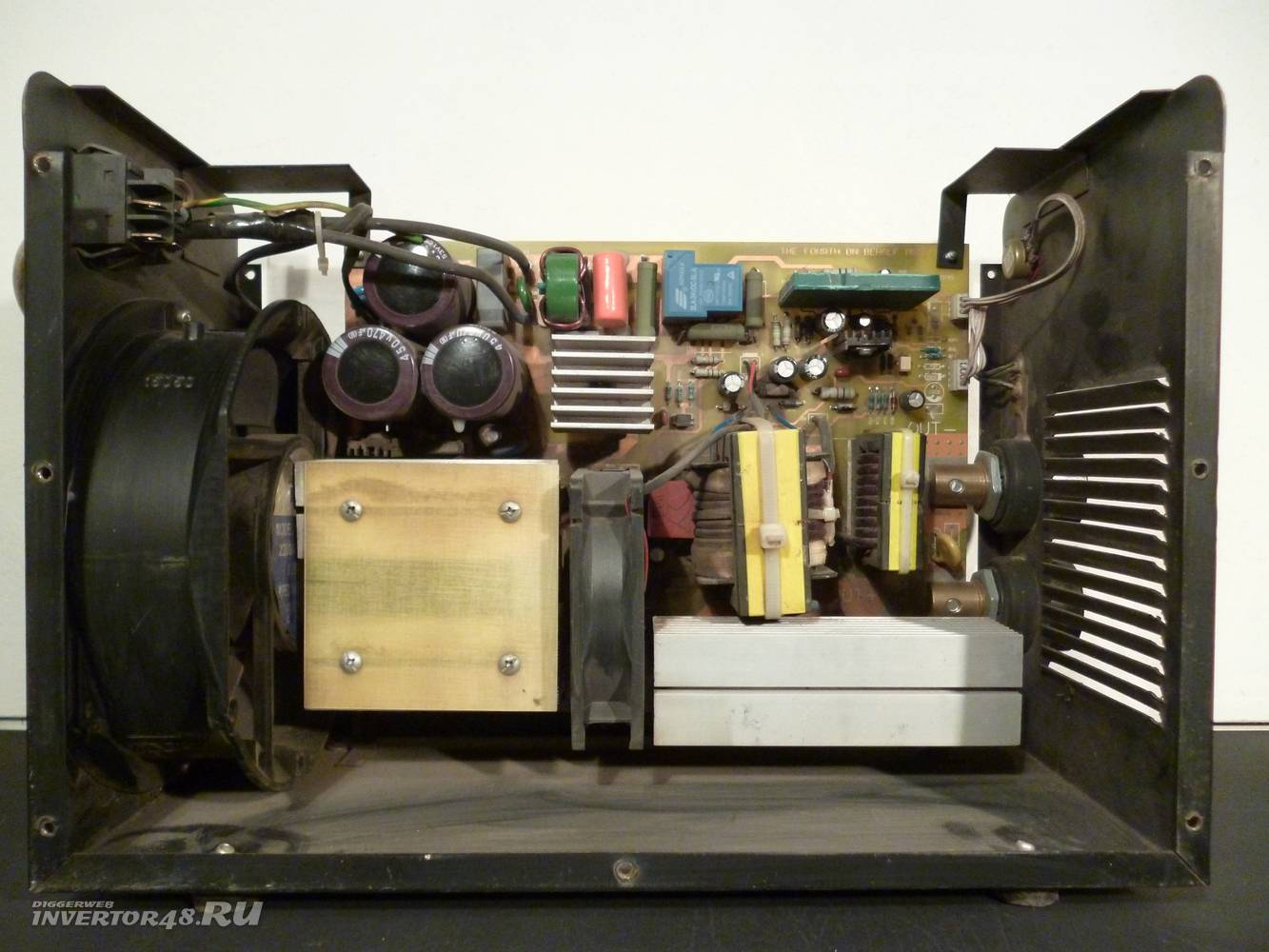
Сварочный инвертор PROFHELPER PRESTIGE 211 S мощный эффективный аппарат для проведения сварочных работ на загородном участке, в автосервисе или собственном гараже. PROFHELPER PRESTIGE 211 S разработан на основе полупроводниковой IGBT технологии на транзисторах FMH23N50E (23N50E). В выпрямителе сварочного тока используются диоды D92-02. Плата управления TC208867 DC-INVERTER-AO на шим контроллере KA3525A и операционном усилителе CA3140EZ позволяет плавно регулировать сварочный ток и обеспечивает функции: «горячий старт», «антизалипание». Блок питания сварочного инвертора PROFHELPER PRESTIGE 211 S выполнен на импульсном трансформаторе EE25 200:6, субмодуле питания TC208870 DC-EN60974-AI и MOSFET транзисторе 2SK3878. Инвертор Prestige 211S имеет защиту от перепадов напряжения и термозащиту от перегрева.
Напряжение питания — 220В
Напряжение холостого хода – 65В
Диапазон сварочного тока — 30-200А
Продолжительность нагрузки при токе 200А — 35%
Продолжительность нагрузки при токе 100А — 100%
Диаметры используемых электродов — 1,6-5,0мм
Скачать
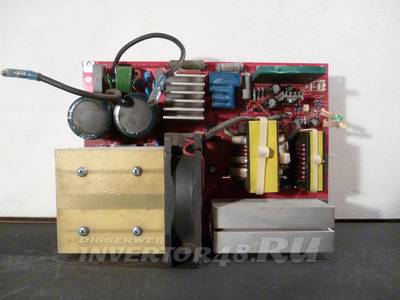
25 фото PROFHELPER PRESTIGE 211 S 4320*3240
схема сварочного инвертора PROFHELPER PRESTIGE 211 S
инструкция по ремонту PROFHELPER PRESTIGE 211 S
Скачать с Turbobit
Я понимаю, что две ручки, но так как варил до этого только на старом трансформаторе электродом, перед познанием нового и хотел почитать мануал и понять с какой к нему стороны подойти))
посмотрите видео, как должна гореть дуга. Переключателем регулируете как бы ток сварки. В П\А регулировка не тока происходит, а напряжения. Но дабы не вносить сумбур, пишу ток.
Вторая ручка, выбираете скорость проволоки. В интернете полно видео. Дуга должна шелестеть. Если проволока утыкается, то надо уменьшать проволоки, если большими каплями или прерывистая сварка, то добавить проволоки. Ну и если железка прожигается, то уменьшаете ТОК, если не прогревается, добавляете. В общем то и все. У вас все значения в попугаях, поэтому от рекомендованных значений особо ни чего не зависит, все по факту. Удачи в освоении нового вида сварки.!
P.S. если изменили ток, то тогда и подбираете скорость проволоки. Если ток не нужно подбирать, все устраивает, то медленно ищите такой режим, чтобы дуга шелестела и проволока ложилась как можно ровнее. Т.е. вначале грубо, потом плавнее. В будущем, на морде лица аппарата, можно пронумеровать ваши основные режимы, ток 1 скорость проволоки 1 и для второго режима двоечки поставить и т.д., сколько надо. При переходе от одной толщины к другой, сразу быстро устанавливаете, то что вам надо. В автосервисах, вообще на одном режиме все делают.
Изменено пользователем copich
На чтение 13 мин Просмотров 49 Опубликовано Обновлено
Содержание
- Сварочный инвертор helper 140 схема
- Описание
- Технические характеристики
- Инструкция по эксплуатации
- Информация о производителе
- Принцип работы сварочного инвертора
- Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
- Сетевой выпрямитель.
- Помеховый фильтр.
- Инвертор.
- Выходной выпрямитель.
- Ищу схему Davinci 185P WS-200
Сварочный инвертор helper 140 схема

После его замены все прекрасно заработало.
Теперь можно снять основные параметры работы инвертора PROFHELPER PRESTIGE 210 A.
Внимание!
Эти измерения и осциллограммы могут пригодится при ремонте сварочного инвертора PROFHELPER PRESTIGE 210 A.
Ремонт сварочных инверторов PROFHELPER и других производителей.

Описание
Технические характеристики
- Вес, кг 4
- Max ток, А 140
- Min диаметр электрода, мм 1,6
- Продолжительность нагружения, % 60
- Max диаметр электрода, мм 4 –>
Инструкция по эксплуатации
Производитель на свое усмотрение и без уведомлений может менять комплектацию, внешний вид, страну производства и технические характеристики модели. Убедительная просьба проверяйте характеристики модели на сайте производителя.
Информация о производителе
Осенью 2007 года российскому инструментальному сообществу на международной выставке INTERTOOLS был представлен новый бренд сварочного оборудования ProfHelper. Была начата реализация проекта по объединению товаров из различных сегментов сварочного рынка под единой торговой маркой. Опираясь на многолетний опыт продаж мировых брендов, за основу базового ассортимента были взяты наиболее успешные модели. Скрупулезно, в течении нескольких месяцев, были отобраны производства, на которых предполагалось производить товары под торговой маркой ProfHelper. Важнейшим критерием этого отбора стало наличие у производства сертификата ISO 9001, регламентирующего управление качеством (менеджмент качества) на предприятиях.
На данный момент под торговой маркой ProfHelper выпускаются две модельные линейки сварочных инверторов: Prestige и DaVinci, линейка сварочных полуавтоматов EuroMig, аксессуары для сварки, сварочная проволока для MIG-MAG сварки, порошковая проволока (FCAW), сварочные электроды, линейка зарядных и пускозарядных устройств Invik и EuroStart для зарядки автомобильных аккумуляторов и запуска автомобилей в холодное время года. Всего насчитывается более 100 позиций!
Торговая марка ProfHelper ставит перед собой задачу охватить один из широких сегментов рынка – бытовую и полупрофессиональную сварку. Новейшие технологии, демократические цены и высокое качество сделало бренд ProfHelper невероятно популярным. А наличие в предлагаемом спектре зарядно-пусковых устройств говорит о планах развитии бренда и в других областях инструментального сегмента помимо сварки.
Принцип работы сварочного инвертора

В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения  .
.
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.

Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).

Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С 0 . Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I ) – 35А, обратное напряжение (VR) – 800V.

После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.

Инвертор.
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.

Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.

Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr of your page –>
Источник
Ищу схему Davinci 185P WS-200





Без диодов не включать!
Удачи
Юрий_Ф , А съхема есть. без 15 амперных диодов
На фото 1 в 1 AIKEN WELD RANGER MWD180-5.4(скорее всего клон оного).Плата управления MMA-180 17pin. ( UC3845,LM224). У меня интернет «тормознутый», а то бы сюда положил схему(22метра).В чём проблема то?
Сгорели ключи и диоды. Нет запуска 3845. Какое напряжение питания у меня 15.2В
А ты можешь скинуть схему на ugro-les@mail.ru
Напряжение питания и должно быть 15в после 7815.Начни с проверки платы управления MMA-180.Подай питание 24в от отдельного источника на анод VD7,у тебя заработают вентиляторы и зажгутся светодиоды.На 3,10,11,16 пинах должно быть 15в(1пин минус),на 2пине смотри выход ШИМ,затем на затворе и истоке IRFD110.В противном случае,выпаивай плату управления и проводи тотальную проверку ,а лучше замену микросхем и транзисторов,стабилитронов (особо обрати внимание на конденсаторы в обвязке 3845 на 4ноге).
Sla70 написал :
У меня интернет «тормознутый», а то бы сюда положил схему(22метра
Может как нибудь поджать и выложить или на мыло??
rgs38it@mail.kamchatka.ru
Плата управления MMA-180 17pin. ( UC3845,LM224)
Спасибо.
Удачи!
Огромное спасибо.
Может и вся схемка есть?
Удачи.
Завтра постараюсь выдрать всю схему.Так как весь ТАЛМУД весит много с фото осцилограм и описанием.
Вот выдрал.
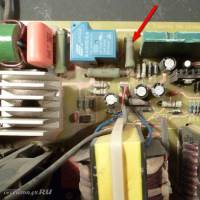
Необходимо обратить внимание, что на вывод 1 модуля подается +310В, а с вывода 2 снимается выход, расстояние 0 целых, фиг десятых, бывает дорожки +310В просто выгорают.
Удачи.






Юр такая проблема. Подаю питание 21 В на диод Д7 , 15в подаю на R6 плата управления запускается появляется импульс. ШИМ. Включаю аппарат появляется пульсирующее питание на 20В и 15В
Всем спасибо за схемы и советы. Победил этого демона. 3 дня меня мучал с утра до вечера даже к жене не домогался, она уж хотела ВУКУ ВУКУ покупать не успела. Причина была простая вылетели ключи не все осталось три , и два диода 15А, а так же в одном ключе стабилитрон 18В.
Рано порадовался. Демона не долечил. Может кто сталкивался с такой неисправностью под нагрузкой вылетает диод 15А и два транзистора и сопротивление 47 ом. На холостых работает нормально. Из-за чего может быть такая проблема.
Чем дело закончилось?
Удачи
Привет Юр. Пока ни чем жду когда привезут диоды 15 амперные.
Диоды привезли! Поставил. На минимальном токе варил но идет просадка по дежурному напряжению. Слышно что вентиляторы слабо вращаются. Увеличил ток и все опеть вылетили транзисторы и сопротивление может еще, что пока не разбирал. не пойму где демон засел. Мужики подскажите где может быть проблема.
Все диоды и стабилитроны прозвонил рабочии.Сопротивлении тоже, транзистор тоже рабочий Или заменить их на новые. Как определить импульсы все одинаковые.
Igor2A , а чё заглохла тема-то, победили аппарат? Если победили, расскажите, что в итоге было, ведь тему будут просматривать много людей с проблемами таких же аппаратов.
Уважаемые участники !В ремонте аппарат AIKEN WELD RANGER MWD180-5.4 как на фото выше.Тихо умерли силовые транзисторы.Стояли разные K30N60HS. E30N60A4.30N60. Причем с завода разноброд! После замены зарядного резистора, 15 амперных диодов,установил IRF840.Аппарат запустился,работает на ХХ транзисторы холодные.Но смущает форма импульсов на затворах какой то странный выброс по фронту.Прошу совета.

radist431 написал :
Уважаемые участники !В ремонте аппарат AIKEN WELD RANGER MWD180-5.4 как на фото выше.Тихо умерли силовые транзисторы.Стояли разные K30N60HS. E30N60A4.30N60. Причем с завода разноброд! После замены зарядного резистора, 15 амперных диодов,установил IRF840.Аппарат запустился,работает на ХХ транзисторы холодные.Но смущает форма импульсов на затворах какой то странный выброс по фронту.Прошу совета.
Нормальный импульс , точно такой же импульс был, не помню на какой модели сварочника работает уже месяца 2.
Источник
· Скачать удаленно (111.06 MB)
]








Скачать
схема сварочного инвертора PROFHELPER PRESTIGE 160 A
инструкция по ремонту PROFHELPER PRESTIGE 160 A
23 фото 4320*3240

Если вы или ваши знакомые знаете сварочный инвертор PROFHELPER PRESTIGE 160 A, отзывы о работе с ним могут помочь при выборе.
Ещё по теме:
- Сварочный инвертор PROFHELPER PRESTIGE 210 A
- Сварочный инвертор PROFHELPER PRESTIGE 180 A
- Сварочный инвертор PROFHELPER PRESTIGE 211 S
- Сварочный инвертор РЕСАНТА САИ 220 GP34 V2.0
- Сварочный инвертор FUBAG IN 160 PCB 64171 IND11
- 1
- 2
- 3
- 4
- 5
Категория: Схема сварочного инвертора | Добавил: diggerweb
| Теги: сварочный, инструкция, Скачать, инвертор, фото, схема, PRESTIGE 160 A, ProfHelper
| Комментарии: 1
| Рейтинг: 3.0/2