Документация к написанию постов
Автор:
mk85,
в NX
-
Ответить в тему
-
Создать тему
Рекомендованные сообщения
mk85
63
-
- Жалоба
- Рассказать
Всем привет!!!
Есть ли у кого нибудь документация или наглядные примеры по написанию постпроцессоров и инсталляции их потом в Unigraphics. Имею опыт по написанию постов в АДЕМе. Скачал книги,но там все обобщенно и непонятно:)
За раннее благодарен!
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
GES
0
-
- Жалоба
- Рассказать
Всем привет!!!
Есть ли у кого нибудь документация или наглядные примеры по написанию постпроцессоров и инсталляции их потом в Unigraphics. Имею опыт по написанию постов в АДЕМе. Скачал книги,но там все обобщенно и непонятно:)
За раннее благодарен!
Если взять за основу Постбилдер, то разница будет слишком большой …
Опыт Adem может пригодиться только с точки зрения процесса постпроцессирования, мне так кажется …
Для начала я бы взял библиотечный контроллер и, ничего не меняя, сгенерил пост.
Затем можно посмотреть, что будет выводиться в УП.
Если что-то похожее есть — уже хорошо для начала … а затем придется изучать закладки в Постбилдере и язык TCL, чтобы писать что-то сложное …
В хелпе описан и язык, и основные разделы постбилдера, хотя очень сжато …
Есть и более простые варианты, но они куда примитивнее …
Изменено пользователем GES
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Dzzy
0
-
- Жалоба
- Рассказать
Если взять за основу Постбилдер, то разница будет слишком большой …
Опыт Adem может пригодиться только с точки зрения процесса постпроцессирования, мне так кажется …
Для начала я бы взял библиотечный контроллер и, ничего не меняя, сгенерил пост.
Затем можно посмотреть, что будет выводиться в УП.
Если что-то похожее есть — уже хорошо для начала … а затем придется изучать закладки в Постбилдере и язык TCL, чтобы писать что-то сложное …
В хелпе описан и язык, и основные разделы постбилдера, хотя очень сжато …
Есть и более простые варианты, но они куда примитивнее …
Угу, постбилдер + готовый пост — это хорошо, но когда начинаешь трогать циклы, то тут веселей. А ежели нестандартная ситуевина или нестандартный цикл. Вот долго думал, есть машина — вертикально-горизонтальная, но не 5-и осевая. Так вот, трабла была в том, что в режиме вертикальном — проблем нетю, а вот когда бошка становиться в горизонтальное положение — проблема. Нужно заменять вывод координат — Z становится Y и Y есесно Z, дык их исчо не просто заменить нужно, а поменять местами, при этом циклы отрабатываются когда ориентация шпинделя — Y. Решение пришло нестандартное. Взял С и написал приблуду, которая тупо меняет Y на Z и наобормот, а в билдере автоматом ориентацию Y (вместо Z). Т.е. есть внешний фай, который на вход глотает УП а на выходе ужо модернизированная УП
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
GES
0
-
- Жалоба
- Рассказать
Угу, постбилдер + готовый пост — это хорошо, но когда начинаешь трогать циклы, то тут веселей. А ежели нестандартная ситуевина или нестандартный цикл. Вот долго думал, есть машина — вертикально-горизонтальная, но не 5-и осевая. Так вот, трабла была в том, что в режиме вертикальном — проблем нетю, а вот когда бошка становиться в горизонтальное положение — проблема. Нужно заменять вывод координат — Z становится Y и Y есесно Z, дык их исчо не просто заменить нужно, а поменять местами, при этом циклы отрабатываются когда ориентация шпинделя — Y. Решение пришло нестандартное. Взял С и написал приблуду, которая тупо меняет Y на Z и наобормот, а в билдере автоматом ориентацию Y (вместо Z). Т.е. есть внешний фай, который на вход глотает УП а на выходе ужо модернизированная УП
Тоже как один из вариантов, хотя и в постбилдере особых проблем не вижу …
Поставил проверку вектора оси инструмента … если Z — такой вывод, если Y — такой … тут даже думать особо не нужно … 
Нестандартные циклы можно реализовать по разному, например через события пользователя …
Изменено пользователем GES
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 2 недели спустя…
Dzzy
0
-
- Жалоба
- Рассказать
Тоже как один из вариантов, хотя и в постбилдере особых проблем не вижу …
Поставил проверку вектора оси инструмента … если Z — такой вывод, если Y — такой … тут даже думать особо не нужно …
Нестандартные циклы можно реализовать по разному, например через события пользователя …
События пользователя — нужно знать где в cdl`e их еще и как создать, а потом и в шаблон влепить, незнающему — тяжеловато.
А вот про проверку вектора, по-подробней. С линейной и круговой интерполяцией — проблем нетю, а вот с ускоренными перемещениями — ? В билдере, вроде, нельзя их вообще удалить или местами поменять.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
GES
0
-
- Жалоба
- Рассказать
События пользователя — нужно знать где в cdl`e их еще и как создать, а потом и в шаблон влепить, незнающему — тяжеловато.
С начала может тяжеловато, хотя события пользователя описаны в хелпе …
А вот про проверку вектора, по-подробней. С линейной и круговой интерполяцией — проблем нетю, а вот с ускоренными перемещениями — ? В билдере, вроде, нельзя их вообще удалить или местами поменять.
Если постараться, то обойти можно все … или почти все … да и способов не один 
Но для самых ленивых, сужу по себе, могу предложить, в качестве примера, замену холостых перемещений, взял из поста для MAHO с вертикальным шпинделем — ось инструмента Y
#=============================================================
proc PB_CMD_rapid_move { } {
#=============================================================
# Uskorennye peremesh’eniya G0
global mom_pos
global mom_prev_pos
if { [expr $mom_pos(1) — $mom_prev_pos(1)] > 0 } {
MOM_do_template rapid_spindle_Y
MOM_do_template rapid_traverse_XZ
} else {
MOM_do_template rapid_traverse_XZ
MOM_do_template rapid_spindle_Y
}
}
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Dzzy
0
-
- Жалоба
- Рассказать
С начала может тяжеловато, хотя события пользователя описаны в хелпе …
Если постараться, то обойти можно все … или почти все … да и способов не один
Но для самых ленивых, сужу по себе, могу предложить, в качестве примера, замену холостых перемещений, взял из поста для MAHO с вертикальным шпинделем — ось инструмента Y
#=============================================================
proc PB_CMD_rapid_move { } {
#=============================================================
# Uskorennye peremesh’eniya G0
global mom_pos
global mom_prev_pos
if { [expr $mom_pos(1) — $mom_prev_pos(1)] > 0 } {
MOM_do_template rapid_spindle_Y
MOM_do_template rapid_traverse_XZ
} else {
MOM_do_template rapid_traverse_XZ
MOM_do_template rapid_spindle_Y
}
}
Дык енто вроде как тцл-файл нужно редактировать самого поста, а ежели я его постбилдером открою, то все енто самое и тю-тю. Вот ежели вконце тцл-а прикрепить юзерский файл, а сам файл сделать внешним, то это интересно, но я не понял как вывод старых координат подавить, а новые — вывести.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
mk85
63
- Автор
-
- Жалоба
- Рассказать
задам оч тупой вопрос..где редактор самого поста
#=============================================================
proc PB_CMD_rapid_move { } {
#=============================================================
# Uskorennye peremesh’eniya G0
global mom_pos
global mom_prev_pos
if { [expr $mom_pos(1) — $mom_prev_pos(1)] > 0 } {
MOM_do_template rapid_spindle_Y
MOM_do_template rapid_traverse_XZ
} else {
MOM_do_template rapid_traverse_XZ
MOM_do_template rapid_spindle_Y
}
}
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

Ug_user
631
-
- Жалоба
- Рассказать
задам оч тупой вопрос..где редактор самого поста
notepad…..
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
GES
0
-
- Жалоба
- Рассказать
задам оч тупой вопрос..где редактор самого поста
Может имелся ввиду Post Builder …
Тогда еще нужен файл *.pui …
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
GES
0
-
- Жалоба
- Рассказать
Дык енто вроде как тцл-файл нужно редактировать самого поста, а ежели я его постбилдером открою, то все енто самое и тю-тю. Вот ежели вконце тцл-а прикрепить юзерский файл, а сам файл сделать внешним, то это интересно
Возможен и такой вариант, но если посмотреть повнимательнее, то ускоренные перемещения внутри поста постбилдера будут MOM_rapid_move, а PB_CMD_rapid_move всего лишь процедура пользователя, стоящая перед выводом адресов …
но я не понял как вывод старых координат подавить, а новые — вывести.
Посколько в данном случае адреса модальные и уже будут выведены, их можно просто не подавлять
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Dzzy
0
-
- Жалоба
- Рассказать
To GES
Спасибо за просвещение, обязательно попробую. Уж больно лень все время файлы УП повторно прогонять. Нужно заняться будет. О результате обязательно сообщу.
Изменено пользователем Dzzy
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Dzzy
0
-
- Жалоба
- Рассказать
Чтой-то не получается 
1. Попробовал тупо вышеуказанное событие написать в RAPID_MOVE перед выводом координат, как говорилось, дык NX пишет ошибку
2. Начал искать, что такое rapid_traverse_XZ и rapid_spindle_Y, в браузере мом-переменных, дык ничего не нашел — что это такое (перевод с англ. я понимаю)
3. Попробовал поменять местами значения Z и Y (значение mom_pos(1) и mom_pos(2)), написал в билдере, как событие перед выводом координат — NX пишет ошибку
Все пробовал на скорую руку и понял, что лень (мне) быстрее написать не поможет, нужно будет посидеть …
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
GES
0
-
- Жалоба
- Рассказать
Чтой-то не получается

1. Попробовал тупо вышеуказанное событие написать в RAPID_MOVE перед выводом координат, как говорилось, дык NX пишет ошибку
2. Начал искать, что такое rapid_traverse_XZ и rapid_spindle_Y, в браузере мом-переменных, дык ничего не нашел — что это такое (перевод с англ. я понимаю)
3. Попробовал поменять местами значения Z и Y (значение mom_pos(1) и mom_pos(2)), написал в билдере, как событие перед выводом координат — NX пишет ошибку
Все пробовал на скорую руку и понял, что лень (мне) быстрее написать не поможет, нужно будет посидеть …
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Dzzy
0
-
- Жалоба
- Рассказать
Вот, вроде как получилось 
Сделал на подобие, как рекомендовал GES, токма:
I. в событии рапид — сделал процедуру смены координат Y (mom_pos(1)) на Z (mom_pos(2)) и наобормот … (что я не смог раньше догадаться ?), а процедура написанная выше почему-то не заработала, ну я и не стал разбираться дальше, решил попробовать подругому
II. Заменил имя переменной Y на Z, ну есесно Z-Y. Таким образом, все выводится и без замены шаблона.
III. При выборе оси шпинделя — оставил ориентацию Z
IV. Все делал в Билдере
Думаю, что если енту процедуру вставить в событие линейной и круговой интерполяции, то тоже должно получиться. Конкретно на станке не отрабатывал (пока идут вертикальные детали, вот пойдут горизонтальные, тогда и посмотрим)
Отдельно: Большое человеческое спасибо GES`у
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
-
Сейчас на странице
0 пользователей
Нет пользователей, просматривающих эту страницу.
-
Сообщения
-
-
Автор:
GREY19 · Опубликовано:
В вашем сообщении осуждение какой-то плохой работы от каких-то плохих конструкторов. Как я понял, речь о схеме «быстро, некачественно, дешево»?
В теме же речь о «быстро, качественно, дорого», если вы не поняли. -
Автор:
WF3 · Опубликовано:
Добрый день. У нас бу гибочный станок на dnc1200. Чпу Cybelec. При запуске постоянно пишет — перейдите в режим 3, педали не работают. Я переводил во все положения 3х позиционный переключатель и ничего, все тоже самое. При включении гидравлики после выдержки срабатывает один пускатель и что-то дергается балка. Потом пишет все время это сообщение. Еще выходит ошибка ком порта. Пробовал менять режимы ком порта а он снова пишет перейти в режим 3.
-
Автор:
Maik812 · Опубликовано:
Сделал папку в «библиотеке проектирования»оформление чертежей и там наборы сварные швы, и тд.. самое удобное перетащил и все. а вот это костыль как раз твой вариант.
-
Автор:
Maik812 · Опубликовано:
Я не увидел встраиваемость непосредственно в САПР. Так как это в Солиде реализованно. Когда получил результат вернулся в редактирование детали и тут же заново рассщет
-
Автор:
Viktor2004 · Опубликовано:
А это не важно от чего измеряют. Главное что бы координаты этого чего-та были известны
-
Автор:
Killerchik · Опубликовано:
Ну да, если мерить от зажима штревеля, она будет ещё более разная…..
При калибровки измерительных устройств, даже если таковым выступает плитка проход-непроход, первым делом по-хорошему определяется машинная координата, в которой торец инструмента/оправки известной длины совпадает с измерительным объектом — стилусом, лазером, индикатором, плиткой и т.п. И в память заносится итоговая машинная координата для инструмента с длиной 0.Я для механического измерителя с индикатором на горизонтале схалтурил: поставил инструмент с известной длиной, забил эту длину в оффсет, выполнил G43, подъехал до 0 измерителя, в этом месте обнулил Z G54 (технологи всё равно пользуются G54.1 а G54-59 оставлены для служебных целей). Всё — теперь при ручном измерении я беру неизвестный инструмент, ставлю ему оффсет 0, выполняю G43, подъезжаю в G54 до 0 — и координата по Z и будет фактической длиной инструмента от базовой плоскости, что на этом же станке по лазерному измерителю, что на соседнем вертикале с простейшим механическим измерителем вылета с индукционным датчиком IO (кто знает, такие давно ставятся на Мазаки).
Я, в целом, прекрасно понимаю проблему — во многих местах не стыкуются инструменты не то что с разных станков, а даже на одном станке, но померенные для разных программ — потому что измеряют каждый раз от чего придётся, в основном от верхней плоскости детали. Но это просто вопрос колхоза и дисциплины. -
Автор:
Lmstr · Опубликовано:
Добрый день, а где вы нашли в документации, тоже пытаюсь найти, подскажите хотя бы ключевые слова ))
-
Автор:
Александр1979 · Опубликовано:
Если мерять от торца шпинделя (например как в видео ниже) , то на разных станках длина одного и того же инструмента будет разная.
-
Автор:
Lmstr · Опубликовано:
Доброго всем дня, не могу найти документацию по настройке пяти осевого преобразования на Heidenhain (станок фрезерный с поворотным столом). Если у кого есть — буду благодарен
-





Я подразумеваю, что человек, читающий Это. Может запустить ПостБилдер. Может
создать Адрес, Блок, Вспомогательную команду. Может редактировать. При создании
постпроцессора в Постбилдере, он первым делом начинает редактировать описание
адреса G_cutcom ,
убирая ненавистные уже +-999999999.9999. Ругаясь и чертыхаясь.
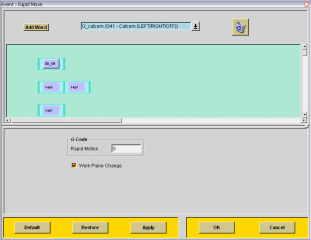
Порядок Адресов в кадре
![]() Глубоко вникнуть в состав pui — файла меня вынудило
Глубоко вникнуть в состав pui — файла меня вынудило
несколько случаев. Один из них был просто дурацкий: мне нужно было получить такой порядок адресов в кадре :
G90 G41….. Используя PB, получалось только так:
G41 G90 ….
Я много раз пытался сделать это — не выходило.
Создавать свой адрес, когда был такой же в наличие (по функционалу), было
как то глупо. Ругнулся и
открыл pui-файл. Внимательно
изучив содержимое, я обнаружил описание и порядок адресов, решил их переставить
….. и у меня получилось :):):)
Точно так же, мне удалось решить и проблему адресов еще для одного
постпроцессора, и получить требуемое: M3 S…
| До | После |
## MASTER SEQUENCE START
G_cutcom "$mom_sys_cutcom_code(OFF)" 0 "Cutcom G-Code" 0
G_plane "$mom_sys_cutcom_plane_code($mom_cutcom_plane)" 0 "Plane G-Code" 0
G_adjust "$mom_sys_adjust_code" 0 "Tool Length Adjust G-Code" 0
G_feed "$mom_sys_feed_rate_mode_code($feed_mode)" 0 "Feedrate Mode G-Code" 0
G_spin "$mom_sys_spindle_mode_code($mom_spindle_status)" 0 "Spindle Output Mode G-Code" 0
G_return "$mom_sys_cycle_ret_code(MANUAL)" 0 "Return Plane for Canned Cycles" 0
G_motion "$mom_sys_linear_code" 0 "Motion G-Code" 0
G_cycle "$mom_usd_add_var" 0 "(G_cycle)" 1
G_mode "$mom_sys_output_code($mom_output_mode)" 0 "Positioning Mode G-code" 0
G "$mom_sys_blank_code" 0 "Other G-Codes" 0
X "$mom_sys_blank_code" 0 "X Axis Position or Canned Cycle X Axis Position" 0
Y "$mom_sys_blank_code" 0 "Y Axis Position or Canned Cycle Y Axis Position" 0
Z "$mom_sys_blank_code" 0 "Z Axis Position or Canned Cycle Z Axis Position" 0
fourth_axis "$mom_sys_blank_code" 0 "4th Axis Position" 0
fifth_axis "$mom_sys_blank_code" 0 "5th Axis Position" 0
I "$mom_sys_blank_code" 0 "X Axis Position of the Circle Center" 0
J "$mom_sys_blank_code" 0 "Y Axis Position of the Circle Center" 0
K "$mom_sys_blank_code" 0 "Z Axis Position of the Circle Center" 0
.....
F "$mom_sys_blank_code" 0 "Feedrate" 0
S "$mom_sys_blank_code" 0 "Spindle Speed" 0
...
M_spindle "$mom_sys_spindle_direction_code($mom_spindle_direction)" 0 "Spindle Direction M-Code" 0
....
N "" 0 "Sequence Number" 0
....
Text "" 0 "Text String" 0
## MASTER SEQUENCE END
|
## MASTE SEQUENCE START
G_mode "$mom_sys_output_code($mom_output_mode)" 0 "Positioning Mode G-code" 0
G_cutcom "$mom_sys_cutcom_code(OFF)" 0 "Cutcom G-Code" 0
G_plane "$mom_sys_cutcom_plane_code($mom_cutcom_plane)" 0 "Plane G-Code" 0
G_adjust "$mom_sys_adjust_code" 0 "Tool Length Adjust G-Code" 0
G_feed "$mom_sys_feed_rate_mode_code($feed_mode)" 0 "Feedrate Mode G-Code" 0
G_spin "$mom_sys_spindle_mode_code($mom_spindle_status)" 0 "Spindle Output Mode G-Code" 0
G_return "$mom_sys_cycle_ret_code(MANUAL)" 0 "Return Plane for Canned Cycles" 0
G_motion "$mom_sys_linear_code" 0 "Motion G-Code" 0
G_cycle "$mom_usd_add_var" 0 "(G_cycle)" 1
G "$mom_sys_blank_code" 0 "Other G-Codes" 0
X "$mom_sys_blank_code" 0 "X Axis Position or Canned Cycle X Axis Position" 0
Y "$mom_sys_blank_code" 0 "Y Axis Position or Canned Cycle Y Axis Position" 0
Z "$mom_sys_blank_code" 0 "Z Axis Position or Canned Cycle Z Axis Position" 0
fourth_axis "$mom_sys_blank_code" 0 "4th Axis Position" 0
fifth_axis "$mom_sys_blank_code" 0 "5th Axis Position" 0
I "$mom_sys_blank_code" 0 "X Axis Position of the Circle Center" 0
J "$mom_sys_blank_code" 0 "Y Axis Position of the Circle Center" 0
K "$mom_sys_blank_code" 0 "Z Axis Position of the Circle Center" 0
.....
F "$mom_sys_blank_code" 0 "Feedrate" 0
M_spindle "$mom_sys_spindle_direction_code($mom_spindle_direction)" 0 "Spindle Direction M-Code" 0
S "$mom_sys_blank_code" 0 "Spindle Speed" 0
...
N "" 0 "Sequence Number" 0
Text "" 0 "Text String" 0
## MASTER SEQUENCE END
|
Вывод: порядок Адресов в кадре — задается
в pui. И его нужно при необходимости менять.
Исключение: Вывод адреса N.
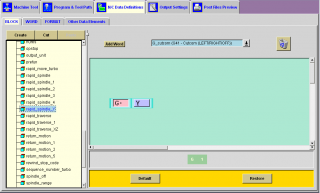
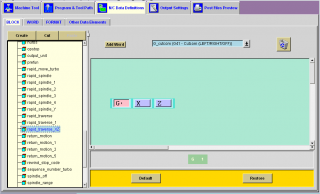
Добавление MOM-команд,
функций в структуру
pui (tcl, def).
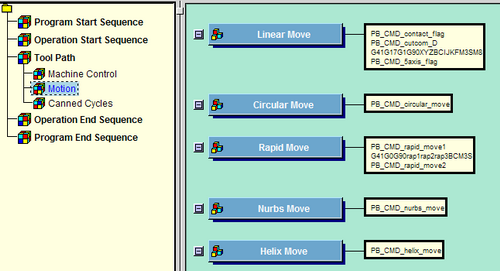
1. Меня всегда интересовало, почему в
PB так неудобно и не понятно работает с
Nurbs и Helix —
интерполяцией. В принципе, она была обычным видом движения. Но реализация через
uplevel { } — раздражала.
В pui—файле за это отвечает следующая часть:
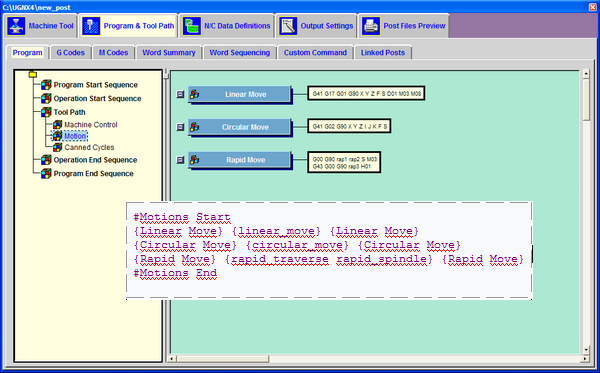
Для решения этого насущного вопроса,
откроем pui—файл, и добавим строчки, чтобы получилось
как показано ниже.
#Motions Start
{Linear Move} {linear_move} {Linear Move}
{Circular Move} {circular_move} {Circular Move}
{Rapid Move} {rapid_traverse rapid_spindle} {Rapid Move}
{Nurbs Move} {} {Nurbs Move}
{Helix Move} {} {Helix Move}
#Motions End
|
После открытия модифицированного #==========================================
proc MOM_nurbs_move { } {
#==========================================
}
#==========================================
proc MOM_helix_move { } {
#==========================================
}
|
 |
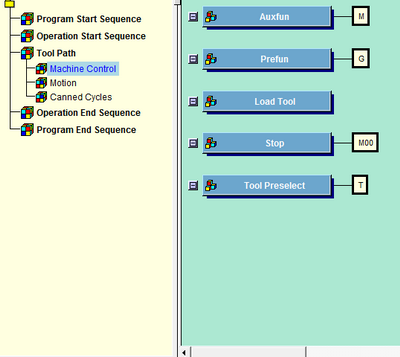
Точно также, Вы можете добавлять и обработчики, и
другие вспомогательные команды:
##Tool Path Start
#Control Functions Start
{Tool Change} {} {$gPB(event,tool_change,name)}
{Length Compensation} {} {Length Compensation}
{Set Modes} {} {Set Modes}
{Spindle RPM} {PB_CMD_spindle} {Spindle RPM}
{Spindle Off} {spindle_off} {Spindle Off}
{Coolant On} {coolant_on} {Coolant On}
{Coolant Off} {coolant_off} {Coolant Off}
{Inch Metric Mode} {} {Inch Metric Mode}
{Feedrates} {} {Feedrates}
{Cutcom On} {} {Cutcom On}
{Cutcom Off} {cutcom_off PB_CMD_D_flag_v_nol} {Cutcom Off}
{Delay} {delay} {Delay}
{Opstop} {opstop} {Opstop}
{Auxfun} {auxfun} {Auxfun}
{Prefun} {prefun} {Prefun}
{Load Tool} {} {Load Tool}
{Stop} {stop} {Stop}
{Tool Preselect} {tool_preselect} {Tool Preselect}
{Pprint} {PB_CMD_pprint} {Pprint}
{Operator Message} {PB_CMD_operator_message} {Operator Message}
{Insert} {PB_CMD_insert} {Insert}
{Origin} {PB_CMD_origin} {Origin}
{Text} {PB_CMD_text} {Text}
{Zero} {PB_CMD_zero} {Zero}
#Control Functions End
|
|
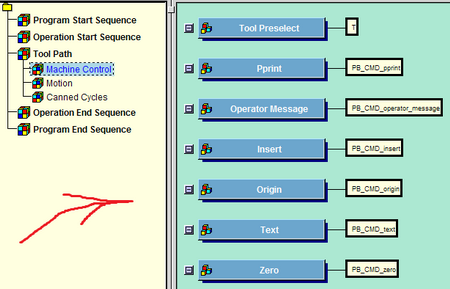
2. Используя выше приведенную методику.
Теперь вы можете, добавлять в меню PB нужные Вам
функции. И не только, начинающееся на знакомое
PB_CMD_*.
Ограничение, я думаю одно — процедура не должна содержать аргументы.
Если, Вы, хотите добавить свою собственную процедуру, то предварительно, опишите
её в tcl — файле, дополните
pui,
а уж , затем открывайте Ваш проект в PB.
{Command} \
{"Custom Command" "" "New Custom Command"} \
{"MOM_set_seq_off" "" "MOM Command"} \
{"MOM_set_seq_on" "" "MOM Command"} \
{"MOM_coolant_off" "" "MOM Command"} \
{"MOM_coolant_on" "" "MOM Command"} \
{"MOM_set_modes" "" "MOM Command"} \
{"MOM_spindle_css" "" "MOM Command"} \
{"MOM_spindle_off" "" "MOM Command"} \
{"MOM_spindle_rpm" "" "MOM Command"} \
{"SET_SIGN_OF_RADIUS" "" "Custom Command"} \
{"int_value" "" "Custom Command"} \
{"PRBCUT" "" "Custom Command"} \
{"PROBE" "" "Custom Command"} \
{"SET_Tool_type" "" "Custom Command"} \
{"PB_CMD_5axis_flag" "" "Custom Command"} \
{"PB_CMD_5axis_flag3_V_nol" "" "Custom Command"} \
......
|
|

Copyright © 2001—2009 че
Базовый курс моделирования NX
Помогает овладеть необходимым и достаточным функционалом 3D моделирования для инженера-программиста. Более 200 страниц информации в сжатом виде. С помощью данной инструкции вы сможете:
— Строить модели уровня сложности, занимающих львиную часть в современном производстве в области металлообрабтки.
— Проектировать оснастку.
— Управлять сборками.
— Строить Эскизы и Кривые.
— Делать вспомогательные построения, необходимые для достижения предсказуемого результата.
Отзывы: «Базовый курс моделирования Nx
«Базовый курс моделирования NX»: Считаю данный раздел обязателен для приобретения, он является основой /фундаментом для дальнейшей работы CAM-модуле, поэтому рекомендую начинать с него, главное больше практиковаться, а данный курс отличная опора в самостоятельном изучении, так-же хочется отметить удобную структуру и навигацию, спасибо автору за труд.
Смотреть отзыв ВКонтакте
Фрезерная 3-х координатная обработка NX
Главная, центральная книга данной серии. Раскрывает основной и расширенный функционал практически всех инструментов по созданию эффективной Управляющей Программы для станков с ЧПУ для 2.5, 3-х и "3+2" осевой (с фиксированным поворотом осей) фрезерной обработки. Содержит множество примеров обработки, в т. ч. на конкретных деталях, а также – некоторых интересных приемов обработки, разработанных и собранных автором в процессе практики работы на должности инженера-программиста. Отдельный раздел посвящен обработки фасок, что в ряде случаев представляет определенную сложность. Также автор делится опытом создания «рабочих инструкций», «эскизов наладки» и многим другим. Почти 700 страниц А4.
Отзывы: «Фрезерная 3-х координатная обработка NX»

Очень неплохая книга, видно то сколько времени ушло на проработку нюансов. Пересекается с Ведмидем, но в отличии от него все детально разобрано.
Лично мне понравилось как описаны разделы про поднутрения, операции Area mill, Contur mill. Хорошо объясняется работа NX без резания( подходы , переходы внутри операций).
Самый большой недостаток для меня- это то что книга написана для старых версий NX. Но это простительно.)
Смотреть отзыв ВКонтакте

«Фрезерная 3-х координатная обработка NX»: Курс хороший, открыл для себя что-то новое, особенно рекомендую начинающим, да и опытный пользовать сможет быстро найти то что возможно подзабылось со временем, как и в «Базовый курс моделирования» хочется отметить очень удобную структуру и навигацию, спасибо автору за труд.
Смотреть отзыв ВКонтакте

Хорошая книга, впринципи многие вещи изложенные в книге можно найти в Ютуб, но автор вложил еще и не плохие собственные примеры. Изложеннего материала достаточно для самостоятельного обучения и обработки деталей средней сложности.
Смотреть отзыв ВКонтакте
Фрезерная много-осевая обработка NX
Данная книга является полным изложением курса по много-осевой обработке в CAD/CAM системе Siemens NX. Материал систематизирован, разбит на главы, сформулирован доступным языком и представлен в наглядном виде. Также автор делится рядом собственных изысканий и достижений в решении нетривиальных задач стандартным, но весьма широким набором инструментов CAD и CAM модулей NX. Одна из таких нетривиальных задач рассмотрена на примере фрезерования паза с криволинейными поверхностями фрезой с диаметром на 0.2мм меньше ширины паза, причем – различными способами. В книгу входят и другие примеры обработки, в том числе: обработка фасок с переменным вектором оси инструмента. 470 страниц на формате А4.
Отзывы: «Фрезерная много-осевая обработка NX»
курсу «Фрезерная много-осевая обработка NX»: лично мне курс очень помог разобраться во многих аспектах 5-координатной обработки, да и со временем в затруднительных ситуациях, часто обращаюсь к данному курсу, все благодаря удобной навигации, считаю это вообще фирменная фишка автора курсов NX, подкупает. Спасибо за ваш труд Александр.
Смотреть отзыв ВКонтакте

Данная книга имеет много разных примеров, при программировании много-осевой обработки и все изложено кратко. тут для кого то может это плюс для людей уже знакомых с системой.новичкам желательно хорошо разобраться с 3х осевой вначале.
Смотреть отзыв ВКонтакте
Хорошая книга по многоосевой обработке. Отлично подойдет как новичкам, так и опытным специалистам. Большой плюс что в ней изложены не только примеры обработки, но есть еще и решения, как уговорить систему с ее некоторыми багами. Единственный минус что через программу инфопротектор данные с компа передаются на его сервер. Сама программа упакована VMP пакером, стоит куча прог на антибаг, и key logger считывание нажатий клавиатуры.
Смотреть отзыв ВКонтакте

Добрый день, коллеги. Скачал пробные версии книг по программированию в НХ (Токарная и токарно-фрезерная, 3-х осевая фрезерная, многокоординатная фрезерная). Посмотрел данный материал, который в них представлен и был приятно удивлен. Всё в книгах описано подробно, чётко, без лишней воды. Не вооруженным глазом видно, что человек, который писал данную книгу большой профессионал. В книгах даны только конкретный выжимки по каждой из тем, основаны как мне кажется на немалом практическом опыте. Рекомендую книги к прочтению и к дальнейшей покупке. Сам буду покупать 3 книги. Автору еще раз респект! Чтиво годное. Сам программирую в НХ и в этих книгах для себя открыл новое.
Смотреть отзыв ВКонтакте
Токарная обработка NX
Автор не проходил никаких курсов по данной теме, но, как раз это и послужило особенному тщанию в написании данного руководства. Вообще, токарная обработка в NX среди инженеров-программистов "славится" как сложная, навороченная, во многих местах – с непонятной логикой. Автор попытался раскусить все значимые «непонятки» в токарной обработке NX путем долгих поисков, собирания опыта и тщательного анализа работы встроенных инструментов. Раскрыты тонкости настроек на конкретных примерах, объяснена специфика токарно-фрезерной обработки. Разработан способ поэтапного создания проекта NX для многоканального токарно-фрезерного станка на конкретном примере. Более 250 страниц на формате А4.
Отзывы: «Токарная, токарно-фрезерная обработка NX»
курсу «Токарная, токарно-фрезерная обработка NX»: для меня данная тема самая сложная в cam-модуле, приобрел данный курс не задумываясь, поскольку знаком с остальными курсами автора, подкупает их удобство, на данный момент в процессе изучения… Спасибо автору за труд. P.S. Александр, предлагаю в будущем подумать над созданием книги-задачника, где будут собраны задания для самостоятельной практики и закрепления тем курсов.
Смотреть отзыв ВКонтакте
Решил познакомится с данной книгой.Хорошее введение в тему по регионам обработке и границам.По настройке инструментов и их ориентации .По различным примерам и нестандартным местам и решением по видению автора .В целом книга интересная ,прибавит новых знаний по теме.От себя ,можно было бы добавить более подробную обработку канавок, особенно со сложным профилем при чистовой обработке,так как я лично имея достаточно большой опыт создания их на станке и понимания как это правильно сделать,бывает проблемно уговорить систему.Ну и точение осью B , хотя это сложно применимо на практике но было бы интересно для общего развития .
Смотреть отзыв ВКонтакте
Данная книга хороший помощник по токарной обработке, так как по токарке в nx в интернете нет адекватного обучения и руководства. Есть примеры все изложено доступно и кратко без лишней воды в тексте.
Смотреть отзыв ВКонтакте
Купил данную книгу и не пожалел. Информация изложена доступным языком, по каждому разделу приведены примеры. Книга подняла мои знания в написание программ. Рекомендую к покупке. Купить не пожалеете и отдача от прочтения книги обязательно будет.
Смотреть отзыв ВКонтакте
Стойка sinumeric 840 DSL на базе станка Breton
Руководство оператора станков с ЧПУ для 5-ти осевого токарно-фрезерного обрабатывающего центра со стойкой Sinumeric 840dsl. Руководство создано на основе недельного курса на станке Breton. Книга родилась в сложнейших условиях самой сложившейся современной системы преподавания подобных курсов: шквал информации в единицу времени. Тем не менее, удалось успеть собрать и зафиксировать ВСЮ информацию курса, проверить, сформулировать и систематизировать её в тот вид, который будет понятен обычному трудяге, в т. ч. замеры левого токарного резца, работа с головй D'ANDRE, развороты стола, CYCLE800, функция TRAORI, калибровка, нештатная ситуация, примеры программ и многое другое. 115 страниц А4.
Стойка heidenhain 640 на базе станка Nmill 1400T
Руководство оператора станков с ЧПУ для 5-ти осевого токарно-фрезерного обрабатывающего центра на базе стойки heidenhain 640. Создано на основе 2-x недельного курса на швейцарском станке Nmill 1400T. Специфика проведения курса, описанная в педыдущем примере, осложнилась ещё и низким качеством преподавания.
Личный немалый опыт работы на подобных станках и многочисленные эксперименты, всё-таки, позволили разложить по полочкам все темы данного курса, включая программирование со стойки. Подробно описана работа с функциями разворота стола: TCPM, M128, M144, калибровка, нештатная ситуация, примеры программ и все остальное, что нужно знать оператору на данном станке. 222 страницы формата А4.
Базовый курс по постпроцессированию в Postbuilder
Создание постпроцессора для конкретного станка – сложная и очень ответственная задача, нетерпящая ошибок. Здесь требуются навыки непосредственного программирования на языке tcl. Такая задача не входит в перечень должностных обязанностей инженера-программиста. Это задача – для профессионалов более высокого уровня, и, соответственно, с более высоким заработком.
По теме создания постпроцессора с помощью Postbuilder автор прошел два курса обучения в разных местах, синтезировал полученные знания, систематизировал их и представил в удобоваримом для восприятия виде. Многолетняя тяжелая работа над книгой принесла плод в 625 страниц.
Ссылки на подробное описание — в разделе "Товары".
Отзывы: «Базовый курс по постпроцессированию в Postbuilder»

По первым впечатлениям: такого годного курса не найдёшь в сети. Да как вообще какой-либо современной литературы по nx. А если про постбилдер, то даже старой литературы нет. Что мы имеем на сегодня для изучения nx?
1. Справку по программе, где достаточно нудно объясняется каждый момент.
2. Книгу NX для конструктора — машиностроителя, а так же книгу «Программирование обработки в NX”
3. Видео-курсы автора youtube канала «Уроки NX»
Но в эти книги и курсы 1. составлялись для достаточно старых версий nx 2. Там очень мало информации о создании и редактировании постпроцессоров. А это — основа для обработки. Это большая проблема не только NX, а вообще всех CAM систем. Сфера это достаточно коммерциализирована. А тут целый учебник. 600 страниц с пояснениями и примерами. Более подробной информации поPostbuilder’у я не встречал нигде. Кроме того, дана информация о TCL и основам программирования в приложении к созданию постпроцессоров (для меня пока что это тёмный лес.). Спасибо автору за его труд!
Смотреть отзыв ВКонтакте

Невероятно полезная книга в которой простым и понятным языком рассказаны принципы написания постпроцессора в postbilder, описание интерфейса, разбор языка TCL, принцип работы постпроцессора. Она в разы выгоднее всех существующих курсов за счет своего объема в 600+ страниц с удобной навигацией и доступной информацией. И самое главное, что можно вернутся к пройденному материалу. Очень рекомендую для тех, кто только начинает разбираться в Postbilder, но так же и тем, кто «считает», что уже разобрался. В ней можно узнать тонкости, и расширить свои возможности и возможности вашего постпроцессора.
Смотреть отзыв ВКонтакте

Книга — полезное руководство по освоению Postbuilder, экономящее огромное количество времени на поиски ответов на возникающие вопросы.
Помогает освоить в короткий промежуток времени написание постпроцессора с нуля.
Смотреть отзыв ВКонтакте
Pdf-справочники серии «Практика NX». Руководства оператора.
Базовый курс по постпроцессированию в Postbuilder
10 000 ₽
Руководство оператора Heidenhain 640 на базе 5-ти осевого токарно-фрезерного центра Nmill
6 300 ₽
Руководство оператора Sinumeric 840 dsl на базе 5-ти осевого токарно-фрезерного центра Breton
5 000 ₽
Базовый курс моделирования в NX
3 000 ₽
Токарнаая обработка NX (Pdf — Курс)
4 500 ₽
-
8/10/2019 nx4 post processor mt11060 .pdf
1/254
Post Building Techniques
Student GuideJuly 2006
MT11060 Post Builder 3.5
Publication Number
mt11060_g NX 4
-
8/10/2019 nx4 post processor mt11060 .pdf
2/254
Manual History
ManualRevision
UnigraphicsVersion
PublicationDate
Version 17.0 February 2001
Version 18.0 May 2002
Unigraphics NX February 2003
Unigraphics NX 2 March 2004
NX 3 May 2005NX 4 July 2006
This edition obsoletes all previous editions.
Proprietary & Restricted Rights Notice
This software and related documentation are proprietary to UGS
Corp.2006 UGS Corp. All Rights Reserved.
All trademarks belong to their respective holders.
2006 UGS Corp.
All Rights Reserved.
Produced in the United States of America.
2 Post Building Techniques Student Guide mt11060_g NX 4
-
8/10/2019 nx4 post processor mt11060 .pdf
3/254
Contents
The NX/Post Post Processor . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . 1-1Post Processing . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . 1-2Summary . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-6Building a Post Processor with Post Builder . . . . . . . . . .
. . . . . . . . 2-1Post Builder Overview . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . 2-3Activity Preparation for using the Post Builder . . . . . . . .
. . . . . . . 2-4Post Builder Menu and Tool Bars . . . . . . . . .
. . . . . . . . . . . . . . . . . . 2-6Using the Post Builder to
Create a New Post Processor . . . . . . . . . . . 2-9Activity Introduction to Post Builder . . . . . . . . . . . . .
. . . . . . . . . 2-11NX/Post Builder Parameters . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . 2-16Machine Tool
Parameter Selections . . . . . . . . . . . . . . . . . . . . . . .
. . 2-18Program And Tool Path Property Page . . . . . . . . . . . .
. . . . . . . . . . 2-20Activity Word Summary . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . 2-22Program and Tool Path Property Page
(continuation) . . . . . . . . . . . . 2-29About the interface . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . 2-30Activity Program and Tool Path
Parameters . . . . . . . . . . . . . . . . 2-35NC Data Definitions Property Page . . . . . . . . . . . . . . .
. . . . . . . . . . 2-42Activity NX Data Definition . . . . . . . .
. . . . . . . . . . . . . . . . . 2-45Creating New M or G code
groups . . . . . . . . . . . . . . . . . . . . . . . . . . 2-54Activity Creating a New M-Code Group . . . . . . . . . . . . . .
. . . . . 2-55Output Settings Property Page . . . . . . . . . . . .
. . . . . . . . . . . . . . . . 2-57Activity Output Settings . . . . . . . . . . . . . . . . . . . .
. . . . . . . . 2-61Post Files Preview Property Page . . . . . . .
. . . . . . . . . . . . . . . . . . . 2-63Summary . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. 2-64Post Builder for Wire EDM Applications . . . . . . . . . . . . .
. . . . . . . . 3-1Using Post Builder to create 2-axis and 4-axis Wire EDM
PostProcessors . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . 3-2Activity Creating a 2axis Wire EDM
Post . . . . . . . . . . . . . . . . . . 3-5Summary . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . 3-8Post Builder for 5-Axis Mill Applications . . . . . . . . . . .
. . . . . . . . . . 4-1Using Post Builder to create 5-axis Mill Post Processors . . . .
. . . . . . 4-2Activity Creating a 5Axis Mill Post with Post
Builder . . . . . . . . . . 4-8Summary . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-11UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 3 -
8/10/2019 nx4 post processor mt11060 .pdf
4/254
Contents
Post Builder for Lathe Applications . . . . . . . . . . . . . .
. . . . . . . . . . . 5-1Using Post Builder to create Lathe Post Processors . . . . . . .
. . . . . . . 5-2Activity Creating a Lathe Post with Post Builder .
. . . . . . . . . . . . . 5-5Summary . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-7Creating Mill-Turn Post Processors . . . . . . . . . . . . . . .
. . . . . . . . . . 6-1Mill-Turn Centers . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . 6-2Mill-Turn and the Post Builder .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-3Heads
for Mill-turn centers . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . 6-4Creating a Mill-Turn Post Processor . . . . .
. . . . . . . . . . . . . . . . . . . . 6-55 Axis Mill-Turn Centers
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-115-Axis Mill-Turns and the Post Builder . . . . . . . . . . . .
. . . . . . . . . . 6-13Activity Creating a 5Axis Multi-Link Mill-Turn Post . . . . . .
. . . 6-14Summary . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . 6-28Tcl Basics for Post Builder . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . 7-1Tcl . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 7-2Tcl Command Structure .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-3Tcl Scripts . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . 7-4Tcl Control of Word
Structure . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. 7-5Tcl Variables . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . 7-6Tcl Mathematical
Expressions . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. 7-7Variable Examples . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . 7-8Tcl Variable Definitions . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-9Variable Substitution . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . 7-10Variable Substitution Examples . .
. . . . . . . . . . . . . . . . . . . . . . . . . 7-11Activity Tcl
Basics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . 7-12Tcl Procedures and Functions . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . 7-14Tcl I/O . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. 7-16Tcl Special Characters . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . 7-17Constructing a Simple Procedure .
. . . . . . . . . . . . . . . . . . . . . . . . . 7-18Tcl Flow
Control Structures . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . 7-21Activity Tcl Flow Constructs . . . . . . . . . . . . . . . . . .
. . . . . . . . . . 7-24Tcl Formats . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 7-27Tcl and
Unigraphics . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . 7-28Tcl Reference Manuals . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . 7-29Summary . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-30Customizing a Post Processor with Post Builder . . . . . . . . .
. . . . . . 8-1Activity Custom Commands . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . 8-7Summary . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . 8-17User Defined Events (UDEs) . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . 9-1User Defined Events . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . 9-24 Post Building Techniques Student Guide UGS Corp., All Rights
Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
5/254
Contents
User Defined Event Syntax . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . 9-3Activity Creating User Defined Events
. . . . . . . . . . . . . . . . . . . . . 9-6Activity Modify the
Coolant UDE for Thru-Spindle . . . . . . . . . . . 9-11Summary . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . 9-15Virtual NC Controller . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . 10-1Integrated Simulation and Verification Overview . . . . . . . .
. . . . . . 10-2Machine Tool Driver . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 10-3Activity Using Post Builder to crate a VNC . . . . . . . . . . .
. . . . . . 10-5Summary . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . 10-7A Guide to Best Practices of Building a Post Processor . . . . .
. . . 11-1Custom Command Examples . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . A-1Advanced Post Building Topics . . . . . . . . . . . . . . . . .
. . . . . . . . . . . B-1Guide to modifying and customizing existing post processors . .
. . . . B-2Activity Modifying an Event Handler . . . . . . . . . .
. . . . . . . . . . . B-4Definition File . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . B-6Activity Modifying a Definition file . . . . . . . . . . . . . .
. . . . . . . . . B-7Machine Kinematics . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . B-11Circles . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B-12Advanced Kinematics . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . B-13Rotary Axes Designations . . . . . . . . . .
. . . . . . . . . . . . . . . . . . B-144th Axis Center Offsets . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . B-155th Axis Center Offsets . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . B-16Axis Rotation (Standard or Reverse) . . . .
. . . . . . . . . . . . . . . . B-17Zero Position Offset . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . B-20Pivot
Point . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . B-22Dual Table Kinematics . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . B-24Special Case 5-Axis Dual
Table . . . . . . . . . . . . . . . . . . . . . . . . B-26UG/Post
Postprocessing using Runugpost . . . . . . . . . . . . . . . .
B-28Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . B-29Index . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . Index-1UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 5 -
8/10/2019 nx4 post processor mt11060 .pdf
6/254
-
8/10/2019 nx4 post processor mt11060 .pdf
7/254
Lesson
1 The NX/Post Post Processor
Purpose
This lesson describes the post processing function of NX and the
variouscomponents of aNX/Postpost processor. An overview of the
Post Buildermodule is also presented.Objective
Upon completion of this lesson, you will be able to:
Understand the terminology and interrelationships of the
variouscomponents ofNX/Post.Understand the use of thePost Builderas a tool to build post
processors.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 1-1 -
8/10/2019 nx4 post processor mt11060 .pdf
8/254
The NX/Post Post Processor
Post Processing
You use the Manufacturing applications of NX to generate tool
paths. Thetool path consists of GOTO points and other information
that controls themovement of the tool. This tool path usually cannot be used for
machiningsince each machinetool/controller combination has
different requirements,tool change requirements, and software
characteristics, such as the sequenceof G codes which are permitted
on a line of output.The tool path must be formatted to match the unique
characteristics of themachine tool/controller combination. The
procedure of modifying this generictool path to a form that can be
understood and used by the machine toolcontroller is called post
processing.Two elements arerequired for post processing. They are:
Tool path — A NX internal tool path.
Note: Pre V16 legacy data must be imported into the current
version of NX inorder to be post processed usingNX/Post.Post processor — this is a computer program that reads, converts
andreformats tool path information for a particular machine
tool/controllercombination.NX/Post Execute
NX provides a post processor, NX/Post, which utilizes NX tool
path dataas input, and outputs machine controller readable NC/CNC code.
PostProcessors for NX/Post are customizable through the use of user
createdEvent Handler and Definition files. These files, in
conjunction withNX/Post,are used to generate output for the
simplest to the very complex of machinetool/controller
combinations.TheNX/Postprocessor can be used to generate output for simple
millingmachines and lathes to ultra complex multi-axis (4+ axis)
machining andproduction centers (a production center is considered
to be a milling/turningtype machine). The extensibility
ofNX/Postpost processors is achievedthrough the scripting
languageTcland the use of the NX concept of Definitionfiles.The followingflowchart illustrates the steps required to
process (post process)tool path data in an acceptable format for a
machine tool/controller usingthe NX/Postpost processor:1-2 Post Building Techniques Student Guide UGS Corp., All Rights
Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
9/254
The NX/Post Post Processor
TheNX/Postexecute module consists of the following
components:Event Generator — sends Events and variables to NX/Postwhen
youpost process. An Event is a collection of data which is
processed byNX/Post, creating data which causes a specific action(s) by the
machinetool/controller.
Event Handler -is a file containing a specific set of
instructions, writtenin the Tcl scripting language, dictating how
each event type is to beprocessed. This file is created when using
Post Builder.Definition file -is a file containing specific information about
machinetool/controller format. Thisfile is also created when using
Post Builder.Outputfile -is a machine tool readable file generate byNX/Post,
passedto the machine tool/controller, that executes specific
machine toolinstructions.The Event Generator, Event Handler, and the Definition file
areinterdependent and together convert the internal tool path into
a setof instructions that can be read and executed by the specific
machinetool/controller combination.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 1-3 -
8/10/2019 nx4 post processor mt11060 .pdf
10/254
The NX/Post Post Processor
Manufacturing Output Manager (MOM)
The Manufacturing Output Manager, referred to as MOM, is a
utility programused byNX/Postforgenerating output based upon data
that is stored withinthe internal tool path. NX/Postuses the MOM to start, add data
and specifyfunctions to the interpreter, and to load Event Handlers
and Definition files.Post Builder
TheNX/Postmechanism uses Tcl (Tool Command Language) scripts and
filesfor post processing. These files extract information from the
part file, processthis information according to defined rules,
formats the information for outputand then outputs the data to a
file which is later used by the machine controlfor machining a
part. These files are highly customizable, and if manuallyedited,
require the working knowledge of the Tcl scripting language.Post Builder provides a graphical User Interface for building
posts. Thedesign intent of thePost Builderis to create all the
necessary files needed forpost processing without detailed
knowledge of the file structure or Tcl.Post Builderis very flexible and allows for the definition of
various types ofoutput blocks and word addresses. Sequence of
output in the NC outputfile is very easy to control for blocks
involving the start of program, start ofoperation, end of
operation, end of program, tool changes and canned cycles.Post Builder currently configures post processors for the
following:3-axis milling machines
3-axis mill-turn centers (XZC)
multi-axismill-turn centers
4-axis milling machines with a rotary table or a rotary head
5-axis milling machines with dual rotary heads or rotary
tables5-axis milling machines with rotary head and rotary table
2-axis lathes
2 and 4-axis Wire EDM machines
1-4 Post Building Techniques Student Guide UGS Corp., All Rights
Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
11/254
The NX/Post Post Processor
The followingflowchart illustrates the process of building a
post processorusing the Post Builder:UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 1-5 -
8/10/2019 nx4 post processor mt11060 .pdf
12/254
The NX/Post Post Processor
Summary
In this lesson you were introduced to:
The post processing function ofNX/Post.
Interrelationships and functionality of the
variousNX/Postcomponents.1-6 Post Building Techniques Student Guide UGS Corp., All Rights
Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
13/254
Lesson
2 Building a Post Processorwith Post Builder
Purpose
This lesson describes the procedures of building post processors
throughthe use of the Post Builder.Objective
Upon completion of this lesson, you will be able to:
Understand the various components ofPost Builder.
Use thePost Builderto build a 3-axis mill post processor.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-1 -
8/10/2019 nx4 post processor mt11060 .pdf
14/254
2
Building a Post Processor with Post Builder
2-2 Post Building Techniques Student Guide UGS Corp., All Rights
Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
15/254
Building a Post Processor with Post Builder
Post Builder Overview
Post Builderprovides an easy to use interface for creating and
modifying postprocessors. Drag and drop functions allows the
creation of formats, addresses,sequences and blocks. ThePost Buildercreates the defi
nition of outputblocks, formats for addresses and controls the
sequence of output for the startand end of program, start and end
of operation and tool path Events.ThePost Builderworks in conjunction with three files.
TheDefinition file, with .def extension, contains information
about themachine tool/controller functionality and format
requirements.TheEvent Handler, with .tcl extension, contains instructions of
how eachEvent type is to be processed.ThePost Builder parameterfile, with .pui extension, contains
theparameters that are used byPost Builderfor an individual post.
Thisfile is referenced whenever you would edit or customize a post
processorusing thePost Builder..An existing library of post processors is provided by UGS
athttp://ftp.ugs.com/unigraphics/pb_posts/post_index.htm.Machine tools and machine controllers in industry vary greatly,
you shouldbe aware that postprocessors made available on this ftp
site should beconsidered as example postprocessors only and
considerable adjustment ofthese postprocessors may be required to suit the specifi
c machine tool.The activities, in this lesson, will use a copy
of the main CAM mach\resourcedirectory. The logic behind this
concept is that you can experiment withvarious ideas and techniques without the worry of corrupting any
system filesthat would normally be used by NX/Postor Post
Builder.You will assume that the CAM Mach\resource directory has not
been copiedto your home directory (unless instructed otherwise by
your instructor).The following activity will take you through the process of
creating a copy ofthe mach\resource directory structure to your
home directory.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-3 -
8/10/2019 nx4 post processor mt11060 .pdf
16/254
2
Building a Post Processor with Post Builder
Activity Preparation for using the Post Builder
In this activity you will make a copy of the MACH/RESOURCE
directorystructure in the home directory and modify the directories
for read/writeaccess.Step 1: Copy the mach\resource directory.
Start NX.
On the NX Main Menu Bar, select Help NX Log File toverify
themach\resourcedirectory being used. Search for theenvironment
variableUGII_CAM_RESOURCE_DIR.Open an XP Explorer window and locate the directory fromthe
previous action item.Highlight themach\resourcedirectory, right click
onmach\resourcedirectory and select Copy.Highlight your home directory, right click on your homedirectory
and select Paste.Step 2: Copy the environmentfile, ugii_env.dat to your home
directory.From the XP Explorer window locate theugii_env.dat file in
the\NXxx0\UGIIdirectory (note: xx represents current version).Highlight theugii_env.dat file, right click on the
ugii_env.datfile and select Copy.Highlight your home directory, right click on your homedirectory
and select Paste.Step 3: Edit the ugii_env.dat file to redefine your
mach\resource directorylocation.Highlight theugii_env.dat file from your home directory,
rightclick on the ugii_env.dat file and selectOpen with Wordpad(note: prior to editing thisfi
le, you may have to associate thefile with either Wordpad or
Notepad).Scroll down the file until you find the following
line:UGII_CAM_RESOURCE_DIR=${UGII_CAM_BASE_DIR}resource\and change
the line toUGII_CAM_RESOURCE_DIR=${HOMEDRIVE}${HOMEPATH}\resowhere
HOMEDRIVE is the letter designator of thedisk drive where your home
directory is located andHOMEPATHis the directory structure.2-4 Post Building Techniques Student Guide UGS Corp., All Rights
Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
17/254
Building a Post Processor with Post Builder
Savethe file and exit from the editor.
Step 4: Change protection on the resource directory that was
created.Navigate to your home directory, highlight the
resourcedirectory, right click, select properties, select the
security tab,highlight the user nameEveryonein the upper dialog, on
thelower dialog, check on Full Control.ChooseOK until you return to the main Explorer dialog.
Step 5: Restart NX.
Log off NX and then log back on.
On the NX Main Menu bar, selectHelpNX Log Fileto verify
the updated\mach\resourcedirectory is being used.
This completes this activity.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-5 -
8/10/2019 nx4 post processor mt11060 .pdf
18/254
2
Building a Post Processor with Post Builder
Post Builder Menu and Tool Bars
Post Builderis started by choosing from the desktop menu
bar,StartAllPrograms NX Post ToolsPost Builder.When you initially enter thePost Builderyou will see thePost
Builder MenuBar. The Menu Bar contains a Cue Lineand twoTool
Bars.TheCue line displays prompt messages on expected input by the
currentoption. These messages indicate the next action which you
need to take.ThePost Filing toolbar contains three command buttons associated
withcreatingnew, openingand savingpost processors.Create Newoption allows for creation of a new post
processor.Open Existingoption allows for modification or editing of an
existing postprocessor.Saveoption allows for saving the post processor currently being
worked upon.TheHelp tool barcontains command buttons associated with help
options.2-6 Post Building Techniques Student Guide UGS Corp., All Rights
Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
19/254
Building a Post Processor with Post Builder
Balloon Tipoption, when turned on, displays a message balloon
that containsdescriptions concerning the functionality of the
widget, whenever the cursorstops at a widget on the dialog.Context Helpoption when turned on, changes the pointer into a
questionmark. You can then click on an icon or item on the display
that you are inquestion about and will see an explanation of the
function of the icon or item.Click on the explanation window to
close.Users Manualis a complete online manual on the Post Builder.
TheUsersManualalso contains MOM events and variables.Pull Down menus are also available forFile, Options,
Utilitiesand Help.TheFilepull down menu allows for the creation, opening, saving
and closingof post processor files. It also allows you to access a
list of the most recentlyopened posts as well as exiting from the
Post Builderprogram.The Options pull down menu allows for the validation of the
syntax,addresses, blocks and formats used in Custom Commands as
well as thenumber of backup files created.TheUtilitiespull down menu allows for modification of
theTemplate_post.datdata file and the addition of MOM
variables.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-7 -
8/10/2019 nx4 post processor mt11060 .pdf
20/254
2
Building a Post Processor with Post Builder
TheHelppull down menu allows for the activation ofBalloon
Tips,ContextSensitive Help, access to the Users Manual, Release
Notes and specificinformation concerning the version of thePost
Builderbeing utilized.2-8 Post Building Techniques Student Guide UGS Corp., All Rights
Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
21/254
Building a Post Processor with Post Builder
Using the Post Builder to Create a New Post Processor
To create a new post processor, theNew option (or Create New
commandbutton from the Post Filing Tool Bar) from the File pull
down menu isselected. TheCreate New Post Processormenu is displayed which
allowsfor post processor naming and description, output units and
machine tooland controller type.ThePost Name field is the name of the post processor being
created. Spacesare not allowed.The Description field allows for text describing machine
tool/controllercharacteristics and any other miscellaneous
information.Post Output Unitsselection buttons allow for inch or metric
output.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-9 -
8/10/2019 nx4 post processor mt11060 .pdf
22/254
2
Building a Post Processor with Post Builder
Machine Toolallows the selection of various milling (multi-axis)
machine,lathe configurations and Wire EDM type machines.Controllerallows the selection ofgeneric, library or Users
machinecontrollers.Genericcontroller contains defaults for a generic control
Libraryallows theselection of controller from a NX supplied
listUsersallows the selection of post processors by browsing for
specificpost processorsNOTE: You can select a previously created post processor.
TheMachine Tooland Controllerselections determine base files
used tocreate the post processor which contains various Events,
commands andprocedures.TheOk button enables acceptance of specifications for the
machine tool andcontroller and advances you to the main editor
portion of the user interface.TheCancelbutton will dismiss the current menu, terminates the
process ofcreating a new post processor and returns you to the Post
Buildermenu bar.When you create a new post processor, you can add the name of
the postto thetemplate_post.dat file. This file contains a list of
post processors forNX/Post to use. It defines a list of post
processors that are available in thePost Process dialog. The name of the post processor can be added
by using theUtilitiespull down menu from the main tool bar.The following activity will introduce you to the basic concepts
and use of thePost Buildermodule.2-10 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
23/254
Building a Post Processor with Post Builder
Activity Introduction to Post Builder
Step 1: Start thePost Builder.
On the menu bar, choose Start All Programs Post ToolsPost
Builder.Select theNew option in theFilemenu and in thePost Namefield,
name the post processor***_my_post, where***standsfor your
initials.Note: Use lower case characters only and no spaces.
Step 2: Select various initial options.
ForPost Output Unit you will accept the default ofinches.
ForMachine Tool you will accept the default ofMill.
Notice the 3-axis button bar.
Select the 3-axis button bar and notice the choices
available.You will accept the default for 3-axis.
Dismiss the 3-axis.
ForControlleryou will accept the default ofGeneric. Somecommon
controllers are already provided. If you were to select theLibraryoption, a list of available controllers would be
available forselection as a template in building your post.Select OK.
TheMain Editorproperty page (tab) is displayed.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-11 -
8/10/2019 nx4 post processor mt11060 .pdf
24/254
2
Building a Post Processor with Post Builder
Step 3: Save your newly created post processor to your home
directory.SelectFilefrom the menu bar and then select Save As.
Filter to your home post processor directory.
Visually check theFile name box, if the file name shown isthe
same asthe file name of your post processor, select OK,otherwise type in the correct name and then select OK.
When you save your file, three files are actually saved. The
fileshave the extension .pui, .tcl, and.def.In order for your newly created post processor to be includedin
the NX Post Processing window by default, you must savethe post to
your home post processing directory and modify thetemplate_post.dat
file to include the new post processor. This fileis also located in
the home post processor directory. This file isadded to the
template_post.dat file by using the Utilitiesfunctionfrom the main
menu bar.2-12 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
25/254
Building a Post Processor with Post Builder
Step 4: Add your newly created post processor to the
template_post.datfile.Choose theUtilitiesoption and then chooseEdit TemplatePosts Data
Filefrom the pull down menu.The Install Posts dialog is displayed.Browse to your post
processor directory, then select thetemplate_post.dat file and
choose OK.Highlight theTOOL LISTline as shown below, then select
theNEWbutton.The Open dialog is displayed.
Navigate to your home directory and select the post
processorwhich you previously saved.Choose the Open button.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-13 -
8/10/2019 nx4 post processor mt11060 .pdf
26/254
2
Building a Post Processor with Post Builder
The path and name of the file are inserted into
theTemplate_post.datfile.Choose theOK button at the bottom of the dialog.
The Save As dialog appears.
If necessary, select the file nametemplate_post.dat.
Choose the Savebutton.
ChooseYesto the Save Aswarning message to replace
thetemplate_post.dat file.Step 5: Verify the post processor has been added to the Post
Process dialog.Return toa NX session and retrieve the part
filemill_testfromyourstudent_home\partsdirectory.Verify the post processor by entering the Manufacturing
Application in NX and selecting the post processing icon.
You will see your post processor,***_ my_post, under Available
Machineson the Post Process dialog.2-14 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
27/254
Building a Post Processor with Post Builder
Choose Cancel.
Return to thePost Buildermain dialog.
This concludes the activity.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-15 -
8/10/2019 nx4 post processor mt11060 .pdf
28/254
2
Building a Post Processor with Post Builder
NX/Post Builder Parameters
As you proceed to build a post processor using thePost Builder,
the userinterface takes on the appearance of a tabbed notebook.
There are five majortabs (also referred to as property pages) which are displayed.
They are:Machine Tool, Program and Tool Path, NC Data Definition,
Output SettingsandPost Files Preview. When a major property page is
selected, menus andor sub property pages are displayed which allows
for the setting of variousparameters used in creation of your post
processor.Machine Tool Property Page
TheMachine Tool property page allows the selection of output to
includeCircular Records or to output linear motion only. You can
also specifyLinearAxis Travel Limits,Home Position,Linear Motion
Step Size and TraversalFeed Rate, Axis Multipliersand vectors
representing theInitial Spindle Axis.2-16 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
29/254
Building a Post Processor with Post Builder
TheDisplay Machine Toolbutton gives a simple, generic,
representation ofthe motions of the machine tool being
configured.TheDefaultbutton returns you to the state when the post was last
saved forthe current «screen».TheRestorebutton returns you to the state when you entered the
current»screen».UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-17 -
8/10/2019 nx4 post processor mt11060 .pdf
30/254
2
Building a Post Processor with Post Builder
Machine Tool Parameter Selections
In this activity you will examine and modify some of the various
MachineTool Parameters located within the Machine Tool selection of
the Post Builderand will then restore them to their original state.Step 1:
Examine the various Machine Tool Parameters.Select Display Machine Tool.
2-18 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
31/254
Building a Post Processor with Post Builder
Notice the display of a simple 3-axis mill.
Clear the display of the machine tool by selecting the
Closebutton on the Machine Tool title bar.Set the linear travel limits to the following: X=60,
Y=50andZ=40.Select theRestorebutton.
Notice that the X, Y and Z axis limits are returned to their
originalsettings.This concludes the activity.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-19 -
8/10/2019 nx4 post processor mt11060 .pdf
32/254
2
Building a Post Processor with Post Builder
Program And Tool Path Property Page
TheProgram and Tool Pathproperty page allows for creation,
modificationand customization of the Event Handlers for all Events
which occur by theuse of multiple function property pages. These
functions, presented in thetab format, are:Program allows the addition, modification and customization of
ProgramStart Sequences, Operation Start Sequences, Tool Path Events
includingMachine Control Events, Motion Events, Canned Cycles
Events, OperationEnd Sequences and Program End Sequences.G Codes property page will allow you to specify default G-codes
usedthroughout the post processor. Changing any of the G-codes in
this list willupdate the G-codes globally.M Codesproperty page will allow you to specify default M-codes
usedthroughout the post processor. Changing any of the M codes in
this list, willupdate the M-codes globally.Word Summaryproperty page provides a summary of all addresses
and allowsthe individual modification of the various elements used
in data definition ofthe address. This property page allows the
modification of groups of wordsthat use the same format and also
allows modification of the format itself. If2-20 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
33/254
Building a Post Processor with Post Builder
you want to specify a different format for only one of the
words, you would go tothe Format section of NC Data Definitions
property page to make the change.The following parameters are
available in Word Summary:Word is the same that you will find in the word section of the
NC DataDefinitions section.Leader/Code — allows you to modify the leader for any word. The
leader isthe character that precedes the numeric information. For
example, if theword is X20.0000, then the leader is X. You can
either enter a new leaderor right click on the existing leader and
choose from the list.Data Type — can beeither numeric or text. Specify text when the
codeneeded cannot be formatted from a number directly into a word
addressand a value. If, for example, you need a G84.1 for tapping
and G81(without a decimal) for drilling, you would make the G-motion
word textand change all of the G codes to G81 instead of 81 with a
leader of G.You may also go to the format property page in NC Data
Definitions tochange only the G-motion word to text.Plus (+) — allows a plus sign for all positive numbers. If set
tono the (+)sign is not generated. A minus sign (-) is generated
for all numeric data ifthe value isnegative.,Lead Zero — will allow the output of leading zeroes.
Integer — controls number of digits output to the left of the
decimal point.An error isgenerated if the numeric data exceeds the
format specified.Decimal (.) — controls whether or not numeric data has a decimal
point.An error is generated if the decimal is suppressed and
leading or trailingzeroes are not output.Fraction — determines how many digits are output to the right of
thedecimal point.Trail Zero — will allow the output of trailing zeroes.
To change how the post processor will output a value of zero for
coordinatedata, select either thezero_int or zero_realoption for
formats in the NCData Definitions section under the Format property
page. This will outputa zero in front of the decimal point.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-21 -
8/10/2019 nx4 post processor mt11060 .pdf
34/254
2
Building a Post Processor with Post Builder
Activity Word Summary
In this activity you will modify some of the various word
formats and changethe sequence number. You will find these items in
the Program and Tool PathandWord Summary section of the Post Builder.
Step 1: Enter the Word Summary subsection of the Program and
Tool Pathsection ofPost Builder.Select theProgram and Tool Pathproperty page from
thePostBuilderselection menu.Select theWord Summaryproperty page.
Step 2: Change the X, Y, and Z-axis word format to 3.3.
Scroll down theWordcolumn until you reach the X address.
In the row of the X address, locate the integercolumn and
change the value from 4 to 3.
2-22 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
35/254
Building a Post Processor with Post Builder
In the row of theX address, locate the fractioncolumn andchange
the value from 4 to 3.Notice that changing the X address word format also changesall
other axis word formats.Step 3: Change the F address format to 3.1.
Scroll down theWordcolumn until you reach theF address.
In the row of the Faddress, locate theintegercolumn andchange
the value from 7 to 3. Thefractioncolumn is set to2,change the
value to1.Step 4: Change the S address format to 4.
In the row of the S address, locate the integercolumn andchange
the value from 5 to 4. Thefractioncolumn is set to 0and does not
need to be changed.Step 5: Allow for maximum tool offset of 999 by changing the D
addressto 3.0.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-23 -
8/10/2019 nx4 post processor mt11060 .pdf
36/254
2
Building a Post Processor with Post Builder
Scroll down theWordcolumn until you reach the address.
Notice that the range for the offset is from 0 to 99. The
maximumnumber allowable since the format for the word is Digit_2.By
changing the format toDigit_4, you can then allow for themaximum
desired tool offset of 999.Click on the word, under the Wordcolumn heading.
The Word D: property page is displayed.
2-24 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
37/254
Building a Post Processor with Post Builder
Change the format from 2 to 4 by selectingthe drop down arrow
and selecting Digit_4.Change the number of available offsets from 99 to999 bychanging
theMaximum valueparameter from99 to 999.Choose OK.
Step 6: Change the sequence number to start at 5 and increment
by 5for each block afterwards.
SelectOther Data Elementsfrom theWord Summarypropertypage.
The Other Data Elements property page is displayed.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-25 -
8/10/2019 nx4 post processor mt11060 .pdf
38/254
2
Building a Post Processor with Post Builder
Change theSequence Number Startfrom10 to 5, then
changetheSequence NumberIncrementfrom10 to 5.Choose OK.
Step 7: Save the post and run it against the test part,
mill_test.If necessary, enter theManufacturing Applicationin NX.
Using the Operation Navigation Tool, expand theT12345-Aparent
andselect the FACE_MILLINGoperation.Select thepost processing icon.
Highlight your post processor which you have modified and
selectOK.2-26 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
39/254
Building a Post Processor with Post Builder
The default directory is write protected, you will need to
change the outputdirectory to your home directory.Change the default for Output File to your home directory and
then selectOK.Verify the output.
Your output will be similar to the following:
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-27 -
8/10/2019 nx4 post processor mt11060 .pdf
40/254
2
Building a Post Processor with Post Builder
Return to the Post Builder.
This completes the activity.
2-28 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
41/254
Building a Post Processor with Post Builder
Program and Tool Path Property Page (continuation)
Word Sequencingallows the customization of the order of output
of wordscomprising a block of NC data. The sequence order of the
words will prevailthroughout the post processor. If for example, the X and Y words
werereversed, it will be reflected in all of the blocks generated
by all Events. Youcan also suppress or make any word active.
IfBalloon Helpis active, eachword will display the context of that
word. By default, a representative code isused to display that
word, for example, the G17 word can also be G18 or G19.In other
cases a D or T represents the adjust register or tool number
register.Custom Commandallows the addition of user created custom
commands.These are Tcl procedures that are executed by an Event.
When creating acustom command, thePost Builderwill place all of the
correct syntax aroundthe body of the procedure that you are
creating. The first line of the CustomCommand will be: proc
PB_CMD_name_of_proc {} { and the last line willbe }.TheCustom Commandprocedure will be processed in the sequence
where itwas placed. ThePost Builderwill check the validity of the
syntax of CustomCommands. Numerous Custom Commands, designed for
common «specialapplications», are supplied with every release of
the Post Builder..Linked Postsallows you to specify posts that can be linked to
your currentpost. Linked Posts would be applicable in situations
where separate postshave been developed for special machine options
such as right angle millingheads, specialized mill-turn centers,
machining centers having more than tworotary axis or any application that requires multiple post
processors.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-29 -
8/10/2019 nx4 post processor mt11060 .pdf
42/254
2
Building a Post Processor with Post Builder
About the interface
Under the Program property page, you will see two distinct
windowsdisplayed. The left most window, also referred to as
theComponent Window,contains a list of components that make up a program, displayed
in a treeformat. When a component is selected, the parameters
associated with thecomponent is displayed in the right most window,
also referred to as theParameter Window.A detailed explanation of the above numbered components
follows:The Program contains the following sequences;
2-30 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
43/254
Building a Post Processor with Post Builder
An NC program has a beginning and an end with a number of
operations orsteps in between. Collectively, the program is
considered to be composed ofa sequential order of Events. Due to
the way that tool paths are createdwithin NX, certain Events, such
as Tool Change, Spindle Start or ApproachMotion Events canoccur at the start and end of an NC program and
for eachoperation. At themarkers(designated as yellow rectangular
blocks) of thesepre-determined Events, you can force certain
instruction blocks to be output.This is referredto as a sequence.
Understanding the sequences and theevents that trigger them allow
you to properly place custom commands andblocks to obtain the
desired output.Three types of components can be attached to the markersof the
varioussequences. They are identified by the following icons:Cube: a normal block
Hand: a custom or MOM command
Page: an operator message
When a rectangular block appears light-blue in color, it
designates thecomponent as being used by more than one marker.
Changing one instancewill affect all instances of that
component.When a rectangular block appears white in color, it designates
the componentas being used only once.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-31 -
8/10/2019 nx4 post processor mt11060 .pdf
44/254
2
Building a Post Processor with Post Builder
From the post processors view, an NC program consists offive
sequences anda collection of Events that can occur in each
operation. They are as follows:Program Start Sequencewhich determines which blocks are output
whenthis particular Event occurs before the tool path is read. This
Eventoccurs before any other Event is processed.Operation Start Sequencecontains Events and actions that will
occurfrom the start of an operation to the first cut motion. Every
operation willhave a first tool change, automatic tool change,
manual tool change orno tool change.Tool Path Sequenceconsist of Events and actions that pertain to
machinecontrol, motion control and canned cycles.Machine Controloptions control items such as coolant, spindle,
tailstocksand clamps. They can also be used to change modes such as
incrementalor absolute, inverse time, feed per minute/per
revolution and constantsurface speed. Information can be passed to
a post processor by parameterdata which is available at the Start
of Operation. This includes feedsand speeds and any cutting
parameters such as stepover and tolerances.Information can also be
passed by way of User Defined Events-UDEs-(sometimes referred to as
post commands). UDEs specified as Startof Post come out after the
Start of Operation in the order specified byOperation Markers (a
marker indicates Events that may occur). UDEsassociated with the
tool, program, method, or any other parent group areoutput before the Start of Operation Event. The recommended
method ofoutput for the Start of Operation NC code is to organize
all of the data(spindle speed, spindle direction, coolant status,
length compensation,tool number) and then output this data as part
of the Operation StartSequence.Motionoptions describe how the post processor will process
GOTOrecords in the tool path. All motion generated with a feed rate
of zero isprocessed by the Rapid Move Event. If any motion types
have a non-zerofeed rate, the Linear Move Event will be used.
Motion types included inthis Event type are cut, engage, first cut,
stepover and side cut. Circularmotion is handled by the Circle Move Event. An Event type for
Nurbsis currently handled by the Post Builderfor Fanuc 6M, Siemens
andHeidenhain controls.Canned Cycleoptions describe how the post processor will handle
cannedcycles. You can define and or modify the G-code, associated
parameters,and output blocks that will be used with pre-defined
cycles.Operation End Sequencecontains Events and actions that occur
fromthe final retract motion to the end of the operation. These are
items like2-32 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
45/254
Building a Post Processor with Post Builder
returning to a home position or turning off the spindle and or
coolant. Ifthe same End of Operation function is always going to be
performed atthe end of every operation you can enter it into this
sequence instead ofprogramming UDEs.Program End Sequencecontains Events and actions that occur from
theend of the last operation to the end of the program.By activating the Add Block button, you can drag and drop a
blockcomponentinto the location desired. The block component can be
placedabove, below or next to an existing block component. Block
components whichare available are listed in theAdd Block component
available option menu.Activating theDisplay Combined N/C Code Blocks toggle button
will displayall block components in the form of NC codes. By
default, block componentsare displayed in terms of their
descriptions.The Add Blockcomponent option menu describes the blocks which
areavailable. You can create a new block component and apply it to
a sequence.You may also select one of the pre-defined block components.
TheTrashbin is used to delete any unwanted block component by
draggingthe block component to the trash bin icon.You can also delete the component by right clicking on the
component andselecting delete from the drop down menu.TheOperation Startsequence is one of the sequences which can
occur witheach operation (one of the five sequences,Program Start,
Operation Start,Tool Path, Operation End and Program End). Yellow
colored blocks alwaysrepresent the sequence blocks (also referred
to as markers).UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-33 -
8/10/2019 nx4 post processor mt11060 .pdf
46/254
2
Building a Post Processor with Post Builder
You can neither add or delete Event blocks.
A block component can be placed above, below or next to an
existing block.If you right click on the block component, a pop-up menu appears
which allowsyou toCut, Copy As or Deletea custom command block. If
a block containsNC data, your options are Edit,Force
Output,Cut,Copy Asor Delete.2-34 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
47/254
Building a Post Processor with Post Builder
Activity Program and Tool Path Parameters
In this activity youwill examine and modify Program and Tool
PathParameters.Step 1: Enter the Program and Tool Path section ofPost
Builder.Select theProgram and Tool Pathproperty page from
thePostBuilderselection menu.If necessary select the Programproperty page.
Step 2: Create a Program Start Sequence with a Rewind Stop Code
of (#).Select the Program Start Sequence from the ComponentWindow.
Double-click theblock componentcontaining the% from theSequence
Window.Prior to selecting this particular component, notice the
light-bluecolor of the block component. This indicates that this
particularblock is used again in either the same or another
sequence. In thisparticular example, this block component appears
again in theProgram Endsequence.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-35 -
8/10/2019 nx4 post processor mt11060 .pdf
48/254
2
Building a Post Processor with Post Builder
The Block: rewind_stop_codeproperty page is displayed.
Highlight the selection box containing the «%»,
usingMB3,selectChange Element, then selectUser Defined
Expression.The Expression Entry text box is displayed.
Change the «%» to «#».
2-36 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
49/254
Building a Post Processor with Post Builder
ChooseOK from the Expression Entrytext box.
ChooseOK from theBlock: rewind_stop_codeproperty page.
As mentioned earlier in this activity, this block component
alsoappears in theProgram Endsequence. A change to one
blockcomponent will change all like components, regardless of
theirlocation.Step 3: Create a Program Start sequence with a
G70G90G40G17G94block by modifying the Word sequence (NOTE: list the
G codes inthe order shown).Select theWord Sequencingproperty page from the menu.
Select the «G» block withMB1 and «drag» it to the beginningof
the line.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-37 -
8/10/2019 nx4 post processor mt11060 .pdf
50/254
2
Building a Post Processor with Post Builder
Select the «G90» block withMB1 and «drag» it between the «G»and
«G40» block.Select the «G01» block and position it between the «G17″
and»G43» block.Step 4: Suppress the output of selected words.
Position the mouse over the «G97» block and click once
tosuppress the «G97» output (turns from pink to blue).Repeat the previous action and suppress the following: «G99»,the
three «P» words and the «E» word.Step 5: Change the order of the «D» and «H» words.
Move the «D» word behind the «H» word.
2-38 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
51/254
Building a Post Processor with Post Builder
Step 6: Change the tool parameter number to a maximum of 999
andminimum of 1.Position the mouse over the «T» block and withMB3
selectEdit.Change the maximum value from 99 to 999.
Change the minimum value from 0to 1.
Change the Tcode output format by selecting Edit underFormat and
change the output field from2 to 3.Choose,OKtwice.
Savethe post processor.
Step 7: Save the post and run it against the test part,
mill_test.If necessary, enter theManufacturing application.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-39 -
8/10/2019 nx4 post processor mt11060 .pdf
52/254
2
Building a Post Processor with Post Builder
Using the Operation Navigation Tool, expand the T12345-Aparent
and select the FACE_MILLINGoperation.Select the post processing icon.
Highlight your post processor which you have modified andselect
OK.Accept the default forOutput Fileand then select OK.
Verify the output.
Your output should be similar to the following:
2-40 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
53/254
Building a Post Processor with Post Builder
Return to the Post Builder.
This completes this activity.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-41 -
8/10/2019 nx4 post processor mt11060 .pdf
54/254
2
Building a Post Processor with Post Builder
NC Data Definitions Property Page
TheNC Data Definitionsproperty page allows the definition of
output formatsfor NC data.Data definitions are broken down into four sub classifications,
alsorepresented in tabular format. These sub classes are:Blockdefines the format sequence of the instruction data that
appearsas output. Blocks are made up of word elements, each being
defined byan address and variable. There are two methods used to
create a block.From the sequence or event property page you may
drag a blank blockand drop it into a sequence or event. You can
also edit any existing blockwith the sequence, event or NC Data Defi
nitions block property page. Youmay then edit or build your
block of data.Worddefines the address, output format and the structure of the
wordsthat comprise the instructions. Parameters associated with
addressare format, maximum and minimum values, modality and leading
andtrailing characters. A word is composed of an address leader, a
number ortext and a trailer. An address leader may be any
character. The addressleader is usually a single character such as
G, M, X, Y, Z, etc. The traileris usually a blank character. You
can specify the format for current words2-42 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
55/254
Building a Post Processor with Post Builder
from an existing list of formats or edit one of the existing
formats. You canalso create a new format from the Format section of
this property page.Formatfor data output can be defined asreal, integeror character
string.Parameters for Formatvary according to the data type selected.
Realnumbers are generally used for co-ordinate values; integersare
used forregisters andcharacter stringsare used for commentary
messages andspecial output.Other Data Elementsallow for the control of sequence number
output, theuse of special characters for word separation, end of
block and messagestart and end codes.You have probably noticed that block word address icons have
symbolsassociated with them. These various icon symbols are
switchedon when youpass the mouse over the word address icon and select the pull
down menuwithMB3. ChoosingOptional, No Word Separator, Force Output
or anycombination of the three from the pull down menu will turn
the varioussymbols on.A checkmark before the option is an indicator of the option
being turned on.Force Outputforces the selected code for output within the
current blockonly. This is useful, for example, to force out a T or
some other code foreach tool change. By default all words are modal
and will output only ifthe value changes from one block to the
next. Force Outputcan only bespecified within the context of an
Event or sequence.No Word Separatorresults in the separator character being
suppressedfollowing the word on output. This is used mainly for CLS
output.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-43 -
8/10/2019 nx4 post processor mt11060 .pdf
56/254
2
Building a Post Processor with Post Builder
Optionalwill test to see if the address has a variable defined,
if defined, itwill be used; if the variable is not defined, the
address will be suppressed.Note that this option takes priority
over the «Force Output» option.2-44 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
57/254
Building a Post Processor with Post Builder
Activity NX Data Definition
In this activity youwill modify a word address to force a G91
code and thenmodify the existing G84 tapping code to produce a
G84.1 rigid tappingcycle.Step 1: Enter NC Data Definition section of the Post
Builder.Select theNC Data Definitionfrom thePost
Builderselectionmenu.If necessary, choose theBlockproperty page.
Step 2: Change the incremental mode block address variable to
force out aG91 code.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-45 -
8/10/2019 nx4 post processor mt11060 .pdf
58/254
2
Building a Post Processor with Post Builder
Right click theincremental_modevariable and then selectForce
Output .Notice the white bar, indicatingForce Output, that appears onthe
block address icon.Step 3: Create a G84.1 Rigid tapping sequence.
You will now modify the existingG code that will be output for
atapping cycle. You will change the standard G84 code toG84.1used
in a rigid tapping sequence.If necessary choose theN/C Data Definitionproperty page.
Choose theWordproperty page.
Highlight theG block, usingMB3, selectCreate.
The G_1 block is created.
2-46 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
59/254
Building a Post Processor with Post Builder
The standard tapcode isG84 which represents a two digit integer.
You will becreating a new tap code,G84.1, which represents a three
digit, real number.You will now create a new format to represent the new tapping
code ofG84.1.ChooseNewunder Format.
TheFormat: user_fmtproperty page is displayed.
EnterDigit_2_1in theFormat Nametext box.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-47 -
8/10/2019 nx4 post processor mt11060 .pdf
60/254
2
Building a Post Processor with Post Builder
Select theNumericradio button under Data Type.
TheFormat: user_fmtproperty page displayed is expanded.
Change the output to two places to the left of the decimal and
one placeto the right.2-48 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
61/254
Building a Post Processor with Post Builder
Check the Output Decimal Point box.
Choose OK.
You have just completed setting the format for the G84.1code.
You must nowset the parameters to allow customization of the
tapping code.Choose theProgram and Tool Pathproperty page.
If necessary, choose the Program Propertypage.
HighlightCanned Cyclesand then click onCommon Parameters.
TheEvent: Cycle Parameters property page is displayed.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-49 -
8/10/2019 nx4 post processor mt11060 .pdf
62/254
2
Building a Post Processor with Post Builder
Under theG Codeand Customizationsection, scroll down
toCustomizeTapand check the box.Choose OK.
You must now discard the previous tapping word block and create
a tappingword block that allows for the G84.1word.Choose theN/C Data Definitionsproperty page.
Choose theBlockproperty page.
Highlight cycle_tap.
2-50 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
63/254
Building a Post Processor with Post Builder
Drag theG84block to the trash bin.
ChooseG_1 from the Add Wordpull down menu, then
chooseG-UserDefined Expression.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-51 -
8/10/2019 nx4 post processor mt11060 .pdf
64/254
2
Building a Post Processor with Post Builder
Choose theAdd Wordbutton and drag the block to the beginning of
theline.TheExpression Entrydialog box is displayed.
Key in84.1into theExpression Entrybox.
Choose OK.
Save the post and run it against the test part, mill_test.
If necessary, enter theManufacturing applicationin NX.
Using the Operation Navigation Tool, expand theT12345-Aparent
andselect the TAP_.5_13UNCoperation.2-52 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
65/254
Building a Post Processor with Post Builder
Select the post processing icon.
Highlight your post processor which you have modified and
selectOK.Accept the default forOutput Fileand then selectOK.
Verify the output.
Your output should be similar to the following:
Return to the Post Builder.
This completes this activity.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-53 -
8/10/2019 nx4 post processor mt11060 .pdf
66/254
2
Building a Post Processor with Post Builder
Creating New M or G code groups
M and G codes are normally classified into logical groups. One
such group istheMotiongroup. This group consists of the words G00
for rapid, G01 forlinear feed, G02 for circular interpolation CW, G03 for circular
interpolationCCW and G80 thru G89 codes that represent drill
cycles. Only one word fromthis group can be active at any given
time, i.e. it is illogical for a machine tobe moving in the G00
mode (rapid) while making a G01 move (linear
feed)simultaneously.As a general rule,Post Buildersupports all common M and G code
groups.In some instances however, certain machine tool/controller
combinationssupport functions that are unique and require custom M
or G codes. PostBuilderallows you to create these new M or G code
groups as will be shown inthe following activity.2-54 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
67/254
Building a Post Processor with Post Builder
Activity Creating a New M-Code Group
In this activity, you will create a new M-code group to support
a machine toolfeature of coolant through the tool. In a later
activity, you will modify thecoolant UDE (User Defi
ned Event) to support this function within NX.Step 1: Continue
using***_my_postin Post Builder.If necessary open***_my_postusing thePost Builder.
Step 2: Create the new M-code word group.
Choose theNC Data Definitionsproperty page.
Choose theWordproperty page.
You will now create the new M-code word group by copying an
existing group. It is recommended, as a best practice, to copy
agroup that is as similar as possible to the desired group. This
willutilize the existing settings of the formats and word
characteristics.Step 3: Scroll down and then highlight theM_coolantword.
Step 4: Choose theCreatebutton.
TheM_coolant _1word is created.
Step 5: Change the name of the new word group.
Highlight theM_coolant_1word.
Change the name to M_coolant_thru.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-55 -
8/10/2019 nx4 post processor mt11060 .pdf
68/254
2
Building a Post Processor with Post Builder
Save the post processor.
This completes this activity.
In support of the creation of the new wordM_coolant_thru, you
will need tobuild a UDE to turn on the coolant through the tool,
create a custom commandto detect and interpret the coolant-through
the tool UDE and then output theappropriate M-code. These steps
will be performed in future activities.2-56 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
69/254
Building a Post Processor with Post Builder
Output Settings Property Page
The Output Settingsproperty page allows the generation and
control ofoutput used in a listingfile. Items for output are X, Y
and Z co-ordinates, 4thand 5th-axis angle, and feeds and speeds. You can also
specifyfile extensionsfor listing and NC output. Tabs are present
forListing File control and forOther Options.Under Other Options, the Output Control Elements section,
GenerateGroup Outputallows the definition of how the post processor
will processGroups. Operations may be organized into groups in
order to create morethan one NC program in a part file. Each group
is considered to be a separateprogram. The default setting for this option is OFF. This option
shouldonly be used when you want to post process more than one NC
program ata time. Selecting more than one Group with this option
turned ON willresult in one file containing all the Groups which
have been selected. Thefile naming convention will be the name of
your file with the name of thegroup appended. For example, if the
base file name is «1234» and the groupis called «finish_mill», then
the name of the file will be 1234_finish_mill.ptp.When Group output
is set to ON, you should not mix operations in groupswith
operations outside of groups. This will result in unpredictable
output.When the group output setting is OFF, you will only get a
single NC outputUGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-57 -
8/10/2019 nx4 post processor mt11060 .pdf
70/254
2
Building a Post Processor with Post Builder
file called 1234.ptp. All operations in any selected group will
be output in asingle file. Any group organization will be
ignored.The name of the group or program in NX can be used as the
programname in theStart of Program Event. This will be passed as
the variablenamemom_group_name. By changing the name of
thePROGRAMin theOperation Navigator, and by creating a custom
command, you can create theequivalence of a PARTNO statement.Output Warning Messageswill result in warnings generated to a
logfile.Display Verbose Error Messages will result in detailed error
messages beingdisplayed as your job is being post processed.Activate Review Toolinitiates theReview Toolwhich aides in the
debuggingof a post processor.TheReview Toolconsists of three list boxes, each having
horizontal andvertical scroll bars to assist in viewing the
information.2-58 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
71/254
Building a Post Processor with Post Builder
The left most list box displays all the MOM events in sequential
order thathave been created during the post processing cycle. Each
MOM event isdisplayed with the appropriate MOM event number.
Selection of an eventin this box will highlight the corresponding generated output
code in theright list box.The middle list box displays the MOM generated variables and
addressesassociated with a particular Event in alphabetical
order.The right list box displays the output generated by the post
processor.Note: Extensions defined inside ofPost Builderwill be superseded
by theoutput file name displayed in the post processor dialog.
Default extensions forlisting output are.lpt, for machine output,
the default is .ptp.UnderUser Tcl Source, theSource Users Tcl file option allows the
useof anexisting Tcl source program.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-59 -
8/10/2019 nx4 post processor mt11060 .pdf
72/254
2
Building a Post Processor with Post Builder
TheGenerate Virtual NC Controller (VNC) option, when checked,
createsa Virtual NC Controller which is used by the Integrated
Simulation andVerification (IS&V) module of NX.
2-60 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
73/254
Building a Post Processor with Post Builder
Activity Output Settings
In this activity youwill modify the data which is selected for
output to alistingfile.Step 1: Enter the Output Settings section ofPost Builder.
Select theOutput SettingsListing File.
Check theGenerateListing Filebox.
Uncheck the4th and 5th axis angle box.
Step 2: Save the post and run it against the test part,
mill_test.If necessary, enter the Manufacturing application in NX.
Using the Operation Navigation Tool, expand the T12345-Aparent
and select the FACE_MILLINGoperation.Select the post processing icon.
Highlight your post processor which you have modified andselect
OK.Accept the default forOutput Fileand then select OK.
Verify the listingfile. The listingfile will be located in
yourhome directory and will have a .lptextension. Open the filewith
the Notepad editor and examine the contents.The contents of the listingfile should be similar to the
following:UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-61 -
8/10/2019 nx4 post processor mt11060 .pdf
74/254
2
Building a Post Processor with Post Builder
Return to the Post Builder.
This completes this activity.
2-62 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
75/254
Building a Post Processor with Post Builder
Post Files Preview Property Page
ThePost Files Preview property page allows you to examine the
Definitionfile (.def) and the Event Handlers (.tcl) before output
generation. Newlydefi
ned code appears in the top window while the original code is
displayedin the bottom window.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 2-63 -
8/10/2019 nx4 post processor mt11060 .pdf
76/254
2
Building a Post Processor with Post Builder
Summary
ThePost Builderis an efficient and robust tool that can be used
to build themajority of the post processors that are required in
todays manufacturingenvironment. The following functions were used in conjunction of
building apost processor with thePost Builder:Created a directory structure for testing post processors
developed withthe Post Builder.Creation, modification and customization of Event handlers with
theProgram and Tool path function.Defined output formats.
Modified listing and output options.
Verified the output of your post processor using the PostReview
Tool.2-64 Post Building Techniques Student Guide UGS Corp., All
Rights Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
77/254
Lesson
3 Post Builder for Wire EDMApplications
Purpose
This lesson describes the procedures for building post
processors for WireEDM applications through the use of the Post
Builder.Objective
Upon completion of this lesson, you will be able to:
Use thePost Builderto build 2 or 4-axis Wire EDM post
processors.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 3-1 -
8/10/2019 nx4 post processor mt11060 .pdf
78/254
3
Post Builder for Wire EDM Applications
Using Post Builder to create 2-axis and 4-axis Wire EDM
PostProcessorsThere are two different selections, available in the Post
Builderfor creatingWire EDM post processors. They are: 2-axis
4-axis
Once you make the selection of a 2-axis or 4-axis Wire EDM, you
will thenneed to select the type of controller. Your choices
available are:Generic
Library
Users
3-2 Post Building Techniques Student Guide UGS Corp., All Rights
Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
79/254
Post Builder for Wire EDM Applications
Genericcontroller defaults to a generic template that uses
generic featurescommon to most machine tool controllers.Librarycontroller allows the selection of templates for Agie,
Charmilles andMitsubishi (the main Wire EDM manufactures). These
custom templatescontain the basic codes required for the most
common Wire EDM functionssuch as threading, start and end of cut
and power settings required by thevarious controllers.
Userscontroller allows the selection, as a template, of a
previous post thatyou have created. Selection is accomplished by
choosing the Browsebuttonand then selecting the previously created
post processor from a specificdirectory.When youchoose the option for the controller that you will be
using as atemplate, choosingOK will display the Machine Tool
property page. Thisallows you to choose various parameters from the
component window thatare necessary for your post processor.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 3-3 -
8/10/2019 nx4 post processor mt11060 .pdf
80/254
3
Post Builder for Wire EDM Applications
Selection of theDisplay Machine Tool button, displays a generic
view of themachine tool that corresponds to the type of machine
selected.The majority of the options/parameters available are
self-explanatory.The following activity will familiarize you with the functions
and parametersthat are available when creating a Wire EDM post
processor.3-4 Post Building Techniques Student Guide UGS Corp., All Rights
Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
81/254
Post Builder for Wire EDM Applications
Activity Creating a 2axis Wire EDM Post
Step 1: If necessary, start the Post Builder.
On the Windows desktop menu bar, choose Start All
Programs NX Post Tools Post Builder.
Step 2: Create a new 2-axis Wire EDM post.
Select theNew option in theFilepull down menu and in theName
field, name the post processor ***_wire_edm_post,where***stands for
your initials.Note: Use lower case characters only and no spaces.
UnderMachine Tool, selectWire EDMand accept the defaultof
2-axis.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 3-5 -
8/10/2019 nx4 post processor mt11060 .pdf
82/254
3
Post Builder for Wire EDM Applications
UnderController, selectLibrary.
Select the down arrow and then select Charmillesfrom thepull
down menu.Select OK.
You will accept all defaults to create the post, however, before
yousave your post, explore the various options available.Save the post to your home post processing directory
byselectingFile,Save Asand then specifying your
postprocessorlocation.Step 3: You will open a part file and browse for the post
processor.Return to a NX session and retrieve the part
filewedm_2_4_axisfrom yourstudent_home\partsdirectory.Step 4: Run the post against the test part, wedm_2_4_axis.
From theProgram Viewof the Operation Navigator, select
thePROGRAMparent.Select the Post Process icon from the Manufacturing
Operations tool bar.
3-6 Post Building Techniques Student Guide UGS Corp., All Rights
Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
83/254
Post Builder for Wire EDM Applications
ChooseBrowseand select the***_wire_edm_post.
Choose OK.
ChooseOK on the Postprocess dialog.
This completes this activity and the lesson.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 3-7 -
8/10/2019 nx4 post processor mt11060 .pdf
84/254
3
Post Builder for Wire EDM Applications
Summary
The flexibility and robustness of the Post Builder allows you to
easilygenerate post processors for 2 and 4 axis Wire EDM machines.
In this lessonyou were introduced to: Creating a 2-axis Wire EDM post
processor using the Post Builder tool.3-8 Post Building Techniques Student Guide UGS Corp., All Rights
Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
85/254
Lesson
4 Post Builder for 5-Axis MillApplications
Purpose
This lesson describes the procedures for building post
processors for 5-axismills through the use of the Post Builder.Objective
Upon completion of this lesson, you will be able to:
Use thePost Builderto build 5-axis mill post processors.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 4-1 -
8/10/2019 nx4 post processor mt11060 .pdf
86/254
4
Post Builder for 5-Axis Mill Applications
Using Post Builder to create 5-axis Mill Post Processors
There are currently, five different selections, available in the
Post Builder forcreating 4 and 5-axis post processors. They
are:4-Axis with rotary table
4-Axis with rotary head
5-Axis with dual rotary heads
5-Axis with dual rotary tables
5-Axis with rotary head and table
Once you makethe selection of the type of multi-axis machine,
the MachineToolproperty page is displayed, allowing you to choose
General,Fourth AxisandFifth Axisparameters from the component
window of the property page.4-2 Post Building Techniques Student Guide UGS Corp., All Rights
Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
87/254
Post Builder for 5-Axis Mill Applications
Selectionof theDisplay Machine Tool button, displays a generic
view of themachine tool that corresponds to the type of machine
selected.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 4-3 -
8/10/2019 nx4 post processor mt11060 .pdf
88/254
4
Post Builder for 5-Axis Mill Applications
4-4 Post Building Techniques Student Guide UGS Corp., All Rights
Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
89/254
Post Builder for 5-Axis Mill Applications
Selecting the 4th or 5th axis from the component window of the
MachineToolproperty page results in a rotary axis configuration
property page beingdisplayed. This property page allows you to
configure the various parametersfor each axis of rotary motion.UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 4-5 -
8/10/2019 nx4 post processor mt11060 .pdf
90/254
4
Post Builder for 5-Axis Mill Applications
Parameters in this dialog are:
Rotary Axis- selection of the configure button results in the
Rotary AxisConfiguration dialog displayed. This dialog allows the
selection of plane ofrotation, axis word address designation,
default linearization tolerance andthe method of handling Axis
Limit violations.Machine Zero to Rotary Axis Center- allows the definition of the
center ofthe 4th and or 5th axis in relation to the machine zero.
Rotary Motion Resolution- allows the specification of accuracy
of rotation indegrees.Maximum Feed Rate — allows the specification of the maximum
degrees ofrotation per minute.Pivot Distance- specifies the distance from the head or table
rotation pivotpoint to the spindle gage point. This option is not
valid for dual rotary typemachine tools.Angular Offset- this offset adjusts the rotary angle motion and
is generallyused when the tool axis of 0,0,1 does not result in angular
positions of 0 forthe fourth and or fifth axis.Axis Rotation- specifies the rotation of the 4th and or 5th axis
according tothe right-hand rule.Axis Direction- determines clockwise or counterclockwise
direction of rotarymotion. Two options are available to determine
axis direction. The firstoption, Magnitude Determines Direction,
determines that the sign is usedto determine the angular position.
B-90 and B90 are different positions4-6 Post Building Techniques Student Guide UGS Corp., All Rights
Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
91/254
Post Builder for 5-Axis Mill Applications
and are 180 degrees apart. Rotation to a larger angle is always
clockwise,to a smaller angle, counterclockwise. The second
option,Sign DeterminesDirection, signifies that the sign only is
used for direction. B-90 and B90are the same position on the rotary
table. B-90 designates that the tablewill rotate counterclockwise to B90. The reverse is true for B90
to B-90, thetable will rotate clockwise.Axis Limits- allows for control of the minimum and maximum
angles thatcan be programmed for the fourth and or fifth axis. If
the range of travel islimited to less than 360 degrees, the travel
is measured clockwise. If thereis no range of travel limits, there
are two possible choices for minimum andmaximum angles. If sign
determines direction, 0 degrees is the minimum and360 is the
maximum. If magnitude determines direction, the minimum is-359.999
and the maximum is 359.999.Rotary Axis Can be Incremental- this check box allows rotary
output to beincremental with respect to the previous rotation.
UGS Corp., All Rights Reserved Post Building Techniques Student
Guide 4-7 -
8/10/2019 nx4 post processor mt11060 .pdf
92/254
4
Post Builder for 5-Axis Mill Applications
Activity Creating a 5Axis Mill Post with Post Builder
Step 1: If necessary, start the Post Builder.
On the Windows desktop menu bar, choose Start
AllPrograms NX Post Tools Post Builder.
Step 2: Create a new 5-axis mill post with dual rotary
tables.Select theNew option in theFilepull down menu and in theName
field, name the post processor ***_5_axis, where***stands for your
initials.Note: Use lower case characters only and no spaces.
Set thePost Output Unit to Inch.
Set theMachine Toolto Mill.
UnderMachine Tool, select the blue button and then select5-axis
with dual rotary tables.Set theControllerto Generic.
Choose OK.
The Property Pages dialog is displayed.
4-8 Post Building Techniques Student Guide UGS Corp., All Rights
Reserved mt11060_g NX 4 -
8/10/2019 nx4 post processor mt11060 .pdf
93/254
Post Builder for 5-Axis Mill Applications
Select theMachine Toolproperty page.
You will accept all defaults to create the post, however, before
yousave your post, explore the various options available under 4th
and5th axis located in the Component Window.Save the post by selectingFileSave.
Step 3: Run the post against the test
For teaching or learning NX Post Builder (No sound)
1. Download PDF Textbook(Part1) Rev1. — 🤍drive.google.com/open?id=1HmznnzGvXgDaCD631yJwpoRmVHb955TX
2. Basic postprocessor in video — 🤍drive.google.com/open?id=1mRHQTQfb6KyXoWjZfVARxHJs59PtYq8A
3. Download customized fanuc 3axis postprocessor
— 🤍drive.google.com/open?id=1wSSuAQ3TsMo6WAv-7g01B4aXODo6QT4r
4. Sample Cad/Cam file — 🤍drive.google.com/open?id=1RlNxg_JJwJtcU7mCPxcqMLWax1sM1j2e
5. 3D Modeling — 🤍youtu.be/ekupwnTgEp0
6. Sample CAM — 🤍youtu.be/ITGgl4t07dY
#nx post processor
#nx
#nx cam
#nx post
#nx postprocessor
#nx post builder
#cam

Minh Phạm
2022-11-01 09:40:46
Thank man❤

Muhammad Ejaz Ashraf
2022-03-29 13:02:07
Thanks Sir

bha zayed
2022-02-14 18:20:39
From where i can download this post builder

hello my distant friend. thank you for the great video. please tell me how to organize the output of helical interpolation for sinumeric 840. there you need to specify the turn command and the number of turns.

Kavarthapu Harikrishna
2021-06-14 01:01:15
how to download postprocessor from post hub?
Kavarthapu Harikrishna
2021-06-14 01:00:18
can you send turning post processor link _latest

bn kumar
2021-04-20 16:17:39
Good

Juan Pablo Arreguin Rodriguez
2021-03-06 16:38:30
Hello thanks for the information and the video, I think that this process is similar fot wire edm post processor? Im loking for a post processor to Agie cut 200D but with the chance of make tap, could you help me? Greetings.

Do you know, how can i delete ‘N’ at program ?

Đào Tạo Phần Mềm CAD/CAM
2020-11-28 05:41:46
Dear Sir, Plz help me: Now I wan to output method in NX CAM to NC file.
1: if I select Mill_ROUGH when I create program it output : (rough)
2: if I select Mill_SEMI_FINISH when I create program it output : (SEMI)
3: if I select Mill_FINISH when I create program it output : (FINISH)
4: if I select DRILL_METHOD when I create program it output : ;(DRILL)

Selçuk Çilingir
2020-10-01 12:32:27
sir can you make a exaple for sinumerik 840 d 3 axis or you have a post processor for it if you have please download for me. i need it.

Kodcharawit Lamkam
2020-09-29 18:04:18
Do you have a post processor heidenhain 410 nx?

ดวงวิทย์ ศรีพันธ์เมือง
2020-08-15 15:34:43
Do you know how to add g28 x0 y0 z0 ( home position) with M30 at end program ?

good video sir , please upload twine spindle mill turn post

Kashif Ansari
2020-03-10 20:04:11
From where i can download this post builder

perfecthit
2020-02-29 04:30:33
My bro How can I do. cutter compestation(left and right) on shop documentation