“Руководство по металлообработке” разработано в 2007 году. Цель настоящего руководства — обеспечение информацией, необходимой для надёжной и эффективной обработки материалов с помощью основных инструментов Sandvik Coromant.
Данное руководство рекомендуется использовать в сочетании с “Основным каталогом” и последними дополнениями к “Основному каталогу”.
В руководстве Вы узнаете о:
- — выборе оптимального метода обработки
- — выборе инструмента
- — применении и обслуживании инструмента
- — методах повышения производительности
- — о том, как устранить возникающие проблемы
- — технических характеристиках инструмента
- — формулах для расчета параметров резания
- — особенностях обработки конкретного материала
Скачать руководство полностью в архиве (zip, 90 MB)
По рубрикам:
- A. ТОЧЕНИЕ (PDF)
- B. ОТРЕЗКА И ОБРАБОТКА КАНАВОК (PDF)
- C. НАРЕЗАНИЕ РЕЗЬБЫ (PDF)
- D. ФРЕЗЕРОВАНИЕ (PDF)
- E. СВЕРЛЕНИЕ (PDF)
- F. РАСТАЧИВАНИЕ (PDF)
- G. ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА (PDF)
- H. ОБЩАЯ ИНФОРМАЦИЯ И ДРУГИЕ ВИДЫ ОБРАБОТКИ (PDF)
Премиальный дистрибьютор ведущих брендов
![]()
![]()
![]()
ООО «Инструментальные Решения» является дистрибьютором металлорежущего инструмента Sandvik Coromant, корпорации OSG (Somta) и бренда EROJET в России.
О компании Sandvik Coromant
Компания из Швеции имеет представительства в 150 странах. Сегодня компания Sandvik Coromant является ведущим мировым поставщиком инструментов и технологий для металлообрабатывающей промышленности. В течение многих лет мы вносим огромный вклад в развитие промышленности, создавая новые продукты, решения и методы, которые способствуют оптимизации производственных процессов и стимулируют творческое мышление.
Масштабные инвестиции в научные исследования и разработки, а также тесное сотрудничество с нашими заказчиками и партнёрами позволяет Sandvik Coromant создавать уникальные инновации, которые призваны стать основой для промышленных стандартов следующего периода индустриализации.
О компании EROJET
Компания Erojet основана в 2003 году. Весь инструмент производится на предприятии в промышленном парке Mizgav на севере Израиля.
Является ведущей компанией производителем резьбонарезного металорежущего инструмента, производит стандартный токарный и фрезерный инструмент для нарезания резьб различного типа и размеров.
О компании OSG (Somta)
Корпорация OSG является крупнейшим в мире производителем осевого инструмента. Основанная в 1938 году, OSG по праву гордится проверенной временем репутацией поставщика комплексных инструментальных решений для мировой промышленности.
OSG поставляет инструменты для энергетической, судостроительной, строительной промышленности, а также для производителей высокоточного оборудования, таких как медицинские приборы
ОВЕН – российский разработчик и производитель средств промышленной автоматизации. На сайте owen.ru представлен полный каталог продукции компании: контрольно-измерительные приборы, программируемые контроллеры, датчики.
Предложения и замечания по работе сайта пишите: internet@owen.ru
© 1991-2023 ОВЕН. Все права защищены.
Тел.: +7 (495) 64-111-56
E-mail: sales@owen.ru
1-я ул. Энтузиастов, д. 15, стр. 1
Общество с ограниченной ответственностью «Производственное Объединение ОВЕН»
ул. 2-я Энтузиастов, д.5, к.5
Москва, 111024
Россия
Sandvik Coromant. Руководство по металлообработке
|
Sandvik Coromant. Руководство по металлообработке — Руководство по металлообработке, в котором содержится много полезной информации о методах обработки, режимах резания, инструментальной оснастке. В данном руководстве представлены процессы точения, фрезерования, нарезания резьбы, отрезки и обработки канавок, растачивания и другие виды обработки. Название: Sandvik Coromant. Руководство по металлообработке Скачать Sandvik Coromant. Руководство по металлообработке
|
Категории: Книги | Добавил: pmojka (22.02.2014) |
| Просмотров: 152 | Теги: Sandvik, Coromant, металлообработке, руководство | Рейтинг: 0.0/0 |
Додавати коментарі можуть лише зареєстровані користувачі.
[
3gada
|
Вхoд
]
Руководство по металлообработке Sandvik Coromant
(технический справочник)
Руководство по металлообработке Sandvik Coromant
(технический справочник)
Руководство по металлообработке Sandvik Coromant предлагается в формате *.pdf.
| Руководство по металлообработке Sandvik Coromant (технический справочник) | ||
| Оглавление со ссылками | 11.5 Mb | Открыть |
| Токарная обработка | 35.7 Mb | Открыть |
| Отрезка и обработка канавок | 13.1 Mb | Открыть |
| Резьбонарезание | 12.9 Mb | Открыть |
| Фрезерование | 61.8 Mb | Открыть |
| Сверление | 14.3 Mb | Открыть |
| Растачивание | 14.5 Mb | Открыть |
| Инструментальная оснастка | 22.8 Mb | Открыть |
| Материалы | 5.6 Mb | Открыть |
| Информация / Указатель | 3.1 Mb | Открыть |
Рассылка
ПНР (Пуско-наладочные работы) оборудования у Заказчиков

ПНР токарно-накатного станка мод. РТ30101 РЖД Тамбов
Станок специальный токарно-накатной модели РТ30101
предназначендля обработки подступичной части оси
вагонной колесной парыРУ1, РУ1Ш РУ2, РУ2Ш
ГОСТ 22780-93 (ГОСТ Р 50334-92).
ПНР токарно-накатного станка мод. РТ30101 РЖД Тамбов
ПНР ( пуско-наладочные работы) специального бандажировочного станка мод. РТ5004 для филиал РЖД г. Владимир
 специального бандажировочного станка мод. РТ5004 для филиал РЖД г. Владимир")
Бандажировочный специальный станок РТ5004
Станок бандажировочный специальный РТ5004 предназначен для бандажировки якорей стеклолентой, а также для продорожки коллекторов электрических машин.
На станке возможно бандажирование якорей электродвигателей диаметром до 800 мм и общей длиной до 3000 мм при установке в центрах передней и задней бабок.
Станок подлежат применению в локомотивных депо и заводах, занимающихся ремонтом электрических машин.
- Файлы
- Академическая и специальная литература
- Машиностроение и металлообработка
- Обработка резанием
- Токарная обработка
-
Файл формата
pdf - размером 16,04 МБ
- Добавлен пользователем Алексей Иванович 07.01.2016 23:29
- Описание отредактировано 09.01.2016 00:56

Руководство по металлообработке. Sandvik Coromant, — 88 с.
Содержание:
Обычное точение
Внутренняя обработка (растачивание)
Выбор токарного инструмента
- Чтобы скачать этот файл зарегистрируйтесь и/или войдите на сайт используя форму сверху.
- Регистрация
- Узнайте сколько стоит уникальная работа конкретно по Вашей теме:
- Сколько стоит заказать работу?
Скачано с сайта
http://www.sandvik.c…aspx?country=ru
Данное руководство заменяет справочник “Руководство по
металлообработке” от 2005 года.
Цель настоящего руководства — обеспечение информацией,
необходимой для надёжной и эффективной обработки материалов с
помощью инструментов Sandvik Coromant.
Данное руководство рекомендуется использовать в сочетании с
“Основным каталогом” и последним дополнением к “Основному
каталогу”. В совокупности эти издания позволяют узнать о:
• выборе оптимального метода обработки
• выборе инструмента
• применении и обслуживании инструмента
• методах повышения производительности
• о том, как устранить возникающие проблемы
• технических характеристиках инструмента
• формулах для расчета параметров резания
• особенностях обработки конкретного материала.
Инструкция и руководство для
Sandvik Coromant Threading  на русском
на русском

118 страниц подробных инструкций и пользовательских руководств по эксплуатации
 02:46
02:46
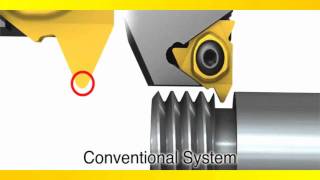
CoroThread 266 with iLock Technology Sandvik Coromant
 04:52
04:52
CAM Programming Tip: Thread Turning Sandvik Coromant
 01:20
01:20
CoroThread® 266 — Thread turning with precision coolant
 02:52
02:52
Thread Milling Sandvik Coromant
 01:30
01:30
High Precision Thread Whirling with CoroMill 325 — Sandvik Coromant
 05:09
05:09
CAM Programming — Thread Milling Sandvik Coromant
 04:54
04:54
Sandvik Coromant iLock clamping system, now on threading inserts.
 12:35
12:35
Sandvik Coromant — AMAZING Factory Tour!

2
Введение
Введение
Ассортимент продукции Sandvik Coromant включает в себя
большое количество разнообразного инструмента для
резьбонарезания. Каждый инструмент имеет свою специфику
и характерную область применения.
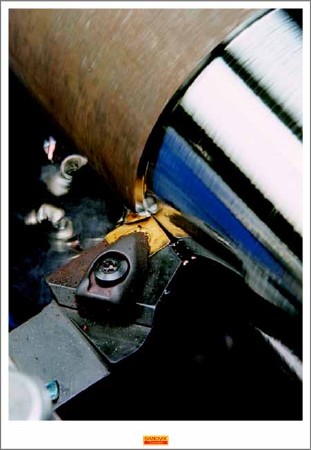
В данном техническом руководстве мы покажем, как добиться
эффективного и стабильного процесса нарезания резьбы
инструментом Sandvik Coromant. Наша цель заключается в том,
чтобы помочь Вам определить оптимальный набор инструментов
для получения резьб неизменно высокого качества и достигнуть
стабильности и надежности резьбонарезания.
Кроме описания основных принципов нарезания резьбы
руководство содержит подробную информацию методах
резьбонарезания, способах решения возникающих проблем,
а также практические рекомендации по применению
современного инструмента для резьбонарезания. Одним словом,
в руководстве есть ответы на любые вопросы, касающиеся
нарезания резьбы.

3
1. Основные определения
1. Основные определения
Что представляет собой резьба?
Классификация резьб осуществляется в зависимости от их назначения.
Основные функции резьбовых соединений:
r Крепёжная – соединение деталей
r Передача движения – преобразование вращательного движения в линейное
перемещение и наоборот
r Передаточное отношение – повышение значения крутящего момента
Также существует классификация резьб в зависимости от формы или профиля. Выбор
формы, безусловно, оказывает вторичное, но, тем не менее, большое значение на
качество резьбовых соединений.
Форма резьбы
Геометрию резьбы определяет её профиль, который, в свою очередь, характеризуют
следующие параметры: диаметр (внутренний, средний и наружный), угол профиля, шаг
и угол подъема винтовой линии резьбы. Самые распространенные профили резьб
указаны ниже.
Назначение
Форма резьбы
Тип резьбы
Соединение деталей
Резьба общего
назначения
Метрическая (ММ), Дюймовая (UN)
Трубные резьбы
Whitworth, BSPT, American
National, Трубные резьбы, NPT, NPTF
Резьбы для пищевой
промышленности,
взрыво
— и
искробезопасные
соединения
Круглая DIN 405
Резьбовые соединения
аэрокосмической
промышленности
MJ, UNJ
Резьбы нефтяной
и газовой
промышленности
API Круглая, API Buttress, VAM
Резьбы ходовых
винтов
Общего назначения
Трапецеидальная/ DIN 103, ACME, Stub
ACME

4
1. Основные определения
Обозначения и определения
1. Впадина
Поверхность, соединяющая две боковых стороны
профиля на меньшем диаметре
2. Боковая сторона профиля
Поверхность, соединяющая вершину и впадину
профиля
3. Вершина
Поверхность, соединяющая две боковые стороны
профиля на большем диаметре
P = Шаг, мм или ниток/дюйм (t.p.i.)
E= Угол профиля
M= Угол подъема винтовой линии резьбы
d / D = Наружный диаметр, наружная/внутренняя
d
1
/ D
1
= Внутренний диаметр, наружная/
внутренняя
d
2
/ D
2
= Приведенный средний диаметр,
наружная/внутренняя
Средний диаметр резьбы, d
2
/ D
2
Эффективный диаметр резьбы,
расположенный приблизительно
посередине между наружными и
внутренними диаметрами.
Угол подъема винтовой линии
резьбы
Угол между главной режущей кромкой и
линией, проходящей через вершину резца
параллельно основной плоскости.
Соотношение параметров резьбы может
быть представлено в виде развертки
прямоугольного треугольника.
Значение угла подъема винтовой
линии резьбы, измеренное на
различных диаметрах резьбы
неодинаково, см. рисунок.

Обозначение профиля резьбы, Обозначение метрических резьб
Страница 5
- Изображение
- Текст
5
M10 x 1.25 5g6g
M16 — 6h
1. Основные определения
Обозначение профиля резьбы
Международные стандарты
Для того, чтобы гарантировать работоспособность резьбового
соединения, каждая из его составляющих (с наружной и
внутренней резьбой) должна изготавливаться в соответствии
с принятыми стандартами. Именно по этой причине на каждый
из многочисленных типов резьб были разработаны и приняты
единые международные стандарты.
Ниже приведены примеры обозначений метрической, дюймовой
и Whitworth резьб.
Обозначение метрических резьб
Полная маркировка резьбы включает в себя обозначение
формы и точности. Точность регламентируется цифрой степени
точности резьбы и буквой, характеризующей отклонение
значения действительного размера от номинального.
Величина зазора между частями резьбового соединения задается
значением класса точности внутренней резьбы, указываемой сразу после
класса точности наружной. В обозначении эти классы точности разделяются
косой чертой.
Шаг
Поле допуска приведенного среднего диаметра болта
Поле допуска наружного диаметра болта
Тип резьбы и номинальный диаметр
Поле допуска приведенного среднего диаметра болта
Примеры:

6
1. Основные определения
Класс точности резьбы
Определяет основное отклонение размера от номинального
значения и обозначается заглавной буквой для внутренних резьб
и строчной буквой для наружных резьб. Сочетание степени и
квалитета точности определяет поле допуска. Значения полей
допусков приводятся в соответствующих стандартах на различные
типы резьб.
Поля допусков
Внутренние резьбы
H и G
Наружные резьбы
h, g, f и e

7
1A
1B
2A
2B
3A
3B
¼”
20UNC – 2A
1. Основные определения
Величина шага указывается с помощью t.p.i. (ниток на дюйм).
Для перевода в миллиметры, необходимо разделить величину
шага на 25.4, как показано ниже:
20 ниток/дюйм
25.4/20 = 1.27 мм.
Классы точности
ISO — единая (UN):
Дюймовые резьбы (UNC, UNF, UNEF, UN)
Дюймовые резьбы системы UN делятся на три класса точности.
Обычно UN резьбы обозначаются как:
Класс точности
Типы UN резьб
UNC
Резьба с крупным шагом
UNF
Резьба с мелким шагом
UNEF
Резьба с экстра
-мелким шагом
UN
Резьба с постоянным шагом
Все перечисленные типы резьб могут быть получены с помощью
резьбовых пластин Sandvik Coromant с UN
-профилем
Грубый
Средний
Точный
2A – резьба среднего класса точности
UNC – резьба с крупным шагом
20 – значение шага: ниток на дюйм (н.н.д.)
¼”
– наибольший (основной) диаметр

Резьбы whitworth (g, r, bsw, bsf, bspf), Трубные резьбы whitworth, Обозначение трубных резьб whitworth
Примеры обозначения трубных резьб whitworth
- Изображение
- Текст
8
A
B
BSW
BSF
BSP. F
ISO 228/1
G
1 ½
ISO 7/1
= R
p
1 ½
R
p
7/1
= R
c
1 ½
R
c
7/1
= R 1 ½
R
1. Основные определения
Трубные резьбы Whitworth:
Классы точности
Точный
Только
один
класс
Грубый
Резьбы Whitworth (G, R, BSW, BSF, BSPF)
Резьбы Whitworth на данный момент устарели, но, тем не менее,
они являются международным стандартом.
Существует два класса точности для наружных резьб и один
класс точности для внутренних трубных резьб Whitworth.
Обозначение трубных резьб Whitworth
Эти резьбы делятся на две группы:
r Резьбы трубные, не обеспечивающие герметичность
соединения, ISO 228/1
r Резьбы трубные, обеспечивающие герметичность
соединения, ISO 7/1
Примеры обозначения трубных резьб Whitworth:
Резьбы трубные, не обеспечивающие герметичность соединения
= G 1 ½ A
(наружная)
= цилиндрическая резьба
= G 1 ½
(внутренняя)
= диаметр трубы, не диаметр резьбы
A
или B
= класс точности только на наружную резьбу
Резьбы трубные, обеспечивающие герметичность соединения
= цилиндрическая резьба, внутренняя
= коническая резьба, внутренняя
= коническая резьба, наружная
Резьбовые пластины Sandvik Coromant с WH профилем предназначены для обработки
цилиндрических резьб Whitworth.

Применение, Методы получения резьб, Применение методы получения резьб
Страница 9
- Изображение
- Текст
9
2. Применение
2. Применение
Методы получения резьб
Существуют различные методы и варианты получения резьб.
Выбор метода обработки зависит от требуемого времени на
изготовление, точности и качества получаемой резьбы.
Различные методы получения резьб
Прессование
Методы обработки резьбы резанием
Резьбо
—
фрезерование
Обработка
резьбы точением
Нарезание
резьбы
метчиками
Вихревое
резьбо
—
нарезание
Накатывание
Обработка
резанием
Резьбо
—
шлифование
Для обработки резьбы точением, фрезерованием и нарезания
резьбы метчиками, обычно используют режущие инструменты
из твердого сплава. Параметры детали и технические
характеристики оборудования являются основными факторами,
влияющими на выбор метода и типа инструмента для получения
резьбы. Также существует ряд важных особенностей, которые
необходимо учитывать для достижения максимального успеха.

10
2. Применение
Обработка резьбы
точением
Резьбофрезерование
Точение резьбы
r Как правило, самый производительный метод получения резьбы
r Получение большинства профилей резьб
r Наиболее простой и изученный метод обработки
r Хорошее качество обработанной поверхности
r Возможно нарезание резьбы в глубоких отверстиях с использованием
антивибрационных оправок
r Стандартные циклы нарезания резьбы в станках с ЧПУ
Фрезерование резьбы
r Нарезание резьбы в не вращающихся деталях
r Прерывистое резание исключает проблемы со стружкодроблением, что актуально
для вязких материалов
r Низкие усилия резания позволяют работать с большими вылетами и
обрабатывать тонкостенные детали
r Возможность нарезать резьбу вплотную к уступу или дну отверстия, нет
необходимости в канавке для выхода инструмента
r Позволяет нарезать резьбу в крупногабаритных деталях, которые невозможно
установить на токарный станок
Сравнение методов обработки резьб
В этом руководстве основное внимание уделяется обработке
резьбы точением и резьбофрезерованию. Каждый из этих
методов имеет свои преимущества и особенности в определенных
ситуациях.

Комментарии
Sandvik Coromant. Руководство по металлообработке
Sandvik Coromant. Руководство по металлообработке
Sandvik Coromant. Руководство по металлообработке — Руководство по металлообработке, в котором содержится много полезной информации о методах обработки, режимах резания, инструментальной оснастке. В данном руководстве представлены процессы точения, фрезерования, нарезания резьбы, отрезки и обработки канавок, растачивания и другие виды обработки.
В этом издании содержится много полезной информации о выборе оптимального метода обработки, выборе инструмента, применении и обслуживании инструмента, методах повышения производительности, технических характеристиках инструмента, формулах для расчета параметров резания, особенностях обработки конкретного материала, о том, как устранить возникающие проблемы. Весь материал дополнен множеством цветных иллюстраций.
Советы специалистов, содержащиеся в данном техническом руководстве будут полезны инженерным работникам машиностроительных предприятий.
Название: Sandvik Coromant. Руководство по металлообработке
Автор: Коллектив
Издательство: Sandvik Coromant
Год: 2006
Страниц: 564
Формат: PDF
Размер: 76,1 МБ
Качество: Отличное
Язык: Русский
Скачать Sandvik Coromant. Руководство по металлообработке
Рассылка
ПНР (Пуско-наладочные работы) оборудования у Заказчиков
ПНР токарно-накатного станка мод. РТ30101 РЖД Тамбов
Станок специальный токарно-накатной модели РТ30101
предназначендля обработки подступичной части оси
вагонной колесной парыРУ1, РУ1Ш РУ2, РУ2Ш
ГОСТ 22780-93 (ГОСТ Р 50334-92).
ПНР токарно-накатного станка мод. РТ30101 РЖД Тамбов
ПНР ( пуско-наладочные работы) специального бандажировочного станка мод. РТ5004 для филиал РЖД г. Владимир
Бандажировочный специальный станок РТ5004
Станок бандажировочный специальный РТ5004 предназначен для бандажировки якорей стеклолентой, а также для продорожки коллекторов электрических машин.
На станке возможно бандажирование якорей электродвигателей диаметром до 800 мм и общей длиной до 3000 мм при установке в центрах передней и задней бабок.
Станок подлежат применению в локомотивных депо и заводах, занимающихся ремонтом электрических машин.