Хотите отремонтировать или заменить коммуникации, выполненные из полимерных труб? Согласитесь, что совсем неплохо сэкономить на вызове мастера, выполнив сборку нового трубопровода самостоятельно. Но вы не знаете, как можно соединить отдельные элементы системы между собой и что для этого понадобится.
В представленной нами статье подробно описана технология сварки полипропиленовых труб — своими руками соединить их сможет любой начинающий сантехник. Мы расскажем, что нужно учитывать, как пользоваться паяльником для состыковки пластиковых элементов. Подскажем, в каких случаях применяются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеролики, демонстрирующие пошаговый процесс выполнения сварки полипропилена, и фото-иллюстрации.
Содержание статьи:
- Трубы и вспомогательные элементы для сборки
- Способы соединения полимерных труб
- Инструменты для соединения
- Основные этапы технологии пайки
- Этап #1 — расчет материала и комплектующих
- Этап #2 — пайка элементов трубопровода
- Краткое фото-руководство по сварке ПП труб
- Типичные ошибки при монтаже
- Сборка элементов без применения пайки
- Вариант #1 — установка компрессионного фитинга
- Вариант #2 — склеивание элементов
- Выводы и полезное видео по теме
Трубы и вспомогательные элементы для сборки
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.

Если сварка водопроводных труб из полипропилена произведена правильно, то собранная система исправно прослужит без ремонта не один десяток лет
Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала.
В маркировочной надписи он обозначается буквами «PN»:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.

Армированные изделия применяют для прокладки на длинных участках в условиях, где необходимо снизить линейное расширение, возникающее при колебаниях температуры
Главной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.

Чтобы швы получались максимально прочными и герметичными, важно обеспечивать точное совпадение диаметров состыковываемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
Галерея изображений
Фото из
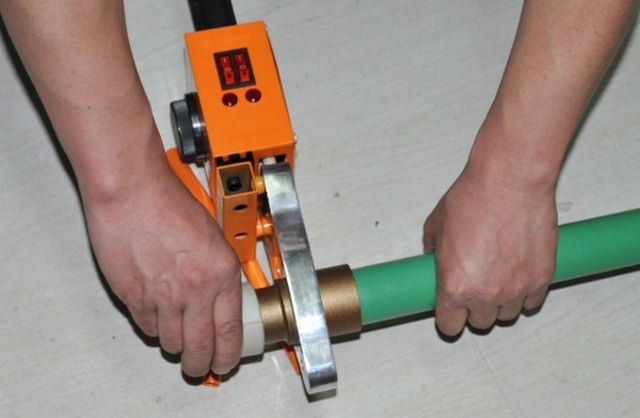
Прибор для соединения ПП труб
Насадки и дорны на сварочном аппарате
Работа сварочной машины для полимерных труб
Соединение подготовленных пластиковых труб
Полипропиленовую трубу с толщиной стенки свыше 4 мм, а диаметром более 50 мм соединяют по методике стыковой сварки:
Галерея изображений
Фото из
Прибор для стыковой сварки ПП трубы
Комплект нагревающих дисков для сварки
Торцовка полимерной трубы перед стыковой сваркой
Разогрев трубы на сварочном аппарате
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена следующая статья, с которой мы советуем ознакомиться.

Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.

Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа водопроводной или отопительной системы из полимеров являются тщательный расчет требуемого материала и грамотно выполненная сварка элементов.
Этап #1 — расчет материала и комплектующих
Чтобы облегчить себе работу, минимизировав тем самым ошибки при монтаже, первым делом необходимо начертить схему будущей системы, указав на ней число поворотов и разветвлений. При просчете количества труб к каждой длине отрезка следует прибавить по 25-40 мм, затрачиваемых на «провар».

Цена на полимерные изделия и необходимые для их монтажа фасонные элементы невелика, а потому на случай бракованных паяных пар, которые нередко возникают на первых порах работы, есть смысл сделать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют и вовсе приобрести несколько отрезков труб для предварительной тренировки. Такие затраты и по цене выйдут недорого и позволят избежать грубых ошибок при монтаже системы.
Особенностью полипропиленовых труб является возрастание коэффициента линейного расширения под действием высоких температур.
Как результат: при нагревании или возрастании давления внутри системы трубы удлиняются и с течением времени начинают провисать. Чтобы предупредить это явление, при прокладке участков длиной свыше 4-5 метров потребуется также задействовать компенсаторы.

Компенсаторы представляют собой «П»-образные соединительные элементы, внешне напоминающие завернутые петли, которые обеспечивают надежность системы в процессе ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, монтируя их между двумя неподвижными опорами. При необходимости можно приобрести и компенсаторы особой модификации, которые могут устранять линейное расширение на угловых сгибах трубопровода.
Выясним, как правильно сваривать полипропиленовые трубы, чтобы в местах соединений не было протечек.
Этап #2 — пайка элементов трубопровода
Вкратце суть технологии сварки полипропиленовых труб заключается в том, что под действием высокой температуры концы состыковываемых элементов разогревают и путем плотного прижатия друг к другу соединяют.

Для создания прочного соединения при выполнении пайки саму трубу прогревают с внешней стороны, а задействуемые при ее состыковке вспомогательные элементы – с внутренней. На рисунке порядок выполнения действий: 1 — размечаем; 2 — прогреваем нужное количество секунд; 3 — соединяем 2 отрезка между собой; 4 — выдерживаем рекомендованное количество секунд до охлаждения
Перед началом работ отрезанные на указанную длину куски труб избавляют от неровностей и заусениц. Если в трубе предусмотрена прослойка внутреннего или внешнего фольгирования, ее необходимо предварительно зачистить торцевателем, оснащенным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с использованием торцевателя трубу необходимо заглубить в инструмент до упора.
Работу по сварке пластиковых труб своими руками выполняют в такой последовательности:
- Подключают паяльник для ПП труб к электропитанию с тем, чтобы разогреть оборудование до оптимальной температуры в 260-270 °С.
- Подлежащие соединению отрезки труб одновременно надевают на насадки, обеспечивая максимально ровное вхождение. Эту работу следует выполнять быстро и уверенно.
- Выдержав указанное в инструкции время, пока фитинги и концы труб расплавятся, извлекают элементы из нагревательных насадок.
- Состыковывают расплавленные концы между собой, аккуратно вжимая друг в друга в течение 15-20 секунд.
- Скрепленные детали оставляют в статичном положении с тем, чтобы шов полностью остыл, а соединение стало монолитным.
Определить продолжительность нагрева можно из прилагаемой к оборудованию инструкции или воспользовавшись приведенной ниже таблицей.

Продолжительность нагрева для достижения полной полимеризации состыковываемых элементов зависит от диаметра изделий и толщины их стенок
Пренебрегать указанными в таблице требованиями по времени нагрева нельзя. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерное перегревание приведет к тому, что полипропилен «потечет», а детали деформируются.
Как следствие: на внутренней поверхности сварных швов образуются выступы, которые значительно уменьшат диаметр трубопровода.

Чтобы иметь возможность контролировать глубину вхождения отрезков в нагревательный элемент, снизив тем самым вероятность дефекта, на их концах желательно предварительно сделать засечки. Условные обозначения: 1 — прогревание двух отрезков полипропиленового трубопровода; 2 — своевременно снятие труб с паяльника; 3 — соединение двух элементов между собой; 4 — на трубе отмечена глубина состыковки для выполнения правильного соединения
После завершения полимеризации и застывания, на которое уходит около 20 секунд, стык готов. По такой же технологии спаивают все последующие узлы до победного конца, пока система отопления или полипропиленовый водопровод не будет полностью собран.
Температурные параметры проведения пайки ПП труб приведены в статье, с которой самостоятельным домашним мастерам следует обязательно ознакомиться перед стартом работ.
Краткое фото-руководство по сварке ПП труб
Наглядно представить последовательность выполнения работ по сборке полипропиленового трубопровода и соединению его деталей поможет следующая подборка пошаговых фото:
Галерея изображений
Фото из
Шаг 1: Раскрой трубы по проектным размерам
Шаг 2: Подготовка сварочного аппарата к работе
Шаг 3: Разметка участков соединения
Шаг 4: Обезжиривание соединяемых поверхностей
Шаг 5: Подготовка к соединению армированной трубы
Шаг 6: Удаление армирующей трубу фольги
Шаг 7: Установка свариваемых деталей на утюг
Шаг 8: Соединение свариваемых деталей
Типичные ошибки при монтаже
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями:
- Нагревание деталей. В момент нагревания детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно повлиять на эксплуатационные параметры всей сантехнической системы.
- Состыковка полимеризованных концов. Выполняя надавливание расплавленных концов элементов нельзя проворачивать детали вокруг своей оси. Это может привести к тому, что шов получится недостаточно прочным.
- Корректировка соосности. При состыковке элементов допускается лишь легкая корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
Еще один важный момент: выполняя впаивание фитингов с арматурой, необходимо обязательно учитывать расположение вентилей, обеспечивая им свободный полный ход.

Нагретый полипропилен остывает настолько быстро, что уже через час с момента завершения монтажа в систему можно смело подавать воду
Если после состыковки элементов в качестве какого-либо шва возникли сомнения, место соединения лучше вырезать и заново переделать.
Устранение дефектов лучше выполнить на этапе монтажа конструкции, поскольку заменить протекающий стык в запущенной системе гораздо проблематичнее.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С. Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Выводы и полезное видео по теме
О тонкостях процессов пайки и склеивания труб можно узнать из следующих видеороликов:
Видео #1. Как правильно паять трубы:
Видео #2. Сборка водопровода без пайки:
Работы по самостоятельной состыковке полипропиленовых труб даже у начинающего мастера не должны вызвать особых сложностей. Нужно лишь четко и добросовестно выполнять все технологические нормы. И тогда собственноручно собранный трубопровод будет радовать вас беспроблемной работой.
Пишите, пожалуйста, комментарии в расположенном ниже блоке. Задавайте вопросы по спорным моментам, делитесь информацией, которая может быть полезна посетителям сайта. Оставляйте посты с собственным мнением, размещайте фотоснимки по теме статьи.
Сварка полипропиленовых труб своими руками: правила пайки для начинающих
1 звезда
2 звезды
3 звезды
4 звезды
5 звезд
Монтаж пластиковых труб можно выполнить своими руками с помощью простого сварочного оборудования для раструбной диффузной сварки. Рассказываем, как.
Полипропиленовые трубы широко используются в настоящее время для прокладки водопроводов и трубопроводов систем отопления в частных домах.

При нагреве ППР-труб и фитингов на раструбах сварочного аппарата происходит локальная деполимеризация полипропилена, а при тугом совмещении поверхностей свариваемых труб и их остывании происходит взаимная диффузия материала и реполимеризация. Таким образом, при соблюдении всех тонкостей сварочной технологии свариваемые поверхности труб и фитингов становятся одним целым.

Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего инструмента можно использовать ножовку с мелким зубом и стусло.
- Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
- Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
- Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов. Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры). Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении. На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.
Какие полипропиленовые трубы выбрать?
Для эксплуатации в простых системах водоснабжения в городских условиях можно выбирать ППР-трубы любых производителей. Для холодного водоснабжения используются неармированные трубы, а для горячего водоснабжения ― армированные стекловолокном или фольгой трубы (при нагреве на 10 °C армированные полипропиленовые трубы удлиняются всего на 0,3 мм на каждый погонный метр, а неармированные трубы удлиняются на 1,5 мм).

Также дорогие ППР-трубы имеют армирование из стекловолокна, которое не способствует расслаиванию стенок труб при дефектах сварки, как в трубах с армированием металлической фольгой. Более дорогие ППР-трубы легко отличить по меньшей толщине стенок труб и лучшей эластичности, особенно при охлаждении. Такие трубы лучше противостоят случайному замерзанию в них воды ― растягиваясь без нарушения целостности.
Как правильно паять полипропиленовые трубы своими руками
- ППР-трубы и фитинги должны приобрести температуру помещения, где они будут эксплуатироваться. Нельзя сразу сваривать трубы, принесённые с холода или нагретые солнцем.
- На сварочный аппарат устанавливаются раструбы нужного размера, на регуляторе выставляется температура 260°C. Для быстрого нагрева нужно включить две клавиши. При достижении рабочей температуры лампочки сбоку гаснут. Вторую клавишу после этого отключают.
- Трубы и фитинги подготавливаются к сварке: трубы обрезаются в размер, срезы торцуются, отмечается глубина сварки и свариваемая поверхность обеспыливается и обезжиривается.
- При достижении рабочей температуры на сварочном аппарате свариваемые части надвигаются на насадки-раструбы без вращения. Как только труба и фитинг стали надвигаться на раструбы ― начинается отсчет 7 секунд (для 25-мм трубы): 21, 22, …27. Трубу вдвигают до отметки маркером или карандашом (насадки позволяют вдвинуть труб чуть глубже требуемого значения). Затем разнимаем трубу и фитинг. Время нагрева труб разных диаметров приведено в справочной таблице ниже.
- Быстро и без вращения соединяем трубу и фитинг. Не вдвигайте элементы слишком сильно, иначе внутри образуется валик, сужающий просвет трубы.
- Сварка завершена. Готовому соединению нужно дать время «набрать прочность» — остыть в течение двух минут (для трубы ∅ 25 мм).
| Диаметры полипропиленовых труб, мм | Ширина сварочного пояса, мм | Время нагрева трубы, сек | Время соединения труб и фитингов, сек | Время остывания сварного соединения, мин |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
Чтобы лучше понять, как соединять полипропиленовые трубы в домашних условиях, посмотрите это видео.
Статья была опубликована в журнале «Сам себе мастер» №11-12 (2017 г.). Подписаться на печатную версию издания.
Любое современное жилье, будь то частный особняк или городская квартира, обязательно оснащается разнообразными инженерными коммуникациями. А раз так, то или в процессе строительства, или при проведении ремонта либо реконструкции, рано или поздно хозяевам придется столкнуться с проблемой установки или замены труб – водопроводных и системы отопления. Мало кого сейчас прельщает трудоёмкий и достаточно сложный монтаж стальных труб ВГП. Они дороги сами по себе, требуют немалых дополнительных затрат на транспортировку, а их обработка и соединение связаны со специфическими операциями, которые не всем под силу – резкой, гибкой, электро- или газосваркой, нарезкой резьбы и т.п. Плюс к тому, к «запаковке» каждого резьбового соединения необходим особый подход, чтобы соединительный узел получился высококачественным, без протечек.
Как хорошо, что современные технологии позволяют обойтись безо всей этой мороки, применив полипропиленовые трубы. При правильном выборе материала и качественно проведенном монтаже, водопровод и контуры отопления практически ни в чем не отступают стальным, по многим позициям – намного превосходят их. Кроме того, не настолько сложна и сама пайка полипропиленовых труб инструкция по выполнению которой будет рассмотрена в настоящей публикации.
Не все полипропиленовые трубы – одинаковы
Прежде чем начинать рассматривать инструкцию по монтажу полипропиленовых труб, имеет смысл дать хотя бы общее понятие об этом материале, в частности – о его разновидностях и сферах применения. Выбор труб по принципам «какие подешевле» или «какие были» — совершенно недопустим. Последствия для неразборчивого домашнего мастера могут быть весьма печальными – от деформации проложенного трубопровода до его разрыва или появления течей в соединительных узлах.

Различие по диаметру объяснять не надо – в разных системах и на различных их участках используются свои размеры, которые предопределяются гидравлическими расчетами. Линейка диаметров, от 16 до 110 мм, позволяет практически полностью обеспечить все возможные варианты. Мало того, практика показывает, что для дома или для квартиры обычно достаточно ассортимента до 40 мм, намного реже – до 50 ÷63 мм. Трубы большего диаметра – это, скорее, магистральные, и они имеют специфические особенности монтажа, но сталкиваться с ним домашнему мастеру — вряд ли придётся.
Сразу может броситься в глаза различие некоторых видов труб по цвету. Вот на это можно меньше всего обращать внимание – белые, зеленые, сероватые и другие стенки – ни о чем не говорят. По всей видимости, это просто решение производителей как-то выделять свою продукцию на общем фоне. Кстати, для контуров отопления белый цвет однозначно будет предпочтительнее, так как трубопровод ненавязчиво впишется в любой интерьер, не создавая дисгармонирующего цветового «пятна».

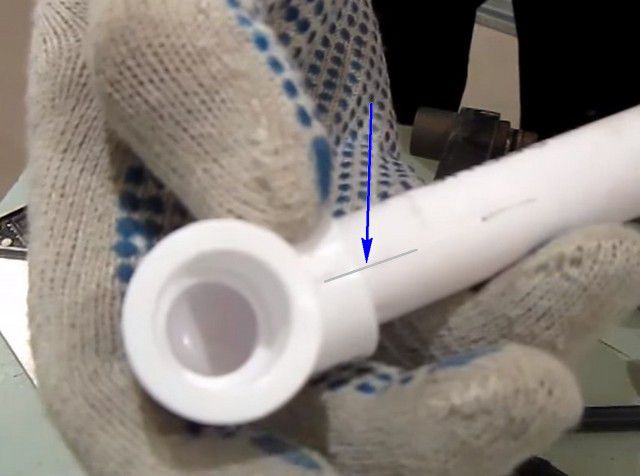
А вот цветные полосы, если они есть, уже несут информативную нагрузку, интуитивно понятную всем. Синяя полоска – труба рассчитана исключительно на холодное водоснабжение, красная – способна выдерживать повышенные температуры. Однако и такая цветовая маркировка (которой, кстати, очень часто и вовсе нет), является только весьма приблизительной, не раскрывающей в полной мере эксплуатационных возможностей той или иной трубы. Она помогает уже просто не ошибиться в период проведения монтажа системы. Кстати, ещё продольная линия хороша и тем, что становится хорошим ориентиром при стыковке сопрягаемых деталей по время пайки.
Гораздо больше информации дает буквенно-цифровая маркировка, которая, как правило, нанесена на внешней стенке. Вот здесь уже стоит быть повнимательней.

Мнение эксперта:
Афанасьев Е.В.
Главный редактор проекта Stroyday.ru.
Инженер.
Задать вопрос эксперту
Международное сокращенное обозначение полипропилена – PPR. Существует несколько разновидностей материала, и можно встретить обозначения РРRC, РР-Н, РР-В, РР-3 и другие. Но чтобы не запутать окончательно потребителя, существует более четкая градация труб – по типам, в зависимости от допускаемого давления перекачиваемой жидкости и ее температуры. Всего таких типов – четыре: PN-10, PN-16, PN-20, PN-25. Чтобы не рассказывать долго о каждом из них, можно привести табличку, которая характеризует эксплуатационные возможности и сферы применения труб.
полипропеленовые трубы
| Тип полипропиленовых труб | Рабочее давление (номинальное) | Области применения труб | |
|---|---|---|---|
| МПа | технических атмосфер, бар | ||
| PN -10 | 1.0 | 10.2 | Холодное водоснабжение. Как исключение — магистрали подводки к контурам водяного «теплого пола», с масимальной рабочей температурой теплоносителя до 45 °С . Материал самый доступный по стоимости — по причине не особо выдающихся физико-технических и эксплуатационных параметров. |
| PN -16 | 1.6 | 16.3 | Самый ходовой вариант для автономных систем холодного и горячего водоснабжения, с рабочей температурой не более 60˚С, давлением не выше 1,6 МПа. |
| PN -20 | 2.0 | 20.4 | Холодное и горячее автономное или центральное водоснабжение. Возможно использование в автономных системах отопления, где гарантированно отсутсвуют гидроудары. Температура теплоносителя не должна превышать 80 ˚С. |
| PN -25 | 2.5 | 25.5 | Горячее централизованное водоснабжение, системы отопления с темпратурой теплоносителя до 90÷95˚С, в том числе — и центральные. Самый прочный, ни и самый дорогой тип труб. |
Безусловно, для того чтобы труба выдерживала повышенные давления и температуру, у нее должны быть более толстые стенки. Значение толщины стенок и, соответственно, диаметр условного прохода полипропиленовых труб различных типов – в таблице ниже:
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
|---|---|---|---|---|---|---|---|---|
| PN -10 | PN -16 | PN -20 | PN -25 | |||||
| Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | |
| 16 | — | — | 11.6 | 2.2 | 10.6 | 2.7 | — | — |
| 20 | 16.2 | 1.9 | 14.4 | 2.8 | 13.2 | 3.4 | 13.2 | 3.4 |
| 25 | 20.5 | 2.3 | 18 | 3.5 | 16.6 | 4.2 | 16.6 | 4.2 |
| 32 | 26 | 3 | 23 | 4.4 | 21.2 | 5.4 | 21.2 | 3 |
| 40 | 32.6 | 3.7 | 28.8 | 5.5 | 26.6 | 6.7 | 26.6 | 3.7 |
| 50 | 40.8 | 4.6 | 36.2 | 6.9 | 33.2 | 8.4 | 33.2 | 4.6 |
| 63 | 51.4 | 5.8 | 45.6 | 8.4 | 42 | 10.5 | 42 | 5.8 |
| 75 | 61.2 | 6.9 | 54.2 | 10.3 | 50 | 12.5 | 50 | 6.9 |
| 90 | 73.6 | 8.2 | 65 | 12.3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79.6 | 15.1 | 73.2 | 18.4 | — | — |
При всех достоинствах полипропилена, есть у него и довольно значимый недостаток – весьма значительное линейное расширение при нагреве. Если для холодных трубопроводов, расположенных внутри здания, это не столь существенно, то для труб горячего водоснабжения или для контуров отопления такая особенность может привести к прогибанию, провисанию длинных участков, деформации сложных развязок, возникновению внутренних напряжений в теле трубы, сокращающих срок ее службы.
Чтобы максимально снизить влияние температурного расширения, применяют армирование труб. Оно может быть алюминиевым или стеклопластиковым.

Стеклопластиковый армирующий пояс всегда располагается примерно по центру толщины стенки трубы, и никак не влияет на технологию пайки.
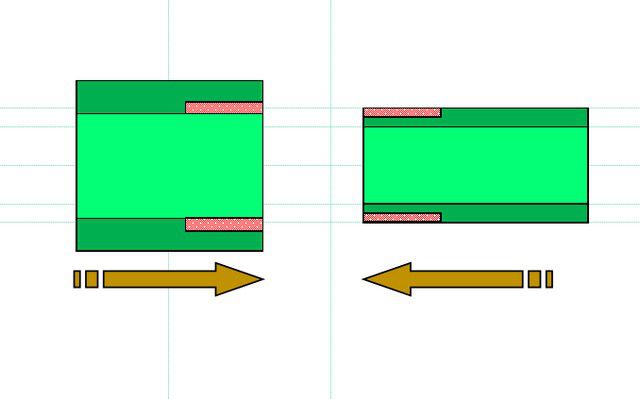
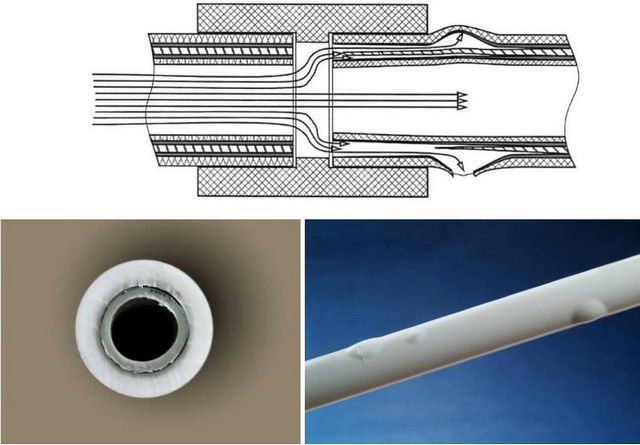
А вот с алюминиевым – несколько сложнее. Существует два типа подобного армирования. В одном случае слой фольги расположен в непосредственной близости от внешней стенки трубы (на иллюстрации – внизу слева). Другой вариант – армирующий пояс проходит примерно в центре стенки. Для каждого из типов подобного армирования существуют особые технологические нюансы монтажа, о которых будет сказано ниже.
Мнение эксперта:
Афанасьев Е.В.
Главный редактор проекта Stroyday.ru.
Инженер.
Задать вопрос эксперту
И стекловолоконное, и алюминиевое армирование существенно снижает температурное линейное расширение полипропиленовых труб. Кроме того, алюминиевый слой выполняет и еще одну функцию: он становится барьером против кислородной диффузии – проникновения молекул кислорода из воздуха через стенки трубы в теплоноситель.
Проникновение кислорода в жидкую среду теплоносителя способно вызвать ряд негативных последствий, среди которых главными являются повышенное газообразование и активизация коррозионных процессов, что особо опасно для металлических деталей котельного оборудования. Армирующий слой способен многократно снизить подобный эффект, поэтому такие трубы чаще всего применяют именно для контуров отопления. В водопроводных системах вполне можно обойтись стеклопластиковым армированием, которое на диффузию значимого воздействия не оказывает.
| Типы полипропиленовых труб | Обозначение | Коэффициент температурного расширения, м×10 ⁻⁴ /˚С |
Показатели диффузии кислорода, мг/м²× 24 часа |
|---|---|---|---|
| Однослойные трубы: | |||
| PPR | 1.8 | 900 | |
| Многослойные трубы: | |||
| Полипропиленовые, армированные стекловолокном. | PPR-GF-PPR | 0.35 | 900 |
| Полипропиленовые, армированные алюминием. | PPR-AL-PPR | 0.26 | 0 |
Ниже на иллюстрации приведен пример маркировки полипропиленовой трубы:
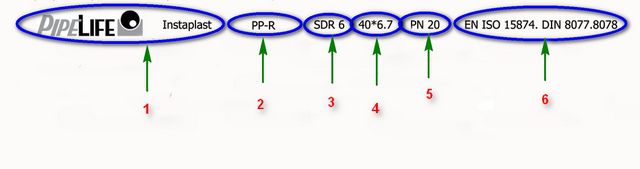
1 – на первом месте обычно располагается название компании-изготовителя, наименование модели трубы или ее артикул.
2 – материал изготовления и строение трубы. В данном случае – это однослойная полипропиленовая. Трубы со стекловолоконным армированием обычно маркируются PPR-FG-PPR, с алюминиевым – PPR-AL-PPR.
Могут встречаться армированные трубы с внешним полипропиленовым слоем и внутренней стенкой из сшитого полиэтилена. Они будут иметь обозначение, например, PPR-AL-PEX или PPR-AL-PERT. На технологию пайки это не влияет, так как внутренний слой в ней участия не принимает.
3 – стандартный размерный коэффициент трубы, равный отношению внешнего диаметра к толщине стенки.
4 – номинальные значения внешнего диаметра и толщины стенки.
5 – упоминавшийся выше тип трубы по номинальному рабочему давлению.
6 – перечень международных стандартов, которым соответствует изделие.
Трубы обычно реализуются стандартными отрезками по 4 или 2 метра. Большинство торговых точек практикует продажу с нарезкой, кратной 1 метру.
Ко всем трубам в продаже представлены многочисленные комплектующие – фитинги резьбовые, для перехода на другой тип труб, с внешней или внутренней резьбой или с накидной гайкой американкой, муфты, тройники, переходы по диаметрам, отводы пол углом 90 и 45 градусов, заглушки, обводные петли, компенсаторы и другие необходимые детали. Кроме того, есть возможность приобретения кранов, вентилей, коллекторов, «косых» фильтров грубой очистки воды, предназначенных для непосредственного впаивания в полипропиленовую трубную разводку.

Одним словом, подобное разнообразие позволяет выбрать наиболее удобную схему сборки системы практически любой степени сложности. Стоимость большинства таких деталей – очень невысока, что позволяет приобрести их с определенным запасом, хотя бы для того, чтобы перед началом практического монтажа провести небольшое тренировочное занятие – так сказать, «набить руку».
Способы соединения полипропиленовых труб
Полипропилен является термопластичным полимером – при нагревании его структура начинает размягчаться, и при соединении двух равномерно нагретых до определенной температуры фрагментов происходит взаимная диффузия, точнее даже – полифузия, то есть взаимопроникновение материала. При остывании свойства полипропилена не изменяются, и при качественном соединении – обеспечении оптимального нагрева и требуемой степени сжатия, после обратной полимеризации границы как таковой быть не должно – получается полностью монолитный узел.
Именно на этом свойстве и базируются основные технологические приемы соединения полипропиленовых труб – этот метод часто называют полифузной сваркой.
Подобная сварка (пайка) может проводиться муфтовым или стыковым способом.
- Муфтовая сварка – это как раз та технология, которая чаще всего применяется при монтаже водопровода или контуров отопления в условиях дома или квартиры. Она рассчитана на трубы малого и среднего диаметра, до 63 мм.
Смысл ее в том, что любой соединительный узел предполагает использование двух деталей – это сама труба и муфта, внутренний диаметр которой несколько меньше, нежели наружный диаметр трубы. То есть в нормальном, «холодном» виде детали сопряжению не поддаются. Муфтой может выступать не только, простите за тавтологию, сама соединительная муфта, но и монтажный участок тройника, отвода, крана, резьбового фитинга и других комплектующих деталей.
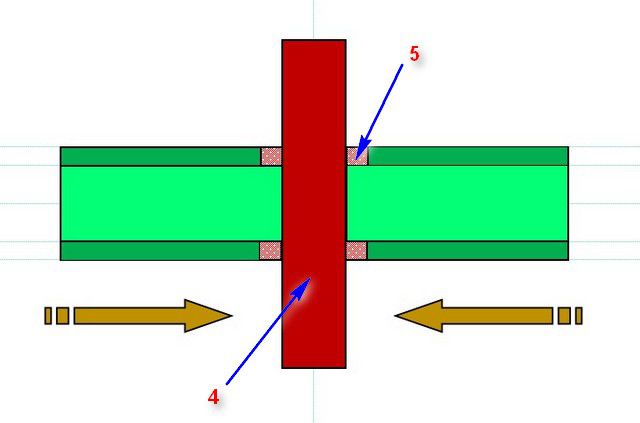
Принцип проведения подобной сварки показан на схемах ниже.
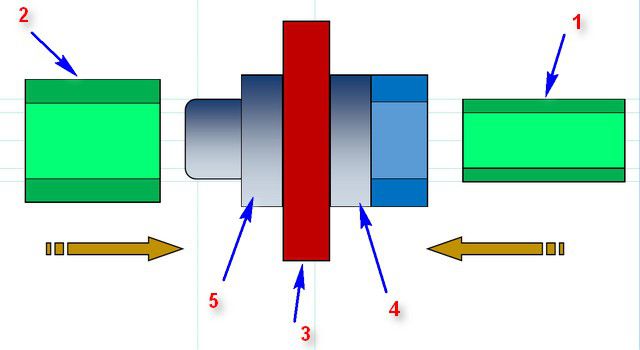
Труба (поз. 1) и муфта или любой другой соединительный элемент (поз. 2) одновременно насаживаются на нагревательные элементы сварочного аппарата.
На сам рабочий нагреватель заранее соосно установлена пара нужного диаметра, состоящая из металлической муфты (поз. 4), в которую будет вставляться труба, и дорна (поз. 5), на который одевается необходимый соединительный элемент.
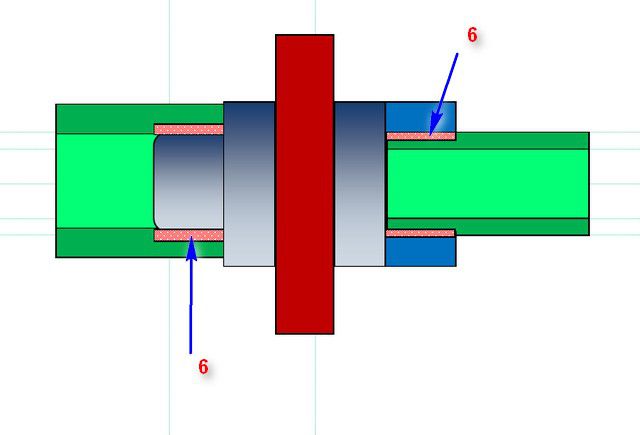
В период прогрева по внешней поверхности трубы и внутренней – муфты, образуется пояс расплавленного полипропилена, примерно одинаковой ширины и глубины (поз. 6). Важно правильно выбрать время прогрева, чтобы процесс расплава не захватил всю стенку трубы насквозь.
Обе детали одновременно снимаются с нагревателя, и соосно, с усилием, соединяются между собой. Расплавленный пластичный наружный слой полипропилена позволит трубе плотно зайти в муфту до упора, на длину прогретого участка.
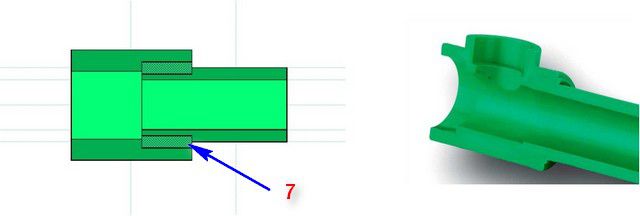
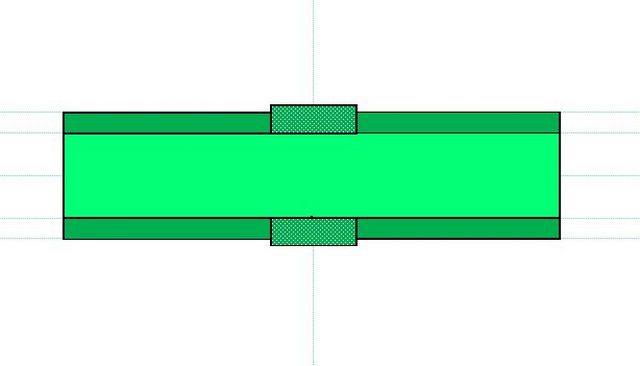
На этом этапе происходит процесс полифузии, остывания и полимеризации. В итоге получается надежное соединение, которое хотя на схеме и показано заштрихованным участком (поз. 7), но на деле, если взглянуть на разрез, то его вообще не видно – практически монолитная стенка.
- Стыковая сварка производится несколько иначе.
Одно из главных отличий – стыкуются детали обязательно одинаковые по внутреннему и внешнему диаметру.
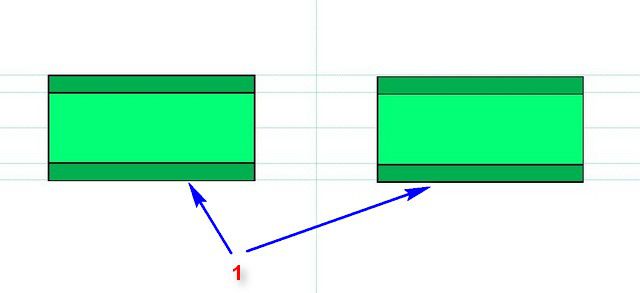
Первый шаг – это точная подгонка торцов, чтобы обеспечивалось идеальное их прилегание друг к другу.
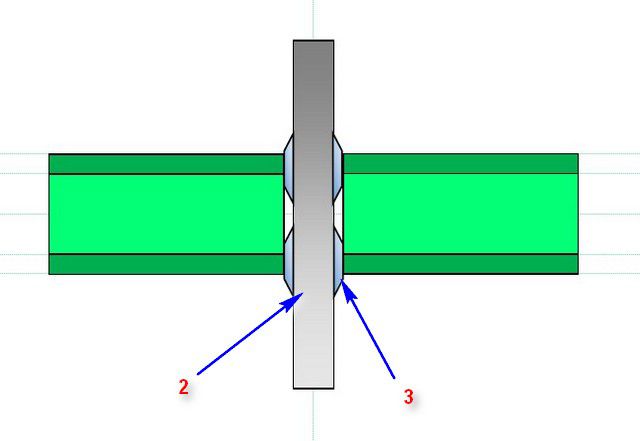
Трубы поджимаются с двух сторон с торцевателю – вращающемуся диску (поз. 2) с точно выставленными ножами (поз. 3)
Далее, торцеватель снимается, а на его место устанавливается двухсторонний плоский нагревательный элемент (поз. 4), который должен стоять строго перпендикулярно оси труб.
Трубы вновь поджимаются к центру, и на торцах, на всю толщину стенки, образуются области расплавления полипропилена (поз. 5).
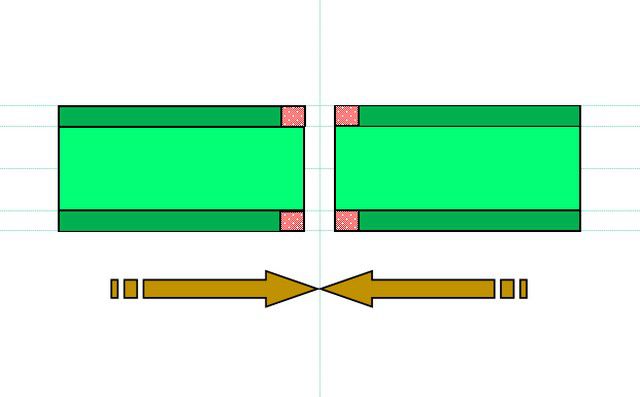
Далее, следует фаза сжатия труб, для обеспечения полифузии материала.
И, по аналогии с предыдущим случаем, по мере остывания сварной шов полимеризуется, создавая надежное соединение двух труб.
Принцип кажется несложным, но это только на первый взгляд. При такой технологии сварки определяющее значение имеет точнейшая центровка сопрягаемых деталей. Кроме того, при муфтовой сварке необходимая степень сжатия сопрягаемых расплавленных участков обеспечивается в большей мере разницей в диаметрах деталей. В данном же случае требуется приложение значительного внешнего усилия, направленного строго по оси соединяемых труб. Все эти условия возможно соблюсти только при использовании специального, достаточно сложного аппарата станочного типа.

Существует немало аппаратов для стыковой сварки, но практически все они имеют мощную станину с направляющими и хомутами для зажатия труб под различные диаметры – для обеспечения соосности соединения, съемные или откидывающиеся торцеватель и нагреватель, механизм создания требуемого сжатия – ручной, гидравлический, с электроприводом и т.п.
Такая технология используется, как правило, только профессионалами при прокладке магистральных труб, и вероятность столкнуться с ней на бытовом уровне – практически нулевая.

Существует еще и «холодный» способ сварки – с использованием клея на основе сильнодействующего органического растворителя. Смысл заключается в том, что при обработке таким составом поверхностные слои полимера размягчаются. Детали можно в это время соединить в нужном положении, а так как растворители обычно обладают высокой летучестью, быстро испаряются. то процесс обратной полимеризации начинается достаточно быстро.
Такая технология в большей степени подойдет для поливинилхлоридных (ПВХ) труб, не обладающих должной термопластичностью. Кроме того, подобны способ соединения имеет, пожалуй, больше недостатков и ограничений в использовании, нежели достоинств, поэтому особой востребованностью не пользуется, тем более что есть простая и доступная всем технология муфтовой полифузной сварки.
Что потребуется для проведения монтажных работ
Итак, в дальнейшем будем рассматривать исключительно муфтовую полифузную сварку (пайку) полипропиленовых труб. Чтобы самостоятельно справиться с этой задачей, необходимо подготовить ряд инструментов и принадлежностей.
- В первую очередь это, безусловно, аппарат для сварки полипропиленовых труб. Стоит такой инструмент – не столь дорого, и многие рачительные хозяева уже имеют его в своем домашнем «арсенале».

К сварочному аппарату обязательно должны прилагаться комплекты «муфта-дорн» необходимых диаметров. Большинство аппаратов позволяют на своем нагревательном элементе одновременно разместить по две, а иногда – и по три пары рабочих насадок, что позволяет без перерывов на замену проводить монтаж системы, в которой используются трубы различных диаметров.
Если своего аппарата нет, и обстоятельства в настоящий момент не позволяют его приобрести, то многие магазины салоны практикуют краткосрочную аренду с посуточной платой – можно воспользоваться такой возможностью.
Если решились покупать аппарат для сварки полипропиленовых труб …
Все сварочные аппараты устроены примерно одинаково и работают по сходному принципу, однако имеют и определенные различия по компоновке и функциональности. Полезная информация для решившихся на такую покупку размещена в статье нашего портала, специально посвященной аппаратам для сварки полипропиленовых труб.
 Если решились покупать аппарат для сварки полипропиленовых труб …
Если решились покупать аппарат для сварки полипропиленовых труб …По тексту может встретиться определение аппарат для пайки труб – но это лишь «игра слов». Никакой разницы между этими понятиями в данном случае нет.
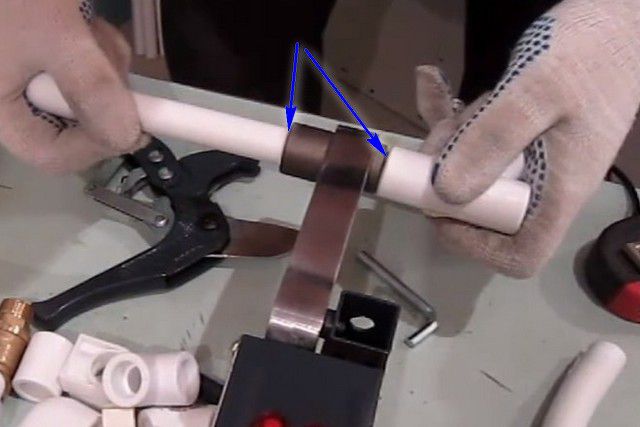
- Для нарезки трубы требуются особые ножницы. Причем, они должны быть остро отточены, с исправным трещоточным механизмом, обеспечивающим плавный рез. Лезвие не должно иметь зазубрин или искривлений.
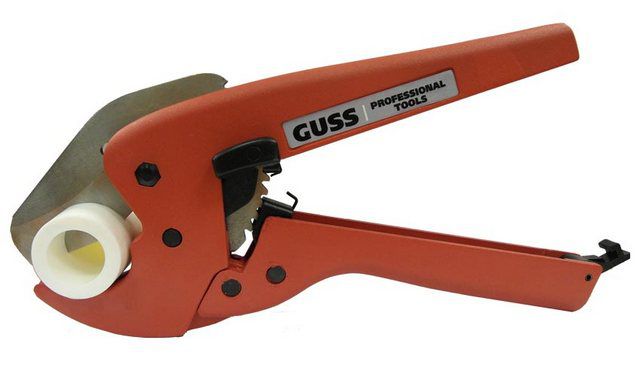
Конечно, можно отрезать трубу ножовкой, просто полотном по металлу или даже «болгаркой», но это – абсолютно не профессиональный подход, так как нужной точности и ровности реза такими инструментами не добиться.
аппарат для сварки полипропеленовых труб
- Необходимо приготовить инструмент для разметки – рулетку, линейку, строительный угольник, маркер или карандаш. Чтобы правильно разместить трубы, приходится прибегать к помощи уровня.
- Если планируется пайка полипропиленовых труб с алюминиевым армированием, то необходимы дополнительные инструменты.
— если труба имеет внешнее армирование, то потребуется шейвер, который зачистит алюминиевый слой в месте провара.

— если алюминиевый армированный слой расположен глубоко в толще стенки, то труба все равно требует предварительной подготовки, но в этом случае уже используется торцеватель.

Торцеватель внешне часто похож на шейвер, но разница между ними есть – она заключается в расположении ножей. У шейвера срез идет по касательной параллельно оси трубы, а у торцевателя, как понятно даже их названия, нож обрабатывает торец и снимает небольшую фаску.
Читайте полезную статью «Труборез для полипропиленовых труб», а также ознакомьтесь с разновидностями и критериями выбора, на нашем портале.
Подробнее на этом моменте остановимся при рассмотрении технологии пайки труб.
- Многие это упускают из виду, но свариваемые участки труб и муфт должны очищаться от грязи, пыли, влаги, а затем и обезжириваться. Значит, необходимо приготовить чистую ветошь и спиртосодержащий растворитель (например, обычный этиловый или изопропиловый спирт).

А вот использовать растворители на базе ацетона, сложных эфиров, углеводородов – не следует, так как полипропилен не обладает стойкостью к ним, и стенки могут оплыть
- Необходимо позаботиться и о защите рук. Работать ими придется в непосредственной близости от нагревательного элемента аппарата, и получить серьезный ожог – проще простого.

Лучше всего для этого дела подойдут замшевые рабочие перчатки – они практически не стесняют движений, не начнут тлеть от контакта с раскаленным нагревателем, и надежно защитят руки.
И еще одно важное предупреждение. Большинство монтажных работ очень часто можно проводить не по месту, а, например, на верстаке в мастерской – некоторые аппараты даже имеют специальные кронштейны с зажимами для надежной фиксации на столе. Это удобно в том плане, что собранный узел затем достаточно быстро устанавливается, например, в тесных и неудобных условиях ванны или санузла.
Мнение эксперта:
Афанасьев Е.В.
Главный редактор проекта Stroyday.ru.
Инженер.
Задать вопрос эксперту
В любом случае, где бы ни проводилась пайка, необходимо обеспечить высокоэффективную вентиляцию. При нагреве полипропилена выделяется газ с резким запахом. Запах еще не самое страшное – при длительном вдыхании может возникнуть серьезная интоксикация. Поверьте, опробовано на «собственной шкуре». Автор этих строк сутки провалялся с температурой под 39° после семи часов работы в достаточно просторном совмещенном санузле, с, казалось бы, неплохо работающей вентиляционной отдушиной. Не повторяйте ошибок!
Как проводится пайка полипропиленовых труб
Общие технологические приемы сварки полипропиленовых труб
- Прежде всего, начинающий мастер должен чётко представлять, что он собирается смонтировать. Должна быть подготовлена подробная схема-чертеж, с проставленными размерами и указанием конкретных деталей – этот же «документ» станет основой для приобретения необходимого количества труб и комплектующих.
- Если позволяют условия, например, в помещении, где будет осуществляться монтаж, еще нет отделки, то схему лучше всего перенести непосредственно на стены – так будет и нагляднее, и можно промерять необходимые длины труб буквально по месту.

Залог успеха – постараться максимально возможное количество узлов выполнить в удобном рабочем положении, на верстаке. Работать с паяльным аппаратом непосредственно на месте, да еще и в одиночку, без помощника – чрезвычайно сложная задача, и допустить погрешность при этом – очень несложно. Понятно, что таких операций полностью избежать не получится, но их количество должно быть сведено к возможному минимуму.
- Готовится к работе паяльный аппарат. На его нагреватель надеваются и затягиваются винтом рабочие пары – муфты и дорны необходимых для работы диаметров. Если предполагается работа с одним типом трубы, то нечего и мудрить – одевается одна пара, максимально близко к концу нагревателя.

Есть сварочные аппараты и с цилиндрическим нагревательным элементов – у него несколько иное крепление рабочих элементов, по типу хомутного. Но разобраться в этом – несложно.
- Работать будет намного удобнее, если аппарат будет жестко закреплен на рабочей поверхности верстака. Очень здорово, если конструкцией предусмотрен винт по типу струбцины, для крепления на краю столешницы. Но и с обычным аппаратом можно постараться придумать какую-нибудь фиксацию. Например, если позволяет поверхность, ножки подставки прикручивают саморезами к верстаку.

Даже при зафиксированной подставке аппарат может «вихляться» в ней – люфт обязательно будет. Здесь тоже можно предусмотреть свое крепление – высверлить отверстие и вкрутить саморез. Когда паяльник нужен будет для выносной работы, снять это крепление – дело нескольких секунд.

- Паяльник включается в сеть. Если у него есть регулировка температуры, то выставляется примерно 260 °С – это оптимальная температура для работы с полипропиленом. Не следует никого слушать, что для 20-й трубы нужно 260 градусов, для 25 – уже 270 и так далее — по нарастающей. Температура едина, просто изменяется время прогрева сопрягаемых деталей. Во всяком случае, те таблицы, которые прилагает производитель в паспорте изделия, и которая будет размещена ниже в этой статье, рассчитаны именно на такой уровень нагрева.
- Обычно на паяльнике имеется световая индикация. Горящая красная лампочка говорит о том, что работает нагревательный элемент. Зеленая – аппарат достиг рабочего режима.

Впрочем, у многих моделей имеются свои особенности индикации. Некоторые аппараты имеют даже цифровой дисплей с индикацией температуры. Во всяком случае, прибор «даст знать» что он прогрелся до необходимого уровня.
- Готовятся к работе сопрягаемые детали – отрезается необходимый кусок трубы, побирается соединительный элемент, согласно схеме монтажа.

- Не многие это делают, а между тем технология требует – обязательная очистка участка соединения от возможной грязи и пыли, и обезжиривание. Кроме того, совершенно недопустимы даже малейшие капельки воды или влажная поверхность – водяной пар может попасть в слой расплава, создать там пористую структуру, и этот соединительный узел рискует рано или поздно потечь.
- Следующий шаг – это разметка соединения. На трубе необходимо отмерить от торца и карандашом (маркером) отметить длину пояса провара. Именно до этой отметки труба будет вводиться в нагревательную муфту, затем – и в соединительную деталь. Для каждого диаметра установлена своя величина – она будет указана в таблице ниже.

Вторая метка наносится, если имеет значение взаимное расположение сопрягаемых деталей. Например, на одной из сторон отрезка трубы уже вварен отвод 90°, а с другой предстоит смонтировать, скажем, тройник, но так, чтобы его центральный канал расположился под углом к отводу относительно оси. Для этого вначале точно определяют положение деталей, а затем наносят риску через границу, по обеим.
Особо много времени на выбор правильной позиции в ходе пайки уже не будет, а подобная «хитрость» поможет точно позиционировать сопрягаемые детали.
- Следующий шаг – это уже непосредственно пайка соединения. Она в свою очередь, также включает несколько фаз:
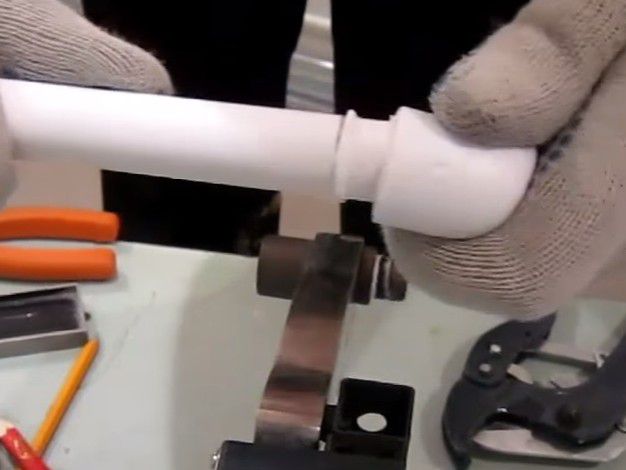
— С двух сторон одновременно труба вводится в муфту паяльника, а соединительный элемент одевается на дорн. Труба должна зайти до сделанной отметки, соединительный элемент – до упора.

— После того как труба и соединительный элемент вставлены до конца, начинается отсчет времени прогрева. Для каждого диаметра установлен свой оптимальный срок, которым и следует руководствоваться.
— Как только время истекло, обе детали снимаются с нагревательных элементов. У мастера есть буквально несколько секунд, чтобы придать деталям правильно положение и, обязательно, соосность, вставить одну в другую с усилием и завести до той же отметки. Легкая корректировка, без проворачивания относительно оси, допускается только в течение одной-двух секунд.
— В этом положении детали должны удерживаться, без малейшего смещения, в течение установленного срока фиксации.

— После этого собранный узел не должен испытывать никакой нагрузки на время установленного периода остывания и полимеризации полипропилена. И только затем его можно считать готовым
Теперь – об основных параметрах, которых необходимо придерживаться при проведении монтажа. Для удобства восприятия они сведены в таблицу:
| Наименование показателей | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина провариваемого участка трубы, мм | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время нагрева, секунд | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время на перестановку и соединение, секунд | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время для фиксации соединения, секунд | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время на остывание и полимеризацию узла, минут | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: — Если свариваются тонкостенные трубы типа PN10, то период прогрева самой трубы сокращается вдвое, но время нагрева соединительной детали остается таким же, как указано в таблице. — Если работы проводятся ну улице или в холодном помещении при температуре ниже +5°С, то срок прогрева увеличивают на 50%. |
Насчет уменьшения установленного времени прогрева (за исключением упомянутого в примечании к таблице случая) не может быть и речи – качественного соединения не получится, и узел обязательно со временем потечет. А вот по поводу некоторого незначительного увеличения — у мастеров единства взглядов нет. Мотивация здесь такова, что трубы различных производителей могут слегка отличаться материалом, то есть встречаются более жесткий или, наоборот, мягкий полипропилен. Но у мастеров есть наработанный опыт, точное знание используемого материала, а для новичка все же рекомендуемые показатели должны быть взяты за основу.
Добрый совет – при покупке труб и комплектующих – взять небольшой запас самых дешевых соединительных элементов, и провести эксперимент — тренировку. Можно подготовить несколько отрезком трубы и выполнить пробные пайки.
При качественной пайке внутри соединительного узла по окружности создается аккуратный буртик высотой порядка 1 мм, который не станет мешать свободному проходу воды. Снаружи также будет образован аккуратный буртик, не портящий внешнего вида соединения.
ножницы для труб

А вот перегрев уже чреват получением бракованного соединения. Расплавленный полипропилен начинает при совмещении деталей продавливаться внутрь, где образуется и застывает «юбка», в значительной мере закрывающая проход. Напор воды в таком водопроводе может быть пониженным, а кроме того, подобный дефект нередко со временем становится местом образования засоров.

Проведение подобного практического занятия поможет точно определиться со всеми параметрами пайки и избежать ошибок.
Особенности работы с трубами, имеющими алюминиевое армирование
Как уже упоминалось выше, здесь возможны два варианта – слой армирования расположен около поверхности трубы, или же в глубине стенки. Соответственно, различаются и методы подготовки трубы к свариванию.
- Понятно, что расположенные у поверхности слой алюминия просто не даст провести полноценный прогрев и соединение узла. Кроме того, подобные трубы всегда имеют диаметр чуть выше, и попросту не войдут ни в нагревательную муфту, ни в соединительные элемент. Значит, необходим счистить этот слой до «чистого» полипропилена.
Для этого используется специальный инструмент – шейвер. В него вставляют отрезок трубы и начинают проворачивать – установленные ножи аккуратно последовательно срезают верхнее полимерное покрытие и расположенный под ним алюминий.

Обработку ведут до упора трубы в дно инструмента – размеры шейвера предусмотрены такими, что он срежет фольгу ровно в той полосе, которая и требуется для сварного соединения при данном диаметре, то есть можно даже не проводить соответствующую разметку.
При пайке весь очищенный участок должен быть прогрет, а потом вставлен в соединительную деталь полностью. Оставлять снаружи даже тонкую полоску защищенной трубы – запрещается.
- Если алюминиевая фольга спрятана в тоще материала, то она, казалось бы, никак не помещает качественной пайке. Но здесь уже есть другой нюанс.
Если труба не будет защищена с торца, то проходящая под давлением вода будет пытаться расслоить ее, найти выход между алюминиевым слоем и внешней полипропиленовой оболочкой. Алюминий, кроме этого, может начать корродировать, терять свою прочность. Итогом такого расслоения сначала становятся «волдыри» на теле трубы, которые затем обязательно заканчиваются крупной аварией.
Выход — создать такие условия, чтобы при проведении сварки торец трубы и алюминиевый слой были бы полностью закрыты расплавленным полипропиленом. А этого можно достичь, проведя обработку специальным инструментом, о котором говорилось выше –торцевателем.
Внешне он может быть схожим с шейвером, но ножи его расположены иначе – они точно выровняют торец, срежут фаску и удалят тонкую, порядка 1.5 – 2 мм от обреза, полоску алюминиевой фольги по окружности. При прогреве и в ходе сопряжения деталей создаваемый буртик расплавленного полипропилена полностью закроет торец трубы, и узел получит необходимую надежность.
Трубы со стекловолоконным армированием никаких особенностей монтажа не имеют.
Несколько рекомендаций, как избежать типичных ошибок
- Процесс пайки, как говорилось, лучше всего проводить на удобной просторной рабочей площадке, по максимуму собирая готовые узлы водопровода (контура отопления), и лишь потом устанавливая и соединяя их по месту.

Работа «у стены» всегда более сложная, трудоемкая и нервная, так как приходится одной рукой удерживать достаточно тяжеловесный аппарат, одновременно обеспечивая подачу на нагрев обеих сопрягаемых деталей. Нередко без помощника такое сварное соединение выполнить практически невозможно. Поэтому и стоит свести количество подобным операций к минимуму.
Но при этом важно не допустить оплошность. Для соединения узла необходимо обеспечить определённую степень свободы сопрягаемым деталям – их нужно развести в стороны, чтобы установить между ними сварочный аппарат (плюс к этому нагревательная пара также имеет определенную ширину), затем аккуратно, без перекоса вставить в дорн и муфту, после прогрева обеспечить поступательное снятие, а затем – соединение. Необходимо заранее предусмотреть этот момент – хватит ли имеющегося люфта, чтобы выполнить все эти манипуляции.
- Бывает, что неопытные мастера, не предусмотрев этот нюанс, сталкиваются с тем, что остался последний сварной шов, а выполнить его – нет никакой возможности. Что делать?

Выходом может стать вваривание в разрезанную трубу разборной соединительной пары – резьбового фитинга и муфты с накидной гайкой-«американкой». Соединение получается надежным, а припаять такие элементы даже в подобных сложных обстоятельствах – уже не составит труда.
- Если хоть какой-то узел в ходе монтажа вызывает даже малейшие сомнения – безо всякого сожаления его следует вырезать и вварить другие детали. Поверьте, это не займет много времени и не повлечет серьезных затрат. Но вот если со временем такой сомнительный участок вдруг даст протечку – последствия могут быть весьма печальными.
- О следующей группе ошибок уже говорилось выше – это нарушение технологии пайки труб. Сюда можно отнести недостаточный или чрезмерный прогрев. Усилие, приложенное к деталям при соединении, должно быть в меру. Слишком сильное сжатие приведет к образованию внутренней «юбки». Не менее опасно недостаточное приложение силы – труба не входит в гнездо соединительной детали до конца, там остается небольшой участок с увеличенным диаметром и утончённой стенкой – потенциальное место прорыва!

- Не забывайте про очистку свариваемых деталей от грязи и жира. Возможно, это кажется несущественным, но в практике – вполне достаточно случаев, когда подобное пренебрежение впоследствии оборачивалось слабым соединением и образованием протечки.
- Очень опасны попытки изменить положение деталей в период схватывания и остывания соединения. Внешне это может и не проявиться, но в соединительном шве появляются микротрещины, который впоследствии приводят к авариям. Не нравится соединенный узел – «в топку» его, и делайте новый, но не пытайтесь изменить!
- При зачистке армированной трубы на очищенном участке не должно оставаться даже крошечного фрагмента фольги – это способно стать потенциальным местом будущей протечки.
- Еще одна рекомендация. Понятно, что материал должен быть качественным – не стоит гнаться за дешевизной, так как проиграть можно намного больше, тем более что даже брендовые полипропиленовые трубы и комплектующие к ним – не настолько дороги. Но известны случаи, когда при монтаже качественных труб, проведенном с точным соблюдением технологии, соединительные узлы все же со временем начинали подводить. А причина проста – использовался действительно качественный материал, но различных производителей. Несущественные, казалось бы, отличия в химическом составе и физико-технических характеристиках полипропилена давали такой неожиданный результат – полноценная диффузия расплавов не достигалась.
Поэтому – совет напоследок: применяйте качественные трубы одного производителя. Наверное, понятно, что и все комплектующие тоже должны быть этого же бренда.
В завершение публикации – познавательный видеосюжет о пайке полипропиленовых труб:
Видео: мастер делится секретами качественной пайки полипропиленовых труб
Цена труб и фитингов из полипропилена (сокращенно – ППР) заметно ниже, чем других полимеров – металлопластика, сшитого полиэтилена. Но можно сэкономить дважды — купить недорогой паяльник и спаять водопровод либо отопление из PPR своими руками.
Суть проблемы: в интернете опубликовано множество инструкций и видео по соединению трубопроводов в отрыве от реальных условий монтажа. Домовладелец учится правильно сваривать фасонные элементы на столе, но не знает тонкостей прокладки и стыковки готовых участков. Предлагаем изменить подход — пайка полипропиленовых труб и монтажные работы должны осваиваться одновременно.
Этапы монтажных работ
Невысокая стоимость полипропиленовых систем с лихвой компенсируется сложностью сварки изделий PPR. Труднее монтируется только сантехника из стальных и медных труб, которые нужно варить газовой горелкой. Разводка металлопластиковыми и полиэтиленовыми материалами делается проще, но стоит дороже.

Чтобы надежно и красиво спаять трубопроводы водоснабжения и отопления из полипропилена, рекомендуем работать в такой последовательности:
- Нарисуйте водопроводную и отопительную схему, перенесите проекции магистралей на стены помещений.
- Подготовьте необходимые инструменты и приспособления. Профессиональный сварочный аппарат (он же паяльник или «утюг») с набором насадок лучше взять в аренду, а не покупать.
- Нарежьте заготовки и сварите участки системы в удобных условиях – на столе.
- Готовые участки закрепите по месту и соедините между собой. Подключите сантехнические и обогревательные приборы.
Примечание. Составление схемы и разметка трасс на стенах позволит вам четко выбрать комплектующие – тройники, отводы, муфты и определить количество труб для закупки.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.

Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
Важный нюанс. Грязевики должны ставиться в правильном положении – горизонтально, «носиком» вниз. Под установку водяных фильтров выбирайте подходящие прямые участки.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.

При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.

Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Паяльник для полипропилена и другие инструменты
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.

Справка. Проще всего взять нагреватель с комплектом насадок в аренду. Стоимость проката в сутки – от 4 до 8 у. е. в зависимости от региона проживания и первоначальной цены аппарата.
Помимо паяльника, для разметки и сваривания труб ППР понадобится набор инструментов и приспособлений:
- секундомер;
- ножницы для резки – обязательно, ножовки и болгарки не годятся;
- шейвер – устройство торцевания труб, армированных алюминием;
- средства измерения – рулетка, угольник, линейка;
- маркер либо простой карандаш;
- обезжиривающий состав – уайт-спирит, бензин «калоша», нефрас, спирт (ацетон не годится);
- ветошь;
- перчатки защитные.

Здесь перечислен инструментарий, необходимый конкретно для пайки ППР труб. Чтобы крепить разводку к стенам и подключать к батареям, понадобится комплект ключей, дрель, молоток и отвертки.
У всех сварочных аппаратов есть неприятная особенность – паяльник болтается в гнезде подставки и свободно двигается вместе с ней по столу. Совет опытного мастера: прикрепите подставку к столешнице двумя самонарезающими винтами, а нагреватель зафиксируйте шурупом, как показано на фото.

Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.

Как правильно паять трубы согласно инструкции производителей полипропилена:
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.

- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.

- Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.

- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.

- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.




Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.

Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.

Как разметить и сварить секции полипропиленовых труб:
- Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
- Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).
")
- Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.
- Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
- Обезжирьте все торцы и переходите к свариванию.
")


Наибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.
В технологии сборки секций гораздо проще разобраться, просмотрев видеоурок опытного мастера:
Свариваем участки в неудобных условиях
Монтаж по месту начинается с фиксации сваренных секций в клипсах, установленных вдоль трассы на стене. Первый участок нужно жестко закрепить, чтобы труба не скользила внутри защелок, либо упереть другим концом в стену. Затем снять с подставки паяльник и сваривать стык на весу.
Совет. Сборочные работы лучше выполнять с помощником, при необходимости он удержит одну трубу или примет у вас сварочный аппарат, когда потребуются обе руки для быстрого соединения нагретых деталей. Если помогать некому, нужно создать на первом участке надежную точку опоры, чтобы элементы не двигались в клипсах.

Опишем несколько приемов сварки полипропилена в труднодоступных местах:
- Когда первый участок закрепить не получается, попросите помощника подержать трубу. По окончании нагрева быстро передайте ему паяльник и соедините элементы.
- Если нагреватель «утюга» упирается торцом в стену, попробуйте освободить концы свариваемых труб из фиксаторов.

- Вариант второй: отыщите более удобное место для пайки, нарастите длину трубопровода с помощью муфты и таким образом перенесите точку соединения.
- Если детали невозможно раздвинуть на ширину нагревателя, прикрутите к «утюгу» 2 одинаковых комплекта насадок и надевайте обе секции с одной стороны дорна, как демонстрируется на фото.

- Одиночный стык в глубокой нише, куда аппарат не войдет в любом положении, опытные исполнители варят так: снимают клещами с дорна разогретую насадку и вставляют ее между соединяемыми деталями.


Примечание. Последний способ считается довольно рискованным – снятая насадка быстро остывает, нужно уметь точно подгадать время выдержки. Права на ошибку нет – когда стык потечет, придется переделывать часть системы и устранять последствия затопления.
По окончании сборочных работ сделайте опрессовку – заполните трубопроводную сеть водой, накачайте максимальное рабочее давление и оставьте на 1 сутки. Подробности монтажа и проверки смотрите во втором видеоуроке:
Соединение ППР без сварки
В жизни случаются ситуации, когда применение традиционной пайки полипропиленовых деталей исключено. Например, стык расположен в труднодоступном углублении или при монтаже внезапно отключили свет, а вам осталось сварить последнее соединение. Практикуется 3 одноразовых способа:
- разогрев газовой горелкой и последующая стыковка;
- использование компрессионной муфты типа Gebo;
- посадка элементов на анаэробный клей.
Почему указанные варианты считаются одноразовыми. Склейка и нагрев горелкой не могут обеспечить требуемой надежности стыка и применяются лишь в крайнем случае на магистралях холодного водоснабжения. Соединять подобным образом трубы отопления и ГВС крайне нежелательно. Муфты Gebo надежны, но слишком дороги.

Технология соединения без паяльника проста – детали обезжириваются, аккуратно греются пламенем горелки, стыкуются и фиксируются на 6—10 секунд. Методика демонстрируется ниже на видео.
Склеивание производится согласно инструкции на упаковке анаэробного герметика. Конец трубы и гнездо фитинга следует зачистить, обезжирить и наложить клей небольшой кистью. Затем элементы скрепляются методом сжатия.
Заключение
Методика пайки полипропиленовых труб и фитингов подтверждает общеизвестное правило: чем дешевле стройматериал, тем больше труда нужно затратить на его применение. Монтировать разводку из металлопластика, ПВХ и ПНД гораздо проще. Поэтому перед окончательным выбором рекомендуем ознакомиться со сравнительным обзором трубопроводов типа PPR и PEX (сшитый полиэтилен).