Как работать на форматно раскроечном станке видеоурок

Как настраивать форматно-раскроечный станок? Методы от Александра Брюкнера.

Работа Форматно раскроечного станка ALTENDORF F45

Как раскроить ДСП на форматнике
Сегодня Александр Геннадьевич расскажет, как подготовить форматно-раскроечную циркулярную пилу к работе. Этот мастер- класс будет полезен для обладателей любых циркулярных пил с подвижным столом (или кареткой), независимо от их размера или производителя. Так что смотрите и у вас все, что должно быть параллельным — станет параллельным, а перпендикулярное станет перпендикулярным… Ну что поехали…
Все настройки проводили на примере форматно раскроенного станка JET JTSS-1600X2
🤍jetrus.ru/catalog/formatno-raskroechnye-stanki/jet-jtss-1600×2-formatno-raskroechnyy-stanok-/
Не забывайте подписываться на наши соцсети, там много интересного:
В контакте — 🤍vk.com/jet_tools_rus
Одноклассники — 🤍ok.ru/jettoolsrus
Instagram — 🤍🤍instagram.com/jet_tools_rus
Twitter — 🤍twitter.com/JET_tools_RUS
LinkedIn — 🤍🤍linkedin.com/company/jet-…
Facebook — 🤍🤍facebook.com/jettools.ru

dobryy barsuk
2023-08-08 19:26:55
Случайно наткнулся на Ваше видео,за разьяснение и показ благодарю Вас. Что я могу подметить со своей стороны,с конусным подрезом лично мне никогда не было удобно работать да и + мне он не нравился от слово совсем,несмотря на то.что в иной раз его легче настроить чем двойной подрез с пластинками,ну видимо к двойному рука набита больше чем к коноснуму =)))я за 5-6 лет практики и работы на форматках видел уж очень убитые практически станки хоть и работающие вполне для изготовления мебельных деталей,но могу заметить тот факт,что какой распиловщик такой и работоспособный станок. Так же должен заметить,что наладчики станков толком и не настраивают актуально станки,частенько сам за них донастраивал станки. Но благодаря вашему видео,я теперь могу настроить станок максимально отлично. Благо руки есть и все пальци наместе =))

SPARTAK
2023-07-11 17:03:22
Мужик если бы вы знали как нам не хватает таких мастеров. Одни самоучка приходят деньги берут а толку 0.как можно с ним связаться??

Алексей Блажицкий
2023-06-14 19:27:14
Спасибо Большое

Алексей Фёдоров
2023-06-13 19:09:39
Спасибища Вам огромное за Ваш труд!!!! Очень помогли!!! Всего Вам самого Замечательного!!! :))

Максат
2023-04-19 15:12:50
Зависет о станка китаец чаще немец режет и от конструктивна

Сергей Гринь
2023-04-19 14:43:59
Супер

Wotblitz Михайлов
2023-04-14 15:16:17
Очень хороший человек, преподал лучший урок по настройке форматника 👍👍👍💪

Алексей Меркулов
2023-04-08 08:56:31
Спасибо огромное за это видео!!! Всё понятно и грамотно рассказано!!! Станок настроил буквально за пару часов.

Антон Шумейко
2023-03-30 15:55:21
Прежде чем сделать контрольный пил после 4х пилов , заготовку нужно перевернуть , то есть сделать 4 пила и перевернуть заготовку лицом вниз , только потом сделать 5тый пил и переломить брусок для замера точности

Здравствуйте!
А если коретка пилит коромыслом, в чем может быть проблема?

karapetyan design furniture
2023-02-19 05:06:16
Спосибо Вам 🤝

Алексей Панов
2023-01-31 03:58:49
Привет 2023 года третий день пилу настраиваем

Адиль Абдилмажитов
2023-01-26 20:43:25
После настройки форматника остались лишние болты😂

Александр Салбиев
2023-01-24 12:18:54
Я думал, что параллельный упор должен немного на расширение идти. Чтобы не зажимало деталь.

Юрий Силаев
2023-01-22 18:40:09
Самый лучший рецепт идиального пропила …ЭТО ПОЛОВИНЧАТАЯ ПОДРЕЗКА С РЕГ.ШАЙБАМИ.!!!

Дядька, спасибо за видео. Очень просто и понятно. Здоровья вам,удачи и везения…

Gleb Kasavchenko
2023-01-10 01:45:42
Благодарю за видео.
Было интересно смотреть и слушать, скоро буду собирать болгарина 3.2

Киром Эра
2023-01-07 17:46:24
Спасиба дядя за урок я втрое месеу зашоль на помошником мебел работат а станок нашь никто незнаеть регилировку стано неть 90 градусов и мастер регилировши тоже нету типер я понимаю почему наш пили преблемотично можеть и я когда небуд могу лиглировку и пршу прашени за ошибку в грмотнисть писания.

custom wood carving
2023-01-05 15:52:21
Здравствуйте! Подскажите пожалуйста, какой лучше всего выбрать пильный диск для пиления фанеры 12-15мм и нужен ли маленький подпильный? Спасибо!
Обучающие видео | Felder Group
Наши обучающие видео предоставляют пошаговые инструкции оптимальной наладки вашего станка для достижения превосходных результатов обработки.
Видео руководства для форматно-раскроечных станков
FELDER Форматно-раскроечные станки
Настройка станка:
Как выполнить настройку K700S
FELDER Форматно-раскроечные станки
Пильный диск: Как правильно установить пильный диск
FELDER Форматно-раскроечные станки
Подрезной агрегат: Как правильно установить подрезной агрегат
FELDER Форматно-раскроечные станки
Расширительный стол: Как выполнить выравнивание расширительного стола
FELDER Форматно-раскроечные станки
Параллельный упор: Как выполнять свободный рез на параллельном упоре
FELDER Форматно-раскроечные станки
Форматно-подвижной стол: Как выполнять свободный рез на форматно-подвижном столе
FELDER Форматно-раскроечные станки
Форматно-подвижной стол: Настройки на форматно-подвижном столе
FELDER Форматно-раскроечные станки
Регулировка угла: Правильная регулировка угла на поперечном упоре
Hammer Форматно-раскроечные станки
Поперечный упор: Как выполнить переустановку поперечного упора
Hammer Форматно-раскроечные станки
Настройка станка: Настройка циркулярной пилы K3 winner
Видео руководства для фуговальных станков
Hammer Фуговальный станок
Фугование:
При фуговании угол не равен 90°
Hammer Фуговальный станок
Устранение Ошибка при наладке:
Не допускать биения в начале фугования
Hammer Фуговальный станок
Техника работы:
Не допускать биения в начале фугования
Hammer Фуговальный станок
Устранение ошибки при наладке: Не допускать биения в начале фугования
Hammer Фуговальный станок
Устранение ошибки при наладке:
Вогнутые и выпуклые поверхности при фуговании
Hammer Фуговальный станок
Рабочий стол:
Как правильно раскладывать и складывать рабочие столы
Hammer Фуговальный станок
Рейсмусовый станок:
Как выполнять правильное рейсмусование
Hammer Фуговальный станок
Устранение ошибки при наладке:
” “Клиновидный” ” результат рейсмусования
Hammer Фуговальный станок
Техника работы:
Как не допускать воздействий на заготовку при рейсмусовании
Hammer Фуговальный станок
Рейсмусовый станок:
Как отрегулировать биение спереди при фуговании
Hammer Фуговальный станок
Рейсмусовый станок:
Как отрегулировать биения спереди при фуговании
Hammer Фуговальный станок
Рейсмусовый станок:
Как отрегулировать неисправность поперечной подачи на фуговально-рейсмусовом станке
Видео руководства для ленточнопильных станков
Hammer Ленточнопильный станок
Настройка станка:
Как выполнить настройку ленточнопильного станка N4400
Hammer Ленточнопильный станок
Настройка станка: Как выполнить настройку ленточнопильного станка N2-35
Hammer Ленточнопильный станок
Техническое обслуживание: Как отрегулировать ход пильного полотна на нижнем колесе
Hammer Ленточнопильный станок
Техническое обслуживание: Как выполнить смазку верхнего ролика ленты
Hammer Ленточнопильный станок
Maintenance: Как отрегулировать натяжение и заменить приводной ремень
Видео руководства для кромкооблицовочных станков
FELDER Кромкооблицовочный станок
Клеевая ванна: Как выполнить чистку клеевой ванны на кромкооблицовочном станке Felder G-серии
Видео руководства для станков с ЧПУ
Портальный станок с ЧПУ Hammer
Настройка станка:
Настройка портального станка с ЧПУ Hammer HNC
Другие видео руководства
Принадлежности
Роликовая тележка:
Как выполнить монтаж роликовой тележки
Принадлежности
Цифровой (стрелочный) индикатор: Как выполнить установку и калибровку цифрового (стрелочного) индикатора
Более того, просьба обращать внимание на инструкции и объяснения в руководстве по эксплуатации.
Отдел продаж
Наши сотрудники отдела продаж будут рады
ответить на любые Ваши вопросы
Тел. +7 (495) 602-02-85
Контакты офисов и шоурумов
Сервисная линия
Мы обслуживаем все станки брендов
Hammer®, Felder®, Format-4®, Mayer®
вне зависимости от года выпуска и места приобретения.
Тел. +7 (495) 215-14-70
Заявка онлайн
Гарантия
Ниже представлены основные положения Felder Group по гарантийным обязательствам.
рекомендации по гарантийным обязательствам
Регистрация на сайте
Получите доступ к ценам на продукцию,
полезным материалам, а также актуальным новостям
в мире деревообработки!
Сервис и обслуживание
Специально обученные сервисные инженеры находятся в Вашем распоряжении для проведения обслуживания Вашего оборудования на месте эксплуатации. Если вопрос требует безотлагательного решения, с нами можно связаться по телефону Единой сервисной службы. Свяжитесь со специалистами нашей компании или в любое время суток отправьте нам заявку в режиме онлайн.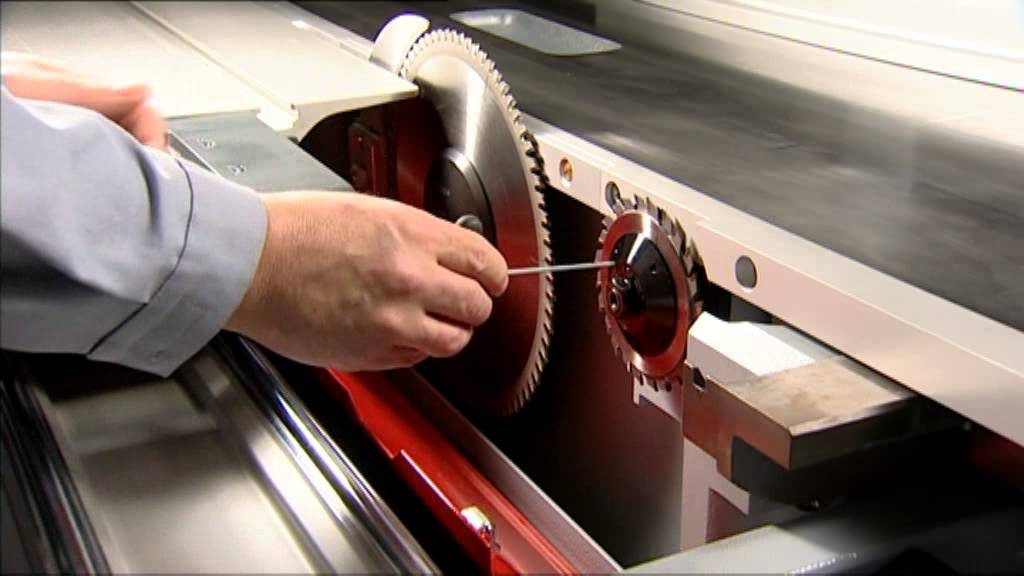
Ваш прямая линия с нами
Форматно-раскроечный станок NOVA SI 400
(512) 931-1962
Ручные и программируемые круглопильные станки с пилой 400 мм.
Гарантированное качество, доступное для всех.
Преимущества
Пильный узел: идеальный рез. Максимальная жесткость на скручивание и полное отсутствие вибраций обеспечивается закрытой конструкцией литого чугунного узла, что гарантирует идеальное выставление пил при наклоне и осуществлении сложных резов.
Каретка: неизменное во времени качество и точность. Каретка необслуживаемая и никогда не потребует вмешательства в подвижный механизм с направляющими радиусного профиля (разработка Scm).
Механические настройки: всегда точное и простое применение. Легкость в ежедневном осуществлении регулировок обеспечивается специальным редуктором, полностью изолированным от пыли и грязи (патентованное решение Scm), который гарантирует мягкую передачу крутящего момента. Каждое минимальное перемещение маховика регулировки отражается на точности положения пилы.
Каждое минимальное перемещение маховика регулировки отражается на точности положения пилы.
Ручная регулировка подрезной пилы: простота и эффективность. Вертикальная и горизонтальная регулировка производятся механическими рукоятками, которые передают вращение напрямую регулируемому узлу. Поэтому достигается точность и мягкость перемещений. Механические ограничители позволяют быстро находить нужное положение. Расположение элементов управления подъема/наклона пил на лицевой панели.
Технические данные
| Nova si 400 | ||
| Макс. диаметр основной пилы с подрезной | мм | 400 |
| Макс. вылет пилы при наклоне 90°/45° | мм | 140/97 |
| Длина по правой линейке параллельных резов | мм | 1000 ÷ 1500 |
Макс. размер панели размер панели |
мм | 3200 ÷ 3800 x 3200 |
| Мощность двигателя основной пилы | кВт/Гц | 7 (8) / 50 (60) |
Software
Истории Успеха
Atl
Оборудование для мебельного производства
Подробнее
Видео
Manual circular saws, extra CE market. Main features.
Каталог
Классические станки_RU
nova range_EN
Форма запроса
Форма запроса
Пожалуйста, заполните форму запроса, и мы свяжемся с Вами в ближайшее время
Спасибо Ваше сообщение отправлено. Мы свяжемся с Вами в ближайшее время!
Мы свяжемся с Вами в ближайшее время!
Ошибка! Что-то случилось…
обучающих видео | Felder Group
В наших видео вы найдете пошаговые инструкции по оптимальной настройке машины для получения отличных результатов.
Видеоучебные пособия для раздвижных настольных панелей пилы
Циркулярные пилы
.
Циркулярная пила FELDER
Блок отчета: Как правильно установить бомбардир
Циркулярная пила Felder
Tootrigger Table: Как выровнять Tootrigger Table
Кругли на направляющей планке
Циркулярная пила FELDER
Подвижный стол: Как выполнять свободный рез на форматном подвижном столе
Циркулярная пила FELDER
Сдвижная таблица: Настройки на раздвижной таблице формата
Круглая пила. поперечный упор
поперечный упор
Молотковая циркулярная пила
Настройка станка: Настройка циркулярной пилы K3 Winner
Видеоуроки для строгальных станков
Gammer Planer
Планировка:
Ангел не является 90 ° во время плана
Планировка молотка
Ошибка коррекционной настройки:
Избегайте воздействия в начале плоскости
Планировка молотка
. удар в начале строгания
Молотковый строгальный станок
Ошибка настройки коррекции:
Избегать удара в конце процесса строгания
Молотковый строгальный станок
Ошибка настройки коррекции:
Полово и заостренное соединение во время плана
РАЗОЛЕР МАНТЕРМА
Рабочая таблица:
Как правильно открыть и закрыть рабочие таблицы
Грандинг молотка
Толщина:
Как выполнить правильную толщину. Ошибка настройки коррекции: “Клин” при рейсмусовом строгании
Ошибка настройки коррекции: “Клин” при рейсмусовом строгании
Молотковый рубанок
Техника работы:
Как избежать ударов по заготовке при рейсмусовом строгании
Грандинг молотков. Как исправить неисправную поперечную подачу на рейсмусовом станке
Видеоуроки для ленточных пил
Молотковая ленточная пила
Настройка станка:
Как настроить ленточнопильный станок N4400
Hammer Bandsaw
Установка машины: Как настроить N2-35 Bandsaw
Hammer Bandsaw
Hearnity: Как выровнять пояс на нижнем колесе
.
Техническое обслуживание: Как смазывать верхний барабан
Молотковая ленточная пила
Техническое обслуживание: Как натянуть и заменить приводной ремень
Видеоруководства по кромкооблицовочным станкам
Felder EdgeBander
GluePot: Как очистить GluePot на Felder G-Series EdgeBander
Видеоучебные учебники для Machines
Hammer CNCH MACHINE
Машина. Станок HNC
Станок HNC
Другие видеоуроки
Принадлежности
Тележка на колесиках:
Как собрать тележку на колесиках
Принадлежности
Цифровой циферблатный индикатор: Как установить и откалибровать цифровой циферблатный индикатор
Кроме того, обратите внимание на инструкции и пояснения в руководстве пользователя.
Общие вопросы
Наш отдел продаж будет рад помочь вам с любыми вопросами.
Обратитесь в службу технической поддержки
Ваша прямая линия связи с сервисным техником – подайте заявку онлайн в любое время суток.
Возвраты
Здесь вы можете просто и безопасно зарегистрировать товары, приобретенные в FELDER, для возврата.
Горячая линия продаж
Наш отдел продаж будет рад помочь с любыми вопросами, которые могут у вас возникнуть.
Тел. 866-792-5288
866-792-5288
Служба поддержки клиентов и техническое обслуживание
Специально обученный обслуживающий персонал всегда готов предоставить вам специализированное обслуживание на месте. Если вопрос срочный, вы можете позвонить в наш центр горячей линии и получить немедленную помощь. Свяжитесь с нашими консультантами или сообщите о своем запросе удобно онлайн круглосуточно.
Ваша прямая линия для связи с нами
Центр новостей – Деревообрабатывающий электропильный станок Delta выводит раскрой панелей на новый уровень
28.09.2022
На участках ремонтных работ плотники распиливают фанеру и доски разных размеров с помощью панельно-раскроечного станка. Благодаря высокой мобильности этот широко используемый режущий станок является удобным инструментом, который можно легко разместить на различных рабочих местах. Тем не менее, быстрое и выступающее пильное полотно на столе станка подвергает плотников высокому риску внезапной травмы руки.
Кроме того, требуется дополнительная рабочая сила для подбора и размещения материалов и работы с режущими машинами для крупномасштабного производства. Вышеупомянутые проблемы затрудняют достижение высокой эффективности обработки на традиционном оборудовании.
Решая проблемы, связанные с традиционными панельными пилами, производители станков внедряют методы автоматизации в оборудование со встроенным ЧМИ. Автоматическая панельная пила действительно сэкономила рабочее время и повысила производительность; однако требует ручного ввода точки позиционирования разреза и усложняет импорт данных в систему, что приводит к неэффективному рабочему времени и влияет на эффективность производства. Что еще хуже, этот тип панельного пильного станка производит дополнительные отходы и еще больше увеличивает материальные затраты.
Компания Delta, нацеленная на резку панелей в деревообрабатывающей промышленности, представила решение для деревообрабатывающей электронной пилы. Процесс резки начинается с установки начального положения подающего робота и пильного диска. Оператор помещает панель на платформу подачи, толкает панель внутрь и запускает функцию автоматического цикла. Робот захватывает панель и тянет ее назад на некоторое расстояние, а затем подает вперед в зависимости от заданной длины. В этот момент балка давит вниз, а пильный диск поднимается для резки. Когда резка подходит к концу, балка поднимается, а пильный диск опускается. Система переходит к следующему циклу кормления, пока не будет достигнуто заданное количество. Наконец, робот выталкивает излишки материала, и цикл резки завершается.
Оператор помещает панель на платформу подачи, толкает панель внутрь и запускает функцию автоматического цикла. Робот захватывает панель и тянет ее назад на некоторое расстояние, а затем подает вперед в зависимости от заданной длины. В этот момент балка давит вниз, а пильный диск поднимается для резки. Когда резка подходит к концу, балка поднимается, а пильный диск опускается. Система переходит к следующему циклу кормления, пока не будет достигнуто заданное количество. Наконец, робот выталкивает излишки материала, и цикл резки завершается.
Аппаратное и программное обеспечение в этом решении используют продукты Delta. На уровне управления в решении используются промышленные ПК Delta серии IPC. Благодаря превосходной защите и устойчивости к вибрации ПК передает данные на программируемый логический контроллер серии DVP по протоколу Modbus. ПЛК подключается к двум устройствам, сервосистеме переменного тока серии ASDA-B3 и стандартному компактному приводу серии MS300, для обеспечения высокопроизводительного и высокоточного управления позиционированием и, что наиболее важно, для повышения эффективности обработки панелей.
Это решение также взаимодействует с датчиками Smart Sensors серии PS для установки начального положения оси сервопривода и последующей отправки сигналов обратно в ПЛК, обеспечивая плавное и стабильное движение сервопривода во время обработки. В дополнение к аппаратному обеспечению компания Delta разработала пакет Woodworking Electronic Saw Machine Suite, который можно установить как на ПК Delta, так и на обычные ПК. Программное обеспечение Delta предоставляет множество разнообразных функций. Одной из полезных и важных функций является оптимизированный алгоритм компоновки, который значительно повышает эффективность использования платы и исключает ручное управление.
Деревообрабатывающий электропильный станок Delta Solution имеет следующие преимущества:
- Экономия материалов и увеличение использования
Самостоятельно разработанный Delta Woodworking Electronic Saw Machine Suite со встроенной функцией оптимизированного алгоритма компоновки автоматически рассчитывает траекторию резки пиломатериалов различных размеров. Коэффициент использования материалов достигает более 90%. Эта функция также позволяет клиентам редактировать настройки композиции вручную и автоматически сохранять параметры настройки для удобной и гибкой работы.
Коэффициент использования материалов достигает более 90%. Эта функция также позволяет клиентам редактировать настройки композиции вручную и автоматически сохранять параметры настройки для удобной и гибкой работы.
- Удобный программный интерфейс, помогающий техникам быстро освоиться со всем процессом
Обеспечивает динамическую функцию отображения CAM и демонстрирует анимированные симуляции резки на мониторе. Благодаря анимации и отображению текстуры материала моделирование предлагает рекомендации по размещению панелей и помогает техническим специалистам ознакомиться с производственным процессом.
- Универсальное решение, повышающее эффективность процессов за счет автоматизации операций
Использование автоматизированных, интегрированных и стабильных продуктов Delta для снижения затрат на рабочую силу. Программное обеспечение оснащено управляемым рабочим процессом, который помогает сэкономить время на обучение и помогает техническим специалистам в настройке параметров.
Настройка форматно-раскроечного станка
Настройка форматно-раскроечного станка подразумевает тестирование и проверку качества работы различных элементов оборудования, соответственно, вся настройка проходит в несколько этапов. И начать можно с пильного агрегата и дополняющих его элементов.
Как настраивать форматно-раскроечный станок? Методы от Александра Брюкнера.
Здесь нужно обратить внимание на такие параметры:
• биение посадочного места в осевом и радиальном направлении должно быть меньше 0,03 мм по ГОСТу;
• температура шпинделя должна быть выше температуры в цехе менее, чем на 50 градусов Цельсия;
• расклинивающий нож должен иметь толщину большую на 0,5 мм, чем ширина зубьев пилы.
Проверить, насколько правильно настроена пила можно методом пробного пиления.
Если возникают сколы декоративного покрытия на древесно-стружечных плитах, значит пила настроена неверно, и нужно проверить симметричность и размер выступов на кромках. Далее необходимо проверить правильность настройки с помощью поверочного диска, который позволяет определить качество работы каретки и ее компонентов.
Далее необходимо проверить правильность настройки с помощью поверочного диска, который позволяет определить качество работы каретки и ее компонентов.
По сути, поверочный диск является неким имитатором пилы, и должен иметь идеально ровную поверхность. Его роль может выполнять и дисковая пила, однако ее зубья расположены несимметрично, что может вызвать некоторые затруднения. Единственное условие настройки станка с помощью поверочного диска – это то, что оборудование нельзя включать в таком состоянии, поэтому все расчеты и подгонки производятся при выключенном инструменте.
Настройка каретки производится с помощью поверочного станка и линейки.
Соприкасаясь, они реализуют фактическую плоскость пропила. Главный нюанс в том, что она может быть прямолинейной, а каретка все равно будет оставлять следы от зубьев. Поэтому, чтобы ее проверить, устанавливается специальный часовой индикатор. И если при плавном передвижении каретки, стрелка его неподвижна, значит все настроено правильно.
Конечно, настройка форматно-раскроечного станка предусматривает массу нюансов и проверку разных элементов оборудования.
Поэтому предварительно стоит максимально полно изучить особенности всей конструкции, и только потом приниматься за ее тестирование и подгонку под техническое совершенство.
 Гравировальные станки по граниту
Гравировальные станки по граниту
Востребованность техники для гравировальных работ по камню всегда остаётся на высоком уровне, поэтому приобретая гравировальные станки, необходимо обращать внимание на технологические особенности оборудования и на его…
 Гравировальный станок по дереву
Гравировальный станок по дереву
Гравировальный станок по дереву служит для высокоточной обработки фасонных и плоских поверхностей деталей и заготовок.
Настольный гравер компактен и достаточно прост в обслуживании. Он предназначен…
Дерево стало одним из первых материалов, которые научился обрабатывать человек. Вместо примитивных ручных инструментов сегодня используются сотни различных механических приспособлений для работы с древесиной. В современной деревообрабатывающей промышленности задействовано множество видов разнообразных станков и другого специального оборудования.
Однако даже новый станок со временем изнашивается и теряет точность. В результате участившихся поломок уменьшается его производительность.
К тому же, в условиях ограниченных финансовых ресурсов и жёсткой экономии, предприятия часто вынуждены покупать оборудование на вторичном рынке.

Это означает, что оборудование нуждается в качественном обслуживании и ремонте.
И в этих вопросах вам готовы помочь специалисты ООО «ИМПУЛЬС», которые выполняют ремонт деревообрабатывающих станков в СПб. Инженерами компании накоплен богатый практический опыт по ремонту станков разных видов (ленточнопильных и круглопильных, шипорезных, фрезерных, токарных, сверлильных, долбёжных, шлифовальных), а также специальных станков и оборудования, предназначенного для работы с плитными материалами, изготовленными на основе древесины.
 Особенности обработки таких материалов, как древесно-стружечная плита, древесно-слоистый пластик, фанера, древесно-волокнистая плита и т.п.
Особенности обработки таких материалов, как древесно-стружечная плита, древесно-слоистый пластик, фанера, древесно-волокнистая плита и т.п.
требуют применения специальных типов станков. Наши мастера обладают достаточными навыками и современным оборудованием, необходимыми для ремонта форматно-раскроечных, кромкооблицовочных, сверлильно-присадочных и других станков этой группы.
Большое многообразие моделей выпускаемых станков требует от специалистов, выполняющих ремонт деревообрабатывающего оборудования, широкого инженерно-технического кругозора и глубоких знаний специфики каждого типа станков.
Ниже рассмотрены некоторые виды ремонтных работ, выполняемых нашими сотрудниками для разных типов станков.
Особенности ремонта форматно-раскроечных станков
У форматно-раскроечных станков, предназначенных для распиловки плитных материалов в соответствии с заданными размерами, слабыми местами, зачастую, являются пильный узел и подвижный стол.
Обе эти части станка подвержены наибольшему износу в процессе эксплуатации и со временем требуют не только ремонта, но и правильной настройки после проведённых восстановительных работ.
 В зависимости от степени износа и конструктивных особенностей исполнения, для пильного узла может потребоваться ремонт разной степени сложности.
В зависимости от степени износа и конструктивных особенностей исполнения, для пильного узла может потребоваться ремонт разной степени сложности.
Диагностический осмотр позволит выявить, насколько изношены подвижные элементы пильного узла: подшипники электродвигателя, валы, приводные ремни, зубчатые и червячные передачи. Тщательной проверке подвергается электрооборудование, поскольку от его исправности и надёжности зависит не только работоспособность станка, но и пожарная безопасность на рабочем месте.
Ремонт подвижного стола включает в себя ремонт направляющих стола, кареток перемещения, замену или восстановление линеек, держателей, прижимов, упоров, а также восстановление их геометрии (взаимной параллельности и перпендикулярности) относительно базовых поверхностей станины станка.
Иногда, вследствие механических повреждений и перегрузок возникает необходимость в ремонте выдвижной телескопической штанги-опоры. После проведения ремонтно-восстановительных работ для подвижного стола нужно провести точную настройку параллельности/перпендикулярности его перемещения относительно плоскости реза.
Отрегулированное взаимное положение циркулярных пил (основной и подрезной), правильно выставленные направляющие обеспечат высокое качество выполняемых работ по раскрою плитных материалов.
Ремонт кромкооблицовочных станков
 Как правило, слабым местом кромкооблицовочных станков является клеевой узел.
Как правило, слабым местом кромкооблицовочных станков является клеевой узел.
Настройка форматного станка
Особенно часто требуют замены графитовые втулки клеевых валов. Специалисты компании проведут чистку, ремонт и настройку клеевого узла, отрегулируют механизм подачи и прижима плит, наладят правильную работу фрезерных и торцовочных узлов.
Ремонт сверлильно-присадочных станков
Такой тип станков широко используется при изготовлении щитовой мебели для сверления и фрезеровки сквозных и глухих отверстий, которые предназначены для установки крепежа, петель, упоров под полки, шкантов и т.п.
У сверлильно-присадочных станков наибольшему износу подвержены механизмы пневматического прижима детали, сами сверлильные головки, системы привода.
Одним из этапов ремонта является проверка и, при необходимости, точная настройка правильного положения линеек сверлильно-присадочного станка относительно базовых поверхностей стола.
Нужно отметить, что компания «ИМПУЛЬС» выполняет не только ремонт, но и техническое обслуживание деревообрабатывающих станков разных типов.
Обеспечение безопасности работ на деревообрабатывающих станках
 В результате механического реза древесины образуется не только стружка, но и древесная пыль.
В результате механического реза древесины образуется не только стружка, но и древесная пыль.
Этот факт налагает повышенные требования к выполняемым ремонтным работам с точки зрения предписаний по соблюдению пожаро- и взрывобезопасности на производстве. Уровень и качество выполняемых работ, а также заменяемые детали силового электрооборудования и другие элементы электрических цепей должны соответствовать указанному классу защиты и требованиям пожаро- и взрывобезопасности.
Следует также помнить о том, что деревообрабатывающие станки и оборудование являются источником повышенной опасности для сотрудников, эксплуатирующих данное оборудование.
Инженеры компании «ИМПУЛЬС» помогут восстановить ограждающие конструкции, вернуть работоспособность защитной автоматике и механизмам, предотвращающим травматизм на производстве, проведут занятия по недопущению несчастных случаев при работе с данным типом оборудования.
Компания производит ремонт деревообрабатывающих станков и оборудования в СПб и Ленинградской области.
Мы готовы осуществить комплекс ремонтно-восстановительных работ, как в собственных мастерских, так и на территории заказчика. Ответственный подход и высокое качество выполняемых работ гарантировано!
Рассмотрим как настроить форматно раскроечный станок, увеличить КПД и сделать процесс работы максимально комфортным и продуктивным. Оглавление: Базовые понятия о работе форматно раскроечных станков. Установка и первый запуск форматно раскроечного станка. Обзор и характеристика пильных дисков для форматно раскроечных станков. Наладка форматно раскроечного станка. Ремонт форматно раскроечных станков. Полезные советы по работе с форматно раскроечным станком. Базовые понятия о работе форматно раскроечных станков. Если взять чертеж форматно раскроечного станка, то на нем будут отображены следующие. как настроить форматно-раскроичный станок. Автор sason, 20 февраля 5 сообщений в этой теме. Я не буду объяснять как двигать линейку (вернее конец линейки) так как у всех станков разные принципы фиксации и настройки положения. У Альтендорфа я знаю два, у тальянцев видел пять.Но это не суть, я думаю вы все поймете когда детально посмотрите на свою конструкцию. Единственное не делаейте изменение положения линейки на много и резко. Сбились настройки форматника, на форуме где-то было всё расписано, не могу найти. Подскажите как настроить форм-раскр. Станок? По каретки пил ровный а по линейки дугой получается! Где проблема может быть? Кто знает – подскажите пож. Miha 13, 29 авг #8. Miha 13 Member.
Новое видео

Регулировка реле давления воды для насоса как настроить правильно видео

Как настроить оптический прицел на воздушке видео

Как работает фрезерный станок по металлу видео

Как настроить зажигание на ваз 2107 карбюратор видео

Настройка оверлока своими руками видео

Самодельный токарный станок по металлу своими руками видео

Как сделать токарный станок по дереву самостоятельно видео

Станок для холодной ковки своими руками видео как сделать
Просмотров: 60 038
Игорь Ситарский
Да спасибо за толковые объяснения
Siro Ziro
зачем я это посмотрел? Я даже не это искал)) Я искал как в торцы длсп дома сверлить идеально вертикально)))
Вадим Огрызков
«Начало» больше, угол тупой, надо уменьшать.
Вячеслав Ларин
Здравствуйте . Мой опыт пиления показывает , что пила тупится неодинаково с разных сторон диска . Поэтому пилу уводит в сторону более острой кромки . И как её ни поднимай , лучше пилить не станет . Особенно это касается ДСП . При подъёме пилы уменьшается площадь соприкосновения зубьев пилы с материалом , поэтому кажется , что пилить легче . А сколы только увеличиваются . Но это только мой личный опыт , может у кого-то по другому .
Денис Хайрутдинов
есть какой нибудь сайт? где можно приобрести станок такого формата? спасибо за ранее
Маргарита Некрасова
метод научного тыка самое главное в станке это пила (пильный узел) вместо пилы не запуская станка прикручиваем какую нибудь длинную неприкасаемую линейку при повороте вала в одну сторону потом в другую вот и будут точки отчета вот по ним и надо выставлять каретку ( пример- если перекинуть на автомобиль то это как сделать схождение колес -отмерил перекатил отмерил) че изобретать велосипед не усложняйте сами себе жизнь
Михаил Сидякин
Классно рассказано, приятно смотреть, слушать и учиться. Спасибо огромное.

Наши обучающие видео предоставляют пошаговые инструкции оптимальной наладки вашего станка для достижения превосходных результатов обработки.
Видео руководства для форматно-раскроечных станков
FELDER Форматно-раскроечные станки
Настройка станка:
Как выполнить настройку K700S
FELDER Форматно-раскроечные станки
Пильный диск: Как правильно установить пильный диск
FELDER Форматно-раскроечные станки
Подрезной агрегат: Как правильно установить подрезной агрегат
FELDER Форматно-раскроечные станки
Расширительный стол: Как выполнить выравнивание расширительного стола
FELDER Форматно-раскроечные станки
Параллельный упор: Как выполнять свободный рез на параллельном упоре
FELDER Форматно-раскроечные станки
Форматно-подвижной стол: Как выполнять свободный рез на форматно-подвижном столе
FELDER Форматно-раскроечные станки
Форматно-подвижной стол: Настройки на форматно-подвижном столе
FELDER Форматно-раскроечные станки
Регулировка угла: Правильная регулировка угла на поперечном упоре
Hammer Форматно-раскроечные станки
Поперечный упор: Как выполнить переустановку поперечного упора
Hammer Форматно-раскроечные станки
Настройка станка: Настройка циркулярной пилы K3 winner
Видео руководства для фуговальных станков
Hammer Фуговальный станок
Фугование:
При фуговании угол не равен 90°
Hammer Фуговальный станок
Устранение Ошибка при наладке:
Не допускать биения в начале фугования
Hammer Фуговальный станок
Техника работы:
Не допускать биения в начале фугования
Hammer Фуговальный станок
Устранение ошибки при наладке: Не допускать биения в начале фугования
Hammer Фуговальный станок
Устранение ошибки при наладке:
Вогнутые и выпуклые поверхности при фуговании
Hammer Фуговальный станок
Рабочий стол:
Как правильно раскладывать и складывать рабочие столы
Hammer Фуговальный станок
Рейсмусовый станок:
Как выполнять правильное рейсмусование
Hammer Фуговальный станок
Устранение ошибки при наладке:
» «Клиновидный» » результат рейсмусования
Hammer Фуговальный станок
Техника работы:
Как не допускать воздействий на заготовку при рейсмусовании
Hammer Фуговальный станок
Рейсмусовый станок:
Как отрегулировать биение спереди при фуговании
Hammer Фуговальный станок
Рейсмусовый станок:
Как отрегулировать биения спереди при фуговании
Hammer Фуговальный станок
Рейсмусовый станок:
Как отрегулировать неисправность поперечной подачи на фуговально-рейсмусовом станке
Видео руководства для ленточнопильных станков
Hammer Ленточнопильный станок
Настройка станка:
Как выполнить настройку ленточнопильного станка N4400
Hammer Ленточнопильный станок
Настройка станка:
Как выполнить настройку ленточнопильного станка N2-35
Hammer Ленточнопильный станок
Техническое обслуживание: Как отрегулировать ход пильного полотна на нижнем колесе
Hammer Ленточнопильный станок
Техническое обслуживание: Как выполнить смазку верхнего ролика ленты
Hammer Ленточнопильный станок
Maintenance: Как отрегулировать натяжение и заменить приводной ремень
Видео руководства для кромкооблицовочных станков
FELDER Кромкооблицовочный станок
Клеевая ванна: Как выполнить чистку клеевой ванны на кромкооблицовочном станке Felder G-серии
Видео руководства для станков с ЧПУ
Портальный станок с ЧПУ Hammer
Настройка станка:
Настройка портального станка с ЧПУ Hammer HNC
Другие видео руководства
Принадлежности
Роликовая тележка:
Как выполнить монтаж роликовой тележки
Принадлежности
Цифровой (стрелочный) индикатор: Как выполнить установку и калибровку цифрового (стрелочного) индикатора
Более того, просьба обращать внимание на инструкции и объяснения в руководстве по эксплуатации.
Для получения незамедлительной и компетентной помощи и поддержки свяжитесь со специалистами нашей Единой Сервисной службы по телефону или через форму обратной связи на нашем сайте.
Отдел продаж
Наши сотрудники отдела продаж будут рады
ответить на любые Ваши вопросы
Тел. +7 (495) 602-02-85
Сервисная линия
Мы обслуживаем все станки брендов
Hammer®, Felder®, Format-4®, Mayer®
вне зависимости от года выпуска и места приобретения.
Тел. +7 (495) 215-14-70
Гарантия
Ниже представлены основные положения Felder Group по гарантийным обязательствам.
Регистрация на сайте
Получите доступ к ценам на продукцию,
полезным материалам, а также актуальным новостям
в мире деревообработки!
Сервис и обслуживание
Специально обученные сервисные инженеры находятся в Вашем распоряжении для проведения обслуживания Вашего оборудования на месте эксплуатации. Если вопрос требует безотлагательного решения, с нами можно связаться по телефону Единой сервисной службы. Свяжитесь со специалистами нашей компании или в любое время суток отправьте нам заявку в режиме онлайн.
Как правильно настроить форматник, у меня на длинных деталях разность идет на 1 миллиметр, и подрезка колет с правой стороны. в чем причина может быть..? За ранее спасибо….
было же уже
Как выставить каретку
Между пильным диском и кареткой, а так же направляющей линейкой и диском должна быть небольшая разбежность на длину 300 мм около 0,03 мм. Т.е. каретка и линейка развернуты немного под углом по отношению к пильному диску наружу. Если на диске с одной стороны образовывается нагар, значит диск развернут в ту сторону с которой нагар. На диске нагар с двух сторон и трудно подавать заготовку, значит зажимает заготовку между пилой и упором (линейкой) или на диске после нескольких заточек уменьшилась толщина зуба в результате пропил может быть меньше толщины расклинивающего ножа.
Первое и самое главное при настройке это настройка движения каретки относительно пилы (или линии реза). Делаем это так: кладем небольшую по размерам деталь (размер должен быть таким что бы можно было четко зафиксировать деталь на каретке и при этом была достаточная длина реза). При этом не надо упирать деталь в линейку, она должна лежалть просто на каретке. Включаем станок и пропускаем деталь, делаем свободный рез, после того как при проходе деталь прошла через пилу, не убирая фиксацию (т.е не сдвигая ее) надо кареткой ненамного вернуть деталь на пилу и задеть заднюю сторону диска. Снимаем деталь и смотрим на срез, если есть на срезе ощутимая ступенька значит каретка не паралельна линии реза и ее надо подвинуть. В этом случае надо двигать переднюю часть каретки от пилы. И проделывать эту операцию до тех пор пока ступенька на резе не станет незаметной, но и в тоже время она должна прсматриватся(т.е. задняя сторона пилного диска при правильной настройке дожна лиш слегка касатля пропиливаемой детали но незадевать ее на столько, чтобы возникали поколы и заклинивание и пригорание. После настройки каретки настраивают упорную линейку, а потом настраивают продольный упор. Может быть и обратный случай когда при возврате детали на пилу не происходит задева тыльной стороной пила за деталь это тоже надо коректировать положением каретки, но здесь регулировать надо по задней стороне.
Каретка крепится к раме станка в двух местах. Ослабляете крепежные болты и регулировачным винтом меняете положение каретки.
Чем мог
ДА, совсем забыл если подгорает со стороны паралельного упора, то это не каретка, это не паралельность упора, относительно линни реза. Тоже надо настраивать. Он на балке установлен, а балка крепится к столу. Меняя положение балки мы можем настроить и положение упора относительно линии реза.
ЭХ, мне бы инструкции писать да учебники! И гонары получать огрооооменнныые! :-))
И уж совсем забыл перед настройкой каретки снимите расклинивающий нож!!!!
Настройка упорной линейки:
Принцип настройки заключается в том чтобы упорная линейка закрепленная на каретке была перпендикулярна линии реза (ровно 90 градусов и 00 минут).
Настраивается после настройки свободного реза самой каретки. Кстати, свободный рез сбивается редко, но его время от времени надо проверять — смотрите выше.
Сама настройка может осуществлются разным способом, я знаю три, но опишу самый распространенный.
Берется прямоугольная деталь (размер может быть произвольным чем больше тем точнее будет настройка) это может быть даже лист, но его ворочать не очень удобно. Обычно мы берем 1500х900 (повторяю размер произвольный).
Лист (деталь) кладется на каретку упирается в упорную линейку и делается рез по длинной стороне (срезается немного чтобы получить чистый пропил). После, лист поворачивается против часовой стрелки и упирается только что пропиленной стороной в упорную линейку и делается еще один пропил по второй стороне (аналогично первому резу). Далее, лист опять поворачивается против часовой стрелки и упирается в упорную линейку второй отпиленной стороной и делается третий пропил. После, опять поворачиваем против часовой стрелки упираем третью пропиленную сторону и аналогично делаем четвертый проил. Теперь подходим к самому главному!!!!
Мы пропилили 4 стороны (если упорная линейка выставлена правильно то у нас должен быть прямоугольник с паралельными сторонами и углами 90 градусов, а как это узнать точно?). Нашу деталь мы опять поворачиваем против часовой стрелки упираем 4-ой пропиленной стороной в линейку и делаем небольшой отступ чтобы срезанная часть нашей детали была ощутимой примерно 10-30 мм (то есть мы срезаем нашу первую пропиленную сторону так, чтобы получилась срезанная полоска 10-30 мм с обратной стороны пилы).Эту полосоку мы не выкидываем и не переворачиваем, и еще обязательно запоминаем где было у нее начало а где конец (перед зад). Теперь берем штангельциркуль и замеряем ее ширину с переди и на конце (в идиале должно быть одинаково до десяток). Если нет штангеля не беда, отламываем с переди кусочек и прикладываем к задней стороне нашей волшебной палочки и смотрим на наличие ступеньки ( в идиале не должно пальцем чуствоватся ступеньки)
Если разница есть ТО это говорит о неправильной настройки геометрии и соответсвенно надо упорную линейку подвинуть в ту или иную сторону.
Если передняя часть полоски больше задней то угол межну линейкой и линией реза больше 90 градусов и соответственно надо его уменьшать путем придвижения дальнего конца линейки к концу каретки.
Если передняя часть полоски меньшечем задняя то угол меньше 90 и линейку надо отодвигать от каретки.
Этот принцип настройки применим для всех форматников.
Я не буду объяснять как двигать линейку (вернее конец линейки) так как у всех станков разные принципы фиксации и настройки положения. У Альтендорфа я знаю два, у тальянцев видел пять.Но это не суть, я думаю вы все поймете когда детально посмотрите на свою конструкцию. Единственное не делаейте изменение положения линейки на много и резко.
Подстроили линейку, проверяйте по такому же принципу как было описано выше. И делайте это столько раз пока не добьетесь идеала.
Настройку проводите не спеша, следите чтобы деаль при пропилах плотно прилегала к упорной линейке, проверяете чтобы мусор и опилки не мешали плотному прилеганию (а то можно так настроить! огого!!!) Да и вобще следите за чистотой на рабочем месте.
Провеку угла упорной линейки у нас проверяют каждый день с утра подстройка бывает где то раз в неделю. Угол этот меняется чаще всего изза небрежности. Стукнули крупной деталью по линейке — ушла, Сразгону толкнули каретку и не притормозити на конце и линейка уйдет и каретка может сдвинуся.
Теперь про параллельный упор:
Настройка зависит от «свободного реза по параллельному упору». Сейчас объясню что это такое. Вот я говорил о свободном резе для каретки и то, что он смотрится и проверяется по стороне пилы со стороны каретки (по стороне со стороны — фигня какая то). Так вот для параллельного упора это примерно тоже самое только с другой стороны. А «примерно» потому что в первом случае мы двигали каретку с зафиксированною на ней деталью, а во втором случае будем двигать деталь по параллельному упору.
Смысл настройки такой — мы должны добиться параллельность упора относительно пилы. То есть деталь не должна клинится при прохождении пилы, и в тоже время не должна уходить в сторону от пилы.
Все просто. Выдвигаем упор так, чтобы он был дальше задней стороны пилы.
Обычно он ближе, так как пильщику тяжело тянутся так далеко. Берем деталь неширокую 300-400 мм и не слишком длинную 500-600 мм и прогоняем длинную сторону по упору. Пилим таким образом чтобы отпиливаемая часть не лежала на каретке, то есть не была широкой. Да и надо снять расклинивающий нож и убрать или отодвинуть верхний отсос стружки (так лучше будет видно) БЕРЕГИТЕ ГЛАЗА!!! от стружки. Деталь по упору ведем не быстро и уверенно, прижимать к упру надо с необходимым усилием, а не со всей дури. По мере продвижения детали между упором и пилой замечаем момент захода ее на заднюю сторону пилы и фиксируем изменение шума пилы. Смотрите если зад пилы начал подкалывать рез и поднимать много опилок, при этом появился более резкий звук и проталкивать деталь стало труднее, а на срезе появился подгар и поколы, то это говорит о непараллельности упора. (то есть он подклинивает деталь и соответственно дальний конец упора надо отвести от каретки)
Еще непареллельность можно увидеть, если перевернуть пропиленную деталь (переворачивать надо так чтобы верх стал низом, но сторона которую вы упирали в упор не поменялась) пропилить эту же деталь но в обратную сторону (т.е. вы передней стороной перевернутой детали заходите на заднюю сторону пилы как бы пытаясь пропилить ее против хода). Пропилить так надо совсем чуть чуть, но надо чтобы деталь была параллельна упору и прижата к нему. Если на пропиле ступенька, то значит упор клинит и его конец надо отодвинуть от каретки, если пила не задела надо наоборот придвинуть.
Эту операцию надо делать аккуратно если вы перекосите деталь, когда будете подпиливать, то у вас будут неправильные показания и соответственно — настройка.
…..Да, и совсем забыл перед настройкой параллельного упора надо настроить угол наклона пилы и положение стола станка!……
Теперь о том, как настраивать, ЧТО КРУТИТЬ. Сам упор перемещается по балке (обычно она круглая и блестящая как у кота…) она крепится к столу на таких винтах с помощью законтренных гаек. Обычно этих винтов три именно на самом столе, а еще есть винт на удлинителе стола (если он есть) а может быть и не один винт. Теперь ослабляем гайки на среднем (средних) винте самого стола и ослабляем гайки на удлинителе стола. Начинаем регулировать.
То есть балка крепится к массивному столу, а удлинитель стола крепится к балке и к столу. Крутим и вертим «для регулировки» гайки на дальнем от каретке винте который крепится ИММЕННО К СТОЛУ! (он массивный стальной и иногда чугунный). Если у нас был клин и нам надо отводить упор от каретки гайками крутим тихонько и отводим балку (и упор соот.-сно)от стола. Если надо придвинуть, то придвигаем. Затем контрим гайки и поджимаем гайки на винтах, которые мы ослабляли и проверяем «свободный рез по параллельному упору» как было описано выше.
Настройка угла наклона пилы.
Настройка осуществляется после настройки каретки (если это необходимо и возможно) и после настройки упорной линейки (которая на каретке).
Пилим полоску из ДСП (или другого материала толщиной не менее 10мм) шириной 60-65мм (ширина чуть меньше максимальной высоты основной пилы). Ломаем или распиливаем эту полоску на две более менее равные части (в итоге длина этих частей должна быть такой, чтобы удобно было зафиксировать на каретке 300-400мм.). Поднимаем основную пилу на максимум.
А сейчас самое главное и трудно-передаваемое словами. ЭТИ две получившиеся у нас планки упираем в упорную линейку так, ЧТОБЫ они стояли срезом (торцом) на каретке, а своей плоскостью (пластью) упирались в упорную линейку. Понятно? Если объяснить на примере ЛДСП то торец спила на каретке, а ламинированная плоскость прижата к линейке (как бы мы будем пилить детали в стоячем положении т.е они стоят). Уф…….., говорю же на пальцах легче.
Теперь эти две «стоячие» детали, плотно прижатые друг к другу и упорной линейке (прижимайте сильно двумя руками чтобы они стояли на каретке и упирались в линейку), пропиливаем. Ведем тихонечко, так как пиле тяжело прогрызаться через такой толстый слой, и так пропиливаем сразу обе детали до конца (т.е. пока детали не пройдут весь пильный диск)
Пропиленные таким образом детали ставим на ровную поверхность например на каретку не меняя положения верха и низа и стыкуем срезы двух деталей. Если к верху или к низу срез расходится, значит, угол наклона пилы не правильный. В идеале должно быть ровно.
Если расхождение внизу, то вершину пилы нужно наклонить к каретке. Если расхождение вверху, то вершину пилы надо наклонить от каретки к столу.
Угол наклона пилы очень важная настройка, особенно если вы потом кроймите на проходном кромочном станке. Так как от этой настройки зависит правильный прижим кромки к торцу (срезу) детали.
Имейте ввиду, что угол наклона пилы мы настраиваем относительно каретки, а не стола. И если вы делаете резы с наклоном пильного диска (или без наклона) по параллельному упору по плоскости стола, то обязательно надо настраивать и положение стола.
Стол настраивается просто. Он закреплен 4-мя шпильками к станине и его положении регулируется и фиксируется (контрится) гайками.
Снимаем параллельный упор и кладем его на каретку (упор — прямая, жесткая, не прогибающаяся деталь необходимой длины) к каретке его прижимаем руками. Настраиваем положение стола перед пильным диском — передок стола. Как я уже говорил кладем упор на каретку, прижимаем, а его свободный конец свисает над столом. Почему «свисает», потому что положение (уровень) стола должно быть ниже уровня каретки, и в тоже время стол должен быть параллелен каретке. Положили упор и подвигали каретку.
Если упор задевает стол, то его опускаем с помощью гаек. И ближе к каретке, и дальше от нее, зазор между столом и упором, лежащим на каретке должен быть одинаковым (это нам будет говорить о параллельности) и в тоже время он не должен быть слишком большим. Величина зазора должна быть такой, чтобы листок бумаги не свозился упором, лежащим на каретке, но и не больше того. Не применяйте мятые газеты!!! А вообще зазор должен быть просто виден и быть одинаковым по всей длине (то есть визуально).
Аналогично настраиваем положение задка стола. И после проверяем передок стола, а то его может увести.
Все настройки проводить надо на чистом станке. Любая соринка может повлиять на настройки. Рабочие должны чистить и убирать свое оборудование и рабочие места.
Вообще высоту положения основной пилы рекомендуют всегда производители пил. Обычно она составляет 10 мм выше распиливаемого материала. Но по нашей практике мы поднимаем выше на 25мм. (легче толкать каретку и соответственно бысрее делается рез).
Еще здесь на форуме где обсуждали пилы кто то говорил, что высоту пилы надо менять постепенно поднимая по мере ее затупления. И это говорят немного повышает срок службы пилы. Не проверял, не знаю.
А с подрезной пилой все просто. Она должна быть шире основной ровно на столько на сколько это возможно. Если пила составная и ее толщина регулируется прокладками то постарайтесь добится чтобы ступенька была минимальной. У нас раньше на каждую подрезку был свой комплект прокладок и при этом мы еще использовали и сделанные из бумаги. Следите за наличием пыли и стружки между прокладками и дисками, чтобы все было чисто.
Если пила однодисковая и клиновая, то Вам надо ее просто поднимать до такого уровня, что она начинает снимать больше чем основная. Мы пользуемся сейчас только ими. Пропилили деталь, возмите отрезанную часть и приложите к детали сверху (лицевая сторона где прошла основная пила) зазоров нет (и быть не должно), А вот с низу вы увидите зазор. Так вот сделайте его минимальным — поднимая и опуская пилу и двигая ее в горизонтальной плоскости.
Рекомендую также на каждом распиловочном станке иметь обдувочный пистолет. Облегчает уборку и уменьшает колличество царапин на ламинате.
Рез смещается к краю панели — Резы не параллельны.- параллельная направляющая выставлена неправильно, она должна быть слегка “открыта” в задней части относительно пилы.
При выключенном станке прислонить параллельную направляющую к диску пилы: если зубья пилы касаются направляющей спереди и сзади или только сзади, нужно изменить положение направляющей:
— слегка ослабить гайки, крепящие к столу суппорты круглой рей- медленными смещениями вращать весь узел до тех пор, пока параллельная направляющая не будет касаться зубьев пилы только спереди. В задней части между пилой и направляющей должен быть зазор макс. 0,10 мм.
-
Главная
-
JETtoolsRUS
-
Как настраивать форматно-раскроечный станок? Методы от Александра Брюкнера.
Как настраивать форматно-раскроечный станок? Методы от Александра Брюкнера.
Просмотров: 92 167


Максат
2 дня назад
Зависет о станка китаец чаще немец режет и от конструктивна

Сергей Гринь
2 дня назад
Супер

Wotblitz Михайлов
1 неделя назад
Очень хороший человек, преподал лучший урок по настройке форматника 👍👍👍💪

Алексей Меркулов
2 недели назад
Спасибо огромное за это видео!!! Всё понятно и грамотно рассказано!!! Станок настроил буквально за пару часов.

Антон Шумейко
3 недели назад
Прежде чем сделать контрольный пил после 4х пилов , заготовку нужно перевернуть , то есть сделать 4 пила и перевернуть заготовку лицом вниз , только потом сделать 5тый пил и переломить брусок для замера точности

Влад
3 недели назад
Здравствуйте!
А если коретка пилит коромыслом, в чем может быть проблема?
karapetyan design furniture
2 месяца назад
Спосибо Вам 🤝

Алексей Панов
2 месяца назад
Привет 2023 года третий день пилу настраиваем

Адиль Абдилмажитов
2 месяца назад
После настройки форматника остались лишние болты😂

Александр Салбиев
2 месяца назад
Я думал, что параллельный упор должен немного на расширение идти. Чтобы не зажимало деталь.

Юрий Силаев
2 месяца назад
Самый лучший рецепт идиального пропила …ЭТО ПОЛОВИНЧАТАЯ ПОДРЕЗКА С РЕГ.ШАЙБАМИ.!!!

Igor
3 месяца назад
Дядька, спасибо за видео. Очень просто и понятно. Здоровья вам,удачи и везения…

Gleb Kasavchenko
3 месяца назад
Благодарю за видео.
Было интересно смотреть и слушать, скоро буду собирать болгарина 3.2

Киром Эра
3 месяца назад
Спасиба дядя за урок я втрое месеу зашоль на помошником мебел работат а станок нашь никто незнаеть регилировку стано неть 90 градусов и мастер регилировши тоже нету типер я понимаю почему наш пили преблемотично можеть и я когда небуд могу лиглировку и пршу прашени за ошибку в грмотнисть писания.
custom wood carving
3 месяца назад
Здравствуйте! Подскажите пожалуйста, какой лучше всего выбрать пильный диск для пиления фанеры 12-15мм и нужен ли маленький подпильный? Спасибо!

николай спица
3 месяца назад
Класс

Александр Б
3 месяца назад
Спасибо вам огромное, за то что вы делитесь своим без ценным опытом. Подскажите пожалуйста, у нас каретка другого типа и снизу есть фторопластовые колеса, какой зазор там должен быть? И еще вопрос как настраивать телескопическую поддерживающюю штангу? Еще раз огромное спасибо!

Иван
4 месяца назад
Спасибо дядя

Dmitriy Vsykiy
4 месяца назад
Если фреза бьет на выходе ЛДСП, подрезной диск настроен идеально, что можно сделать в такой ситуации? Делать ступень подрезной фрезой, но тогда на кромку не пойдет изделие?

sergh kazak
5 месяцев назад
Спасибо большое очень всё точно спокойно по делу без всяких соплей спасибо большое очень полезное видео
Как настраивать форматно-раскроечный станок? Методы от Александра Брюкнера.
Здесь нужно обратить внимание на такие параметры: • биение посадочного места в осевом и радиальном направлении должно быть меньше 0,03 мм по ГОСТу; • температура шпинделя должна быть выше температуры в цехе менее, чем на 50 градусов Цельсия; • расклинивающий нож должен иметь толщину большую на 0,5 мм, чем ширина зубьев пилы. Проверить, насколько правильно настроена пила можно методом пробного пиления.
Если возникают сколы декоративного покрытия на древесно-стружечных плитах, значит пила настроена неверно, и нужно проверить симметричность и размер выступов на кромках. Далее необходимо проверить правильность настройки с помощью поверочного диска, который позволяет определить качество работы каретки и ее компонентов.
По сути, поверочный диск является неким имитатором пилы, и должен иметь идеально ровную поверхность. Его роль может выполнять и дисковая пила, однако ее зубья расположены несимметрично, что может вызвать некоторые затруднения. Единственное условие настройки станка с помощью поверочного диска – это то, что оборудование нельзя включать в таком состоянии, поэтому все расчеты и подгонки производятся при выключенном инструменте. Настройка каретки производится с помощью поверочного станка и линейки.
Соприкасаясь, они реализуют фактическую плоскость пропила. Главный нюанс в том, что она может быть прямолинейной, а каретка все равно будет оставлять следы от зубьев. Поэтому, чтобы ее проверить, устанавливается специальный часовой индикатор. И если при плавном передвижении каретки, стрелка его неподвижна, значит все настроено правильно. Конечно, настройка форматно-раскроечного станка предусматривает массу нюансов и проверку разных элементов оборудования.
Поэтому предварительно стоит максимально полно изучить особенности всей конструкции, и только потом приниматься за ее тестирование и подгонку под техническое совершенство.
Гравировальные станки по граниту
Востребованность техники для гравировальных работ по камню всегда остаётся на высоком уровне, поэтому приобретая гравировальные станки, необходимо обращать внимание на технологические особенности оборудования и на его…
Гравировальный станок по дереву
Гравировальный станок по дереву служит для высокоточной обработки фасонных и плоских поверхностей деталей и заготовок.
Обзор некоторых моделей
При выборе дисковой или ленточной пилы по дереву для дома или производства стоит обращать внимание не только на цену, но и на производителя. Каждая компания имеет разные уровни репутации за счет качества изготовляемой продукции. Поэтому два станка разных производителей при одинаковых характеристиках могут иметь значительную разницу в цене.
Самые востребованные распиловочные станки:
- Сборка происходит на территории Китая, что позволило снизить затраты на производство. Отличное соотношение цены и качества. Главная сложность при покупке – большое количество подделок. Поэтому лучше обращаться к официальным дистрибьюторам;
- Один из лидеров рынка. Большой ассортимент моделей. Различаются по мощности, набору функций. Отзывы характеризуют продукцию фирмы как качественную и надежную, за счет чего она имеет высокую цену;
- Специализируется на производстве профессионального оборудования. Представлено более десятка станков для деревообработки, среди которых есть модели для пилорам;
- Компания специализируется на любительской категории для бытового пользования. Не выдержит больших объемов работ, за счет чего имеет низкую стоимость;
- «Энкор». Выпускает продукцию под маркой «Корвет». В ассортименте промышленные, бытовые распиловочные модели;
- «Зубр». Компактное оборудование для бытового пользования;
- «Калибр». Широкая линейка моделей разной мощности для любительского пользования.
Помимо вышеперечисленных компаний, на рынке большой ассортимент новых, которые имеют хорошее соотношение цены и качества, но не успели заслужить достаточный уровень доверия.
В настоящее время в сфере обработки дерева применяются самые различные технологии и оборудование. С каждым годом они модернизируются, становясь более продуктивными и удобными в эксплуатации. В числе самых незаменимых приспособлений для обработки натурального сырья — распиловочные станки, позволяющие проводить распил древесины под конкретным углом, причём как и в продольном, так и в поперечном направлении. В продаже можно найти большое разнообразие современных агрегатов для решения сложных задач в промышленных масштабах. Кроме этого, на рынке есть и компактные изобретения, доступные по невысоким ценам, что делает их незаменимыми для бытовых условий.
Многие станки позволяют обрабатывать не только ДСП, но и всевозможные породы дерева и другие древесные материалы. Если воспользоваться специальными дисками, с помощью подобного оборудования можно провести распил следующего сырья:
Особенности ремонта форматно-раскроечных станков
У форматно-раскроечных станков, предназначенных для распиловки плитных материалов в соответствии с заданными размерами, слабыми местами, зачастую, являются пильный узел и подвижный стол.
Обе эти части станка подвержены наибольшему износу в процессе эксплуатации и со временем требуют не только ремонта, но и правильной настройки после проведённых восстановительных работ.
В зависимости от степени износа и конструктивных особенностей исполнения, для пильного узла может потребоваться ремонт разной степени сложности.
Диагностический осмотр позволит выявить, насколько изношены подвижные элементы пильного узла: подшипники электродвигателя, валы, приводные ремни, зубчатые и червячные передачи. Тщательной проверке подвергается электрооборудование, поскольку от его исправности и надёжности зависит не только работоспособность станка, но и пожарная безопасность на рабочем месте.
Ремонт подвижного стола включает в себя ремонт направляющих стола, кареток перемещения, замену или восстановление линеек, держателей, прижимов, упоров, а также восстановление их геометрии (взаимной параллельности и перпендикулярности) относительно базовых поверхностей станины станка.
Иногда, вследствие механических повреждений и перегрузок возникает необходимость в ремонте выдвижной телескопической штанги-опоры. После проведения ремонтно-восстановительных работ для подвижного стола нужно провести точную настройку параллельности/перпендикулярности его перемещения относительно плоскости реза.
Отрегулированное взаимное положение циркулярных пил (основной и подрезной), правильно выставленные направляющие обеспечат высокое качество выполняемых работ по раскрою плитных материалов.
Виды дисковых пил для станков
Существует несколько видов циркулярных станков, которые отличаются конструктивными особенностями и принципом действия. Среди самых популярных — станок циркулярный настольный. За счёт компактных габаритов и небольшого веса (многие модели обладают массой до 20 килограммов) такие решения считаются незаменимыми для бытовой обработки древесины. К тому же они располагают повышенной мощностью, поэтому свободно справляются даже со сложными задачами, совершая пропил глубиной до 80 миллиметров. Выполняя распил древесины, станину фиксируют на верстаке. Затем её убирают на хранение в любое подходящее место.
Важно понимать, что некоторые станки бытового предназначения могут решать задачи по распилу крупных заготовок, т. к. многие модели способны обрабатывать поверхности с шириной от 30 до 62 сантиметров. Что касается стоимости, она у таких приборов невысокая и варьируется в пределах 3−20 тысяч рублей. Если применить один из подобных агрегатов у себя дома, это позволит решить ряд несложных задач.
Ремонт сверлильно-присадочных станков
Такой тип станков широко используется при изготовлении щитовой мебели для сверления и фрезеровки сквозных и глухих отверстий, которые предназначены для установки крепежа, петель, упоров под полки, шкантов и т.п.
У сверлильно-присадочных станков наибольшему износу подвержены механизмы пневматического прижима детали, сами сверлильные головки, системы привода.
Одним из этапов ремонта является проверка и, при необходимости, точная настройка правильного положения линеек сверлильно-присадочного станка относительно базовых поверхностей стола.
Нужно отметить, что выполняет не только ремонт, но и техническое обслуживание деревообрабатывающих станков разных типов.
Производители и цены
Рынок распиловочных станков переполнен различными предложениями и моделями. При покупке подходящего решения многие клиенты обращают внимание именно на компанию, которая выпустила её. Каждый бренд характеризуется своей репутацией и уровнем доверия. По этой причине в продаже часто предлагаются модели с аналогичными характеристиками, но с очень разной ценой, что объясняется лишь разными производителями.
Самой большой популярностью и признанием на международном рынке пользуется продукция бренда Bosch. В сфере деревообрабатывающей промышленности у компании практически нет конкурентов. В настоящее время производитель выпускает три модели циркулярных станков:
- первая относится к группе бытового оборудования;
- две вторые предназначаются для профессиональных целей.
Правда, нужно понимать, что подобное деление — всего лишь условный показатель, т. к. самые бюджетные разработки бренда могут использоваться для промышленных работ и решения сложных задач. Оборудование компании обладает разными возможностями, включая:
- регулировку глубины пропила;
- протяжку;
- большое количество оборотов.
Обеспечение безопасности работ на деревообрабатывающих станках
В результате механического реза древесины образуется не только стружка, но и древесная пыль.
Этот факт налагает повышенные требования к выполняемым ремонтным работам с точки зрения предписаний по соблюдению пожаро- и взрывобезопасности на производстве. Уровень и качество выполняемых работ, а также заменяемые детали силового электрооборудования и другие элементы электрических цепей должны соответствовать указанному классу защиты и требованиям пожаро- и взрывобезопасности.
Следует также помнить о том, что деревообрабатывающие станки и оборудование являются источником повышенной опасности для сотрудников, эксплуатирующих данное оборудование.
Инженеры помогут восстановить ограждающие конструкции, вернуть работоспособность защитной автоматике и механизмам, предотвращающим травматизм на производстве, проведут занятия по недопущению несчастных случаев при работе с данным типом оборудования.
Компания производит ремонт деревообрабатывающих станков и оборудования в СПб и Ленинградской области.
Мы готовы осуществить комплекс ремонтно-восстановительных работ, как в собственных мастерских, так и на территории заказчика. Ответственный подход и высокое качество выполняемых работ гарантировано!
Автор sason2303 , 20 февраля 2014
С гибкой пилой
Для работ с деревом используют исключительно ленточные распиловочные станки. Также существуют канатные и цепные (баровые), но они применяются для гранита, мрамора и других горных пород. Основные варианты пиления на ленточных станках: поперечное, продольное и криволинейное.
Подобные инструменты по дереву делятся на напольные и настольные. Напольные состоят из цельнолитой конструкции, благодаря высокой производительности и мощности применяются в промышленности. Настольные конструкции удобны для ручного бытового использования. Могут быть установлены на стол или верстак, некоторые модели имеют в комплекте специальную подставку.
Как выбрать распиловочный станок?
Перед приобретением следует определиться, какие работы будут выполняться. К выбору такого инструмента следует относиться очень серьезно, так как он требует точных настроек. Циркулярный станок нужно выбирать, исходя из следующих параметров:
- Назначение
. Распиловочные, фуговально-рейсмусовые, фрезерные. - Мощность двигателя
. Чем она больше, тем качественнее будет обработка сырья. - Глубина распила
. Способность пропиливать определенную толщину заготовки. - Материал рабочей поверхности
. Изготавливается из алюминия, чугуна и стали. - Пильный диск
. Выбирается, исходя из конкретной задачи и древесины, с которой придется работать. Делятся на твердосплавные и монолитные. - Станина
. Чем она тяжелее, тем надежней и устойчивей будет стоять станок, и давать меньше вибрации, что скажется на чистоте и точности реза. - Наличие наклонно-подъемного механизма
. - Безопасность
. Отрезные станки должны быть оборудованы защитными приспособлениями и аварийным выключением.