В предыдущих статьях мы мастерили основание для заточного станка. Так же был приведён обзор стойки для заточки свёрл. Здесь мы перейдём к практике. Можно было бы не писать отдельно статью как пользоваться устройством, если бы не катавасия с инструкциями по пользованию. А именно — оригинальная инструкция на иностранном языке. В сети есть и переведенная, только тот, кто её переводил, являлся жутким дилетантом в этой области, и выполнял работу ради реализации приспособления, не нарушая законодательства. Переводчик вообще не задумывался о том, как по этой инструкции можно будет работать. Ну да ладно, приступаем к делу.
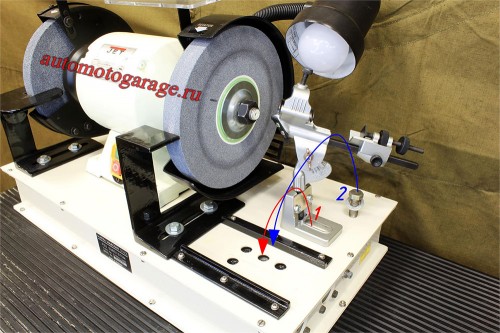
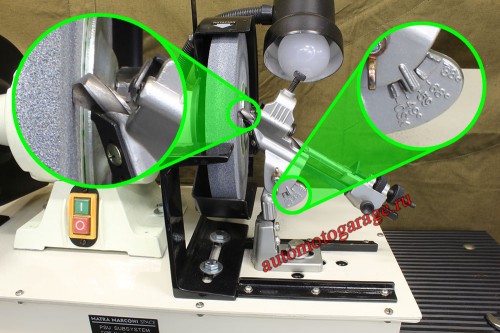
Вкратце о введении к приспособлению из инструкции. Приспособление должно использоваться в сочетании с заточным станком. Из-за разных модификаций точил, возможно, понадобятся подкладки либо для станка, либо для приспособления. Устройство должно располагаться так, чтобы передний край желобка был направлен на торцевую (боковую) часть абразивного круга, а не на рабочую. Приспособление должно быть надёжно закреплено при помощи винта и отверстия в основании. Во время работы гайка фиксатора угла заточки и винт прижимной планки сверла должны быть затянуты. И в обязательном порядке использовать защиту для глаз. И в дополнение от себя, ни в коем случае не выполнять работу в перчатках. Итак, устанавливаем приспособление на основание станка и крепим болтом. В основании сделано четыре крепёжных отверстия для приспособления. Это необходимо для разных длин и условий при заточке свёрл.
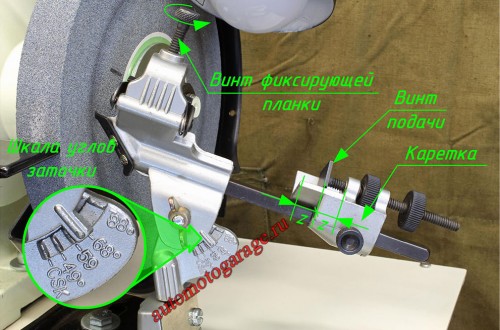
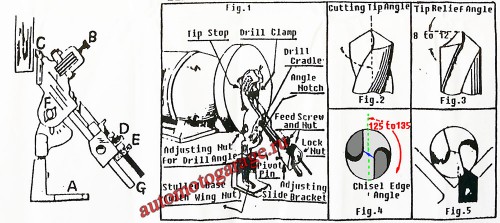
На шарнире приспособления имеется шкала с делениями в градусах. Каждая позиция фиксируется под определённое значение затачиваемого угла. Сейчас мне сложно сказать, почему такие цифры нанесены на приспособлении, так как я их пока ни к чему привязать не могу, кроме как к углу при вершине ф (мне как-то привычнее 2ф). Ну, да ладно. Будем разбираться. А пока, перечень затачиваемых углов с комментариями в инструкциях:
88 – для сверления твердых или тонких материалов;
68 – для заточки свёрл не большого диаметра. Какого диаметра — ни в одной инструкции не сказано, будем экспериментировать;
59 – как написано в инструкциях: в первой — для общих целей сверления, во второй — многоцелевое использование. Предположительно, что это универсальная заточка сверла, которая позволяет сверлить сталь, чугун, твёрдую бронзу при угле 2ф 116-118 градусов;
49 – угол заточки для сверления мягких материалов, таких как: дерево, пластик, медь, свинец, алюминиевые сплавы;
CSK – заточка сверла для зенкования.
Впоследствии, каждое из значений придётся испытать на сверле, с замером реального угла при вершине.
Теперь о порядке (последовательности) работы. Тут соберу всю объективную информацию с обеих инструкций и добавлю несколько заметок от себя.
1. Необходимо определиться какой после заточки требуется угол сверла. Есть пять фиксированных вариантов со следующими позициями: 88, 68, 59, 49 и CSK. Выбираем нужный.
2. Винт подачи сверла ставим в среднее положение. Это необходимо для более удобной корректировки во время работы.
3. Далее необходимо ослабить прижимную планку.
4. Устанавливаем сверло.
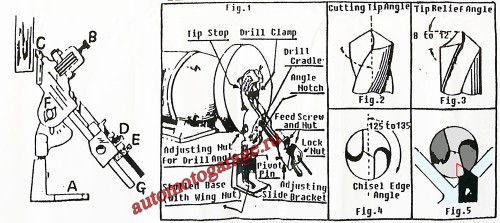
5. Теперь главное! Выступ. В переведённой инструкции написано, чтобы кончик сверла выходил за пределы переднего края желобка. Далее, необходимо обеспечить выступ в соответствии с таблицей, как показано на рисунке 2. Рисунка 2 в этой инструкции нет. Вот тут начинаются недопонимания. Смотрим таблицу и становиться вообще непонятно — что требуется сделать? Ниже приведу скрин этой таблицы.
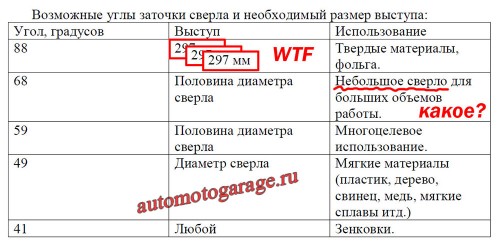
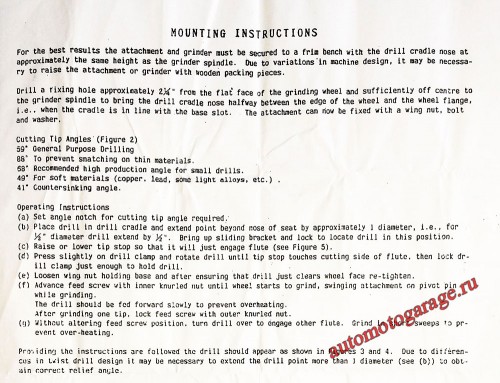
Они вообще себе представляют, сколько это 297 мм??? Подтверждено — переводили дилетанты. Параллельно, по ходу разбирательства, складывается мнение, что это очередное китайское барахло, которое ежедневно волокут к нам сотнями тысяч тонн, засирая нашу землю … Попробуем разобраться при помощи вражеской инструкции. Ниже скрин описания на английском языке.
Теперь необходимо установить сверло так, чтобы расстояние от кончика УПОРА (а не края желобка) до кончика сверла (то есть, перемычки см. предыдущую статью, если термин не понятен) составляло около одного диаметра затачиваемого сверла. Этот размер устанавливается на глаз при помощи каретки. Далее будем точно регулировать выступ сверла при помощи гайки подачи.
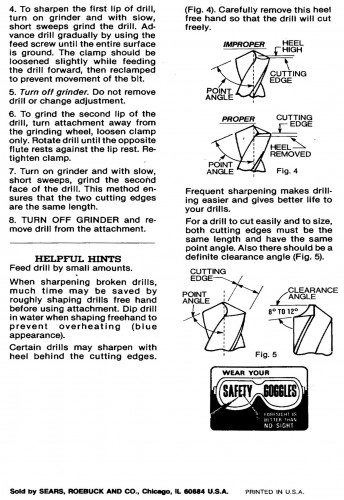
Примечание. Выступ сверла в совокупности с упором задают правильное положение сверла при заточке заднего угла и режущих кромок одновременно. При некорректно выставленном положении сверла в лотке, будет неправильно заточен задний угол. И как следствие сверлить такое сверло не будет. Для простоты понимания в инструкции на рисунке 5 схематично показано правильное положение сверла.
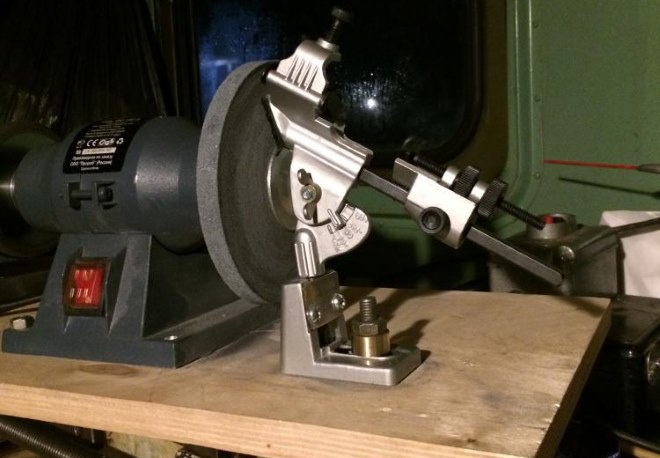
В реальности в заточном приспособлении это выглядит так:
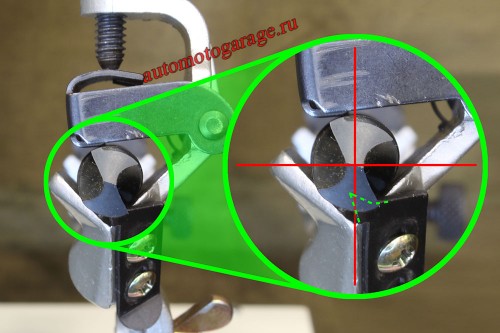
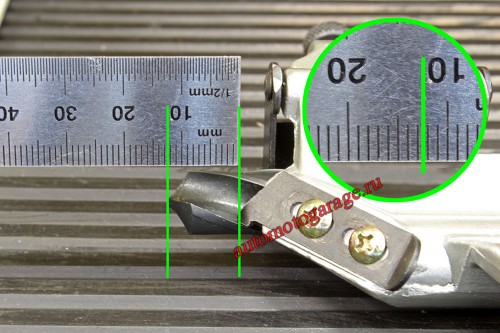
Положение сверла можно выставлять на глаз, или при помощи измерительного инструмента. Практика показала, что в случае хорошего глазомера нет необходимости использовать линейку. Это сокращает общее время на заточку. Положение сверла можно выставлять по рисунку. Поворот сверла как на изображении выше, получено при следующих параметрах: сверло диаметром 12,5 мм, выступ сверла 12,5 мм от кончика упора до кончика перемычки сверла.

Таким образом, подтверждается, что для больших сверл вылет должен составлять один диаметр сверла. Но это зависит и от выставленного угла заточки. Так как при другом угле вылет долженбыть половина диаметра. В позиции CSK у меня пока что-либо заточить не получилось.
Главное теперь понятно что и откуда отмерять. Для малых свёрл, диаметром от 3 мм надо тоже провести эксперимент, но об этом в следующей части.
6. Далее пододвигаем приспособление с выставленным сверлом к абразивному кругу. Сверло должно чуть-чуть касаться заточного камня. После чего конструкцию притягиваем при помощи болта к основанию станка.
7. При помощи шарнира отводим сверло в сторону и включаем станок. Далее, медленно подводим сверло к вращающемуся абразивному кругу и, не спеша, пробуем затачивать. Если вылет сверла нормальный (не чрезмерный), то приступаем к основной заточке путем поворота шарнира с полностью проходящей задней поверхностью сверла по заточному кругу.

8. После заточки первого заднего угла переходим ко второму. Процесс аналогичен предыдущему. По итогам заточки второго заднего угла выполнен первый цикл заточки. Для качественной заточки сверла необходимо выполнить не менее двух трёх таких циклов. Ниже результат работы:
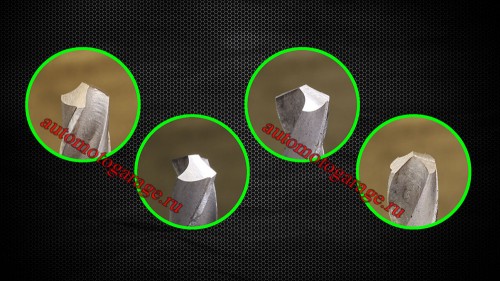
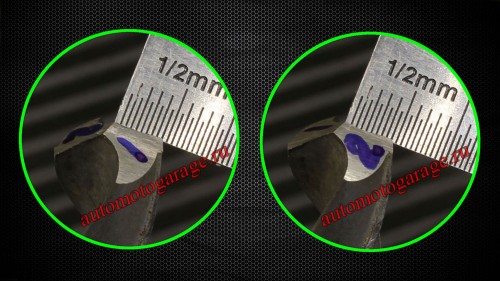
Угол поперечной кромки в пределах допуска. Угол при вершине 2ф по итогам заточки составил 118 градусов при установленном положении на шкале 59 градусов:

Допуск угла поперечной кромки по оригинальной инструкции от производителя:
Длины режущих кромок одинаковые:
В следующей части рассмотрим заточку сверл малых диаметров.
-

Александр (Гость)1 февраля 2017 / 17:37
-
Долго искал инструкцию…
Как-то точил…
Вам огромное спасибо за ваши труды!
С уважением Александр! -
Алексей (Гость)13 ноября 2017 / 07:11
-
Спасибо, за Ваш труд, получил исчерпывающие уточнения, теперь точность заточки повысилась))
-
Александр (Гость)10 мая 2019 / 10:25
-
Огромное спасибо за статью. Без инструкции не всегда получалось нормально заточить, сейчас все нормально. Ещё раз спасибо.
-
Andrey SAV (Гость)3 марта 2020 / 13:39
-
Спасибо большое за подробную инструкцию!
сегодня приобрел и сразу в гараж для испытаний. очень огорчился что за почти 3т.р.не удосужелись инструкцию на русском положить.
ваша статья очень полезна -
vinserg3 марта 2020 / 19:25
-
Да, это точно
! действительно можно было бы это предусмотреть, хотя иной раз страшно их переводы . Мы честно сказать не с первой попытки правильно заточили сверло, но когда разобрались всё пошло как по «маслу». Устройство действительно крутое и не смотря на его дороговизну, уже себя оно оправдало.
-
Andrey SAV (Гость)3 марта 2020 / 19:26
-
первые тесты показали положительные результаты (благодаря прочтению статьи)
переделал упор, как советовал автор, пластиковые маховички весьма слабы.
взял болт М6 * 75мм и кузовную шайбу (по наруже 22мм ). головку болта проточил по внутреннему диаметру шайбы и на сварку. и ободрал на наждаке в квадрат.
изготовил из аллюминиевого прутка два маховичка с накаткой по наруже 22мм внутри М6. завтра снова на испытания. -
vinserg3 марта 2020 / 19:30
-
Денис (Гость)20 июля 2023 / 20:48
-
Купил Приспособление для заточки сверл по отзывам в Интернете. прочитал инструкцию. Крутил крутил, ничего так и не понял по этой инструкции…тупая. Ознакомился со статьёй автора… Респект и уважуха за данный труд.. Теперь хоть понятно стало как данное приспособление должно устанавливаться и принципы его работы. Завтра со свежими силами сяду собирать данный станок и пробовать точить. Автору зачет!!!
-
vinserg21 июля 2023 / 16:13
-
Да, про инструкцию это точно! Сам столкнулся с подобным. Просто так взять и пользоваться приспособлением не получится. Если будут вопросы пишите.

 ! действительно можно было бы это предусмотреть, хотя иной раз страшно их переводы
! действительно можно было бы это предусмотреть, хотя иной раз страшно их переводы Доставляем ушедшие из РФ бренды напрямую из США и Европы. Есть вопросы? Напишите нам в WhatsApp!
×
Сейчас вы находитесь в городе Москва
Выберите город, в который Вы хотите осуществить доставку
Доставка в
город Москва
: 25 октября
Основные характеристики
Товар из США
Доставим в Ваш город
Артикул:283665907245
Продавец:
previewauction
(936)
Местонахождение:Attica, New York, US
Доставка до склада США
Бесплатно

Товары из магазинов
США и Европы
без наценок!
Отправили
67 000 посылок
с 2008 года!
Знаменитый
каталог eBay
на русском языке!
Доставка курьером
до двери
Почтой или в удобный пункт выдачи!
Похожие товары
Наши видеообзоры
Craftsman 9-6677 Drill Grinding Attachment Manual
Craftsman 9-6677 Drill Grinding Attachment Manual – можно купить на shopozz.ru с доставкой
из Attica, New York, US. Все товары из
категории «Антикварные и коллекционные книги» быстро и вовремя доставляются в Россию и страны СНГ.
Полную информацию о доставке можно посмотреть в разделе «Доставка».
На товары категории «Антикварные и коллекционные книги» действует доступная цена,
поэтому Craftsman 9-6677 Drill Grinding Attachment Manual можно
приобрести всего за
3571 руб.
Не можете сделать выбор? Посмотрите другие товары продавца
previewauction
(936)
–
«Смотреть все товары».
Возникли вопросы о товаре, условиях оплаты либо доставки?
Закажи обратный
звонок!
Другие бренды категории
Покупки в США и Европе — это просто
Вы делаете заказ — мы выкупаем товары и доставляем вам
Склад

$46
Косметика M.A.C.maccosmetics.com

$46
Часы Timexamazon.com

$15
Джинсы levi’sebay.com
К вам домойОтправляем в Россию и
во все страны СНГ
Начать выгодные покупки в зарубежных интернет-магазинах
В предыдущих статьях мы мастерили основание для заточного станка. Так же был приведён обзор стойки для заточки свёрл. Здесь мы перейдём к практике. Можно было бы не писать отдельно статью как пользоваться устройством, если бы не катавасия с инструкциями по пользованию. А именно — оригинальная инструкция на иностранном языке. В сети есть и переведенная, только тот, кто её переводил, являлся жутким дилетантом в этой области, и выполнял работу ради реализации приспособления, не нарушая законодательства. Переводчик вообще не задумывался о том, как по этой инструкции можно будет работать. Ну да ладно, приступаем к делу.
Вкратце о введении к приспособлению из инструкции. Приспособление должно использоваться в сочетании с заточным станком. Из-за разных модификаций точил, возможно, понадобятся подкладки либо для станка, либо для приспособления. Устройство должно располагаться так, чтобы передний край желобка был направлен на торцевую (боковую) часть абразивного круга, а не на рабочую. Приспособление должно быть надёжно закреплено при помощи винта и отверстия в основании. Во время работы гайка фиксатора угла заточки и винт прижимной планки сверла должны быть затянуты. И в обязательном порядке использовать защиту для глаз. И в дополнение от себя, ни в коем случае не выполнять работу в перчатках. Итак, устанавливаем приспособление на основание станка и крепим болтом. В основании сделано четыре крепёжных отверстия для приспособления. Это необходимо для разных длин и условий при заточке свёрл.
На шарнире приспособления имеется шкала с делениями в градусах. Каждая позиция фиксируется под определённое значение затачиваемого угла. Сейчас мне сложно сказать, почему такие цифры нанесены на приспособлении, так как я их пока ни к чему привязать не могу, кроме как к углу при вершине ф (мне как-то привычнее 2ф). Ну, да ладно. Будем разбираться. А пока, перечень затачиваемых углов с комментариями в инструкциях:
88 – для сверления твердых или тонких материалов;
68 – для заточки свёрл не большого диаметра. Какого диаметра — ни в одной инструкции не сказано, будем экспериментировать;
59 – как написано в инструкциях: в первой — для общих целей сверления, во второй — многоцелевое использование. Предположительно, что это универсальная заточка сверла, которая позволяет сверлить сталь, чугун, твёрдую бронзу при угле 2ф 116-118 градусов;
49 – угол заточки для сверления мягких материалов, таких как: дерево, пластик, медь, свинец, алюминиевые сплавы;
CSK – заточка сверла для зенкования.
Впоследствии, каждое из значений придётся испытать на сверле, с замером реального угла при вершине.
Теперь о порядке (последовательности) работы. Тут соберу всю объективную информацию с обеих инструкций и добавлю несколько заметок от себя.
1. Необходимо определиться какой после заточки требуется угол сверла. Есть пять фиксированных вариантов со следующими позициями: 88, 68, 59, 49 и CSK. Выбираем нужный.
2. Винт подачи сверла ставим в среднее положение. Это необходимо для более удобной корректировки во время работы.
3. Далее необходимо ослабить прижимную планку.
4. Устанавливаем сверло.
5. Теперь главное! Выступ. В переведённой инструкции написано, чтобы кончик сверла выходил за пределы переднего края желобка. Далее, необходимо обеспечить выступ в соответствии с таблицей, как показано на рисунке 2. Рисунка 2 в этой инструкции нет. Вот тут начинаются недопонимания. Смотрим таблицу и становиться вообще непонятно — что требуется сделать? Ниже приведу скрин этой таблицы.
Они вообще себе представляют, сколько это 297 мм??? Подтверждено — переводили дилетанты. Параллельно, по ходу разбирательства, складывается мнение, что это очередное китайское барахло, которое ежедневно волокут к нам сотнями тысяч тонн, засирая нашу землю … Попробуем разобраться при помощи вражеской инструкции. Ниже скрин описания на английском языке.
Теперь необходимо установить сверло так, чтобы расстояние от кончика УПОРА (а не края желобка) до кончика сверла (то есть, перемычки см. предыдущую статью, если термин не понятен) составляло около одного диаметра затачиваемого сверла. Этот размер устанавливается на глаз при помощи каретки. Далее будем точно регулировать выступ сверла при помощи гайки подачи.
Примечание. Выступ сверла в совокупности с упором задают правильное положение сверла при заточке заднего угла и режущих кромок одновременно. При некорректно выставленном положении сверла в лотке, будет неправильно заточен задний угол. И как следствие сверлить такое сверло не будет. Для простоты понимания в инструкции на рисунке 5 схематично показано правильное положение сверла.
В реальности в заточном приспособлении это выглядит так:
Положение сверла можно выставлять на глаз, или при помощи измерительного инструмента. Практика показала, что в случае хорошего глазомера нет необходимости использовать линейку. Это сокращает общее время на заточку. Положение сверла можно выставлять по рисунку. Поворот сверла как на изображении выше, получено при следующих параметрах: сверло диаметром 12,5 мм, выступ сверла 12,5 мм от кончика упора до кончика перемычки сверла.
Таким образом, подтверждается, что для больших сверл вылет должен составлять один диаметр сверла. Но это зависит и от выставленного угла заточки. Так как при другом угле вылет долженбыть половина диаметра. В позиции CSK у меня пока что-либо заточить не получилось.
Главное теперь понятно что и откуда отмерять. Для малых свёрл, диаметром от 3 мм надо тоже провести эксперимент, но об этом в следующей части.
6. Далее пододвигаем приспособление с выставленным сверлом к абразивному кругу. Сверло должно чуть-чуть касаться заточного камня. После чего конструкцию притягиваем при помощи болта к основанию станка.
7. При помощи шарнира отводим сверло в сторону и включаем станок. Далее, медленно подводим сверло к вращающемуся абразивному кругу и, не спеша, пробуем затачивать. Если вылет сверла нормальный (не чрезмерный), то приступаем к основной заточке путем поворота шарнира с полностью проходящей задней поверхностью сверла по заточному кругу.
8. После заточки первого заднего угла переходим ко второму. Процесс аналогичен предыдущему. По итогам заточки второго заднего угла выполнен первый цикл заточки. Для качественной заточки сверла необходимо выполнить не менее двух трёх таких циклов. Ниже результат работы:
Угол поперечной кромки в пределах допуска. Угол при вершине 2ф по итогам заточки составил 118 градусов при установленном положении на шкале 59 градусов:
Допуск угла поперечной кромки по оригинальной инструкции от производителя:
Длины режущих кромок одинаковые:
В следующей части рассмотрим заточку сверл малых диаметров.
-
Александр (Гость)1 февраля 2017 / 17:37
-
Долго искал инструкцию…
Как-то точил…
Вам огромное спасибо за ваши труды!
С уважением Александр! -
Алексей (Гость)13 ноября 2017 / 07:11
-
Спасибо, за Ваш труд, получил исчерпывающие уточнения, теперь точность заточки повысилась))
-
Александр (Гость)7 октября 2018 / 17:38
-
Где можно найти 2-ую часть статьи (о порядке заточки свёрл малого диаметра)?
-
Александр (Гость)10 мая 2019 / 10:25
-
Огромное спасибо за статью. Без инструкции не всегда получалось нормально заточить, сейчас все нормально. Ещё раз спасибо.
-
Andrey SAV (Гость)3 марта 2020 / 13:39
-
Спасибо большое за подробную инструкцию!
сегодня приобрел и сразу в гараж для испытаний. очень огорчился что за почти 3т.р.не удосужелись инструкцию на русском положить.
ваша статья очень полезна -
vinserg3 марта 2020 / 19:25
-
Да, это точно
! действительно можно было бы это предусмотреть, хотя иной раз страшно их переводы
. Мы честно сказать не с первой попытки правильно заточили сверло, но когда разобрались всё пошло как по «маслу». Устройство действительно крутое и не смотря на его дороговизну, уже себя оно оправдало.
-
Andrey SAV (Гость)3 марта 2020 / 19:26
-
первые тесты показали положительные результаты (благодаря прочтению статьи)
переделал упор, как советовал автор, пластиковые маховички весьма слабы.
взял болт М6 * 75мм и кузовную шайбу (по наруже 22мм ). головку болта проточил по внутреннему диаметру шайбы и на сварку. и ободрал на наждаке в квадрат.
изготовил из аллюминиевого прутка два маховичка с накаткой по наруже 22мм внутри М6. завтра снова на испытания. -
vinserg3 марта 2020 / 19:30
Продолжая изучать информацию из зарубежных источников по стойке для заточки свёрл, я нашёл ещё один вариант исполнения упаковки и несколько разных версий инструкций. Здесь напишу о некоторых интересных моментах, на которые я обратил внимание.
На коробке и на титульном листе инструкции точь-в-точь совпадают изображения. Хотя зарегистрированные торговые марки, под которыми выпускались приспособления, разные. Возможно, это коллаборация (т.е. сотрудничество нескольких компаний).
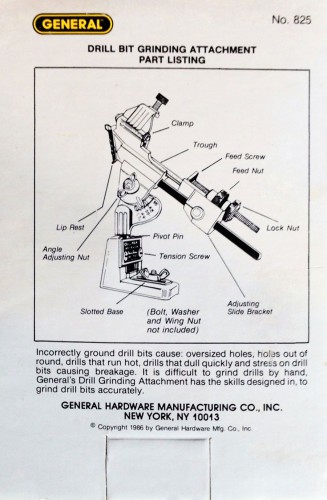
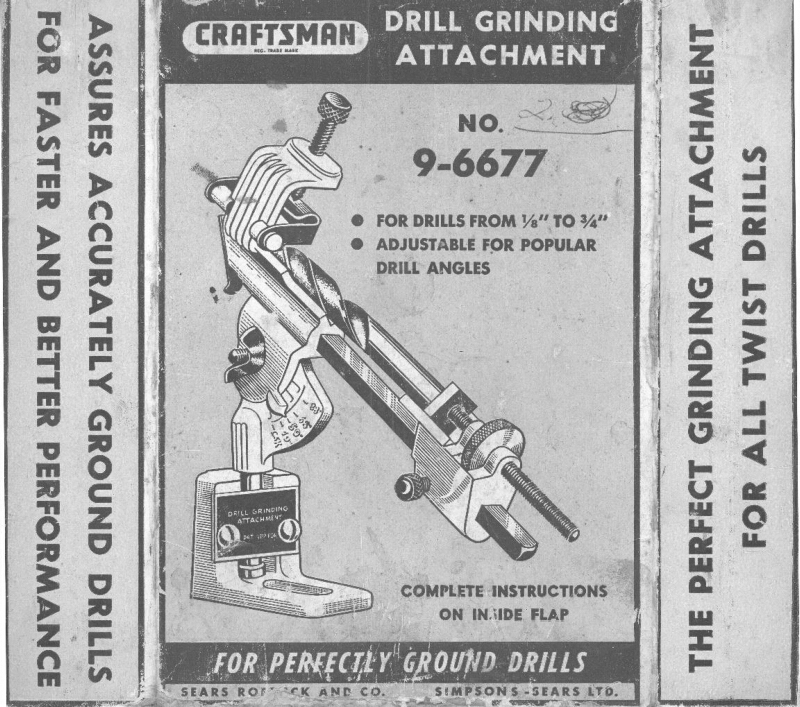
Лицевая сторона коробки. Торговая марка GENERAL. Здесь хочется обратить внимание на фотографию инструмента со свёрлами, так как она будет на инструкции. Вообще, к изображению на этой фотографии есть вопросы. Но об этом чуть ниже. На обратной стороне коробки приведен рисунок приспособления с указанием элементов. Кстати есть некоторые даты, копирайт от 1986 года.
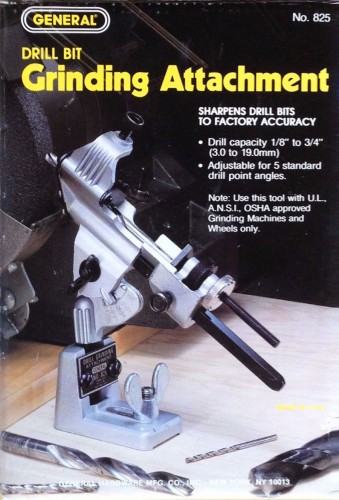
Далее инструкция. На первой и второй странице фигурирует уже совместная торговая марка SearsCraftsman. Вообще это две разных компании. Изображение на титульном листе абсолютно совпадает с изображением на коробке от компании GENERAL. Второе на что обратил внимание это положение приспособления по отношению к абразивному кругу.
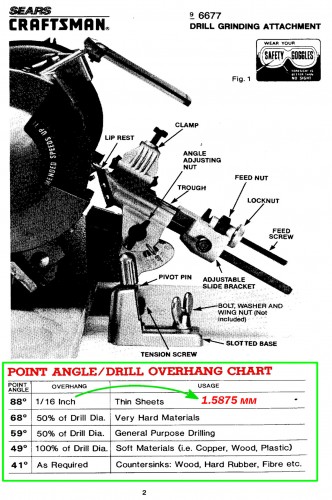
На второй странице приведено изображение приспособления с указанием элементов. А ниже имеется таблица с рекомендуемыми параметрами для заточки свёрл. Первая вменяемая таблица, из которой всё достаточно понятно. По крайней мере теоретически. Изучая зарубежную информацию по заточке сверл, заметил некоторую особенность. Американцы указывают не угол при вершине двух режущих кромок, а угол относительно одной режущей кромки и оси симметрии. При умножении последнего на два, получаем нам привычные значения.
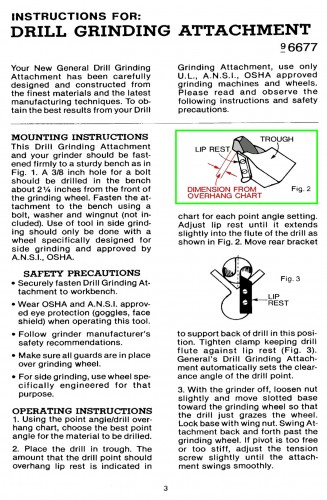
Далее описан сам процесс работы с приспособлением. И опять-таки это первая инструкция, в которой явно указаны параметры того самого вылета сверла. Есть нормальный чертёж с обозначением.
На четвёртой странице предоставлена полезная информация по основным параметрам сверла. Не столь развернуто как я писал ранее в статье про сверло, но всё-таки.
Так же по ходу поиска информации было найдено само изображение этого приспособления. На шильдике виднеется производитель SearsCraftsman.

На этом пока всё. Продолжение по материалам приспособлениям для заточки свёрл в следующей части.
Статьи по данной теме:
Заточной станок JBG-200 и его доработка.
Приспособление для заточки сверл от RISS industrie.
Приспособление для заточки сверл — инструкция (RISS / CRAFTSMAN 9-6677).
Сверло — устройство и правила работы с ним.
Приспособления CRAFTSMAN мод. 9-6677 и GENERAL Drill Grinding Attachment мод. 825.
Модернизация заточного станка на базе точила JBG-200.
Станок для заточки сверл – полезная техника, как в профессиональной деятельности, так и в быту. Заводская заточка не всегда отвечает требованиям остроты, да и покупать все время новые сверла не вариант. Они быстро затупляются при работе с твердыми поверхностями, но при наличии специального станка их можно быстро заточить. Аппараты такого типа недорогие, доступны в разных мощностях, а простейший вариант даже можно сделать своими руками.

Основные виды заточных станков для сверл и других режущих инструментов
Совершенствование технологий изготовления различных видов изделий делает необходимым использование режущих инструментов с идеальной заточкой. В противном случае снижается качество обработки, теряются эксплуатационные характеристики производимых предметов. Режущие элементы, выполненные даже из самых высокопрочных материалов, нуждаются в периодическом восстановлении рабочей кромки. Для данных целей используются станки для заточки.
Все станки можно разделить на две категории: бытовые и профессиональные
В зависимости от сферы применения установки делятся:
- на профессиональные станки для заточки;
- бытовые механизмы.
Существует также деление точильных аппаратов на универсальные и узконаправленные. Универсальные агрегаты имеют приспособления, позволяющие производить заточку как лезвий обычных бытовых ножей, так и пил, фрез, стамесок и т. д. Узконаправленные предназначены для обработки инструментов одного вида.
Профессиональные конструкции большею частью создаются универсальными. Они отличаются большими размерами и соответствующей мощностью, устанавливаются стационарно. Такие станки требуют значительного потребления энергоресурсов. Следствием большой мощности является шумная работа, поэтому профессиональные устройства размещают в отдельных помещениях. Работа с ними чаще всего осуществляется с применением шумозащитных средств.
Бытовые точильные станки для сверл в основном представляют собой мобильные устройства, которые можно установить на любой горизонтальной поверхности. Агрегаты маломощные, компактные, используются для заточки домашнего инструмента.
Как правило, бытовые станки являются небольшими и мобильными устройствами
Конструкция и стандартная оснастка точилок для сверл
Основная конструкция любого точильного станка достаточно проста. В состав устройства входят следующие элементы:
- Корпус, в который помещен двигатель. Для обработки элементов из мягких материалов применяется двигатель малой мощности. При заточке твердосплавных частей используются мощные модели. От мощности зависит скорость вращения заточных приспособлений, а следовательно, время, необходимое для обработки инструмента.
- Установленные параллельно абразивные круги, изготовленные из различных материалов. Для заточки элементов из твердых сплавов применяются алмазные круги, которые могут различаться размерами. Наружный диаметр колеблется от 125 до 250 мм. Важное значение имеет величина посадочного места: наиболее распространенный вариант – 32 мм, но встречаются размеры 21.7, 16, 20 мм. Не менее важным показателем является зернистость: для черновой обработки достаточно 40-60, для финишной – 80-120.
- Шлифовальная лента или другие специальные приспособления. Дополнительные элементы конструкции присущи универсальным станкам для заточки. Такие части также могут иметь разные показатели размеров, структуры покрытия и т. д.
- Экран. Прозрачная защитная пластина-щит, обеспечивающая безопасность работы.
- Кнопка запуска и выключения агрегата.
Схема с изображением стандартной конструкции точильного станка
Полезный совет! Специалисты рекомендуют приобретать точильные станки с асинхронными двигателями. Такие устройства более устойчивы к перепадам электроэнергии в сети.
Все размеры и особенности элементов обязательно должны быть указаны в паспорте к точильному станку.
Заводские и самодельные машинки для заточки сверл
Сверла являются тем инструментом, который активно применяется как на производстве, так и в бытовых целях. Что касается промышленных масштабов, стоит заметить, что для заточки практически всегда используются универсальные станки. Другой вариант просто нерентабелен. А вот в домашних условиях и в случае мелкомасштабной периодической деятельности (в профессиональных учебных заведениях, центрах переподготовки и т. д.) широкое применение нашли узконаправленные агрегаты для заточки сверл.
Такие станки можно разделить на два типа:
- устройства для заточки спиралевидных сверл;
- станки для восстановления режущей поверхности перьевых сверл.
Для домашнего применения заточный станок можно сделать своими руками
Диаметры подлежащих восстановлению насадок варьируются от 2 до 18 мм. Особенности оснастки позволяют выполнить угол наклона для перьевых сверл 170-180°, для спиралевидных вариантов – 140-180°.
Многие предпочитают применять для заточки сверл самодельные станки. Точнее, не станки, а подручные приспособления. Это могут быть, например, зажимы «стрижи» и точильный станок. Работает конструкция следующим образом:
- Сверло устанавливается в зажим под углом, необходимым для заточки.
- Фиксатор упирается в подручник станка, затем плавно подводится к вращающейся абразивной поверхности. Необходимо следить за тем, чтобы угол обработки не менялся.
- После заточки режущих элементов производится обработка тыльной части.
Полезный совет! Учитывая, что при выполнении заточки на подобном приспособлении угол контролируется визуально, стоит иметь для сверки образец сверла с полноценной режущей поверхностью.
Как выбрать
Чтобы качественно выбрать заточный станок для сверл и фрез, нужно определиться с техническими возможностями устройства. Мастера советуют учитывать следующие моменты:
- Диаметр сверл для заточки. Большинство стандартных моделей работает с элементами, диаметром от 3 до 15 мм. Если такие характеристики не устраивают, придется покупать профессиональное оборудование.
- Наличие ограничителя толщины съема металла. С таким устройством заточка будет симметричной, а материалы не будут ломаться.
- Технические характеристики. Лучше покупать станки с электрическим приводом, это экономно и удобно. Важны характеристики энергопотребления.
- Отзывы. Несмотря на заявленные характеристики и красивый внешний вид, станок может работать не так, как нужно. Перед покупкой лучше детально изучить отзывы о рассматриваемых моделях.
Решить проблему с диаметром сверл для заточки можно и покупкой дополнительных элементов. Так, на рынке представлены установки для работы с мелкими сверлами, а для больших продается специальная стоечная оснастка.
Учитывая эти простые рекомендации, можно выбрать действительно качественную технику, которая будет радовать быстрой заточкой.
Станок для заточки фрез по металлу, восстановление кольцевых пил по дереву
Насадки для фрезерования могут иметь самую разнообразную форму: цилиндр, конус, полусфера и т. д. Существует масса типоразмеров данного режущего инструмента. Именно поэтому заточка является делом довольно сложным, особенно для непрофессионалов. Чтобы результат был положительным, то есть фреза после обработки восстановила свои функциональные способности, стоит применять станок для заточки фрез по металлу.
Заточка фрез является довольно сложным процессом для новичка
Сложность восстановления режущей поверхности данных насадок обусловлена двумя особенностями:
- достаточно большой протяженностью;
- криволинейной геометрией формы зубьев.
Что касается последней характеристики, различают фрезы с остроконечными и затылованными зубьями. Первые имеют плоскую заднюю поверхность, именно по ней и осуществляется заточка. Затылованные зубья характерны для фасонных фрез. Сложность выполняемых ими выборок влияет на способ заточки: она выполняется по внутренним поверхностям зубьев. Применять различные приспособления для заточки фрез по металлу не рекомендуется.
Если речь идет о кольцевых насадках по дереву, то стоит сказать, что в качестве самодельного точильного станка можно использовать тонкий алмазный брусок. Он закрепляется на край стола, а фреза водится по его поверхности. Здесь важно учитывать степень износа инструмента, чтобы правильно подобрать зернистость поверхности бруска и провести эффективную обработку.
Заточный станок из дрели
Этот способ доступен любому. Для этого вам потребуется дрель. Возможно, не сразу с прилавка магазина, а уже морально устаревшая и вами не используемая. Она будет выступать в качестве двигателя.
Ее нужно закрепить на станине, в патрон вставить втулку или готовый к установке точильный круг или универсальный мелкозернистый диск. Всё. Включив дрель, вы получаете вращающийся абразив, о который точить сверло – одно удовольствие.
Очень простое решение для заточки. Однако не забывайте о приспособлениях для заточки сверла, которое фиксирует затачиваемый элемент относительно точила.
Republished by Blog Post Promoter
Станки для заточки дисков: конструкции, способы функционирования
Станки для заточки дисков относятся к узконаправленной категории заточных механизмов. По своей конструкции они могут быть выполнены следующим образом:
- двигатель и точильный круг остаются статичными, движется только обрабатываемый диск;
- вращаются и затачивающие элементы установки, и круговая пила;
- перемещаются двигательный механизм и оснастка, затачиваемый диск остается неподвижным.
Установки для заточки дисков являются узконаправленными изделиями
К последнему виду можно отнести станки для ручной заточки дисков. Принцип работы таких устройств выглядит таким образом: закрепляется дисковая пила, ручной электромеханизм обводится по обрабатываемой поверхности зубьев. Заточка зубьев дисковых пил может осуществляться по следующим видам углов:
- переднему;
- заднему;
- скосу передней и задней частей;
- заострению (размеру) передних и задних углов.
Все вышеперечисленные характеристики зависят от особенностей применения дисковых пил:
- для продольной распиловки необходим угол 15-20°;
- для поперечного пиления требуется передний угол 5-10°;
- универсальный вариант пильного диска имеет угол 15° (средняя величина).
Важно! Угол распиловки необходимо учитывать не только при подборе дисковой пилы для определенных целей. Он имеет значение и для качества используемого материала: чем плотнее структура обрабатываемого изделия, тем меньше должны быть передний и задний углы.
При заточке дисков необходимо помнить про угол распиловки
Правила заточки
Чтобы качественно заточить винтовое сверло недостаточно лишь качественного станка. В процессе нужно придерживаться некоторых правил:
- Определяется угол заточки сверлильного инструмента. От этой характеристики зависит, как легко сверло войдет в твердые поверхности.
- Выбор позиции. Мастер должен стань с левой стороны от абразивного колеса, ноги поставить врозь. При помощи большого и указательного пальцев проверяется центровка элемента, в другую руку берется хвостовая кромка.
- Подготовка к заточке. Сверло удерживается в горизонтальном положении, при этом круг для шлифования подходит с соблюдением угла 60°. Сверлильная деталь вращается так, чтобы режущая часть располагалась параллельно диску.
- Устраняется зазор. Сверлильную деталь нужно прочно зафиксировать, и медленно подводить ее к шлифовальному кругу. Движения при заточке должны проводиться по часовой стрелке.
- Подточка второй кромки. Весь порядок действий повторяется: подбирается угол, движения по часовой стрелке.
Простые правила при работе позволят легко и быстро вернуть остроту сверлильным инструментам.
Станки для заточки строгальных станков: автоматические и ручные
Строгальные станки имеются практически в каждой частной мастерской или на большом производстве, где осуществляется обработка древесины. О необходимости поддержания ножей в нужном состоянии говорят следующие факты:
- при строгании поверхности затупленными ножами она покрывается ворсом и даже может иметь значительные неровности;
- подтертые режущие кромки в ходе работы крошатся;
- использование изношенных режущих поверхностей способствует перегрузке двигателя, а это может привести к его преждевременному выходу из строя.
Точильные станки для заточки ножей различаются по способу подачи последних. Подача ножей может осуществляться:
- вручную;
- автоматически.
Станки с ручной подачей имеют следующую конструкцию:
- платформу-основание;
- абразивный элемент;
- каретку для фиксации обрабатываемой единицы.
Устройства для заточки строгальных станков бывают ручными и автоматическими
В ходе работы данного устройства нож перемещается при помощи рукоятки. Такой прибор имеет небольшие размеры, он может быть размещен на любой горизонтальной поверхности.
Полностью автоматизированные станки устанавливаются на станину из чугуна, они отличаются большими размерами и довольно разнообразным набором опций. Скорость обработки и толщина снимаемого слоя устанавливаются автоматически. Такие устройства могут одновременно обрабатывать несколько ножей.
Существуют автоматические станки для заточки строгальных ножей и приборов домашнего пользования. Они характеризуются небольшими размерами, а также имеют возможность установки скорости. Однако за один раз можно обработать только единицу инструмента.
Особенности применения станков для заточки ленточных пил
Ленточная пила представляет собой металлическую полосу с зубьями по одному краю с замкнутым контуром. При помощи данного инструмента выполняется пиление материала самой разнообразной конфигурации. Естественно, после определенного рабочего цикла такая пила должна восстанавливать свои потенциальные возможности. Основным показателем, указывающим на необходимость заточки, является излишняя шероховатость обработанной поверхности.
Если ленточная пила оставляет шероховатости, то ее пора затачивать
Сначала пила отправляется на регулировку разводки, то есть на корректировку отгибания зубьев в разные стороны. В зависимости от функционала существуют различные способы расположения режущих элементов: волнистая разводка, нетронутым остается каждый третий зуб, поочередный отгиб каждого элемента.
После выполнения разводки инструмент обрабатывают на станке для заточки пил подобного типа. Основной элемент станков (круги) должен соответствовать материалу, из которого выполнена ленточная пила. Для биметаллических вариантов подойдет боразоновый или алмазный абразив. Для пил из инструментальной стали вполне достаточно корундового обтачного круга.
Статья по теме:
Точилка для ножей своими руками: как сделать эффективное приспособление
Зачем нужна, какая конструкция лучше. Схемы и чертежи. Материалы, используемые для создания абразивной поверхности. Как правильно точить лезвие.
Выбирают обтачные круги по форме и размеру пильных полотен. Различные варианты станков могут быть оснащены следующим типом абразивов:
- плоским;
- тарельчатым;
- чашечным;
- профильным.
Полезный совет! Перед выполнением заточки на станке полотно ленточной пилы стоит вывернуть и оставить в таком состоянии на 8-10 часов. Процесс обработки будет более эффективным.
Станки для ленточных пил могут быть оснащены чашечным, профильным, плоским или тарелочным абразивами
Выполнение заточки резцов для токарного станка
Токарные резцы состоят из двух основных элементов – стержня-основания, при помощи которого инструмент закрепляется в станке, и головки. Обработка металла осуществляется кромкой, образующейся объединением основной (задней) и передней поверхностей. При работе инструмента первостепенное значение имеют углы. Их несколько, в общей сумме они составляют 90°.
По специфике применения резцы могут делиться на такие виды:
- расточные;
- для нанесения резьбы;
- торцовочные;
- для выполнения канавок, фасок;
- фасонные.
Токарные резцы могут иметь съемные режущие пластины. Подобный инструмент не подлежит восстановлению. Остальные же варианты нуждаются в постоянном обновлении режущих поверхностей. Обработка осуществляется на станках для заточки резцов. Большие предприятия чаще всего имеют стационарно установленные агрегаты и целые подразделения работающих на них специалистов.
В домашних же условиях это может быть ручной вариант точила. Резцы подносятся к вращающемуся обтачному кругу, ход процесса оценивается визуально. В данном случае очень важно правильно выбрать абразивный материал. Для инструмента из твердосплавных материалов понадобятся зеленые карборундовые круги. А резцы из быстрорежущей или углеродистой стали хорошо восстановятся после заточки корундовыми кругами средней твердости. Такой способ заточки, безусловно, уступает обработке на электронных станках, но при соблюдении определенных правил может быть вполне эффективным:
Для ручного варианта заточки резцов важно правильно подобрать абразив
- в ходе заточки следует поливать инструмент водой в месте соприкосновения с обтачным кругом;
- при заточке сухим способом инструмент после обработки нельзя опускать в воду – появятся трещины;
- нажим на абразивный круг в ходе обработки должен быть одинаковым, несильным.
После заточки обязательно требуется выполнить доводку резцов (4 мм от края режущей части): твердосплавный инструмент необходимо доработать медным оселком, смазанным специальной пастой, другие виды – оселком средней абразивности с применением керосина или машинных масел.
Самодельный станок
Приспособление для заточки сверла может представляет большую ценность в домашнем хозяйстве так, как с помощью данного устройства можно самостоятельно произвести заточку сверл любого диаметра и типа. Помимо изготовления специального агрегата понадобится электромотор с точильным камнем.
Основные материалы:
- Металлическая пластина с отверстиями – 1 шт.;
- Болт или шпилька длиной 70х15 мм;
- Набор шайб;
- Уголок – 30х30 или 40х40;
- Пластины – толщиной 3-4 мм;
- Шплинт – 30х1,5 мм;
- Зажимы.
Помимо материалов понадобятся инструменты для их механической обработки и соединения, в частности электрическая сварка и болгарка.
Инструменты:
- Электросварка.
- Дрель.
- Болгарка.
- Молоток с ударными наставками.
- Специальные зажимы 2 шт.
- Гаечные ключи.
- Плоскогубцы.
Процесс изготовления:
1. Изготовление крепежной пластины
Крепежная пластина изготавливается из металлической подкладки с отверстиями толщиной около 3-4 мм. С одной стороны деталь отрезается на 3 сантиметра, при этом во время резки требуется сохранить готовое отверстие. Отрезанная часть понадобится для изготовления следующей детали точильного устройства, а крупный элемент для подкладки во время установки изделия на стол.
2. Уголок для фиксации сверла
Элемент предназначен для фиксации сверла во время заточки. Изготавливается путем отрезания части обычного уголка 30х30 или 40х40. Общая длина варьируется в пределах 60-90 мм, при этом крайняя часть обрезается под углом 60 градусов, чтобы придать затачиваемой плоскости нужный уровень.
3. Крепление для фиксирующего уголка
Отрезанная часть с отверстием от пластины соединяется с другой металлической пластиной, при этом элементы накладываются друг на друга привариваются электросваркой к уголку. Для приваривания следует вырезать на пластинах монтажный вырез, чтобы впритык установить детали и обварить.
В соединенных частях просверливается отверстие по диаметру болта или шпильки, а сами детали тщательно обвариваются со всех сторон для придания жесткости.
4. Приваривание болта
Болт или шпилька предназначен для фиксации уголка. Элемент приваривается под углом 75 градусов к основной пластине. Во время обваривания следует учитывать нижнюю плоскость, при необходимости удалить шлак, чтобы исключить перекос изделия.
5. Крепление шайбы к болту
Шайба на болт устанавливается на уровне 25 мм от верхней крайней части. Примерный диаметр равен 30 мм. Элемент приваривается с помощью электросварки в нужном проектном положении с соблюдением всех уровней по плоскости.
6. Отверстие в шпильке
При отсутствии отверстия под установку шплинта в болте (шпильке) требуется изготовить его при помощи дрели и сверла нужного диаметра. За счет данного технического элемента будет осуществляться крепление фиксирующего уголка. Диаметр может быть разный, однако главным условием является надежная фиксация.
7. Упор для сверла
Изготавливается из металлического прутка и специального тисочного зажима. Пруток приваривается к фиксирующему уголку снизу. Зажимной механизм монтируется на пруток, при этом на устройстве следует оборудовать из уголка специальную чашу-упор для сверла.
Система монтируется на точильный стол и фиксируется дополнительными зажимами.
Видео: как изготовить приспособление для заточки сверл.
Алгоритм сборки точильного станка своими руками
Многие применяют устройства для заточки сверл крайне редко. В таких ситуациях при условии наличия определенных элементов вполне доступно собрать станок для заточки сверл своими руками. Например, устройство для восстановления тех же дисковых пил может состоять из следующих конструкционных частей:
- электродвигателя с валом, на который можно установить шлифовальную насадку;
- стола или другого вида подставки, верхняя плоскость которой будет находиться на одном уровне с осью абразивного круга;
- петель и винтов. Первые обеспечат фиксацию подставки с одной стороны, вторые (вращающиеся) – изменение высоты с другой. Образуется определенный наклон, позволяющий выполнять угловую заточку передней и задней плоскостей режущих зубьев;
- фиксаторов, посредством которых нуждающийся в заточке диск будет закрепляться на подставке; устройства, при помощи которого можно будет в ходе работы передвигать двигатель или подставку с диском;
- упоров, обеспечивающих прочность установки.
Если есть возможность и желание, станок для заточки можно собрать собственноручно
Бесспорным плюсом изготовления станка для заточки своими руками является не только цена, но и возможность максимально учесть технические особенности механизма в соответствии с целевым назначением.
Оборудование / Проект — ТОКАРКА / Приспособление для заточки сверл RISS (аналог CRAFTSMAN 9-6677) / Приспособление для заточки сверл — инструкция (RISS / CRAFTSMAN 9-6677)
В предыдущих статьях мы мастерили основание для заточного станка. Так же был приведён обзор стойки для заточки свёрл. Здесь мы перейдём к практике. Можно было бы не писать отдельно статью как пользоваться устройством, если бы не катавасия с инструкциями по пользованию. А именно — оригинальная инструкция на иностранном языке. В сети есть и переведенная, только тот, кто её переводил, являлся жутким дилетантом в этой области, и выполнял работу ради реализации приспособления, не нарушая законодательства. Переводчик вообще не задумывался о том, как по этой инструкции можно будет работать. Ну да ладно, приступаем к делу.
Вкратце о введении к приспособлению из инструкции. Приспособление должно использоваться в сочетании с заточным станком. Из-за разных модификаций точил, возможно, понадобятся подкладки либо для станка, либо для приспособления. Устройство должно располагаться так, чтобы передний край желобка был направлен на торцевую (боковую) часть абразивного круга, а не на рабочую. Приспособление должно быть надёжно закреплено при помощи винта и отверстия в основании. Во время работы гайка фиксатора угла заточки и винт прижимной планки сверла должны быть затянуты. И в обязательном порядке использовать защиту для глаз. И в дополнение от себя, ни в коем случае не выполнять работу в перчатках. Итак, устанавливаем приспособление на основание станка и крепим болтом. В основании сделано четыре крепёжных отверстия для приспособления. Это необходимо для разных длин и условий при заточке свёрл.
На шарнире приспособления имеется шкала с делениями в градусах. Каждая позиция фиксируется под определённое значение затачиваемого угла. Сейчас мне сложно сказать, почему такие цифры нанесены на приспособлении, так как я их пока ни к чему привязать не могу, кроме как к углу при вершине ф (мне как-то привычнее 2ф). Ну, да ладно. Будем разбираться. А пока, перечень затачиваемых углов с комментариями в инструкциях: 88 – для сверления твердых или тонких материалов; 68 – для заточки свёрл не большого диаметра. Какого диаметра — ни в одной инструкции не сказано, будем экспериментировать; 59 – как написано в инструкциях: в первой — для общих целей сверления, во второй — многоцелевое использование. Предположительно, что это универсальная заточка сверла, которая позволяет сверлить сталь, чугун, твёрдую бронзу при угле 2ф 116-118 градусов; 49 – угол заточки для сверления мягких материалов, таких как: дерево, пластик, медь, свинец, алюминиевые сплавы; CSK – заточка сверла для зенкования.
Впоследствии, каждое из значений придётся испытать на сверле, с замером реального угла при вершине.
Теперь о порядке (последовательности) работы. Тут соберу всю объективную информацию с обеих инструкций и добавлю несколько заметок от себя.
1. Необходимо определиться какой после заточки требуется угол сверла. Есть пять фиксированных вариантов со следующими позициями: 88, 68, 59, 49 и CSK. Выбираем нужный.
2. Винт подачи сверла ставим в среднее положение. Это необходимо для более удобной корректировки во время работы.
3. Далее необходимо ослабить прижимную планку.
4. Устанавливаем сверло.
5. Теперь главное! Выступ. В переведённой инструкции написано, чтобы кончик сверла выходил за пределы переднего края желобка. Далее, необходимо обеспечить выступ в соответствии с таблицей, как показано на рисунке 2. Рисунка 2 в этой инструкции нет. Вот тут начинаются недопонимания. Смотрим таблицу и становиться вообще непонятно — что требуется сделать? Ниже приведу скрин этой таблицы.
Они вообще себе представляют, сколько это 297 мм??? Подтверждено — переводили дилетанты. Параллельно, по ходу разбирательства, складывается мнение, что это очередное китайское барахло, которое ежедневно волокут к нам сотнями тысяч тонн, засирая нашу землю … Попробуем разобраться при помощи вражеской инструкции. Ниже скрин описания на английском языке.
Теперь необходимо установить сверло так, чтобы расстояние от кончика УПОРА (а не края желобка) до кончика сверла (то есть, перемычки см. предыдущую статью, если термин не понятен) составляло около одного диаметра затачиваемого сверла. Этот размер устанавливается на глаз при помощи каретки. Далее будем точно регулировать выступ сверла при помощи гайки подачи.
Примечание. Выступ сверла в совокупности с упором задают правильное положение сверла при заточке заднего угла и режущих кромок одновременно. При некорректно выставленном положении сверла в лотке, будет неправильно заточен задний угол. И как следствие сверлить такое сверло не будет. Для простоты понимания в инструкции на рисунке 5 схематично показано правильное положение сверла.
В реальности в заточном приспособлении это выглядит так:
Положение сверла можно выставлять на глаз, или при помощи измерительного инструмента. Практика показала, что в случае хорошего глазомера нет необходимости использовать линейку. Это сокращает общее время на заточку. Положение сверла можно выставлять по рисунку. Поворот сверла как на изображении выше, получено при следующих параметрах: сверло диаметром 12,5 мм, выступ сверла 12,5 мм от кончика упора до кончика перемычки сверла.
Таким образом, подтверждается, что для больших сверл вылет должен составлять один диаметр сверла. Но это зависит и от выставленного угла заточки. Так как при другом угле вылет долженбыть половина диаметра. В позиции CSK у меня пока что-либо заточить не получилось.
Главное теперь понятно что и откуда отмерять. Для малых свёрл, диаметром от 3 мм надо тоже провести эксперимент, но об этом в следующей части.
6. Далее пододвигаем приспособление с выставленным сверлом к абразивному кругу. Сверло должно чуть-чуть касаться заточного камня. После чего конструкцию притягиваем при помощи болта к основанию станка.
7. При помощи шарнира отводим сверло в сторону и включаем станок. Далее, медленно подводим сверло к вращающемуся абразивному кругу и, не спеша, пробуем затачивать. Если вылет сверла нормальный (не чрезмерный), то приступаем к основной заточке путем поворота шарнира с полностью проходящей задней поверхностью сверла по заточному кругу.
8. После заточки первого заднего угла переходим ко второму. Процесс аналогичен предыдущему. По итогам заточки второго заднего угла выполнен первый цикл заточки. Для качественной заточки сверла необходимо выполнить не менее двух трёх таких циклов. Ниже результат работы:
Угол поперечной кромки в пределах допуска. Угол при вершине 2ф по итогам заточки составил 118 градусов при установленном положении на шкале 59 градусов:
Допуск угла поперечной кромки по оригинальной инструкции от производителя:
Длины режущих кромок одинаковые:
В следующей части рассмотрим заточку сверл малых диаметров.
Станки для заточки сверл: цены и производители
Среди отечественных производителей большой популярностью пользуется . Цена станков для заточки сверл и ножей довольно умеренная. Например, модель МЗС-02 можно приобрести за 2900 рублей. Устройство имеет мощный коллекторный двигатель, высокие обороты. Рациональное расположение мотора и насадок позволило поместить в корпус охлаждающий элемент – крыльчатку. К недостаткам модели можно отнести довольно высокий уровень шума и нестандартность абразивных кругов.
Востребованы также станки Sturm. Головной офис компании находится в Германии, производственные цеха имеются во многих странах Европы, а также в Китае. Среди изделий данного производителя много недорогих домашних моделей. В частности, это станок Sturm BG6010S. Устройство имеет двигатель средней мощности, вполне удовлетворяющий бытовые запросы. Есть возможность выставления угла заточки. Цена устройства – 2300 рублей.
Полезный совет! Прежде чем приниматься мастерить самодельный заточной станок, стоит рассчитать затраты и оценить предполагаемый результат. Возможно, приобрести недорогую модель гораздо экономичнее.
Станок отечественного производства можно приобрести за 2,9 тыс. рублей
Среди станков для заточки дисковых пил можно выделить вариант JMY8-70. Изготовлен инструмент в Китае, но отнести его следует к довольно качественным и функциональным моделям. Корпус выполнен из прочной стали. Абразивный диск алмазный, наиболее активно применяемый диаметр – 125 мм, частота вращения составляет 2850 об/мин. Держатель пилы имеет наклонное положение, которое позволяет производить угловую заточку.
Станок для заточки сверл: отзывы и мнения пользователей
В значительной степени отзывы являются мнением субъективным. Что считается приемлемым и даже очень удобным для одного пользователя, может оказаться совершенной противоположностью для другого. Но упоминаемые в нескольких отзывах одни и те же достоинства или недостатки свидетельствуют об определенном качестве.
Несколько мнений о точиле для сверл Sturm BG6017S:
«Собран отлично, никаких нигде люфтов. По шуму средний. Простой, понятный, но только для дома, функций мало. Затачивает сверла размером 4 мм. Расходников в запас производитель не предлагает, потом сам добираешь. Стоит своей цены».
Иван, Кисловодск
«Долго точил вручную, потом купил такой станок. И что?.. У меня лучше выходит. Механизм для полных неумеек».
Евгений, Иркутск
Станок TRIOD UTG-220 имеет много положительных отзывов от пользователей
«…камень нестандартный, еле нашел подобный. Механизм на «четверку…»
Сергей, Курск
Мнения о станке для заточки фрез TRIOD UTG-220 123015 более положительные:
«Установили в частный цех. Обслуживает три фрезерных станка. Работает по 12 часов в сутки практически без перерывов, кроме выходных. При такой нагрузке чашу меняем 1 раз в 2 месяца. Абсолютно довольны. Устойчивый, мощный, заточку выполняет идеально».
Влад, Зеленогорск
«Не ожидал такого высокого качества от прибора, имеющего низкую цену. Инструкция подробная, ни к чьей помощи не обращался. Работаю второй месяц, пока никаких проблем нет. Обороты высокие, диск фиксируется надежно. Пылит многовато только».
Александр, Серпухово
Пользователи Sturm BG6017S отмечают качество сборки и удобство использования
Оборудование / Проект — ТОКАРКА / Сверло — устройство и правила работы с ним
В этой статье мы рассмотрим тот минимум важной информации, который необходимо знать о свёрлах при заточке сверла и при работе с ним.
Что есть что, а главное — где. Внешний вид сверла и его устройство.

- рабочая часть — её элементы осуществляют резание и обеспечивают правильное положение сверла в образуемом им отверстии. Рабочая часть сверла представляет собой цилиндр, прорезанный двумя диаметрально противоположными винтовыми канавками;
- канавка — нужна для отвода стружки из отверстия;
- ленточка — элемент для точного направления сверла и является дополнительным режущим сегментом. На типовом сверле их две;
- хвостовик — бывает цилиндрический или конический, и служит для установки сверла в шпиндель станка или в патрон дрели;
- спинка — является вторым несущим элементом сверла после перемычки (о ней ниже);
- ω — угол наклона винтовой канавки. От значения этого угла зависит форма срезаемой стружки и её отвод. Для сверл диаметром 10 — 22 мм предусмотрен угол наклона винтовой канавки ω=30°, для сверл меньших размеров этот угол тем меньше, чем меньше диаметр сверла, и для диаметра меньше 0,25 мм достигает 19°.

- рабочие режущие кромки — основные элементы сверла, при сверлении они образуют конусную поверхность резания;
- перемычка — является продолжением основных режущих кромок, она определяет прочность и жесткость сверла;
Ниже на рисунке представлены пять режущих сегментом сверла. Две рабочие режущие кромки, одна поперечная кромка и две ленточки.

Ширина ленточек должна быть достаточной для точного направления сверла в отверстии, но не слишком большой, чтобы не вызывать чрезмерного трения сверла о стенки отверстия. Чем больше диаметр сверла, тем шире ленточка. Поперечную кромку на свёрлах более 3 мм желательно стачивать, а при диаметре сверла более 18 мм настоятельно рекомендуется. Широкая перемычка не режет, а скоблит и выдавливает металл, вызывая при этом выделение дополнительного тепла, в следствии излишнего давление на сверло. При правильной заточке сверла угол наклона поперечной режущей кромки ψ должен быть равен 55°.

Непосредственно перед хвостовиком для повышения прочности сверла толщина перемычки постепенно возрастет за счет соответственного уменьшения глубины винтовых канавок. Поверхности винтовых канавок, примыкающие к главным режущим кромкам, являются передними поверхностями спирального сверла, по ним сходит срезаемая стружка,

Поверхности, примыкающие к главным кромкам, представляют собой задние поверхности сверла.

Задний угол сверла образуется при помощи касательной к задней поверхности сверла. Если бы задние углы этих режущих кромок были равны нулю, то задние поверхности на всем своем протяжении соприкасались бы с поверхностью резания, и между ними возникло бы большое трение. Трение тем меньше, чем больше величина заднего угла.

Указанные выше значения угла достигаются соответствующей заточкой задних поверхностей. Конусность режущей части сверла определяется углом 2 φ при его вершине, образуемым главными режущими кромками. От величины угла φ зависят форма режущей кромки, передний и задний углы, прочность сверла у перемычки и силы резания.

С уменьшением угла φ удлиняется главная режущая кромка, улучшается теплоотдача, однако прочность сверла резко понижается. Рекомендуемые значения угла 2 φ в зависимости от обрабатываемого материала приведены в таблице ниже.

Основные моменты при работе со сверлом, от которых, как ни старайся, никуда не деться:
- вне зависимости от сверла, новое оно или нет, при начале сверления не только образуется отверстие, но и запускается процесс затупления самого сверла. С каждым оборотом сверло будет погружаться медленнее и медленнее. С новым сверлом это будет не так заметно, но факт, остаётся фактом;
- скорость затупления сверла зависит от скорости его оборотов, количества оборотов по режущей поверхности, скорости подачи (давления на сверло), охлаждения, от материала сверла и от самого обрабатываемого материала;
- максимальный нагрев начинается с периферии сверла, так как там скорость резания выше;
- при сильном затуплении сверло во время резания издаёт резкий скрипящий звук, далее лавинообразно выделяется тепло, возрастает скорость износа и в результате инструмент приходит в негодность. Как реанимировать такие свёрла я расскажу в следующей статье или видеоролике на своём канале. Следите за комментариями.
Правила при сверлении металла:
- — отверстие должно быть накернено, при начале сверления не стоит оказывать сильного давления на сверло, так как можно повредить режущие кромки или попросту сломать сверло. Режущие кромки должны войти в металл плавно. Если сверлить дрелью, то возможен увод сверла даже в случае если оно накернено;
- при завершении сверления в момент выхода сверла из заготовки необходимо снизить давление на сверло. Это будет способствовать уменьшению торчащих заусенцев при выходе сверла, а также не позволит сверлу заклинить в заготовке и провернуться в патроне;
- обрабатываемую деталь необходимо надёжно закрепить, это техника безопасности и не стоит этим пренебрегать;
- работать в перчатках запрещено;
- если требуемое отверстие более 5 мм, то необходимо начинать сверлить деталь с малого сверла, постепенно увеличивая диаметр;
- при сверлении металла важно не перегреть сверло. Для этого применяют специальные охлаждающие жидкости, если их нет, то можно использовать масло. Если нет возможности использовать СОЖ, то процесс сверления проводят с перерывами, давая сверлу и заготовке остыть. Можно использовать банку с водой или маслом для окунания сверла. Чугун и цветные металлы можно сверлить без охлаждающей жидкости.
- при сверлении глубоких отверстий длина режущей части инструмента и винтовых канавок должна быть больше глубины отверстия. В противоположном случае выход стружки будет заблокирован и сверло заклинит. Основное внимание нужно обращать на активность отвода стружки из получаемого отверстия;
- в случае заклинивания сверла в заготовке для его извлечения используют реверс (включают вращение в обратную сторону).
Продолжение по работе со станком и свёрлами:
Заточной станок JBG-200 и его доработка
Приспособление для заточки сверл от RISS industrie
Приспособление для заточки сверл — инструкция (RISS / CRAFTSMAN 9-6677)
Сверло спиральное: описание, применение
В арсенале как домашнего, так и профессионального мастера должно быть множество различных инструментов. Сверла незаменимы для осуществления целого спектра работ.
Сегодня их существует множество разновидностей. Однако сверло спиральное получило наибольшее распространение. Это объясняется рядом его особенностей и функций.
Устройство этого инструмента, а также сфера его применения заслуживают особого внимания.
Общие сведения
Сверло представляет собой режущий элемент инструмента, который делает отверстия в различных материалах. Их существует множество разновидностей. Подбирают тип фрезы, исходя из особенностей и условий работы. По своим характеристикам сверла для перфоратора, дрели должны быть тверже, чем материал.
Назначение сверл разное. Они могут применяться для обработки металла, дерева, бетона, стекла, кафеля. У каждого инструмента в зависимости от назначения существуют свои особенности.
Наибольшего распространения сегодня получило сверло спиральное. Его еще называют винтовым. Оно имеет цилиндрическую форму и имеет ряд конструктивных особенностей.
Устройство сверла
Сверло спиральное имеет три основных элемента. Это рабочая часть, хвостовик и шейка фрезы. В первом отделе находятся две спиральные винтовые канавки. Это режущий элемент. Также они хорошо отводят стружку с рабочего места. Если техника обладает такой возможностью, именно по этим канавкам подается смазочный материал в область сверления.
Рабочая часть состоит из режущего и калибровочного отдела. Последнюю еще называют ленточкой. Это узкая полоса, которая продолжает поверхность канавки на фрезе. Режущий отдел состоит из двух главных и двух вспомогательных кромок. Они расположены вдоль цилиндра фрезы по спирали. Также к этой части относят поперечную кромку. Она имеет конусообразную форму и расположена на конце сверла.
Чтобы надежно закрепиться в станке или ручном инструменте, фреза обладает хвостовиком. Он может обладать лапкой для изъятия сверла из гнезда или поводок. Последний обеспечивает передачу крутящего момента от патрона инструмента.
Шейка нужна для выхода абразивного круга, когда осуществляется шлифовка рабочей части.
Особенности изделия
Сверла для перфоратора, станка, которые имеют спиральную форму, сегодня наиболее популярны. Это объясняется их особенными характеристиками.
Они хорошо направлены в отверстии, а также имеют большой запас под переточку. Из-за особенностей конструкции такая фреза хорошо отводит стружку и легко подает смазывающие материалы к рабочей поверхности.
Эти особенности делают представленную разновидность сверл очень популярной.
Для правильного обозначения геометрических параметров существуют свои обозначения. Диаметр сверла при этом может быть самым разным. Однако обозначения остаются одни и те же. Угол кончика при вершине именуется как 2φ. Наклон канавок обозначается буквой ω, а концевой поперечной кромки – ψ. Передний угол на чертежах именуется как γ, а задний – α.
Все вместе эти показатели называются геометрией сверла. Она отражает положение канавок, режущих кромок, а также их углы наклона.
Разновидности инструмента
Классификация фрез берет во внимание такой важный показатель, как форма хвостовика. Она может быть следующих разновидностей:
- Фреза с цилиндрическим хвостовиком (ГОСТ 2034-80).
- Сверла с коническим хвостовиком (ГОСТ 10903).
- Инструмент с коническим хвостовиком (ГОСТ 22736).
Чтобы мастер имел возможность выполнить все поставленные перед ним задачи, сверло выпускают различных типов. В первом варианте фреза крепится в трехкулачковом патроне или другом предназначенном приспособлении.
Сверло спиральное с цилиндрическим хвостовиком может быть изготовлено в коротком, среднем и длинном исполнении. Такой инструмент имеет 3 класса точности: повышенная (А1), нормальная (В1) и нормальная (В). Они могут изготавливаться как сварным, так и цельным способом. Хвостовик не должен иметь кольцевые трещины, непровар или поверхностные раковины.
Конические разновидности крепятся непосредственно в шпинделе оборудования иди переходной втулке (если размер не совпадает).
Конический хвостовик
При изготовлении фрезы с коническим хвостовиком представленного типа используют несколько разных стандартов. Сверло спиральное (ГОСТ 10903) применим для изделий нормальной длины.
К этой группе также относится еще несколько стандартов, которые используют в процессе изготовления длинных, удлиненных фрез. Эти инструменты могут выпускаться с шейкой или без нее.
Причем ее размер никак не регламентируется.
Фреза с коническим хвостовиком (ГОСТ 22736) регламентирует выпуск изделий диаметром 10-30 мм, которые имеют твердосплавную пластину. Они могут быть выполнены в укороченном или нормальном виде. Класс точности для этих изделий может быть повышенным (А) и нормальным (В).
Сверла с коническим хвостовиком диаметром более 6 мм изготавливаются сварным способом. Для более узких сечений допускается применять цельный тип изготовления.
Сверла для металла
Помимо разбивки фрез по принципу формы хвостовика, существует классификация относительно материала обработки. Фреза может быть предназначена для металла, бетона, существует также сверло по дереву. Спиральное рабочее место применимо для всех разновидностей материала. Разница заключается только в конструкции инструмента.
В зависимости от типа металла подбирают тип сверла. Они применимы для легированных, нелегированных сталей, чугуна, сплавов, цветных металлов. Иногда их применяют для обработки твердых пластмасс. От толщины и твердости рабочей зоны зависит долговечность использования изделия. Это универсальный тип инструмента. Сверло по металлу может полноценно просверлить отверстие даже в древесине.
Если инструмент медленно погружается и сильно нагревает материал, требуется производить его заточку. Если его диаметр не превышает 12 мм, процедура проводится вручную. Но для большего размера фрезы применяется для заточки специальное оборудование.
Сверло по бетону
Одним из самых трудных в обработке материалов является бетон. Он требует применения инструмента с особыми наварными пластинами из твердого сплава. Их принято называть победитовыми. Сегодня любые твердосплавные насадки именуют таким образом.
Такой инструмент в процессе обработки материала оставляет отверстия диаметром больше, чем само сверло. Это связано с его биением. Если применяется дрель, хвостовик сверла может быть цилиндрическим. Для перфоратора применяют другой тип крепления. Он называется SDS. Их существует несколько типов. Такая система позволяет быстро менять насадки в перфораторе и прочей технике.
Точить такие сверла возможно. Однако следует следить, чтобы инструмент не перегрелся. В противном случае может отвалиться твердосплавная пластина.
Сверло по дереву
Подходящее сверло по дереву спиральное изготавливают из обычной высокопрочной стали. Такой материал не выдвигает серьезных требований к материалу фрезы, его форме. Это самое обыкновенное сверло. Довольно просто можно завинтить в мягкую древесину или ДСП обычный саморез. Для этого не потребуется применять сверло. Однако существуют такие ситуации, где без него не обойтись.
Если требуется сделать отверстие до 600 мм глубиной, следует применять винтовые разновидности фрезы. Их диаметр может быть от 8 до 25 мм. Длина их может быть разная. Это удобно, если нужно сделать несквозное или сквозное отверстие. Если требуется, используют удлинитель.
При проведении высверливания бурав после нескольких оборотов достают из материала, очищают от стружки. Затем продолжают работу. Их длина может составлять 300, 460 и 600 мм.
Ознакомившись с основными характеристиками и способом применения такого инструмента, как сверло спиральное, каждый может подобрать для себя правильную разновидность. Это очень популярный тип фрез. Их неповторимые качества, широкий спектр применения делают их очень востребованными.
Основные части сверла
Рис. 1 Части сверла
Основные части сверла.
Режущая часть(рис.1). Калибрующая (направляющая,транспортирующая) часть. Эти две частиобразуют рабочую часть сверла.Соединительная часть (шейка). Хвостоваячасть.
Рабочая часть
совместно с режущейи калибрующей частями образует двевинтовые канавки и два зуба (пера),обеспечивающих процесс резания.
Калибрующая часть
сверла,предназначенная для удаления стружкииз зоны резания. Калибрующая часть повсей своей длине имеет ленточку исовместно с ней служит для направлениясверла в отверстии.
Шейка
у сверл служит для выходашлифовального круга, а также длямаркировки сверл.
Хвостовая часть
бывает цилиндрическойили конической с конусом Морзе. На концехвостовой части имеется поводок илилапка.
-
E-Pard — покупки за рубежом
- —
-
Каталог товаров eBay.de
- —
- Обустройство дома
- —
- Инструменты
- —
- Руководства пользователя
- —
- Craftsman 9-6677 Drill Grinding Attachment — INSTRUCTIONS ONLY!…
Категория товара Руководства пользователя
ID товара 172676176384
Продавец everyinstructionmanual, 99.5 %
Цена 20.07 EUR ~ 2 052.13 руб.
- Описание
-
Основные состояние: новый, продажа: фиксированная цена
Товар из страны US, Santee
Наличие Более 10 ед. в наличии (продано 6 ед.)
-
- Доставка
-
Доставка в страны
Россия, Украина, Белоруссия, Казахстан, Грузия, Молдова, Армения и др.Доставка до адреса со склада E-Pard. Стоимость доставки из Германии рассчитывается после проверки заказа.
-
- Оплата
-
Способы
Банковская карта, PayPal, Электронные деньги, переводКомиссия
От 0% до 5% от стоимости заказа
-
Характеристики Craftsman 9-6677 Drill Grinding Attachment — INSTRUCTIONS ONLY!
Бренд Unbranded
MPN 245679
Professionally Printed on Laser Printer using High Quality Paper. Instruction/Owners manual ONLY — no other parts or pieces included! New Comb-Bound COPY of Manual listed in Title. Clear plastic on front and back covers to help protect the manual. Купить Craftsman 9-6677 Drill Grinding Attachment — INSTRUCTIONS ONLY! из категории Руководства пользователя в разделе Инструменты из каталога Обустройство дома с доставкой в Россию, Казахстан, Беларусь, Украину, Молдову, Армению, Азербайджан, Грузию и другие страны на уникальных условиях сервиса E-Pard: гарантия доставки, страхование посылки, единый тариф, никаких скрытых расходов. Сравните цены в европейских магазинах и выберите лучший вариант. Сэкономьте деньги — купите нужный товар у иностранного продавца, сделайте это с доставкой в любой город и населённый пункт.
Описание Craftsman 9-6677 Drill Grinding Attachment — INSTRUCTIONS ONLY!
![]()
Disclaimer: Все торговые марки, зарегистрированные товарные знаки, названия продуктов, названия компаний или их логотипы указаны только для идентификационных целей и являются собственностью их соответствующих владельцев. Информационные материалы используются на основе партнёрских соглашений и из верифицированных источников. Если вы считаете, что ваши права нарушаются — свяжитесь с нами.
Содержание
- Основные методики заточки сверл
- Что собой представляет стойка для заточки сверл
- Особенности конструкции
- Рекомендации по работе со стойками для заточки сверл
- Описание Стойка для заточки свёрл диаметр от 3 мм до 19 мм Miki Tool М00005816 ХИТ!
- Характеристики Стойка для заточки свёрл диаметр от 3 мм до 19 мм Miki Tool М00005816 ХИТ!
- Условия доставки
Режущая часть сверла в процессе его использования быстро изнашивается, что значительно снижает его эффективность. Чтобы качественно восстановить геометрические параметры режущей части, необходимо использование специальных приспособлений, одним из которых является стойка для заточки сверл.
Стойка жестко закрепляется рядом со станком для заточки и обеспечивает точное позиционирование сверла относительно абразивного диска
Такая стойка может иметь различное конструктивное исполнение и представляет собой приспособление, при помощи которого можно выполнять заточку сверл с диаметром до 19 мм. Конструктивные особенности этого приспособления позволяют не только затачивать сверла различного диаметра, но и изменять угол, под которым располагается режущая кромка.
Основные методики заточки сверл
Режущая часть сверла в процессе его эксплуатации начинает изнашиваться с наружной части рабочей кромки. Объясняется это тем, что скорость вращения наружной части режущей кромки выше, чем внутренней, соответственно, данная часть инструмента нагревается более активно, что и приводит к ее интенсивному износу. В процессе износа на передней и задней сторонах режущей кромки сначала формируются риски, которые затем объединяются и образуют единую борозду, покрывающую всю режущую часть инструмента.
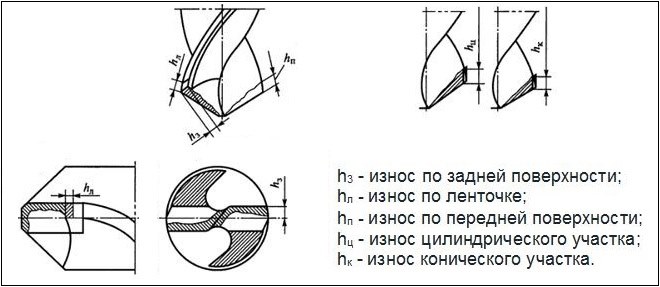
Геометрические формы износа сверла
Если сверло в процессе его эксплуатации затачивать чаще, то слой материала, снимаемого в процессе выполнения такой процедуры, будет тоньше. Это позволит сохранить все первоначальные характеристики инструмента. Выполняя заточку сверла, следует стремиться к тому, чтобы геометрические параметры режущих кромок после выполнения такой операции соответствовали первоначальным значениям.
Наиболее распространенным методом заточки является одинарный. Он предполагает, что задней рабочей части придается форма конуса. При выполнении заточки по данному методу ось качания сверла, относительно которой его поворачивают в разных направлениях, располагают под углом 14° к рабочей боковой поверхности точильного круга. За счет этого в процессе выполнения заточки между рабочими кромками инструмента формируется угол, равный 118°.
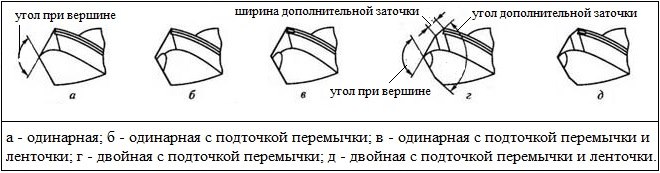
Основные формы заточек сверла по металлу
Если говорить обо всех используемых методах заточки, то они бывают:
- одноплоскостными;
- двухплоскостными;
- эллиптическими;
- винтовыми;
- коническими;
- фасонными;
- сложно-винтовыми.
Что собой представляет стойка для заточки сверл
Стойки, которые используются для заточки сверл, могут относиться к промышленному или бытовому типу. Промышленные стойки, предназначенные для заточки сверл на производственных участках, являются более функциональными приспособлениями, с помощью которых такую операцию можно выполнять по нескольким методикам. В отличие от промышленных, бытовые стойки для заточки отличают компактные габариты. Это позволяет использовать такие приспособления для оснащения домашних мастерских. Наиболее сложными в заточке являются сверла, диаметр которых не превышает 3 мм: для восстановления геометрии их режущей части используется специальное оборудование.
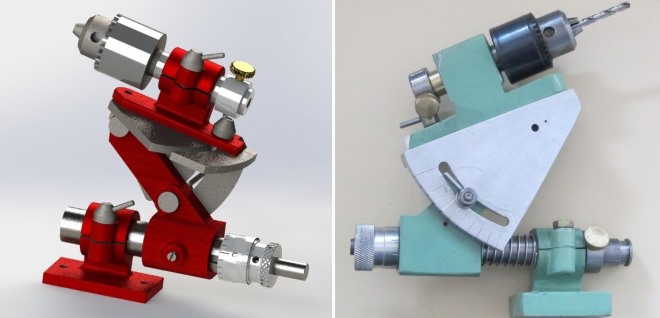
В этих стойках для фиксации сверла используется сверлильный патрон
Стойки, предназначенные для заточки сверл, применяются в комплекте с точильными станками. Такие приспособления крепятся на станину оборудования при помощи болта и шайбы. Сверло, режущую часть которого необходимо заточить, фиксируется в зажимном устройстве стойки при помощи специальных болтов. За обеспечение заточки задней поверхности режущей части под определенным углом отвечает дуговой ход, совершаемый приспособлением. Для того чтобы заточка, выполняемая при помощи стойки, была проведена в соответствии со всеми требуемыми параметрами, необходимо правильно фиксировать инструмент в зажимном устройстве.
При заточке металл, из которого изготовлено сверло, подвергается интенсивному нагреву, что может привести к его размягчению и даже растрескиванию. Чтобы такого не происходило, сверло в процессе заточки необходимо регулярно охлаждать в естественных условиях или (если поверхность инструмента не сильно раскалена) использовать для этих целей обычную воду.
Особенности конструкции
Основными элементами конструкции стоек, используемых для заточки сверл, являются:
- основание приспособления, на котором располагается винт для его фиксации;
- стержень;
- затяжная гайка, расположенная между основанием приспособления и его стержнем;
- каретка, оснащенная упором для сверла и зажимом для фиксации обрабатываемого инструмента.
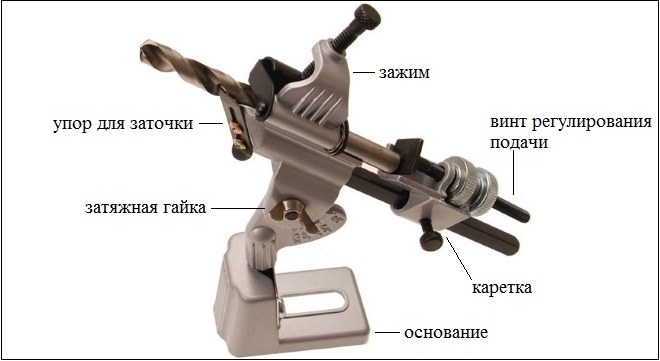
Устройство стойки для заточек сверл
Правильность и точность выполняемой заточки обеспечивает планка со шкалой в конструкции стойки. По этой шкале выставляется и отслеживается угловое расположение затачиваемого инструмента. Передняя кромка желобка стойки при креплении на точильном устройстве располагается по направлению к рабочей поверхности точильного круга. Положение обрабатываемого инструмента изменяется при помощи регулирующего болта и оси шарнира, а также посредством изменения угла наклона основания стойки.

На стойке нанесена шкала с типовыми углами заточки
Рекомендации по работе со стойками для заточки сверл
Алгоритм работы со стойками, используемыми для заточки сверл, выглядит следующим образом.
- В первую очередь необходимо расслабить зажим желоба и вставить в него сверло таким образом, чтобы режущая часть последнего выступала за кромку установочного устройства.
- После установки сверла в желоб, правильность выполнения которой можно определить по специальной таблице, запорный винт затягивают, а стопор рабочей поверхности поднимают.
- Стойку при помощи ослабления барашка необходимо расположить так, чтобы рабочий конец сверла прикасался к поверхности точильного камня. Барашек после правильного расположения сверла надо затянуть.
- После включения точильного станка винт подачи инструмента следует аккуратно ослабить.
- После обработки одной из рабочих поверхностей сверла зажимной винт ослабляют и переворачивают инструмент для обработки его второй рабочей поверхности.
Товар есть в наличии
Описание Стойка для заточки свёрл диаметр от 3 мм до 19 мм Miki Tool М00005816 ХИТ!
Стойка для заточки сверел, диаметр от 3 мм до 19 мм
Настоящий хит продаж!
Применение :
Приспособление используется для заточки спиральных сверл диаметром – от 3 мм до 19 мм. Позволяет затачивать и перетачивать режущую кромку сверла в любой угол. Используется совместно с электрическим заточным станком (точилом) . Устанавливается на стол рядом с абразивным диском.

На стойку нанесена шкала с фиксированными углами -176°, 136°, 118°, 98° и CSК (для зенковок).
Точность заточки достигается надежной фиксацией сверла зажимом и его точной подгонкой зажимными винтами.
Рельеф задней поверхности (пятки) задается благодаря небольшому наклону оси, что создает при заточке ход сверла по дуге.
Рекомендация «Арсенал Мастера» :
Настоящий хит продаж! Рекомендуем к покупке, доставим по всей России.
Отзывы покупателей и владельцев :
 Отличный инструмент
Отличный инструмент
Фиксировать сверло в приспособе нужно не так как изображено на фото, а так как на видео! Режущая кромка должна выступать за упор на 1-1,5 мм, не более! Больше ошибиться при использовании приспособления негде
05 ноября 2017 Сергей Sem. Нижний Новгород
 изумительная, рабочая «приспособа» изумительная, рабочая «приспособа» |
|
| Достоинства: | 1 разумная цена 2 удобство и быстрота работы 3 качественно сделано |
| Недостатки: | 1 совершенно невнятная инструкция и видеоролик |
| Комментарий: | сегодня наконец сделал платформу, как в видеоролике и попробовал точить, а свёрел у меня 40-50 шт. и многие нуждаются в заточке достаточно быстро разобрался с настройкой, хотя есть неочевидные ньюансы очень доволен результатом, считаю, что деньги потратил не зря если бы была аналогичная приспособа точить свёрла диаметром 1-3 мм взял бы не раздумывая |
| 04 августа 2017 Сергей Юрьевич |
 ценная приспособа
ценная приспособа
Купил уже полгода как по рекомендации знакомого. Когда установил, то был восхищен простотой и результатом. Уже первые разы получался результат гарантированно лучше, чем с руки. Хотя правильная заточка пошла только с 5 раза. Самое важное – выставить центр. Постепенно набил руку. Потом стал доводить технологию. Сейчас заточка сверла занимает минуту-две. Правка меньше минуты.
просто и удобно
16 ноября 2016 Николай
Полезное :
Обычно угол при вершине (2φ) стандартных универсальных сверл из углеродистой, хромистой и быстрорежущей стали равен 116-118° и считается пригодным для сверления многих материалов.
Но для того, чтобы обеспечить наилучшие условия работы сверла, его меняют, как показано в таблице:
Видео:
Характеристики Стойка для заточки свёрл диаметр от 3 мм до 19 мм Miki Tool М00005816 ХИТ!
MIKI TOOLПриспособления для заточкиЛидеры продажТайвань
Заточка
Условия доставки
Вариант 1: ЛЕТНЯЯ акция по предоплате! До пункта выдачи в указанных городах РФ
Только в указанных городах (без области): Белгород, Владимир, Великий Новгород, Волгоград, Воронеж, Иваново, Ижевск, Йошкар-Ола, Казань, Калуга, Краснодар, Киров, Кострома, Курск, Липецк, Орел, Пенза, Пермь, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Тамбов, Тула, Ульяновск, Уфа, Чебоксары, Ярославль.
Доставим по предоплате заказы с габаритным размером до 60см и весом до 15кг в пункт самовывоза ДПД, Боксберри, Деловых Линий – в комментарии напишите удобный для вас. Для заказов до 5000р стоимость доставки равна 490р.
ЛЕТНЯЯ акция! Для заказов от 5000р доставка в пункт выдачи всего за 250 рублей, а для заказов свыше 10 тысяч рублей – БЕСПЛАТНО!
Стоимость доставки зависит от суммы заказа
Для заказов больше 5 000 рублей – стоимость доставки 250 рублейДля заказов больше 10 000 рублей – стоимость доставки 0 рублейДля заказов меньше 5 000 рублей – стоимость доставки 490 рублей
Вариант 2: ЛЕТНЯЯ акция по предоплате! КУРЬЕРОМ в адрес в указанных городах РФ
Только в указанных городах (без области): Москва, Санкт-Петербург, Белгород, Владимир, Великий Новгород, Волгоград, Воронеж, Иваново, Ижевск, Йошкар-Ола, Казань, Калуга, Краснодар, Киров, Кострома, Курск, Липецк, Нижний Новгород, Орел, Пенза, Пермь, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Тамбов, Тула, Ульяновск, Уфа, Чебоксары, Ярославль.
Доставим по предоплате в Ваш адрес з аказы с габаритным размером до 60см и весом до 15кг. Для заказов до 10 тысяч рублей стоимость доставки равна 590р.
ЛЕТНЯЯ акция! Для заказов от 10 тысяч рублей доставка курьером в адрес всего за 390 рублей, а для заказов свыше 20 тысяч рублей – БЕСПЛАТНО!
Стоимость доставки зависит от суммы заказа
Для заказов больше 10 000 рублей – стоимость доставки 390 рублейДля заказов больше 20 000 рублей – стоимость доставки 0 рублейДля заказов меньше 10 000 рублей – стоимость доставки 590 рублей
Вариант 3: Самовывоз г. Москва
Получить ваши заказы с габаритным размером до 60см и весом до 15кг Вы можете с 10-ти пунктов выдачи ДПД в Москве, при оформлении заказа выберите удобный – или укажите удобный вам ДПД, Боксберри, Деловых Линий. Для заказов до 5000р стоимость доставки в пункт самовывоза равна 390р. Для заказов от 5000р – БЕСПЛАТНО.
Стоимость доставки зависит от суммы заказа
Для заказов больше 5 000 рублей – стоимость доставки 0 рублейДля заказов меньше 5 000 рублей – стоимость доставки 390 рублей
Вариант 4: Самовывоз г. Санкт-Петербург
Забрать ваши заказы с габаритным размером до 60см и весом до 15кг Вы можете с 6-ти пунктов выдачи ДПД в Санкт-Петербурге, при оформлении заказа выберите удобный – или укажите удобный вам ДПД, Боксберри, Деловых Линий. Для заказов до 5000р стоимость доставки в пункт самовывоза равна 490р. Для заказов от 5000р – БЕСПЛАТНО.
Стоимость доставки зависит от суммы заказа
Для заказов больше 5 000 рублей – стоимость доставки 0 рублейДля заказов меньше 5 000 рублей – стоимость доставки 490 рублей
Вариант 5: Самовывоз г. Нижний Новгород
Со склада/демоцентра в Нижнем Новгороде по адресу: Бурнаковский проезд, дом 1, офис 30, часы работы: Пн-Пт самовывоз с 13:00 – 18:00; Сб – по договоренности, Вс-выходной.
Стоимость самовывоза: 0 рублей
Вариант 6: ЛЕТНЯЯ акция по предоплате! ПОЧТОЙ России по РФ
Доставим по предоплате заказы с габаритным размером до 60см и весом до 15кг ПОЧТОЙ России. Для заказов до 5000р стоимость доставки в почтовое отделение от 490р.
ЛЕТНЯЯ акция! Для заказов от 5000р доставка в почтовое отделение ВСЕГО от 190 рублей!
Стоимость доставки может корректироваться с учетом расстояния, габарита, веса.
Стоимость доставки зависит от суммы заказа
Для заказов больше 5 000 рублей – стоимость доставки 190 рублейДля заказов меньше 5 000 рублей – стоимость доставки 490 рублей
Вариант 7: ЛЕТНЯЯ акция с оплатой при получении ПОЧТОЙ России по РФ
ЛЕТНЯЯ акция! ПОЧТОЙ России с оплатой при получении (наложенный платеж): только для заказов с суммой к оплате до 15 тысяч рублей, сроком доставки до 10 дней, с габаритным размером до 60см, весом до 15кг стоимость доставки в почтовое отделение от 590 рублей.
Стоимость доставки может корректироваться с учетом расстояния, габарита, веса.
Стоимость доставки: 590 рублей
Вариант 8: Россия остальные города до пункта выдачи
Доставим заказы габаритным размером до 60см и весом до 15кг транспортными компаниями ДПД, «Деловые линии», Боксберри и др – Вы можете указать удобный пункт выдачи в комментарии. Оплата на выбор: онлайн картой, по счету / квитанции, наложенный при получении. Стоимость доставки может корректироваться с учетом расстояния, габарита, веса.
Цена от 590 рублей.
Стоимость доставки: 590 рублей
Вариант 9: Россия КУРЬЕРОМ в адрес
Доставим заказы габаритным размером до 60см и весом до 15кг курьером в Ваш адрес . Оплата на выбор: онлайн картой, по счету / квитанции, наложенный при получении. Стоимость доставки может корректироваться с учетом расстояния, габарита, веса.
Цена от 790 рублей.
Стоимость доставки: 790 рублей
Вариант 10: Россия все города габаритные грузы
Доставим заказы с габаритным размером свыше 60см и весом более 15кг до терминалов транспортных компаний или в адрес ПО ПРЕДОПЛАТЕ. Доставка и условия рассчитываются, для крупных заказов – индивидуальные условия.
Цена от 1290 рублей.
ЛЕТНЯЯ акция! Только для регионов центральной России для заказов от 50 тысяч рублей доставка от 590 рублей, а для заказов свыше 100 тысяч рублей – БЕСПЛАТНО!
Продолжая изучать информацию из зарубежных источников по стойке для заточки свёрл, я нашёл ещё один вариант исполнения упаковки и несколько разных версий инструкций. Здесь напишу о некоторых интересных моментах, на которые я обратил внимание.
На коробке и на титульном листе инструкции точь-в-точь совпадают изображения. Хотя зарегистрированные торговые марки, под которыми выпускались приспособления, разные. Возможно, это коллаборация (т.е. сотрудничество нескольких компаний).
Лицевая сторона коробки. Торговая марка GENERAL. Здесь хочется обратить внимание на фотографию инструмента со свёрлами, так как она будет на инструкции. Вообще, к изображению на этой фотографии есть вопросы. Но об этом чуть ниже. На обратной стороне коробки приведен рисунок приспособления с указанием элементов. Кстати есть некоторые даты, копирайт от 1986 года.


Далее инструкция. На первой и второй странице фигурирует уже совместная торговая марка SearsCraftsman. Вообще это две разных компании. Изображение на титульном листе абсолютно совпадает с изображением на коробке от компании GENERAL. Второе на что обратил внимание это положение приспособления по отношению к абразивному кругу.

На второй странице приведено изображение приспособления с указанием элементов. А ниже имеется таблица с рекомендуемыми параметрами для заточки свёрл. Первая вменяемая таблица, из которой всё достаточно понятно. По крайней мере теоретически. Изучая зарубежную информацию по заточке сверл, заметил некоторую особенность. Американцы указывают не угол при вершине двух режущих кромок, а угол относительно одной режущей кромки и оси симметрии. При умножении последнего на два, получаем нам привычные значения.

Далее описан сам процесс работы с приспособлением. И опять-таки это первая инструкция, в которой явно указаны параметры того самого вылета сверла. Есть нормальный чертёж с обозначением.

На четвёртой странице предоставлена полезная информация по основным параметрам сверла. Не столь развернуто как я писал ранее в статье про сверло, но всё-таки.

Так же по ходу поиска информации было найдено само изображение этого приспособления. На шильдике виднеется производитель SearsCraftsman.

На этом пока всё. Продолжение по материалам приспособлениям для заточки свёрл в следующей части.