Правильный монтаж технического оборудования является одним из важных этапов любого строительного проекта. От качества работы монтажников зависит не только функциональность установки, но и безопасность ее эксплуатации. В этой статье мы рассмотрим все нюансы, связанные с техническим руководством монтажом, и поделимся полезными советами для эффективной и безопасной установки оборудования.
Один из ключевых аспектов при монтаже технического оборудования – это правильное выполнение инструкции по установке, предоставленной производителем. Инструкция содержит не только последовательность действий, но и рекомендации по выбору необходимых инструментов, монтажным размерам и прочим техническим спецификациям. Для монтажа сложного оборудования может потребоваться специализированный инструмент и квалифицированные монтажники.
Одним из важных аспектов технического руководства монтажом является проверка качества и пригодности монтажных материалов. Некачественные или несоответствующие требованиям материалы могут привести к поломке оборудования или нарушению его функциональности. При проведении монтажных работ следует также учитывать особенности объекта строительства, например, климатические условия и необходимость использования дополнительных защитных мер.
Одной из наиболее пренебрегаемых частей процесса технического руководства монтажом является тестирование и настройка оборудования после его установки. Регулировка параметров, проверка работоспособности и обучение персонала – это важные шаги, которые помогут избежать непредвиденных сбоев и обеспечить бесперебойную работу установки.
В заключение, техническое руководство монтажом является важным процессом, который требует внимательности, профессионализма и соблюдения всех рекомендаций производителя. Без достаточной технической подготовки и опыта монтажные работы могут стать источником проблем и непредвиденных затрат. Правильное выполнение всех процедур и проверок позволит достичь оптимальной производительности установки и гарантированную ее безопасность.
Содержание
- Монтаж технического руководства: основные требования
- Важность технического руководства при монтаже
- Основные шаги монтажа технического руководства
- Выбор правильных материалов для монтажа технического руководства
- Использование специализированного инструмента для монтажа технического руководства
- Обучение персонала перед монтажом технического руководства
- Оптимальный монтаж технического руководства под разные условия
- Проверка и контроль качества монтажа технического руководства
- Особенности монтажа технического руководства в различных отраслях
- Примеры успешных монтажных работ технического руководства
- Вопрос-ответ
- Какие работы входят в техническое руководство монтажом?
- Какие навыки должен обладать технический специалист, выполняющий работы по монтажу?
- Какова роль технического руководства монтажом?
- Какие ошибки можно избежать благодаря техническому руководству монтажом?
Монтаж технического руководства: основные требования
Техническое руководство – это документ, который предоставляет информацию о том, как монтировать и устанавливать различные технические устройства и оборудование. Для создания такого руководства необходимо учитывать ряд требований, которые помогут обеспечить его эффективность и понятность для пользователей.
- Структурированность. Техническое руководство должно иметь четкую структуру с ясно выделенными разделами и подразделами. Это позволит пользователям легко находить нужную информацию и быстро ориентироваться в документе.
- Ясность и точность. Информация в руководстве должна быть представлена ясно и точно, без неоднозначностей и двусмысленностей. Все инструкции и указания должны быть понятными и легко выполнимыми.
- Стилистическое оформление. Важным аспектом монтажа технического руководства является его стилистическое оформление. Рекомендуется использовать различные шрифты, при необходимости выделять ключевые слова жирным шрифтом или курсивом, чтобы привлечь внимание к важной информации.
- Применение списков. Для удобства восприятия информации следует использовать списки, такие как нумерованные или маркированные. Это поможет организовать информацию в удобном для пользователя виде.
- Иллюстрации и схемы. Для лучшего понимания процесса монтажа рекомендуется использовать иллюстрации, фотографии или схемы. Визуальные материалы помогут пользователям легче освоить информацию и избежать возможных ошибок.
- Таблицы и диаграммы. Для систематизации больших объемов данных рекомендуется использовать таблицы и диаграммы. Это упростит восприятие информации и позволит сравнивать различные показатели или данные.
Монтаж технического руководства включает в себя не только правильное оформление и структурирование документа, но и грамотное представление информации. При его создании необходимо помнить о потребностях конечных пользователей и стремиться к максимальной понятности и доступности информации.
Важность технического руководства при монтаже
Техническое руководство является неотъемлемой частью процесса монтажа и играет важную роль в обеспечении успешной и безопасной установки. Оно представляет собой документ, который содержит подробные инструкции и рекомендации по установке и настройке конкретного оборудования или системы.
Основная цель технического руководства при монтаже — обеспечить правильное и эффективное выполнение работ. Оно определяет последовательность действий и требования к качеству выполнения каждого шага монтажа. Без такого руководства монтажщики могут столкнуться с трудностями, ошибками и неправильными действиями, что может привести к отказу оборудования или системы в дальнейшем.
Правильное выполнение монтажных работ критически важно для обеспечения безопасной эксплуатации и долговечности оборудования. Нарушение инструкций и рекомендаций, указанных в техническом руководстве, может привести к авариям, поломкам и потенциальным опасностям для сотрудников или окружающей среды.
Техническое руководство также играет важную роль при обучении новых сотрудников и подготовке монтажных бригад. Оно позволяет стандартизировать процесс монтажа и установки, что упрощает передачу знаний и навыков от опытных монтажников к новым сотрудникам.
Кроме того, техническое руководство является неотъемлемой частью документации, которая требуется для получения сертификатов соответствия и разрешений на эксплуатацию оборудования или системы. Без данного руководства затрудняется процесс проверки и подтверждения безопасности и качества установленного оборудования.
В итоге, техническое руководство при монтаже имеет критическое значение для успешной установки и эксплуатации оборудования или системы. Оно обеспечивает правильное выполнение работ, повышает безопасность, стандартизирует процесс монтажа и является необходимой частью документации.
Основные шаги монтажа технического руководства
Монтаж технического руководства – это важный процесс, который включает несколько основных шагов:
- Анализ требований. Перед началом монтажа необходимо провести анализ требований к руководству. В этом шаге необходимо определить целевую аудиторию, цели и задачи руководства, а также оценить доступные ресурсы.
- Планирование и структурирование. Для эффективного монтажа необходимо разработать план работы и структурировать материалы. В этом шаге следует определить последовательность разделов, создать содержание, а также установить стиль и форматирование документа.
- Создание контента. После планирования следует перейти к созданию контента для руководства. В этом шаге необходимо написать текст, подготовить иллюстрации и диаграммы, а также добавить необходимые таблицы и списки.
- Редактирование и корректировка. После создания контента следует выполнить редактирование и корректировку текста, чтобы убедиться в его точности и четкости. Необходимо проверить грамматику, правильность использования терминов и стиль написания.
- Дизайн и оформление. После редактирования текста следует заняться дизайном и оформлением руководства. В этом шаге нужно выбрать подходящий шрифт, цветовую схему и разместить иллюстрации и таблицы в руководстве.
- Проверка на соответствие требованиям. После завершения дизайна необходимо проверить руководство на соответствие требованиям. В этом шаге следует убедиться, что руководство содержит все необходимые разделы и информацию, а также соответствует стандартам оформления.
- Публикация и распространение. После успешной проверки руководства следует его опубликовать и начать его распространение. В этом шаге необходимо выбрать подходящую платформу для публикации и определить способы распространения руководства.
Следуя данным основным шагам, можно успешно монтировать техническое руководство и обеспечить его качественное выполнение.
Выбор правильных материалов для монтажа технического руководства
Монтаж технического руководства — это ответственный и важный процесс, который требует правильного выбора материалов. От выбора материалов зависит качество и долговечность руководства, а также безопасность его использования.
1. Бумага. Для печати технического руководства рекомендуется использовать высококачественную бумагу. Она должна быть прочной, устойчивой к истиранию и не подверженной плесени. Также важно выбрать бумагу с подходящим покрытием для лучшего качества печати.
2. Чернила. Правильный выбор чернил также является ключевым аспектом при монтаже технического руководства. Чернила должны быть стойкими к влажности, ультрафиолетовому излучению и другим внешним факторам. Также важно учесть, что чернила должны быть легко смываемыми для возможности замены старых страниц или внесения изменений.
3. Переплет. Правильный переплет поможет обеспечить долговечность и удобство использования технического руководства. Рекомендуется выбирать переплеты из прочных материалов, устойчивых к износу и повреждениям. Варианты переплета, такие как спиральная пружина или книжный переплет, предоставляют возможность легкого перелистывания страниц и удобство использования.
4. Дополнительные материалы. Кроме основных материалов, таких как бумага, чернила и переплет, могут потребоваться и другие материалы. Например, важно иметь делители, чтобы организовать информацию в руководстве по разделам или главам. Также может быть полезно использование пленки или обложек для защиты руководства от возможных повреждений.
5. Стоимость и доступность. При выборе материалов для монтажа технического руководства важно учитывать их стоимость и доступность. Рекомендуется сравнивать различные варианты материалов, искать оптимальное соотношение цены и качества, а также учитывать их доступность на рынке.
В итоге, выбор правильных материалов для монтажа технического руководства играет важную роль в обеспечении его качества и удобства использования. Правильно подобранные материалы обеспечат долговечность руководства, защиту от повреждений и обеспечат комфортную работу с ним.
Использование специализированного инструмента для монтажа технического руководства
При работе над монтажом технического руководства важно использовать специализированный инструмент, который поможет создать удобное и информативное руководство для пользователей. Такой инструмент облегчит процесс создания и редактирования документации, а также позволит добавить различные функции и элементы для улучшения пользовательского опыта.
Одним из основных инструментов, которые используются для создания технического руководства, является текстовый редактор. Он позволяет создавать и форматировать текст, добавлять заголовки, списки, таблицы и другие элементы. Важно выбрать текстовый редактор с поддержкой HTML или Markdown, чтобы легко вставлять и форматировать коды или команды.
Дополнительными инструментами могут быть программы для создания схем и диаграмм. Они позволяют создать наглядные иллюстрации, которые помогут пользователям лучше понять процесс монтажа. Важно выбрать удобную и интуитивно понятную программу для рисования схем, чтобы создание и редактирование диаграмм не занимало много времени и усилий.
Ещё одним полезным инструментом для монтажа технического руководства является графический редактор. Он позволяет обрабатывать и редактировать изображения, добавлять подписи, указывать на важные детали и визуализировать информацию. Важно выбрать графический редактор с широким набором инструментов и возможностью сохранять в различных форматах, чтобы документация была удобна для использования на различных устройствах.
В итоге, использование специализированного инструмента для монтажа технического руководства позволит создать информативное и профессиональное руководство, которое будет легко читать и использовать пользователи. Рекомендуется провести исследование и выбрать наиболее подходящие инструменты для ваших конкретных потребностей и задач, чтобы достичь наилучшего результата.
Обучение персонала перед монтажом технического руководства
Перед тем, как приступить к монтажу технического руководства, компания должна обеспечить обучение своего персонала. Ниже приведены несколько шагов, которые помогут вам организовать эффективное обучение.
- Определение целей обучения: Сначала необходимо определить цели обучения. Что именно вы хотите достичь, обучая свой персонал? Например, целью может быть обеспечение участникам знаний и навыков, необходимых для правильного монтажа технического руководства.
- Разработка программы обучения: На основе определенных целей разработайте подробную программу обучения. Укажите, какие темы будут рассмотрены, какой материал будет использоваться и какие методы обучения будут применены.
- Выбор подходящих методов обучения: Для повышения эффективности обучения выберите подходящие методы обучения. Например, можно использовать комбинацию лекций, демонстраций, практических упражнений и тестирования для усвоения материала.
- Предоставление учебных материалов: Подготовьте и предоставьте участникам обучения все необходимые учебные материалы. Это могут быть презентации, руководства, инструкции и т. д.
- Проведение обучения: Проведите обучение с участниками согласно разработанной программе. Объясните материал, проведите практические упражнения и проверьте понимание участников через тестирование.
- Оценка результатов обучения: После завершения обучения оцените полученные результаты. Проведите опросы или тестирование для проверки понимания участниками материала и усвоения необходимых навыков.
Обучение персонала перед монтажом технического руководства играет важную роль в обеспечении качественного и безопасного монтажа. Хорошо подготовленный персонал сможет эффективно выполнять свои обязанности, что приведет к улучшению процесса монтажа и удовлетворенности заказчика.
Оптимальный монтаж технического руководства под разные условия
Монтаж технического руководства является очень важным этапом, который определяет, насколько эффективно пользователи смогут ознакомиться с материалом и применить его на практике. Ключевыми факторами при монтаже технического руководства являются удобство использования, доступность и читаемость для аудитории.
Перед началом монтажа необходимо определить целевую аудиторию руководства и особенности ее использования. Если это руководство для профессионалов с определенным уровнем знаний, то рекомендуется использовать техническую терминологию и подробное описание процесса. Если руководство предназначено для широкой аудитории, включая начинающих пользователей, то следует использовать понятные и простые формулировки.
Далее, руководство должно быть структурировано и организовано логически. Для этого можно использовать нумерованные и маркированные списки, чтобы выделить основные шаги и пункты в руководстве. Важно учесть последовательность действий и понятность инструкций, чтобы пользователи могли легко следовать указаниям без возникновения путаницы.
Также следует обратить внимание на использование таблиц и графиков в руководстве. Если необходимо представить большой объем информации или сравнить различные параметры, лучше всего использовать таблицы. Они позволяют структурировать данные и сделать их более понятными для пользователей. Графики могут быть полезны, если необходимо визуализировать различные процессы или тренды.
Наконец, необходимо обратить внимание на удобство доступа к руководству пользователям. Если руководство используется в цифровом формате, то рекомендуется использовать гиперссылки и закладки для быстрого перехода по разделам и подразделам. Если руководство используется в печатном формате, то следует предусмотреть надлежащую нумерацию страниц и удобную организацию разделов и подразделов.
В итоге, оптимальный монтаж технического руководства достигается путем учета особенностей аудитории, логической структуризации информации, использования таблиц и графиков, а также обеспечения удобного доступа пользователей к материалам.
Проверка и контроль качества монтажа технического руководства
Контроль качества монтажа технического руководства является важным этапом в создании информационного материала. Ниже перечислены основные меры, которые следует предпринять для проверки и обеспечения качества монтажа:
- Проверка текстовой информации:
- Проверьте правильность грамматических конструкций и орфографическое написание слов;
- Убедитесь, что все технические термины и сокращения правильно написаны и объяснены;
- Проверьте логическую последовательность предложений и информации;
- Проверка графических элементов:
- Убедитесь, что все изображения, диаграммы и схемы являются четкими и понятными;
- Проверьте все подписи и метки на графических элементах;
- Обратите внимание на качество печати графических элементов;
- Проверка форматирования и структуры:
- Убедитесь, что все заголовки и подзаголовки структурированы и отображаются корректно;
- Проверьте, что все внутренние ссылки и ссылки на другие разделы или документы работают правильно;
- Проверьте, что весь текст выровнен по левому краю и имеет одинаковый стиль и размер шрифта;
- Проверка таблиц и списков:
- Убедитесь, что все таблицы имеют правильное форматирование и данные отображаются корректно;
- Проверьте, что все списки являются нумерованными или маркированными в соответствии с требованиями;
- Обратите внимание на доступность, удобочитаемость и полноту информации в таблицах и списках.
Важно подчеркнуть, что выполнение проверки и контроля качества монтажа технического руководства помогает убедиться, что информация представлена понятно и доступно для целевой аудитории, что максимизирует его эффективность и помогает избежать возможных ошибок или неправильного освоения материала.
Особенности монтажа технического руководства в различных отраслях
Техническое руководство по монтажу является важным инструментом для обеспечения правильной и безопасной установки различных технических систем и оборудования. Однако, при работе в различных отраслях могут возникать специфические особенности, которые важно учитывать при создании и монтаже таких руководств.
Ниже приведены некоторые основные особенности монтажа технического руководства в разных отраслях:
-
Строительство и архитектура:
- Необходимость учета строительных норм и правил, чтобы обеспечить безопасность и соответствие стандартам.
- Правильная прокладка коммуникаций (электрических, водопроводных, отопления и т. д.) в соответствии с архитектурными чертежами.
- Обеспечение герметичности систем и изоляции от пыли и влаги.
-
Машиностроение и производство:
- Сборка и настройка сложных механизмов в соответствии с техническими спецификациями.
- Использование специализированных инструментов и приспособлений для монтажа.
- Учет эргономических требований и безопасности работы персонала.
-
Электротехника и электроника:
- Правильная установка электрических проводов и компонентов с учетом электрической безопасности.
- Применение паяльных работ и установка электронных компонентов в соответствии с техническими инструкциями.
- Тщательная проверка и испытание электрических цепей перед включением в работу.
-
Транспорт и автомобильная промышленность:
- Монтаж и настройка автомобильных систем (двигатель, подвеска, электрические системы и др.) в соответствии с техническими спецификациями производителя.
- Правильная установка запчастей и компонентов для обеспечения безопасности и надежности работы транспортного средства.
- Использование специализированных инструментов и знание особенностей работы автомобильных систем.
При создании технического руководства монтажом необходимо учитывать специфические требования каждой отрасли, чтобы обеспечить качественный монтаж и безопасность в работе систем и оборудования.
Примеры успешных монтажных работ технического руководства
Монтажные работы по техническому руководству играют важную роль в создании и сборке различных устройств и механизмов. Вот несколько примеров успешных монтажных работ:
-
Монтаж электрической схемы: Заказчик заказал монтаж электрической схемы для своего промышленного предприятия. Специалисты провели детальный анализ требований и разработали оптимальную схему. В процессе монтажа были использованы качественные материалы и соблюдены все стандарты безопасности. В результате заказчик получил работающую электрическую схему, которая полностью удовлетворяла его потребности.
-
Сборка и установка оборудования: Компания-производитель металлического оборудования привлекла специалистов для сборки и установки своего продукта у клиента. Работники компании профессионально выполнили все этапы монтажных работ, начиная от сборки отдельных компонентов и заканчивая установкой и настройкой оборудования. Благодаря их работе клиент получил работоспособное оборудование и увеличил производительность своего предприятия.
-
Сантехнические работы: При ремонте и строительстве жилого дома, специалисты по сантехническим работам занимают важное место. Они выполняют монтаж трубопроводов, установку сантехнической арматуры и систем отопления. При правильном выполнении работ и использовании качественных материалов, система сантехники будет надежно функционировать и не вызывать проблем в будущем.
Примеры успешных монтажных работ по техническому руководству показывают, что профессиональное выполнение работ и строгое соблюдение требований и стандартов являются ключевыми факторами для достижения отличных результатов.
Вопрос-ответ
Какие работы входят в техническое руководство монтажом?
Техническое руководство монтажом включает в себя различные работы, связанные с установкой и настройкой технического оборудования. Это может включать в себя установку электропроводки, монтаж сантехнических систем, установку систем отопления и кондиционирования воздуха, а также монтаж технологического оборудования. Кроме того, в техническое руководство монтажом могут входить работы по установке и настройке компьютерной и сетевой инфраструктуры.
Какие навыки должен обладать технический специалист, выполняющий работы по монтажу?
Технический специалист, выполняющий работы по монтажу, должен обладать различными навыками. Важно иметь хорошее понимание технических принципов и процессов, связанных с установкой и настройкой оборудования. Также необходимы навыки работы с инструментами и оборудованием, которые используются в процессе монтажа. Отличные коммуникативные навыки также являются важными, так как технический специалист часто будет иметь дело с клиентами и другими членами команды.
Какова роль технического руководства монтажом?
Роль технического руководства монтажом заключается в обеспечении правильного и эффективного монтажа технического оборудования. Оно предоставляет необходимые инструкции и указания, которые помогают специалистам выполнить работы по монтажу в соответствии с требованиями и спецификациями. Техническое руководство также играет важную роль в обеспечении безопасности работников и окружающей среды в процессе монтажных работ.
Какие ошибки можно избежать благодаря техническому руководству монтажом?
Техническое руководство монтажом помогает избежать различных ошибок и проблем, которые могут возникнуть в процессе монтажа. Оно предоставляет точные инструкции и рекомендации, которые помогают работникам выполнить все этапы монтажа правильно и эффективно. Благодаря техническому руководству можно избежать ошибок в установке оборудования, неправильных подключений, а также снизить риск возникновения аварийных ситуаций. Также руководство помогает избежать проблем с соблюдением норм и стандартов безопасности.
Содержание
- Технологические основы монтажа промышленного оборудования
- 1. Особенности монтажного производства
- 2. Технологические процессы и операции монтажа
- 3. Документация для монтажных работ
- Проектно-сметная документация.
- 4. Организация монтажных работ
- 5. Порядок проведения монтажных работ
- 6. Подготовка производства работ и повышение монтажной технологичности оборудования
- 7. Организация монтажной площадки и требования к обеспечению ее безопасности
- 8. Требования к безопасности монтажных площадок
Технологические основы монтажа промышленного оборудования
1. Особенности монтажного производства
При строительстве промышленных объектов монтажные работы в среднем составляют около 35 %, а на объектах химической, нефтеперерабатывающей и некоторых других отраслей достигают 50…60 % от общего объема выполняемых работ. Монтаж технологического оборудования характеризуется сложностью и специфическими особенностями. Одновременно с монтажом оборудования осуществляют монтаж строительных и технологических металлоконструкций, трубопроводов, систем энергообеспечения, объектов электроснабжения, средств контроля и автоматизации, санитарно-технических систем и устройств, систем вентиляции и др.
Монтаж оборудования, во время которого выполняют работы по сборке, установке, выверке и испытанию машин, агрегатов и технологических установок, представляет собой комплекс взаимосвязанных сложных процессов, требующих высокой квалификации и специализации монтажников, тщательной инженерной и технологической подготовки производства, высокого уровня его организации.
Монтажные работы имеют много общего со сборочными работами в машиностроении. Однако если при монтаже собирается стационарное крупногабаритное оборудование, то в сборочных цехах заводов машиностроения — небольшие машины, механизмы или их отдельные узлы. Окончательной продукцией монтажного производства являются смонтированные технологические линии, установки и целые промышленные комплексы, подготовленные для дальнейшей эксплуатации.
Для монтажа характерны закрепление на месте предмета труда и перемещение средств труда, а для сборочных работ — закрепление средств труда и перемещение в этих же пределах предмета труда. Поэтому основная особенность монтажного производства заключается в отсутствии постоянного рабочего места у рабочих-монтажников.
Номенклатура промышленного оборудования отличается разнообразием и непрерывно обновляется. Машины и агрегаты, поступающие на монтаж, имеют сложную конструкцию, состоят из большого числа частей и деталей. Некоторые машины и агрегаты уникальны по своим габаритным размерам и массе.
Разнообразие и сложность предметов труда на механомонтажных работах определяют необходимость применения сложных, иногда уникальных механизмов, инструментов и приспособлений, не используемых на сборочных работах в машиностроении. При монтаже нашли широкое применение специальные грузоподъемные средства, тракторы, трейлеры, электрические лебедки, манипуляторы, специальные виды механизированного и ручного инструмента и контрольно-измерительных приборов.
Сложность предметов и орудий труда, особенности монтажного производства влекут за собой организационную и технологическую сложность выполнения работ. На одном объекте монтируют различные по назначению и конструктивным особенностям машины и агрегаты, а также другое технологическое оборудование. Одинаковые машины и агрегаты на различных объектах из-за специфики состояния их поставки и условий производства работ монтируют разными методами. Механомонтажные работы характеризуются большой длительностью и многообразием технологических процессов и операций, отсутствием цикличности.
При монтаже технологического оборудования работники имеют дело с различными изделиями машиностроения и монтажного производства. Такими изделиями могут быть любые предметы или наборы предметов, изготовленные на машиностроительном предприятии, промбазе монтажной организации или на месте монтажа, а также технологические линии, отдельные машины, их элементы в сборе и отдельные детали. Смонтированное оборудование является изделием монтажного производства. Деталь — это изделие (составная часть изделия), изготовленное из однородного материала (по наименованию и марке) без применения сборочных операций. Характерный признак детали — отсутствие в ней разъемных и неразъемных соединений. Деталь является первичным сборочным элементом любого более сложного изделия (фланец, прокладка, болт, гайка и т.д.).
Сборочная единица — изделие, составные части которого подлежат соединению между собой в ходе сборочных операций. Ее характерная особенность — возможность сборки обособленно от других элементов изделия. К сборочным единицам относятся различные типы механизмов и оборудования (станок, механизм и т.д.), а также агрегатированные блоки оборудования.
Технологическое оборудование — средства технологического оснащения, в которых для выполнения определенной части технологического процесса размещают материалы или заготовки, средства воздействия на них, технологическую оснастку и при необходимости источники энергии. К технологическому оборудованию принадлежат прессы, литейные машины, станки, печи, испытательные стенды и т.д.
В зависимости от рассматриваемого вида технологического процесса (изготовление детали, получение химического продукта, сборка узла, монтаж машины) в состав технологического оборудования могут входить как монтируемые изделия (станки, аппараты), так и изделия, которыми осуществляется сборка или монтаж (сборочное оборудование, краны, гидроподъемники).
Комплекс — это два или больше специфицированных изделий, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций. Примером комплексов является весь набор оборудования технологической линии (установки).
Монтажный блок — комплекс, составные части которого (оборудование, конструкции, трубопроводы, приборы и т.д.) собирают перед установкой в проектное положение.
Технологическая линия (установка) — комплекс собираемых при монтаже изделий (оборудования, конструкций и коммуникаций), предназначенных для осуществления технологического процесса. Технологическая линия (установка) может выполнять определенную функцию (производить продукцию) независимо от других линий или их составных частей. После установки в проектное положение и завершения всего цикла работ монтажные блоки, технологические линии (установки) можно считать изделиями монтажного производства.
Технологическая оснастка — средства технологического оснащения, дополняющие технологическое оборудование для выполнения определенной части технологического процесса. Примером оснастки являются стропы, блоки, опорные стойки для проведения такелажных работ, домкраты, струбцины для выверки и т.д.
Инструмент — это технологическая оснастка, предназначенная для воздействия на предмет труда с целью изменения его состояния. К инструменту относятся, например, ключи, шлифовальные машины, трубогибы и т.д. Инструмент может быть ручным, механизированно-ручным и механизированным.
Ручной инструмент является ручным техническим устройством. Инструмент используют в качестве орудия машины либо человека для непосредственного изменения или определения состояния предмета труда или для установки другого орудия в машине.
У механизированно-ручного инструмента главное движение осуществляется энергией неживой природы, а подача и управление выполняются людьми.
У механизированного инструмента все движения выполняются энергией неживой природы, а управление — людьми.
Приспособление — технологическая оснастка, предназначенная для установки, поддержания и направления предмета труда или инструмента при выполнении технологической операции. Примерами приспособлений служат тиски, подставки для теодолитов, зажимы, коуши и т.д.
Приспособления могут быть ручными и механизированными. К ручным относятся приспособления, являющиеся ручным техническим устройством, к механизированным — приспособления, в которых закрепление и раскрепление предметов производства выполняются с помощью энергии неживой природы, а остальные действия — людьми.
2. Технологические процессы и операции монтажа
Монтажные работы являются одним из трех видов строительно-монтажных работ: строительных, специальных строительных и монтажных. К монтажным работам относятся: монтаж оборудования промышленных предприятий, оборудования для добычи и переработки полезных ископаемых, подъемнотранспортного оборудования, электротехнического оборудования и средств связи и сигнализации, контрольно-измерительных приборов и устройств, монтаж теплоэнергетического и другого оборудования, технологических трубопроводов и металлоконструкций.
Монтаж (ГОСТ 23877–79) — установка изделия или его составных частей на месте использования.
К механомонтажным относятся работы по монтажу технологического, энергетического, подъемно-транспортного и нестандартизованного оборудования, трубопроводов и металлоконструкций.
Монтаж оборудования — комплекс работ, включающих в себя сборку машин (агрегатов и другого оборудования), их установку в рабочее положение на предусмотренном проектом месте, сборку и соединение в технологические линии и установки, испытания на холостом ходу и под нагрузкой, а также вспомогательные, подготовительные и пригоночные операции, не выполненные по каким-либо причинам при изготовлении.
Производственный процесс монтажа оборудования представляет собой совокупность взаимосвязанных действий, в результате которых исходные изделия машиностроения превращаются в смонтированный агрегат, промышленные линии, комплексы или технологические установки, предназначенные для производства определенных видов промышленной продукции.
Технологический процесс монтажа — часть производственного процесса монтажа, непосредственно связанная с последовательным изменением и (или) определением пространственного и качественного состояния элементов монтируемого оборудования или агрегата. Отличительной особенностью монтажного технологического процесса и его характерным признаком является возможность выделить, зарегистрировать и оценить измененное состояние монтируемого элемента или оборудования.
Монтаж оборудования состоит из подготовительных, собственно монтажных работ, опробования и испытаний смонтированного оборудования. Соответственно технологические процессы монтажа разделяются на основные, подготовительные и пусконаладочные.
Выполнение пусконаладочных работ является обязанностью заказчика, который привлекает для этого монтажную организацию.
К собственно монтажным относятся следующие работы:
- проверка фундаментов и приемка их под монтаж;
- установка фундаментных болтов и закладных частей;
- проверка комплектности оборудования и приемка его в монтаж;
- разборка оборудования, его очистка от консервирующей смазки, промывка, осмотр частей и их смазывание;
- укрупнительная сборка оборудования, поставляемого частями;
- перемещение оборудования или его узлов и деталей в пределах монтажной зоны и установка в проектное положение (основные такелажные работы);
- установка прокладок;
- выверка и крепление к фундаментам;
- сборка и установка входящих в состав поставки оборудования металлических конструкций, трубопроводов, арматуры, вентиляторов, насосов, питателей, контрольно-измерительной и пускорегулирующей аппаратуры, ограждений, систем пневмогидроуправления, централизованной смазки;
- заправка смазочными материалами и заливка охлаждающих составов. Соответственно, указанные работы входят в состав основных технологических процессов монтажа.
Среди монтажных работ ведущими технологическими процессами являются сборка оборудования и узлов, установка их в проектное положение с требуемой точностью и последующее закрепление на фундаментах. Эти процессы во многом определяют качество монтажа машин и агрегатов, стабильность их проектного положения в технологических линиях и установках, а также надежность при эксплуатации.
К важным технологическим процессам, особенно при монтаже тяжелого крупногабаритного оборудования, могут быть причислены и основные такелажные работы.
К такелажным работам относятся: горизонтальное, вертикальное и наклонное перемещение оборудования, осуществляемое на монтажной площадке; установка, снятие и передвижка такелажных средств (монтажных мачт, порталов, шеверов, монтажных лебедок и т.п.). При этом такелажные процессы, осуществляемые в пределах монтажной зоны, относятся к основным, а выполняемые вне ее — к подготовительным технологическим процессам монтажа.
Монтажные подготовительные технологические процессы возникают в зависимости от наличия и оснащения специальных площадок для укрупнительной сборки. Эти процессы состоят из собственно укрупнительной сборки оборудования, трубных узлов и металлических конструкций, а также выполнения комплекса погрузочно-разгрузочных и транспортных операций.
К испытанию и комплексному опробованию оборудования относятся работы, обеспечивающие проверку соответствия техническим условиям смонтированного оборудования, включающие в себя проверку на герметичность и прочность, точности установки узлов и деталей, испытания работы оборудования на холостом ходу и под нагрузкой, а также приработку его узлов. Указанные работы состоят в подготовке и проведении
испытаний отдельных механизмов, машин, аппаратов и трубопроводов, а также в их комплексном опробовании в составе технологических линий.
Наладка оборудования — подготовка технологического оборудования к выполнению определенного технологического процесса в составе линии или установки совместно с приборами и устройствами контроля, автоматического регулирования и управления.
Продукцией механомонтажного производства является комплекс смонтированного на объекте технологического, подъемно-транспортного и энергетического оборудования, трубопроводов и металлоконструкций. Цена этой продукции — сметная стоимость механомонтажных работ. Продукция монтажного производства после ее создания закрепляется неподвижно на определенном месте.
Предметами труда при механомонтажных работах являются оборудование, трубопроводы, их узлы и детали, металлические конструкции.
Монтаж оборудования отличается длительным циклом производства, большой трудоемкостью и высокой стоимостью законченной продукции.
Территория, на которой ведутся работы по монтажу нескольких единиц оборудования, участка трубопроводов или металлоконструкций, называется монтажной зоной. Монтажная зона является рабочим местом монтажника. Монтажной площадкой именуют территорию, на которой выполняются работы по монтажу комплекса машин, агрегатов и другого технологического оборудования, трубопроводов и металлоконструкций строящегося объекта.
Технологические процессы монтажа состоят из ряда операций.
Монтажной операцией называют законченную часть технологического процесса монтажа, осуществляемую непрерывно над узлом, машиной или агрегатом на одном рабочем месте (в пределах
одной монтажной зоны), одним рабочим или группой рабочих, объединенных единой целью. Монтажная операция характеризуется постоянством состава рабочих, рабочего места, орудий и предметов труда. Основной признак монтажной операции — это возможность ее нормирования, выделения и контроля полученных результатов.
Монтажный переход — часть технологической операции, характеризуемая неизменностью сопрягаемых поверхностей оборудования и применяемой оснастки или инструмента.
Монтажный прием — законченная совокупность отдельных движений рабочего, связанных единой целью, в процессе выполнения монтажной операции.
Типизация технологии монтажных работ. Типовая технология — это важнейшее средство оптимизации монтажного производства. Она разрабатывается с учетом прогрессивной технологии, комплексной механизации работ, научной организации труда и является основной для технико-экономического обоснования, выбора и осуществления рациональных решений по организации и технологии монтажного производства, составления текущих и оперативных планов монтажных работ.
Типизацию монтажных работ осуществляют на основе: анализа технологии путем классификации монтажных процессов по их видам; выявления их технологической структуры, состава и связей как между собой, так и со смежными строительно-монтажными работами; выбора наиболее массовых и трудоемких монтажных операций; их типизации; составления из типовых операций монтажных процессов.
Цель типизации — разработка монтажных процессов, позволяющих монтировать технологическое оборудование, различное по конструкции, но имеющее одинаковые монтажно-технологические признаки, наиболее совершенными и эффективными методами с применением высокопроизводительных средств механизации и оснастки.
Типовые технологические процессы монтажа (разрабатываются на основе типовых монтажных операций) содержат их перечень в технологической последовательности. Каждая операция оформляется в виде технологической карты. Пример операционной технологической карты приведен в табл. 1.
Типовые производственные процессы состоят из типовых технологических процессов, выполняемых при монтаже характерных представителей отдельных групп оборудования. Группы оборудования выделяют исходя из общности содержания и последовательности выполнения операций монтажа и совпадающих или достаточно близких монтажнотехнологических и конструктивных параметров.
К ним относятся: пространственное положение (горизонтальное, вертикальное, наклонное); место расположения (открытая площадка, одноили многоэтажное здание); условия поставки; геометрические параметры (ширина, высота, длина, диаметр и т.д.); масса; высотная отметка; вид крепления на фундаменте; точность установки; конструкция соединений поставочных блоков; точность сборки соединений и т.п.
Стандартные типовые процессы, соответствующие наиболее прогрессивным методам и способам выполнения монтажных работ и реализуемые с помощью высокопроизводительной оснастки и механизмов, применяют с целью установления единообразия в технологии монтажа однотипного оборудования; сокращения объема работ и снижения трудоемкости при проектировании технологических процессов монтажа; обеспечения оптимального уровня технологической подготовки монтажного производства.
Способы и методы производства монтажных работ выбирают с учетом особенностей принятого метода строительства.
В связи с тем что механомонтажные и специальные работы, являющиеся составной и завершающей частью строительства, определяют сроки ввода объекта в эксплуатацию, в основу методов их производства положены принципы: максимальной индустриализации и механизации работ, внедрения прогрессивной технологии и передовых методов труда на базе последних достижений научно-технического прогресса в строительно-монтажном производстве, поточной организации работ при современных методах управления.
В зависимости от сложности объектов, условий строительной площадки и особенностей обеспечения материально-техническими и людскими ресурсами строительно-монтажные работы выполняют открытым, закрытым или комбинированным способом.
При открытом способе (метод законченного нулевого цикла) все работы по устройству фундаментов и других подземных сооружений, необходимых для монтажа строительных конструкций и оборудования, проводят до возведения каркаса здания. Затем монтируют его конструкции и оборудование.
При закрытом способе указанные выше работы ведут в два этапа: на первом осуществляют земляные и бетонные работы, необходимые для монтажа каркаса здания; на втором этапе в закрытом здании — земляные и бетонные работы по укладке фундамента под технологическое оборудование, а затем монтируют это оборудование.
Комбинированный способ применяют в основном для цехов с разной насыщенностью пролетов фундаментами под оборудование. Работы по нулевому циклу в пролетах с небольшим числом фундаментов в данном случае могут выполняться закрытым способом, а в остальных — открытом.
Строительство многопролетных цехов типа прокатных и им подобных с большими и сложными подземными сооружениями осуществляют методом законченного нулевого цикла (открытым способом) с поточной организацией работ. При этом здание цеха разбивают на несколько участков, размеры которых выбирают так, чтобы их компоновка обеспечивала монтаж, испытание и пусконаладочные работы для оборудования с законченным технологическим циклом.
Таблица 1. Состав операционной технологической карты на выверку горизонтальности корпуса редуктора
| Наименование операции,
и схемы расположения рабочих мест |
Механизмы, оснастка,
приборы |
Состав
монтажники |
Технические
требования |
Норма
Определение отклонений от горизонтальности и выверка (в плоскости, перпендикулярной валу) |
| Установка средств контроля и измерения:
установить поверочную линейку на базовую поверхность оборудования установить на поверочную линейку уровень измерить отклонения от горизонтальности и сравнить с допускаемыми |
Брусковый уровень 118-0,05
(ГОСТ 9392–89), поверочная линейка ШД-1-1600 (ГОСТ 8026–92) |
Один пятого разряда, один третьего | Допускаемые отклонения от горизонтальности 0,4 мм на 1 м;
допускаемая погрешность измерений 0,08 мм/м |
0,3 |
| Регулировка горизонтальности положения корпуса редуктора | ||||
| Регулировка:
ввертывая или вывертывая регулировочные винты, добиться горизонтальности с отклонениями, не превышающими допускаемые Контроль (измерить отклонения) |
Комбинированные гаечные ключи 7811-0232 (ГОСТ 16983—80);
брусковый уровень 1180,05 (ГОСТ 9392–89); поверочная линейка ЩД-1-1600 (ГОСТ 8026–92) — |
Один пятого разряда, один третьего
— |
Действительные отклонения должны быть в пределах допуска
0,2 |
|
| Определение отклонений от горизонтальности и выверка (вдоль вала) | ||||
| Выполнить перечисленные выше операции, установив линейку и уровень в плоскости, параллельной валу | — | — | — | 3,5 |
| Фиксация (предварительное закрепление) корпуса редуктора | ||||
| Установка шайб и навинчивание гаек на анкерные болты
Затяжка гаек в несколько обходов с проверкой горизонтальности по уровню |
Гаечные ключи 7811-0239
Уровень и поверочная линейка |
Один пятого разряда, один третьего | Допускаемый момент затяжки 300 Н · м | 3,6 |
Получил распространение поузловой метод проектирования, подготовки, организации и управления строительством крупных и сложных промышленных комплексов (объектов). Сущность его заключается в членении комплекса (объекта) на взаимосвязанные между собой конструктивно и технологически обособленные части (узлы, подузлы) и в создании на этой основе документов для подготовки производства и управления. Узел объекта — конструктивно и технологически обособленная, расположенная в определенных границах его часть, техническая готовность которой после завершения строительно-монтажных работ позволяет автономно, независимо от готовности объекта в целом осуществить испытание оборудования (машин), пусконаладочные работы и комплексное опробование. По назначению узлы подразделяются на технологические, строительные и общеплощадочные.
Дальнейшая перспектива индустриализации монтажного производства связана с комплектно-блочным методом, под которым понимается организация монтажа оборудования из комплектных блоков, изготовляемых на машиностроительных заводах, а также сборочно-комплектовочных предприятиях строительной индустрии и строительномонтажных организаций.
Комплектно-блочный метод позволяет превратить строительную площадку в технологический конвейер, работа которого начинается в заводских условиях и заканчивается на строительной площадке, т.е. выполняется комплексным укрупненным потоком. При этом поставка блоков к месту их установки в проектное положение должна проводиться в технологической последовательности возведения объекта.
Укрупнение оборудования позволяет применять совмещенную технологию возведения объектов, при которой строительные и монтажные работы выполняют параллельно: на основной строительной площадке в пределах здания закладывают фундаменты под оборудование и ведут другие работы нулевого цикла; на площадках укрупнительной сборки, промбазах и базах комплектации собирают в блоки оборудование и трубопроводы и выполняют обмуровочные, изоляционные и другие специальные работы.
При совмещенном монтаже монтаж строительных конструкций каркаса здания, не вошедших в блоки, осуществляют одновременно с монтажом блоков оборудования в едином комплексном потоке. Конструкции, оборудование и блоки поступают на приобъектный склад или их сразу устанавливают краном с транспортных средств в проектное положение.
Совмещенный монтаж может быть трех вариантов: монтаж (подъем, установка и закрепление) оборудования и блоков параллельно с монтажом строительных конструкций; подача оборудования на проектные отметки перекрытий одновременно с монтажом строительных конструкций, а выверка, закрепление и другие работы осуществляются по окончании общестроительных работ; подача на проектные отметки перекрытий упакованного оборудования одновременно с монтажом строительных конструкций, а другие работы выполняются только в полностью построенном здании при определенных температурном режиме и влажности воздуха.
При реконструкции оборудования действующих предприятий (доменных печей, котлов-утилизаторов, водогрейных и паровых котлов и т.д.) применяют метод надвижки. Он заключается в том, что, не прекращая работы оборудования, на расположенном в стороне временном основании монтируют другое для последующей надвижки его в проектное положение. Действующее оборудование останавливают, разбирают непосредственно перед завершением сборки нового, что позволяет свести к минимуму перерыв в выпуске продукции. Собранное оборудование перемещают с помощью домкратов или полиспастов электролебедок по накаточному устройству на фундамент.
При изготовлении монтажных блоков или укрупнении оборудования различают узловую и общую сборку. Объектами узловой сборки являются составные части монтажного блока. Общая сборка — это сборка, объектом которой является монтажный блок в целом (рис. 1).
Элемент, с которого начинают сборку изделия (его составной части), называется базовым. Процесс общей сборки изображают на схеме горизонтальной линией. Ее проводят в направлении от базового элемента к собранному объекту. В порядке последовательности сборки сверху располагают условные обозначения всех деталей, непосредственно входящих в изделие, а снизу — все составляющие изделие части. На технологических схемах узловой сборки эти составные части показывают как отдельные элементы.
Технологические схемы сборки снабжают надписями — сносками, поясняющими вид сборочных работ (сварку, клепку, выверку, проверку зазоров и пр.), когда они не ясны из схемы, и осуществляемый при сборке контроль.
3. Документация для монтажных работ
Монтаж оборудования, трубопроводов и конструкций, а также расчеты за выполненные работы проводят на основании технической, нормативной, проектно-сметной, технологической, монтажной и производственной исполнительной документации.
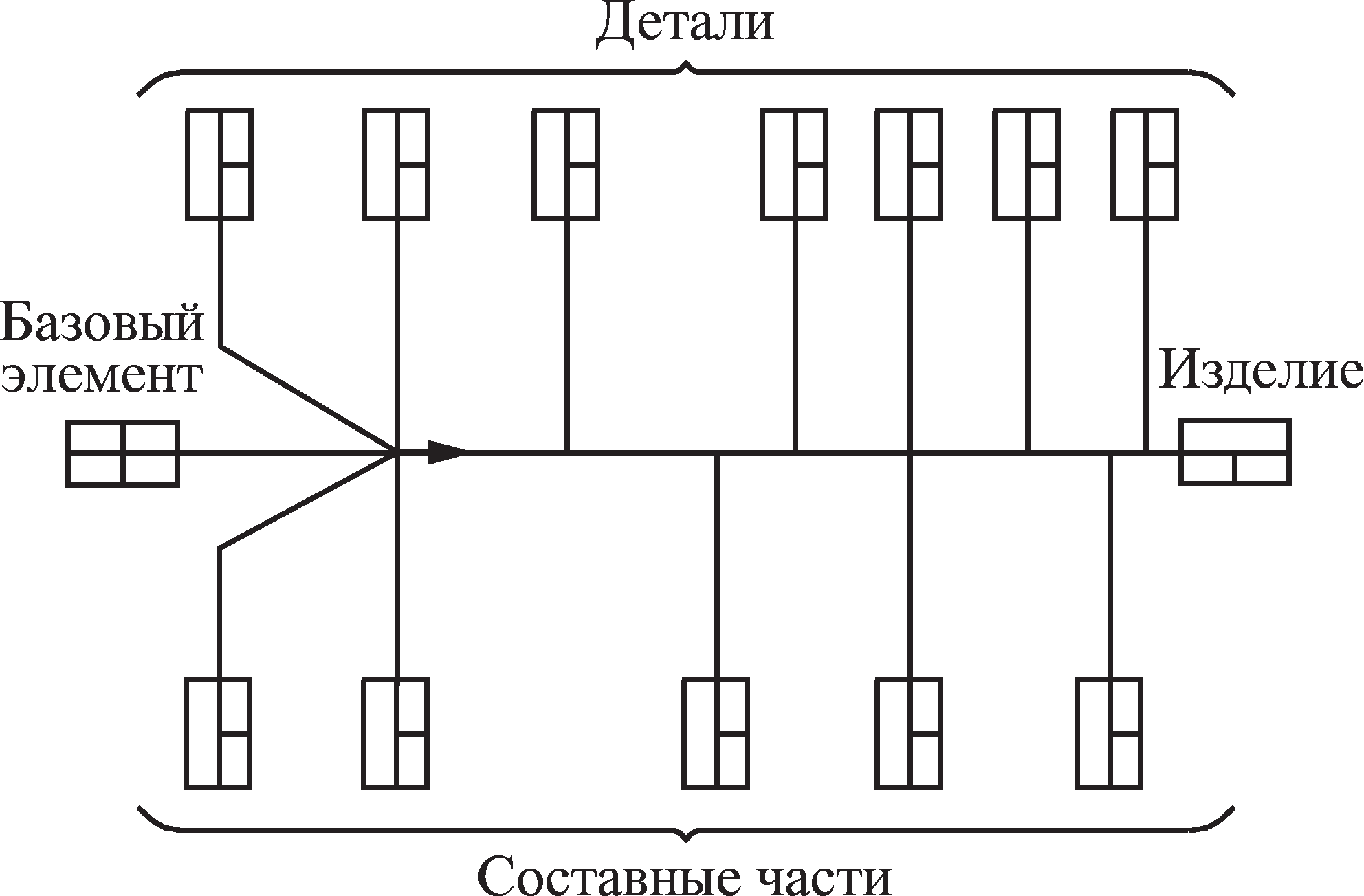
Рис. 1. Технологическая схема общей сборки изделия
К технической относится документация заводов-изготовителей на оборудование, которую заказчик передает монтажной организации для подготовки и выполнения работ. Она включает в себя:
- сборочные и установочные чертежи со спецификациями и комплектовочно-отгрузочными ведомостями;
- паспорта машин, аппаратов, арматуры и контрольно-измерительных приборов, входящих в комплект поставки;
- схемы деления негабаритного оборудования на поставочные узлы с указанием маркировки;
- заводские технические условия (ТУ) на изготовление и поставку оборудования, а также инструкции на его сборку, монтаж, сварку, испытание и обкатку вхолостую;
- акты завода-изготовителя на контрольную сборку, обкатку и испытание оборудования с приложением формуляров (монтажных карт) и указанием допускаемых и фактических зазоров, полученных при сборке;
- упаковочный лист (один экземпляр);
- схемы строповки отдельных узлов и машины в целом;
- график поставки оборудования;
- сертификаты на металлопрокат, трубы, метизы и др.
Нормативная документация — технические регламенты, строительные нормы и правила (СНиП), отраслевые (ОСТ) и государственные (ГОСТ) стандарты; сборники норм и расценок, ценники и прейскуранты оптовых цен на материалы и оборудование; технические условия на производство и приемку монтажных работ, изготовление и поставку оборудования; нормы продолжительности строительства объектов, монтажных работ и опробования оборудования.
Проектно-сметная документация.
Технологическая монтажная документация — проект организации строительства, проект производства работ, технологические карты и технологические схемы производства работ, а также журналы производства монтажных и специальных работ.
Проект организации строи — тельства (ПОС) разрабатывается на стадии рабочего проекта промышленного объекта. Одной из составных частей ПОС является раздел «Механомонтажные работы. Монтаж оборудования».
В состав этого раздела входят: сведения об объемах работ в денежном и физическом выражении; предложения по строительному генеральному плану (далее — стройгенплан) с указанием метода и направления строительства основных зданий и сооружений, площадок приобъектного склада и др.; принципиальные решения по монтажу основного оборудования; схемы установки и закрепления оборудования на фундаментах; порядок подачи оборудования в монтаж и на площадки приобъектного склада; сроки представления строительной готовности по этапам; график поставки основного оборудования и конструкций; схемы энергообеспечения; потребность в энергоресурсах и рабочей силе; предложения по созданию производственной базы и строительству жилых помещений; требования к генподрядчику (заказчику) и смежным организациям по организации, совмещению и увязке различных работ.
В принципиальных решениях по монтажу указаны: монтажные проемы; схемы монтажа основного оборудования и установки его в мертвых зонах, не обслуживаемых мостовыми кранами; технические решения по использованию строительных конструкций, специальных монтажных механизмов (порталов, подъемников и др.) для подъема оборудования и эстакад для его перемещения с разработкой соответствующих заданий на их проектирование или проверку их несущей способности с учетом монтажных нагрузок.
Проект производства работ (ППР) является основным технологическим документом, который разрабатывают в целом на объект или на отдельные виды работ в соответствии с требованиями общегосударственных и ведомственных нормативных документов. ППР состоит из пояснительной записки, графической части и приложения, которое включает в себя: смету на дополнительные работы, не учтенные в ценниках на монтаж оборудования; рабочие чертежи монтажных приспособлений и специальных временных сооружений, а также монтажно-технический паспорт объекта.
ППР содержит краткую характеристику объекта, данные по объему, стоимости и трудоемкости монтажа, схему монтажной площадки, генеральный план зоны выполнения и организации работ; решения по технологии монтажа и организации труда; сведения об энергоресурсах, материалах и средствах монтажа; требования к геодезическому обоснованию; технологические карты или схемы выполнения производственных процессов монтажа; схемы энергоснабжения, проекты производства сварочных работ; мероприятия по механизации ручного труда, технике безопасности и охране окружающей среды; чертежи временных сооружений, графики движения рабочих кадров и перемещения механизмов; схемы строповки и перемещения монтируемых узлов.
Технологическая карта производства работ. Монтаж отдельных машин и агрегатов осуществляют в соответствии с рабочими чертежами и инструкциями заводов-изготовителей. Когда технология, заложенная в инструкциях, не соответствует условиям производства, монтаж отдельных машин и выполнение сложных работ осуществляют по технологическим картам.
В технологической карте указаны наименование и характеристика машины (объекта, работы); объемы работ, масса и число монтажных узлов (блоков); сметная стоимость и трудоемкость работ, состав звеньев и бригад, продолжительность и сроки выполнения работы; план монтажной площадки (рабочей зоны, рабочего места); маршруты движения рабочих и перемещения механизмов; порядок приемки строительной части объекта и оборудования (конструкций, материалов); требования к расконсервации и подготовке оборудования (конструкций) к монтажу; схемы перемещения, строповки, установки и выверки оборудования (конструкций); последовательность работ (сборки); потребность в монтажных механизмах, приспособлениях, инструменте и материалах; порядок испытания (обкатки) вхолостую; технико-экономические показатели; техника безопасности. ППР и технологические карты на производственные процессы монтажа составляют проектно-технологические институты или монтажные организации.
Технологические схемы производства работ. Не требующие сложных инженерных решений работы по транспортированию и подъему выполняют по схемам, которые по составу аналогичны технологической карте, но имеют значительно меньший объем и оформляются на типовом бланке с приложением плана монтажной зоны, схем подъема и перемещения грузов.
Журналы производства работ ведут при монтаже ответственного оборудования; сварке трубопроводов и оборудования, подведомственных Ростехнадзору, а также ответственных металлоконструкций (доменных печей и т.п.); защите оборудования от коррозии; испытаниях (обкатке) оборудования.
Производственная исполнительная документация — схемы фундаментов и постаментов под оборудование, а также смонтированного оборудования и трубопроводов; формуляры установки ответственных машин, турбин, компрессоров, прокатного оборудования и т.п.; акты скрытых работ и т.д.
Производственную исполнительную документацию составляют в процессе выполнения работ. В исполнительных схемах и формулярах указывают проектные и фактические размеры, положение осей и высотных отметок элементов фундаментов, оборудования, конструкций и трубопроводов, а также допускаемые и фактические зазоры в подшипниковых опорах, зубчатых и червячных зацеплениях и других вращающихся узлах. Организационно-технологическая документация (ПОС, ППР и др.) по монтажу оборудования трубопроводов и конструкций должна содержать конкретные проектные решения по безопасности труда, определяющие технические средства и методы работ, которые обеспечивают выполнение нормативных требований безопасности труда.
Не допускается заменять проектные решения извлечениями из норм и правил безопасности труда, которые рекомендуется приводить только в качестве обоснования для разработки соответствующих решений.
Исходными данными для разработки проектных решений по безопасности труда являются:
- требования нормативных документов и стандартов по безопасности труда;
- типовые решения по выполнению требований безопасности труда, справочные пособия и каталоги средств защиты работающих;
- инструкции заводов — изготовителей строительных материалов, изделий и конструкций по обеспечению безопасности труда в процессе их применения;
- инструкции заводов — изготовителей машин и оборудования, применяемых в процессе работ.
При разработке проектных решений по организации строительных, монтажных и производственных площадок, участков работ необходимо выявить опасные производственные факторы, связанные с технологией и условиями производства работ, определить и указать в организационно-технологической документации зоны их действия. При этом опасные зоны, связанные с применением грузоподъемных машин, определяются в проектно-сметной документации (ПОС), а остальные — в производственной документации (ППР).
Санитарно-бытовые и производственные помещения и площадки для отдыха работников, а также автомобильные и пешеходные дороги следует располагать за пределами опасных зон.
На случай, если в процессе строительства, реконструкции или монтажа объектов и сооружений в опасные зоны вблизи мест перемещения грузов кранами и от монтируемых объектов попадут эксплуатируемые гражданские или производственные здания и сооружения, транспортные или пешеходные дороги и другие места возможного нахождения людей, необходимо предусматривать решения, предупреждающие условия возникновения там опасных зон. Так, рекомендуется:
- вблизи мест перемещения груза краном
- оснащать башенные краны дополнительными средствами ограничения зоны их работы, способствующими принудительному ограничению зоны работы таким образом, чтобы не допускать нахождения людей в опасных местах;
- скорость поворота стрелы крана в сторону границы рабочей зоны ограничивать до минимальной при расстоянии от перемещаемого груза до границы зоны менее 7 м;
- на участках, расположенных на расстоянии менее 7 м от границы опасных зон, грузы перемещать с применением предохранительных или страховочных устройств, исключающих падение груза;
- на участках вблизи строящегося (реконструируемого) здания по его периметру устанавливать защитный экран, имеющий равную или боYльшую высоту по сравнению с высотой возможного нахождения груза, перемещаемого грузоподъемным краном; зону работы крана ограничивать таким образом, чтобы перемещаемый груз не выходил за контуры здания в местах расположения защитного экрана.
Проектными решениями по обеспечению безопасности труда при разборке объектов должны быть определены:
- размеры опасной зоны при принятом методе работ;
- последовательность выполнения работ, исключающая самопроизвольное обрушение конструкций;
- мероприятия по подавлению пылеобразования в процессе разборки оборудования и конструкций и их погрузке. Для предупреждения падения работающих с высоты в проектных решениях следует предусматривать:
- сокращение объемов верхолазных работ за счет применения конвейерной или укрупнительной сборки, крупноблочного или бескранового метода монтажа;
- преимущественное первоочередное устройство постоянных ограждающих конструкций (стен, панелей и проемов);
- использование ограждающих устройств, соответствующих конструктивным и объемно-планировочным решениям возводимого объекта и удовлетворяющих требованиям безопасности труда;
- определение места и способов крепления предохранительного пояса.
Кроме того, решениями должны быть определены:
- средства подмащивания, предназначенные для выполнения данного вида работ или отдельной операции;
- пути и средства подъема работников на рабочие места;
- в необходимых случаях — грузозахватные приспособления, позволяющие осуществлять дистанционную расстроповку длинномерных строительных конструкций, оборудования и трубопроводов.
В целях предупреждения падения с высоты перемещаемых краном оборудования, конструкций, изделий, материалов, а также потери их устойчивости в процессе монтажа или складирования в проектных решениях необходимо указать:
- средства контейнеризации или тару для перемещения штучных материалов с учетом характера и грузоподъемности перемещаемого груза и удобства подачи его к месту работ;
- грузозахватные приспособления (грузовые стропы, траверсы и монтажные захваты), соответствующие массе и габаритным размерам перемещаемого груза, условиям строповки и монтажа;
- способы строповки, обеспечивающие подачу элементов конструкций при складировании и монтаже в положении, соответствующем проектному или близком к нему;
- приспособления (пирамиды, кассеты) для устойчивого хранения элементов строительных конструкций;
- порядок и способы складирования оборудования, конструкций, изделий и материалов;
- способы временного и окончательного закрепления конструкций;
- методы удаления отходов;
- место установки и конструкцию защитных перекрытий или козырьков при необходимости нахождения людей в зоне возможного падения мелких материалов или предметов.
При выполнении работ с применением грузоподъемных машин, механизмов или оборудования необходимо предусматривать:
- выбор типов машин, мест их установки и режимов работы в соответствии с параметрами, определенными технологией работ и условиями их производства;
- меры, ограничивающие зону действия машин, для предупреждения возникновения опасной зоны в местах нахождения людей, а также ограждение зоны работы машин;
- особые условия установки машин в зоне призмы обрушения грунта, на насыпном грунте или косогоре.
При необходимости разработки траншей и котлованов и нахождения в них людей для производства строительномонтажных работ должны быть определены:
- в проектно-сметной документации (ПОС) безопасная крутизна незакрепленных откосов выемки с учетом нагрузки от строительных машин и материалов или решение о применении креплений;
- в производственной документации (ППР), кроме того, дополнительные мероприятия по контролю и обеспечению устойчивости откосов в связи с сезонными изменениями;
- тип креплений и технология их установки, а также места установки лестниц для спуска и подъема людей.
Для предупреждения поражения работающих электротоком следует предусматривать:
- указания по устройству временных электроустановок, выбору трасс и определению напряжения временных силовых и осветительных электросетей, по устройству для ограждения токоведущих частей и месторасположению вводно-распределительных систем и приборов;
- способы заземления металлических частей электрооборудования;
- методы подъема людей;
- дополнительные защитные меры при производстве работ в помещениях с повышенной опасностью и особо опасных, а также при выполнении работ в аналогичных условиях вне помещений;
- мероприятия по безопасному осуществлению работ в охранных зонах линий электропередачи.
Для предупреждения воздействия на работников вредных производственных факторов (неблагоприятного микроклимата, шума, вибрации, пыли и вредных веществ в воздухе рабочей зоны) необходимо:
- определить участки работ, на которых могут возникнуть вредные производственные факторы, обусловленные технологией и условиями выполнения работ;
- предложить средства защиты работающих;
- предусмотреть специальные меры по хранению опасных и вредных веществ, а также для защиты работников при использовании приборов, содержащих радиоактивные изотопы и служащих источниками ионизирующих излучений, и применении лазеров.
4. Организация монтажных работ
При монтаже стальных конструкций, трубопроводов, оборудования и инженерного оборудования (далее — при выполнении монтажных работ) необходимо предусматривать мероприятия по предупреждению воздействия на работников следующих опасных и вредных производственных факторов, связанных с характером работы:
- расположения рабочих мест вблизи перепада по высоте 1,3 м и более;
- передвигающихся конструкций, грузов;
- обрушения незакрепленных элементов конструкций зданий и сооружений;
- падения вышерасположенных материалов, инструмента;
- опрокидывания машин, падения их частей;
- повышенного напряжения в электрической цепи, которая может замкнуться через тело человека.
При наличии вышеуказанных опасных и вредных производственных факторов безопасность монтажных работ должна быть обеспечена на основе выполнения содержащихся в организационно-технологической монтажной документации (ПОС, ППР и др.) следующих решений по охране труда:
- организации рабочих мест;
- определения марки крана, места установки и опасных зон при его работе;
- методов и средств доставки и монтажа оборудования;
- обеспечения безопасности рабочих мест на высоте;
- определения последовательности установки конструкций и оборудования;
- обеспечения устойчивости конструкций и частей здания в процессе монтажа;
- определения схем и способов укрупнительной сборки элементов конструкций;
- мер безопасности при травлении и обезжиривании трубопроводов.
На участке (захватке), где ведутся монтажные работы, не допускается выполнения других работ и нахождения посторонних лиц.
При возведении объектов запрещается вести работы, связанные с нахождением людей в одной захватке (участке) на этажах (ярусах), над которыми проводятся перемещение, установка и временное закрепление элементов конструкций и оборудования.
При невозможности разбивки зданий и сооружений на отдельные захватки (участки) одновременное выполнение монтажных и других строительных работ на разных этажах (ярусах) разрешается только в случаях, предусмотренных ППР, при наличии между ними надежных (обоснованных соответствующим расчетом на действие ударных нагрузок) междуэтажных перекрытий.
Использование установленных конструкций для прикрепления к ним грузовых полиспастов, отводных блоков и других монтажных приспособлений допускается только с согласия проектной организации, выполнившей рабочие чертежи конструкций.
Монтаж конструкций и оборудования сооружений следует начинать, как правило, с пространственно-устойчивой части: связевой ячейки, ядра жесткости и т.п.
Монтаж конструкций и оборудования каждого вышележащего этажа (яруса) многoэтaжнoгo объекта следует проводить после закрепления всех установленных монтажных элементов по проекту и достижения бетоном (раствором) заданной прочности, указанной в ППР.
Окраску и антикоррозионную защиту конструкций и оборудования в случаях, когда они выполняются на строительной площадке, следует осуществлять, как правило, до их подъема на проектную отметку. После подъема проводить окраску или антикоррозионную защиту надо только в местах стыков и соединений конструкций.
Распаковка и расконсервация подлежащего монтажу оборудования должны выполняться в зоне, отведенной в соответствии с ППР, и на специальных стеллажах или прокладках высотой не менее 100 мм.
При расконсервации оборудования не допускается применения материалов со взрывопожароопасными свойствами. При монтаже каркасных сооружений устанавливать последующий ярус каркаса разрешается только после установки ограждающих конструкций или временных ограждений на предыдущем ярусе.
Монтаж лестничных маршей и площадок сооружений, а также грузопассажирских строительных подъемников (лифтов) должен осуществляться одновременно с монтажом конструкций и оборудования объекта. На смонтированных лестничных маршах следует незамедлительно устанавливать ограждения. В процессе монтажа оборудования и конструкций объектов монтажники должны находиться на ранее установленных и надежно закрепленных конструкциях или средствах подмащивания. Запрещается пребывание людей на элементах конструкций и оборудования во время их подъема и перемещения. Навесные монтажные площадки, лестницы и другие приспособления, необходимые для работы монтажников на высоте, следует устанавливать на монтируемых конструкциях до их подъема.
Для перехода монтажников с одной конструкции на другую нужно применять лестницы, переходные мостики и трапы, имеющие ограждения.
Запрещается переход монтажников по трубопроводам, конструкциям и их элементам (фермам, ригелям и т.п.), на которых невозможно обеспечить требуемую ширину прохода при установленных ограждениях без применения специальных предохранительных приспособлений (натянутого вдоль конструкции каната для закрепления карабина предохранительного пояса монтажника).
Места и способ крепления каната и длина его участков должны быть указаны в ППР.
При монтаже ограждающих конструкций необходимо применять предохранительный пояс совместно со страховочным приспособлением. Типовое решение указывается в ППР.
Не допускается нахождения людей под монтируемыми элементами, конструкциями и оборудованием до установки их в проектное положение.
При необходимости нахождения работающих под монтируемым оборудованием (конструкциями) требуется осуществлять специальные мероприятия, обеспечивающие безопасность работающих.
Навесные металлические лестницы высотой более 5 м должны удовлетворять требованиям СНиП 12-03 или их следует ограждать металлическими дугами с вертикальными связями и надежно прикреплять к конструкциям или оборудованию. Подъем рабочих по навесным лестницам на высоту более 10 м допускается в том случае, если лестницы оборудованы площадками отдыха не реже чем через каждые 10 м по высоте.
Расчалки для временного закрепления монтируемых конструкций должны быть прикреплены к надежным опорам. Число расчалок, их материалы и сечение, способы натяжения и места закрепления устанавливаются проектом производства работ.
Расчалки должны быть расположены за пределами габаритных размеров движущегося транспорта и строительных машин и не касаться острых углов других конструкций. Перегибание расчалок в местах соприкосновения их с элементами других конструкций допускается лишь после проверки прочности и устойчивости этих элементов под воздействием сил от расчалок.
Элементы монтируемых конструкций или оборудования во время перемещения должны удерживаться от раскачивания и вращения гибкими оттяжками.
Строповку конструкций и оборудования необходимо проводить средствами, удовлетворяющими требованиям СНиП 12-03 и обеспечивающими возможность дистанционной расстроповки с рабочего горизонта в случаях, когда высота до замка грузозахватного средства превышает 2 м.
5. Порядок проведения монтажных работ
До начала монтажных работ необходимо установить порядок обмена сигналами между лицом, руководящим монтажом, и машинистом грузоподъемного средства.
Все сигналы подаются только одним лицом (бригадиром, звеньевым, такелажником-стропальщиком), кроме сигнала «Стоп», который может быть подан любым работником, заметившим явную опасность.
В особо ответственных случаях (при подъеме конструкций с применением сложного такелажа, метода поворота, при надвижке крупногабаритных и тяжелых конструкций, при подъеме их двумя или более кранами или механизмами и т.п.) сигналы должен подавать только руководитель работ.
Строповку монтируемых элементов следует проводить в местах, указанных в рабочих чертежах, и обеспечить их подъем и подачу к месту установки в положении, близком к проектному.
Запрещается подъем элементов оборудования и конструкций, не имеющих монтажных петель, отверстий или маркировки и меток, обеспечивающих их правильную строповку и монтаж.
Подлежащие монтажу элементы конструкций необходимо очищать от грязи и наледи до их подъема.
Монтируемые элементы надо поднимать плавно, без рывков, раскачивания и вращения.
Поднимать конструкции следует в два приема: сначала на высоту 20…30 см, затем после проверки надежности строповки проводить дальнейший подъем.
При перемещении конструкций или оборудования расстояние между ними и выступающими частями смонтированного оборудования или других конструкций должно быть по горизонтали не менее 1 м, по вертикали — не менее 0,5 м.
Во время перерывов в работе не допускается оставлять поднятые элементы конструкций и оборудования на весу.
Установленные в проектное положение элементы конструкций или оборудования должны быть закреплены так, чтобы обеспечивались их устойчивость и геометрическая неизменяемость.
Расстроповку элементов конструкций и оборудования, установленных в проектное положение, следует выполнять после постоянного или временного их закрепления согласно проекту. Перемещать установленные элементы конструкций или оборудования после их расстроповки, за исключением случаев использования монтажной оснастки, предусмотренных ППР, нельзя.
До окончания выверки и надежного закрепления установленных элементов не допускается опирание на них вышерасположенных конструкций, если это не оговорено в ППР.
Запрещается выполнять монтажные работы на высоте в открытых местах при скорости ветра 15 м/с и более, при гололеде, грозе или тумане, исключающих видимость в пределах фронта работ.
Работы по перемещению и установке вертикальных панелей и подобных им конструкций с большой парусностью необходимо прекращать при скорости ветра 10 м/с и более.
При надвижке (передвижке) конструкций и оборудования лебедками грузоподъемность тормозных лебедок и полиспастов должна равняться грузоподъемности тяговых, если иные требования не установлены проектом.
При монтаже конструкций из рулонных заготовок (резервуаров и т.п.) нужно принимать меры против самопроизвольного сворачивания рулона.
При сборке горизонтальных цилиндрических емкостей, состоящих из отдельных царг, должны применяться клиновые прокладки и другие приспособления, исключающие возможность самопроизвольного скатывания царг.
Укрупнительную сборку и доизготовление подлежащих монтажу конструкций и оборудования следует выполнять, как правило, на специально предназначенных для этого местах согласно ППР.
Перемещение конструкций или оборудования несколькими подъемными или тяговыми средствами необходимо осуществлять по ППР под непосредственным руководством лиц, ответственных за безопасное производство работ кранами, при этом нагрузка, приходящаяся на каждый из них, не должна превышать грузоподъемности крана.
Еще до монтажа трубопроводов их заготовку и подгонку надо выполнять в заготовительных мастерских. Выполнение этих работ на подмостях, предназначенных для монтажа трубопроводов, запрещается.
При монтаже оборудования и трубопроводов грузоподъемными кранами следует руководствоваться правилами безопасности, установленными СНиП 10-03.
Все работы по устранению конструктивных недостатков и ликвидации недоделок на смонтированном оборудовании, подвергнутом испытанию продуктом, необходимо проводить только после разработки и утверждения заказчиком и генеральным подрядчиком совместно с существующими субподрядными организациями мероприятий по безопасности работ.
Установка и снятие перемычек (связей) между смонтированным и действующим оборудованием, а также подключение временных установок к действующим системам (электрическим, паровым, техническим и т.д.) без письменного разрешения генерального подрядчика и заказчика не допускаются.
Монтаж трубопроводов и воздуховодов на эстакадах проводится с инвентарных подмостей, снабженных лестницами для подъема и спуска работников. Подъем и спуск по конструкциям эстакад не разрешается.
Запрещается нахождение людей под устанавливаемым оборудованием, монтажными узлами оборудования и трубопроводов до их окончательного закрепления.
Опускать трубы в закрепленную траншею следует с принятием мер против нарушения креплений траншеи.
Нельзя скатывать трубы в траншею с помощью ломов и ваг, а также использовать распорки крепления траншей в качестве опор для труб.
В помещениях, где проводится обезжиривание, запрещается пользоваться открытым огнем и допускать искрообразование.
Электроустановки в указанных помещениях должны быть во взрывобезопасном исполнении.
Работы по обезжириванию трубопроводов должны выполняться в помещениях, оборудованных приточновытяжной вентиляцией. При работах на открытом воздухе исполнители должны находиться с наветренной стороны.
Место, где проводится обезжиривание, необходимо оградить и обозначить знаками безопасности.
Работники, занятые на работах по обезжириванию трубопроводов, должны быть обеспечены соответствующими противогазами, спецодеждой, рукавицами и резиновыми перчатками.
Монтаж оборудования, трубо- и воздухопроводов вблизи электрических проводов (в пределах расстояния, равного наибольшей длине монтируемого узла или звена трубопровода) проводится при снятом напряжении или защите электропроводов от механического повреждения диэлектрическими коробами.
При невозможности снятия напряжения работы следует выполнять по наряду-допуску, утвержденному в установленном порядке.
При продувке труб сжатым воздухом запрещается находиться в камерах и колодцах, где установлены задвижки, вентили, краны и т.п.
Для продувки трубопроводов необходимо установить у концов труб щиты для защиты глаз от окалины, песка.
Запрещается находиться против или вблизи незащищенных концов продуваемых труб.
В процессе выполнения сборочных операций трубопроводов и оборудования совмещение отверстий и проверка их совпадения в монтируемых деталях должны проводиться с использованием специального инструмента (конусных оправок, сборочных пробок и др.). Проверять совпадение отверстий в монтируемых деталях пальцами рук не допускается.
При монтаже оборудования должна быть исключена возможность самопроизвольного или случайного его включения.
В случае монтажа оборудования с использованием домкратов должны быть приняты меры, исключающие возможность перекоса или опрокидывания домкратов.
6. Подготовка производства работ и повышение монтажной технологичности оборудования
Подготовкой производства монтажа называется разработка и осуществление комплекса взаимоувязанных организационных, технических и технологических, планово-экономических и финансовых документов и мероприятий, обеспечивающих эффективное выполнение работ в установленные сроки при заданных технико-экономических показателях.
Перспективная подготовка производства заключается в повышении монтажной технологичности объектов, заводской готовности и монтажной технологичности оборудования.
В процессе подготовки текущего производства необходимо:
- рассмотреть и укомплектовать документацию для монтажных работ;
- составить накопительные ведомости на трубопроводы и металлоконструкции, заявки на материалы;
- оформить заказы на изготовление конструкций, узлов и деталей трубопроводов, монтажных приспособлений и заготовок, а также задания на разработку ППР и чертежей металлоконструкций;
- проверить правильность сметной документации и уточнить объемы работ;
- разработать, согласовать, утвердить и выдать исполнителям проекты и схемы производства работ, технологические карты и другую документацию по производству, механизации и сдаче монтажных работ;
- составить графики производства работ и обеспечения их материальнотехническими ресурсами;
- принять строительную часть объекта и оборудование в монтаж;
- обеспечить монтажные участки соответствующими кранами и механизмами, инструментом и приспособлениями, такелажным оборудованием и оснасткой;
- сформировать бригады по профессиональному и квалификационному составу, а также подготовить исходные материалы и заключить договора бригадного подряда;
- обеспечить работы металлоконструкциями, узлами и деталями трубопроводов;
- организовать геодезическую службу и контроль за качеством монтажных работ, материалов и изделий.
Кроме того, при подготовке производства должны быть решены задачи: увязки механомонтажных работ с другими работами; определения порядка поставки оборудования и его подачи в монтажную зону, установки и закрепления на фундаментах; обеспечения до начала монтажа пуска мостовых кранов; предоставления строительной готовности; обеспечения монтажа материальнотехническими ресурсами; энергоснабжения и др.
Перед началом работ монтажники должны иметь на руках рабочие чертежи технического проекта на объект в целом или на этапы работ; сметы; чертежи на металлические конструкции с пояснительными записками, конструктивными схемами, спецификациями на металлопрокат и чертежи железобетонных конструкций с монтажными схемами. К рабочим чертежам прилагают заказные спецификации на оборудование, арматуру, изделия и материалы, а также планы и разрезы зданий, необходимые для монтажа оборудования и трубопроводов.
Монтажная технологичность конструкций оборудования — совокупность свойств конструкции оборудования, определяющая ее приспособленность к достижению минимальных затрат при монтаже вне предприятия-изготовителя для получения заданных показателей качества при принятых условиях и технологии выполнения работ.
Оборудование, обладающее высоким уровнем монтажной технологичности, может быть смонтировано на строящихся промышленных объектах с использованием экономичных и прогрессивных технологических процессов.
Уровень монтажной технологичности повышают путем предъявления генеральным проектировщикам и заводам-изготовителям на стадиях разработки задания на проектирование оборудования научно и технически обоснованных монтажно-технологических требований к конструкции, комплектности и качеству изготовления механизмов, машин, агрегатов и другого оборудования, поставляемого на монтаж. Повышение монтажной технологичности обеспечивает сокращение продолжительности и улучшение качества монтажа машин, агрегатов и другого оборудования, повышение производительности труда монтажников при общем сокращении трудовых затрат.
Монтажно-технологические требования к оборудованию задают в виде системы качественных характеристик и количественных показателей монтажной технологичности, в том числе требований к блочности, сборности и заводской готовности, а также в виде конкретных указаний по конструктивному исполнению и поставке каждого вида оборудования. При этом показатели монтажной технологичности и заводской готовности оборудования, характеризующие выполнение монтажно-технологических требований, включают в состав технической характеристики и предусматривают в картах технического уровня и качества продукции.
Качественная оценка монтажной технологичности выполняется по отдельным конструктивным и технологическим признакам на основании анализа соответствия конструктивного исполнения оборудования монтажно-технологическим требованиям. Сравнение нескольких конструктивных исполнений оборудования при его разработке позволяет выбрать лучший из них или установить целесообразность количественной оценки.
В процессе качественной оценки контролируются: реализация в конструкции оборудования требований заводской готовности, комплектности, прохождения им испытаний на стендах завода-изготовителя; степень укрупнения габаритного оборудования в агрегатированные или комплектные монтажные блоки; степень укрупнения поставляемых частей негабаритного оборудования; обеспечение удобств при строповке, выверке, центрировании и установке на фундамент; возможность удобной и точной сборки элементов, соединяемых при монтаже.
Общие монтажно-технологические требования к конструкции, изготовлению и поставке оборудования регламентированы ГОСТ 24444–87.
Количественно монтажную технологичность оценивают с помощью специальных показателей, характеризующих реализацию в конструкции оборудования тех или иных монтажно-технологических требований.
Количественная оценка монтажной технологичности осуществляется по основным показателям, определяющим технологичность в целом, и по дополнительным, отражающим отдельные особенности конструкции оборудования. Основными показателями являются: трудоемкость монтажа; удельная трудоемкость монтажа; коэффициент заводской готовности.
К дополнительным показателям относятся коэффициенты: монтажной сборности; заводской сборки; собираемости; равновесности; распределения допуска; сложности стыков; дополнительных затрат металлопроката. Возможно применение и других критериев.
Уровень монтажной технологичности оборудования определяют как отношение однотипных достигнутых при разработке и изготовлении показателей к заданным базовым.
7. Организация монтажной площадки и требования к обеспечению ее безопасности
Организацию монтажной площадки отражают в стройгенплане на стадии монтажа оборудования.
На стройгенплане показывают расположение: постоянных и временных сооружений; железнодорожных и автомобильных путей; монтажных проемов и въездов в цехи; внецеховых трасс трубопроводов и электропередачи; площадок приобъектного склада, площадок укрупнительной сборки оборудования (конструкций), складских и культурнобытовых помещений; строительных и монтажных машин и механизмов, зоны обслуживания и маршруты их перемещения; объемы грузов, подаваемых по въездным путям. На стройгенплане указывают также направление строительства основных объектов (цехов) с разбивкой их на участки.
Для многопролетных цехов с большим подземным хозяйством и сложных сооружений (прокатные, кузнечнопрессовые, сталеплавильные и другие цехи металлургической, отдельные производства химической и других отраслей промышленности) кроме общеплощадочного составляют еще и объектный стройгенплан.
При организации рабочего места (монтажной зоны и площадки) составляют два-три варианта планировки монтажной площадки, предусматривая резервные решения на случай отклонения от принятой организации работ. При этом учитывают, что основная часть оборудования (конструкций) подается на площадки приобъектного склада или к месту монтажа железнодорожным и автомобильным транспортом, а также на специальных автотранспортных устройствах. Так как при подаче оборудования избегают дополнительных разгрузок и погрузок, а также перегрузок его на другие транспортные средства, особенно двух-, трехкратных, то железнодорожный (автомобильный) путь и площадки следует располагать в зоне действия монтажных механизмов, самоходных или мостовых кранов для установки оборудования в проектное положение.
Мелкое оборудование подают автотранспортом, поэтому предусматривают автопоезда и маршруты его движения по цеху. Площадки для складирования, расконсервации, ревизии или укрупнительной монтажной сборки оборудования располагают на территории приобъектного склада или непосредственно у фундаментов.
В условиях строящегося предприятия для монтажных организаций выделяют участки территории для размещения монтажного городка, состоящего из инвентарных передвижных зданий контейнерного типа. Типовые компоновки монтажных участков разрабатывают в зависимости от числа работающих и выполняемых монтажных работ (рис. 2).
Расположение площадок под монтажный городок и передвижных зданий контейнерного типа выбирают в каждом отдельном случае по согласованию с генеральным подрядчиком с учетом насыщенности строительной площадки и наличия свободных площадей в цехах. В тех случаях, когда имеется возможность, службы участков и склады арматуры, аппаратуры и приборов размещают в подсобных помещениях зданий, строительство которых должно быть закончено к началу монтажных работ.
Для хранения электродвигателей, деталей трубопроводов, контрольно-измерительной аппаратуры и т.п. используют сборно-разборные складские помещения.
Обеспечение объектов монтажа энергоресурсами и устройство временных сетей водопровода и канализации, электроснабжения, паропровода и горячей воды, пневмолиний сжатого воздуха и других с врезками в действующие линии, а также установку распределительных устройств обеспечивает генеральный подрядчик, а при работе в действующих цехах — заказчик. Временную разводку этих сетей в пределах рабочей зоны (отдельной площадки или помещения и т.п.) выполняет монтажная организация.
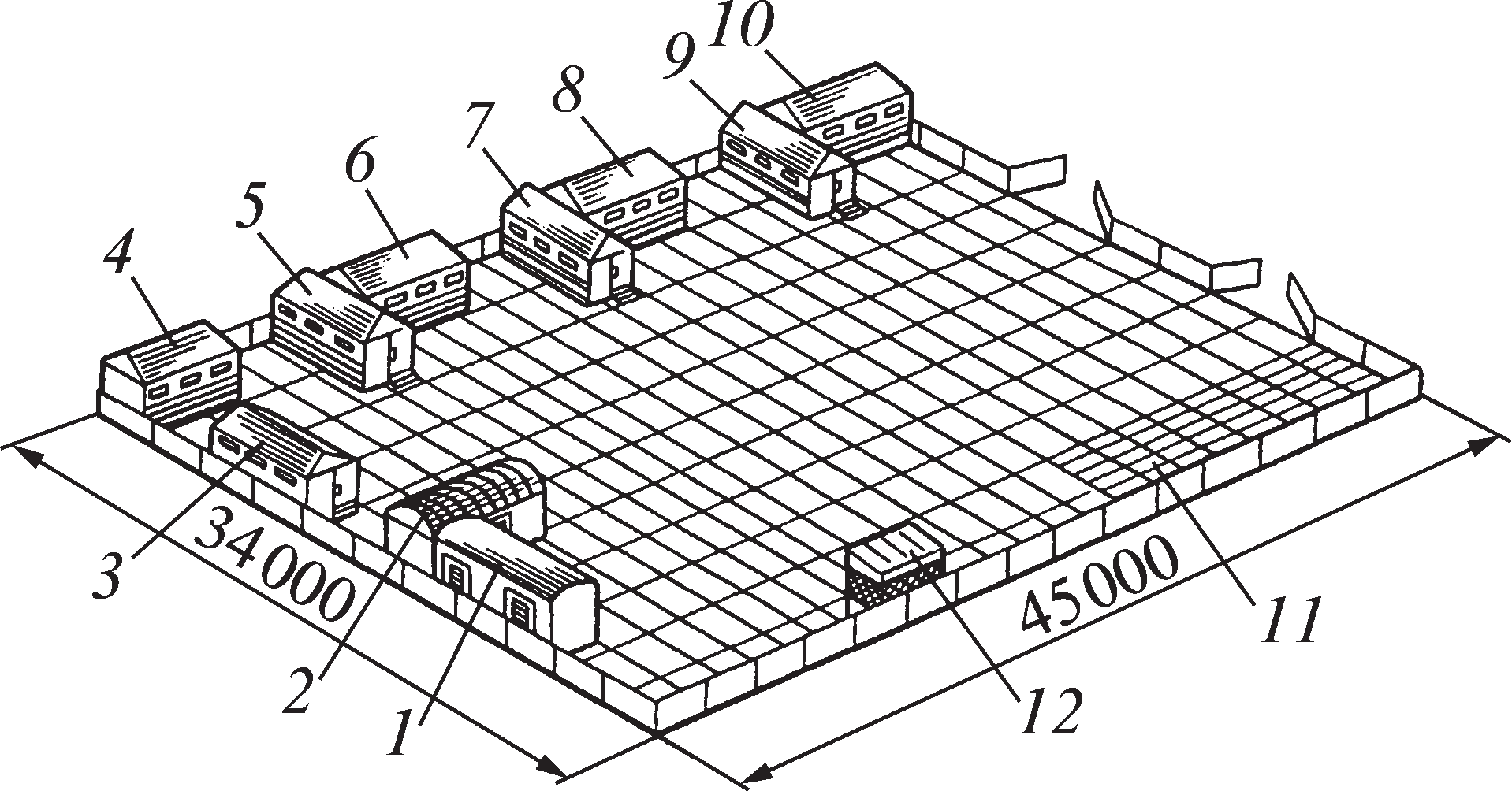
Рис. 2. Монтажный участок на 100 работающих: 1 — туалет; 2 — душевая; 3–6 — помещения для бригад, места отдыха и приема пищи; 7 — инструментальная мастерская; 8 — склад инструментов; 9, 10 — помещения для прораба, контора; 11 — площадка для складирования материалов; 12 — склад для хранения газовых баллонов
Потребность в воздухе при монтаже удовлетворяют, используя автомобильные передвижные компрессорные станции типа АПКС-3, АПКС-6, АПКС-10 производительностью 2,5…10 м3/мин и с давлением нагнетания 0,7…1,2 МПа (7…12 кгс/см2), а также компрессорные установки типа ГСВ-1/12 производительностью 1 м3/мин, которые обеспечивают давление 1,2 МПа (12 кгс/см2). При невозможности использования действующих кислородопроводов предусматривают подачу кислорода от специальных распределительных кислородных рамп или индивидуальных баллонов. Кислородные рампы стационарного типа 2 × 5 или 2 × 10 м располагают в отдельных помещениях постоянного или инвентарного типа. Для устройства передвижных рамп применяют автомобильный прицеп, на котором установлены вертикально или уложены в наклонном положении (под углом 10…15° к горизонту) 25…30 кислородных баллонов. Передвижные рампы заполняют кислородом на кислородной станции с помощью специального вентиля.
Для электроснабжения объектов в проекте проведения общестроительных работ для всего комплекса строительства предусматривают только высоковольтную часть электроснабжения с расстановкой комплектных трансформаторных подстанций наружного типа (КТПН). Поскольку разводку от КТПН до распределительных пунктов с их установкой (низковольтная часть) осуществляет генеральный подрядчик (отдел главного энергетика строительного треста), то ему заблаговременно выдают исходные данные по электроснабжению монтажной площадки, в том числе схему расстановки распределительных силовых шкафов.
Наиболее экономичным и ресурсосберегающим мероприятием при обеспечении строительства энергоресурсами является использование проектных внецеховых и внутрицеховых сетей энергообеспечения. Это предполагает опережающее строительство и ввод в действие объектов энергоснабжения.
8. Требования к безопасности монтажных площадок
Существуют обязательные требования к безопасности организации монтажных площадок, участков работ и рабочих мест, определенные строительными нормами и правилами.
Производственные территории (т.е. строительные монтажные площадки с находящимися на них объектами строительства, производственными и санитарно-бытовыми зданиями и сооружениями), участки работ и рабочие места должны быть подготовлены для обеспечения безопасного производства работ. Подготовительные мероприятия необходимо закончить до начала производства работ. Соответствие требованиям охраны и безопасности труда производственных территорий, зданий и сооружений, участков работ и рабочих мест, вновь построенных или реконструируемых промышленных объектов определяется при приемке их в эксплуатацию.
Окончание подготовительных работ на строительной площадке принимается по акту о выполнении мероприятий по безопасности труда и готовности объекта к началу строительства.
Производственное оборудование, приспособления и инструмент, применяемые для организации рабочего места, должны отвечать требованиям безопасности труда и обеспечены необходимыми средствами коллективной или индивидуальной защиты работающих, первичными средствами пожаротушения, а также средствами связи, сигнализации и другими техническими средствами обеспечения безопасных условий труда в соответствии с требованиями действующих нормативных документов и условиями соглашений.
При размещении на производственной территории санитарно-бытовых и производственных помещений, мест отдыха, проходов для людей, рабочих мест, необходимо, чтобы они располагались за пределами опасных зон.
На границах зон постоянно действующих опасных производственных факторов должны быть установлены защитные ограждения, а зон потенциально опасных производственных факторов — сигнальные ограждения и знаки безопасности.
При монтаже объектов с применением грузоподъемных кранов, когда в опасные зоны, расположенные вблизи строящихся объектов, а также мест перемещения грузов кранами, попадают транспортные или пешеходные пути, санитарно-бытовые или производственные здания и сооружения, другие места постоянного или временного нахождения людей на территории строительной площадки или вблизи нее, работы следует выполнять в соответствии с ПОС и ППР, содержащими решение следующих вопросов для обеспечения безопасности людей:
- применения средств для искусственного ограничения зоны работы кранов;
- использования защитных сооружений — укрытий и защитных экранов.
Проезды, проходы на производственных территориях, а также проходы к рабочим местам и рабочие места должны содержаться в чистоте и порядке, очищаться от мусора и снега, не загромождаться складируемыми материалами и конструкциями.
Допуск на производственную территорию посторонних лиц, а также работников в нетрезвом состоянии или не занятых на работах на данной территории запрещается.
Находясь на территории строительной или монтажной производственной площадки, в производственных и бытовых помещениях, на участках работ и рабочих местах, работники, а также представители других организаций обязаны выполнять правила внутреннего трудового распорядка, принятые в данной организации.
Территориально обособленные помещения, площадки, участки работ, рабочие места должны быть обеспечены телефонной или радиосвязью.
Устройство производственных территорий, их техническая эксплуатация должны соответствовать требованиям технических регламентов, Строительных норм и правил, государственных стандартов, санитарных, противопожарных, экологических и других действующих нормативных документов.
Производственные территории и участки работ в населенных пунктах или на территории организации во избежание доступа посторонних лиц необходимо ограждать.
Конструкция защитных ограждений должна удовлетворять следующим требованиям:
- высота ограждения производственных территорий должна быть не менее 1,6 м, а участков работ не менее 1,2 м;
- ограждения, примыкающие к местам массового прохода людей, должны иметь высоту не менее2ми быть оборудованы сплошным защитным козырьком;
- козырек должен выдерживать действие снеговой нагрузки, а также нагрузки от падения одиночных мелких предметов;
- ограждения не должны содержать проемов, кроме ворот и калиток, контролируемых в течение рабочего времени и запираемых после его окончания. В местах прохода людей в пределах опасных зон надо предусматривать щитные ограждения. Входы в строящиеся здания (сооружения) должны быть защищены сверху козырьком шириной не менее 2 м от стены здания. Угол, образуемый между козырьком и вышерасположенной стеной над входом, должен составлять 70…75°.
При производстве работ в закрытых помещениях, на высоте, под землей необходимо иметь в виду мероприятия, позволяющие эвакуировать людей в случае возникновения пожара или аварии.
У въезда на производственную территорию следует разместить схему внутрипостроечных дорог и проездов с указанием мест складирования материалов и конструкций, мест разворота транспортных средств, объектов пожарного водоснабжения и пр.
Внутренние автомобильные дороги производственных территорий должны соответствовать строительным нормам и правилам и быть оборудованы дорожными знаками, регламентирующими порядок движения транспортных средств и строительных машин в соответствии с Правилами дорожного движения Российской Федерации.
Эксплуатация инвентарных санитарно-бытовых зданий и сооружений должна осуществляться по инструкциям заводов-изготовителей.
Строительство и эксплуатация производственных зданий выполняются согласно строительным нормам и правилам.
При ведении монтажно-сварочных работ на территории населенных пунктов или на производственных территориях котлованы, ямы, траншеи и канавы в местах, где происходит движение людей и транспорта, должны быть ограждены.
В местах перехода через траншеи, ямы, канавы нужны переходные мостики шириной не менее 1 м, огражденные с обеих сторон перилами высотой не менее 1,1 м со сплошной обшивкой внизу на высоту 0,15 м дополнительной ограждающей планкой на высоте 0,5 м от настила.
На производственных территориях, участках работ и рабочих местах работники должны быть обеспечены питьевой водой, удовлетворяющей санитарным требованиям.
Монтажные площадки, участки работ и рабочие места, проезды и подходы к ним в темное время суток должны быть освещены в соответствии с требованиями государственных стандартов.
Освещение закрытых помещений должно отвечать требованиям строительных норм и правил.
Освещенность должна быть равномерной, без слепящего действия осветительных приспособлений на работающих. Работы в неосвещенных местах не допускаются.
Для работающих на открытом воздухе должны быть предусмотрены навесы для укрытия от атмосферных осадков.
При температуре воздуха на рабочих местах ниже 10 °С работающие на открытом воздухе или в неотапливаемых помещениях должны быть обеспечены помещениями для обогрева.
Колодцы, шурфы и другие выемки следует закрывать крышками, щитами или ограждать. В темное время суток указанные ограждения необходимо освещать электрическими сигнальными лампочками напряжением не выше 42 В.
Рабочие места и проходы к ним, расположенные на перекрытиях, покрытиях на высоте более 1,3ми на расстоянии менее 2 м от границы перепада по высоте, должны быть ограждены защитными или страховочными ограждениями, а при расстоянии более2м— сигнальными ограждениями, соответствующими требованиям государственных стандартов.
Проемы в стенах при одностороннем примыкании к ним настила (перекрытия) должны ограждаться, если расстояние от уровня настила до нижнего проема менее 0,7 м.
При невозможности или экономической нецелесообразности применения защитных ограждений допускается производство работ с применением предохранительного пояса для монтажников, соответствующего государственным стандартам, и оформлением наряда-допуска. Проходы на рабочих местах и к рабочим местам должны отвечать следующим требованиям:
— ширина одиночных проходов к рабочим местам и на рабочих местах должна быть не менее 0,6 м, а высота таких проходов в свету — не менее 1,8 м;
— лестницы или скобы, применяемые для подъема или спуска работников на рабочие места, расположенные на высоте более 5 м, должны быть оборудованы устройствами для закрепления фала предохранительного пояса (канатами с ловителями и др.).
При нахождении рабочих мест на перекрытиях воздействие нагрузок на перекрытие от размещенных материалов, оборудования, оснастки и людей не должно превышать расчетных нагрузок на перекрытие, предусмотренных проектом, с учетом фактического состояния несущих строительных конструкций.
В случае выполнения работ на высоте, внизу, под местом работ, необходимо выделить опасные зоны. При совмещении работ по одной вертикали нижерасположенные места должны быть оборудованы соответствующими защитными устройствами (настилами, сетками, козырьками), установленными на расстоянии не более 6 м по вертикали от нижерасположенного рабочего места.
Для прохода рабочих, выполняющих работы на крыше с уклоном более 2°, а также на крыше с покрытием, не рассчитанным на нагрузки массы работающих, необходимо устраивать трапы шириной не менее 0,3 м с поперечными планками для упора ног. Трапы на время работы закрепляются.
Рабочие места с применением оборудования, пуск которого осуществляется извне, должны иметь сигнализацию, предупреждающую о пуске, а в необходимых случаях — связь с оператором.
Складирование оборудования, конструкций, материалов, прокладка транспортных путей, установка опор воздушных линий электропередачи и связи должны выполняться за пределами призмы обрушения грунта незакрепленных выемок (котлованов, траншей), а их размещение в пределах призмы обрушения грунта у выемок с креплением допускается при условии предварительной проверки устойчивости закрепленного откоса по паспорту крепления или проведенного расчета с учетом динамической нагрузки.
Материалы (конструкции) следует размещать в соответствии с требованиями строительных норм и правил, а также норм и правил (в том числе межотраслевых) по охране труда на выровненных площадках, принимая меры против самопроизвольного смещения, просадки, осыпания и раскатывания складируемых материалов и оборудования.
Складские площадки должны быть защищены от поверхностных вод. Запрещается складировать материалы, изделия на насыпных неуплотненных грунтах.
Материалы, изделия, конструкции и оборудование при складировании на строительной площадке и рабочих местах должны укладываться следующим образом:
- ригели и колонны в штабель высотой до2м на подкладках и с прокладками;
- мелкосортный металл в стеллаж высотой не более 1,5 м;
- санитарно-технические и вентиляционные блоки в штабель высотой не более2м на подкладках и с прокладками;
- крупногабаритное и тяжеловесное оборудование и его части в один ярус на подкладках;
- черные прокатные металлы (листовая сталь, швеллеры, двутавровые балки, сортовая сталь) в штабель высотой до 1,5 м на подкладках и с прокладками;
- трубы диаметром до 300 мм в штабель высотой до 3 м на подкладках и с прокладками с концевыми упорами;
- трубы диаметром более 300 мм в штабель высотой до3мв седло без прокладок с концевыми упорами.
Другие материалы, конструкции и изделия следует складировать согласно требованиям стандартов и технических условий на них.
Между штабелями (стеллажами) на складах должны быть предусмотрены проходы шириной не менее1ми проезды, ширина которых зависит от габаритных размеров транспортных средств и погрузочно-разгрузочных механизмов, обслуживающих место складирования.
Прислонять (опирать) материалы и изделия к заборам, деревьям и элементам временных и капитальных сооружений не допускается.
Источник
Содержание
- Технологические основы монтажа промышленного оборудования
- 1. Особенности монтажного производства
- 2. Технологические процессы и операции монтажа
- 3. Документация для монтажных работ
- Проектно-сметная документация.
- 4. Организация монтажных работ
- 5. Порядок проведения монтажных работ
- 6. Подготовка производства работ и повышение монтажной технологичности оборудования
- 7. Организация монтажной площадки и требования к обеспечению ее безопасности
- 8. Требования к безопасности монтажных площадок
Технологические основы монтажа промышленного оборудования
1. Особенности монтажного производства
При строительстве промышленных объектов монтажные работы в среднем составляют около 35 %, а на объектах химической, нефтеперерабатывающей и некоторых других отраслей достигают 50…60 % от общего объема выполняемых работ. Монтаж технологического оборудования характеризуется сложностью и специфическими особенностями. Одновременно с монтажом оборудования осуществляют монтаж строительных и технологических металлоконструкций, трубопроводов, систем энергообеспечения, объектов электроснабжения, средств контроля и автоматизации, санитарно-технических систем и устройств, систем вентиляции и др.
Монтаж оборудования, во время которого выполняют работы по сборке, установке, выверке и испытанию машин, агрегатов и технологических установок, представляет собой комплекс взаимосвязанных сложных процессов, требующих высокой квалификации и специализации монтажников, тщательной инженерной и технологической подготовки производства, высокого уровня его организации.
Монтажные работы имеют много общего со сборочными работами в машиностроении. Однако если при монтаже собирается стационарное крупногабаритное оборудование, то в сборочных цехах заводов машиностроения — небольшие машины, механизмы или их отдельные узлы. Окончательной продукцией монтажного производства являются смонтированные технологические линии, установки и целые промышленные комплексы, подготовленные для дальнейшей эксплуатации.
Для монтажа характерны закрепление на месте предмета труда и перемещение средств труда, а для сборочных работ — закрепление средств труда и перемещение в этих же пределах предмета труда. Поэтому основная особенность монтажного производства заключается в отсутствии постоянного рабочего места у рабочих-монтажников.
Номенклатура промышленного оборудования отличается разнообразием и непрерывно обновляется. Машины и агрегаты, поступающие на монтаж, имеют сложную конструкцию, состоят из большого числа частей и деталей. Некоторые машины и агрегаты уникальны по своим габаритным размерам и массе.
Разнообразие и сложность предметов труда на механомонтажных работах определяют необходимость применения сложных, иногда уникальных механизмов, инструментов и приспособлений, не используемых на сборочных работах в машиностроении. При монтаже нашли широкое применение специальные грузоподъемные средства, тракторы, трейлеры, электрические лебедки, манипуляторы, специальные виды механизированного и ручного инструмента и контрольно-измерительных приборов.
Сложность предметов и орудий труда, особенности монтажного производства влекут за собой организационную и технологическую сложность выполнения работ. На одном объекте монтируют различные по назначению и конструктивным особенностям машины и агрегаты, а также другое технологическое оборудование. Одинаковые машины и агрегаты на различных объектах из-за специфики состояния их поставки и условий производства работ монтируют разными методами. Механомонтажные работы характеризуются большой длительностью и многообразием технологических процессов и операций, отсутствием цикличности.
При монтаже технологического оборудования работники имеют дело с различными изделиями машиностроения и монтажного производства. Такими изделиями могут быть любые предметы или наборы предметов, изготовленные на машиностроительном предприятии, промбазе монтажной организации или на месте монтажа, а также технологические линии, отдельные машины, их элементы в сборе и отдельные детали. Смонтированное оборудование является изделием монтажного производства. Деталь — это изделие (составная часть изделия), изготовленное из однородного материала (по наименованию и марке) без применения сборочных операций. Характерный признак детали — отсутствие в ней разъемных и неразъемных соединений. Деталь является первичным сборочным элементом любого более сложного изделия (фланец, прокладка, болт, гайка и т.д.).
Сборочная единица — изделие, составные части которого подлежат соединению между собой в ходе сборочных операций. Ее характерная особенность — возможность сборки обособленно от других элементов изделия. К сборочным единицам относятся различные типы механизмов и оборудования (станок, механизм и т.д.), а также агрегатированные блоки оборудования.
Технологическое оборудование — средства технологического оснащения, в которых для выполнения определенной части технологического процесса размещают материалы или заготовки, средства воздействия на них, технологическую оснастку и при необходимости источники энергии. К технологическому оборудованию принадлежат прессы, литейные машины, станки, печи, испытательные стенды и т.д.
В зависимости от рассматриваемого вида технологического процесса (изготовление детали, получение химического продукта, сборка узла, монтаж машины) в состав технологического оборудования могут входить как монтируемые изделия (станки, аппараты), так и изделия, которыми осуществляется сборка или монтаж (сборочное оборудование, краны, гидроподъемники).
Комплекс — это два или больше специфицированных изделий, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций. Примером комплексов является весь набор оборудования технологической линии (установки).
Монтажный блок — комплекс, составные части которого (оборудование, конструкции, трубопроводы, приборы и т.д.) собирают перед установкой в проектное положение.
Технологическая линия (установка) — комплекс собираемых при монтаже изделий (оборудования, конструкций и коммуникаций), предназначенных для осуществления технологического процесса. Технологическая линия (установка) может выполнять определенную функцию (производить продукцию) независимо от других линий или их составных частей. После установки в проектное положение и завершения всего цикла работ монтажные блоки, технологические линии (установки) можно считать изделиями монтажного производства.
Технологическая оснастка — средства технологического оснащения, дополняющие технологическое оборудование для выполнения определенной части технологического процесса. Примером оснастки являются стропы, блоки, опорные стойки для проведения такелажных работ, домкраты, струбцины для выверки и т.д.
Инструмент — это технологическая оснастка, предназначенная для воздействия на предмет труда с целью изменения его состояния. К инструменту относятся, например, ключи, шлифовальные машины, трубогибы и т.д. Инструмент может быть ручным, механизированно-ручным и механизированным.
Ручной инструмент является ручным техническим устройством. Инструмент используют в качестве орудия машины либо человека для непосредственного изменения или определения состояния предмета труда или для установки другого орудия в машине.
У механизированно-ручного инструмента главное движение осуществляется энергией неживой природы, а подача и управление выполняются людьми.
У механизированного инструмента все движения выполняются энергией неживой природы, а управление — людьми.
Приспособление — технологическая оснастка, предназначенная для установки, поддержания и направления предмета труда или инструмента при выполнении технологической операции. Примерами приспособлений служат тиски, подставки для теодолитов, зажимы, коуши и т.д.
Приспособления могут быть ручными и механизированными. К ручным относятся приспособления, являющиеся ручным техническим устройством, к механизированным — приспособления, в которых закрепление и раскрепление предметов производства выполняются с помощью энергии неживой природы, а остальные действия — людьми.
2. Технологические процессы и операции монтажа
Монтажные работы являются одним из трех видов строительно-монтажных работ: строительных, специальных строительных и монтажных. К монтажным работам относятся: монтаж оборудования промышленных предприятий, оборудования для добычи и переработки полезных ископаемых, подъемнотранспортного оборудования, электротехнического оборудования и средств связи и сигнализации, контрольно-измерительных приборов и устройств, монтаж теплоэнергетического и другого оборудования, технологических трубопроводов и металлоконструкций.
Монтаж (ГОСТ 23877–79) — установка изделия или его составных частей на месте использования.
К механомонтажным относятся работы по монтажу технологического, энергетического, подъемно-транспортного и нестандартизованного оборудования, трубопроводов и металлоконструкций.
Монтаж оборудования — комплекс работ, включающих в себя сборку машин (агрегатов и другого оборудования), их установку в рабочее положение на предусмотренном проектом месте, сборку и соединение в технологические линии и установки, испытания на холостом ходу и под нагрузкой, а также вспомогательные, подготовительные и пригоночные операции, не выполненные по каким-либо причинам при изготовлении.
Производственный процесс монтажа оборудования представляет собой совокупность взаимосвязанных действий, в результате которых исходные изделия машиностроения превращаются в смонтированный агрегат, промышленные линии, комплексы или технологические установки, предназначенные для производства определенных видов промышленной продукции.
Технологический процесс монтажа — часть производственного процесса монтажа, непосредственно связанная с последовательным изменением и (или) определением пространственного и качественного состояния элементов монтируемого оборудования или агрегата. Отличительной особенностью монтажного технологического процесса и его характерным признаком является возможность выделить, зарегистрировать и оценить измененное состояние монтируемого элемента или оборудования.
Монтаж оборудования состоит из подготовительных, собственно монтажных работ, опробования и испытаний смонтированного оборудования. Соответственно технологические процессы монтажа разделяются на основные, подготовительные и пусконаладочные.
Выполнение пусконаладочных работ является обязанностью заказчика, который привлекает для этого монтажную организацию.
К собственно монтажным относятся следующие работы:
- проверка фундаментов и приемка их под монтаж;
- установка фундаментных болтов и закладных частей;
- проверка комплектности оборудования и приемка его в монтаж;
- разборка оборудования, его очистка от консервирующей смазки, промывка, осмотр частей и их смазывание;
- укрупнительная сборка оборудования, поставляемого частями;
- перемещение оборудования или его узлов и деталей в пределах монтажной зоны и установка в проектное положение (основные такелажные работы);
- установка прокладок;
- выверка и крепление к фундаментам;
- сборка и установка входящих в состав поставки оборудования металлических конструкций, трубопроводов, арматуры, вентиляторов, насосов, питателей, контрольно-измерительной и пускорегулирующей аппаратуры, ограждений, систем пневмогидроуправления, централизованной смазки;
- заправка смазочными материалами и заливка охлаждающих составов. Соответственно, указанные работы входят в состав основных технологических процессов монтажа.
Среди монтажных работ ведущими технологическими процессами являются сборка оборудования и узлов, установка их в проектное положение с требуемой точностью и последующее закрепление на фундаментах. Эти процессы во многом определяют качество монтажа машин и агрегатов, стабильность их проектного положения в технологических линиях и установках, а также надежность при эксплуатации.
К важным технологическим процессам, особенно при монтаже тяжелого крупногабаритного оборудования, могут быть причислены и основные такелажные работы.
К такелажным работам относятся: горизонтальное, вертикальное и наклонное перемещение оборудования, осуществляемое на монтажной площадке; установка, снятие и передвижка такелажных средств (монтажных мачт, порталов, шеверов, монтажных лебедок и т.п.). При этом такелажные процессы, осуществляемые в пределах монтажной зоны, относятся к основным, а выполняемые вне ее — к подготовительным технологическим процессам монтажа.
Монтажные подготовительные технологические процессы возникают в зависимости от наличия и оснащения специальных площадок для укрупнительной сборки. Эти процессы состоят из собственно укрупнительной сборки оборудования, трубных узлов и металлических конструкций, а также выполнения комплекса погрузочно-разгрузочных и транспортных операций.
К испытанию и комплексному опробованию оборудования относятся работы, обеспечивающие проверку соответствия техническим условиям смонтированного оборудования, включающие в себя проверку на герметичность и прочность, точности установки узлов и деталей, испытания работы оборудования на холостом ходу и под нагрузкой, а также приработку его узлов. Указанные работы состоят в подготовке и проведении
испытаний отдельных механизмов, машин, аппаратов и трубопроводов, а также в их комплексном опробовании в составе технологических линий.
Наладка оборудования — подготовка технологического оборудования к выполнению определенного технологического процесса в составе линии или установки совместно с приборами и устройствами контроля, автоматического регулирования и управления.
Продукцией механомонтажного производства является комплекс смонтированного на объекте технологического, подъемно-транспортного и энергетического оборудования, трубопроводов и металлоконструкций. Цена этой продукции — сметная стоимость механомонтажных работ. Продукция монтажного производства после ее создания закрепляется неподвижно на определенном месте.
Предметами труда при механомонтажных работах являются оборудование, трубопроводы, их узлы и детали, металлические конструкции.
Монтаж оборудования отличается длительным циклом производства, большой трудоемкостью и высокой стоимостью законченной продукции.
Территория, на которой ведутся работы по монтажу нескольких единиц оборудования, участка трубопроводов или металлоконструкций, называется монтажной зоной. Монтажная зона является рабочим местом монтажника. Монтажной площадкой именуют территорию, на которой выполняются работы по монтажу комплекса машин, агрегатов и другого технологического оборудования, трубопроводов и металлоконструкций строящегося объекта.
Технологические процессы монтажа состоят из ряда операций.
Монтажной операцией называют законченную часть технологического процесса монтажа, осуществляемую непрерывно над узлом, машиной или агрегатом на одном рабочем месте (в пределах
одной монтажной зоны), одним рабочим или группой рабочих, объединенных единой целью. Монтажная операция характеризуется постоянством состава рабочих, рабочего места, орудий и предметов труда. Основной признак монтажной операции — это возможность ее нормирования, выделения и контроля полученных результатов.
Монтажный переход — часть технологической операции, характеризуемая неизменностью сопрягаемых поверхностей оборудования и применяемой оснастки или инструмента.
Монтажный прием — законченная совокупность отдельных движений рабочего, связанных единой целью, в процессе выполнения монтажной операции.
Типизация технологии монтажных работ. Типовая технология — это важнейшее средство оптимизации монтажного производства. Она разрабатывается с учетом прогрессивной технологии, комплексной механизации работ, научной организации труда и является основной для технико-экономического обоснования, выбора и осуществления рациональных решений по организации и технологии монтажного производства, составления текущих и оперативных планов монтажных работ.
Типизацию монтажных работ осуществляют на основе: анализа технологии путем классификации монтажных процессов по их видам; выявления их технологической структуры, состава и связей как между собой, так и со смежными строительно-монтажными работами; выбора наиболее массовых и трудоемких монтажных операций; их типизации; составления из типовых операций монтажных процессов.
Цель типизации — разработка монтажных процессов, позволяющих монтировать технологическое оборудование, различное по конструкции, но имеющее одинаковые монтажно-технологические признаки, наиболее совершенными и эффективными методами с применением высокопроизводительных средств механизации и оснастки.
Типовые технологические процессы монтажа (разрабатываются на основе типовых монтажных операций) содержат их перечень в технологической последовательности. Каждая операция оформляется в виде технологической карты. Пример операционной технологической карты приведен в табл. 1.
Типовые производственные процессы состоят из типовых технологических процессов, выполняемых при монтаже характерных представителей отдельных групп оборудования. Группы оборудования выделяют исходя из общности содержания и последовательности выполнения операций монтажа и совпадающих или достаточно близких монтажнотехнологических и конструктивных параметров.
К ним относятся: пространственное положение (горизонтальное, вертикальное, наклонное); место расположения (открытая площадка, одноили многоэтажное здание); условия поставки; геометрические параметры (ширина, высота, длина, диаметр и т.д.); масса; высотная отметка; вид крепления на фундаменте; точность установки; конструкция соединений поставочных блоков; точность сборки соединений и т.п.
Стандартные типовые процессы, соответствующие наиболее прогрессивным методам и способам выполнения монтажных работ и реализуемые с помощью высокопроизводительной оснастки и механизмов, применяют с целью установления единообразия в технологии монтажа однотипного оборудования; сокращения объема работ и снижения трудоемкости при проектировании технологических процессов монтажа; обеспечения оптимального уровня технологической подготовки монтажного производства.
Способы и методы производства монтажных работ выбирают с учетом особенностей принятого метода строительства.
В связи с тем что механомонтажные и специальные работы, являющиеся составной и завершающей частью строительства, определяют сроки ввода объекта в эксплуатацию, в основу методов их производства положены принципы: максимальной индустриализации и механизации работ, внедрения прогрессивной технологии и передовых методов труда на базе последних достижений научно-технического прогресса в строительно-монтажном производстве, поточной организации работ при современных методах управления.
В зависимости от сложности объектов, условий строительной площадки и особенностей обеспечения материально-техническими и людскими ресурсами строительно-монтажные работы выполняют открытым, закрытым или комбинированным способом.
При открытом способе (метод законченного нулевого цикла) все работы по устройству фундаментов и других подземных сооружений, необходимых для монтажа строительных конструкций и оборудования, проводят до возведения каркаса здания. Затем монтируют его конструкции и оборудование.
При закрытом способе указанные выше работы ведут в два этапа: на первом осуществляют земляные и бетонные работы, необходимые для монтажа каркаса здания; на втором этапе в закрытом здании — земляные и бетонные работы по укладке фундамента под технологическое оборудование, а затем монтируют это оборудование.
Комбинированный способ применяют в основном для цехов с разной насыщенностью пролетов фундаментами под оборудование. Работы по нулевому циклу в пролетах с небольшим числом фундаментов в данном случае могут выполняться закрытым способом, а в остальных — открытом.
Строительство многопролетных цехов типа прокатных и им подобных с большими и сложными подземными сооружениями осуществляют методом законченного нулевого цикла (открытым способом) с поточной организацией работ. При этом здание цеха разбивают на несколько участков, размеры которых выбирают так, чтобы их компоновка обеспечивала монтаж, испытание и пусконаладочные работы для оборудования с законченным технологическим циклом.
Таблица 1. Состав операционной технологической карты на выверку горизонтальности корпуса редуктора
| Наименование операции,
и схемы расположения рабочих мест |
Механизмы, оснастка,
приборы |
Состав
монтажники |
Технические
требования |
Норма
Определение отклонений от горизонтальности и выверка (в плоскости, перпендикулярной валу) |
| Установка средств контроля и измерения:
установить поверочную линейку на базовую поверхность оборудования установить на поверочную линейку уровень измерить отклонения от горизонтальности и сравнить с допускаемыми |
Брусковый уровень 118-0,05
(ГОСТ 9392–89), поверочная линейка ШД-1-1600 (ГОСТ 8026–92) |
Один пятого разряда, один третьего | Допускаемые отклонения от горизонтальности 0,4 мм на 1 м;
допускаемая погрешность измерений 0,08 мм/м |
0,3 |
| Регулировка горизонтальности положения корпуса редуктора | ||||
| Регулировка:
ввертывая или вывертывая регулировочные винты, добиться горизонтальности с отклонениями, не превышающими допускаемые Контроль (измерить отклонения) |
Комбинированные гаечные ключи 7811-0232 (ГОСТ 16983—80);
брусковый уровень 1180,05 (ГОСТ 9392–89); поверочная линейка ЩД-1-1600 (ГОСТ 8026–92) — |
Один пятого разряда, один третьего
— |
Действительные отклонения должны быть в пределах допуска
0,2 |
|
| Определение отклонений от горизонтальности и выверка (вдоль вала) | ||||
| Выполнить перечисленные выше операции, установив линейку и уровень в плоскости, параллельной валу | — | — | — | 3,5 |
| Фиксация (предварительное закрепление) корпуса редуктора | ||||
| Установка шайб и навинчивание гаек на анкерные болты
Затяжка гаек в несколько обходов с проверкой горизонтальности по уровню |
Гаечные ключи 7811-0239
Уровень и поверочная линейка |
Один пятого разряда, один третьего | Допускаемый момент затяжки 300 Н · м | 3,6 |
Получил распространение поузловой метод проектирования, подготовки, организации и управления строительством крупных и сложных промышленных комплексов (объектов). Сущность его заключается в членении комплекса (объекта) на взаимосвязанные между собой конструктивно и технологически обособленные части (узлы, подузлы) и в создании на этой основе документов для подготовки производства и управления. Узел объекта — конструктивно и технологически обособленная, расположенная в определенных границах его часть, техническая готовность которой после завершения строительно-монтажных работ позволяет автономно, независимо от готовности объекта в целом осуществить испытание оборудования (машин), пусконаладочные работы и комплексное опробование. По назначению узлы подразделяются на технологические, строительные и общеплощадочные.
Дальнейшая перспектива индустриализации монтажного производства связана с комплектно-блочным методом, под которым понимается организация монтажа оборудования из комплектных блоков, изготовляемых на машиностроительных заводах, а также сборочно-комплектовочных предприятиях строительной индустрии и строительномонтажных организаций.
Комплектно-блочный метод позволяет превратить строительную площадку в технологический конвейер, работа которого начинается в заводских условиях и заканчивается на строительной площадке, т.е. выполняется комплексным укрупненным потоком. При этом поставка блоков к месту их установки в проектное положение должна проводиться в технологической последовательности возведения объекта.
Укрупнение оборудования позволяет применять совмещенную технологию возведения объектов, при которой строительные и монтажные работы выполняют параллельно: на основной строительной площадке в пределах здания закладывают фундаменты под оборудование и ведут другие работы нулевого цикла; на площадках укрупнительной сборки, промбазах и базах комплектации собирают в блоки оборудование и трубопроводы и выполняют обмуровочные, изоляционные и другие специальные работы.
При совмещенном монтаже монтаж строительных конструкций каркаса здания, не вошедших в блоки, осуществляют одновременно с монтажом блоков оборудования в едином комплексном потоке. Конструкции, оборудование и блоки поступают на приобъектный склад или их сразу устанавливают краном с транспортных средств в проектное положение.
Совмещенный монтаж может быть трех вариантов: монтаж (подъем, установка и закрепление) оборудования и блоков параллельно с монтажом строительных конструкций; подача оборудования на проектные отметки перекрытий одновременно с монтажом строительных конструкций, а выверка, закрепление и другие работы осуществляются по окончании общестроительных работ; подача на проектные отметки перекрытий упакованного оборудования одновременно с монтажом строительных конструкций, а другие работы выполняются только в полностью построенном здании при определенных температурном режиме и влажности воздуха.
При реконструкции оборудования действующих предприятий (доменных печей, котлов-утилизаторов, водогрейных и паровых котлов и т.д.) применяют метод надвижки. Он заключается в том, что, не прекращая работы оборудования, на расположенном в стороне временном основании монтируют другое для последующей надвижки его в проектное положение. Действующее оборудование останавливают, разбирают непосредственно перед завершением сборки нового, что позволяет свести к минимуму перерыв в выпуске продукции. Собранное оборудование перемещают с помощью домкратов или полиспастов электролебедок по накаточному устройству на фундамент.
При изготовлении монтажных блоков или укрупнении оборудования различают узловую и общую сборку. Объектами узловой сборки являются составные части монтажного блока. Общая сборка — это сборка, объектом которой является монтажный блок в целом (рис. 1).
Элемент, с которого начинают сборку изделия (его составной части), называется базовым. Процесс общей сборки изображают на схеме горизонтальной линией. Ее проводят в направлении от базового элемента к собранному объекту. В порядке последовательности сборки сверху располагают условные обозначения всех деталей, непосредственно входящих в изделие, а снизу — все составляющие изделие части. На технологических схемах узловой сборки эти составные части показывают как отдельные элементы.
Технологические схемы сборки снабжают надписями — сносками, поясняющими вид сборочных работ (сварку, клепку, выверку, проверку зазоров и пр.), когда они не ясны из схемы, и осуществляемый при сборке контроль.
3. Документация для монтажных работ
Монтаж оборудования, трубопроводов и конструкций, а также расчеты за выполненные работы проводят на основании технической, нормативной, проектно-сметной, технологической, монтажной и производственной исполнительной документации.
Рис. 1. Технологическая схема общей сборки изделия
К технической относится документация заводов-изготовителей на оборудование, которую заказчик передает монтажной организации для подготовки и выполнения работ. Она включает в себя:
- сборочные и установочные чертежи со спецификациями и комплектовочно-отгрузочными ведомостями;
- паспорта машин, аппаратов, арматуры и контрольно-измерительных приборов, входящих в комплект поставки;
- схемы деления негабаритного оборудования на поставочные узлы с указанием маркировки;
- заводские технические условия (ТУ) на изготовление и поставку оборудования, а также инструкции на его сборку, монтаж, сварку, испытание и обкатку вхолостую;
- акты завода-изготовителя на контрольную сборку, обкатку и испытание оборудования с приложением формуляров (монтажных карт) и указанием допускаемых и фактических зазоров, полученных при сборке;
- упаковочный лист (один экземпляр);
- схемы строповки отдельных узлов и машины в целом;
- график поставки оборудования;
- сертификаты на металлопрокат, трубы, метизы и др.
Нормативная документация — технические регламенты, строительные нормы и правила (СНиП), отраслевые (ОСТ) и государственные (ГОСТ) стандарты; сборники норм и расценок, ценники и прейскуранты оптовых цен на материалы и оборудование; технические условия на производство и приемку монтажных работ, изготовление и поставку оборудования; нормы продолжительности строительства объектов, монтажных работ и опробования оборудования.
Проектно-сметная документация.
Технологическая монтажная документация — проект организации строительства, проект производства работ, технологические карты и технологические схемы производства работ, а также журналы производства монтажных и специальных работ.
Проект организации строи — тельства (ПОС) разрабатывается на стадии рабочего проекта промышленного объекта. Одной из составных частей ПОС является раздел «Механомонтажные работы. Монтаж оборудования».
В состав этого раздела входят: сведения об объемах работ в денежном и физическом выражении; предложения по строительному генеральному плану (далее — стройгенплан) с указанием метода и направления строительства основных зданий и сооружений, площадок приобъектного склада и др.; принципиальные решения по монтажу основного оборудования; схемы установки и закрепления оборудования на фундаментах; порядок подачи оборудования в монтаж и на площадки приобъектного склада; сроки представления строительной готовности по этапам; график поставки основного оборудования и конструкций; схемы энергообеспечения; потребность в энергоресурсах и рабочей силе; предложения по созданию производственной базы и строительству жилых помещений; требования к генподрядчику (заказчику) и смежным организациям по организации, совмещению и увязке различных работ.
В принципиальных решениях по монтажу указаны: монтажные проемы; схемы монтажа основного оборудования и установки его в мертвых зонах, не обслуживаемых мостовыми кранами; технические решения по использованию строительных конструкций, специальных монтажных механизмов (порталов, подъемников и др.) для подъема оборудования и эстакад для его перемещения с разработкой соответствующих заданий на их проектирование или проверку их несущей способности с учетом монтажных нагрузок.
Проект производства работ (ППР) является основным технологическим документом, который разрабатывают в целом на объект или на отдельные виды работ в соответствии с требованиями общегосударственных и ведомственных нормативных документов. ППР состоит из пояснительной записки, графической части и приложения, которое включает в себя: смету на дополнительные работы, не учтенные в ценниках на монтаж оборудования; рабочие чертежи монтажных приспособлений и специальных временных сооружений, а также монтажно-технический паспорт объекта.
ППР содержит краткую характеристику объекта, данные по объему, стоимости и трудоемкости монтажа, схему монтажной площадки, генеральный план зоны выполнения и организации работ; решения по технологии монтажа и организации труда; сведения об энергоресурсах, материалах и средствах монтажа; требования к геодезическому обоснованию; технологические карты или схемы выполнения производственных процессов монтажа; схемы энергоснабжения, проекты производства сварочных работ; мероприятия по механизации ручного труда, технике безопасности и охране окружающей среды; чертежи временных сооружений, графики движения рабочих кадров и перемещения механизмов; схемы строповки и перемещения монтируемых узлов.
Технологическая карта производства работ. Монтаж отдельных машин и агрегатов осуществляют в соответствии с рабочими чертежами и инструкциями заводов-изготовителей. Когда технология, заложенная в инструкциях, не соответствует условиям производства, монтаж отдельных машин и выполнение сложных работ осуществляют по технологическим картам.
В технологической карте указаны наименование и характеристика машины (объекта, работы); объемы работ, масса и число монтажных узлов (блоков); сметная стоимость и трудоемкость работ, состав звеньев и бригад, продолжительность и сроки выполнения работы; план монтажной площадки (рабочей зоны, рабочего места); маршруты движения рабочих и перемещения механизмов; порядок приемки строительной части объекта и оборудования (конструкций, материалов); требования к расконсервации и подготовке оборудования (конструкций) к монтажу; схемы перемещения, строповки, установки и выверки оборудования (конструкций); последовательность работ (сборки); потребность в монтажных механизмах, приспособлениях, инструменте и материалах; порядок испытания (обкатки) вхолостую; технико-экономические показатели; техника безопасности. ППР и технологические карты на производственные процессы монтажа составляют проектно-технологические институты или монтажные организации.
Технологические схемы производства работ. Не требующие сложных инженерных решений работы по транспортированию и подъему выполняют по схемам, которые по составу аналогичны технологической карте, но имеют значительно меньший объем и оформляются на типовом бланке с приложением плана монтажной зоны, схем подъема и перемещения грузов.
Журналы производства работ ведут при монтаже ответственного оборудования; сварке трубопроводов и оборудования, подведомственных Ростехнадзору, а также ответственных металлоконструкций (доменных печей и т.п.); защите оборудования от коррозии; испытаниях (обкатке) оборудования.
Производственная исполнительная документация — схемы фундаментов и постаментов под оборудование, а также смонтированного оборудования и трубопроводов; формуляры установки ответственных машин, турбин, компрессоров, прокатного оборудования и т.п.; акты скрытых работ и т.д.
Производственную исполнительную документацию составляют в процессе выполнения работ. В исполнительных схемах и формулярах указывают проектные и фактические размеры, положение осей и высотных отметок элементов фундаментов, оборудования, конструкций и трубопроводов, а также допускаемые и фактические зазоры в подшипниковых опорах, зубчатых и червячных зацеплениях и других вращающихся узлах. Организационно-технологическая документация (ПОС, ППР и др.) по монтажу оборудования трубопроводов и конструкций должна содержать конкретные проектные решения по безопасности труда, определяющие технические средства и методы работ, которые обеспечивают выполнение нормативных требований безопасности труда.
Не допускается заменять проектные решения извлечениями из норм и правил безопасности труда, которые рекомендуется приводить только в качестве обоснования для разработки соответствующих решений.
Исходными данными для разработки проектных решений по безопасности труда являются:
- требования нормативных документов и стандартов по безопасности труда;
- типовые решения по выполнению требований безопасности труда, справочные пособия и каталоги средств защиты работающих;
- инструкции заводов — изготовителей строительных материалов, изделий и конструкций по обеспечению безопасности труда в процессе их применения;
- инструкции заводов — изготовителей машин и оборудования, применяемых в процессе работ.
При разработке проектных решений по организации строительных, монтажных и производственных площадок, участков работ необходимо выявить опасные производственные факторы, связанные с технологией и условиями производства работ, определить и указать в организационно-технологической документации зоны их действия. При этом опасные зоны, связанные с применением грузоподъемных машин, определяются в проектно-сметной документации (ПОС), а остальные — в производственной документации (ППР).
Санитарно-бытовые и производственные помещения и площадки для отдыха работников, а также автомобильные и пешеходные дороги следует располагать за пределами опасных зон.
На случай, если в процессе строительства, реконструкции или монтажа объектов и сооружений в опасные зоны вблизи мест перемещения грузов кранами и от монтируемых объектов попадут эксплуатируемые гражданские или производственные здания и сооружения, транспортные или пешеходные дороги и другие места возможного нахождения людей, необходимо предусматривать решения, предупреждающие условия возникновения там опасных зон. Так, рекомендуется:
- вблизи мест перемещения груза краном
- оснащать башенные краны дополнительными средствами ограничения зоны их работы, способствующими принудительному ограничению зоны работы таким образом, чтобы не допускать нахождения людей в опасных местах;
- скорость поворота стрелы крана в сторону границы рабочей зоны ограничивать до минимальной при расстоянии от перемещаемого груза до границы зоны менее 7 м;
- на участках, расположенных на расстоянии менее 7 м от границы опасных зон, грузы перемещать с применением предохранительных или страховочных устройств, исключающих падение груза;
- на участках вблизи строящегося (реконструируемого) здания по его периметру устанавливать защитный экран, имеющий равную или боYльшую высоту по сравнению с высотой возможного нахождения груза, перемещаемого грузоподъемным краном; зону работы крана ограничивать таким образом, чтобы перемещаемый груз не выходил за контуры здания в местах расположения защитного экрана.
Проектными решениями по обеспечению безопасности труда при разборке объектов должны быть определены:
- размеры опасной зоны при принятом методе работ;
- последовательность выполнения работ, исключающая самопроизвольное обрушение конструкций;
- мероприятия по подавлению пылеобразования в процессе разборки оборудования и конструкций и их погрузке. Для предупреждения падения работающих с высоты в проектных решениях следует предусматривать:
- сокращение объемов верхолазных работ за счет применения конвейерной или укрупнительной сборки, крупноблочного или бескранового метода монтажа;
- преимущественное первоочередное устройство постоянных ограждающих конструкций (стен, панелей и проемов);
- использование ограждающих устройств, соответствующих конструктивным и объемно-планировочным решениям возводимого объекта и удовлетворяющих требованиям безопасности труда;
- определение места и способов крепления предохранительного пояса.
Кроме того, решениями должны быть определены:
- средства подмащивания, предназначенные для выполнения данного вида работ или отдельной операции;
- пути и средства подъема работников на рабочие места;
- в необходимых случаях — грузозахватные приспособления, позволяющие осуществлять дистанционную расстроповку длинномерных строительных конструкций, оборудования и трубопроводов.
В целях предупреждения падения с высоты перемещаемых краном оборудования, конструкций, изделий, материалов, а также потери их устойчивости в процессе монтажа или складирования в проектных решениях необходимо указать:
- средства контейнеризации или тару для перемещения штучных материалов с учетом характера и грузоподъемности перемещаемого груза и удобства подачи его к месту работ;
- грузозахватные приспособления (грузовые стропы, траверсы и монтажные захваты), соответствующие массе и габаритным размерам перемещаемого груза, условиям строповки и монтажа;
- способы строповки, обеспечивающие подачу элементов конструкций при складировании и монтаже в положении, соответствующем проектному или близком к нему;
- приспособления (пирамиды, кассеты) для устойчивого хранения элементов строительных конструкций;
- порядок и способы складирования оборудования, конструкций, изделий и материалов;
- способы временного и окончательного закрепления конструкций;
- методы удаления отходов;
- место установки и конструкцию защитных перекрытий или козырьков при необходимости нахождения людей в зоне возможного падения мелких материалов или предметов.
При выполнении работ с применением грузоподъемных машин, механизмов или оборудования необходимо предусматривать:
- выбор типов машин, мест их установки и режимов работы в соответствии с параметрами, определенными технологией работ и условиями их производства;
- меры, ограничивающие зону действия машин, для предупреждения возникновения опасной зоны в местах нахождения людей, а также ограждение зоны работы машин;
- особые условия установки машин в зоне призмы обрушения грунта, на насыпном грунте или косогоре.
При необходимости разработки траншей и котлованов и нахождения в них людей для производства строительномонтажных работ должны быть определены:
- в проектно-сметной документации (ПОС) безопасная крутизна незакрепленных откосов выемки с учетом нагрузки от строительных машин и материалов или решение о применении креплений;
- в производственной документации (ППР), кроме того, дополнительные мероприятия по контролю и обеспечению устойчивости откосов в связи с сезонными изменениями;
- тип креплений и технология их установки, а также места установки лестниц для спуска и подъема людей.
Для предупреждения поражения работающих электротоком следует предусматривать:
- указания по устройству временных электроустановок, выбору трасс и определению напряжения временных силовых и осветительных электросетей, по устройству для ограждения токоведущих частей и месторасположению вводно-распределительных систем и приборов;
- способы заземления металлических частей электрооборудования;
- методы подъема людей;
- дополнительные защитные меры при производстве работ в помещениях с повышенной опасностью и особо опасных, а также при выполнении работ в аналогичных условиях вне помещений;
- мероприятия по безопасному осуществлению работ в охранных зонах линий электропередачи.
Для предупреждения воздействия на работников вредных производственных факторов (неблагоприятного микроклимата, шума, вибрации, пыли и вредных веществ в воздухе рабочей зоны) необходимо:
- определить участки работ, на которых могут возникнуть вредные производственные факторы, обусловленные технологией и условиями выполнения работ;
- предложить средства защиты работающих;
- предусмотреть специальные меры по хранению опасных и вредных веществ, а также для защиты работников при использовании приборов, содержащих радиоактивные изотопы и служащих источниками ионизирующих излучений, и применении лазеров.
4. Организация монтажных работ
При монтаже стальных конструкций, трубопроводов, оборудования и инженерного оборудования (далее — при выполнении монтажных работ) необходимо предусматривать мероприятия по предупреждению воздействия на работников следующих опасных и вредных производственных факторов, связанных с характером работы:
- расположения рабочих мест вблизи перепада по высоте 1,3 м и более;
- передвигающихся конструкций, грузов;
- обрушения незакрепленных элементов конструкций зданий и сооружений;
- падения вышерасположенных материалов, инструмента;
- опрокидывания машин, падения их частей;
- повышенного напряжения в электрической цепи, которая может замкнуться через тело человека.
При наличии вышеуказанных опасных и вредных производственных факторов безопасность монтажных работ должна быть обеспечена на основе выполнения содержащихся в организационно-технологической монтажной документации (ПОС, ППР и др.) следующих решений по охране труда:
- организации рабочих мест;
- определения марки крана, места установки и опасных зон при его работе;
- методов и средств доставки и монтажа оборудования;
- обеспечения безопасности рабочих мест на высоте;
- определения последовательности установки конструкций и оборудования;
- обеспечения устойчивости конструкций и частей здания в процессе монтажа;
- определения схем и способов укрупнительной сборки элементов конструкций;
- мер безопасности при травлении и обезжиривании трубопроводов.
На участке (захватке), где ведутся монтажные работы, не допускается выполнения других работ и нахождения посторонних лиц.
При возведении объектов запрещается вести работы, связанные с нахождением людей в одной захватке (участке) на этажах (ярусах), над которыми проводятся перемещение, установка и временное закрепление элементов конструкций и оборудования.
При невозможности разбивки зданий и сооружений на отдельные захватки (участки) одновременное выполнение монтажных и других строительных работ на разных этажах (ярусах) разрешается только в случаях, предусмотренных ППР, при наличии между ними надежных (обоснованных соответствующим расчетом на действие ударных нагрузок) междуэтажных перекрытий.
Использование установленных конструкций для прикрепления к ним грузовых полиспастов, отводных блоков и других монтажных приспособлений допускается только с согласия проектной организации, выполнившей рабочие чертежи конструкций.
Монтаж конструкций и оборудования сооружений следует начинать, как правило, с пространственно-устойчивой части: связевой ячейки, ядра жесткости и т.п.
Монтаж конструкций и оборудования каждого вышележащего этажа (яруса) многoэтaжнoгo объекта следует проводить после закрепления всех установленных монтажных элементов по проекту и достижения бетоном (раствором) заданной прочности, указанной в ППР.
Окраску и антикоррозионную защиту конструкций и оборудования в случаях, когда они выполняются на строительной площадке, следует осуществлять, как правило, до их подъема на проектную отметку. После подъема проводить окраску или антикоррозионную защиту надо только в местах стыков и соединений конструкций.
Распаковка и расконсервация подлежащего монтажу оборудования должны выполняться в зоне, отведенной в соответствии с ППР, и на специальных стеллажах или прокладках высотой не менее 100 мм.
При расконсервации оборудования не допускается применения материалов со взрывопожароопасными свойствами. При монтаже каркасных сооружений устанавливать последующий ярус каркаса разрешается только после установки ограждающих конструкций или временных ограждений на предыдущем ярусе.
Монтаж лестничных маршей и площадок сооружений, а также грузопассажирских строительных подъемников (лифтов) должен осуществляться одновременно с монтажом конструкций и оборудования объекта. На смонтированных лестничных маршах следует незамедлительно устанавливать ограждения. В процессе монтажа оборудования и конструкций объектов монтажники должны находиться на ранее установленных и надежно закрепленных конструкциях или средствах подмащивания. Запрещается пребывание людей на элементах конструкций и оборудования во время их подъема и перемещения. Навесные монтажные площадки, лестницы и другие приспособления, необходимые для работы монтажников на высоте, следует устанавливать на монтируемых конструкциях до их подъема.
Для перехода монтажников с одной конструкции на другую нужно применять лестницы, переходные мостики и трапы, имеющие ограждения.
Запрещается переход монтажников по трубопроводам, конструкциям и их элементам (фермам, ригелям и т.п.), на которых невозможно обеспечить требуемую ширину прохода при установленных ограждениях без применения специальных предохранительных приспособлений (натянутого вдоль конструкции каната для закрепления карабина предохранительного пояса монтажника).
Места и способ крепления каната и длина его участков должны быть указаны в ППР.
При монтаже ограждающих конструкций необходимо применять предохранительный пояс совместно со страховочным приспособлением. Типовое решение указывается в ППР.
Не допускается нахождения людей под монтируемыми элементами, конструкциями и оборудованием до установки их в проектное положение.
При необходимости нахождения работающих под монтируемым оборудованием (конструкциями) требуется осуществлять специальные мероприятия, обеспечивающие безопасность работающих.
Навесные металлические лестницы высотой более 5 м должны удовлетворять требованиям СНиП 12-03 или их следует ограждать металлическими дугами с вертикальными связями и надежно прикреплять к конструкциям или оборудованию. Подъем рабочих по навесным лестницам на высоту более 10 м допускается в том случае, если лестницы оборудованы площадками отдыха не реже чем через каждые 10 м по высоте.
Расчалки для временного закрепления монтируемых конструкций должны быть прикреплены к надежным опорам. Число расчалок, их материалы и сечение, способы натяжения и места закрепления устанавливаются проектом производства работ.
Расчалки должны быть расположены за пределами габаритных размеров движущегося транспорта и строительных машин и не касаться острых углов других конструкций. Перегибание расчалок в местах соприкосновения их с элементами других конструкций допускается лишь после проверки прочности и устойчивости этих элементов под воздействием сил от расчалок.
Элементы монтируемых конструкций или оборудования во время перемещения должны удерживаться от раскачивания и вращения гибкими оттяжками.
Строповку конструкций и оборудования необходимо проводить средствами, удовлетворяющими требованиям СНиП 12-03 и обеспечивающими возможность дистанционной расстроповки с рабочего горизонта в случаях, когда высота до замка грузозахватного средства превышает 2 м.
5. Порядок проведения монтажных работ
До начала монтажных работ необходимо установить порядок обмена сигналами между лицом, руководящим монтажом, и машинистом грузоподъемного средства.
Все сигналы подаются только одним лицом (бригадиром, звеньевым, такелажником-стропальщиком), кроме сигнала «Стоп», который может быть подан любым работником, заметившим явную опасность.
В особо ответственных случаях (при подъеме конструкций с применением сложного такелажа, метода поворота, при надвижке крупногабаритных и тяжелых конструкций, при подъеме их двумя или более кранами или механизмами и т.п.) сигналы должен подавать только руководитель работ.
Строповку монтируемых элементов следует проводить в местах, указанных в рабочих чертежах, и обеспечить их подъем и подачу к месту установки в положении, близком к проектному.
Запрещается подъем элементов оборудования и конструкций, не имеющих монтажных петель, отверстий или маркировки и меток, обеспечивающих их правильную строповку и монтаж.
Подлежащие монтажу элементы конструкций необходимо очищать от грязи и наледи до их подъема.
Монтируемые элементы надо поднимать плавно, без рывков, раскачивания и вращения.
Поднимать конструкции следует в два приема: сначала на высоту 20…30 см, затем после проверки надежности строповки проводить дальнейший подъем.
При перемещении конструкций или оборудования расстояние между ними и выступающими частями смонтированного оборудования или других конструкций должно быть по горизонтали не менее 1 м, по вертикали — не менее 0,5 м.
Во время перерывов в работе не допускается оставлять поднятые элементы конструкций и оборудования на весу.
Установленные в проектное положение элементы конструкций или оборудования должны быть закреплены так, чтобы обеспечивались их устойчивость и геометрическая неизменяемость.
Расстроповку элементов конструкций и оборудования, установленных в проектное положение, следует выполнять после постоянного или временного их закрепления согласно проекту. Перемещать установленные элементы конструкций или оборудования после их расстроповки, за исключением случаев использования монтажной оснастки, предусмотренных ППР, нельзя.
До окончания выверки и надежного закрепления установленных элементов не допускается опирание на них вышерасположенных конструкций, если это не оговорено в ППР.
Запрещается выполнять монтажные работы на высоте в открытых местах при скорости ветра 15 м/с и более, при гололеде, грозе или тумане, исключающих видимость в пределах фронта работ.
Работы по перемещению и установке вертикальных панелей и подобных им конструкций с большой парусностью необходимо прекращать при скорости ветра 10 м/с и более.
При надвижке (передвижке) конструкций и оборудования лебедками грузоподъемность тормозных лебедок и полиспастов должна равняться грузоподъемности тяговых, если иные требования не установлены проектом.
При монтаже конструкций из рулонных заготовок (резервуаров и т.п.) нужно принимать меры против самопроизвольного сворачивания рулона.
При сборке горизонтальных цилиндрических емкостей, состоящих из отдельных царг, должны применяться клиновые прокладки и другие приспособления, исключающие возможность самопроизвольного скатывания царг.
Укрупнительную сборку и доизготовление подлежащих монтажу конструкций и оборудования следует выполнять, как правило, на специально предназначенных для этого местах согласно ППР.
Перемещение конструкций или оборудования несколькими подъемными или тяговыми средствами необходимо осуществлять по ППР под непосредственным руководством лиц, ответственных за безопасное производство работ кранами, при этом нагрузка, приходящаяся на каждый из них, не должна превышать грузоподъемности крана.
Еще до монтажа трубопроводов их заготовку и подгонку надо выполнять в заготовительных мастерских. Выполнение этих работ на подмостях, предназначенных для монтажа трубопроводов, запрещается.
При монтаже оборудования и трубопроводов грузоподъемными кранами следует руководствоваться правилами безопасности, установленными СНиП 10-03.
Все работы по устранению конструктивных недостатков и ликвидации недоделок на смонтированном оборудовании, подвергнутом испытанию продуктом, необходимо проводить только после разработки и утверждения заказчиком и генеральным подрядчиком совместно с существующими субподрядными организациями мероприятий по безопасности работ.
Установка и снятие перемычек (связей) между смонтированным и действующим оборудованием, а также подключение временных установок к действующим системам (электрическим, паровым, техническим и т.д.) без письменного разрешения генерального подрядчика и заказчика не допускаются.
Монтаж трубопроводов и воздуховодов на эстакадах проводится с инвентарных подмостей, снабженных лестницами для подъема и спуска работников. Подъем и спуск по конструкциям эстакад не разрешается.
Запрещается нахождение людей под устанавливаемым оборудованием, монтажными узлами оборудования и трубопроводов до их окончательного закрепления.
Опускать трубы в закрепленную траншею следует с принятием мер против нарушения креплений траншеи.
Нельзя скатывать трубы в траншею с помощью ломов и ваг, а также использовать распорки крепления траншей в качестве опор для труб.
В помещениях, где проводится обезжиривание, запрещается пользоваться открытым огнем и допускать искрообразование.
Электроустановки в указанных помещениях должны быть во взрывобезопасном исполнении.
Работы по обезжириванию трубопроводов должны выполняться в помещениях, оборудованных приточновытяжной вентиляцией. При работах на открытом воздухе исполнители должны находиться с наветренной стороны.
Место, где проводится обезжиривание, необходимо оградить и обозначить знаками безопасности.
Работники, занятые на работах по обезжириванию трубопроводов, должны быть обеспечены соответствующими противогазами, спецодеждой, рукавицами и резиновыми перчатками.
Монтаж оборудования, трубо- и воздухопроводов вблизи электрических проводов (в пределах расстояния, равного наибольшей длине монтируемого узла или звена трубопровода) проводится при снятом напряжении или защите электропроводов от механического повреждения диэлектрическими коробами.
При невозможности снятия напряжения работы следует выполнять по наряду-допуску, утвержденному в установленном порядке.
При продувке труб сжатым воздухом запрещается находиться в камерах и колодцах, где установлены задвижки, вентили, краны и т.п.
Для продувки трубопроводов необходимо установить у концов труб щиты для защиты глаз от окалины, песка.
Запрещается находиться против или вблизи незащищенных концов продуваемых труб.
В процессе выполнения сборочных операций трубопроводов и оборудования совмещение отверстий и проверка их совпадения в монтируемых деталях должны проводиться с использованием специального инструмента (конусных оправок, сборочных пробок и др.). Проверять совпадение отверстий в монтируемых деталях пальцами рук не допускается.
При монтаже оборудования должна быть исключена возможность самопроизвольного или случайного его включения.
В случае монтажа оборудования с использованием домкратов должны быть приняты меры, исключающие возможность перекоса или опрокидывания домкратов.
6. Подготовка производства работ и повышение монтажной технологичности оборудования
Подготовкой производства монтажа называется разработка и осуществление комплекса взаимоувязанных организационных, технических и технологических, планово-экономических и финансовых документов и мероприятий, обеспечивающих эффективное выполнение работ в установленные сроки при заданных технико-экономических показателях.
Перспективная подготовка производства заключается в повышении монтажной технологичности объектов, заводской готовности и монтажной технологичности оборудования.
В процессе подготовки текущего производства необходимо:
- рассмотреть и укомплектовать документацию для монтажных работ;
- составить накопительные ведомости на трубопроводы и металлоконструкции, заявки на материалы;
- оформить заказы на изготовление конструкций, узлов и деталей трубопроводов, монтажных приспособлений и заготовок, а также задания на разработку ППР и чертежей металлоконструкций;
- проверить правильность сметной документации и уточнить объемы работ;
- разработать, согласовать, утвердить и выдать исполнителям проекты и схемы производства работ, технологические карты и другую документацию по производству, механизации и сдаче монтажных работ;
- составить графики производства работ и обеспечения их материальнотехническими ресурсами;
- принять строительную часть объекта и оборудование в монтаж;
- обеспечить монтажные участки соответствующими кранами и механизмами, инструментом и приспособлениями, такелажным оборудованием и оснасткой;
- сформировать бригады по профессиональному и квалификационному составу, а также подготовить исходные материалы и заключить договора бригадного подряда;
- обеспечить работы металлоконструкциями, узлами и деталями трубопроводов;
- организовать геодезическую службу и контроль за качеством монтажных работ, материалов и изделий.
Кроме того, при подготовке производства должны быть решены задачи: увязки механомонтажных работ с другими работами; определения порядка поставки оборудования и его подачи в монтажную зону, установки и закрепления на фундаментах; обеспечения до начала монтажа пуска мостовых кранов; предоставления строительной готовности; обеспечения монтажа материальнотехническими ресурсами; энергоснабжения и др.
Перед началом работ монтажники должны иметь на руках рабочие чертежи технического проекта на объект в целом или на этапы работ; сметы; чертежи на металлические конструкции с пояснительными записками, конструктивными схемами, спецификациями на металлопрокат и чертежи железобетонных конструкций с монтажными схемами. К рабочим чертежам прилагают заказные спецификации на оборудование, арматуру, изделия и материалы, а также планы и разрезы зданий, необходимые для монтажа оборудования и трубопроводов.
Монтажная технологичность конструкций оборудования — совокупность свойств конструкции оборудования, определяющая ее приспособленность к достижению минимальных затрат при монтаже вне предприятия-изготовителя для получения заданных показателей качества при принятых условиях и технологии выполнения работ.
Оборудование, обладающее высоким уровнем монтажной технологичности, может быть смонтировано на строящихся промышленных объектах с использованием экономичных и прогрессивных технологических процессов.
Уровень монтажной технологичности повышают путем предъявления генеральным проектировщикам и заводам-изготовителям на стадиях разработки задания на проектирование оборудования научно и технически обоснованных монтажно-технологических требований к конструкции, комплектности и качеству изготовления механизмов, машин, агрегатов и другого оборудования, поставляемого на монтаж. Повышение монтажной технологичности обеспечивает сокращение продолжительности и улучшение качества монтажа машин, агрегатов и другого оборудования, повышение производительности труда монтажников при общем сокращении трудовых затрат.
Монтажно-технологические требования к оборудованию задают в виде системы качественных характеристик и количественных показателей монтажной технологичности, в том числе требований к блочности, сборности и заводской готовности, а также в виде конкретных указаний по конструктивному исполнению и поставке каждого вида оборудования. При этом показатели монтажной технологичности и заводской готовности оборудования, характеризующие выполнение монтажно-технологических требований, включают в состав технической характеристики и предусматривают в картах технического уровня и качества продукции.
Качественная оценка монтажной технологичности выполняется по отдельным конструктивным и технологическим признакам на основании анализа соответствия конструктивного исполнения оборудования монтажно-технологическим требованиям. Сравнение нескольких конструктивных исполнений оборудования при его разработке позволяет выбрать лучший из них или установить целесообразность количественной оценки.
В процессе качественной оценки контролируются: реализация в конструкции оборудования требований заводской готовности, комплектности, прохождения им испытаний на стендах завода-изготовителя; степень укрупнения габаритного оборудования в агрегатированные или комплектные монтажные блоки; степень укрупнения поставляемых частей негабаритного оборудования; обеспечение удобств при строповке, выверке, центрировании и установке на фундамент; возможность удобной и точной сборки элементов, соединяемых при монтаже.
Общие монтажно-технологические требования к конструкции, изготовлению и поставке оборудования регламентированы ГОСТ 24444–87.
Количественно монтажную технологичность оценивают с помощью специальных показателей, характеризующих реализацию в конструкции оборудования тех или иных монтажно-технологических требований.
Количественная оценка монтажной технологичности осуществляется по основным показателям, определяющим технологичность в целом, и по дополнительным, отражающим отдельные особенности конструкции оборудования. Основными показателями являются: трудоемкость монтажа; удельная трудоемкость монтажа; коэффициент заводской готовности.
К дополнительным показателям относятся коэффициенты: монтажной сборности; заводской сборки; собираемости; равновесности; распределения допуска; сложности стыков; дополнительных затрат металлопроката. Возможно применение и других критериев.
Уровень монтажной технологичности оборудования определяют как отношение однотипных достигнутых при разработке и изготовлении показателей к заданным базовым.
7. Организация монтажной площадки и требования к обеспечению ее безопасности
Организацию монтажной площадки отражают в стройгенплане на стадии монтажа оборудования.
На стройгенплане показывают расположение: постоянных и временных сооружений; железнодорожных и автомобильных путей; монтажных проемов и въездов в цехи; внецеховых трасс трубопроводов и электропередачи; площадок приобъектного склада, площадок укрупнительной сборки оборудования (конструкций), складских и культурнобытовых помещений; строительных и монтажных машин и механизмов, зоны обслуживания и маршруты их перемещения; объемы грузов, подаваемых по въездным путям. На стройгенплане указывают также направление строительства основных объектов (цехов) с разбивкой их на участки.
Для многопролетных цехов с большим подземным хозяйством и сложных сооружений (прокатные, кузнечнопрессовые, сталеплавильные и другие цехи металлургической, отдельные производства химической и других отраслей промышленности) кроме общеплощадочного составляют еще и объектный стройгенплан.
При организации рабочего места (монтажной зоны и площадки) составляют два-три варианта планировки монтажной площадки, предусматривая резервные решения на случай отклонения от принятой организации работ. При этом учитывают, что основная часть оборудования (конструкций) подается на площадки приобъектного склада или к месту монтажа железнодорожным и автомобильным транспортом, а также на специальных автотранспортных устройствах. Так как при подаче оборудования избегают дополнительных разгрузок и погрузок, а также перегрузок его на другие транспортные средства, особенно двух-, трехкратных, то железнодорожный (автомобильный) путь и площадки следует располагать в зоне действия монтажных механизмов, самоходных или мостовых кранов для установки оборудования в проектное положение.
Мелкое оборудование подают автотранспортом, поэтому предусматривают автопоезда и маршруты его движения по цеху. Площадки для складирования, расконсервации, ревизии или укрупнительной монтажной сборки оборудования располагают на территории приобъектного склада или непосредственно у фундаментов.
В условиях строящегося предприятия для монтажных организаций выделяют участки территории для размещения монтажного городка, состоящего из инвентарных передвижных зданий контейнерного типа. Типовые компоновки монтажных участков разрабатывают в зависимости от числа работающих и выполняемых монтажных работ (рис. 2).
Расположение площадок под монтажный городок и передвижных зданий контейнерного типа выбирают в каждом отдельном случае по согласованию с генеральным подрядчиком с учетом насыщенности строительной площадки и наличия свободных площадей в цехах. В тех случаях, когда имеется возможность, службы участков и склады арматуры, аппаратуры и приборов размещают в подсобных помещениях зданий, строительство которых должно быть закончено к началу монтажных работ.
Для хранения электродвигателей, деталей трубопроводов, контрольно-измерительной аппаратуры и т.п. используют сборно-разборные складские помещения.
Обеспечение объектов монтажа энергоресурсами и устройство временных сетей водопровода и канализации, электроснабжения, паропровода и горячей воды, пневмолиний сжатого воздуха и других с врезками в действующие линии, а также установку распределительных устройств обеспечивает генеральный подрядчик, а при работе в действующих цехах — заказчик. Временную разводку этих сетей в пределах рабочей зоны (отдельной площадки или помещения и т.п.) выполняет монтажная организация.
Рис. 2. Монтажный участок на 100 работающих: 1 — туалет; 2 — душевая; 3–6 — помещения для бригад, места отдыха и приема пищи; 7 — инструментальная мастерская; 8 — склад инструментов; 9, 10 — помещения для прораба, контора; 11 — площадка для складирования материалов; 12 — склад для хранения газовых баллонов
Потребность в воздухе при монтаже удовлетворяют, используя автомобильные передвижные компрессорные станции типа АПКС-3, АПКС-6, АПКС-10 производительностью 2,5…10 м3/мин и с давлением нагнетания 0,7…1,2 МПа (7…12 кгс/см2), а также компрессорные установки типа ГСВ-1/12 производительностью 1 м3/мин, которые обеспечивают давление 1,2 МПа (12 кгс/см2). При невозможности использования действующих кислородопроводов предусматривают подачу кислорода от специальных распределительных кислородных рамп или индивидуальных баллонов. Кислородные рампы стационарного типа 2 × 5 или 2 × 10 м располагают в отдельных помещениях постоянного или инвентарного типа. Для устройства передвижных рамп применяют автомобильный прицеп, на котором установлены вертикально или уложены в наклонном положении (под углом 10…15° к горизонту) 25…30 кислородных баллонов. Передвижные рампы заполняют кислородом на кислородной станции с помощью специального вентиля.
Для электроснабжения объектов в проекте проведения общестроительных работ для всего комплекса строительства предусматривают только высоковольтную часть электроснабжения с расстановкой комплектных трансформаторных подстанций наружного типа (КТПН). Поскольку разводку от КТПН до распределительных пунктов с их установкой (низковольтная часть) осуществляет генеральный подрядчик (отдел главного энергетика строительного треста), то ему заблаговременно выдают исходные данные по электроснабжению монтажной площадки, в том числе схему расстановки распределительных силовых шкафов.
Наиболее экономичным и ресурсосберегающим мероприятием при обеспечении строительства энергоресурсами является использование проектных внецеховых и внутрицеховых сетей энергообеспечения. Это предполагает опережающее строительство и ввод в действие объектов энергоснабжения.
8. Требования к безопасности монтажных площадок
Существуют обязательные требования к безопасности организации монтажных площадок, участков работ и рабочих мест, определенные строительными нормами и правилами.
Производственные территории (т.е. строительные монтажные площадки с находящимися на них объектами строительства, производственными и санитарно-бытовыми зданиями и сооружениями), участки работ и рабочие места должны быть подготовлены для обеспечения безопасного производства работ. Подготовительные мероприятия необходимо закончить до начала производства работ. Соответствие требованиям охраны и безопасности труда производственных территорий, зданий и сооружений, участков работ и рабочих мест, вновь построенных или реконструируемых промышленных объектов определяется при приемке их в эксплуатацию.
Окончание подготовительных работ на строительной площадке принимается по акту о выполнении мероприятий по безопасности труда и готовности объекта к началу строительства.
Производственное оборудование, приспособления и инструмент, применяемые для организации рабочего места, должны отвечать требованиям безопасности труда и обеспечены необходимыми средствами коллективной или индивидуальной защиты работающих, первичными средствами пожаротушения, а также средствами связи, сигнализации и другими техническими средствами обеспечения безопасных условий труда в соответствии с требованиями действующих нормативных документов и условиями соглашений.
При размещении на производственной территории санитарно-бытовых и производственных помещений, мест отдыха, проходов для людей, рабочих мест, необходимо, чтобы они располагались за пределами опасных зон.
На границах зон постоянно действующих опасных производственных факторов должны быть установлены защитные ограждения, а зон потенциально опасных производственных факторов — сигнальные ограждения и знаки безопасности.
При монтаже объектов с применением грузоподъемных кранов, когда в опасные зоны, расположенные вблизи строящихся объектов, а также мест перемещения грузов кранами, попадают транспортные или пешеходные пути, санитарно-бытовые или производственные здания и сооружения, другие места постоянного или временного нахождения людей на территории строительной площадки или вблизи нее, работы следует выполнять в соответствии с ПОС и ППР, содержащими решение следующих вопросов для обеспечения безопасности людей:
- применения средств для искусственного ограничения зоны работы кранов;
- использования защитных сооружений — укрытий и защитных экранов.
Проезды, проходы на производственных территориях, а также проходы к рабочим местам и рабочие места должны содержаться в чистоте и порядке, очищаться от мусора и снега, не загромождаться складируемыми материалами и конструкциями.
Допуск на производственную территорию посторонних лиц, а также работников в нетрезвом состоянии или не занятых на работах на данной территории запрещается.
Находясь на территории строительной или монтажной производственной площадки, в производственных и бытовых помещениях, на участках работ и рабочих местах, работники, а также представители других организаций обязаны выполнять правила внутреннего трудового распорядка, принятые в данной организации.
Территориально обособленные помещения, площадки, участки работ, рабочие места должны быть обеспечены телефонной или радиосвязью.
Устройство производственных территорий, их техническая эксплуатация должны соответствовать требованиям технических регламентов, Строительных норм и правил, государственных стандартов, санитарных, противопожарных, экологических и других действующих нормативных документов.
Производственные территории и участки работ в населенных пунктах или на территории организации во избежание доступа посторонних лиц необходимо ограждать.
Конструкция защитных ограждений должна удовлетворять следующим требованиям:
- высота ограждения производственных территорий должна быть не менее 1,6 м, а участков работ не менее 1,2 м;
- ограждения, примыкающие к местам массового прохода людей, должны иметь высоту не менее2ми быть оборудованы сплошным защитным козырьком;
- козырек должен выдерживать действие снеговой нагрузки, а также нагрузки от падения одиночных мелких предметов;
- ограждения не должны содержать проемов, кроме ворот и калиток, контролируемых в течение рабочего времени и запираемых после его окончания. В местах прохода людей в пределах опасных зон надо предусматривать щитные ограждения. Входы в строящиеся здания (сооружения) должны быть защищены сверху козырьком шириной не менее 2 м от стены здания. Угол, образуемый между козырьком и вышерасположенной стеной над входом, должен составлять 70…75°.
При производстве работ в закрытых помещениях, на высоте, под землей необходимо иметь в виду мероприятия, позволяющие эвакуировать людей в случае возникновения пожара или аварии.
У въезда на производственную территорию следует разместить схему внутрипостроечных дорог и проездов с указанием мест складирования материалов и конструкций, мест разворота транспортных средств, объектов пожарного водоснабжения и пр.
Внутренние автомобильные дороги производственных территорий должны соответствовать строительным нормам и правилам и быть оборудованы дорожными знаками, регламентирующими порядок движения транспортных средств и строительных машин в соответствии с Правилами дорожного движения Российской Федерации.
Эксплуатация инвентарных санитарно-бытовых зданий и сооружений должна осуществляться по инструкциям заводов-изготовителей.
Строительство и эксплуатация производственных зданий выполняются согласно строительным нормам и правилам.
При ведении монтажно-сварочных работ на территории населенных пунктов или на производственных территориях котлованы, ямы, траншеи и канавы в местах, где происходит движение людей и транспорта, должны быть ограждены.
В местах перехода через траншеи, ямы, канавы нужны переходные мостики шириной не менее 1 м, огражденные с обеих сторон перилами высотой не менее 1,1 м со сплошной обшивкой внизу на высоту 0,15 м дополнительной ограждающей планкой на высоте 0,5 м от настила.
На производственных территориях, участках работ и рабочих местах работники должны быть обеспечены питьевой водой, удовлетворяющей санитарным требованиям.
Монтажные площадки, участки работ и рабочие места, проезды и подходы к ним в темное время суток должны быть освещены в соответствии с требованиями государственных стандартов.
Освещение закрытых помещений должно отвечать требованиям строительных норм и правил.
Освещенность должна быть равномерной, без слепящего действия осветительных приспособлений на работающих. Работы в неосвещенных местах не допускаются.
Для работающих на открытом воздухе должны быть предусмотрены навесы для укрытия от атмосферных осадков.
При температуре воздуха на рабочих местах ниже 10 °С работающие на открытом воздухе или в неотапливаемых помещениях должны быть обеспечены помещениями для обогрева.
Колодцы, шурфы и другие выемки следует закрывать крышками, щитами или ограждать. В темное время суток указанные ограждения необходимо освещать электрическими сигнальными лампочками напряжением не выше 42 В.
Рабочие места и проходы к ним, расположенные на перекрытиях, покрытиях на высоте более 1,3ми на расстоянии менее 2 м от границы перепада по высоте, должны быть ограждены защитными или страховочными ограждениями, а при расстоянии более2м— сигнальными ограждениями, соответствующими требованиям государственных стандартов.
Проемы в стенах при одностороннем примыкании к ним настила (перекрытия) должны ограждаться, если расстояние от уровня настила до нижнего проема менее 0,7 м.
При невозможности или экономической нецелесообразности применения защитных ограждений допускается производство работ с применением предохранительного пояса для монтажников, соответствующего государственным стандартам, и оформлением наряда-допуска. Проходы на рабочих местах и к рабочим местам должны отвечать следующим требованиям:
— ширина одиночных проходов к рабочим местам и на рабочих местах должна быть не менее 0,6 м, а высота таких проходов в свету — не менее 1,8 м;
— лестницы или скобы, применяемые для подъема или спуска работников на рабочие места, расположенные на высоте более 5 м, должны быть оборудованы устройствами для закрепления фала предохранительного пояса (канатами с ловителями и др.).
При нахождении рабочих мест на перекрытиях воздействие нагрузок на перекрытие от размещенных материалов, оборудования, оснастки и людей не должно превышать расчетных нагрузок на перекрытие, предусмотренных проектом, с учетом фактического состояния несущих строительных конструкций.
В случае выполнения работ на высоте, внизу, под местом работ, необходимо выделить опасные зоны. При совмещении работ по одной вертикали нижерасположенные места должны быть оборудованы соответствующими защитными устройствами (настилами, сетками, козырьками), установленными на расстоянии не более 6 м по вертикали от нижерасположенного рабочего места.
Для прохода рабочих, выполняющих работы на крыше с уклоном более 2°, а также на крыше с покрытием, не рассчитанным на нагрузки массы работающих, необходимо устраивать трапы шириной не менее 0,3 м с поперечными планками для упора ног. Трапы на время работы закрепляются.
Рабочие места с применением оборудования, пуск которого осуществляется извне, должны иметь сигнализацию, предупреждающую о пуске, а в необходимых случаях — связь с оператором.
Складирование оборудования, конструкций, материалов, прокладка транспортных путей, установка опор воздушных линий электропередачи и связи должны выполняться за пределами призмы обрушения грунта незакрепленных выемок (котлованов, траншей), а их размещение в пределах призмы обрушения грунта у выемок с креплением допускается при условии предварительной проверки устойчивости закрепленного откоса по паспорту крепления или проведенного расчета с учетом динамической нагрузки.
Материалы (конструкции) следует размещать в соответствии с требованиями строительных норм и правил, а также норм и правил (в том числе межотраслевых) по охране труда на выровненных площадках, принимая меры против самопроизвольного смещения, просадки, осыпания и раскатывания складируемых материалов и оборудования.
Складские площадки должны быть защищены от поверхностных вод. Запрещается складировать материалы, изделия на насыпных неуплотненных грунтах.
Материалы, изделия, конструкции и оборудование при складировании на строительной площадке и рабочих местах должны укладываться следующим образом:
- ригели и колонны в штабель высотой до2м на подкладках и с прокладками;
- мелкосортный металл в стеллаж высотой не более 1,5 м;
- санитарно-технические и вентиляционные блоки в штабель высотой не более2м на подкладках и с прокладками;
- крупногабаритное и тяжеловесное оборудование и его части в один ярус на подкладках;
- черные прокатные металлы (листовая сталь, швеллеры, двутавровые балки, сортовая сталь) в штабель высотой до 1,5 м на подкладках и с прокладками;
- трубы диаметром до 300 мм в штабель высотой до 3 м на подкладках и с прокладками с концевыми упорами;
- трубы диаметром более 300 мм в штабель высотой до3мв седло без прокладок с концевыми упорами.
Другие материалы, конструкции и изделия следует складировать согласно требованиям стандартов и технических условий на них.
Между штабелями (стеллажами) на складах должны быть предусмотрены проходы шириной не менее1ми проезды, ширина которых зависит от габаритных размеров транспортных средств и погрузочно-разгрузочных механизмов, обслуживающих место складирования.
Прислонять (опирать) материалы и изделия к заборам, деревьям и элементам временных и капитальных сооружений не допускается.
Источник
Содержание
- ШЕФМОНТАЖ
- Разработка инструкций по монтажу и эксплуатации на оборудование и технические устройства
- Содержание руководства по эксплуатации оборудования
- Правила выполнения инструкций по монтажу оборудования
- Что такое техническое руководство монтажом
- 1 Область применения
- 2 Термины и определения
- 3 Общие положения
- 4 Порядок выполнения работ
ШЕФМОНТАЖ
техническое руководство монтажом оборудования, осуществляемое предприятием-изготовителем этого оборудования или привлекаемой им специализированной организацией по договору с заказчиком
(Болгарский язык; Български) — ръководство на монтажа
(Чешский язык; Čeština) — šéfmontáž
(Немецкий язык; Deutsch) — Chefmontage
(Венгерский язык; Magyar) — technológiai szerelési művezetés
(Монгольский язык) — шеф угсралт
(Польский язык; Polska) — nadzór techniczny
(Румынский язык; Român) — şef de montaj
(Сербско-хорватский язык; Српски језик; Hrvatski jezik) — rukovodstvo montáže
(Испанский язык; Español) — supervision técnica de montaje de equipos
(Английский язык; English) — mounting work supervision by manufacturer
(Французский язык; Français) — gestion technique du montage par entreprise — producteur du matériel
(Болгарский язык; Български) — ръководство на монтажа
(Чешский язык; Čeština) — šéfmontáž
(Немецкий язык; Deutsch) — Chefmontage
(Венгерский язык; Magyar) — technológiai szerelési művezetés
(Монгольский язык) — шеф угсралт
(Польский язык; Polska) — nadzór techniczny
(Румынский язык; Român) — şef de montaj
(Сербско-хорватский язык; Српски језик; Hrvatski jezik) — rukovodstvo montáže
(Испанский язык; Español) — supervision técnica de montaje de equipos
(Английский язык; English) — mounting work supervision by manufacturer
(Французский язык; Français) — gestion technique du montage par entreprise — producteur du matériel
Источник
Разработка инструкций по монтажу и эксплуатации на оборудование и технические устройства
 Руководство по эксплуатации и инструкция по монтажу технического устройства входят в комплект эксплуатационных материалов единой системы конструкторской документации. Содержание инструкций, а также их необходимость, согласовываются с заказчиком в зависимости от назначения изделий и условий их применения.
Руководство по эксплуатации и инструкция по монтажу технического устройства входят в комплект эксплуатационных материалов единой системы конструкторской документации. Содержание инструкций, а также их необходимость, согласовываются с заказчиком в зависимости от назначения изделий и условий их применения.
Разработка руководства по эксплуатации обязательна при выпуске оборудования, предназначенного для работы на опасных производственных объектах, при получении разрешения Ростехнадзора на его применение (согласно приказу Ростехнадзора № 112 от 29 февраля 2008 года).
UPD: С 30 марта 2014 года, в соответствии с приказом Ростехнадзора № 601 от 12 декабря 2013 года, приказ № 112 признан утратившим силу.
Основным документом, устанавливающим виды, комплектность и общие требования к выполнению эксплуатационных документов, в том числе руководству по эксплуатации и инструкции по монтажу на оборудование, является ГОСТ 2.601-2006.
Требования к оформлению и содержанию эксплуатационных документов установлены в стандарте единой системы конструкторской документации ГОСТ 2.610-2006.
Содержание руководства по эксплуатации оборудования
Под руководством по эксплуатации понимается документ, в котором содержатся сведения о конструкции, принципе действия, характеристиках устройства, его составных частях и указания, необходимые для правильной и безопасной эксплуатации, такие как:
- условия использования по назначению;
хранение и транспортирование;
оценка технического состояния (для отправки в ремонт при необходимости);
Руководство по эксплуатации включает в себя введение и следующие части:
- Описание и работа.
Использование по назначению.
Введение излагают без заголовка. Оно содержит:
- назначение и состав руководства;
требуемый уровень специальной подготовки обслуживающего персонала;
распространение руководства на модификации изделия;
Для изделий, которые при определенных условиях могут представлять опасность для жизни и здоровья человека, во введении должна быть приведена информация о видах опасных воздействий.
Правила выполнения инструкций по монтажу оборудования
Инструкция по монтажу оборудования или технического устройства — документ, содержащий сведения, необходимые для монтажа, наладки, пуска, регулирования, обкатки и сдачи устройства и его составных частей в эксплуатацию на месте его применения.
Инструкция содержит следующие разделы:
Подготовка изделия к монтажу и стыковке.
Монтаж и демонтаж.
Наладка, стыковка и испытания.
- назначение, область применения и состав;
перечень дополнительных документов, которыми необходимо руководствоваться при проведении работ, а также сведения о порядке использования ранее выпущенных аналогичных инструкций;
Источник
Что такое техническое руководство монтажом
ГОСТ Р 56203-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Оборудование энергетическое тепло- и гидромеханическое
ШЕФМОНТАЖ И ШЕФНАЛАДКА
Energy heat-mechanic and hydromechanical equipment. Erection and adjustment supervision. General requirements
Дата введения 2015-09-01
1 РАЗРАБОТАН Открытым акционерным обществом Таганрогский котлостроительный завод «Красный котельщик» (ОАО ТКЗ «Красный котельщик»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 244 «Оборудование энергетическое стационарное»
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном формационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
1 Область применения
Настоящий стандарт распространяется на проводимые в Российской Федерации шефмонтаж и шефналадку головного и серийного энергетического тепло- и гидромеханического оборудования.
Настоящий стандарт может быть распространен на другие виды оборудования, по которым поставщики проводят шефмонтаж и шефналадку.
Положения настоящего стандарта распространяются также на шефмонтаж оборудования, устанавливаемого при проведении ремонта и реконструкции действующих энергетических объектов.
2 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1 заказчик (customer): Потребитель энергетического, тепло- и гидромеханического оборудования.
2.2 поставщик (supplier): Организация, осуществляющая поставку оборудования заказчику и на договорных условиях обеспечивающая шефмонтаж и шефналадку поставляемого оборудования.
2.3 монтажная организация (erection organization): Специализированная организация, проводящая монтажные работы.
2.4 наладочная организация (adjustment organization): Специализированная организация, выполняющая работы по наладке и испытанию оборудования.
2.5 предприятие-изготовитель (manufacturer): Организация — производитель оборудования.
2.6 монтажные работы (erection works): Работы по монтажу оборудования (включая предварительную сборку из деталей и сборочных единиц на монтажной площадке), а также предпусковые операции (промывки, продувки, опробование оборудования).
2.7 пусконаладочные работы (start-up and adjustment works): Работы, обеспечивающие подготовку и ввод смонтированного оборудования в эксплуатацию.
2.8 материально-технические условия (material and technical conditions): Совокупность условий: наличия проекта производства монтажных работ, выполненного, согласованного и утвержденного в соответствии с требованиями строительных норм и правил (СНиП); наличия комплектной документации для производства работ; наличия квалифицированной рабочей силы для бесперебойного производства монтажных работ; готовности складских помещений и площадок для хранения оборудования; готовности строительной части объекта к началу монтажа оборудования в соответствии с требованиями проекта организации работ (ПОР).
2.9 готовность строительной части (readiness of civil part): Совокупность всех условий готовности строительно-монтажной части необходимых для решения задач по монтажу изделия (объекта).
2.10 поставляемое оборудование (объем поставки) (supplied equipment): Оборудование, поставляемое заказчику поставщиком в соответствии с условиями договора и техническими условиями.
2.11 шефмонтаж (erection supervision): Техническое руководство и авторский надзор, осуществляемые на всех стадиях монтажных работ, контроль за соблюдением требований поставщика (предприятия-изготовителя), а также решение всех технических вопросов, возникающих в процессе выполнения работ на оборудовании в объеме поставки поставщика (предприятия-изготовителя) с оформлением соответствующей технической документации.
2.12 шефналадка (adjustment supervision): Техническое руководство комплексом работ по обеспечению работоспособности оборудования в объеме поставки поставщика (предприятия-изготовителя), его доводке и наладке с целью подтверждения гарантийных технико-экономических показателей в соответствии со стандартами технических условий или техническими условиями, а также авторский надзор за проведением предпусковых и пусковых операций, испытаний оборудования и его освоением на объекте заказчика в соответствии с документацией поставщика (предприятия-изготовителя).
2.13 шефперсонал (supervision personnel): Специалисты поставщика (предприятия-изготовителя), командированные на энергетический объект к заказчику для проведения шефмонтажа и шефналадки.
2.14 авторский надзор (designer’s supervision): Контроль, осуществляемый разработчиком проекта или поставщиком оборудования (в процессе шефмонтажа), за правильностью выполнения работ, регламентированных технической документацией, а также выдача необходимых разъяснений монтажным организациям заказчика, которые осуществляют указанные работы, решение технических вопросов на месте ведения работ, выдача технических решений (разработчиком проекта).
2.15 техническое руководство (technical supervision): Выдача квалифицированных технических указаний на всех стадиях работ по монтажу, наладке, пуску и эксплуатации оборудования в соответствии с требованиями технической документации поставщика и организации (предприятия-изготовителя), разработавшей эту документацию, контроль за их выполнением и за соблюдением способов и последовательности ведения работ.
2.16 головное оборудование (pilot equipment): Оборудование, изготовленное по вновь разработанной конструкторской документации для применения заказчиком с одновременной отработкой конструкции и технической документации для производства и эксплуатации остального оборудования серии и (или) типоразмерного ряда.
2.17 серийное оборудование (commercial equipment): Оборудование, изготавливаемое в условиях серийного производства периодически повторяющимися сериями по конструкторской документации, уточненной по результатам изготовления и испытаний головного образца.
2.18 шефремонт (maintenance supervision): Техническое руководство и авторский надзор, осуществляемые на всех стадиях работ по ремонту и реконструкции оборудования поставщика, с оформлением соответствующей технической документации.
3 Общие положения
3.1 Цель шефмонтажа — обеспечение соблюдения требований проектной документации, требований поставщика (предприятия-изготовителя) по условиям хранения оборудования на складах заказчика (в период шефмонтажа), а также действующей нормативно-технической документации при монтаже, пуске и комплексном опробовании оборудования путем технического руководства и контроля со стороны шефперсонала поставщика оборудования, а также квалифицированное и оперативное решение вопросов, возникающих в ходе монтажа оборудования.
3.2 Шефмонтаж должен осуществляться поставщиком оборудования на основании договора заключенного с заказчиком оборудования с учетом требований настоящего стандарта.
3.3 Цель шефналадки — обеспечение достижения показателей оборудования, предусмотренных техническими условиями или стандартами технических условий на это оборудование.
3.4 Состав шефналадочных работ определяется по взаимной договоренности поставщика и заказчика (см. приложение Б) в объеме поставки поставщика.
3.5 Проведение шефналадки обязательно для головного оборудования. Шефналадка производится поставщиком, как правило, его наладочным подразделением; в случае необходимости поставщик может привлекать к проведению шефналадки своего оборудования специализированные пусконаладочные организации, но во всех случаях ответственность за шефналадку несет поставщик.
3.6 Все программы, касающиеся пусконаладки, разрабатывает специализированная наладочная организация. Шеф-персонал поставщика согласовывает программы.
3.7 Шефналадка заканчивается сдачей пусконаладочной организацией оборудования заказчику. По результатам наладки составляются Акты, заполняются наладочные формуляры. Пусконаладочная организация сдаёт оборудование и документацию заказчику.
3.8 Заканчивается шефналадка выдачей заключения совместно со специализированной пусконаладочной организацией о соответствии фактических показателей головного оборудования гарантийным и корректировкой, совместно с наладочной организацией, производственной инструкции по эксплуатации на основе полученных результатов испытаний и наладки. Поставщик передает заказчику в оговоренные сроки отчет о шефналадке оборудования.
4 Порядок выполнения работ
4.1 Шефмонтаж и шефналадка оборудования осуществляются на договорной или контрактной основе. При этом объем услуг по шефмонтажу и шефналадке определяется при заключении договора на поставку оборудования (с услугами шефмонтажа и шефналадки), или при заключении отдельных договоров на услуги шефмонтажа и шефналадки оборудования в объеме поставки поставщика (предприятия-изготовителя) (см. приложения А и Б).
4.2 Шефмонтаж оборудования выполняется с начала укрупнительной сборки оборудования на монтажной площадке и до окончания комплексного опробования.
4.3 В своей работе шефперсонал должен руководствоваться:
— технической документацией предприятия-изготовителя (поставщика оборудования);
— национальными стандартами и сводами правил;
— нормативно-технической документацией на монтаж, наладку, испытания и эксплуатацию оборудования;
— федеральными нормами и правилами в области промышленной безопасности;
— строительными нормами и правилами;
— договорами или контрактами на шефмонтаж и шефналадку;
— правилами технической эксплуатации электрических станций и сетей Российской Федерации.
4.4 Заказчик (его подрядные организации) должны осуществлять организационно-техническое руководство монтажными и пусконаладочными работами и нести ответственность за сохранность оборудования, качество выполнения работ и их сроки, за обеспечение безопасных условий работы, строгое соблюдение технических требований поставщика оборудования, действующих норм и правил и указаний шефперсонала.
Ответственность за обеспечение противопожарных мероприятий, охраны труда и техники безопасности, производственной санитарии и федеральных норм и правил в области промышленной безопасности несет заказчик, в обязанность которого входит проведение инструктажей шефперсонала с их оформлением в соответствии с правилами.
4.5 В период пусконаладочных работ и приемосдаточных испытаний, производимых только после подписания необходимой документации, подтверждающей готовность к пуску, обслуживание оборудования производится эксплуатационным персоналом заказчика, который несет ответственность за правильность обслуживания. В период приемосдаточных испытаний шефперсонал должен вести наблюдение за работой оборудования, а при необходимости должен давать указания, являющиеся обязательными для персонала заказчика, если эти указания не противоречат правилам технической эксплуатации электрических станций и сетей, правилам техники безопасности, федеральным нормам и правилам в области промышленной безопасности.
4.6 Поставщик несёт ответственность за квалифицированное проведение шефмонтажа и шефналадки оборудования, за правильность и полноту технических указаний, выдаваемых подрядным организациям заказчика, за своевременность решения возникающих вопросов в объёме оказываемых услуг по шефмонтажу и шефналадке. Указания шефперсонала в части поставленного оборудования обязательны для заказчика и его подрядных организаций.
4.7 Поставщик не несет юридической и материальной ответственности за последствия, которые могут возникнуть в результате невыполнения заказчиком (его подрядной монтажной организацией) требований технической документации поставщика, действующих норм и правил на монтаж, испытания и пусконаладочные работы или указаний шефперсонала.
При этом гарантии поставщика при соответствующем обосновании могут быть сняты полностью или частично.
4.8 В обязанности шефперсонала входит:
— участие в стендовых испытаниях головного оборудования, контрольных сборках узлов оборудования на предприятии-изготовителе;
— проверка готовности оборудования и строительных сооружений к началу монтажных работ, с целью предотвращения ведения монтажа оборудования на неподготовленных строительных площадках, на некачественно выполненных фундаментах, в условиях, противоречащих техническим требованиям и инструкциям по монтажу оборудования поставщика;
— рассмотрение всех вопросов, относящихся к оборудованию поставщика, и принятие решений;
— проверка условий хранения оборудования на складах и открытых площадках заказчика в период шефмонтажа, в соответствии с техническими требованиями поставщика;
— контроль за соблюдением требований технической документации предприятия-изготовителя (поставщика), нормативно-технической документации на монтаж, испытания, наладку и комплексное опробование оборудования;
— составление двухсторонних актов, фиксирующих невыполнение заказчиком (его монтажной или наладочной организацией) технических требований предприятия-изготовителя и указаний шефперсонала;
— своевременное оформление документов и информации предприятия-изготовителя о фактах простоя и задержки в работе как по вине заказчика, так и по вине предприятия-изготовителя, о случаях невыполнения заказчиком условий договора на шефмонтаж или шефналадку, а также о претензиях заказчика к предприятию-изготовителю (обязанность ответственного представителя предприятия-изготовителя);
— составление технического отчета о всей проделанной шефперсоналом работе и представление его руководству предприятия-изготовителя на утверждение (обязанность ответственного лица за шефналадку);
— участие в освидетельствовании оборудования и подписании актов на все основные монтажные, предпусковые и пусковые операции и скрытые работы, выполняемые заказчиком (его подрядной организацией) на оборудовании поставщика;
— участие в оформлении и подписании приемосдаточной монтажной документации на выполненные монтажные работы и операции, предусмотренные действующими нормами и правилами на монтаж, испытания и наладку оборудования: актов поузловой приемки, формуляров, протоколов, технических решений, режимных карт и пр.;
— участие во всех ревизиях, измерительном контроле оборудования;
— техническое руководство подгоночными работами, предусмотренными технической документацией предприятия-изготовителя (поставщика), действующими нормами и правилами на монтаж оборудования, с подписанием соответствующих актов и формуляров;
— участие в составлении и подписании актов, фиксирующих обнаружение дефектов в поставляемом оборудовании, его консервации и упаковке;
— письменное уведомление руководства поставщика и ответственных лиц заказчика обо всех случаях невыполнения указаний шефперсонала подрядными организациями заказчика или персоналом заказчика;
— контроль за выполнением полного объема предпусковых работ, за вводом в действие предусмотренных технической документацией штатных контрольно-измерительных приборов, средств автоматизации и технологических защит, дополнительных приборов схемы контроля для проведения испытаний и исследований оборудования согласно технической документации поставщика;
Источник
15
Введение.
Монтаж
современного турбоагрегата представляет
собой сложный и длительный процесс. Для
точного производства монтажа необходимо
соблюдать установленную технологию,
обеспечить строгий межоперационный
контроль. Монтажные и сборочные работы
по турбине, генератору и питательным
насосам необходимо производить в строгом
соответствии с инструкциями
завода-изготовителя. Отступления от
инструкции могут быть допущены при
техническом обосновании и согласовании
с заводом-изготовителем.
При
сборке производится поузловая приемка
турбины мастером, представителем
технадзора и представителем завода-
изготовителя турбины. Если обнаружен
заводской брак, то составляют акт,
который должен быть подписан представителями
монтажной организации, завода-изготовителя
и технадзора заказчика. Исправление
брака должно производится силами и
средствами завода или по взаимному
соглашению монтажной организацией. Все
отступления от проекта должны
согласовываться с проектной организацией.
До
начала монтажа турбогенератора необходимо
изучить документацию и проверить
готовность фундамента.
Монтажная
документация.
Производитель
работ должен иметь следующую документацию:
-
узловые
и установочные чертежи агрегатов;
тепловые схемы; схемы всех систем
агрегата; -
формуляры
заводской (стендовой) сборки; ведомости
оборудования; акты заводских отделов
технического контроля; сертификаты на
материалы и изделия; -
компановочные
чертежи турбоустановки и вспомогательного
оборудования; ‘ рабочие чертежи
трубопроводов, опор, подвесок,
металлических конструкций и фундаментов; -
проект
производства монтажных работ и
технологические карты на монтаж
оборудования; инструкции по монтажу и
эксплуатации оборудования.
Основным
документом является проект производства
работ. Наряду с заводскими инструкциями
широко используются типовые технологические
карты на монтаж турбоустановок.
В
картах приводятся схемы временных
разводок электроэнергии, сжатого воздуха
и ацетилена; имеется также технологический
график монтажа турбоагрегата. К картам
прилагаются рабочие чертежи монтажных
и такелажных приспособлений; образцы
актов и формуляров, оформляемых во время
монтажа.
В
процессе монтажа заполняются следующие
документы:
-
журнал
монтажных работ; -
акты;
-
монтажные
формуляры.
В
журнал руководящим персоналом турбинного
цеха ежедневно заносятся основные этапы
монтажных работ, дефекты, выявленные в
процессе монтажа, результаты проверок
состояния ТБ, распоряжения руководителей
монтажного участка, а также технадзора
заказчика.
Все
акты и монтажные формуляры подписываются
тремя сторонами: представителем монтажной
организации, шеф-инженером завода-изготовителя
оборудования и представителем технического
надзора заказчика.
Акты
о приемке фундаментов подписываются
представителями строительной и
монтажной
организации
и заказчика.
Акты по вспомогательному оборудованию
и трубопроводам -представителями
монтажной организации и
заказчика.
Акты, связанные с опробованием оборудования
заказчиком, представителем монтажной
организации и руководителем наладочной
группы.
ТБ
при монтаже турбоагрегата.
Руководители
монтажного участка должны обеспечить
исправность монтажного оборудования,
инструмента, грузоподъемного оборудования
и такелажных приспособлений, защитных
и вспомогательных средств обеспечения
безопасности работ, а также противопожарных
мероприятий.
Безопасность
монтажных работ обеспечивается
соблюдением следующих правил:
1. К
монтажным работам допускаются лица не
моложе 18 лет, прошедшие
, инструктаж
и знающие ПТБ (сдавшие экзамены по ПТЭ
и ПТБ).
-
Рабочие
места должны соответствовать СНИПам,
опасные места должны быть ограждены и
выставлены соответствующие плакаты
(«Не ходить», «Огнеопасно», «Вход
воспрещен» и т.д.) -
Рабочие
должны быть обеспечены спецодеждой и
защитными средствами. -
Монтажные
леса и подмости должны быть испытаны
до ввода в работу. -
При
работе на нескольких ярусах должны
быть обеспечены меры безопасности на
всех ярусах, (козырьки, настилы, защитные
сетки) -
Инструменты,
приспособления, подъемно-транспортное
оборудование должны быть испытаны. -
К
работе с подъемно-транспортным, электро-
и пневматическим оборудованием
допускаются лица, прошедшие специальное
обучение и сдавшие экзамен. -
Электроинструмент
должен иметь заземление. -
Оборудование
для огневых работ должно соответствовать
«Правилам газопламенной обработки
металлов».
10.Опасные
работы выполняются по нарядам-допускам.
11
.При выполнении монтажных работ необходимо
соблюдать правила пожарной безопасности.
Графики
монтажных работ.
Монтажные
графики подразделяются на:
• Общестанционный.
-
Цеховой,
который составляется на основании
общестанционного. -
Бригадные,
составляемые на основании цехового.
Графики
рассматривают монтаж данного агрегата
в строгой технологической последовательности.
Каждый
график должен отражать следующие
вопросы:
-
Объемы
работ. -
Технологическая
последовательность монтажа. -
Продолжительность
монтажа. -
Трудозатраты.
Продолжительность
монтажных работ и трудозатраты принимаются
в соответствии с нормативными документами.
Бригадные
графики работ должны отражать численность
и квалификационный состав бригад,
расстановку и движение персонала в
процессе монтажа.
Для
ускорения монтажных работ и полной
загрузки кранов, сварочных аппаратов
и другого монтажного оборудования
монтажные работы целесообразно
производить в две смены, а при необходимости
и в три. Численность бригад обычно
составляет 10-15 человек. Бригады делятся
на звенья.
Техническое
руководство монтажом
Техническое
руководство монтажом турбин, генераторов
и питательных насосов производится с
участием представителей (шеф — инженеров)
заводов-изготовителей оборудования.
Шеф-инженер осуществляет квалифицированное
техническое руководство монтажом,
пуском, наладкой и сдачей в эксплуатацию
оборудования, поставляемого заводом.
Шеф
— инженер уполномочен решать все
технические вопросы, связанные с
монтажом, комплектностью и качеством
поставляемого оборудования и вводом
его в эксплуатацию. Монтажная организация
должна согласовывать с шеф -персоналом
заводов график производства работ.
За
правильность производства монтажных
работ шеф — персонал несет ответственность,
так же, как и монтажная организация.
Шеф
— персонал должен придерживаться
технологии выполнения монтажных работ,
указанных в проекте производства работ
и технологических картах. Исполнительная
техническая документация (акты, формуляры)
составляется монтажной организацией
совместно с шеф — персоналом заводов и
представителями технадзора заказчика.
Раздел 2. Монтаж турбоагрегата.
Тема 2.1 Фундаменты под основное и вспомогательное
оборудование.
2.1.1 Организация участка производства работ.
Организация
участка включает в себя устройство
контор для технического персонала,
бытовых помещений, инструментальной и
кладовых для хранения вспомогательных
материалов. При размещении оборудования
в указанных помещениях следует
руководствоваться проектом производства
работ по монтажу турбоагрегата.
Слесарные верстаки размещают вблизи
рабочих мест, используются также
станки механической мастерской. Монтажная
площадка должна быть хорошо освещена.
Схема временного электроснабжения
(осветительной и силовой разводки)
указывается в проекте монтажных работ.
Для производства монтажных работ
монтажная площадка также оборудуется
схемами подводки сжатого воздуха, воды,
кислорода, ацетилена. Трубопроводы
должны быть очищены и испытаны.
До
начала монтажа турбоагрегата должны
быть подготовлены:
-
Закладные
плиты под фундаментные рамы турбины,
генератора, питательного насоса; -
Заготовки
постоянных подкладок под фундаментные
рамы по чертежам завода; -
Приспособления
для натягивания осевых струн; -
Металлические
козлы для укладки роторов;
• Приспособления
для проверки центровки роторов;
А
также другое необходимое оборудование.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Текст ГОСТ Р 56203-2014 Оборудование энергетическое тепло- и гидромеханическое. Шефмонтаж и шефналадка. Общие требования
ГОСТ Р 56203-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Оборудование энергетическое тепло- и гидромеханическое
ШЕФМОНТАЖ И ШЕФНАЛАДКА
Общие требования
Energy heat-mechanic and hydromechanical equipment. Erection and adjustment supervision. General requirements
ОКС 27.010
Дата введения 2015-09-01
Предисловие
1 РАЗРАБОТАН Открытым акционерным обществом Таганрогский котлостроительный завод «Красный котельщик» (ОАО ТКЗ «Красный котельщик»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 244 «Оборудование энергетическое стационарное»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 6 ноября 2014 г. N 1484-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном формационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
1 Область применения
Настоящий стандарт распространяется на проводимые в Российской Федерации шефмонтаж и шефналадку головного и серийного энергетического тепло- и гидромеханического оборудования.
Настоящий стандарт может быть распространен на другие виды оборудования, по которым поставщики проводят шефмонтаж и шефналадку.
Положения настоящего стандарта распространяются также на шефмонтаж оборудования, устанавливаемого при проведении ремонта и реконструкции действующих энергетических объектов.
2 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1 заказчик (customer): Потребитель энергетического, тепло- и гидромеханического оборудования.
2.2 поставщик (supplier): Организация, осуществляющая поставку оборудования заказчику и на договорных условиях обеспечивающая шефмонтаж и шефналадку поставляемого оборудования.
2.3 монтажная организация (erection organization): Специализированная организация, проводящая монтажные работы.
2.4 наладочная организация (adjustment organization): Специализированная организация, выполняющая работы по наладке и испытанию оборудования.
2.5 предприятие-изготовитель (manufacturer): Организация — производитель оборудования.
2.6 монтажные работы (erection works): Работы по монтажу оборудования (включая предварительную сборку из деталей и сборочных единиц на монтажной площадке), а также предпусковые операции (промывки, продувки, опробование оборудования).
2.7 пусконаладочные работы (start-up and adjustment works): Работы, обеспечивающие подготовку и ввод смонтированного оборудования в эксплуатацию.
2.8 материально-технические условия (material and technical conditions): Совокупность условий: наличия проекта производства монтажных работ, выполненного, согласованного и утвержденного в соответствии с требованиями строительных норм и правил (СНиП); наличия комплектной документации для производства работ; наличия квалифицированной рабочей силы для бесперебойного производства монтажных работ; готовности складских помещений и площадок для хранения оборудования; готовности строительной части объекта к началу монтажа оборудования в соответствии с требованиями проекта организации работ (ПОР).
2.9 готовность строительной части (readiness of civil part): Совокупность всех условий готовности строительно-монтажной части необходимых для решения задач по монтажу изделия (объекта).
2.10 поставляемое оборудование (объем поставки) (supplied equipment): Оборудование, поставляемое заказчику поставщиком в соответствии с условиями договора и техническими условиями.
2.11 шефмонтаж (erection supervision): Техническое руководство и авторский надзор, осуществляемые на всех стадиях монтажных работ, контроль за соблюдением требований поставщика (предприятия-изготовителя), а также решение всех технических вопросов, возникающих в процессе выполнения работ на оборудовании в объеме поставки поставщика (предприятия-изготовителя) с оформлением соответствующей технической документации.
2.12 шефналадка (adjustment supervision): Техническое руководство комплексом работ по обеспечению работоспособности оборудования в объеме поставки поставщика (предприятия-изготовителя), его доводке и наладке с целью подтверждения гарантийных технико-экономических показателей в соответствии со стандартами технических условий или техническими условиями, а также авторский надзор за проведением предпусковых и пусковых операций, испытаний оборудования и его освоением на объекте заказчика в соответствии с документацией поставщика (предприятия-изготовителя).
2.13 шефперсонал (supervision personnel): Специалисты поставщика (предприятия-изготовителя), командированные на энергетический объект к заказчику для проведения шефмонтажа и шефналадки.
2.14 авторский надзор (designer’s supervision): Контроль, осуществляемый разработчиком проекта или поставщиком оборудования (в процессе шефмонтажа), за правильностью выполнения работ, регламентированных технической документацией, а также выдача необходимых разъяснений монтажным организациям заказчика, которые осуществляют указанные работы, решение технических вопросов на месте ведения работ, выдача технических решений (разработчиком проекта).
2.15 техническое руководство (technical supervision): Выдача квалифицированных технических указаний на всех стадиях работ по монтажу, наладке, пуску и эксплуатации оборудования в соответствии с требованиями технической документации поставщика и организации (предприятия-изготовителя), разработавшей эту документацию, контроль за их выполнением и за соблюдением способов и последовательности ведения работ.
2.16 головное оборудование (pilot equipment): Оборудование, изготовленное по вновь разработанной конструкторской документации для применения заказчиком с одновременной отработкой конструкции и технической документации для производства и эксплуатации остального оборудования серии и (или) типоразмерного ряда.
2.17 серийное оборудование (commercial equipment): Оборудование, изготавливаемое в условиях серийного производства периодически повторяющимися сериями по конструкторской документации, уточненной по результатам изготовления и испытаний головного образца.
2.18 шефремонт (maintenance supervision): Техническое руководство и авторский надзор, осуществляемые на всех стадиях работ по ремонту и реконструкции оборудования поставщика, с оформлением соответствующей технической документации.
3 Общие положения
3.1 Цель шефмонтажа — обеспечение соблюдения требований проектной документации, требований поставщика (предприятия-изготовителя) по условиям хранения оборудования на складах заказчика (в период шефмонтажа), а также действующей нормативно-технической документации при монтаже, пуске и комплексном опробовании оборудования путем технического руководства и контроля со стороны шефперсонала поставщика оборудования, а также квалифицированное и оперативное решение вопросов, возникающих в ходе монтажа оборудования.
3.2 Шефмонтаж должен осуществляться поставщиком оборудования на основании договора заключенного с заказчиком оборудования с учетом требований настоящего стандарта.
3.3 Цель шефналадки — обеспечение достижения показателей оборудования, предусмотренных техническими условиями или стандартами технических условий на это оборудование.
3.4 Состав шефналадочных работ определяется по взаимной договоренности поставщика и заказчика (см. приложение Б) в объеме поставки поставщика.
3.5 Проведение шефналадки обязательно для головного оборудования. Шефналадка производится поставщиком, как правило, его наладочным подразделением; в случае необходимости поставщик может привлекать к проведению шефналадки своего оборудования специализированные пусконаладочные организации, но во всех случаях ответственность за шефналадку несет поставщик.
3.6 Все программы, касающиеся пусконаладки, разрабатывает специализированная наладочная организация. Шеф-персонал поставщика согласовывает программы.
3.7 Шефналадка заканчивается сдачей пусконаладочной организацией оборудования заказчику. По результатам наладки составляются Акты, заполняются наладочные формуляры. Пусконаладочная организация сдаёт оборудование и документацию заказчику.
3.8 Заканчивается шефналадка выдачей заключения совместно со специализированной пусконаладочной организацией о соответствии фактических показателей головного оборудования гарантийным и корректировкой, совместно с наладочной организацией, производственной инструкции по эксплуатации на основе полученных результатов испытаний и наладки. Поставщик передает заказчику в оговоренные сроки отчет о шефналадке оборудования.
4 Порядок выполнения работ
4.1 Шефмонтаж и шефналадка оборудования осуществляются на договорной или контрактной основе. При этом объем услуг по шефмонтажу и шефналадке определяется при заключении договора на поставку оборудования (с услугами шефмонтажа и шефналадки), или при заключении отдельных договоров на услуги шефмонтажа и шефналадки оборудования в объеме поставки поставщика (предприятия-изготовителя) (см. приложения А и Б).
4.2 Шефмонтаж оборудования выполняется с начала укрупнительной сборки оборудования на монтажной площадке и до окончания комплексного опробования.
4.3 В своей работе шефперсонал должен руководствоваться:
— настоящим стандартом;
— технической документацией предприятия-изготовителя (поставщика оборудования);
— национальными стандартами и сводами правил;
— нормативно-технической документацией на монтаж, наладку, испытания и эксплуатацию оборудования;
— федеральными нормами и правилами в области промышленной безопасности;
— строительными нормами и правилами;
— договорами или контрактами на шефмонтаж и шефналадку;
— правилами технической эксплуатации электрических станций и сетей Российской Федерации.
4.4 Заказчик (его подрядные организации) должны осуществлять организационно-техническое руководство монтажными и пусконаладочными работами и нести ответственность за сохранность оборудования, качество выполнения работ и их сроки, за обеспечение безопасных условий работы, строгое соблюдение технических требований поставщика оборудования, действующих норм и правил и указаний шефперсонала.
Ответственность за обеспечение противопожарных мероприятий, охраны труда и техники безопасности, производственной санитарии и федеральных норм и правил в области промышленной безопасности несет заказчик, в обязанность которого входит проведение инструктажей шефперсонала с их оформлением в соответствии с правилами.
4.5 В период пусконаладочных работ и приемосдаточных испытаний, производимых только после подписания необходимой документации, подтверждающей готовность к пуску, обслуживание оборудования производится эксплуатационным персоналом заказчика, который несет ответственность за правильность обслуживания. В период приемосдаточных испытаний шефперсонал должен вести наблюдение за работой оборудования, а при необходимости должен давать указания, являющиеся обязательными для персонала заказчика, если эти указания не противоречат правилам технической эксплуатации электрических станций и сетей, правилам техники безопасности, федеральным нормам и правилам в области промышленной безопасности.
4.6 Поставщик несёт ответственность за квалифицированное проведение шефмонтажа и шефналадки оборудования, за правильность и полноту технических указаний, выдаваемых подрядным организациям заказчика, за своевременность решения возникающих вопросов в объёме оказываемых услуг по шефмонтажу и шефналадке. Указания шефперсонала в части поставленного оборудования обязательны для заказчика и его подрядных организаций.
4.7 Поставщик не несет юридической и материальной ответственности за последствия, которые могут возникнуть в результате невыполнения заказчиком (его подрядной монтажной организацией) требований технической документации поставщика, действующих норм и правил на монтаж, испытания и пусконаладочные работы или указаний шефперсонала.
При этом гарантии поставщика при соответствующем обосновании могут быть сняты полностью или частично.
4.8 В обязанности шефперсонала входит:
— участие в стендовых испытаниях головного оборудования, контрольных сборках узлов оборудования на предприятии-изготовителе;
— проверка готовности оборудования и строительных сооружений к началу монтажных работ, с целью предотвращения ведения монтажа оборудования на неподготовленных строительных площадках, на некачественно выполненных фундаментах, в условиях, противоречащих техническим требованиям и инструкциям по монтажу оборудования поставщика;
— рассмотрение всех вопросов, относящихся к оборудованию поставщика, и принятие решений;
— проверка условий хранения оборудования на складах и открытых площадках заказчика в период шефмонтажа, в соответствии с техническими требованиями поставщика;
— контроль за соблюдением требований технической документации предприятия-изготовителя (поставщика), нормативно-технической документации на монтаж, испытания, наладку и комплексное опробование оборудования;
— составление двухсторонних актов, фиксирующих невыполнение заказчиком (его монтажной или наладочной организацией) технических требований предприятия-изготовителя и указаний шефперсонала;
— своевременное оформление документов и информации предприятия-изготовителя о фактах простоя и задержки в работе как по вине заказчика, так и по вине предприятия-изготовителя, о случаях невыполнения заказчиком условий договора на шефмонтаж или шефналадку, а также о претензиях заказчика к предприятию-изготовителю (обязанность ответственного представителя предприятия-изготовителя);
— составление технического отчета о всей проделанной шефперсоналом работе и представление его руководству предприятия-изготовителя на утверждение (обязанность ответственного лица за шефналадку);
— участие в освидетельствовании оборудования и подписании актов на все основные монтажные, предпусковые и пусковые операции и скрытые работы, выполняемые заказчиком (его подрядной организацией) на оборудовании поставщика;
— участие в оформлении и подписании приемосдаточной монтажной документации на выполненные монтажные работы и операции, предусмотренные действующими нормами и правилами на монтаж, испытания и наладку оборудования: актов поузловой приемки, формуляров, протоколов, технических решений, режимных карт и пр.;
— участие во всех ревизиях, измерительном контроле оборудования;
— техническое руководство подгоночными работами, предусмотренными технической документацией предприятия-изготовителя (поставщика), действующими нормами и правилами на монтаж оборудования, с подписанием соответствующих актов и формуляров;
— участие в составлении и подписании актов, фиксирующих обнаружение дефектов в поставляемом оборудовании, его консервации и упаковке;
— письменное уведомление руководства поставщика и ответственных лиц заказчика обо всех случаях невыполнения указаний шефперсонала подрядными организациями заказчика или персоналом заказчика;
— контроль за выполнением полного объема предпусковых работ, за вводом в действие предусмотренных технической документацией штатных контрольно-измерительных приборов, средств автоматизации и технологических защит, дополнительных приборов схемы контроля для проведения испытаний и исследований оборудования согласно технической документации поставщика;
— соблюдение шефперсоналом правил техники безопасности, производственной санитарии, пожарной безопасности, правил Ростехнадзора, прохождение инструктажа, проводимого заказчиком.
4.9 Шефперсонал несет ответственность:
— за правильность и полноту выданных им указаний заказчику (его подрядным организациям), за своевременность решения возникающих вопросов в объеме шефмонтажа и шефналадки оборудования;
— несоблюдение правил техники безопасности, производственной санитарии, пожарной безопасности, правил Ростехнадзора (контроль за безопасным ведением монтажных и наладочных работ не входит в обязанность шефперсонала);
— невыполнение своих обязанностей и неиспользование своих прав, в том числе за непредъявление требований по устранению нарушений условий хранения, монтажа оборудования, требований программ и методик испытаний и инструкций по техническому обслуживанию оборудования.
4.10 Шефперсонал имеет право:
— требовать от заказчика, его подрядных строительных, монтажных и наладочных организаций соблюдения государственных и отраслевых стандартов, норм и правил на соответствующие виды работ, а также выполнения всех условий договоров или контрактов на шефмонтаж и шефналадку оборудования, всех технических требований предприятия-изготовителя на поставляемое оборудование и требований настоящего стандарта;
— запрещать ведение монтажных и пусконаладочных работ, требовать от заказчика прекращения испытаний или эксплуатации оборудования для устранения выявленных нарушений и отступлений в ведении этих работ, а при необходимости — также и ревизии оборудования, вплоть до вскрытия самых крупных сборочных единиц, разрезки труб, коллекторов и других работ, если выявленные нарушения влекут за собой опасность повреждения оборудования или снижения его гарантийных показателей;
— требовать от заказчика повторения технологических операций при проведении пусконаладочных работ и испытаний, если данное испытание (или его часть) было проведено с отступлением от программы и методики испытаний или с непредставительными измерениями параметров;
— принимать участие при выполнении отдельных наиболее ответственных технологических, предпусковых и пусковых операций; перечень наиболее ответственных технологических, предпусковых и пусковых операций устанавливается ответственным представителем поставщика в зависимости от специфики оборудования и характера выполняемых работ и за его подписью передается заказчику;
— записывать свои технические указания и требования в журнал монтажной организации, в оперативный журнал и в журнал распоряжений дежурному персоналу заказчика;
— пользоваться материалами пусконаладочных, доводочных и научно-исследовательских работ на всех этапах их проведения;
— обращаться к руководству предприятия-изготовителя для решения возникающих при шефмонтаже и шефналадке вопросов, за разрешением на прекращение шефмонтажа (шефналадки) и выезд на предприятие-изготовитель (без такого разрешения и уведомления об этом заказчика ответственному представителю предприятия-изготовителя запрещается уезжать с объекта заказчика);
— вызывать на место проведения монтажных (наладочных) работ специалистов предприятия-изготовителя для оперативного решения вопросов, не входящих в компетенцию и функции шефперсонала (устранение недостатков, реконструкция, специальные испытания поставляемого оборудования и т.п.);
— пользоваться свободным доступом в помещение блочного щита управления и в другие рабочие помещения для контроля за работой оборудования и решения возникающих вопросов по монтажу и работе оборудования поставщика.
Приложение А
(рекомендуемое)
Номенклатура шефмонтажных работ, проводимых поставщиком на основном и вспомогательном энергооборудовании
А.1 Общие положения для всех видов энергооборудования
А.1.1 Ознакомление с проектом организации и производства работ.
А.1.2 Оказание помощи заказчику в комплектовании технической документации на поставляемое оборудование поставщика.
А.1.3 Контроль за хранением оборудования заказчиком, проверка его состояния перед монтажом.
А.1.4 Контроль за установкой анкерных деталей, опорных и несущих конструкций, проверка готовности фундаментов и строительных сооружений к монтажу оборудования.
А.2 Порядок монтажа паровых и газовых турбин, турбокомпрессоров и дожимных турбокомпрессоров
А.2.1 Монтаж конденсаторов паровых турбин
Шефинженер Контроль за сборкой и сваркой корпусов конденсаторов.
Надзор за установкой и вальцовкой конденсатных трубок.
Надзор за присоединением конденсаторов к выхлопным патрубкам ЦНД, за монтажом атмосферных клапанов, за подсоединением турбинных и станционных трубопроводов к конденсатору.
А.2.2 Монтаж цилиндров паровых и газовых турбин, турбокомпрессоров и нагнетателей
Надзор за установкой фундаментных рам и их подливкой бетоном.
Надзор за консервацией и расконсервацией сборочных единиц и деталей турбоагрегата.
Контроль за укрупнением сборочных единиц турбоагрегата (из поставочных блоков).
Контроль за установкой и выверкой цилиндров и корпусов подшипников.
Техническое руководство всеми пригоночными работами.
Техническое руководство установкой диафрагм и обойм уплотнений.
Техническое руководство установкой и центровкой роторов турбины и турбокомпрессора, нагнетателя (для газовых турбин и газоперекачивающих агрегатов), проверка зазоров проточной части, проверка центровки турбины с генератором (приводной машиной).
Техническое руководство сборкой и закрытием цилиндров и подшипников, установкой валоповоротного устройства.
Техническое руководство монтажом стопорных и регулирующих клапанов, отсечных клапанов (заслонок), перепускных труб и ресиверов.
Контроль за установкой камер сгорания газовых турбин.
Контроль за подсоединением к турбоагрегату паропроводов отборов и промперегрева паровых турбин, обвязки газовых турбин и нагнетателей, в том числе воздухозаборного устройства.
Надзор за нанесением тепловой изоляции, установкой обшивки и выполнением мероприятий по шумоглушению.
А.2.3 Монтаж системы регулирования
Надзор за монтажом маслонасосов.
Техническое руководство монтажом регуляторов, сервомоторов.
Контроль за монтажом защиты турбины.
Техническое руководство ревизией стопорных, регулирующих и отсечных клапанов.
Надзор за монтажом приборов в объеме поставки предприятия-изготовителя.
А.2.4 Монтаж маслосистемы и гидроподъема роторов
Контроль за монтажом оборудования (баков, насосов, маслоохладителей).
Контроль за изготовлением и монтажом маслопроводов.
Участие в гидроиспытаниях, чистке и прокачке маслопроводов.
А.2.5 Монтаж прочих вспомогательных систем паровых турбин
Надзор за монтажом оборудования системы регенерации (ПВД, ПНД, охладителей конденсата), а также деаэраторов, подогревателей сетевой воды, охладителей воды газоохлаждения электрогенератора.
Контроль за монтажом эжекторов и трубопроводов вакуумной системы, систем обогрева фланцевых соединений и уплотнений турбоагрегата.
Надзор за монтажом сепараторов-пароперегревателей, конденсато- и сепаратосборников, трубопроводов системы промперегрева пара.
А.2.6 Монтаж вспомогательных систем газовых турбин, турбокомпрессоров, нагнетателей
Надзор за монтажом системы топливоподготовки и топливоподачи газовых турбин.
Надзор за монтажом воздухоохладителей турбокомпрессоров и газоохладителей перекачивающих агрегатов.
Надзор за монтажом системы уплотнений нагнетателей газа.
А.2.7 Наладка и опробование
Надзор и техническое руководство промывкой (прокачкой) и продувкой трубопроводов и перепускных труб.
Техническое руководство проверкой плотности вакуумной системы паровой турбины и пробным набором вакуума.
Техническое руководство наладкой конденсационной установки паровой турбины.
Техническое руководство наладкой и включением валоповоротного устройства.
Техническое руководство наладкой маслосистемы и гидроподъема роторов и контроль за качеством масла.
Техническое руководство наладкой и опробованием системы регулирования паро-, газо-, топливораспределения защиты турбин, реле осевого сдвига.
Осмотр воздухоподводящего тракта газовой турбины перед ее пуском.
Техническое руководство наладкой нестандартных контрольно-измерительных приборов и автоматики.
Техническое руководство опробованием турбоагрегата на холостом ходу и под нагрузкой, проверкой и доводкой вибрации до норм ПТЭ, участие в проверке уровня шума.
Техническое руководство испытанием турбины в ходе 72-часового комплексного опробования блока.
А.3 Шефмонтаж гидротурбин
А.3.1 Подготовительные работы
Контроль за установкой и бетонированием фундаментных и закладных частей.
Сборка рабочего колеса.
А.3.2 Монтаж турбины
Контроль за установкой и бетонированием спиральной камеры и камеры рабочего колеса.
Контроль за сборкой направляющего аппарата и установкой рабочего колеса.
Техническое руководство пригоночными работами.
Контроль за монтажом маслонапорной установки и системы регулирования.
Контроль за монтажом защитных устройств, автоматики и контрольно-измерительных приборов.
Контроль за монтажом турбинных затворов, водоводов и другого вспомогательного оборудования.
А.3.3 Пусконаладочные работы
Техническое руководство наладкой и опробованием маслонапорной установки, а также системы регулирования и защиты.
Техническое руководство наладкой и опробованием всех вспомогательных механизмов и средств автоматики.
Техническое руководство пробными пусками турбины.
Проверка сбросов нагрузки, наладка режима синхронного компенсатора.
Определение и настройка оптимальной комбинаторной характеристики поворотно-лопастных турбин.
Контроль за работой гидротурбины во время 72-часового комплексного опробования.
Проверка состояния (ревизия) отдельных сборочных единиц и деталей турбины, проточного тракта, вспомогательного оборудования.
А.4 Шефмонтаж паровых котлов, котлов-утилизаторов для ПГУ, тягодутьевых машин и углеразмольного оборудования
А.4.1 Монтаж котлоагрегатов
Контроль за укрупнительной сборкой в монтажные блоки и контроль за ней.
Контроль за монтажом экранной системы с горелочными устройствами и поясами жесткости.
Контроль за монтажом ширмовых поверхностей нагрева, потолочного экрана, поверхностей переходного газохода.
Контроль за монтажом конвективных поверхностей нагрева и подвесной системы.
Контроль за монтажом воздухоподогревателей, перепускных коробов и уплотнений.
Контроль за монтажом барабанов и техническое руководство сборкой внутрибарабанных устройств.
Контроль за монтажом трубопроводов в пределах котлоагрегата, включая растопочный узел, узел впрысков.
Контроль за монтажом импульсно-предохранительных устройств котлоагрегата.
Контроль за монтажом перепускной системы.
Техническое руководство монтажом устройств регулирования температуры перегрева пара.
Контроль за монтажом гарнитуры, устройств очистки поверхностей нагрева и воздухоподогревателей, устройств золоулавливания и шлакоудаления.
Контроль за подсоединением к котлоагрегату паровых, водяных, газовоздушных, топливных, продувочных, дренажных и других коммуникаций, монтируемых по проекту генерального проектировщика блока.
Контроль за монтажом каркаса и металлоконструкций котлоагрегата и регенеративного воздухоподогревателя.
Контроль за монтажом и регулировкой подвесной системы котлоагрегата.
Контроль за монтажом лестниц и площадок по котлоагрегату и РВП.
Контроль за выполнением обмуровочно-изоляционных работ.
А.4.2 Особенности монтажа котлов-утилизаторов для ПГУ
Техническое руководство монтажом газохода и контроль за ним.
Техническое руководство монтажом блоков модулей поверхностей нагрева и контроль за ним.
Техническое руководство монтажом дожигающего устройства и контроль за ним.
Техническое руководство монтажом компенсаторов, узлов уплотнений и контроль за ним.
Техническое руководство монтажом дымовой трубы, газового шумоглушителя и контроль за ним.
А.4.3 Монтаж тягодутьевых машин (дымососов, вентиляторов, нагнетателей)
Контроль за установкой анкерных деталей и опорной рамы.
Контроль за установкой корпуса.
Контроль за сборкой и установкой ротора.
Контроль за центровкой ротора машины с электродвигателем (или приводной турбиной).
Контроль за сборкой подшипников.
Контроль за монтажом маслосистемы и системы охлаждающей воды.
Надзор за нанесением тепло- и звукоизоляции.
Настройка регулирования (направляющего аппарата).
Контроль за пробными пусками и работой тягодутьевой машины при 72-часовом комплексном опробовании блока, участие в проверке вибрации и уровня шума.
А.4.4 Шефмонтаж углеразмольного оборудования (мельниц и пр.)
Контроль за установкой анкерных деталей и опорных конструкций.
Контроль за установкой и сборкой основных элементов углеразмольной установки (электродвигателя, редуктора, собственно мельницы, блоков подшипников, сепараторов), за центровкой роторов.
Проверка работы углеразмольной установки по следующим критериям: тонкости помола угля, потребляемой мощности, производительности по углю и сушильному агенту, уровню шума и вибрации, расходу металла изнашиваемых элементов на тонну размолотого угля.
Проверка ремонтных операций по замене быстроизнашиваемых элементов (на головных образцах).
Надзор за монтажом питателей сырого угля и другого оборудования систем пылеприготовления.
А.4.5 Опробование котлоагрегата (парогенератора)
Участие в пробном и инспекторском гидроиспытаниях котлоагрегата.
Участие в послемонтажной водно-химической очистке трубных элементов котлоагрегата (парогенератора) и контроль за ее качеством.
Участие в испытаниях на газовую плотность и пробных пусках котлоагрегата (парогенератора) с регулировкой импульсно-предохранительных устройств. Контроль за температурными расширениями элементов котлоагрегата (парогенератора).
Техническое руководство пробными пусками РВП и контроль за ними, участие в регулировке его уплотнений.
Контроль за работой котлоагрегата (парогенератора) при 72-часовом комплексном опробовании блока и участие в сдаче его в эксплуатацию.
Приложение Б
(рекомендуемое)
Номенклатура шефналадочных работ, проводимых поставщиком на энергетическом оборудовании
Б.1 Шефналадка и авторский надзор турбинных установок
Б.1.1 Шефналадка и авторский надзор за температурным состоянием паровпускных органов, корпусов турбин и подшипников, относительным расширением роторов и цилиндров паровых и газовых турбин, за вибрационным состоянием всех видов турбин.
Б.1.2 Шефналадка и авторский надзор за наладкой системы обогрева фланцевых соединений цилиндров и дренажно-продувочной системы паровых турбин; за отработкой оптимальных режимов пуска всех видов турбин.
Б.1.3 Шефналадка и авторский надзор за подготовкой и проведением тепловых и гарантийных испытаний паровых и газовых турбоустановок, гарантийных испытаний гидротурбинных агрегатов.
Б.1.4 Участие в испытании новых элементов, механизмов и нестандартных приборов.
Б1.5 Шефналадка, статические и динамические испытания системы регулирования всех видов турбин.
Б.1.6 Корректировка (совместно с наладочной организацией) инструкции по эксплуатации турбины и графиков ее пуска-останова (по результатам наладки и испытаний головного образца), их увязка с условиями эксплуатации турбины в составе блока.
Б.2 Шефналадка котельных установок
Б.2.1 Участие в наладке топочного режима и составлении временных режимных карт.
Б.2.2 Участие в проверке температурного состояния поверхностей нагрева (радиационных и конвективных).
Б.2.3 Участие в проверке гидравлической устойчивости прямоточных котлов или надежности циркуляции в контурах барабанных котлов.
Б.2.4 Техническое руководство наладкой и испытанием устройств очистки поверхностей нагрева.
Б.2.5 Участие в отработке режимов пуска и останова котлоагрегата.
Б.2.6 Авторский надзор за подготовкой и проведением тепловых испытаний котлоагрегата.
Б.2.7 Техническое руководство наладкой РВП.
Б.2.8 Участие в определении фактических сопротивлений газовоздушного тракта котлоагрегата.
Б.2.9 Участие в наладке и испытании головного углеразмольного оборудования.
Б.2.10 Шефналадка, статические и динамические испытания системы регулирования всех видов турбин.
Б.2.11 Корректировка (совместно с наладочной организацией) инструкции по эксплуатации котлоагрегата (парогенератора) и графиков его пуска-останова (по результатам наладки и испытаний), их увязка с условиями эксплуатации котла в составе блока.
|
УДК 621.18:621.182:006.354 |
ОКС 27.010 |
|
Ключевые слова: монтаж, монтажная площадка, шефмонтаж, шефналадка, монтаж паровых котлов, монтаж котлов-утилизаторов для ПГУ, монтаж тягодутьевых машин, монтаж углеразмольного оборудования |
Электронный текст документа
и сверен по:
, 2015
1.2.1. Термины и определения, применяемые при монтаже [1, 2]
Монтаж – это
комплекс работ по сборке, установке и
выверке машины на фундаменте, рабочем
месте или монтажной площадке с последующей
регулировкой, наладкой, испытанием и
сдачей машины в эксплуатацию.
Демонтаж – процесс
разборки машины в минимально необходимом
объеме для транспортирования, ремонта
или передачи в металлолом.
Сборка машины –
совокупность сборочных операций по
соединению, координированию и закреплению
в определенной последовательности
окончательно обработанных деталей и
узлов с целью получения машины,
соответствующей сборочному чертежу и
установленным для неё технологическим
требованиям.
Разборка машины
(частичная или полная) – последовательный
процесс разделения машины на узлы и
детали для их осмотра, замены и ремонта.
Сборочная операция
– часть процесса сборки, выполняемая
над одним узлом или изделием, входящим
в состав готовой машины.
Узел – разъёмное
или неразъемное соединение нескольких
деталей. Узел может состоять из продуктов
первого порядка, второго порядка и т.д.
Деталь – часть
машины, выполняемая без применения
сборочных операций.
Монтажный узел –
часть или группа монтируемого оборудования,
которую целесообразно и возможно поднять
и установить в проектное положение
имеющимися грузоподъёмными средствами.
Базовая деталь
(базовый узел) – деталь (узел), к которой
(которому) последовательно монтируются
другие детали (узлы).
Технологическая
схема монтажа – утвержденный
заводом-изготовителем или монтажной
организацией документ, указывающий
порядок сборки деталей и узлов в готовую
машину, массу узлов, описание работ на
этапе и подъёмные средства.
Сборочный чертеж
– утвержденный заводом-изготовителем
или монтажной организацией документ,
по которому выполняют сборочные работы.
График монтажа –
документ, утвержденный монтажной
организацией и согласованный с
потребителем, в котором указаны перечень
и последовательность сборочных работ,
а также их продолжительность на
определенном этапе. График может быть
сетевой или линейный.
Такелажные работы
– операции по подъему и перемещению
узлов, деталей в процессе монтажа и
демонтажа, а также при удержании их на
весу при закреплении или снятии.
Такелажное
оборудование – специальное грузоподъемное
устройство, предназначенное для
выполнения такелажных работ. Оно имеет
очень широкую номенклатуру, грузоподъемностью
от нескольких сотен килограмм до
нескольких тысяч тонн.
Монтажная площадка
– специальная территория или участок,
на котором осуществляется монтаж или
демонтаж машины.
1.2.2. Общий состав монтажных работ
Монтажные работы
подразделяются на подготовительные,
производственные и заключительные [3].
Монтаж горных
машин обычно ведет предприятие, которое
в дальнейшем будет эксплуатировать
машины. Однако его может осуществлять
специальная монтажная организация. Для
руководства подготовкой к монтажу,
ходом его выполнения, соблюдением сроков
и контроля установленной стоимости
работ назначается начальник монтажа.
Техническое
руководство монтажными работами,
регулировку и наладку механизмов и
электрооборудования осуществляет
шеф-инженер, приглашаемый от
завода-изготовителя машины.
Подготовительные
работы. Подготовительные
работы по времени занимают до 50 % от
продолжительности всех монтажных работ.
Состав подготовительных
работ предусматривает следующие
мероприятия:
-
Подготовку
документации (чертежей, схем,
планов-графиков, актов и др.) -
Разработку
технологического процесса монтажа. -
Разработку графиков
использования рабочей силы и оборудования. -
Устройство
монтажной площадки. -
Доставку и
размещение деталей, узлов и оборудования
на монтажной площадке. -
Проверку
комплектности и приемку деталей и узлов
машины. -
Расконсервацию
деталей и узлов. -
Комплектование
сборочных узлов. -
Устройство и
приемка дорог и подъездных путей к
монтажной площадке.
Производственные
работы. Состав
производственных работ предусматривает
следующие мероприятия:
-
Установку на
монтажной площадке такелажного
оборудования и средств. -
Проведение
такелажных работ, связанных с перемещением,
подъемом и установкой отдельных
сборочных единиц и узлов. -
Общую сборку
машины. -
Регулировку и
наладку узлов, гидравлической,
пневматической и электрической частей
машины. -
Опробование узлов
и машины в целом в работе на холостом
ходу, без нагрузок.
Производственные
работы ведут последовательным,
параллельным или совмещенным методами.
Заключительные
работы. Состав
заключительных работ предусматривает
следующие мероприятия:
-
Наладку машины
после выполнения монтажных работ. -
Испытание машины,
включающее три этапа: испытание на
холостом ходу, на 50 % мощности основных
приводов и под нагрузкой. -
Утверждение акта
об окончании монтажа и передачи машины
потребителю. -
Доставка машины
к месту работы и ввод в эксплуатацию.
Стоимость монтажа
горной машины определяют по формуле
![]() руб
руб
где Сз.о.–
стоимость затрат на эксплуатацию
подъемно-транспортного и такелажного
оборудования при монтаже, руб.; См.п.–
стоимость устройства монтажной площади,
руб.; Стр–
стоимость транспортирования деталей
и узлов к монтажной площадке, руб.; Сэл.–
стоимость электроэнергии, затрачиваемой
в период проведения монтажных работ,
руб.; Св1–
стоимость вспомогательных работ при
монтаже машины, руб.; С1–
стоимость материалов, руб.; Нр
– накладные расходы к заработной плате
рабочих, руб.; Тм
– трудоемкость монтажных работ, чел.-ч;
Ст
– тарифная часовая ставка рабочего,
руб./чел.-ч.; – плановые накопления к
себестоимости монтажных работ, %.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
ШЕФ МОНТАЖ
Служба внешнего шеф – монтажа была создана на Тольяттинском Электротехническом Заводе в 1967 году сразу после начала выпуска силовых трансформаторов.
ШЕФ МОНТАЖ
Техническое руководство, осуществляемое на всех стадиях монтажных и ремонтных работ, контроль за правильностью выполнения отдельных сборочных или других технологических операций, согласно технических требований предприятия изготовителя, а также решение технических вопросов, возникающих в процессе ведения работ на оборудовании в объеме поставки предприятия изготовителя с оформлением отчетной документации.
Цель шеф-монтажа
Обеспечение соблюдения требований технической документации предприятия – изготовителя при ведении монтажа либо ремонта на объекте, путём технического руководства и контроля со стороны шеф – персонала, а также квалифицированного и оперативного решения вопросов, возникающих в процессе выполнения работ. Работники участка шеф – монтажа принимают участие в оценке технического состояния трансформаторного оборудования после его длительного хранения либо повреждения, участвуют в расследовании причин повреждений оборудования. Участок шеф – монтажа укомплектован высококвалифицированным персоналом, имеющим большой опыт работ по техническому руководству монтажом и ремонтом трансформаторов и реакторов любой группы сложности: классом напряжения от 35 кВ до 500 кВ и мощностью до 630 000 кВа включительно, в любой точке РФ, а также ближнем зарубежье.
МОНТАЖ СИЛОВЫХ ТРАНСФОРМАТОРОВ
В процессе монтажа силовых масляных трансформаторов инженерами участка
шеф –монтажа выполняется контроль за следующими типами работ:
- — Транспортирование к месту монтажа.
- — Установка и сборка.
- — Заливка и обработка трансформаторного масла.
- — Обработка изоляции.
- — Пуско — наладочные испытания и измерения.
- — Подготовка к пробному включению.
- — Комплексное опробование оборудования
РЕМОНТ СИЛОВЫХ ТРАНСФОРМАТОРОВ
В процессе ремонта силовых масляных трансформаторов инженерами участка шеф –монтажа выполняется контроль за следующими типами работ:
- — Транспортирование к месту установки.
- — Установка.
- — Замена переключающих устройств ПБВ и РПН.
- — Замена высоковольтных вводов.
- — Замена элементов систем охлаждения и мониторинга.
- — Замена резиновых уплотнений.
- — Замена встроенных трансформаторов тока.
- — Замена устройств защиты и контроля.
- — Модернизация расширительного бака (установка гибкой оболочки).
- — Ревизия активной части.
- — Заливка и обработка трансформаторного масла.
- — Обработка изоляции.
- — Пуско — наладочные испытания и измерения.
- — Подготовка к пробному включению.
- — Комплексное опробование оборудования.
Проведение шеф – надзора при монтаже либо ремонте трансформаторов гарантированно сохранит параметры оборудования в строгом соответствии требований предприятия –изготовителя, соблюдение технологии, своевременное и оперативное решение возникающих вопросов, квалифицированные консультации непосредственно специалистов завода изготовителя с выдачей рекомендаций. Многолетний опыт работы нашей организации по каждому этапу работ обеспечит выполнение поставленных задач к установленному сроку.