ремонтируют.
11.3.12. Вытяжную трубу с колпаком над плитой осматривают, ремонтируют или заменяют новой.
11.3.13. Внутреннее оборудование гардеробной (служебного помещения) осматривают. Недостающие крючки для одежды пополняют, неисправные заменяют. Повреждения багажной сетки устраняют. Неисправное покрытие откидного сиденья ремонтируют.
11.3.14. Раскладки посудомоечных чаш при наличии повреждений заменяют новыми согласно конструкторской документации. Болты крепления чаш хромируют. Пробки, цепочки посудомоечных чаш снимают и оцинковывают. Допускается заменять неисправные металлические пробки на пластмассовые или резиновые. У ранее хромированных цепочек нарушенную хромировку восстанавливают. Допускается, кроме вагонов «МС», постановка вместо цепочек полиамидной жилки диаметром от 0,8 до 1 мм.
11.3.15. Подвагонные ящики для хранения продуктов в вагонах-ресторанах снимают при необходимости замены внутренней облицовки или повреждениях; оцинкованную сталь заменяют новой с пропайкой швов. При этом негодную изоляцию заменяют.
11.3.16. Холодильные шкафы вагонов осматривают:
— ремонт внутренней обшивы холодильных шкафов допускается производить путем постановки не более одной вставки с обеспечением плотности ее прилегания по периметру;
— нарушенное антикоррозийное покрытие внутренней облицовки шкафов, поддонов, решеток восстанавливают пищевой эмалью ХС 769 ТУ 610-1416-78;
— неисправные поддоны, решетчатые полки ремонтируют или заменяют новыми;
— неисправные дверные замки снимают и осматривают. Неисправные заменяют новыми или отремонтированными. Все дверные замки должны быть расхожены, смазаны тонким слоем приборного масла МПВ, смазки ЦИАТИМ-201 и др. в соответствии с инструкцией 01/75 ЦЛ-ВНИИЖТ-06РК, проверены в рабочем состоянии. Работоспособность замков проверяют путем многократного их открывания и закрывания;
— петли дверей осматривают, неисправные ремонтируют или заменяют новыми;
— двери холодильных шкафов проверяют на плотность прилегания к дверному проему. Проверку уплотнения двери следует проводить по всему периметру на отключенном холодильнике. Бумажная полоска шириной (50 +/- 1) мм и толщиной (0,08 +/- 0,01) мм, заложенная между уплотнителем двери и закрываемой поверхностью шкафа, не должна свободно перемещаться. Неисправное уплотнение дверей заменяют новым.
11.4. Ремонт внутреннего оборудования буфетных отделений купейных и межобластных вагонов
11.4.1. Пружины откидных стульев, опорные винты и ножки табуретов осматривают, дефекты устраняют. Шарнирные соединения и винты смазывают тонким слоем Солидола Ж или Солидола С. Неисправные резиновые наконечники на ножках табуретов заменяют, недостающие пополняют.
11.4.2. Кухонные столы, подоконные столы в буфетном отделении, верхние шкафы для продуктов, буфет с витриной в межобластном вагоне, стол с буфетной витриной, верхние полки-витрины для продуктов осматривают, обнаруженные дефекты устраняют.
11.4.3. Буфет с витриной в купейном вагоне осматривают, неисправности устраняют. Поврежденную облицовку ремонтируют.
Стойку буфета приводят в исправное состояние. Ослабленные державки укрепляют, хромированное покрытие державок восстанавливают, стальную поверхность окрашивают в тон стен буфета.
11.4.4. Дверки и полки столов и подоконных буфетных столов, шкафов и полок-витрин приводят в исправное состояние. Петли дверок укрепляют, шарнирные соединения смазывают и расхаживают, антикоррозийное покрытие восстанавливают. Внутренние замки, ручки-раковины дверок столов, шкафов, буфета должны быть приведены в исправное состояние. Личинки и ригели замков, ручки-раковины дверок при необходимости хромируют или никелируют.
11.4.5. Полозья задвижных стеклянных дверок полок-витрин очищают и приводят в исправное состояние.
Подшипники для передвижения задвижных дверок промывают моющим раствором Лабомида, ХС-2М и др., разрешенными к применению ОАО «РЖД», неисправные ремонтируют и смазывают смазкой ЦИАТИМ-201.
11.4.6. Поврежденные металлические листы крышек кухонных столов заменяют нержавеющей сталью, при этом термоизоляцию восстанавливают. Металлическое покрытие крышек столов не окрашивают.
11.4.7. Оборудование подоконного стола буфета в межобластном вагоне осматривают и приводят в исправное состояние.
11.4.8. Шкаф для хлебобулочных изделий буфета осматривают, обнаруженные дефекты устраняют. Вентиляционный канал очищают. Поврежденную облицовку полок, перегородок и стенок восстанавливают. Металлические поверхности полируют.
11.4.9. Места установки электроподогревателя, сосисоварки, электроплитки и другого оборудования в кухонных столах буфетного отделения вагона осматривают, обнаруженные дефекты устраняют. Установочное кольцо сосисоварки приводят в исправное состояние. Негодную уплотнительную резиновую прокладку установочного кольца заменяют новой.
Установочное кольцо электроплитки приводят в исправное состояние с восстановлением асбестовой изоляции. Шурупы, заклепки крепления должны быть оцинкованы.
11.4.10. Откидную крышку стола мойки осматривают, дефекты устраняют. Поврежденную облицовку из твердого пластика ремонтируют, металлическую окантовку крышки полируют. Петли крышки укрепляют, расхаживают и смазывают тонким слоем Солидола Ж, антикоррозийное покрытие восстанавливают. Поврежденную металлическую облицовку моек в кухонном отделении купе-буфета заменяют нержавеющей сталью.
11.4.11. Шкафы для одежды в буфетном отделении межобластного вагона осматривают. Приводят в исправное состояние полки, дверки, перегородки, вешалки для одежды. Поврежденную облицовку из твердого пластика ремонтируют. Замки и ручки дверей шкафов приводят в исправное состояние.
11.4.12. Мусорный ящик с педальным механизмом приводят в исправное состояние. Шарнирные соединения педального механизма и крышки должны быть укреплены, отрегулированы и смазаны тонким слоем смазки Солидол Ж, тяги выправлены.
11.4.13. Подвагонный ящик в кухонном отделении купе-буфета ремонтируют в соответствии с требованиями п. 11.3.15.
11.5. Ремонт почтовых и багажных вагонов
11.5.1. На почтовых и багажных вагонах выполняют следующие работы:
— мебель почтовых вагонов осматривают, ремонтируют, проверяют и при необходимости восстанавливают уплотнение производственной мебели в сортировочном зале для предотвращения западания корреспонденции в щели и просветы. Ячейки сортировочных шкафов не должны иметь выступающих шурупов, гвоздей и т.п., а также заусенцев облицовки во избежание повреждения корреспонденции и травматизма обслуживающего персонала;
— металлические шкафы осматривают, неисправные замки, обшивку, дверцы ремонтируют;
— неисправные винтовые табуреты ремонтируют;
— клапаны, створки и лотки почтовых ящиков осматривают, неисправные ремонтируют;
— подвагонный ящик для тары и люк осматривают, неисправности устраняют.
11.5.2. Багажные полки кладовых осматривают, неисправные ремонтируют.
12. Ремонт дверей и окон
12.1. Ремонт дверей
12.1.1. Двери из тамбура в вагон и из кухни в тамбур, двери коридоров и туалетов снимают при третьем КР-1, при первом и втором КР-1 снимают по состоянию. Двери тамбуров, наружные двери кладовых, котельного отделения, маятниковые двери коридора, двери купе и служебных помещений снимают в случае ремонта, требующего их снятия (замена уплотнения, ремонт металлической облицовки, замена или ремонт пластика, износ дверных петель и т.п.).
12.1.2. Фурнитуру дверей снимают, ремонтируют, алюминиевую полируют, стальную хромируют, а где это предусмотрено требованиями чертежей, окрашивают.
12.1.3. В вагонах международного сообщения, а также в вагонах с 2- и 3-местными купе фурнитуру окрашивать запрещается.
12.1.4. Замки всех дверей ремонтируют или заменяют новыми. Механизм замков смазывают тонким слоем смазки ЦИАТИМ-201 ГОСТ 6267. Проверяют исправность их действия.
12.1.5. Неисправные запоры дверей кладовых почтовых и багажных вагонов и почтово-багажных вагонов ремонтируют, проверяют исправность их действия и окрашивают в соответствии с конструкторской документацией на вагон.
12.1.6. Электропривод открывания дверей кладовых осматривают, проверяют и ремонтируют в соответствии с разделом 19 настоящего Руководства. Механическую передачу привода осматривают, проверяют в действии, неисправные сборочные единицы ремонтируют, смазывают тонким слоем Солидола Ж.
12.1.7. Петли всех створчатых дверей осматривают. Крепления петель к дверям и стойкам дверных проемов проверяют, укрепляют. Неисправные петли снимают и ремонтируют. Петли тамбурных дверей, не подлежащие ремонту, заменяют новыми.
12.1.8. Резиновое ограждение (от попадания пальцев рук) со стороны петель двери из тамбура в вагон заменяют новым или устанавливают вновь.
12.1.9. Подвешивание задвижных дверей купе и служебных отделений осматривают. Проверяют состояние и крепление роликов с наружным резиновым кольцом и направляющих угольников (рельсов), которые при необходимости ремонтируют. Шарикоподшипники, оси роликов смазывают смазкой ЦИАТИМ-201 ГОСТ 6267.
В случае схода роликов задвижной двери с рельса каркас должен быть снят и произведена регулировка ограничительных болтов. В рабочем положении головки болтов не должны доходить до рельса на расстоянии от 1,5 до 2 мм.
12.1.10. Неисправные верхние фиксаторы тамбурных, а также наружных дверей кладовых почтовых и багажных вагонов ремонтируют, отсутствующие восстанавливают.
12.1.11. Взамен отсутствующих и неисправных магнитных защелок дверей вагонов и дверок шкафов там, где они предусмотрены конструкцией, устанавливают новые. Допускается замена защелок магнитных на механические.
12.1.12. На тамбурных дверях вагонов всех типов трещины в металлических частях заваривают, изношенные места наплавляют с последующей зачисткой. У входных тамбурных дверей снимают, при втором КР-1 и далее при каждом, подоконные филенки для осмотра состояния антикоррозийного покрытия внутренней металлической поверхности, изоляции и деревянных закладок. Металлическую облицовку, имеющую глубокие (более 30% по толщине листа) коррозионные износы или механические повреждения, ремонтируют путем приварки, взамен негодных, новых листов по ширине двери с зачисткой сварных швов заподлицо. Нарушенное антикоррозийное покрытие, изоляцию и закладки восстанавливают. У снятых тамбурных дверей прочищают существующие отверстия для стока конденсата или сверлят новые. Запрещается ремонт тамбурных дверей накладками с креплением шурупами или винтами.
12.1.13. При наличии на металлической облицовке тамбурных дверей вагонов всех типов и наружных дверей кладовых почтовых и багажных вагонов вмятин глубиной не более 5 мм разрешается восстановление дефектных мест при помощи эпоксидной шпатлевки на площади не более 20 см2, а более 20 см2 — стеклонаполнителем с эпоксидным связующим, в соответствии с требованиями Инструкции по применению полимеров при ремонте пассажирских вагонов N 260 ПКБ ЦВ.
12.1.14. Сквозные повреждения и вмятины глубиной более 5 мм металлической облицовки наружных дверей кладовых исправляют путем приварки накладок с зачисткой сварных швов заподлицо. При этом восстанавливают антикоррозийное покрытие и разрушенную изоляцию.
12.1.15. Уплотнительную резину по периметру тамбурных дверей и наружных дверей кладовых, потрескавшуюся, деформированную, потерявшую эластичность заменяют новой с креплением по чертежу завода-изготовителя. При втором КР-1 уплотнительную резину заменить на новую.
Разрешается применять крепление уплотнительной резиной дверей клеем 88 и скобами по типу вагонов Германии последних лет постройки. Допускается постановка уплотнительной резины по проему, на порогах торцевых дверей и откидных площадок по чертежам заводов-изготовителей. Разрешается применение профилей, отличных от чертежных завода-изготовителя, обеспечивающих плотность прилегания дверей.
12.1.16. Штапики дверей ремонтируют или заменяет новыми. Изломанные дверные бруски заменяют. Забоины на брусках дверей и притворных брусках зачищают, шлифуют и в два слоя лакируют под тон бруска. Разрешается производить ремонт забоин дверных брусков вставками из однородного материала.
12.1.17. Облицовку дверей из декоративного бумажно-слоистого пластика, имеющую царапины, трещины и другие дефекты, ремонтируют или заменяют в соответствии с Руководством по ремонту облицовки внутренних поверхностей пассажирских вагонов из декоративного бумажно-слоистого пластика РВ 21-07-89 ПКТБ ЦТВР.
12.1.18. Зеркала дверей купе с царапинами и отслоениями покрытия заменяют, отсутствующие пополняют, крепят зеркала в соответствии с конструкторской документацией.
12.1.19. Дверные проемы боковых тамбурных дверей со стороны кухни в вагонах-ресторанах должны быть оборудованы предохранительными решетками по чертежам М 991.18.00.000 ПКБ ЦВ.
12.1.20. Вентиляционные решетки дверей туалетных отделений и жалюзи на задвижных дверях вагонов с кондиционированием воздуха обмывают, при необходимости ремонтируют, антикоррозийное покрытие восстанавливают.
12.1.21. Решетки, предохранительные планки стекол тамбурных дверей вагонов всех типов и решетки наружных дверей кладовых снимают в зависимости от их технического состояния и ремонтируют. Поврежденные колонки заменяют, погнутые прутки выправляют. Алюминиевые прутки, предохранительные планки стекол и колонки полируют. Стальные колонки и прутки очищают от продуктов коррозии и старой краски. Наружные стальные решетки и планки окрашивают в цвет кузова, внутренние — в цвет тамбура и кладовой (кроме вагонов МС, а также с 2- и 3-местными купе).
Поврежденные съемные рамки с сетками окон дверей и кладовых ремонтируют или заменяют новыми.
Стальные прутки и решетки, там, где это предусмотрено чертежами, хромируют.
12.1.22. Неисправные решетки тамбурных дверей на вагонах открытого типа, купейных и межобластных и других разрешается заменять предохранительными планками стекол по чертежам М 1378.09.00.001, М 1378.09.001-01, М 1378.09.00.000 ПКБ ЦВ или другой утвержденной ЦЛ документацией.
12.1.23. Двери после ремонта должны плотно без заеданий закрываться. Допускается зазор между коробкой и дверью в любом месте по периметру не более 5 мм. При этом зазор должен перекрываться уплотняющими прокладками в соответствии с конструкторской документацией вагона.
Оседание и перекос дверных створок устраняют путем регулирования петель. Ослабление крепления петель к дверям и стойкам дверных проемов не допускается.
Шарниры дверных петель тамбурных наружных и из тамбура в вагон смазывают смазкой ЦИАТИМ-201 ГОСТ 6267, а шарниры дверных петель внутренних створчатых — смазкой УСсА ГОСТ 3333.
12.1.24. Окрашивать регулировочные винты не допускается. Исправность каждого дверного замка проверяют путем многократного его действия на дверях вагона.
12.2. Ремонт окон
12.2.1. Деревянные оконные рамы с откидными форточками при необходимости снимают, разбирают и ремонтируют. Оконные коробки, не имеющие уплотнений между коробкой и кузовом, а также в случаях разрушения и деформации уплотнения снимают с вагона. Отклеивание резинового уплотнения от кромок оконного проема по периметру не допускается. Под отклеенными участками резинового уплотнения поверхности зачищают, металл грунтуют и уплотнение приклеивают клеем 88.
12.2.2. Внутренние деревянные рамы и наличники окон различной конструкции, имеющие забоины, риски и потемневшие места, перечищают, шлифуют, покрывают мастикой-порозаполнителем и затем покрывают лаком ПФ-170 или ПФ-283 за два раза. Составы мастик приведены в Приложении К.
12.2.3. Неисправные оконные прутки и кронштейны для них ремонтируют или заменяют. Алюминиевые колонки и прутки полируют, стальные хромируют.
12.2.4. В кухнях вагонов-ресторанов оконные жалюзи и сетки ремонтируют, отсутствующие восстанавливают. Надоконные щитки снимают, механизм подъема форточки осматривают и ремонтируют. Негодные пакеты изоляции надоконных карманов заменяют.
12.2.5. Оконные рамы тамбурных дверей, требующие ремонта, снимают.
12.2.6. Механизм подъема и фиксации оконных опускных штор осматривают, проверяют его действие на плавность хода и фиксации в нужном положении, неисправные детали ремонтируют, изломанные или ослабшие пружины механизма подъема и фиксации штор заменяют новыми. Крепление штор к механизму должно быть выполнено согласно конструкторской документации.
12.2.7. Опускные шторы, имеющие сквозные протертости, трещины, поврежденные кромки по высоте, ремонтируют или заменяют новыми по чертежам завода-изготовителя.
Допускается применять односторонний материал, а также материал различного типа и цвета по купе, а также в обоих коридорах и в салонах вагонов-ресторанов, при этом нелицевая сторона штор должна быть одного цвета, в пределах одной стороны вагона.
В коридорах всех вагонов, а также в вагонах международного сообщения и СВ, шторы из материала различного типа и цвета использовать не разрешается.
При ремонте штор разрешается один стык по высоте; в вагонах международного сообщения, фирменных, поездах и СВ стык не допускается.
12.2.8. Прижимные рамы окон с вагонов снимают, ремонтируют, перечищают, шлифуют, покрывают мастикой и затем лаком за два раза (пункт 12.2.2 настоящего Руководства).
12.2.9. Фурнитуру оконных рам, решетки рам туалетов, окон кухни, глухих окон с вагонов снимают, ремонтируют или заменяют.
Алюминиевую фурнитуру полируют, стальную хромируют или окрашивают, где это предусмотрено чертежами.
12.2.10. Рамы глухих окон должны быть плотно закреплены к кузову. Уплотнительная резина должна перекрывать кузов по всему периметру оконного проема и плотно, без зазора прилегать к раме глухого окна.
12.2.11. Планки уплотнения по периметру оконных проемов опускных окон (текстолитовые, виниловые и другие) деформированные, с отслоенными буртами заменяют новыми. Крепление планок производят в соответствии с требованиями чертежей завода-изготовителя. Зазор между уплотнительными планками и опускной рамой (прижатой прижимной рамкой) допускается не более 0,5 мм общей длиной не более 100 мм на одной стороне окна.
12.2.12. Места прилегания уплотнительных планок и рам опускных и глухих окон, демонтированных при ремонте, перед постановкой новых должны быть зачищены от коррозии и загрунтованы.
12.2.13. Подоконные панели под опускными окнами вскрывают. Подоконные поддоны сбора конденсата и дренажные отверстия очищают, поддоны, подверженные коррозии, заменяют новыми оцинкованными или окрашенными.
Механизм подъема опускных окон очищают, проверяют на исправность действия и в случае необходимости снимают для ремонта. Натяжение пружин регулируют. Шарниры механизма и резьбовые соединения смазывают Солидолом Ж. Проверяют состояние нижних упоров окон, просевшие резиновые амортизаторы заменяют. Механизмы подъема окон окрашивают.
12.2.14. При третьем КР-1: опускные окна вместе с подъемным механизмом с вагонов снимают, разбирают и ремонтируют, защитные экраны устанавливают новые. Подъемные механизмы предварительно вываривают и после ремонта оцинковывают или окрашивают пентафталевой эмалью ПФ-116 в два слоя. Поддоны сбора конденсата устанавливают новые. Подоконные карманы очищают и, после соответствующей подготовки поверхности, разрушенное защитное лакокрасочное покрытие восстанавливают согласно разделу 21 настоящего Руководства.
12.2.15. Уплотнительную резину оконных проемов, оконных и прижимных рам, потерявшую эластичность, потрескавшуюся и имеющую вырывы, заменяют новой, соответствующей по профилю требованиям чертежей завода-изготовителя. По периметру должно быть не более одного стыка резины.
12.2.16. Внутренние рамы открывают, стекла промывают. Оконные стекла, имеющие трещины, царапины, нетиповые должны заменять новыми в соответствии с требованиями конструкторской документации и ГОСТ 13521.
Стекла закаленные с небольшими царапинами разрешается не заменять. Допускается применять стекла, регламентированные ГОСТ 111, толщиной от 5 до 6 мм.
На вагоны международного сообщения, с 2- и 3-местными купе и работающие при скоростях поезда более 140 км/ч ставить взамен неисправного закаленное стекло по ГОСТ 5727.
12.2.17. Стекла окон вагонов габарита РИЦ промывают. При нарушении качества уплотнительных элементов, повреждениях стекол, а также загрязнении их изнутри разбирают термопакет оконного блока, заменяют или очищают стекла, при необходимости заменяют уплотнения по Технологической инструкции ЦТВР 24-09-85.
12.2.18. Порванные и изношенные уплотнения опускных оконных рам из текстильного материала заменяют на новые в соответствии с конструкторской документацией.
12.2.19. Оконные стекла туалетных и душевых отделений должны быть матовые или узорчатые, ГОСТ 5533. Окрашенные стекла заменяют новыми. В туалетных и душевых отделениях вагонов международного сообщения оконные стекла вновь устанавливают только узорчатые.
12.3. Ремонт алюмопластмассовых окон
12.3.1. Ремонт алюмопластмассовых окон ТУ 5271-005-11118762-99 производят в соответствии с документом «Окна алюмопластмассовые для пассажирских вагонов. Руководство по эксплуатации ФКГП 45.00.000-99РЭ.
Окна для пассажирских вагонов фирмы ЗАО «Раут» ремонтируют в соответствии с документом «Окна для пассажирских вагонов. Руководство по эксплуатации» Р99.4000.000РЭ.
Окна для пассажирских вагонов производства ООО «ДАК» ремонтируют в соответствии с документом «Руководство по эксплуатации, паспорт» ВО.12.00.00.00-01РЭ.
13. Ремонт систем отопления и водоснабжения
13.1. Общие требования
13.1.1. Ремонт основных узлов и деталей отопления и водоснабжения выполняют в соответствии с настоящим Руководством, Инструкцией по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов ЦЛ 201-03.
13.1.2. Ремонт отдельных сборочных единиц и деталей отопления и водоснабжения может быть выполнен с помощью полимерных материалов согласно Инструкции по применению полимеров при ремонте пассажирских вагонов N 260 ПКБ ЦВ и технологических процессов, разработанных вагоноремонтными предприятиями в соответствии с типовыми.
13.1.3. Трубопроводную арматуру системы отопления, холодного и горячего водоснабжения разбирают, промывают, осматривают, ремонтируют или заменяют новой. Краны, задвижки, вентили должны быть разработаны и смазаны, пробки кранов притерты, сальники и прокладки заменены новыми; снятую арматуру системы отопления и водоснабжения испытывают гидравлическим давлением 0,2 МПа (2 кгс/см2) до постановки на вагон, утечки не допускаются.
13.1.4. При ремонте труб системы отопления и водоснабжения разрешается:
— заваривать отдельные трещины и свищи, если в одном сечении будет не более одной заваренной трещины или одного заваренного свища, при условии их расположения не ближе одного метра по длине трубы. При наличии большого количества свищей или трещин или значительного коррозионного износа стенок (более 30% толщины) трубы заменяют новыми;
— заменять отдельные поврежденные участки труб длиной не менее 1 м с приваркой встык новых участков, на одной трубе должно быть не более одной вставки или двух стыков;
— заваривать оцинкованные трубы системы водоснабжения только газовой сваркой.
Трубы, отремонтированные ранее и не отвечающие требованиям настоящего пункта, заменяют.
13.2. Ремонт системы отопления
13.2.1. Котлы, расширители, калориферы и расширители-воздухоподогреватели снимают с вагона, промывают и осматривают, выявленные неисправности устраняют. При первом КР-1 после постройки, КР-2 или КВР, если при этом был поставлен новый котел, котлы и расширители снимают по техническому состоянию.
13.2.2. Котлы отопления при первом КР-1 без снятия с вагона очищают и через нижний промывной люк промывают. На вагонах с котлами без промывного люка отсоединяют отопительные трубы для тщательной промывки котла. При последующих КР-1 котлы снимают с вагона, разбирают, очищают, промывают и ремонтируют. Коррозионный износ наружных и внутренних стенок котла более 1/3 первоначальной толщины, предусмотренной конструкторской документацией, общей площадью более 0,2 м2 не допускается, изношенные места ремонтируют. Уплотняющие прокладки между барабанами котла и прогоревшие поддоны заменяют, колосниковые решетки ставят новые. Сальниковое уплотнение дымовой трубы на снятых котлах заменяют новым.
Полностью укомплектованные собранные котлы перед постановкой на вагон испытывают гидравлическим давлением 0,1 МПа (1 кгс/см2) с обстукиванием всех соединений.
Котлы комбинированного отопления ремонтируются со следующим обязательным объемом работ:
— демонтаж перемычек и нагревательных элементов;
— дефектация;
— ремонт нагревательных элементов;
— замена поврежденных деталей и сборочных единиц;
— подбор нагревательных элементов по группам;
— испытание.
Нагревательные элементы ремонтируются и испытываются Руководства по капитальному ремонту. Электрическое оборудование пассажирских вагонов N 030 ПКБ ЦЛ-03РК. Испытанные нагревательные элементы устанавливают в котел с созданием необходимого уплотнения.
После установки в котел нагревательных элементов при испытании его повышенным давлением проверяют отсутствие течи из-под уплотнений элементов.
13.2.3. Калориферы, расширители и расширители-воздухоподогреватели ремонтируют, неисправные заменяют.
Трубы калориферов с трещинами, свищами и коррозионными повреждениями заменяют новыми. Заваривание труб калориферов не допускается. При замене указанных труб оребрение их восстанавливают способом, обеспечивающим плотный контакт ребер с трубой.
В расширителях-воздухоподогревателях неисправные решетки в сборе с трубами должны заменять новыми.
Антикоррозийное покрытие воздухоподогревателей и расширителей восстанавливают цинкованием или другими видами покрытия согласно конструкторской документации.
После ремонта расширители-воздухоподогреватели и расширители испытывают наливом воды давлением 0,3 МПа (3 кгс/см2), неплотности устраняют.
13.2.4. Трубы системы отопления и подводку к калориферу промывают горячей водой с одновременной подачей воздуха в трубы давлением порядка 0,4 МПа (4 кгс/см2).
При первом КР-1 систему отопления ремонтируют по техническому состоянию. При втором и третьем КР-1 нижние отопительные трубы системы отопления разбирают и осматривают, негодные трубы ремонтируют или заменяют новыми, при этом особое внимание обращают на состояние труб в туалетах. Разбирают верхние трубы и производят замену подпольной трубы на новую.
При замене или ремонте труб системы отопления оребрение нижних труб восстанавливают по согласованной конструкторской документации; тепловую изоляцию верхних труб не восстанавливают.
При разборке труб резиновые или клингеритовые прокладки во фланцевых соединениях заменяют новыми. Наружные поверхности отопительных труб очищают от пыли и грязи, при этом особое внимание уделяют очистке межреберных промежутков оребренных труб. Окрашиванию подлежат трубы отремонтированные или новые.
Пыль и грязь за щитками нижних труб отопления удаляют.
13.2.5. Батареи водяного отопления, грязевики, обогреватели наливных труб, запасные водяные баки с вагонов снимают, осматривают, вываривают в синтетическом моющем растворе (ХС-2М, Лабомид и др., разрешенными к применению ОАО «РЖД») или растворе каустической соды от грязи, шлака и накипи, ремонтируют, негодные заменяют. Обогреватели наливных труб снимают при втором и третьем КР-1.
Батареи, грязевики и обогреватели наливных труб испытывают до постановки на вагон гидравлическим давлением 0,2 МПа (2 кгс/см2), запасные водяные баки испытывают наливом воды, неплотности устраняют.
13.2.6. Ящик для угля, дверки и замки дверок в тамбурах вагонов осматривают, очищают, при необходимости ремонтируют и окрашивают. Задние стенки ящиков для угля, имеющих механические повреждения или коррозионный износ, ремонтируют в соответствии с конструкторской документацией РП-447, М464 ПКБ ЦВ.
13.2.7. Термометры, гидрометры, манометры проверяют согласно п. 1.18.
13.2.8. Приборы — указатели уровня воды в котлах, на колонках горячего водоснабжения бойлеров вагонов-ресторанов (гидрометры) в случае выхода из строя заменяют.
Дистанционные термометры вагонов зарубежной постройки разрешается заменять на отечественные аналогичной характеристики.
Вместо неисправных и отсутствующих гидрометров разрешается устанавливать манометры с градуировкой от 0 до 0,06 МПа (0,6 кгс/см2) или от 0 до 0,1 МПа (1 кгс/см2). Панели, кронштейны, кожуха и камеры приборов-указателей снимают, осматривают, ремонтируют или заменяют новыми. Ртутные контактные термометры ремонтируют согласно Руководству по капитальному ремонту. Электрическое оборудование пассажирских вагонов N 030 ПКБ ЦЛ-03РК.
13.2.9. Изоляцию каналов для укладки труб в полу и в кожухах для грязевиков проверяют, при необходимости восстанавливают.
13.2.10. Кожуха грязевиков ремонтируют или заменяют новыми.
13.2.11. Ручные и электрические циркуляционные насосы снимают и разбирают. Все детали обмывают, осматривают, при необходимости ремонтируют. Исправность насосов проверяют в рабочем состоянии.
13.2.12. Собранную сеть отопления, при отключенном котле, и расширители испытывают вместе с калорифером гидравлическим давлением, величина которого должна поддерживаться в течение 30 мин 0,2 МПа (2 кгс/см2). Вагоны, имеющие в системе клинкерные задвижки (лудло), испытывают без контроля падения давления на все время испытания и осмотра сети отопления.
13.2.13. Плитки для приготовления пищи:
— плитки для приготовления пищи снимают, очищают, осматривают и ремонтируют. В случае наличия повреждений, не подлежащих ремонту, плитки заменяют новыми по конструкторской документации на вагон;
— конфорки, колосниковые решетки, дверцы люков, имеющие трещины, отколы, коробление, заменяют. Отсутствующие конфорки устанавливают;
— петли, ручки люков плиток осматривают и ремонтируют, недостающие устанавливают, поврежденную изоляцию заменяют.
13.2.14. Топки котлов очищают от сажи и окалины.
13.2.15. Дымовытяжные трубы, флюгары дымовытяжных труб, противопожарные разделки дымовытяжных труб снимают с вагона. Противопожарные разделки труб котла, титана и бойлера, встроенные в крышку люка над котельным отделением, демонтируют с вагона вместе с крышкой.
С дымовытяжных труб снимают металлические кожухи, асбестовый наполнитель. Проверяют кронштейны крепления труб, ослабленные укрепляют, неисправные кронштейны ремонтируют или заменяют новыми.
Дымовытяжные трубы титанов, кухонных плит, плиток и бойлеров, устанавливаемые на вагоны, должны иметь толщину стенок согласно конструкторской документации, но не менее 2 мм. При толщине стенок труб менее 2 мм их заменяют новыми по конструкторской документации проектов М 1390, М 1429 ПКБ ЦВ.
Флюгары, противопожарные разделки, дымовытяжные трубы очищают, обмывают, осматривают. При коррозии более 30% толщины их ремонтируют или заменяют новыми по чертежам завода-изготовителя или ПКБ ЦЛ. Ремонт указанных сборочных единиц разрешается производить путем замены отдельных поврежденных элементов новыми, приваркой их сплошным швом с последующей зачисткой.
Противопожарные разделки дымовытяжных труб, встроенные в крышку люка, осматривают и при наличии повреждений (прогаров, коррозии или других дефектов) вскрывают нижний лист крышки для ремонта разделок, замены или пополнения негорючего наполнителя.
Все флюгары дымовытяжных труб должны соответствовать конструкторской документации завода-изготовителя или М 215.00.00.000 ТУ 32 ЦВ 1077-78 ПКБ ЦВ.
13.2.16. Паропроводную магистраль у вагонов заглушить. Концевые краны и полусцепки — демонтировать.
13.3. Ремонт системы водоснабжения
13.3.1. Водяные баки снимают, разбирают, осматривают, промывают раствором технической соляной кислоты и углекислого калия. Баки при необходимости ремонтируют, волнорезы восстанавливают. Внутренние поверхности водяных баков должны быть очищены от грязи и шлама, стальные баки заменяют на баки из нержавеющей стали.
Баки из нержавеющей стали при первом КР-1 после постройки или КВР осматривают и промывают на месте со снятием крышек люков.
Перед постановкой на вагон теплоизоляцию баков, помещающихся над потолком с нетормозного конца, восстанавливают в соответствии с конструкторской документацией.
13.3.2. Водяные баки вагонов-ресторанов, в том числе баки из нержавеющей стали в кухне, снимают, тщательно очищают и промывают (п. 12.3.1), при необходимости ремонтируют.
Баки из нержавеющей стали, с котловой стороны вагона-ресторана, осматривают и промывают на месте со снятием крышек люков; при необходимости ремонта баки демонтируют с вагона.
13.3.3. Трубы горячего и холодного водоснабжения, заполненные водой, осматривают, неисправные ремонтируют, негодные заменяют новыми, оцинкованными по ГОСТ 3262. Трубы горячего водоснабжения в кухне вагонов-ресторанов от водоподогревателя до бака горячей воды разбирают при каждом КР-1, очищают от накипи, ремонтируют, негодные заменяют новыми в соответствии с конструкторской документацией на вагон или стальными оцинкованными трубами.
13.3.4. Умывальные краны и краны моек снимают, разбирают, ремонтируют, пробки и клапаны притирают. Изломанные, просевшие пружины и изношенные, поврежденные резиновые прокладки заменяют. Алюминиевые краны полируют, бронзовые хромируют. Краны должны свободно открываться. Утечка не допускается.
13.3.5. Насосные агрегаты горячего водоснабжения, снабжения питьевой водой и пожаротушения снимают, разбирают, детали обмывают, осматривают, ремонтируют и испытывают на вагонах в рабочем состоянии. Разрешается у купейных вагонов постройки Германии до 1983 г. схему горячего водоснабжения при ремонте выполнять по схемам вагонов типа 47Д и 47К постройки Германии после 1983 года.
13.3.6. Бойлеры — водоподогреватели системы горячего водоснабжения — снимают при втором и третьем КР-1, очищают от накипи, промывают, осматривают, при необходимости ремонтируют и испытывают на вагонах в рабочем состоянии. Бойлеры — водоподогреватели вагонов-ресторанов, снятые для ремонта, испытывают гидравлическим давлением 0,2 МПа (2 кгс/см2).
13.3.7. Кожухи водоналивных головок ремонтируют. Заглушки головок и их цепочки восстанавливают.
13.3.8. Мойки служебных отделений снимают, ремонтируют. Мойки вагонов-ресторанов с поврежденным антикоррозионным покрытием, не поддающимся восстановлению, заменяют изготовленными из нержавеющей стали. Алюминиевые мойки или из нержавеющей стали очищают. Мойки служебных отделений и вагонов-ресторанов при первом КР-1 снимают при необходимости их ремонта.
13.3.9. Поврежденное эмалированное покрытие умывальных чаш и моек служебных отделений, унитазов и других эмалированных деталей восстанавливают эмалированием или заменяют новыми.
13.3.10. Фановые и сточные трубы при первом и втором КР-1 с вагонов снимают, вываривают и ремонтируют. Поврежденные деревянные кольца крепления унитаза и оцинкованные конусы внутри фановых труб заменяют. При третьем КР-1 фановые и сточные трубы заменить на новые.
13.3.11. Пробки умывальных чаш и цепочки снимают, обмывают, оцинковывают, отсутствующие пополняют. Хромировку болтов крепления умывальных чаш и ранее хромированных цепочек восстанавливают. Неисправные металлические пробки разрешается заменять пластмассовыми или резиновыми.
13.3.12. Фаянсовые умывальные чаши и унитазы разбитые, а также с трещинами заменяют. Разрешается замена негодных унитазов на новые, изготовленные согласно утвержденной документации.
13.3.13. Унитазы, спускной механизм с клапаном снимают, разбирают, все детали вываривают в синтетическом моющем средстве типа ХС-2М, Лабомид, МЛ, МС или другом аналогичном растворе, осматривают и ремонтируют. Детали спускных механизмов ремонтируют с восстановлением до чертежных размеров и оцинковывают. Спускные клапаны испытывают гидравлическим давлением 0,2 МПа (2 кгс/см2) в течение 1 мин. Металлические поддоны (чаши водяного затвора) оцинковывают или заменяют новыми. При сборке все соединения спускного механизма смазывают смазкой УСсА. Работу собранных унитазов проверяют до постановки на вагон. На вагонах отечественной постройки должен ставиться спускной клапан в соответствии с конструкторской документацией на вагон.
13.3.14. Комплексы экологически чистых туалетов ремонтируют в соответствии с требованиями документов на их ремонт, утвержденными в установленном порядке.
13.3.15. Кольца и крышки унитаза снимают, обмывают в синтетическом моющем растворе типа Лабомид, ХС-2М и др., разрешенными к применению ОАО «РЖД». Механизм подъема крышки унитаза ремонтируют. Стальную арматуру унитаза хромируют или оцинковывают, алюминиевую очищают.
13.3.16. Сливные трубы умывальных чаш и моек снимают, разбирают, очищают и ремонтируют. При третьем КР-1 заменяют новыми.
13.3.17. Водяной затвор сливной трубы умывальной чаши разбирают, детали промывают и осматривают. Поврежденное покрытие восстанавливают. Просевшую пружину и негодную резиновую шайбу заменяют. После сборки пружину и шарнирные соединения смазывают тонким слоем смазки ЦИАТИМ-203 ГОСТ 8773. Механизм опускания и подъема чаши затвора должен работать без заеданий и перекосов. Сливные трубы умывальных чаш должны иметь воронки для отогрева в соответствии с конструкторской документацией.
13.3.18. Бак системы охлаждения питьевой воды промывают водой, при наличии течи снимают, осматривают и ремонтируют.
13.3.19. Гибкие металлические шланги, шарнирный трубопровод и сетки душа заменяют новыми.
13.3.20. На вагонах габарита РИЦ и типа СВ, кроме вышеуказанных, выполняют следующие работы:
— угловые умывальные чаши купе, умывальные чаши туалетов и служебных отделений, имеющие отколы и трещины, заменяют. Допускаются сколы на невидимой части, не влияющие на конструктивную прочность. Разрешается ставить умывальные чаши отечественного производства;
— смесители холодной и горячей воды в туалетах, служебных отделениях, угловых умывальных чаш купе снимают, ремонтируют. Маховики заменяют. Разрешается ставить маховики отечественного производства взамен импортных;
— запорные краны умывальных чаш снимают, неисправные ремонтируют или заменяют, пробки кранов притирают, после установки кранов на место проверяют правильность их действия;
— резиновые шланги смесителей, поддонов, сливных труб умывальных и полоскательных чаш заменяют новыми, соответствующими по диаметру и толщине стенки чертежным.
Шланги крепят металлическими хомутами.
13.3.21. После ремонта вся система водоснабжения подлежит тщательной промывке водой, с последующей дезинфекцией сухим паром или раствором хлорной извести согласно технологической инструкции, утвержденной ПКБ ЦВ, ПКТБ(в) ЦТВР, ВНИИЖТ.
13.3.22. Установку пожарных кранов для подключения инвентарного шланга с целью отбора воды из системы водоснабжения производят по чертежам ПКБ ЦЛ.
13.3.23. Восстанавливают теплоизоляцию всех отремонтированных трубопроводов и резервуаров в соответствии с конструкторской документацией.
14. Ремонт кипятильников
14.1. Кипятильники снимают, разбирают и осматривают. Неисправные узлы и детали заменяют или ремонтируют.
14.2. С кипятильников снимают трехходовой кран с фильтром сырой воды, регулятор подачи сырой воды (поплавковая камера), питательный трубопровод со спускным краном, кран для отбора кипяченой воды, указатели уровня воды и термометры, трубчатые электронагревательные элементы (ТЭН) при комбинированном и электрическом отоплении, дверцы топки с запорным механизмом.
Дополнительно снимают другие узлы и детали, требующие ремонта или замены.
14.3. Вмятины на корпусе кипятильника, поплавковой камере и других деталях выправляют. При наличии износа стенок более чем на 1/3 по толщине, наличии запаянных свищей в конусе огневой камеры ее заменяют. Кипятильники, имеющие пробоины на корпусе, заменяют. Пробоины на корпусе кипятильника из нержавеющей стали ремонтируют аргонодуговой сваркой, с зачисткой сварного шва от шлака и брызг и последующей шлифовкой.
14.4. Внутренние поверхности кипятильника из нержавеющей стали, а также внутреннюю поверхность поплавковой камеры очищают от накипи растворами уксусной (1,2 л кислоты на 6 л воды), муравьиной (1,8 л кислоты на 5,4 л воды) или ингибированной соляной кислоты, промывают 0,5 — 2% содовым раствором, нагретым до температуры от 60 до 80 °C, и чистой теплой водой. Запрещается использовать раствор ингибированной соляной кислоты, концентрация которой более 7%.
При необходимости производят механическую очистку.
14.5. Трехходовой кран с фильтром сырой воды, спускной кран, кран для отбора кипяченой воды разбирают, промывают и осматривают.
14.5.1. Конусы (пробки) кранов с оборванными хвостовиками или изношенной резьбой заменяют. На рабочих поверхностях конуса и корпуса крана не должно быть рисок, раковин, выработок. Конус и корпус крана притирают. Собранные трехходовые краны проверяют на плотность под давлением воды 0,05 МПа (0,5 кгс/см2). При этом должно быть обеспечено легкое вращение конуса (пробки) крана. Наружную хромированную поверхность кранов и арматуры кипятильников восстанавливают.
14.5.2. Сетчатый фильтр после обмывки протравливают, лудят или оцинковывают. Фильтр с порванной сеткой и с другими механическими повреждениями заменяют.
14.5.3. Стеклянный колпак фильтра сырой воды промывают раствором уксусной (1,2 л кислоты на 6 л воды) или муравьиной (1,8 л кислоты на 5,4 л воды) кислоты. Колпак с трещинами и отколами заменяют.
14.5.4. Неисправные указатели уровня воды и термометры заменяют.
14.6. Регулятор подачи сырой воды разбирают, детали промывают и осматривают, полуду восстанавливают.
14.6.1. Поплавок, утративший герметичность, заменяют на пластмассовый.
Поплавки перед постановкой на место должны быть проверены на герметичность погружением на 10 — 15 мин в горячую воду с температурой от 50 до 80 °C. Наличие воздушных пузырьков не допускается.
14.6.2. Клапаны регулятора подачи сырой воды при механических повреждениях заменяют. Разрешается восстанавливать уплотнение клапана постановкой прокладки из листовой резины ГОСТ 17133.
14.7. Уплотнительную резину под съемной крышкой кипятильника заменяют новой ГОСТ 7338.
14.8. Трубчатые электронагревательные элементы ремонтируют в соответствии с Руководством по капитальному ремонту электрического оборудования пассажирских вагонов N 030 ПКБ ЦЛ-03РК.
14.8.1. Трубчатые электронагревательные элементы осматривают, проверяют отсутствие обрыва спирали или пробоя на корпус; нагревательные элементы, имеющие указанные дефекты, заменяют новыми или отремонтированными.
14.8.2. У отремонтированных нагревателей проверяют сопротивление изоляции между жилами подводящего кабеля и корпусом нагревателя.
14.8.3. Резиновую прокладку под ТЭНом заменяют новой.
14.9. Топку, зольник, дверцы, колосниковую решетку и механизм встряхивания колосниковой решетки очищают от окалины и осматривают. Колосниковые решетки, имеющие трещины, отколы, коробление, заменяют. Заедание механизма встряхивания решетки не допускается. Разрешается ставить накладки на прогоревшие места дна топки. Прогоревший рассекатель восстанавливают.
14.10. Неисправные дверцы зольника и топки ремонтируют или заменяют. Слюду в смотровом окне дверцы заменяют новой по ГОСТ 13751. Запорный механизм должен легко и надежно запирать дверцу. Изношенную резьбу запорного механизма восстанавливают до чертежных размеров.
14.11. Собранный кипятильник испытывают на стенде в холодном состоянии. При этом клапан поплавка регулируют таким образом, чтобы уровень сырой воды в кипятильном пространстве был от 40 до 50 мм ниже верхнего края конуса водосборника. На водомерном стекле наносят нижнюю красную черту, на 5 мм ниже установившегося при этом уровня сырой воды в поплавковой камере. На водомерном стекле поплавковой камеры наносят верхнюю красную черту, соответствующую верхней кромке горловины конуса водосборника.
14.12. После ремонта кипятильник дезинфицируют сухим паром или раствором хлорной извести согласно технологической инструкции, утвержденной ПКБ ЦВ, ПКТБ(в) ЦТВР, ВНИИЖТ.
14.13. Окончательную приемку кипятильника в действии производят после установки на вагон.
15. Ремонт кухонных плит вагонов-ресторанов
на жидком и твердом топливе
15.1. Система подачи и регулирования жидкого топлива
15.1.1. Систему подачи и регулирования топлива кухонной плиты ремонтируют в соответствии с настоящим Руководством.
15.1.2. С вагона снимают противопожарные фильтры, электродвигатели топливного насоса и вентилятора, топливные насосы, фильтры чистой и грубой очистки, ТЭНы, дистанционный термометр бака горячей воды, горелки, электромагнитные вентили, вентилятор, нагревательный элемент, вмонтированный в топку плиты.
При необходимости снимают топливные баки, запорную арматуру топливной системы, трубопроводы, жидкостный выключатель, крышевый колпак и указатель уровня топлива.
15.1.3. Топливные баки очищают снаружи и испытывают на герметичность наливом горячей воды, течь не допускается. После этого баки продувают сухим сжатым воздухом.
15.1.4. При наличии трещин, свищей, проколов стенок или днища баков их демонтируют с вагона и ремонтируют сваркой путем постановки вставок или накладок.
Перед проведением сварочных работ баки пропаривают, все поврежденные места тщательно очищают до металла. После пропарки проверяют концентрацию паров дизельного топлива внутри бака индикатором взрывоопасности. Концентрация паров дизельного топлива в газовоздушной среде должна быть не более 300 мг/м3.
Допускается ремонтировать топливные баки электросваркой без пропарки, с предварительным продуванием и заполнением их углекислым газом или водой до места сварки.
15.1.5. Негодные мерные стекла на топливных баках заменяют. Допускается заменять мерные стекла на клинкерные ГОСТ 1663. При этом разрешается ставить два клинкерных стекла (верхнего и нижнего уровня).
15.1.6. Фильтры грубой и тонкой очистки разбирают, промывают в растворе синтетического моющего средства (СМС) типа ХС-2, Лабомид и др., разрешенными к применению ОАО «РЖД», и просушивают. Сетки, имеющие разрывы, заменяют латунными или бронзовыми с номером выше сотого ГОСТ 3187.
15.1.7. Обратный питательный клапан разбирают, проверяют на плотность и притирают к седлу корпуса.
15.1.8. Вентили и краны проверяют в действии. При неплотностях и течи топлива, не устраняемых затягиванием, вентили и краны разбирают и ремонтируют. Сальниковые набивки вентилей (кранов) топливной арматуры заменяют новыми по ГОСТ 5152. На отремонтированных и установленных кранах и вентилях сальники должны иметь запас на подтяжку не менее 50% от значения, предусмотренного конструкцией крана или вентиля. Краны и вентили должны работать без заеданий.
15.1.9. Соединения топливопроводов должны соответствовать требованиям чертежей завода-изготовителя и ГОСТ 24485, ГОСТ 24503, ГОСТ 23355, ГОСТ 15763.
В этих соединениях используют кольца после отжига, изготовленные из меди ГОСТ 859, и прокладки из морозостойкой и маслобензостойкой резины ГОСТ 7338 или ТУ 38.005.295-88, пригодной для применения в среде дизельного топлива. В качестве подметочного материала применяют асбестовый плетеный шнур ГОСТ 1779, пропитанный антифрикционной массой, состоящей из талька и графита.
15.1.10. Топливные насосы с электрическим и ручным приводом разбирают, детали промывают в СМС типа ХС-2, Лабомид и др., просушивают.
Трещины в корпусах, деталях заваривают. Клапаны притирают к посадочным седлам, порванные прокладки заменяют новыми. Неисправные пластмассовые клапаны ручных насосов разрешается заменять на бронзовые. Неремонтопригодные топливные насосы с электрическим приводом заменяют.
15.1.11. Допускается замена ручного насоса типа AI-Б на насос другого типа с соответствующей характеристикой по согласованию с ЦЛ ОАО «РЖД».
15.1.12. Электродвигатель топливного насоса ремонтируют в соответствии с Руководством по капитальному ремонту электрического оборудования пассажирских вагонов N 030 ПКБ ЦЛ-03РК.
15.1.13. Противопожарные фильтры расходного и основного топливных баков, снятых с вагона, разбирают, промывают в синтетическом растворе типа ХС-2, Лабомид и др., просушивают и собирают.
15.1.14. Смотровые люки вскрывают, систему трубопроводов очищают и продувают сухим сжатым воздухом, пропущенным через масловлагоотделитель под давлением от 0,3 до 0,4 МПа (от 3 до 4 кгс/см2) в течение от 3 до 5 мин.
15.1.15. Снятые для ремонта топливные баки, трубопроводы, запорную арматуру, топливные насосы перед установкой на вагон испытывают на герметичность водой избыточным давлением 0,2 МПа (2 кгс/см2) и продувают сухим, сжатым воздухом.
15.1.16. Проверяют состояние крепления баков и топливной аппаратуры. Ослабление гаек и винтов не допускается.
15.1.17. Пульты и щиты управления нагревательными элементами перед ремонтом продувают воздухом от пыли. Неисправные панели ремонтируют. При невозможности ремонта заменяют.
При механических повреждениях пульта управления металл выправляют. Неисправные двери заменяют. Проводят окраску поврежденных мест.
15.1.18. Топливную горелку, снятую с вагона, разбирают, детали и узлы очищают, осматривают и дефектуют.
Нижний и внутренний конусы, шамотное кольцо, катализатор головки горелки, имеющие трещины, прожоги, раковины, заменяют новыми. Катализатор горелки может быть изготовлен в соответствии с ТУ 32 ЦВ 1161-79 из чугуна марки СЧ12-28 ГОСТ 1412. Резиновую прокладку между крышкой и корпусом заменяют новой.
Конусные вставки горелки должны быть изготовлены из листовой жаропрочной стали ХН75МБТЮ, 2Н60ВТ или другой марки ГОСТ 5632, выдерживающей температуру нагрева от 800 до 1200 °C.
Сваривать внутренний конус и стакан головки горелки необходимо в инертных газах неплавящимся вольфрамовым электродом на постоянном токе обратной полярности с присадочными электродами ГОСТ 9466, ГОСТ 10052. Плиту горелки крепят через асбестовую прокладку ГОСТ 2198 толщиной не менее 5 мм.
15.1.19. Магнитный вентиль горелки разбирают, пружину, регулирующий винт и спускной болт промывают, осматривают. Пружины с изломами и болты с сорванной резьбой более двух ниток заменяют.
Топливные каналы магнитного вентиля очищают от загрязнений.
Поршень должен перемещаться по втулке легко, без заеданий.
Винты с сорванной, смятой резьбой, разработанными прорезями под отвертку, забоинами на головках (имеющие одну из указанных неисправностей) заменяют.
Проверяют крепление регулирующей шкалы воздуха и топлива.
После сборки контролируют цепь магнитной катушки вентиля. При подключении электрического тока вентиль должен срабатывать в диапазоне от 95 до 140 В постоянного тока.
15.1.20. Поплавковый регулятор горелки разбирают, рычажки поплавка и иглу вентиля проверяют на подвижность, заедания не допускаются. Поплавок проверяют на плотность погружением в теплую воду от 40 до 50 °C, наличие воздушных пузырьков не допускается.
На отремонтированный поплавковый регулятор после сборки ставят пломбу, а регулировочные винты окрашивают в красный цвет эмалью МЛ-152 ГОСТ 18099 или ПФ-115 ГОСТ 6465.
15.1.21. Вентилятор подачи воздуха для горения осматривают. Трещины, выбоины, раковины, изгибы поверхности вентилятора, подрезы кромки лопаток не допускаются.
Регулятор подачи воздуха проверяют. Несовпадение показаний делений шкалы и контрольной риски не допускается.
Электродвигатель вентилятора ремонтируют в соответствии с Руководством N 030 ПКБ ЦЛ-03РК.
Зазор между корпусом горелки и вентилятором должен быть от 1 до 1,5 мм.
15.1.22. После окончания ремонта систему отопления жидким топливом собирают, регулируют и испытывают.
15.1.23. Меры техники безопасности и пожарной безопасности:
Разборка, ремонт, сборка и испытание системы жидкостного отопления плит кухонь вагонов-ресторанов должна выполняться работниками, прошедшими инструктаж и имеющими соответствующее разрешение (удостоверение).
В целях предотвращения выброса пламени запрещается снимать крышки и конфорки над топкой при работающей горелке плиты кухни вагона-ресторана.
Заправку топливных баков (не более 95% их объема) производят не менее чем два работника, при этом обращаться с открытым огнем запрещается.
При загорании топлива в системе жидкостного отопления для тушения пламени допускается применять все средства пожаротушения (огнетушители, песок и т.д.), кроме воды.
При разжигании не разрешается переполнение горелки топливом выше, чем на 10 мм сверх сетки катализатора.
При ремонте электрооборудования жидкостной системы отопления кухни должны соблюдаться должностные инструкции для слесаря-электрика и других профессий.
15.2. Кухонные плиты
15.2.1. Кухонные плиты осматривают и приводят в исправное состояние. При значительных повреждениях (прогарах) разрешается алюминиевые плиты заменять стальными в соответствии с конструкторской документацией М 1149 ПКБ ЦЛ.
15.2.2. Жарочную поверхность плиты, корпус плиты, жарочные и тепловые шкафы, топку, зольник с поддувалом, дымоходы очищают и осматривают.
15.2.3. Чугунные плитки жарочной поверхности, колосниковые решетки и конфорки, имеющие трещины, отколы, коробление, а также духовки (шкафы), имеющие прогары, заменяют.
15.2.4. Дверцы тепловых, жарочных шкафов и топок, их петли, ручки, рычаги заслонок дымоходов осматривают и ремонтируют, недостающие пополняют.
Заслонки, не устанавливающиеся в нужное режимное положение, ремонтируют.
Противни при повреждении коррозией заменяют новыми.
15.2.5. Эмалированные экраны, дверцы духовок плит снимают, очищают, вываривают в растворе моющих средств (ХС-2, Лабомид и др., разрешенных к применению ОАО «РЖД»), осматривают и ремонтируют; при наличии повреждений эмали площадью более 10 см2 они подлежат восстановлению эмалировкой.
Восстановление незначительных повреждений эмалированного покрытия на поверхностях облицовки плиты кухни и других деталях разрешается производить согласно п. 21.10 настоящего Руководства.
Допускается оставлять без замены щиты, имеющие точечные рассредоточенные повреждения эмалированной поверхности.
15.2.6. Устройство воздушной завесы перед кухонной плитой для защиты от теплоизлучения проверяют в рабочем состоянии, при необходимости ремонтируют.
15.2.7. Решетки над плитой, кастрюледержатели осматривают, при необходимости ремонтируют.
15.2.8. Водонагреватель, вмонтированный в топку плиты кухни, и водоспускной трубопровод из водонагревателя, демонтируют для очистки и ремонта при каждом КР-1.
15.2.9. Поврежденную футеровку (кирпичную кладку) кухонных плит восстанавливают. Для футеровки применяют огнеупорные изделия ГОСТ 6024 и шамотный раствор (четыре части молотого шамота с зерном не более 1,5 мм, одна часть огнеупорной белой глины и одна часть цемента ГОСТ 11052). Из шамотного раствора также изготавливают огневое кольцо головки горелки.
15.2.10. Обмуровка футеровки плиты кухни и упорная рама для установки зольника (тонки) и горелки должны позволять переоборудование плиты с жидкого топлива на твердое. Футеровка после нанесения раствора сушится в течение от 1 до 3 суток.
Замазывать трещины и повреждения обмуровки асбестом не допускается. Зазоры между кирпичами должны быть не более 5 мм.
15.2.11. Люк для доступа к водоспускной трубке из водонагревателя, вмонтированного в топку, снимают, осматривают, ремонтируют и ставят на место с тщательным уплотнением согласно конструкторской документации, при этом подсос воздуха в дымоход не допускается.
15.2.12. Регуляторы и заслонки в дымоходах, водонагревателе, духовках плиты кухни должны свободно без заеданий устанавливаться в каждое режимное положение.
15.3. Газовые и электрические плиты ремонтируют в соответствии с требованиями документов на их ремонт.
16. Требования пожарной безопасности к ремонту вагонов
16.1. Ремонт всех типов пассажирских вагонов должен обеспечивать требуемый уровень противопожарной защиты.
16.2. Материалы, оборудование и конструктивное выполнение деталей, применяемых при ремонте пассажирских вагонов, должны соответствовать требованиям пожарной безопасности ВНПБ-03.
16.3. В процессе ремонта при замене потолков, подшивки крыши, каркасов диванов, спальных полок, воздуховода вентиляционной установки должны использоваться негорючие материалы. При замене багажных полок, мебели, рундуков, обшивки продольных и тамбурных стен, дверей, деревянных закладных деталей, перегородок и обрешетки стен и крыши возможно помимо негорючих использовать и трудногорючие материалы. Трудногорючие и трудновоспламеняемые материалы используют при замене гидроизоляции, диффузоров, комплектующих вставок и звукоизолирующих элементов вентиляционной установки, теплоизоляции труб водоснабжения, баков водоснабжения и труб отопления. Замену обшивки диванов и кресел, покрытий полов, облицовки поверхностей стен, перегородок, багажных полок, рундуков и мебели производят из материалов, медленно распространяющих пламя.
16.4. При проведении ремонта вывод дымовытяжных труб котлов, бойлеров, кипятильников и плиток наружу вагона должен производиться через специальные противопожарные разделки, которые должны удовлетворять требованиям, указанным в пп. 16.4.1 — 16.4.5 настоящего Руководства.
16.4.1. Разделки дымовытяжных труб, проходящих сквозь негорючие конструкции вагона, должны иметь металлический экран (кожух) замкнутого контура с изоляцией из негорючего материала толщиной не менее 8 мм. Зазор между дымовытяжной трубой и металлическим экраном должен составлять:
— для труб диаметром не более 90 мм — не менее 8 мм;
— для труб диаметром не более 120 мм — не менее 12 мм;
— для труб диаметром не более 260 мм — не менее 25 мм.
16.4.2. Противопожарные разделки дымовых труб, установленные в крыше, должны исключать возможность проникновения через них искр внутрь вагона.
16.4.3. Набивку противопожарных разделок должны полностью восстанавливать из негорючих материалов.
16.4.4. Кольца теплового экрана противопожарных разделок после их монтажа на вагоне должны плотно прилегать к крыше вагона. Зазоры не более 3 мм между кольцами разделок и крышей устраняют уплотнением из негорючего материала, зазоры более 3 мм не допускаются.
16.4.5. После демонтажа противопожарных разделок проверяют состояние ниш, покрытых металлической обшивкой по негорючему материалу, и деревянных брусков, обшитых негорючим материалом и металлическим листом. Слабо укрепленную металлическую обшивку вскрывают для восстановления изоляции из листового материала. Металлическую обшивку, прогоревшую или прокоррозированную более чем на 30% толщины, заменяют новой. Неисправные (с трещинами, гнилью и т.п.) деревянные бруски заменяют. Дымовытяжные трубы на всем протяжении внутри вагона должны быть изолированы негорючими или трудногорючими материалами или закрыты экранами с воздушными прослойками.
16.5. Горловина зонта плиты кухни не должна иметь неплотностей.
16.6. Все вновь устанавливаемые на вагон деревянные конструкции стен, потолков, крыши в котельном отделении, кухне вагонов-ресторанов, нише кипятильника и нишах электрощитов должны быть защищены от возгорания металлическим листом по негорючему материалу толщиной не менее 5 мм. За кухонной плитой и электропечами высоковольтного отопления должен быть установлен экран из негорючего материала и листа ОЦ Б-ПН-НО-0,5 ГОСТ 19903/ОН-Кр-1 ГОСТ 14918.
Состояние металлической обшивки в указанных помещениях проверяют, с ослабленным креплением вскрывают, изоляцию восстанавливают из негорючего материала. В случае необходимости листы обшивки, имеющие коррозионные или другие повреждения, заменяют.
16.7. Все новые деревянные детали, обрешетки и деревоплиты пола и стен, устанавливаемые на вагоны вновь после вскрытия кузова, должны быть покрыты комплексными биоогнезащитными составами или антипиренами согласно разделу 10 настоящего Руководства.
16.8. В соответствии с Инструкцией по обеспечению пожарной безопасности в вагонах пассажирских поездов ЦЛ-ЦУО/448 и конструкторской документацией пассажирские вагоны должны быть оборудованы специальными кронштейнами для огнетушителей, установленными в определенных местах для каждого типа вагона (в количестве от 2 до 6 штук) в зависимости от наличия водяного, комбинированного, высоковольтного электрического отопления, а также кухонных плит на жидком или твердом топливе и других факторов.
Состояние кронштейнов крепления огнетушителей проверяют. Кронштейны неисправные ремонтируют, хромируют или окрашивают в соответствии с чертежами, непригодные к ремонту заменяют, недостающие пополняют. У вагонов постройки Германии нестандартные кронштейны для огнетушителей заменяют, независимо от их состояния, стандартными для вагонов отечественной постройки.
16.9. На неметаллические материалы, применяемые во внутреннем оборудовании пассажирских вагонов, должны быть документально подтвержденные испытаниями пожаротехнические характеристики, включающие показатели горючести, распространения пламени, дымообразующей способности и токсичности газообразных продуктов горения в соответствии с ГОСТ 12.1.044, а также в соответствии с требованиями пожарной безопасности ВНПБ-03.
Вновь применяемые в конструкциях вагонов неметаллические материалы и системы противопожарной защиты должны быть согласованы с ГУП ВО ЖДТ РФ, Главным государственным санитарным врачом железнодорожного транспорта Российской Федерации, иметь сертификат пожарной безопасности и гигиеническое заключение.
16.10. Требования к противопожарным обустройствам остальных сборочных единиц вагонов изложены в соответствующих разделах настоящего Руководства с учетом требований, изложенных в разделах 3, 4, 5, 6, 7, 9 Ведомственных норм пожарной безопасности ВНПБ-03.
16.11. Требования к электропроводкам должны соответствовать Указаниям по применению марок кабельных изделий для выполнения электропроводок в пассажирских вагонах локомотивной тяги и вагонах-электростанциях (приложение 6 ВНПБ-03), ТУ 16-705-465-87. Электропроводка должна выполняться согласно ВНПБ-03 (таблице 1, примечанию к таблице 1).
16.12. Требования к конструкциям для выполнения монтажа кабельных изделий к электропроводкам должны соответствовать ВНПБ-03.
Перечень материалов, рекомендуемых взамен асбестосодержащих в конструкциях, сборочных единицах и деталях подвижного состава, и перечень огнезащищенных материалов для внутренних конструкций пассажирских вагонов, применяемых при производстве капитальных ремонтов, приведены в таблицах 4 и 5.
Таблица 4
Перечень материалов, рекомендуемых взамен
асбестосодержащих в конструкциях, сборочных единицах
и деталях пассажирских вагонов
|
Наименование конструкции, сборочной единицы и детали пассажирского вагона |
Наименование заменяемого асбестосодержащего материала, обозначение стандарта, ТУ |
Наименование безасбестового материала, обозначение стандарта, ТУ |
Ориентировочная стоимость, руб. |
Предприятие-изготовитель или поставщик |
|
1 |
2 |
3 |
4 |
5 |
|
Огнезадерживающие перегородки и фрамуги, подшивка потолков пассажирских вагонов; противопожарная теплоизоляционная облицовка и экранирование: котельного отделения, дымовых и выхлопных труб; желобов каналов вентиляции и электропроводки; ящиков аккумуляторных батарей |
Картон асбестовый ГОСТ 2850-95 |
Материал прессованный марок МПБ, МПБ-Г, МПС на основе супертонкого базальтового и стеклянного волокна ТУ 21-53289-81-08-93 |
45 — 60 за 1 м2 |
ЗАО ТД «Ивотстекло» 241035, г. Брянск м/р-н Московский, д. 44 т. (0832)56-55-55, 57-85-41 |
|
Прокладки теплоизоляционные строительного назначения ТУ 21-53289-81-06-92 |
15 за 1 м2 |
|||
|
Материал базальтовый вязально-прошивной МБВП толщ. 5 мм ТУ 5761-004-13062592-00 |
60 за 1 м2 |
ООО «НПТО «КОРДА» 117218, г. Москва, Б. Черемушкинская, д. 25 т. 127-90-19, т/ф 124-38-10 |
||
|
Базальтовый картон БВТМ-К толщ. 5 — 10 мм ТУ 95.2691-98 |
5500 — 7000 за 1 м3 |
|||
|
Картон на основе кремнеземного волокна КВ-11 ТУ 6-48-115-94 |
150 за 1 м2 |
ОАО «НПО Стеклопластик» НПК «Терм» 141551, Моск. обл. Солнечногорский р-н, п. Андреевка т. 531-18-39, 530-81-20 |
||
|
Вязально-прошивное полотно ПВП-КТ-11 толщ. 1,0 — 3,0 мм ГОСТ 13863-89 |
300 за 1 п.м |
|||
|
Иглопробивной электротеплоизоляционный огнестойкий материал НТМ-А (на сетке) ТУ 63-070-ОП-128-95 |
300 за 1 м2 |
ЗАО ЦВМ «Армоком» 141371 г. Хотьково Моск. обл. ул. Заводская, д. 1 т. 262-19-81 |
||
|
Фосфостеклотекстолит, толщ. 1,8 — 3,0 мм, ТУ 595202-057-117739-98-2003 |
270 за 1 м2 |
НТЦ «Бакор» 142171, г. Щербинка, Моск. обл. ул. Южная, д. 17, т. 940-90-62 |
||
|
Противопожарные разделки труб котла, кипятильника; теплоизолирующие прокладки электрооборудования, дугогасящая облицовка ящиков подвагонного оборудования, межвитковая электроизоляция катушек тяговых двигателей |
Бумага асбестовая ГОСТ 23779-95 |
Огнестойкий нетканый материал ТО НТМ ТУ 00302480-085-96 |
80 за 1 м2 |
ЗАО ЦВМ «Армоком» 141371 г. Хотьково, Моск. обл. ул. Заводская, д. 1 т. 262-19-81 |
|
Бумага на основе кремнеземного волокна КВ-11 — опытная |
300 за 1 кг |
ОАО «НПО Стеклопластик» НПК «Терм» 141551, Моск. обл. Солнечногорский р-н, п. Андреевка т. 531-18-39, 530-81-20 |
||
|
Теплоизоляционный композиционный материал ФРИТЕКС-910 ТУ 2576-064-05766936-2002 |
116 за 1 м2 |
ОАО «Фритекс» 150003 г. Ярославль, ул. Советская, д. 79 т. (0852)25-42-84, 25-54-45 |
||
|
Слюдяная бумага БИЖФА тепло-электроизоляционная ТУ 3491-045-00281915-98 |
132 за 1 кг |
ЗАО НПК «Ермакхим» 125371 г. Москва, Волоколамское ш., д. 95 корп. 2, к. 2 т. 490-90-73, 491-89-26 |
||
|
Микалекс пластинчатый высокочастотный ТУ 21-25-48-83 |
600 за 1 кг |
|||
|
Местная тепло- и электроизоляция обмоткой подводов и выходов проводов калориферов и силового электрооборудования; теплоизоляция неохлаждаемых труб и газовых коллекторов |
Ленты асбестовые электро- и теплоизоляционные ГОСТ 14256-2000 |
Ленты на основе кремнеземного волокна: КЛ-11, шир. от 1,5 до 9,4 см ТУ 6-11-51-90; КЛШ-11-290-ТО, шир. 29,0 см ТУ 5952-158-05786904-00 |
8,5 — 25 за 1 п.м 30 за 1 п.м |
ОАО «НПО Стеклопластик» НПК «Терм» 141551, Моск. обл. Солнечногорский р-н, п. Андреевка т. 531-18-39, 530-81-20 |
|
Слюдопластовая лента на основе бумаги из фторфлогопита ЛИсК ТУ ОЯШ 503.011 |
42 за 1 п.м |
ВНИИСИМС 601650 г. Александров, Владимирской обл., ул. Институтская, д. 1 т. (09244)92-208, 584-58-34 |
||
|
Стеклослюдопластовая лента ЛИсР-Т на основе стеклоткани ТУ ОЯШ 503.012 |
28 за 1 п.м |
|||
|
Пожаробезопасное и термостойкое уплотнение труб отопления, кипятильника; сальниковая набивка и уплотнение в водяных насосах, турбокомпрессорах; противопожарная изоляция дымовых труб, бандажировка электропроводов, заполнитель полостей полюсов тяговых двигателей |
Шнуры асбестовые ГОСТ 1779-83 |
Шнур базальтовый теплоизоляционный БТШ ТУ 5769-031-05328981-02 |
12 — 17 за 1 п.м |
ЗАО ТД «Ивотстекло» 241035, г. Брянск м/р-н Московский, д. 44 т. (0832)56-55-55, 57-85-41 |
|
Шнуры кремнеземные с наполнением из термостойкого холста ШКНХ, диаметром от 10 до 50 мм ТУ 5952-168-05786904-02 |
65 — 300 за 1 п.м |
ОАО «НПО Стеклопластик» НПК «Терм» 141551, Моск. обл. Солнечногорский р-н, п. Андреевка т. 531-18-39, 530-81-20 |
||
|
Шнуры полые ШК кремнеземные, ТУ 6-48-05786904-191-01 |
70 — 280 за 1 п.м |
|||
|
Набивки плетеные уплотнительные НГФ («Графлекс») ТУ 5728-004-17172478-99 |
415 за 1 кг |
НПО ЗАО «УНИХИМТЕК» 119607, г. Москва, Мичуринский пр-т., д. 31, корп. 1 т/ф 930-80-50, 930-85-50 |
||
|
Высокотермостойкие прокладки: труб, вентилей, задвижек котельного отделения горячего водоснабжения, пневморегулятора тормозного оборудования, редукторов колесных пар; уплотнения фланцевых соединений водяной, топливной, масляной и воздушной систем дизелей |
Паронит и прокладки из него ГОСТ 481-80 |
Прокладки фланцевые неармированные ПГФ («Графлекс») ТУ 5728-016-13267785-99 |
412 за 1 кг |
НПО ЗАО «УНИХИМТЕК» 119607, г. Москва, Мичуринский пр-т., д. 31, корп. 1 т/ф 930-80-50, 930-85-50 |
|
Слюдопласт электрожаростойкий конструкционный марки ЭЖКАХ на основе слюды мусковит и алюмохромфосфатного связующего ТУ 3492-005-53359681-2001 |
875 за 1 кг |
ЗАО НПК «Ермакхим» 125371 г. Москва, Волоколамское ш., д. 95 корп. 2, к. 2 т. 490-90-73, 491-89-26 |
||
|
Прокладки газовоздушных стыков выхлопных патрубков и коллекторов дизелей |
Листы асбостальные ГОСТ 12856-96 |
Прокладки фланцевые армированные ПАГФ («Графлекс») ТУ 5728-011-13267785-99 |
655 за 1 кг |
НПО ЗАО «УНИХИМТЕК» 119607, г. Москва, Мичуринский пр-т., д. 31, корп. 1 т/ф 930-80-50, 930-85-50 |
|
Термостойкие уплотнительные армированные композиционные материалы Фритекс-702, Фритекс-703 и прокладки из них. ТУ 2577-054-05766936-2003 |
660 за 1 м2 |
ОАО «Фритекс» 150003 г. Ярославль, ул. Советская, д. 79 т. (0852)25-42-84, 25-54-45 |
||
|
Негорючие термо- и дугостойкие стенки, перегородки, крышки дугогасильных камер силового электрооборудования, быстродействующих выключателей, цепей отопления, ящиков подвагонного оборудования |
Доски асбоцементные электротехнические дугостойкие ГОСТ 4248-92 |
Микалекс огнеупорный на основе флогопита ТУ 21-25-48-83 |
650 за 1 кг |
ЗАО НПК «Ермакхим» 125371 г. Москва, Волоколамское ш., д. 95 корп. 2, к. 2 т. 490-90-73,491-89-26 |
|
Новомикалекс на основе фторфлогопита — опытный |
780 за 1 кг |
ВНИИСИМС 601650 г. Александров, Владимирской обл., ул. Институтская, д. 1 т. (09244) 92-208, 584-58-34 |
||
|
Фосфостеклотекстолит ТУ 595202-057-117-73998-2003 |
270 за 1 м2 |
НТЦ «Бакор» 142171, г. Щербинка Моск. обл. ул. Южная, д. 17, т. 940-90-62 |
||
|
Противопожарная изоляция: дымовых труб кипятильника, бойлера; металлорукавов электропроводки, желобов вентиляции; чехлы для силовых электрокабелей |
Ткани асбестовые ГОСТ 6102-94 |
Ткани кремнеземные КТ-11, толщ. 0,35 — 0,67 мм ТУ 5952-151-05786904-99 |
150 — 200 за 1 п.м |
ОАО «НПО Стеклопластик» НПК «Терм» 141551, Моск. обл. Солнечногорский р-н, п. Андреевка |
|
Многослойная кремнеземная ткань К11Тр-1,1 ТУ 6-48-104-94 |
300 за 1 п.м |
|||
|
Ткань базальтовая ТБК-100, толщ. 0,2 мм, ТУ 5952-027-002049-49-95 |
32 за 1 м2 |
ООО «НПТО «КОРДА» 117218, г. Москва, Б. Черемушкинская, д. 25 т. 127-90-19 |
||
|
Ткань базальтовая теплоизоляционная ТБК-100, ТУ 5952-027-002049049-25 |
20 за 1 м2 |
ОАО «Судогодский базальт» 601351 г. Судогда, Владимирской обл. ул. Коммунистическая, д. 1 т. (09235)219-95, 215-57 |
||
|
Ткань базальтовая конструкционная БТ-11, ТУ 5952-031-00204949-95 |
40 за 1 м2 |
|||
|
Теплозащитный огнестойкий нетканый материал ТО НТМ ТУ 00302480-085-96 |
80 за 1 м2 |
ЗАО ЦВМ «Армоком» 141371 г. Хотьково Моск. обл. ул. Заводская, д. 1 т. 262-19-81, 975-83-52 |
Таблица 5
Перечень огнезащищенных материалов для внутренних
конструкций пассажирских вагонов, применяемых
при производстве капитальных ремонтов
|
Наименование элементов конструкций |
Наименование материала |
Обозначение стандарта, ТУ |
Пожаротехнические характеристики |
Предприятие-изготовитель; предприятие-поставщик |
|
Облицовка потолка |
Металлопласт |
ТУ-14-116-35-98 |
негорючий |
ООО ЛМЗ «Металлоцентр» 618900, г. Лысьва, Пермской обл., ул. Металлистов, д. 1 |
|
Облицовка стен и перегородок |
Декоративный бумажно-слоистый пластик (ДБСП) «Манминит» |
ТУ 400-1-18-84 |
Медленно распространяющий пламя |
ОАО «Мосстройпластмасс» 141004, г. Мытищи, Московской обл., ул. Силикатная, д. 19 |
|
Перегородки |
Плиты фанерные трудногорючие атмосферостойкие |
ТУ 5518-002-00273235-96 |
Трудногорючий |
ЗАО «Архангельский фанерный завод» 164900, г. Новодвинск, Архангельской обл., ул. Фронтовых бригад, д. 30 |
|
Фанера трудногорючая для вагоностроения |
ТУ 13-972-98 |
Трудногорючая медленно распространяющая пламя |
ОАО «Фанерный завод «Власть труда» 442130 г. Нижний Ломов, Пензенской обл., пер. Широкий, 31 |
|
|
Покрытие пола |
Покрытие поливинилхлоридное декоративное «Транслин» ТН-В 2,5 мм |
ТУ 5770-008-18009705-96 |
Медленно распространяющий пламя |
ЗАО «Стройполимер» 143044 Московская обл., Одинцовский р-он, п. Хлюпино |
|
Линолеум поливинилхлоридный трудногорючий |
ТУ 5771-019-00282323-98 |
Трудногорючий, медленно распространяющий пламя |
ОАО комбинат «Полимерстрой-материалы» 446300 г. Отрадный, Самарской обл., Промзона |
|
|
Обивка полок и диванов |
Винилискожа-Т обивочная уменьшенной пожароопасности |
ТУ 17-21-561-86 |
Медленно распространяющий пламя |
ОАО «Искож-Тверь», 170000 г. Тверь, ул. Индустриальная, д. 13 |
|
Винилискожа-ТР обивочная с пониженной пожароопасностью |
ТУ 8714-160-05790484-2001 |
Медленно распространяющий пламя |
ЗАО НПО «Искож» Республика Башкортостан 452950 г. Нефтекамск, ул. Магистральная, 2 |
|
|
Полотно мебельное ворсовое пониженной горючести |
ТУ 839170-045-41114558-99 |
Медленно распространяющий пламя |
ООО ПФ «КАДОТЕКС-2000» 127299, г. Москва, ул. Космонавта Волкова, д. 20 |
|
|
Ткань синтетическая занавесочная трудногорючая «Простор» |
ТУ 17 РФ 83-12-92 |
Трудногорючая |
||
|
Ткань х/б полушерстяная обивочная арт. 18712 «Комфорт» |
ТУ 8315-010-00320957-02 |
Трудногорючая |
||
|
Ткань мебельная жаккардовая |
ТУ РФ 05137420-002-01; ГОСТ 24220-80 |
Трудногорючая |
||
|
Ткань шерстяная обивочная «Лира» пониженной горючести |
ТУ 17 РФ 67-08-94; ГОСТ 24220-80 |
Медленно распространяющая пламя |
||
|
Прокладка между мягкой набивкой и обивкой диванов и полок |
Ткань «Молескин» с огнезащитной пропиткой» Арт. С-28 ЮД |
ГОСТ 11209-85 |
Трудногорючий, медленно распространяющий пламя |
ОАО «Родники-Текстиль» г. Родники, Ивановской обл. ул. Советская, 20 |
|
Материал базальтовый огнезащитный рулонный (МБОР-5) |
ТУ 5769-003-48588528-00 |
Негорючий |
ОАО «Тизол» 624223 Свердловская обл. г. Нижняя Тура, ул. Малышева, 59 |
|
|
Полотно нетканое «Огнетекс» для пассажирских вагонов |
ТУ 8397-016-47159340-2001 |
Негорючий |
ООО ПФ «КАДОТЕКС-2000» 127299, г. Москва, ул. Космонавта Волкова, д. 20 |
|
|
Теплозащитный огнестойкий нетканый материал ТО НТМ |
ТУ 00302480-085-96 |
Негорючий |
ЗАО ЦВМ «Армоком» 141371 г. Хотьково Моск. обл. ул. Заводская, д. 1 т. 262-19-81, 975-83-52 |
|
|
Изоляция кузова вагона |
Плиты теплоизоляционные из стеклянного штапельного волокна URSA или ISOVER |
ТУ 5763-002-00287697-97 |
Трудногорючий |
ОАО «Флайдерер-Чудово», 174210 г. Чудово Новгородской обл., ул. Восстания, 10 |
|
Плиты теплоизоляционные из минеральной ваты на синтетическом связующем |
ТУ 5762-010-04001485-96 |
Негорючий |
ЗАО «Минеральная Вата» 143980 Московская обл., г. Железнодорожный, ул. Автозаводская, 48А |
|
|
Плиты теплоизоляционные из минеральной ваты на синтетическом связующем марки ЛАЙТ БАТТС |
ТУ 5762-00145757203-99 |
Негорючий |
||
|
Блочный пенополистирол (ПСБ-С) для теплоизоляции пола |
ГОСТ 15588-86 |
Горючий |
ЗАО «Химический завод» 623730 г. Реж, Свердл. обл. ул. Калинина, д. 6 |
|
|
Пенопласт полистирольный марки ПС-4-40, ПС-4-60 для теплоизоляции пола |
ТУ 6-05-1178-87 |
Горючий |
ООО «Инкомпен» 600016, г. Владимир, ул. Б. Нижегородская, 81 |
|
|
Гидроизоляция теплоизоляционных плит |
Стеклоткань теплостойкая марки ТАФ-3 для пассажирских вагонов |
ТУ 6-00-05808008-304-96 |
Трудногорючая |
ЗАО «Редкинский опытный завод» 171261 пос. Редкино, Тверской обл., ул. Заводская, д. 1 |
|
Пленка поливинилхлоридная ПТГ (Трудногорючая гидроизоляционная) |
ТУ 17 РСФСР 0300193-61-91 |
Трудногорючая гидроизоляционная |
ОАО «Искож-Тверь» 170000, г. Тверь, ул. Индустриальная, д. 13 |
|
|
Огнезащитный состав для деревянных конструкций |
Водорастворимый пропитывающий состав NLA-8 |
Стандарт NFPA 701, 703. Сертификат соответствия NSSAФ. 006.1.4.032 |
Трудногорючий |
Фирма «Бест формула ltd» (Израиль) ООО «Эй Би Си Сервис АВС СВР». 119146 г. Москва, Комсомольский пр-т, д. 9, кв. 3 |
|
КСД-А- |
ТУ 2389-024-132382-75-03 |
ООО «ЛОВИН-огнезащита» г. Москва |
||
|
Огнезащитная краска «НОН-ФАЙЭ» 380-S |
Стандарт Б1-ДИН41000, ч. 1 |
Трудногорючий |
«Tikkurila Coatings» (Финляндия) ООО «Финкраска-ФК» 117049 г. Москва, ул. Коровий Вал, д. 7 |
|
|
Универсальное огнезащитное покрытие СГК-1 |
ТУ 7719-162-00000335-95 |
Трудногорючий |
ЗАО НПП «Спецэнерготехника» 127276, г. Москва, Березовая аллея, 10 |
|
|
Огнезадерживающие перегородки и фрамуги; противопожарная изоляция котельного отделения, дымовых и выхлопных труб; желобов каналов вентиляции и электропроводки; ящиков аккумуляторных батарей |
Материал прессованный марок МПБ, МПБ-Г, МПС на основе супертонкого базальтового и стеклянного волокна |
ТУ 21-53289-81-08-93 |
Негорючий |
ЗАО ТД «Ивотстекло» 241035, г. Брянск м/р-н Московский, д. 44 т. (0832)56-55-55, 57-85-41 |
|
Прокладки теплоизоляционные строительного назначения |
ТУ 21-53289-81-06-92 |
Негорючий |
||
|
Материал базальтовый огнезащитный рулонный (МБОР-5) |
ТУ 5769-003-48588528-00 |
Негорючий |
ОАО «Тизол» 624223 Свердловская обл. г. Нижняя Тура, ул. Малышева, 59 |
|
|
Базальтовый картон БВТМ-К толщиной от 5 до 10 мм |
ТУ 95.2691-98 |
Негорючий |
ООО «НПТО «КОРДА» 117218, г. Москва, Б. Черемушкинская, д. 25 т. 127-90-19, т/ф 124-38-10 |
|
|
Иглопробивной электротеплоизоляционный огнестойкий материал НТМ-А (на сетке) |
ТУ 63-070-ОП-128-95 |
Негорючий |
ЗАО ЦВМ «Армоком» 141371 г. Хотьково Моск. обл. ул. Заводская, д. 1 т. 262-19-81 |
|
|
Фосфостеклотекстолит толщиной от 1,8 до 3,0 мм |
ТУ 595202-057-117739-98-2003 |
Негорючий |
НТЦ «Бакор» 142171, г. Щербинка, Моск. обл. ул. Южная, д. 17, т. 940-90-62 |
|
|
Противопожарные разделки труб котла, кипятильника; теплоизолирующие прокладки электрооборудования, дугогасящая облицовка ящиков подвагонного оборудования |
Огнестойкий нетканый материал ТО НТМ |
ТУ 00302480-085-96 |
Негорючий |
ЗАО ЦВМ «Армоком» 141371 г. Хотьково, Моск. обл. ул. Заводская, д. 1 т. 262-19-81 |
|
Теплоизоляционный композиционный материал ФРИТЕКС-910 |
ТУ 2576-064-05766936-2002 |
Негорючий |
ОАО «Фритекс» 150003 г. Ярославль, ул. Советская, д. 79 т. (0852)25-42-84, 25-54-45 |
|
|
Слюдопласт электрожаростойкий конструкционный марки ЭЖКАХ на основе слюды мусковит и алюмохромфосфатного связующего |
ТУ 3492-005-53359681-2001 |
Негорючий |
ЗАО НПК «Ермакхим» 125371 г. Москва, Волоколамское ш., д. 95 корп. 2, к. 2 т. 490-90-73, 491-89-26 |
|
|
Местная тепло-, электроизоляция обмоткой подводов и выходов проводов калориферов и силового электрооборудования |
Ленты на основе кремнеземного волокна: КЛ-11, шир. от 1,5 до 9,4 см |
ТУ 6-11-51-90 |
Негорючий |
ОАО «НПО Стеклопластик» НПК «Терм» 141551, Моск. обл. Солнечногорский р-н, п. Андреевка т. 531-18-39, 530-81-20 |
|
КЛШ-11-290-ТО, шир. 29,0 см |
ТУ 5952-158-05786904-00 |
|||
|
Пожаробезопасное и термостойкое уплотнение труб отопления, кипятильника; сальниковая набивка и уплотнение; противопожарная изоляция дымовых труб |
Шнур базальтовый теплоизоляционный БТШ |
ТУ 5769-031-05328981-02 |
Негорючий |
ЗАО ТД «Ивотстекло» 241035, г. Брянск м/р-н Московский, д. 44 т. (0832)56-55-55, 57-85-41 |
|
Шнуры кремнеземные с наполнением из термостойкого холста ШКНХ, диаметром от 10 до 50 мм |
ТУ 5952-168-05786904-02 |
Негорючий |
ОАО «НПО Стеклопластик» НПК «Терм» 141551, Моск. обл. Солнечногорский р-н, п. Андреевка т. 531-18-39, 530-81-20 |
|
|
Шнуры полые ШК кремнеземные диаметром от 1,0 до 50 мм |
ТУ 6-48-05786904-191-01 |
Негорючий |
||
|
Набивки плетеные уплотнительные НГФ («Графлекс») |
ТУ 5728-004-17172478-99 |
Негорючий |
НПО ЗАО «УНИХИМТЕК» 119607, г. Москва, Мичуринский пр-т., д. 31, корп. 1 т/ф 930-80-50, 930-85-50 |
|
|
Высокотермостойкие прокладки: труб, вентилей, задвижек котельного отделения горячего водоснабжения |
Прокладки фланцевые неармированные ПГФ («Графлекс») |
ТУ 5728-016-13267785-99 |
Негорючий |
НПО ЗАО «УНИХИМТЕК» 119607, г. Москва, Мичуринский пр-т., д. 31, корп. 1 т/ф 930-80-50, 930-85-50 |
|
Клингер графит-ламинат серия PSM, PSE Клингер сил серия 4324, 4400 |
Сертификат соответствия N РОССАТ.АЯ 04.В 07168 |
Негорючий |
Компания «Клингер» 117312, г. Москва, ул. Губкина, 14, оф. 12 |
|
|
Противопожарная изоляция: дымовых труб кипятильника, бойлера; металлорукавов электропроводки, желобов вентиляции; чехлы для силовых электрокабелей |
Ткани кремнеземные КТ-11-ТО, толщиной от 0,35 до 0,67 мм |
ТУ 5952-151-05786904-99 |
Негорючий |
ОАО «НПО Стеклопластик» НПК «Терм» 141551, Московская обл., Солнечногорский р-н, п. Андреевка |
|
Многослойная кремнеземная ткань КТ-11 С8/3-ТО |
ТУ 5952-151-05786904-99 |
Негорючий |
||
|
Ткань базальтовая конструкционная БТ-11 |
ТУ 5952-031-00204949-95 |
Негорючий |
ОАО «Судогодский базальт» 601351, г. Судогда, Владимирской обл., ул. Коммунистическая, д. 1 т. (09235)219-95, 215-57 |
|
|
Теплозащитный огнестойкий нетканый материал ТО НТМ |
ТУ 00302480-085-96 |
Негорючий |
ЗАО ЦВМ «Армоком» 141371 г. Хотьково, Моск. обл. ул. Заводская, д. 1 т. 262-19-81, 975-83-52, 975-83-52 |
17. Ремонт вентиляции
17.1. Производится продувка воздуховода вентиляционной системы. Вентиляционный агрегат, диффузор, фильтры, решетки забора наружного воздуха, воздухораспределительные устройства (мультивенты, решетки), вентиляторы и крышки дефлекторов снимают с вагона для очистки и ремонта. Потолочные панели вскрывают, снимают дистанционный термометр вентиляционной установки. Дефлекторы на крыше и пылеочистительную установку (на почтовых вагонах) снимают по состоянию.
17.2. Осматривают воздуховод и каналы наружного и рециркуляционного воздуха перед фильтрами. Устраняют неплотности в местах прилегания дверок люков. Противопожарные заслонки в воздуховоде фиксируют в открытом положении путем постановки в запорный механизм стальной пластины взамен плавкой вставки, устанавливают пломбу.
17.3. Вентиляционные агрегаты разбирают. Роторы, кожуха, металлические короба и другие детали очищают от пыли, грязи, ржавчины и осматривают, неисправности устраняют. Ослабленные лопасти роторов укрепляют. Неисправные прокладки соединительных муфт заменяют. Электродвигатели ремонтируют в соответствии с Руководством по капитальному ремонту электрического оборудования пассажирских вагонов N 030 ПКБ ЦЛ-03РК.
17.4. Диффузоры, вентиляционные решетки, воздухораспределители и вентиляторы дефлекторов очищают и обмывают водой от пыли и грязи, ремонтируют или заменяют новыми.
Покрытие головок винтов (ручек) дефлекторов восстанавливают. Резьбу винтов смазывают тонким слоем солидола Ж и расхаживают.
17.5. После осмотра и ремонта восстанавливают антикоррозионное покрытие металлических деталей вентиляционной системы в соответствии с технической документацией на вагон.
17.6. После осмотра и ремонта детали вентиляционной системы (решетки, воздухораспределители и др.) ставят на свои места в соответствии с нумерацией купе.
17.7. Заслонки каналов для регулирования количества подаваемого воздуха и их механизмы осматривают, при необходимости ремонтируют, смазывают тонким слоем солидола Ж и проверяют.
Плотность прилегания заслонок «зима-лето» проверяют по всему периметру. Нарушенную плотность восстанавливают.
17.8. Вентиляционные фильтры промывают в синтетическом моющем растворе типа Лабомид, ХС-2М, затем чистой горячей водой, просушивают, при необходимости ремонтируют. Взамен негодных, ставят новые фильтры в соответствии с типом вагона. Перед постановкой фильтры пропитывают трансформаторным маслом ТК ГОСТ 982 или осевым зимним маслом «З» ГОСТ 610. Допускается, согласно инструкции завода-поставщика, применять для воздушных фильтров: в летний период масло турбинное Т-22 ГОСТ 32 или трансформаторное масло марки ТК ГОСТ 982 или осевое летнее «Л» ГОСТ 610; в зимний период масло АМГМО ГОСТ 6794 или МК-8 ГОСТ 6457.
Поставленный фильтр в местах прилегания к коробке уплотняют резиновыми прокладками и прочно закрепляют в гнезде, где это предусмотрено конструкцией вагона.
17.9. Снятые сетчатые потолки промывают. Несъемные сетчатые потолки открывают, очищают и продувают сжатым воздухом. Негодные заменяют новыми. Закрашенные или забитые грязью отверстия в потолках восстанавливают.
17.10. Проверяют дистанционный термометр и его арматуру, при необходимости ремонтируют согласно Руководству по капитальному ремонту электрического оборудования пассажирских вагонов N 030 ПКБ ЦЛ-03РК.
Неисправные ртутно-контакторные термометры заменяют.
Дистанционные термометры вентиляционной установки вагонов зарубежной постройки разрешается заменять на согласованные отечественные аналоги.
17.11. После сборки вентиляционный агрегат испытывают согласно Руководству N 030 ПКБ ЦЛ-03РК и проверяют его параметры на соответствие конструкторской документации завода-изготовителя (количество регулируемых режимов и производительность на них, потребляемый ток, напряжение сети). Зазоры между крыльчаткой и деталями корпуса вентилятора должны соответствовать конструкторской документации на вагон.
17.12. Отремонтированный вентиляционный агрегат окрашивают и закрепляют на вагоне.
17.13. Резиновые прокладки люка для выемки агрегата, расположенного в крыше вагона, заменяют новыми и перед установкой промазывают клеем 88-СА ТУ 38.105.1760-87.
17.14. Все неисправные предохранительные цепочки и запоры люков в рабочем и нерабочем тамбурах заменяют и запоры расхаживают.
18. Ремонт привода вагонного генератора
18.1. Порядок демонтажа, осмотра, ремонта и испытания приводов, вагонных генераторов всех типов определяется Руководством по ремонту редукторно-карданных приводов вагонных генераторов пассажирских ЦМВ N 038 ПКБ ЦЛ/ПКТБв-04РД.
18.2. Редуктора от средней части оси ВБА 32/2 оборудуют термодатчиками по проекту Л1.0165.00.000.
18.3. Разрешается установка деталей ведущего шкива привода от торца оси ТРКП и ТК-2 только производства ОАО «ТВЗ».
18.4. Приемку приводов генераторов всех типов на вагоне производят в соответствии с п. 22.12.4 настоящего Руководства.
19. Ремонт электрооборудования
19.1. Дефектацию, ремонт и испытания электрооборудования производят согласно Руководству по капитальному ремонту «Электрическое оборудование пассажирских вагонов» N 030 ПКБ ЦЛ-03РК.
19.2. Электрооборудование вагонов, переоборудованных под вагоны специального назначения (видеосалоны, бытовые и т.п.), ремонтируют согласно общим требованиям по ремонту пассажирских вагонов настоящего Руководства. Дополнительное электрическое оборудование этих вагонов ремонтируют согласно технической документации заводов-изготовителей и чертежам на установку дополнительного оборудования, утвержденным в установленном порядке.
19.3. Испытания оборудования в сборе на вагоне выполняют согласно Руководству по капитальному ремонту «Электрическое оборудование пассажирских вагонов» N 030 ПКБ ЦЛ-03РК и п. 22.11.2 настоящего Руководства.
19.4. Приемку электрооборудования из ремонта выполняют согласно п. 22.11 настоящего Руководства.
20. Ремонт холодильного оборудования
20.1. Общие требования
20.1.1. Ремонт и дефектация холодильного оборудования установок кондиционирования воздуха, холодильного оборудования вагонов-ресторанов, вагонов-буфетов и охладителей питьевой воды должны производиться в соответствии с настоящим Руководством, технологическим процессом ремонта холодильного оборудования ПКТБ ЦТВР, инструкции N 432 ПКБ ЦВ.
Моноблочные установки кондиционирования воздуха ремонтировать в соответствии с Руководством N 039 ПКБ ЦЛ-05 РД.
Данный раздел настоящего руководства по капитальному ремонту составлен с учетом разрешенных к применению в эксплуатации хладонов R-134a, отечественного смесевого хладона C10M1 ТУ 2412-003-32837395, MILE.
20.1.2. При ремонте холодильного оборудования установки кондиционирования воздуха с поршневыми компрессорами открытого типа V, 4H2Y и полугерметичным компрессором 4М1/412 производят следующие работы:
— удаление хладонов марки R-12, C10M1, R-134a и соответствующих масел из холодильной установки;
— демонтаж узлов компрессорного агрегата;
— демонтаж электродвигателя с рамой компрессорного агрегата и транспортировка его в ремонтное отделение (для компрессора открытого типа);
— демонтаж и наружная мойка компрессора;
— разборка компрессора на детали и узлы;
— промывка деталей и узлов;
— дефектация и ремонт деталей и узлов компрессора;
— первая сборка и обкатка компрессора без клапанов;
— разборка, промывка, осмотр трущихся деталей, вторая сборка и обкатка компрессора с клапанами без давления;
— испытание компрессора на объемную производительность и статическую плотность клапанов;
— испытание компрессора на герметичность;
— обкатка компрессора на применяемых хладонах на стенде, работающем по циклу холодильной машины, и проверка на герметичность;
— монтаж компрессорного агрегата на вагон;
— демонтаж поврежденных участков трубопровода и разрушенной термоизоляции труб;
— демонтаж, ремонт, испытание и монтаж приборов автоматики, защитной и запорной арматуры;
— демонтаж, ремонт (замена), испытания и монтаж фильтров-осушителей;
— демонтаж конденсаторного и воздухоохладительного агрегатов.
Конденсаторные и воздухоохладительные агрегаты вагона демонтируют при необходимости проведения следующих операций:
1) промывка, дефектация, ремонт, испытания воздухоохладительного и конденсаторного агрегатов;
2) монтаж холодильных агрегатов на вагон;
3) вакуумирование холодильной установки;
4) заправка системы холодильной установки применяемыми хладонами;
5) проверка герметичности с помощью течеискателя, пробный пуск, обкатка и регулировка.
20.1.3. Удаление хладонов из холодильных установок в емкость производят с помощью специальных передвижных установок или стационарного стенда. Собранный хладон должен быть направлен на регенерацию. Категорически запрещается сброс хладона-12 в атмосферу.
20.1.4. На демонтируемые с вагона узлы холодильных установок устанавливают технологические заглушки с целью предупреждения попадания во внутренние полости влаги.
20.1.5. Поступающие в цех на ремонт холодильные агрегаты обмывают водой, сушат в обдувочной камере и разбирают на узлы и детали.
20.1.6. После промывки и сушки сжатым воздухом детали и узлы холодильной установки подвергают дефектации.
При дефектации детали и узлы сортируют по следующим признакам:
— требующие ремонта и восстановления;
— не подлежащие ремонту и восстановлению (негодные).
20.1.7. Корпусные детали компрессоров: блок-картер, блок-цилиндров, крышки, поддоны картера и т.д., подвергавшиеся ремонту сваркой или ремонту с применением эпоксидных смол, должны быть испытаны на прочность давлением воздуха в течение 5 минут и проверены на герметичность давлением воздуха (азота ГОСТ 9293) в течение 15 минут. Пробное избыточное давление для проверки прочности и герметичности приведено в таблице 6.
Детали (полости), работающие под давлением нагнетания и всасывания (блок-картер), допускается испытывать давлением нагнетания.
Таблица 6
Испытательные давления воздуха для деталей компрессоров
|
Тип компрессора, испытываемые детали |
Пробные давления, МПа (кгс/см2) |
|
|
При гидравлическом или пневматическом испытании на прочность, не менее |
При пневматическом испытании на герметичность, не менее |
|
|
Бессальниковые компрессоры: |
||
|
— детали (полости), работающие под давлением нагнетания; |
2,4 (24) |
2,0 (20) |
|
— детали (полости), работающие под давлением всасывания |
1,6 (16) |
1,0 (10) |
|
Компрессоры открытого типа: |
||
|
— детали (полости), работающие под давлением нагнетания; |
2,4 (24) |
2,0 (20) |
|
— детали (полости), работающие под давлением всасывания |
1,6 (16) |
1,0 (10) |
20.1.9. Пружины осматривают, измеряют и проверяют на усилие сжатия.
Пружина считается годной, если ее высота отличается от указанной в чертеже не более чем на 10%.
20.2. Компрессоры
20.2.1. Компрессор полностью разбирают.
Детали разобранного компрессора промывают в моечной машине в растворе типа Лабомид, ХС-2М, МО (и других, разрешенных к применению ОАО «РЖД») и просушивают.
20.2.2. Корпусные детали компрессора осматривают, неисправные ремонтируют, негодные заменяют.
Полной замене подлежат:
1) пластины всасывающих и нагнетательных клапанов, не обеспечивающие плотность прилегания и герметичность компрессора при испытаниях;
2) резиновые, графитовые кольца сальников;
3) шплинты;
4) подшипники качения;
5) болты и гайки при срыве или помятости резьбы более 2-х ниток, а также при погнутости тела болтов и шпилек или при срывах граней головки болта;
6) снятый насос, проверенный на производительность на стенде. При несоответствии давлений паспортным данным заменяют новым;
7) шестерни масляного насоса, не выдержавшего испытания на производительность;
прокладочные материалы всех типоразмеров;
9) блок-картер с изломами и трещинами в перемычках между цилиндрами в местах установки коренных подшипников, прокладок или местах постановки гильз;
10) цилиндровые гильзы с размерами, превышающими допустимые или имеющие на зеркале риски и задиры;
11) шатуны, имеющие трещины или обломы любого размера;
12) детали клапанной группы с трещинами и изломами.
Скол ребер охлаждения корпуса компрессорного агрегата допускается не более 10% от общей поверхности ребер.
Риски, забоины и задиры на местах прилегания прокладок удаляют шлифованием.
Износ или срыв резьбы исправляют разделкой отверстия под следующий стандартный диаметр резьбы.
В случае выработки отверстия под втулку в теле блока-картера более допустимого разрешается устанавливать втулку большего наружного диаметра или устанавливать номинальную втулку на клей, приготовленный на основе эпоксидной смолы.
20.2.3. Цилиндровые гильзы с незначительными рисками и задирами (глубиной не более 0,02 мм) выводят хонингованием. Разрешается восстанавливать внутреннюю поверхность гильзы до чертежного размера путем металлизации с последующей обработкой гильзованием или методом термопластической деформации с восстановлением наружных посадочных поверхностей до чертежных размеров.
Запрессовку цилиндровых гильз и втулок в корпусные детали, изготовленные из сплавов алюминия, и выпрессовку их производят с подогревом корпуса от 100 до 120 °C. Контроль температуры производят приборами согласно ГОСТ 9736.
20.2.4. Коленчатый вал компрессора, подвергавшийся восстановлению, подлежит проверке на биение согласно конструкторской документации, дефектоскопированию и динамической балансировке. Трещины коленчатого вала не допускаются. Шейки вала, имеющие риски, задиры, вмятины, заусенцы, царапины, забоины, нецилиндричность более 0,02 мм, а также вышедшие из пределов допусков данного размера, подлежат перешлифовке. Все шейки коленчатого вала шлифуют под единый ремонтный размер. Разрешается восстанавливать шейки вала хромированием, металлизацией или другими разрешенными методами. Толщина слоя хрома должна быть не более 0,15 мм. Масляные каналы очищают. Ослабленные технологические заглушки масляных каналов заменяют.
Деформированную шпоночную канавку ремонтируют наплавкой с последующей механической обработкой и изготовлением новой шпоночной канавки, расположенной на диаметрально-противоположной стороне по отношению к старой.
Разрешается ремонт путем увеличения ширины шпоночного паза с последующей установкой ступенчатой шпонки.
20.2.5. Шатуны проверяют на отсутствие трещин методом дефектоскопирования. Производство сварочных работ при ремонте шатуна запрещается.
20.2.6. Поршень осмотреть. Отколы и трещины поршня не допускаются. Ремонт поршня сваркой запрещается.
Шатунно-поршневая группа холодильных установок должна проверяться в сборе на соответствие зазоров, предусмотренных заводом — изготовителем установок. Втулки верхней головки шатуна и втулки коренных подшипников заменяют при наличии выработки.
20.2.7. Риски, задиры, коробление плоскости клапанной плиты выводят шлифованием. Чистота обработки клапанной плиты должна соответствовать чертежам.
Притертая поверхность седел клапанов должна иметь непрерывную гладкую матовую поверхность.
У собранной клапанной доски проверяют величину подъема пластин и плотность прилегания клапана к седлу, предусмотренных в документации заводов-изготовителей.
20.2.8. Собранный масляный насос компрессора подвергают обкатке и стендовым испытаниям с проверкой производительности. Насосы, имеющие пониженную производительность, ремонту не подлежат и заменяют новыми. Масляный фильтр промывают. После промывки фильтр продувают сжатым воздухом давлением от 0,3 до 0,4 МПа (от 3 до 4 кгс/см2). Сетки масляного фильтра заменяют при наличии разрыва и следов коррозии.
20.2.9. Стальное кольцо сальникового уплотнения шлифуют и притирают на притирочных плитах и стекле с применением пасты ГОИ. Притертая поверхность кольца должна иметь непрерывную матовую поверхность, а чистота обработки должна соответствовать чертежным данным.
20.2.10. Перед сборкой все детали компрессора тщательно промывают в растворе типа Лабомид, ХС-2М, МО (и других, разрешенных к применению ОАО «РЖД») и просушивают сжатым воздухом. Трущиеся детали смазывают маслом ХФ-12-16 ГОСТ 5546 — для систем охлаждения, работающих на хладоне C10M1 или «Тритон» SE55 и BSE-170 — при работе на хладоне-134а.
20.2.11. На первую обкатку компрессор собирают с технологическими сальниками и клапанной плитой. Шатунные болты компрессора не шплинтуют. Допускается для обкатки использовать регенерированное масло. Компрессор, у которого не менялись трущиеся детали, может обкатываться за время не менее 0,5 ч. Компрессоры, с замененными или отремонтированными трущимися деталями, обкатывают в течение не более 4 ч.
В процессе обкатки контролируют следующие параметры работы компрессора:
— отсутствие стука шатунно-поршневой группы и наличие посторонних шумов в работе компрессора;
— отсутствие течи масла и давление масла в системе смазки;
— степень нагрева.
20.2.12. После первой обкатки компрессор полностью разбирают (не производят лишь разборку шатунно-поршневой группы). Детали компрессора промывают в растворе типа Лабомид, ХС-2М, МО (и других, разрешенных к применению ОАО «РЖД»). Трущиеся части компрессора осматривают и при необходимости ремонтируют.
20.2.13. Полностью собранный компрессор подвергают второй обкатке с клапанами без давления в течение времени, оговоренного в п. 20.2.11 настоящего Руководства. Требования к компрессору те же, что и при первой обкатке.
После окончания обкатки с клапанами без давления компрессор осматривают с частичной разборкой. Масло заменяют. Фильтр очищают и компрессор собирают вновь.
20.2.14. Обкатанный компрессор испытывают на объемную производительность по времени заполнения известной емкости воздухом до заданного давления и на плотность клапанов.
Плотность нагнетательных клапанов проверяют при давлении нагнетания 0,8 МПа (8 кгс/см2) и атмосферном давлении во всасывающем коллекторе (картере). Допускается повышение давления во всасывающем коллекторе (картере) до 0,15 МПа (1,5 кгс/см2) за время не более 15 мин.
Плотность всасывающих клапанов проверяют способностью компрессора при своей работе понижать давление во всасывающем коллекторе до 6,7·103 Па (50 мм рт. ст.). При этом всасывающий вентиль закрыт, а нагнетательная полость соединена с атмосферой. По окончании испытаний сливают масло из компрессора, ставят технологические заглушки на всасывающий и нагнетательный вентили и проводят испытания на герметичность.
20.2.15. Герметичность компрессора проверить смесью хладона с азотом давлением не более 2,0 МПа (20 кгс/см2). Допускается проверку производить только хладоном. Испытание проводят в ванне с прозрачной водой, имеющей температуру (45 +/- 5) °C.
Парциальное давление хладона в смеси должно быть не менее 0,35 МПа (3,5 кгс/см2). После выдержки 15 мин под пробным давлением пузырьки и пузырчатая сыпь в местах соединений и по сплошному металлу не допускаются. После испытания компрессор заправляют маслом, соответствующим хладагенту, с которым будет эксплуатироваться компрессор.
20.2.16. Компрессор с применяемым хладоном обкатывают в течение времени от 0,5 до 4 ч на стенде, работающем по циклу холодильной машины, на режиме максимальной разности давления нагнетания и всасывания.
Обкатка может быть прекращена по достижении установившегося режима работы компрессора, определяемого по постоянству давления масла и температуры корпуса компрессора в течение 0,5 ч после достижения этого режима.
Компрессор 4М1/412 обкатывают на режиме максимально потребляемой мощности (при температуре кипения плюс 5 °C и температуре конденсации плюс 55 °C). В процессе обкатки проводят работу по регулировке производительности компрессора.
20.2.17. После обкатки на хладоне компрессор вновь подвергают проверке на герметичность.
20.2.18. Внутренние полости компрессора подвергают осушке вакуумированием.
20.2.19. В картер компрессора заливают масло, соответствующее применяемому хладону (при заполнении картера компрессора эфирными маслами марки «ТРИТОН» SE55, BSE170, совместимыми с хладоном 134а, необходимо ограничить попадание влаги в открытые емкости с маслом. Открытая емкость с маслом может находиться на воздухе не более 15 мин).
Количество заливаемого масла зависит от типа компрессора.
Внутренние полости компрессора заполняют хладоном или азотом до избыточного давления от 0,05 до 0,2 МПа (от 0,5 до 2 кгс/см2), входные и выходные отверстия герметизируют технологическими заглушками.
Компрессор окрашивают после ремонта и испытаний.
20.3. Ремонт холодильного оборудования вагона-ресторана, вагона-буфета и охладителя питьевой воды
20.3.1. Компрессор демонтируют с холодильного агрегата, полностью разбирают. Детали разобранного компрессора ремонтируют в соответствии с п. 20.2 настоящего Руководства и ниже следующих пунктов:
а) сборка компрессорно-конденсаторного агрегата;
б) смена или подрегулирование клиновых ремней;
в) испытания компрессорно-конденсаторного агрегата на герметичность;
г) вакуумирование холодильного оборудования;
д) зарядка хладоном;
е) обкатка компрессорно-конденсаторного агрегата на хладоне;
ж) окраска компрессорно-конденсаторного агрегата;
з) монтаж холодильного оборудования на вагон с проверкой герметичности, пробный пуск, обкатка и регулировка.
20.3.2. Баббитовая заливка нижней головки шатуна компрессора должна удаляться. Перед заливкой вновь поверхность должна быть обезжирена 10% раствором каустической соды и облужена припоем ПОС-30 ГОСТ 21931. Заливку баббитовых подшипников шатунов производят центробежным способом.
20.3.3. Сальники установок осматривают. При наличии трещин, изломов стальных и графитовых колец, выкрашивания, отколов весь сальниковый узел подлежит замене.
Сальники компрессоров проверяют на плотность сжатым воздухом давлением от 0,7 до 0,8 МПа (от 7 до 8 кгс/см2) под слоем воды. Утечек воздуха в течение 5 мин не допускается.
20.3.4. Перед сборкой все детали компрессора тщательно промывают в растворе типа Лабомид, ХС-2М, МО (и других, разрешенных к применению ОАО «РЖД») и просушивают сжатым воздухом. Трущиеся детали компрессора перед сборкой смазывают маслом, соответствующим хладону, с которым будет эксплуатироваться компрессор и холодильная установка.
20.3.5. На первую обкатку компрессор собирают с технологическим сальником и клапанной плитой. Стопорные шайбы для крепления болтового соединения шатунной группы не ставить. Замки поршневых колец должны быть разведены по отношению друг к другу под углом 120°.
Допускается для обкаток использовать регенерированное масло.
В процессе первой обкатки контролируют следующие параметры работы компрессора:
— отсутствие стука;
— степень нагрева компрессора в установившемся температурном режиме холодильного агрегата;
— биение маховика.
Обкатанный в течение времени от 0,5 до 2 ч компрессор полностью разбирают (не производят лишь разборку шатунно-поршневой группы). Трущиеся части компрессора осматривают и при необходимости ремонтируют. Детали компрессора перед второй сборкой тщательно промывают и просушивают сжатым воздухом.
20.3.6. Полностью собранный компрессор подвергают второй обкатке с клапанами без давления в течение времени от 0,5 до 2 ч. Требования к компрессору те же, что и при первой обкатке. После обкатки компрессор осматривают. Частичную разборку производят при выявлении дефектов при обкатке.
20.3.7. Обкатанный компрессор испытывают на объемную производительность по времени заполнения известной емкости воздухом давлением не более 1,0 МПа (10 кгс/см2) при температуре от 15 до 20 °C, а также на плотность всасывающих и нагнетательных клапанов. С компрессора сливают отработанное масло.
20.3.8. Герметичность компрессора проверяют смесью хладона с азотом давлением не более 1,0 МПа (10 кгс/см2). Испытание производят под слоем прозрачной воды, имеющей температуру (45 +/- 5) °C. Парциальное давление хладона в смеси должно быть не менее 0,35 МПа (3,5 кгс/см2). После выдержки под этим давлением в течение 15 мин пузырьки и пузырчатая сыпь в местах соединений и по сплошному металлу не допускаются.
20.3.9. В картер компрессора заливают масло, соответствующее хладону, с которым будет эксплуатироваться компрессор и холодильная установка. Внутренние полости компрессора заполняют хладоном или азотом до избыточного давления от 0,05 до 0,2 МПа (от 0,5 до 2 кгс/см2), выходные и входные отверстия герметизируют технологическими заглушками.
20.4. Конденсаторы
20.4.1. Конденсаторы с заглушенными входными и выходными отверстиями подвергают наружной обмывке в растворе типа Лабомид, ХС-2М, МО (и других, разрешенных к применению ОАО «РЖД») и осмотру.
20.4.2. Пластины охлаждения выправляют. Погнутыми считаются пластины, расстояние между которыми уменьшено на 25% от номинального размера. Допускается отсутствие пластин охлаждения не более 10% от общего количества.
Помятость трубок конденсаторов допускается до уменьшения их номинального диаметра на 15%. Погнутые диффузоры выправляют.
В двух-, трех- и многосекционных конденсаторах холодильных установок допускается заглушать не более двух труб на одной секции с постановкой обводных калачей.
20.4.3. Конденсатор испытывают на герметичность. Герметичность конденсатора проверяют смесью хладона с азотом (воздухом) давлением 2,0 МПа (20 кгс/см2) в ванне с прозрачной водой. Парциальное давление хладона должно быть не менее 0,35 МПа (3,5 кгс/см2). Проверку герметичности конденсатора производят после выдержки его под пробным давлением 2,0 МПа (20 кгс/см2) не менее 15 мин. Утечки не допускаются (устраняют пайкой).
20.4.4. После ремонта сваркой или пайкой внутренние полости конденсатора проверяют на герметичность.
20.4.5. Внутренние полости конденсатора установки кондиционирования воздуха подвергают осушке вакуумированием с одновременным подогревом или другим способом.
Полости конденсатора заполняют хладоном или азотом с температурой точки росы не выше минус 30 °C до избыточного давления от 0,05 до 0,2 МПа (от 0,5 до 2 кгс/см2), входные и выходные отверстия герметизировать технологическими заглушками.
20.5. Воздухоохладители (испарители)
20.5.1. Отсутствие ребер охлаждения воздухоохладителей допускается не более 10% от общего количества ребер. Помятые и волнистые ребра выправляют. Волнистыми считать ребра, расстояние между которыми уменьшено на 25% от номинальной величины.
Допускаются помятые трубки и калачи, если их диаметры уменьшены не более чем на 15% от номинального размера.
20.5.2. Поврежденное антикоррозийное покрытие испарителя восстанавливают. Наружные поверхности охладителя питьевой воды должны быть облужены оловом ГОСТ 860.
20.5.3. Воздухоохладители испытывают на герметичность. Герметичность проверяют смесью хладона с азотом (воздухом) давлением 2,0 МПа (20 кгс/см2) в ванне с прозрачной водой. Парциальное давление хладона должно быть не менее 0,35 МПа (3,5 кгс/см2). Проверку герметичности производят после задержки под пробным давлением 1 МПа (10 кгс/см2) не менее 15 мин. Утечки не допускаются.
20.5.4. Пайку воздухоохладителей производят латунной проволокой ЛКБО 61-0,2-0,04-0,5 или Л63-М-3 ГОСТ 16130 в среде двуокиси углерода ГОСТ 8050.
20.5.5. Внутренние полости аппаратов, которые подвергались ремонту пайкой, промывают на стенде и вновь испытывают на герметичность.
20.5.6. Внутренние полости испарителя осушают вакуумированием с одновременным подогревом или другим способом.
20.5.7. Внутренние полости испарителя заполняют хладоном или сухим азотом с избыточным давлением от 0,02 до 0,05 МПа (от 0,2 до 0,5 кгс/см2), входные и выходные отверстия герметизируют технологическими заглушками.
20.6. Ресиверы установок кондиционирования воздуха
20.6.1. Ресивер осматривают, коррозийные места зачищают металлической щеткой. Дефектное смотровое стекло заменяют.
20.6.2. Ресивер совместно с конденсатором испытывают на герметичность смесью азота и хладона давлением 2,0 МПа (20 кгс/см2).
Ресиверы, имеющие следы механических повреждений, с вагона снимают, при необходимости производят сварочные работы. До постановки на конденсаторный агрегат ресивер испытывают на прочность давлением 2,5 МПа (25 кгс/см2) в течение 5 мин с последующим испытанием на герметичность.
20.6.3. Внутренние полости ресивера осушают. Контроль качества осушки производят по параметрам выходящего из ресивера воздуха (газа), который должен иметь температуру точки росы не выше минус 45 °C. Время выдержки воздуха в ресивере не менее 15 мин.
20.7. Терморегулирующие вентили
20.7.1. Корпусные детали осматривают на отсутствие трещин. Антикоррозионные покрытия восстанавливают.
20.7.2. Клапан, седло клапана и толкатели осматривают, удаляют риски и задиры на их поверхности, погнутость толкателя не допускается. Чистота обработки поверхностей должна соответствовать конструкторской документации.
20.7.3. Силовой элемент осматривают. Коррозия мембраны (сильфона), помятость капиллярной трубки и термопатрона не допускаются.
20.7.4. На стенде производят проверку исправности терморегулятора. При неудовлетворительных результатах испытаний на вагоне вентили подлежат замене.
20.8. Защитные аппараты
20.8.1. Реле давления очищают от пыли и грязи, испытывают на срабатывание при давлениях, указанных в технической документации на установку.
Толщина электрических контактов реле должна быть не менее 60% от номинального размера.
20.8.2. Сильфоны проверяют на герметичность хладоном при помощи течеискателя или под слоем воды. Испытываемое давление должно быть для сильфона низкого давления 1,2 МПа (12 кгс/см2), высокого давления 2,0 МПа (20 кгс/см2). Сильфоны с трещинами в гофрах бракуют.
20.8.3. Подгоревшие контакты механизма мгновенного размыкания зачищают шлифовальной шкуркой ГОСТ 6456 или заменяют. Толщина контакта должна быть не менее 60% от чертежного размера.
20.8.4. Собранное реле давления испытывают на стенде и регулируют на соответствие паспортным данным. После окончания ремонта входные отверстия реле давления герметизируют технологическими заглушками.
20.9. Соленоидные (магнитные) вентили
20.9.1. Соленоидный вентиль разбирают и осматривают. Трещины и глубокая коррозия на деталях соленоидных вентилей не допускаются. Поверхности седла и клапана должны быть без забоин и заусенцев и соответствовать чертежам.
20.9.2. Катушку соленоидного вентиля при необходимости перематывают.
20.9.3. Собранный без катушки соленоидный вентиль испытывают на герметичность воздухом давлением 2,0 МПа (20 кгс/см2) под слоем воды. Появление пузырьков воздуха в течение 5 мин не допускается.
20.9.4. Полностью собранный соленоидный вентиль подвергают следующим испытаниям:
— на функционирование;
— по определению активного сопротивления и электрической прочности изоляции согласно Руководству N 030 ПКБ ЦЛ-03РК;
— на герметичность затвора.
20.10. Запорная арматура
20.10.1. Детали вентиля промывают и осматривают. Детали, имеющие трещины, выбраковывают. Сорванные резьбы по возможности перенарезают на следующий ремонтный размер или наплавляют и нарезают новые резьбы чертежного размера. Люфт воротков (ручек) на шпинделях не допускается.
Сильфоны запорных вентилей проверяют на герметичность воздухом давлением 2,0 МПа (20 кгс/см2).
20.10.2. Клапан и седло клапана вентиля осматривают, удаляют риски и задиры на их поверхности. Клапаны, имеющие баббитовую заливку, перезаливают. Неплотность прилегания клапана к седлу удаляют притиркой. Чистота обработки поверхности должна соответствовать чертежам.
20.10.3. У собранного вентиля проверяют плотность затвора и соединений. Плотность проверяют давлением воздуха 2,0 МПа (20 кгс/см2). Угловой запорный вентиль проверяют в 2-х крайних положениях шпинделя. При испытании на плотность затвора смазывание клапана и седла не разрешается. Появление пузырьков воздуха из-за неплотности прилегания клапана к седлу или в соединениях не допускается.
20.11. Фильтры-осушители
20.11.1. Фильтр-осушитель разбирают (или заменяют новым).
20.11.2. Осушающее вещество цеолит прокаливается при температуре от 400 до 500 °C в течение от 6 до 8 ч. Осушающее вещество силикагель прокаливается при температуре от 150 до 200 °C в течение от 2 до 3 ч.
Осушающие вещества просеиваются через сито, изготовленное из сетки N 1,25 ГОСТ 6613.
20.11.3. Корпус фильтра промывают и просушивают. Зарядку осушающего вещества производить при температуре от 150 до 200 °C. Заряженный фильтр-осушитель испытывают на герметичность давлением 2,0 МПа (20 кгс/см2), после чего его внутренние полости заполняют хладоном или сухим азотом избыточным давлением от 0,02 до 0,05 МПа (от 0,2 до 0,5 кгс/см2) и входные отверстия герметизируют технологическими заглушками.
20.12. Трубопроводы
20.12.1. Трубопроводы осматривают. Помятость труб допускается до уменьшения наружного диаметра на 15% от номинального размера.
20.12.2. Трубопроводы проверяют на герметичность. Герметичность трубопровода проверяют смесью хладона с азотом (воздухом) на давление:
— работающих на стороне всасывания — 1,0 МПа (10 кгс/см2);
— работающих на стороне нагнетания — 2,0 МПа (20 кгс/см2).
Парциальное давление хладона должно быть не менее 0,35 МПа (3,5 кгс/см2).
20.12.3. Внутренние поверхности трубопроводов осушивают и герметизируют технологическими заглушками.
20.13. Сборка агрегатов и монтаж установки кондиционирования воздуха на вагоне
20.13.1. При монтаже компрессорного агрегата несоосность вала компрессора и вала электродвигателя должна быть не более 0,3 мм. Измерения производят по радиальному смещению фланцев.
20.13.2. Перед монтажом холодильного агрегата на вагон необходимо проверить:
— наличие избыточного давления в аппаратах холодильной установки (компрессоре, конденсаторе, воздухоохладителе и т.д.). При этом наличие избыточного давления в аппаратах, наполненных газом, проверяют по шуму выходящего газа при отпускании крепящих болтов и заглушек;
— наличие масла в картере компрессора.
20.13.3. При монтаже холодильной установки на вагон вместо штатного временно устанавливают технологический фильтр-осушитель. После проверки работы холодильной установки устанавливают штатный фильтр-осушитель.
20.14. Сборка, стендовые испытания холодильных агрегатов и монтаж холодильных установок вагонов-ресторанов, буфетов и охладителей питьевой воды на вагоне
20.14.1. Собранный холодильный агрегат (без электродвигателя и реле давления) испытывают на герметичность смесью хладона и азота (воздуха) в ванне с прозрачной водой. При повышении давления до 1 МПа (10 кгс/см2) всасывающий и нагнетательный вентили компрессора закрываются, после чего повышается давление до 2,0 МПа (20 кгс/см2). Парциальное давление хладона должно быть не менее 0,35 МПа (3,5 кгс/см2). Проверку герметичности холодильного агрегата производят после выдержки его под пробным давлением 2,0 МПа (20 кгс/см2) не менее 15 мин. Утечки не допускаются.
20.14.2. Производят вакуумирование системы. Для вакуумирования используют вакуумный насос со шлангами из вакуумной резины минимальной длины и максимально возможного диаметра. Вакуумирование установки с помощью вакуумного насоса не допускается, если температура окружающей среды ниже плюс 4 °C. Вакуумирование холодильной системы при помощи компрессора установки не разрешается.
20.14.3. Испытанный на герметичность холодильный агрегат заправляется хладоном-134а или C10M1. Заполнение холодильного агрегата хладоном C10M1 производят в соответствии с действующей инструкцией по переводу УКВ пассажирских вагонов на хладагенты C10M1. При этом заправку хладоном C10M1 осуществляют только по жидкой фазе через технологические фильтры-осушители. Холодильный агрегат укомплектовывают электродвигателем, реле давления и проверяют на отсутствие утечек хладона течеискателем.
20.14.4. На стенде, оборудованном технологическим фильтром-осушителем, в течение 4 ч производят обкатку агрегата на хладоне.
20.14.5. Холодильный агрегат окрашивают.
20.14.6. Перед монтажом холодильной установки на вагон проверяют вес холодильного агрегата, наличие избыточного давления в испарителе.
20.14.7. Герметичность холодильной установки проверяют с помощью течеискателя (для хладона-134а можно использовать течеискатель типа ТФ-5750А, предназначенный для работы с хладонами, не содержащими хлора). Для испытания холодильной установки на вагоне к всасывающей и нагнетательной полостям подсоединяют мановакуумметр и манометр. В таблице 7 даны сравнительные величины давления конденсации при работе холодильного оборудования пассажирских вагонов на хладонах 134а, 12 и C10M1.
Таблица 7
Сравнительные величины давления конденсации
при работе холодильного оборудования
пассажирских вагонов на хладонах 134а, 12 и C10M1
|
Температура окружающего воздуха, °C |
Давление конденсации, кгс/см2 |
||
|
Хладон 134а |
Хладон 12 (R12) |
C10M1 |
|
|
-45 |
0,84 |
1,00 |
1,37 |
|
-40 |
1,05 |
1,23 |
1,83 |
|
-35 |
1,33 |
1,51 |
2,24 |
|
-30 |
1,65 |
1,82 |
2,65 |
|
-25 |
2,01 |
2,19 |
3,10 |
|
-20 |
2,45 |
2,60 |
3,55 |
|
-15 |
2,94 |
3,08 |
4,00 |
|
-10 |
3,50 |
3,62 |
4,60 |
|
-5 |
4,16 |
4,23 |
5,35 |
|
0 |
4,90 |
4,91 |
6,05 |
|
5 |
5,74 |
5,66 |
7,00 |
|
10 |
6,74 |
6,51 |
8,10 |
|
15 |
7,73 |
7,44 |
9,25 |
|
20 |
8,96 |
8,41 |
10,30 |
|
25 |
10,18 |
9,59 |
11,45 |
|
30 |
11,68 |
10,80 |
12,60 |
|
35 |
13,17 |
12,16 |
14,05 |
|
40 |
14,98 |
13,62 |
15,79 |
|
45 |
16,77 |
15,22 |
17,51 |
Герметичные компрессорные агрегаты, устанавливаемые на вагон взамен предусмотренных конструкторской документацией при проектировании вагона, должны быть согласованы ОАО «РЖД» в установленном порядке.
Ремонт компрессорных агрегатов РУОВ-12А, УКР-1, АКГ и др. производит сервисная служба завода-изготовителя.
21. Защитные покрытия, знаки и надписи
21.1. Общие положения
21.1.1. Все производственные процессы подготовки поверхностей пассажирских вагонов к окрашиванию, нанесения защитных лакокрасочных покрытий, знаков и надписей выполняют с соблюдением требований настоящего Руководства, в соответствии с типовыми технологическими процессами ТП-ЦЛПВ-33/3, ТП-ЦЛПВ-33/4 и действующими Правилами техники безопасности и производственной санитарии для окрасочных цехов и участков предприятий железнодорожного транспорта, утвержденных Министерством путей сообщения и Президиумом ЦК профсоюза рабочих железнодорожного транспорта с учетом требований Единой системы защиты от коррозии и старения (ЕСЗКС).
21.1.2. Работы по подготовке поверхности, окрашиванию и противокоррозионной защите кузова вагона производят в производственных помещениях при температуре не ниже плюс 10 °C и относительной влажности воздуха не более 80%.
21.1.3. Лакокрасочные материалы (грунтовки, шпатлевки, мастики, эмали и лаки), применяемые для окрашивания вагонов, должны соответствовать установленным стандартам, количество слоев эмалей, лаков, толщины лакокрасочных покрытий, а также классы покрытий должны соответствовать требованиям настоящего Руководства.
21.1.4. Цвет и марки лакокрасочных покрытий следует выбирать по настоящему Руководству и международной цветовой картотеке RAL.
21.1.5. Цвета лакокрасочных материалов, применяемых для наружной окраски, должны соответствовать следующим номерам международной цветовой картотеки RAL. Фирменные поезда окрашивают в соответствии с эскизом, утвержденным в установленном порядке.
21.1.6. Характеристика классов лакокрасочных покрытий пассажирских вагонов по внешнему виду и качеству приведена в таблице 8.
Таблица 8
Характеристика классов лакокрасочных
покрытий по внешнему виду и качеству
|
Класс покрытий и его обозначение ГОСТ 9.032-74 |
Наименование показателей окрашиваемой поверхности |
Норма для получения однотонных покрытий |
|
IV |
Волнистость |
Не более 2,0 мм/м2 |
|
Потеки |
Не допускаются |
|
|
Разнооттеночность |
То же |
|
|
Шагрень |
Допускается |
|
|
Риски |
« |
|
|
Штрихи |
« |
|
|
V |
Волнистость |
Не более 2,5 мм/м2 |
|
Потеки |
Допускаются отдельные |
|
|
Разнооттеночность |
Не допускается |
|
|
Шагрень |
Допускается |
|
|
Риски |
« |
|
|
Штрихи |
« |
|
|
VI |
Волнистость |
Не более 4,0 мм/м2 |
|
Шагрень |
Допускается |
|
|
Штрихи |
« |
|
|
Разнооттеночность |
« |
|
|
Риски |
« |
|
|
VII |
Показатели внешнего вида не нормируются |
Предприятия — поставщики (изготовители) лакокрасочных материалов, сопутствующих приспособлений и расходных материалов указаны в Приложении Е.
21.2. Технические требования к процессу окраски вагонов
21.2.1. Требования к процессу окраски вагонов указаны в таблице 9.
Таблица 9
Технические требования к процессу окраски
|
Наименование операций |
Технология окрашивания, контроль качества |
|
Подготовка поверхности |
Подготовку поверхностей осуществляют в соответствии с п. 21.2. Качество очистки от окислов вновь поставленного металла должно соответствовать 1-й или 2-й степени очистки; поверхностей, очищенных абразивно-струйным способом — 1-й или 2-й степени очистки, механическим способом — 2-й или 3-й степени очистки; обезжиривание любых поверхностей — второй степени зажиренности по ГОСТ 9.402 |
|
Грунтование |
Грунтовку наносят ровным сплошным слоем, после просушки она должна иметь матовую поверхность без потеков, пропусков и наплывов и не давать отлипания |
|
Шпатлевание |
Шпатлевку наносят на просушенную после грунтования поверхность в один слой толщиной не более 500 мкм. На отдельных участках кузова, поверхность которых не удовлетворяет требованиям по классу лакокрасочного покрытия согласно ГОСТ 9.032 (таблица 8), наносят дополнительные слои шпатлевки, число которых определяется степенью неровности поверхности. При этом толщина всех слоев шпатлевки должна быть не более 2000 мкм при полном удалении покрытия, а на расчищенных до металла поверхностях должна соответствовать уровню не разрушившегося лакокрасочного покрытия. Хорошо просушенный слой шпатлевки должен быть полуматовым и не иметь просадок, рисок и заусенцев. Высохший слой шпатлевки не должен иметь трещин, пузырей, отслаивания |
|
Шлифование |
Зашпатлеванные поверхности обрабатывают абразивными материалами (наждачное полотно, бумага и т.п.). После шлифовки слой шпатлевки должен быть ровным, гладким, без рисок, задиров и не прошлифованных мест |
|
Нанесение защитного лакокрасочного покрытия |
Защитные лакокрасочные покрытия наносят на расчищенные до металла поверхности после подготовки поверхности, грунтования в соответствии с п. 21.3, 21.4 и 25.5 настоящего Руководства. Каждый слой защитного лакокрасочного покрытия должен быть без пропусков и потеков. Очередной слой наносят после высыхания предыдущего слоя. Допускается нанесение покрывных лакокрасочных материалов по недосушенной грунтовке и по недосушенному промежуточному слою лакокрасочного покрытия, для которых это предусматривается соответствующими стандартами и технической документацией, утвержденной в установленном порядке. Поверхности, не имеющие разрушившегося лакокрасочного покрытия, должны быть подготовлены согласно требованиям пп. 21.3.1, 22.3.13, 21.7.8, 21.2.1 и 21.5.2 настоящего Руководства |
|
Сушка |
Лакокрасочные покрытия, нанесенные на поверхности вагонов, составных частей, подвергают горячей сушке до степени 3 по ГОСТ 19007. Допускается естественная сушка до степени 3 по ГОСТ 19007. Качество сушки должно быть обеспечено контролем режимов сушки, установленных нормативно-технической документацией вагоноремонтного завода или депо |
|
Контроль толщины покрытия |
Толщину покрытия на внутренних поверхностях измеряют по сырой пленке с помощью калиброванных толщиномеров с пределом измерения 25 — 2000 мкм или по сухой пленке — магнитными толщиномерами типа «Константа». Контроль толщины покрытия на наружных поверхностях осуществляют только по шпатлевочному слою. Общая толщина комплексного лакокрасочного покрытия по наружной поверхности кузова должна быть не более 2200 мкм, а мастичного покрытия внутри вагона — не менее 2000 мкм на полу и подоконном поясе |
21.3. Подготовка поверхностей перед окрашиванием
21.3.1. Перед подготовкой к окрашиванию внутренние и наружные поверхности кузова вагона должны быть промыты и просушены в соответствии с Технологической инструкцией на обмывку вагонов ТИ 32-ЦЛ-18/61.
21.3.2. Подвагонное оборудование и все поверхности под вагоном перед окрашиванием должны быть промыты в соответствии с Технологической инструкцией по очистке узлов и деталей ходовых частей и подвагонного оборудования пассажирских вагонов с применением моечных установок высокого давления и технических моющих средств ТИ 020-01124328-00.
21.3.3. Перед окрашиванием поверхности очистить от продуктов коррозии, сварочных брызг, потеков, наплывов, утолщений покрытия, разрушившегося лакокрасочного покрытия, жировых и других видов загрязнений.
21.3.4. Наружные поверхности кузовов подвижного состава очищаются полностью до металла, если общая толщина имеющегося комплексного покрытия (включая шпатлевку, грунтовку и эмаль) превышает 2000 мкм или если разрушение лакокрасочного покрытия превышает 25% общей площади кузова.
Кузова вагонов, изготовленные из коррозионной стали и с комбинированной конструкцией, очищаются полностью до металла.
21.3.5. Очистку всей наружной поверхности кузова от окалины, ржавчины, старого разрушившегося покрытия проводят с использованием дробеструйного способа или с применением механизированного инструмента.
21.3.6. Размер металлической дроби при дробеструйной очистке и давление воздуха устанавливаются экспериментально в зависимости от толщины пленки удаляемых продуктов (окислов, ржавчины или старого покрытия) и толщины металла кузова вагона и должны соответствовать от 0,6 до 1,2 мм и давлением от 0,69 до 0,8 МПа (от 6,9 до 8,0 кгс/см2).
Дробь необходимо применять стальную, колотую, закаленную в соответствии с ГОСТ 11964.
21.3.7. Шероховатость металлической поверхности после дробеструйной очистки должна быть не более 40 — 45 мкм.
21.3.8. При применении механизированного инструмента (электро- и пневмошлифовальных машинок) поверхность после обработки должна быть обезжирена, а при применении струйно-абразивного оборудования — обеспылена с помощью обдувки воздухом или волосяной щетки.
21.3.9. После дробеструйной подготовки поверхности время до проведения следующей операции — грунтования не должно превышать двух часов.
21.3.10. Все поверхности, подвергающиеся абразивно-струйной обработке и подготовленные до степени очистки 2 по ГОСТ 9.402, должны быть загрунтованы в течение 2 ч по следующей схеме:
— обработка всей поверхности с наружной стороны фосфатирующими грунтовками ВЛ-02 или ВЛ-023;
— сушка фосфатирующих грунтовок — 15 мин.
21.3.11. Нанесение фосфатирующих грунтовок производят механизированным распылением пневматическим или безвоздушным способом. Толщина слоя от 5 до 10 мкм.
21.3.12. Поверхности со старым частично разрушившимся покрытием должны быть очищены до металла, обезжирены уайт-спиритом или бензином и загрунтованы.
21.3.13. Поверхности с сохранившимся покрытием должны быть промыты моющими средствами с обязательным смывом водой, очищены от дефектов предыдущего окрашивания (потеков, наплывов и утолщений) с использованием механизированного инструмента.
21.3.14. Допускаются другие способы подготовки поверхности, обеспечивающие требования ГОСТ 9.402 и согласованные ОАО «РЖД» в установленном порядке.
21.3.15. Раму вагона и тележек очищают от продуктов коррозии и разрушившегося лакокрасочного покрытия.
21.3.16. При подготовке вскрытых внутренних поверхностей вагонов частично разрушившееся покрытие удаляют полностью, и поверхность расчищают до чистого металла с использованием механического метода очистки.
21.3.17. В отдельных труднодоступных местах, когда невозможна очистка поверхности от продуктов коррозии, допускается использование специальных грунтовочных или пенетрирующих материалов. При этом плотносцепленный, неотслаивающийся слой ржавчины должен быть толщиной не более 100 мкм.
21.3.18. В случае, когда на вагоне имеются сквозные повреждения металла, кузов подвергают ремонту сваркой с последующей зачисткой сварных швов пневмо- или электроинструментом, фосфатированием грунтовками ВЛ-02 или ВЛ-023 и последующим грунтованием отремонтированных участков.
21.3.19. Для обеспечения длительной защиты сварных швов применяют материалы с повышенными защитными свойствами — грунтовки ЭП-0282, или Темавелд ЗСМ, или DG-10-9121/0.
21.3.20. Все сопрягаемые поверхности металлических деталей грунтуют до установки на место.
21.3.21. Поверхности деревянных деталей перед окрашиванием циклюют или шлифуют, выступающие волокна и заусенцы устраняют. На лицевых сторонах поверхностей, изготовленных из фанеры, не допускаются отслаивание, задиры и трещины.
21.4. Оборудование для очистки, шлифовки, окрашивания и сушки
21.4.1. При небольшом объеме работ очистку производят механизированным электро- или пневматическим инструментом с предварительной расчисткой разрушившегося лакокрасочного покрытия вручную щетками, скребками, шарошками и т.п.
21.4.2. При большом объеме работ должен применяться самый эффективный метод очистки поверхности — абразивно-струйная очистка, которая должна проводиться дробеструйным способом в дробеструйных камерах или на специализированных участках с использованием дробеструйных аппаратов. Допускается применять другие виды оборудования для очистки, обеспечивающие требование ГОСТ 9.402 и согласованные ОАО «РЖД» в установленном порядке.
21.4.3. Шпатлевание поверхностей производят шпателями деревянными, металлическими или упругими пластичными резиновыми толщиной от 7 до 8 мм. Резиновый шпатель предпочтителен для повторного шпатлевания и выправочных работ.
21.4.4. Для шлифования грунтовочных и шпатлевочных слоев (удаление потеков, наплывов и неровностей) должен применяться электро- или пневмоинструмент с наждачным полотном различной зернистости.
21.4.5. Окрашивание производят с помощью краскораспылителей различных типов методами пневматического, безвоздушного и комбинированного распыления.
21.5. Грунтование
21.5.1. Для грунтования кузовов вагонов применяют материалы согласно типовым технологическим процессам ТП-ЦЛПВ-33/3, ТП-ЦЛПВ-33/4.
21.5.2. Грунтование наружной поверхности кузова вагона (включая боковые и торцевые стены, крышу, переходные площадки и подножки) производят за два прохода грунтовками ЭФ-065 или ПФ-0294, или «Ростекс-супер», или «Коррокс», или «Уретан-Антикор», или Темапрайм ЕЕ, или «Кронос-Спринт» и другими согласованными в установленном порядке.
21.5.3. Толщина высохшего грунтовочного слоя должна быть от 25 до 35 мкм.
21.5.4. Сушка грунтовок при естественной температуре плюс 20 °C должна быть не более 12 ч; при использовании искусственной конвекционной сушки при температуре от плюс 50 до плюс 60 °C — время сушки 1 ч.
21.5.5. Перед проведением сварочных работ на кузове металлические поверхности деталей, подлежащие сварке, в местах сварных швов должны быть загрунтованы грунтовками ЭП-0282, или Цинол СВ, или СД ЦИНК 100ХА, или DG 10-9121/0 в соответствии с инструкциями по их применению.
21.5.6. Внутренние поверхности сварных конструкций замкнутого профиля должны быть обработаны составом Динитрол 3642W.
21.5.7. Внутренние поверхности декоративной полосы должны быть обработаны составом Динитрол 3642W с предварительной герметизацией сварного шва по всей длине герметизирующим составом Динитрол 410/Д500.
21.5.8. Нанесение Динитрола 3642W производят через специально сделанные технологические отверстия с помощью пистолета с насадками.
21.5.9. Герметик Динитрол 410 PUR 500 наносят на всю поверхность шва полосы ножом, шпателем или ручным пистолетом. Перед нанесением герметика поверхность шва должна быть обработана до чистого металла электро-, пневмоинструментом.
21.6. Нанесение защитных материалов на внутреннюю поверхность кузова вагона
21.6.1. Защита вскрытых внутренних поверхностей кузова вагона, имеющих коррозионные повреждения, должна осуществляться высоковязкой антикоррозионной битумной мастикой АПМ по следующим схемам:
— мастика АПМ по поверхности, загрунтованной пенетрирующим составом ГС-1, ГС-1 «Кронос» или ПРИМ-Боди;
— мастика АПМ по поверхности, обработанной составом СФ-I и загрунтованной любой грунтовкой, указанной в п. 22.5.2 настоящего Руководства;
— мастика АПМ по поверхности, обработанной грунтовкой по ржавчине ЭП-0199 и загрунтованной любой из указанных в п. 21.5.2 настоящего Руководства грунтовкой.
21.6.2. Материалы наносят на сухую поверхность, подготовленную в соответствии с п. 21.3.16, 21.3.17 и 21.3.18 настоящего Руководства.
21.6.3. Нанесение указанных материалов производят методом пневматического распыления на загрунтованную поверхность вагона. Материалы могут наносить вручную (кистью или шпателем). При механизированном способе нанесения могут использовать установки типа УНМ-1 (г. Хотьково).
21.6.4. Толщина слоя мастики на сухую пленку должна быть не менее 2000 мкм.
21.6.5. Время высыхания мастики при температуре (20 +/- 5) °C — 24 ч или 6 ч при температуре (75 +/- 5) °C.
21.7. Нанесение лакокрасочных материалов на наружные поверхности кузова вагона
21.7.1. Технология окрашивания наружной поверхности кузовов состоит из следующих операций:
— грунтование (в соответствии с п. 21.5 настоящего Руководства);
— шпатлевание местное;
— шлифование;
— шпатлевание сплошное (при необходимости);
— шлифование повторное;
— грунтование всей поверхности;
— нанесение эмалей;
— нанесение декоративных полос;
— окрашивание концевых кранов, подвесок, головок тормозных рукавов и сигнальных отростков;
— нанесение знаков и надписей.
21.7.2. Технология шпатлевания
Первой операцией после нанесения грунтовки является местное шпатлевание:
— алкидные шпатлевки или автомобильные полиэфирные наносят не на всю поверхность, подлежащую окрашиванию, а только на те места, которые имеются на поверхности в виде раковин, углублений или завалов, а также на сварные швы;
— наиболее эффективным является местное выравнивание за несколько раз безусадочной автомобильной полиэфирной шпатлевкой.
21.7.2.1. Полиэфирные шпатлевки разводятся и смешиваются с отвердителем в соответствии с инструкцией, указанной на упаковке. Отвердитель смешивается с основой путем втирания его в основную массу шпателем. При этом шпатель двигают от центра к краям лотка или планшета, на котором готовят шпатлевку. Приготовленная таким образом шпатлевочная масса получается более однородной и качественной за счет удаления пузырьков воздуха из нее. Не рекомендуется готовить шпатлевку вращательными движениями, т.к. получаемое из приготовленной таким образом шпатлевки покрытие имеет пористость и проколы. Шпатлевочные материалы указаны в таблице 10.
21.7.2.2. Нанесение шпатлевки автомобильной полиэфирной производят вручную. Шпатлевки «Лаккакитти» или «Кронос-Спринт» наносятся как вручную, так и распылением. Шпатлевку ПФ-0052 наносят только распылением. При этом толщина одного слоя должна быть не более 0,5 мм.
21.7.2.3. Последний слой шпатлевки наносят под скребок деревянным шпателем с резиновой полоской или резиной, чтобы шпатлевка оставалась лишь в местах углублений ранее нанесенного шпатлевочного слоя.
21.7.2.4. Наносить каждый слой шпатлевки или подмазки можно только по высохшему предыдущему слою.
21.7.3. Шлифование
21.7.3.1. Шлифование поверхности кузова в местах нанесения шпатлевки производят с использованием электро- или пневмоинструмента.
21.7.3.2. Шлифование производят в два этапа с помощью наждачного полотна различной зернистости. Первый этап шлифовки — грубозернистой шкуркой, второй этап — с использованием мелкозернистой шкурки.
21.7.3.3. Не захваченные шлифовальной машинкой труднодоступные места необходимо дошлифовать вручную.
21.7.3.4. По окончании шлифования всю поверхность протирают чистой ветошью или обдувают сжатым воздухом.
21.7.4. Нанесение выявительного слоя производят любой из перечисленных грунтовок, разведенной растворителем из расчета 1:1.
21.7.5. Выправку выявительных дефектных мест шпатлевания проводят шпатлевками МС-006, или «Лаккакитти», или автомобильной полиэфирной.
21.7.6. Грунтование прошлифованных до металла мест осуществляют фосфатирующими грунтовками ВЛ-02 или ВЛ-023.
21.7.7. Перечень операций технологического процесса шпатлевания:
— шпатлевание 1-м слоем;
— сушка шпатлевки;
— повторное шпатлевание;
— сушка 2-го слоя шпатлевки;
— шлифование шпатлевки;
— нанесение выявительного слоя;
— выправка выявительных дефектных мест шпатлевания;
— подшлифовка;
— грунтование прошлифованных до металла мест.
21.7.8. После проведения всех операций (пп. 22.7.1 — 22.7.7) производят сплошное грунтование всей поверхности, подлежащей дальнейшему окрашиванию.
21.7.9. Нанесение покрывных слоев модифицированными алкидными материалами, имеющими долговечность не менее 4-х лет. Стены кузова и крышу окрашивают материалами, указанными в таблицах 10, 11, 12.
Таблица 10
Грунтовки для окрашивания составных частей
и деталей пассажирских вагонов
|
Наименование основных окрашиваемых поверхностей |
Материалы окрашиваемых поверхностей |
Условия эксплуатации по ГОСТ 9.104 |
Грунтовки |
|
|
категория размещения окрашенных поверхностей |
группа условий эксплуатации |
|||
|
1 |
2 |
3 |
4 |
5 |
|
1. Сопрягаемые поверхности деталей и сборочных единиц, соединяемые болтами и заклепками подлежащих сварке прерывистыми швами или точками, а также внутренние поверхности сварных конструкций замкнутого профиля в технологически доступных местах и декоративной полосы |
Сталь |
2 |
У2 |
ЭФ-065, или ГФ-0163, или ГФ-0119, или ПФ-0244, или ПФ-025, или ПФ-0294, или АГЗ-К, или Уретан-антикор, или ФЛ-03К, или ЦИНОЛ-СВ, или Темавелд ЗСМ, или DG 10-9121/0, или ЭП-0282, ФЛ-03К, или лак ПФ-170 с добавлением 15 — 20% алюминиевой пудры |
|
2. Наружные поверхности кузовов, включая стены (боковые и торцевые) и крышу (свесы и среднюю часть), металлическое суфле |
Сталь |
1 |
У1 |
ЭФ-065, или Ростекс-супер, или Темапрайм ЕЕ, или Коррокс, или Уретан-антикор, или ПФ-0294, или Кронос-Спринт, или АГЗ-К <*> |
|
3. Поверхности пола, рам вагонов, тележек, подвагонного оборудования и автосцепного устройства |
Сталь |
2 |
У2, 4/1 по ГОСТ 9.032 |
ЭФ-065, или ГФ-0163, или ГФ-0119, или ПФ-0244, или ПФ-025, или ПФ-0294, или ФЛ-03К, или Уретан-антикор, или УНИКОР-ЖД <**>, или АГЗ-К <**> |
|
4. Внутренние поверхности кузовов, имеющие коррозионные повреждения (пол, подоконные панели и др. поверхности) |
Сталь |
2 |
У2, 4/1 по ГОСТ 9.032 |
Пенетрирующая грунтовка ГС-1, или ЭП-0199, или фосфатирующий состав СФ-1 с перекрытием грунтовками по п. 2 |
|
5. Наружные поверхности водяных баков |
Сталь (кроме нержавеющей) |
2 |
У2 |
ЭФ-065, или ФЛ-03К, или ГФ-0163, или ГФ-0119, или ПФ-0244, или ПФ-025, или ПФ-294, или Коррокс, или Ростекс-супер, или Темапрайм ЕЕ, или АГЗ-К, или Уретан-антикор, или Кронос-Спринт |
|
6. Поверхности внутренних помещений вагонов (в том числе туалетных, тамбуров), имеющие повреждения лакокрасочных покрытий |
Сталь |
4 |
У4 |
ЭФ-065, или ФЛ-03К, или ПФ-0294, или ГФ-0163, или ГФ-0119, или ПФ-0244, или ПФ-025, или Коррокс, или Ростекс-супер, или Темапрайм ЕЕ, или АГЗ-К, или Уретан-антикор, или Кронос-Спринт |
|
Алюминий, нержавеющая сталь |
4 |
У4 |
ЭФ-065, или ФЛ-03Ж, или ВЛ-02, или ВЛ-023 |
|
|
Столярные, древесно-стружечные, фанерные плиты, фанера |
4 |
У4 |
ЭФ-065, или ФЛ-03К, или ПФ-0294, или ГФ-0163, или ГФ-0119, или ПФ-0244, или ПФ-025, или Коррокс, или Ростекс-супер, или Темапрайм ЕЕ, или Кронос-Спринт, или антисептирование с антипирированием <***> |
|
|
6.1. Жесткие диваны, откидные и багажные полки, оконные рамы, раскладки и др. детали |
Дерево |
4 |
У4 |
ЭФ-065, или ФЛ-03К, или ПФ-0294, или ГФ-0163, или ГФ-0119, или ПФ-0244, или ПФ-025, или Коррокс, или Ростекс-супер, или Темапрайм ЕЕ, или Кронос-Спринт, или антисептирование с антипирированием <***> |
|
7. Поверхности аккумуляторных ящиков с внутренней стороны при установке кислотных и щелочных батарей аккумуляторов |
Сталь, дерево |
— |
7 по ГОСТ 9.032 |
ХС-010 или ЭФ-065, или Уретан-антикор, или ЭФ-070 |
|
8. Поверхности котельных отделений и оборудования внутри котельных, стальных перегородок котельного отделения, имеющие повреждения лакокрасочных покрытий |
Сталь |
4 |
У4 |
ЭФ-065, или ФЛ-03К, или ГФ-0163, или ГФ-0119, или ПФ-0244, или ПФ-025, или ПФ-0294, или Коррокс, или Ростекс-супер, или Темапрайм ЕЕ, или Кронос-Спринт, или АГЗ-К <**>, или Уретан-антикор, или Кронос-Спринт |
|
<*> Для средней части крыши. <**> Грунтовки наносятся как самостоятельные покрытия: в три слоя — грунтовка УНИКОР-ЖД и в два слоя — грунтовка АГЗ-К. <***> Эти операции проводятся по технической документации на антипирены и антисептики. |
Таблица 11
Шпатлевки, мастики и их толщины при окрашивании
составных частей и деталей пассажирских вагонов
|
Наименование основных окрашиваемых поверхностей |
Материалы окрашиваемых поверхностей |
Условия эксплуатации по ГОСТ 9.104 |
Шпатлевки и мастики |
Толщина лакокрасочных покрытий шпатлевками, мастиками (мкм) |
|
|
категория размещения окрашенных поверхностей |
группа условий эксплуатации |
||||
|
1. Наружные поверхности кузовов: боковых и концевых стен, крыш (в местах сварных швов), а также стен тамбуров и туалетных помещений |
Сталь |
1 |
У1 |
По грунтовке шпатлевки <*>: ПФ-0052, или Лаккакитти, или Кронос-Спринт, или полиэфирные шпатлевки: Полистоп ЛП, или Полисофт, или Металл-пластик, или Эподур XIII, или Эподур XIII «В» |
Не более 2000 |
|
2. Внутренние вскрытые поверхности кузовов, имеющие коррозионные повреждения: — стены ниже оконных проемов и пол пассажирских, почтовых и багажных вагонов |
Сталь |
2 |
У2, 4/1 по ГОСТ 9.032 |
По грунтовке мастика: АПМ |
Не менее 2000 |
|
<*> Шпатлевание поверхностей не должно производиться при обеспечении качества лакокрасочного покрытия в соответствии с классами покрытия, установленными настоящим Руководством. |
Таблица 12
Эмали, краски и лаки для окрашивания составных частей
и деталей пассажирских вагонов, классы
лакокрасочных покрытий, количество слоев
|
Наименование основных окрашиваемых поверхностей |
Материалы окрашиваемых поверхностей |
Условия эксплуатации по ГОСТ 9.104 |
Класс лакокрасочных покрытий по ГОСТ 9.032 |
Покрывные лакокрасочные материалы (эмали, краски, лаки) |
Количество слоев покрывных лакокрасочных материалов |
|
|
категория размещения окрашенных поверхностей |
группа условий эксплуатации |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1. Наружные поверхности кузовов: <*> |
По грунтовке эмали: КО-8104, или КО-8101, или АКРЭМ-металл с лаком АКРЭМ <**>, или ВД-АК-1309 ЖТ с лаком ВД-АК-1106 <**>, или АКРЭМ-Уретал, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-115 Кронос, или ПФ-К Кронос, или Пентакрил ЖД, или ПФ-1315, или АС-1280, или Миралкид 90, или Темалак МЛ 90, или Коррокс |
|||||
|
— средняя часть крыши: |
Сталь |
1 |
У1 |
VII |
3/2 <***> |
|
|
— свесы крыши |
Сталь |
1 |
У1 |
V |
По грунтовке эмали: АКРЭМ-металл с лаком АКРЭМ <**>, или ВД-АК-1309 ЖТ с лаком ВД-АК-1106 <**>, или Уретал, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-К Кронос, или Пентакрил ЖД, или ПФ-1315, или АС-1280, или Миралкид 90, или Темалак МЛ 90, или Коррокс |
3/2 |
|
— стены боковые: |
Сталь |
1 |
У1 |
VI |
По грунтовке, шпатлевке и грунтовке эмали: АКРЭМ-металл с лаком АКРЭМ <**>, или ВД-АК-1309ЖТ с лаком ВД-АК-1106 <**>, или Уретал, или ПФ-К Кронос, или Пентакрил ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, АС-1280, или Миралкид 90, или Темалак МЛ 90, или Коррокс |
3/2 |
|
— стены торцевые |
Сталь |
1 |
У1 |
V |
« |
|
|
2. Металлическая армировка наружных оконных рам |
Сталь |
1 |
VI |
V |
Лак ПФ-170 с добавлением алюминиевой пудры ПАП-1 или ПАП-2, или эмали КО-8101, или КО-8104 |
2 |
|
3. Оконные рамы, имеющие потемнение оксидированного слоя |
Алюминий |
1 |
VI |
V |
Лак ПФ-170 с добавлением алюминиевой пудры ПАП-1, или ПАП-2, или эмали КО-8101, или КО-8104 |
1 |
|
4. Наружные поверхности внутренних помещений: |
Древесно-волокнистые, древесно-стружечные, столярные, фанерные плиты |
По грунтовке, шпатлевке эмали: АКРЭМ-металл, или ВД-АК-1309 ЖТ, или ПФ-115 Кронос, или ПФ-1250ВС, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или Пентакрил ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280 |
||||
|
— потолков купе, коридоров, служебных помещений; |
4 |
У4 |
IV |
2 |
||
|
— потолков кладовых почтовых вагонов и грузовых помещений багажных вагонов |
2 |
У2 |
V |
|||
|
5. Наружные поверхности внутренних помещений: |
Сталь, алюминий |
По грунтовке, шпатлевке эмали: АКРЭМ-металл или ВД-АК-1309 ЖТ, или ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или Пентакрил ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или порошковые краски эпоксидные или полиэфирные, или эпоксиполиэфирные |
||||
|
потолков купе, коридоров и служебных помещений: |
4 |
У4 |
IV |
2 |
||
|
— потолков служебных помещений, купе сортировочных залов почтовых и багажных вагонов; |
4 |
У4 |
IV |
|||
|
— потолков кладовых почтовых вагонов и грузовых помещений багажных вагонов; |
2 |
У2 |
VI |
« |
||
|
— стен и грузовых полок кладовых почтовых вагонов и грузовых помещений багажных вагонов |
2 |
У2 |
« |
|||
|
6. Наружные поверхности внутренних помещений: потолков и стен туалетных помещений и тамбуров |
Древесно-волокнистые, древесно-стружечные, столярные, фанерные плиты и фанера, сталь |
2 |
У2 |
IV |
По грунтовке эмали: АКРЭМ-металл, или ВД-АК-1309 ЖТ, или ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или порошковые краски эпоксидные, или полиэфирные, или эпоксиполиэфирные |
2 |
|
7. Поверхности оборудования внутри помещения: раскладок, дверей мебели |
Дерево |
4 |
У4 |
IV |
Лаки: «Балет», или «Интерьер», или ВД-АК-1106, или АКРЭМ, или НЦ-218, или ПФ-170, или ПФ-283 |
3 |
|
4 |
У4 |
IV |
Эмали: АКРЭМ-металл, или ВД-АК-1309 ЖТ, или ПФ-11 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или порошковые краски эпоксидные, или полиэфирные, или эпоксиполиэфирные |
2 |
||
|
Дерево, сталь, алюминий |
1 |
|||||
|
8. Поверхности перегородок котельных отделений и оборудования внутри котельных |
Сталь |
4 |
У4 |
VI |
Без грунтовки эмали: КО-8104 или КО-8101 По грунтовке эмали: ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, ПФ-1315, или АС-1280 |
2 |
|
9. Поверхности перегородок котельных отделений со стороны коридоров |
Сталь |
4 |
У4 |
— |
По грунтовке эмали: АКРЭМ-металл, или ВД-АК-1309 ЖТ, или ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или порошковые краски эпоксидные, или полиэфирные, или эпоксиполиэфирные |
1 |
|
10. Поверхности водяных баков с наружной стороны и баков силового оборудования <****> |
Сталь |
2 |
У2 |
— |
По грунтовке эмали: АКРЭМ-металл, или ВД-АК-1309 ЖТ, или ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД |
2 |
|
11. Поверхности аккумуляторных ящиков с внутренней стороны: |
7 по ГОСТ 9.032 |
|||||
|
— при установке щелочных батарей аккумуляторов; |
Сталь, дерево |
— |
— |
По грунтовкам эмали: ЭП-773 |
2 |
|
|
— при установке кислотных батарей аккумуляторов |
Сталь |
— |
— |
— |
По грунтовке эмаль: ХВ-785 или эмаль ХВ-785 с лаком ХВ-784 |
2 |
|
1 |
||||||
|
12. Поверхности пола, рам вагонов, тележек, подвагонного оборудования, автосцепного устройства, переходных площадок |
По грунтовке эмали: ПФ-115 Кронос, или ПФ-115СВ, или ПФ-1246, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или ЭП-1323 МЖТ, или Коррокс, или АКРЭМ-металл, или ВД-АК-1309ЖТ |
2 |
||||
|
13. Сигнальные отростки замков автосцепки, концевые краны, головки и подвески тормозных рукавов, стоп-краны, подвески и ручки отпускного клапана |
Сталь |
1 |
У1 |
VII |
Эмали: ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или Коррос |
1 |
|
14. Головки наливных труб и их кожухи |
Сталь |
1 |
У1 |
VII |
Эмали: ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или Коррос |
1 |
|
15. Наружные решетки тамбурных дверей, не подлежащих полировке и хромированию |
Сталь |
1 |
У1 |
VII |
Эмали: ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или Коррос |
2 |
|
16. Знаки и надписи на кузове, раме, тележках и других деталях |
Сталь |
1 |
У1 |
VII |
Эмали: ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или Коррос |
1 |
|
17. Подвагонный высоковольтный ящик изнутри |
4 |
У4 |
VII |
Электроизоляционная эмаль ГФ-92ХК или ГФ-93ХС |
1 |
|
|
18. На вагонах с электропневматическим тормозом и с пролетной магистралью ЭПТ головки и подвески тормозных рукавов |
Сталь |
1 |
У1 |
VII |
Электроизоляционная эмаль ГФ-92ХК или ГФ-93ХС |
1 |
|
19. Поручни входных дверей вагонов МС, СВ, фирменных <*****> |
Облицовка из полимерного материала |
1 |
У1 |
IV |
Лаки: ПФ-170, ПФ-157 |
1 |
|
20. Металлическая фурнитура, не подлежащая полировке |
— |
2 |
У1 |
IV |
Эмали: ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или Коррос |
2 |
|
21. Рундуки снаружи и внутри, трубы отопления, нижняя раскладка рундуков (плинтусы) |
2 |
У2 |
VI |
Эмали: ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или Коррос |
1 |
|
|
22. Поверхности раскладок, дверей и мебели |
Деревянные изделия по ГОСТ 3191 |
2 |
У2 |
IV |
Лаки: ПФ-231, ПФ-170, НЦ-218, «Балет» и «Интерьер» — водно-дисперсионные |
2 |
|
23. Деревянные оконные рамы |
Дуб и другие материалы по ГОСТ 3191 |
2 |
У2 |
IV |
Лаки: ПФ-170, ПФ-283 по мастике-порозаполнителю |
2 |
|
24. Листы под трубами |
Алюминий, сталь |
2 |
У2 |
— |
Лак ПФ-170 с добавлением алюминиевой пудры ПАП-1 или ПАП-2, или эмаль алкидная коричневого цвета |
2 |
|
25. Кипятильники |
2 |
У2 |
— |
Лак ПФ-170 + 15% ПАП-1 или ПАП-2, ПФ-115 белая + 15% ПАП-1 или ПАП-2 |
1 |
|
|
26. Детали вентиляционной системы, не подлежащие оцинковке |
Сталь |
2 |
У2 |
— |
Эмали: ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или Коррос |
1 |
|
27. Пол вагона (линолеум) |
2 |
У2 |
V |
Эмали: ПФ-115 Кронос, или ПФ-1250ВС, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или Коррос |
———————————
<*> Перед нанесением покрывных лакокрасочных материалов зашпатлеванная поверхность кузова и поверхность с сохранившимся лакокрасочным покрытием покрывается грунтовками.
<**> Третий слой водно-дисперсионных эмалей наносится с водно-дисперсионными лаками в соотношении 1:9.
<***> В числителе указано количество покрывных слоев по поверхностям, расчищенным до металла, в знаменателе — по старому покрытию.
<****> Внутренние поверхности стальных водяных баков, расширителей и воздухоподогревателей допускается окрашивать в три слоя эмалями ХС-710.
<*****> Поручни входных дверей остальных вагонов допускается окрашивать алкидной эмалью кремового цвета.
21.7.9.1. Нанести 1-й слой эмалей «Поликор-7», или «Темалак МЛ-90», или «Миралкид 90», или ПФ-188, или Пентакрил ЖД, или ПФ-К «Кронос», или «Коррокс», или АС-1280, или ПФ-1315.
21.7.9.2. Сушка всех материалов 24 часа при Т = 18 — 20 °C, а эмалей АС-1280 и ПФ-1315 — 6 часов при Т = 18 — 20 °C.
21.7.9.3. Нанести 2-й слой эмалей «Поликор-7», или «Темалак МЛ-90», или «Миралкид 90», или ПФ-188, или Пентакрил ЖД, или ПФ-К «Кронос», или «Коррокс», или АС-1280, или ПФ-1315.
21.7.9.4. Сушка всех материалов 24 ч при температуре от плюс 18 до плюс 20 °C, а эмалей АС-1280 и ПФ-1315 — 6 ч при температуре от плюс 18 до плюс 20 °C.
21.7.10. Нанесение покрывных слоев водно-дисперсионными акрилатными красками
21.7.10.1. Нанесение ВД-АК-1309 ЖТ и лака ВД-АК-1106:
— нанести 1-й слой эмали ВД-АК-1309 ЖТ;
— сушка 3 ч при температуре от плюс 18 до плюс 20 °C;
— нанести 2-й слой эмали ВД-АК-1309 ЖТ;
— сушка 24 ч при температуре от плюс 18 до плюс 20 °C;
— нанести слой смеси акрилуретанового лака ВД-АК-1106 с эмалью ВД-АК-1309 ЖТ в соотношении 8:2;
— сушка 24 ч при температуре от плюс 18 до плюс 20 °C.
21.7.10.2. Нанесение краски АКРЭМ-металл и акрилуретанового лака:
— нанести 1-й слой краски АКРЭМ-металл;
— сушка 1 ч при температуре от плюс 18 до плюс 20 °C;
— нанести 2-й слой краски АКРЭМ-металл;
— сушка 24 ч при температуре от плюс 18 до плюс 20 °C;
— нанести слой смеси акрилуретанового лака с краской АКРЭМ-металл в соотношении 8:2;
— сушка 24 ч при температуре от плюс 18 до плюс 20 °C.
21.7.10.3. Нанесение эмали Уретал:
— нанести 1-й слой эмали Уретал;
— сушка 4 ч при температуре от плюс 18 до плюс 20 °C;
— нанести 2-й слой эмали Уретал;
— сушка 24 ч при температуре от плюс 18 до плюс 20 °C.
21.7.11. Надписи на кузове вагона и декоративную полосу можно наносить через 15 — 18 ч после нанесения последнего слоя алкидных эмалей и через 2 — 3 ч после нанесения водно-дисперсионных красок.
21.8. Окрашивание отдельных узлов и деталей вагонов и внутреннего оборудования
21.8.1. Материалы, используемые для окрашивания оборудования, ходовых частей, рам, пола вагона, автосцепного устройства представлены в таблицах 10, 11, 12.
21.8.2. Концевые краны, головки и подвески тормозных рукавов и сигнальных отростков замка окрашивают кистью в один слой пентафталевыми эмалями красного цвета.
21.8.3. Нанесение знаков и надписей
21.8.3.1. Для нанесения знаков и надписей используют эмали белого цвета. При использовании метода шелкографии применяют цинковые белила.
21.8.3.2. Расположение знаков и надписей на вагоне, а также шифр букв, цифр и знаков должны соответствовать действующему альбому «Знаки и надписи на вагонах пассажирского парка железных дорог России» N 0082-05 ПКБ ЦЛ и отдельным указаниям ОАО «РЖД».
21.8.3.3. Нумерация пассажирских вагонов должна соответствовать «Инструкции о порядке перенумерации вагонов пассажирского парка» N 4224 ЦЛ/ЦВ от 23.08.1994; Альбому «Схемы размещения новых номеров на вагонах» N 446 ПКБ ЦВ; инструкции на проведение сварочных и малярных работ при перенумеровании вагонов N 454 ПКБ ЦВ, 1984 г.
21.8.4. Поверхности рам вагонов, тележек, подвагонного оборудования и автосцепного устройства окрашивают по грунтовке алкидными эмалями и водно-дисперсионными красками типа АКРЭМ-металл или грунтовками УНИКОР-ЖД и ВД-КЧ-1Ф, используемыми в качестве самостоятельного 2- или 3-слойного покрытия (грунтовки наносят по поверхности, очищенной от пыли и масложировых загрязнений). Допускается применение алкидных эмалей, указанных в таблице 12, в 2 слоя без грунтовки.
21.8.5. Поверхности аккумуляторных ящиков с внутренней стороны окрашивают по грунтовке эмалями ХВ-785 или ЭП-773 в 2 слоя.
21.8.6. Элементы потолков, коридоров, купе, служебных помещений, туалетных и тамбуров окрашивают алкидными эмалями (в соответствии с таблицей 12) или методом порошкового напыления эпоксидными и эпоксиэфирными порошковыми красками, а затем устанавливают на вагон.
21.8.7. Поверхности котельных отделений, оборудования внутри котельных окрашивают эмалями КО-8101 и КО-8104.
21.8.8. Наружные поверхности водяных баков (кроме баков из нержавеющей стали) окрашивают по грунтовке пентафталевыми эмалями (таблица 12).
21.8.9. Наружные поверхности деревянных раскладок, дверей и мебели лакируют водно-дисперсионными лаками «АКРЭМ», «Балет», «Интерьер», ВД-АК-1106 или пентафталевыми лаками ПФ-170 или ПФ-283, нитроцеллюлозным лаком НЦ-218, наносимыми в 3 слоя.
21.8.10. Поверхности рундуков снаружи и внутри, трубы отопления, нижнюю раскладку рундуков окрашивают в 2 слоя пентафталевыми эмалями.
21.8.11. Верхние плоскости багажных полок и нелицевую часть сидений окрашивают в один слой.
21.8.12. Раскладки в каждом помещении вагона должны быть одного цвета.
21.8.13. Стены, шкафы, полки в кухне и раздаточной вагонов-ресторанов должны быть окрашены в белый цвет алкидной эмалью. Шкафы в коридорах и тамбурах — под цвет стен.
21.8.14. Стены, потолки, панели, отделанные гибким пластиком, окрашивают алкидными эмалями соответствующего цвета в один слой при наличии ремонтных вставок, разносторонности, потертости. Допускается окрашивать жесткие диваны и полки.
Окрашивание мягкой и полумягкой мебели с полимерным покрытием не допускается. Допускается окрашивать нижние (невидимые) поверхности спальных полок.
21.8.15. Линолеум пола окрашивают в два слоя эмалью с предварительной промазкой стыков эпоксидной шпатлевкой ЭП-00-10.
21.8.16. Оконные рамы с потемневшим оксидированным слоем промывают и полируют, а при значительном потемнении допускается окрашивать эмалями КО-8101 или КО-8104 или покрывать лаком ПФ-170 с добавлением алюминиевой пудры ПАП-1 и ПАП-2.
21.8.17. Запрещается окрашивать резиновые уплотнения окон.
21.8.18. После окраски наружной поверхности металлического пола дренажные отверстия восстанавливают согласно конструкторской документации на вагон.
21.8.19. Номера кранов и вентилей системы отопления и водоснабжения после окрашивания вагона восстанавливают эмалью.
21.8.20. Разрешается применять импортные лакокрасочные материалы, соответствующие по качеству материалам отечественного производства по согласованию с ОАО «РЖД».
21.8.21. Поврежденные эмалированные покрытия на мойках, унитазах, облицовочных щитах кухонных плит общей площадью не более 10 см2 на 1 м2 поверхности допускается восстанавливать. Металлические поверхности очищают от ржавчины и обезжиривают, после чего наносят два слоя кремнийорганической эмали КО-8101 или КО-8104 с подбором цвета под общий тон поверхности.
21.8.22. Все материалы, применяемые для внутренней окраски, наносят на поверхность только после тщательной расчистки разрушившихся покрытий, обезжиривания, обеспыливания или промывки.
21.8.23. Окрашенный вагон должен находиться в помещении до полного высыхания последнего слоя.
21.8.24. Технические требования к процессу окраски вагонов, грунтовки, шпатлевки, лакокрасочные материалы для окрашивания вагонов, их составных частей и деталей, классы лакокрасочных покрытий и количество слоев указаны в таблицах 10, 11, 12.
21.10. Контроль качества окрашивания вагонов
21.10.1. Контроль за выполнением малярных работ при окраске вагонов производят пооперационно с начала подготовки поверхности к окрашиванию и до ее окончания.
21.10.2. Наряду с контролем операций технологического процесса должно проверяться качество лакокрасочных материалов в соответствии с нормативными документами и правильность приготовления рабочих составов.
21.10.3. Качество подготовки поверхности перед нанесением грунтовок контролируют в соответствии ГОСТ 9.402.
21.10.4. Металлическая поверхность перед нанесением грунтовочных материалов должна быть сухой и тщательно очищенной от ржавчины, старого лакокрасочного покрытия, окалины, масляно-жировых загрязнений и соответствовать степени очистки 1 или 2 по ГОСТ 9.402.
21.10.5. Шероховатость поверхности после абразивной очистки должна быть от 40 до 45 мкм.
21.10.6. Контроль шероховатости поверхности и толщины должны осуществлять с помощью контрольно-измерительных приборов.
21.10.7. В процессе приготовления лакокрасочного материала к нанесению должны контролировать однородность, вязкость и высыхание.
21.10.8. Грунтовка должна быть тщательно просушена, не давать отлипа. Поверхность должна быть матовой, без потеков, проколов, трещин, наплывов и непрокрашенных мест. Толщина слоя должна быть от 25 до 35 мкм.
21.10.9. Качество нанесенного мастичного покрытия контролируют визуально — должна быть монолитность покрытия; отсутствие пузырей и вздутий, непрокрасов, влаги под пленкой, проколов, наплывов и других дефектов.
Поверхность покрытия должна быть сплошной, без пропусков, трещин и отслаивания.
21.10.10. Слой полиэфирной шпатлевки должен быть полуматовым, хорошо просушен, не иметь просадок, рисок, закраин и наплывов. После высыхания шпатлевка не должна иметь трещин, вздутия. Нормально высушенный слой шпатлевки не должен прорезаться ногтем и при шлифовании наждачным полотном не должен забивать зерна шпатлевочной массой. Толщина одного слоя шпатлевки должна быть не более 500 мкм.
21.10.11. На шлифованной поверхности в местах нанесения полиэфирной шпатлевки не должно быть недошлифованных мест, глубоких рисок. Допускаются отдельные малозаметные следы зачистки, штрихи, риски, прошлифованные до металла места, которые должны быть прогрунтованы фосфатирующей грунтовкой и грунтовками в соответствии с п. 21.5.2 настоящего Руководства.
21.10.12. Нанесение покрывного слоя лакокрасочного материала производят на сухой зашлифованный, хорошо промытый и протертый от шлифовочной пыли предыдущий слой покрытия. Толщина покрывного слоя должна быть от 40 до 45 мкм.
21.10.13. Покрытие на наружной поверхности кузова вагона должно быть однородным, гладким и сплошным, без потеков, разнооттеночности, без трещин, проколов и сморщивания и соответствовать ГОСТ 9.032:
— боковые стены — IV классу;
— торцевые стены — V классу;
— средняя часть крыши — VII классу;
— свесы крыши — V классу.
21.10.14. Каждый слой лакокрасочного покрытия контролируют с помощью измерительных приборов типа «Константа».
21.11. Требования безопасности и охраны окружающей среды
21.11.1. При применении лакокрасочных материалов должны соблюдаться общие требования безопасности в соответствии с Санитарными правилами организации технологических процессов и гигиеническими требованиями к производственному оборудованию за N 1042-73, 1973 г., разд. II и IV, ГОСТ 12.3.005 (1-II-83), ГОСТ 12.1.005, Правилами техники безопасности и производственной санитарии для окрасочных цехов и участков предприятий железнодорожного транспорта 1989 г.
21.11.2. Все работы, связанные с окрашиванием методом пневматического распыления, должны проводиться в соответствии с ГОСТ 12.3.005 и Санитарными правилами для окрасочных работ с применением ручных распылителей N 991-72, 1972 г.
21.11.3. К работе по подготовке поверхности и окрасочным работам допускаются лица в возрасте не моложе 18 лет, годные по состоянию здоровья для проведения указанных работ, обученные правилам и приемам работ и прошедшие инструктаж по технике безопасности.
21.11.4. Все работы, связанные с подготовкой, применением и испытанием лакокрасочных материалов, должны проводиться в помещениях, снабженных местной и общей приточно-вытяжной вентиляцией по ГОСТ 12.4.121, обеспечивающей чистоту воздуха рабочей зоны производственных помещений, содержание вредных веществ в котором не должно превышать предельно допустимых концентраций (ПДК). Состояние воздуха рабочей зоны производственных помещений должно отвечать требованиям ГОСТ 12.1.005. Приточный воздух следует подавать в рабочую зону помещений со скоростью от 0,3 до 0,5 м/с. Рециркуляция запрещена.
21.11.5. ПДК летучих веществ от растворителей в воздухе рабочей зоны должна быть не более: ксилола — 50 мг/м3, бутилацетата — 200 мг/м3.
21.11.6. Абразивно-струйная (дробеструйная) очистка должна выполняться в специальной пылезащитной одежде (плотный комбинезон, шлем-маска, рукавицы), обеспечивающей защиту органов дыхания, глаз и кожи от пыли и разлетающихся частиц дроби.
21.11.7. Вентиляторы вытяжных систем могут быть изготовлены в обычном исполнении с выбросом воздуха за пределы помещения.
21.11.8. Все работающие с лакокрасочными материалами должны быть обеспечены спецодеждой, спецобувью, средствами защиты рук по ГОСТ 12.4.103 (при подготовке — комбинезон, фартук брезентовый, резиновые перчатки; при нанесении пневмораспылением — средствами защиты органов зрения — очками типа ЗП по ГОСТ Р 12.4.013, органов дыхания по ГОСТ 12.4.034), а также по другим стандартам на конкретные средства защиты. Руки следует защищать резиновыми перчатками, надетыми на хлопчатобумажные. Все работающие с лакокрасочными материалами должны регулярно проходить профессиональные медицинские осмотры в установленном порядке.
21.11.9. Для тушения пожара в случае загорания при производстве и работе с материалами необходимо применять огнетушители пенные или углекислотные или другие средства пожаротушения по ГОСТ 12.3.002 и ГОСТ 12.4.009 (песок, кошма, пена химическая и воздухомеханическая).
21.11.10. Применение всех лакокрасочных материалов должно быть согласовано с органами здравоохранения.
21.11.11. На всех рабочих местах должно быть соответствующее освещение, выполненное на базе галогеновых ламп и обеспечивающее необходимую освещенность всей поверхности окрашиваемого вагона (не менее 75 Вт/м2).
21.11.12. При проведении окрасочных работ должны осуществляться мероприятия по улавливанию и обезвреживанию выбросов пыли, окрасочного аэрозоля и паров летучих растворителей, образующихся при дробеструйной очистке, обдувке и пневматическом распылении окрасочных материалов. В виде аэрозоля может теряться до 30% краски и до 25% растворителя, а средняя концентрация аэрозоля в рабочей зоне достигает 1 г/м3, паров растворителя — 10 г/м3.
21.11.13. Для улавливания вредных выбросов окрасочный участок должен быть оборудован эффективной системой приточно-вытяжной вентиляции, обеспечивающей очистку подаваемого воздуха, необходимый воздухообмен и режим движения воздуха в рабочих помещениях, отсос и улавливание образующихся пыли, окрасочных аэрозолей в рассредоточенном выбросе отводимого в атмосферу воздуха.
Примечания:
1) Очистка выбрасываемого воздуха от паров растворителей обычно не требуется. При большом объеме окрасочных работ по особому требованию для обезвреживания таких выбросов может быть предусмотрена установка микробиологического разложения летучих веществ «Биофильтр» или адсорбер с активированным углем;
2) Отсос загрязненного с окрасочным аэрозолем воздуха должен осуществляться через подпольные каналы или короба, перекрытые улавливающими фильтрующими матами или панельными фильтрами из полимерного волокна.
21.11.14. Выброс вентиляционного воздуха в атмосферу должен осуществляться через трубу с дефлектором на высоту не менее 5 м над коньком крыши здания, т.е. выше зоны завихрения ветровых потоков.
21.11.15. В краскоприготовительном отделении должна иметься приточно-вытяжная вентиляция, обеспечивающая 10 — 15-кратный воздухообмен.
21.11.16. В малярном цехе должны быть предусмотрены устройства для сбора, хранения, вывоза или обезвреживания отходов окрасочного производства, а также колодцы-отстойники для улавливания осадка из стоков от мойки полов.
22. Испытания и приемка вагонов после ремонта
22.1. Общие положения
22.1.1. Каждый вагон должен пройти приемо-сдаточные испытания, при которых проверяют в работе систему электрооборудования, автоматики, ходовые части, тормозное и автосцепное оборудование, вентиляцию, холодильную установку, холодное и горячее водоснабжение, водяное и комбинированное отопление, кухонные плиты на жидком и твердом топливе и др.
22.1.2. Приемку вагонов и оформление послеремонтной документации после их ремонта выполняют в соответствии с требованиями настоящего Руководства, Основных условий ремонта и модернизации подвижного состава, узлов и агрегатов на ремонтных заводах МПС и Положения о заводских инспекциях Главного пассажирского управления на заводах МПС.
22.1.3. До приемо-сдаточных испытаний вагона сборочные единицы, оборудование, детали и приборы вагона испытывают, регулируют и принимают после ремонта в соответствующих цехах вагоноремонтного завода.
Проверяют соответствие применяемых при ремонте материалов и конструкций документу Ведомственные нормы пожарной безопасности. Вагоны пассажирские. Требования пожарной безопасности ВНПБ-03.
22.1.4. Сеть водоснабжения при выпуске вагонов из ремонта должна быть заполнена водой. У вагонов, отправляемых из ремонта без проводников с первого сентября по первое июня, воду из сети водоснабжения и отопления полностью сливают.
22.1.5. Испытывают отремонтированные вагоны с применением необходимых стендов, измерительного инструмента и приспособлений.
22.1.6. Покрытие на наружной поверхности кузова вагона должно быть однородным, гладким и сплошным, без потеков, разнооттеночности, без трещин, проколов и сморщивания и соответствовать ГОСТ 9.032:
— боковые стены — IV классу;
— торцевые стены — V классу;
— средняя часть крыши — VII классу;
— свесы крыши — V классу.
22.2. Тележки
22.2.1. Все проверочно-регулировочные работы на тележках производят под тарой вагона на выверенном участке железнодорожного пути, состояние которого должно проверяться через каждые 6 мес. Выверенным участком железнодорожного пути считают путь длиной не менее 30 м колеи (1520 +/- 2) мм, на котором допускается превышение одной рельсовой нитки по отношению к другой не более 1 мм и уклон не более 4 мм на длине указанного пути.
22.2.2. Зазоры между выступающими частями рамы и тележек вагона должны быть не менее 75 мм по концам тележки и не менее 50 мм в середине. На вагонах постройки Германии с прямыми балками тележек зазоры по концам и в середине должны быть не менее 50 мм.
22.2.3. Зазор между надрессорной балкой и рамой тележки или планкой на раме тележек КВЗ-5, КВЗ-ЦНИИ должен быть не менее 20 мм и не более 90 мм под тарой вагона, зазор между накладкой продольной балки рамы и опорным листом надрессорного бруса тележек ТВЗ-ЦНИИ-М должен быть не менее 25 мм и не более 100 мм под тарой вагона.
22.2.4. Зазор между рамой тележки и потолком буксы должен быть у тележек КВЗ-5, КВЗ-ЦНИИ тип I, ТВЗ-ЦНИИ-М не менее 64 мм под тарой вагона, у тележки КВЗ-ЦНИИ тип II не менее 56 мм под тарой вагона.
22.2.5. Зазор между рамой тележек КВЗ-5 и КВЗ-ЦНИИ и корпусом буксы должен быть не менее 43 мм.
22.2.6. Разница высот надбуксовых пружин одной буксы допускается не более 3 мм для тележек КВЗ-5 и КВЗ-ЦНИИ.
22.2.7. Зазор между крылом буксы и опорным кольцом под пружины для тележек всех типов должен быть не менее 5 мм в соответствии с рисунком 15.
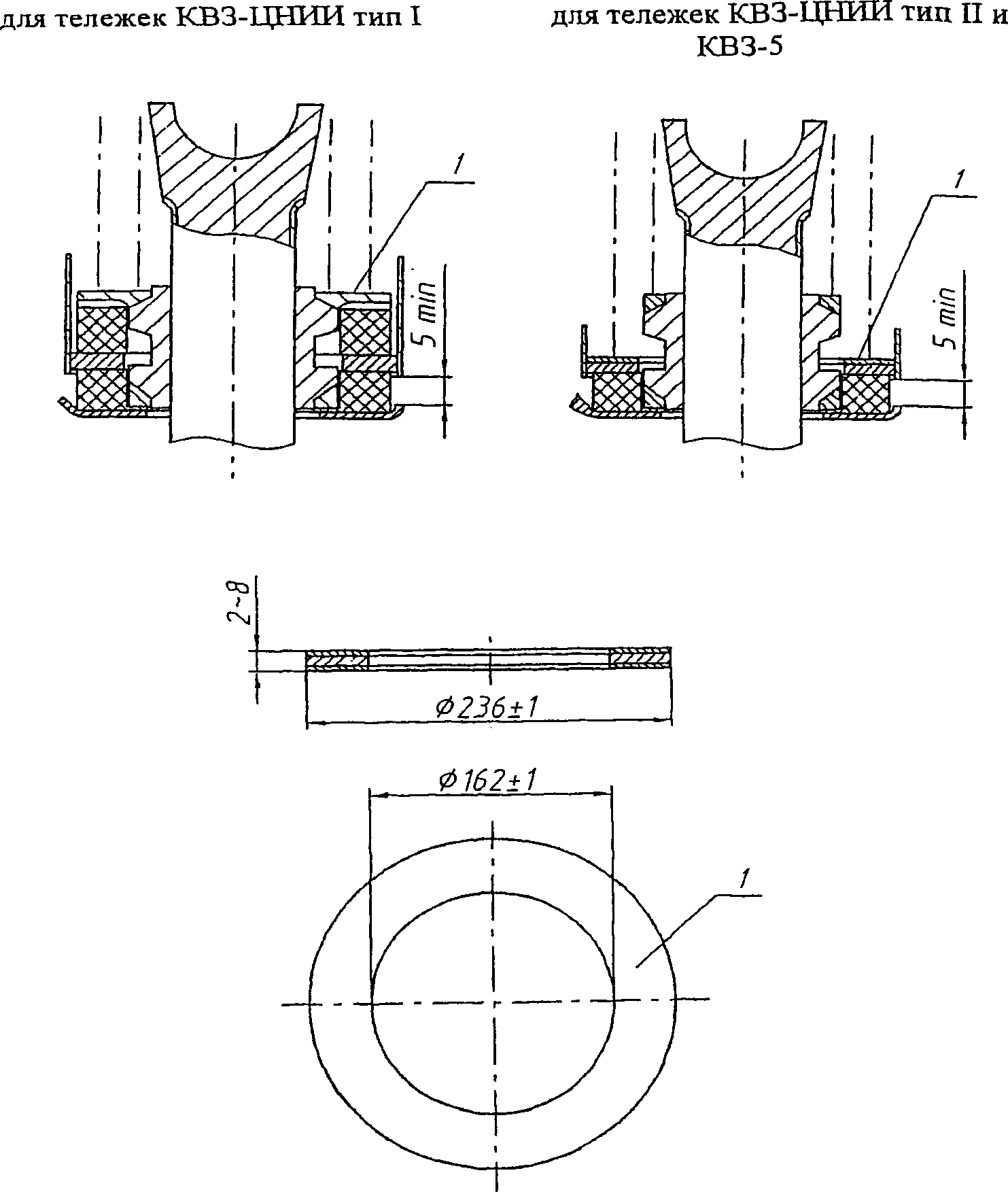
1 — регулировочная прокладка
Рисунок 15. Место установки регулировочной прокладки
22.2.8. Разность высот концов рамы тележки от головки рельса поперек вагона не должна быть более 10 мм и вдоль вагона 15 мм.
22.2.9. В собранных тележках КВЗ-ЦНИИ типов I и II после подкатки под вагон проверяют и регулируют зазор между подпятником тележки и пятником вагона «а» на рисунке 16. Этот зазор должен быть в пределах  .
.
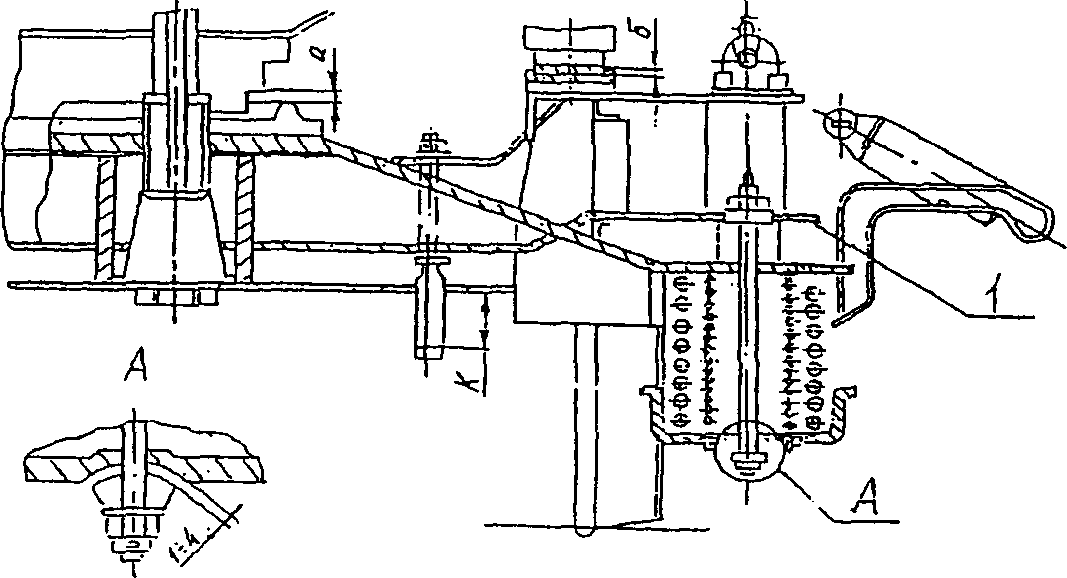
1 — регулировочная прокладка;
а = ; б — не менее 18 мм;
К = 65+10 мм — тележка типа КВЗ-5
Рисунок 16. Проверка контролируемых размеров тележек
Регулируют этот зазор регулировочными прокладками, укладываемыми под съемные скользуны тележки, при этом скользуны должны быть опущены в коробке не менее чем на 18 мм, «б» в соответствии с рисунком 16. После проверки высоты автосцепок на вагоне проверяют правильность установки предохранительных стержней. При установке предохранительных стержней необходимо следить за тем, чтобы после шплинтования гаек остался зазор от 1 до 4 мм между набором опорных шайб и сферой поддона. Для этого следует завинтить гайки предохранительных стержней до соприкосновения (без напряжения) опорных шайб с дном поддона, затем отпустить эти гайки на пол-оборота и зашплинтовать.
Проверяют правильность установки продольных поводков под тарой вагона. Правильная установка поводков должна обеспечивать расчетное затягивание резиновых пакетов при одновременном соблюдении симметричного, по отношению к раме тележки, расположения надрессорной балки и гидравлических гасителей колебаний.
Контролируют положение надрессорной балки и установку гидрогасителей на тележках КВЗ-ЦНИИ и одновременно регулируют поводки.
При регулировании положения надрессорной балки необходимо, чтобы зазор «в» рисунка 17 был не менее 5 мм, а суммарный — не более 20 мм. Суммарный зазор двух «а» должен быть в пределах (85 +/- 5) мм при зазоре «а» не менее 35 мм. Зазоры могут регулироваться путем подбора по толщине накладок, привариваемых на продольных балках рамы тележки и на скользунах поперечных балок.
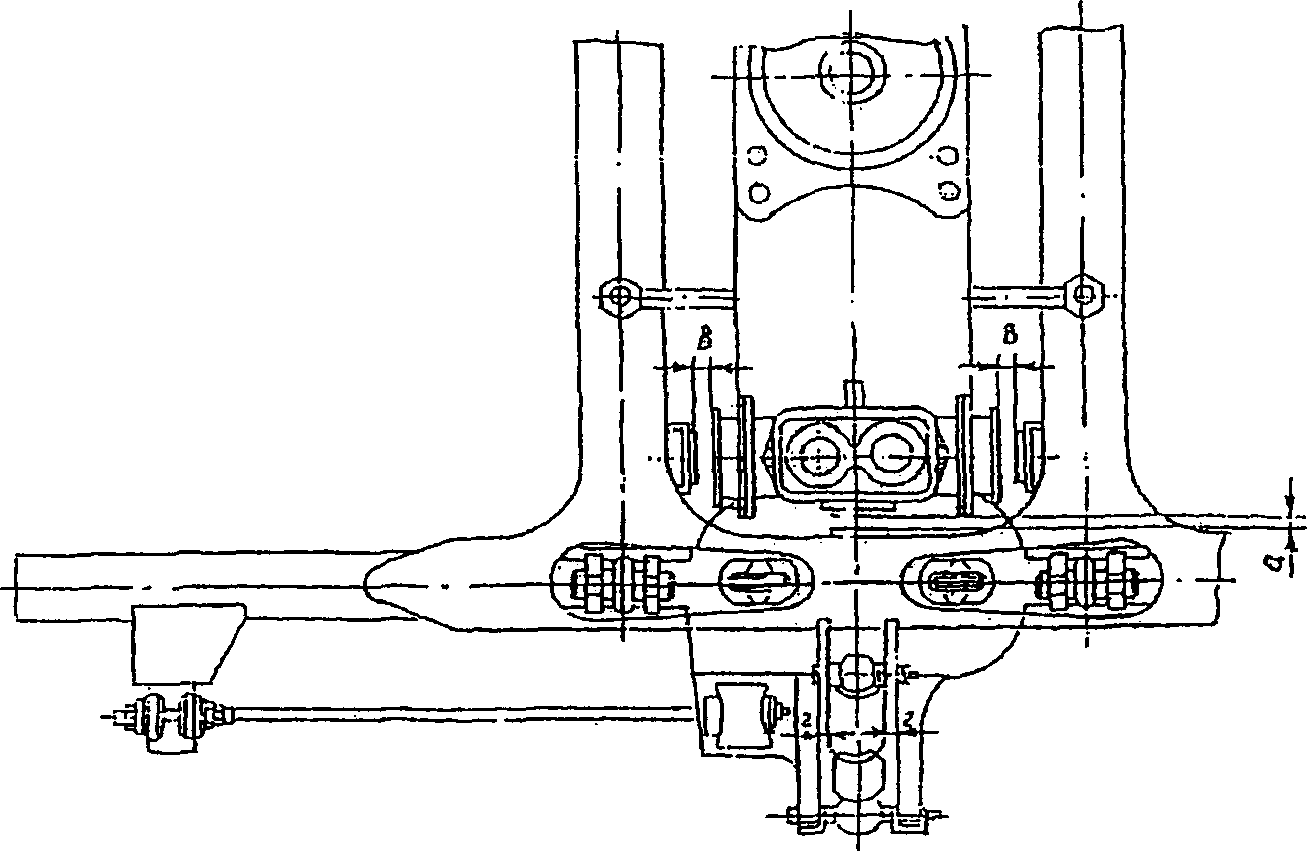
в >= 5 мм, суммарный 2-х в <= 25 мм; г >= 7 мм;
а >= 35 мм, суммарный 2-х а = 85 +/- 5 мм
Рисунок 17. Проверка положения надрессорной балки
и гидравлических гасителей тележки КВЗ-ЦНИИ типа I и II
На установленных гидрогасителях необходимо отрегулировать, с учетом требований п. 5.12.18 настоящего Руководства, боковые зазоры «г», в соответствии с рисунком 17, которые должны быть не менее 7 мм.
22.2.10. При регулировании положения предохранительных скоб надрессорной балки под тарой у тележек КВЗ-5 необходимо оставить зазор «к» в соответствии с рисунком 16. У тележек КВЗ-ЦНИИ предохранительные скобы демонтируют согласно требованиям раздела 5 настоящего Руководства.
Результаты проверки правильности сборки и постановки под кузов вагона тележек должны заносить во внутризаводской паспорт ремонта за подписью мастера, производившего проверку.
22.3. Тормозное оборудование
22.3.1. Испытание и приемку тормозного оборудования производят в соответствии с требованиями Инструкции по ремонту тормозного оборудования вагонов N ЦВ-ЦЛ-945.
22.4. Автосцепное устройство и буферные комплекты
22.4.1. Автосцепное устройство
22.4.1.1. Монтажные размеры автосцепного устройства вагонов должны соответствовать ГОСТ 3475.
Расстояние от продольной оси автосцепки до головок рельсов у вагонов на тележках КВЗ-ЦНИИ и КВЗ-5 должно быть не более 1080 мм и не менее 1030 мм. В случаях несоответствия высоты оси автосцепки от головок рельсов установленным размерам, при необходимости, выполняют следующие регулировочные работы для вагонов:
— на тележках КВЗ-ЦНИИ тип I и КВЗ-5 ставят не более двух прокладок общей толщиной не более 20 мм, под все опорные подшипники люлечных подвесок одной стороны тележки; при установке регулировочных прокладок под опорные подшипники подвесок необходимо ставить регулировочные прокладки поз. 1 в соответствии с рисунком 18, под головку предохранительного стержня той же толщины;
— на тележках КВЗ-ЦНИИ тип I ставят прокладки под пружинные комплекты центрального подвешивания толщиной не более 15 мм, а на тележках ТВЗ-ЦНИИ-М толщиной от 4 до 30 мм;
— на тележках КВЗ-5, КВЗ-ЦНИИ тип I и II и ТВЗ-ЦНИИ-М устанавливают прокладки под буксовые пружины в соответствии с рисунком 15 общей толщиной не более 8 мм;
— на тележках КВЗ-ЦНИИ тип II, ТВЗ-ЦНИИ-М устанавливают валики и опорные шайбы центрального подвешивания в одно из трех положений в соответствии с рисунком 18. Причем с одной стороны тележки все валики и опорные шайбы должны быть установлены в одном из указанных положений.
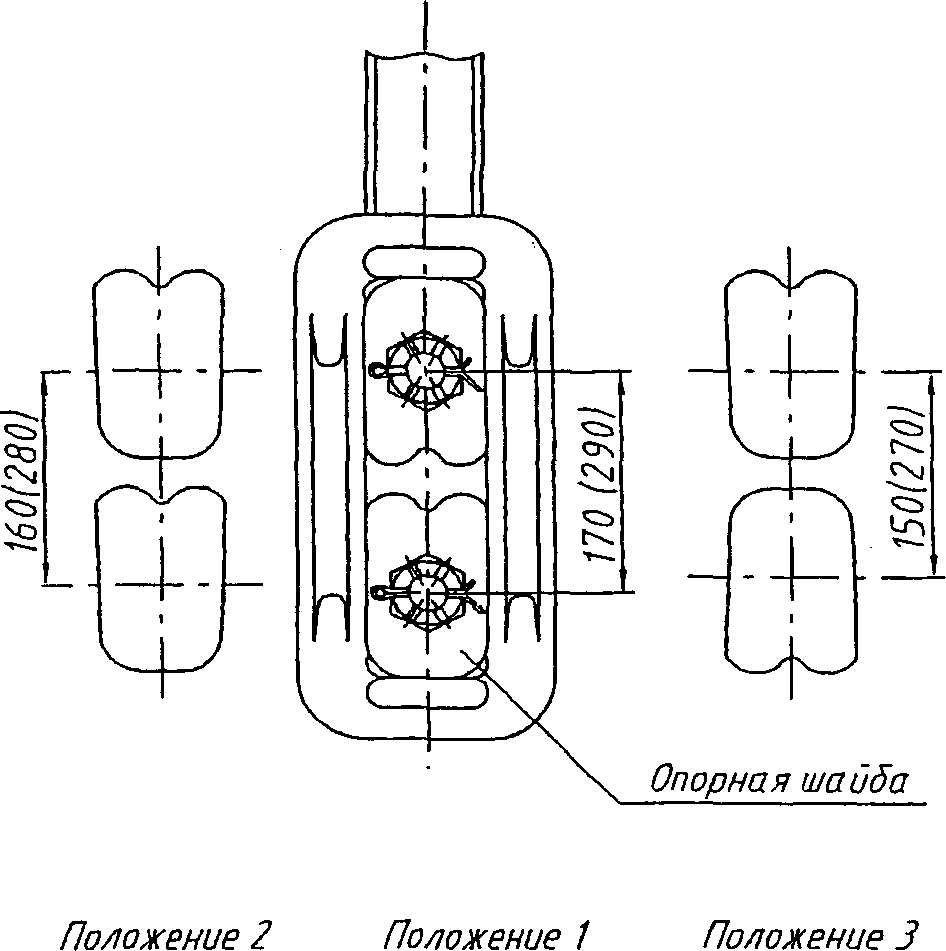
Размеры указаны для справок
В скобках — для тележек КВЗ-ЦНИИ-М
Рисунок 18. Положения валиков и опорных шайб центрального
подвешивания при регулировке высоты автосцепки
вагонов на тележках КВЗ-ЦНИИ тип II и ТВЗ-ЦНИИ-М
Регулировочные прокладки под пружинами буксового и центрального подвешивания с одной стороны тележки должны быть одинаковой толщины.
Устанавливать составные прокладки не допускается.
Разность между высотами автосцепок от головок рельсов по концам вагона не должна быть более 15 мм, провисание автосцепки не более 10 мм, отклонение от горизонтали вверх не более 3 мм в соответствии с Инструкцией по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог ЦВ-ВНИИЖТ-494, 1997 г.
22.4.1.2. Порядок проверки монтажных размеров автосцепного устройства вагонов производить в соответствии с главой 2 Инструкции ЦВ-ВНИИЖТ-494.
22.4.2. Буферные комплекты
22.4.2.1. Расстояние между концевой балкой и наружной плоскостью тарели должно быть:
— у вагонов с тяжелыми литыми буферами первых выпусков (с клиновым и чековым креплением) и у вагонов постройки КВЗ 1978 г. и последующих лет, а также у вагонов с буферами облегченного типа (605 +/- 10) мм;
— у вагонов с тяжелыми буферами со съемной тарелью постройки Германии 1978 г. и последующих лет, а также у купейных вагонов международного сообщения (607 +/- 10) мм;
— у вагонов (18- и 30-местных) габарита РИЦ (650 +/- 5) мм;
— у купейных вагонов первого выпуска с овальными буферными тарелями (595 +/- 10) мм.
22.4.2.2. Разность высоты центров буферов от головок рельсов на одной концевой балке не должна быть более 10 мм, а с противоположных концов вагона — не более 15 мм с одной стороны и не более 25 мм по диагонали.
22.5. Двери и окна
22.5.1. Проверяют плотность закрывания дверей (допускаемые зазоры в разделе 12.1 настоящего Руководства).
22.5.2. Окна проверяют на плотность закрытия.
22.5.3. Дверные и оконные замки проверяют на исправность действия.
22.6. Внутреннее оборудование
22.6.1. Проверяют наличие и крепление фурнитуры, размещение внутреннего оборудования; качество полирования, хромирования или другого вида покрытия в соответствии с конструкторской документацией на вагон и требованиям раздела 11 настоящего Руководства.
22.6.2. Внутреннее оборудование, не подлежащее окраске согласно установленным требованиям, окрашивать не допускается.
22.7. Водоснабжение и кипятильники
22.7.1. Водопроводную сеть после сборки на вагоне испытывают наливом воды, затем подвергают дезинфекции согласно п. 13.3.21 настоящего Руководства. Сдачу и прием системы водоснабжения выполняют в рабочем состоянии. Все соединения системы водоснабжения должны быть герметичны, течь не допускается.
22.7.2. Насосные агрегаты сети горячего водоснабжения испытывают на вагоне в рабочем состоянии.
22.7.3. Осмотр, испытание и прием титана (кипятильника) в рабочем состоянии на вагоне с целью проверки его работоспособности.
22.7.4. Проверяют исправность системы перекачивания кипяченой воды в бак охладителя питьевой воды.
22.8. Вентиляция
22.8.1. Вентиляционный агрегат, воздухораспределительные устройства по купе и отделениям вагона и другие элементы вентиляционной системы должны соответствовать конструкторской документации завода-изготовителя и настоящего Руководства.
22.8.2. Установленный на вагоне агрегат проверяют на правильность сборки и соединения его с воздуховодом.
22.8.3. Систему вентиляции контролируют в ручном режиме управления на всех ступенях работы вентиляционного агрегата и в автоматическом режиме путем имитации срабатывания термоконтакторов, также для всех ступеней работы.
22.8.4. Работу вентиляционного агрегата на вагоне проверяют при номинальном напряжении электродвигателя на всех ступенях работы по потребляемому току, установленному заводами — изготовителями вагонов и указанному в конструкторской документации. Ток и напряжение контролируют по электроизмерительным приборам, установленным на пульте вагона. При необходимости регулируют частоту вращения электродвигателя соответствующими резисторами (реостатами).
22.9. Отопление
22.9.1. Сдачу и приемку отопления вагонов производят в рабочем состоянии, на различных режимах, с проверкой прогрева всех труб, отопительных приборов и обогревателей наливных труб.
22.10. Систему жидкостного отопления и кухонные плиты вагонов-ресторанов проверяют совместно с горячим водоснабжением кухни
22.10.1. После ремонта систему жидкостного отопления регулируют, испытывают и проверяют на плотность дизельным топливом на рабочих режимах. Неплотности не допускаются.
22.10.2. При испытании и регулировании отремонтированной и собранной горелки осуществляют ее пуск. Работу горелки проверяют на всех режимах регулирования подачи воздуха и топлива согласно требованиям, предусмотренным действующей документацией.
22.10.3. После окончания испытания и приемки вагона дизельное топливо из системы жидкостного отопления полностью сливают, за исключением расходного бака, в котором оставляют не менее 10 л топлива. Крышку наливной воронки и спускную пробку подвагонного топливного бака пломбируют.
Все штоки вентилей запорной арматуры смазывают универсальной смазкой УС ГОСТ 1033. Хромированные металлические части горелки снаружи смазывают техническим вазелином.
22.10.4. Кухонные плиты проверяют в рабочем состоянии. Не допускается задымленность кухни при устойчивом горении топлива. Бойлеры, водонагреватели, вмонтированные в плиту и ТЭНы бака горячей воды, проверяют путем нагрева воды в течение 3 ч до температуры плюс 70 °C, контролируемой по дистанционному термометру, предусмотренному конструкцией вагона.
22.10.5. Регуляторы и заслонки в дымоходах, водонагревателе, духовках кухонной плиты должны свободно без заеданий устанавливаться в каждое режимное положение.
22.11. Электрическое и холодильное оборудование
22.11.1. Приемка вагонов должна производиться по результатам испытания электрического и холодильного оборудования в подразделениях завода на ремонтных позициях и на вагоне в сборе.
22.11.2. Испытания электрического и холодильного оборудования выполняют по программам с методиками, разработанными на основе действующей нормативно-технической документации и утвержденными руководителями предприятий, или согласно требованиям действующих нормативных документов и технической документации.
22.11.3. Испытания систем электроснабжения вагона выполняют согласно Руководству по капитальному ремонту. Электрическое оборудование пассажирских вагонов N 030 ПКБ ЦЛ-03РК.
22.11.4. Потребители электроэнергии индивидуальных систем электроснабжения и их цепи могут испытываться при работе от вагонного генератора или от стационарного источника на соответствие выходных параметров, оговоренных в эксплуатационных и ремонтных документах.
22.11.5. Потребители электроэнергии и их цепи вагонов с централизованным электроснабжением испытываются от внешней промышленной сети с напряжением 380/220 В и частотой 50 Гц.
22.11.6. Электрические цепи и оборудование высокого напряжения проверяют на функционирование в ручном и автоматическом режимах работы, имитируемых замыканием и размыканием ртутных термоконтакторов и других устройств автоматического регулирования температуры воздуха внутри вагона, а также защитных аппаратов.
22.11.7. Нагревательные элементы электрических печей и калориферов проверяют по величине омического сопротивления. Для вагонов с комбинированным отоплением величина активного сопротивления двух параллельных цепей из шести нагревательных элементов должна быть в пределах (354 +/- 6) Ом и четырех параллельных цепей из шести нагревательных элементов (177 +/- 3) Ом.
22.11.8. Испытания электрической прочности изоляции цепей высокого напряжения производят на соответствие установленных параметров в Руководстве N 030 ПКБ ЦЛ-03 РК.
22.11.9. В холодильных установках вагонных кондиционеров должны испытывать по методике заводов-изготовителей или действующих нормативных документов, технической документации и инструкций:
— функционирование электрических аппаратов системы автоматического регулирования холодопроизводительности путем имитации срабатывания термоконтакторов и в ручном режиме;
— соответствие разности перегрева на всасывающем трубопроводе, в зоне расположения терморегулирующего вентиля и температуры испарения на стороне низкого давления, измеряемого вагонным манометром по шкале температуры, которая должна быть от плюс 5 до плюс 10 °C;
— определения достаточности давления масла в компрессоре;
— определение установок защитных аппаратов (реле низкого и высокого давления).
22.11.10. Холодильные агрегаты вагонов-ресторанов испытывают на холодопроизводительность по температуре в холодильных шкафах, указанной в эксплуатационных документах, определяемой термометром.
22.11.11. При удовлетворительных результатах испытаний всего оборудования вагонов проверяют — комплектность; соответствие проектам выполненных модернизированных работ; функционирование всех составных частей электрооборудования; качество производства монтажных работ в доступных для осмотра местах, выборочным опробованием крепления контактных соединений; монтаж аккумуляторных батарей, крепление контактных соединений, плотности электролита выборочной проверкой, а также сопротивления изоляции; достаточность хладагента в холодильных установках; пломбирование аппаратов; соответствие результатов испытания занесенных в формуляр.
22.11.12. В случае неудовлетворительных результатов, полученных при испытаниях электрического и холодильного оборудования, а также во время приемки вагонов должно быть произведено устранение отказов или неисправностей в оборудовании с производством его повторных испытаний.
22.11.13. Выходные параметры систем электроснабжения потребителей электроэнергии, а также результаты испытания холодильного оборудования должны быть занесены в формуляр паспорта в установленном порядке.
22.12. Привод вагонного генератора
22.12.1. Качество ремонта и стабильность работы узлов привода генератора проверяют на стендах в соответствии с требованиями действующей технической документации (Руководством по ремонту редукторно-карданных приводов вагонных генераторов пассажирских ЦМВ N 038 ПКБ ЦЛ/ПКТБв-04РД) в ремонтном отделении до постановки на вагон.
22.12.2. При внешнем осмотре редуктора от средней части оси контролируют:
— уровень смазки в редукторе и отсутствие течи смазки из корпуса редуктора;
— надежность крепления редуктора, карданного вала, предохранительного устройства, опоры момента;
— наличие контрольных полос на редукторе и карданном валу;
— наличие графитовой смазки на металлических поверхностях опоры и резиновых вкладышей.
При внешнем осмотре редуктора от торца оси контролируют:
— уровень смазки в редукторе и отсутствие течи из корпуса;
— надежность крепления редуктора, карданного вала, предохранительных устройств;
— монтаж промежуточной части;
— угол наклона приводного вала, редуктора и генератора;
— параллельность фланцев редуктора и генератора; наличие обвязки корончатых гаек стальной проволокой;
— наличие контрольных полос на карданном валу;
— наличие бирки 4РП на редукторах, смонтированных на колесной паре РУ-1.
При внешнем осмотре текстропно-редукторно-карданного привода и привода текстропно-карданного контролируют:
— уровень смазки в редукторе и отсутствие течи смазки из корпуса;
— надежность крепления шкивов, предохранительных устройств;
— натяжение клиновых ремней;
— положение зубчатой гайки;
— наличие контрольной полосы и совпадение меток вилок и карданных шарниров;
— соосность шкивов.
22.12.3. При внешнем осмотре плоскоременного и клиноременного привода контролируют:
— правильность постановки, надежность осевого и машинного шкивов и их соосность;
— техническое состояние приводных ремней.
22.12.4. Приемку привода генератора в сборе выполняют в следующей последовательности, проверяют комплектность и техническое состояние.
22.12.4.1. Проверку комплектности и работоспособность привода генератора на вагоне производят при испытаниях систем электроснабжения по п. 22.11.3. При этом проверяют наличие на вагоне всех узлов и деталей, предусмотренных его конструкцией и модернизационными работами, соответствие их типов, выполнение требований, указанных в чертежах. Техническое состояние привода и результаты испытания отмечают в формуляре на вагон.
22.13. Каждый вагон при выходе из ремонта должен иметь:
— рамки или стекла для описи инвентарного имущества;
— правила внутреннего распорядка для пассажиров и расписание поезда;
— принципиальные схемы электрооборудования, отопления и водоснабжения, памятку о пожарной безопасности, которые размещают на стенах под стеклом в соответствующих местах вагона;
— стремянки.
22.13.1. Вагоны-рестораны с плитой кухни на жидком топливе должны быть укомплектованы исправным фитилем зажигания горелки, хранящимся в чехле, бачком для тушения фитиля, державкой фитиля, тремя ключами для вентилей (кранов) топливной арматуры, комплектом колосников (12 шт.) и дверцей зольника.
23. Послеремонтная гарантия
23.1. Вагоноремонтные заводы, производящие пассажирским вагонам капитальный ремонт (КР-1), обязаны выдавать из ремонта вагоны исправными и гарантировать соответствие их качества требованиям настоящего Руководства.
23.2. Послеремонтный гарантийный срок эксплуатации на основные сборочные единицы и детали пассажирских вагонов устанавливает настоящее Руководство, кроме случаев повреждения их вследствие нарушений требований правил эксплуатации и технического обслуживания вагонов в соответствии с таблицей 13.
Таблица 13
|
Наименование составных частей вагонов |
Послеремонтный гарантийный срок эксплуатации, года (с момента выпуска вагона из ремонта КР-1) |
|
1. Лакокрасочное покрытие |
|
|
1.1. Внутренние металлические покрытия кузова, вскрываемые при КР-1 |
5 |
|
1.2. Наружная окраска стен и крыши вагона |
3/5 <*> |
|
1.3. Рама вагона и металлический пол снизу |
до ДР |
|
1.4. Подвагонное оборудование снаружи |
до ДР |
|
1.5. Внутренние поверхности вагона и оборудования |
до ДР |
|
2. Рама тележки, надрессорные и подрессорные балки |
до ДР |
|
3. Пятники и подпятники |
до ДР |
|
4. Шпинтоны |
до ДР |
|
5. Центральное и буксовое подвешивание |
до ДР |
|
6. Амортизаторы |
|
|
6.1. Гидравлические |
до ТО-3 |
|
6.2. Фрикционные |
до ДР |
|
7. Рессоры и пружины |
до ДР |
|
8. Колесные пары |
|
|
8.1. Качество прессового соединения колес и исправность подступичной части |
В соответствии с Приказом МПС N 2 ЦЗ от 06.01.1971 |
|
8.2. Корпус буксы и подшипников качения |
До полной ревизии букс |
|
9. Автосцепное устройство |
до ДР |
|
10. Тормозное оборудование |
до ДР |
|
11. Тормозная рычажная передача |
до ДР |
|
12. Тормозной воздухопровод |
до ДР |
|
13. Котел, водяные баки, трубы отопления и водоснабжения |
5 |
|
14. Расширители, расширители-воздухоподогреватели, калориферы |
до ДР |
|
15. Жидкостное отопление кухонных плит |
1 |
|
16. Кухонная плита |
1 |
|
17. Кипятильник, насосы, приборы контроля уровня воды и температуры |
1 |
|
18. Противопожарные разделки |
5 |
|
19. Мебель, оконные рамы (опускной пакет), облицовка стен и перегородок, механизм подъема окна |
1 |
|
20. Переходные площадки, резиновые баллоны переходных площадок, буферные устройства |
1 |
|
21. Материалы, полуфабрикаты и комплектующее оборудование |
по техническим условиям |
|
22. Теплоизоляционные материалы |
до конца срока службы |
|
23. Электрооборудование |
По гарантийным обязательствам завода-изготовителя |
|
23.1. Аппараты регулирования и защиты по напряжению систем электроснабжения вагона |
6 месяцев |
|
23.2. Коммутационные защитные токовые аппараты с механическим приводом |
до ДР |
|
То же, без механического привода |
6 месяцев |
|
23.3. Электрические машины и машинные преобразователи |
1 |
|
23.4. Статические полупроводниковые преобразователи |
до ДР |
|
23.5. Электромонтаж пульта управления |
до ДР |
|
23.6. Электромонтажные работы по прокладке трубопроводов с электропроводкой на открытых участках между клеммными соединениями |
до ДР |
|
23.7. Электропроводка открытая |
1 |
|
23.8. Аккумуляторные батареи |
|
|
23.8.1. Внутренние лакокрасочные покрытия аккумуляторных ящиков |
1 |
|
23.8.2. Чехлы, футляры, деревянные детали, выкатные тележки |
1 |
|
24. Холодильные установки |
|
|
24.1. Компрессоры установок кондиционирования воздуха |
1 |
|
24.2. Испарители, трубопроводы |
5 |
|
24.3. Терморегулирующие вентили, аппаратура |
1 |
|
24.4. Холодильные агрегаты вагонов-ресторанов |
до ДР |
|
24.5. Воздухоохладители |
до ДР |
|
24.6. Сальниковые уплотнения |
1 |
|
25. Привод генератора всех типов |
|
|
25.1. Узлы редукторов всех типов |
до ДР |
|
25.2. Крепление узлов редукторно-карданных приводов всех типов. Наличие соответствующих зазоров в зацеплении шестерен |
6 месяцев |
|
25.3. Наличие и состояние смазки редукторно-карданных приводов всех типов |
6 месяцев |
|
26. Запорный клапан конструкции «ИВП-ЭД» |
до ДР |
|
<*> Числитель — при окрашивании на основе алкидных материалов; знаменатель — при окрашивании материалами на акрилуретановой основе. |
23.3. Заводы обязаны гарантировать качество подготовки поверхности перед ремонтным окрашиванием для обеспечения гарантированного срока окрасочных работ в соответствии с Типовым технологическим процессом окрашивания пассажирских вагонов со сроком службы покрытия в эксплуатации не менее 3-х лет ТП-ЦЛПВ-33/3 и с Типовым технологическим процессом окрашивания пассажирских вагонов с использованием лакокрасочных материалов повышенной долговечности ТП-ЦЛПВ-33/4.
23.4. Техническое состояние составных частей, деталей и комплектующих изделий, установленных на пассажирские вагоны вновь, взамен вышедших из строя, должно гарантировать исправную работу в течение гарантийных сроков, установленных стандартами и техническими условиями на эти изделия.
Если в технических условиях на детали, сборочные единицы и комплектующие изделия отсутствуют гарантийные сроки, то они исчисляются со дня подписания акта о приемке вагона из ремонта до очередного планового ремонта.
23.5. На детали и узлы вагонов, не выдержавших гарантийного срока эксплуатации, составляют акты-рекламации формы ВУ-41. Порядок заполнения акта-рекламации формы ВУ-41 изложен в разделе III Указания о порядке оформления рекламационных документов на продукцию, поставляемую предприятиям вагонного хозяйства НВ-405.
23.6. Порядок проверки монтажных размеров автосцепного устройства вагонов производят в соответствии с главой 2 Инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог ЦВ-ВНИИЖТ-494.
24. Ссылочные нормативные документы
|
Обозначение документов |
Наименование документов |
Номер пункта, раздела |
|
ГОСТ 2.503-90 |
ЕСКД. Правила внесения изменений |
1.3 |
|
ГОСТ 2.603-68 |
ЕСКД. Внесение изменений в эксплуатационную и ремонтную документацию |
1.3 |
|
ГОСТ 9.032-74 |
ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения |
21.1.6; 21.10.13; 21.11.16; 22.1.6 |
|
ГОСТ 9.104-79 |
ЕСЗКС. Покрытия лакокрасочные. Группы условий эксплуатации. — Взамен ГОСТ 9.009-73 |
21.11.16 |
|
ГОСТ 9.402-80 |
ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием |
21.3.10; 21.3.14; 21.4.2; 21.10.3; 21.10.4 |
|
ГОСТ 12.1.004-91 |
ССБТ. Пожарная безопасность. Общие требования |
2.1 |
|
ГОСТ 12.1.005-88 |
ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны. — Взамен ГОСТ 12.1.005-76 |
21.11.1; 21.11.4 |
|
ГОСТ 12.3.002-75 |
ССБТ. Процессы производственные. Общие требования безопасности |
21.11.9 |
|
ГОСТ 12.3.005-75 |
ССБТ. Работы окрасочные. Общие требования безопасности |
21.11.1; 21.11.2 |
|
ГОСТ 12.4.009-83 |
ССБТ. Пожарная техника для защиты объектов. Основные виды. Размещение и обслуживание. — Взамен ГОСТ 12.1.009-75 |
21.11.9 |
|
ГОСТ Р 12.4.013-97 |
ССБТ. Очки защитные. Общие технические условия. — Взамен ГОСТ 12.4.003-85 |
21.11.8 |
|
ГОСТ 12.4.034-74 |
Респираторы фильтрующие противогазовые РПГ-67. Технические условия |
21.11.8 |
|
ГОСТ 12.4.103-83 |
ССБТ. Одежда специальная защитная, средства индивидуальной защиты ног и рук. Классификация. — Взамен ГОСТ 12.4.103-80 |
21.11.8 |
|
ГОСТ 111-01 |
Стекло листовое. Технические условия. Взамен ГОСТ 111-78, ГОСТ 7132-78, ГОСТ 7380-77, ГОСТ 13454-77 |
12.2.17 |
|
ГОСТ 380-94 |
Сталь углеродистая, обыкновенного качества. Марки. — Взамен ГОСТ 380-88 |
5.7.4; 8.4.5 |
|
ГОСТ 397-79 |
Шплинты. Технические условия |
1.19 |
|
ГОСТ 610-72 |
Масла осевые. Технические условия |
17.8; 5.9.4; 5.11.12 |
|
ГОСТ 859-01 |
Медь. Марки |
15.1.9 |
|
ГОСТ 860-75 |
Олово. Технические условия |
13.3.1; 14.7.1; 14.9.2; 20.5.2 |
|
ГОСТ 868-82 |
Нутромеры индикаторные с ценой деления 0,01 мм. Технические условия |
5.12.7 |
|
ГОСТ 982-80 |
Масла трансформаторные. Технические требования |
17.8 |
|
ГОСТ 1033-79 |
Смазка, солидол жировой. Технические условия |
8.4.11; 9.3.6; 12.2.14; 13.3.16; 22.10.3 |
|
ГОСТ 1050-88 |
Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия. — Взамен ГОСТ 1050-74 |
5.7.4; 5.10.2; 5.14.2; 8.4.5; 8.4.7 |
|
ГОСТ 1412-85 |
Чугун с пластинчатым графитом для отливок. Марки. Взамен ГОСТ 1412-79 в части марок чугуна |
15.1.18 |
|
ГОСТ 1663-81 |
Стекла для указателей уровня жидкости. Технические условия |
15.1.5 |
|
ГОСТ 1779-83 |
Шнуры асбестовые. Технические условия |
15.1.9 |
|
ГОСТ 1805-76 |
Масло приборное МВП. Технические условия |
5.12.12 |
|
ГОСТ 2198-76 |
Полотно асбестовое армированное и прокладки из него. Технические условия |
15.1.18 |
|
ГОСТ 3187-76 |
Сетки проволочные тканые фильтровые. Технические условия |
15.1.6 |
|
ГОСТ 3191-93 |
Вагоны железных дорог колеи 1520 мм. Детали из древесины и древесных материалов. Общие технические условия. — Взамен ГОСТ 3191-82 |
21.11.16; 1.14 |
|
ГОСТ 3262-75 |
Трубы стальные водогазопроводные. Технические условия |
13.3.5 |
|
ГОСТ 3333-80 |
Смазка графитная. Технические условия |
5.11.12; 8.4.11; 12.1.24; 13.2.16.3 |
|
ГОСТ 3475-81 |
Устройство автосцепное подвижного состава железных дорог колеи 1520 (1524) мм. Установочные размеры. — Взамен ГОСТ 3475-62 |
7.2; 22.4.1.1 |
|
ГОСТ 4543-71 |
Прокат из легированной конструкционной стали. Технические условия. — Взамен ГОСТ 1050-60 в части марок 15Г, 20Г, 25Г, 30Г, 35Г, 40Г, 45Г, 50Г; ГОСТ 1051-59 в части легированной стали, кроме качества поверхности и упаковки; ГОСТ 4543-61 |
8.4.7 |
|
ГОСТ 5152-84Е |
Набивки сальниковые. Технические условия. — Взамен ГОСТ 5152-77 |
15.1.8 |
|
ГОСТ 5470-75 |
Лаки и марки ПФ-283 и ГФ-166. Технические условия |
13.2.16.3 |
|
ГОСТ 5496-78 |
Трубки резиновые технические. Технические условия |
8.3.4 |
|
ГОСТ 5533-86 |
Стекло листовое узорчатое. Технические условия |
12.2.21 |
|
ГОСТ 5546-86 |
Масла для холодильных машин. Технические условия |
20.2.10 |
|
ГОСТ 5632-72 |
Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки |
15.1.18 |
|
ГОСТ 5727-88 |
Стекло безопасное для наземного транспорта. Общие технические условия. — Взамен ГОСТ 5727-83 |
12.2.17 |
|
ГОСТ 6024-75 |
Изделия огнеупорные динасовые и шамотные для кладки мартеновских печей. Форма и размеры |
15.2.9 |
|
ГОСТ 6267-74 |
Смазка ЦИАТИМ-201. Технические условия |
5.12.5; 5.12.10; 12.1.24; 12.1.9; 12.1.4; 15.1.20 |
|
ГОСТ 6456-82 |
Шкурка шлифовальная бумажная. Технические условия. — Взамен ГОСТ 6456-75 |
20.8.3 |
|
ГОСТ 6507-90 |
Микрометры с ценой деления 0,01 мм. Технические условия |
5.12.7 |
|
ГОСТ 6613-86 |
Сетки проволочные тканые с квадратными ячейками. Технические условия |
5.12.12; 20.11.2 |
|
ГОСТ 6794-75 |
Масло АМГ-10. Технические условия |
5.12.12 |
|
ГОСТ 6958-78 |
Шайбы увеличенные. Классы точности A и C. Технические условия |
8.2.7.7 |
|
ГОСТ 7338-90 |
Пластины резиновые и резино-тканевые. Технические условия |
5.10.6; 8.2.7.7; 14.8; 15.1.9 |
|
ГОСТ 7827-74 |
Растворители марок Р-4, Р-4А, Р-5, Р-5А, Р-12 для лакокрасочных материалов. Технические условия |
10.12.6 |
|
ГОСТ 8050-85 |
Двуокись углерода газообразная и жидкая. Технические условия. — Взамен ГОСТ 8050-76 |
20.5.4 |
|
ГОСТ 8673-93 |
Плиты фанерные. Технические условия |
10.6 |
|
ГОСТ 8773-73 |
Смазка ЦИАТИМ-203. Технические условия |
13.3.19 |
|
ГОСТ 9293-74 |
Азот газообразный и жидкий. Технические условия |
20.1.7 |
|
ГОСТ 9466-75 |
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические условия |
15.1.18 |
|
ГОСТ 9736-91 |
Приборы электрические прямого преобразования для измерения неэлектрических величин. Общие технические требования и методы испытаний. — Взамен ГОСТ 9736-80 |
20.2.3 |
|
ГОСТ 10052-75 |
Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы. — Взамен ГОСТ 10052-62 |
15.1.18 |
|
ГОСТ 10277-90 |
Шпатлевки. Технические условия |
9.4; 11.2.4 |
|
ГОСТ 10354-82 |
Пленка полиэтиленовая. Технические условия |
10.5 |
|
ГОСТ 11052-74 |
Цемент гипсоглиноземистый расширяющийся. — Взамен ГОСТ 11052-64 |
15.2.9 |
|
ГОСТ 11098-75 |
Скобы с отчетным устройством. Технические условия |
5.12.7 |
|
ГОСТ 11964-81 |
Дробь чугунная и стальная техническая. Общие технические условия. — Взамен ГОСТ 11964-66 |
21.3.6 |
|
ГОСТ 13489-79 |
Герметики марок У-30М и УТ-31. Технические условия. — Взамен ГОСТ 13489-68 |
9.4 |
|
ГОСТ 13521-68 |
Стекла оконные пассажирских вагонов, электропоездов и дизель-поездов. Основные размеры и технические требования |
12.2.17 |
|
ГОСТ 13751-86 |
Слюда отрезная для тепловых элементов смотровых окон промышленных печей и бытовых приборов. Технические условия. — Взамен ГОСТ 13751-78, кроме методов испытаний |
14.11 |
|
ГОСТ 14802-85 |
Заклепки (повышенной точности). Диаметр отверстий под заклепки, размеры замыкающих головок и подбор длин заклепок. — Взамен ГОСТ 14802-75 |
1.19 |
|
ГОСТ 14810-69 |
Калибры-пробки гладкие двусторонние со вставками диаметром свыше 3 до 50 мм. Конструкция и размеры |
5.12.7 |
|
ГОСТ 15763-91 |
Соединения трубопроводов резьбовые на Ру до 63 МПа (до 630 кгс/см2). Общие технические условия |
15.1.9 |
|
ГОСТ 16130-90 |
Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия |
5.12.7; 20.5.4 |
|
ГОСТ 17133-83 |
Пластины резиновые для изделий, контактирующих с пищевыми продуктами. Технические условия |
14.7.2 |
|
ГОСТ 18099-78 |
Эмали МЛ-152. Технические условия. — Взамен ГОСТ 18099-72 |
15.1.20 |
|
ГОСТ 19007-73 |
Материалы лакокрасочные. Метод определения времени и степени высыхания |
21.2.1 |
|
ГОСТ 19170-01 |
Ткани конструкционные из стеклянных крученых комплектных нитей. Технические условия. — Взамен ГОСТ 8481-61 в части марок Т1 и Т2 |
9.4 |
|
ГОСТ 19281-89 |
Прокат из стали повышенной прочности. Общие технические условия. — Взамен ГОСТ 19282-73 |
5.10.2; 5.14.2; 8.4.5 |
|
ГОСТ 19791-74 |
Смазка железнодорожная ЛЗ-ЦНИИ. Технические условия |
5.12.5; 5.12.10 |
|
ГОСТ 21931-76 |
Припои оловянно-свинцовые в изделиях. Технические условия |
20.3.2 |
|
ГОСТ 23355-78 |
Соединения трубопроводов резьбовые. Ниппели шаровые. Конструкция |
15.1.9 |
|
ГОСТ 23652-79 |
Масла трансмиссионные. Технические условия |
5.2.5; 8.3.11 |
|
ГОСТ 24485-80 |
Соединения трубопроводов с шаровым ниппелем проходные. Конструкция |
15.1.9 |
|
ГОСТ 24503-80 |
Соединения трубопроводов с шаровым ниппелем с заглушкой. Конструкция |
15.1.9 |
|
ГОСТ 25347-82 |
Основные нормы взаимозаменяемости. ЕСДП. Поля допусков и рекомендуемые посадки |
1.18 |
|
ОСТ 24.05.031-74 |
Клапан спускной унитаза. Конструкция, размеры и технические требования |
13.3.16 |
|
ОСТ 24.730.019 |
Зеркала и армировка их для вагонов пассажирских, электро- и дизель-поездов колеи 750 мм. Конструкция и размеры |
11.2.3 |
|
ОСТ 6-05-407-75 |
Пенополиуретаны эластичные на основе полиэфира П-2200 |
11.1.5 |
|
ТУ 2-034-225-87 |
Щупы. Основные параметры. Технические требования |
5.12.6 |
|
ТУ 6-10-1268-78 |
Мастика 579 противошумная битумная |
9.4 |
|
ТУ 38.005.295-88 |
Детали резиновые технические для подвижного состава железных дорог и резины, применяемые для их изготовления. Технические условия |
5.12.11; 8.3.4; 15.1.9 |
|
ТУ 38.105.1760-87 |
Клей 88-СА |
5.12.11; 17.13 |
|
ТУ 38.101.479-74 |
Масло ВМГЗ |
5.12.12 |
|
ТУ 32 ЦВ 868-77 |
Ремонт вагонных листовых рессор и пружин |
5.5.1; 5.13.3.1; 8.4.7 |
|
ТУ 32 ЦВ 951-95 |
Колесная пара (для ж.д. КНДР и западной Европы шириной колеи 1435 мм) |
5.13.5.1 |
|
ТУ 32 ЦВ 1077-78 |
Установка дефлекторов на ЦВМ |
13.2.15 |
|
ТУ 32 ЦВ 1161-79 |
Катализатор для горелки |
15.1.18 |
|
ТУ 32 ЦВ 1193-79 |
Установкой кронштейнов переходных площадок ЦМВ |
8.2.3 |
|
ТУ 32 ЦВ 1568-82 |
Установка для приготовления металлической крупки |
5.12.18 |
|
ТУ 13-972-98 |
Фанера трудногорючая |
10.6 |
|
ТУ 6-00-05808008-304-96 |
Стеклоткань ТАФ-3 |
10.4; 10.5 |
|
ТУ 2245-044-00147105-96 |
Пленка поливинилхлоридная трудногорючая ПТГ |
10.4; 10.5 |
|
ТУ 2292-001-5687231-2001 |
Фрикционный клин (сухарь) из композиционного материала ОПМ-94 для шпинтонного узла (гасителя колебаний) пассажирских вагонов |
5.11.3 |
|
ТУ 2292-003-56867231-2002 |
Вкладыш из композиционного материала ОПМ-94 опорного скользуна надрессорной балки тележки КВЗ-ЦНИИ пассажирских вагонов. Технические условия |
5.10.7 |
|
ТУ 2500-295-00152106-93 |
Изделия резиновые технические для подвижного состава железных дорог и требования к резинам, применяемым для их изготовления |
5.12.11 |
|
НТ-0200 РЭ |
Вагоны пассажирские. Поводок тележки. Руководство по эксплуатации |
5.7.9 |
|
РД 32 ЦВ 005-89 |
Резьбы для деталей вагонов железных дорог колеи 1520 мм. Типы и размеры. Руководящий нормативный документ |
1.16; 5.6.5 |
|
РД 32.149-2000 |
Феррозондовый метод неразрушающего контроля деталей вагонов |
1.7; 5.7.10; 7.1 |
|
РД 32.150-2000 |
Вихретоковый метод неразрушающего контроля деталей вагонов. Руководящий документ |
1.7; 5.7.10; 7.1 |
|
РД 32.159-2000 |
Магнитопорошковый метод неразрушающего контроля деталей вагонов. Руководящий документ |
1.7; 5.7.10; 7.1 |
|
РД 32.174-2001 |
Неразрушающий контроль деталей вагонов. Общее положение |
1.7; 5.7.10; 7.1 |
|
007 ПКБ ЦЛ-98 РД |
Тележка двухосная тип ТВЗ-ЦНИИ-М. Руководство по деповскому ремонту |
5.1.5 |
|
Дополнение к руководству N 545 ПКБ ЦВ, 1988 г. |
Вагоны пассажирские цельнометаллические. Дополнение к руководству по деповскому (ДР) и капитальному (КР-1 и КР-2) ремонту тележек КВЗ-ЦНИИ-М |
5.1.5 |
|
РТМ 32 ЦВ 1-29-87 |
Пружины и рессоры рессорного подвешивания пассажирских вагонов. Типы и размеры |
5.5.2 |
|
РТМ 32 ЦВ 206-87, РТМ 32 ЦВ 207-80 |
Резиновые изделия, применяемые на пассажирских, грузовых и рефрижераторных вагонах железных дорог 1520 мм. Формовые и шприцевые изделия. Изделия из листовой резины |
1.10 |
|
N 586 ПКБ ЦВ, 1990 г. |
Технические указания по деповскому и капитальному ремонту буферных комплектов и концевых балок пассажирских вагонов в вагонных депо железных дорог и ВРЗ и техническому содержанию буферных комплектов в эксплуатации |
7.1; 8.1.1; 8.4.5; 9.3.1 |
|
656-2000 ПКБ ЦВ |
Детали грузовых и пассажирских вагонов. Методика испытаний на растяжение |
1.7; 5.7.10 |
|
ВНПБ-03 |
Ведомственные нормы пожарной безопасности. Вагоны пассажирские. Требования пожарной безопасности |
16.1; 16.2; 16.9; 16.10; 16.11; 16.12; 22.1.3 |
|
N 1042-73 от 04.04.1973 |
Санитарные нормы и правила организации технологических процессов и гигиенические требования к производственному оборудованию |
21.11.1 |
|
РД 104.2.742-2007 |
Технический регламент оснащенности предприятий железнодорожного транспорта, проводящих капитальный ремонт пассажирских вагонов |
1.3 |
|
ЦРБ-393 с внесением изменений и дополнений Распоряжение N 426р от 30.04.2003 |
Инструкция по техническому обслуживанию и эксплуатации сооружений, устройств, подвижного состава и организации движения на участках обращения скоростных пассажирских поездов |
5.11.5 |
|
ТК-244, 1999 г. |
Комплект документа типового технологического процесса ремонта автосцепного устройства |
8.1.1 |
|
ТК-66, 1979 г. |
Технологическим процессом ремонта входных фартуков подножек пассажирских ЦМВ |
8.3.7 |
|
ТП-ЦЛПВ-33/3, 2002 г. |
Типовой технологический процесс окрашивания пассажирских вагонов со сроком службы покрытия в эксплуатации не менее 3-х лет |
23.3 |
|
ТП-ЦЛПВ-33/4, 2003 г. |
Типовой технологический процесс окрашивания пассажирских вагонов с использованием лакокрасочных материалов повышенной долговечности |
23.3 |
|
N 031 ПКБ ЦВ, 1985 г. |
Инструкция по ремонту деревянных изделий грузовых и пассажирских вагонов |
1.11; 10.1; 16.7 |
|
N 260 ПКБ ЦВ, 1986 г. |
Инструкция по применению полимеров при ремонте пассажирских вагонов |
1.9; 9.3.4; 10.7; 12.1.13; 13.1.2 |
|
N ЦЛ 201-03 |
Инструкция по сварке и наплавке узлов деталей при ремонте пассажирских вагонов |
1.8; 5.1.3; 5.2.4; 7.1; 8.1.3; 9.1; 13.1.1 |
|
N ЦВ-ЦЛ-945, 2003 г. |
Инструкции по ремонту тормозного оборудования вагонов |
6.1; 6.4; 22.3.1 |
|
ТИ ВНИИЖТ-0501/3-99 |
Упрочнение элементов автосцепного устройства газопорошковой наплавкой на пропане. Технологическая инструкция |
8.4.13 |
|
ТИ ВНИИЖТ-0502/7-01 |
Восстановление деталей подвижного состава типа «Вал» газотермическим напылением |
5.7.11; 6.3 |
|
N 211 ПКБ ЦВ, 1977 г. |
Инструкция на ремонт и испытание воздухораспределителей системы КЕ вагонов международного сообщения |
6.5 |
|
N 212 ПКБ ЦВ, 1977 г. |
Инструкция на ремонт и испытание противоюзных устройств вагонов международного сообщения |
6.5 |
|
ЦВ-ВНИИЖТ-494, 1997 г. |
Инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Российской Федерации (Действует с указанием МПС России от 01.06.1998 К-638у) |
7.1; 22.4.1.1; 22.4.1.2; 23.6 |
|
N ЦВ-3429 |
Инструкции по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар |
5.3.1 |
|
N 454 ПКБ ЦВ, 1984 г. |
Инструкция на проведение сварочных и малярных работ при перенумеровании вагонов |
21.8.3.3 |
|
ЦТ-ЦВ-ЦЛ-590 |
Инструкции по восстановлению и упрочнению индукционно-металлургическим способом деталей и узлов трения пассажирского состава |
8.4.13 |
|
ТИ 160.25099.31-95 |
Технологический процесс плазменной наплавки корпусов автосцепок пассажирских вагонов порошками износостойких сплавов |
7.4 |
|
ТИ 020-01124328-00 |
Технологическая инструкция по очистке узлов и деталей ходовых частей и подвагонного оборудования пассажирских вагонов с применением моечных установок высокого давления и технических моющих средств |
21.3.2 |
|
ЦЛ-ЦУО/448 |
Инструкция по обеспечению пожарной безопасности в вагонах пассажирских поездов |
16.8 |
|
ТИ 32-ЦЛ-18/61 |
Технологическая инструкция на обмывку вагона |
21.3.1 |
|
ТИ 020-01124328 |
Технологическая инструкция по очистке узлов и деталей ходовых частей и подвагонного оборудования пассажирских вагонов |
21.3.2 |
|
N 4224 ЦЛ/ЦВ от 23.08.1994 |
Инструкция о порядке перенумерации вагонов пассажирского парка |
21.8.3.3 |
|
N 0082-05 ПКБ ЦЛ |
Альбом «Знаки и надписи на вагонах пассажирского парка железных дорог России» |
21.8.3.2 |
|
N 446 ПКБ ЦВ |
Альбом «Схемы размещения новых номеров на вагонах» |
21.8.3.3 |
|
N 030 ПКБ ЦЛ-03РК |
Руководство по капитальному ремонту. Электрическое оборудование пассажирских вагонов |
19 |
|
N 038 ПКБ ЦЛ/ПКТБв-04РД |
Руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских ЦМВ |
18 |
|
ТУ 32 ЦЛ 0141-05 |
Технические условия на ремонт пружин |
5.5.1 |
|
N ЦЛ-ВНИИЖТ-01.01.01/25-05 |
Руководство по ремонту тележек пассажирских вагонов с продлением срока службы при проведении КР-2М и КВР |
5.1.7 |
|
ТИ ВНИИЖТ 0502/01-06 |
Восстановление рам тележек с интенсивной коррозией при деповском ремонте. Технологическая инструкция |
5.1.3 |
|
ТИ ВНИИЖТ 05202/01-07 |
Технологическая инструкция по ремонту рам тележек пассажирских вагонов с трещинами в поперечных балках |
5.1.3 |
|
ТУ 2512-046-00152081-2003 |
Морозостойкая резина. Технические условия |
5.10.2 |
|
Приказ N 2 от 17.01.2002 |
Об увеличении межремонтного пробега |
1.1, 7.4 |
|
N 301-05 ЦЛД |
Руководство по техническому обслуживанию, ремонту, контролю и испытанию гидравлических и фрикционных гасителей колебаний пассажирских вагонов |
5.12.1 |
|
N 32 ЦЛ 228-06 |
Извещение об изменении N 301-05 ЦЛД |
5.12.1 |
|
N 32 ЦЛ 239-2007 |
Извещение об изменении N 301-05 ЦЛД |
5.12.1 |
Приложение А
(справочное)
ПЕРЕЧЕНЬ
ЦЕЛЬНОМЕТАЛЛИЧЕСКИХ ПАССАЖИРСКИХ ВАГОНОВ КОЛЕИ 1520 ММ,
НА КОТОРЫЕ РАСПРОСТРАНЯЕТСЯ НАСТОЯЩЕЕ РУКОВОДСТВО
|
Тип вагона |
|
ПАССАЖИРСКИЕ ВАГОНЫ ОБЩЕСЕТЕВОЙ ЭКСПЛУАТАЦИИ |
|
Купейные |
|
Некупейные |
|
Вагоны-рестораны |
|
Межобластные |
|
Багажные |
|
Почтовые |
|
Вагоны типа «СТ» (для спецконтингента) |
|
Вагоны дизель-электростанции |
|
ПАССАЖИРСКИЕ ВАГОНЫ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ |
|
ВАГОНЫ ПРОМЫШЛЕННЫХ ПРЕДПРИЯТИЙ |
Приложение Б
(обязательное)
ПЕРЕЧЕНЬ
ТЕХНИЧЕСКИХ ДОКУМЕНТОВ, ИСПОЛЬЗУЕМЫХ ВМЕСТЕ С РУКОВОДСТВОМ
|
Наименование документа |
Обозначение документа |
Кем издан, год издания |
|
1 |
2 |
3 |
|
Изделия из листовой резины. Технические условия |
ТУ 2512-046-00152081-2003 |
2003 г. |
|
Инструкция по ремонту деревянных деталей грузовых и пассажирских вагонов |
031 ПКБ ЦВ |
М.: Транспорт, 1985 г. |
|
Технологическая инструкция по ремонту резиновых суфле ЦМВ методом вулканизации |
24-10-85 |
ПКТБ ЦТВР, 1986 г. |
|
Основные условия ремонта и модернизации пассажирских вагонов на ремонтных заводах МПС РФ |
РД 32 ЦЛ 024-2007 |
ПКБ ЦЛ, 2007 г. |
|
Инструкция по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар |
ЦВ/3429 |
М.: Транспорт, 1977 |
|
Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками |
3-ЦВРК |
М.: Транспорт, 2001 |
|
Демонтаж предохранительных скоб тележек КВЗ-ЦНИИ I и II типа. Технические условия |
ТУ 32 ЦВ 1522-81 |
ПКБ ЦВ, 1981 |
|
Вагоны пассажирские. Поводок тележки. Руководство по эксплуатации |
НТ-0200 РЭ |
2000 |
|
Технические указания по эксплуатации и ремонту гидравлических гасителей колебаний пассажирских вагонов |
N 301-05 ЦЛД |
ПКБ ЦЛ, 2005 г. |
|
Извещения об изменении N 32 ЦЛ 228-06, N 32 ЦЛ-239-2007 |
2006 г., 2007 г. |
|
|
Стенд для испытания гидравлических гасителей колебаний конструкции ПКБ ЦВ. Программа аттестации |
318 |
ПКБ ЦВ, 1980 |
|
Систематизация обозначений и перечень неисправностей деталей и сборочных единиц гидравлического гасителя колебаний пассажирских вагонов производства Тверского ПОВ |
391 |
ПКБ ЦВ, 1982 |
|
Технологическое оборудование для ремонта и регулировки гидравлических гасителей колебаний. Руководство по эксплуатации |
ОТ.002 РЭ |
НПЦ «Лада», 2000 |
|
Стенд «Энга» для испытаний гасителей колебаний КВЗ-ЛИИЖТ. Руководство по эксплуатации |
НПЦ «Лада», 1997 |
|
|
Программа аттестации стенда гармонических колебаний гидрогасителей тягового подвижного состава СГИГ |
СГИГ-05.00 |
ПГУ ПС, 1997 |
|
Стенд для испытаний гидравлических гасителей колебаний |
СА-3.00.00 РЭ |
ЭНИМС, 1995 |
|
Стенд испытательный СДГ-ЖД |
ВБТК 4385ПС |
9-й центральный автомобильный ремонтный завод |
|
Инструкция по ремонту тормозного оборудования вагонов |
ЦВ-ЦЛ-945 |
2003 |
|
Руководство по ремонту тормозного оборудования на вагонах международного сообщения |
215 |
ПКБ ЦВ, 1973 |
|
Инструкция на ремонт и испытание воздухораспределителей систем КЕ вагонов международного сообщения |
211 |
ПКБ ЦВ, 1977 |
|
Инструкция на ремонт и испытание противоюзных устройств вагонов международного сообщения |
212 |
ПКБ ЦВ, 1977 |
|
Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог РФ |
ЦВ-ВНИИЖТ-494 |
М.: Транспорт, 1997 |
|
Комплект документов. Типовой технологический процесс ремонта автосцепного устройства |
ТК-244 |
ПКБ ЦВ, 1999 |
|
Восстановление деталей подвижного состава типа «вал» газотермическим напылением |
ТИ ВНИИЖТ-0502/7-01 |
ВНИИЖТ, 2001 |
|
Упрочнение деталей пассажирских вагонов газотермическим напылением и наплавкой |
ТИ ВНИИЖТ-0501/3-99 |
ВНИИЖТ, 1999 |
|
Технологический процесс плазменной наплавки корпусов автосцепок пассажирских вагонов порошками износостойких сплавов |
ТИ 160.25099.00.31-95 |
АООТ НИИТМ «Сириус», 1995 |
|
Технологический процесс ремонта входных фартуков подножек пассажирских ЦМВ |
ТК-66 |
ПКБ ЦВ, 1978 |
|
Технологическая инструкция по ремонту поврежденной наружной обшивы пассажирских ЦМВ без разборки кузова |
104-21.25201.00013 |
ПКТБ ЦТВР, 1989 |
|
Руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских ЦМВ |
N 038 ПКБ ЦЛ/ПКТБв-04 РД |
ПКБ ЦЛ, 2007 г. |
|
Указания о порядке оформления рекламационных документов на продукцию, поставляемую предприятиям вагонного хозяйства |
НВ-405 |
ПКБ ЦВ, 1985 |
|
Правила пожарной безопасности на железнодорожном транспорте |
ЦУО-112 |
М.: Транспорт, 1998 |
|
Вагоны пассажирские. Требования пожарной безопасности |
ВНПБ-03 |
2003 г. |
|
Положение о заводских инспекциях Главных управлений: вагонного хозяйства, пути и Главного пассажирского управления на заводах МПС |
ЦЛ-ЦП-ЦВ 4750 |
МПС, 1989 |
|
Инструкция о порядке перенумерации вагонов пассажирского парка |
4224 |
ЦЛ/ЦВ, 1984 |
|
Инструкция на проведение сварочных и малярных работ при перенумеровании вагонов |
454 |
ПКБ ЦВ, 1984 |
|
Альбом «Схемы размещения новых номеров на вагонах» |
446 |
ПКБ ЦВ, 1984 |
|
Инструкция по техническому обслуживанию и эксплуатации сооружений, устройств, подвижного состава и организации движения на участках обращения скоростных пассажирских поездов |
ЦРБ-393 |
МПС, 1996 |
|
Инструкция по применению смазочных материалов |
01/75 ЦЛ-ВНИИЖТ-06 РК |
2006 г. |
|
Инструкция по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов |
ЦЛ-201-03 |
2003 г. |
|
Инструкция по применению полимеров |
260 ПКБ ЦЛ |
ПКБ ЦЛ |
|
Технические условия на ремонт пружин |
ТУ 32 ЦЛ 0141-05 |
ПКБ ЦЛ, 2006 г. |
|
Пружины и рессоры рессорного подвешивания пассажирских вагонов. Типы и размеры |
РТМ 32 ЦВ 1-29-87 |
ПКБ ЦВ, 1987 г. |
Приложение В
(обязательное)
ПЕРЕЧЕНЬ
ДЕЙСТВУЮЩЕЙ ДОКУМЕНТАЦИИ ПО УКАЗАНИЮ МЕР БЕЗОПАСНОСТИ
|
Обозначение стандарта, документа |
Наименование |
|
ГОСТ 12.1.019-79 |
ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты |
|
ГОСТ 12.1.030-81 (изм. N 1-07.87) |
ССБТ. Электробезопасность. Защитное заземление, зануление |
|
ГОСТ 12.1.038-82 |
ССБТ. Электробезопасность. Предельно допустимые значения напряжений прикосновения и токов |
|
ГОСТ 12.2.007.1-75 |
ССБТ. Машины электрические вращающиеся. Требования безопасности |
|
ГОСТ 12.2.007.3-75 |
ССБТ. Электротехнические устройства и напряжение свыше 1000 В. Требования безопасности |
|
ГОСТ 12.2.010-75 |
ССБТ. Машины ручные пневматические. Общие требования безопасности |
|
ГОСТ 26887-86 |
Площадки и лестницы для строительно-монтажных работ. Общие технические условия |
|
ГОСТ 12.2.013-87 |
ССБТ. Машины ручные электрические. Общие требования безопасности |
|
ГОСТ 12.2.016-81 |
ССБТ. Оборудование компрессорное. Общие требования безопасности |
|
ГОСТ 12.2.010-86 |
ССБТ. Оборудование кузнечно-прессовое. Общие требования безопасности |
|
ГОСТ 12.2.022-80 |
ССБТ. Конвейеры. Общие требования безопасности |
|
ГОСТ 12.2.026.0-93 |
Оборудование деревообрабатывающее. Требования безопасности к конструкции |
|
ГОСТ 12.2.036-78 |
ССБТ. Пресс-формы для изготовления резинотехнических изделий. Общие требования безопасности |
|
ГОСТ 12.2.051-80 |
ССБТ. Оборудование технологическое ультразвуковое. Требования безопасности |
|
ГОСТ 12.2.052-81 |
ССБТ. Оборудование, работающее с газообразным кислородом. Общие требования безопасности |
|
ГОСТ 12.2.065-81 |
«Правила устройства и безопасной эксплуатации грузоподъемных кранов» Госгортехнадзор |
|
ГОСТ 12.3.001-85 |
ССБТ. Пневмоприводы. Общие требования безопасности к монтажу, испытаниям и эксплуатации |
|
ГОСТ 12.3.003-86 |
ССБТ. Работы электросварочные. Требования безопасности |
|
ГОСТ 12.3.036-84 |
ССБТ. Газопламенная обработка металлов. Требования безопасности |
|
ГОСТ 12.3.019-80 |
ССБТ. Испытания и измерения электрические. Общие требования безопасности |
|
ГОСТ 12.3.020-80 |
ССБТ. Процессы перемещения грузов на предприятиях. Общие требования безопасности |
|
ГОСТ 12.3.025-80 |
ССБТ. Обработка металлов резанием. Требования безопасности |
|
ГОСТ 12.3.026-81 |
ССБТ. Работы кузнечно-прессовые. Требования безопасности |
|
ГОСТ 12.3.028-82 |
ССБТ. Процессы обработки абразивным и альборовым инструментом. Требования безопасности |
|
Указания МПС N 1372 пр. 21.04.1982 |
Постановление Госкомтруда РФ и Президиума ВЦСПС от 27.01.1982 N 22/П-1 «О введении новых норм предельно допустимых нагрузок при подъеме и перемещении тяжестей вручную» |
|
ЦУО/3725, 27.12.1978 (Глава 2, пункт 2.14) |
Правила пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства, утверждены ГУПО МВД РФ 29.12.1972, согласованы Госгортехнадзором РФ N 12-3/1070 24.11.1971 ВЦСПС, N 12-4/1080 18.10.1972 (Правила пожарной безопасности на железнодорожном транспорте) |
|
410 ДСП Минздрав СССР, 1977 г. |
Перечень полимерных материалов и изделий, разрешенных к применению в строительстве |
|
2182-80 Минздрав СССР, 1980 г. |
Дополнение к перечню N 410 ДСП |
|
1805-77 Минздрав СССР, 1977 г. |
Перечень материалов и реагентов, разрешенных Главным санитарно-эпидемиологическим управлением Министерства здравоохранения РФ для применения в практике хозяйственно-питьевого водоснабжения |
Приложение Г
(обязательное)
ПАРАМЕТРЫ ПРУЖИН ЦЕНТРАЛЬНОГО И БУКСОВОГО ПОДВЕШИВАНИЯ
ТЕЛЕЖЕК КОЛЕИ 1435 ММ ВАГОНОВ ГАБАРИТА РИЦ
|
Тип и назначение пружины |
Номер пружины на схеме |
Колич. пружин на тележке |
Номинальный размер, мм |
Число витков |
Пробная нагрузка, Н (кгс) |
Рабочая статическая нагрузка, Н (кгс) |
Высота пружины под рабочей статической нагрузкой, мм |
||
|
диаметр прутка |
средний диаметр пружины |
полное |
рабочее |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Для вагонов с кондиционированием воздуха |
|||||||||
|
Внутренняя буксового подвешивания |
1 |
4 |
16 |
108 +/- 2 |
5,4 |
3,9 |
7000 (700) |
2400 (240) |
138 +/- 3 |
|
Наружная буксового подвешивания |
2 |
3 |
36 |
160 +/- 2,6 |
6 |
4 |
45600 (4560) |
26500 (2650) |
|
|
Наружная буксового подвешивания |
3 |
1 |
36 |
160 +/- 2,6 |
6 |
4 |
48000 (4800) |
29000 (2900) |
|
|
Внутренняя центрального подвешивания |
4 |
4 |
20 |
115 +/- 2 |
12 |
10 |
11700 (1170) |
6500 (650) |
|
|
Средняя центрального подвешивания |
5 |
4 |
30 |
170 +/- 2,6 |
8 |
6 |
29450 (2945) |
16000 (1600) |
|
|
Наружная центрального подвешивания |
6 |
1 |
40 |
240 +/- 3 |
6,25 |
4,25 |
41400 (4140) |
22000 (2200) |
|
|
Наружная центрального подвешивания |
7 |
2 |
40 |
240 +/- 3 |
6,25 |
4,25 |
46300 (4630) |
27000 (2700) |
|
|
Наружная центрального подвешивания |
7 |
2 |
40 |
240 +/- 3 |
6,25 |
4,25 |
46300 (4630) |
27000 (2700) |
|
|
Для вагонов без кондиционирования воздуха |
|||||||||
|
Внутренняя буксового подвешивания |
12 |
4 |
16 |
108 +/- 2 |
5,4 |
3,9 |
7000 (700) |
2400 (240) |
138 +/- 3 |
|
Наружная буксового подвешивания |
2 |
3 |
36 |
160 +/- 2,6 |
6 |
4 |
41400 (4140) |
23000 (2300) |
|
|
Наружная буксового подвешивания |
1 |
1 |
36 |
160 +/- 2,6 |
6 |
4 |
43750 (4375) |
25000 (2500) |
|
|
Наружная буксового подвешивания |
7 |
1 |
36 |
160 +/- 2,6 |
6 |
4 |
46500 (4650) |
27500 (2750) |
|
|
Внутренняя центрального подвешивания |
6 |
4 |
20 |
115 +/- 2 |
12 |
10 |
11200 (1120) |
6000 (600) |
|
|
Средняя центрального подвешивания |
10 |
1 |
30 |
170 +/- 2,6 |
8 |
6 |
26450 (2645) |
13000 (1300) |
|
|
Средняя центрального подвешивания |
5 |
2 |
30 |
170 +/- 2,6 |
8 |
6 |
28000 (2800) |
14500 (1450) |
|
|
Средняя центрального подвешивания |
9 |
1 |
30 |
170 +/- 2,6 |
8 |
6 |
30500 (3050) |
17000 (1700) |
|
|
Наружная центрального подвешивания |
4 |
1 |
40 |
240 +/- 3 |
6,25 |
4,25 |
41400 (4140) |
22000 (2200) |
|
|
Наружная центрального подвешивания |
3 |
2 |
40 |
240 +/- 3 |
6,25 |
4,25 |
44350 (4435) |
25000 (2500) |
|
|
Наружная центрального подвешивания |
8 |
1 |
40 |
240 +/- 3 |
6,25 |
4,25 |
46300 (4630) |
27000 (2700) |
|
Приложение Д
(обязательное)
НОРМЫ
ДОПУСКОВ И ИЗНОСОВ СОСТАВНЫХ ЧАСТЕЙ И ДЕТАЛЕЙ ТЕЛЕЖЕК
ПАССАЖИРСКИХ ВАГОНОВ
|
Наименование составных частей, деталей и их измерений |
Тележка, тип |
Размер по конструкторской документации, мм |
Допустимый размер при выпуске из капитального ремонта, мм |
|
Износ шпинтонов по диаметру |
КВЗ-5 |
65-0,2 |
63-0,2 |
|
КВЗ-ЦНИИ I |
67-0,2 |
65-0,2 |
|
|
КВЗ-ЦНИИ II |
67-0,2 |
65-0,2 |
|
|
ТВЗ-ЦНИИ М |
67-0,2 |
65-0,2 |
|
|
Втулка шпинтонов, наружный диаметр |
КВЗ-ЦНИИ I |
872,5 |
842,5 |
|
КВЗ-ЦНИИ II |
872,5 |
842,5 |
|
|
КВЗ-5 |
83-0,05 |
80-0,05 |
|
|
ТВЗ-ЦНИИ М |
862,5 |
832,5 |
|
|
Клинья (сухари) фрикционные: по толщине цилиндрической поверхности |
КВЗ-ЦНИИ I КВЗ-ЦНИИ II КВЗ-5 |
12 |
10 |
|
по конической поверхности (износ) |
ТВЗ-ЦНИИ М |
— |
1 |
|
Наклонные поверхности трения колец (износ) |
КВЗ-ЦНИИ I КВЗ-ЦНИИ II КВЗ-5 ТВЗ-ЦНИИ М |
1 |
|
|
Размеры верхних валиков центрального подвешивания по диаметру |
КВЗ-ЦНИИ I |
60-0,4 |
59-0,4 |
|
КВЗ-5 |
62+0,5 (под подвеску) |
61+0,5 (под подвеску) |
|
|
КВЗ-ЦНИИ II |
|
|
|
|
68 +/-0,4 (под подвеску) |
67 +/-0,4 (под подвеску) |
||
|
Размеры опорных валиков и опорных шайб центрального подвешивания в местах контакта с серьгами |
КВЗ-5 |
37-1 |
36-1 |
|
КВЗ-ЦНИИ I |
37-1 |
36-1 |
|
|
КВЗ-ЦНИИ II |
50-1/40-1 |
49-1/39-1 |
|
|
ТВЗ-ЦНИИ М |
50-1/40-1 |
49-1/39-1 |
|
|
Размеры опорных валиков центрального подвешивания в круглой части по диаметру |
КВЗ-5 |
|
|
|
КВЗ-ЦНИИ I |
|
|
|
|
КВЗ-ЦНИИ II |
|
|
|
|
ТВЗ-ЦНИИ М |
64,5-0,3 |
63,5-0,3 |
|
|
После переточки валиков |
КВЗ-5 |
59 +/-0,4 |
58 +/-0,1 |
|
КВЗ-ЦНИИ I |
59 +/-0,1 |
58 +/-0,1 |
|
|
КВЗ-ЦНИИ II |
64 +/-0,0 |
63 +/-0,1 |
|
|
Опорные поверхности серег |
КВЗ-5 |
230 +/-1 |
232 +/-1 |
|
КВЗ-ЦНИИ I |
230 +/-1 |
232 +/-1 |
|
|
КВЗ-ЦНИИ II |
250 +/-1,15 |
252 +/-1,15 |
|
|
ТВЗ-ЦНИИ М |
370 +/-1,5 |
376 +/-1,5 |
|
|
Толщина резинового пакета |
КВЗ-ЦНИИ I и II ТВЗ-ЦНИИ-М |
42 +/-1 |
42 +/-1 |
|
Втулка в отверстиях для крепления гасителей колебаний (внутренний диаметр) |
КВЗ-5 |
32+0,17 |
32+0,17 |
|
КВЗ-ЦНИИ I |
32+0,17 |
32+0,17 |
|
|
КВЗ-ЦНИИ II |
32+0,17 |
32+0,17 |
|
|
Опорные поверхности подпятников (по глубине) |
КВЗ-5 |
30+1 |
32+1 |
|
Опорные поверхности пятников (по высоте) |
КВЗ-5 |
40+1 |
38+1 |
|
Износ полушкворней в сборе |
КВЗ-5 КВЗ-ЦНИИ I КВЗ-ЦНИИ II ТВЗ-ЦНИИ М |
60 +/-1,5 |
58 +/-1 |
Приложение Е
(рекомендуемое)
РЕКОМЕНДУЕМЫЕ ПРЕДПРИЯТИЯ-ИЗГОТОВИТЕЛИ
ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
|
Наименование ЗАО |
Адрес, телефон |
Выпускаемая продукция |
|
ЗАО «Эмлак» |
193079, г. С.-Петербург, а/я 127 тел. (812) 186-0520, 252-23-07, 252-23-07 |
Грунтовки: УНИКОР ЖД, ФЛ-03К, ФЛ-03Ж, ГФ-0119, ПФ-025, ЭФ-065, ВЛ-023, ХС-010, ЭФ-070 Шпатлевка ЭП-0010 Краски: АКРЭМ-металл или Уретал водно-дисперсионные. Эмали: ЭП-773, ХВ-785 Лаки: АКРЭМ, «Балет», «Интерьер» |
|
ОАО «Лакокрасочный завод Кронос-Спб» |
г. С.-Петербург, ул. Полевая Сабировская, 42 тел. (812) 430-21-00 |
Эмали: ПФ-К «Кронос», ПФ-115 Кронос Грунтовки: ГФ-0119, ПФ-0244, «Кронос-Спринт» Шпатлевка «Кронос-Спринт» |
|
ОАО ЯрНИИЛКП |
г. Ярославль, ул. Полушкина роща, 16 тел. (0852) 23-69-89 |
Грунтовки: ГФ-0119, ФЛ-03К, ГФ-0163, ПФ-025, ПФ-0244, ЭП-0282, ПФ-0294, ЭП-0199 Шпатлевка ПФ-0052 Эмали: ПФ-1246, ВД-АК-1309ЖТ, ПФ-1315, АС-1280, ЭП-1323 МЖТ, ГФ-92ГС, ГФ-93ХС |
|
ЗАО «Эмпилс» |
г. Ростов-на-Дону, Таганрогское шоссе, тел. (863) 247-10-44 |
Эмали: ПФ-115СВ, ПФ-188СВ |
|
Челябинский лакокрасочный завод ЧЕЛАК |
454008, г. Челябинск, Свердловское шоссе д. 1, тел. (3512) 35-14-62 |
Эмаль «ПЕНТАКРИЛ ЖД» |
|
ЗАО «Загорский лакокрасочный завод» |
141000, г. Сергиев Посад, Моск. обл., Московское шоссе, 22а тел. (09654)4-15-15, 4-23-18 |
Грунтовки: ВЛ-02, ЭП-0199 Шпатлевки: ПФ-002, МС-006, ЭП-00-10 Эмали: ЭП-773, ПФ-188ЖТ |
|
ФГУП НПЦ «Углерод» |
г. Москва, Протопоповский пер. 9 тел. (095) 280-86-32 |
Грунтовка АГЗ-К |
|
ООО «ВЕГА» |
192007, г. С.-Петербург, Литовский пр. д. 269 тел. (812)166-16-29, 166-27-08 |
Эмаль ПФ-ВЕГА ЖД |
|
ОАО «Лакокраска» |
г. Ярославль, ул. Полушкина роща, 16 тел. (0852) 23-07-63, 32-04-83 |
Грунтовка ВД-АК-0247 Шпатлевка ПФ-00-52 Эмаль ПФ-1246 Лак ПФ-170 |
|
ООО «Разноцвет» |
101000, г. Москва, ул. Мясницкая д. 24 тел./факс (095) 924-72-30, 924-63-69 |
Грунтовка «Уретан-Антикор» |
|
ООО НПФ Диэлектрик |
111250, Москва, Красноказарменная, 12 тел./факс (095) 363-0424 |
Эмали: ГФ-92ГС, ГФ-93ХС |
|
ОАО «Химпром» |
428900, Чувашия, г. Новочебоксарск ул. Промышленная, 101 тел. (8352) 77-51-22, 77-54-86 Представительство в Москве ООО «КО Защита» т./факс (095) 318-5382, 720-5877 |
Эмали: КО-8104, КО-8101 |
|
ЗАО «Финнколор» (Фирма Тиккурила) |
г. Санкт-Петербург, пр. 9-го Января, д. 15 «а» тел. (812) 962-6712, 101-2245 |
Эмаль «Миралкид 90» Грунтовка «Rostex-супер» Шпатлевка «Лаккакитти» |
|
ЗАО «АНА» (Фирма «Тиккурила») Фирма «Фин ТЕКС ОУ» |
г. Омск, ул. К. Лигети, д. 2 тел. (3812) 24-60-59, 24-10-53 |
Эмали: «Миралкид 90», «Коррокс» Грунтовки: Rostex-супер, «Коррокс» Шпатлевка «Лаккакитти» |
|
ООО «Димсон» |
125502, г. Москва, ул. Петрозаводская, д. 7 корп. 1 |
Эмаль Темалак МЛ 90 Грунтовка Темапрайм ЕЕ |
|
АОЗТ «высокодисперсные металлические порошки» |
620016, г. Екатеринбург, ул. Амундсена, 101 |
Краска цинкнаполненная ЦИНОЛ СВ |
|
Компания «Финкраска» (фирма Тиккурила») |
Москва, Волгоградский пр. 2 тел. (095) 274-93-90, 274-91-00 |
Краска цинксиликатная Темавелд ЗСМ |
|
Фирма Lankwitzer Lackfabrik |
460008, Украина, г. Тернополь, ул. Русская, 8171 |
Краска грунтовая с цинковой пудрой DG 10-9121/0 |
|
000 «Ноксидол-М» |
Москва, Волоколамское шоссе д. 81 тел. (095) 490-42-65 |
Материал Динитрол 3642W Мастика Динитрол 4941 Герметики: Динитрол 410, PUR 500 |
Приложение Ж
(обязательное)
ПЕРЕЧЕНЬ
НОРМАТИВНО-ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
ПО МЕТРОЛОГИЧЕСКОМУ ОБЕСПЕЧЕНИЮ ПРОИЗВОДСТВА
1. Методики поверки средств измерений.
1.1. Автосцепное устройство N РД-32 ЦВ/ЦЛ 027/91.
1.2. Колесные пары N ПР 32 ЦВ 001-95.
1.3. Буксовый узел N РД 32 ЦВ 043-94.
1.4. Автотормозное оборудование N РД 32 ЦВ 065-2000.
1.5. Перечень средств измерений, применяемых в вагонном хозяйстве, и порядок их поверки, часть III, редукторно-карданный привод N 199 ПКБ ЦВ, 1985 г.
2. Чертежи на нестандартизованные средства измерений.
2.1. Комплект контрольно-измерительного инструмента автосцепки Т-416 ПКБ ЦВ, 1983 (откорректированный).
2.2. Чертежи измерительного и поверочного инструмента колесных пар вагонов Т-447 ПКБ ЦВ (откорректированный).
3. Другие нормативно-технические документы.
3.1. Методика выполнения измерений при полной ревизии вагонных букс с роликовыми подшипниками N РД 32 ЦВ 064-99.
3.2. Методика выполнения измерений при ремонте тележек пассажирских вагонов РД 32 ЦЛ 004-96.
3.3. Методика выполнения измерений переходных площадок, безбуферных устройств и буферов пассажирских вагонов при деповском ремонте РД 32 ЦВ 007-89.
3.4. Выбор средств измерений для контроля линейных размеров от 1 до 500 мм РД 32 ЦЛ 006-97.
3.5. Выбор средств измерений давления РТМ 32 ЦВ 213-81, 1981.
Приложение И
(обязательное)
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ ДЛЯ ЭЛЕМЕНТОВ
ВНУТРЕННИХ КОНСТРУКЦИЙ ПАССАЖИРСКИХ ВАГОНОВ
|
Наименование материала |
ТУ, ГОСТ |
Показатели пожароопасности ГОСТ 12.1.044-89 |
Примечание |
Завод-изготовитель (КОД ОКП) |
|
1 |
2 |
3 |
4 |
5 |
|
Пластик бумажно-слоистый «Манминит» |
ТУ 400-1-18-84 |
Индекс распространения пламени У < 20 |
Облицовка поверхностей стен, перегородок, мебели |
Мытищинский з-д «Стройпластмасс» (225623) |
|
Винилискожа-Т обивная уменьшенной пожароопасности |
ТУ 17-21-561-86 |
Индекс распространения пламени У < 20 |
Облицовка диванов, спальных полок, кресел, светозащитные шторы |
Тверской з-д «Искож» (871314) |
|
Плиты теплоизоляционные из стеклянного штапельного волокна «URSA» (в пленке ТАФ) |
ТУ 5763-002-0028-7697-97 Допускается к применению «Исовер» |
Негорючий материал |
Термоизоляция вагона |
г. Чудово Ленинградской обл. ЗАО «Чудово-Флайлар» (576312) |
|
Плиты фанерные трудногорючие |
ТУ 5518-002-00273235-96 |
Трудногорючие, индекс распространения пламени У < 20 |
Перегородки, стены, пол вагона, деревянные детали обрешетки стен |
Архангельский целлюлозно-бумажный комбинат (5518116) |
|
Изделия из полиэфирного стеклопластика |
ТУ 6-48-00204961-8-89 изм. 3 |
Трудногорючий материал. Индекс распространения пламени У < 20 |
Наличники окон |
г. Тверь АО «Тверьстеклопластик» (229682) |
|
Линолеум поливинилхлоридный «Транслин» |
ТУ 5700-078-00284718-93 |
Индекс распространения пламени У < 20 (Прил. 3 ВНПБ-97) |
Покрытие полов |
г. Хлюпино Московской обл. ЗАО «Стройполимер» (577113) |
|
Изделия из полиэфирного стеклопластика |
ТУ 6-48-00204961-8-89 |
Горючий материал. Ограничено гр. 5. Разрешено пунктом 2.5 ВНПБ-97 |
Пол туалета, бельевой ящик |
г. Тверь АО «Тверьстеклопластик» (229682) |
|
Стеклоткань ТАФ-3 |
ТУ 6-00-05808008-304-96 |
Трудногорючий материал. Индекс распространения пламени У < 20 |
Гидроизоляция пакетов теплоизоляции, кузова в крыше и стенах |
г. Редкино Тверской обл. АО «Редкинский опытный з-д» (595242) |
|
Материал прессованный базальтовый (МПБ) |
ТУ 21-5328983-08-93 |
Трудногорючий материал |
Противопожарная изоляция: прокладки, подкладки, уплотнения |
г. Брянск з-д «Брянскстекло» (576299) |
|
Пленка поливинилхлоридная трудногорючая ПТГ |
ТУ 17 РСФСР 0300193-61-91 |
Горючий материал. Применение ограничено гр. 5. Разрешено пунктом 2.5 ВНПБ-97 |
Гидроизоляция пакетов, теплоизоляция пола |
Тверской з-д «Искож» |
|
Детали, формованные из эластичного пенополиуретана |
ТУ 113-03-0203775-24-91 |
Горючий материал в защитной оболочке из «Огнетекса». Разрешено п. 3. ВНПБ-97 (Прил. 4) |
Мягкие элементы диванов, полок, кресел |
ООО «Европласт» г. Москва |
|
Ткань асбестовая |
ГОСТ 6102-94 |
Трудногорючий материал |
Противопожарная изоляция дымовых труб кипятильника и бойлера, доп. изоляция металлорукавов эл. проводки в труднодоступных местах |
(257420) |
|
Ткань занавесочная «Простор» |
ТУ 8284-011-18129384-93 |
Индекс распространения пламени У < 20 |
Шторы, занавески окон |
ООО «КАДОТЕКС» г. Москва (828460) |
|
Резина |
Горючий материал. Ограничительное применение, предусмотренное гр. 5. Разрешено пунктом 2.5 ВНПБ-97 |
Виброизоляция пола, уплотнение окон, уплотнительные прокладки в системах отопления и водоснабжения |
||
|
Парусина |
ГОСТ 15530-93 |
Горючий материал. Ограниченное применение. Для подвагонного эл. оборудования разрешено прим. 3 к табл. 1 в п. 5 ВНПБ-97 |
Уплотнение дверей и фартуков подножек. Защитные оболочки проводов и кабелей, прокладываемых под вагоном |
(823800 823830) |
|
Теплоизолирующая подкладка «Огнетекс» |
ТУ 8370-032-41114558-97 |
Негорючий материал |
Огнезащита поролона в мягких элементах мебели |
ООО «КАДОтекс» г. Москва |
|
Винилискожа-Т вентиляционная |
ТУ 8723-093-00300191-97 |
Трудновоспламеняемый материал |
Диффузоры и компенсирующие вставки вентустановки |
(872916) |
Приложение К
(ссылочное)
СОСТАВЫ СТОЛЯРНЫХ ГРУНТОВОК (МАСТИК-ПОРОЗАПОЛНИТЕЛЕЙ)
|
Составные части |
ГОСТ или ТУ |
Процентное содержание по массе составных частей мастик-порозаполнителей |
||
|
Клеевая |
Лаковая |
Олифная |
||
|
Тальк или мел |
ГОСТ 21235-75 ГОСТ 12085-88 |
69,0 |
80,5 |
54,0 |
|
Охра |
ГОСТ 8292-85 |
2,5 |
1,5 |
1,5 |
|
Уайт-спирит |
ГОСТ 3134-78 |
— |
4,0 |
7,0 |
|
Клей казеиновый (10% раствор) |
ГОСТ 3056-90 |
28,5 |
— |
— |
|
Лак масляный |
ГОСТ 5470-75 |
— |
14 |
— |
|
Олифа оксоль |
ГОСТ 190-78 |
— |
— |
37,5 |
Приложение Л
(Обязательное)
ПЕРЕЧЕНЬ
НОРМАТИВНОЙ ДОКУМЕНТАЦИИ ПО ОХРАНЕ
ОКРУЖАЮЩЕЙ СРЕДЫ ОТ ВЫБРОСОВ И СБРОСОВ
|
Объект охраны |
Наименование документа |
Примечание |
|
Атмосферный воздух |
Закон РСФСР «Об охране атмосферного воздуха» от 14.07.1982 Закон РСФСР «Об охране окружающей природной среды» от 19.12.1991 ГОСТ 17.2.01-76 Охрана природы. Атмосфера. Классификация выбросов по составу ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями |
|
|
Гидросфера |
ГОСТ 17.1.3.13-86 Охрана природы. Гидросфера. Общие требования к охране поверхностных вод от загрязнения ГОСТ 17.1.3.05-82 Охрана природы. Гидросфера. Общие требования к охране поверхностных и подземных вод от загрязнения нефтью и нефтепродуктами |
|
|
ГОСТ 17.1.3.13-86 Охрана природы. Гидросфера. Общие требования к охране подземных вод |
||
|
Почвы |
ГОСТ 17.4.1.02-83 Охрана природы. Почвы. Классификация химических веществ для контроля загрязнения |
|
|
ГОСТ 17.4.9.04-85 Охрана природы. Почвы. Общие требования к контролю и охране от загрязнений |
||
|
Обращение с отходами производства |
Закон РСФСР «Об отходах производства и потребления» ГОСТ Р 52108-2003 Ресурсосбережение. Обращение с отходами. Основные положения. |
|
|
ГОСТ Р 52108-2003 Ресурсосбережение. Обращение с отходами. Классификация, идентификация и кодирование отходов. Основные положения |
Приложение М
(обязательное)
ПЕРЕЧЕНЬ
ЗАЩИТНЫХ МЕРОПРИЯТИЙ ПО ПРЕДОТВРАЩЕНИЮ
ЗАГРЯЗНЕНИЯ ОКРУЖАЮЩЕЙ СРЕДЫ
|
N п/п |
Загрязняющие вещества |
Защитные мероприятия |
Примечание |
|
1 |
Технические моющие средства (ТМС) |
Применение технологических процессов мойки с замкнутым циклом |
Слив отработанных растворов через отстойники и очистные сооружения |
|
2 |
Отработанные масла |
Сбор в емкости, утилизация, регенерация |
|
|
3 |
Электролиты кислотные и щелочные |
Нейтрализация |
|
|
4 |
Топливо дизельное |
Слив в технологические емкости |
|
|
5 |
Хладон 12 |
Замена на озоносберегающий хладагент |
|
|
6 |
Лакокрасочные материалы |
Сокращение потерь, совершенствование технологии нанесения покрытий |
Внедрение окрасочных камер |
|
7 |
Технологические отходы производства |
Соблюдение лицензионных требований накопления, транспортирования и захоронения отходов |
Приложение Н
(обязательное)
Исполнители:
Заместитель директора ПКБ ЦЛ Капишников Ю.В.
Главный инженер ПК ТБВ Шишков Д.А.
Заместитель начальника отдела ПКБ ЦЛ Захаров А.В.
ДИРЕКЦИЯ
СОВЕТА ПО ЖЕЛЕЗНОДОРОЖНОМУ ТРАНСПОРТУ
ГОСУДАРСТВ-УЧАСТНИКОВ СОДРУЖЕСТВА
Утверждено
пятьдесят четвертым Советом по
железнодорожному транспорту
государств-участников Содружества
(протокол от 18 — 19 мая 2011 г.)
ОБЩЕЕ
РУКОВОДСТВО ПО РЕМОНТУ
ТОРМОЗНОГО ОБОРУДОВАНИЯ ВАГОНОВ
|
Согласовано |
|
Согласовано |
2010
ДИРЕКЦИЯ
СОВЕТА ПО ЖЕЛЕЗНОДОРОЖНОМУ ТРАНСПОРТУ
ГОСУДАРСТВ-УЧАСТНИКОВ СОДРУЖЕСТВА
Проектно-конструкторское
бюро вагонного хозяйства —
филиал открытого акционерного общества
«Российские железные дороги»
(ПКБ ЦВ ОАО «РЖД»)
ОБЩЕЕ РУКОВОДСТВО ПО РЕМОНТУ
ТОРМОЗНОГО ОБОРУДОВАНИЯ ВАГОНОВ
732-ЦВ-ЦЛ
Настоящее Общее руководство (далее — Руководство) устанавливает
основные требования на ремонт, приемку и испытание после ремонта тормозного
оборудования и тормозов грузовых и пассажирских вагонов, курсирующих в
межгосударственном сообщении государств-участников Содружества, Грузии,
Латвийской республики, Литовской республики и Эстонской республики.
Требования настоящего Руководства являются обязательными для
всех предприятий, производящих ремонт тормозного оборудования и тормозов, а
также владельцев вышеназванного подвижного состава.
Конструкторская и технологическая документация, относящаяся
к ремонту, приемке и испытанию после ремонта тормозного оборудования, а также к
приемке и испытанию тормозов вышеназванного подвижного состава, должна
соответствовать требованиям настоящего Руководства.
1
ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1 Ремонт тормозного оборудования вагонов (далее —
тормозное оборудование) производится в контрольных пунктах автотормозов (далее
— АКП) и (или) автоматных отделениях (далее — АО), аттестованных в
установленном порядке, или в сервисных центрах изготовителей тормозного
оборудования (далее — СЦ).
(Измененная редакция. Изм. 5-2014)
1.2 Проверку качества ремонта, приемку и испытание после
ремонта тормозного оборудования, подготовку тормоза вагона к приемке производит
руководитель подразделения, производившего ремонт тормозного оборудования, или
иное должностное лицо, на которое в соответствии с должностной инструкцией
возложены эти обязанности.
Приемку тормозного оборудования на отремонтированном вагоне,
в том числе испытание тормоза вагона, осуществляет должностное лицо, на которое
в соответствии с должностной инструкцией возложены эти обязанности и
аттестованное на право приемки тормозного оборудования на вагоне.
1.3 После приемки тормоза отремонтированного вагона в
учетной книге, установленной формы, производится соответствующая запись за
подписью лица, производившего подготовку тормоза вагона к приемке и лица,
выполнявшего приемку.
1.4 Гарантийные обязательства за исправное действие тормоза
отремонтированного вагона распространяются на период, предусмотренный
нормативными документами на плановые или текущие виды ремонта, в зависимости от
вида выполненного ремонта.
(Новая редакция. Изм. 1-2012)
1.5 Специальные приспособления, стенды, устройства и
установки для ремонта и испытания после ремонта тормозного оборудования, для
испытания тормоза вагона должны отвечать требованиям настоящего Руководства.
Стенды, устройства и установки для испытания после ремонта
тормозного оборудования и испытания тормоза вагона должны быть допущены к
применению железнодорожной администрацией и аттестованы в соответствии с
нормативной документацией, утвержденной железнодорожной администрацией.
1.6 Все испытательные стенды, устройства и установки перед
началом смены должны быть проверены на функционирование руководителем
соответствующего ремонтного подразделения или другим должностным лицом, на
которое в соответствии с должностной инструкцией возложены эти обязанности, в
соответствии с требованиями настоящего Руководства и эксплуатационной
документации на конкретный стенд, устройство или установку с отметкой об их
исправности в учетной книге установленной формы.
Ответственность за исправность стендов, устройств и
установок несет должностное лицо, на которое в соответствии с должностной
инструкцией возложена эта обязанность.
1.7 Периодическую проверку всех испытательных стендов,
устройств и установок на функционирование и соответствие требованиям настоящего
Руководства и эксплуатационной документации на конкретный стенд, устройство или
установку, в том числе проверку на плотность стендов, устройств и установок для
испытания тормоза вагона, для испытания воздухораспределителей пассажирских
вагонов, главных и магистральных частей воздухораспределителей грузовых
вагонов, авторежимов, камер воздухораспределителей, запасных резервуаров,
тормозных цилиндров, концевых и разобщительных кранов, осуществляет
руководитель соответствующего ремонтного подразделения или другое должностное
лицо, на которое в соответствии с должностной инструкцией возложены эти
обязанности, не реже одного раза в 3 месяца.
В случае неисправности стендов, устройств и установок их
ремонт производится специалистами предприятия-изготовителя этих стендов,
устройств и установок или специалистами иной организации, получившей право
проведения ремонта от предприятия-изготовителя этих стендов, устройств и
установок.
Результаты периодической проверки должны быть отражены в
учетной книге, установленной формы, за подписью лица, производившего проверку,
а на самом стенде, устройстве или установке должна быть прикреплена табличка с
надписью даты проведенной периодической проверки.
1.8 Проверка соблюдения технологии ремонта тормозного
оборудования и приемки тормоза вагона должна производиться ежемесячно
руководителями предприятия, осуществляющего ремонт. Результаты проверки должны
быть отражены соответствующей записью в учетной книге установленной формы.
1.9 Все стенды, устройства и установки для испытания
тормозного оборудования и тормоза вагона, соблюдение технологии и качество
ремонта должны проверяться не реже одного раза в 6 месяцев комиссией под
председательством должностного лица предприятия структурного подразделения,
уполномоченной железнодорожной администрацией.
В учетной книге, установленной формы, фиксируется дата
проведенной проверки.
Результаты проверки оформляются актом, который передается
руководителю предприятия, осуществляющего ремонт, для принятия соответствующих
мер.
(Измененная редакция. Изм. 36-2016)
1.10 Средства измерений подлежат периодическому контролю
(калибровке) в соответствии с национальным законодательством.
1.11 Все манометры, используемые при испытаниях тормозного
оборудования и тормозов вагонов, подлежат калибровке не реже одного раза в год
в метрологической службе организаций железнодорожного транспорта,
аккредитованной в установленном железнодорожной администрацией порядке, или в
другой метрологической службе в порядке, установленном национальным
законодательством. В паспорте прибора производится отметка об очередной
проведенной калибровке, а на корпусе манометра наносится клеймо.
2
ОБЪЕМ РЕМОНТА ТОРМОЗНОГО ОБОРУДОВАНИЯ ГРУЗОВЫХ ВАГОНОВ
2.1
Объем ремонта тормозного оборудования при текущем отцепочном ремонте грузовых
вагонов
2.1.1 При текущем отцепочном ремонте вагона, вне зависимости
от причин его отцепки, производится осмотр всего тормозного оборудования,
деталей его крепления и предохранительных (поддерживающих) устройств,
размещенных на раме вагона и тележках.
При этом необходимо:
— проверить наличие и исправность крепежных деталей и
предохранительных (поддерживающих) устройств тормозного оборудования;
— проверить исправность и действие поводков выпускных
клапанов;
— в тормозной рычажной передаче проверить наличие осей
(далее — валики), шайб, шплинтов и правильность их постановки, шарнирные
соединения смазать;
— детали стояночного и ручного тормоза в процессе осмотра
очистить, смазать и расходить;
— на вагонах, оборудованных авторежимом, проверить
исправность упора авторежима, опорной балки, контактной планки; проверить
положение упора авторежима относительно контактной планки, правильность
крепления опорной балки и контактной планки; проверить положение переключателя
грузовых режимов торможения воздухораспределителя (далее — переключатель
режимов воздухораспределителя), который в зависимости от типа тормозных колодок
(композиционных или чугунных), типа и модели вагона должен находиться в
положении среднего или груженого режима торможения;
— на вагонах, не оборудованных авторежимом, проверить
соответствие положения переключателя режимов воздухораспределителя типу
тормозных колодок (композиционные или чугунные), типу и модели вагона, а также
загрузке вагона;
— проверить состояние тормозных колодок — тормозная колодка
не должна выступать за кромку наружной грани обода колеса, толщина тормозной
колодки должна быть более минимальной толщины, при которой в соответствии с
Правилами технического обслуживания тормозного оборудования и управления
тормозами железнодорожного подвижного состава, тормозная колодка подлежит
замене, тормозные колодки на одном триангеле не должны различаться по толщине
более чем на 10 мм, при этом на одном вагоне должны быть установлены колодки
одного типа и конструкции;
— все выявленные при осмотре неисправности устранить,
неисправное тормозное оборудование, предохранительные (поддерживающие)
устройства и детали крепления заменить на исправные, отсутствующие — поставить.
(Измененная редакция. Изм. 5-2014, 6-2014)
2.1.2 Вне зависимости от причин отцепки тормоз вагона при текущем
отцепочном ремонте должен быть принят и испытан в соответствии с разделами 18 и 19.
2.2
Объем ремонта тормозного оборудования при деповском ремонте грузовых вагонов
2.2.1 При деповском ремонте с вагона демонтируется следующее
оборудование:
— главная и магистральная части воздухораспределителя, за
исключением главных и магистральных частей, имеющих пломбы
предприятия-изготовителя, на которые распространяется гарантийный срок службы и
при условии, что он не заканчивается в следующий плановый межремонтный период
вагона, а также главных и магистральных частей, имеющих пломбы и (или) бирки
ремонтного предприятия (АКП, АО, СЦ), на которые распространяется гарантийный
послеремонтный срок службы и при условии, что он не заканчивается в следующий
плановый межремонтный период вагона;
— сетчато-войлочный фильтр (при демонтаже главной и
магистральной частей) и сетки камеры модельного ряда 295;
— фильтр очистки сжатого воздуха из кронштейна-камеры
модельного ряда КАВ30 (при демонтаже главной и магистральной частей);
— фильтр очистки сжатого воздуха (при демонтаже главной и
магистральной частей) и пылеулавливающие сетки камеры модельного ряда 6540.01;
— авторежимы, за исключением авторежимов, на которые
распространяется гарантийный срок службы и при условии, что он не заканчивается
в следующий плановый межремонтный период вагона, а также авторежимов, имеющих
пломбы и (или) бирки ремонтного предприятия (АКП, АО, СЦ), на которые
распространяется гарантийный послеремонтный срок службы и при условии, что он
не заканчивается в следующий плановый межремонтный период вагона;
— запасный резервуар, если до его очередного полного
освидетельствования остается менее 1,5 лет, а также в случае отсутствия на
запасном резервуаре надписи, удостоверяющей положительные результаты его
испытания;
— поршневые узлы тормозных цилиндров вместе с пружинами и
передними крышками;
— концевые краны;
— разобщительные краны;
— соединительные рукава;
— регуляторы тормозных рычажных передач и их приводы;
— вся тормозная рычажная передача, включая съемные детали
стояночного и ручного тормоза;
— предохранительные скобы траверс (у рефрижераторных
вагонов).
Допускается при деповском ремонте не демонтировать с вагона
главную и магистральную части воздухораспределителя, а также авторежимы,
имеющие пломбы предприятия-изготовителя или пломбы и (или) бирки ремонтного
предприятия (АКП, АО, СЦ), у которых доремонтный срок службы (срок службы от даты
изготовления до первого ремонта) или межремонтный срок службы, не заканчивается
до проведения следующего планового ремонта.
(Измененная редакция. Изм. 5-2014, 36-2016)
2.2.2 У тормозного оборудования, предохранительных
(поддерживающих) устройств и поводков выпускных клапанов, не демонтированных с
вагона, проверяется надежность их крепления, в том числе наличие всех крепежных
деталей и правильность их постановки, отсутствие дефектов и сверхнормативных
износов.
У предохранительных и поддерживающих устройств допускается
износ рабочих поверхностей, составляющий не более 15 % от их толщины.
Все выявленные при проверке неисправности устраняются, а при
невозможности их устранения непосредственно на вагоне неисправное тормозное
оборудование, предохранительные (поддерживающие) устройства, поводки выпускных
клапанов с вагона демонтируются.
2.2.3 Запасный резервуар, если до времени проведения его
полного освидетельствования остается более 1,5 лет, непосредственно на вагоне
подвергается частичному техническому освидетельствованию в соответствии с
нормативными документами по надзору за воздушными резервуарами железнодорожного
подвижного состава.
При этом на запасном резервуаре Р7-78 допускается наличие не
более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на
расстоянии друг от друга не менее 45 мм, и коррозионные повреждения общей
площадью не более 0,24 м2 и глубиной до 0,3 мм, на запасном
резервуаре Р7-135 допускается наличие не более трех вмятин глубиной не более 5
мм, расположенных вне сварных швов на расстоянии друг от друга не менее 60 мм,
и коррозионные повреждения общей площадью не более 0,32 м2 и
глубиной до 0,3 мм.
2.2.4 У камеры модельного ряда 295 и 6540.01 на вагоне, в
случае демонтажа главной и магистральной частей, необходимо проверить
расстояние от привалочной плоскости фланца для главной части воздухораспределителя
до рабочей поверхности кривошипа режимного валика воздухораспределителя и
размер посадочного места под сетчато-войлочный фильтр.
Расстояние от привалочной плоскости для фланца главной части
воздухораспределителя до рабочей поверхности кривошипа режимного валика
воздухораспределителя должно быть у камеры 295.001 для груженого режима (80 +
1) мм, для среднего — (87 + 1) мм, для порожнего — не менее 98 мм; у камер
6540.01, 295М.001 и 295М.002 для груженого режима (80+1) мм, для среднего (85 +
1) мм, для порожнего не менее 98 мм. В случае несоответствия размеров
приведенным выше значениям режимный валик воздухораспределителя следует
заменить.
Размер посадочного места под сетчато-войлочный фильтр камер
модельного ряда 295 и под фильтр очистки сжатого воздуха камеры модельного ряда
6540.01 должен быть в пределах от 72 до 72,5 мм. Камеру воздухораспределителя,
не выдержавшую контроль, следует заменить.
(Измененная редакция. Изм. 5-2014, 36-2016)
2.2.5 Корпус тормозного цилиндра не должен иметь трещин и
отколов.
Внутреннюю поверхность тормозного цилиндра необходимо
очистить и осмотреть — наличие ржавчины, рисок не допускается.
На внутреннюю поверхность тормозного цилиндра перед
постановкой в него отремонтированного поршневого узла должна быть нанесена
смазка ЖТ-79Л или ПЛАСМА-Т5.
(Измененная редакция. Изм. 5-2013)
2.2.6 У труб магистрального воздухопровода вне резьбы и мест
крепления допускается местный износ по внешнему диаметру (потертость) глубиной
не более 0,6 мм.
Для очистки внутренней поверхности магистрального
воздухопровода его необходимо обстучать деревянным молотком массой не более 1
кг и пропустить через него ерш.
Для контроля внутреннего прохода магистрального
воздухопровода через него необходимо пропустить металлический шарик диаметром
(28 — 1) мм.
У вагона с тормозным воздухопроводом (магистральный воздухопровод
и подводящие трубы), выполненным из безрезьбовых труб, необходимо произвести
разборку узлов их соединений в случае:
— если гарантийный срок службы соединительной арматуры
закончился или заканчивается в следующий плановый межремонтный период;
— если производился демонтаж соответствующего тормозного
оборудования или замена труб.
При разборке узлов соединений безрезьбовых труб необходимо
произвести оценку технического состояния всех деталей соединения, неисправные
детали в узлах соединений заменить исправными, а уплотнительные полиуретановые
кольца и прокладки, вне зависимости от их состояния, заменить на новые.
Оценку технического состояния деталей узлов соединения
безрезьбовых труб, а также их сборку необходимо производить в соответствии с
руководством по эксплуатации соединительной арматуры для безрезьбовых труб
пневматических систем железнодорожного подвижного состава.
2.2.7 Все снятое с вагона тормозное оборудование должно быть
направлено для осмотра, ремонта и испытания в соответствующие ремонтные
подразделения или СЦ.
Снятые с вагона предохранительные (поддерживающие)
устройства, поводки выпускных клапанов должны быть направлены для ремонта в
соответствующие ремонтные подразделения.
(Измененная редакция. Изм. 5-2014)
2.2.8 На отремонтированном вагоне, взамен снятого с него
тормозного оборудования, предохранительных (поддерживающих) устройств, поводков
выпускных клапанов, должно быть установлено новое или отремонтированное
тормозное оборудование, предохранительные (поддерживающие) устройства, поводки
выпускных клапанов.
У кронштейна-камеры модельного ряда КАВ30 и камеры
модельного ряда 6540 01, в случае демонтажа с него главной и магистральной
частей, фильтр очистки сжатого воздуха следует устанавливать только новый.
(Измененная редакция. Изм. 5-2014, 36-2016)
2.2.9 Допускается при производстве деповского ремонта
производить замену резьбовых труб тормозного воздухопровода на безрезьбовые с
применением при этом соответствующих концевых кранов, магистральных тройников,
трехходовых кранов и соединительной арматуры.
У вагонов, тормозной воздухопровод которых в соответствии с
конструкторской (в том числе ремонтной) документацией на данные вагоны выполнен
из безрезьбовых труб, запрещается производить замену безрезьбовых труб на
резьбовые.
2.2.10 Тормоз вагона, прошедшего деповской ремонт, должен
быть принят и испытан в соответствии с разделами 18 и 19.
2.3
Объем ремонта тормозного оборудования при капитальном ремонте грузовых вагонов
2.3.1 При капитальном ремонте с вагона демонтируется все
тормозное оборудование, детали его крепления, предохранительные
(поддерживающие) устройства, поводки выпускных клапанов.
Все снятое с вагона тормозное оборудование должно быть
направлено для осмотра, ремонта и испытания в соответствующие ремонтные
подразделения или СЦ.
Снятые с вагона предохранительные (поддерживающие)
устройства, поводки выпускных клапанов должны быть направлены для осмотра и
ремонта в соответствующие ремонтные подразделения.
У предохранительных и поддерживающих устройств не
допускается наличие изломов, трещин, деформации, износ рабочих поверхностей.
(Измененная редакция. Изм. 5-2014)
2.3.2 Взамен снятого на вагоне должно быть установлено новое
или отремонтированное тормозное оборудование, новые детали его крепления, новые
или отремонтированные предохранительные (поддерживающие) устройства и поводки
выпускных клапанов.
Тормозной воздухопровод вагона должен быть выполнен из
безрезьбовых труб с применением при этом соответствующих концевых кранов,
магистральных тройников, трехходовых кранов и соединительной арматуры.
Допускается по требованию владельца вагона, тормозной
воздухопровод которого выполнен в соответствии с конструкторской документацией
на вагон из резьбовых труб, производить его ремонт без замены резьбовых труб на
безрезьбовые.
2.3.3 После монтажа магистрального
воздухопровода на вагоне его необходимо обстучать деревянным молотком массой не
более 1 кг и пропустить через него ерш, для контроля внутреннего прохода
магистрального воздухопровода через него необходимо пропустить металлический
шарик диаметром (28 — 1) мм.
2.3.4 Грузовой вагон (за исключением
рефрижераторных вагонов) с тормозным воздухопроводом, выполненным из
безрезьбовых труб, поступивший в первый капитальный ремонт, разрешается
ремонтировать без снятия с него:
— труб магистрального воздухопровода, если они выполнены из
бесшовных стальных труб по ГОСТ
8734, не имеют неисправностей и при условии, что магистральный
воздухопровод не претерпел конструктивных изменений при деповских ремонтах;
— подводящих труб к авторежиму, если они выполнены из
бесшовных стальных труб по ГОСТ
8734, не имеют неисправностей и не претерпели конструктивных изменений при
деповских ремонтах.
При этом у безрезьбовых труб необходимо произвести разборку
узлов их соединений и оценку технического состояния всех деталей соединений в
соответствии с руководством по их эксплуатации. Неисправные детали в узлах
соединений необходимо заменить исправными, а все уплотнительные полиуретановые
кольца и прокладки, вне зависимости от их состояния, заменить на новые. Сборку
узлов соединений безрезьбовых труб необходимо производить в соответствии с
руководством по эксплуатации соединительной арматуры для безрезьбовых труб
пневматических систем железнодорожного подвижного состава.
После сборки должна быть произведена очистка и проверка
магистрального воздухопровода в соответствии с пунктом 2.3.3.
2.3.5 Тормоз вагона, прошедшего капитальный ремонт, должен
быть принят и испытан в соответствии с разделами 18 и 19.
3 ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ТОРМОЗНОМУ
ОБОРУДОВАНИЮ И МОНТАЖУ ЕГО НА ВАГОНАХ ПРИ ВСЕХ ВИДАХ РЕМОНТА ГРУЗОВЫХ ВАГОНОВ
3.1 На вагоны при всех видах ремонта следует устанавливать
только допущенное в установленном порядке к эксплуатации тормозное
оборудование, выполненное в климатическом исполнении УХЛ категории 1 согласно ГОСТ
15150.
3.2 Кронштейны для крепления тормозного оборудования на
вагоне и его тележках должны быть исправными и соответствовать конструкторской
(в том числе ремонтной) документации на конкретную модель вагона и тележки.
3.3 Шплинты в узлах крепления тормозного оборудования
необходимо ставить только новые. При установке шплинта разводить необходимо обе
его ветви на угол между ними не менее 90°.
3.4 Сетчато-войлочные фильтры и пылеулавливающие сетки при
плановых видах ремонта должны ставиться в тормозную систему вагона только новые
и предварительно продутые сжатым воздухом.
(Измененная редакция. Изм. 1-2012, 36-2016)
3.5 Все резиновые детали, входящие в тормозное оборудование
при ремонте в АКП и (или) АО должны ставиться в зависимости от состояния и с
учетом сроков годности.
Установленные сроки годности:
— рукава резинотекстильные 6 лет;
— кольца уплотнительные — 3 года;
— манжеты, уплотнения и прокладки тормозных цилиндров — 6
лет;
— манжеты, диафрагмы и уплотнения клапанов
воздухораспределителей, авторежимов — 4 года;
— прокладки воздухораспределителей, авторежимов — 5 лет;
— втулки подвесок тормозных башмаков — 5 лет.
Срок годности для резинотекстильных рукавов исчисляется от
даты изготовления, указанной на резиновом ярлыке рукава.
Срок годности остальных резиновых деталей исчисляется от
года изготовления (рельефный оттиск на детали, каждая точка на клейме-оттиске
обозначает один год, который добавляется к дате изготовления), не считая года
изготовления. Дата изготовления новых резиновых деталей, на которые в соответствии
с конструкторской документацией не наносится клеймо-оттиск с датой
изготовления, определяется по ярлыку, прилагаемому к каждой упаковочной единице
этих деталей.
Резиновые детали, срок годности которых истекает в
гарантийный межремонтный период, при плановых ремонтах должны быть заменены
новыми.
Замену прокладок, диафрагм и уплотнений, на которые в
соответствии с конструкторской документацией не наносится клеймо-оттиск с датой
изготовления, необходимо производить в зависимости от их состояния.
Наличие у прокладок, диафрагм, манжет и уплотнений подрезов,
расслоений, признаков разбухания не допускается.
(Измененная редакция. Изм. 5-2014)
3.6 Полиуретановые втулки подвесок тормозных башмаков должны
устанавливаться в зависимости от их состояния и с учетом срока годности.
У полиуретановых втулок подвесок тормозных башмаков не
допускается наличие трещин и разрывов.
Срок годности полиуретановых втулок подвесок тормозных
башмаков регламентируется техническими условиями на них.
3.7 Замена войлочных колец, входящих в тормозное
оборудование, производится в зависимости от их состояния.
3.8 Муфты, тройники, концевые и разобщительные краны,
стоп-краны должны быть навернуты на всю длину резьбы и закреплены контргайками.
Муфты должны быть закреплены контргайками с обеих сторон.
Муфты, тройники, концевые, трехходовые и разобщительные
краны на безрезьбовых трубах должны устанавливаться в соответствии с
руководством по эксплуатации арматуры соединительной для безрезьбовых труб
пневматических систем железнодорожного подвижного состава и контролироваться
моментом затяжки с помощью ключа моментного (динамометрического) согласно
приложения Ж настоящего
Руководства и конструкторской документацией на конкретную модель вагона.
(Измененная редакция. Изм. 124-2016)
3.9 Уплотнение соединений резьбовых труб, сгонов,
стоп-кранов, концевых и разобщительных кранов, соединительных рукавов
необходимо выполнять с применением смазки ВНИИ НП-232 с подмоткой из трепаного
льна или пеньки.
Уплотнение соединений безрезьбовых труб и применяемых при
этом соответствующих концевых кранов, трехходовых кранов обеспечивается
наличием в узлах их соединений уплотнительных полиуретановых колец и прокладок.
Повторное использование уплотнительных полиуретановых колец и прокладок не
допускается.
3.10 Конструкция и размеры тяг и затяжек тормозной рычажной
передачи вагонов должны соответствовать конструкторской документации на
конкретную модель вагона.
3.11 При сборке все шарнирные соединения и узлы трения
тормозной рычажной передачи, включая детали стояночного и ручного тормоза,
должны быть смазаны. Рекомендуемые для применения масла и смазки приведены в
таблицах 2 и 3.
3.12 На валики тормозной рычажной передачи должны
устанавливаться стандартные шайбы и шплинты. Шплинты необходимо ставить новые,
разводить необходимо обе ветви шплинта на угол между ними не менее 90°,
повторное использование шплинтов запрещено.
Расстояние между шайбой и шплинтом в шарнирных соединениях
тормозной рычажной передачи не должно превышать 3 мм. Допускается регулировать
этот размер постановкой не более одной дополнительной шайбы необходимой
толщины, но не более 6 мм, с таким же диаметром отверстия, как и у основной
шайбы.
Валики, расположенные вертикально, должны быть поставлены
головками вверх, а установленные горизонтально — должны быть обращены шайбами
наружу от продольной оси вагона. Горизонтальные валики, расположенные на
продольной оси вагона, должны быть обращены головками в одну сторону.
3.13 Устанавливаемые на вагон главные и магистральные части
воздухораспределителей, авторежимы, соединительные рукава, регуляторы тормозных
рычажных передач, концевые краны, разобщительные и трехходовые краны, камеры
воздухораспределителей, тормозные цилиндры при превышении установленных сроков
их хранения после изготовления или ремонта должны быть испытаны. При этом бирки
ремонтного предприятия устанавливаются:
— на новые (с сохранением пломбы предприятия-изготовителя) и
отремонтированные главные и магистральные части воздухораспределителей,
авторежимы;
— на отремонтированные соединительные рукава, концевые краны
и регуляторы тормозных рычажных передач.
Бирки ремонтного предприятия не устанавливаются:
— на новые и отремонтированные разобщительные и трехходовые
краны, камеры и кронштейны-камеры воздухораспределителей, тормозные цилиндры;
— на новые соединительные рукава, концевые краны и
регуляторы тормозных рычажных передач.
Подлежащие постановке на вагон новые соединительные рукава
должны иметь бирку предприятия-изготовителя.
Подлежащие постановке на вагон запасные резервуары должны иметь
надпись, удостоверяющую положительные результаты их испытаний.
Подлежащие постановке на вагон элементы тормозной рычажной
передачи (тяги, триангели, подвески тормозных башмаков, траверсы, подвески
траверс) должны иметь клейма, удостоверяющие положительные результаты их
испытаний и (или) неразрушающего контроля.
(Измененная редакция. Изм. 5-2014)
3.14 Предохранительные (поддерживающие) устройства
тормозного оборудования должны быть установлены в соответствии с требованиями
конструкторской (в том числе ремонтной) документации на конкретную модель
вагона. Устанавливать предохранительные (поддерживающие) устройства с
отступлениями от конструкторской документации запрещается.
3.15 Разобщительный кран от магистрального воздухопровода
воздухораспределителю у вагонов с тормозным воздухопроводом, выполненным из
резьбовых труб, необходимо установить: либо на ниппеле с резьбой 3/4″ и
внутренним диаметром не менее 14 и не более 15 мм, ввернутом в магистральный
тройник, либо с использованием безрезьбового ниппеля со стороны тройника.
Соединение разобщительного крана с тройником производить с применением
соединительной арматуры для безрезьбовых труб с заменой резьбовой подводящей
трубки на безрезьбовую.
У вагонов с тормозным воздухопроводом, выполненным из
безрезьбовых труб, соединение разобщительного крана с магистральным тройником
необходимо производить с применением соединительной арматуры для безрезьбовых
труб пневматических систем железнодорожного подвижного состава.
Ручка разобщительного крана в открытом положении должна
располагаться вдоль подводящей трубы по направлению к воздухораспределителю.
Разобщительный кран должен иметь атмосферное отверстие —
постановка разобщительных кранов без атмосферного отверстия запрещается.
(Измененная редакция. Изм. 15-2015, 6-2016)
3.16 Концевой кран необходимо крепить к кронштейну скобой с
закреплением ее гайками и фиксацией гаек стопорной планкой. При этом кран
должен опираться на кронштейн гранью шестигранной поверхности своего корпуса
таким образом, чтобы отросток крана для соединительного рукава располагался под
углом 60° к вертикальной оси вагона.
Расстояние от продольной оси вагона до оси корпуса крана на
рефрижераторных вагонах должно быть не более 350 мм, на остальных грузовых
вагонах — от 280 до 320 мм.
Расстояние от лобового листа концевой балки до оси поворота
ручки концевого крана следует выдерживать в следующих пределах:
от 156 до 167 мм — у 4-осных вагонов с длиной по осям
сцепления автосцепок до 21 м и ударной розеткой, имеющей длину выступающей
части 185 мм;
от 190 до 210 мм — у 4-осных вагонов с длиной по осям
сцепления автосцепок до 21 м и ударной розеткой, имеющей длину выступающей
части 130 мм;
от 246 до 257 мм — у вагонов с длиной по осям сцепления
автосцепок более 21 м.
Допускается эксплуатация 4-осных вагонов длиной по осям
сцепления автосцепок до 21 м с ударной розеткой, имеющей длину выступающей
части 130 мм, с расстоянием от лобового листа концевой балки до оси поворота
ручки концевого крана от 156 до 167 мм до поступления их в капитальный ремонт.
3.17 Тормозное оборудование следует крепить на вагоне без
применения прокладок.
На рефрижераторных вагонах для крепления запасного
резервуара допускается применять подкладки из древесины влажностью не более 25
%.
3.18 Магистральный тройник следует крепить к раме вагона
двумя болтами M16 с постановкой пружинных шайб, прорезных или корончатых гаек и
шплинтов, входящих в отверстие болта и прорезь гайки.
3.19 Магистральный воздухопровод следует крепить к раме
вагона во всех местах, предусмотренных конструкцией вагона. При этом:
— магистральный воздухопровод должен быть закреплен
(крепление концевых кранов в этот счет не входит) у 4-осных вагонов не менее
чем в шести местах, у 6-осных и 8-осных вагонов — не менее чем в семи;
— крепление магистрального воздухопровода на расстоянии от
280 до 300 мм по обеим сторонам от контргаек (при резьбовых трубах) или
накидных гаек (при безрезьбовых трубах) магистрального тройника и муфт
промежуточных соединений (при их наличии) является обязательным.
Магистральный воздухопровод следует крепить скобами с
закреплением их гайками и фиксацией гаек стопорными планками. Допускается
применять вместо стопорных планок стопорные шайбы, а также допускается крепить
скобы пружинными шайбами и прорезными или корончатыми гайками с фиксацией
шплинтами, входящими в отверстие скобы и прорезь гайки.
На вагонах, оборудованных авторежимом, подводящие к нему
трубы должны быть закреплены в соответствии с конструкторской документацией на
конкретную модель вагона, но не менее чем в двух местах (каждая), а при наличии
у трубы промежуточного муфтового соединения должно быть произведено
дополнительное ее крепление на расстоянии от 280 до 300 мм по обеим сторонам от
контргаек или накидных гаек муфты.
3.20 Камеру и кронштейн-камеру воздухораспределителей
следует крепить четырьмя болтами М20 с постановкой пружинных шайб и прорезных
или корончатых гаек с фиксацией их шплинтами, входящими в отверстие болта и
прорезь гайки. При этом для крепления кронштейна-камеры на вагоне
предпочтительно использовать оригинальные детали крепления, поставляемые
изготовителем воздухораспределителей КАВ60.
(Измененная редакция. Изм. 5-2014)
3.21 Запасный резервуар следует крепить хомутами с
закреплением их гайками и контргайками с фиксацией гаек стопорными планками и
постановкой шплинтов Допускается применять вместо стопорных планок стопорные
шайбы, а также допускается крепить хомуты прорезными или корончатыми гайками с
постановкой пружинных шайб и фиксацией шплинтами, входящими в отверстие хомута
и прорезь гайки.
3.22 Тормозной цилиндр следует крепить болтами М16 или М20
(в зависимости от модели тормозного цилиндра) с постановкой пружинных шайб и
прорезных или корончатых гаек с фиксацией их шплинтами, входящими в отверстие
болта и прорези гайки. Допускается производить крепление тормозного цилиндра
болтами с постановкой стопорных шайб, гаек и контргаек. Количество болтов для
тормозных цилиндров с диаметром до 14″ (включительно) должно быть не менее
четырех, тормозные цилиндры с диаметром 16″ необходимо крепить шестью
болтами.
3.23 Поводки выпускных клапанов должны быть выполнены в виде
цепочек. При этом звенья цепочки должны изготавливаться из проволоки диаметром
от 4 до 5 мм, соединительный размер звена (шаг цепочки) должен быть не более
310 мм. Концы звеньев должны быть сварены внахлестку. Соединение поводков с
толкателем выпускного клапана воздухораспределителя необходимо производить с
помощью кольца с внутренним диаметром от 30 до 40 мм, выполненного навивкой
(без сварки) в 2 оборота из пружинной проволоки диаметром 3 мм.
Поводки необходимо выводить на обе стороны вагона.
При постановке поводков необходимо проверять их действие —
перемещение поводка должно быть свободным, без заеданий.
3.24 Размеры плеч рычагов в тормозной рычажной передаче
вагона должны соответствовать конструкторской (в том числе ремонтной)
документации на него и типу (композиционные или чугунные) тормозных колодок.
Схемы тормозных рычажных передач основных типов грузовых
вагонов приведены в приложении А.
3.25 Тележки грузового типа должны быть оборудованы
устройствами по равномерному износу тормозных колодок в соответствии с разделом
4.
3.26 При плановых ремонтах тормозные колодки должны быть
поставлены новые, при этом на одной тележке вагона должны быть установлены
тормозные колодки одного типа и конструкции.
Для грузовых вагонов, межремонтный пробег которых составляет
160 тыс. км, допускается при деповском ремонте не производить замену колодок
конструкции ФРИТЕКС Контакт при условии, что толщина колодки составляет не
менее 38 мм, тормозные колодки на одном триангеле не должны различаться по
толщине более чем на 5 мм и должны иметь равномерный износ. Замена тормозных
колодок должна производиться на колодки одного типа и конструкции.
(Новая редакция. Изм. 5-2013)
3.27 Тормозные колодки должны быть
закреплены чеками по ГОСТ
1203 и не должны выступать за наружные грани колес.
3.28 Выход штока тормозного цилиндра вагона при полном
служебном торможении должен соответствовать значениям, приведенным в таблице 1.
Таблица 1 — Выход штока тормозного цилиндра
грузовых вагонов при полном служебном торможении
|
Тип |
Выход |
|
Четырехосный грузовой вагон (в том числе |
от 50 до 100 |
|
Композиционные тормозные колодки |
|
|
Четырехосный грузовой вагон с двумя |
|
|
Композиционные тормозные колодки |
|
|
Шестиосный грузовой вагон с одним |
|
|
Композиционные тормозные колодки |
|
|
Восьмиосный грузовой вагон с двумя |
|
|
Композиционные тормозные колодки |
|
|
Восьмиосный грузовой вагон с одним |
|
|
Композиционные тормозные колодки |
|
|
Четырехосный грузовой вагон (в том числе |
|
|
Чугунные тормозные колодки |
от |
|
Четырехосный грузовой вагон с двумя тормозными |
|
|
Композиционные тормозные колодки |
|
|
— на тележках всех типов; |
от |
|
— на тележках с буксовыми узлами, |
от |
(Измененная редакция. Изм. 6-2014, 15-2015)
Таблица 2 — Перечень масел
|
Масло |
Марка |
Стандарт |
Назначение |
|
Осевое |
Л |
ГОСТ |
Для смазки шарнирных соединений |
|
З |
|||
|
С |
|||
|
Индустриальное |
И-12А |
ГОСТ 20799 |
Для смазки резьбы, не требующей |
|
И-20А |
|||
|
И-30А |
|||
|
И-40А |
|||
|
И-50А |
Таблица 3 — Перечень смазок
|
Смазка |
Стандарт, |
Назначение |
|
ЖТ-79Л |
ТУ 0254-002-01055954-01 |
Для смазки деталей |
|
ПЛАСМА-Т5 |
ТУ 0254-006.17432726-10 |
|
|
ВНИИ НП-232 |
ГОСТ 14068 |
Для уплотнения соединений резьбовых труб |
|
ЦИАТИМ-201 |
ГОСТ 6267 |
Для деталей регуляторов тормозных |
|
Графитная УСсА |
ГОСТ 3333 |
Для смазки деталей ручного и стояночного |
(Измененная редакция. Изм.
5-2013)
4 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ
ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ ГРУЗОВЫХ ВАГОНОВ
4.1 Поступившие в ремонт узлы и детали тормозной рычажной
передачи вагонов должны быть очищены от грязи и старой смазки.
4.2 Рычаги, затяжки, тяги тормозной рычажной передачи,
имеющие трещины, постановке на вагон и ремонту не подлежат.
Допускается выполнять ремонт сваркой и наплавкой:
— изношенных поверхностей затяжек горизонтальных рычагов;
— изношенных поверхностей горизонтальных и вертикальных
рычагов;
— отбитых ребер для двойной шплинтовки валиков у
вертикальных рычагов тележек грузового типа;
— трещин в сварных швах вертикальных рычагов тележек
грузового типа;
— валиков шарнирных соединений тормозной рычажной передачи
при износе не более 3 мм;
— валиков подвесок тормозных башмаков при износе не более 5
мм;
— скоб устройств по равномерному износу тормозных колодок,
имеющих износ (потертости) глубиной до 3 мм;
— тормозных тяг;
— изношенных поверхностей деталей триангеля;
— трещин в сварных швах триангеля;
— деталей стояночного и ручного тормоза.
4.3 Допускается производить ремонт сваркой и наплавкой
деталей предохранительных и поддерживающих устройств, имеющих износ (потертости),
составляющий не более 30 % от их толщины.
4.4 Валики шарнирных соединений тормозной рычажной передачи
и валики подвесок тормозных башмаков после восстановления наплавкой должны быть
обработаны до чертежных размеров.
4.5 Тормозные тяги после ремонта сваркой должны быть
испытаны на растяжение с последующим их дефектоскопированием и клеймением в
соответствии с нормативными документами по испытанию на растяжение и
неразрушающему контролю деталей вагонов.
Тормозные тяги при производстве капитального ремонта
подлежат испытанию на растяжение с последующим дефектоскопированием вне
зависимости от того, производился их ремонт сваркой или нет.
Испытанию на растяжение с последующим дефектоскопированием
подлежат также вновь изготовленные тормозные тяги.
4.6 Втулки шарнирных соединений в рычагах, затяжках и тягах,
имеющие выкрашивания и трещины, должны быть заменены.
Замене подлежат также втулки, выступающие за пределы толщины
рычагов, затяжек и головок тяг более чем на 1 мм.
При капитальном ремонте вагонов втулки, изношенные по
внутреннему диаметру более 1 мм от номинального размера шарнирного соединения,
необходимо заменить.
При деповском ремонте вагонов втулки, изношенные по
внутреннему диаметру более 1,5 мм от номинального размера шарнирного
соединения, необходимо заменить.
При замене следует устанавливать новые втулки из
композиционного прессовочного материала.
(Измененная редакция. Изм. 5-2013)
4.7 Валики в шарнирные соединения необходимо устанавливать
при капитальном ремонте вагонов новые или отремонтированные, при деповском
ремонте вагонов допускается постановка валиков, имеющих износ по диаметру не
более 1 мм.
4.8 Триангель тормозной рычажной передачи тележек грузового
типа необходимо ремонтировать с соблюдением следующих требований:
— каждый триангель до сборки его с башмаками должен быть
испытан в соответствии с нормативным документом по испытанию на растяжение
деталей вагонов, при этом на узкой стороне распорки выдержавшего испытание
триангеля, ближе к струне, должно быть нанесено клеймо ремонтного предприятия,
при постановке клейма ранее поставленное клеймо ремонтного предприятия
необходимо зачеканить или зачистить шлифовальным инструментом, при этом
маркировка и клеймо предприятия-изготовителя должны быть сохранены;
— при сборке триангеля тормозные башмаки должны быть
установлены так, чтобы при не закрепленной гайке они не качались на цапфе;
— подвески тормозных башмаков, имеющие диаметр поперечного
сечения в местах наибольшего износа менее 22 мм, а по усиленному сечению в
углах гиба менее 26 мм, а также подвески, у которых при дефектоскопировании
обнаружены трещины, ремонтировать и ставить на вагон не разрешается;
— тормозные башмаки, имеющие толщину перемычки отверстия под
чеку 5,5 мм и менее, ставить на вагон не разрешается, допускается ремонтировать
их путем приварки новых перемычек, при этом приварка новых перемычек в виде
скоб, заходящих на боковые стороны башмака, не допускается;
— изношенную и поврежденную резьбу цапф триангеля
допускается восстанавливать наплавкой с последующей ее нарезкой,
восстановленную резьбу необходимо контролировать резьбовыми калибрами;
— все подвески тормозных башмаков подлежат дефектоскопированию
в соответствии с нормативными документами по неразрушающему контролю деталей
вагонов, на проушине изогнутой ветви прошедшей контроль подвески должно быть
нанесено клеймо ремонтного предприятия, при постановке клейма ранее
поставленное клеймо ремонтного предприятия необходимо зачистить, при этом
маркировка и клеймо предприятия-изготовителя должны быть сохранены,
дефектоскопирование подвесок, подлежащих ремонту, необходимо производить после
их ремонта.
4.9 Проверка состояния втулок кронштейнов боковых рам
тележек грузового типа для крепления подвесок тормозных башмаков и их замена
производится в соответствии с нормативными документами по ремонту тележек
грузового типа.
4.10 При сборке тормозной рычажной
передачи тележек грузового типа необходимо:
— втулки в подвески тормозных башмаков при капитальном и
деповском ремонте ставить новые, допускается при деповском ремонте вагонов
повторное использование полиуретановых втулок, не имеющих трещин и разрывов при
условии, что срок их годности не истекает в следующий межремонтный период;
— валики в подвески тормозных башмаков устанавливать с
обязательным применением предохранительных устройств от их выпадения, при
капитальном ремонте валики устанавливать новые или отремонтированные, при
деповском ремонте вагонов допускается постановка валиков, имеющих износ не
более 1 мм;
— шплинты ставить только новые и разводить обе ветви шплинта
на угол между ними не менее 90°, повторное использование шплинтов запрещено;
— устанавливать только вертикальные рычаги, в конструкции
которых предусмотрен предохранитель от завала шарнирного соединения
вертикального рычага с серьгой мертвой точки;
— у тележек, не имеющих устройства торсионного типа для
равномерного износа тормозных колодок, на распорке каждого триангеля установить
устройство по равномерному износу тормозных колодок в соответствии с
конструкторской документацией ПКБ ЦВ, при этом скоба устройства должна быть
выполнена из прутка диаметром 16 мм и иметь внутренний охватывающий размер (226
+ 2) мм, замок скобы приваривать к распорке триангеля не допускается. Скобы не
должны иметь изломов, трещин, деформации и сверхнормативных износов. При
деповском ремонте вагонов допускается установка скоб, имеющих износ
(потертость) не более 1,5 мм, при капитальном — скобы должны устанавливаться
только новые или отремонтированные. Устанавливать скобу конструкции
Уралвагонзавода с приваренным крюком на триангеле запрещается;
— размеры «С» (размер от оси кронштейна до оси
соединения серьги с вертикальным рычагом) и «Р» (размер по осям соединения
затяжки с вертикальными рычагами) (рисунок 1)
необходимо устанавливать в зависимости от толщины тормозных колодок и диаметра
колес в соответствии с таблицами 4 — 6;
— правильность регулировки тормозной рычажной передачи
тележки необходимо определять перед подкаткой ее под вагон при вручную прижатых
тормозных колодках к колесам, контролируя размер «п» и наклон внутреннего вертикального
рычага (рычага тележки, соединенного с тормозной тягой вагона). Размер «n» (расстояние от центра шкворневого отверстия подпятника
до оси верхнего отверстия внутреннего вертикального рычага) должен находиться в
пределах, приведенных в таблицах 4 — 6, а внутренний вертикальный рычаг должен
быть наклонен своим верхним плечом в сторону надрессорной балки. При
несоответствии размера «n» значениям,
приведенным в таблицах 4 — 6, тормозную рычажную передачу тележки допускается
регулировать за счет изменения размеров «С» и «Р».
4.11 Технические требования по ремонту траверс,
предохранительных устройств и сборке тормозной рычажной передачи тележек
рефрижераторных вагонов приведены в разделе 23.
4.12 Регулировка тормозной рычажной передачи вагона
производится в соответствии с разделом 17.
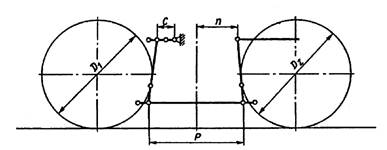
Рисунок 1 — Схема тормозной рычажной передачи
двухосной тележки грузового типа
Таблица 4 — Монтажные размеры тормозной
рычажной передачи двухосной тележки грузового типа с тормозными колодками
толщиной (50 + 5) мм
|
Обозначение размера |
Величина |
||||||
|
более |
959 |
942 |
927 |
903 |
885 |
менее |
|
|
С |
227 |
127 |
177 |
227 |
127 |
177 |
227 |
|
n |
350 |
350 |
350 |
350 |
350 |
||
|
Р |
950 |
1030 |
1110 |
Таблица 5 — Монтажные размеры тормозной рычажной передачи
двухосной тележки грузового типа с тормозными колодками толщиной (60 ± 4) мм
|
Обозначение размера |
Величина |
|||||
|
более |
939 |
922 |
907 |
883 |
менее |
|
|
С |
227 |
127 |
177 |
227 |
127 |
177 |
|
n |
350 |
350 |
350 |
350 |
||
|
Р |
950 |
1030 |
1110 |
Таблица 6 — Монтажные размеры тормозной
рычажной передачи двухосной тележки грузового типа с тормозными колодками
толщиной (65+5) мм
|
Обозначение размера |
Величина |
||||||
|
более |
954 |
929 |
912 |
897 |
873 |
менее |
|
|
С |
177 |
227 |
127 |
177 |
227 |
127 |
177 |
|
n |
350 |
350 |
350 |
350 |
350 |
350 |
|
|
Р |
950 |
1030 |
1110 |
5
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ ТОРМОЗНОГО ВОЗДУХОПРОВОДА ГРУЗОВЫХ ВАГОНОВ
5.1 Магистральный воздухопровод вагонов
должен быть выполнен из бесшовных стальных труб по ГОСТ
8734 с наружным диаметром 42 мм и толщиной стенки 4 мм.
5.2 Магистральный воздухопровод вагонов, в общем случае,
должен быть выполнен из двух участков труб, соединенных между собой
магистральным тройником. Каждый участок должен быть выполнен из цельной трубы —
без промежуточных соединений.
При этом наличие у магистрального воздухопровода
дополнительных промежуточных муфтовых (не сварных) соединений допускается
только у вагонов, для которых это предусмотрено конструкторской документацией.
Допускается при деповском ремонте вагонов выполнять
магистральный воздухопровод из труб, сваренных между собой в соответствии с Инструкцией
по сварке и наплавке при ремонте грузовых вагонов, при этом количество
сварных соединений на весь магистральный воздухопровод не должно превышать
пяти. А также допускается при деповском ремонте вагонов, для которых
конструкторской документацией не предусмотрено наличие дополнительных
промежуточных (не сварных) соединений, выполнять магистральный воздухопровод не
более чем с одним промежуточным муфтовым (не сварным) соединением при
расположении его не ближе 600 мм от магистрального тройника.
5.3 При капитальном ремонте вагонов для магистрального
воздухопровода должны применяться только новые трубы. Применение труб, бывших в
употреблении, запрещается.
Допускается у вагонов, поступивших в первый капитальный
ремонт, не менять магистральный воздухопровод в соответствии с пунктом 2.3.4.
При деповском ремонте вагонов для магистрального
воздухопровода допускается использование труб с местным износом по внешнему
диаметру (с потертостью) глубиной не более 0,6 мм вне мест их крепления, вне
резьбовой части (для резьбовых труб), вне мест их соединения (для безрезьбовых
труб).
5.4 Подводящие трубы должны быть
выполнены из стальных бесшовных труб по ГОСТ
8734 с наружным диаметром 27 мм и толщиной стенки 3,2 мм.
5.5 Подводящие трубы, в общем случае, должны быть выполнены
из цельных труб — без промежуточных соединений.
При этом наличие у подводящих труб к авторежиму
дополнительных промежуточных муфтовых (не сварных) соединений допускается
только у вагонов, для которых это предусмотрено конструкторской документацией.
Допускается при деповском ремонте вагонов, для которых
конструкторской документацией не предусмотрено наличие у подводящих труб к
авторежиму дополнительных промежуточных (не сварных) соединений, выполнять эти
трубы с одним промежуточным муфтовым (не сварным) соединением.
5.6 При капитальном ремонте вагонов подводящие трубы должны
устанавливаться только новые.
Допускается у вагонов, поступивших в первый капитальный
ремонт, не менять подводящие трубы к авторежиму в соответствии с пунктом 2.3.4.
5.7 Применение на полувагонах, крытых вагонах и
вагонах-зерновозах для соединения магистрального воздухопровода с камерой
воздухораспределителя соединительных рукавов Р36 допускается только при техническом
обслуживании этих вагонов. При этом соединительные рукава должны монтироваться
без излома в месте изгиба в соответствии с конструкторской документацией ПКБ
ЦВ.
Установка соединительных рукавов Р36 при проведении плановых
видов ремонта запрещается.
(Измененная редакция. Изм. 15-2015)
5.8 Радиус изгиба труб магистрального воздухопровода (по
продольной оси трубы) должен быть не менее 500 мм, подводящих труб — не менее
100 мм.
5.9 При оборудовании вагонов тормозным воздухопроводом с
применением резьбовых труб резьба на трубах должна быть выполнена методом
накатки или нарезана плашками.
Запрещается нарезать резьбу на трубах резцом.
После изготовления резьба должна быть проверена резьбовыми
калибрами.
6
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ ЗАПАСНЫХ РЕЗЕРВУАРОВ ГРУЗОВЫХ
ВАГОНОВ
6.1 Поступивший в ремонт запасный резервуар необходимо
снаружи очистить от пыли и загрязнений, продуть сжатым воздухом под давлением
(0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2], после чего подвергнуть
полному техническому освидетельствованию, в том числе гидравлическому
испытанию.
6.2 Полное техническое освидетельствование, в том числе
гидравлическое испытание, производится в соответствии с нормативными документами
по надзору за воздушными резервуарами железнодорожного подвижного состава. При
этом:
— на запасном резервуаре Р7-78 допускается наличие не более
трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на
расстоянии друг от друга не менее 45 мм, и коррозионные повреждения общей
площадью не более 0,24 м2 и глубиной до 0,3 мм;
— на запасном резервуаре Р7-135 допускается наличие не более
трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на
расстоянии друг от друга не менее 60 мм, и коррозионные повреждения общей
площадью не более 0,32 м2 и глубиной до 0,3 мм;
— давление гидравлического испытания запасного резервуара
должно быть равным (1,05 + 0,05) МПа [(10,5 + 0,5) кгс/см2], время
испытания — не менее 10 минут.
Результаты гидравлического испытания признаются
удовлетворительными, если не обнаружено:
— течи, трещин в основном металле и сварных соединениях;
— падения давления в запасном резервуаре за время проведения
испытания.
После гидравлического испытания запасный резервуар должен
быть просушен внутри.
6.3 При удовлетворительных результатах испытаний на
цилиндрической части запасного резервуара наносится надпись, содержащая дату и
пункт осмотра и испытания резервуара. Надпись должна быть нанесена белой
краской шрифтом высотой 21 мм согласно Альбому знаков и надписей на вагонах
грузового парка колеи 1520 мм. Кроме того, результаты испытания фиксируются в
учетной книге установленной формы.
7 ТЕХНИЧЕСКИЕ
ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ КАМЕР И КРОНШТЕЙНОВ-КАМЕР ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ
ГРУЗОВОГО ТИПА
(Измененная редакция. Изм. 5-2014)
7.1 Поступившую в ремонт камеру воздухораспределителя
необходимо снаружи очистить от пыли и загрязнений.
7.2 Ремонт камеры воздухораспределителя необходимо
производить с соблюдением следующих требований:
— у камеры воздухораспределителя должны быть вывинчены
пробка, заглушки и накидные гайки с наконечниками, извлечены пылеулавливающие
сетки, режимный валик и сетчато-войлочный фильтр;
— очистку внутренних полостей камеры воздухораспределителя
следует производить сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 +
0,5) кгс/см2], предварительно обстучав ее деревянным молотком массой
не более 1 кг;
— у корпуса камеры воздухораспределителя и ее деталей не
допускаются трещины и отколы, при наличии у корпуса камеры
воздухораспределителя трещин и отколов в области ушек для ее крепления
допускается ремонт сваркой и наплавкой в соответствии с требованиями Инструкции
по сварке и наплавке при ремонте грузовых вагонов;
— расстояние от привалочной плоскости для главной части
воздухораспределителя до рабочей поверхности кривошипа режимного валика
воздухораспределителя должно быть у камеры 295.001 для груженого режима (80+1)
мм, для среднего — (87+1) мм, для порожнего -не менее 98 мм, у камер 6540.01,
295М.001 и 295М.002 для груженого режима (80+1) мм, для среднего — (85+1) мм,
для порожнего — не менее 98 мм;
— сетчато-войлочный фильтр и пылеулавливающие сетки при
плановых видах ремонта должны быть заменены новыми, предварительно продутые
сжатым воздухом;
— размер посадочного места под фильтр должен быть в пределах
от 72 до 72,5 мм;
— при сборке камеры воздухораспределителя на трущиеся поверхности
валика необходимо нанести тонкий слой смазки ЖТ-79Л или ПЛАСМА-Т5, резьба
заглушек должна быть уплотнена.
(Измененная редакция. Изм. 1-2012, 5-2013,
36-2016)
7.3 После сборки камеру воздухораспределителя необходимо
испытать на герметичность.
7.4 Испытание камеры воздухораспределителя на герметичность
необходимо производить сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 +
0,5) кгс/см2].
При этом у камеры воздухораспределителя одновременно
проверять можно следующие внутренние каналы и камеры:
— канал тормозного цилиндра с рабочей камерой;
— канал дополнительной разрядки с золотниковой камерой;
— магистральный канал с каналом запасного резервуара.
Допускается производить проверку каждого канала или камеры в
отдельности.
В течение 1 минуты падение установившегося в проверяемом
канале и (или) камере давления сжатого воздуха не допускается.
7.5 Ремонт и испытание кронштейнов-камер КАВ30 необходимо
производить в СЦ.
(Введен дополнительно. Изм.
5-2014)
8 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И
ИСПЫТАНИЕ ТОРМОЗНЫХ ЦИЛИНДРОВ ГРУЗОВЫХ ВАГОНОВ
8.1 Поступивший в ремонт тормозной цилиндр необходимо
снаружи очистить от пыли и загрязнений, после чего разобрать.
8.2 Ремонт тормозного цилиндра необходимо производить с
соблюдением следующих требований:
— у корпуса тормозного цилиндра и его деталей не допускаются
трещины, отколы, изломы и срыв резьбы;
— при наличии на фланцах корпуса и передней крышки не более
двух трещин (на каждом фланце) и при условии, что трещины не выходят на рабочие
поверхности и длина каждой трещины не превышает 30 мм — для тормозного цилиндра
с диаметром 14″ и более, и 20 мм — для тормозного цилиндра с диаметром
менее 14″, допускается производить заварку трещин в соответствии с
Инструкцией по сварке и наплавке при ремонте грузовых вагонов;
— при наличии на фланцах корпуса и передней крышки не более
двух отколов (на каждом фланце) и при условии, что отбитая часть захватывает не
более двух соседних отверстий для болтов, допускается приваривать отбитые части
в соответствии с Инструкцией по сварке и наплавке при ремонте грузовых вагонов;
— на внутренней поверхности корпуса не допускается наличие
коррозии и рисок;
— не допускается износ направляющего отверстия для штока
поршня в передней крышке до диаметра более 78 мм;
— у пружины должны быть проконтролированы ее силовые
параметры;
— у манжеты и резинового пылезащитного уплотнения должны
быть проверены срок годности и их состояние — расслоения, надрывы, подрезы не
допускаются;
— смазочное войлочное кольцо должно быть пропитано смазкой
ЖТ-79Л или ПЛАСМА-Т5, а при наличии дефектов (выровов, уплотнений) заменено на
новое, также пропитанное смазкой. Для пропитки кольцо смазывают смазкой и
выдерживают при температуре +80 °С не менее 4 часов;
— сетчатые фильтры в передней крышке цилиндра следует
очистить, промыть и продуть сжатым воздухом;
— прокладка, вне зависимости от её состояния, должна быть
заменена на новую, новая прокладка должна быть ровной, без надрывов и признаков
разбухания;
— в процессе сборки манжета и все поверхности трения металлических
деталей должны быть смазаны тонким слоем смазки ЖТ-79Л или ПЛАСМА-Т5.
(Измененная редакция. Изм. 5-2013)
8.3 После сборки тормозной цилиндр необходимо испытать на
герметичность.
8.4 Испытание тормозных цилиндров на герметичность
необходимо производить сжатым воздухом под давлением (0,40 ± 0,01) МПа [(4,0 ±
0,1) кгс/см2] при выходе штока (100 ± 10) мм — для тормозного цилиндра
с полным ходом поршня 240 мм, (65 ± 10) мм — для тормозного цилиндра с полным
ходом поршня 125 мм. При этом падение установившегося в испытываемом тормозном
цилиндре давления сжатого воздуха допускается не более чем на 0,01 МПа (0,1
кгс/см2) в течение 3 минут.
9 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И
ИСПЫТАНИЕ КОНЦЕВЫХ И РАЗОБЩИТЕЛЬНЫХ КРАНОВ
9.1
Концевые краны 190, 4304, 4304М
9.1.1 Поступивший в ремонт концевой кран необходимо
разобрать, все детали промыть и продуть сжатым воздухом.
9.1.2 Ремонт концевого крана необходимо производить с
соблюдением следующих требований:
— у корпуса концевого крана не допускаются трещины, отколы и
повреждение резьбы;
— у штуцера концевого крана не допускаются трещины, отколы и
повреждение резьбы;
— штуцер, имеющий присоединительную резьбу с проточкой
(штуцер концевого крана 190 и 4304) должен быть проверен на герметичность до
сборки его с корпусом концевого крана;
— суммарный износ деталей эксцентрикового механизма более 2
мм не допускается, изношенные поверхности шипа кривошипа и паза клапана
допускается восстанавливать наплавкой с последующей их обработкой до чертежных
размеров;
— резиновые уплотнительные кольца у клапана должны быть
заменены на новые;
— на поверхностях седел корпуса и штуцера не допускаются
забоины, вмятины и риски;
— в процессе сборки трущиеся поверхности деталей концевого
крана необходимо смазать смазкой ЖТ-79Л или ПЛАСМА-Т5, резьба штуцера концевого
крана 190 и 4304 должна быть уплотнена смазкой ВНИИ НП-232, у концевого крана
4304М уплотнение соединения штуцера и корпуса производится постановкой новой
уплотнительной полиуретановой прокладки;
— при сборке штуцер концевого крана должен быть ввернут в
его корпус до упора;
— ручка концевого крана должна быть закреплена на квадрате
кривошипа;
— у концевого крана 190 не допускается наличие зазора между
квадратом ручки и квадратом кривошипа, при этом допускается устранять его
постановкой металлической пластины толщиной не более 1 мм с обязательной
фиксацией ее шплинтом, крепящим ручку крана на квадрате кривошипа;
— у собранного концевого крана при переводе ручки в закрытое
положение должен ощущаться переход эксцентрика через его крайнее положение —
сначала нарастание усилия сопротивления, а затем резкое его снятие.
(Измененная редакция. Изм. 5-2013)
9.1.3 После сборки концевой кран необходимо испытать на
герметичность.
9.1.4 Испытание концевых кранов на
герметичность необходимо производить сжатым воздухом под давлением (0,60 +
0,05) МПа [(6,0 + 0,5) кгс/см2].
При проведении испытания отросток концевого крана для
соединительного рукава должен быть заглушен, сжатый воздух должен подаваться со
стороны штуцера.
Испытание производится при двух положениях концевого крана —
при открытом и при закрытом.
Проверка герметичности концевого крана производится одним из
следующих способов:
— по наличию мыльных пузырей;
— по падению давления.
При проверке герметичности по образованию мыльных пузырей
обмыливать необходимо все наружные поверхности концевого крана, включая его
атмосферное отверстие, и соединение корпуса со штуцером. При этом появление
пузырей не допускается.
Проверка герметичности по падению давления производится на
испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5
литров. При этом падение установившегося давления в контрольном резервуаре в
течение 5 минут не допускается.
9.1.5 На отремонтированном концевом кране должна быть
установлена бирка с нанесенными на ней номером АКП и датой ремонта (число,
месяц и две последние цифры года).
9.2
Концевые краны 4314 и 4314Б
9.2.1 Ремонт концевого крана необходимо производить с
соблюдением следующих требований:
— поступивший в ремонт концевой кран необходимо разобрать, при
этом клапан в сборе с уплотнением разбирать не допускается;
— все детали и клапан в сборе с уплотнением следует промыть
и продуть сжатым воздухом;
— у корпуса концевого крана не допускаются трещины, отколы и
повреждение резьбы;
— у штуцера концевого крана не допускаются трещины, отколы и
повреждение резьбы;
— суммарный износ деталей эксцентрикового механизма более 3
мм не допускается, изношенные поверхности шипа кривошипа допускается
восстанавливать наплавкой с последующей их обработкой до чертежных размеров,
— на поверхностях седел корпуса и штуцера не допускаются
забоины, вмятины и риски;
— запрещается разбирать клапан концевого крана и производить
у него замену уплотнения и манжеты — в случае неисправности или истекшего срока
службы клапана он должен быть заменен исправным или новым, срок службы клапана
в сборе с уплотнением и манжетой регламентируется техническими условиями на
концевой кран;
— в процессе сборки трущиеся поверхности деталей и корпуса
концевого крана необходимо смазать смазкой ЖТ-79Л или ПЛАСМА-Т5;
— при сборке концевого крана, штуцер должен быть ввернут в
корпус до упора, уплотнительная полиуретановая прокладка должна быть заменена
на новую;
— ручка концевого крана должна быть закреплена на квадрате
кривошипа;
— у собранного концевого крана при переводе ручки в закрытое
положение должен ощущаться переход эксцентрика через его крайнее положение —
сначала нарастание усилия сопротивления, а затем резкое его снятие.
(Измененная редакция. Изм. 5-2013)
9.2.2 После сборки концевой кран необходимо испытать на
герметичность в соответствии с пунктом 9.1.4.
9.2.3 Соединение концевого крана 4314Б с деталями для его крепления
на магистральном воздухопроводе вагона (накидная гайка, кольцо, шайба,
уплотнительное полиуретановое кольцо) необходимо производить после испытания
концевого крана, при этом уплотнительное полиуретановое кольцо, вне зависимости
от его состояния, необходимо устанавливать новое, накидную гайку на штуцере
концевого крана следует только наживить затягивать накидную гайку до монтажа
концевого крана на вагон не допускается.
9.2.4 На отремонтированном концевом кране должна быть
установлена бирка с нанесенными на ней номером АКП и датой ремонта (число,
месяц и две последние цифры года).
9.3
Шаровые разобщительные краны грузовых вагонов
9.3.1 Ремонт и испытание шаровых разобщительных кранов
необходимо производить с соблюдением следующих требований:
— поступивший в ремонт шаровой разобщительный кран (далее —
кран) должен быть снаружи очищен от пыли и загрязнений;
— у крана проверить наличие на торце квадрата шпинделя
четких контрольных рисок и крепление ручки на шпинделе, атмосферные отверстия в
корпусе и шаровой заслонке необходимо прочистить и продуть сжатым воздухом,
проконтролировать состояние присоединительной резьбы крана, и испытать его на
герметичность;
— разбирать кран необходимо только в случае наличия внешних
дефектов, нарушающих его работу и при неудовлетворительных результатах
испытания;
— если кран подлежал разборке, то при его сборке
уплотнительные полиуретановые кольца, вне зависимости от их состояния, должны
устанавливаться новые, шаровую заслонку, внутреннюю поверхность корпуса крана,
а также поверхности резьбового соединения корпуса и штуцера крана необходимо
смазать смазкой ЖТ-79Л или ПЛАСМА-Т5;
— при сборке крана необходимо проверить правильность
установки в него шаровой заслонки, шпинделя и ручки. Ручка крана должна быть
установлена так, чтобы упор ручки находился между двумя ограничителями её
поворота, расположенными на корпусе крана, при открытом положении ручка должна
быть направлена вдоль продольной оси крана, при закрытом поперек продольной оси
крана. Шаровая заслонка и шпиндель должны быть установлены так, чтобы в
закрытом положении атмосферное отверстие в шаровой заслонке и короткая риска на
торце шпинделя располагались вдоль продольной оси корпуса крана и были
направлены в сторону, в которую была направлена ручка крана при открытом его
положении, ручка должна быть закреплена на квадрате шпинделя;
— после сборки кран необходимо испытать на герметичность.
(Измененная редакция. Изм. 5-2013)
9.3.2 Испытание крана на герметичность производится сжатым
воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2].
Проверка герметичности крана производится одним из следующих
способов:
— по наличию мыльных пузырей;
— по падению давления.
Испытание производится при двух положениях крана при
открытом и при закрытом.
Сжатый воздух при испытании в открытом положении должен
подаваться к одной из присоединительных сторон крана, при этом противоположная
сторона должна быть заглушена.
При испытании в закрытом положении сжатый воздух должен
подаваться с присоединительной стороны крана, не соединенной с атмосферой, при
этом другая сторона крана в случае определения герметичности по наличию мыльных
пузырей должна быть заглушена, а в случае определения герметичности по падению
давления может оставаться не заглушенной.
При проверке герметичности по наличию мыльных пузырей
обмыливать необходимо все наружные поверхности крана, включая атмосферное
отверстие в его корпусе. При этом в атмосферном отверстии допускается появление
мыльного пузыря, удерживающегося не менее 20 секунд.
Проверка герметичности по падению давления производится на
испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5
литров. При этом падение установившегося давления сжатого воздуха в контрольном
резервуаре допускается не более чем на 0,01 МПа (0,1 кгс/см2) в
течение 5 минут.
9.4
Разобщительный кран пробкового типа грузового вагона (кран 372)
9.4.1 Поступивший в ремонт разобщительный кран пробкового
типа (далее — разобщительный кран) необходимо разобрать, все детали промыть и
продуть сжатым воздухом, атмосферные отверстия в пробке прочистить.
9.4.2 Все детали разобщительного крана следует осмотреть.
Детали должны быть заменены при наличии следующих дефектов:
— трещин и отколов в корпусе;
— изломов и деформации ручки;
— деформации и срыва резьбы;
— деформации квадрата пробки;
— изломов пружины.
Высота пружины в свободном состоянии должна быть в пределах
от 29 до 34 мм.
9.4.3 При сборке разобщительного крана следует:
— проверить наличие на торце квадрата пробки четких
контрольных рисок;
— проверить наличие на ручке ограничителя ее поворота;
— пробку притереть к корпусу, после чего протереть и смазать
смазкой ВНИИ НП-232;
— заглушку поставить на смазку ВНИИ НП-232 и затянуть до
упора в корпус;
— проверить правильность установки пробки и ручки. Ручка
разобщительного крана должна быть установлена так, чтобы упор ручки находился
между двумя ограничителями её поворота, расположенными на корпусе
разобщительного крана, при открытом положении ручка должна быть направлена
вдоль продольной оси разобщительного крана, при закрытом — поперек продольной
оси разобщительного крана. Пробка должна быть установлена так, чтобы в закрытом
положении короткая риска на торце её квадрата располагалась вдоль продольной
оси корпуса разобщительного крана и была направлена в сторону, в которую была
направлена ручка разобщительного крана при открытом его положении;
— ручку закрепить на квадрате пробки, при этом между
квадратом пробки и квадратом ручки не должно быть зазора, допускается устранять
зазор постановкой между квадратом пробки и квадратом ручки металлической
пластины толщиной не более 1 мм с обязательной фиксацией ее штифтом, крепящим
ручку крана на квадрате пробки;
9.4.4 После сборки разобщительный кран необходимо испытать
на герметичность.
9.4.5 Испытание разобщительного крана на герметичность
необходимо производить сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 +
0,5) кгс/см2].
Испытание производится при двух положениях разобщительного
крана — при открытом и при закрытом.
При испытании в открытом положении сжатый воздух должен
подаваться к одной из присоединительных сторон разобщительного крана, при этом
противоположная сторона должна быть заглушена.
При испытании в закрытом положении сжатый воздух должен
подаваться с присоединительной стороны разобщительного крана, не соединенной с
атмосферой, при этом противоположная сторона должна быть заглушена.
Проверка герметичности разобщительного крана производится
одним из следующих способов:
— по наличию мыльных пузырей;
— по падению давления.
При проверке герметичности по наличию мыльных пузырей
обмыливать необходимо все наружные поверхности крана, включая атмосферное
отверстие в квадрате его пробки и место соединения с заглушкой. При этом в атмосферном
отверстии допускается появление мыльного пузыря, удерживающегося не менее 10
секунд.
Проверка герметичности по падению давления производится на
испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5
литров. При этом падение установившегося давления сжатого воздуха в контрольном
резервуаре допускается не более чем на 0,01 МПа (0,1 кгс/см2) в
течение 5 минут.
9.5
Шаровой трехходовой кран 4325Б
9.5.1 Ремонт и испытание шаровых
трехходовых кранов необходимо производить с соблюдением следующих требований:
— поступивший в ремонт шаровой трехходовой кран (далее —
кран) должен быть снаружи очищен от пыли и загрязнений;
— с крана необходимо демонтировать детали для его соединения
с трубами тормозного воздухопровода вагона, проверить у крана наличие на торце
квадрата шпинделя четких контрольных рисок и крепление ручки на шпинделе,
проконтролировать состояние присоединительной резьбы крана, и испытать его на
герметичность;
— разбирать кран необходимо только в случае наличия внешних
дефектов, нарушающих его работу, и при неудовлетворительных результатах
испытания;
— если кран подлежал разборке, то при его сборке
уплотнительные полиуретановые кольца вне зависимости от их состояния должны
устанавливаться новые, шаровую заслонку и внутреннюю поверхность корпуса крана
необходимо смазать смазкой ЖТ-79Л или ПЛАСМА-Т5;
— при сборке крана необходимо проверить правильность
установки в него шпинделя и ручки — при открытом положении крана (все три
патрубка крана соединены между собой) короткая риска на торце квадрата шпинделя
должна быть направлена в сторону поперечного патрубка крана, ручка при этом
должна быть установлена перпендикулярно к продольной оси крана и направлена в
сторону, противоположную поперечному патрубку;
— после сборки кран необходимо испытать на герметичность.
(Измененная редакция. Изм. 5-2013)
9.5.2 Испытание крана на герметичность производится сжатым
воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2].
Проверка герметичности крана производится одним из следующих
способов:
— по наличию мыльных пузырей;
— по падению давления.
Испытание крана производится при четырех его положениях при
открытом и при трех его положениях с поочерёдно перекрытыми патрубками.
При испытании в открытом положении сжатый воздух должен
подаваться к одному из присоединительных патрубков крана при заглушенных двух
других.
При испытании крана с поочерёдно перекрытыми патрубками
сжатый воздух должен подаваться к перекрытому патрубку (при правильно
установленных в соответствии с 9.5.1
шпинделе и ручке перекрытым является тот патрубок, вдоль которого располагается
ручка крана). При этом два других патрубка крана в случае определения герметичности
по падению давления должны оставаться не заглушенными, а в случае определения
герметичности по наличию мыльных пузырей — закрыты специальными заглушками,
имеющими атмосферное отверстие диаметром 4 мм.
При проверке герметичности по наличию мыльных пузырей
обмыливать необходимо все наружные поверхности крана, включая места соединений
его деталей и атмосферное отверстие в специальных заглушках. При этом появление
мыльного пузыря не допускается.
Проверка герметичности по падению давления производится на
испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5
литров. При этом падение установившегося давления сжатого воздуха в контрольном
резервуаре не допускается.
9.5.3 Соединение крана с деталями для его крепления на
трубах тормозного воздухопровода вагона необходимо производить после испытания
крана, при этом уплотнительные полиуретановые кольца и прокладки, вне
зависимости от их состояния, необходимо устанавливать новые, накидные гайки на
патрубках крана следует только наживить — затягивать накидные гайки до монтажа
крана на вагон не допускается.
10 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ,
КОМПЛЕКТОВАНИЕ И ИСПЫТАНИЕ СОЕДИНИТЕЛЬНЫХ РУКАВОВ Р17Б И Р36
10.1
Ремонт соединительных рукавов
10.1.1 Поступивший в ремонт соединительный рукав должны быть
очищен от пыли и загрязнений.
10.1.2 После наружной очистки у соединительного рукава Р17Б
из соединительной головки удаляется уплотнительное кольцо, у соединительного
рукава Р36 отвинчивается контргайка и вывинчивается из наконечника ниппель (при
их наличии), а затем производится осмотр и контроль соединительного рукава.
10.1.3 Соединительный рукав должен
быть раскомплектован при наличии хотя бы одного из следующих дефектов:
— сдвиг резинотекстильной трубки с хвостовой части
наконечников (для соединительных рукавов Р36);
— сдвиг резинотекстильной трубки с хвостовой части
соединительной головки или наконечника более чем на 2,5 мм (для соединительных
рукавов Р17Б);
— у резинотекстильной трубки — истекшего срока годности,
надрывов и глубоких трещин, доходящих до текстильного слоя, отслоений внешнего
или внутреннего слоя;
— у наконечников — трещин и отколов, сорванной резьбы;
— у соединительной головки — трещин и отколов, деформации
гребня и канавки под уплотнительное кольцо;
— у хомутиков — деформации, изломов, надрывов.
10.1.4 Состояние внутренней поверхности резинотекстильной
трубки необходимо контролировать при просвечивании внутреннего прохода
соединительного рукава световым лучом на специальном приспособлении.
10.1.5 Контроль деформации гребня соединительной головки
необходимо производить шаблоном Р-17 (ПКБ ЦВ).
10.1.6 У соединительного рукава, не
имеющего вышеперечисленных дефектов, необходимо проконтролировать:
— расстояние от торца резинотекстильной трубки до хомутика;
— расстояние между ушками хомутика.
Расстояние между ушками хомутика должно быть в пределах от 7
до 16 мм.
Расстояние от торца резинотекстильной трубки до хомутика для
рукавов Р36 должно быть от 7 до 12 мм.
Расстояние от торца резинотекстильной трубки до хомутика для
рукавов Р17Б должно быть не менее 7 мм, при этом расстояние от упорной
поверхности головки (штуцера) до хомутика должно быть не более 14 мм.
При несоответствии требованиям настоящего пункта хомутики
необходимо переставить или заменить.
10.1.7 Соединительный рукав, не имеющий
перечисленных в п. 10.1.3 дефектов,
отвечающий требованиям п. 10.1.6 и
имеющий запас срока годности резинотекстильных трубок до следующего планового
ремонта, должен быть испытан на прочность и герметичность в соответствии с
подразделом 10.3,
в ином случае соединительный рукав подлежит раскомплектовке и ремонту.
Перед испытанием в соединительный рукав Р17Б необходимо
вставить новое уплотнительное кольцо.
10.1.8 Ремонт соединительного рукава необходимо производить
с соблюдением требований пунктов 10.1.3,
10.1.6 и нижеследующих:
— у соединительной головки и наконечников следует
проконтролировать внутренний проход и высоту буртика их хвостовой части на
соответствие конструкторской документации;
— у резинотекстильной трубки следует проконтролировать наличие
фасок по внутреннему диаметру;
— соединительную головку с изношенным гребнем допускается
ремонтировать наплавкой с последующей обработкой гребня профильным резцом на
специальном оборудовании.
10.2
Комплектование соединительных рукавов
10.2.1 Перед комплектованием у резинотекстильной трубки
необходимо проконтролировать отсутствие дефектов и длину.
Состояние внутренней поверхности резинотекстильной трубки
контролируется при просвечивании её внутреннего прохода световым лучом на
специальном приспособлении.
Длина резинотекстильной трубки должна соответствовать длине,
установленной конструкторской документацией на соответствующий тип
соединительного рукава.
10.2.2 У новой резинотекстильной трубки с обоих торцов
необходимо по внутреннему диаметру снять фаску размером 4 мм под углом 45° и
удалить тальк с внутренней поверхности на длине 60 — 70 мм.
10.2.3 На специальном стенде
необходимо запрессовать в резинотекстильную трубку соединительную головку и наконечник
(для соединительного рукава Р17Б) или два наконечника (для соединительного
рукава Р36) до упора в её торец, предварительно нанеся тонкий слой резинового
клея по ГОСТ 2199 на
внутреннюю поверхность резинотекстильной трубки и на хвостовик соединительной
головки и наконечников.
10.2.4 После запрессовки необходимо вновь проконтролировать
состояние внутренней поверхности резинотекстильной трубки при просвечивании
внутреннего прохода соединительного рукава световым лучом на специальном
приспособлении — наличие задиров и отслоений внутреннего слоя не допускается.
10.2.5 Хомутики должны быть закреплены болтами и гайками,
ушки хомутиков должны быть расположены в одну сторону, на соединительных
рукавах Р17Б ушки хомутиков должны располагаться с тыльной стороны головки,
расстояние между ушками стянутого хомутика должно быть в пределах от 7 до 16
мм.
Хомутики, относительно торцов резинотекстильной трубки с
запрессованными в неё до упора головкой и штуцерами, должны быть установлены на
расстоянии от 7 до 12 мм для рукавов Р36, от 7 до 14 мм — для рукавов Р17Б.
Хомутики на соединительном рукаве следует обжимать на
специальном зажиме с фигурными губками, охватывающими хомутик по наружному
периметру и сохраняющими его форму. Сжимать хомутики в параллельных тисках
запрещается.
10.2.6 В канавку соединительной головки необходимо
установить новое уплотнительное кольцо.
10.2.7 После комплектования соединительные рукава должны быть
проверены сначала на прочность, а затем на герметичность.
10.3 Испытание соединительных рукавов
10.3.1 Для проверки на прочность соединительные рукава
подлежат гидравлическому испытанию под давлением воды в них (1,20 ± 0,02) МПа
[(12,0 ± 0,2) кгс/см2] с выдержкой под давлением в течение от 1,5 до
2 мин.
Соединительный рукав считается выдержавшим испытание, если
не было обнаружено:
— срыва деталей;
— просачивания воды во время испытания;
— надрывов резинотекстильной трубки;
— остаточного сдвига резинотекстильной трубки с наконечников
— для соединительных рукавов Р36;
— остаточного сдвига резинотекстильной трубки с
соединительной головки и (или) наконечника более чем на 2,5 мм для
соединительных рукавов Р17Б.
10.3.2 Для проверки на герметичность соединительные рукава
подлежат пневматическому испытанию с выдержкой под давлением воздуха в них
(0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2] при полном их погружении в
ванну с водой.
Соединительный рукав считается выдержавшим испытание, если в
течение 1 минуты не было обнаружено выделения пузырьков воздуха в любой части
соединительного рукава. При обнаружении пузырьков воздуха на поверхности
резинотекстильной трубки соединительный рукав должен быть выдержан под
давлением в ванне с водой до 10 минут и, если выделение пузырьков на
поверхности резинотекстильной трубки прекратится, считать его выдержавшим
испытание, в ином случае соединительный рукав считается не выдержавшим
испытание.
10.3.3 На отремонтированном и
выдержавшем испытания соединительном рукаве должна стоять бирка.
Бирка ставится на соединительных рукавах Р36 под гайку
одного из хомутиков, на соединительных рукавах Р17Б — под гайку хомутика,
установленного на наконечнике. Бирка должна устанавливаться в процессе
комплектования соединительного рукава. Допускается ставить бирку на
соединительный рукав после его испытания, в этом случае бирку следует ставить
под накрученную на болт вторую гайку.
На бирке должны быть нанесены клеймо АКП и дата ремонта или
испытания (число, месяц и две последние цифры года).
10.3.4 На соединительном рукаве, выдержавшем испытания без
предварительной его раскомплектовки-комплектовки в соответствии с п. 10.1.7, вместо имеющейся бирки
ремонтного предприятия с датой предыдущего ремонта или предприятия-изготовителя
необходимо установить новую бирку в соответствии с п. 10.3.3.
10.3.5 На новые соединительные рукава, выдержавшие испытания
перед постановкой на вагон, бирка ремонтного предприятия не ставится, но при
этом на соединительном рукаве должна стоять бирка предприятия-изготовителя,
которая должна быть сохранена.
11
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ РЕГУЛЯТОРОВ ТОРМОЗНЫХ РЫЧАЖНЫХ
ПЕРЕДАЧ
11.1 Поступивший в ремонт регулятор тормозной рычажной
передачи (далее — регулятор) должен быть снаружи очищен от грязи и ржавчины.
11.2 После наружной очистки регулятор необходимо разобрать
на специальном приспособлении, все детали и узлы протереть — очистить от старой
смазки и грязи.
Допускается производить промывку деталей регулятора в
керосине с последующей обязательной просушкой их сжатым воздухом.
11.3 Ремонт регуляторов необходимо производить с соблюдением
следующих требований:
— у деталей регулятора не допускаются трещины, изломы,
отколы, срыв и деформация резьбы;
— в случае наличия дефектов у защитной трубы и упорной
втулки в виде отколов буртика допускается производить ремонт их наплавкой с
последующей механической обработкой до чертежных размеров;
— у головки, стакана, тяговой и регулирующей гаек, тягового
стержня, крышек стакана не допускается износ конусных поверхностей более 0,6 мм
на сторону и наличие на конусных поверхностях выработок в виде канавки глубиной
более 0,6 мм,
— у подшипников не допускается наличие трещин на наружных
кольцах и сепараторах, а также ржавчины, заусенцев и выкрашивания металла на
беговых дорожках внутренних и наружных колец;
— не допускается изгиб винта на длине с диаметром 30 мм
(часть винта с трапецеидальной резьбой вместе с гладкой частью) у регуляторов
574Б, РТРП-675 и РТРП-675-М более 4 мм, у регуляторов РТРП-300 — более 2 мм;
— не допускается износ и деформация трапецеидальной резьбы у
винта, регулирующей и тяговой гаек — регулирующая и тяговая гайки должны
свободно вращаться на винте под действием собственного веса, люфт регулирующей
или тяговой гайки вдоль оси винта более 2 мм не допускается;
— у всех пружин должны быть проконтролированы их силовые
параметры;
— в процессе сборки резьбовые поверхности, подшипники и
поверхности трения должны быть смазаны смазкой ЦИАТИМ-201.
11.4 Каждый отремонтированный регулятор должен быть испытан
на испытательном стенде.
На отремонтированном и выдержавшем испытание регуляторе
должна стоять бирка. Бирка должна устанавливаться под головку стопорного болта
на корпусе регулятора. На бирке должны быть нанесены клеймо АКП и дата ремонта
(число, месяц и две последние цифры года).
11.5 Стенд для испытания регуляторов должен имитировать
работу регулятора на вагоне и обеспечивать:
— проверку регулятора на стабильность работы при имитации
нормальных зазоров между колесами и тормозными колодками и полного служебного
торможения;
— проверку регулятора на стягивание и роспуск его вручную
при имитации отпущенного тормоза;
— проверку регулятора на автоматическое стягивание при
имитации увеличенных зазоров между колесами и тормозными колодками и ступени
торможения с последующим отпуском;
— проверку регулятора на прочность при растягивающем усилии
(8 ± 0,1) тс.
11.5.1 При проверке на стабильность
работы при имитации нормальных зазоров между колесами и тормозными колодками и
полного служебного торможения регулятор должен работать как жесткая тяга.
11.5.2 При проверке на стягивание и
роспуск вручную при имитации отпущенного тормоза регулятор в результате
вращения его корпуса на один-два оборота против часовой стрелки (по часовой
стрелке) должен увеличивать (уменьшать) размер «а» (расстояние от торца муфты
защитной трубы до присоединительной резьбы на винте) соответственно на 30 — 60
мм (рисунки 11, 12, 13).
11.5.3 При проверке на автоматическое
стягивание при имитации увеличенных зазоров между колесами и тормозными
колодками и ступени торможения с последующим отпуском регулятор должен
сокращать размер «а» (расстояние от торца муфты защитной трубы до
присоединительной резьбы на винте) после каждой ступени торможения и
последующего отпуска на следующие значения:
— от 5 до 11 мм — регулятор 574Б;
— от 7 до 20 мм — регуляторы РТРП-675 и РТРП-675-М;
— от 5 до 10 мм — регулятор РТРП-300.
11.5.4 Испытание регулятора на
прочность при растягивающем усилии (8 ± 0,1) тс необходимо производить только
на испытательном стенде, конструкцией которого предусмотрено это испытание.
Регулятор выдерживается под растягивающим усилием в течение
от 1 до 2 минут, он должен выдержать нагрузку и работать как жесткая тяга.
11.5.5 При проведении испытаний по пунктам 11.5.1, 11.5.2,
11.5.4 и пункту 11.5.3 (в неавтоматическом режиме) винт регулятора 574Б,
РТРП-675, РТРП-675-М должен быть вывернут до размера «а» от 300 до 350 мм,
регулятора РТРП-300 — от 100 до 150 мм.
При проведении испытания по пункту 11.5.3 на испытательном стенде, предусматривающем проведение
проверки в автоматическом режиме, винт регулятора 574Б должен быть вывернут до
размера «а» не менее 500 мм, регуляторов РТРП-675, РТРП-675-М — не менее 600
мм, регулятора РТРП-300 — не менее 280 мм, серия ступеней торможения с
последующим отпуском должна производиться до полного стягивания регулятора.
11.5.6 Результаты испытания регулятора должны быть отражены
в учетной книге установленной формы.
При испытании регулятора на стенде с регистрацией параметров
результаты испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге,
установленной формы, должны быть записаны дата испытания, тип и номер принятого
регулятора с росписью исполнителя ремонта и руководителя АКП или его
заместителя.
Проведение испытаний на стенде с регистрацией параметров при
выключенных регистрирующих устройствах запрещается.
12
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ АВТОРЕЖИМОВ ГРУЗОВЫХ ВАГОНОВ
12.1 Поступившие в ремонт авторежимы, у которых до окончания
гарантийного срока службы остается не менее 2 лет, не имеющие наружных
повреждений и сильных загрязнений, должны быть испытаны без предварительной их
очистки и ремонта.
При положительных результатах испытания на авторежим
устанавливается бирка с указанием клейма АКП и даты испытания (число, месяц и
две последние цифры года). В случае отрицательных результатов испытания
предприятию-изготовителю в установленном порядке направляется акт-рекламация.
Снятые с вагона авторежимы АКВ1 должны быть направлены в СЦ.
(Измененная редакция. Изм. 36-2016)
12.2 Все остальные поступившие в ремонт авторежимы должны
быть снаружи очищены.
Для очистки рекомендуется способ струйной обмывки горячей
водой (от 55 до 70 °С) под давлением в специальных моечных установках.
Допускается при сильных загрязнениях производить наружную обмывку авторежимов 5
% раствором кальцинированной соды.
Не допускается применение для наружной очистки керосина,
бензина и других агрессивных веществ.
12.3 После обмывки авторежим следует разобрать, все детали и
узлы протереть — очистить от грязи и старой смазки, калиброванное отверстие в
демпферном поршне продуть сжатым воздухом, все детали и узлы осмотреть и
проконтролировать, неисправные детали заменить на новые или отремонтированные.
12.4 Ремонт авторежимов необходимо производить с соблюдением
следующих требований:
— у рычага не допускаются выработки в местах контакта с
сухарем и со штоками поршней глубиной более 0,5 мм;
— износ острия сухаря не допускается, при этом, если высота
сухаря составляет не менее 31 мм — для авторежима 265А-1 и не менее 23,8 мм —
для авторежима 265А-4, допускается его ремонтировать — наклонную поверхность
запилить до получения острия сухаря в виде равномерной полосы шириной 0,5 мм;
— высота упора должна быть не менее 42 мм;
— вилка, имеющая погнутый наконечник должна быть заменена;
— износ буртика стакана не допускается, при износе буртика
стакана по толщине до 2 мм допускается его восстанавливать наплавкой с последующей
обработкой до чертежных размеров;
— штифты в хвостовиках верхнего и нижнего поршней
пневмореле, имеющие износ более 1 мм, необходимо заменить;
— у манжет не допускаются расслоения, надрывы, потертости
рабочей поверхности;
— прокладки и уплотнения должны быть ровными, без надрывов и
признаков разбухания;
— у всех пружин должны быть проконтролированы их силовые
параметры;
— в процессе сборки авторежима все манжеты и поверхности
трения металлических деталей должны быть смазаны тонким слоем смазки ЖТ-79Л или
ПЛАСМА-Т5;
— при сборке в авторежим должны устанавливаться детали и
узлы, которые стояли в нем до разборки, за исключением замененных из-за
истекшего срока службы, неисправностей или в результате проведения работ по
модернизации авторежима;
— при сборке авторежима необходимо контролировать
правильность установки сухаря — болт, крепящий сухарь, должен быть ввернут
полностью и зафиксирован стопорной шайбой, резьбовой конец болта не должен
выступать за пределы ползуна, сухарь должен быть установлен так, чтобы его
острие находилось ниже оси болта;
— после сборки у авторежима следует контролировать следующие
размеры: размер «в» (выход кольцевой проточки вилки из корпуса авторежима)
должен быть не менее 2 мм, размер «б» (авторежим 265А-1) должен быть не более
70 мм, размер «у» (авторежим 265А-4) должен быть не менее 120 мм (рисунок 2);
— упор после сборки и испытания авторежима должен быть
зафиксирован на вилке контргайкой и шплинтом, во избежание заклинивания вилки в
корпусе авторежима шплинт должен быть установлен так, чтобы его головка и концы
не выступали за пределы наружного диаметра (50 мм) вилки.
(Измененная редакция. Изм. 5-2013)
12.5 Каждый отремонтированный авторежим должен быть испытан
на испытательном стенде.
На отремонтированном и выдержавшем испытание авторежиме
должна стоять бирка. Бирка должна устанавливаться под гайку одного из болтов,
соединяющих демпферную часть с пневмореле. На бирке должны быть нанесены:
— клеймо АКП и дата ремонта (число, месяц и две последние
цифры года) — при ремонте в АКП;
— клеймо СЦ, маркировка в виде буквы «Р» и дата ремонта
(число, месяц и две последние цифры года) — при ремонте в СЦ.
Кроме того, отремонтированные в СЦ авторежимы должны быть
опломбированы.
(Измененная редакция. Изм. 36-2016)
12.6 Испытательный стенд должен имитировать работу
авторежима на вагоне. При испытании должны быть проконтролированы:
— давление сжатого воздуха и его стабильность на выходе из
авторежима в зависимости от величины поднятия вилки с упором и давления сжатого
воздуха на входе в авторежим;
— время срабатывания авторежима при имитации его работы в
режиме торможения;
— время срабатывания авторежима при имитации его работы в
режиме отпуска;
— чувствительность авторежима на утечки сжатого воздуха из
резервуара, имитирующего тормозной цилиндр;
— работа демпфера авторежима.
Схема испытательного стенда унифицированной конструкции
приведена на рисунке 2. Испытание на
стенде унифицированной конструкции следует производить в соответствии с
разделом 13.
Испытательный стенд, схема которого отличается от схемы
стенда унифицированной конструкции, должен быть допущен к применению в АКП в
установленном порядке, а испытание на нем должно производиться в соответствии с
руководством по эксплуатации этого стенда.
12.7 Результаты испытания авторежимов должны быть отражены в
учетной книге установленной формы.
При испытании на стенде с регистрацией параметров результаты
испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной
формы, необходимо записывать дату испытания, тип и номер принятого авторежима с
росписью исполнителя ремонта и руководителя АКП или его заместителя.
Проведение испытаний на стенде с регистрацией параметров при
выключенных регистрирующих устройствах запрещается.
12.8 Отремонтированный авторежим, срок
хранения которого превышает со времени ремонта 6 месяцев — для авторежимов
модельного ряда 265А и 6532, 1 год — для авторежимов АКВ1, может быть
установлен на вагон только после его испытания при условии положительных результатов.
При этом на авторежим в дополнение к бирке, установленной при его ремонте,
должна быть установлена бирка, на которой должны быть нанесены:
— клеймо АКП и дата испытания (число, месяц и две последние
цифры года) — при испытании в АКП;
— клеймо СЦ, маркировка в виде буквы «И» и дата испытания
(число, месяц и две последние цифры года) — при испытании в СЦ.
(Измененная редакция. Изм. 36-2016)
12.9 На новом авторежиме, выдержавшем испытание перед
постановкой на вагон (при превышении срока его хранения после изготовления),
должна быть установлена бирка с сохранением пломбы предприятия-изготовителя.
При этом маркировка бирки — в соответствии с пунктом 12.8. Бирка должна устанавливаться под гайку одного из
болтов, соединяющих демпферную часть с пневмореле.
(Измененная редакция. Изм. 36-2016)
13 ИСПЫТАНИЕ АВТОРЕЖИМОВ ГРУЗОВЫХ ВАГОНОВ
НА СТЕНДЕ УНИФИЦИРОВАННОЙ КОНСТРУКЦИИ
13.1
Характеристика стенда
13.1.1 Принципиальная пневматическая схема стенда должна
соответствовать схеме, приведенной на рисунке 2.
13.1.2 Стенд должен иметь:
— тормозной резервуар (далее — ТР) объемом 12 литров с
учетом объема подводящих труб;
— приспособление для создания давления сжатого воздуха (0,30
± 0,01) и (0,42 ± 0,01) МПа [(3,0 ± 0,1) и (4,2 ± 0,1) кгс/см2]
(далее — задатчик давления);
— резервуар задатчика давления (далее — РЗД) объемом не
менее 20 литров;
— дроссель с отверстием 3 мм (далее — ДР1) для создания
темпа торможения и отпуска;
— дроссель с отверстием 1 мм (далее — ДР2) для создания
искусственной утечки сжатого воздуха из ТР;
— контрольно-измерительные приборы для контроля времени
(секундомер) и давления (манометры с пределом измерения 0,6 МПа (6 кгс/см2)
класса точности не ниже 1,0 или с пределом измерения 1,0 МПа (10 кгс/см2)
класса точности не ниже 0,6);
— водоспускные краны на ТР и РЗД;
— фильтр для очистки воздуха на входе в стенд;
— механизм поднятия упора авторежима;
— привалочный фланец и прижим для надежного крепления
авторежима в вертикальном положении во время его испытания, обеспечивающие
размер от оси верхних отверстий привалочного фланца авторежима до опоры
механизма поднятия упора авторежима (размер «г») для авторежима 265А-1 — (295 ±
1) мм, для авторежима 265А-4, 265А-5, АКВ1 и модельного ряда 6532 — (305 ± 0,5)
мм.
(Измененная редакция. Изм. 36-2016, 1-2017)
13.1.3 Проверка плотности стенда производится в следующем
порядке:
— стенд подключить к воздушной напорной магистрали с
давлением сжатого воздуха не ниже 0,5 МПа (5 кгс/см2);
— на привалочный фланец стенда для крепления авторежима
установить специальный фланец, соединяющий между собой ТР и РЗД;
— включением крана 10 зарядить стенд до (0,42 ± 0,01) МПа
[(4,2 ± 0,1) кгс/см2];
— после двухминутной выдержки закрытием крана 7 отключить
стенд от напорной магистрали и проверить плотность — снижение давления сжатого
воздуха в течение 5 минут в ТР и РЗД допускается не более чем на 0,01 МПа (0,1
кгс/см2).
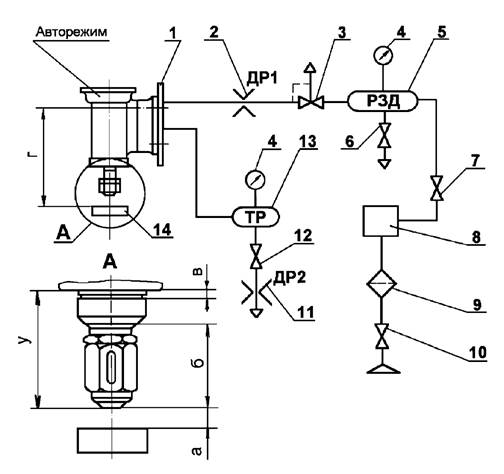
1 — привалочный фланец с прижимом для крепления
авторежима; 2 — дроссель Ø 3 мм;
3 — кран трехходовой или заменяющее его устройство; 4 —
контрольно-измерительный
прибор для измерения давления (манометр); 5 — резервуар задатчика давления;
6, 12 — водоспускной кран; 7, 10 — разобщительный кран или заменяющее его
устройство;
8 — задатчик давления; 9 — фильтр; 11 — дроссель Ø 1 мм; 13 — тормозной
резервуар;
14 — механизм-поднятия упора авторежима
Рисунок 2 — Принципиальная пневматическая схема стенда
унифицированной конструкции для испытания авторежимов
13.2
Методика испытания
13.2.1 Перед испытанием у авторежима
следует проконтролировать:
— размер «в» (выход кольцевой проточки вилки из корпуса
авторежима), который должен быть не менее 2 мм;
— размер «б» (у авторежима 265А-1), который должен быть не
более 70 мм;
— размер «у» (у авторежима 265А-4, 265А-5, АКВ1 и модельного
ряда 6532), который должен быть не менее 120 мм.
(Измененная редакция. Изм. 36-2016, 1-2017)
13.2.2 Зазор между упором авторежима и опорой механизма
изменения режима загрузки (размер «а») должен быть равен (1,6 ± 1,0) мм.
13.2.3 Создать давление сжатого воздуха в РЗД (0,30 ± 0,01)
МПа [(3,0 ± 0,1) кгс/см2], после чего открыть кран 3. При этом:
— давление сжатого воздуха в ТР должно установиться равным
(0,135 ± 0,01) МПа [(1,35 ± 0,1) кгс/см2];
— время, за которое устанавливается давление сжатого воздуха
в ТР, должно быть не более 7 секунд;
— установившееся давление сжатого воздуха в ТР не должно в
течение 1 мин изменяться более чем на ±0,01 МПа (±0,1 кгс/см2).
13.2.4 Открыть кран 12 (создать искусственную утечку сжатого
воздуха из ТР через ДР2). При этом давление сжатого воздуха в ТР в течение 1
минуты не должно понижаться более чем на 0,03 МПа (0,3 кгс/см2).
13.2.5 Закрыть кран 12. Затем закрыть кран 3, тем самым
соединить авторежим через ДР1 с атмосферой. При этом время понижения давления
сжатого воздуха в ТР до 0,04 МПа (0,4 кгс/см2) с момента закрытия
крана 3 должно быть не более 17 секунд.
13.2.6 Создать давление сжатого воздуха в РЗД (0,42 ± 0,01)
МПа [(4,2 ± 0,1) кгс/см2], после чего открыть кран 3. При этом
давление сжатого воздуха в ТР должно установиться равным (0,18 + 0,01; -0,015)
МПа [(1,8 + 0,1; -0,15) кгс/см2]. Установившееся давление сжатого
воздуха в ТР не должно в течение 5 минут изменяться более чем на ±0,01 МПа
(±0,1 кгс/см2).
13.2.7 Закрыть кран 3 и создать давление сжатого воздуха в
РЗД (0,30 ± 0,01) МПа [(3,0 ± 0,1) кгс/см2], переместить вверх опору
механизма поднятия упора авторежима на (14 — 1) мм — для авторежима 265А-1, на
(16 ± 0,5) мм — для авторежима 265А-4. После поднятия вилки с упором авторежима
дать выдержку времени не менее 30 секунд и открыть кран 3. При этом давление
сжатого воздуха в ТР должно установиться равным: для авторежима 265А-1 — (0,21
± 0,02) МПа [(2,1 ± 0,2) кгс/см2], для авторежима 265А-4 — (0,195 ±
0,02) МПа [(1,95 ± 0,2) кгс/см2].
(Измененная редакция. Изм. 5-2014)
13.2.8 Закрыть кран 3. Давление сжатого воздуха в РЗД должно
быть (0,30 ± 0,01) МПа [(3,0 ± 0,1) кгс/см2]. Переместить вверх опору
механизма поднятия упора авторежима на (27 + 1) мм — для авторежима 265А-1, на
(40 ± 0,5) мм — для авторежима 265А-4, АКВ1 и модельного ряда 6532, на (55 ±
1,0) мм — для авторежима 265А-5. После поднятия вилки с упором авторежима дать
выдержку времени не менее 60 секунд и открыть кран 3. При этом давление сжатого
воздуха в ТР должно установиться равным давлению сжатого воздуха в РЗД.
(Измененная редакция. Изм. 36-2016, 1-2017)
13.2.9 Закрыть кран 3 и создать давление сжатого воздуха в
РЗД (0,42 ± 0,01) МПа [(4,2 ± 0,1) кгс/см2], после чего открыть кран
3. При этом давление сжатого воздуха в ТР должно установиться равным давлению
сжатого воздуха в РЗД.
13.2.10 Закрыть кран 3
и после падения давления сжатого воздуха в ТР до нуля освободить упор
авторежима от действия механизма его поднятия. При этом вилка с упором должна
занять свое нижнее положение (исходное положение в соответствии с пунктом 13.2.1) у авторежима 265А-1 за время
от 18 до 45 секунд, у авторежима 265А-4, АКВ1 и модельного ряда 6532 — от 18 до
60 секунд, у авторежима 265А-5 — от 20 до 80 секунд.
(Измененная редакция. Изм. 36-2016, 1-2017)
14 УСТАНОВКА И РЕГУЛИРОВКА АВТОРЕЖИМА НА ГРУЗОВЫХ
ВАГОНАХ
14.1 Перед установкой на вагон у авторежима необходимо
проверить выход кольцевой проточки вилки из корпуса (размер «в»), который
должен быть не менее 2 мм.
14.2 Авторежим должен крепиться на вагоне к специальному
кронштейну через резиновую прокладку.
Крепить авторежим следует болтами М10 и гайками, затягивая
их в диагональной последовательности.
14.3 Перед подкаткой тележки под вагон необходимо проверить
крепление на ней и исправность опорной балки.
Опорная балка, регулировочные планки, контактная планка
должны соответствовать требованиям конструкторской документации на тележку.
Опорная балка не должна иметь трещин и деформации.
Опорная балка должна крепиться на специальных полках боковых
рам через резинометаллические элементы в зависимости от её конструкции:
— болтами М20, шайбами увеличенного диаметра, прорезными или
корончатыми гайками и шплинтами, входящими в отверстие болта и прорезь гайки.
Длина болта в зависимости от конструкции опорной балки должна быть 90 или 100
мм и обеспечивать крепление опорной балки таким образом, чтобы между полкой
рамы и шайбой болта присутствовал зазор от 3 до 5 мм и опорная балка могла
свободно перемещаться в пазах боковых рам;
— или специальными нестандартными болтами М20 (болты с
увеличенной прямоугольной головкой), которые вкручиваются во втулку,
приваренную к опорной балке, и фиксируются шплинтами, входящими в отверстие
болта и прорезь втулки. Длинная ось прямоугольной головки болта должна
располагаться перпендикулярно к длинной оси овального отверстия в полке боковой
рамы тележки, при этом для того, чтобы опорная балка могла свободно
перемещаться в пазах боковых рам, между полкой и головкой болта должен
присутствовать зазор от 1 до 3 мм.
14.4 Контактная планка должна быть надежно закреплена на
опорной балке с помощью двух болтов М12 длиной не более 60 мм, пружинных шайб и
гаек с постановкой шплинтов в отверстия болтов. При этом шплинты в отверстия
болтов должны устанавливаться после регулировки положения упора авторежима.
14.5 После подкатки тележки под вагон упор авторежима должен
находиться над средней зоной контактной планки опорной балки тележки —
расстояние от упора авторежима до края контактной планки не должно быть менее
50 мм.
14.6 Регулировочные планки должны
ставиться под контактную планку и крепиться к опорной балке через имеющиеся в
них отверстия болтами, заодно с контактной планкой. Допускается устанавливать
не более пяти регулировочных планок толщиной от 1,5 до 5 мм. Запрещается
приваривать регулировочные планки сверху контактной планки.
14.7 Установку авторежима на вагонах с тарой до 27 т
(рисунок 3) необходимо производить с
соблюдением следующих требований:
— между упором авторежима и контактной планкой тележки
порожнего вагона должен присутствовать зазор (размер «а») от 1 до 3 мм, регулировать
его необходимо снятием или постановкой металлических регулировочных планок под
контактную планку в соответствии с п. 14.6;
— запрещается регулировать размер «а», изменяя размер «б» (у
авторежима 265А-1) или размер «у» (у авторежима 265А-4, 265А-5, АКВ1 и
авторежима модельного ряда 6532) с помощью упора авторежима, зафиксированного
(шплинтом — у авторежимов модельного ряда 265А, шайбой — у авторежимов АКВ1)
при изготовлении или ремонте авторежима;
— выход кольцевой проточки вилки из корпуса авторежима
(размер «в») на порожнем вагоне должен быть не менее 2 мм;
— переключатель режимов воздухораспределителя должен быть
установлен в зависимости от типа тормозных колодок (композиционных или
чугунных), типа и модели вагона на среднем или груженом режиме торможения.
(Измененная редакция. Изм. 5-2014, 36-2016,
1-2017)
14.8 Установку и регулировку авторежима на вагонах с тарой
от 27 т и более необходимо производить с соблюдением следующих требований:
— на вагоне следует применять только композиционные
тормозные колодки, переключатель режимов воздухораспределителя должен быть
установлен на среднем режиме торможения;
— между упором авторежима и контактной планкой тележки
порожнего вагона не должно быть зазора, кольцевая проточка на вилке авторежима
265А-1 не должна быть видна, а для авторежима 265А-4 и авторежима модельного
ряда 6532 допускается видимость кольцевой проточки на вилке авторежима при
поджатии упора демпферной части регулировочными пластинами;
— проверка регулировки авторежима производится на порожнем
вагоне, для чего на вагоне производится полное служебное торможение и
контролируется давление сжатого воздуха в тормозном цилиндре. Давление сжатого
воздуха в тормозном цилиндре при полном служебном торможении должно быть для
вагонов с тарой от 27 до 32 т — (0,16 ± 0,01) МПа [(1,6 ± 0,1) кгс/см2],
для вагонов с тарой свыше 32 до 36 т — (0,19 ± 0,01) МПа [(1,9 ± 0,1) кгс/см2],
для вагонов с тарой свыше 36 до 45 т — (0,22±0,01) МПа [(2,2 ± 0,1) кгс/см2].
В случае несоответствия давления сжатого воздуха в тормозном цилиндре при
полном служебном торможении порожнего вагона приведенным значениям производится
регулировка положения упора авторежима путем снятия или постановки
металлических регулировочных планок под контактную планку в соответствии с п. 14.6. Запрещается производить регулировку
авторежима с помощью упора, зафиксированного (шплинтом — у авторежимов
модельного ряда 265А и 6532, шайбой — у авторежимов АКВ1) после проведения
ремонта авторежима;
— на раме вагонов рядом с надписью «АВТОРЕЖИМ» наносится
расчетное нажатие (выраженное в тс) тормозных колодок на ось и интервал
необходимого давления (выраженного в кгс/см2) сжатого воздуха в
тормозном цилиндре при полном служебном торможении порожнего вагона в следующем
виде:
«порожний — 4,5 тс/1,5 — 1,7» — на вагонах с тарой от 27 до
32 т;
«порожний — 5,0 тс/1,8 — 2,0» — на вагонах с тарой свыше 32
до 36 т;
«порожний — 6,5 тс/2,1 — 2,3» — на вагонах с тарой свыше 36
до 45 т.
Регулировку авторежима для вагонов с тарой от 27 до 45 т
допускается производить при испытании тормоза порожнего вагона.
(Измененная редакция. Изм. 5-2014, 36-2016)
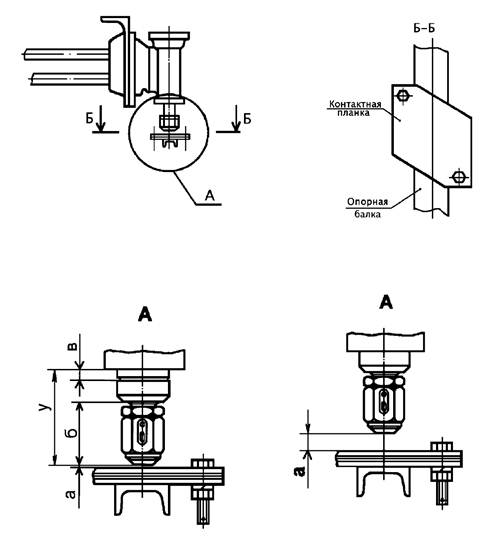
|
Авторежим |
Авторежим |
Рисунок
3 — Установка авторежима на вагоне с тарой до 27 т
15
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ МАГИСТРАЛЬНЫХ И ГЛАВНЫХ ЧАСТЕЙ
ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ГРУЗОВОГО ТИПА
15.1 Поступившие в ремонтное предприятие магистральные и
главные части воздухораспределителей грузового типа (далее — магистральные и
главные части) с пломбами предприятия-изготовителя, у которых до окончания
гарантийного срока службы остается не менее 2 лет, не имеющие наружных
повреждений и сильных загрязнений должны быть испытаны без предварительной их
очистки и ремонта.
При положительных результатах испытания на магистральную и
главную часть устанавливается бирка с клеймом АКП и датой испытания (число,
месяц и две последние цифры года), при этом пломба предприятия-изготовителя
сохраняется. В случае отрицательных результатов испытания
предприятию-изготовителю в установленном порядке направляется акт-рекламация.
Снятые с вагона главные и магистральные части
воздухораспределителей модельного ряда КАВ60 должны быть направлены в СЦ.
(Измененная редакция. Изм. 5-2014)
15.2 Все остальные поступившие в ремонт магистральные и
главные части должны быть снаружи очищены.
Для очистки рекомендуется способ струйной обмывки горячей
водой (от 55 до 70 °С) под давлением в специальных моечных установках.
Допускается при сильных загрязнениях производить наружную обмывку магистральных
и главных частей 5 % раствором кальцинированной соды.
Не допускается применение керосина, бензина и других
агрессивных веществ для наружной очистки магистральных и главных частей.
15.3 После обмывки магистральные и главные части следует
разобрать, все детали и узлы протереть технической салфеткой без ворса,
дроссельные отверстия, перечень которых приведен в таблице 7, продуть сжатым воздухом, все детали и узлы осмотреть и
проконтролировать, неисправные детали заменить на новые или отремонтированные.
15.4 Ремонт магистральных и главных частей необходимо
производить с соблюдением следующих требований:
— седла (сальники) клапанов необходимо вывертывать и
ввертывать только торцовыми ключами;
— для разборки и сборки узла диафрагмы с алюминиевыми
дисками необходимо применять специальную оправку с углублением;
— у металлических деталей не допускаются изломы, отколы,
трещины, срыв резьбы, коррозия;
— у манжет не допускаются расслоения, надрывы, потертости
рабочей поверхности;
— диафрагмы и прокладки должны быть ровными, без надрывов и
признаков разбухания;
— на поверхностях, уплотняемых манжетами, а также на седлах
клапанов не допускаются забоины, вмятины и глубокие риски;
— у прокладок и уплотнений клапанов не допускается наличие
кольцевого следа от седла глубиной равной высоте седла и более;
— при замене резиновых уплотнений у клапанов их необходимо
устанавливать большим диаметром во внутрь гнезда, обработку выступающей части
резины необходимо производить методом обрезки на вращающемся клапане на
специальном приспособлении, исключающем возможность укорачивания (стачивания)
металлической части клапана. Обработка резиновых уплотнений клапанов шлифовкой
запрещается, резиновое уплотнение должно быть обрезано заподлицо с
металлической частью клапана, поверхность резинового уплотнения после обрезки должна
быть ровной, без выступов и заусенцев, просадка уплотнения ниже уровня металла
не допускается;
— клапана с вулканизированными резиновыми уплотнениями
ремонту не подлежат;
— у всех пружин должны быть проконтролированы их силовые
параметры;
— в процессе сборки все манжеты и поверхности трения
металлических деталей должны быть смазаны тонким слоем смазки ЖТ-79Л или
ПЛАСМА-Т5;
— при сборке после ремонта в магистральную и главную часть
должны устанавливаться детали и узлы, которые стояли в них до разборки, за
исключением замененных из-за истекшего срока службы, неисправностей или в
результате проведения работ по модернизации.
(Измененная редакция. Изм. 5-2013)
15.5 При ремонте магистральных частей 483, 483М и 483А
необходимо:
— отверстие в дросселе корпуса магистральной части 483
Ø (0,65 ± 0,03) мм рассверлить до Ø (0,9 ± 0,05) мм;
— проконтролировать диаметр отверстия в колпачке
атмосферного клапана (узел трех клапанов), отверстие Ø 0,55 мм
необходимо рассверлить до Ø (0,9 ± 0,05) мм.
15.6 При сборке магистральных частей 483, 483М и 483А особое
внимание должно быть обращено на правильность сборки узла трех клапанов
(рисунок 4), клапана мягкости (рисунки 5, 6, 7), на правильность установки плунжера в
узле диафрагмы и манжеты в седле крышки, на конструктивные отличия магистральных
частей 483, 483М и 483А:
— седло в узле трех клапанов 483М.012 отличается от седла
483.012 наличием отверстия Ø 0,3 мм;
— плунжер 483.120 отличается от плунжера 483М.120
расположением отверстий в хвостовой части (рисунки 8 и 9);
— седла 483.012 и 483М.012, плунжеры 483.120 и 483М.120 не
взаимозаменяемы: в магистральную часть 483 устанавливается седло 483.012 и
плунжер 483.120, в магистральные части 483М и 483А — седло 483М.012 и плунжер
483М.120;
— в узле трех клапанов магистральной части 483, 483М и 483А
должна устанавливаться пружина 483.029 (полное число витков 5,5; высота в
свободном состоянии не менее 16 мм).
15.7 При ремонте и сборке главных частей 270, 483.400:
— фиксатор регулирующей упорки (режимный узел) должен быть
ввернут на всю резьбу;
— в процессе сборки необходимо проверить перемещение
главного поршня в корпусе — главный поршень в сборе переместить внутрь корпуса
на расстояние от 5 до 8 мм и отпустить его — поршень должен возвратиться в
исходное положение под усилием пружины;
— войлочные кольца должны быть очищены и пропитаны смазкой
ЖТ-79Л или ПЛАСМА-Т5 либо заменены на новые, также пропитанные смазкой. Для
пропитки кольца смазывают смазкой и выдерживают при температуре +40 °С не менее
8 часов;
— в главной части 270 манжеты на шток главного поршня
необходимо надевать с помощью конусных оправок или специального приспособления.
(Измененная редакция. Изм. 5-2013)
15.8 Каждая отремонтированная магистральная и главная части
должны быть испытаны на испытательном стенде.
На каждой отремонтированной и выдержавшей испытание
магистральной и главной части должна стоять бирка. На бирке должны быть нанесены:
— клеймо АКП и дата ремонта (число, месяц и две последние
цифры года) — при ремонте в АКП;
— маркировка в виде буквы «Р» и дата ремонта (число, месяц и
две последние цифры года) — при ремонте в СЦ.
Кроме того, отремонтированные в СЦ магистральные и главные
части должны быть опломбированы.
(Измененная редакция. Изм. 5-2014)
15.9 Испытание главной и магистральной частей на стенде
унифицированной конструкции, принципиальная схема которого приведена на рисунке
10, следует производить в соответствии
с разделом 16.
Испытательный стенд, схема которого отличается от схемы стенда
унифицированной конструкции, должен быть допущен к применению в АКП в
установленном порядке, а испытание на нем должно производиться в соответствии с
руководством по эксплуатации этого стенда.
15.10 Результаты испытания магистральных и главных частей
должны быть отражены в учетной книге установленной формы.
При испытании на стенде с регистрацией параметров результаты
испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной
формы, необходимо записывать дату испытания, тип и номер принятой магистральной
или главной части с росписью исполнителя ремонта и руководителя АКП или его
заместителя.
Проведение испытаний на стенде с регистрацией параметров при
выключенных регистрирующих устройствах запрещается.
15.11 Отремонтированные магистральные и
главные части, срок хранения которых превышает со времени ремонта 6 месяцев для
воздухораспределителей модельного ряда 483 и 1 год — для воздухораспределителей
модельного ряда КАВ60 и 6540, могут быть установлены на вагон только после их
испытания при положительных результатах. При этом на магистральную и главную
части в дополнении к биркам, установленным при их ремонте, должны быть
установлены бирки, на которых должны быть нанесены:
— клеймо АКП и даты испытания (число, месяц и две последние
цифры года) — при испытании в АКП;
— маркировка в виде буквы «И» и дата испытания (число, месяц
и две последние цифры года) — при испытании в СЦ.
(Измененная редакция. Изм. 5-2014, 36-2016)
15.12 На новые магистральные и главные части, выдержавшие
испытание перед постановкой на вагон (при превышении сроков их хранения после
изготовления — 1 год), должны быть установлены бирки с сохранением пломбы
предприятия-изготовителя. При этом маркировка бирок — в соответствии с пунктом 15.11.
(Измененная редакция. Изм. 5-2014)
Таблица 7 — Размеры дроссельных отверстий
магистральных и главных частей воздухораспределителей грузового типа
|
Местонахождение |
Диаметр |
|
Магистральная |
|
|
В дросселе плунжера |
2,0 ± 0,12 |
|
В хвостовике плунжера |
0,7 ± 0,03 (3 отверстия) |
|
В корпусе (дроссель к клапану мягкости) |
0,65 ± 0,03* |
|
В гайке атмосферного клапана (узел трех |
0,9 ± 0,05 |
|
В хвостовике направляющего диска |
1,0 ± 0,25 (2 отверстия) |
|
В седле диафрагмы переключателя режимов |
0,6 ± 0,03 |
|
Магистральная |
|
|
В дросселе плунжера |
2,0 ± 0,12 |
|
В хвостовике плунжера |
0,7 ± 0,03 (3 отверстия) |
|
В корпусе (дроссель к клапану мягкости) |
0,9 ± 0,05 |
|
В гайке атмосферного клапана (узел трех |
0,9 ± 0,05 |
|
В хвостовике направляющего диска |
1,0 + 0,25 (2 отверстия) |
|
В седле диафрагмы переключателя режимов |
0,6 ± 0,03 |
|
В седле узла трех клапанов |
0,3 ± 0,03 |
|
Магистральная |
|
|
В дросселе плунжера |
2,0 + 0,25 |
|
В хвостовике плунжера |
0,7 ± 0,03 (3 отверстия) |
|
В седле клапана мягкости |
0,9 ± 0,05 |
|
В гайке атмосферного клапана (узел трех |
0,9 ± 0,05 |
|
В хвостовике направляющего диска |
1,0 + 0,25 (2 отверстия) |
|
В седле диафрагмы переключателя режимов |
0,6 ± 0,03 |
|
В седле узла трех клапанов |
0,3 ± 0,03 |
|
Главная |
|
|
В штоке главного поршня |
1,7 ± 0,05 |
|
В корпусе (цилиндр главного поршня) |
0,5 ± 0,05 |
|
В корпусе (ниппель обратного клапана) |
1,3 ± 0,05 |
|
В уравнительном поршне (атмосферное |
2,8 +0,1; -0,05 |
|
В седле клапана дополнительной разрядки |
0,5 ± 0,03 |
|
Главная |
|
|
В штоке главного поршня |
1,8 ± 0,05 |
|
В корпусе (цилиндр главного поршня) |
0,55 ± 0,05 |
|
В корпусе (ниппель обратного клапана) |
1,3 ± 0,05 |
|
В уравнительном поршне (атмосферное |
2,8 + 0,1 |
|
Главная |
|
|
В штоке с манжетами |
1,8 ± 0,06 |
|
В дросселе зажимной шайбы (узел |
0,6 ± 0,03 |
|
В корпусе (ниппель обратного клапана) |
1,3 ± 0,05 |
|
В седле уравнительного поршня |
3,5 + 0,16 |
|
Главная |
|
|
Во втулке корпуса |
1,7 + 0,25 |
|
В корпусе (дроссель цилиндра главного |
0,55 ± 0,03 |
|
В корпусе (дроссель обратного клапана) |
1,3 ± 0,05 |
|
В уравнительном поршне (атмосферное |
2,8 +0,1; -0,05 |
|
В седле клапана дополнительной разрядки |
0,5 ± 0,03 |
|
__________ *Отверстие рассверливается до диаметра |
(Измененная редакция. Изм. 36-2016)

1 — пружина 305.108; 2 — прокладка 183.9; 3 — клапан
483.110;
4 — седло 483.026; 5 — седло 483.011; 6 — клапан дополнительной разрядки
483.090; 7 — прокладка 270.549; 8 — седло 483М.012 (для магистральной части
483М и 483А), седло 483.012 (для магистральной части 483); 9 — манжета 305.156;
10 — пружина 483.002; 11 — втулка 483.017; 12 — кольцо 021-025-25-2-3
ГОСТ
9833; 13 — пружина 483.029; 14 — гайка 483.028
Рисунок 4 — Узел трех клапанов

1 — клапан 483.080; 2 — манжета 305.156; 3 — упор
483.001; 4 — диафрагма 483.005;
5 — кольцо 483.016; 6 — пружина 483.025-2; 7 — заглушка 483.007; 8 — гайка
2М6-6Н.5.019
ГОСТ
5915; 9 — шайба 483.006; 10 — втулка 483.032
Рисунок 5 — Клапан мягкости магистральной части 483
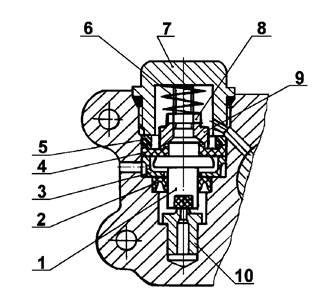
1 — клапан 483.080; 2 — манжета 305.156; 3 — упор
483.001; 4 — диафрагма 483.005;
5 — кольцо 483.016; 6 — пружина 483.025-2; 7 — заглушка 483.007; 8 — гайка
2М6-6Н.5.019
ГОСТ
5915; 9 — шайба 483.006; 10 — седло 483.037
Рисунок 6 — Клапан мягкости магистральной части 483М
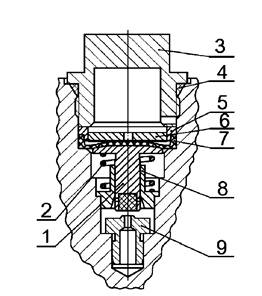
1 — клапан 483А.030-1; 2 — пружина 87.02.21; 3 —
заглушка 483.007;
4 — кольцо ГОСТ
9833; 5 — кольцо 483.016;6 — шайба 483А.001-1;
7 — диафрагма 483А.007; 8 — втулка 483А.002-1; 9 — седло 483.037
Рисунок 7 — Клапан мягкости магистральной части 483А
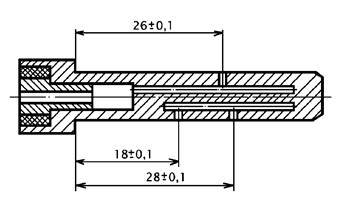
Рисунок 8 — Плунжер 483.120
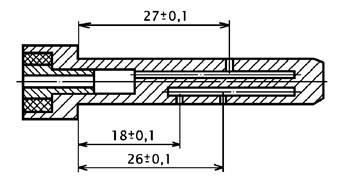
Рисунок 9 — Плунжер 483М.120
16 ИСПЫТАНИЕ МАГИСТРАЛЬНЫХ И ГЛАВНЫХ
ЧАСТЕЙ ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ГРУЗОВОГО ТИПА НА СТЕНДЕ УНИФИЦИРОВАННОЙ
КОНСТРУКЦИИ
16.1
Характеристика стенда
16.1.1 Принципиальная пневматическая схема стенда должна
соответствовать схеме, приведенной на рисунке 10.
16.1.2 Стенд должен иметь:
— магистральный (далее — МР) и запасный (далее — ЗР)
резервуары объемом соответственно 55 и 4 литра;
— рабочую (далее — РК) и золотниковую (далее — ЗК) камеры
объемом с учетом объема подводящих труб соответственно 6,0 и 4,5 литра;
— тормозной резервуар (далее — ТР) объемом 12 литров с
учетом объема подводящих труб;
— кран машиниста или заменяющий его блок управления;
— дроссель ДР1 (с отверстием диаметром 2 мм) для проверки
крана машиниста или заменяющего его блока управления;
— дроссель ДР2 (с отверстием диаметром приблизительно 0,7
мм) для создания темпа проверки мягкости действия магистральной и главной частей;
— дроссель ДР3 (с отверстием диаметром приблизительно 0,65
мм) для создания темпа медленного отпуска;
— дроссели ДР4 (с отверстием диаметром 2 мм) и ДР5 (с
отверстием диаметром 3 мм) для создания опережения зарядки ЗК при прямой
зарядке ЗК и РК;
— редуктор РД, отрегулированный на давление (0,54 + 0,01)
МПа [(5,4 + 0,1) кгс/см2];
— контрольно-измерительные приборы для контроля времени
(секундомер) и давления (манометры с пределом измерения 1 МПа (10 кгс/см2)
класса точности не ниже 0,6);
— прижимы МЧ и ГЧ с привалочными фланцами для надежного и
герметичного крепления соответственно магистральной и главной частей к стенду;
— переключатель режимов торможения (на рисунке не показан),
который должен переключать главную часть воздухораспределителей модельного ряда
483, размещенную на стенде, на режимы торможения: «груженый», «средний» и
«порожний», обеспечив расстояние от упора режимного переключателя главной части
до привалочной поверхности её фланца для режима «груженый» — (80,5 ± 0,5) мм,
для режима «средний» — (85,5 ± 0,5) мм;
— разобщительные краны или устройства, заменяющие их;
— водоспускные краны на ТР и МР;
— фильтр для очистки воздуха на входе в стенд.
(Измененная редакция. Изм. 5-2014)
16.1.3 Кран машиниста или заменяющий его блок управления
должен обеспечивать:
— давление сжатого воздуха в МР: (0,60 + 0,01), (0,54 +
0,01), (0,45 + 0,01), (0,35 + 0,01) МПа [(6,0 + 0,1), (5,4 + 0,1), (4,5 + 0,1),
(3,5 + 0,1) кгс/см2];
— автоматическое поддержание установившегося давления
сжатого воздуха в МР;
— ступень торможения — понижение давления сжатого воздуха в
МР с (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2] на 0,05 — 0,06 МПа (0,5
— 0,6 кгс/см2);
— темп служебного торможения — понижение давления сжатого
воздуха в МР с 0,5 до 0,4 МПа (с 5,0 до 4,0 кгс/см2) за время от 4
до 6 с (при отключенных от стенда главной и магистральной частях);
— темп отпуска — повышение давления сжатого воздуха в МР с
0,4 до 0,5 МПа (с 4,0 до 5,0 кгс/см2) за время не более 5 с (при
отключенных от стенда главной и магистральной частях).
16.1.4 Дроссель ДР2 должен обеспечивать темп проверки
мягкости действия магистральной и главной частей — понижение давления сжатого
воздуха в МР с 0,60 до 0,57 МПа (с 6,0 до 5,7 кгс/см2) за время от
50 до 60 с (при отключенных от стенда кране машиниста (блоке управления),
главной и магистральной частях).
Дроссель ДР3 должен обеспечивать темп медленного отпуска
-повышение давления сжатого воздуха в МР с 0,48 до 0,50 МПа (с 4,8 до 5,0
кгс/см2) за время от 36 до 43 с (при отключенных от стенда главной и
магистральной частях).
Диаметры отверстий дросселей ДР2 и ДР3 на каждом конкретном
стенде должны быть подобраны при регулировке заданных темпов.
16.1.5. Испытание магистральных частей
воздухораспределителей модельного ряда 483 производится с закрепленной на
стенде проверенной и исправной главной частью 270 или 483.400.
Испытание магистральных частей воздухораспределителей
модельного ряда КАВ60 производится с закрепленной на стенде главной частью КАВ
10-01 или КАВ 10-02.
Испытание магистральных частей 4380 воздухораспределителей
модельного ряда 6540 производится с закрепленной на стенде проверенной и
исправной главной частью 4381.
Испытание главных частей воздухораспределителей модельного
ряда 483 производится с закрепленной на стенде проверенной и исправной
магистральной частью 483М или 483А.
Испытание главных частей воздухораспределителей модельного
ряда КАВ60 производится с закрепленной на стенде магистральной частью КАВ20-01.
Испытание главных частей 4381 воздухораспределителей
модельного ряда 6540 производится с закрепленной на стенде проверенной и
исправной магистральной частью 4380.
Испытание на стенде одновременно непроверенных магистральной
и главной частей воздухораспределителей модельного ряда 483 и модельного ряда
6540 запрещается.
(Измененная редакция. Изм. 5-2014, 36-2016)
16.1.6 Проверку плотности стенда и заданных темпов следует
производить следующим образом:
— стенд подключить к воздушной напорной магистрали с
давлением сжатого воздуха не ниже 0,65 МПа (6,5 кгс/см2);
— для проверки плотности на привалочные фланцы стенда для
магистральной и главной частей установить специальные фланцы, соединяющие между
собой МР и TP, ЗК с каналом дополнительной разрядки (далее — КДР), и
заглушающие все остальные отверстия на привалочных фланцах стенда;
— включением прямых каналов (открыть краны 1, 13, 15, 26,
29, 32, 33) зарядить стенд (МР, TP, ЗР, РК, ЗК, КДР) сжатым воздухом до (0,60 +
0,01) МПа [(6,0 + 0,1) кгс/см2];
— после двухминутной выдержки отключить прямую зарядку
резервуаров и камер (закрыть краны 1, 15, 29, 33) и проверить плотность: в течение
5 минут снижение давления сжатого воздуха в МР, ТР и ЗР допускается не более
чем на 0,01 МПа (0,1 кгс/см2), а снижение давления сжатого воздуха в
РК, ЗК и КДР не допускается;
— открыть кран 15, закрыть кран 26, краном машиниста (блоком
управления) снизить давление сжатого воздуха в МР до (0,35 + 0,01) МПа [(3,5 +
0,1) кгс/см2], при этом проверить темп служебного торможения: время
снижения давления сжатого воздуха в МР с 0,5 до 0,4 МПа (с 5,0 до 4,0 кгс/см2)
должно быть от 4 до 6 с;
— кран машиниста (блок управления) перевести на зарядное
давление (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2] и проверить темп
отпуска: повышение давления сжатого воздуха в МР с 0,4 до 0,5 МПа (с 4,0 до 5,0
кгс/см2) должно произойти не более чем за 5 с;
— краном машиниста (блоком управления) установить давление
сжатого воздуха в МР (0,45 + 0,01) МПа [(4,5 + 0,1) кгс/см2],
закрыть кран 15 (кран 26 остается закрытым), после двухминутной выдержки отрыть
кран 22, кран машиниста (блок управления) перевести на зарядное давление (0,54
+ 0,01) МПа [(5,4 + 0,1) кгс/см2] и проверить темп медленного
отпуска: повышение давления сжатого воздуха в МР с 0,48 до 0,50 МПа (с 4,8 до
5,0 кгс/см2) должно произойти за время от 36 до 43 с;
— закрыть кран 22, открыть кран 15, зарядить МР сжатым
воздухом до (0,60 + 0,01) МПа [(6,0 + 0,1) кгс/см2], после чего
закрыть кран 15 (кран 26 остается закрытым), после двухминутной выдержки
открыть кран 10 и проверить темп проверки мягкости действия магистральной и
главной частей: снижение давления сжатого воздуха в МР с 0,60 до 0,57 МПа (с
6,0 до 5,7 кгс/см2) должно произойти за время от 50 до 60 с;
— для проверки крана машиниста (блока управления) на
автоматическое поддержание давления необходимо закрыть кран 10, открыть кран 15
(кран 26 остается закрытым), краном машиниста (блоком управления) установить
зарядное давление сжатого воздуха в МР, а затем создать утечку через отверстие
диаметром 2 мм (открыть кран 8), при этом кран машиниста (блок управления)
должен поддерживать установившееся давление сжатого воздуха в МР с отклонением
не более 0,015 МПа (0,15 кгс/см2).
Допускается проверять плотность стенда с установленными на
него исправными магистральной и главной частями, для этого включением прямых
каналов (открыть краны 1, 13, 15, 26, 29, 32, 33) следует зарядить стенд (МР,
ЗР, РК, ЗК) сжатым воздухом до (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2],
после двухминутной выдержки отключить прямую зарядку РК и ЗК (закрыть краны 29,
33), краном машиниста (блоком управления) понизить давление сжатого воздуха в
МР на 0,05 — 0,06 МПа (0,5 — 0,6 кгс/см2), после того, как давление
установится, закрыть краны 1, 15 и проверить плотность: в течение 5 минут
снижение давления сжатого воздуха в МР, ТР и ЗР допускается не более чем на
0,01 МПа (0,1 кгс/см2), а снижение давления сжатого воздуха в РК, ЗК
и КДР не допускается.

1, 8, 10, 13, 15, 22, 26, 29, 32, 33 — разобщительные
краны или устройства,
заменяющие их; 2, 3, 9, 18, 19, 20 — манометры; 4 — тормозной резервуар;
5 — запасный резервуар; 6 — редуктор; 7, 25 — водоспускные краны;
11 — привалочный фланец для главной части воздухораспределителя;
12 — канал дополнительной разрядки; 14 — кран машиниста (блок управления);
16, 17, 23, 30, 34 — дроссели; 21 — фильтр для очистки воздуха;
24 — магистральный резервуар; 27 — рабочая камера; 28 — золотниковая камера;
31 — привалочный фланец для магистральной части воздухораспределителя
Рисунок 10 — Принципиальная пневматическая схема стенда
унифицированной конструкции для испытания магистральных
и главных частей воздухораспределителей грузового типа
16.2
Испытание магистральной части
16.2.1 Проверка зарядки магистральной части производится на
режиме «равнинный» при зарядном давлении (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2].
Переключатель режимов торможения должен быть установлен в
положение «груженый», краны 13, 15 и 32 должны быть открыты, остальные закрыты.
После достижения в МР зарядного давления производится
зарядка магистральной и главной частей (открыть кран 26), после чего следует
проверить:
— время зарядки ЗК сжатым воздухом от 0 до 0,12 МПа (от 0 до
1,2 кгс/см2), которое должно быть для магистральных частей 483 и
483М от 20 до 35 с, для магистральных частей 483А и 4380 — от 4 до 8 с, для
магистральной части КАВ20-01 — от 1 до 5 с;
— открытие клапана мягкости (проверяется для магистральных
частей 483 и 483М), которое должно произойти в процессе зарядки ЗК при
достижении в ней давления сжатого воздуха от 0,15 до 0,35 МПа (от 1,5 до 3,5
кгс/см2) и определяется по ускорению темпа зарядки ЗК: время зарядки
ЗК сжатым воздухом с 0,35 до 0,40 МПа (с 3,5 до 4,0 кгс/см2) должно
быть от 3 до 5 с;
— открытие второго пути зарядки РК (проверяется для
магистральных частей воздухораспределителей модельного ряда 483 и модельного
ряда 6540), которое должно произойти при достижении в ней давления сжатого
воздуха от 0,20 до 0,35 МПа (от 2,0 до 3,5 кгс/см2), а также время
зарядки РК сжатым воздухом (проверяется для магистральных частей всех
воздухораспределителей) с 0,35 до 0,40 МПа (с 3,5 до 4,0 кгс/см2)
должно быть от 6 до 10 с.
(Измененная редакция. Изм. 5-2014, 36-2016)
16.2.2 Проверка мягкости действия магистральной части
производится на режиме «равнинный» при зарядном давлении (0,60 + 0,01) МПа
[(6,0 + 0,1) /см2].
Переключатель режимов торможения должен быть установлен в
положение «груженый», краны 13, 15, 26 и 32 открыты, остальные — закрыты.
После зарядки сжатым воздухом РК, ЗК, МР и ЗР до зарядного
давления следует отсоединить МР от прямой зарядки (закрыть кран 15), закрыть
краном 32 КДР и снизить давление сжатого воздуха в МР темпом мягкости (открыть
кран 10 с дросселем 17). При снижении давления сжатого воздуха в МР до 0,54 МПа
(5,4 кгс/см2) магистральная и главная части не должны приходить в
действие, т.е. сжатый воздух не должен поступать в ТР, а давление сжатого
воздуха в КДР не должно превышать 0,01 МПа (0,1 кгс/см2).
16.2.3 Проверка ступени торможения и отпуска магистральной
части производится на режиме «равнинный» при зарядном давлении (0,54 + 0,01)
МПа [(5,4 + 0,1) кгс/см2].
Переключатель режимов торможения должен быть установлен в
положение «груженый», краны 1, 13, 15, 26 и 32 открыты, остальные — закрыты.
После зарядки сжатым воздухом РК, ЗК и МР до зарядного
давления следует снизить давление сжатого воздуха в МР на 0,05 — 0,06 МПа (0,5
— 0,6 кгс/см2) темпом служебного торможения.
В течение 120 с после установления давления сжатого воздуха
в ТР:
— давление сжатого воздуха в ТР должно быть не менее 0,06 МПа
(0,6 кгс/см2);
— давление сжатого воздуха в КДР должно быть не менее 0,3
МПа (3,0 кгс/см2);
— в РК установившееся давление сжатого воздуха не должно
снижаться.
Затем следует повысить давление сжатого воздуха в МР темпом
медленного отпуска (закрыть кран 15, перевести блок управления (кран машиниста)
на зарядное давление и затем открыть кран 22 с дросселем 23). При этом сначала
в РК, а затем в ТР должно произойти снижение давления сжатого воздуха.
Время от начала повышения давления сжатого воздуха в МР до
достижения в ТР давления сжатого воздуха 0,04 МПа (0,4 кгс/см2)
должно быть не более 70 с.
16.2.4 Проверка полного служебного торможения и отпуска
магистральной части производится на режиме «равнинный» при зарядном давлении
(0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2].
Переключатель режимов торможения должен быть установлен в
положение «груженый», краны 1, 13, 15, 26 и 32 открыты, остальные — закрыты.
После зарядки сжатым воздухом РК, ЗК и МР до зарядного
давления следует снизить давление сжатого воздуха в МР до (0,35 + 0,01) МПа
[(3,5 + 0,1) кгс/см2] темпом служебного торможения. При этом время
от начала понижения давления сжатого воздуха в МР до достижения в ТР давления
сжатого воздуха 0,35 МПа (3,5 кгс/см2) должно быть от 7 до 15 с.
Затем следует повысить давление сжатого воздуха в МР до
(0,45 + 0,01) МПа [(4,5 + 0,1) кгс/см2]. При этом:
— в РК должно произойти снижение давления сжатого воздуха,
— время от начала повышения давления сжатого воздуха в МР до
достижения в ТР давления сжатого воздуха 0,04 МПа (0,4 кгс/см2)
должно быть не более 60 с.
16.2.5 Для проверки отпуска магистральной части на горном
режиме следует ее режимный переключатель перевести в положение «горный»,
проверку производить при зарядном давлении (0,60 + 0,01) МПа [(6,0 + 0,1)
кгс/см2].
Переключатель режимов торможения должен быть установлен в
положение «груженый», краны 1, 13, 15, 26 и 32 открыты, остальные — закрыты.
После зарядки сжатым воздухом РК, ЗК, МР и ЗР до зарядного
давления следует снизить давление сжатого воздуха в МР на 0,10 — 0,12 МПа (1,0
— 1,2 кгс/см2) темпом служебного торможения, дать выдержку 15 с и
повысить давление сжатого воздуха в МР до (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2].
В течение 60 с, после повышения давления сжатого воздуха в
МР, должно произойти снижение давления сжатого воздуха в ТР не ниже чем до 0,06
МПа (0,6 кгс/см2).
16.3
Испытание главной части
16.3.1 Проверка зарядки главной части производится на режиме
«равнинный» магистральной части при зарядном давлении (0,54 + 0,01) МПа [(5,4 +
0,1) кгс/см2].
Переключатель режимов торможения должен быть установлен для
главных частей 4381, 270 и 483.400 в положение «порожний», для главных частей
КАВ10-01 и КАВ10-02 в положении «средний», краны 13, 15 и 32 должны быть
открыты, остальные — закрыты.
После достижения в МР зарядного давления производится
зарядка сжатым воздухом главной и магистральной частей (открыть кран 26), при
этом необходимо проверить:
— время зарядки сжатым воздухом ЗР от 0 до 0,52 МПа (от 0 до
5,2 кгс/см2), которое должно быть от 14 до 18 с;
— время зарядки сжатым воздухом РК от 0 до 0,05 МПа (от 0 до
0,5 кгс/см2), которое должно быть от 25 до 55 с в случае применения
при испытании магистральной части 483М, от 15 до 40 с в случае применения при
испытании магистральных частей 483А и 4380, от 3 до 8 с — в случае применения
для испытания магистральной части КАВ20-01.
(Измененная редакция. Изм. 5-2014, 36-2016)
16.3.2 Проверка мягкости действия главной части производится
на режиме «равнинный» магистральной части при зарядном давлении (0,60 + 0,01)
МПа [(6,0 + 0,1) кгс/см2].
Переключатель режимов торможения должен быть установлен для
главных частей 4381, 270 и 483.400 в положение «порожний», для главных частей
КАВ10-01 и КАВ10-02 — в положении «средний», краны 13, 15, 26 и 32 должны быть
открыты, остальные — закрыты.
После зарядки сжатым воздухом РК, ЗК, МР и ЗР до зарядного
давления следует отсоединить МР от прямой зарядки (закрыть кран 15), перекрыть
краном 32 КДР и снизить в МР давление сжатого воздуха темпом мягкости (открыть
кран 10 с дросселем 17). При снижении давления сжатого воздуха в МР до 0,54 МПа
(5,4 кгс/см2) главная и магистральная части не должны приходить в
действие, т.е. сжатый воздух не должен поступать в ТР, а давление сжатого
воздуха в КДР не должно превышать 0,01 МПа (0,1 кгс/см2), давление
сжатого воздуха в ЗР не должно понижаться более чем на 0,02 МПа (0,2 кгс/см2).
(Измененная редакция. Изм. 5-2014, 36-2016)
16.3.3 Проверка ступени торможения и плотности главной части
при ступени торможения производится на режиме «равнинный» магистральной части
при зарядном давлении (0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2].
Переключатель режимов торможения должен быть установлен для
главных частей 4381, 270 и 483.400 в положение «порожний», для главных частей
КАВ10-01 и КАВ10-02 — в положении «средний», краны 1, 13, 15, 26 и 32 должны
быть открыты, остальные — закрыты.
Для проверки следует снизить давление сжатого воздуха в МР
темпом служебного торможения на 0,05 — 0,06 МПа (0,5 — 0,6 кгс/см2).
Через 60 с после снижения давления сжатого воздуха в МР следует отсоединить ЗР
от прямой зарядки (закрыть кран 1). При этом:
— в течение 20 с после отключения ЗР допускается понижение
давления сжатого воздуха в нем не более чем на 0,01 МПа (0,1 кгс/см2);
— в течение 120 с после снижения давления сжатого воздуха в
МР:
1) в КДР давление сжатого
воздуха должно быть не менее 0,3 МПа (3,0 кгс/см2);
2) в РК установившееся давление
сжатого воздуха не должно снижаться;
3) давление сжатого воздуха в ТР
должно быть не менее 0,06 МПа (0,6 кгс/см2).
(Измененная редакция. Изм. 5-2014, 36-2016)
16.3.4 Проверка давления сжатого воздуха в ТР в зависимости
от режима торможения производится на режиме «равнинный» при зарядном давлении
(0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2].
Краны стенда 1, 13, 15, 26 и 32 должны быть открыты,
остальные — закрыты.
После зарядки сжатым воздухом РК, ЗК и МР до зарядного
давления поочередно (в любой последовательности) на каждом режиме торможения
главной части следует снизить давление сжатого воздуха в МР до (0,35 + 0,01)
МПа [(3,5 + 0,1) кгс/см2] темпом служебного торможения с
обязательным последующим полным отпуском после измерения давления в ТР на
каждом режиме торможения.
Давление сжатого воздуха в ТР должно установиться:
— на режиме торможения «порожний» — от 0,14 до 0,18 МПа (от
1,4 до 1,8 кгс/см2);
— на режиме торможения «средний» — от 0,30 до 0,34 МПа (от 3,0
до 3,4 кгс/см2);
— на режиме торможения «груженый» — от 0,40 до 0,45 МПа (от
4,0 до 4,5 кгс/см2).
При проверке на режиме торможения «груженый» необходимо
проконтролировать время от начала понижения давления сжатого воздуха в МР до достижения
давления сжатого воздуха в ТР 0,35 МПа (3,5 кгс/см2), которое должно
быть от 7 до 15 с, и время отпуска: время от начала повышения давления сжатого
воздуха в МР до достижения давления сжатого воздуха в ТР 0,04 МПа (0,4 кгс/см2),
которое должно быть не более 60 с.
(Измененная редакция. Изм. 5-2014)
16.3.5 Для проверки действия выпускного клапана главной
части толкатель выпускного клапана, при зарядном давлении сжатого воздуха в РК
(0,54 + 0,01) МПа [(5,4 + 0,1) кгс/см2], следует отжать до отказа.
Время понижения давления сжатого воздуха в РК с 0,50 до 0,05 МПа (с 5,0 до 0,5
кгс/см2) должно быть не более 5 с.
17 РЕГУЛИРОВКА ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ
ГРУЗОВЫХ ВАГОНОВ
17.1
Регулировка тормозной рычажной передачи грузовых вагонов при производстве
деповского и капитального ремонта
17.1.1 Регулировку тормозной рычажной
передачи грузовых вагонов необходимо производить после сборки механической
части тормоза на раме вагона и соединения ее с тормозными рычажными передачами
подкатанных под вагон тележек.
Регулировка тормозной рычажной передачи каждой тележки
должна быть произведена до подкатки тележек под вагон.
Рычажная передача тележек грузового типа должна быть
отрегулирована в соответствии с пунктом 4.10.
Рычажная передача тележек пассажирского типа (тележек
рефрижераторных вагонов) должна быть отрегулирована в соответствии с пунктами 23.13 и 42.3.
17.1.2 Переключатель режимов
воздухораспределителя на вагоне с композиционными тормозными колодками должен
быть установлен на среднем режиме торможения, а с чугунными тормозными
колодками — на груженом.
На дизельном вагоне 5-вагонной рефрижераторной секции
переключатель режимов воздухораспределителя должен быть установлен, вне
зависимости от типа тормозных колодок, на среднем режиме торможения.
Переключатель режимов воздухораспределителя на вагоне с
композиционными тормозными колодками, эксплуатация которого в груженом
состоянии производится по особому распоряжению владельца инфраструктуры на
груженом режиме, должен быть установлен на груженый режим торможения.
На вагоне, оборудованном авторежимом, под упор авторежима
необходимо подложить металлическую прокладку толщиной (32 — 1) мм — при
авторежиме 265А-1, толщиной (45 — 1) мм при авторежиме 265А-4, 265А-5, АКВ1 и
авторежиме модельного ряда 6532.
(Измененная редакция. Изм. 5-2014, 36-2016, 1-2017)
17.1.3 У вагона с рычажным приводом
регулятора необходимо извлечь из рычажного привода валик, соединяющий
регулировочный винт привода с его упорным рычагом, и отвести упорный рычаг
привода от корпуса регулятора на максимально-возможное расстояние.
У вагона со стержневым приводом регулятора упор привода
следует установить при чугунных тормозных колодках на расстоянии не менее 160
мм от корпуса регулятора, при композиционных тормозных колодках — не менее 200
мм.
У вагона с винтовым приводом регулятора упор привода следует
установить на расстоянии не менее 40 мм от корпуса регулятора.
17.1.4 Вращением корпуса регулятора
необходимо установить зазор между тормозными колодками и колесами от 5 до 8 мм.
Винт регулятора должен быть вывернут так, чтобы размер «а»
(расстояние от торца муфты защитной трубы до присоединительной резьбы на винте)
составлял не менее 500 мм — для регуляторов 574Б, РТРП-675, РТРП-675-М, не
менее 250 мм — для регуляторов РТРП-300 (рисунки 11, 12, 13).
17.1.5 Произвести полное служебное
торможение и проконтролировать выход штока тормозного цилиндра и наклон рычагов
тормозной рычажной передачи.
Выход штока тормозного цилиндра при полном служебном
торможении должен находиться в пределах, приведенных в таблице 1.
У вагона с симметричной тормозной рычажной передачей с одним
тормозным цилиндром (рисунки А.1, А.4, А.5,
А.8) и у вагона с двумя тормозными
цилиндрами (с раздельным торможением, рисунок А.6) при полном служебном торможении ведущий
горизонтальный рычаг (горизонтальный рычаг со стороны штока тормозного
цилиндра) должен располагаться перпендикулярно к оси тормозного цилиндра или
иметь наклон от своего перпендикулярного положения до 10° в сторону от тележки
(рисунки 14, 15).
У вагона с одним тормозным цилиндром с несимметричной
тормозной рычажной передачей (рисунки А.2,
А.3) при полном служебном торможении
тыловой промежуточный рычаг должен иметь наклон не менее 20° в сторону к
тележке (рисунок 16).
У вагона-хоппера с двумя тормозными цилиндрами (с раздельным
торможением, рисунок А.7) при полном
служебном торможении промежуточные рычаги должны иметь наклон не менее 20° в
сторону к тележке (рисунок 17).
Тормозная рычажная передача вагона при несоответствии
вышеприведенным требованиям должна быть отрегулирована.
17.1.6 При регулировке тормозной
рычажной передачи запрещается укорачивать тормозные тяги, ставить взамен них
тяги другой длины.
Для проверки наклона рычагов тормозной рычажной передачи и
выхода штока тормозного цилиндра вновь производится полное служебное
торможение.
17.1.7 У вагона с отрегулированными
наклоном рычагов и выходом штока тормозного цилиндра необходимо произвести
полное служебное торможение, подвести упорный рычаг (упор) привода регулятора
вплотную к корпусу регулятора и зафиксировать его положение.
У рычажного привода для фиксации упорного рычага следует
вращением регулировочного винта совместить отверстие в его головке с отверстием
в упорном рычаге привода и соединить их валиком, с постановкой шайбы и шплинта.
После установки привода регулятора следует произвести отпуск
тормоза. При этом расстояние между корпусом регулятора и упорным рычагом
(упором) устанавливается автоматически. Ориентировочные установочные размеры
привода регулятора (размер «А») приведены в таблице 8.
17.1.8 У отрегулированной тормозной
рычажной передачи необходимо проверить регулятор на стягивание тормозной
рычажной передачи, для чего следует измерить размер «а» регулятора, вращением
корпуса регулятора распустить тормозную рычажную передачу, повторно измерить
размер «а», произвести полное служебное торможение, затем произвести отпуск
тормоза, после чего проконтролировать размер «а» он должен сократиться на 5 —
11 мм у регуляторов 574Б, на 7 — 20 мм у регуляторов РТРП-675 и РТРП-675-М, на
5 — 10 мм у регуляторов РТРП-300.
После проверки обратным вращением корпуса регулятора
необходимо стянуть тормозную рычажную передачу до первоначального размера «а».
17.1.9 После регулировки тормозной
рычажной передачи и проверки регулятора на стягивание тормозной рычажной
передачи необходимо:
— на вагонах, не оборудованных авторежимом, переключатель
режимов воздухораспределителя переключить на порожний режим, переключатель
режимов воздухораспределителя на дизельном вагоне 5-вагонной рефрижераторной
секции оставить на среднем режиме торможения;
— у вагонов, оборудованных авторежимом, извлечь прокладку,
поставленную для регулировки тормозной рычажной передачи под упор авторежима,
переключатель режимов воздухораспределителя установить при композиционных
колодках на средний режим торможения, при чугунных — на груженый.
(Измененная редакция. Изм. 5-2014)
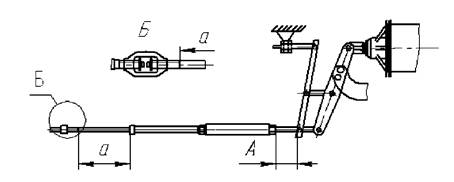
Рисунок 11 — Схема установки на вагоне регулятора тормозной
рычажной передачи с рычажным приводом.
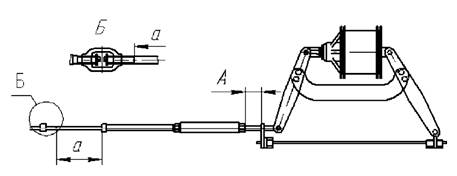
Рисунок 12 — Схема
установки на вагоне регулятора тормозной
рычажной передачи со стержневым приводом
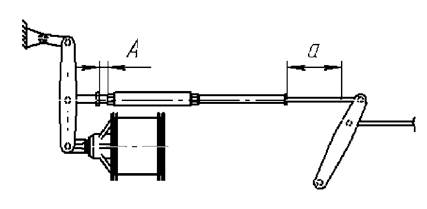
Рисунок 13 — Схема
установки на вагоне регулятора тормозной
рычажной передачи с винтовым упором рычаг
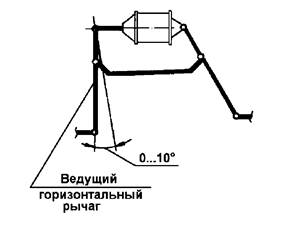
Рисунок 14 —
Положение ведущего горизонтального рычага
при полном служебном торможении
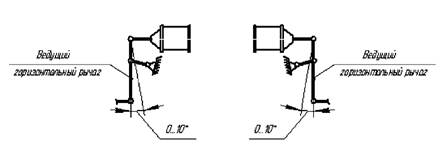
Рисунок 15 — Положение
ведущих горизонтальных рычагов при полном
служебном торможении на вагонах с раздельным торможением
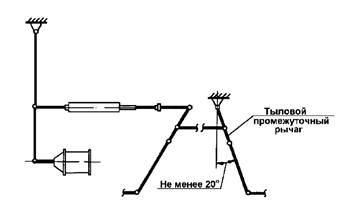
Рисунок 16 —
положение тылового промежуточного рычага при полном
служебном торможении
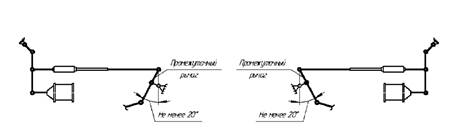
Рисунок 17 —
положение промежуточных рычагов при полном
служебном торможении на вагонах с раздельным торможением
Таблица 8 — Ориентировочные установочные
размеры привода регулятора тормозной рычажной передачи вагонов
|
Тип |
Тип тормозных колодок |
Размер |
||
|
рычажный привод |
стержневой привод |
Винтовой упор |
||
|
Четырехосный грузовой вагон (в том числе |
Композиционные |
35 |
140 |
15 |
|
Чугунные |
40 |
120 |
15 |
|
|
Четырехосный грузовой вагон с двумя |
Композиционные |
10 |
— |
10 |
|
Четырехосный грузовой вагон с двумя тормозными |
Композиционные |
20 |
— |
20 |
|
Шестиосный грузовой вагон с одним |
Композиционные |
20 |
— |
— |
|
Восьмиосный грузовой вагон с двумя |
Композиционные |
35 |
— |
— |
|
Восьмиосный грузовой вагон с одним |
Композиционные |
30 |
— |
— |
|
Вагон 5-вагонной рефрижераторной секции |
Композиционные |
25 |
55 |
— |
|
Чугунные |
40 |
60 |
— |
|
|
Вагон-термос |
Композиционные |
— |
140 |
— |
|
Чугунные |
— |
130 |
— |
(Измененная редакция. Изм. 6-2014, 15-2015)
17.2
Регулировка тормозной рычажной передачи грузовых вагонов при производстве
текущего отцепочного ремонта
17.2.1 При текущем отцепочном ремонте вагона для проверки
правильности регулировки тормозной рычажной передачи необходимо:
— при отпущенном тормозе вагона проконтролировать зазор
между тормозными колодками и колесами, размер «а» регулятора, положение
упорного рычага привода (упора) регулятора;
— произвести на вагоне полное служебное торможение и
проконтролировать выход штока тормозного цилиндра и наклоны рычагов.
Зазор между тормозными колодками и колесами при отпущенном
тормозе вагона должен быть в пределах от 5 до 8 мм.
Размер «а» должен быть для регуляторов 574Б, РТРП-675,
РТРП-675-М не менее 150 мм, для регуляторов РТРП-300 — не менее 50 мм.
Упорный рычаг привода (упор) регулятора при отпущенном
тормозе вагона не должен касаться корпуса регулятора, ориентировочные
установочные размеры привода регулятора (размер «А») приведены в таблице 8.
Выход штока тормозного цилиндра и наклоны рычагов тормозной
рычажной передачи, расположенной на раме вагона, при полном служебном
торможении должны соответствовать требованиям пункта 17.1.5.
При полном служебном торможении внутренний вертикальный
рычаг тележки (рычаг, соединенный с тормозной тягой вагона) может быть наклонен
своим верхним плечом в сторону от надрессорной балки, при этом угол наклона
рычага относительно его вертикального положения не должен превышать 35°.
Тормозная рычажная передача вагона при несоответствии
вышеприведенным требованиям должна быть отрегулирована.
17.2.2 Тормозная рычажная передача тележек грузового типа с
новыми тормозными колодками должна быть отрегулирована в соответствии с
требованиями пункта 4.10.
У остальных тележек грузового типа регулировку наклона
внутреннего вертикального рычага следует производить путем перестановки валиков
в отверстиях серьги мертвой точки и в затяжке вертикальных рычагов, выставляя в
зависимости от диаметра колес размеры «С» и «Р» (рисунок 1) в соответствии с таблицей 9.
Тормозная рычажная передача тележек пассажирского типа
(тележек рефрижераторных вагонов) должна быть отрегулирована в соответствии с
требованиями пунктов 23.13 и 42.3.
После регулировки тормозной рычажной передачи тележек и
соединения её с тормозной рычажной передачей, расположенной на раме вагона,
необходимо вращением корпуса регулятора установить зазор между тормозными
колодками и колесами от 5 до 8 мм.
У вагонов с новыми тормозными колодками размер «а»
регулятора должен быть не менее 500 мм — для регуляторов 574Б, РТРП-675,
РТРП-675-М, не менее 250 мм — для регуляторов РТРП-300, у остальных вагонов
размер «а» регулятора должен быть не менее 150 мм — для регуляторов 574Б,
РТРП-675, РТРП-675-М, не менее 50 мм — для регуляторов РТРП-300.
Дальнейшую регулировку тормозной рычажной передачи порожнего
вагона следует производить в соответствии с пунктами 17.1.2, 17.1.3,
17.1.5, 17.1.6, 17.1.7.
У груженого вагона переключатель режимов
воздухораспределителя следует установить при композиционных тормозных колодках
на средний режим торможения, при чугунных — на груженый. У вагона с
композиционными тормозными колодками, эксплуатация которого в груженом
состоянии производится по особому распоряжению владельца инфраструктуры на
груженом режиме торможения, переключатель режимов воздухораспределителя должен
быть установлен на груженый режим.
Дальнейшую регулировку тормозной рычажной передачи груженого
вагона следует производить в соответствии с пунктами 17.1.3, 17.1.5,
17.1.6, 17.1.7.
При необходимости регулировки тормозная рычажная передача
вагонов, оборудованных регулятором, должна быть отрегулирована на поддержание
выхода штока тормозного цилиндра на нижнем пределе установленных норм выхода
штока.
(Измененная редакция. Изм. 5-2014, 6-2014)
17.2.3 У отрегулированной тормозной рычажной передачи
необходимо проверить регулятор на стягивание тормозной рычажной передачи в
соответствии с п. 17.1.8.
17.2.4 У порожних вагонов после регулировки тормозной
рычажной передачи и проверки регулятора на стягивание тормозной рычажной
передачи необходимо:
— на вагонах, не оборудованных авторежимом, переключатель
режимов воздухораспределителя установить на порожний режим торможения,
переключатель режимов воздухораспределителя на дизельном вагоне 5-вагонной
рефрижераторной секции оставить на среднем режиме торможения;
— у вагонов, оборудованных авторежимом, извлечь прокладку,
поставленную для регулировки тормозной рычажной передачи под упор авторежима,
переключатель режимов воздухораспределителя установить при композиционных
колодках на средний режим торможения, при чугунных — на груженый режим.
(Измененная редакция. Изм. 5-2014)
17.2.5 У груженых вагонов после регулировки тормозной
рычажной передачи и проверки регулятора на стягивание тормозной рычажной
передачи переключатель режимов воздухораспределителя должен быть установлен, в
зависимости от типа тормозных колодок (композиционных или чугунных), типа и
модели вагона, а также от загрузки вагона (для вагонов без авторежима) на
средний или груженый режим торможения.
(Измененная редакция. Изм. 5-2014)
17.3 Регулировку тормозной рычажной передачи грузовых
вагонов с тележками, в которых применены подшипники кассетного типа с
адаптерами в буксовом проеме, необходимо производить в соответствии с
конструкторской (в том числе ремонтной) документацией на вагон.
17.4 Регулировку тормозной рычажной передачи и проверку
действия её регулятора допускается производить при испытании тормоза вагона.
Таблица 9
|
Обозначение размера |
Величина |
||||||
|
более |
959 |
942 |
927 |
903 |
885 |
менее |
|
|
С |
227 |
127 |
177 |
227 |
127 |
177 |
227 |
|
Р |
950 |
1030 |
1110 |
18 ПРИЕМКА ТОРМОЗНОГО ОБОРУДОВАНИЯ НА
ГРУЗОВЫХ ВАГОНАХ
18.1 У отремонтированного вагона, предъявленного для приемки
тормозного оборудования, необходимо:
— проверить правильность монтажа и крепления всего
тормозного оборудования;
— проконтролировать регулировку авторежима (при наличии).
При выпуске из плановых видов ремонта с 01.07.2018 г. все грузовые вагоны,
кроме шестиосных и восьмиосных, должны быть оборудованы авторежимом;
— проверить регулировку тормозной рычажной передачи и
действие ее регулятора;
— проверить действие стояночного или ручного тормоза;
— испытать тормоз.
(Измененная редакция. Изм. 6-2016)
18.2 Крепление тормозного оборудования на вагоне должно
соответствовать требованиям раздела 3.
18.3 Регулировка авторежима на вагоне должна соответствовать
требованиям раздела 14.
18.4 Регулировка тормозной рычажной передачи и проверка
действия регулятора должны соответствовать требованиям раздела 17.
18.5 Проверка действия стояночного тормоза производится
после регулировки тормозной рычажной передачи.
Вращением штурвала следует привести в действие стояночный
тормоз. При этом у вагона с одним тормозным цилиндром все тормозные колодки
должны плотно прижаться к колесам, у вагона с двумя тормозными цилиндрами
контролируется прижатие всех тормозных колодок на тележке, соединенной со
стояночным тормозом. Затем следует выключить фиксирующий механизм стояночного
тормоза и перевести штурвал из рабочего положения в нерабочее. Тормозные
колодки при этом должны отойти от колес.
Перемещение вала со штурвалом стояночного тормоза должно
происходить без заеданий.
Проверка действия ручного тормоза производится после
регулировки тормозной рычажной передачи в соответствии с подразделом 43.6.
18.6 При испытании тормоза вагона должны быть
проконтролированы:
— плотность тормозной системы вагона;
— действие тормоза при торможении и отпуске;
— действие выпускного клапана воздухораспределителя.
18.7 Испытание тормоза вагона необходимо производить на
испытательной установке.
Схема типовой установки для испытания тормоза грузовых
вагонов приведена на рисунке 18.
Испытание тормоза вагона на типовой установке следует производить в
соответствии с разделом 19.
Испытательная установка, схема которой отличается от схемы
типовой установки, должна быть допущена к применению в установленном
железнодорожной администрацией порядке, а испытание на ней должно производиться
в соответствии с руководством по эксплуатации этой установки.
18.8 Результаты испытаний тормоза вагона должны быть
отражены в учетной книге установленной формы.
При испытании на установке с регистрацией параметров
результаты испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге,
установленной формы, необходимо записывать дату испытания и номер принятого
вагона за подписью лиц, производивших подготовку тормоза вагона к приемке и
выполнявших приемку.
Проведение испытаний на установке с регистрацией параметров
при выключенных регистрирующих устройствах запрещается.
19 ИСПЫТАНИЕ ТОРМОЗА ГРУЗОВЫХ ВАГОНОВ НА
ТИПОВОЙ УСТАНОВКЕ
19.1
Общие положения
19.1.1 Действие тормоза вагона при торможении оценивается по
давлению сжатого воздуха в тормозном цилиндре, по выходу штока тормозного
цилиндра и плотному прижатию всех тормозных колодок к колесам.
19.1.2 Действие тормоза вагона при полном отпуске
оценивается по отсутствию давления сжатого воздуха в тормозном цилиндре, по
возвращению штока тормозного цилиндра в исходное положение и отходу всех
тормозных колодок от колес.
19.1.3 Допускается при текущем отцеп очном ремонте
испытывать одновременно тормоза у группы вагонов, состоящей не более чем из 6
вагонов, подключенных к одной испытательной установке, с обязательной
постановкой манометров на всех тормозных цилиндрах каждого вагона.
19.2
Характеристика установки
19.2.1 Принципиальная пневматическая схема типовой установки
для испытания тормоза вагона должна соответствовать схеме, приведенной на
рисунке 18.
19.2.2 Установка должна иметь:
— кран машиниста или заменяющий его блок управления;
— магистральный резервуар объемом 55 л;
— контрольно-измерительные приборы для контроля времени
(секундомер) и давления (для измерения давления сжатого воздуха в тормозном
цилиндре — манометр с пределом измерения 0,6 МПа (6 кгс/см2) класса
точности не ниже 1,0 или манометр с пределом измерения 1,0 МПа (10 кгс/см2)
класса точности не ниже 0,6; для измерения давления сжатого воздуха в тормозной
магистрали — манометр с пределом измерения 1,0 МПа (10 кгс/см2)
класса точности не ниже 0,6);
— разобщительные краны или устройства, заменяющие их;
— соединительные рукава для подключения установки к
источнику сжатого воздуха и к испытываемому вагону.
19.2.3 Магистральный резервуар должен иметь разобщительный
кран с дроссельным отверстием диаметром 2 мм или заменяющее его устройство для
проверки крана машиниста (блока управления) и водоспускной кран.
19.2.4 Кран машиниста или заменяющий его блок управления
должен обеспечивать:
— давление сжатого воздуха в магистральном резервуаре: (0,54
± 0,01), (0,45 ± 0,01), (0,35 ± 0,01) МПа [(5,4 ± 0,1), (4,5 ± 0,1) и (3,5 ±
0,1) кгс/см2];
— автоматическое поддержание установившегося давления
сжатого воздуха в магистральном резервуаре;
— темп служебного торможения — понижение давления сжатого
воздуха в магистральном резервуаре с 0,5 до 0,4 МПа (с 5,0 до 4,0 кгс/см2)
за время от 4 до 6 с;
— темп отпуска — повышение давления сжатого воздуха в
магистральном резервуаре с 0,4 до 0,5 МПа (с 4,0 до 5,0 кгс/см2) за
время не более 5 с;
— ступень торможения — снижение давления сжатого воздуха в
магистральном резервуаре с (0,54 ± 0,01) МПа [(5,4 ± 0,1) кгс/см2]
на 0,05 — 0,06 МПа (0,5 — 0,6 кгс/см2).
19.2.5 Проверка плотности установки и заданных темпов
производится в следующей последовательности:
— установку через рукав 1 подключить к воздушной напорной
магистрали с давлением сжатого воздуха не ниже 0,6 МПа (6,0 кгс/см2);
— кран машиниста (блок управления) установить на зарядное
давление (0,54 ± 0,01) МПа [(5,4 ± 0,1) кгс/см2];
— открыть кран 2 и закрыть кран 4;
— на рукав 7 установить заглушку с отверстием диаметром 5
мм;
— обмылить заглушку и проверить плотность крана 4, при этом
в отверстии заглушки допускается появление мыльного пузыря, удерживающегося не
менее 10 с;
— снять с рукава 7 заглушку с отверстием и установить на
него заглушку с выпускным клапаном (краном);
— открыть кран 4;
— зарядить воздушную систему установки до давления (0,54 ±
0,01) МПа [(5,4 ± 0,1) кгс/см2], после двухминутной выдержки закрыть
кран 4, и проверить плотность установки — в течение 5 мин снижение давления
сжатого воздуха, наблюдаемое по манометру 5, допускается не более чем на 0,01
МПа (0,1 кгс/см2);
— открыть кран 4;
— краном машиниста (блоком управления) снизить давление до
(0,35 ± 0,01) МПа [(3,5 ± 0,1) кгс/см2] при этом проверить темп
торможения время снижения давления сжатого воздуха, наблюдаемого по манометру
5, с 0,5 до 0,4 МПа (с 5,0 до 4,0 кгс/см2) должно быть от 4 до 6 с;
— кран машиниста (блок управления) перевести на зарядное
давление (0,54 ± 0,01) МПа [(5,4 ± 0,1) кгс/см2] и проверить темп
отпуска — повышение давления сжатого воздуха, наблюдаемого по манометру 5, с
0,4 до 0,5 МПа (с 4,0 до 5,0 кгс/см2) должно произойти не более чем
за 5 с;
— для проверки крана машиниста (блока управления) на
автоматическое поддержание давления необходимо после того, как в магистральном
резервуаре установится зарядное давление, создать утечку из магистрального
резервуара через отверстие диаметром 2 мм (открыть кран 8), при этом кран
машиниста (блок управления) должен поддерживать установившееся зарядное
давление сжатого воздуха в магистральном резервуаре с отклонением не более
0,015 МПа (0,15 кгс/см2);
— закрыть кран 4, сбросить давление сжатого воздуха до нуля
с помощью выпускного клапана (крана) в заглушке и затем снять ее с рукава 7.
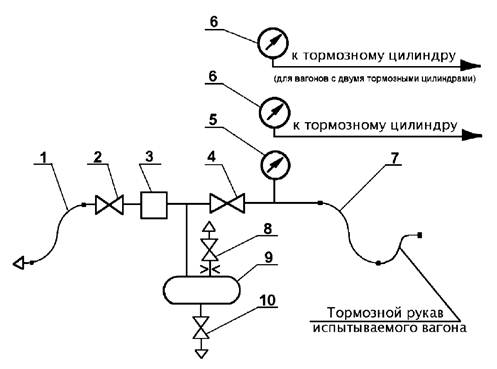
1, 7 — соединительные рукава; 2, 4 — разобщительные
краны или заменяющие их
устройства, 3 — кран машиниста (блок управления); 5, 6 — манометры;
8 — разобщительный кран с дроссельным отверстием Ø 2 мм или заменяющее
его устройство; 9 — магистральный резервуар; 10 — водоспускной кран
Рисунок 18 — Принципиальная пневматическая схема типовой
установки для испытания тормоза грузовых вагонов
19.3
Подготовка к испытанию тормоза вагона
19.3.1 Для проведения испытания на каждом тормозном цилиндре
вагона должен быть установлен манометр.
19.3.2 Тормозную магистраль вагона через один из
соединительных рукавов следует подсоединить к установке, на головку
противоположного соединительного рукава вагона необходимо установить заглушку,
оставляя при этом открытым концевой кран. Воздухораспределитель вагона должен
быть включен. При проверке группы вагонов заглушку следует устанавливать на
соединительном рукаве концевого вагона.
19.4
Проверка плотности пневматической тормозной системы вагона
19.4.1 Для проверки плотности тормозной системы вагона
необходимо открыть кран 4 и зарядить тормозную систему вагона сжатым воздухом
до давления (0,54 ± 0,01) МПа [(5,4 ± 0,1) кгс/см2].
Контроль зарядки тормозной системы вагона производится по
времени зарядки, которое должно быть не менее 6 минут.
После зарядки следует закрыть кран 4 и проверить плотность
пневматической тормозной системы вагона — падение давления, контролируемого по
манометру 5, не должно превышать 0,01 МПа (0,1 кгс/см2) в течение 5
минут.
19.5
Проверка действия тормоза вагона
19.5.1 Для проверки действия тормоза
воздухораспределитель вагона следует включить на равнинный режим.
На вагонах, не оборудованных авторежимом, переключатель
режимов воздухораспределителя необходимо установить на порожний режим
торможения.
На вагонах, оборудованных авторежимом, переключатель режимов
воздухораспределителя следует установить при композиционных тормозных колодках
на среднем режиме торможения, при чугунных — на груженом.
Тормозную систему вагона зарядить сжатым воздухом до
давления (0,54 ± 0,01) МПа [(5,4 ± 0,1) кгс/см2], после чего снизить
давление в тормозной магистрали вагона на 0,05 — 0,06 МПа (0,5 — 0,6 кгс/см2),
при этом тормоз должен прийти в действие и не отпускать в течение 5 мин. Затем
следует повысить давление сжатого воздуха в тормозной магистрали вагона до
зарядного — тормоз должен полностью отпустить за время не более 70 с.
После зарядки тормозной системы вагона следует снизить
давление сжатого воздуха в тормозной магистрали вагона до (0,35 ± 0,01) МПа
[(3,5 ± 0,1) кгс/см2] (произвести полное служебное торможение). При
этом:
— тормоз должен прийти в действие;
— установившееся давление сжатого воздуха в тормозном
цилиндре должно соответствовать значениям, приведенным в таблице 10;
— падение установившегося в тормозном цилиндре давления
сжатого воздуха после того, как тормоз пришел в действие, не должно превышать
при деповском и капитальном ремонтах 0,01 МПа (0,1 кгс/см2) за 3
мин, а при текущем отцепочном ремонте — за 2 мин.
Затем необходимо повысить давление сжатого воздуха в
тормозной магистрали вагона до (0,45 ± 0,01) МПа [(4,5 ± 0,1) кгс/см2],
при этом должен произойти полный отпуск тормоза.
Таблица 10 — Давление в тормозном цилиндре
порожнего вагона при полном служебном торможении
|
Наличие |
Положение переключателя режимов воздухораспределителя |
Давление |
|
Без авторежима |
Порожний |
0,14 |
|
С авторежимом (для вагонов с тарой до 27 |
Средний |
0,12 |
|
Груженый |
0,14 |
|
|
С авторежимом (для вагонов с тарой от 27 |
Средний |
0,15 |
|
С авторежимом (для вагонов с тарой от 32 |
0,18 |
|
|
С авторежимом (для вагонов с тарой от 36 |
0,21 |
(Измененная редакция. Изм.
5-2014)
19.5.2 После
зарядки тормозной системы вагона сжатым воздухом до давления (0,54 ± 0,01) МПа
[(5,4 ± 0,1) кгс/см2] воздухораспределитель следует переключить на
горный режим.
На вагонах, не оборудованных авторежимом, переключатель
режимов воздухораспределителя необходимо переключить при композиционных
тормозных колодках на средний режим, при чугунных — на груженый режим. У
дизельного вагона 5-вагонной рефрижераторной секции, вне зависимости от типа
тормозных колодок, переключатель режимов воздухораспределителя необходимо
переключить на средний режим.
На вагонах, оборудованных авторежимом, переключатель режимов
воздухораспределителя следует оставить при композиционных тормозных колодках на
среднем режиме торможения, при чугунных — на груженом.
На вагонах с композиционными тормозными колодками,
эксплуатация которых в груженом состоянии производится по особому распоряжению
владельца инфраструктуры на груженом режиме, переключатель режимов
воздухораспределителя должен быть установлен на груженый режим торможения.
У вагонов, оборудованных авторежимом, под упор авторежима
необходимо подложить металлическую прокладку толщиной (32 — 1) мм — для
авторежимов 265А-1, толщиной (45 — 1) мм — для авторежимов 265А-4, 265А-5, АКВ1
и авторежимов модельного ряда 6532.
Снизить давление сжатого воздуха в тормозной магистрали
вагона с (0,54 ± 0,01) до (0,35 ± 0,01) МПа [с (5,4 ± 0,1) до (3,5 ± 0,1)
кгс/см2] (произвести полное служебное торможение).
При этом:
— тормоз должен прийти в действие;
— установившееся давление сжатого воздуха в тормозном
цилиндре вагона должно соответствовать значениям, приведенным в таблице 11;
— выход штока тормозного цилиндра должен находиться в
пределах, приведенных в таблице 1.
Затем следует повысить давление сжатого воздуха в тормозной
магистрали вагона до (0,54 ± 0,01) МПа [(5,4 ± 0,1) кгс/см2], при
этом должен произойти полный отпуск тормоза.
По окончании испытания необходимо переключить
воздухораспределитель на равнинный режим.
На вагонах, не оборудованных авторежимом, переключатель
режимов воздухораспределителя необходимо переключить на порожний режим.
У дизельного вагона 5-вагонной рефрижераторной секции, вне
зависимости от типа тормозных колодок, переключатель режимов
воздухораспределителя необходимо оставить на среднем режиме.
У вагонов, оборудованных авторежимом, необходимо извлечь
прокладку, поставленную под упор авторежима, переключатель режимов
воздухораспределителя следует установить при композиционных тормозных колодках
на средний режим торможения, при чугунных — на груженый.
Таблица 11 — Давление в тормозном цилиндре
при полном служебном торможении при работе воздухораспределителя и авторежима в
режиме, соответствующем полной загрузке вагона
|
Положение |
Давление |
||
|
Воздухораспределители |
Воздухораспределители |
||
|
295.001 |
295М.001, |
||
|
Средний |
0,28 |
0,30 |
0,30 |
|
Груженый |
0,39 |
0,40 |
0,40 |
(Измененная редакция. Изм.
5-2014, 36-2016, 1-2017)
19.5.3 Проверка действия тормоза порожнего вагона при
текущем отцепочном ремонте производится в соответствии с пунктами 19.5.1 и 19.5.2.
Для проверки действия тормоза при текущем отцепочном ремонте
груженого вагона необходимо:
— включить воздухораспределитель на равнинный режим;
— на вагонах, оборудованных авторежимом, проверить положение
переключателя режимов воздухораспределителя, который в зависимости от типа
тормозных колодок (композиционных или чугунных), типа и модели вагона должен
находиться в положении среднего или груженого режима торможения;
— на вагонах, не оборудованных авторежимом, проверить
соответствие положения переключателя режимов воздухораспределителя типу
тормозных колодок (композиционные или чугунные), типу и модели вагона, а также
загрузке вагона;
— зарядить тормозную систему вагона сжатым воздухом до
давления (0,54 ± 0,01) МПа [(5,4 ± 0,1) кгс/см2], после чего снизить
давление сжатого воздуха в тормозной магистрали вагона на 0,05 — 0,06 МПа (0,5
— 0,6 кгс/см2), при этом тормоз должен прийти в действие и не
отпускать в течение 5 мин;
— повысить давление сжатого воздуха в тормозной магистрали
вагона до зарядного — тормоз должен полностью отпустить за время не более 70 с;
— после зарядки тормозной системы вагона снизить давление
сжатого воздуха в тормозной магистрали вагона до (0,35 ± 0,01) МПа [(3,5 ± 0,1)
кгс/см2] (произвести полное служебное торможение). При этом тормоз
должен прийти в действие, выход штока тормозного цилиндра должен находиться в
пределах, приведенных в таблице 1, падение установившегося в тормозном цилиндре
давления сжатого воздуха после того, как тормоз пришел в действие, не должно
превышать 0,01 МПа (0,1 кгс/см2) за 2 мин, у вагонов, не
оборудованных авторежимом, установившееся давление сжатого воздуха в тормозном
цилиндре в зависимости от положения переключателя режимов воздухораспределителя
должно соответствовать значениям, приведенным в таблицах 10 или 11, у
вагонов, оборудованных авторежимом, при полной их загрузке установившееся
давление сжатого воздуха в тормозном цилиндре должно соответствовать значениям,
приведенным в таблице 11. У вагонов,
оборудованных авторежимом, при неполной их загрузке действие тормоза при
торможении должно оцениваться по выходу штока тормозного цилиндра и плотному
прижатию всех тормозных колодок к колесам;
— повысить давление сжатого воздуха в тормозной магистрали
вагона до (0,45 ± 0,01) МПа [(4,5 ± 0,1) кгс/см2], при этом должен
произойти полный отпуск тормоза.
(Измененная редакция. Изм. 5-2014)
19.6
Проверка действия выпускного клапана воздухораспределителя
19.6.1 Для проверки действия выпускного клапана
воздухораспределителя следует отключить установку от испытываемого вагона —
закрыть кран 4, закрыть концевой кран вагона (со стороны подсоединения к
установке) и после сброса давления сжатого воздуха в рукаве 7 и соединительном
рукаве вагона разъединить их, после чего вновь открыть концевой кран вагона.
19.6.2 После разрядки тормозной магистрали вагона до нуля и
достижения в тормозном цилиндре установившегося давления сжатого воздуха
следует потянуть до отказа поводок выпускного клапана воздухораспределителя,
удерживая его до полного выхода воздуха из камеры или кронштейна-камеры
воздухораспределителя, после чего поводок отпустить. При этом должен произойти
полный отпуск тормоза вагона.
(Измененная редакция. Изм. 5-2014)
19.7
Завершение испытаний
19.7.1 По окончании испытания тормоза вагона необходимо:
— снять с соединительного рукава вагона заглушку,
установленную на него перед началом испытания тормоза;
— снять манометры с тормозных цилиндров;
— на тормозные цилиндры установить золотниковые клапаны 4316
или пробки.
20
РЕМОНТ И ИСПЫТАНИЕ КРАНА МАШИНИСТА, ПРИМЕНЯЕМОГО В СТЕНДАХ ДЛЯ ИСПЫТАНИЯ
ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ГРУЗОВОГО ТИПА И УСТАНОВКАХ ДЛЯ ИСПЫТАНИЯ ТОРМОЗА
ГРУЗОВЫХ ВАГОНОВ
20.1 В стендах для испытания воздухораспределителей и в
установках для испытания тормоза вагона допускается применять кран машиниста,
отвечающий требованиям разделов 16 и 19.
20.2 Ремонт и испытание кранов машиниста производится в
соответствии с ремонтными документами на конкретный кран.
20.3 Результаты ремонта и испытания крана машиниста в
условиях локомотивного депо должны быть оформлены актом. В случае ремонта крана
машиниста в условиях АКП, имеющего соответствующее разрешение на производство
ремонта кранов машиниста, на кране должна быть установлена бирка с нанесенными
на ней клеймом АКП и датой ремонта (число, месяц и две последние цифры года), а
результаты испытания должны быть отражены в учетной книге установленной формы.
21
ОБЪЕМ РЕМОНТА ТОРМОЗНОГО ОБОРУДОВАНИЯ ПАССАЖИРСКИХ ВАГОНОВ
21.1
Объем ремонта тормозного оборудования при текущем отцепочном ремонте
пассажирских вагонов
21.1.1 Все устройства тормоза очистить снаружи от грязи,
льда, снега.
21.1.2 При текущем отцепочном ремонте вагона, вне
зависимости от причин его отцепки, производится осмотр всего тормозного
оборудования, деталей его крепления и предохранительных (поддерживающих)
устройств, размещенных на раме вагона и тележках.
При этом необходимо:
— проверить состояние воздухораспределителя,
электровоздухораспределителя, электрической цепи управления
электропневматическим тормозом (линейные провода, клеммные коробки);
— на вагонах с дисковыми тормозами дополнительно проверить
состояние реле давления, сбрасывающих клапанов и противоюзного устройства,
— осмотреть тормозную рычажную передачу вагонов с
колодочными тормозами, обнаруженные неисправности устранить, проверить
правильность ее регулировки;
— поврежденные и нестандартные валики, шайбы, чеки тормозных
колодок заменить исправными стандартными; на место отсутствующих, а также
взамен нестандартных шплинтов ставить новые стандартные;
— на вагонах с дисковыми тормозами осмотреть рычажную
передачу ручного тормоза и рычажную передачу клещевого механизма, обнаруженные
неисправности устранить;
— на вагонах с дисковыми тормозами проверить состояние
поверхностей трения тормозных дисков, крепление дисков к ступицам и крепление
тормозных накладок в башмаке;
— не допускаются трещины в сварных швах и в основном металле
корпуса тормозного блока, трещины на поверхностях трения тормозных дисков,
износ тормозных дисков более 5 мм на сторону по рабочей поверхности, замеренный
в четырех диаметрально противоположных местах, перемещение тормозных накладок в
пазах башмака и другие неисправности;
— на вагонах с дисковыми тормозами проверить крепление
трубопроводов и шлангов на тележке (герметичность их соединений, отсутствие на
слух утечек воздуха);
— опломбировать стоп-краны;
— проверить надежность крепления воздухораспределителя,
электровоздухораспределителя, резервуаров, воздухопровода, тормозного цилиндра
и предохранительных (поддерживающих) устройств тормозной рычажной передачи, на
вагонах с дисковыми тормозами дополнительно проверяется надежность крепления
реле давления, сбрасывающих клапанов и деталей рычажной передачи ручного
тормоза и клещевого механизма;
— осмотреть, очистить и продуть сжатым воздухом
пылеулавливающие сетки;
— проверить монтаж электрической части противоюзного
устройства отклонения от конструкторской документации на вагон не допускаются;
— все выявленные при осмотре неисправности устранить,
неисправное тормозное оборудование, предохранительные (поддерживающие)
устройства и детали крепления заменить на исправные, отсутствующие поставить.
21.1.3 После текущего отцепочного ремонта вагона
производится приемка его тормозного оборудования в соответствии с разделом 43. При исправном действии
электропневматического тормоза (далее — ЭПТ) проверку электрических цепей,
измерение сопротивления их изоляции и испытание на пробой не производят.
21.2
Ревизия тормозного оборудования пассажирских вагонов
21.2.1 Ревизия тормозного оборудования
пассажирских вагонов производится при единой технической ревизии пассажирских
вагонов (далее — ТО-3).
21.2.2 При ТО-3 с вагона демонтируется
следующее оборудование: воздухораспределитель, гарантийный срок службы которого
заканчивается в следующий плановый межремонтный период;
— электровоздухораспределитель, гарантийный срок службы
которого заканчивается в следующий плановый межремонтный период;
— переключательный клапан рабочей камеры;
— соединительные рукава;
— манометры контроля давления в тормозных цилиндрах.
С вагонов, оборудованных дисковыми тормозами, дополнительно
демонтируются:
— реле давления;
— трехпозиционные сбрасывающие клапаны, гарантийный срок
которых заканчивается в следующий плановый межремонтный период;
— сигнализаторы давления.
(Измененная редакция. Изм. 1-2015)
21.2.3 Все снятое с вагона тормозное оборудование должно
быть направлено для осмотра, ремонта и испытания в соответствующие ремонтные
подразделения.
21.2.4 Предохранительные (поддерживающие) устройства,
предотвращающие падение деталей и элементов тормозной рычажной передачи на
путь, должны быть исправны и укреплены в соответствии с конструкторской
документации на конкретную модель вагона.
21.2.5 Проверяется надежность крепления
воздухораспределителя, электровоздухораспределителя, резервуаров, тормозных
цилиндров, а на вагонах с дисковыми тормозами дополнительно проверяется
крепление сбрасывающих клапанов, реле давления и стояночного тормоза. Крепление
должно соответствовать конструкторской документации на конкретную модель вагона.
21.2.6 Проверяется состояние электрической цепи управления
ЭПТ (рабочий и контрольный провода, клеммные коробки), а также состояние и
крепление на раме вагона изолированной подвески рукава. Концевые клеммные
коробки следует вскрыть, очистить, при необходимости просушить, необходимо
проверить крепления проводов. Наконечники с налетом окиси следует зачистить.
Необходимо проверить монтаж электропневматического тормозного оборудования —
монтаж должен быть выполнен в соответствии с конструкторской документацией на
конкретную модель вагона.
Проверяется состояние электрических цепей противоюзного
устройства (сбрасывающих трехпозиционных клапанов, датчиков скорости,
сигнализаторов давления и датчиков давления).
21.2.7 Следует измерить сопротивление
изоляции проводов.
21.2.8 Воздухопровод, резервуары необходимо обстучать
легкими ударами деревянным молотком массой не более 1 кг и продуть сжатым
воздухом давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2].
Пылеулавливающие сетки очистить, промыть и продуть сжатым воздухом.
Все соединения воздухопровода необходимо осмотреть и
уплотнить.
Проверяется крепление воздухопровода — оно должно быть
произведено в соответствии с конструкторской документацией на конкретную модель
вагона.
21.2.9 На вагонах с дисковыми тормозами дополнительно
проверяется крепление трубопроводов и рукавов на тележке (герметичность их
соединений, отсутствие трещин и протертости металлической оплетки рукавов).
21.2.10 У концевых, разобщительных кранов и стоп-кранов
проверяется правильность расположения ручек. Ручка разобщительного крана в
закрытом положении должна располагаться поперек оси трубы, в открытом — вдоль
оси трубы.
Ручка стоп-крана в закрытом положении должна располагаться
вдоль оси трубы вверх, в открытом — поперек.
Ручка концевого крана в закрытом положении должна
располагаться поперек оси воздухопровода, в открытом положении — вдоль оси
соединительного рукава.
Выпускные отверстия в концевых кранах и стоп-кранах
необходимо очистить.
Выпускной клапан должен иметь типовые выведенные по обе стороны
поводки, иметь отвод от клапана внутрь вагона. Поводки должны быть выполнены в
соответствии с конструкторской документацией на вагон и перемещаться свободно,
без заеданий.
21.2.11 Тормозные цилиндры следует
вскрыть и осмотреть, внутренние поверхности корпуса необходимо очистить,
вытереть насухо и смазать тонким слоем смазки ЖТ-79Л или ПЛАСМА-Т5, не
закладывая ее за бурт манжеты. Манжету с истекшим сроком годности необходимо
заменить. Необходимо проверить состояние фильтра и сальника, очистить их от грязи.
Войлочное кольцо поршня следует смазать смазкой ЖТ-79Л или ПЛАСМА-Т5.
(Измененная редакция. Изм. 5-2013)
21.2.12 Проверить наличие элементов крепления (болтов, гаек,
шплинтов) корпуса тормозного блока дискового тормоза к кронштейнам поперечных
балок рамы тележки и состояние сварных швов корпуса. Трещины в сварочных швах и
основном металле не допускаются.
Проверить наличие и износ элементов (валиков, втулок)
клещевого механизма тормозного блока дискового тормоза. Износ валиков и втулок
по диаметру допускается не более 0,25 мм. Произвести замену смазки в шарнирных
соединениях клещевого механизма тормозных блоков.
21.2.13 Тормозную рычажную передачу вагонов с колодочными
тормозами следует осмотреть, проверить ее состояние, проверить плечи рычагов,
которые должны соответствовать таре вагона и конструкторской документации на
него.
Шарнирные соединения и места трения следует смазать осевым
маслом.
Тормозную рычажную передачу клещевых механизмов следует
осмотреть и проверить ее состояние.
Винт, пятник, конические шестерни, гайки, секторы ручных
тормозов, регулирующие муфты, резьбу тяг следует осмотреть, очистить, смазать в
соответствии с таблицей 3 и расходить.
Ослабшие или поврежденные втулки в деталях тормозной
рычажной передачи, нестандартные и неисправные валики, шайбы и шплинты следует
заменить на стандартные исправные. Суммарный зазор в каждом шарнирном
соединении тормозной рычажной передачи допускается не более 3 мм.
Боковые зазоры в кронштейнах подвески траверсы не
допускаются.
Тормозную рычажную передачу на вагоне с колодочными
тормозами следует регулировать так, чтобы выход штока при полном служебном
торможении находился в пределах, указанных в таблице 12. При этом размер «а»
(расстояние между торцом муфты защитной трубы и присоединительной резьбой винта
регулятора, рисунок 12) должен быть не
менее 250 мм.
Таблица 12 — Выход штока тормозного цилиндра
на пассажирских вагонах
|
Тип |
Выход |
|
Пассажирские с чугунными и |
от |
|
Пассажирские международного сообщения |
от |
|
Пассажирские ВЛ РИЦ на тележках ТВЗ ЦНИИ |
от |
|
___________ * Выход штока тормозного цилиндра при |
21.2.14 На вагонах с дисковыми
тормозами проверить состояние поверхностей трения тормозных дисков. Не
допускается на стальных дисках: наличие трещин в любой части диска; износ
тормозных дисков по рабочим поверхностям, замеренный в четырех диаметрально
противоположных местах, более 5 мм на сторону, задиры, выщербины, риски
глубиной более 1 мм.
Проверить наличие элементов крепления (втулок, колец, болтов,
гаек, шплинтов, тарельчатых пружин) венцов тормозных дисков дискового тормоза.
Отсутствующие элементы поставить. Перемещение крепления болтов в поперечном
направлении не является браковочным признаком.
21.2.15 Чугунные тормозные колодки при толщине менее 30 мм и
композиционные при толщине менее 20 мм необходимо заменить новыми.
Не допускается выступание тормозных колодок за наружные
грани обода колес. При отпущенном тормозе каждая тормозная колодка должна
отходить от поверхности колеса. Тормозная колодка должна быть прочно закреплена
в тормозном башмаке стандартной чекой. На башмаки должны быть установлены
шплинты, предохраняющие чеки от выпадения.
Толщина рабочего материала тормозной накладки дискового
тормоза должна быть не менее 8 мм при измерении в средней части по ее наружному
радиусу.
Тормозные накладки должны быть плотно закреплены в башмаках.
Перемещение тормозных накладок в пазах башмаков не допускается.
21.2.16 Ручной тормоз необходимо проверять в заторможенном
состоянии. При этом запас резьбы винта должен быть не менее 75 мм.
21.2.17 Результаты ревизии и испытания записываются в
учетной книге, установленной формы, за подписью лиц, производивших подготовку
тормоза вагона к приемке и выполнявших приемку. Приемку тормозного оборудования
вагона после производства ТО-3 производит должностное лицо, на которое в
соответствии с должностной инструкцией возложены эти обязанности и
аттестованное на право приемки тормозного оборудования на вагоне.
21.2.18 Дополнительные требования к пассажирским вагонам,
эксплуатирующихся со скоростями 140 — 160 км/ч, выполнение которых проверяется
при ТО-3:
— в шарнирных соединениях тормозной рычажной передачи должны
быть установлены втулки из композиционного прессовочного материала;
— диаметральный зазор в каждом шарнирном соединении
тормозной рычажной передачи между валиком и втулкой допускается не более 1,3
мм;
— зазор между цапфой траверсы и башмаком, а также между
цапфой и подвеской допускается не более 1,3 мм;
— зазор между шайбой и шплинтом в шарнирном соединении тормозной
рычажной передачи допускается не более 1 мм, регулировку зазора допускается
производить постановкой одной дополнительной шайбы толщиной не более 5 мм.
21.2.19 Ревизия тормозного оборудования системы КЕ
производится по правилам и в сроки, установленные для ЦМВ. При этом:
— датчики скоростного регулятора тормозного нажатия и
противоюзного устройства с вагона следует снимать и направлять в АКП;
— испытание и приемку тормозного оборудования необходимо
производить в соответствии с руководством по ремонту тормозного оборудования
вагонов международного сообщения.
21.2.20 На отремонтированном вагоне, взамен снятого с него
тормозного оборудования, предохранительных (поддерживающих) устройств, поводков
выпускных клапанов должно быть установлено новое или отремонтированное
тормозное оборудование, предохранительные (поддерживающие) устройства, поводки
выпускных клапанов.
21.2.21 После ТО-3 производится приемка тормозного
оборудования на вагоне в соответствии с разделом 43, кроме проверки
изоляции на электрическую прочность электрических цепей.
21.3
Единовременная осенне-весенняя ревизия тормозного оборудования пассажирских
вагонов
21.3.1 Единовременная осенне-весенняя ревизия тормозного
оборудования пассажирских вагонов производится при техническом обслуживании
пассажирских вагонов перед началом летних и зимних перевозок (далее — ТО-2) в
объеме ревизии тормозного оборудования пассажирских вагонов при ТО-3, за
исключением требований пунктов 21.2.2;
21.2.7; 21.2.11.
(Измененная редакция. Изм. 1-2015)
21.3.2 При ТО-2 все неисправное тормозное оборудование с
вагона необходимо снять, взамен установить новое или отремонтированное.
21.4
Объем ремонта тормозного оборудования при деповском ремонте пассажирских
вагонов
21.4.1 При деповском ремонте с вагона
демонтируется следующее оборудование:
— воздухораспределитель;
— электровоздухораспределитель;
— переключательный клапан рабочей камеры,
— рукава;
— концевые краны;
— выпускной клапан;
— разобщительный кран;
— запасный резервуар, если до срока полного технического
освидетельствования (1 раз в 4 года) остаётся менее полутора лет;
— манометры контроля давления в тормозных цилиндрах.
На вагонах с дисковыми тормозами дополнительно
демонтируются:
— тормозные цилиндры;
— реле давления;
— трехпозиционные сбрасывающие клапаны;
— сигнализаторы давления;
— противоюзные осевые датчики;
— трехходовой кран;
— вентиль электропневматический 120;
— клапан обратный 176.
С вагонов, оборудованных колодочными тормозами, дополнительно
демонтируется следующее оборудование:
— регулятор тормозной рычажной передачи;
— тормозная рычажная передача.
(Измененная редакция. Изм. 1-2015)
21.4.2 Стальные тормозные диски дискового тормоза, имеющие
волнистость или неравномерную выработку глубиной более 0,5 мм, следует
проточить. Тормозные диски дискового тормоза должны быть подвергнуты
неразрушающему контролю.
21.4.3 Воздухопроводы необходимо
осмотреть. При этом трубы, имеющие вмятины, износы (потертости), коррозию
следует заменить новыми трубами по ГОСТ
8734.
Для очистки внутренней поверхности магистрального и питательного
воздухопровода одноэтажного вагона его необходимо обстучать деревянным молотком
массой не более 1 кг и пропустить через него ерш, затем продуть сжатым
воздухом.
(Измененная редакция. Изм. 1-2015)
21.4.4 Резервуары следует осмотреть и подвергнуть частичному
техническому освидетельствованию в соответствии с нормативными документами по
надзору за воздушными резервуарами железнодорожного подвижного состава
применяемыми железнодорожными администрациями в соответствии с национальным
законодательством. Резервуары при наличии вмятин и коррозионных повреждений
меньше нормы, указанной в разделе 25, допускаются к дальнейшей эксплуатации. Резервуары
следует продуть сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5)
кгс/см2] непосредственно на вагоне с одновременным обстукиванием
деревянным молотком массой не более 1 кг.
Резервуар при наличии вмятин и коррозионных повреждений,
превышающих нормы, указанные в разделе 25, необходимо заменить.
Демонтированные с вагона резервуары, до конца срока полного
технического освидетельствования (1 раз в 4 года) которых остается менее
полутора лет, необходимо подвергнуть полному техническому освидетельствованию в
соответствии с разделом 25
настоящего руководства.
(Измененная редакция. Изм. 1-2015)
21.4.5 Стоп-краны следует проверять на месте под давлением
(0,50 + 0,02) МПа [(5,0 + 0,2) кгс/см2] обмыливанием, пропуск
воздуха не допускается. Неисправные стоп-краны необходимо заменить.
21.4.6 Выпускной клапан следует
испытать в АКП на функционирование и герметичность, и при положительных
результатах установить на вагон без разборки.
21.4.7 Снятый узел поршня тормозного цилиндра диаметром
14″ следует разобрать и отремонтировать. При этом необходимо:
— проверить высоту пружины в свободном состоянии, при
просадке более 30 мм заменить новой: высота пружины в свободном состоянии,
выполненной из прутка диаметром 10 мм, должна быть не менее 705 мм, а из прутка
диаметром 11 мм — не менее 625 мм;
— проверить состояние фильтра, сальника в передней крышке
цилиндра, очистить, промыть и протереть их;
— войлочное кольцо поршня очистить и смазать смазкой ЖТ-79Л
или ПЛАСМА-Т5, а при необходимости заменить новым, пропитанным смазкой;
— корпус цилиндра очистить, следы коррозии удалить мелкой
шлифовальной шкуркой;
— резиновую манжету, имеющую разрывы, потертости или
прослужившую более четырех лет, заменить;
— перед постановкой поршня на трущиеся поверхности цилиндра
и манжеты нанести тонкий слой смазки ЖТ-79Л или ПЛАСМА-Т5.
(Измененная редакция. Изм. 5-2013)
21.4.8 Предохранительные (поддерживающие) устройства,
предотвращающие падение деталей и элементов тормозной рычажной передачи на
путь, должны быть исправны и укреплены в соответствии с требованиями
конструкторской документации на вагон.
21.4.9 Следует проверить прочность крепления тормозных
цилиндров на раме вагона и при необходимости закрепить.
21.4.10 Съемные детали ручного тормоза с вагона следует
снять независимо от состояния (за исключением винтов ручного тормоза, которые
следует очищать, осматривать и проверять без снятия с вагона). Все детали
необходимо очистить, осмотреть, негодные заменить исправными. Несъемные детали
следует осматривать и ремонтировать непосредственно на вагоне.
Валики ручного тормоза, изношенные по диаметру более 1 мм,
необходимо заменить.
Тормозной винт с гайкой очистить и проверить. Винт и гайку с
износом резьбы вдоль винта более 2 мм необходимо заменить или отремонтировать.
Винты, на которых новая гайка имеет свободное продольное перемещение более 1
мм, заменить новыми или отремонтированными. На новый или отремонтированный винт
гайка должна навертываться свободно и без заеданий.
При сборке рычажной передачи ручного тормоза винты и
шарнирные соединения необходимо смазывать осевым маслом, на валики
устанавливать типовые шайбы и новые шплинты. Повторно использовать шплинты не
разрешается.
21.4.11 Кронштейны для крепления и подвешивания тормозного
оборудования должны быть исправными и прочно закрепленными на раме. Взамен
неисправных необходимо устанавливать исправные.
21.4.12 Поводки осевых датчиков
противоюзного устройства должны быть заменены новыми.
21.4.13 Электрические провода, клеммные коробки и рабочую
камеру электровоздухораспределителя следует ремонтировать непосредственно на
вагоне без разъединения трубопроводов (кондуитов). При этом необходимо
проверить состояние и надежность крепления труб, клеммных коробок и наличие
контргаек. Клеммные коробки и крышки, имеющие отколы, трещины и вмятины,
следует заменить. При наличии окисления и подгаров контактные шпильки, гайки,
шайбы необходимо отсоединить от панели, наконечники проводов зачистить,
облудить. Следует закрепить линейные провода и отводы к
электровоздухораспределителю в трехтрубной клеммной коробке. В клеммных
коробках провода должны иметь запас длины для укладки их без касания контактных
шпилек.
21.4.14 Рабочую камеру электровоздухораспределителя снаружи
необходимо очистить, продуть сжатым воздухом под давлением (0,60 + 0,05) МПа
[(6,0 + 0,5) кгс/см2] с предварительным обстукиванием ее деревянным
молотком массой не более 1 кг.
Неисправные и ослабшие шпильки следует заменить.
Необходимо проверить камеру на герметичность. Проверка производится
сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2]
специальным приспособлением. Падение давления в течение 1 минуты не
допускается.
Контактная колодка должна быть надежно закреплена на рабочей
камере и иметь чистую поверхность. При монтаже колодки на камере следует не
допускать касания подводящих проводов корпуса неизолированными местами.
Запасную часть провода следует укладывать в гнезда камеры на расстоянии не
менее 5 мм от болта с пружинным контактом; на конце провода должен быть
наконечник установленного типа.
Кольца и наконечники проводов не должны сдвигаться на
контактных болтах. Под гайки крепления наконечников следует ставить пружинные
шайбы.
21.4.15 При сборке оборудования ЭПТ
все узлы и детали необходимо прочно закрепить на вагоне.
21.4.16 В концевых клеммных коробках электропневматического
тормоза изоляционные панели должны иметь контактные шпильки с резьбой М8 под
рабочий провод № 1 и с резьбой М6 под контрольный провод № 2. Трехтрубные
клеммные коробки электропневматического тормоза должны иметь только одну
шпильку с резьбой М8 для крепления рабочего провода; контрольный провод должен
проходить через среднюю трехтрубную клеммную коробку без закрепления. К
контактной шпильке в трехтрубной коробке следует подсоединить рабочие провода №
1 от двух торцов вагона, затем надеть на шпильку и подсоединить отвод к
электровоздухораспределителю и закрепить гайкой с пружинной шайбой или
контргайкой.
21.4.17 Соединительные рукава следует ставить 369А с
электроконтактом. На концах кабеля рукава должны быть наконечники для провода №
1 под шпильку М8, для провода № 2 под шпильку М6. Подключение проводов в
двухтрубных клеммных коробках к соответствующим шпилькам следует производить в
следующем порядке: установить на соответствующие шпильки наконечники рабочего и
контрольного проводов вагона, шайбы и плотно завернуть гайки, надеть
наконечники рабочего и контрольного проводов рукава, шайбы, пружинные шайбы и
плотно затянуть вторые гайки. Кабель рукава в месте ввода в клеммную коробку
необходимо уплотнить резиновым кольцом и штуцером. Резинотекстильный рукав
должен иметь индекс «Д».
21.4.18 Изолированную подвеску рукава следует очистить,
проверить ее состояние, измерить сопротивление изоляции между изолированными
частями мегаомметром, которое должно быть не менее 0,8 МОм. При необходимости
подвеску следует заменить новой или отремонтированной.
Исправную подвеску следует покрасить эмалью ГФ-92ХК.
21.4.19 Электрический блок противоюзного устройства
проверить на работоспособность на стенде, при необходимости заменить.
21.4.20 Тормозные накладки при толщине рабочего материала
менее 10 мм заменить новыми.
21.4.21 Регулировка тормозной рычажной передачи вагона с
колодочными тормозами производится в соответствии с разделом 46.
21.4.22 Все снятое с вагона тормозное оборудование должно
быть направлено для осмотра, ремонта и испытания в соответствующие ремонтные
подразделения.
Резервуары, рабочую камеру, воздухопроводы допускается
осматривать и при необходимости ремонтировать непосредственно на вагоне.
Концевые краны 4314 и 4314Б испытывать на герметичность без
их разборки, если гарантийный межремонтный период до следующего планового вида
ремонта не превышает 6 лет с даты изготовления, указанного на кране.
(Измененная редакция. Изм. 1-2015)
21.4.23 На отремонтированном вагоне, взамен снятого с него
тормозного оборудования, предохранительных (поддерживающих) устройств, поводков
выпускных клапанов должно быть установлено новое или отремонтированное
тормозное оборудование, предохранительные (поддерживающие) устройства, поводки
выпускных клапанов.
21.4.24 Тормоз вагона, прошедшего деповской ремонт, должен
быть принят и испытан в соответствии с разделом 43.
21.5
Объем ремонта тормозного оборудования при капитальном ремонте первого объема
пассажирских вагонов
21.5.1 Ремонт тормозного оборудования при капитальном
ремонте
первого объема пассажирских вагонов (далее — КР1)
производится в объеме деповского ремонта за исключением требований пунктов 21.4.1 — 21.4.6.
21.5.2 При КР1 с вагона демонтируется следующее
оборудование:
— воздухораспределитель;
— электровоздухораспределитель;
— переключательный клапан рабочей камеры;
— рукава;
— концевые и разобщительные краны;
— выпускные клапаны;
— стоп-краны;
— резервуары;
— предохранительные (поддерживающие) устройства;
— манометры контроля давления в тормозных цилиндрах.
С вагонов, оборудованных колодочными тормозами,
дополнительно демонтируется следующее оборудование:
— регулятор;
— тормозная рычажная передача вагона.
С вагонов, оборудованных дисковыми тормозами, дополнительно
демонтируется следующее оборудование:
— тормозные цилиндры;
— реле давления;
— трехпозиционные сбрасывающие клапаны;
— сигнализаторы давления;
— рычажная передача клещевого механизма;
— противоюзные осевые датчики.
— трехходовой кран;
— вентиль электропневматический 120;
— клапан обратный 176.
Корпус тормозного цилиндра 14″, рабочую камеру
электровоздухораспределителя и воздухопроводы необходимо демонтировать с вагона
только при их неисправности.
(Измененная редакция. Изм. 1-2015)
21.5.3 Прокладку между кронштейном тормозного цилиндра и
рабочей камерой электровоздухораспределителя необходимо заменить на новую.
21.5.4 Воздухопроводы необходимо
осмотреть. Трубы, имеющие вмятины, износы (потертости), коррозию, следует
заменить новыми трубами по ГОСТ
8734.
Для очистки внутренней поверхности магистрального
воздухопровода одноэтажного вагона его необходимо обстучать деревянным молотком
массой не более 1 кг и пропустить через него ерш, затем продуть сжатым воздухом
под давлением от 0,60 до 0,65 МПа (от 6,0 до 6,5 кгс/см2).
На вагонах пассажирских при каждом втором КР-1 следует
производить замену труб от тормозной магистрали к стоп-кранам. После замены на
подводящую трубу к стояку стоп-крана должна быть установлена бирка в виде
полосы из листового оцинкованного железа размером 30×120×0,5 мм,
обернутой вокруг трубы с маркировкой наружу. Маркировка должна содержать
условный номер ремонтного предприятия и дату замены (число, месяц и две
последние цифры года).
(Измененная редакция. Изм. 1-2015)
21.5.5 Резервуары необходимо подвергнуть полному техническому
освидетельствованию в соответствии с разделом 25.
21.5.6 Выпускной клапан следует ремонтировать в соответствии
с разделом 28 с
заменой резинового уплотнения.
(Измененная редакция. Изм. 1-2015)
21.5.7 Все снятое с вагона тормозное оборудование должно быть
направлено для осмотра, ремонта и испытания в соответствующие ремонтные
подразделения.
21.5.8 На отремонтированном вагоне, взамен снятого с него
тормозного оборудования, предохранительных (поддерживающих) устройств, поводков
выпускных клапанов должно быть установлено новое или отремонтированное
тормозное оборудование, предохранительные (поддерживающие) устройства, поводки
выпускных клапанов.
21.5.9 Тормоз вагона, прошедшего капитальный ремонт, должен
быть принят и испытан в соответствии с разделом 43.
21.6
Объем ремонта тормозного оборудования при капитальном ремонте второго объема
пассажирских вагонов
21.6.1 При капитальном ремонте второго объема пассажирских
вагонов (далее — КР-2) демонтируется все тормозное оборудование, включая
воздухопроводы, камеру электровоздухораспределителя и все монтажные провода
тормоза и кондуитные трубы, а также предохранительные (поддерживающие)
устройства.
Все снятое с вагона тормозное оборудование, должно быть направлено
для осмотра, ремонта и испытания в соответствующие ремонтные подразделения.
Снятые с вагона предохранительные (поддерживающие)
устройства, поводки выпускных клапанов должны быть направлены для осмотра и
ремонта в соответствующие ремонтные подразделения.
21.6.2 Выпускной клапан необходимо ремонтировать в
соответствии с разделом 28.
21.6.3 Резервуары необходимо подвергнуть полному
техническому освидетельствованию в соответствии с разделом 25.
21.6.4 Тормозную рычажную передачу вагона с колодочными
тормозами, включая рычажную передачу ручного тормоза, следует полностью
разобрать независимо от состояния.
21.6.5 Клещевой механизм дискового тормоза следует полностью
разобрать независимо от состояния.
Рычажную передачу ручного тормоза вагона с дисковым
тормозом, следует полностью разобрать независимо от состояния.
21.6.6 Ручной тормоз вагона полностью разобрать независимо
от состояния.
Тормозные винты с гайками, секторы ручного тормоза следует
очистить и проверить. Винты, у которых гайка имеет свободное продольное
перемещение более 2 мм, необходимо заменить новыми или отремонтированными. На
новый или отремонтированный винт гайка должна навертываться без заеданий.
21.6.7 Кронштейны для крепления и подвешивания тормозного
оборудования должны быть исправными и прочно закрепленными на раме. Взамен
неисправных следует устанавливать исправные согласно конструкторской
документации на вагон.
21.6.8 Предохранительные и поддерживающие устройства,
предотвращающие падение деталей и элементов тормозной рычажной передачи на
путь, должны быть исправны и укреплены в соответствии с требованиями
конструкторской документации на вагон.
Резиновые трубки на осях поддерживающих устройств следует
заменить новыми.
21.6.9 Перед сборкой тормозной рычажной передачи вагона с
колодочными тормозами необходимо проверить соответствие размеров плеч рычагов
типу вагона (Приложение Б).
При сборке тормозной рычажной передачи тележки следует
пользоваться таблицами 13 — 15.
21.6.10 Шарнирные соединения и трущиеся поверхности следует
смазывать осевым маслом. На валиках следует устанавливать новые стандартные
шайбы и шплинты.
21.6.11 Тормозную рычажную передачу вагона с колодочными
тормозами необходимо регулировать в соответствии с разделом 42.
21.6.12 Клеммные коробки и крышки, имеющие отколы и трещины,
необходимо заменить исправными.
21.6.13 Провода необходимо заменить новыми, наконечники
следует облудить, закрепить в клеммных коробках. Провода должны иметь запас по
длине, уложенные в коробках провода не должны касаться контактных шпилек.
21.6.14 Технические требования к рабочей камере, сборке ЭПТ,
концевым клеммным коробкам, подвескам рукавов при КР-2 должны соответствовать
требованиям пунктов 21.4.12 — 21.4.15.
21.6.15 Электрический блок противоюзного устройства
проверить на работоспособность на стенде, при необходимости заменить.
21.6.16 Поводки осевых датчиков заменить новыми.
21.6.17 На отремонтированном вагоне, взамен снятого с него
тормозного оборудования, предохранительных (поддерживающих) устройств, поводков
выпускных клапанов должно быть установлено новое или отремонтированное
тормозное оборудование, предохранительные (поддерживающие) устройства, поводки
выпускных клапанов.
21.6.18 Тормоз вагона, прошедшего капитальный ремонт, должен
быть принят и испытан в соответствии с разделом 43.
21.7
Объем ремонта тормозного оборудования при капитально-восстановительном ремонте
пассажирских вагонов
21.7.1 При капитально-восстановительном ремонте пассажирских
вагонов (далее — КВР) с вагона демонтируется все тормозное оборудование,
включая воздухопроводы, детали крепления тормозного оборудования,
предохранительные (поддерживающие) устройства, поводки выпускных клапанов.
Все снятое с вагона тормозное оборудование, должно быть
направлено для осмотра, ремонта и испытания в соответствующие ремонтные
подразделения.
Снятые с вагона предохранительные (поддерживающие)
устройства, поводки выпускных клапанов должны быть направлены для осмотра и
ремонта в соответствующие ремонтные подразделения.
21.7.2 Взамен снятого на вагоне должно быть установлено
новое или отремонтированное тормозное оборудование, новые детали его крепления,
новые или отремонтированные предохранительные (поддерживающие) устройства и
поводки выпускных клапанов.
При этом весь воздухопровод, тормозные цилиндры и резервуары
необходимо устанавливать только новые.
21.7.3 Кронштейны для крепления пневматического тормозного
оборудования, воздухопровода и элементов тормозной рычажной передачи должны
быть восстановлены до чертежных размеров или заменены новыми.
21.7.4 Провода должны быть заменены новыми.
21.7.5 Тормоз вагона, прошедшего
капитально-восстановительный ремонт, должен быть принят и испытан в
соответствии с разделом 43.
22 ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ТОРМОЗНОМУ
ОБОРУДОВАНИЮ И МОНТАЖУ ЕГО НА ВАГОНАХ ПРИ ВСЕХ ВИДАХ ПЛАНОВОГО РЕМОНТА И
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ПАССАЖИРСКИХ ВАГОНОВ
22.1 На вагоны при всех видах их планового ремонта и
технического обслуживания следует устанавливать только допущенное в
установленном порядке к эксплуатации тормозное оборудование.
22.2 Кронштейны для крепления тормозного оборудования на
вагоне и его тележках должны быть исправными и соответствовать конструкторской
документации на вагон.
22.3 Шплинты в узлах крепления тормозного оборудования
необходимо ставить только новые. При установке шплинта разводить необходимо обе
его ветви на угол между ними не менее 90°.
22.4 Сетчато-войлочные фильтры и пылеулавливающие сетки при
плановых видах ремонта должны ставиться в тормозную систему вагона только новые
и предварительно продутые сжатым воздухом.
(Измененная редакция. Изм. 5-2013)
22.5 Все резиновые детали, входящие в тормозное оборудование
вагона, должны ставиться в зависимости от состояния и с учетом сроков годности.
Установленные сроки годности:
— рукава резинотекстильные — 6 лет;
— рукава резинокордовые высокого давления — 5 лет;
— кольца уплотнительные — 3 года;
— манжеты и прокладки тормозных цилиндров — 6 лет;
— манжеты, диафрагмы и уплотнения клапанов тормозных
приборов — 4 года;
— прокладки тормозных приборов — 5 лет;
— чехол резиновый тормозных цилиндров — 5 лет.
Срок годности для резинотекстильных рукавов исчисляется от
даты изготовления, указанной на резиновом ярлыке рукава.
Срок годности остальных резиновых деталей исчисляется от
года изготовления (рельефный оттиск на детали, каждая точка на клейме-оттиске
обозначает один год, который добавляется к дате изготовления), не считая года
изготовления.
Резиновые детали, срок годности которых истекает в
гарантийный межремонтный период, при плановых ремонтах должны быть заменены
новыми.
Прокладки и уплотнения, на которые в соответствии с
конструкторской документацией не наносится клеймо-оттиск с датой изготовления,
необходимо ставить в тормозные приборы в зависимости от их состояния.
Наличие у прокладок, диафрагм, манжет и уплотнений подрезов,
расслоений, признаков разбухания не допускается
Резиновые детали, которые в соответствии с конструкторской
документацией должны иметь клеймо-оттиск с датой изготовления, при отсутствии
клейма-оттиска с датой изготовления ставить в тормозные приборы запрещается.
22.6 Замена войлочных колец, входящих в тормозное
оборудование, производится в зависимости от их состояния.
22.7 Муфты, тройники, обратные клапаны, концевые и
разобщительные краны, стоп-краны, ниппели должны быть навернуты на всю длину
резьбы и закреплены контргайками. Муфты должны быть закреплены контргайками с
обеих сторон.
22.8 Уплотнение резьбовых соединений труб, стонов, обратных
клапанов, стоп-кранов, концевых и разобщительных кранов, соединительных
рукавов, ниппелей необходимо выполнять с применением смазки ВНИИ НП-232 с
подмоткой из трепаного льна или пеньки.
22.9 Конструкция и размеры тяг и затяжек тормозной рычажной
передачи вагонов с колодочными тормозами должны соответствовать конструкторской
документации на вагон.
22.10 При сборке все шарнирные соединения и узлы трения
тормозной рычажной передачи, включая детали стояночного и ручного тормоза,
должны быть смазаны. Рекомендуемые для применения масла и смазки приведены в
таблицах 2 и 3.
22.11 На валики тормозной рычажной передачи должны
устанавливаться стандартные шайбы и шплинты. Шплинты необходимо ставить новые,
разводить необходимо обе ветви шплинта на угол между ними не менее 90°,
повторное использование шплинтов запрещено.
Расстояние между шайбой и шплинтом в шарнирных соединениях
тормозной рычажной передачи допускается не более 3 мм. Допускается регулировать
этот размер постановкой не более одной дополнительной шайбы необходимой толщины
с таким же диаметром отверстия, как и у основной шайбы.
Болты и валики, расположенные вертикально, должны быть
поставлены головками вверх, а установленные горизонтально — должны быть
обращены гайками и шплинтами наружу от продольной оси вагона, за исключением
тех, у которых постановка гаек и шплинтов внутрь предусмотрена конструкцией.
22.12 Выход штока тормозного цилиндра вагона с колодочными
тормозами при полном служебном торможении должен соответствовать значениям,
приведенным в таблице 12.
22.13 Устанавливаемые на вагон воздухораспределители,
электровоздухораспределители переключательные клапаны, реле давления,
сбрасывающие трёхпозиционные клапаны, сигнализаторы давления, концевые краны,
соединительные рукава, регуляторы тормозных рычажных передач должны быть
предварительно испытаны.
При этом бирки ремонтного предприятия устанавливаются:
— на новые (с сохранением пломбы предприятия-изготовителя) и
отремонтированные воздухораспределители и электровоздухораспределители;
— на отремонтированные переключательные клапаны, реле давления,
трёхпозиционные сбрасывающие клапаны, сигнализаторы давления, соединительные
рукава, концевые краны, тормозные цилиндры со встроенным регулятором и
регуляторы тормозных рычажных передач.
Бирки ремонтного предприятия не устанавливаются:
— на новые и отремонтированные разобщительные краны и
тормозные цилиндры;
— на новые переключательные клапаны, реле давления,
трёхпозиционные сбрасывающие клапаны, сигнализаторы давления, соединительные
рукава, концевые краны и регуляторы тормозных рычажных передач.
Подлежащие постановке на вагон новые соединительные рукава
должны иметь бирку предприятия-изготовителя.
Подлежащие постановке на вагон запасные резервуары должны
иметь надпись, удостоверяющую положительные результаты их испытаний.
Подлежащие постановке на вагон элементы тормозной рычажной
передачи (тяги, траверсы, подвески траверс) должны иметь клейма, удостоверяющие
положительные результаты их испытаний и (или) неразрушающего контроля.
22.14 Предохранительные (поддерживающие) устройства
тормозного оборудования должны быть установлены в соответствии с требованиями
конструкторской документации на вагон. Устанавливать предохранительные
(поддерживающие) устройства с отступлениями от конструкторской документации
запрещается.
22.15 Концевой кран необходимо устанавливать в соответствии
с конструкторской документации на вагон.
Расстояние от продольной оси вагона до оси корпуса крана
должно быть не более 350 мм.
22.16 Все пневматическое тормозное оборудование следует
крепить жестко — без применения прокладок.
Для крепления запасного резервуара необходимо применять
подкладки из древесины влажностью не более 25 %.
22.17 Крепление тройника 573П, магистрального
воздухопровода, резервуаров, тормозных цилиндров необходимо производить в
соответствии с конструкторской документации на вагон.
22.18 Поводки выпускных клапанов должны быть выполнены в
соответствии с конструкторской документацией на вагон.
Поводки необходимо выводить на обе стороны и внутрь вагона.
При постановке поводков необходимо проверять их действие —
перемещение поводка должно быть свободным, без заеданий, а при воздействии на
поводок из вагона выпускной клапан должен приходить в действие.
22.19 Размеры плеч рычагов в тормозной
рычажной передаче должны соответствовать конструкторской документации на вагон
и типу тормозных колодок.
Схемы и характеристики тормозных рычажных передач основных
типов вагонов приведены в приложении Б.
Характеристики тормозных рычажных передач пассажирских
вагонов специального назначения и вагонов новой конструкции для скоростей
движения до 160 км/ч должны соответствовать конструкторской документации на
данные типы вагонов.
Характеристики тормозных рычажных передач почтовых и
багажных вагонов должны соответствовать конструкторской документации (расчет
тормоза) на данные типы вагонов.
(Измененная редакция. Изм. 1-2015)
22.20 Тормозные колодки должны быть установлены новые и
закреплены чеками по ГОСТ
1203.
При единой технической ревизии вагонов допускается не менять
чугунные тормозные колодки толщиной не менее 30 мм и композиционные тормозные
колодки толщиной не менее 20 мм.
Тормозные колодки не должны выступать за наружные грани
колес.
23 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ
ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ ПАССАЖИРСКИХ ВАГОНОВ
23.1 Поступившие в ремонт узлы и детали тормозной рычажной
передачи вагонов должны быть очищены от грязи и старой смазки.
23.2 Горизонтальные рычаги, затяжки, вертикальные рычаги,
балансиры, серьги и тяги, имеющие трещины, ремонту и постановке на вагон не
подлежат.
23.3 Валики при КР-2 необходимо устанавливать новые или
отремонтированные, при КР-1 и деповском ремонте допускается постановка валиков,
имеющих износ по диаметру не более 1 мм.
23.4 Втулки шарнирных соединений в рычагах, затяжках и
тягах, имеющие выкрашивания и трещины, должны быть заменены.
При деповском ремонте вагонов втулки, изношенные по
внутреннему диаметру более 2 мм от номинального размера шарнирного соединения,
необходимо заменить.
При капитальном ремонте вагонов втулки, изношенные по
внутреннему диаметру более 1,3 мм от номинального размера шарнирного
соединения, необходимо заменить.
При замене необходимо устанавливать новые втулки из
композиционного прессовочного материала. Допускается при эксплуатации вагонов в
умеренном климате устанавливать новые втулки из порошкового легированного
материала или втулки с износостойкими покрытиями.
23.5 Траверсы следует ремонтировать в соответствии с
требованиями Инструкции по сварке и наплавке при ремонте вагонов и испытывать в
соответствии с методикой испытаний на растяжение деталей пассажирских вагонов.
Траверсы, имеющие трещины по поперечному сечению балки,
ремонту не подлежат и к постановке на вагон не должны допускаться. Расстояние
между осевыми линиями проушин траверсы должно быть (1180 ± 1) мм.
Цапфы и отверстия в проушинах траверс необходимо
восстанавливать в соответствии с технологическим процессом с последующей
обработкой до чертежных размеров. Втулки в цапфах и в проушинах траверсы,
изношенные по диаметру более 1 мм, необходимо заменить.
Зазор между цапфой и башмаком, а также между цапфой и
подвеской допускается при деповском ремонте вагонов не более 3 мм, при
капитальных ремонтах вагонов — не более 1,3 мм.
При КР-2 и КВР узел крепления подвески траверсы на раме
тележки должен быть укомплектован новыми типовыми резиновыми и стальными
шайбами. Осевой зазор в узле не допускается.
23.6 Тормозные башмаки (чертеж 80.40.120СБ), имеющие два
отверстия для подвешивания, следует устанавливать при чугунных тормозных
колодках на подвесках отверстиями, маркированными буквой «Ч», при
композиционных тормозных колодках — буквой «К».
Тормозные башмаки следует восстанавливать до чертежных
размеров. Паз для ушка тормозной колодки с размерами более 45 и 50 мм следует
восстанавливать наплавкой до номинальных размеров соответственно 42 и 47 мм.
Башмаки, имеющие толщину перемычки для чеки менее 5,5 мм, к
постановке на вагон не допускаются.
23.7 Комплекты фиксаторов тормозных башмаков (стержни,
проушины, валики) должны быть заменены новыми или отремонтированными в
соответствии с конструкторской документацией на них. Шплинты необходимо ставить
только новые.
23.8 Тормозные колодки (чугунные или композиционные) следует
ставить новые.
При ТО-3 допускается оставлять чугунные тормозные колодки
толщиной не менее 30 мм и композиционные тормозные колодки толщиной не менее 20
мм.
Установленные на вагон тормозные колодки не должны выступать
за кромки наружных граней колес. При отпущенном тормозе каждая тормозная
колодка должна отходить от поверхности катания колес.
Зазор между тормозными колодками и колесами должен быть от 5
до 8 мм.
23.9 Тормозные колодки крепить в башмаках необходимо
стандартными чеками.
Чеки следует предохранять от выпадения постановкой в
отверстие верхней части тормозного башмака шплинта диаметром 8 мм и длиной 110
мм.
23.10 На вагонах с композиционными тормозными колодками на
шток тормозного цилиндра следует устанавливать хомут длиной 70 мм (ЧУ
24.5.0066.030).
23.11 Тормозной винт с гайкой ручного тормоза необходимо
очистить и проверить. Винт и гайку с износом резьбы вдоль винта более 2 мм
следует заменить или отремонтировать. Винты, на которых новая гайка имеет
свободное продольное перемещение более 1 мм, следует заменить новыми или
отремонтированными. На новый или отремонтированный винт гайка должна навертываться
свободно, без заеданий. Необходимо проверить соединение конических шестерен
ручного тормоза, при наличии износа шестерни следует заменить новыми.
23.12 Ремонт тормозных тяг производится в соответствии с
требованиями Инструкции по сварке и наплавке при ремонте вагонов.
Тормозные тяги после ремонта должны быть испытаны на
растяжение с последующим их дефектоскопированием и клеймением в соответствии с
методикой испытаний на растяжение деталей пассажирских вагонов и руководящими
документами по неразрушающему контролю деталей вагонов.
Испытанию на растяжение с последующим их
дефектоскопированием и клеймением подлежат также вновь изготовленные тормозные
тяги и тормозные тяги (вне зависимости от того производился их ремонт сваркой
или нет) при производстве капитального ремонта вагонов
Длины тяг необходимо проверить на соответствие чертежным
размерам.
Тяга со стороны штока тормозного цилиндра на вагонах
постройки ТВЗ длиной 2610 мм должна устанавливаться с регулятором 574Б, длиной
2350 мм и менее — только с регулятором РТРП-675 и РТРП-675-М, тяга длиной 2410
мм может устанавливаться с регуляторами обоих типов. На вагонах постройки
заводов Германии следует ставить тягу длиной 4120 мм.
(Измененная редакция. Изм. 1-2015)
23.13 Установка тормозной рычажной
передачи тележек с колодочными тормозами (рисунок 19) производится при новых тормозных колодках в
зависимости от диаметра колес внутренней колесной пары (D2) в
соответствии с таблицами 13 — 15.
При монтаже тормозной рычажной передачи тележки разность
чисел неиспользованных отверстий внутренней (В) и наружной (Н)
головок тяги должна быть минимальной. При этом больший запас должен быть во
внутренней головке (В) тяги тележки.
23.14. Регулировка тормозной рычажной передачи вагона
производится в соответствии с разделом 42.
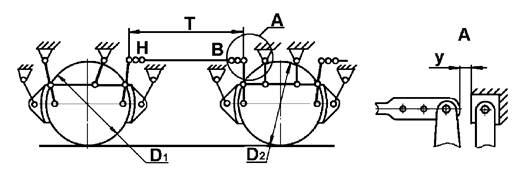
Рисунок 19 — Схема тормозной рычажной передачи
тележки пассажирского вагона.
Таблица 13 — Монтажные размеры тормозной
рычажной передачи тележки пассажирского вагона с тормозными колодками толщиной
(50 + 5) мм
|
Тип |
Обозначение размера |
Величина |
||||
|
КВЗ-И2 |
D2 |
964 |
949 |
924 |
899 |
менее 875 |
|
КВЗ-5 |
||||||
|
КВЗ-ЦНИИ |
Т |
1720 |
1660 |
1600 |
1540 |
1480 |
|
ТВЗ ЦНИИ-М |
||||||
|
ЦМВ |
D2 |
1064 |
1049 |
1024 |
999 |
менее 975 |
|
Т |
1900 |
1840 |
1780 |
1720 |
1660 |
Таблица 14 — Монтажные размеры тормозной
рычажной передачи тележки пассажирского вагона с тормозными колодками толщиной
(60 ± 4) мм
|
Тип |
Обозначение размера |
Величина |
||||
|
КВЗ-И2 |
D2 |
964 |
939 |
914 |
889 |
менее 865 |
|
КВЗ-5 |
||||||
|
КВЗ-ЦНИИ |
Т |
1720 |
1660 |
1600 |
1540 |
1480 |
|
ТВЗ ЦНИИ-М |
||||||
|
ЦМВ |
D2 |
1064 |
1039 |
1014 |
989 |
менее 965 |
|
Т |
1900 |
1840 |
1780 |
1720 |
1660 |
Таблица 15 — Монтажные размеры тормозной
рычажной передачи тележки пассажирского вагона с тормозными колодками толщиной
(65 + 5) мм
|
Тип |
Обозначение размера |
Величина |
||||
|
КВЗ-И2 |
D2 |
964 |
934 |
914 |
894 |
менее 875 |
|
КВЗ-5 |
||||||
|
КВЗ-ЦНИИ |
Т |
1720 |
1660 |
1600 |
1540 |
1480 |
|
ТВЗ ЦНИИ-М |
||||||
|
ЦМВ |
D2 |
1064 |
1034 |
1014 |
994 |
менее 975 |
|
Т |
1900 |
1840 |
1780 |
1720 |
1660 |
24
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ ВОЗДУХОПРОВОДА ПАССАЖИРСКИХ ВАГОНОВ
24.1 Магистральный воздухопровод вагонов
должен быть выполнен из бесшовных стальных труб по ГОСТ
8734 с наружным диаметром 42 мм и толщиной стенки 4 мм.
24.2 Магистральный (тормозной и питательный) воздухопровод
пассажирских вагонов должен быть выполнен в соответствии с конструкторской
документацией на конкретную модель вагона.
24.3 Воздухопроводы на пассажирских
вагонах с колодочными тормозами между тормозной магистралью,
воздухораспределителем, запасным резервуаром и тормозным цилиндром должны быть
выполнены из бесшовных стальных труб по ГОСТ
8734 с наружным диаметром 34 мм с толщиной стенки 4 мм.
Воздухопроводы на пассажирских вагонах с дисковыми тормозами
между воздухораспределителем и тройником; от тройника до резервуара должны быть
выполнены из новых бесшовных труб по ГОСТ
8734 с наружным диаметром 34 мм и с толщиной стенки 4 мм. Остальные
воздухопроводы должны изготовляется из новых бесшовных труб по ГОСТ
8734 в соответствии с конструкторской документацией на конкретную модель
вагона.
Подводящие трубы от тормозной магистрали к трубам-стоякам
стоп-кранов и трубы-стояки стоп-кранов должны быть выполнены из бесшовных
стальных труб по ГОСТ
8734 с наружным диаметром 27 мм с толщиной стенки 3,2 мм.
Трубы, имеющие вмятины, износы (потертости), коррозию,
заменить новыми.
При деповском ремонте вагонов допускается использование магистральных
труб с местным износом по внешнему диаметру (потертости) глубиной не более 0,6
мм вне мест их крепления и вне резьбовой части.
(Измененная редакция. Изм. 1-2015)
24.4 Радиус изгиба магистральных труб для пассажирских
вагонов должен соответствовать конструкторской документации на вагон
24.5 Резьба на трубах должна быть выполнена методом накатки
или нарезана плашками.
Запрещается нарезать резьбу на трубах резцом.
После изготовления резьба должна быть проверена резьбовыми
калибрами.
25 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ
РЕЗЕРВУАРОВ ПАССАЖИРСКИХ ВАГОНОВ
25.1 Ремонт резервуаров необходимо производить в
соответствии с руководствами по их ремонту.
25.2 Поступивший в ремонт запасный резервуар необходимо
снаружи очистить от пыли и загрязнений, продуть сжатым воздухом под давлением
(0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2], после чего подвергнуть
полному техническому освидетельствованию, в том числе гидравлическому
испытанию.
25.3 Полное техническое освидетельствование, в том числе
гидравлическое испытание, производится в соответствии с нормативными
документами по надзору за воздушными резервуарами железнодорожного подвижного
состава. При этом:
— на запасном резервуаре Р7-12 и Р7-16 допускается наличие
не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на
расстоянии друг от друга не менее 38 мм, и коррозионные повреждения общей
площадью не более 0,05 м2 и глубиной до 0,25 мм;
— на запасном резервуаре Р7-55 допускается наличие не более
трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на
расстоянии друг от друга не менее 45 мм, и коррозионные повреждения общей
площадью не более 0,16 м2 и глубиной 0,25 мм;
— на запасном резервуаре Р7-78 допускается наличие не более
трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на
расстоянии друг от друга не менее 45 мм, и коррозионные повреждения общей
площадью не более 0,24 м2 и глубиной 0,3 мм;
— на запасном резервуаре Р7-100 допускается наличие не более
трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на
расстоянии друг от друга не менее 54 мм, и коррозионные повреждения общей
площадью не более 0,28 м2 и глубиной до 0,39 мм;
— на запасном резервуаре Р7-135 допускается наличие не более
трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на
расстоянии друг от друга не менее 60 мм, и коррозионные повреждения общей
площадью не более 0,32 м2 и глубиной до 0,3 мм;
— на запасном резервуаре Р10-170 допускается наличие не
более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на
расстоянии друг от друга не менее 63 мм, и коррозионные повреждения общей
площадью не более 0,35 м2 и глубиной до 0,4 мм;
— давление гидравлического испытания запасных резервуаров
Р7-12, Р7-16, Р7-55, Р7-78, Р7-100 и Р7-135 должно быть равным (1,05 + 0,05)
МПа [(10,5 + 0,5) кгс/см2], время испытания — не менее 10 минут, а
резервуара Р10-170 — (1,40 + 0,05) МПа [(14,0 + 0,5) кгс/см2] и
время — не менее 15 минут.
Результаты гидравлического испытания признаются
удовлетворительными, если не обнаружено:
— течи, трещин в основном металле и сварных соединениях;
— падения давления в запасном резервуаре за время проведения
испытания.
После гидравлического испытания запасный резервуар должен
быть просушен внутри.
25.4 При удовлетворительных результатах испытаний на
цилиндрической части запасного резервуара наносится надпись, содержащая дату и
пункт осмотра и испытания резервуара. Надпись должна быть нанесена белой
краской шрифтом высотой 21 мм согласно Альбому знаков и надписей на вагонах
железных дорог колеи 1520 мм. Кроме того, результаты испытаний фиксируются в
учетной книге установленной формы.
26 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ
ТОРМОЗНЫХ ЦИЛИНДРОВ ПАССАЖИРСКИХ ВАГОНОВ
26.1. Тормозные цилиндры до 16″ (включительно)
ремонтировать и испытывать в соответствии с разделом 8.
26.2 Тормозной цилиндр со встроенным регулятором
26.2.1 Поступившие в ремонт тормозные цилиндры со
встроенными регуляторами (далее — ТЦР) необходимо снаружи очистить от пыли и
загрязнений, после чего разобрать.
После наружной очистки и обмывки ТЦР разборку регулирующего
механизма производить с применением специальных приспособлений.
Детали ТЦР тщательно очистить, промыть, насухо вытереть и
осмотреть.
26.2.2 Ремонт тормозного цилиндра необходимо производить с
соблюдением следующих требований:
— у корпуса тормозного цилиндра и его деталей не допускаются
трещины, отколы, изломы и срыв резьбы;
— муфты и корпус тормозного цилиндра, имеющие трещины,
заменяются;
— задиры на рабочей поверхности корпуса зачищаются;
— изношенные корпусные поверхности ограничителя и гаек более
0,6 мм наплавляются и протачиваются с сохранением конусности, предусмотренной
чертежами.
— резиновая манжета при потере эластичности, разбухании,
расслоении, разрывах, трещинах или просроченном сроке службы заменяется новой.
— изгиб, износ резьбы и другие неисправности винта,
нарушающие его функционирование, не допускаются;
— износ резьбы вспомогательной гайки допускается до 1 мм,
при большем износе гайка заменяется;
— шариковый подшипник заменяется при наличии трещин на
наружных кольцах и сепараторе, ржавчины, заусенцев или выкрашивания металла на
беговых дорожках внутренних и наружных колец;
— пружины при наличии изломов или трещин в витках, просадки
более допускаемой заменяются. Прогиб пружины тормозного цилиндра под нагрузкой
(65 ± 6,5) кгс должен быть 49 мм, а прогиб пружины встроенного регулятора под
нагрузкой (15 ± 1,5) кгс должен быть 14 мм.
26.2.3 При сборке ТЦР трущиеся поверхности «металл-металл»
должны быть смазаны смазкой ЦИАТИМ-201, а «металл-резина» — смазкой ЖТ-79Л или
ПЛАСМА-Т5.
(Измененная редакция. Изм. 5-2013)
26.2.4 После сборки ТЦР необходимо испытать на
герметичность. Испытание на стенде унифицированной конструкции необходимо
производить в соответствии с разделом 27.
Испытательный стенд, схема которого отличается от схемы
стенда унифицированной конструкции, должен быть допущен к применению в АКП в
установленном порядке, а испытание на нем необходимо производить в соответствии
с руководством по эксплуатации этого стенда.
26.2.5 Проведение испытаний на стенде с регистрацией
параметров при выключенных регистрирующих устройствах запрещается.
27 ИСПЫТАНИЕ ТОРМОЗНЫХ ЦИЛИНДРОВ
ПАССАЖИРСКИХ ВАГОНОВ
27.1. Тормозные цилиндры до 16″ (включительно)
испытывать в соответствии с разделом 8.
27.2 Испытание тормозного цилиндра со встроенным регулятором
27.2.1 Принципиальная пневматическая схема стенда для
испытания тормозного цилиндра со встроенным регулятором должна соответствовать
схеме, приведенной на рисунке 20.

1 — испытуемый ТЦР со встроенным регулятором; 2 —
трубопровод; 3, 4 — манометр;
5 — кран разобщительный ; 6 — кран машиниста 326С, 7 — реле давления 404;
8 — электропневматический вентиль; 9 — датчик давления; 10 — выключатель
источника тока
напряжением 50 В; 11 — клапан выпускной одинарный; 12 — устройство для фиксации
упора.
Рисунок 20 — Принципиальная схема стенда для испытания
тормозного
цилиндра со встроенным регулятором.
Стенд должен иметь:
— трубопроводы ;
— манометр 3 с пределом измерения 0,1 МПа (1,0 кгс/см2)
класса точности 1,5;
— манометр 4 с пределом измерения 1,0 МПа (10 кгс/см2)
класса точности 0,6;
— краны разобщительные;
— кран машиниста 326С;
— реле давления 404;
— электрический вентиль;
— датчик давления;
— выключатель источника тока 50 В;
— блок электропитания 50 В;
— клапан выпускной одинарный и устройство для фиксации
упора.
27.2.2 Методика испытания.
Проверить герметичность цилиндра ТЦР. Проверка герметичности
цилиндра производится при полном выходе штока.
При наличии у тормозного цилиндра стояночного тормоза,
приводимого в действие воздухом, испытания тормозного цилиндра со встроенным
регулятором проводить при давлении в полости стояночного тормоза не менее (0,40
+ 0,02) МПа [(4,0 + 0,2) кгс/см2].
Поднять давление воздуха в цилиндре с нуля до (0,40 + 0,02)
МПа [(4,0 + 0,2) кгс/см2] и отключить источник питания. За 3 минуты
давление не должно понижаться более чем на 0,01 МПа (0,1 кгс/см2),
после чего снизить давление до нуля.
Проверку герметичности полости стояночного тормоза следует
производить при давлении (0,40 + 0,02) МПа [(4,0 + 0,2) кгс/см2]. За
3 минуты давление не должно понижаться более чем на 0,01 МПа (0,1 кгс/см2).
Поднять давление воздуха в цилиндре с нуля до (0,10 + 0,01)
МПа [(1,0 ± 0,1) кгс/см2], отключить источник питания. За 1 минуту
давление не должно понижаться более чем на 0,01 МПа (0,1 кгс/см2).
Контроль за установившимся давлением в цилиндре производить
через 60-80 с после достижения заданного давления.
Проверить величину давления сжатого воздуха в цилиндре при
начале перемещения поршня при торможении, которая должна быть не более 0,03 МПа
(0,3 кгс/см2). Проверку производить повышением давления воздуха в
цилиндре и фиксировать величину давления в момент начала перемещения поршня.
Проверить работу регулирующего механизма во всем диапазоне
его работы. При увеличении зазора между тормозными накладками и диском
(имитированного на стенде) регулирующий механизм должен сократить зазор до
первоначальной величины после торможения давлением воздуха (0,40 + 0,02) МПа
[(4,0 + 0,2) кгс/см2] и отпуска.
При повторных торможениях давлением воздуха (0,40 + 0,02)
МПа [(4,0 + 0,2) кгс/см2] ТЦР должен сохранить постоянную величину
выхода штока.
27.3 Результаты испытания ТЦР должны быть отражены в учетной
книге установленной формы.
При испытании на стенде с регистрацией параметров результаты
испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной
формы, необходимо записывать дату испытания, тип и номер принятого ТЦР с
росписью исполнителя ремонта и руководителя ремонтного подразделения или
другого должностного лица, на которое в соответствии с должностной инструкцией
возложены эти обязанности.
27.4 На отремонтированном и принятом ТЦР должна стоять
бирка. На бирке должны быть нанесены клеймо АКП и дата ремонта (число, месяц и
две последние цифры года).
28 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И
ИСПЫТАНИЕ КРАНОВ И КЛАПАНОВ ПАССАЖИРСКИХ ВАГОНОВ
28.1
Концевые краны
28.1.1 Концевые краны ремонтировать и испытывать в
соответствии с разделом 9.
28.2
Разобщительный кран пробкового типа (кран 377)
28.2.1 Поступившие в ремонт разобщительные краны пробкового
типа необходимо разобрать, все детали промыть и продуть сжатым воздухом.
28.2.2 Все детали разобщительного крана следует осмотреть.
Детали должны быть заменены при наличии следующих дефектов:
— трещин и отколов в корпусе;
— изломов и деформации ручки;
— деформации и срыва резьбы;
— деформации квадрата пробки.
Высота пружины в свободном состоянии должна быть в пределах
от 36 до 40 мм.
28.2.3 Сборку разобщительного крана необходимо производить с
соблюдением следующих требований:
— необходимо проверить наличие на торце квадрата пробки
четких контрольных рисок;
— следует проверить наличие на ручке ограничителя ее
поворота;
— пробку крана необходимо притереть к корпусу, после чего
протереть и смазать смазкой в соответствии с таблицей 3;
— заглушка должна быть поставлена на смазку ВНИИ НП-232 и
затянута до упора в корпус;
— ручка крана должна быть прочно закреплена на квадрате
пробки, допускается устранять зазор между квадратом пробки и квадратом ручки
постановкой металлической пластины толщиной не более 1 мм с обязательной
фиксацией ее штифтом, крепящим ручку крана на квадрате пробки;
— в закрытом положении ручка крана должна располагаться
перпендикулярно к продольной оси его корпуса.
28.2.4 После сборки разобщительный кран необходимо испытать
на плотность сжатым воздухом под давлением (0,60 + 0,05) МПа [(6,0 + 0,5)
кгс/см2].
Испытание производится при двух положениях ручки крана — при
открытом и при закрытом.
При проведении испытания разобщительного крана сжатый воздух
должен подаваться к одной из сторон крана, при этом противоположная сторона
должна быть заглушена.
Проверка герметичности крана производится одним из следующих
способов:
— по наличию мыльных пузырей;
— по падению давления.
При проверке герметичности по образованию мыльных пузырей
обмыливать необходимо весь кран. При этом появление пузырей не допускается.
Проверка герметичности по падению давления производится на
испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5
литров. При этом падение установившегося давления в контрольном резервуаре
более 0,01 МПа (0,1 кгс/см2) в течение 5 минут не допускается.
28.3
Краны шаровые разобщительные
28.3.1 Ремонт и испытание шаровых разобщительных кранов
необходимо производить с соблюдением следующих требований:
— поступивший в ремонт шаровой разобщительный кран должен
быть снаружи очищен от пыли и загрязнений,
— необходимо проконтролировать состояние присоединительной
резьбы, после испытать кран на герметичность;
— разбирать шаровой разобщительный кран необходимо только в
случае наличия внешних дефектов, нарушающих его работу и при
неудовлетворительных результатах испытания.
28.3.2 Испытание крана на герметичность производится сжатым
воздухом давлением (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2] при двух
его положениях — при открытом и при закрытом.
При испытании в закрытом положении сжатый воздух должен
подаваться к одной из сторон шарового разобщительного крана, при этом на
противоположную сторону должна быть надета заглушка с атмосферным отверстием
диаметром 4 мм. Шаровой разобщительный кран в закрытом положении должен быть
испытан с двух сторон. При проверке герметичности по падению давления
специальную заглушку с атмосферным отверстие можно не устанавливать.
Сжатый воздух при испытании в открытом положении должен
подаваться к одной из присоединительных сторон шарового разобщительного крана
при заглушенной другой.
Проверка герметичности шарового разобщительного крана
производится одним из следующих способов:
— по наличию мыльных пузырей;
— по падению давления.
При проверке герметичности по наличию мыльных пузырей
обмыливать необходимо весь шаровой разобщительный кран. При этом появление
мыльного пузыря не допускается.
Проверка герметичности по падению давления производится на испытательном
устройстве, имеющем в своей схеме контрольный резервуар объемом 5 литров. При
этом падение установившегося давления сжатого воздуха в контрольном резервуаре
допускается не более чем на 0,01 МПа (0,1 кгс/см2) в течение 5
минут.
28.4
Стоп-кран
28.4.1 Поступивший в ремонт стоп-кран необходимо разобрать,
детали стоп- крана протереть и осмотреть.
28.4.2 Ремонт и испытание стоп-крана необходимо производить
с соблюдением следующих требований:
— наличие трещин в корпусе, забоин и повреждений на резьбе
не допускается;
— резиновые уплотнения необходимо заменить новыми;
— седло клапана на штуцере не должно иметь забоин, выщербин
и других дефектов;
— штуцер крана следует ставить на смазке ВНИИ НП-232 и
затягивать на резьбе до упора в корпус.
28.4.3 Испытание стоп-крана производится только в закрытом
положении при давлении (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2].
Проверка герметичности стоп-крана производится одним из
следующих способов:
— по наличию мыльных пузырей;
— по падению давления.
При проверке герметичности по наличию мыльных пузырей
обмыливать необходимо весь стоп-кран. При этом появление пузырей не
допускается.
Проверка герметичности по падению давления производится на
испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5
литров. При этом падение установившегося давления в контрольном резервуаре в
течение 5 минут не допускается.
28.5
Клапан выпускной 31Б
28.5.1 Поступивший в ремонт выпускной клапан необходимо
разобрать и осмотреть
28.5.2 Ремонт и испытание выпускного клапана необходимо
производить с соблюдением следующих требований:
— просадка пружины более 3 мм, забитая или сорванная резьба
не допускаются;
— седло клапана не должно иметь раковин и забоин;
— резиновое уплотнение клапана следует заменить при толщине
резинового уплотнения клапана менее 3 мм и (или) при наличии просадки клапана
более чем на 0,5 мм;
— перед сборкой пружину, втулку клапана и все другие
трущиеся поверхности деталей следует смазать смазкой ЖТ-79Л или ПЛАСМА-Т5.
Штуцер следует ставить на смазке ВНИИ НП-232, ввинчивая до упора в заплечики
корпуса клапана.
(Измененная редакция. Изм. 5-2013)
28.5.3 Испытание клапана на плотность производится давлением
сжатого воздуха (0,60 + 0,05) МПа [(6,0 + 0,5) кгс/см2].
Проверка плотности клапана производится одним из следующих
способов:
— по наличию мыльных пузырей;
— по падению давления.
При проверке плотности по наличию мыльных пузырей обмыливать
необходимо весь клапан. При этом появление пузырей не допускается.
Проверка плотности по падению давления производится на
испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5
литров. При этом падение установившегося давления в контрольном резервуаре в
течение 5 минут не допускается.
28.6
Клапан выпускной 4315
28.6.1 Поступивший в ремонт выпускной клапан снаружи
очистить от пыли, грязи и других загрязнений, разобрать и осмотреть все детали.
28.6.2 Ремонт и испытание выпускного клапана необходимо производить
с соблюдением следующих требований:
— пружину с просадкой до высоты менее 27 мм следует
заменить;
— забитая или сорванная резьба у деталей клапана не
допускается;
— корпус с забоинами на поверхности седла клапана необходимо
заменить;
— резиновое уплотнение клапана следует заменить на новое.
— перед сборкой внутренние обработанные поверхности корпуса
и штуцера, пружину следует смазать тонким слоем смазки ЖТ-79Л или ПЛАСМА-Т5.
Уплотнение соединения корпуса и штуцера производится установкой новой уплотнительной
прокладки.
(Измененная редакция. Изм. 5-2013, 6-2014)
28.6.3 Испытание на плотность производится давлением сжатого
воздуха (0,25 + 0,05) МПа [(2,5 + 0,5) кгс/см2] и (0,60 + 0,05) МПа
[(6,0 + 0,5) кгс/см2].
Проверка плотности клапана производится одним из следующих
способов:
по наличию мыльных пузырей;
по падению давления.
При проверке плотности по наличию мыльных пузырей обмыливать
необходимо весь клапан. При этом появление пузырей не допускается.
Проверка плотности по падению давления производится на
испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5
литров. При этом падение установившегося давления в контрольном резервуаре в
течение 5 минут не допускается.
28.7
Клапан обратный 176
28.7.1 Поступивший в ремонт обратный клапан снаружи очистить
от пыли и загрязнений.
28.7.2 После наружной очистки и обмывки обратный клапан
разобрать, все детали осмотреть, неисправные отремонтировать или заменить.
28.7.3 Ремонт и испытание обратного клапана необходимо
производить с соблюдением следующих требований:
— седла клапана и клапаны не должны иметь забоин или рисок,
— проверить высоту пружины в свободном состоянии. При этом
номинальная высота пружины обратного клапана 176 составляет 22 мм, а под
рабочей нагрузкой 0,74 ± 0,07 кгс — 13 мм. Просевшую пружину и пружину с
обломанными витками заменить новой. Растягивание и заделка пружины не допускается;
— прокладку и кольцо, имеющие надрывы и трещины, а также с
истекшим сроком службы, заменить новыми. Срок службы следует определять по
маркировке на резиновой детали, исключая год ее изготовления по дате
изготовления клапана, указанной на корпусе;
— забитую или сорванную резьбу восстановить или заменить
детали;
— при сборке обратного клапана легким слоем смазать трущиеся
поверхности смазкой ЖТ-79Л или ПЛАСМА-Т5.
(Измененная редакция. Изм. 5-2013)
28.7.4 Испытания производить на стенде, установленном в
закрытом помещении и подключенным к воздухопроводной магистрали с давлением
сжатого воздуха не ниже 1,0 МПа (10,0 кгс/см2) через влагоотделитель
любой конструкции.
Испытание клапана на плотность производить давлением сжатого
воздуха (1,00 + 0,05) МПа [(10,0 + 0,5) кгс/см2].
Проверка плотности клапана производится одним из способов:
— по наличию мыльных пузырей;
— по падению давления.
При проверке плотности по наличию мыльных пузырей присоединить
отросток корпуса к воздухопроводу так, чтобы воздух поступал в корпус против
стрелки, указанной на нем (воздух подается в полость под затвором). На другой
отросток навертывается гайка с отверстием диаметром 10 мм. При испытании на
обмыленных поверхностях (отверстие 10 мм, места соединения и корпус) в течение
1 мин не должны образовываться мыльные пузыри.
При проверке плотности по падению давления проверку
необходимо производить на испытательном устройстве, имеющем в своей схеме
контрольный резервуар объемом 8 литров. При этом падение установившегося
давления в контрольном резервуаре в течение 5 мин не допускается.
29 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ,
КОМПЛЕКТОВАНИЕ И ИСПЫТАНИЕ РЕЗИНОКОРДОВОГО РУКАВА ВЫСОКОГО ДАВЛЕНИЯ РВД 20
29.1
Ремонт рукавов
29.1.1 Поступивший в ремонт соединительный рукав должен быть
очищен от пыли и загрязнений.
29.1.2 После наружной очистки производится осмотр и контроль
соединительного рукава.
29.1.3 Рукав должен быть
раскомплектован при наличии хотя бы одного из следующих дефектов:
— сдвиг трубки с хвостовой части наконечников;
— у трубки — истекшего срока службы, обрывов, петель и
глубоких трещин, доходящих до резинового слоя;
— у наконечников трещин и отколов, сорванной резьбы;
29.1.4 Состояние внутренней поверхности резинокордовой
трубки необходимо контролировать при просвечивании внутреннего прохода
соединительного рукава световым лучом на специальном приспособлении.
29.1.5 (Исключен. Изм. 1-2015)
29.1.6 Соединительный рукав, не имеющий перечисленных в п. 29.1.3 дефектов, отвечающий
требованиям п. 29.1.5 и имеющий запас срока годности резинокордовой трубки до
следующего планового ремонта, должен быть испытан на прочность и герметичность
в соответствии с подразделом 29.3, в ином случае рукав подлежит раскомплектовке и
ремонту.
29.1.7 Ремонт соединительного рукава необходимо производить
с соблюдением требований пунктов 29.1.3
и нижеследующих:
— у наконечников следует проконтролировать внутренний проход
и высоту буртика их хвостовой части на соответствие конструкторской
документации;
— у резинокордовой трубки следует проконтролировать наличие
фасок по внутреннему диаметру.
(Измененная редакция. Изм. 1-2015)
29.2
Комплектование соединительных рукавов
29.2.1 Перед комплектованием у резинокордовой трубки
необходимо проконтролировать отсутствие дефектов и длину.
Состояние внутренней поверхности резинокордовой трубки
контролируется при просвечивании её внутреннего прохода световым лучом на
специальном приспособлении.
Длина резинокордовой трубки должна соответствовать длине,
установленной конструкторской документацией на соответствующий тип
соединительного рукава.
29.2.2 На специальном стенде необходимо запрессовать в
резинокордовую трубку два наконечника до упора в её торец.
29.2.3 После запрессовки необходимо
вновь проконтролировать состояние внутренней поверхности резинокордовой трубки
при просвечивании внутреннего прохода рукава световым лучом на специальном
приспособлении — наличие задиров и отслоений внутреннего слоя не допускается.
29.2.4 Расстояние от торца резинокордовой трубки до места
обжима должно быть в пределах от 7 до 14 мм.
29.2.5 В канавку наконечника необходимо установить новое
уплотнительное кольцо.
29.2.6 После комплектования соединительные рукава должны
быть проверены сначала на прочность, а затем на герметичность.
29.3 Испытание соединительных рукавов
29.3.1 Для проверки на прочность соединительные рукава
подлежат гидравлическому испытанию под давлением воды в них (1,2 ± 0,02) МПа
[(12,0 ± 0,2) кгс/см2] с выдержкой под давлением в течение от 1,5 до
2 мин.
Соединительный рукав считается выдержавшим испытание, если
не было обнаружено:
— срыва деталей;
— просачивания воды во время испытания;
— надрывов резинокордовой трубки;
— остаточного сдвига резинокордовой трубки с наконечника
более чем на 2,5 мм.
29.3.2 Для проверки на герметичность соединительные рукава
подлежат пневматическому испытанию с выдержкой под давлением воздуха в них (0,6
+ 0,05) МПа [(6,0 + 0,5) кгс/см2] при полном их погружении в ванну с
водой.
Соединительный рукав считается выдержавшим испытание, если в
течение 1 минуты не было обнаружено выделения пузырьков воздуха в любой части
соединительного рукава. При обнаружении пузырьков воздуха на поверхности
резинокордовой трубки соединительный рукав должен быть выдержан под давлением в
ванне с водой до 10 минут и, если выделение пузырьков на поверхности
резинокордовой трубки прекратится, считать его выдержавшим испытание, в ином
случае соединительный рукав считается не выдержавшим испытание.
29.3.3 На отремонтированном и выдержавшем испытания рукаве
должна стоять бирка.
На бирке должны быть нанесены клеймо АКП и дата ремонта
(число, месяц и две последние цифры года).
29.3.4 На новые рукава, выдержавшие испытания перед
постановкой на вагон, бирка ремонтного предприятия не ставится, при этом бирка
предприятия-изготовителя должна присутствовать и должна быть сохранена.
30
РЕМОНТ И ИСПЫТАНИЕ СОЕДИНИТЕЛЬНОГО РУКАВА С ЭЛЕКТРОКОНТАКТОМ 369А
30.1
Ремонт соединительных рукавов
30.1.1 Рукав необходимо ремонтировать в соответствии с
разделом 10.
30.1.2 Дополнительно головку соединительного рукава следует
проверить шаблонами 369.040 и 369.040-01 (ПКБ ЦЛ).
30.1.3 Поврежденные детали электрической части необходимо
отремонтировать или заменить новыми.
30.1.4 Электрический кабель типа КГ-ХЛ 2×2,5 должен
иметь изоляцию без механических повреждений, правильно выполненную разделку
концов проводов с обжатием наконечников и высококачественной пайкой в головке.
Длина кабеля должна соответствовать чертежному размеру. Поврежденный кабель
необходимо заменить. Провод кабеля, имеющий наконечник с отверстием диаметром 8
мм, необходимо припаять к контактному пальцу, с отверстием диаметром 6 мм — к
контактному кольцу. Пайку проводов следует производить без применения кислоты
припоем ПОС-40.
30.1.5 Необходимо проконтролировать износ головки латунной
заклёпки (заклёпки диаметром 3 мм на гребне головки соединительного рукава) по
высоте — при высоте головки заклёпки 1 мм и менее заклёпку следует заменить
новой с высотой головки 1,8 мм.
(Введен дополнительно. Изм.
1-2015)
30.2
Комплектование соединительных рукавов
30.2.1 Перед комплектованием резинотекстильную трубку с
клеймом «Д» необходимо испытать на электрическое сопротивление. Для этого
следует измерить сопротивление изоляции мегаомметром с рабочим напряжением 1000
В, которое должно быть не менее 10 МОм для новых и не менее 2 МОм для бывших в
эксплуатации соединительных рукавов.
30.2.2 Комплектование соединительных рукавов производится в
соответствии с разделом 10.
30.2.3 Для затяжки хомутиков следует применять болты М8
длиной 35 мм у соединительной головки рукава, М8 длиной 45 мм у наконечника
рукава.
30.3
Испытание соединительных рукавов
30.3.1 Испытание соединительного рукава производится в
соответствии с разделом 10.
30.3.2 После комплектования и испытания следует собрать
электрическую часть и закрепить на соединительном рукаве кабель. На входе в
соединительную головку кабель должен быть уплотнен резиновым кольцом с
металлическим штуцером, не пропускающим внутрь влагу.
30.3.3 Усилие контактного пальца должно быть в пределах 5,6
— 7,0 кгс, в ином случае необходимо произвести замену пружины.
30.3.4 После сборки электрической части необходимо проверить
правильность подключения проводов кабеля к контактному пальцу и кольцу, а также
мегаомметром на 1000 В определить сопротивление изоляции между наконечником
рабочего провода и корпусами головки (оно должно быть не менее 10 МОм), между
наконечником рабочего провода и корпусом наконечника соединительного рукава
(оно должно быть не менее 10 МОм), между наконечником контрольного провода и
наконечником соединительного рукава (оно должно быть не менее 1,8 МОм).
30.3.5 После испытания соединительного рукава на бирке,
установленной под головкой болта хомутика на наконечнике, следует выбить клеймо,
присвоенное АКП, и дату ремонта (число, месяц и две последние цифры года).
Оттиск клейма должен быть отчетливым.
31
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ РЕЛЕ ДАВЛЕНИЯ 404
31.1 Поступившие в ремонт реле давления должны быть очищены
от пыли, грязи и других загрязнений.
31.2 После наружной очистки и обмывки реле давления
необходимо разобрать, все детали, кроме резиновых, промыть моющими средствами
или растворителем, каналы продуть сжатым воздухом, очищенные детали протереть
насухо.
31.3 Ремонт реле давления необходимо производить с
соблюдением следующих требований:
— диаметры цилиндрической части корпуса и направляющей
нижнего зажима диафрагмы должны быть (70 + 0,2) мм и (70 — 0,1; -0,3) мм
соответственно;
— суммарный зазор между цилиндрической частью корпуса и
направляющей нижнего зажима диафрагмы должен быть не более 0,6 мм;
— внутренний диаметр седла в клапане должен быть (16,5 +
0,12) мм (допускается зазор не более 0,3 мм);
— диаметр направляющей части стержня клапана должен быть (25
— 0,28; -0,42) мм;
— между направляющей частью и стержнем клапана допускается
суммарный зазор не более 0,5 мм;
— резиновую диафрагму заменить при наличии расслоений,
трещин, выпучин, остаточного прогиба более 3 мм или при просроченном сроке
службы;
— прогиб диафрагмы должен быть: вверх — (3 + 0,73; -0,44)
мм; вниз — (3 + 0,34) мм;
— посадочные места в клапане и направляющей втулке при
наличии забоин или рисок проверить и отшлифовать;
— пружина при наличии изломов, трещин в витках, а также в
случае потери упругости (высота пружины под рабочей нагрузкой 8,08 кгс должна
быть 14 мм) или просадке более 2 мм заменить;
— неперпендикулярность образующей к торцам пружины должна
быть не более 0,5 мм.
31.4 Каждое реле давления после ремонта и проверки действия
отдельных узлов на специальных приспособлениях должно быть испытано.
Испытание на стенде унифицированной конструкции необходимо
производить в соответствии с разделом 32.
Испытательный стенд, схема которого отличается от схемы
стенда унифицированной конструкции, должен быть допущен к применению в АКП в
установленном прядке, а испытание на нем необходимо производить в соответствии
с руководством по эксплуатации этого стенда.
31.5 Проведение испытаний на стенде с регистрацией
параметров при выключенных регистрирующих устройствах запрещается.
32 ИСПЫТАНИЕ РЕЛЕ ДАВЛЕНИЯ 404
32.1
Характеристика стенда
32.1.1 Принципиальная схема стенда должна соответствовать
схеме, приведенной на рисунке 21.
32.1.2 Стенд должен иметь:
— резервуары (первичный тормозной цилиндр и вторичный
тормозной цилиндр) объемами 20 и 55 л;
— краны разобщительные;
— манометры класса точности не хуже 0,6; дроссели диаметром
1 мм.

1 — кран разобщительный; 2 — кран машиниста 326С; 3 —
часть электрическая 305.052 с
камерой 305.059 (или аналогичное по функциональности устройство); 4 — прижим;
5 — кран разобщительный; 6 — кран разобщительный с калиброванным отверстием 2
мм;
7 — кран разобщительный с калиброванным отверстием 1 мм; 8 — кран водоспускной;
9 — Резервуар Р10-20; 10 — резервуар Р10-55; 11 — манометр; 12 — трансформатор
В;
13 — вольтметр; 14 — мост выпрямительный, 15 — кнопка; 16 — лампа сигнальная;
17 — предохранитель, 18 — манометр; 19 — реле давления.
Рисунок 21 — Принципиальная схема стенда для испытаний реле
давления
32.2
Методика испытания
32.2.1 Установить реле давления на испытательный стенд.
32.2.2 Проверить разницу установившихся давлений в первичном
и во вторичном тормозных цилиндрах. Испытания производить при давлениях в
первичном тормозном цилиндре (0,1 + 0,05) МПа [(1,0 ± 0,5) кгс/см2]
и сопоставлением показаний манометров первичного и вторичного тормозных
цилиндров определить разницу установившихся давлений, которая должна быть не
более 0,01 МПа (0,1 кгс/см2).
32.2.3 Проверить разницу во времени наполнения первичного и
вторичного цилиндров до 0,3 МПа (3,0 кгс/см2). При полном служебном
торможении разница времени от момента подачи напряжения на
электровоздухораспределитель до давления в тормозных цилиндрах 0,3 МПа (3,0
кгс/см2) должна быть не более 1 с.
32.2.4 Проверить автоматическое поддержание установившегося
давления (чувствительность) во вторичном тормозном цилиндре. Испытания
проводить при установившемся давлении во вторичном тормозном цилиндре после
торможения 0,25 — 0,30 МПа (2,5 — 3,0 кгс/см2). При выпуске воздуха
из тормозного цилиндра через отверстие диаметром 1,0 мм реле давления должно
поддерживать в нем установившееся давление с колебаниями ±0,015 МПа (±0,15
кгс/см2).
32.2.5 Проверить герметичность атмосферного клапана на
ступени установившегося давления во вторичном тормозном цилиндре 0,25 — 0,30
МПа (2,5 — 3,0 кгс/см2). Испытания производить обмыливанием
отверстий цоколя реле по времени удержания мыльного пузыря. Допускается
образование мыльного пузыря с удержанием его не менее 10 с.
32.2.6 Проверить разницу во времени выпуска воздуха из
первичного и вторичного тормозных цилиндров. После полного служебного
торможения электровоздухораспределителем величина давления в обоих цилиндрах
должна быть 0,48 МПа (4,8 кгс/см2). При отпуске от момента снятия
напряжения с электровоздухораспределителя до давления в обоих цилиндрах 0,04
МПа (0,4 кгс/см2) разница во времени выпуска воздуха из первичного и
вторичного тормозных цилиндров должна быть не более 1 с. Замеры производить за
один прием.
32.2.7 Проверить герметичность манжеты и питательного
клапана. Проверку производить при отпущенном положении реле. Испытание
производить обмыливанием цоколя реле по времени удержания мыльного пузыря.
Допускается образование мыльного пузыря с удержанием его не менее 10 с.
32.2.8 Результаты испытания реле давления должны быть
отражены в учетной книге установленной формы.
При испытании на стенде с регистрацией параметров результаты
испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной
формы, необходимо записывать дату испытания, тип и номер принятого реле
давления с росписью исполнителя ремонта и руководителя ремонтного подразделения
или другого должностного лица, на которое в соответствии с должностной
инструкцией возложены эти обязанности.
32.2.9 На отремонтированном и принятом реле давления должна
стоять бирка. На бирке должны быть нанесены клеймо АКП и дата ремонта (число,
месяц и две последние цифры года).
33
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ СИГНАЛИЗАТОРОВ ДАВЛЕНИЯ 115, 115А
33.1 Поступившие в ремонт сигнализаторы давления должны быть
очищены от пыли, грязи и других загрязнений.
33.2 После наружной очистки и обмывки сигнализатор давления
необходимо разобрать, все детали осмотреть, неисправные отремонтировать или
заменить.
33.3 Ремонт сигнализаторов давления необходимо производить с
соблюдением следующих требований:
— проверку пружин производить в свободном состоянии;
— номинальная высота рабочей пружины сигнализатора 115
составляет 23 мм (предельная 22), а под рабочей нагрузкой (1,17 ± 0,12) кгс —
20 мм, у рабочей пружины сигнализатора 115А соответственно 25 мм (предельная 23
мм), а под рабочей нагрузкой (15,4 ± 1,5) кгс — 12 мм. Пружина толкателя
сигнализаторов давления 115 и 115А имеют номинальную высоту 16 мм (предельная
15 мм) и под рабочей нагрузкой (1,4 ± 0,14) кгс — 11 мм. Просевшую пружину и
пружину с обломанными витками заменить новой. Растягивание и заделка пружины не
допускается;
— резиновую диафрагму, допускающую пропуск воздуха, имеющую
надрывы или трещины, а также с истекшим сроком службы заменить новой. Началом
срока эксплуатации считать дату изготовления сигнализатора, указанную на
корпусе;
— проверить крепление (пайку) проводов кабеля;
— проверить вручную четкость срабатывания и возврата привода
микровыключателя МП2101Л УХЛ 3041А, при необходимости заменить;
— при сборке сигнализатора смазать трущиеся поверхности
смазкой ЖТ-79Л или ПЛАСМА-Т5;
— откорректировать величину давления сжатого воздуха, при котором
происходит срабатывание микропереключателя сигнализатора. Регулирование
производить путём вращения упорки. При достижении необходимой величины давления
срабатывания микровыключателя (момент загорания сигнальной лампы) упорку
закрепить контргайкой. Диапазон давлений сжатого воздуха в пределах которого
обеспечивается регулирование замыкания и размыкания контактов должен быть в
пределах для сигнализатора давления 115 — 0,02 — 0,03 МПа (0,2 — 0,3 кгс/см2),
а для сигнализатора 115А — 0,2 — 0,25 МПа (2,0 — 2,5 кгс/см2).
Закрыть крышку и закрепить ее. Наличие прокладок обязательно.
(Измененная редакция. Изм. 5-2013)
33.4 Каждый сигнализатор давления после ремонта и проверки
действия должен быть испытан.
33.4.1 Испытание на стенде унифицированной конструкции
необходимо производить в соответствии с разделом 34.
Испытательный стенд, схема которого отличается от схемы
стенда унифицированной конструкции, должен быть допущен к применению в АКП в
установленном порядке, а испытание на нем необходимо производить в соответствии
с руководством по эксплуатации этого стенда.
Проведение испытаний на стенде с регистрацией параметров при
выключенных регистрирующих устройствах запрещается.
33.4.2 Результаты испытания сигнализатора давления должны
быть отражены в учетной книге установленной формы.
При испытании на стенде с регистрацией параметров результаты
испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной
формы, необходимо записывать дату испытания, тип и номер принятого
сигнализатора давления с росписью исполнителя ремонта и руководителя ремонтного
подразделения или другого должностного лица, на которое в соответствии с
должностной инструкцией возложены эти обязанности.
33.5 На отремонтированном и принятом сигнализаторе давления
должна стоять бирка. На бирке должны быть нанесены клеймо АКП и дата ремонта
(число, месяц и две последние цифры года).
34 ИСПЫТАНИЕ СИГНАЛИЗАТОРОВ ДАВЛЕНИЯ
115, 115А
34.1
Характеристика стенда
34.1.1 Принципиальная схема стенда должна соответствовать
схеме, приведенной на рисунке 22.
34.1.2 Стенд должен иметь:
— резервуар объемом 1,5 л;
— манометр класса точности не хуже 0,6 с пределом измерения
до 0,6 МПа (6,0 кгс/см2);
— кран разобщительный с присоединительной резьбой G½»;
— кран водоспускной с присоединительной резьбой G½»;
— трансформатор;
— тумблер,
— лампы электрические;
— зажимы;
— провода БПВЛ 1,0.
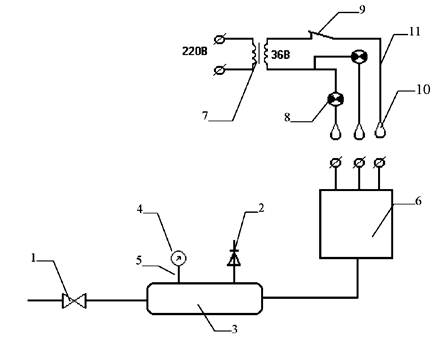
1 — кран разобщительный; 2; 3 — резервуар объемом 1,5
л; 4 — манометр;
5 — трубопровод; 6 — сигнализатор давления; 7 – трансформатор; 8 — лампа
сигнальная;
9 — тумблер, 10 — зажим; 11 — провод.
Рисунок 22 — Принципиальная схема стенда для испытаний
сигнализатора давления
34.2
Методика испытания
34.2.1 Проверить величину давления сжатого воздуха при
котором происходит срабатывание микровыключателя. Диапазон давлений сжатого воздуха
в пределах которого обеспечивается регулирование замыкания и размыкания
контактов должен быть в пределах для сигнализатора давления 115 — 0,02 — 0,03
МПа (0,2 — 0,3 кгс/см2), а для сигнализатора 115А — 0,2 — 0,25 МПа
(2,0 — 2,5 кгс/см2).
34.2.2 Сопротивление изоляции проводов катушки от корпуса
проверить мегомметром, прикладывая напряжение поочередно между корпусом
сигнализатора и наконечниками жил кабеля. Сопротивление изоляции должно быть не
ниже 5 МОм.
34.2.3 Герметичность мест соединений проверить обмыливанием.
Пропуск воздуха не допускается.
35
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ КЛАПАНА СБРАСЫВАЮЩЕГО ТРЕХПОЗИЦИОННОГО 182,
182-01, 182-04, 182-06, 182-08, 182-09
35.1 Поступивший в ремонт клапан сбрасывающий
трехпозиционный должен быть снаружи очищен от загрязнений.
35.2 После наружной очистки и обмывки клапан разобрать, его
детали, кроме резиновых, промыть моющими средствами или растворителем, каналы
продуть сжатым воздухом, очищенные детали протереть насухо.
Проверить состояние деталей, неисправные отремонтировать или
заменить.
35.3 Ремонт клапанов необходимо производить с соблюдением
следующих требований:
— проверку пружин производить в свободном состоянии;
— номинальная высота пружины диафрагмы клапана составляет 20
мм, а под рабочей нагрузкой (0,225 ± 0,023) кгс — 11 мм;
— пружина клапана вентиля имеет номинальную высоту 22 мм и
под рабочей нагрузкой (0,74 ± 0,07) кгс — 13 мм;
— пружины при наличии изломов, трещин, а также в случае
потери упругости или при просадке по высоте заменить;
— растягивание и заделка пружины не допускается;
— диафрагма, допускающая пропуск воздуха, имеющая надрывы
или трещины, а также с истекающим сроком эксплуатации, заменяется новой;
— прокладки и резиновые уплотнения, имеющие надрывы, трещины
и расслоения, а также с истекающим сроком эксплуатации, заменить новыми.
Началом срока эксплуатации клапана считать дату изготовления, указанную на
корпусе;
— посадочные места в клапанах при наличии рисок
прошлифовать;
— клапан вентиля с просевшим или поврежденным уплотнением
заменить новым;
— катушки вентилей при наличии пробоя изоляции, обрыва
витков или выводов, а также низкого сопротивления заменить новыми;
— проверить крепление (пайку) проводов кабеля;
— при сборке клапана сбрасывающего трехпозиционного на
поверхности трения «металл-металл», «металл-резина» нанести смазку ЖТ-79Л или
ПЛАСМА-Т5;
— отрегулировать напряжение включения вентилей В1 и В2, для
чего постепенно увеличивая подаваемое на вентили В1 и В2 напряжение питания
постоянного тока замерить напряжение включения вентилей В1 и В2. Напряжение
включения вентилей должно быть не более 35 В — для клапанов 182, 182-04,
182-08, не более 77 В — для клапанов 182-01, 182-06, 182-09;
— отрегулировать напряжение отключения вентилей В1 и В2, для
чего постепенно снижая подаваемое на вентили напряжение замерить напряжение
отключения вентилей В1 и В2. Напряжение отключения вентилей В1 и В2 должно быть
не менее 5 В — для клапанов 182, 182-04, 182-08, не менее 15 В — для клапанов
182-01, 182-06, 182-09.
(Измененная редакция. Изм. 5-2013)
35.4 Каждый сбрасывающий трехпозиционный клапан после
ремонта и проверки действия должен быть испытан на испытательном стенде.
35.4.1 Испытание на стенде унифицированной конструкции необходимо
производить в соответствии с разделом 36.
Испытательный стенд, схема которого отличается от схемы
стенда унифицированной конструкции, должен быть допущен к применению в АКП в установленном
порядке, а испытание на нем необходимо производить в соответствии с
руководством по эксплуатации этого стенда.
Проведение испытаний на стенде с регистрацией параметров при
выключенных регистрирующих устройствах запрещается.
35.4.2 Результаты испытания клапана сбрасывающего
трехпозиционного должны быть отражены в учетной книге установленной формы.
При испытании на стенде с регистрацией параметров результаты
испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной
формы, необходимо записывать дату испытания, тип и номер принятого клапана
сбрасывающего трехпозиционного с росписью исполнителя ремонта и руководителя
ремонтного подразделения или другого должностного лица, на которое в
соответствии с должностной инструкцией возложены эти обязанности.
35.5 На отремонтированном и принятом клапане сбрасывающий
трехпозиционном должна стоять бирка. На бирке должны быть нанесены клеймо АКП и
дата ремонта (число, месяц и две последние цифры года).
36 ИСПЫТАНИЕ КЛАПАНА СБРАСЫВАЮЩЕГО ТРЕХПОЗИЦИОННОГО
182, 182-01, 182-04, 182-06, 182-08, 182-09
36.1
Характеристика стенда
36.1.1 Принципиальная электропневматическая схема стенда
должна соответствовать схеме, приведенной на рисунке 23.
36.1.2 Стенд должен иметь:
— резервуар (тормозной цилиндр) объемом 2,5 л;
— редуктор,
— реле давления;
— краны;
— манометры класса точности не ниже 0,6 и ценой деления не
более 0,01 МПа (0,1 кгс/см2);
— вольтметр;
— реостат;
— тумблеры;
— кнопки;
— тиристор;
— диоды.
36.2
Методика испытания
36.2.1 Установить клапан на испытательный стенд.
36.2.2 Проверить время снижения давления в тормозном
цилиндре (или имитирующем его резервуаре) через клапан с 0,5 МПа (5,0 кгс/см2)
до 0,05 МПа (0,5 кгс/см2), для чего подать одновременно напряжение
питания постоянного тока на вентили В1 и В2. Время снижения давления должно
быть не более 0,4 с.
36.2.3 Проверить время наполнения тормозного цилиндра
(тормозного резервуара) через клапан с 0 до (0,35 ± 0,02) МПа [(3,5 ± 0,2)
кгс/см2], для чего снять одновременно напряжение питания с вентилей
В1 и В2. Время наполнения должно быть не более 0,4 с.
36.2.4 Проверить действие клапана на ступенчатое наполнение
и ступенчатый выброс воздуха. Подать на вентиль В2 напряжение питания
постоянного тока, а на вентиль В1 подавать напряжение кратковременными
импульсами. Клапан должен обеспечить ступенчатый выброс воздуха из тормозного
цилиндра или тормозного резервуара объемом 2,5 л. Количество ступеней на
наполнение и сброс воздуха должно быть не менее 5 в каждом случае.
Полностью снять напряжение с вентиля В1, а с вентиля В2
напряжение снимать кратковременными импульсами, при этом клапан должен
обеспечить ступенчатое наполнение тормозного цилиндра или резервуара объемом
2,5 л.

1 — клапан сбрасывающий трехпозиционный; 2 — резервуар
объемом 2,5 л;
3 — редуктор; 4 — реле давления; 5, 6 — кран разобщительный с атмосферным
отверстием; 7, 8 — манометр; 9 — трубопроводы; 11 — резервуар объемом 2 л
Рисунок 23 — Принципиальная схема стенда для испытания клапана
сбрасывающего трехпозиционного 182, 182-01, 182-04, 182-06, 182-08, 182-09
36.2.5 Проверить напряжение включения вентилей В1 и В2, для
чего постепенно увеличивая подаваемое на вентили В1 и В2 напряжение питания
постоянного тока замерить напряжение включения вентилей В1 и В2. Напряжение
включения вентилей должно быть не более 35 В — для клапанов 182, 182-04,
182-08, не более 77 В — для клапанов 182-01, 182-06, 182-09.
36.2.6 Проверить напряжение отключения вентилей В1 и В2, для
чего постепенно снижая подаваемое на вентили напряжение замерить напряжение
отключения вентилей В1 и В2. Напряжение отключения вентилей В1 и В2 должно быть
не менее 5 В — для клапанов 182, 182-04, 182-08, не менее 15 В — для клапанов
182-01, 182-06, 182-09.
Проверить работоспособность клапана на нижней границе
величины питающего напряжения для чего повторить проверку при значении
питающего напряжения 35 В постоянного тока для клапанов 182, 182-04, 182-08 и
77 В постоянного тока для клапанов 182-01, 182-06, 182-09.
(Измененная редакция. Изм. 1-2015)
36.2.7 Проверить герметичность мест соединений сборочных
единиц и атмосферного клапана. Снять напряжение с вентилей. Установить величину
давления сжатого воздуха подводимого к клапану 0,5 МПа (5,0 кгс/см2).
Обмылить мыльным раствором места соединения сборочных единиц и атмосферные
отверстия. Образование мыльных пузырей не допускается.
36.2.8 Сопротивление изоляции проверить мегометром, прикладывая
испытательное напряжение 500 В, поочередно между корпусом клапана и
наконечниками вентилей. Сопротивление изоляции токоведущих частей относительно
корпуса должно быть не менее 20 МОм при температуре корпуса катушек
отличающихся от температуры окружающего воздуха не более чем на 3 °С.
37
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ ПРОТИВОЮЗНОГО УСТРОЙСТВА «БАРС-4»
(«БАРС-4МОС», «БАРС-4МО») И ОСЕВЫХ ДАТЧИКОВ ОДМ-2М, ОДМ-3
37.1
Общие требования
37.1.1 Текущий ремонт противоюзного
устройства КИПУ «БАРС-4» (БАРС-4МОс, БАРС-4МО) (далее — «БАРС-4») с осевыми
датчиками ОДМ-2М или ОДМ-3 следует производить в помещениях радиотехнических
подразделений, оборудованных источниками питания 220 В переменного тока и 110 В
постоянного тока.
37.1.2 Радиотехническое подразделение,
которое будет производить ремонт изделия, должно иметь рабочие места,
оборудованные стандартным набором контрольных и радиоизмерительных приборов,
специализированные рабочие места для контроля параметров электронного блока и
осевых датчиков, а также технологическими приспособлениями и соответствующим
инструментом для выполнения операций определения и замены негодных
радиоэлементов и установки работоспособных.
37.1.3 Квалификация специалистов, допущенных к работам по
текущему ремонту КИПУ «БАРС-4», не должна быть ниже 5-го разряда.
Специалисты должны иметь опыт обслуживания, контроля и
ремонта цифровых радиотехнических устройств, владеть навыками поиска
неисправностей и логического тестирования, знать устройство КИПУ «БАРС-4» и
владеть технологией тестового контроля его функциональных узлов и модулей, а
также устройства в целом.
37.1.4 Для проведения текущего ремонта КИПУ «БАРС-4» на
рабочих местах должно быть наличие типовых исправных радиоэлементов и парк
исправных узлов для выполнения работ по модульному ремонту.
37.2
Меры безопасности
37.2.1 К работе с КИПУ «БАРС-4» должны допускаться лица,
прошедшие инструктаж по технике безопасности для работы с электроустановками до
1000 В.
37.2.2 Текущий ремонт КППУ «БАРС-4» должны производить лица,
изучившие руководство по эксплуатации и прошедшие подготовку и практическое
обучение на фирме-изготовителе.
37.3
Ремонт электронного блока
37.3.1 Ремонт электронного блока производить по технологии
комбинированного ремонта по мере выявления отказа, но не реже чем один раз в
четыре года при проведении КР-2.
37.3.2 Ремонт модуля коммутации и модуля индикации
электронного блока производить в радиоцехе депо методом замены неисправных
элементов (кнопок, тумблеров, предохранителей, светодиодов и диодов) на
исправные, приобретаемые по необходимости в розничной торговой сети.
37.3.3 В случае обнаружения неисправностей в модуле
управления (МУ) или вторичном источнике питания (ВИП) восстановление
работоспособности электронного блока производить методом замены неисправного модуля
на исправный из числа модулей, приобретаемых у предприятия-изготовителя КППУ
«БАРС-4» для пополнения парка запасных частей на нужды модульного ремонта.
37.3.4 Ремонт неисправных ВИП и МУ, а также самого
электронного блока в сложных случаях, когда работы выполненные по п.п. 37.1.1 и 37.1.2 не приводят к полному восстановлению
работоспособности, или при отсутствии квалифицированных специалистов в радио
цехе депо производить на фирме-изготовителе КППУ «БАРС-4» путём заключения
соответствующего прямого договора или, при согласии сторон, по письму с
гарантией оплаты.
37.3.5 После окончания ремонтных работ электронный блок
должен быть подключен к «Рабочему месту контроля блока противоюза» и проверен
на эксплуатационную пригодность по методике контроля работоспособности
электронного блока на специализированном рабочем месте.
37.3.6 Электронный блок показавший работоспособность при проведении
полноценного контроля на указанном рабочем месте считается пригодным для
дальнейшего использования.
37.4
Ремонт осевых датчиков ОДМ-2М
37.4.1 Ремонт осевых датчиков ОДМ-2М производить через
500000 км пробега, но не реже чем один раз в четыре года при плановых видах
ремонта.
37.4.2 Тщательно осмотреть датчик. На поверхности корпуса,
крышки и крепежа, а также нарушений на поверхности присоединительного кабеля.
37.4.3 Трещины и пробоины на корпусе и крышке, нарушения
целостности наружной изоляции и защиты присоединительного кабеля не
допускаются.
Осевой датчик, имеющий такие дефекты, подлежит замене на
исправный.
37.4.4 Разобрать осевой датчик для чего снять крышку,
отсоединить присоединительный кабель, отсоединить электронный модуль и снять
его с места крепления. Снять втулку и стробдиск, расштифтовать вал, для чего
аккуратно выбить специальным инструментом конический штифт, и разобрать
подшипниковый узел.
37.4.5 Произвести замену подшипников на новые того же
номинала, удалить старую смазку и проверить состояние деталей подшипникового
узла и присоединительной муфты. В них не должно быть задиров и износа, а
плавающая муфта в сборе не должна иметь качаний и заеданий. Люфт муфты
относительно вала не должен превышать 0,1 мм. Заполнить трущиеся поверхности
деталей плавающей муфты осевого датчика свежей консистентной смазкой «MOBIL».
Установку новых подшипников начинать с подшипника, стоящего
со стороны плавающей муфты. Перевернуть корпус и установить между подшипниками
распорное кольцо, принадлежащее данному комплекту. Наполнить внутренний объём
между двумя подшипниками консистентной смазкой «MOBIL», после чего установить
второй подшипник.
Установить опорную втулку стробдиска и заштифтовать вал
коническим штифтом, предварительно совместив отверстия в валу и опорной втулке
стробдиска в правильной направленности.
Проверить плавность работы подшипникового узла. При
перемещении плавающей муфты не должно быть люфтов, качаний и заеданий.
Установить на место стробдиск и втулку. Пружинные шайбы
должны быть установлены новые. Повторное использование использованных пружинных
шайб не допускается.
37.4.6 Проверить электронный модуль на отсутствие грязи и
пыли. Поверхности оптоэлектронных датчиков в зоне прохождения стробдиска должны
быть идеально чистыми без следов потёртости.
Установить электронный модуль в технологический осевой
датчик и проверить его работоспособность на специализированном рабочем месте
контроля датчиков скорости. Несправный модуль заменить.
Исправный электронный модуль установить в корпусе осевого
датчика, подключить провода (разъём).
Установить годный присоединительный кабель на место,
используя при этом новые паронитовые прокладки кабеля к разъёму электронного
модуля осевого датчика. Установить осевой датчик на специализированное рабочее
место контроля осевого датчика и проверить на эксплуатационную пригодность по
методике контроля работоспособности осевого датчика на специализированном
рабочем месте. В случае соответствия характеристик осевого датчика
установленному допуску продолжить ремонта.
37.4.7 Снять с крышки старое уплотнительное кольцо и
заменить его на новое. Перед установкой кольца в крышку смазать тонким слоем
консистентной смазки «MOBIL» кольцо и место его установки. Смазать тонким слоем
консистентной смазки «MOBIL» внутренний диаметр корпуса и установить крышку на
место, не допуская перекосов и заеданий уплотнительного резинового кольца.
Совместить отверстия крепления с соответствующими резьбовыми отверстиями в
корпусе осевого датчика. Заменить пружинные шайбы на новые и установить пробку
крышки на место. Затянуть болты крепления крышки до полного сжатия пружинных
шайб.
37.4.8 Установить собранный осевой датчик на
специализированное рабочее место контроля осевого датчика и проверить на
эксплуатационную пригодность по методике контроля работоспособности осевого при
проведении полноценного контроля на указанном рабочем месте считается пригодным
для дальнейшего использования.
37.5
Ремонт осевых датчиков ОДМ-3
37.5.1 Ремонт осевых датчиков ОДМ-3 производить через 500000
км пробега, но не реже чем один раз в четыре года при плановых видах ремонта.
37.5.2 Тщательно осмотреть присоединительный кабель.
Нарушения целостности наружной защиты присоединительного кабеля не допускаются.
Присоединительный кабель, имеющий такие дефекты, подлежит
замене на исправный.
37.5.3 Разобрать осевой датчик для чего снять смотровую
крышку буксы, отсоединить присоединительный кабель от кабельной коробки,
отсоединить электронный модуль и снять его с места крепления.
37.5.4 Проверить электронный модуль на отсутствие грязи и
пыли.
Поверхности оптоэлектронных датчиков в зоне прохождения
стробдиска должны быть идеально чистыми без следов потёртости.
37.5.5 Установить электронный модуль в технологический
осевой датчик и проверить его работоспособность на специализированном рабочем
месте контроля датчиков скорости. Несправный модуль заменить.
37.5.6 Установить годный присоединительный кабель на место,
используя при этом новые паронитовые прокладки и силиконовый герметик.
37.5.7 Установить исправный электронный модуль на штатное место
в крепительную крышку.
Проверить зазор между полюсами оптического датчика и
ближайшей поверхностью стробдиска. Минимальный односторонний зазор должен быть
не менее 0,5 мм. В случае необходимости отрегулировать зазор для чего открутить
винты крепления стробдиска и ограничительной шайбы, снять ограничительную шайбу
и стробдиск после чего открутить винты крепления (фиксации) фланца. Вывинчивая
или ввинчивая фланец (один полный оборот фланца изменяет положение стробдиска
относительно поверхности излучающего оптического элемента датчика на 1,0 мм)
отрегулировать зазор, после чего совместить отверстия для установки фиксирующих
винтов во фланце с соответствующими резьбовыми отверстиями.
37.5.8 Заменить пружинные шайбы на новые и затянуть винты
крепления фланца до полного сжатия пружинных шайб.
37.5.9 Одеть стробдиск на посадочное место и установить
место ограничительную шайбу заменив при этом пружинные шайбы на новые и затянув
винты крепления ограничительной шайбы до полного сжатия пружинных шайб.
37.5.10 Подключить разъём присоединительного кабеля к
разъёму электронного модуля осевого датчика.
37.5.11 Выполнить операцию контроля работоспособности
осевого датчика ОДМ-3 для чего подключить ответный разъём присоединительного
кабеля к мобильному рабочему месту контроля осевых датчиков и прокручивая
стробдиск (резко придавая стробдиску вращательное движение и давая ему плавно
снижать обороты за счёт трения поверхности внутреннего диаметра стробдиска о
поверхность наружного установочного диаметра фланца) снять характеристики
осевого датчика по методике работы на мобильном рабочем месте контроля осевых
датчиков.
37.5.12 В случае соответствия характеристик осевого датчика
установленному допуску продолжить завершение ремонта для чего совместить
отверстия крепления стробдиска с соответствующими резьбовыми отверстиями во
фланце.
37.5.13 Завинтить специальные винты крепления стробдиска на
место, заменив при этом пружинные шайбы на новые и затянув винты крепления
стробдиска до полного сжатия пружинных шайб.
37.5.14 Законтрить проволокой винты крепления стробдиска.
Закрыть смотровую крышку.
38
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЯ ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ И
ЭЛЕКТРОВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ПАССАЖИРСКОГО ТИПА
38.1
Общие требования
38.1.1 Поступившие в ремонт воздухораспределители
пассажирского типа (далее — воздухораспределители) 292 и 292М с заводскими
пломбами, прослужившие 6 месяцев, (для воздухораспределителей 242 — 3,5 года)
со времени их изготовления, а также подлежащие постановке на вагон
отремонтированные воздухораспределители 292 и 292М, срок хранения которых
превышает 6 месяцев (для воздухораспределителей 242 — 1 год) со времени их
ремонта, подлежат повторному ремонту и испытанию на стенде.
38.1.2 Новые воздухораспределители 292 и 292М с заводскими
пломбами, срок эксплуатации или хранения которых не превышает 6 месяцев, а для
воздухораспределителей 242 срок хранения не превышает 1 год со времени их
изготовления, устанавливать на вагон необходимо только после испытания на
стенде.
При удовлетворительных результатах испытания на
воздухораспределители следует установить бирки с указанием клейма АКП и даты
испытания (число, месяц и две последние цифры года) с сохранением заводской
пломбы. В учетной книге, установленной формы, следует сделать запись об
испытании за подписью руководителя ремонтного подразделения или другого
должностного лица, на которое в соответствии с должностной инструкцией
возложены эти обязанности.
В случае отрицательных результатов испытания необходимо
составить и направить в установленном порядке заводу-изготовителю
акт-рекламацию.
38.1.3 Поступившие в ремонт электровоздухораспределители
пассажирского типа (далее — электровоздухораспределители) с заводскими
пломбами, прослужившие 6 месяцев со времени их изготовления, а также подлежащие
постановке на вагон новые с заводской пломбой, срок хранения которых не
превышает 6 месяцев со времени их изготовления, не имеющие наружных повреждений
и сильных загрязнений, должны быть испытаны на стенде без предварительной их
обмывки и ремонта.
При удовлетворительных результатах испытания на
электровоздухораспределители следует установить бирки с указанием клейма АКП и
даты испытания (число, месяц и две последние цифры года) с сохранением
заводской пломбы. В учетной книге, установленной формы, следует сделать запись
об испытании за подписью руководителя ремонтного подразделения или другого
должностного лица, на которое в соответствии с должностной инструкцией
возложены эти обязанности.
В случае отрицательных результатов испытания необходимо
составить и направить в установленном порядке заводу-изготовителю
акт-рекламацию.
38.1.4 Отремонтированные электровоздухораспределители, срок
хранения которых превышает 6 месяцев со времени их ремонта, устанавливать на
вагон следует только после их испытания на стенде. При удовлетворительных
результатах испытания на электровоздухораспределители следует установить бирки
с указанием клейма АКП и даты испытания (число, месяц и две последние цифры
года) с сохранением бирок, поставленных при ремонте. В учетной книге,
установленной формы, следует сделать запись об испытании за подписью
руководителя ремонтного подразделения или другого должностного лица, на которое
в соответствии с должностной инструкцией возложены эти обязанности.
38.1.5 Остальные поступившие в ремонт воздухораспределители
и электровоздухораспределители должны быть снаружи очищены.
Для очистки рекомендуется способ струйной обмывки горячей
водой (от 55 до 70 °С) под давлением в специальных моечных установках.
Не допускается применение для наружной очистки керосина,
бензина и других агрессивных веществ.
38.1.6 После обмывки воздухораспределитель или
электровоздухораспределитель необходимо разобрать, все узлы и детали протереть
технической салфеткой без ворса, дроссельные отверстия, перечень которых
приведен в таблицах 16 и 17, прочистить и продуть сжатым воздухом.
38.1.7 Ремонт воздухораспределителей 242, 292 и 292М,
электровоздухораспределителей 305 производится в соответствии с руководствами
по их ремонту.
При ремонте запрещается установка в приборы обезличенных
деталей и узлов — при сборке после ремонта в прибор должны устанавливаться
детали и узлы, которые стояли в нем до разборки, за исключением замененных
из-за истекшего срока службы, невозможности устранения неисправностей или в
результате проведения работ по модернизации прибора.
38.2
Ремонт и проверка воздухораспределителя 292
38.2.1 Детали воздухораспределителя следует осмотреть,
резиновые прокладки и уплотнения, проработавшие более установленного срока или
поврежденные, заменить новыми.
Втулку магистрального поршня следует проверить
индикатором-нутромером. При наличии овальности более 0,04 мм, конусности более
0,06 мм или задиров на поверхности втулки следует проверить разверткой с
последующей доводкой притиром и приработкой по месту. Воздухораспределитель,
имеющий втулку диаметром более 90,5 мм, необходимо заменить.
Обработка втулок разверткой в зависимости от износа по
диаметру производится по следующим ремонтным градациям (мм):
— I градация — 89,25;
— II градация — 89,50;
— III градация — 89,75.
Допуск на все градации должен быть равен +0,07 мм. В
соответствии с размерами втулок следует подобрать по диаметру кольца
магистрального поршня.
38.2.2 Зазор в замке кольца, вставленного во втулку
магистрального поршня, должен быть не более 1,5 мм, нового — не более 0,4 мм и
не менее 0,01 мм. Кольцо необходимо плотно пригнать по втулке и канавке поршня,
чтобы оно свободно перемещалось и полностью прилегало к рабочей поверхности
втулки.
38.2.3 Магистральный поршень с биением хвостовика штока
более 1 мм следует выправить. При разработке канавки под кольцо более 3,2 мм
поршень следует заменить.
38.2.4 Риски и местные износы на золотниках и втулках
следует вывести абразивными брусками с последующей доводкой и притиркой по
месту. При отсутствии рисок и местных износов детали следует притереть по
месту.
38.2.5 Переключательную пробку и золотники необходимо
притереть к соответствующим втулкам. При сборке притертые поверхности втулок и
золотников, а также посадочные поверхности клапанов следует смазать смазкой
ЖТ-79Л или ПЛАСМА-Т5.
(Измененная редакция. Изм. 5-2013)
38.2.6 Дроссельные отверстия и воздушные каналы в деталях
(таблица 16) необходимо прочистить и
продуть сжатым воздухом.
38.2.7 Проверка плотности кольца
магистрального поршня в сборе с золотниками производится на специальном
приспособлении. Кольцо следует не смазывать, а втулку необходимо смазать тонким
слоем смазки ЖТ-79Л или ПЛАСМА-Т5. При проверке поршень следует устанавливать
поочередно в крайнее отпускное положение, но с перекрытием питательного
отверстия, в среднее положение и крайнее тормозное положение на расстоянии 3 мм
от прокладки.
Если снижение давления в резервуаре объемом 8 л в каждом из
трех положений не превышает 0,1 МПа (1 кгс/см2) (измеряется с 0,5 до
0,4 МПа (с 5 до 4 кгс/см2) в течение 70 с, то плотность поршня
считается удовлетворительной.
Поршень с золотниками должен перемещаться во втулке под
усилием не более 6 кгс.
(Измененная редакция. Изм. 5-2013)
38.2.8 Проверка плотности
переключательной пробки воздухораспределителя производится при давлении не
менее 0,6 МПа (6 кгс/см2) методом обмыливания в положениях «К», «Д»
и «УВ». При этом между корпусом и втулкой пропуск воздуха не допускается, а
между втулкой и пробкой допускается образование мыльного пузыря,
удерживающегося не менее 10 с. Одновременно необходимо проверить открытие
каналов переключательной пробки при всех ее положениях.
Таблица 16 — Размеры отверстий в деталях
воздухораспределителей 292 и 292М
|
Местоположение |
Диаметр |
Число отверстий |
|
Поршень 292.322 ускорительной части |
Ø |
1 |
|
Пробка переключательная 292.116 |
Ø |
2 |
|
Ø |
2 |
|
|
Ø |
1 |
|
|
Ниппель атмосферный 292.151 |
Ø |
2 |
|
Главный золотник 292.014 |
Ø |
1 |
|
Ø |
1 |
|
|
Ø |
1 |
|
|
канал Ø 3,5 + 0,16 |
2 |
|
|
Магистральный поршень 292.015 |
Ø |
1 |
|
Втулка поршневая в корпусе магистральной |
Ø |
3 |
|
Втулка поршневая в корпусе магистральной (воздухораспределитель 292М) |
Ø |
1 |
|
Ø |
4 |
38.3
Ремонт и проверка воздухораспределителя 292М
38.3.1 Все детали воздухораспределителя следует очистить,
протереть ветошью без ворса, осмотреть. Неисправные детали необходимо заменить
или отремонтировать.
38.3.2 Резиновые прокладки и уплотнения, проработавшие более
установленного срока или поврежденные, необходимо заменить новыми.
При этом следует обратить внимание на состояние рабочих
кромок манжеты магистрального поршня, а также манжет переключательной пробки.
Не допускаются забоины, вмятины и риски на рабочих
поверхностях деталей, уплотненных манжетами, а также на седлах клапанов.
38.3.3 Риски и местные износы на золотниках и втулках
следует вывести абразивными брусками с последующей доводкой и притиркой по
месту. При отсутствии рисок и местных износов детали необходимо притереть по
месту. При сборке притертые поверхности втулок и золотников, а также посадочные
поверхности клапанов следует смазать смазкой ЖТ-79Л или ПЛАСМА-Т5.
(Измененная редакция. Изм. 5-2013)
38.3.4 Дроссельные отверстия, воздушные каналы в деталях
(таблица 16) следует прочистить и продуть сжатым воздухом. Размеры входных и выходных
отверстий каналов, дроссельные отверстия деталей воздухораспределителя следует
проверить калибрами.
38.3.5 Разжимное кольцо манжеты магистрального поршня
следует проверить. Зазор между торцами кольца должен быть (10 + 2) мм. После
троекратного обжатия кольца до соприкосновения торцов у него не должно быть
остаточной деформации.
38.3.6 Проверить плотность манжет магистрального поршня и
переключательной пробки в соответствии с пунктами 38.2.7 и 38.2.8.
38.3.7 Переключательную пробку необходимо вставлять в
корпус, используя специальную оправку (рисунок 24).

Рисунок 24 — Оправка для монтажа переключательной пробки в
корпусе воздухораспределителя 292М
38.4.
Ремонт и проверка электровоздухораспределителя 305
38.4.1 После разборки корпуса электрической части все детали
следует тщательно осмотреть, очистить и продуть сжатым воздухом. Просроченные и
имеющие повреждения резиновые уплотнения следует заменить новыми. Дроссельные
отверстия, диаметр которых должен быть в седле отпускного клапана (2 + 0,12)
мм, в седле тормозного клапана (1,8 + 0,12) мм, следует прочистить, продуть
сжатым воздухом и проверить калибрами.
38.4.2 Металлические мембраны не должны иметь прогиба от
регулировочного винта вентиля. При ослаблении клапана отпускного вентиля седло
необходимо развальцевать и припаять к мембране оловом.
38.4.3 Исправность обмоток катушек электромагнитных вентилей
и выводных проводов следует определять по величине сопротивления. Сопротивление
катушек должно быть (370 ± 50) Ом при температуре (20 ± 5) °С после выдержки
при этой температуре не менее 1 часа. Сопротивление изоляции проводов катушек
от корпуса необходимо проверить мегаомметром напряжением 1000 В, которое должно
быть не менее 1 МОм.
При обнаружении отколов, отпайки выводных концов и других
неисправностей, а также в случае провертывания катушки вокруг сердечника
электромагнита вентиль следует разобрать и отремонтировать.
38.4.4 Сопротивление диода необходимо проверить тестером в
прямом и обратном направлениях. Соотношение сопротивлений в прямом и обратном
направлениях должно быть не менее 1:200.
38.4.5 После устранения всех неисправностей следует собрать
электрическую часть. Перед сборкой все детали и каналы корпуса необходимо
продуть сжатым воздухом. При сборке следует проверить размер (8,5 + 0,2) мм в
якоре отпускного вентиля (рисунок 25).
Этот размер допускается регулировать металлическими шайбами толщиной 0,1 мм с
отверстием диаметром не более 5 мм, подкладываемыми под клапан. В соответствии
с этим должен быть выдержан размер (9 — 0,1) мм между мембраной 1 (рисунок 26) и торцом седла 2 отпускного клапана.
38.4.6 Выводные концы диода и катушек необходимо
присоединять к контактным зажимам планки электрической части по схеме,
приведенной на рисунке 27, в
соответствии с маркировкой на корпусе.
38.4.7 Собранную электрическую часть необходимо
отрегулировать и проверить на приспособлении. При этом следует проверить:
— плотность отпускного и тормозного клапанов (пропуск
воздуха не допускается);
— напряжение, при котором происходит притяжение и отпадание
якорей электромагнитных вентилей.
В момент притяжения якорей напряжение на катушках должно
быть не более 30 В, в момент отпадания — не менее 10 В. Для
электровоздухораспределителей с раздельным возбуждением вентилей напряжение
притяжения должно быть не более 35 В. При несоответствии напряжений этим
величинам следует отрегулировать магнитную систему, регулировку необходимо
производить регулировочными винтами с последующей их фиксацией. В первую
очередь следует регулировать отпускной вентиль, а затем тормозной. Напряжение
срабатывания тормозного клапана должно быть не более 30 В, момент срабатывания
фиксируется появлением давления в рабочей камере. Напряжение отпадания
отпускного клапана должно быть не ниже 10 В, что фиксируется по началу падения
давления в рабочей камере. При регулировке отпускного клапана допускается
установка паронитовой прокладки с последующей регулировкой отпускного и
тормозного вентиля.
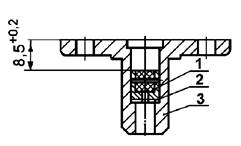
1 — клапан; 2 — регулировочная шайба; 3 — якорь
Рисунок 25 — Якорь отпускного вентиля

1 — мембрана; 2 — седло клапана
Рисунок 26 — Мембрана и седло отпускного вентиля
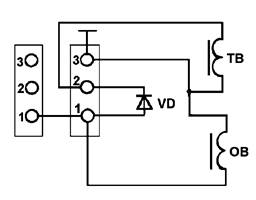
1 — 3 — контактные зажимы; VD — диод; ТВ — катушка
тормозного вентиля; ОВ — катушка отпускного вентиля
Рисунок 27 — Монтажная схема электрической части
электровоздухораспределителя
38.4.8 В отпускном вентиле зазор от верха якоря до
поверхности соприкосновения корпуса с мембраной должен быть в пределах 1,1 —
1,4 мм. В тормозном вентиле ход клапана должен составлять 0,8 — 1,6 мм.
38.4.9 Необходимо зачистить рабочие поверхности пружинных
контактов на изоляционной колодке, проверить высоту контактов, которая должна
составлять (8 ± 1) мм. При обнаружении сдвига контактов их следует закрепить, у
просевших контактов следует заменить или подогнуть пружины.
38.4.10 Корпус пневматического реле необходимо очистить
внутри, каналы продуть сжатым воздухом и протереть. Нижнюю крышку, тормозной
клапан и пружину необходимо очистить и протереть. Все детали следует тщательно
осмотреть.
38.4.11 Резиновую диафрагму пневматического реле следует
заменить при наличии остаточного прогиба более 3 мм, порезов и расслоений, а
также по истечении установленного срока службы независимо от состояния.
38.4.12 При наличии порезов или вмятин глубиной более 0,3 мм
резиновые уплотнения необходимо заменить. Резиновую манжету при неисправности
или при истекшем сроке ее годности независимо от состояния следует заменить
новой.
38.4.13 После устранения всех неисправностей пневматическое
реле необходимо собрать и испытать на приспособлении. При этом следует
проверить плотность манжеты и чувствительность реле при торможении. В собранном
реле следует проверить ход диафрагмы и клапана вниз от исходного положения,
который должен быть не менее 2,5 мм.
38.4.14 У переключательного клапана все детали следует
тщательно осмотреть. Резиновые детали с порезами или вмятинами, нарушающими
работоспособность клапана, необходимо заменить.
38.4.15 После устранения неисправности переключательный
клапан необходимо собрать. При сборке все трущиеся поверхности деталей следует
смазать.
38.4.16 Необходимо проверить действие переключательного
клапана на специальном приспособлении или на стенде, контролируя:
— переключение клапана при переходе с электрического
управления тормозом на пневматическое и обратно;
— плотность соединения крышек с корпусом при электрическом и
пневматическом управлении. При обмыливании образование мыльных пузырей в
соединении не допускается;
— плотность переключательного клапана в обоих положениях.
При электрическом управлении и давлении в тормозном цилиндре 0,5 кгс/см2
[0,05 МПа] следует обмылить отверстие для сообщения с воздухораспределителем, а
при пневматическом — с электровоздухораспределителем. Допускается образование
мыльного пузыря удерживающегося не менее 5 с.
Разрешается проверять плотность крышек и клапана в обоих
положениях по падению давления в корпусе после зарядки его до давления 0,35 МПа
(3,5 кгс/см2). Снижение давления допускается не более чем на 0,02
МПа (0,2 кгс/см2) за 1 мин.
38.5
Ремонт и проверка воздухораспределителей 242
38.5.1 Все детали воздухораспределителя следует очистить,
протереть ветошью без ворса, осмотреть. Неисправные детали необходимо заменить
или отремонтировать.
38.5.2 Резиновые прокладки и уплотнения, проработавшие более
установленного срока или поврежденные, необходимо заменить новыми. При этом
следует обратить внимание на состояние рабочих кромок манжеты магистрального
поршня. Не допускаются забоины, вмятины и риски на рабочих поверхностях
деталей, уплотненных манжетами, а также на седлах клапанов.
38.5.3 Дроссельные отверстия, воздушные каналы в деталях
(таблица 17) следует прочистить и
продуть сжатым воздухом. Размеры входных и выходных отверстий каналов,
дроссельные отверстия деталей воздухораспределителя следует проверить
калибрами.
38.5.4 Разжимное кольцо манжеты магистрального поршня
следует проверить. Зазор между торцами кольца должен быть (10 + 2) мм. После
троекратного обжатия кольца до соприкосновения торцов у него не должно быть
остаточной деформации.
38.5.5 Проверка плотности кольца магистрального поршня
производится на специальном приспособлении. Кольцо следует не смазывать, а
втулку необходимо смазать тонким слоем смазки ЖТ-79Л или ПЛАСМА-Т5. При
проверке поршень следует устанавливать поочередно в крайнее отпускное
положение, но с перекрытием питательного отверстия, в среднее положение и
крайнее тормозное положение на расстоянии 3 мм от прокладки.
Если снижение давления в резервуаре объемом 8 л в каждом из
трех положений не превышает 0,1 МПа (1 кгс/см2) (измеряется с 0,5 до
0,4 МПа (с 5 до 4 кгс/см2) в течение 70 с, то плотность поршня
считается удовлетворительной.
(Измененная редакция. Изм. 5-2013, 1-2015)
Таблица 17 — Размеры отверстий в деталях
воздухораспределителей 242.
|
Местоположение |
Диаметр |
Число отверстий |
|
Дроссель 242.054 Заглушки 242.210 в |
Ø |
1 |
|
Поршень в ускорителе 242.250 |
Ø |
4 |
|
Ø |
2 |
|
|
Клапан 242.240 в ускорителе (воздухораспределитель |
Ø |
4 |
|
Клапан 242.280 в переключателе |
Ø |
1 |
|
Седло 242.056 в переключателе |
Ø |
1 |
|
Питательный клапан и дополнительной |
Ø |
1 |
|
Втулка 242.021 органа дополнительной |
Ø |
8 |
|
Поршень 242.080, 242.080-1 органа |
Ø |
12 |
38.6
Порядок приемки отремонтированных воздухораспределителей и
электровоздухораспределителей
38.6.1 Каждый воздухораспределитель и электровоздухораспределитель
после ремонта и проверки действия отдельных узлов на специальных
приспособлениях должен быть испытан.
Испытание воздухораспределителей и
электровоздухораспределителей на стенде унифицированной конструкции
производится в соответствии с разделом 39.
Испытательный стенд, схема которого отличается от схемы
стенда унифицированной конструкции, должен быть допущен к применению в АКП в
установленном порядке, а испытание на нем производится в соответствии с
руководством по эксплуатации этого стенда.
Проведение испытаний на стенде с регистрацией параметров при
выключенных регистрирующих устройствах запрещается.
38.6.2 Результаты испытания воздухораспределителей и электровоздухораспределителей
должны быть отражены в учетной книге, установленной формы, за подписью
руководителя ремонтного подразделения или другого должностного лица, на которое
в соответствии с должностной инструкцией возложены эти обязанности, с указанием
даты приемки приборов.
При испытании на стенде с регистрацией параметров результаты
испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной
формы, необходимо записывать дату испытания, тип и номер принятого
воздухораспределителя и электровоздухораспределителя с росписью исполнителя
ремонта и руководителя ремонтного подразделения или другого должностного лица,
на которое в соответствии с должностной инструкцией возложены эти обязанности.
38.6.3 На каждом отремонтированном и принятом
воздухораспределителе и электровоздухораспределителе должна стоять пломба и
бирка, а на переключательном клапане бирка. На бирке должны быть нанесены
клеймо АКП и дата ремонта (число, месяц и две последние цифры года), на пломбе
— клеймо АКП.
39 ИСПЫТАНИЕ
ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ И ЭЛЕКТРОВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ПАССАЖИРСКОГО ТИПА НА
СТЕНДЕ УНИФИЦИРОВАННОЙ КОНСТРУКЦИИ
39.1
Характеристика стенда
39.1.1 Стенд должен быть установлен в закрытом сухом
помещении, в котором поддерживается нормальная температура и освещенность для
проведения испытаний.
39.1.2 Стенд необходимо подключить к напорной магистрали с
давлением сжатого воздуха не ниже 0,6 МПа (6 кгс/см2) и электросети
с напряжением 220 В и частотой тока 50 Гц. Если в имеющейся воздухопроводной
магистрали нет стационарных влагоотделителей, то стенд следует подключить к
магистрали через влагоотделитель любой конструкции.
39.1.3 Стенд должен иметь (рисунок 28):
— магистральный резервуар 11 объемом 55 л;
— запасный 1 резервуар объемом 78 л;
— рабочую камеру 15 объемом 1,5 л (объемы резервуаров и
рабочей камеры даны с учетом объема подводящих труб);
— тормозной цилиндр 16 диаметром 356 мм (14″) с выходом
штока 150 мм, оборудованный выпускным краном (клапаном) с отверстием диаметром
1 мм (разрешается заменять тормозной цилиндр резервуаром объемом 20 л —
тормозной резервуар);
— кран машиниста 5 с контроллером или заменяющее его
устройство;
— блок электропитания 18, позволяющий изменять рабочее
напряжение от 0 до 50 В постоянного тока;
— привалочные фланцы 13 и 14;
— разобщительные краны или клапаны, в том числе с
дроссельными отверстиями 6, 7, 8, 9, 12 для обеспечения необходимого темпа
изменения давления в магистральном резервуаре и 19 — для проверки крана
машиниста или заменяющего его устройства;
— фильтр 4 (145-2) для очистки воздуха на входе стенда;
— контрольно-измерительные приборы 2 (манометры) класса
точности не ниже 0,6 и пределом измерения до 1 МПа (10 кгс/см2)];
— водоспускные краны 10 на всех резервуарах; прижимы для
испытываемых тормозных приборов;
— трубопровод.
39.1.4 Стенд должен обеспечивать в
магистральном резервуаре:
— зарядное давление (0,5 + 0,02) МПа [(5,0 + 0,2) кгс/см2];
— все режимы изменения давления, задаваемые краном машиниста
или заменяющим его устройством;
— снижение давления с 0,5 до 0,45 МПа [с 5,0 до 4,5 кгс/см2]
в течение 75 — 80 с (темп проверки мягкости действия) через отверстие 9
диаметром 0,9 мм (с установленным воздухораспределителем);
— снижение давления с 0,5 до 0,4 МПа (с 5 до 4 кгс/см2)
в течение 2,5 — 3 с (темп служебного торможения) через отверстие 7 диаметром 5
мм;
— снижение давления темпом 0,08 МПа [0,8 кгс/см2]
за 1 с через отверстие 8 диаметром 8 мм;
— повышение давления с 0,45 до 0,46 МПа [с 4,5 до 4,6 кгс/см2]в
течение 10 — 15 с через отверстие 6 диаметром 0,8 мм.
Диаметры дроссельных отверстий на каждом конкретном стенде
должны быть откорректированы для обеспечения заданных темпов.
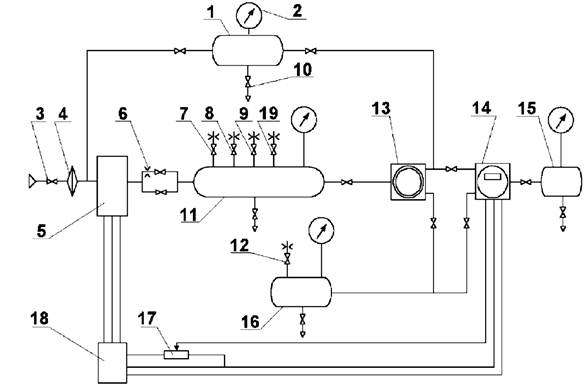
1 — запасный резервуар; 2 — манометр; 3 — разобщительный
кран; 4 — фильтр;
5 — блок крана машиниста или заменяющее устройство;
6, 7, 8, 9, 12, 19 — дроссельные отверстия диаметром соответственно 0,8; 5; 8;
0,9; 1 и 2 мм;
10 — водоспускной кран; 11 — магистральный резервуар; 13, 14 — привалочные
фланцы
соответственно для воздухораспределителя и электровоздухораспределителя;
15 — рабочая камера; 16 — тормозной резервуар; 17 — реостат; 18 — блок
электропитания.
Рисунок 28 Принципиальная схема стенда для испытания
воздухораспределителей
и электровоздухораспределителей пассажирских вагонов
39.1.5 Осмотр и ремонт стенда
производятся через каждые 3 месяца. Результаты осмотра и ремонта следует
записывать в учетной книге установленной формы.
Для проверки плотности составных частей стенда, работающих
под давлением сжатого воздуха, стенд необходимо подключить к воздушной напорной
магистрали с давлением не ниже 0,6 МПа [6 кгс/см2]. На привалочные
фланцы 13 и 14 следует установить испытанные исправные тормозные приборы, стенд
зарядить до давления (0,6+0,05) МПа [(6,0+0,5) кгс/см2] и после
полного служебного торможения отключить все резервуары. В соответствии с
нормами плотности допускается следующее падение давления:
— в тормозном цилиндре — 0,01 МПа (0,1 кгс/см2)
за 3 мин; допустимое давление не выше 0,45 МПа (4,5 кгс/см2);
— в тормозном 16, запасном 1 и магистральном 11 резервуарах
и соединениях — 0,01 МПа (0,1 кгс/см2) за 5 мин.
В рабочей камере 15 падение давления за время испытания не
допускается.
39.1.6 При проверке стенда перед началом работы каждой смены
необходимо:
— проверить темп изменения давления в магистральном
резервуаре 11 в соответствии с требованиями пункта 39.1.4;
— проверить плотность рабочей камеры 15 в соответствии с
пунктом 39.1.5;
— продуть все резервуары через водоспускные краны 10.
39.1.7 Все выпускные отверстия стенда для снижения шума
должны быть соединены с общим трубопроводом, выведенным из помещения АКП
наружу.
39.2
Методика испытания воздухораспределителей 242, 292 и 292М
39.2.1 Проверить время зарядки запасного резервуара. При
зарядном давлении в магистральном резервуаре зарядить запасный резервуар с
начального давления 0,38 МПа (3,8 кгс/см2). При этом повышение
давления с 0,4 до 0,45 МПа (с 4,0 до 4,5 кгс/см2) должно произойти
за время от 15 до 25 с.
39.2.2 Проверить плотность золотников у
воздухораспределителей 292 и 292М и седла клапана экстренного торможения. При
проверке плотности обмыливанием атмосферных отверстий отключить воздухораспределитель
в зарядном положении от тормозного цилиндра. Допускается образование воздушного
пузыря, удерживающегося не менее 5 с.
Разрешается проверять плотность по падению давления в
золотниковой камере при наличии манометра на канале золотниковой камеры
испытательного стенда. При этом отключить воздухораспределитель в зарядном
положении от тормозного цилиндра, запасного и магистрального резервуаров.
Падение давления за 60 с допускается не более чем на 0,02 МПа (0,2 кгс/см2).
39.2.3 Проверить действие воздухораспределителя при ступени
торможения. Снизить давление в магистральном резервуаре на 0,03 МПа (0,3 кгс/см2).
Образовавшееся в тормозном цилиндре давление, не менее 0,04 МПа (0,4 кгс/см2),
не должно изменяться в течение 1 мин более чем на ±0,01 МПа (±0,1 кгс/см2).
После этого произвести дополнительное снижение давления в
магистральном резервуаре на 0,03 МПа (0,3 кгс/см2). Затем медленным
темпом через отверстие диаметром 0,8 мм зарядить магистральный резервуар.
Полный отпуск со снижением давления в тормозном цилиндре ниже 0,04 МПа (0,4
кгс/см2), а в тормозном резервуаре ниже 0,05 МПа (0,5 кгс/см2)
для короткосоставного режима должен произойти не более чем за 70 с.
39.2.4 Проверить действие воздухораспределителя при
служебном и экстренном торможении.
Для воздухораспределителя 242 при снижении давления в
магистральном резервуаре с зарядного давления до 0,4 МПа (4,0 кгс/см2)
через отверстие диаметром 5 мм ускоритель экстренного торможения не должен
срабатывать.
Для воздухораспределителя 292 при снижении давления
магистральном резервуаре с зарядного давления до 0,35 МПа (3,5 кгс/см2)
через отверстие диаметром 5 мм ускоритель экстренного торможения не должен
срабатывать.
При снижении давления в магистральном резервуаре с зарядного
давления до 0,35 МПа (3,5 кгс/см2) через отверстие диаметром 8 мм
ускоритель должен срабатывать на экстренное торможение, при этом время
наполнения тормозного цилиндра или тормозного резервуара от начала торможения
до давления 0,35 МПа (3,5 кгс/см2) должно быть от 5 до 8 с для
короткосоставного режима и от 10 до 16 с — для длинносоставного.
(Измененная редакция. Изм. 5-2013)
39.2.5 Проверить время отпуска тормоза после экстренного
торможения. Время от начала выпуска воздуха из тормозного цилиндра до
установления давления в нем 0,04 МПа (0,4 кгс/см2), а для тормозного
резервуара — 0,05 МПа (0,5 кгс/см2) должно быть от 9 до 13 с для
короткосоставного режима и от 19 до 27 с — для длинносоставного. Начало отпуска
должно произойти при повышении давления в магистрали не более чем на 0,02 МПа
(0,2 кгс/см2) по отношению к давлению в запасном резервуаре.
39.2.6 Проверить мягкость действия воздухораспределителя.
После полной зарядки запасного резервуара снизить давление в магистральном
резервуаре через отверстие диаметром 0,9 мм с зарядного до 0,45 МПа (4,5 кгс/см2).
При этом воздухораспределитель не должен прийти в действие.
39.3
Методика испытания электровоздухораспределителя 305
39.3.1 Проверить плотность соединений и манжеты хвостовика
питательного клапана. Проверка производится при зарядном давлении в
магистральном резервуаре. При проверке плотности манжеты обмыливанием
атмосферных отверстий корпуса пневматического реле допускается образование
пузырей, удерживающихся не менее 5 с.
Допускается проверять плотность соединений манжеты и
отпускного клапана пневматического реле по падению давления в рабочей камере.
Для этого электровоздухораспределитель включить на торможение и через 5 — 7 с
отключить от запасного резервуара. Снижение давления за 1 мин допускается не
более чем на 0,02 МПа (0,2 кгс/см2).
39.3.2 Проверить чувствительность
электровоздухораспределителя на торможение. Произвести малые ступени
торможения. Первая ступень должна соответствовать давлению в тормозном цилиндре
(тормозном резервуаре) не более 0,5 кгс/см , при последующих ступенях давление
в тормозном цилиндре должно увеличиваться не более чем на 0,03 МПа (0,3 кгс/см2).
Проверка производится при напряжении на электромагнитных вентилях 50 В.
39.3.3 Проверить чувствительность
электровоздухораспределителя на питание тормозного цилиндра (резервуара) и
плотность клапанов тормозного и отпускного вентилей. Произвести ступень
торможения до давления в тормозном цилиндре (резервуаре) (0,25 + 0,05) МПа
[(2,5 + 0,5) кгс/см2], при этом в течение 1 мин изменение давления в
рабочей камере допускается не более ±0,02 МПа (±0,2 кгс/см2).
Создать утечку из тормозного цилиндра (резервуара) через отверстие диаметром 1
мм, при этом электровоздухораспределитель должен поддерживать давление в
тормозном цилиндре (резервуаре) с колебаниями не более ±0,02 МПа (±0,2 кгс/см2)
в течение 1 мин. Проверка производится при напряжении на электромагнитных
вентилях 50 В.
39.3.4 Проверить чувствительность электровоздухораспределителя
на отпуск. При давлении в тормозном цилиндре (резервуаре) (0,25 + 0,05) МПа
[(2,5 + 0,5) кгс/см2] производится отпуск тормоза малыми ступенями.
Первая ступень должна соответствовать снижению давления в тормозном цилиндре
(резервуаре) не более 0,5 МПа (0,5 кгс/см2), последующие ступени —
не более 0,03 МПа (0,3 кгс/см2). Проверка производится при
напряжении на электромагнитных вентилях 50 В.
39.3.5 При зарядном давлении в магистральном резервуаре
проверить время наполнения тормозного цилиндра до давления 0,3 МПа (3 кгс/см2),
которое должно быть (3 ± 0,5) с. Время отпуска при снижении давления с 0,3 до
0,04 МПа (с 3,0 до 0,4 кгс/см2) в тормозном цилиндре, с 0,3 до 0,05
МПа (с 3,0 до 0,5 кгс/см2) в тормозном резервуаре, должно быть (4,5
± 1) с. Проверка производится при напряжении на электромагнитных вентилях 50 В.
39.3.6 Проверить срабатывание клапанов электромагнитных
вентилей. При подаче на обмотки напряжения 30 В клапан тормозного вентиля
должен открыться, клапан отпускного вентиля — закрыться, при этом давление в
рабочей камере и тормозном цилиндре (резервуаре) должно повыситься.
После уменьшения напряжения до 10 В клапан тормозного
вентиля должен закрыться, а клапан отпускного вентиля — открыться, при этом
давление в рабочей камере и тормозном цилиндре должно снизиться до нуля.
39.3.7 Проверить действие переключательного клапана на
специальном приспособлении или на стенде, контролируя:
— переключение клапана при переходе с электрического
управления тормозом на пневматическое и обратно;
— плотность соединения крышек с корпусом при электрическом и
пневматическом управлении, образование мыльных пузырей в соединении не
допускается;
— плотность переключательного клапана в обоих его
положениях, для чего при подаче сжатого воздуха в канал к воздухораспределителю
обмылить выходное отверстие канала к электровоздухораспределителю и наоборот,
при подаче сжатого воздуха в канал к электровоздухораспределителю обмылить
выходное отверстие канала к воздухораспределителю. Допускается образование воздушного
пузыря, удерживающегося не менее 5 с.
Разрешается проверять плотность крышек и клапана в обоих
положениях по падению давления в корпусе после зарядки его до давления 0,35 МПа
(3,5 кгс/см2), снижение давления допускается не более чем на 0,02
МПа (0,2 кгс/см2) за 1 мин.
40
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ ДИСКОВОГО ТОРМОЗА
40.1 Тормозной блок, снятый с тележки, очистить от
загрязнений и разобрать.
40.2 Тормозные цилиндры со встроенными регуляторами 670А и
670А-1 ремонтировать в соответствии с разделом 26.
40.3 Соединительные рукава РВД20 ремонтировать в
соответствии с разделом 29.
40.4 Трещины в сварных швах и в основном металле корпуса
тормозного блока не допускаются.
40.5 Тормозные диски должны быть подвергнуты неразрушаемому
контролю.
40.6 Износ стальных тормозных дисков по рабочим
поверхностям, замеренный в четырех диаметрально противоположных местах, более 5
мм на сторону не допускается.
40.7 Проворот упругих раздельных втулок в отверстиях венца и
ступицы не допускается.
40.8 Излом, трещины и потеря упругости тарельчатых пружин,
устанавливаемых под головки болтов и гаек, не допускается.
40.9 Приставные кольца, имеющие трещины или излом заменить.
40.10 При креплении тормозного диска на ступице затяжку гаек
производить моментом 40 НМ. Поставить новые шплинты.
40.11 Клещевой механизм разобрать. Поступившие в ремонт узлы
и детали клещевого механизма должны быть очищены от грязи и старой смазки.
Рычаги, затяжки, башмаки подвески, имеющие трещины, ремонту не подлежат.
40.12 Валики, изношенные по диаметру более, чем на 0,25 мм,
заменить.
Втулки клещевого механизма, имеющие выкрашивание, трещины и
изношенные по диаметру более чем на 0,25 мм, заменить.
При капитальных ремонтах износ по диаметру валиков и втулок
клещевого механизма не допускается.
40.13 При сборке клещевого механизма болты и шарнирные
соединения смазывать осевым маслом, на валики устанавливать типовые шайбы и
новые шплинты. Повторно использовать шплинты не разрешается.
40.14 Резьбу на концах болтов в клещевом механизме в диске
перед установкой проверить калибрами. При наличии зазора по диаметру трех
поврежденных или сорванных ниток резьбу не восстанавливать, болты заменить.
40.15 Воздухопровод дискового тормоза, расположенный на
тележке, осмотреть, и продуть сжатым воздухом давлением 0,6 — 0,65 МПа (6,0 —
6,5 кгс/см2).
41
ИСПЫТАНИЕ ДИСКОВОГО ТОРМОЗА
41.1
Характеристика установки
41.1.1 Принципиальная схема установки должна соответствовать
схеме, приведенной на рисунке 29.
41.1.2 Установка должна иметь:
— разобщительный кран 2 с атмосферным отверстием;
— манометр 3 с пределом измерения 0,6 МПа (6,0 кгс/см2)
класса точности не ниже 0,6;
— шланг 4 для подключения к воздухопроводу 5 дискового
тормоза.
41.1.3 Установка должна быть расположена в закрытом
помещении и подключена к воздухопроводной магистрали с давлением сжатого
воздуха (0,5 + 0,02) МПа [(5,0 + 0,2) кгс/см2] через влагоотделитель
1 любой конструкции.
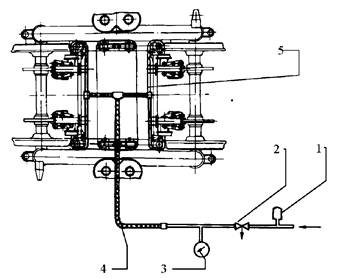
1 — влагоотделитель; 2 — разобщительный кран с
атмосферным
отверстием; 3 — манометр; 4 — шланг, 5 — воздухопровод на тележке
Рисунок 29 — Схема установки для испытаний дискового тормоза
41.2
Методика испытания
41.2.1 Проверить герметичность соединений воздухопровода.
Подать в воздухопровод сжатый воздух давлением (0,5 + 0,02) МПа [(5,0 + 0,2)
кгс/см2]. Закрыть разобщительный кран воздухопровода. Падение
давления в воздухопроводе дискового тормоза в течение 5 мин должно быть не
более 0,01 МПа [0,1 кгс/см2].
41.2.2 Проверить действие дискового тормоза. Подать сжатый
воздух давлением (0,4 + 0,02) МПа [(4,0 ± 0,2) кгс/см2] в
воздухопровод дискового тормоза. Накладки должны плотно прилегать к дискам.
Выход тормозной накладки за рабочую поверхность тормозного диска не
допускается. При выпуске воздуха накладки должны равномерно отходить от
поверхности диска. Суммарный зазор между диском и накладками должен быть не
более 6 мм.
42 РЕГУЛИРОВКА ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ
ПАССАЖИРСКИХ ВАГОНОВ
42.1 Регулировка тормозной рычажной передачи производится
после сборки механической части тормоза, расположенной на раме вагона, и
соединения ее с тормозными рычажными передачами тележек, подкатанных под вагон.
Перед установкой на вагон регулятора тормозной рычажной
передачи его регулирующий винт должен быть вывернут так, чтобы размер «а»
(расстояние от торца муфты защитной трубы до присоединительной резьбы на винте)
был не менее 400 мм (рисунок 12).
42.2 Упор стержневого привода следует установить на
расстоянии не менее 160 мм от корпуса регулятора при чугунных тормозных
колодках и не менее 200 мм — при композиционных тормозных колодках.
42.3 Необходимо проверить правильность регулировки
тормозной рычажной передачи тележки (рисунок 19):
проконтролировать размер «У» (расстояние между головкой тяги и кронштейном
подвески затяжки рычагов внутренней колесной пары) при новых тормозных колодках,
прижатых к колесам при полном служебном торможении, который должен быть не
менее 120 мм.
При регулировке тормозной рычажной передачи тележки разность
чисел неиспользованных отверстий внутренней (В) и наружной (Н) головок тяги должна
быть минимальной. При этом больший запас должен быть во внутренней головке (В)
тяги тележки.
При меньшем значении размера «У» допускается перерегулировка
тормозной рычажной передачи тележки за счет изменения размера «Т» (расстояния
между валиками соединения тяги с вертикальными рычагами).
42.4 Тормозную рычажную передачу на вагоне следует
регулировать так, чтобы в отпущенном состоянии тормоза ведущий горизонтальный
рычаг (горизонтальный рычаг со стороны штока тормозного цилиндра) имел наклон в
сторону тележки (рисунок 30). При этом расстояние от оси шарнира соединения
этого рычага с регулятором до перпендикуляра, восстановленного от оси
шарнирного соединения рычага со штоком тормозного цилиндра к продольной оси
вагона, не должно превышать 60 мм.
Наклон рычага необходимо регулировать стяжной муфтой,
установленной в тыловой тяге и перестановкой валиков на тягах с последующей
регулировкой размера «а» и повторной проверкой выхода штока тормозного цилиндра
при полном служебном торможении. Выход штока тормозного цилиндра при полном
служебном торможении должен быть установлен в пределах, приведенных в таблице 12.
Укорачивать тормозные тяги запрещается.

Рисунок 30
42.5 Для поддержания выхода штока тормозного цилиндра в
указанных пределах необходимо установить размер «А». Для этого производится
полное служебное торможение, после чего упор привода следует подвести к корпусу
регулятора вплотную и закрепить его на стержне. Затем следует отпустить тормоз,
при этом размер «А», ориентировочные величины которого приведены в таблице 18, устанавливается автоматически.
42.6 Запас резьбы винта ручного тормоза в заторможенном
состоянии должен быть не менее 75 мм.
42.7 У отрегулированной тормозной рычажной передачи
необходимо проверить регулятор на стягивание тормозной рычажной передачи. Для
этого следует измерить размер «а» регулятора, вращением корпуса регулятора
распустить тормозную рычажную передачу, произвести полное служебное торможение,
затем отпустить тормоз и проконтролировать размер «а» — он должен сократиться
на 5 — 11 мм у регуляторов 574Б и РТРП-300 и на 7 — 20 мм у регуляторов
РТРП-675 и РТРП-675-М.
После проверки обратным вращением корпуса регулятора
необходимо стянуть тормозную рычажную передачу до первоначального размера «а».
Таблица 18 — Ориентировочные установочные
размеры привода регулятора тормозной рычажной передачи на пассажирских вагонах
|
Тара |
Тип |
Размер |
|
|
рычажный |
стержневой привод |
||
|
От 42 до 47 т |
Композиционные |
25 |
140 |
|
Чугунные |
50 |
130 |
|
|
От 48 до 52 т |
Композиционные |
25 |
120 |
|
Чугунные |
50 |
90 |
|
|
От 53 до 65 т |
Композиционные |
25 |
100 |
|
Чугунные |
50 |
90 |
43 ПРИЕМКА ТОРМОЗНОГО ОБОРУДОВАНИЯ НА
ПАССАЖИРСКИХ ВАГОНАХ
43.1 У отремонтированного вагона, предъявленного для приемки
тормозного оборудования, необходимо:
— проверить правильность монтажа и крепления всего тормозного
оборудования;
— проверить регулировку тормозной рычажной передачи и
действие ее регулятора;
— проверить правильность монтажа электрических цепей;
— проверить работоспособность электропневматического
тормоза;
— проверить работоспособность противоюзного устройства (при
наличии)
— проверить действие стояночного тормоза;
— испытать тормоз.
Крепление тормозного оборудования на вагоне должно
соответствовать требованиям раздела 22.
Регулировка тормозной рычажной передачи и проверка действия
регулятора должны соответствовать требованиям раздела 42.
43.2 Проверка электрических цепей ЭПТ
43.2.1 Проверить правильность монтажа электрических цепей,
измерить их сопротивление и сопротивление изоляции проводов. Измерение
сопротивления проводов производится омметром с приведенной погрешностью не
более ±2,5 % в диапазоне от 0 до 2 Ом. Измерение сопротивления изоляции
производится мегаомметром на напряжение 1000 В с приведенной погрешностью не
более ±15 % от верхнего предела измерений. Проверка производится при снятом
электровоздухораспределителе.
43.2.2 Установить на каждый соединительный рукав головку с
контактом от рукава 369А или размыкатель. При этом разомкнутся контакты 1 и 2
(рисунок 31) головок рукавов Р1 и Р2.
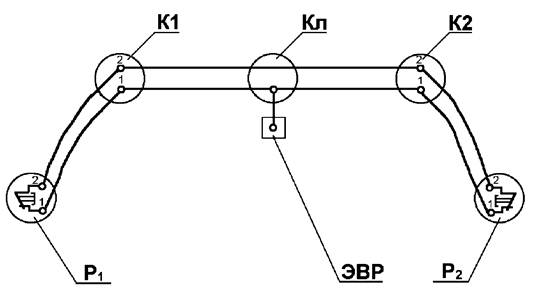
1, 2 — электрические контакты; P1, Р2 — головки
соединительных рукавов с
электроконтактом; К1, К2 — двухтрубные клеммные коробки 316.000-8;
Кл — трехтрубная клеммная коробка 317.000-8; ЭВР — электрический
контакт
на контактной колодке рабочей камеры (подключение электровоздухораспределителя)
Рисунок 31 — Электрическая схема ЭПТ пассажирского вагона
43.2.3 Измерить сопротивление рабочего провода между
контактом 1 на камере ЭВР и контактами 1 на каждом соединительном рукаве Р1 и
Р2, которое должно быть не более 1 Ом.
43.2.4 Измерить сопротивление изоляции между рабочим и
контрольным проводами, подключая мегаомметр между контактом 1 на камере ЭВР и
корпусами головок (контактами 2) на одном из рукавов Р1 или Р2, которое должно
быть не менее 10 МОм.
43.2.5 Измерить сопротивление по цепям, которое должно быть
не более 1 Ом. Для этого снимать поочередно с каждого соединительного рукава
размыкатель, размыкатель на другом рукаве оставлять:
а) контакт 1 на камере ЭВР — рабочий провод — замкнутые
контакты головки рукава Р2 — корпус головки (контакт 2) на рукаве Р1;
б) контакт 1 на камере ЭВР — рабочий провод — замкнутые
контакты головки рукава Р1 — корпус головки (контакт 2) на рукаве Р2.
43.2.6 Измерить сопротивление изоляции между проводами ЭПТ и
корпусом вагона. Для этого снять размыкатели и установить соединительные рукава
на изолированные подвески. Сопротивление изоляции между корпусом вагона
(рельсами) и любой точкой цепи должно быть не менее 0,8 МОм.
43.2.7 Проверка изоляции на электрическую прочность
электрических цепей тормоза производится на специальной установке напряжением
1500 В переменного тока синусоидальной формы частотой 50 Гц мощностью 1 кВт и
погрешностью в установке испытательного напряжения не более ±10 %,электрическая
схема которой приведена на рисунке 32. Испытание изоляции на электрическую
прочность необходимо выполнять при постановке соединительных рукавов на
изолированные подвески. Испытания производятся в специальном помещении с
соблюдением мер безопасности.
При проверке электрической прочности изоляции заземленный
вывод испытательной установки необходимо подключить к раме вагона, а
высоковольтный провод к испытуемой электрической цепи. Повышение и понижение
испытательного напряжения производится плавно в течение 10 — 20 с. Проверка
изоляции производится в течение 1 мин. Изоляция считается удовлетворительной,
если не произошел ее пробой.
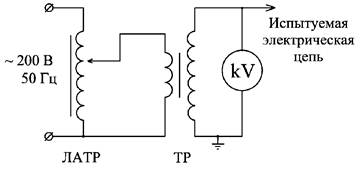
ЛАТР — лабораторный автотрансформатор; ТР — повышающий
трансформатор; kV — киловаттметр.
Рисунок 32 — Электрическая схема установки для проверки
изоляции
на электрическую прочность электрических цепей тормоза
43.2.8 На рабочую камеру следует установить
электровоздухораспределитель и проверить тормоз сначала на пневматическом управлении,
а затем на электрическом управлении.
43.3 Проверка электрических цепей противоюзного устройства
43.3.1 Выключить питание электронного блока противоюзного
устройства.
43.3.2 Отключить шлейфы на электронном блоке противоюзного
устройства.
43.3.3 Измерить сопротивление изоляции высоковольтных цепей
электронного блока противоюзного устройства, имеющие непосредственный контакт с
аккумуляторной батареей, и заземляющим контактом на электронном блоке
противоюзного устройства.
Сопротивление высоковольтных цепей электронного блока
противоюзного устройства заземляющим контактом на электронном блоке
противоюзного устройства должно быть не менее 0,8 МОм.
43.3.4 Проверить низковольтные цепи электронного блока
противоюзного устройства, не имеющих непосредственной связи с аккумуляторной
батареей на предмет отсутствия короткого замыкания между контактами и
заземляющим контактом на электронном блоке противоюзного устройства.
Проверка считается успешной при отсутствии коротких
замыканий между проверяемыми цепями и заземляющим контактом на электронном
блоке противоюзного устройства.
43.3.5 После проведения измерений восстановить электрическую
схему и подключить шлейфы на соответствующие разъемы электронного блока
противоюзного устройства.
43.4. Проверка электрических цепей магниторельсового
тормоза
43.4.1 Измерить сопротивление каждого провода
магниторельсового тормоза которое должно быть не более 1 Ом. Для этого
отключить провода от магниторельсового тормоза и блоком управления
магниторельсового тормоза.
43.4.2 Измерить сопротивление изоляции между проводами
магниторельсового тормоза и корпусом вагона. Для этого Сопротивление изоляции
между корпусом вагона (рельсами) и любой точкой цепи должно быть не менее 0,8
МОм.
43.5 Проверка плотности воздухопровода
43.5.1 Плотность магистрального воздухопровода необходимо
проверять при заглушенной головке соединительного рукава и открытом концевом
кране на противоположном подсоединенному к испытательной установке конце
воздухопровода вагона или группы вагонов.
Для проверки плотности магистрального воздухопровода следует
зарядить магистральный воздухопровод вагона сжатым воздухом до давления (0,50 +
0,02) МПа [(5,0 + 0,2) кгс/см2] при выключенном
воздухораспределителе. Затем необходимо отключить воздухопровод от
магистрального резервуара 3 (рисунок 33)
разобщительным краном 7, при этом падение давления, наблюдаемое по манометру
ТМ, не должно превышать 0,1 МПа (0,1 кгс/см2) в течение 5 мин при
начальном давлении не менее 0,5 МПа (5,0 кгс/см2) при деповских и
капитальных ремонтах, а при остальных видах ремонта — за 3 мин.
43.5.2 Плотность питательного воздухопровода проверить при
заглушенной головке соединительного рукава и открытом концевом кране на
противоположном подсоединенному к испытательной установке конце питательной
магистрали вагона.
Для проверки плотности питательного воздухопровода вагона
следует зарядить ее сжатым воздухом до давления (7,5 — 9,0) кгс/см2
при отключенных питательных резервуарах. Затем отключить питательную магистраль
комбинированным краном 10 от установки (рисунок 33), по манометру ПМ наблюдать за падением давления,
которое не должно превышать 0,1 кгс/см2 в течение 5 мин от
зарядного.
43.6 Проверка плотности обратных клапанов
Проверку плотности обратных клапанов питательных резервуаров
на вагоне производить на типовой установке для проверки действия тормоза на
вагоне.
Проверку плотности обратных клапанов питательных резервуаров
проверять при закрытом концевом кране и открытом на противоположном
подсоединенному к испытательной установке питательной магистрали.
Разобщительные краны резервуаров открыты.
Зарядить питательную магистраль сжатым воздухом до давления
(7,5 — 9,0) кгс/см2 в течении не менее 5 мин. Комбинированным краном
выпустить воздух из питательной магистрали и затем закрыть комбинированный кран
7 (рисунок 33). По манометру ПМ
наблюдать за повышением давления, которое не должно превышать 2 кгс/см2
в течении 1 мин. При неудовлетворительном результате производить проверку
плотности отдельного клапана каждого резервуара.
43.7 Проверка действия пневматического тормоза
43.7.1 Проверка действия пневматического тормоза вагона
производится на типовой установке.
Принципиальная пневматическая схема типовой установки для
испытания тормоза вагона должна соответствовать схеме, приведенной на рисунке 33).
Установка должна иметь:
— кран машиниста или заменяющий его блок управления,
— магистральный резервуар объемом 55 л;
— контрольно-измерительные приборы для контроля времени
(секундомер) и величины давления (для измерения давления в тормозном цилиндре,
тормозной магистрали) с пределом измерения 0,6 МПа (6 кгс/см2)
класса точности не ниже 1,0 или с пределом измерения 1,0 МПа (10 кгс/см2)
класса точности не ниже 0,6;
— для измерения давления в тормозной магистрали
контрольно-измерительные прибор с пределом измерения 1,0 МПа (10 кгс/см2)
класса точности 0,6;
— разобщительные краны или устройства, заменяющие их;
— соединительные рукава для подключения установки к
источнику сжатого воздуха и к испытываемому вагону.
Дополнительно для испытания вагонов с питательной
магистралью установка может иметь соединительный рукав для подключения
установки к питательной магистрали испытуемого вагона и
контрольно-измерительные приборы с пределом измерения до 1,6 МПа (16 кгс/см2)
класса точности не ниже 1,0 для контроля величины давления в питательной
магистрали.
Магистральный резервуар должен иметь кран с дроссельным
отверстием диаметром 2 мм для проверки крана машиниста (блока управления) и
водоспускной клапан.
Контроль давлений в тормозных цилиндрах вагонов с дисковыми
тормозами производить по бортовым манометрам, которые должны иметь
свидетельство о поверке.
43.7.2 Включить воздухораспределитель и зарядить тормозную
систему вагона сжатым воздухом до давления (0,5 + 0,02) МПа [(5,0 + 0,2) кгс/см2]
(время зарядки не менее 4 мин). Режимный переключатель воздухораспределителя
включить на режим поезда нормальной длины (К).
43.7.3 После зарядки тормозной системы снизить давление в
магистрали на 0,04 — 0,05 МПа (0,4 — 0,5 кгс/см2), при этом тормоз
должен прийти в действие.
В течение 3 мин после торможения в положении перекрыши крана
машиниста давление воздуха в цилиндре не должно быть менее 0,05 МПа (0,5 кгс/см2).
Затем повысить давление в магистрали на 0,02 — 0,03 МПа (0,2 — 0,3 кгс/см2)
— тормоз должен полностью отпустить.
43.7.4 После отпуска и зарядки тормоза в течение не менее 1
мин понизить давление в магистрали до нулевого комбинированным краном 8
установки (рисунок 33). При этом выход
штока должен соответствовать данным таблицы 12,
а давление в тормозном цилиндре должно быть не менее 0,39 МПа (3,9 кгс/см2).
Падение установившегося давления воздуха в тормозном цилиндре не должно
превышать 0,01 МПа (0,1 кгс/см2) после капитального и деповского
ремонта за 5 мин, после ревизии — за 3 мин.
При повышении давления в магистрали до (0,44 + 0,01) МПа
[(4,4 + 0,1) кгс/см2] должен произойти полный отпуск тормоза.
43.7.5 Проверить выпускной клапан. Для этого после ступени
торможения снижением давления в магистрали на 0,05 — 0,06 МПа (0,5 — 0,6 кгс/см2)
потянуть до отказа за поводок или ручку выпускного клапана. Тормоз должен
полностью отпустить.
43.7.6 Проверить действие каждого стоп-крана. Исправные
краны опломбировать. Пломбы должны иметь с одной стороны оттиск буквенного
обозначения дороги, с другой стороны — оттиск условного номера вагонного депо
или завода.
43.7.7 Проверить действие регулятора тормозной рычажной
передачи в соответствии с разделом 42.
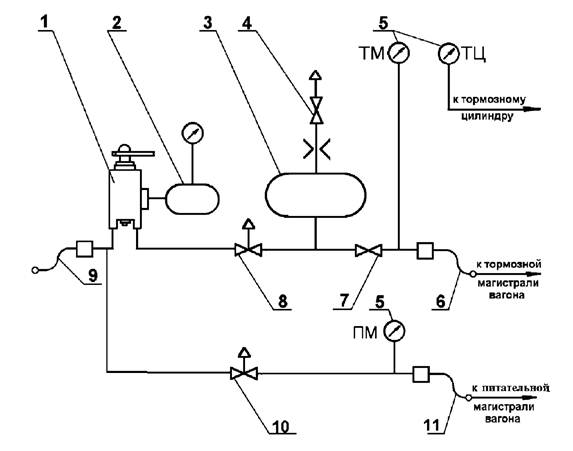
1 — кран машиниста 326 (394, 395, 334, 334Э) или
заменяющий его блок управления;
2 — уравнительный резервуар крана машиниста объемом 20 л (если предусмотрен
конструкцией крана машиниста); 3 — магистральный резервуар объемом 55 л; 4 —
кран с
дроссельным отверстием 2 мм; 5 — манометры тормозной магистрали, тормозного
цилиндра и питательной магистрали; 6 — соединительный рукав к тормозной
магистрали вагона (длина не более 3 м), 7 — разобщительный кран;
8 — комбинированный кран, сообщающий в закрытом положении резервуар
3 с атмосферой через отверстие диаметром не менее 10 мм; 9 — соединительный
рукав
для питания установки сжатым воздухом; 10 — комбинированный кран;
11 — соединительный рукав к питательной магистрали вагона (длина не более 3 м).
Рисунок 33 — Принципиальная схема установки для проверки
работы тормоза пассажирских вагонов
43.8 Проверка ЭПТ
43.8.1 Проверку исправности цепей ЭПТ и его действия на
электрическом управлении необходимо выполнять с помощью переносного прибора
типа П-ЭПТ или стационарного пульта подобного типа в соответствии с прилагаемой
к нему инструкцией по эксплуатации. При этом следует:
— проверить правильность включения в электрическую цепь
катушек электромагнитных вентилей электровоздухораспределителя при перекрыше
(полярность «+» на рельсах и «-» в рабочем проводе № 1). Тормоз вагона должен
оставаться в отпущенном состоянии и не приходить в действие;
— проверить действие тормоза при ступени торможения. На
электровоздухораспределитель подать напряжение на 1,5 — 2,3 с (полярность «-»
на рельс, «+» в рабочий провод № 1). Тормоз должен прийти в действие, при этом
падение напряжения не должно превышать 0,3 В на вагон. При изменении полярности
(положение «перекрыта») электровоздухораспределитель не должен отпускать;
— проверить действие тормоза при полном служебном
торможении. На электровоздухораспределитель подать напряжение (полярность «-»
на рельс, «+» в рабочий провод № 1) на время, за которое давление в тормозном
цилиндре достигнет (0,30 + 0,01) МПа [(3,0 + 0,1) кгс/см2]. Это
время должно быть от 2,5 до 3,5 с. При изменении полярности (положение
«перекрыта») электровоздухораспределитель не должен отпускать;
— проверить действие тормоза при ступени отпуска. С
электровоздухораспределителя снять напряжение на 0,5 — 1,0 с (положение
«отпуск») и затем снова перевести в положение «перекрыта». Тормоз вагона должен
произвести ступень отпуска. Полный отпуск тормоза на вагоне указывает на
неисправность электровоздухораспределителя. Ступенчатый отпуск повторить
несколько раз (3 — 4 ступени),
— проверить полный отпуск тормоза. Для этого после
выполнения полного служебного торможения с электровоздухораспределителя снять
напряжение (положение «отпуск»). По истечении 8 — 12 с тормоз вагона должен
полностью отпустить.
43.9 Проверка действия противоюзного устройства
43.9.1 Произвести полное служебное торможение. Давление в
тормозных цилиндрах должно быть не ниже 0,39 МПа (3,9 кгс/см2).
Напряжение бортовой батареи должно находится в пределах 110 В ± 30 %, после
чего подать питание на электронный блок противоюзного устройства (ЭБ ПУ). На
лицевой панели ЭБ ПУ не должно быть мигающих светодиодов, характеризующих
наличие неисправностей в узлах и линиях подключения.
43.9.2 Проверить работу противоюзного устройства, для чего
последовательно в количестве двух раз нажимать кнопки 1 — 4 «Контроль кол.
пар». Время между двумя повторными нажатиями одной и той же кнопки должно
быть 1 с. После каждого нажатия кнопки должен произойти сброс сжатого воздуха
из соответствующего тормозного цилиндра, что должно быть подтверждено
характерным звуком сброса сжатого воздуха. Сброс воздуха должен быть
кратковременным. Длительного сброса воздуха быть не должно. Также не должно
быть изменения характера звука при повторном нажатии одной и той же кнопки.
43.10 Проверка действия магниторельсового тормоза
43.10.1 Проверку магниторельсового тормоза производить на
вагоне при заряженных питательной и тормозной магистралях и соотвествующих
резервуаров.
43.10.2 Понизить давление в тормозной магистрали до 0 кгс/см2,
для чего ручку комбинированного крана 8 установки (рисунок 33) поставить в положение, при котором тормозная
магистраль вагона сообщается с атмосферой.
43.10.3 Для проверки нажать и удерживать кнопку «Проверка
МРТ» на пульте управления электрооборудования вагона. При ее нажатии должно
произойти опускание башмаков на рельсы. Загорание светодиода «Проверка МРТ»
свидетельствует об исправности цепи питания магниторельсового тормоза. Сила
тока по штатному вагонному амперметру на пульте должна составлять от 40 до 50 А
при питании электрооборудования от аккумуляторных батарей.
43.10.4 Выдержка кнопки «Проверка МРТ» в нажатом состоянии
не должна превышать 5 сек., во избежание чрезмерного разряда аккумуляторных
батарей.
43.10.5 При прекращении нажатия на кнопку башмаки
магниторельсового тормоза должны вернуться в исходное положение.
43.10.6 Проверка магниторельсового тормоза без разрядки
тормозной магистрали:
— зарядить тормозную и питательную магистрали до зарядного
давления, тормоза должны отпустить;
— нажать кнопку на пульте проводника («проверка МРТ») —
башмаки не должны опускаться.
43.10.7 Проверить высоту и параллельность элеткромагнитов
магниторельсового тормоза над путевым рельсом. Размер между крайними полюсами
элеткромагнита и рельсом при новых полюсах должен быть:
— при полномерных ободах колес (диаметр колес 957 мм) от 126
до 130 мм;
— при толщине обода колес не менее 55 мм от 108 до 112 мм;
— при толщине обода колес не менее 45 мм от 98 до 102 мм.
43.10.8 Проверить действие магниторельсового тормоза каждой
тележки при попадании под башмак магниторельсового тормоза посторонних
предметов. Для этого следует подложить под один башмак МРТ отрезок доски
100×700 мм (толщиной 5 — 10 мм). Для проверки нажать и удерживать кнопку
«Проверка МРТ» на пульте управления электрооборудования вагона. При ее нажатии
должно произойти опускание башмаков на рельсы. Через 1 — 2 сек. башмак под
который была подложена доска должен подняться.
Через 4 — 6 сек. башмак магниторельсового тормоза под
который была подложена доска должен опуститься снова. При этом остальные
башмаки магниторельсового тормоза не должны подниматься.
44.
Ремонт и испытание кранов машиниста, применяемых в стендах для испытания
воздухораспределителей пассажирского типа и установках для испытания тормоза
пассажирских вагонов
44.1.
Общие требования
44.1.1 Для проверки кранов машиниста, применяемых в стендах
для испытания воздухораспределителей и установках для испытания тормоза на
пассажирском вагоне, магистральный резервуар объемом 55 л стенда или установки
следует подключить к крану машиниста. Остальные устройства стенда или установки
должны быть отключены от этого резервуара.
44.1.2 Проверка работы кранов машиниста производится при
установленном в магистральном резервуаре зарядном давлении 0,5 — 0,52 МПа (5,0
— 5,2 кгс/см2).
44.1.3 В кранах машиниста 394, 395 отверстие диаметром 1,6
мм, соединяющее уравнительный резервуар с полостью над уравнительным поршнем в
промежуточной части крана, должно быть рассверлено до диаметра 2,5 мм.
44.1.4 В соответствии с Инструкцией по техническому
обслуживанию, ремонту и испытанию тормозного оборудования локомотивов и
моторвагонного подвижного состава ремонт и испытание кранов производится
планово — не реже одного раза в год, и внепланово — по мере необходимости.
44.2.
Проверка крана машиниста 326
44.2.1 Для проверки крана машиниста 326 необходимо проверить
его на чувствительность — на поддержание установленного давления в
магистральном резервуаре во всех положениях ручки крана (кроме положения I) при
создании утечки из резервуара через отверстие диаметром 2 мм. При этом
допускается изменение давления в резервуаре не более чем на 0,015 МПа (0,15
кгс/см2) по сравнению с установившимся без утечки.
44.3.
Проверка кранов машиниста 394 и 395
44.3.1 Проверить чувствительность крана
машиниста на поддержание установленного давления в магистральном резервуаре при
II (поездном) положении ручки крана. При создании утечки из магистрального
резервуара через отверстие диаметром 2 мм изменение давления в нем должно быть
не более чем на 0,015 МПа (0,15 кгс/см2).
44.3.2 Прекратить утечку воздуха из
магистрального резервуара и перевести ручку крана машиниста из поездного в IV
положение (перекрыша с питанием магистрали). В течение 3 мин повышение давления
в магистральном резервуаре не допускается, а снижение допускается не более чем
на 0,01 МПа (0,1 кгс/см2).
44.3.3 Снизить давление в уравнительном резервуаре крана
машиниста на 0,15 МПа (1,5 кгс/см2) V положением ручки крана и затем
перевести ее в IV положение. Повышение давления в уравнительном резервуаре в
этом положении допускается не более чем на 0,03 МПа (0,3 кгс/см2) за
40 с.
44.3.4. Проверить время снижения
давления в магистральном резервуаре V положением ручки крана машиниста с 0,5 до
0,4 МПа (с 5 до 4 кгс/см2), которое должно быть от 4 до 6 с.
44.4.
Проверка кранов машиниста 334 и 334Э
44.4.1 Проверка кранов машиниста 334 и 334Э производится в
соответствии с пунктами 44.3.1, 44.3.2, 44.3.4 при использовании соответствующих положений
ручки крана 334 и 334Э: по пункту 44.3.1
— II положение (поездное); по пункту 44.3.2
— III положение (перекрыша без питания); по пункту 44.3.4 — IV положение (служебное торможение).
44.5.
Проверка устройств, заменяющих краны машиниста
44.5.1 Чувствительность на поддержание установленного
давления в магистральном резервуаре при зарядном давлении в резервуаре, а также
после снижения давления в нем на 0,05 — 0,07 МПа (0,5 — 0,7 кгс/см2)
и на 0,15 — 0,2 МПа (1,5 — 2,0 кгс/см2) аналогично пункту 44.3.1.
44.5.2 Время снижения давления в
магистральном резервуаре темпом служебного торможения с 0,5 до 0,4 МПа (с 5 до
4 кгс/см2), которое должно быть от 4 до 6 с.
Согласовано
Комиссией
Совета по железнодорожному транспорту
полномочных специалистов вагонного хозяйства
железнодорожных администраций
(протокол от 25 — 27 августа 2010 г. п. 27.2)
Согласовано
Комиссией
по пассажирскому хозяйству Совета
по железнодорожному транспорту
государств-участников Содружества
(протокол от 8 — 9 сентября 2010 г. п. 4.3)
Приложение А
(справочное)
Схемы тормозных рычажных передач основных типов
грузовых вагонов
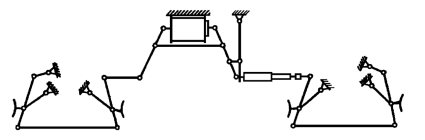
Рисунок А.1 — Схема тормозной рычажной
передачи грузового четырехосного вагона
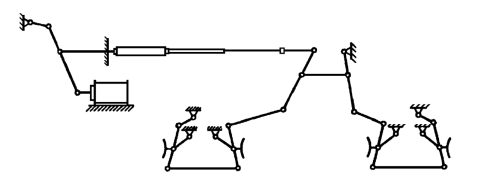
Рисунок А.2 — Схема тормозной рычажной
передачи вагона-хоппера
для перевозки зерна (цемента, минеральных удобрений)
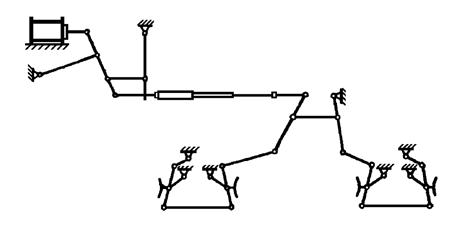
Рисунок А.3 — Схема тормозной рычажной передачи вагона-хоппера
для перевозки окатышей

Рисунок А.4 — Схема тормозной рычажной передачи восьмиосного
вагона-цистерны

Рисунок А.5 — Схема тормозной рычажной передачи шестиосного
вагона-самосвала

Рисунок А.6 — Схема тормозной рычажной передачи четырехосного
вагона с раздельным торможением
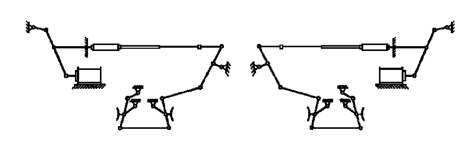
Рисунок А.7 — Схема тормозная рычажная вагона-хоппера с
раздельным торможением
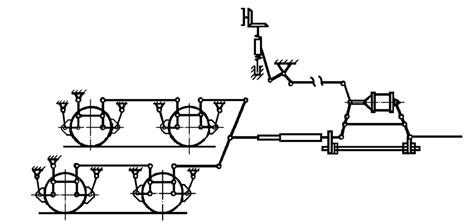
Рисунок А.8 — Схема тормозной рычажной передачи
рефрижераторного вагона
Приложение Б
(справочное)
Схемы и характеристики тормозных рычажных передач
основных типов пассажирских вагонов

Рисунок Б.1 — Схема тормозной рычажной передачи пассажирского
четырехосного
цельнометаллического вагона

Рисунок Б.2 — Схема тормозной рычажной передачи пассажирского
вагона
международного сообщения габарита 03-Т (РИЦ) с тормозом KES

Рисунок Б.3 — Схема тормозной рычажной передачи тележки ТВЗ
ЦНИИ «М»
пассажирского вагона ВЛ РИЦ
Таблица Б.1 — Характеристики тормозных
рычажных передач пассажирских вагонов
|
Рисунок |
Тип |
Размеры |
Передаточное |
|||||
|
а |
б |
в |
г |
д |
е |
|||
|
Б.1 |
Четырехосный цельнометаллический |
|||||||
|
65 — 53 т |
390 260 |
260 390 |
210 |
210 |
— |
— |
12,0 5,3 |
|
|
52 — 48 т |
350 230 |
300 420 |
210 |
210 |
— |
— |
9,3 4,4 |
|
|
47 — 42 т |
330 200 |
320 450 |
210 |
210 |
— |
— |
8,3 3,6 |
|
|
Пассажирский международного сообщения |
585 — |
215 — |
165 |
230 |
— |
— |
7,81 |
|
|
Б.2 |
Пассажирский ВЛ РИЦ на тележках ТВЗ ЦНИИ |
240 |
110 |
210 |
210 |
— |
— |
— |
|
25 |
490 |
3,25 |
||||||
|
Б.3 |
Пассажирский ВЛ РИЦ на тележках ТВЗ ЦНИИ |
240 |
110 |
210 |
210 |
— 125 |
— 490 |
— 3,25 |
Приложение В
Перечень ремонтной документации, рекомендуемой для
руководства при ремонте тормозного оборудования вагонов
|
1. |
610-ЦВ-2008 РД |
Регулятор тормозной рычажной передачи |
|
2. |
Р 001 ПКБ ЦВ-2009 РК |
Триангель рычажной передачи тележек |
|
3. |
Р 002 ПКБ ЦВ-2010 РК |
Регуляторы тормозной рычажной передачи |
|
4. |
Р 003 ПКБ ЦВ-2008 РК |
Краны концевые 190, 4304, 4304М. |
|
5. |
Р 004 ПКБ ЦВ-2008 РК |
Рукава соединительные Р17Б и Р36. |
|
6. |
Р 005 ПКБ ЦВ-2000 РК |
Авторежим грузовой модели 265А-1. |
|
7. |
Р 006 ПКБ ЦВ-2000 РК |
Краны шаровые разобщительные Руководство |
|
8. |
Р 007 ПКБ ЦВ-2009 РК |
Камеры 295.001, 295М.001, 295М.002. |
|
9. |
Р 008 ПКБ ЦВ-2009 РК |
Воздухораспределители 483 и 483М. |
|
10. |
Р 009 ПКБ ЦВ-2008 РК |
Тормозной цилиндр модели 188Б. |
|
11. |
Р 010 ПКБ ЦВ-2009 РК |
Запасные резервуары Р7-78 и Р7-135. |
|
12. |
Р 011 ПКБ ЦВ-2001 РК |
Воздухораспределитель 305. Руководство |
|
13. |
Р 013 ПКБ ЦВ-2001 РК |
Воздухораспределители 292.000 и |
|
14. |
Р 015 ПКБ ЦВ-2007 РК |
Руководство по ремонту магистральной |
|
15. |
Р 016 ПКБ ЦВ-2008 РК |
Краны концевые 4314, 4314Б. Руководство |
|
16. |
Р 017 ПКБ ЦВ-2008 РК |
Авторежим грузовой 265А-4. Руководство |
|
17. |
Р 018 ПКБ ЦВ-2008 РК |
Цилиндр тормозной 710. Руководство по |
|
18. |
Р 019 ПКБ ЦВ-2008 РК |
Регулятор тормозной рычажной передачи |
|
19. |
М 1180.000 (конструкторская документация |
Устройство по равномерному износу |
|
20. |
М 1675.000 (конструкторская документация |
Установка соединительного рукава Р36 на |
Приложение Г
Перечень стандартов
Приложение Д
ПЕРЕЧЕНЬ ТОРМОЗНОГО ОБОРУДОВАНИЯ, УСТАНАВЛИВАЕМОГО
НА ВАГОНЫ ПРИ ИХ РЕМОНТЕ
|
1. |
Резервуар запасный Р7-78 |
Грузовые и пассажирские вагоны |
|
ГОСТ |
||
|
2. |
Резервуар запасный Р7-135 |
Грузовые и пассажирские вагоны |
|
ГОСТ |
||
|
3. |
Резервуары запасные Р7-12, Р7-16, Р7-55, |
Пассажирские вагоны |
|
ГОСТ |
||
|
4. |
Цилиндр тормозной 188Б |
Грузовые вагоны |
|
(исполнение -01, -02, -03, -04) |
||
|
ГОСТ |
||
|
5. |
Цилиндр тормозной 002 |
Грузовые вагоны |
|
ГОСТ |
||
|
6. |
Цилиндр тормозной 519А |
Грузовые вагоны |
|
ГОСТ |
||
|
7. |
Цилиндр тормозной 710 |
Грузовые вагоны |
|
(исполнение -01, -02, -03) |
||
|
ГОСТ |
||
|
8. |
Цилиндр тормозной 501Б |
Пассажирские вагоны |
|
ГОСТ |
||
|
9. |
Цилиндр тормозной 578 |
Пассажирские вагоны |
|
ГОСТ |
||
|
10. |
Цилиндры тормозные со встроенным |
Пассажирские вагоны |
|
ТУ 3184-503-05744521-95 |
||
|
11. |
Предохранитель валика подвески |
Грузовые вагоны |
|
ТУ 3183-015-10785350-2005 |
||
|
12. |
Кран концевой 190 |
Грузовые и пассажирские вагоны |
|
ОСТ 24.029.01-76 |
||
|
13. |
Кран концевой 4304 |
Грузовые и пассажирские вагоны |
|
ТУ 24.05.05.054-97 |
||
|
14. |
Кран концевой 4304М |
Грузовые и пассажирские вагоны |
|
ТУ 24.05.05.054-97 |
||
|
15. |
Кран концевой 4313 |
Грузовые вагоны |
|
ТУ 3184-014-10785350-2007 |
||
|
16. |
Кран концевой 4314 |
Грузовые и пассажирские вагоны |
|
ТУ 3184-014-10785350-2007 |
||
|
17. |
Кран концевой 4314Б |
Грузовые вагоны |
|
ТУ 3184-014-10785350-2007 |
||
|
18. |
Кран концевой 271.000 |
Грузовые и пассажирские вагоны |
|
ТУ 3184-088-05756760-2010 |
||
|
19. |
Кран концевой 271БС.000 |
Грузовые и пассажирские вагоны |
|
ТУ 3184-088-05756760-2010 |
||
|
20. |
Кран разобщительный 372 |
Грузовые вагоны |
|
ОСТ 24.290.16-86 |
||
|
21. |
Кран разобщительный 377 |
Пассажирские вагоны |
|
ОСТ 24.290.16-86 |
||
|
22. |
Кран шаровой разобщительный 4300 |
Грузовые вагоны |
|
ТУ 3184-003-10785350-99 |
||
|
23. |
Кран шаровой разобщительный 4300В |
Грузовые вагоны |
|
ТУ 3184-003-10785350-99 |
||
|
24. |
Кран шаровой разобщительный 4301 |
Пассажирские вагоны |
|
ТУ 3184-003-10785350-99 |
||
|
25. |
Кран шаровой разобщительный 4302 |
Пассажирские вагоны |
|
ТУ 3184-003-10785350-99 |
||
|
26. |
Кран шаровой разобщительный 1-20-4 |
Грузовые вагоны |
|
ТУ 24.05.10.105-94 |
||
|
27. |
Кран трехходовой 4325 |
Пассажирские вагоны |
|
ТУ 3184-005-10785350-2003 |
||
|
28. |
Кран трехходовой 4325Б |
Грузовые вагоны |
|
ТУ 3184-003-10785350-99 |
||
|
29. |
Кран двойной тяги 4308 |
Пассажирские вагоны |
|
ТУ 3184-003-10785350-99 |
||
|
30. |
Кран шаровой разобщительный 4309 |
Пассажирские вагоны |
|
ТУ 3184-003-10785350-99 |
||
|
31. |
Кран шаровой разобщительный 4309А |
Пассажирские вагоны |
|
ТУ 3184-005-10785350-2003 |
||
|
32. |
Кран шаровой разобщительный 1-32/25-1 |
Пассажирские вагоны |
|
ТУ 24.05.10.105-94 |
||
|
33. |
Кран шаровой разобщительный 1-25-1 |
Пассажирские вагоны |
|
ТУ 24.05.10.105-94 |
||
|
34. |
Стоп-кран 163 |
Пассажирские вагоны |
|
ГОСТ |
||
|
35. |
Клапан выпускной 4315 |
Пассажирские вагоны |
|
ТУ 3184-002-10785350-01 |
||
|
36. |
Клапан золотниковый 4316 |
Грузовые вагоны |
|
ТУ 3184-006-10785350-2007 |
||
|
37. |
Тройник 573 |
Грузовые вагоны |
|
ТУ 3184-513-05744521-2002 |
||
|
38. |
Тройник 573П |
Пассажирские вагоны |
|
ТУ 3184-513-05744521-2002 |
||
|
39. |
Штуцер 4338 |
Грузовые вагоны |
|
ТУ 3184-021-10785350-2012 |
||
|
40. |
Штуцер 4370 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
41. |
Ниппель 4371 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
42. |
Штуцер в сборе 4374 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
43. |
Тройник 4375 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
44. |
Тройник в сборе 4375-01 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
45. |
Тройник 4375Р |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
46. |
Тройник в сборе 4375Р-01 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
47. |
Ниппель 4378 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
48. |
Муфта 4379 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
49. |
Муфта 4379-01 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
50. |
Тройник 5312 |
Грузовые вагоны |
|
ТУ 3184-011-10785350-2007 |
||
|
51. |
Ниппель 26300-Н |
Грузовые вагоны |
|
ТУ 32 ЦВ 2569-2005 |
||
|
52. |
Рукав соединительный Р17 Б |
Грузовые вагоны |
|
ГОСТ |
||
|
53. |
Рукав соединительный Р36А, Р36Б, Р36В |
Грузовые вагоны |
|
ГОСТ |
||
|
54. |
Рукав соединительный с электроконтактом |
Пассажирские вагоны |
|
ГОСТ |
||
|
55. |
Рукав соединительный РВД 20-15-850 |
Пассажирские вагоны |
|
ТУ 22-4756-80 |
||
|
56. |
Рукава соединительные РВД 20-15-450Хл, |
Пассажирские вагоны |
|
ТУ 4833-033-13331856-06 |
||
|
57. |
Регулятор тормозных рычажных передач |
Грузовые и пассажирские вагоны |
|
ТУ 24.5.264-77 |
||
|
58. |
Регулятор тормозных рычажных передач РТРП-675 |
Грузовые и пассажирские вагоны |
|
ТУ 24.05.928-89 |
||
|
59. |
Регулятор тормозных рычажных передач |
Грузовые и пассажирские вагоны |
|
ТУ 24.05.928-89 |
||
|
60. |
Регулятор тормозных рычажных передач |
Грузовые и пассажирские вагоны |
|
ТУ 24.05.928-89 |
||
|
61. |
Авторежим грузовой 265А-1 |
Грузовые вагоны |
|
ТУ 3184-509-05744521-98 |
||
|
62. |
Авторежим грузовой 265А-4 |
Грузовые вагоны |
|
ТУ 3184-509-05744521-98 |
||
|
63. |
Камера 295.001 |
Грузовые вагоны |
|
ТУ 24.5.421-78 |
||
|
64. |
Камера 295М.001 |
Грузовые вагоны |
|
ТУ 24.5.421-78 |
||
|
65. |
Камера 295М.002 |
Грузовые вагоны |
|
ТУ 3184-001-05744538-99 |
||
|
66. |
Главная часть 270.023-1 |
Грузовые вагоны |
|
ТУ 3184-021-05756760-00 |
||
|
67. |
Главная часть 483.400 |
Грузовые вагоны |
|
ТУ 3184-021-05756760-00 |
||
|
68. |
Магистральная часть 483.010 |
Грузовые вагоны |
|
ТУ 24.5.356-77 |
||
|
69. |
Магистральная часть 483М.010-01 |
Грузовые вагоны |
|
ТУ 24.05.10.062-98 |
||
|
70. |
Магистральная часть 483А.010-01 |
Грузовые вагоны |
|
ТУ 3184-021-05756760-00 |
||
|
71. |
Магистральная часть 483Б.010 |
Грузовые вагоны |
|
ТУ 3184-021-05756760-00 |
||
|
72. |
Воздухораспределитель КАВ60-01 |
Грузовые вагоны |
|
КАВ60.75177ТУ |
||
|
73. |
Воздухораспределитель КАВ60-05 |
Грузовые вагоны |
|
КАВ60.75177ТУ |
||
|
74. |
Воздухораспределитель КАВ60-06 |
Грузовые вагоны |
|
КАВ60.75177ТУ |
||
|
75. |
Главная часть КАВ10-01 |
Грузовые вагоны |
|
КАВ60.75177ТУ |
||
|
76. |
Главная часть КАВ 10-02 |
Грузовые вагоны |
|
КАВ60.75177ТУ |
||
|
77. |
Магистральная часть КАВ20-01 |
Грузовые вагоны |
|
КАВ60.75177ТУ |
||
|
78. |
Кронштейн-камера КАВЗ 0-01 |
Грузовые вагоны |
|
КАВ30.77385ТУ |
||
|
79. |
Воздухораспределитель 292.001 |
Пассажирские вагоны |
|
ТУ 24.05.140-87 |
||
|
80. |
Воздухораспределитель 242-1 |
Пассажирские вагоны |
|
ТУ 3184-075-05756760-2006 |
||
|
81. |
Воздухораспределитель 292М |
Пассажирские вагоны |
|
ТУ 24.05.10.064-87 |
||
|
82. |
Электровоздухораспределитель 305 |
Пассажирские вагоны |
|
ТУ 3184-004-05756760-00 |
||
|
83. |
Колодка тормозная чугунная типа «С» |
Пассажирские и грузовые вагоны |
|
ОСТ 32.194-2002 |
||
|
84. |
Колодка тормозная композиционная М |
Пассажирские вагоны |
|
ТУ 38.114292-94 |
||
|
85. |
Колодка тормозная композиционная М |
Пассажирские вагоны |
|
ТУ 38.114292-94 |
||
|
86. |
Колодка тормозная композиционная |
Пассажирские вагоны |
|
ТУ 2571-007-00149386-2000 |
||
|
87. |
Колодка тормозная композиционная |
Грузовые вагоны |
|
ТУ 2571-028-00149386-2000 |
||
|
88. |
Колодка тормозная композиционная |
Грузовые вагоны |
|
ТУ 2571-028-00149386-2000 |
||
|
89. |
Колодка тормозная композиционная М |
Грузовые вагоны |
|
ТУ 38.114292-94 |
||
|
90. |
Колодка тормозная композиционная |
Грузовые вагоны |
|
ТУ 38.114292-94 |
||
|
91. |
Колодка тормозная композиционная |
Грузовые вагоны |
|
ТУ 2571-062-05766936-2002 |
||
|
92. |
Колодки тормозные полуметаллические с |
Грузовые и пассажирские вагоны |
|
ТУ 2571-123-05766936-2007 |
||
|
93. |
Блоки клещевых механизмов |
Пассажирские вагоны |
|
4075.42.100, 4075.42.100-01, WZ, WZK |
||
|
94. |
Клапаны сбрасывающие трехпозиционные |
Пассажирские вагоны |
|
ТУ 3184-007-05756760-99 |
||
|
95. |
Сигнализаторы давления 115, 115А |
Пассажирские вагоны |
|
ТУ 24.05.10.088-92 |
||
|
96. |
Тормозные накладки |
Пассажирские вагоны |
|
ТУ 1479-002-49123292-2005, BECORIT 984 |
||
|
97. |
Соединительная арматура типа 157 на трубах с |
Грузовые |
|
ТУ 24.05.10.135-98 |
||
|
98. |
Кран разобщительный 122-03 |
Грузовые |
|
ТУ 24.05.10.105-94 |
||
|
99. |
Воздухораспределитель 483-03БС |
Грузовые |
|
ТУ 3184-021-05756760-00 |
||
|
100. |
Запасная главная часть ЗЧР270.03 |
Грузовые |
|
ТУ 3184-024-48588818-2007 |
||
|
101. |
Запасная магистральная часть ЗЧР483.010 |
Грузовые |
|
ТУ 3184-025-48588818-2007 |
||
|
102. |
Кран концевой Р190 |
Грузовые |
|
ТУ 3184-047-16632558-2006 |
||
|
103. |
Кран разобщительный Р100 |
Грузовые |
|
ТУ 3184-048-16632558-2006 |
||
|
104. |
Тройник Р573 |
Грузовые |
|
ТУ 3184-049-16632558-2006 |
||
|
105. |
Труба подводящая |
Грузовые |
|
ТУ 3184-050-16632558-2006 |
||
|
106. |
Колодка тормозная композиционная 2ТР-11 |
Грузовые |
|
СТ 9061-1948-ТОО-24-001-2012 |
||
|
107. |
Тормозной цилиндр 710-03 |
Грузовые |
|
ТУ 3184-515-05744521-04 |
||
|
108. |
Авторежим АКВ1, П83776/1BK, АКВ1.83776 |
Грузовые |
|
(авторежим в сборе с кронштейном для крепления на |
||
|
109. |
Авторежим АКВ1, П83776/1BK, АКВ1.83776 |
Грузовые |
|
(авторежим без кронштейна для крепления на вагоне) |
||
|
110. |
Воздухораспределитель 6540 |
Грузовые |
|
(исполнение -01, -02, -03) |
||
|
ТУ 3184-017-10785350-2013 |
||
|
111. |
Камера 6540.01 |
Грузовые |
|
ТУ 3184-022-10785350-2013 |
||
|
112. |
Главная часть 4381 |
Грузовые |
|
ТУ 3184-017-10785350-2013 |
||
|
113. |
Главная часть 4381-01 |
Грузовые |
|
ТУ 3184-017-10785350-2013 |
||
|
114. |
Магистральная часть 4380 |
Грузовые |
|
ТУ 3184-017-10785350-2013 |
||
|
115. |
Магистральная часть 4380-01 |
Грузовые |
|
ТУ 3184-017-10785350-2013 |
||
|
116. |
Тормозной цилиндр 6571А |
Грузовые |
|
ТУ 3184-027-10785350-2015 |
||
|
117. |
Рукав Р32Б |
Грузовые |
|
ТУ 3184-029-10785350-2015 |
||
|
118. |
Цилиндр тормозной 6571А |
Грузовые |
|
ТУ 3184-027-10785350-2015 |
||
|
119. |
Цилиндр тормозной 6571А-01 |
Грузовые |
|
ТУ 3184-027-10785350-20 |
||
|
120. |
Авторежим 6532 |
Грузовые |
|
ТУ 3184-020-10785350-2015 |
||
|
121. |
Авторежим 6532-01 |
Грузовые |
|
ТУ 3184-020-10785350-2015 |
||
|
122. |
Авторежим 265А-5 |
Грузовые |
|
ТУ 3184-548-05744521-2012 |
||
|
123. |
Авторежим 265А-5-01 |
Грузовые |
|
ТУ 3184-548-05744521-2012 |
(Измененная редакция. Изм.
5-2013, 5-2014, 6-2014,
15-2015, 36-2016, 1-2017)
Приложение Е
РЕЕСТР
УСЛОВНЫХ НОМЕРОВ АВТОКОНТРОЛЬНЫХ ПУНКТОВ АКП (А) И
АВТОМАТНЫХ ОТДЕЛЕНИЙ (АО), ПРИСВОЕННЫХ ЖЕЛЕЗНОДОРОЖНЫМ
И ПРОМЫШЛЕННЫМ ПРЕДПРИЯТИЯМ ГОСУДАРСТВ-УЧАСТНИКОВ
СОГЛАШЕНИЯ О
СОВМЕСТНОМ ИСПОЛЬЗОВАНИИ ГРУЗОВЫХ ВАГОНОВ
А-1 Пассажирское вагонное депо Москва-Октябрьская ОКТ
А-2 Вагонное депо Ховрино ОКТ
А-3 Вагонное ремонтное депо Бологое (ВЧДр Бологое АО«ВРК-3»)
ОКТ
А-4 Вагонное депо С-Петербург-Сорт.-Московский ОКТ
А-5 Вагонное депо Выборг — цех вагонного депо
С-Петербург-Сорт.-Московский ОКТ
А-6 Пассажирское вагонное депо С-Петербург-Тов.-Моск ОКТ
А-7 Вагонное участок ст. С-Петербург-Витебский пасс. ЛВЧ-10
ОКТ
А-9 Вагонное депо Псков ОКТ
А-11 Вагонное ремонтное депо Волховстрой (ВЧДр Волховстрой
АО «ВРК-2») ОКТ
А-12 Вагонное депо Петрозаводск ОКТ
А-13 Вагонное депо Кемь ОКТ
А-14 Вагонное депо Кандалакша ОКТ
А-15 Вагонное депо Мурманск ОКТ
А-16 Вагонное депо Новосокольники ОКТ
А-18 Вагонное депо Ржев ОКТ
А-19 Вагонное депо Тверь ОКТ
А-22 ООО «Л-Экспресис», г. Рига, ЛДЗ
А-23 ООО «ЛДЗ Сервис подвижного состава» Центр ремонта
вагонов, ЛДЗ
А-24 АО «Объединенное депо» ЭВР
А-25 Вагонное депо Тапа ЭВР
А-26 АО Валгасское депо рефрижераторных вагонов ЭВР
А-27 Пассажирское вагонное депо Вильнюс ЛГ
А-28 Вагонное депо Радвилишкис ЛГ
А-29 Вагонное депо Черняховск КЛГ
А-30 Пассажирское вагонное депо Калининград КЛГ
А-32 Вагонное депо Минск БЧ
А-33 Вагонное депо Молодечно БЧ
А-34 Вагонное депо Орша БЧ
А-35 Вагонное депо Барановичи БЧ
А-36 Вагонное депо Брест БЧ
А-37 Вагонное депо Гомель БЧ
А-38 Вагонное депо Жлобин БЧ
А-39 Вагонное депо Могилев БЧ
А-40 Вагонное депо Витебск БЧ
А-41 Вагонное депо Полоцк БЧ
А-42 Пассажирский вагонный участок Москва-Каланчевская МСК
А-43 Вагонное депо Люблино МСК
А-44 Вагонное депо Перово МСК
А-45 Пассажирское вагонное депо Москва-3 МСК
А-46 Вагонное депо Лосиноостровская МСК
А-47 Бекасово участок рефрижераторного депо Подмосковная МСК
А-48 Пассажирское вагонное депо Москва-Смоленская МСК
А-49 Пассажирское вагонное депо Москва-Киевская МСК
А-50 Вагонное депо Тула МСК
А-51 Пассажирское вагонное депо Орел МСК
А-52 Вагонное депо Курск МСК
А-53 Вагонное депо Бирюлево-цех вагонного депо Люблино МСК
А-54 Вагонное депо Льгов МСК
А-55 Вагонное депо Павелец-цех вагонного депо Павелецкое МСК
А-56 Вагонное депо Узловая МСК
А-57 Вагонное депо Бобрик-Донской — цех вагонного депо
Узловая МСК
А-58 Вагонное депо Павелецкое МСК
А-59 Вагонное депо Рыбное МСК
А-60 Вагонное ремонтное депо Сасово (ВЧДр Сасово АО «ВРК-3»)
МСК
А-61 Пассажирское вагонное депо Смоленск МСК
А-62 Вагонное депо Вязьма МСК
А-63 Вагонное депо Калуга МСК
А-64 Вагонное депо Брянск-Льговский (восточный МСК корпус).
Вагонное депо Брянск-Льговский (западный корпус) МСК
Л-65 ВЧД Унеча — филиал ООО «Новая вагоноремонтная Компания»
МСК
А-66 Пассажирское вагонное депо Орехово-Зуево МСК
А-67 Вагонное депо Ряжск (цех вагонного депо МСК Рыбное) МСК
А-68 Вагонное депо Владимир ГРК
А-69 Вагонное депо Горький-Сортировочный ГРК
А-70 Пассажирское вагонное депо Горький-Московский ГОР
А-71 Вагонное депо Шахунья ГРК
А-72 Вагонное депо Лянгасово ГРК
А-73 Пассажирское вагонное депо Киров ГОР
А-74 Вагонное депо Зуевка ГРК
А-75 Вагонное депо Муром ГРК
А-76 Вагонное ремонтное депо Арзамас (ВЧДр Арзамас АО
«ВРК-3») ГРК
А-77 Вагонное депо Красный узел ГРК
А-78 Пассажирское вагонное депо Юдино ГОР
А-79 Вагонное депо Агрыз ГРК
А-80 Вагонное депо Красноуфимск ГРК
А-81 Вагонное депо Ярославль Главный СЕВ
А-82 Вагонное депо Иваново СЕВ
А-83 Вагонное депо Буй СЕВ
А-84 Пассажирское вагонное депо Шарья СЕВ
А-85 Вагонное депо Вологда СЕВ
А-86 Вагонное депо Череповец СЕВ
А-87 Пассажирское вагонное депо Саратов ПРВ
А-88 Вагонное депо Исакогорка СЕВ
А-89 Вагонное депо Кулой СЕВ
А-90 Пассажирское вагонное депо Котлас СЕВ
А-91 Вагонное депо Сольвычегорск СЕВ
А-92 Вагонное ремонтное депо Сосногорск (ВЧДр Сосногорск АО
«ВРК-3») СЕВ
А-93 Вагонное депо Омск-Сортировочный ЗСБ
А-94 Эксплуатационное вагонное депо Воркута (ЦДИ ОАО «РЖД»)
СЕВ
А-96 Вагонное депо Инта СЕВ
А-97 Пассажирское вагонное депо Киев-Пасс. ЮЗ
А-98 Рефрижераторное вагонное депо Фастов-2 ЮЗ
А-99 Вагонное депо Казатин ЮЗ
А-100 Вагонное депо Жмеринка ЮЗ
А-101 Вагонное депо Дарница ЮЗ
А-102 Вагонное депо Шепетовка ЮЗ
А-103 Вагонное депо Коростень ЮЗ
О-104 Пассажирское вагонное депо Бахмач ЮЗ
А-105 Вагонно-колесные мастерские Ворожба ЮЗ
А-106 Вагонное депо Конотоп ЮЗ
А-107 Вагонное депо Клепаров ЛЬВ
А-108 Вагонное депо Стрый ЛЬВ
А-109 Пассажирское вагонное депо Ковель ЛЬВ
А-110 Вагонное депо Здолбунов ЛЬВ
А-111 Пассажирское вагонное депо Черновцы ЛЬВ
А-112 Пассажирское вагонное депо Львов ЛЬВ
А-113 Вагонное депо Ужгород ЛЬВ
О-114 Вагонное депо Коломыя ЛЬВ
А-115 Вагонное депо Одесса-Застава-1 ОДК
А-117 Вагонное депо Котовск ОДК
А-118 Пассажирское вагонное депо Одесса-Главная ОДК
А-119 Вагонное депо Помошная ОДК
А-120 Вагонное депо им. Шевченко ОДК
А-121 Локомотивное депо Христовка ОДК
А-122 Вагонное депо Знаменка ОДК
А-123 Дирекция по обслуживанию пассажиров Кишинев ЧФМ
А-124 Вагонное депо Бессарабская ЧФМ
А-125 Вагонное депо Бельцы ЧФМ
А-126 Вагонное депо Херсон ОДК
А-127 Пассажирское вагонное депо Николаев ОДК
А-128 Гайворонский уч-ок вагонного депо им. Т. Шевченко ОДК
А-129 Вагонное депо Белгород МСК
А-130 Вагонное депо Полтава ЮЖ
А-131 Вагонное депо Основа ЮЖ
А-132 Лозовской участок вагонного депо Харьков-Сортировочный
ЮЖ
А-133 Вагонное депо Кременчуг ЮЖ
А-134 Вагонное депо Купянск ЮЖ
А-135 Вагонное депо Валуйки ЮВС
А-136 Вагонное депо Гребенка ЮЖ
А-137 Вагонное депо Харьков-Сортировочный ЮЖ
А-138 Вагонное депо Готня ЮВС
А-139 Вагонное депо Красный Лиман ДОН
А-140 Вагонное депо Константиновка ДОН
А-141 Вагонное депо Славянск ДОН
А-142 Вагонное депо Волноваха ДОН
А-143 Локомотивное депо Попасная ДОН
А-144 Пассажирское вагонное депо Луганск ДОН
А-145 Вагонное депо Коммунарск ДОН
А-146 Вагонное депо Дебальпево-Сортировочное ДОН
А-147 Вагонное депо Ясиноватая ДОН
А-148 Вагонное депо Иловайская ДОН
А-150 Вагонное депо Батуринская ПРИД
А-151 Вагонное депо Нижнеднепровск — Узел ПРИД
А-152 Вагонное депо Пологи ПРИД
А-153 Пассажирское вагонное депо Синельниково ПРИД
А-154 Вагонное депо Запорожье Левое ПРИД
А-155 Вагонное депо Джанкой ПРИД
А-156 Вагонное депо Пятихатки ПРИД
А-157 Вагонное депо Верховцево ПРИД
А-158 Днепропетровское
пассажирское вагонное депо ПРИД
О-159 Вагонное депо Мудреная ПРИД
О-160 Вагонное депо Мелитополь ДОН
О-161 Крымская техническая дирекция по обслуживанию
пассажиров (ДОП-4) ПРИД
О-162 Вагонное депо Днепродзержинск ПРИД
О-164 Вагонное депо Керчь ПРИД
А-166 Вагонное депо Каменоломни СКВ
А-167 Пассажирское вагонное депо Ростов СКВ
А-169 Вагонное ремонтное депо Батайск (ВЧДр Батайск АО
«ВРК-1») СКВ
А-170 Рефрижераторное вагонное депо Тихорецкая СКВ
А-171 Вагонное депо Кавказская СКВ
А-172 Вагонное депо Армавир цех вагонного депо Кавказская
(колесный цех) СКВ
А-173 Пассажирское вагонное депо Минеральные воды — ЛВЧД
Минеральные воды АО «ФПК» СКВ
А-174 Вагонное депо Прохладная СКВ
А-177 Вагонное депо Махачкала СКВ
А-179 Вагонное депо Краснодар СКВ
А-180 Пассажирское вагонное депо Новороссийск (ЛВЧД
Новороссийск АО «ФПК») СКВ
А-183 Вагонный участок Адлер (ЛВЧ Адлер АО «ФПК») СКВ
А-184 Вагонное депо Сальск СКВ
А-186 Пассажирское вагонное депо Баку АЗ
А-187 Вагонное депо Баладжары АЗ
А-188 Вагонное депо Гянджа АЗ
А-189 Вагонное депо Казимагомед АЗ
А-190 Вагонное депо Батуми ГР
А-191 Вагонное депо Хашури ГР
А-192 Пассажирское вагонное депо Уфа (ЛВЧ-14 АО «ФПК») КБШ
А-193 Вагонное депо Ереван АРМ
А-194 Вагонное депо Самтредиа ГР
А-195 Вагонное депо Тбилиси ГР
А-196 Вагонное депо Морозовская цех депо Лихая (колесный
цех) СКВ
А-197 Вагонное депо Лихая — филиал ЗАО «Кав-Транс» СКВ
А-198 Вагонное депо Россошь ЮВС
А-199 Вагонное депо Лиски ЮВС
А-200 Вагонное депо Поворино ЮВС
А-201 Пассажирское вагонное депо Воронеж ЮВС
А-202 Вагонное депо Грязи ЮВС
А-203 Вагонное депо Елец ЮВС
А-204 Вагонное депо Старый Оскол ЮВС
А-205 Вагонное депо Кочетовка ЮВС
А-207 Вагонное депо Казинка ЮВС
А-208 Участок пассажирского депо Тамбов ЮВС
А-209 Вагонное ремонтное депо Пенза (ВЧДр Пенза АО «ВРК-1»)
КБШ
А-210 Локомотивное депо Моршанск — (вагонный участок) КБШ
А-211 Вагоннное депо Рузаевка КБШ
А-212 Вагонное депо Сызрань КБШ
А-213 Вагонное депо Октябрьск — участок вагонного депо
Сызрань КБШ
А-214 Пассажирское вагонное депо Самара КБШ
А-215 Вагонное депо Кинель КБШ
А-216 Вагонное депо Абдулино КБШ
А-217 Вагонное депо Дема КБШ
А-218 Вагонное депо Бензин КБШ
А-219 Вагонное депо Ульяновск центр КБШ
О-220 Вагонное депо Круглое поле КБШ
А-221 Пассажирское вагонное депо Уфа КБШ
А-222 Вагонное депо Астрахань-2 ПРВ
А-223 Вагонное депо Баскунчак ПРВ
А-224 Пассажирское вагонное депо Волгоград ПРВ
А-225 Вагонное депо Сарепта ПРВ
А-226 Вагонное ремонтное депо Арчеда — филиал ООО «Новая
вагоноремонтная компания» ПРВ
А-227 Вагонное депо Балашов ПРВ
А-228 Вагонное депо Ртищево ПРВ
А-229 Вагонное депо Аткарск ПРВ
А-230 Вагонное депо Саратов-II ПРВ
А-231 Вагонное ремонтное депо Нефтяная (ВЧДр Нефтяная АО
«ВРК-3») ПРВ
А-232 Вагонное депо Ершов ПРВ
О-233 Локомотивное депо Петров вал Ю-УР
О-234 Вагонное депо Филоново — цех вагонного депо Арчеда ПРВ
А-235 Ремонтное вагонное депо К-Боровое «ТОО Бурабай» КЗХ
А-236 Акмолинский региональный филиал по пассажирскому
вагонному хозяйству КЗХ
А-237 Ремонтное вагонное депо «Атбасар» производственный
кооператив «Аждар» и К КЗХ
А-238 ф-л ТОО «Камкор-вагон» Карагандинское вагоноремонтное
депо КЗХ
А-239 Кооператив ПК «Бердыс-Балхаш» КЗХ
А-240 ф-л ТОО «Камкор-вагон» Павлодарское вагоноремонтное
депо КЗХ
А-241 ф-л ТОО «Камкор-вагон» вагоноремонтное депост.
Экибазстуз-1 КЗХ
А-242 Вагонное депо Кушмурун, Кооператив ТОО «Жардем-2030»
КЗХ
А-243 Ремонтное вагонное депо «Защита» КЗХ
А-244 Вагонное депо, Кооператив ПК «Ибраев+К» КЗХ
А-245 ф-л ТОО «Камкор-вагон» Аякозское вагоноремонтное депо
КЗХ
А-247 ТОО «Жамбыл Рем Сервис» КЗХ
А-248 Вагонное депо станции Жамбыл КЗХ
А-249 Вагонное хозяйство ГП НК КТЖ станция Бишкек-1 АКП
А-250 АКП ТОО «Шымкент Рем Сервис» КЗХ
А-251 Вагонное депо Арысь, Кооператив ТОО «ВЧД-Арысь» КЗХ
А-252 ТОО «Рем ПВ» ст. Кызылорда КЗХ
А-253 ф-л ТОО «Камкор-вагон» Казалинское вагоноремонтное
депо КЗХ
А-254 ф-л ТОО «Камкор-вагон» Шалкарское вагоноремонтное депо
КЗХ
А-255 ПК «Пассажирремвагон» ст. Актюбинск КЗХ
А-257 Вагонное депо ст. Акжайык КЗХ
А-258 Ремонтное вагонное депо «Железорудная» КЗХ
А-259 Вагонное депо Ташкент-товарный УЗБ
А-260 Вагонное депо Хавает УЗБ
А-261 Вагонное депо Коканд УЗБ
А-262 Пассажирское вагонное депо Андижан УЗБ
А-263 Вагонное депо Самарканд УЗБ
А-264 Вагонное депо Бухара УЗБ
А-265 Пассажирское вагонное депо Душанбе ТДЖ
А-266 Вагонное депо Туркменабад ТРК
А-267 Пассажирское вагонное депо Ашгабад ТРК
А-269 Вагонное депо Мары ТРК
А-270 Вагонное депо Карши УЗБ
А-271 Вагонное депо Верещагино СВР
А-272 Пассажирское вагонное депо Пермь СВР
А-273 Вагонное депо Пермь-Сортировочный СВР
А-274 Вагонное ремонтное депо Свердловск — Сортировочный
(ВЧДр Свердловск -Сортировочный АО «ВРК-1») СВР
А-275 Пассажирское вагонное депо Свердловск СВР
А-277 Вагонное депо Ишим СВР
А-278 Вагонное депо Березники СВР
А-279 Вагонное депо Кизел СВР
А-280 Вагонное депо Чусовская СВР
А-281 Вагоноремонтное производство — Смычка АО ФГК СВР
А-282 Вагонное депо Гороблагодатская СВР
А-283 Вагонное ремонтное депо Серов — Сортировочный (ВЧДр
Серов — Сортировочный АО «ВРК-2») СВР
А-284 Вагонное депо Егоршино СВР
А-285 Вагонное депо Каменск-Уральский СВР
А-286 Пассажирское вагонное депо Тавда СВР
А-288 Бердяушский участок вагонного депо Златоуст Ю-УР
А-289 Вагонное депо Златоуст Ю-УР
А-290 Вагонное депо Челябинск — Сортировочный Ю-УР
А-291 Пассажирское вагонное депо Челябинск (ЛВЧД-1 АО «ФПК»)
Ю-УР
А-292 Верхний Уфалей (участок от вагонного депо Челябинск —
Сорт. Ю-УР
А-293 Вагонное депо Курган Ю-УР
А-295 Вагонное депо Троицк Ю-УР
А-296 Вагонное ремонтное депо Карталы (ВЧДр Карталы АО
«ВРК-3») Ю-УР
А-297 Вагонное депо Магнитогорск Ю-УР
А-298 Вагонное депо Орск Ю-УР
А-299 Пассажирское вагонное депо Оренбург (ЛВЧД-2 АО «ФПК»)
Ю-УР
А-300 Вагонное ремонтное депо Бузулук Ю-УР
А-301 Пассажирское вагонное депо Омск ЗСБ
Л-302 Вагонное депо Московка ЗСВ
А-303 Вагонное депо Татарская ЗСБ
А-304 Вагонное депо Барабинск ЗСБ
А-306 Пассажирское вагонное депо Новосибирск ЗСБ
А-307 Вагонное депо Инская ЗСБ
А-308 Вагонное депо Болотная ЗСБ
А-309 Вагонное ремонтное депо Тайга (ВЧДр Тайга АО «ВРК-1»)
ЗСБ
А-310 Вагонное ремонтное депо Топки (ВЧДр Топки АО «ВРК-3»)
ЗСБ
А-311 Вагонное депо Кемерово ЗСБ
А-312 Вагонное ремонтное депо Ленинск-Кузнецкий (ВЧДр
Ленинск — Кузнецкий АО «ВРК-1») ЗСБ
А-313 Вагонное депо Белово ЗСБ
А-314 Вагонное депо Прокопьевск ЗСБ
А-315 Вагонное депо Новокузнецк-Сортировочный ЗСБ
А-316 Пассажирское вагонное депо Барнаул (ЛВЧ-13 АО «ФПК»)
ЗСБ
А-317 Вагонное депо Бийск участок вагонного депо Алтайская
ЗСБ
А-318 Вагонное ремонтное депо Рубцовск (ВЧДр Рубцовск АО
«ВРК-3») ЗСБ
А-320 ООО «Вагоноремонтная компания «Купино» ЗСБ
А-321 Пассажирское вагонное депо Томск (ЛВЧ-20 АО «ФПК») ЗСБ
А-322 Вагонное ремонтное депо Аскиз (ВЧДР Аскиз АО «ВРК-2»)
КРС
А-323 Пассажирское вагонное депо Абакан (ЛВЧ-5 АО «ФПК») КРС
А-324 Вагонное депо Боготол КРС
А-325 Вагонное депо Ужур КРС
А-326 Пассажирское вагонное депо Красноярск КРС
А-327 Вагонное депо Иланская КРС
А-328 Вагонное депо Тайшет КРС
А-329 Вагонное депо Нижнеудинск ВСБ
Л-330 Вагонное депо Зима ВСБ
Л-331 Вагонное депо Черемхово ВСБ
Л-332 Вагонное ремонтное депо Иркутск — Сортировочный (ВЧДр
Иркутск — Сортировочный АО «ВРК-2») ВСБ
Л-333 Пассажирское вагонное депо Иркутск ВСБ
А-335 Вагонное депо Улан-Удэ ВСБ
Л-336 Вагонное депо Вихоревка ВСБ
Л-338 Участок по ремонту грузовых вагонов ст.
Суховская-Южная вагонного ремонтного депо Иркутск Сортировочный (ВЧДр Иркутск
Сортировочный АО «ВРК-2») ВСБ
А-340 Вагонное депо Хилок ЗБК
А-341 Вагонное депо Мураши ГРК
А-342 Вагонное депо Чита-1 ЗБК
Л-343 Вагонное депо Мызайкюла ЭВР
А-344 Вагонное депо Борзя ЗБК
А-345 Пассажирское вагонное депо Шилка ЗБК
А-346 Вагонное депо Чернышевск-Забайкальский ЗБК
А-347 Вагонное депо Зелецино ГРК
А-348 Вагонное депо Партизанск ДВС
А-350 Вагонное депо Кунград УЗБ
А-351 Вагонное депо Магдагачи ЗБК
А-352 Вагонное депо Белогорск ЗБК
О-353 Вагонное депо Бурея (участок вагонного депо Белогорск)
ЗБК
А-355 Вагонное депо Облучье Хабаровск-2 ДВС
А-356 Вагонное депо Ружино ДВС
А-357 Вагонное депо Уссурийск ДВС
А-359 Вагонное депо Комсомольск ДВС
А-360 Депо подвижного состава Южно-Сахалинск САХ
А-361 Пассажирское вагонное депо Владивосток ДВС
О-364 Вагонное депо Воскресенск(цех вагонного депо Перово)
МСК
О-365 Вагонное депо Ярославль СЕВ
А-368 Вагонное депо Уральск. Кооператив ТОО «Вагон» КЗХ
А-369 Вагонное депо Дрогобыч ЛЬВ
О-374 Вагонное депо Щетово ДОИ
О-375 Вагонное депо Соль ДОН
А-377 Вагонное депо ТОО Богатыр Транс — ст. Экибастуз КЗХ
А-378 Рефрижераторное депо Сырдарьинская УЗБ
О-379 Пассажирское вагонное депо Мариуполь ДОН
А-381 Пассажирское вагонное депо Тында ДВС
А-382 Локомотивное депо Перерва МСК
А-383 Пассажирское вагонное депо Каховка ОДК
А-384 Вагонное депо Гюмри АРМ
А-385 Вагонное депо Сургут СВР
А-386 Вагонное депо Войновка СВР
А-387 Вагонное депо Тольятти КБШ
А-388 Вагонное депо Тосно ОКТ
А-390 Вагонное депо Коноша СЕВ
О-391 Рефрижераторное вагонное депо Тернополь ЛЬВ
А-392 Вагонное депо Бекасово МСК
А-393 Вагонное депо Северобайкальск ЗБК
А-394 Вагонное депо Тында ДВС
А-395 Рефрижераторное вагонное депо Троицк Ю-УР
А-398 Вагонное депо Стойленская ЮВС
А-401 Тамбовский вагоноремонтный завод ЮВС
А-402 ОАО «Днепрвагонремстрой» ЮЗ
А-403 Дарницкий вагоноремонтный завод г. Киев ЮЗ
А-404 Воронежский вагоноремонтный завод ЮВС
А-405 Владикавказский вагоноремонтный завод СКВ
А-407 ЗАО «Промтрактор-Вагон»
ГРК
О-408 Московский завод по модернизации и строительству
вагонов им. Войтовича МСК
О-409 Стрыйский вагоноремонтный завод ЛЬВ
О-410 Понаснянский вагоноремонтный завод ДОН
О-413 ОАО «Октябрьский электровагоноремонтный завод» ОКТ
О-414 Предприятие «Экспресс» г. Жмеринка ЮЗ
О-415 ЗАО «Гомельский вагоностроительный завод» БЕЛ
О-416 Вологодский вагоноремонтный завод СЕВ
О-417 Ярославский вагоноремонтный завод СЕВ
А-418 Рославльский вагоноремонтный завод МСК
О-420 ОАО «Акмолинский вагоноремонтный завод» КЗХ
А-421 Новороссийский вагоноремонтный завод СКВ
О-422 Улан-Удэнский локомотиворемонтный завод ЗАБ
А-423 Барнаульский вагоноремонтный завод ЗСБ
О-424 ОАО Московский локомотиворемонтный завод МСК
О-425 Украинский государственный центр по эксплуатации
специальных вагонов ЮЖ
О-426 Алма-атинский вагоноремонтный завод КЗХ
А-427 ОАО Свободненский вагоноремонтный завод ЗАБ
А-428 ООО «Саяногорский вагоноремонтный завод» КРС
А-429 ОАО «Завод по ремонту думпкаров» г. Железногорск МСК
О-430 ПП «Южэнергопром» г. Черкесск СКВ
А-440 «Рузхиммаш» завод химического машиностроения КБШ
А-441 ОАО «Желдорсервис» ПРВ
А-442 Андижанский механический завод УЗБ
А-443 Алтайский вагоноремонтный завод ЗСБ
А-444 ЗАО «Великолукский локомотивовагоноремонтный завод»
ОКТ
А-445 ОАО «Красноярский электровагоноремонтный завод»
А-446 Пассажирское вагонное депо Новокузнецк (ЛВЧ-26 АО
«ФПК») ЗСБ
А-447 Пассажирское вагонное депо Ташкент УЗБ
А-448 Саранский тепловозоремонтный завод КБШ
А-449 АО «ЗИКСТО» АО НК «Казахстанские железные дороги» КЗХ
А-450 СП депо Балахонцы ОАО «Уралкалий» СВР
А-451 Пассажирское вагонное депо Кемерово ЗСБ
О-452 Рефрижераторное депо Лиски ЮВС
А-453 ЗАО «Вагонно-ремонтный завод» г. Стерлитамак КБШ
А-454 ОАО Вологодский вагоноремонтный завод
А-455 ООО «ВагонДорМаш» СКВ
А-501 Инженерно-производственная фирма «Ресурс» г. Пятихатки
ПРИД
А-502 Вагонное депо Анисовка-цех ВЧД Саратов-2 ПРВ
А-503 ООО «Вагону-Ремонтс» г. Рига ЛДЗ
А-504 ВЧД-Термез ОАО «Узвагонтаъмир» УЗБ
А-505 Моторвагонное депо С-Петербург Московское
А-506 Тольяттинская производственно-ремонтная база ОАО
«Волжско-Уральской транспортной компании» ОАО «ВолгаУралТранс» КБШ
А-507 УП «Узжелдорреммаш» ГАЖК «Узбекские железные дороги»
УЗБ
А-508 ЗАО «НЕЗТОР» с 12.05.2006 г. СВЕРД
А-509 СФАТ-Рязань MOCK
А-511 ООО «Боготольский вагоноремонтный завод» КРАС
А-512 Алмаатинский филиал по ремонту пассажирских вагонов
(ЛВЧДР-26) КЗХ
А-513 ООО «Вагоностроительная компания» г. Рустави Грузия
А-514 ООО Вагоноремонтное предприятие «Новотранс» ВСБ
А-515 Кушмурунское вагоноремонтное депо КЗХ
А-516 ООО Кузбасское вагоноремонтное предприятие «Новотранс»
ЗСБ
А-517 ТОО Казахстанская вагоностроительная компания КЗХ
А-518 Вагоноремонтное депо-филиал ООО «Мечел-Ремсервис» г.
Железногорск-Илимский РФ ВСИБ
А-519 Красноярское депо ОАО «В-Сибпромтранс» г. Красноярск
РФ КРАС
А-520 ООО «Брянское вагоноремонтное депо» г. Брянск РФ МСК
А-521 Рефрижераторного вагонного депо Уссурийск Новосибирского
филиала ОАО «ВРК-1» РФ ДВЖД
А-522 АКП ЗАО «Тихвинский вагоностроительный завод» г.
Тихвин РФ ОКТ
А-523 АКП ДП «Литейно-механический завод» г. Ташкент УЗБ
А-524 АКП ТОО «БЕРЕКЕ-2004» в г. Экибастуз КЗХ
А-525 АКП Филиал ООО «Техкомплекс» Самарская область РФ КБШ
А-526 АКП ТОО «Казпневматика» в г. Щукинск КЗХ
А-527 АКП ООО «Вагонно-колесная мастерская» в г. Старый
Оскол РФ ЮВОСТ
А-528 АКП ООО ПО «НОВОТРАНС» г. Кашира РФ МСК
А-529 АКП ООО Сибирская Вагонная компания г. Новокузнецк РФ
ЗСИБ
А-530 АКП ОАО «Нижнекамскнефтехим» РФ КБШ
А-531 АКП ООО «Депо-ЕвроХим» СКВ
О-532 АО ООО «Агрегатбуд» в г. Рубежное, Луганской области,
Украина
А-533 АКП ЗАО «Уральская вагоноремонтная компания» в г.
Магнитогорск ЮУР
А-534 Вагонное ремонтное депо Тында ОАО «ВРК-2» ДВСТ
А-535 Моторвагонное депо Анисовка ПРИВ (только ВР и ЭВР)
О-536 Вагоноремонтное депо Чита (ВРД) ЦДИ ОАО «РЖД» ЗБК
А-550 Моторвагонное депо Брянск-1 Московской ДМВ
А-551 Моторвагонное депо С-Петербург Балтийский ОКТ
А-552 ООО «Вагонное депо Желдорэкспедиция» МСК
А-553 Пассажирское
О-554 ТОО «Экибастузское моторвагонное депо» г. Экибастуз,
Казахстан
О-555 ОАО «Минский вагоноремонтный завод» г. Минск,
Республика Беларусь
А-556 ООО «Армавирское вагоноремонтное депо» СКВ
О-558 Моторвагонное депо Данилов СЕВ
О-559 Моторвагонное депо Крюково ОКТ
А-560 ООО «Орский вагонный завод» ЮУР
О-561 Калужский завод «Ремпутьмаш» ВСИБ
О-562 ОАО «Оренбургский ПРМЗ «Ремпутьмаш»
О-563 Эксплуатационное депо Алтайская (ВЧДЭ Алтайская) ОАО
«РЖД» ЗСБ
О-564 ООО Вагоноремонтное предприятие Завязовское ОАО «РЖД»
УР
А-565 Вагонное ремонтное депо Волгоград (ВРД Волгоград —
филиал ООО «НВК») ПРИВ
(Измененная редакция. Изм. 5-2013, 5-2014,
6-2014, 15-2015, 36-2016, 1-2017,
124-2016)
Приложение Ж
Основные параметры и размеры арматуры
соединительной для безрезьбовых труб, устанавливаемых на вагоны при их ремонте
|
Наименование |
Номер |
Присоединительные |
Условный |
Наружный |
Момент |
Применяемость |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Штуцер |
4370, |
G ¾-В |
20 |
27 |
150 |
Соединение труб с резервуаром № 295 |
|
4370И |
||||||
|
Ниппель |
4371, |
G ¾-В |
20 |
27 |
150 |
Соединение труб с разобщительным краном |
|
4371И |
||||||
|
Штуцер в сборе |
4374, |
М52×1,5 |
32 |
42 |
200 |
Соединение трубопровода тормозной |
|
4374И |
||||||
|
Штуцер в сборе |
4374М, |
G1½-В |
32 |
42 |
200 |
Соединение трубопровода вагонов |
|
4374МИ |
||||||
|
Тройник |
4375, |
Ø |
32 |
42 |
200 |
Соединение трубопровода тормозной |
|
4375И |
Ø |
20 |
— |
150 |
||
|
Тройник в сборе |
4375-01, |
Ø |
32 |
42 |
200 |
Соединение трубопровода тормозной |
|
4375И-01 |
G ¾-В |
20 |
— |
150 |
||
|
Тройник |
4375Р |
G ¼-В |
32 |
42 |
200 |
Соединение трубопровода тормозной |
|
Ø |
20 |
150 |
||||
|
Тройник в сборе |
4375Р-01 |
G ¼-В |
32 |
42 |
200 |
Соединение трубопровода тормозной |
|
G ¾-В |
20 |
— |
150 |
|||
|
Муфта |
4379, |
Ø |
32 |
42 |
200 |
Соединение труб между собой |
|
4379И |
||||||
|
Муфта |
4379-01, |
Ø |
20 |
27 |
150 |
Соединение труб между собой |
|
4379И-01 |
||||||
|
Тройник |
5312, |
Ø |
20 |
27 |
150 |
Соединение авторежима с тормозными |
|
5312И |
||||||
|
Муфта |
СТ157-1-20 |
Ø |
20 |
27 |
160 |
Соединение труб между собой |
|
(157.010-04) |
||||||
|
Муфта |
СТ157-1-32 |
Ø |
32 |
42 |
210 |
Соединение труб между собой |
|
(157.010-06) |
||||||
|
Полумуфта |
СТ157-2-20 |
G ¾-В» |
20 |
42 |
160 |
Соединение труб между собой. Соединение |
|
(157.020-04) |
||||||
|
Фильтр-полумуфта |
СТ157-3 |
G ¾-В» |
20 |
27 |
160 |
Соединение труб с резервуаром № 295 |
|
(157.030) |
||||||
|
Полумуфта |
СТ |
G1½» |
32 |
42 |
210 |
Соединение трубопровода тормозной |
|
(157.050) |
||||||
|
Соединение с тройником |
СТ157-4 |
Ø |
32 |
42 |
210 |
Соединение трубопровода тормозной магистрали |
|
(157.040) |
G ¾-В» |
20 |
— |
160 |
(Приложение Ж введено
дополнительно. Изм. 124-2016)
СОДЕРЖАНИЕ
1 ОСНОВНЫЕ ПОЛОЖЕНИЯ.. 1
2 ОБЪЕМ РЕМОНТА ТОРМОЗНОГО ОБОРУДОВАНИЯ ГРУЗОВЫХ
ВАГОНОВ.. 3
2.1 Объем ремонта тормозного оборудования при текущем
отцепочном ремонте грузовых вагонов. 3
2.2 Объем ремонта тормозного оборудования при деповском
ремонте грузовых вагонов. 4
2.3 Объем ремонта тормозного оборудования при
капитальном ремонте грузовых вагонов. 6
3 ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ТОРМОЗНОМУ
ОБОРУДОВАНИЮ И МОНТАЖУ ЕГО НА ВАГОНАХ ПРИ ВСЕХ ВИДАХ РЕМОНТА ГРУЗОВЫХ ВАГОНОВ.. 7
4 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ ТОРМОЗНОЙ РЫЧАЖНОЙ
ПЕРЕДАЧИ ГРУЗОВЫХ ВАГОНОВ.. 13
5 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ ТОРМОЗНОГО
ВОЗДУХОПРОВОДА ГРУЗОВЫХ ВАГОНОВ.. 16
6 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ ЗАПАСНЫХ
РЕЗЕРВУАРОВ ГРУЗОВЫХ ВАГОНОВ.. 17
7 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ КАМЕР И
КРОНШТЕЙНОВ-КАМЕР ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ГРУЗОВОГО ТИПА.. 18
8 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ
ТОРМОЗНЫХ ЦИЛИНДРОВ ГРУЗОВЫХ ВАГОНОВ.. 18
9 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ КОНЦЕВЫХ
И РАЗОБЩИТЕЛЬНЫХ КРАНОВ.. 19
9.1 Концевые краны 190, 4304, 4304М… 19
9.2 Концевые краны 4314 и 4314Б. 20
9.3 Шаровые разобщительные краны грузовых вагонов. 21
9.4 Разобщительный кран пробкового типа грузового
вагона (кран 372) 22
9.5 Шаровой трехходовой кран 4325Б. 23
10 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ, КОМПЛЕКТОВАНИЕ И
ИСПЫТАНИЕ СОЕДИНИТЕЛЬНЫХ РУКАВОВ Р17Б И Р36. 24
10.1 Ремонт соединительных рукавов. 24
10.2 Комплектование соединительных рукавов. 25
10.3 Испытание соединительных рукавов. 26
11 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ
РЕГУЛЯТОРОВ ТОРМОЗНЫХ РЫЧАЖНЫХ ПЕРЕДАЧ.. 27
12 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ
АВТОРЕЖИМОВ ГРУЗОВЫХ ВАГОНОВ.. 29
13 ИСПЫТАНИЕ АВТОРЕЖИМОВ ГРУЗОВЫХ ВАГОНОВ НА СТЕНДЕ
УНИФИЦИРОВАННОЙ КОНСТРУКЦИИ.. 31
13.1 Характеристика стенда. 31
13.2 Методика испытания. 32
14 УСТАНОВКА И РЕГУЛИРОВКА АВТОРЕЖИМА НА ГРУЗОВЫХ
ВАГОНАХ.. 33
15 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ
МАГИСТРАЛЬНЫХ И ГЛАВНЫХ ЧАСТЕЙ ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ГРУЗОВОГО ТИПА.. 36
16 ИСПЫТАНИЕ МАГИСТРАЛЬНЫХ И ГЛАВНЫХ ЧАСТЕЙ
ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ГРУЗОВОГО ТИПА НА СТЕНДЕ УНИФИЦИРОВАННОЙ КОНСТРУКЦИИ.. 42
16.1 Характеристика стенда. 42
16.2 Испытание магистральной части. 46
16.3 Испытание главной части. 47
17 РЕГУЛИРОВКА ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ ГРУЗОВЫХ
ВАГОНОВ.. 49
17.1 Регулировка тормозной рычажной передачи грузовых
вагонов при производстве деповского и капитального ремонта. 49
17.2 Регулировка тормозной рычажной передачи грузовых
вагонов при производстве текущего отцепочного ремонта. 53
18 ПРИЕМКА ТОРМОЗНОГО ОБОРУДОВАНИЯ НА ГРУЗОВЫХ ВАГОНАХ.. 55
19 ИСПЫТАНИЕ ТОРМОЗА ГРУЗОВЫХ ВАГОНОВ НА ТИПОВОЙ
УСТАНОВКЕ.. 56
19.1 Общие положения. 56
19.2 Характеристика установки. 56
19.3 Подготовка к испытанию тормоза вагона. 58
19.4 Проверка плотности пневматической тормозной
системы вагона. 58
19.5 Проверка действия тормоза вагона. 58
19.6 Проверка действия выпускного клапана
воздухораспределителя. 60
19.7 Завершение испытаний. 61
20 РЕМОНТ И ИСПЫТАНИЕ КРАНА МАШИНИСТА, ПРИМЕНЯЕМОГО В
СТЕНДАХ ДЛЯ ИСПЫТАНИЯ ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ГРУЗОВОГО ТИПА И УСТАНОВКАХ ДЛЯ
ИСПЫТАНИЯ ТОРМОЗА ГРУЗОВЫХ ВАГОНОВ.. 61
21 ОБЪЕМ РЕМОНТА ТОРМОЗНОГО ОБОРУДОВАНИЯ ПАССАЖИРСКИХ
ВАГОНОВ.. 61
21.1 Объем ремонта тормозного оборудования при текущем
отцепочном ремонте пассажирских вагонов. 61
21.2 Ревизия тормозного оборудования пассажирских
вагонов. 62
21.3 Единовременная осенне-весенняя ревизия тормозного
оборудования пассажирских вагонов. 65
21.4 Объем ремонта тормозного оборудования при
деповском ремонте пассажирских вагонов. 65
21.5 Объем ремонта тормозного оборудования при
капитальном ремонте первого объема пассажирских вагонов. 69
21.6 Объем ремонта тормозного оборудования при
капитальном ремонте второго объема пассажирских вагонов. 70
21.7 Объем ремонта тормозного оборудования при
капитально-восстановительном ремонте пассажирских вагонов. 71
22 ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ТОРМОЗНОМУ
ОБОРУДОВАНИЮ И МОНТАЖУ ЕГО НА ВАГОНАХ ПРИ ВСЕХ ВИДАХ ПЛАНОВОГО РЕМОНТА И
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ПАССАЖИРСКИХ ВАГОНОВ.. 71
23 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ ТОРМОЗНОЙ РЫЧАЖНОЙ
ПЕРЕДАЧИ ПАССАЖИРСКИХ ВАГОНОВ.. 74
24 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ ВОЗДУХОПРОВОДА
ПАССАЖИРСКИХ ВАГОНОВ.. 77
25 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ РЕЗЕРВУАРОВ
ПАССАЖИРСКИХ ВАГОНОВ.. 77
26 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ ТОРМОЗНЫХ ЦИЛИНДРОВ
ПАССАЖИРСКИХ ВАГОНОВ.. 78
27 ИСПЫТАНИЕ ТОРМОЗНЫХ ЦИЛИНДРОВ ПАССАЖИРСКИХ ВАГОНОВ.. 79
28 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ КРАНОВ
И КЛАПАНОВ ПАССАЖИРСКИХ ВАГОНОВ.. 81
28.1 Концевые краны.. 81
28.2 Разобщительный кран пробкового типа (кран 377) 81
28.3 Краны шаровые разобщительные. 82
28.4 Стоп-кран. 83
28.5 Клапан выпускной 31Б. 83
28.6 Клапан выпускной 4315. 84
28.7 Клапан обратный 176. 84
29 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ, КОМПЛЕКТОВАНИЕ И
ИСПЫТАНИЕ РЕЗИНОКОРДОВОГО РУКАВА ВЫСОКОГО ДАВЛЕНИЯ РВД 20. 85
29.1 Ремонт рукавов. 85
29.2 Комплектование соединительных рукавов. 85
29.3 Испытание соединительных рукавов. 86
30 РЕМОНТ И ИСПЫТАНИЕ СОЕДИНИТЕЛЬНОГО РУКАВА С
ЭЛЕКТРОКОНТАКТОМ 369А.. 86
30.1 Ремонт соединительных рукавов. 86
30.2 Комплектование соединительных рукавов. 87
30.3 Испытание соединительных рукавов. 87
31 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ РЕЛЕ ДАВЛЕНИЯ 404. 87
32 ИСПЫТАНИЕ РЕЛЕ ДАВЛЕНИЯ 404. 88
32.1 Характеристика стенда. 88
32.2 Методика испытания. 89
33 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ СИГНАЛИЗАТОРОВ
ДАВЛЕНИЯ 115, 115А.. 90
34 ИСПЫТАНИЕ СИГНАЛИЗАТОРОВ ДАВЛЕНИЯ 115, 115А.. 91
34.1 Характеристика стенда. 91
34.2 Методика испытания. 92
35 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ КЛАПАНА
СБРАСЫВАЮЩЕГО ТРЕХПОЗИЦИОННОГО 182, 182-01, 182-04, 182-06, 182-08, 182-09. 92
36 ИСПЫТАНИЕ КЛАПАНА СБРАСЫВАЮЩЕГО ТРЕХПОЗИЦИОННОГО
182, 182-01, 182-04, 182-06, 182-08, 182-09. 93
36.1 Характеристика стенда. 93
36.2 Методика испытания. 94
37 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЕ
ПРОТИВОЮЗНОГО УСТРОЙСТВА «БАРС-4» («БАРС-4МОС», «БАРС-4МО») И ОСЕВЫХ ДАТЧИКОВ
ОДМ-2М, ОДМ-3. 96
37.1 Общие требования. 96
37.2 Меры безопасности. 96
37.3 Ремонт электронного блока. 96
37.4 Ремонт осевых датчиков ОДМ-2М… 97
37.5 Ремонт осевых датчиков ОДМ-3. 98
38 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ И ИСПЫТАНИЯ
ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ И ЭЛЕКТРОВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ПАССАЖИРСКОГО ТИПА.. 99
38.1 Общие требования. 99
38.2 Ремонт и проверка воздухораспределителя 292. 100
38.3 Ремонт и проверка воздухораспределителя 292М… 101
38.4. Ремонт и проверка электровоздухораспределителя
305. 102
38.5 Ремонт и проверка воздухораспределителей 242. 105
38.6 Порядок приемки отремонтированных
воздухораспределителей и электровоздухораспределителей. 106
39 ИСПЫТАНИЕ ВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ И
ЭЛЕКТРОВОЗДУХОРАСПРЕДЕЛИТЕЛЕЙ ПАССАЖИРСКОГО ТИПА НА СТЕНДЕ УНИФИЦИРОВАННОЙ
КОНСТРУКЦИИ.. 106
39.1 Характеристика стенда. 106
39.2 Методика испытания воздухораспределителей 242, 292
и 292М… 109
39.3 Методика испытания электровоздухораспределителя
305. 110
40 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА РЕМОНТ ДИСКОВОГО ТОРМОЗА.. 111
41 ИСПЫТАНИЕ ДИСКОВОГО ТОРМОЗА.. 111
41.1 Характеристика установки. 111
41.2 Методика испытания. 112
42 РЕГУЛИРОВКА ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ ПАССАЖИРСКИХ
ВАГОНОВ.. 112
43 ПРИЕМКА ТОРМОЗНОГО ОБОРУДОВАНИЯ НА ПАССАЖИРСКИХ
ВАГОНАХ.. 114
44. Ремонт и испытание кранов машиниста, применяемых в
стендах для испытания воздухораспределителей пассажирского типа и установках
для испытания тормоза пассажирских вагонов. 120
44.1. Общие требования. 120
44.2. Проверка крана машиниста 326. 120
44.3. Проверка кранов машиниста 394 и 395. 121
44.4. Проверка кранов машиниста 334 и 334Э.. 121
44.5. Проверка устройств, заменяющих краны машиниста. 121
Приложение А (справочное).
Схемы тормозных рычажных передач основных типов
грузовых вагонов. 122
Приложение Б (справочное).
Схемы и характеристики тормозных рычажных
передач основных типов пассажирских вагонов. 123
Приложение В Перечень
ремонтной документации, рекомендуемой для руководства при ремонте тормозного
оборудования вагонов. 125
Приложение Г. Перечень стандартов. 126
Приложение Д. Перечень
тормозного оборудования, устанавливаемого на вагоны при их ремонте. 126
Приложение Е. Реестр условных
номеров автоконтрольных пунктов АКП (А) и автоматных отделений (АО),
присвоенных железнодорожным и промышленным предприятиям
государств-участников соглашения о совместном использовании грузовых вагонов. 130
Приложение Ж. Основные
параметры и размеры арматуры соединительной для безрезьбовых труб,
устанавливаемых на вагоны при их ремонте. 139