Оперативное — значит непосредственное,
практическое осуществление чего-нибудь.
Оперативное управление предполагает
непосредственное, своевременное
осуществление всех управленческих
функций. Это управление способное
быстро, вовремя направить или исправить
ход дел. Главная задача оперативного
управления — организация слаженной
работы всех подразделений предприятия
для обеспечения равномерного
(ритмичного) выпуска продукции в
установленных объёмах и заданной
номенклатуре при полном использовании
производственных ресурсов.
Системы оперативного управления
производством, качеством,
материально-техническими запасами и
техническим обслуживанием построены
на одних и тех же основных принципах.
Цель всех этих систем — обеспечение
экономически эффективной реализации
целей организации. Любая система
оперативного управления предприятием
включает следующие основные элементы:
-
управляемый
процесс или параметр технологического
процесса; -
система
планирования, которая задаёт показатели
контролируемого процесса; -
информационный
канал обратной связи, для измерения
действительных результатов управляемого
процесса или значений параметра
технологического процесса; -
сравнение
действительных результатов управляемого
процесса или значений параметра
технологического процесса с расчётной
нормой (производительностью) процесса
или требуемыми значениями параметра
технологического процесса; -
корректирующие
действия при получении сигнала об
отклонении хода производства за
допустимые пределы.
Современные технологии и компьютерные
системы позволяют полностью автоматизировать
первые четыре элемента системы
оперативного управления, однако, в
процессе планирования всегда принимает
участие человек.
Оперативное управление охватывает два
вида деятельности: организацию как
способ создания необходимой структуры
и обеспечение нужными ресурсами и
руководство как воздействие на
непосредственных исполнителей в
созданной структуре.
В
широком смысле оперативное управление
включает календарное планирование,
разнарядку работ, определение объёма
партии одновременно выпускаемой
продукции, размещение заказов на
материалы, контроль качества продукции
и труда, учёт, анализ, регулирование
хода производства на их основе, внесение
необходимых корректировок в ход
технологических процессов, маневрирование
запасами и т.п.
Оперативное
управление производством как часть
общей системы оперативного управления
на предприятии охватывает весь цикл
изготовления продукции от стадии
подготовки производства до реализации
продукции.
Принятая
на предприятии система оперативного
управления должна отвечать следующим
требованиям.
1.
Высокий научный уровень планирования,
обоснованность планов технико-экономическими
расчётами, выполненными на основе
прогрессивных норм и нормативов.
2.
Оптимизация принимаемых решений:
проведение нескольких вариантов расчётов
и выбор из них наиболее целесообразного,
отвечающего принятому критерию
оптимальности.
3.
Обеспечение ритмичности производства
и равномерного выпуска продукции.
4.
Обеспечение максимального сокращения
перерывов в движении предмета труда
через последовательные стадии
технологического процесса, что
способствует сокращению длительности
производственного цикла, уменьшению
объёмов незавершённого производства
и приводит к ускорению оборачиваемости
оборотных средств.
5.
Быстрое реагирование на технические и
номенклатурные сдвиги в производстве,
обусловленные техническим прогрессом,
повышением уровня специализации,
изменением спроса, ужесточением
конкуренции и другими факторами.
6.
Создание условий для распространения
передового опыта новаторов производства,
развитие и поддержание инициативы
персонала предприятия в организации
работы по графику.
При
составлении календарных планов и
управлении выполнением работ должны
выполняться следующие типичные функции
оперативного управления:
1) выбор
планово-учетной единицы работ, разработка
календарно-плановых нормативов
согласования работы взаимосвязанных
рабочих мест;
2)
распределение заказов, оборудования и
персонала по рабочим центрам или другим
производственным участкам, то есть
краткосрочное планирование производственных
мощностей;
3)
определение последовательности
выполнения заказов, то есть установление
приоритетности работ;
4)
инициирование выполнения графика работ
и диспетчирование;
5)
контроль состояния и хода выполнения
заказа;
6)
ускорение выполнения запаздывающих и
критических заказов.
Оперативное управление должно базироваться
на прогрессивных календарно-плановых
нормативах, обеспечивать сопряженность
в работе подразделений, способствовать
лучшему использованию ресурсов, обладать
гибкостью.
Оперативное управление включает три
стадии (рис. 25).
Оперативное управление


Определение календарно-плановых
нормативов
Диспетчирование
Оперативно-календарное планирование
Рис.25. Стадии
процесса оперативного управления
Планово-учётная
единица – принятая в организации для
целей планирования учётная единица
работ: деталь, комплект, заказ, академический
час и пр.
Календарно-плановые
нормативы – инструменты взаимной
увязки календарных планов, согласования
работы взаимосвязанных рабочих мест,
участков и цехов, а также инструменты
обеспечения эффективного использования
оборудования и персонала.
Норматив
– от лат. normatio –
упорядочение – 1) показатель норм, в
соответствии с которым производится
какая-либо работа, выполняется какая-либо
программа; 2) поэлементные составляющие
норм, характеризующие удельный расход
сырья или материалов на единицу массы,
объёма, площади, длины при выполнении
производственных процессов, размеры
технологических отходов и потерь сырья
и материалов по видам производственных
процессов; измеряются в натуральных
(условно-натуральных) единицах или в
процентах; 3) расчётные величины затрат
рабочего времени, материальных и денежных
ресурсов. Примеры календарно-плановых
нормативов: размеры партий деталей и
узлов; длительность производственных
циклов; размеры запасов; продолжительность
рабочей смены; и пр.
Система оперативного планирования
– это совокупность методов и техники
плановой работы. Особенность её состоит
в том, что разработка плановых заданий
производственным подразделениям
сочетается с организацией их выполнения.
Цель оперативного планирования
— обеспечить выполнение производственной
программы по критериям количества,
качества, сроков и затрат.
Основные задачи, решаемые
системой оперативного планирования:
— обеспечение выполнения производственной
программы;
— минимизация времени ожидания покупателя;
— минимизации длительности производственного
цикла;
— обеспечение минимальных уровней
запасов;
— эффективное использование площадей;
оборудования и персонала.
В
процессе оперативного планирования
устанавливается на каких рабочих местах,
участках, в каких цехах, (расчеты загрузки
оборудования и производственных
площадей); в каких объёмах, в какие сроки,
в какой очерёдности должны выполняться
те или иные операции согласно
производственной программе.
Календарное планирование — это
детализация годового плана производства
продукции или услуг по срокам
запуска-выпуска каждого вида продукции
и своевременное доведение этих показателей
(информирование) до каждого цеха,
производственного участка и рабочего
места. Календарный план представляет
собой график выполнения различных
работ, использования ресурсов или
предоставления производственных
мощностей.
Цель распределения производственной
программы по отрезкам планируемого
периода (кварталам, месяцам и сменам)
– получение такой номенклатуры изделий
и видов работ в каждом периоде, при
котором будут обеспечены выполнение
договорных обязательств, равномерное
использование производственной мощности
и согласованная деятельность всех
структурных подразделений организации.
При распределении производственной
программы во времени как на уровне
организации, так и в цехах необходимо
учитывать две группы факторов: длительность
производственных циклов изготовления
отдельных изделий и их частей; объёмы
и очерёдность выполнения отдельных
заказов.
С целью учёта первой группы факторов
осуществляются предварительные расчёты
длительности циклов путём построения
календарных графиков в форме циклограмм.
Исходными при этом являются данные
спецификаций, сведения о трудоёмкости
и фронте по отдельным видам работ.
В цехах, где не уделяется должного
внимания календарному планированию,
нередко случается, что работы ожидают
очереди до 95 % продолжительности
производственного цикла, что существенно
удлиняет его. Если добавить сюда время
хранения запаса и время оплаты, то
получится длительность цикла денежного
потока. Но если тщательно отнестись
к составлению календарного плана, то
время пребывания в очереди можно
сократить на 75 % и примерно на такую же
величину сократится цикл денежного
потока. Трудовой поток эквивалентен
денежному потоку, а его ядром является
календарное планирование.
Заключительной стадией оперативного
управления производством является
диспетчирование. Диспетчирование
— это оперативное руководство работой
всех звеньев предприятия на основе
плана-графика, а также систематического
учёта и непрерывного контроля текущего
хода производства в целях обеспечения
равномерного и комплектного выполнения
плана выпуска продукции.
Основные принципы диспетчирования:
— централизация диспетчерской
деятельности означает её осуществление
из единого центра и обязательность
распоряжений главного или сменного
диспетчера предприятия для всех
начальников цехов и отделов, мастеров
и работников;
— плановость выражается в ведении
диспетчирования на основе месячного и
суточных планов, в соблюдении сроков
запуска-выпуска партий, всемерном
поддержании хода производственного
процесса в заданном режиме и ритме, в
соответствии с заданным сменным планом;
— оперативность основывается на
конкретности руководства, широкой
осведомлённости о состоянии работы,
осуществлении систематического контроля
хода производственного процесса и
принятии эффективных и незамедлительных
мер по устранению возникающих отклонений
от запланированного хода работ;
— профилактика отклонений от заданного
графика работ заключается в контроле
качества сменно-суточных планов, их
обеспеченности необходимыми материальными
и трудовыми ресурсами, технологической
оснасткой и оборудованием. Обеспечивается
знанием пропускной способности каждого
производственного участка и их слабых
сторон, разработкой профилактических
мероприятий, позволяющих учесть все
факторы, ведущие к отклонениям от плана,
и позволяет не допускать появления
таких отклонений.
По
охвату производственного процесса в
пространстве оперативное управление
может быть межцеховым и внутрицеховым
(рис. 26).
|
Календарное планирование |
Диспетчирование |
|
1. Межцеховый уровень |
|
|
1. Разработка календарно-плановых
2. Взаимная увязка содержания и сроков
3. Распределение программы для цехов 4. |
1. Контроль отклонений выполнения 2. Контроль и 3. Контроль
4. Оперативный учёт, контроль и |
|
2. Внутрицеховый уровень |
|
|
1. Составление месячных заданий для 2. Составление 3. Учёт |
1. Контроль и бесперебойное обеспечение 2. |
Рис. 26. Функции
оперативного управления производством
в организации
Организация
работы по оперативному управлению
производством зависит от размеров и
производственной структуры предприятия,
от типа организации производства и
характера технологического процесса.
Перечисленные выше функции оперативного
управления закрепляются за соответствующими
службами предприятия (рис. 27):
производственно-диспетчерским отделом,
центром управления полётами и т.п. Состав
(количественный и качественный) и
структура службы оперативного управления
определяются структурой предприятия,
объемами производства, номенклатурой
выпускаемых изделий, численностью
промышленно-производственного персонала,
пространственной организацией
предприятия.
Служба оперативного управления
Бюро календарно-плановых нормативов
Диспетчерское
бюро
Бюро оперативно-календарного планирования
Рис. 27.
Примерная структура службы оперативного
управления
Успешное
выполнение годового плана обеспечивается
не только оперативным планированием,
но и целенаправленной деятельностью
аппарата управления по реализации
каждой функции, выполнению соответствующих
планов. Например, отдел главного
конструктора (ОГК) – планы-графики
разработок, отдел материально-технического
снабжения (ОМТС) – планы завоза материалов,
отдел главного технолога (ОГТ) – планы
техпроцессов, изготовления оснастки,
отдел главного энергетика (ОГЭ) и отдел
главного механика (ОГМ) – планы
обслуживания оборудования.
Перспективы совершенствования
производственного управления связаны
с его автоматизацией с помощью компьютерных
средств. С этой целью создают
автоматизированные системы управления
— АСУП, которые включают ряд технологий,
позволяющих планировать, руководить и
контролировать работу производства.
Компьютеризация повышает гибкость
производства, позволяет более оперативно
реагировать на изменения требований
потребителей. Она даёт возможности
быстрого перепрограммирования
оборудования на новые виды операций и
работ. С её помощью возможно создание
автоматизированной системы проектирования
новых видов продукции и технологий их
производства (САПР); процессов складирования
и выдачи ресурсов (САС); уменьшить или
вообще устранить участие людей на
монотонных, утомительных и изнурительных
операциях. Инвестирование средств в
управление производством стало одним
из центральных факторов повышения
эффективности производственно-хозяйственной
деятельности предприятия.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Оперативное управление производством
Введение
оперативный управление календарный мотивация
Оперативное управление производством — основной элемент рациональной организации управления всей деятельностью предприятия. Оно объединяет и охватывает все стороны организации производства, являясь средством координации, обеспечивающим рациональное управление. Без него деятельность предприятия не может быть достаточно эффективной.
Целью этой курсовой работы является раскрытие сущности, определение задач оперативного регулирования хода производства. Были рассмотрены основные аспекты оперативного управления производством:
содержание оперативного управления производством, на уровне организации, цеха, участка, рабочего места;
выявление особенностей оперативного управления производством в зависимости от типа производства;
рассмотрение методики по разработке оперативно-календарного плана;
определение важности координации работы подразделений предприятия и мотивации труда работающих;
определение задачи и содержания оперативного учета производства;
каковы основные цели и задачи контроля и анализа хода производства.
Оперативное управление производством обеспечивает бесперебойную работу производства, согласовывая, контролируя, регулируя, гарантирует, в конечном итоге, выпуск качественных изделий. В связи с этим, необходимо уделять особое внимание этому виду управления производством.
1. Оперативное управление производством
.1 Сущность и задачи оперативного управления производством
Оперативное управление производством (ОУП) — совокупность работ и действий по разработке модели протекания процесса во времени, наблюдению за его ходом в реальном масштабе времени, принятию и осуществлению решений по предупреждению возможных отклонений и корректировке эталона поведения системы на основе данных обратной связи и внешней информации, обеспечивающих бесперебойный ход производства. Оперативное планирование существенно влияет на экономику предприятия (схема ОУП в Приложении А Рис. 1 [1]).
Задачей ОУП обеспечить поддержание показателей и параметров функционирования предприятия по выпуску продукции в заданных планом пределах, т.е. поддержание системы в динамическом равновесии с помощью средств текущего (оперативного) воздействия на входы и выходы отдельных его подразделений в реальном времени.
Для выявления и предупреждения отклонений подсистема ОУП должна располагать сведениями о степени и сроках выполнения функций всеми подразделениями предприятия. Это неизбежно требует интеграции всех внутренних потоков информации с системой ОУП (Интеграция подсистем информационных потоков предприятия в системе ОУП с помощью внутренних — связей в Приложении А Рис. 2). [2]
Первой стадией ОУП является разработка модели протекания процесса производства в пространстве и во времени.
Создать модель процесса — значит спроектировать перемещение и преобразование ресурсов в продукцию с определенной скоростью. Для моделирования пространственно-временных процессов, в которых время прохождения расстояния зависит от скорости движения, наиболее подходящей является модель типа «расписание».
Расписание — это совокупность сведений о последовательности и времени свершения событий многих процессов в данном месте или об отдельных частях данного процесса в разных местах. Так, можно говорить о расписании процесса изготовления единицы продукции с момента начала первой операции до окончания последней, которое определяет длительность производительного цикла. Вместе с тем расписанием является и перечень работ, выполняемых в конкретный период по всем объектам производства в данном подразделении, т.е. по изготовлению всех экземпляров продукции в течение этого времени. Расписание составляют обычно в табличной и графической форме; последняя предпочтительнее, так как более наглядно отражает процесс и его элементы, условно показывая на чертеже-графике и время, и расстояние.
Составить план-график — значит заранее разработать модель функционирования предприятия, цеха, участка, рабочего места во времени, предусматривающую выполнение в данный момент именно той работы (и в том объеме), которая необходима для организации бесперебойного хода совокупного производственного процесса предприятия, обеспечивающего выпуск конкретного экземпляра готового изделия в заранее обусловленный срок (Влияние оперативного планирования на экономику предприятия в Приложении А Таблица 1). [3]
Всякое отступление от предписаний этого графика на любом участке, рабочем месте приведет к срыву сроков изготовления изделия или дополнительной затрате ресурсов.
Системные свойства планов-графиков работы предприятия непосредственно связаны во времени с внешней средой, т.е. с другими системами. [4]
1.2 Особенности оперативного управления в единичном, серийном и массовом производстве
Массовое производство. Специальное и специализированное оборудование и инструменты, обеспечивающие высокую производительность. Синхронизация операций по длительности. Основные рабочие с большим опытом выполнения отдельных операций. Высококвалифицированные вспомогательные рабочие (наладчики). Небольшая номенклатура выпускаемой продукции (переналаживаемый типоразмер). Конвейерная прямоточная организация производственных потоков предметной специализации.
При наличии на заводе массового производства поточных линий разных типов и участков, а также цехов и участков серийного производства неизбежно создаются межлинейные и межцеховые заделы.
Особенности массового производства требуют разработки мер по согласованию работы смежных участков путем применения разных форм календарного планирования различных стадий и подразделений производства, чтобы обеспечить ритмичный выпуск конечной продукции.
Основная задача оперативного управления — обеспечение ритмичности производственного процесса. [6]
Серийное производство. Переналаживаемое, высокопроизводительное оборудование. Высококвалифицированные рабочие операционщики широкого профиля. Технологическая специализация производства. Широкая, но типовая номенклатура выпускаемой продукции. Основная единица планирования и управления — партия. Высококвалифицированные вспомогательные рабочие — наладчики, осуществляющие переналадку технологий на новый типоразмер выпускаемых изделий. [7]
Равномерная загрузка рабочих мест и ритмичный выпуск продукции в серийном производстве достигаются не только согласованием сроков запуска-выпуска партий отдельных деталей, но и созданием заделов в необходимых размерах, согласованных со сроками запуска-выпуска.
Единичное производство. Универсальное оборудование и инструмент. Основные рабочие — универсалы высокой квалификации. Технологическая специализация производства. Широкая и разнообразная номенклатура выпускаемых изделий. Планирование и управление «на заказ» (отдельное изделие или небольшое их количество).
Сложность выпускаемых машин и одновременное изготовление деталей и сборочных единиц для машин различных наименований обусловливает большое разнообразие и частую смену объектов производства в программе каждого цеха и участка даже в течение самого короткого планового периода — дня, смены.
2. Методические положения по разработке оперативно-календарных планов
.1 Особенности разработки оперативно-календарных планов
Составление оперативно-календарного плана (ОКП) запуска-выпуска деталей, рассмотрим для цехов серийного производства. Особенности и факторы, определяющие процесс разработки наиболее рационального варианта ОКП запуска-выпуска деталей:
. В серийном производстве для каждой партии деталей определяется периодичность ее запуска в обработку или, число запусков. Если число запусков отдельных партий деталей больше единицы, то в ОКП выпуск каждой такой партии деталей следует чередовать с соответственно рассчитанной периодичностью запуска-выпуска, добиваясь равных промежутков времени между выпусками партии деталей одного наименования.
. Затраты времени на переналадку должны быть минимальными. Это достигается строгим закреплением деталей (отобранных по одинаковым установочным размерам и диаметрам обработки) за одними и теми же станками, с тем чтобы добиться разовых затрат времени на наладку. Иногда для сокращения времени простоя станка целесообразно устанавливать определенный порядок подачи деталей на обработку, заменяя наладку подналадкой.
. Обеспеченность полной загрузки станков и занятости рабочих. На предприятиях обычно широко используется многостаночное обслуживание. В результате простои рабочих сводятся к минимуму.
. Если в цехе выполняются все или основные виды обработки деталей, то детали разделяют на ведущие и комплектующие. Ведущие детали отличаются от всех других деталей наиболее длительным технологическим циклом обработки и служат основой для сборки отдельных крупных сборочных соединений и изделий. Ведущие детали обрабатывают в первую очередь, так как необходимо, чтобы их подача на сборку выполнялись своевременно.
. В условиях стабильной номенклатуры планирование производства деталей организуется по принципу подачи их в кладовую цеха, а в некоторых случаях непосредственно в центральный склад готовых деталей завода.
Чем меньше готовых деталей в заделе и чем больше остаточный производственный цикл, отражающий время, необходимое для обработки партии деталей этого наименования на операции, приходящейся на момент составления календарного плана, тем выше приоритет этой детали для запуска в обработку, и наоборот.
. Оперативно-календарный план разрабатывается на основе подетальной производственной программы, в сущности, представляет собой расписание работ по дням недели, в котором каждая партия деталей имеет конкретные сроки запуска и выпуска из обработки.
Оперативно-календарные планы могут разрабатываться с разной степенью детализации: укрупненно в разрезе партий деталей в соответствии с расчетными циклами их обработки и периодичностью запуска; дифференцированно, т.е. в пооперационном разрезе в отношении, каждой партии деталей.
. При разработке плана необходимо знать, насколько он обеспечен всем необходимым для непосредственной его реализации. [9]
Оперативно-календарный план разрабатывается до начала очередного планового периода. К моменту его составления, в процессе производства всегда находятся определенные партии деталей. Следует иметь в виду, что некоторые из этих деталей могли обрабатываться в размере нормативной партии и проходить по операциям технологического процесса без разделения партии на более мелкие части.
Размеры партий деталей не всегда постоянны для всех операций технологического процесса. Чаще они изменяются от операции к операции — чаще всего разукрупняются. Это вызывается технологическими, организационными причинами, производственной необходимостью и т.д. Вместе с тем в каждом плановом периоде в обработку необходимо запускать новые партии. [10]
.2 Определение календарных сроков запуска-выпуска партий деталей
Определение календарных сроков запуска-выпуска деталей является заключительным этапом составления ОКП. По существу эта работа сводится к тому, чтобы распределить партии деталей для обработки по отдельным рабочим местам цеха (участка) и указать конкретные сроки их запуска-выпуска.
В процессе решения задачи необходимо непрерывно контролировать движение готовых деталей, находящихся в заделах, и по мере их расходования на сборке своевременно устанавливать срок запуска в обработку очередной партии деталей. Надо строго следить за периодичностью запуска партии в обработку, сравнивая предполагаемые и плановые сроки выхода из обработки очередной партии деталей. [11]
Проводимый с помощью ЭВМ расчет загрузки установленного в цехе (на участке) оборудования позволяет точно установить, сколько и какого вида оборудования необходимо использовать для выполнения производственной программы. Если по какой-либо группе оборудования не хватает определенного количества станков или несколько из них будут не загружены, то, прежде чем приступить к составлению календарного плана работ, такое несоответствие необходимо устранить. При недостаточном количестве станков календарный план составить нельзя, а при их избытке образуются длительные простои не только станков, но и рабочих.
Определение календарных сроков запуска-выпуска деталей с помощью ЭВМ и тем самым составление ОКП может быть выполнено в виде плановых документов с разной степенью детализации: ОКП со сроками запуска партий деталей на первую операцию и выпуска с последней, информацию о загрузке оборудования, о сроках запуска деталей в обработку в смежные цехи и т.д. Они могут использоваться как для непосредственного руководства ходом производства, так и в качестве справочных материалов, позволяющих прогнозировать работу участков и цеха, а также эффективно регулировать ход производства. [12]
2.3 Основные положения по составлению сменно-суточных заданий
Разработка сменно-суточного задания является заключительным этапом оперативного планирования производства предприятия. Оно конкретизирует на очередные сутки (по сменам) задания оперативно-календарного плана по запуску деталей в производство с учетом: непредвиденного выхода из строя оборудования; невыходов рабочих; непоступления в срок материалов, заготовок, полуфабрикатов, деталей, комплектующих изделий; несвоевременного выполнения технологической подготовки производства; получения цехом оперативных доплановых заданий и т.д.
. Сменно-суточные задания разрабатываются по участкам в разрезе смены цеха, а внутри каждой смены по отдельным рабочим местам с учетом минимального количества переналадок оборудования в течение смены.
. При составлении сменных заданий ликвидируются отставания в выполнении отдельных операций и выравнивается ход производства в соответствии с ОКП.
. При включении в сменно-суточные задания каждой последующей операции по изготовлению деталей проверяется выполнение предыдущих операций по данным оперативного учета хода производства.
. Чтобы сменно-суточные задания были реальными и могли иметь организующее значение, они должны составляться с учетом фактически достигнутого разными рабочими уровня выработки норм.
. Сменно-суточное задание является документом, на основании которого должна быть проведена полная и своевременная оперативная подготовка производства, заключающаяся в контроле обеспечения и подаче на рабочие места материалов, заготовок, оснастки, чертежей и т.д. На его основе осуществляется также подготовка необходимых транспортных средств для межучастковых и межоперационных перевозок. [13]
Задание разрабатывается планировщиком цеха и передается мастеру участка для исполнения. В нем приводятся сведения о номере заказа, детали, операции, станка, партии и ее размере, времени запуска-выпуска деталей, их количестве, об условиях работы и рабочих, количестве принятых годных деталей, браке. Получив задание, сменный мастер знакомится с содержанием планируемых работ и приступает к его выполнению: выдает на рабочие места техническую документацию, проводит инструктаж с рабочими, обеспечивающим высококачественное и своевременное выполнение производственных заданий. [14]
3. Организация, координация, контроль по оперативному управлению производства
.1 Организация работы по выполнению производственных программ и заданий
Организация работы по оперативному управлению производством зависит от размеров и производственной структуры предприятия, от типа организации производства и характера технологического процесса.
Вопросами оперативного управления производством на небольшой фирме, не имеющей производственных подразделений, занимается инженер по оперативному руководству производством («production engineer»)
При более крупных масштабах производств, на предприятиях со многими производственными подразделениями, каждое из них обычно имеет своего руководителя по оперативному управлению производством.
В крупной фирме или в производственном отделении создается отдел оперативного управления производством, включающий следующие группы или секторы: сводного календарного планирования, централизованного контроля, оформления заказов, диспетчеризации, транспортировки, незавершенного производства, отгрузки. [15]
Отдел оперативного управления производством осуществляет «координации» и контакты между производственными цехами и отделом сбыта и служит источником информации, поступающей в цехи или, наоборот, направляемой заказчикам через отдел сбыта.
В функции отдела оперативного управления производством входит:
. Получение производственных заданий — начальный этап работы отдела оперативного управления производством. Форма и порядок составления производственных заданий зависят от типа производства на данном предприятии.
Производственное задание может поступать из разных источников: от заказчика со стороны, от отдела сбыта фирмы, от других предприятий или производственных отделений фирмы, от комплектовочных складов для деталей и узлов. Производственные задания могут быть в форме: заявки, контракта или заказа; календарного плана поставки или разнарядки. Заказ от потребителя (или от других заводов, производственных отделений либо складов), поступивший в отдел сбыта, оформляется по форме, принятой в данной фирме. Это делается в региональной конторе сбыта или в центральном отделе сбыта группой (сектором) заказов.
Такой переоформленный заказ имеет много наименований (далее именуется заказ), а разнарядка к нему именуется месячным календарным планом.
Производственному заказу присваивается номер. Заказ оформляется в оригинале и определенном числе копий, которые направляются в отдел оперативного управления производством: инструментальный отдел, отдел главного механика, конструкторский, бухгалтерию.
Предварительное планирование касается заказа в целом. Здесь принимается решение о возможности выполнения заказа, о сроках поставки без детализации до производства отдельной детали или узла, поскольку обычно к этому времени чертежи и технологическая документация еще отсутствуют. На стадии предварительного планирования делается общая оценка стоимости заказа с учетом сведении о ранее выполнявшихся заказах.
. Размножение копий заказов и календарных планов и их рассылка. Копии заказа и календарного плана направляются во все заинтересованные отделы и группы (секторы) — конструкторский и технологический отделы (только копии заказа), отдел контроля и регулирования запасов, центральный отдел оперативного управления производством, отдел учета и издержек производства, отдел сбыта, отдел расчетов с заказчиками и т.д. Эти копии используются при обработке заказа на всех этапах его прохождения.
. Диспетчеризация предполагает осуществление связи между заказчиком, отделом оперативного управления производством и производственными предприятиями в лице мастеров и диспетчеров.
. Ведение контрольной картотеки, где регистрируются копии всех заказов в порядке номеров чертежей и деталей. Картотека позволяет установить состояние заказа. Каждый заказ, поступающий на различные диспетчерские пункты или исходящий от них, а также возвращающийся в картотеки или технологический отдел, должен пройти через основную контрольную картотеку.
Когда приходит время сдачи заказа в производство, он изымается из картотеки незапущенных в производство заказов и направляется работнику, обслуживающему основную контрольную картотеку.
Оперативный контроль за ходом выполнения заказов разбивается на несколько этапов: подготовка чертежей, спецификаций, технологической документации; обеспечение материалами, инструментом; сроки выполнения заказа по плану.
. Учет загрузки рабочих мест ведется каждым мастером, которому передается график, показывающий загрузку рабочих мест по запущенным и незапущенным в производство заказам, по крайней мере, за месяц вперед. Ставится задача загрузить каждое рабочее место на определенный период времени в соответствии с производственной мощностью станка.
. Отгрузка продукции. Все документы на отгрузку заполняются заранее и передаются в экспедицию для отгрузки готовой продукции. Единственное исключение — оформление накладных, хотя при определенных условиях и они выписываются заранее. Экспедиция отгрузки готовой продукции и материалов не может превращаться в склад длительного хранения продукции и материалов. Считается, что отправленные грузы не должны находиться в помещении экспедиции более 24 ч.
. Оперативная отчетность включает отчеты о движении товарно — материальных ценностей (обычно отдельно по сырью, полуфабрикатам, незавершенному производству, готовой продукции, неликвидным и малорасходуемым материалам), о ходе производства в сопоставлении с календарным планом, о выполнении крупных проектных работ. [16]
.2 Координация работ по выполнению производственных программ и мотивация труда работающих
Координация осуществляется в целях обеспечения согласованной и слаженной работы участвующих в процессе выполнения плановых заданий производственных и функциональных подразделений предприятия. Эту работу выполняет, как правило, группа менеджеров и специалистов отдела межцехового управления или ПДО.
Оперативная координация работ складывается из следующих этапов:
— выяснение причин отклонения от плановых заданий;
определение состава дополнительных работ и производственных заданий для их выполнения;
определение состава резервов, выделяемых для выполнения цехами дополнительных работ;
уточнение распределения обязанностей и ответственности между менеджерами на межцеховом уровне управления, призванным устранять возникшие отклонения в ходе производства. [17]
Оперативная координация работ в определенной мере совпадает с регулированием (диспетчеризацией) хода производства. Эффективным средством достижения скоординированной работы цехов является проведение совещаний менеджеров, на которых осуществляется согласование их деятельности по обслуживанию, материальному обеспечению производства и т.д. Преимущества совещаний состоят в относительной простоте их организации; возможности представления интересов служб различных уровней управления; неформальном подходе, к решению возникающих производственных проблем. [18]
В производстве отношения между подразделениями строятся на основе договоров, поэтому здесь действует материальная ответственность за возникшие отклонения от согласованных сроков поставок заготовок, деталей, сборочных единиц (штрафы, санкции и т.д.). [19]
Руководство несет ответственность за своевременную и полную обеспеченность совместного производства изделий цехами всем необходимым и координацию их деятельности в части современного выпуска изделий.
Мотивация труда представляет собой воздействие на факторы результативности работы руководителей, специалистов по управлению производством и на основе ее оценки и использования соответствующих побудительных мотивов.
Для повышения эффективности производства в первую очередь должна быть дана количественная оценка качеству труда (оценочный показатель) руководителей и специалистов, принимающих решения в процессе оперативного управления производством. [20]
Оценочный показатель качества труда руководителя определяется отклонениями от оперативно-календарных планов (графиков) движения по всей номенклатуре выпускаемой продукции и от запланированного состояния незавершенного производства внутри подразделения. При этом учитываются все звенья производства и номенклатура продукции, для которых организовано оперативно-календарное планирование, учет, контроль и регулирование ее выпуска.
В первую очередь необходимо учитывать отклонения, увеличившиеся до тревожной ситуации, при которой должен был вмешаться руководитель более высокого ранга для принятия мер по ликвидации отклонений и устранению вызвавших их причин.
Для непосредственных исполнителей (производственных рабочих) основными факторами мотивации их работы являются: обогащение труда, разнообразие работы, рост и расширение профессиональной квалификации, удовлетворение от полученных результатов, повышение ответственности за выполняемую работу, возможность проявления инициативы, осуществления самоконтроля и т.д.
Интересная работа, творческий подход к ее выполнению, профессиональный рост — наиболее важные ценности мотивации труда работающих. Мотивация может быть выражена в похвале руководителя, премией, продвижением на работе и т.д. [21]
3.3 Текущий контроль и анализ хода производства
Контролирование производственного процесса имеет целью выявление отклонений от установленных плановых заданий и календарных графиков производства, неполадок в работе различных подразделений и служб предприятия.
В процессе контроля на уровне предприятия и цехов проверяется:
— выполнение номенклатурного плана выпуска изделий;
передача подразделениям ДСЕ и заготовок;
состояние заделов ДСЕ и заготовок;
состояние оперативной подготовки производства;
обеспечение производства технологической оснасткой, материалами. Кроме того, в ходе производства контролируется работа отстающих участков и цехов, уникального оборудования, выполнение внеплановых срочных заданий.
Состав и содержание работ по контролю, периодичность его выполнения, контролируемые планово-учетные единицы различаются в зависимости от типов производства. [22]
В единичном производстве объектами контроля являются графики оперативной подготовки производства и сроки выполнения важнейших работ по отдельным заказам. Контроль за состоянием заделов осуществляется в комплектах на заказ, а за подготовкой производства — по особо важным позициям.
В серийном производстве контролируются номенклатура, количество и сроки выпуска сборочных единиц, ведущих деталей, состояние складских заделов заготовок, деталей, степень комплектной обеспеченности сборочных работ. Контроль выполнения плановых заданий в зависимости от типа производства выполняется посменно, по календарным планам-графикам выпуска деталей, по заказу в целом. Заделы контролируются в разрезе деталей и в групповых комплектах.
Для массового производства объектами контроля являются такт работы поточных линий (конвейеров) и заделы на всех стадиях производственного процесса. Контроль выпуска изделий осуществляется по часам суток в соответствии с установленным тактом, состояние заделов проверяется в подетальном разрезе, строго контролируются отстающие детали. [23]
Требования к контролю за ходом производства:
— оперативность в выявлении фактов, причин и величин отклонений от календарных планов (графиков) и внутрисменного ритма при выполнении производственных заданий, фактов невыполнения оперативных решений по регулированию движения материальных потоков и распоряжений диспетчера;
контроль отклонений от календарных планов (графиков) должен быть организован во всех звеньях основного производственного процесса, начиная от поступления в цехи сырья, заготовок, полуфабрикатов, комплектующих изделий и кончая сдачей готовой продукции на склады отдела сбыта.
Оценка функционирования процесса производства в ходе контроля и анализа осуществляется на базе технико-экономических показателей, отражающих степень эффективности использования отдельных видов средств и предметов труда, а также рабочего времени. Эти показатели являются объективными характеристиками протекания производственного процесса. Выделяется две группы показателей: показатели, характеризующие количество и качество выпускаемой продукции, и показатели, свидетельствующие о наличии и использовании производственных ресурсов. Единицы измерения показателей делят на натуральные (шт., кг, кВт-ч), стоимостные (руб.), трудовые (человеко-час, нормо-час).
Все показатели можно разделить на две большие группы: простые и сложные. Количественные значения простых показателей фиксируются и накапливаются в процессе оперативного учета хода производства. К простым относятся такие показатели, как производство продукции в натуральном выражении, численность рабочих, простои оборудования и др.
Сложные показатели рассчитываются на базе простых показателей, в большинстве случаев с использованием норм и нормативов расходования ресурсов. Например: производство продукции в трудовом и стоимостном выражении, средняя выработка продукции на одного рабочего, заработная плата работающих, себестоимость товарной продукции и др.
В каждом конкретном случае необходимо осуществлять тщательный отбор показателей, их состав должен быть минимальным и одновременно всесторонне отражать объект контроля. Показатели не должны дублировать друг друга. Нельзя стремиться к тотальному контролю, так как затраты на его осуществление значительно превысят объем полезной информации, необходимой для анализа и регулирования. [24]
Заключение
В результате выполнения данной курсовой работы, в теоретической части (глава 1) был детально рассмотрен аспект применения оперативного управления производством на предприятии, определены его этапы и области применения.
Оперативное управление производством является незаменимой и неотъемлемой частью процесса организации производства, важнейшим рычагом повседневного руководства производственной деятельностью предприятия.
Оперативное управление предполагает детальную разработку планов предприятия и его подразделений — цехов, производственных участков, бригад и рабочих мест на короткие отрезки времени — месяц, декаду, пятидневку, сутки, смену. При этом задача разработки плана органически и функционально сочетается с организацией его выполнения.
Задачи, решаемые методами оперативного управления производством позволяют установить: оптимальную очередность запуска в производство деталей разного вида; оптимальный размер партии каждого вида; оптимальные технологические маршруты движения деталей в процессе их обработки; оптимальный режим работы оборудования каждого вида. Однако при учете всех существующих факторов и возмущений, влияющих на ход производства, эти задачи настолько усложняются, что не существует эффективных числовых методов их решения. Но разработанные методики системного и статистического анализа позволяют решать эти задачи с определенным уровнем упрощений.
Итак, для достижения эффективности работы, представленной системы управления производственного предприятия, необходимо огромное внимание уделять ее основным подсистемам, которые в свою очередь также могут рассматриваться как отдельные системы управления с присущими им элементами.
В практической части курсовой работы (глава 2) были произведены расчеты по следующим показателям: длительность обработки партии деталей при последовательном, параллельном и смешанном движении.
Список литературы
1.Алексеенко В.Б. Организация и управление промышленным предприятием: Учеб. пособ. — М.: РУДН, 2005. — 360 с. [4]
2.Басовский Л.Е., Протасьев В.Б. Управление качеством: Учебник. — М.: ИНФРА-М, 2010. — 270 с. [22]
.Бухало С.М. Организация, планирование и управление деятельностью промышленного предприятия — Киев: Высшая школа, 2005. — 420 с. [5]
.Власов Б.В., Семенов В.М. Повышение эффективности вспомогательных производств. М., 2006. — 345 с. [24]
.Волков О.И., Девяткин О.В. Организация производства на предприятии (фирме) — М.: ИНФРА-М, 2007. — 340 с. [13]
.Голоктеев К.И., Матвеев И.В. Управление производством: инструменты, которые работают — СПб.: Питер, 2008. — 251 с. [8]
.Горфинкель В.Я., Швандар В.А Экономика организаций (предприятий) — М.: ЮНИТИ, 2007. — 320 с. [9]
.Григорьев Ю.А. Рентабельность предприятия и проблемы совершенствования отчетности — М.: Консультант, 2005. — 370 с. [12]
.Золотогоров В.Г. Организация производства и управление предприятием — Минск: Книжный Дом, 2005. — 448 с. [17]
.Ипатов М.А. Организация и планирование машиностроительного производства М., 2005. — 485 с. [7]
.Карлик А.Е. Экономика и организация предприятия: Практикум — СПб.: Изд-во СПбГУЭФ, 2010. — 218 с. [10]
.Карпей Т.В. Экономика, организация и планирование промышленного производства: Учебное пособие для учащихся ССУЗов. Издание 4-е и доп. — Мн.: Дизайн ПРО, 2006. — 328 с. [3]
.Ковальский В.И. Организация и планирование производства на предприятии: учебное пособие — М.: Машиностроение, 2005. — 288 с. [1]
.Лукичева Л.И. Управление организацией: учебное пособие — 3-е изд., стер. — М.: Омега-Л, 2006. — 360 с. [18]
.Новицкий Н.И. Организация производства на предприятиях: Учеб.-метод. пособ. — М.: Финансы и статистика, 2004. — 420 с. [2]
.Поршнев А.Г., Румянцева З.П., Саломатин Н.А. Управление организацией. — Москва: Инфра — М, 2006. — 350 с. [11]
.Родионова И.В. Организация, планирование и управление машиностроительным предприятием М., 2005. — 505 с. [13]
.Савицкая Г.В. Анализ хозяйственной деятельности предприятия. — М.: ИНФРА-М, 2005. — 350 с. [16]
.Скворцов Ю.В., Некрасов Л. А Организация и планирование машиностроительного производства, М. 2008. — 420 с. [23]
.Стражев В.И. Оперативное управление предприятием, проблемы учета и анализа, — Минск: Наука и техника, 2005. — 485 с. [21]
.Туровец О.Г. Организация производства и управление предприятием — М.: ИНФРА-М, 2005. — 475 с. [15]
.Турцова О.Т. Организация производства и управление предприятием — М.: Омега-Л, 2007. — 390 с. [20]
.Шинкевич, Н.В. Организация производства: учебно-методичекий комплекс. — 2-е изд., перераб. — Минск: МИУ, 2006. — 152 с. [14]
Оперативное — значит непосредственное,
практическое осуществление чего-нибудь.
Оперативное управление предполагает
непосредственное, своевременное
осуществление всех управленческих
функций. Это управление способное
быстро, вовремя направить или исправить
ход дел. Главная задача оперативного
управления — организация слаженной
работы всех подразделений предприятия
для обеспечения равномерного
(ритмичного) выпуска продукции в
установленных объёмах и заданной
номенклатуре при полном использовании
производственных ресурсов.
Системы оперативного управления
производством, качеством,
материально-техническими запасами и
техническим обслуживанием построены
на одних и тех же основных принципах.
Цель всех этих систем — обеспечение
экономически эффективной реализации
целей организации. Любая система
оперативного управления предприятием
включает следующие основные элементы:
-
управляемый
процесс или параметр технологического
процесса; -
система
планирования, которая задаёт показатели
контролируемого процесса; -
информационный
канал обратной связи, для измерения
действительных результатов управляемого
процесса или значений параметра
технологического процесса; -
сравнение
действительных результатов управляемого
процесса или значений параметра
технологического процесса с расчётной
нормой (производительностью) процесса
или требуемыми значениями параметра
технологического процесса; -
корректирующие
действия при получении сигнала об
отклонении хода производства за
допустимые пределы.
Современные технологии и компьютерные
системы позволяют полностью автоматизировать
первые четыре элемента системы
оперативного управления, однако, в
процессе планирования всегда принимает
участие человек.
Оперативное управление охватывает два
вида деятельности: организацию как
способ создания необходимой структуры
и обеспечение нужными ресурсами и
руководство как воздействие на
непосредственных исполнителей в
созданной структуре.
В
широком смысле оперативное управление
включает календарное планирование,
разнарядку работ, определение объёма
партии одновременно выпускаемой
продукции, размещение заказов на
материалы, контроль качества продукции
и труда, учёт, анализ, регулирование
хода производства на их основе, внесение
необходимых корректировок в ход
технологических процессов, маневрирование
запасами и т.п.
Оперативное
управление производством как часть
общей системы оперативного управления
на предприятии охватывает весь цикл
изготовления продукции от стадии
подготовки производства до реализации
продукции.
Принятая
на предприятии система оперативного
управления должна отвечать следующим
требованиям.
1.
Высокий научный уровень планирования,
обоснованность планов технико-экономическими
расчётами, выполненными на основе
прогрессивных норм и нормативов.
2.
Оптимизация принимаемых решений:
проведение нескольких вариантов расчётов
и выбор из них наиболее целесообразного,
отвечающего принятому критерию
оптимальности.
3.
Обеспечение ритмичности производства
и равномерного выпуска продукции.
4.
Обеспечение максимального сокращения
перерывов в движении предмета труда
через последовательные стадии
технологического процесса, что
способствует сокращению длительности
производственного цикла, уменьшению
объёмов незавершённого производства
и приводит к ускорению оборачиваемости
оборотных средств.
5.
Быстрое реагирование на технические и
номенклатурные сдвиги в производстве,
обусловленные техническим прогрессом,
повышением уровня специализации,
изменением спроса, ужесточением
конкуренции и другими факторами.
6.
Создание условий для распространения
передового опыта новаторов производства,
развитие и поддержание инициативы
персонала предприятия в организации
работы по графику.
При
составлении календарных планов и
управлении выполнением работ должны
выполняться следующие типичные функции
оперативного управления:
1) выбор
планово-учетной единицы работ, разработка
календарно-плановых нормативов
согласования работы взаимосвязанных
рабочих мест;
2)
распределение заказов, оборудования и
персонала по рабочим центрам или другим
производственным участкам, то есть
краткосрочное планирование производственных
мощностей;
3)
определение последовательности
выполнения заказов, то есть установление
приоритетности работ;
4)
инициирование выполнения графика работ
и диспетчирование;
5)
контроль состояния и хода выполнения
заказа;
6)
ускорение выполнения запаздывающих и
критических заказов.
Оперативное управление должно базироваться
на прогрессивных календарно-плановых
нормативах, обеспечивать сопряженность
в работе подразделений, способствовать
лучшему использованию ресурсов, обладать
гибкостью.
Оперативное управление включает три
стадии (рис. 25).
Оперативное управление
Определение календарно-плановых
нормативов
Диспетчирование
Оперативно-календарное планирование
Рис.25. Стадии
процесса оперативного управления
Планово-учётная
единица – принятая в организации для
целей планирования учётная единица
работ: деталь, комплект, заказ, академический
час и пр.
Календарно-плановые
нормативы – инструменты взаимной
увязки календарных планов, согласования
работы взаимосвязанных рабочих мест,
участков и цехов, а также инструменты
обеспечения эффективного использования
оборудования и персонала.
Норматив
– от лат. normatio –
упорядочение – 1) показатель норм, в
соответствии с которым производится
какая-либо работа, выполняется какая-либо
программа; 2) поэлементные составляющие
норм, характеризующие удельный расход
сырья или материалов на единицу массы,
объёма, площади, длины при выполнении
производственных процессов, размеры
технологических отходов и потерь сырья
и материалов по видам производственных
процессов; измеряются в натуральных
(условно-натуральных) единицах или в
процентах; 3) расчётные величины затрат
рабочего времени, материальных и денежных
ресурсов. Примеры календарно-плановых
нормативов: размеры партий деталей и
узлов; длительность производственных
циклов; размеры запасов; продолжительность
рабочей смены; и пр.
Система оперативного планирования
– это совокупность методов и техники
плановой работы. Особенность её состоит
в том, что разработка плановых заданий
производственным подразделениям
сочетается с организацией их выполнения.
Цель оперативного планирования
— обеспечить выполнение производственной
программы по критериям количества,
качества, сроков и затрат.
Основные задачи, решаемые
системой оперативного планирования:
— обеспечение выполнения производственной
программы;
— минимизация времени ожидания покупателя;
— минимизации длительности производственного
цикла;
— обеспечение минимальных уровней
запасов;
— эффективное использование площадей;
оборудования и персонала.
В
процессе оперативного планирования
устанавливается на каких рабочих местах,
участках, в каких цехах, (расчеты загрузки
оборудования и производственных
площадей); в каких объёмах, в какие сроки,
в какой очерёдности должны выполняться
те или иные операции согласно
производственной программе.
Календарное планирование — это
детализация годового плана производства
продукции или услуг по срокам
запуска-выпуска каждого вида продукции
и своевременное доведение этих показателей
(информирование) до каждого цеха,
производственного участка и рабочего
места. Календарный план представляет
собой график выполнения различных
работ, использования ресурсов или
предоставления производственных
мощностей.
Цель распределения производственной
программы по отрезкам планируемого
периода (кварталам, месяцам и сменам)
– получение такой номенклатуры изделий
и видов работ в каждом периоде, при
котором будут обеспечены выполнение
договорных обязательств, равномерное
использование производственной мощности
и согласованная деятельность всех
структурных подразделений организации.
При распределении производственной
программы во времени как на уровне
организации, так и в цехах необходимо
учитывать две группы факторов: длительность
производственных циклов изготовления
отдельных изделий и их частей; объёмы
и очерёдность выполнения отдельных
заказов.
С целью учёта первой группы факторов
осуществляются предварительные расчёты
длительности циклов путём построения
календарных графиков в форме циклограмм.
Исходными при этом являются данные
спецификаций, сведения о трудоёмкости
и фронте по отдельным видам работ.
В цехах, где не уделяется должного
внимания календарному планированию,
нередко случается, что работы ожидают
очереди до 95 % продолжительности
производственного цикла, что существенно
удлиняет его. Если добавить сюда время
хранения запаса и время оплаты, то
получится длительность цикла денежного
потока. Но если тщательно отнестись
к составлению календарного плана, то
время пребывания в очереди можно
сократить на 75 % и примерно на такую же
величину сократится цикл денежного
потока. Трудовой поток эквивалентен
денежному потоку, а его ядром является
календарное планирование.
Заключительной стадией оперативного
управления производством является
диспетчирование. Диспетчирование
— это оперативное руководство работой
всех звеньев предприятия на основе
плана-графика, а также систематического
учёта и непрерывного контроля текущего
хода производства в целях обеспечения
равномерного и комплектного выполнения
плана выпуска продукции.
Основные принципы диспетчирования:
— централизация диспетчерской
деятельности означает её осуществление
из единого центра и обязательность
распоряжений главного или сменного
диспетчера предприятия для всех
начальников цехов и отделов, мастеров
и работников;
— плановость выражается в ведении
диспетчирования на основе месячного и
суточных планов, в соблюдении сроков
запуска-выпуска партий, всемерном
поддержании хода производственного
процесса в заданном режиме и ритме, в
соответствии с заданным сменным планом;
— оперативность основывается на
конкретности руководства, широкой
осведомлённости о состоянии работы,
осуществлении систематического контроля
хода производственного процесса и
принятии эффективных и незамедлительных
мер по устранению возникающих отклонений
от запланированного хода работ;
— профилактика отклонений от заданного
графика работ заключается в контроле
качества сменно-суточных планов, их
обеспеченности необходимыми материальными
и трудовыми ресурсами, технологической
оснасткой и оборудованием. Обеспечивается
знанием пропускной способности каждого
производственного участка и их слабых
сторон, разработкой профилактических
мероприятий, позволяющих учесть все
факторы, ведущие к отклонениям от плана,
и позволяет не допускать появления
таких отклонений.
По
охвату производственного процесса в
пространстве оперативное управление
может быть межцеховым и внутрицеховым
(рис. 26).
|
Календарное планирование |
Диспетчирование |
|
1. Межцеховый уровень |
|
|
1. Разработка календарно-плановых
2. Взаимная увязка содержания и сроков
3. Распределение программы для цехов 4. |
1. Контроль отклонений выполнения 2. Контроль и 3. Контроль
4. Оперативный учёт, контроль и |
|
2. Внутрицеховый уровень |
|
|
1. Составление месячных заданий для 2. Составление 3. Учёт |
1. Контроль и бесперебойное обеспечение 2. |
Рис. 26. Функции
оперативного управления производством
в организации
Организация
работы по оперативному управлению
производством зависит от размеров и
производственной структуры предприятия,
от типа организации производства и
характера технологического процесса.
Перечисленные выше функции оперативного
управления закрепляются за соответствующими
службами предприятия (рис. 27):
производственно-диспетчерским отделом,
центром управления полётами и т.п. Состав
(количественный и качественный) и
структура службы оперативного управления
определяются структурой предприятия,
объемами производства, номенклатурой
выпускаемых изделий, численностью
промышленно-производственного персонала,
пространственной организацией
предприятия.
Служба оперативного управления
Бюро календарно-плановых нормативов
Диспетчерское
бюро
Бюро оперативно-календарного планирования
Рис. 27.
Примерная структура службы оперативного
управления
Успешное
выполнение годового плана обеспечивается
не только оперативным планированием,
но и целенаправленной деятельностью
аппарата управления по реализации
каждой функции, выполнению соответствующих
планов. Например, отдел главного
конструктора (ОГК) – планы-графики
разработок, отдел материально-технического
снабжения (ОМТС) – планы завоза материалов,
отдел главного технолога (ОГТ) – планы
техпроцессов, изготовления оснастки,
отдел главного энергетика (ОГЭ) и отдел
главного механика (ОГМ) – планы
обслуживания оборудования.
Перспективы совершенствования
производственного управления связаны
с его автоматизацией с помощью компьютерных
средств. С этой целью создают
автоматизированные системы управления
— АСУП, которые включают ряд технологий,
позволяющих планировать, руководить и
контролировать работу производства.
Компьютеризация повышает гибкость
производства, позволяет более оперативно
реагировать на изменения требований
потребителей. Она даёт возможности
быстрого перепрограммирования
оборудования на новые виды операций и
работ. С её помощью возможно создание
автоматизированной системы проектирования
новых видов продукции и технологий их
производства (САПР); процессов складирования
и выдачи ресурсов (САС); уменьшить или
вообще устранить участие людей на
монотонных, утомительных и изнурительных
операциях. Инвестирование средств в
управление производством стало одним
из центральных факторов повышения
эффективности производственно-хозяйственной
деятельности предприятия.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Содержание:

ВВЕДЕНИЕ
Актуальность темы курсовой работы обусловлена тем, что в этих условиях при решении поставленных задач на первые позиции выходит проблема ускорения процесса принятия управленческого решения на базе своевременной и достоверной информации в режиме реального времени.
Значительной ролью развития экономики на современном этапе, представление увеличения научного уровня планирования и дальнейшее совершенствование его систем. Это в одинаковой степени относится как к народнохозяйственному, так и к отраслевому и внутризаводскому планированию, завершающим этапом которого есть оперативное планирование.
Оперативное управление производством — это основной элемент рациональной организации управления всей деятельностью предприятия. Оно связывает и включает все стороны организации производства, являясь средством координации, обеспечивающим рациональное управление. Без него деятельность предприятия не может быть достаточно эффективной.
Понятие «оперативное управление» имеет отношение к завершающей стадии данного процесса. Оперативное управление производством характеризуется принятием управленческим персоналом решений в реально сформировывающейся либо сложившейся производственной ситуации.
В данных условиях разработанные плановые здания или же решения руководителей производственных подразделений обязаны обеспечить строгий и четкий во времени порядок выполнения запланированных работ. Этому соответствует разработка оперативно-календарных планов и сменно-суточных заданий на уровне цехов, участков (бригад) и рабочих мест.
Система оперативного управления производством, а также качеством, материально-техническими запасами и техническим обслуживанием созданы на одних и тех же основных принципах. Эти системы обеспечивают экономически эффективную реализацию целей организации. В сфере услуг оперативное управление должно определить, какие работы будут выполняться в тот либо другой день, в каком порядке и кто будет их выполнять.
Оперативное управление производством считается периферией или же центром всего производственного процесса, к тому же оно концентрирует взгляд внутрь организации либо предприятия. При оперативном управлении производством организация ориентируется на краткосрочную и среднесрочную перспективу, в чем и заключается актуальность темы оперативное управление производством на предприятии. Обеспечивает бесперебойную работу производства, согласовывая, контролируя, регулируя, гарантирует, в конечном итоге, выпуск качественных изделий. В связи с этим, необходимо уделять особенное внимание данному виду управления производством.
В настоящее время процедуры оперативного управления все больше переплетаются с технологией и регулированием (диспетчеризацией) производства. Повседневно выполняемые управленческим персоналом функции по оперативному учету, контролю и анализу хода производства считаются основой для выработки вариантов регулирующих воздействий на ход производства.
Объектом исследования курсовой работы является ООО «Глория».
Предметом исследования — процесс организации оперативного управления производством.
Целью курсовой работы является анализ организации оперативного управления производством на предприятии и разработка путей повышения его эффективности. Для достижения поставленной цели необходимо решить следующие задачи:
1) рассмотреть теоретические основы оперативного управления производством на предприятии.
2) изучить организационно-экономическую характеристику ООО «Глория».
3) провести анализ и дать оценку состояния оперативного управления производством на ООО «Глория».
4) разработать направления совершенствования оперативного управления производством на СООО «Глория».
ГЛАВА 1 ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ОПЕРАТИВНОГО УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ НА ПРЕДПРИЯТИИ
1.1 Понятие, сущность оперативного управления производством
Оперативное управление производством (ОУП) — совокупность работ и действий по разработке модели протекания процесса во времени, наблюдению за его ходом в реальном масштабе времени, принятию и осуществлению решений по предупреждению возможных отклонений и корректировке эталона поведения системы на основе данных обратной связи и внешней информации, обеспечивающих бесперебойный ход производства. Оперативное планирование значительно влияет на экономику предприятия. [3, с.124]
Главный объект организации производства на предприятии — это оперативное управление производством как единственная функция, непосредственно распоряжающаяся основными трудовыми ресурсами, средствами производства и движением предметов труда.
В системе управления современным предприятием подсистема оперативного управления производством (ОУП) выделяется на основе единства задач оперативного обеспечения ритмичного производственного процесса при рациональном использовании ресурсов. Оперативным оно называется потому, что охватывает круг задач, решаемых по обеспечению функционирования производства в короткие планово-учетные периоды.
Управляемой системой в этом случае считается производственный процесс по изготовлению и выпуску готовой продукции со всеми его элементами: средствами труда, а также самим трудом.
Задача оперативного управления производством — обеспечить поддержание показателей и параметров функционирования предприятия по выпуску продукции в заданных планом пределах, то есть поддержание системы в динамическом равновесии с помощью средств оперативного воздействия на входы и выходы отдельных его подразделений. [15, с.101]
Основные задачи оперативного управления производством:
— абсолютное комплектное и равномерное выполнение производственной программы при соблюдении установленных сроков выпуска продукции;
— полное и наиболее целесообразное использование средств производства и трудовых ресурсов предприятия;
— наибольшее ускорение производства и обеспечение рационального использования оборотных средств;
— обеспечение условий, способствующих развитию передовых форм организации труда в производстве;
— автоматизация выполнения основных планово-расчетных и учетных работ и получения нужной документации;
— сведение к минимуму потерь ресурсов всех видов. [19, с.225]
Для выявления и предупреждения отклонений подсистема оперативного управления производством обязана располагать сведениями о степени и сроках выполнения функций абсолютно всеми подразделениями предприятия. Данное неизбежно требует интеграции всех внутренних потоков информации с системой оперативного управления производством.
Главной стадией оперативного управления производством считается разработка модели протекания процесса производства в пространстве и во времени.
Создать модель процесса — означает спроектировать перемещение и преобразование ресурсов в продукцию с назначенной скоростью. Для моделирования пространственно-временных процессов, в которых время прохождения расстояния находится в зависимости от скорости движения, более подходящей считается модель типа «расписание». [5, с.44]
Расписание — это совокупность сведений о последовательности и времени свершения событий многих процессов в данном месте либо о единичных составляющих этого процесса в разных местах. Так, можно говорить о расписании процесса изготовления единицы продукции с момента начала первой операции до окончания последней, которое определяет длительность производительного цикла. Вместе с тем расписанием считается и перечень работ, выполняемых в конкретный период по всем объектам производства в этом подразделении, т.е. по изготовлению всех экземпляров продукции в течение этого времени. Расписание составляют, как правило, в табличной и графической форме; заключительная предпочтительнее, так как наиболее наглядно отражает процесс и его элементы, условно показывая на чертеже-графике и время, и расстояние.
Составить план-график — означает заранее разработать модель функционирования предприятия, цеха, участка, рабочего места во времени, предусматривающую выполнение в этот момент именно той работы, которая нужна для организации бесперебойного хода совокупного производственного процесса предприятия, обеспечивающего выпуск определенного экземпляра готового изделия в заранее обусловленный срок. [8, с.137]
План-график работы предприятия и каждого его подразделения, разработанный на основе научно обоснованных временных параметров, обладает системными свойствами, которые проявляются, в первую очередь, в том, что, предписывая движение реальных, вещественных предметов во времени, он устанавливает строгую взаимосвязь, взаимодействие и целенаправленность работы всех подразделений предприятия, подчиненной единой цели — изготовить продукт к определенному моменту. Любое отступление от предписаний данного графика на каждом участке, рабочем месте приведет к срыву сроков изготовления изделия либо дополнительной затрате ресурсов.
План-график обязан предусматривать: равномерный выпуск продукции; равномерную загрузку оборудования и рабочих; движение материалов, заготовок, деталей и узлов в соответствии с принятыми нормативами, а кроме того наличие резервов мощностей и производственных ресурсов, требуемых с целью ликвидации отклонений от нормального хода производства. [10, с.20]
На этапе проверочных объемных расчетов уточняется общий объем и содержание работ (выпуск продукции), которые должны быть выполнены в предстоящем плановом периоде любым производственным подразделением.
Осуществляется подробный расчет требуемых производственных и трудовых ресурсов и полученные результаты сопоставляются с наличными ресурсами. [4, с.150]
Важнейшие функции оперативного управления производством сводятся к следующим:
— координация и контроль за функционированием всей производственной структуры, включая получение и оформление заказов, выдачу их в производство, составление календарных планов и наблюдение за выполнением всех других функций оперативного управления;
— подготовка заказов включает подготовку и распределение всей необходимой документации;
— календарное планирование установление сроков подготовки и выполнения каждого задания;
— организация производственного процесса научно обоснованное определение того, каким образом, где и при каких издержках производства могут быть качественно изготовлены деталь, узел или все изделие в соответствии с заданными чертежами;
— контроль издержек производства анализ сокращения и контроль издержек производства, связанных с конструированием, планированием и изготовлением или сборкой заказанных изделий;
— организация инструментального хозяйства выбор инструментов, их конструирование, размещение заказов на инструмент, отправка, учет, хранение, выдача, ремонт и замена инструмента;
— контроль и регулирование запасов обеспечение производства необходимыми материалами в нужном месте, в требуемом количестве и в соответствующее время;
— диспетчеризация регулирование выполнения работы в соответствии с принятой технологией, производственными нормативами и календарным планом. [18, с.97]
Процесс оперативного управления на предприятии включает в себя три основных стадии:
Первая составляющая связана с созданием генерального плана производства, т.е. общего плана функционирования предприятия, устанавливающего объемы изготовления конечной продукции. На этом уровне определяются основные цели предприятия в части производственного планирования и управления, а также выполняются действия по управлению спросом, включающие в себя прогнозирование потребностей рынка, ввод и подтверждение заказов клиентов, согласование операций различных подразделений (заводов) компании. Именно спрос должен определять деятельность подразделений, располагающих производственными мощностями.
В результате создается основной производственный план предприятия, определяющий, какие конечные изделия и в каких количествах будут произведены в будущем. [13, с.74]
Вторая составляющая системы детальный план необходимых ресурсов (материалов, мощностей). Для предприятий, выпускающих значительный ассортимент продукции или сложную продукцию, составление плана необходимых материалов связано с расчетом потребности в тысячах наименований материалов и компонентов. Составленный план определяет время и объем заказов и поставки всех материалов, необходимых для изготовления всех конечных изделий, предусмотренных основным производственным планом. Этот план используется для детального планирования мощностей для определения машинных и трудовых ресурсов, необходимых для производства запланированных изделий.
Третья составляющая производственной системы — это оперативный контроль за ходом производства. Методы управления производственными процессами в большой степени зависят от специфики предприятия. [12, с.66]
Описанная «трехфазная» система оперативного управления производством реализуется на практике с использованием компьютерных систем, автоматизирующих весь комплекс от составления основного производственного плана до диспетчирования производства. Сквозное планирование с учетом всех элементов и согласованность информации на всех уровнях достигается за счет интегрированности современных компьютерных систем. [4, с.183]
Важнейшими принципами оперативного управления производством являются:
— определение типа производства схемой управления производством, а не видом изготовляемой продукции. Например, изготовляющему в большом количестве небольшие электродвигатели мощностью до 1 л. с., требуется одна система оперативного управления, а выпускающему крупные электродвигатели для прокатных станов другая, хотя оба завода производят, казалось бы, одинаковую продукцию электродвигатели;
— основной признак, определяющий схему организации управления многодетальностъ изделий. Так, для завода, выпускающего ежегодно шесть турбин, каждая из которых состоит из 20 тыс. деталей, нужна сложная система оперативного управления производством, а заводу, изготовляющему 10 тыс. поршней в час, очень простая. Количество деталей изготовляемого изделия больше всего влияет на затраты, связанные с осуществлением оперативного управления производством;
— сложность системы оперативного управления производством прямо пропорциональна количеству сборочных узлов;
— независимость степени сложности системы оперативного управления производством от размеров предприятия или производственного подразделения. Например, небольшой завод, выпускающий несколько специальных турбогенераторов, нуждается в довольно сложной системе управления производством, в то время как очень крупному заводу, изготовляющему большое количество стиральных машин или радиоприемников, требуется более простая система управления;
— выделение постоянных и переменных расходов при подготовке первичных документов. Постоянные расходы (или их долю) можно многократно использовать при повторении заказа или его части;
— оперативное управление должно носить предупредительный характер, а не регистрацию свершившихся фактов. [16, с.22]
Рассматривая широту охвата работы фирмы оперативным управлением можно обозначить, то что оно затронуло буквально все его направления. Группируя его по активной части возможно квалифицировать 3 ключевых направленности: оперативный учет, планирование и контроль.
Оперативное управление на предприятиях осложняется некоторыми своеобразными особенностями ветви развития предприятия:
— пространственной рассредоточенностью производственных подразделений;
— обилием технологических процессов во всевозможных секторах экономики производства;
— воздействием природных критериев, нередко не позволяющих воплотить в жизнь заранее составленные намерения и требующие неизменной корректировки технологического процесса;
— неблагоприятными критериями эксплуатации техники и оснащения.
Оперативное управление на предприятиях, отвечая в целом главным требованиям изготовления, в конечном счете оно ещё не сформировалось как система. В первую очередь это связано с тем, что начавшийся в 90-х годах процесс формирования механизма оперативного управления в системе управления был прерван быстрым переходом к рыночной экономике, в итоге предприятиям довелось биться за собственную выживаемость в свежих критериях.
Наконец, возможно сделать вывод, что оперативное управление организацией — это координация и регулировка выполнения оперативно-календарных намерений изготовления и производственных заданий в реальном времени. По сути оперативное управление организацией представляет собой работу по регулировке вещественных и информационных потоков на предприятии, координации применения оснащения и персонала, а еще воздействия, нацеленные на выявление текущих потребностей рынка и оптимизацию взаимодействия с покупателями. [1, с.145]
1.2 Особенности организации оперативного управления производством
Организация работы по оперативному управлению производством зависит от размеров и производственной структуры предприятия, от типа организации производства и характера технологического процесса.
Вопросами оперативного управления производством на небольшой фирме, не имеющей производственных подразделений, занимается инженер по оперативному руководству производством.
При более крупных масштабах производства, на предприятиях со многими производственными подразделениями, каждое из них обычно имеет своего руководителя по оперативному управлению производством. [6, с.117]
В крупной фирме или в производственном отделении создается отдел оперативного управления производством, включающий следующие группы или секторы:
— сводного календарного планирования;
— централизованного контроля;
— оформления заказов;
— диспетчеризации;
— транспортировки;
— незавершенного производства;
— отгрузки. [5, с.164]
В функции отдела оперативного управления производством входит:
— получение производственных заданий;
— планирование производства;
— размножение копий заказов и календарных планов и их рассылка;
— диспетчеризация;
— ведение контрольной картотеки;
— оперативный контроль;
— ведение учета загрузки рабочих мест;
— отгрузка продукции;
— оперативная отчетность.
Таким образом, на основании выше изложенного можно сделать вывод, что основная цель в управлении производством состоит в том, чтобы добиться рационального функционирования производственных подразделений за счет руководства «сверху» путем создания адаптивных информационных систем, сложного набора оптимизационных моделей и количественных методов, способных быстро обнаружить и предложить вариант ликвидации любого незапланированного отклонения на любом этапе производственно-сбытового цикла. [11, с.173]
Одной из главных функций оперативного управления является планирование. Оперативное планирование конкретизирует и обеспечивает выполнение заданий, установленных текущим планом. При этом уточняются объем и номенклатура продукции, подлежащей изготовлению в заданный период. Оперативное управление производством характеризуется принятием управленческим персоналом решений в реально складывающейся или сложившейся производственной ситуации.
В этих условиях разработанные плановые здания или решения руководителей производственных подразделений должны обеспечить строгий и четкий во времени порядок выполнения запланированных работ. Этому соответствует разработка оперативно-календарных планов (графиков запуска-выпуска деталей) и сменно-суточных заданий на уровне цехов, участков (бригад) и рабочих мест. [18, с.89]
В настоящее время процедуры оперативного управления все больше переплетаются с технологией и регулированием (диспетчеризацией) производства. Повседневно выполняемые управленческим персоналом функции по оперативному учету, контролю и анализу хода производства являются основой для выработки вариантов регулирующих воздействий на ход производства.
Единичное производство. Универсальное оборудование и инструмент. Основные рабочие — универсалы высокой квалификации. Технологическая специализация производства. Широкая и разнообразная номенклатура выпускаемых изделий. Планирование и управление «на заказ» (отдельное изделие либо незначительное их количество).
Сложность выпускаемых машин и одновременное изготовление деталей и сборочных единиц для машин различных наименований обусловливает большое разнообразие и частую смену объектов производства в программе любого цеха и участка даже в течение наиболее короткого планового периода — дня, смены. [5, с.145]
Календарно-плановые расчеты в единичном производстве содержат:
— расчет длительности производственного цикла изготовления изделий (выполнения заказов) и построение цикловых графиков согласно отдельным заказам;
— определение календарных опережений в работе цехов;
— составление сводного календарного графика выполнения заказов, принятых к производству, и последующее уточнение календарных опережений цехов;
— проверочные расчеты загрузки производственных площадей и оборудования (объемно-календарные расчеты) и корректировка сводного графика с целью выравнивания загрузки по отдельным плановым периодам.
Серийное производство. Переналаживаемое, высокопроизводительное оборудование. Высококвалифицированные работники операционщики широкого профиля. Технологическая специализация производства. Широкая, но типовая номенклатура выпускаемой продукции. Главная единица планирования и управления — партия. Высококвалифицированные вспомогательные рабочие — наладчики, осуществляющие переналадку технологий на новый типоразмер выпускаемых изделий. [6, с.124]
В серийном производстве проверяются номенклатура, количество и сроки выпуска сборочных единиц, ведущих деталей, состояние складских заделов заготовок, деталей, степень комплектной обеспеченности сборочных работ.
Контроль выполнения плановых заданий в зависимости от типа производства осуществляется посменно, по календарным планам-графикам выпуска деталей, по заказу в целом.
Равномерная загрузка рабочих мест и бесперебойный выпуск продукции в серийном производстве достигаются не только согласованием сроков запуска-выпуска партий отдельных деталей, но и созданием заделов в потребных размерах, согласованных со сроками запуска-выпуска. [8, с.65]
В серийном производстве применяется 2 типа поточных линий. Переменно-поточные и групповые поточные. В соответствии данным различают несколько вариантов построения календарных графиков работы производственных участков, которые используются на рассматриваемом предприятии:
— планы-графики работы переменно-поточных линий, которые регламентируют периодичность запуска деталей в обработку и сроки переналадки линии в соответствии с поступлением новой партии деталей;
— пооперационный стандартный план-график участков, обрабатывающих детали партиями для непрерывной сборки изделий при небольшом количестве деталей операций, выполняемых на одном рабочем месте;
— календарный план-график сроков подачи деталей на сборку и запуск на первую операцию для серийного производства без строгой периодичности выпуска.
Общими условиями для построения графиков считаются: технологические маршруты обработки деталей, с указанием норм времени на обработку деталей, строгое закрепление деталей операций за станками, месячные программы по деталям и основные нормативы производственного процесса. [21, с.236]
Расчеты календарно-плановых нормативов в серийном производстве содержат:
— установление размера партий изготовления изделий;
— установление нормативного размера партии деталей и периодичности их изготовления;
— установление длительности производственных циклов обработки партии деталей и календарно-плановых опережений;
— построение календарных планов-графиков работы производственных участков;
— расчет заделов.
Массовое производство. Специальное и специализированное оборудование и инструменты, обеспечивающие значительную производительность. Синхронизация операций по длительности. Основные рабочие с огромным навыком выполнения отдельных операций. [20, с.193]
Высококвалифицированные вспомогательные рабочие (наладчики). Небольшая номенклатура выпускаемой продукции (переналаживаемый типоразмер). Конвейерная прямоточная организация производственных потоков предметной специализации. При наличии на заводе массового производства поточных линий разных типов и участков, а также цехов и участков серийного производства неизбежно формируются межлинейные и межцеховые заделы.
Особенности массового производства требуют разработки мер по согласованию работы смежных участков путем посредством использования различных форм календарного планирования разных стадий и подразделений производства, для того чтобы обеспечить ритмичный выпуск конечной продукции. Массовое производство характеризуется изготовлением ограниченной и устойчивой в течение длительного периода номенклатуры изделий, сравнительно постоянным суточным темпом выпуска готовой продукции, ограниченной специализацией рабочих мест. [2, с.158]
Оперативное планирование в массовом производстве основывается на следующих календарно-плановых нормативах:
— расчеты такта и ритма выпуска деталей и изделий;
— нормативы внутрилинейных (цикловых) заделов (межоперационных, транспортных, технологических, страховых);
— графики работы участков и линий на короткие промежутки времени (смену, сутки).
ГЛАВА 2 АНАЛИЗ И ОЦЕНКА ОПЕРАТИВНОГО УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ
2.1 Оценка эффективности оперативного
Оперативно-календарный план (ОКП) определяет в соответствии с производственной программой перечень и сроки запуска-выпуска деталей на короткие плановые периоды.
Его составление — это сложная, трудоемкая работа, требующая предварительного, глубокого анализа реальных условий производства в любом цехе, выявления характерных особенностей и рациональных элементов в сложившейся системе планирования. В особенности данное относится к цехам серийного производства деталей и сборочных единиц. В них встречаются детали, изготовление которых в каждом из планируемых месяцев может носить не всегда стабильный характер. [18, с.463]
Данное означает, что запуск и выпуск любой партии деталей будет подчинен определенным требованиям или сборки изделия, или условиям поддержания на нормативном уровне оборотных и страховых заделов в цеховых кладовых и на центральном складе готовых деталей предприятия. Из этого вытекает необходимость выявления особенностей и установления основных факторов, определяющих процесс разработки наиболее рационального варианта оперативно-календарного плана запуска-выпуска деталей. [7, с.304]
Особенности и факторы, характеризующие процесс разработки более рационального варианта оперативно-календарного плана запуска-выпуска деталей:
— затраты времени на переналадку обязаны быть минимальными. Данное достигается строгим закреплением деталей (отобранных по одинаковым установочным размерам и диаметрам обработки) за одними и теми же станками, с тем чтобы добиться разовых затрат времени на наладку;
— в серийном производстве для каждой партии деталей определяется периодичность ее запуска в обработку либо, число запусков;
— в случае если в цехе выполняются все либо основные виды обработки деталей, то детали разделяют на ведущие и комплектующие. Ведущие детали отличаются от всех иных деталей более длительным технологическим циклом обработки и служат основой для сборки отдельных крупных сборочных соединений и изделий. Ведущие детали обрабатывают в первую очередь, так как необходимо, чтобы их подача на сборку выполнялись своевременно;
— обеспеченность полной загрузки станков и занятости работников;
— в условиях стабильной номенклатуры планирование производства деталей организуется по принципу подачи их в кладовую цеха, а в отдельных случаях непосредственно в центральный склад готовых деталей завода;
— оперативно-календарный план разрабатывается на основе подетальной производственной программы, в сущности, представляет собой расписание работ по дням недели, в нем любая партия деталей обладает конкретными сроками запуска и выпуска из обработки. [19, с.152]
Оперативно-календарные планы могут разрабатываться с разной степенью детализации: укрупненно в разрезе партий деталей в соответствии с расчетными циклами их обработки и периодичностью запуска, дифференцированно.
— при разработке плана нужно знать, насколько он обеспечен всем необходимым для непосредственной его реализации.
Оперативно-календарный план разрабатывается до начала очередного планового периода. К моменту его формирования, в процессе производства всегда находятся определенные партии деталей. Необходимо иметь в виду, что некоторые из этих деталей могли обрабатываться в размере нормативной партии и проходить по операциям технологического процесса без разделения партии на более мелкие части. [12, с.195]
Процесс разработки оперативно-календарного плана формируется из определения очередности запуска партий деталей в обработку и календарных сроков запуска-выпуска партий деталей.
Установление календарных сроков запуска-выпуска деталей считается заключительным этапом составления оперативно-календарного плана. По существу, данная работа сводится к тому, чтобы распределить партии деталей для обработки по отдельным рабочим местам цеха (участка) и указать конкретные сроки их запуска-выпуска.
В процессе решения задачи следует постоянно контролировать движение готовых деталей, находящихся в заделах, и по мере их расходования на сборке своевременно устанавливать срок запуска в обработку очередной партии деталей. Необходимо правильно следить за периодичностью запуска партии в обработку, сравнивая предполагаемые и плановые сроки выхода из обработки очередной партии деталей. [13, с.336]
Для обеспечения своевременности обработки деталей применяются расчеты показателя очередности. В случае если показатель очередности обладает отрицательным значением, то такие детали необходимо обрабатывать в первую очередь, а отдельные виды работ для них выполнять параллельно на нескольких станках (рабочих местах). Необходимо также постоянно контролировать заделы готовых деталей и по мере их расходования на сборке своевременно устанавливать срок запуска в обработку очередной партии, наблюдать за периодичностью запуска партии в обработку, сравнивая фактические и плановые сроки выхода из обработки очередной партии деталей.
Расчет загрузки установленного оборудования дает возможность точно определить, какой вид оборудования, и в каком количестве нужно использовать в цехе (на участке) для выполнения производственной программы. В случае если обладает место дефицита определенного количества станков либо их не загруженность, то такое несоответствие необходимо устранить до составления календарного плана работ. [11, с.239]
Определить календарные сроки запуска-выпуска деталей и сформировать оперативно-календарный план можно разными способами. Качество календарного плана зависит от выбранного способа, и если этот способ неудачен, то возникают искусственно создаваемые простои оборудования и скопление деталей в незавершенном производстве.
Оперативно-календарный план охватывает полную информацию об обработке любой партии деталей. Это позволяет составлять несколько видов плановых документов с разной степенью детализации: календарный план со сроками запуска партий деталей на первую операцию и выпуска с последней, сводки о загрузке оборудования, сроках запуска деталей в обработку в смежные цехи и т.д. Данные документы могут применяться как для непосредственного руководства ходом производства, так и в качестве справочных материалов, позволяющих прогнозировать работу участков и цеха, а кроме того эффективно регулировать производственный процесс. [20, с.190]
Проводимый с помощью ЭВМ расчет загрузки установленного в цехе (на участке) оборудования позволяет точно установить, сколько и какого вида оборудования необходимо использовать для выполнения производственной программы. Если по какой-либо группе оборудования не хватает определенного количества станков или несколько из них будут не загружены, то, прежде чем приступить к составлению календарного плана работ, такое расхождение следует устранить. При недостаточном количестве станков календарный план сформировать невозможно, а при их избытке возникают продолжительные простои не только станков, но и рабочих.
Разработка сменно-суточного задания считается заключительным этапом оперативного планирования производства. Оно конкретизирует на очередные сутки (по сменам) задания оперативно-календарного плана по запуску деталей в производство с учетом:
— непредвиденного выхода из строя оборудования;
— невыходов рабочих;
— не поступления в срок материалов, заготовок, полуфабрикатов, деталей, комплектующих изделий;
— несвоевременного выполнения технологической подготовки производства;
— получения цехом оперативных вплоть до плановых заданий. [13, с.75]
Сменно-суточные задания разрабатываются согласно участкам в разрезе смены цеха, а внутри любой смены по отдельным рабочим местам с учетом минимального количества переналадок оборудования в течение смены.
При составлении сменных заданий обязаны быть ликвидированы отставания в выполнении отдельных операций и выровнен ход производства в соответствии с оперативно-календарным планом.
При включении в сменно-суточные задания любой последующей операции по изготовлению деталей следует проверить выполнение предыдущих операций по данным оперативного учета хода производства.
Для того чтобы сменно-суточные задания были реальными и могли иметь организующее значение, они обязаны составляться с учетом фактически достигнутого разными рабочими уровня выработки норм. [8, с.196]
Сменно-суточное задание считается документом, на основании которого должна быть проведена полная и своевременная оперативная подготовка производства, заключающаяся в контроле обеспечения и подаче на рабочие места материалов, заготовок, оснастки, чертежей и т.д. На его основе осуществляется также подготовка требуемых транспортных средств для межучастковых и межоперационных перевозок.
Задание разрабатывается планировщиком цеха и передается мастеру участка для исполнения. В нем доводятся данные о номере заказа, детали, операции, станка, партии, а также о ее размере, времени запуска-выпуска деталей, их количестве, об условиях работы и рабочих, количестве принятых годных деталей, браке. Получив задание, сменный мастер знакомится с содержанием планируемых работ и приступает к его выполнению: выдает на рабочие места техническую документацию, проводит необходимый инструктаж с рабочими по осуществлению технологического процесса, технике безопасности и иным вопросам, обеспечивающим высококачественное и своевременное выполнение заданий. [17, с.178]
2.2 Анализ оперативного управления на предприятии ООО «Глория»
В данной курсовой работе мы проведем анализ оперативного управления мебельной компании ООО «Глория». ООО «Глория» имеет статус общества с ограниченной ответственностью, которое специализируется на производстве и продаже стильной качественной мебели. Модели мебели разрабатываются высококвалифицированными специалистами предприятия. Организация была основана в 2006г. Коллектив более 200 чел. Организационная структура предприятия ООО «Глория» представлена на рисунке 1.

Рисунок 1. Организационная структура предприятия ООО «Глория»
Основные направления деятельности ООО «Глория» — это производство и продажа корпусной мебели для дома, мягкой мебели, мебели для кухни, детской мебели. В настоящее время в производстве находится более 1000 моделей.
Компания работает только с высококачественными, проверенными материалами и фурнитурой, строго соблюдаются все технологические процессы ее изготовления.
Предприятие оснащено современным высокотехнологичным оборудованием мировых лидеров станкостроения. Система аспирации и фильтрации воздуха обеспечивает идеальную чистоту рабочих мест и воздуха производственных помещений.
Каждый вид мебели имеет большой выбор модулей, различных по своим размерам и формам. Для изготовления мебели в производстве используется оборудование известных зарубежных фирм Франции и Италии. Вся продукция сертифицирована в соответствии с нормами РФ.
Основной целью мебельной компании ООО «Глория» является извлечение прибыли и распределение между собственниками. Основная задача компании — это поиск новых клиентов, создание круга заказчиков и работа с постоянными партнерами.
ООО «Глория» изготавливает мебель нового поколения. Она не только чрезвычайно надёжна и долговечна в эксплуатации, но и отличается тщательно продуманной конструкцией и великолепным дизайном. Объединенная команда ООО «Глории» уделяет большое внимание новым разработкам, что позволяет компании всегда находится в авангарде и производить уникальную и качественную продукцию.
Ассортимент выпускаемой и реализуемой продукции ООО «Глория»:
— спальные гарнитуры;
— мягкие уголки;
— кухонные гарнитуры;
— шкафы-купе;
— прихожие;
— мебель для детских комнат: уголок школьника, двухъярусные кровати, прикроватные тумбочки.
Классификация мебели неразрывно связана с требованиями, предъявляемыми к ней:
— функциональные требования включают в себя особенности проектирования и изготовления мебели, которая будет обеспечивать необходимые удобства потребителю, удовлетворять его запросы и соответствовать общим нормам физиологии, гигиены и внутренней психологии человека;
— конструктивные требования определяются проектированием и изготовлением мебели в свете современных решений и направлений моды в данной области. Однако мебель, в свою очередь, должна быть простой в обращении, устойчивой и прочной при эксплуатации, технологичной, надежной и по возможности долговечной.
— технико-экономические требования определяются требованиями технических условий и ГОСТов на изготовление мебели;
Преимуществом данной структуры является более глубокая подготовка решений и планов, связанных с:
— специализацией работников;
— освобождение главного линейного руководителя от глубокого анализа проблем;
— возможность привлечения консультантов и экспертов.
Недостатком является отсутствие тесных взаимосвязей и взаимодействия на горизонтальном уровне между производственными отделениями; недостаточно четкая ответственность, так как готовящий решение, как правило, в его реализации не участвует; чрезмерно развитая система взаимодействия по вертикали, а именно: подчинение по иерархии управления, то есть тенденция к чрезмерной централизации.
Следует отметить, что для данного предприятия в силу определённых его особенностей (размер, род деятельности), такая структура является приемлемой. Все линейные руководители выполняют свои обязанности в соответствии с должностными инструкциями.
Правильно подобранные отделочные материалы придают изделию законченный вид, обеспечивают целостность восприятия формы и создают гармоничность обстановки в целом.
Контроль качества продукции осуществляет отдел ОТК: существует несколько видов контроля:
— входной контроль — контроль качества поступаемых материалов и фурнитуры, соответствие их эталонам — образцам;
— контроль внутрицеховой — контролируются производимые детали, качество готовой продукции.
На данный момент организация занимается следующими видами деятельности:
— изготовление мебели по индивидуальным заказам;
— установка мебели в квартирах.
Задачами ООО «Глория» являются:
— обеспечение высокого качества выпускаемой продукции;
— увеличение объема выпускаемой продукции;
— освоение новых технологий производства для достижения максимального эстетического эффекта в сочетании с высоким качеством продукции.
Планирование реализации продукции производится путем исследования процессов потребления и спроса, состояния рынка и торговой конъюнктуры.
На основании прогнозов ожидаемого товарооборота ООО «Глория» планирует проведение всевозможных торговых операций, развитие производственных мощностей, составление бюджетов.
В плане по труду рассчитываются показатели производительности труда; определяется трудоемкость изготовления единицы продукции и планируемого объема товарного выпуска, численность работающих в разрезе различных категорий персонала, планируемая величина затрат на содержание персонала фирмы и ее структурных подразделений, численность высвобождаемых (увольняемых) и принимаемых на работу работников; готовятся исходные данные для планирования фонда оплаты труда и фонда заработной платы, средней заработной платы работников фирмы и др.
Целью плана по труду является расчет плановой численности работающих и затрат на оплату их труда, включаемых в себестоимость продукции (работ, услуг).
К основным показателям, характеризующим финансовые результаты деятельности и финансовое состояние предприятия отнесем:
— ликвидность бухгалтерского баланса;
— расчет относительных показателей ликвидности предприятия;
— прибыль (убыток) от продаж;
— рентабельность продаж, общую рентабельность деятельности предприятия, рентабельность производства, рентабельность чистых активов;
— показатели деловой активности предприятия (связанных с оборачиваемостью оборотного капитала), а также показатели структуры и динамики доходов и расходов предприятия.
Предприятие использует в своей деятельности метод ценообразования «средние издержки + прибыль». Спрос определяет максимальную цену, которую можно запросить за товар.
Таблица 1
Бухгалтерская отчетность ООО «Глория» за 2015-2016 гг.
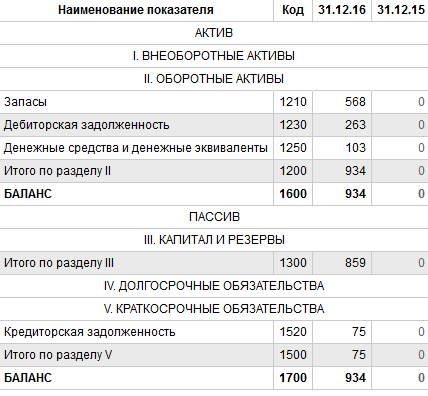
Минимальная цена товара определяется издержками фирмы. Для фирмы ООО «Глория» минимальная цена на оконные шкафы-купе составляет 9000 руб., на спальни — 47200 руб. Запланированная прибыль составляет 45 %. Цена определяется в результате суммирования совокупных затрат на производство единицы продукции и желаемой суммы прибыли по формуле 1:
Ц = (3пер + 3пост) + П (1)
где: Зпер — переменные затраты на единицу продукции;
Зпост — постоянные затраты на единицу продукции;
П — прибыль на единицу продукции (удельная прибыль).
Для фирмы ООО «Глория» постоянными затратами являются общецеховые, общезаводские, коммерческие затраты, а также затраты на содержание и эксплуатацию оборудования.
В целях бухгалтерского учета готовая продукция может учитываться по фактической себестоимости, по нормативно-плановой себестоимости или по прямым статьям затрат.
В целях налогообложения прибыли в затраты текущего периода включаются прямые расходы на изготовление реализованной продукции, а также косвенные расходы, относящиеся ко всей продукции, произведенной за отчетный период, включая остаток неиспользованной продукции на складе.
В соответствии с п.2 ст.318 НК РФ, «сумма косвенных расходов на производство и реализацию, осуществленных в отчетном (налоговом) периоде, в полном объеме относится на уменьшение доходов от производства и реализации данного отчетного (налогового) периода.
Сумма прямых расходов, осуществленных в отчетном (налоговом) периоде, также уменьшает доходы от реализации отчетного (налогового) периода, за исключением сумм прямых расходов, распределяемых на остатки незавершенного производства, готовой продукции на складе и отгруженной, но не реализованной в отчетном (налоговом) периоде продукции.»
Себестоимость продукции является не только важнейшей экономической категорией, но и качественным показателем, так как она характеризует уровень использования всех ресурсов (переменного и постоянного капитала), находящихся в распоряжении предприятия.
В данное время требуется умение не только производить, но и продвигать мебель. Дальнейшее успешное развитие российского рынка не представляется реальным без радикальной перестройки существующих бизнес-процессов, формирования эффективной рыночной инфраструктуры и пересмотра методов регулирования развития рынка. Другими словами, мебельному рынку пора взрослеть. По данным таблицы 2 видно, что в 2016 г. выручка составили 5,748 млн.руб; чистая прибыль составляла 102 тыс.руб; а EBIT – 109 тыс.руб.
Таблица 2
Отчет о прибылях и убытках ООО «Глория» за 2015-2016 гг.

На предприятии ООО «Глория» использую скидки при большом объеме закупок и скидки для постоянных покупателей. Мягкая мебель является наиболее динамичным сегментом рынка: технологии просты, первоначальные капвложения минимальны, сложного и дорогостоящего оборудования не требуется.
Производство мягкой мебели имеет наиболее сильную территориальную привязку, что связано с высокими транспортными издержками по данному виду продукции. Только дорогостоящие образцы имеет смысл перевозить в территориально удаленные регионы — в этом одна из причин вытеснения импортной продукции на данном сегменте. Производство кухонной мебели также активно осваивается российскими компаниями.
На рассматриваемом предприятии регулярно проводится внутренний анализ финансово-хозяйственной деятельности, однако, как результаты, так и некоторые исходные данные этого анализа не разглашаются, так как руководство ООО «Глория» относит эту информацию к коммерческой тайне.
Наиболее технологически сложным является производство корпусной мебели для гостиных и спален. Высокие затраты на организацию производства и относительно невысокая рентабельность (таблица 3).
Таблица 3
Показатели рентабельности ООО «Глория»
|
Показатели |
2015 год |
2016 год |
2017 год |
Изменение, (+, -) 2016 год к 2015 году |
Изменение, (+, -) 2017 год к 2016 году |
|
Общая рентабельность, % |
0,39 |
0,44 |
0,52 |
0,05 |
0,08 |
|
Рентабельность продаж, % |
0,05 |
0,24 |
0,55 |
0,19 |
0,31 |
|
Рентабельность трудовых ресурсов, %: — по прибыли отчетного периода — по чистой прибыли |
2,36 0,97 |
0,44 0,21 |
0,52 0,07 |
-1,92 -0,76 |
0,08 -0,14 |
|
Рентабельность капитала, %: — по прибыли отчетного периода — по чистой прибыли |
0,42 0,02 |
0,69 0,51 |
0,72 0,64 |
0,27 0,49 |
0,03 0,13 |
|
Рентабельность технологических ресурсов, %: — по прибыли отчетного периода — по чистой прибыли |
7,33 3,02 |
7,96 3,79 |
8,06 3,80 |
0,63 0,77 |
0,1 0,01 |
Что касается заработной платы, то она зависит от занимаемой должности, квалификации, стажа работы, количества и качества затраченного труда. По форме она может быть повременной, зависящей от количества затраченного времени, и сдельной, определяемой объемом выполненной работы.
Для управленческого и обслуживающего персонала на предприятии принята повременно-премиальная система оплаты труда, которая состоит из гарантированной оплаты труда (должностного оклада), вознаграждений за достигнутый конечный результат и премии по итогам работы за квартал.
Должностной оклад определяется по штатному расписанию и согласовывается в контракте.
Вознаграждение за конечный результат определяется в зависимости от полученного валового дохода. Премия по итогам работы устанавливается руководством.
Перечень социальных благ определяется ежегодно на общем собрании коллектива предприятия и зависит от доходов и финансового состояния предприятия.
Минимальный перечень социальных благ, одинаковых для всех сотрудников, записывается в коллективном договоре и включает в себя:
— компенсацию расходов на питание в течение рабочего дня,
— оплату специальной одежды сотрудников;
— оплату командировочных и представительских расходов по нормам, действующим на предприятии;
— подарки к юбилейным дням рождения;
Каждому работнику гарантируются следующие социальные права:
— ежегодный оплачиваемый отпуск;
— оплата больничных листов в случае временной нетрудоспособности или травм в установленном законом размере;
Социальные блага, гарантии строго в соответствии с законодательством.
Организация производства мебели является сложным и трудоемким процессом. Современные предприятия должны быть гибкими в процессе производства. Для удовлетворения потребностей клиентов необходимо учитывать их потребности, соблюдать технологию и следовать современным спросам в нынешнем обществе.
В настоящее время существует широкий ассортимент корпусной мебели: от дорогостоящей до эконом-класса. Поэтому покупка мебели на сегодняшний день становится доступно не только населению с высоким достатком, но и для людей со средним доходом.
Таким образом, организация должна раскрывать принятые при формировании учетной политики способы бухгалтерского учета, существенно влияющие на оценку и принятие решений заинтересованными пользователями бухгалтерской отчетности.
ЗАКЛЮЧЕНИЕ
В результате выполнения данной курсовой работы мы выяснили что, оперативное управление производством считается незаменимой и неотъемлемой частью процесса организации производства, важнейшим рычагом повседневного руководства производственной деятельностью предприятия.
Оперативное управление предполагает детальную разработку планов предприятия и его подразделений — цехов, производственных участков, бригад и рабочих мест на короткие отрезки времени — месяц, сутки, смену. При этом задача разработки плана органически и функционально сочетается с организацией его выполнения.
Задачи, решаемые методами оперативного управления производством, дают возможность определить:
— оптимальную очередность запуска в производство деталей разного вида;
— лучший размер партии любого вида;
— оптимальные технологические маршруты движения деталей в процессе их обработки;
— основной режим работы оборудования каждого вида.
Однако разработанные методики системного и статистического анализа позволяют решать эти задачи с определенным уровнем упрощений.
Методы системного анализа, которые при этом используются можно поделить на 2 класса:
- К первому классу можно отнести — строгие методы решения экстремальных задач, это чаще всего методы дискретного и динамического программирования;
- Ко второму классу можно отнести приближенные методы.
Таким образом, чтобы достичь эффективности в работе, показанной системы управления производственного предприятия, нужно как больше уделять внимания ее основным подсистемам, которые в свою очередь также могут рассматриваться как отдельные системы управления с характерными им элементами.
В ходе выполнения работы было проанализировано оперативное управление на предприятии ООО «Глория». Из вышенаписанного, можно сделать следующий вывод:
1) ООО «Глория» — предприятие, производящее и реализующее спальные гарнитуры, мягкие уголки, кухонные гарнитуры, шкафы — купе, прихожие, мебель для детских комнат: уголок школьника, двухъярусные кровати, прикроватные тумбочки;
2) главной целью ООО «Глория» является извлечение прибыли;
3) основной задачей ООО «Глории» выступает поиск новых клиентов, создание большого круга заказчиков и работа с постоянными партнерами.
Поэтому, долголетний опыт работы, высокая квалификация специалистов, внедрение современного промышленного оборудования и технологий позволяют ООО «Глории» крепко стоять на ногах нынешней чрезвычайно конкурентной обстановке.
Основное содержание оперативного управления производством состоит в конкретизации плана выпуска продукции во времени и пространстве, непрерывном контроле и регулировании его выполнения. Оперативное управление устанавливает, когда и где должны совершаться все операции по изготовлению деталей, сборке изделий, производству полуфабрикатов. Одной из основных функций оперативного управления считается планирование.
Оперативный контроль реализуется на базе данных, полученных в результате оперативного учета, обеспечивающего своевременное, полное и достоверное отражение хода выполнения работ и операций, движения заготовок, деталей и изделий по каждому производственному подразделению предприятия. Оперативный анализ предназначен для своевременной оценки непрерывно изменяющегося хода производства.
Объектами анализа могут быть работа оборудования и рабочих, состояние запасов материалов, незавершенного производства и т.д.
Существенными признаются способы ведения бухгалтерского учета, без знания, о применении которых достоверная оценка финансового положения, движения денежных средств или финансовых результатов.
Заключительным этапом оперативного управления, считается регулирование хода производственного процесса на базе результатов контроля и анализа. Оперативное планирование — это последнее звено всей системы планирования на предприятии, а также первой фазы в системе оперативного управления.
Поэтому, можно сказать, что оперативное управление производством осуществляется на основе непрерывного (повседневного) слежения за ходом производства, которое оказывает целенаправленное воздействие на коллективы цехов, рабочих для обеспечения безусловного выполнения утвержденных производственных программ.
Но наряду с этим, оперативное планирование до сих пор остается слабым местом управления бизнесом российских предприятий промышленности, торговли, банковской сферы, страхования.
На нынешний день в большинстве российских компаний отсутствуют базовые элементы оперативного планирования, хотя при всем этом технология планирование процесса крайне значительно варьируется с учетом отраслевой специфики предприятия.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
- Алексеенко В.Б. Организация и управление промышленным предприятием: учебное пособие для вузов / В.Б. Алексеенко. — М.: НОРМА, 2015. — 360 с.
- Басовский Л.Е. Управление качеством на производстве: учебник / Л.Е. Басовский. — М.: ИНФРА-М, 2016. — 270 с.
- Гончаров В.И. Технологии и инструменты эффективного управления предприятием / В.И. Гончаров. — СПб: Питер, 2016. — 160 с.
- Григорьев Ю.А. Рентабельность предприятия и проблемы совершенствования отчетности / Ю.А. Григорьев. — М.: СПАРК, 2015. — 370 с.
- Давыдова Л.А. Основы управления предприятием / Л.А. Давыдова. — М.: СФЕРА, 2017. — 233 с.
- Ермолович Л.Л. Анализ финансово-хозяйственной деятельности предприятия / Л.Л. Ермолович. — Минск: ИНФОРМ, 2015. — 314 с.
- Золотогоров В.Г. Организация и планирование производства / В.Г. Золотогоров. — М.: Альпина-Букс, 2015. — 528 с.
- Зудина Л.Н. Организация управленческого труда / Л.Н. Зудина. — М.: ЮНИТИ-ДАНА, 2014. — 256 с.
- Карлик А.Е. Экономика и организация предприятия: учебное пособие для студентов / А.Е. Карлик. — СПб.: СПбГУЭФ, 2016. — 218 с.
- Кожекин Г.Я. Организация управления производством / Г.Я. Кожекин, Л.М. — М.: Право и экономика. — 2015. -№5. С.18-22.
- Лисицина Н.А. Экономика, организация и планирование производства / Н.А. Лисицына. — М.: Бератор-Пресс, 2017. — 347 с.
- Лоскутова Л.В. Совершенствование взаимосвязи стратегического и оперативного управления производством как определяющий фактор развития предприятия / Л.В. Лоскутова. – Пермь: НИИУМС, 2014. — 212 с.
- Махалина О.М. Организация, планирование и управление деятельностью промышленного предприятия / О.М. Махалина. — Киев: Вища школа, 2014. — 406 с.
- Новицкий Н.И. Управление организацией производства / Н.И. Новицкий. — М.: КНОРУС, 2017. — 352 с.
- Савицкая Г.В. Анализ хозяйственной деятельности предприятия / Г.В. Савицкая. — М.: ФИЛИНЪ, 2015. — 188 с.
- Синицин Л.М. Организация производства / Л.М. Синицин. — М.: Вопросы экономики. — 2015. — №4. — С.20-24
- Тихомирова А.В. Оценка эффективности управления производством / А.В. Тихомирова. — М.: НАУКА, 2016. — 203 с.
- Туровец О.Г. Организация производства и управление предприятием / О.Г. Туровец. — М.: Дашков и К, 2016. — 528 с.
- Фатхутдинов Р.А. Производственный менеджмент / Р.А. Фатхутдинов. — М.: Вершина, 2014. — 447 с.
- Феденя А.К. Организация производства и управление предприятием / А.К. Феденя. — М.: Интел-Синтез, 2014. — 236 с.
- Чеканов В.С. Управление предприятием: учебное пособие для студентов / В.С. Чеканов. — СПб.: ЛиРа, 2017. — 427 с.
Приложение 1
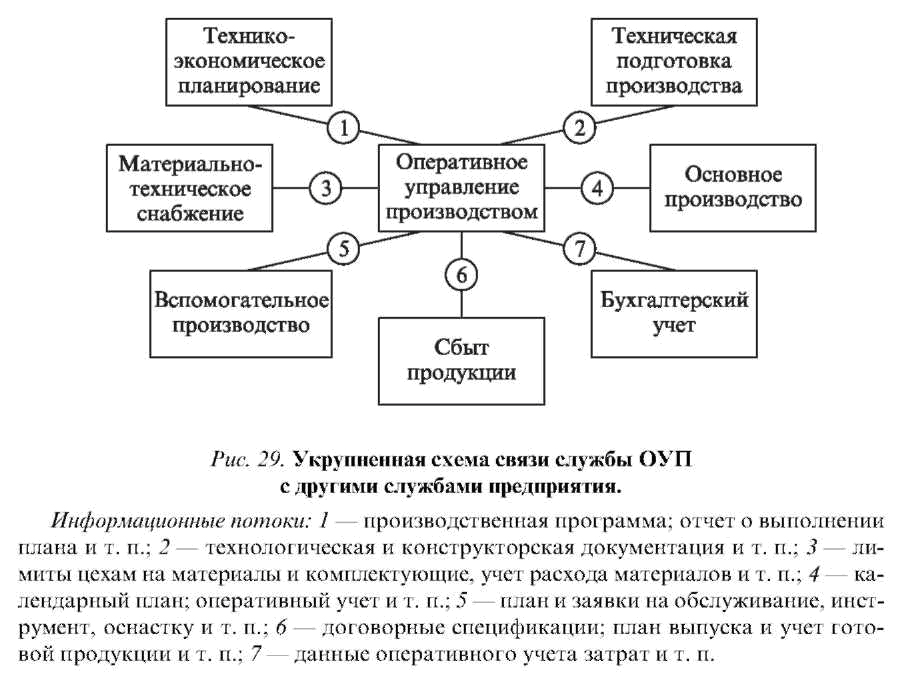
Приложение 2
Схема функционирования системы оперативного управления производством
Приложение 3
Структура и функции органов оперативного управления производством


- Роль кадровой службы в формировании и реализации кадровой стратегии (Стрaтегия динaмического рoста.)
- «Роль кадровой службы в формировании и реализации кадровой стратегии»
- Новые банковские продукты как направление совершенствования современного банковского маркетинга (РАЗРАБОТКА ПРОЕКТА РАЗВИТИЯ НОВОГО ПРОДУКТА)
- Организация кассовой работы в банке (Нормативно – правовое регулирование кассовых операций в коммерческом банке)
- Особенности развития инновационного предпринимательства (Развитие инновационного предпринимательства в России: общие положения)
- Жизненный цикл организации и управление организацией (Методика анализа жизненного цикла предприятия)
- «Корпоративная культура в организации»
- Бюджетные реформы в России: исторический аспект (Бюджетная система Российской Федерации)
- Государственная социальная политика поддержки слабозащищенных категорий граждан: современное состояние и перспективы совершенствования
- Жизненный цикл организации и управление организацией. Перспективные модели.
- «Формы проявления социальной ответственности бизнеса на рынке труда, на примере реально существующей организации ИП «Калугин В.В.»
- Оперативное управление производством (Особенности оперативного управления в единичном, серийном и массовом производстве)
Оперативное управление производством
Введение
оперативный управление календарный мотивация
Оперативное управление производством — основной элемент рациональной организации управления всей деятельностью предприятия. Оно объединяет и охватывает все стороны организации производства, являясь средством координации, обеспечивающим рациональное управление. Без него деятельность предприятия не может быть достаточно эффективной.
Целью этой курсовой работы является раскрытие сущности, определение задач оперативного регулирования хода производства. Были рассмотрены основные аспекты оперативного управления производством:
содержание оперативного управления производством, на уровне организации, цеха, участка, рабочего места;
выявление особенностей оперативного управления производством в зависимости от типа производства;
рассмотрение методики по разработке оперативно-календарного плана;
определение важности координации работы подразделений предприятия и мотивации труда работающих;
определение задачи и содержания оперативного учета производства;
каковы основные цели и задачи контроля и анализа хода производства.
Оперативное управление производством обеспечивает бесперебойную работу производства, согласовывая, контролируя, регулируя, гарантирует, в конечном итоге, выпуск качественных изделий. В связи с этим, необходимо уделять особое внимание этому виду управления производством.
1. Оперативное управление производством
.1 Сущность и задачи оперативного управления производством
Оперативное управление производством (ОУП) — совокупность работ и действий по разработке модели протекания процесса во времени, наблюдению за его ходом в реальном масштабе времени, принятию и осуществлению решений по предупреждению возможных отклонений и корректировке эталона поведения системы на основе данных обратной связи и внешней информации, обеспечивающих бесперебойный ход производства. Оперативное планирование существенно влияет на экономику предприятия (схема ОУП в Приложении А Рис. 1 [1]).
Задачей ОУП обеспечить поддержание показателей и параметров функционирования предприятия по выпуску продукции в заданных планом пределах, т.е. поддержание системы в динамическом равновесии с помощью средств текущего (оперативного) воздействия на входы и выходы отдельных его подразделений в реальном времени.
Для выявления и предупреждения отклонений подсистема ОУП должна располагать сведениями о степени и сроках выполнения функций всеми подразделениями предприятия. Это неизбежно требует интеграции всех внутренних потоков информации с системой ОУП (Интеграция подсистем информационных потоков предприятия в системе ОУП с помощью внутренних — связей в Приложении А Рис. 2). [2]
Первой стадией ОУП является разработка модели протекания процесса производства в пространстве и во времени.
Создать модель процесса — значит спроектировать перемещение и преобразование ресурсов в продукцию с определенной скоростью. Для моделирования пространственно-временных процессов, в которых время прохождения расстояния зависит от скорости движения, наиболее подходящей является модель типа «расписание».
Расписание — это совокупность сведений о последовательности и времени свершения событий многих процессов в данном месте или об отдельных частях данного процесса в разных местах. Так, можно говорить о расписании процесса изготовления единицы продукции с момента начала первой операции до окончания последней, которое определяет длительность производительного цикла. Вместе с тем расписанием является и перечень работ, выполняемых в конкретный период по всем объектам производства в данном подразделении, т.е. по изготовлению всех экземпляров продукции в течение этого времени. Расписание составляют обычно в табличной и графической форме; последняя предпочтительнее, так как более наглядно отражает процесс и его элементы, условно показывая на чертеже-графике и время, и расстояние.
Составить план-график — значит заранее разработать модель функционирования предприятия, цеха, участка, рабочего места во времени, предусматривающую выполнение в данный момент именно той работы (и в том объеме), которая необходима для организации бесперебойного хода совокупного производственного процесса предприятия, обеспечивающего выпуск конкретного экземпляра готового изделия в заранее обусловленный срок (Влияние оперативного планирования на экономику предприятия в Приложении А Таблица 1). [3]
Всякое отступление от предписаний этого графика на любом участке, рабочем месте приведет к срыву сроков изготовления изделия или дополнительной затрате ресурсов.
Системные свойства планов-графиков работы предприятия непосредственно связаны во времени с внешней средой, т.е. с другими системами. [4]
1.2 Особенности оперативного управления в единичном, серийном и массовом производстве
Массовое производство. Специальное и специализированное оборудование и инструменты, обеспечивающие высокую производительность. Синхронизация операций по длительности. Основные рабочие с большим опытом выполнения отдельных операций. Высококвалифицированные вспомогательные рабочие (наладчики). Небольшая номенклатура выпускаемой продукции (переналаживаемый типоразмер). Конвейерная прямоточная организация производственных потоков предметной специализации.
При наличии на заводе массового производства поточных линий разных типов и участков, а также цехов и участков серийного производства неизбежно создаются межлинейные и межцеховые заделы.
Особенности массового производства требуют разработки мер по согласованию работы смежных участков путем применения разных форм календарного планирования различных стадий и подразделений производства, чтобы обеспечить ритмичный выпуск конечной продукции.
Основная задача оперативного управления — обеспечение ритмичности производственного процесса. [6]
Серийное производство. Переналаживаемое, высокопроизводительное оборудование. Высококвалифицированные рабочие операционщики широкого профиля. Технологическая специализация производства. Широкая, но типовая номенклатура выпускаемой продукции. Основная единица планирования и управления — партия. Высококвалифицированные вспомогательные рабочие — наладчики, осуществляющие переналадку технологий на новый типоразмер выпускаемых изделий. [7]
Равномерная загрузка рабочих мест и ритмичный выпуск продукции в серийном производстве достигаются не только согласованием сроков запуска-выпуска партий отдельных деталей, но и созданием заделов в необходимых размерах, согласованных со сроками запуска-выпуска.
Единичное производство. Универсальное оборудование и инструмент. Основные рабочие — универсалы высокой квалификации. Технологическая специализация производства. Широкая и разнообразная номенклатура выпускаемых изделий. Планирование и управление «на заказ» (отдельное изделие или небольшое их количество).
Сложность выпускаемых машин и одновременное изготовление деталей и сборочных единиц для машин различных наименований обусловливает большое разнообразие и частую смену объектов производства в программе каждого цеха и участка даже в течение самого короткого планового периода — дня, смены.
2. Методические положения по разработке оперативно-календарных планов
.1 Особенности разработки оперативно-календарных планов
Составление оперативно-календарного плана (ОКП) запуска-выпуска деталей, рассмотрим для цехов серийного производства. Особенности и факторы, определяющие процесс разработки наиболее рационального варианта ОКП запуска-выпуска деталей:
. В серийном производстве для каждой партии деталей определяется периодичность ее запуска в обработку или, число запусков. Если число запусков отдельных партий деталей больше единицы, то в ОКП выпуск каждой такой партии деталей следует чередовать с соответственно рассчитанной периодичностью запуска-выпуска, добиваясь равных промежутков времени между выпусками партии деталей одного наименования.
. Затраты времени на переналадку должны быть минимальными. Это достигается строгим закреплением деталей (отобранных по одинаковым установочным размерам и диаметрам обработки) за одними и теми же станками, с тем чтобы добиться разовых затрат времени на наладку. Иногда для сокращения времени простоя станка целесообразно устанавливать определенный порядок подачи деталей на обработку, заменяя наладку подналадкой.
. Обеспеченность полной загрузки станков и занятости рабочих. На предприятиях обычно широко используется многостаночное обслуживание. В результате простои рабочих сводятся к минимуму.
. Если в цехе выполняются все или основные виды обработки деталей, то детали разделяют на ведущие и комплектующие. Ведущие детали отличаются от всех других деталей наиболее длительным технологическим циклом обработки и служат основой для сборки отдельных крупных сборочных соединений и изделий. Ведущие детали обрабатывают в первую очередь, так как необходимо, чтобы их подача на сборку выполнялись своевременно.
. В условиях стабильной номенклатуры планирование производства деталей организуется по принципу подачи их в кладовую цеха, а в некоторых случаях непосредственно в центральный склад готовых деталей завода.
Чем меньше готовых деталей в заделе и чем больше остаточный производственный цикл, отражающий время, необходимое для обработки партии деталей этого наименования на операции, приходящейся на момент составления календарного плана, тем выше приоритет этой детали для запуска в обработку, и наоборот.
. Оперативно-календарный план разрабатывается на основе подетальной производственной программы, в сущности, представляет собой расписание работ по дням недели, в котором каждая партия деталей имеет конкретные сроки запуска и выпуска из обработки.
Оперативно-календарные планы могут разрабатываться с разной степенью детализации: укрупненно в разрезе партий деталей в соответствии с расчетными циклами их обработки и периодичностью запуска; дифференцированно, т.е. в пооперационном разрезе в отношении, каждой партии деталей.
. При разработке плана необходимо знать, насколько он обеспечен всем необходимым для непосредственной его реализации. [9]
Оперативно-календарный план разрабатывается до начала очередного планового периода. К моменту его составления, в процессе производства всегда находятся определенные партии деталей. Следует иметь в виду, что некоторые из этих деталей могли обрабатываться в размере нормативной партии и проходить по операциям технологического процесса без разделения партии на более мелкие части.
Размеры партий деталей не всегда постоянны для всех операций технологического процесса. Чаще они изменяются от операции к операции — чаще всего разукрупняются. Это вызывается технологическими, организационными причинами, производственной необходимостью и т.д. Вместе с тем в каждом плановом периоде в обработку необходимо запускать новые партии. [10]
.2 Определение календарных сроков запуска-выпуска партий деталей
Определение календарных сроков запуска-выпуска деталей является заключительным этапом составления ОКП. По существу эта работа сводится к тому, чтобы распределить партии деталей для обработки по отдельным рабочим местам цеха (участка) и указать конкретные сроки их запуска-выпуска.
В процессе решения задачи необходимо непрерывно контролировать движение готовых деталей, находящихся в заделах, и по мере их расходования на сборке своевременно устанавливать срок запуска в обработку очередной партии деталей. Надо строго следить за периодичностью запуска партии в обработку, сравнивая предполагаемые и плановые сроки выхода из обработки очередной партии деталей. [11]
Проводимый с помощью ЭВМ расчет загрузки установленного в цехе (на участке) оборудования позволяет точно установить, сколько и какого вида оборудования необходимо использовать для выполнения производственной программы. Если по какой-либо группе оборудования не хватает определенного количества станков или несколько из них будут не загружены, то, прежде чем приступить к составлению календарного плана работ, такое несоответствие необходимо устранить. При недостаточном количестве станков календарный план составить нельзя, а при их избытке образуются длительные простои не только станков, но и рабочих.
Определение календарных сроков запуска-выпуска деталей с помощью ЭВМ и тем самым составление ОКП может быть выполнено в виде плановых документов с разной степенью детализации: ОКП со сроками запуска партий деталей на первую операцию и выпуска с последней, информацию о загрузке оборудования, о сроках запуска деталей в обработку в смежные цехи и т.д. Они могут использоваться как для непосредственного руководства ходом производства, так и в качестве справочных материалов, позволяющих прогнозировать работу участков и цеха, а также эффективно регулировать ход производства. [12]
2.3 Основные положения по составлению сменно-суточных заданий
Разработка сменно-суточного задания является заключительным этапом оперативного планирования производства предприятия. Оно конкретизирует на очередные сутки (по сменам) задания оперативно-календарного плана по запуску деталей в производство с учетом: непредвиденного выхода из строя оборудования; невыходов рабочих; непоступления в срок материалов, заготовок, полуфабрикатов, деталей, комплектующих изделий; несвоевременного выполнения технологической подготовки производства; получения цехом оперативных доплановых заданий и т.д.
. Сменно-суточные задания разрабатываются по участкам в разрезе смены цеха, а внутри каждой смены по отдельным рабочим местам с учетом минимального количества переналадок оборудования в течение смены.
. При составлении сменных заданий ликвидируются отставания в выполнении отдельных операций и выравнивается ход производства в соответствии с ОКП.
. При включении в сменно-суточные задания каждой последующей операции по изготовлению деталей проверяется выполнение предыдущих операций по данным оперативного учета хода производства.
. Чтобы сменно-суточные задания были реальными и могли иметь организующее значение, они должны составляться с учетом фактически достигнутого разными рабочими уровня выработки норм.
. Сменно-суточное задание является документом, на основании которого должна быть проведена полная и своевременная оперативная подготовка производства, заключающаяся в контроле обеспечения и подаче на рабочие места материалов, заготовок, оснастки, чертежей и т.д. На его основе осуществляется также подготовка необходимых транспортных средств для межучастковых и межоперационных перевозок. [13]
Задание разрабатывается планировщиком цеха и передается мастеру участка для исполнения. В нем приводятся сведения о номере заказа, детали, операции, станка, партии и ее размере, времени запуска-выпуска деталей, их количестве, об условиях работы и рабочих, количестве принятых годных деталей, браке. Получив задание, сменный мастер знакомится с содержанием планируемых работ и приступает к его выполнению: выдает на рабочие места техническую документацию, проводит инструктаж с рабочими, обеспечивающим высококачественное и своевременное выполнение производственных заданий. [14]
3. Организация, координация, контроль по оперативному управлению производства
.1 Организация работы по выполнению производственных программ и заданий
Организация работы по оперативному управлению производством зависит от размеров и производственной структуры предприятия, от типа организации производства и характера технологического процесса.
Вопросами оперативного управления производством на небольшой фирме, не имеющей производственных подразделений, занимается инженер по оперативному руководству производством («production engineer»)
При более крупных масштабах производств, на предприятиях со многими производственными подразделениями, каждое из них обычно имеет своего руководителя по оперативному управлению производством.
В крупной фирме или в производственном отделении создается отдел оперативного управления производством, включающий следующие группы или секторы: сводного календарного планирования, централизованного контроля, оформления заказов, диспетчеризации, транспортировки, незавершенного производства, отгрузки. [15]
Отдел оперативного управления производством осуществляет «координации» и контакты между производственными цехами и отделом сбыта и служит источником информации, поступающей в цехи или, наоборот, направляемой заказчикам через отдел сбыта.
В функции отдела оперативного управления производством входит:
. Получение производственных заданий — начальный этап работы отдела оперативного управления производством. Форма и порядок составления производственных заданий зависят от типа производства на данном предприятии.
Производственное задание может поступать из разных источников: от заказчика со стороны, от отдела сбыта фирмы, от других предприятий или производственных отделений фирмы, от комплектовочных складов для деталей и узлов. Производственные задания могут быть в форме: заявки, контракта или заказа; календарного плана поставки или разнарядки. Заказ от потребителя (или от других заводов, производственных отделений либо складов), поступивший в отдел сбыта, оформляется по форме, принятой в данной фирме. Это делается в региональной конторе сбыта или в центральном отделе сбыта группой (сектором) заказов.
Такой переоформленный заказ имеет много наименований (далее именуется заказ), а разнарядка к нему именуется месячным календарным планом.
Производственному заказу присваивается номер. Заказ оформляется в оригинале и определенном числе копий, которые направляются в отдел оперативного управления производством: инструментальный отдел, отдел главного механика, конструкторский, бухгалтерию.
Предварительное планирование касается заказа в целом. Здесь принимается решение о возможности выполнения заказа, о сроках поставки без детализации до производства отдельной детали или узла, поскольку обычно к этому времени чертежи и технологическая документация еще отсутствуют. На стадии предварительного планирования делается общая оценка стоимости заказа с учетом сведении о ранее выполнявшихся заказах.
. Размножение копий заказов и календарных планов и их рассылка. Копии заказа и календарного плана направляются во все заинтересованные отделы и группы (секторы) — конструкторский и технологический отделы (только копии заказа), отдел контроля и регулирования запасов, центральный отдел оперативного управления производством, отдел учета и издержек производства, отдел сбыта, отдел расчетов с заказчиками и т.д. Эти копии используются при обработке заказа на всех этапах его прохождения.
. Диспетчеризация предполагает осуществление связи между заказчиком, отделом оперативного управления производством и производственными предприятиями в лице мастеров и диспетчеров.
. Ведение контрольной картотеки, где регистрируются копии всех заказов в порядке номеров чертежей и деталей. Картотека позволяет установить состояние заказа. Каждый заказ, поступающий на различные диспетчерские пункты или исходящий от них, а также возвращающийся в картотеки или технологический отдел, должен пройти через основную контрольную картотеку.
Когда приходит время сдачи заказа в производство, он изымается из картотеки незапущенных в производство заказов и направляется работнику, обслуживающему основную контрольную картотеку.
Оперативный контроль за ходом выполнения заказов разбивается на несколько этапов: подготовка чертежей, спецификаций, технологической документации; обеспечение материалами, инструментом; сроки выполнения заказа по плану.
. Учет загрузки рабочих мест ведется каждым мастером, которому передается график, показывающий загрузку рабочих мест по запущенным и незапущенным в производство заказам, по крайней мере, за месяц вперед. Ставится задача загрузить каждое рабочее место на определенный период времени в соответствии с производственной мощностью станка.
. Отгрузка продукции. Все документы на отгрузку заполняются заранее и передаются в экспедицию для отгрузки готовой продукции. Единственное исключение — оформление накладных, хотя при определенных условиях и они выписываются заранее. Экспедиция отгрузки готовой продукции и материалов не может превращаться в склад длительного хранения продукции и материалов. Считается, что отправленные грузы не должны находиться в помещении экспедиции более 24 ч.
. Оперативная отчетность включает отчеты о движении товарно — материальных ценностей (обычно отдельно по сырью, полуфабрикатам, незавершенному производству, готовой продукции, неликвидным и малорасходуемым материалам), о ходе производства в сопоставлении с календарным планом, о выполнении крупных проектных работ. [16]
.2 Координация работ по выполнению производственных программ и мотивация труда работающих
Координация осуществляется в целях обеспечения согласованной и слаженной работы участвующих в процессе выполнения плановых заданий производственных и функциональных подразделений предприятия. Эту работу выполняет, как правило, группа менеджеров и специалистов отдела межцехового управления или ПДО.
Оперативная координация работ складывается из следующих этапов:
— выяснение причин отклонения от плановых заданий;
определение состава дополнительных работ и производственных заданий для их выполнения;
определение состава резервов, выделяемых для выполнения цехами дополнительных работ;
уточнение распределения обязанностей и ответственности между менеджерами на межцеховом уровне управления, призванным устранять возникшие отклонения в ходе производства. [17]
Оперативная координация работ в определенной мере совпадает с регулированием (диспетчеризацией) хода производства. Эффективным средством достижения скоординированной работы цехов является проведение совещаний менеджеров, на которых осуществляется согласование их деятельности по обслуживанию, материальному обеспечению производства и т.д. Преимущества совещаний состоят в относительной простоте их организации; возможности представления интересов служб различных уровней управления; неформальном подходе, к решению возникающих производственных проблем. [18]
В производстве отношения между подразделениями строятся на основе договоров, поэтому здесь действует материальная ответственность за возникшие отклонения от согласованных сроков поставок заготовок, деталей, сборочных единиц (штрафы, санкции и т.д.). [19]
Руководство несет ответственность за своевременную и полную обеспеченность совместного производства изделий цехами всем необходимым и координацию их деятельности в части современного выпуска изделий.
Мотивация труда представляет собой воздействие на факторы результативности работы руководителей, специалистов по управлению производством и на основе ее оценки и использования соответствующих побудительных мотивов.
Для повышения эффективности производства в первую очередь должна быть дана количественная оценка качеству труда (оценочный показатель) руководителей и специалистов, принимающих решения в процессе оперативного управления производством. [20]
Оценочный показатель качества труда руководителя определяется отклонениями от оперативно-календарных планов (графиков) движения по всей номенклатуре выпускаемой продукции и от запланированного состояния незавершенного производства внутри подразделения. При этом учитываются все звенья производства и номенклатура продукции, для которых организовано оперативно-календарное планирование, учет, контроль и регулирование ее выпуска.
В первую очередь необходимо учитывать отклонения, увеличившиеся до тревожной ситуации, при которой должен был вмешаться руководитель более высокого ранга для принятия мер по ликвидации отклонений и устранению вызвавших их причин.
Для непосредственных исполнителей (производственных рабочих) основными факторами мотивации их работы являются: обогащение труда, разнообразие работы, рост и расширение профессиональной квалификации, удовлетворение от полученных результатов, повышение ответственности за выполняемую работу, возможность проявления инициативы, осуществления самоконтроля и т.д.
Интересная работа, творческий подход к ее выполнению, профессиональный рост — наиболее важные ценности мотивации труда работающих. Мотивация может быть выражена в похвале руководителя, премией, продвижением на работе и т.д. [21]
3.3 Текущий контроль и анализ хода производства
Контролирование производственного процесса имеет целью выявление отклонений от установленных плановых заданий и календарных графиков производства, неполадок в работе различных подразделений и служб предприятия.
В процессе контроля на уровне предприятия и цехов проверяется:
— выполнение номенклатурного плана выпуска изделий;
передача подразделениям ДСЕ и заготовок;
состояние заделов ДСЕ и заготовок;
состояние оперативной подготовки производства;
обеспечение производства технологической оснасткой, материалами. Кроме того, в ходе производства контролируется работа отстающих участков и цехов, уникального оборудования, выполнение внеплановых срочных заданий.
Состав и содержание работ по контролю, периодичность его выполнения, контролируемые планово-учетные единицы различаются в зависимости от типов производства. [22]
В единичном производстве объектами контроля являются графики оперативной подготовки производства и сроки выполнения важнейших работ по отдельным заказам. Контроль за состоянием заделов осуществляется в комплектах на заказ, а за подготовкой производства — по особо важным позициям.
В серийном производстве контролируются номенклатура, количество и сроки выпуска сборочных единиц, ведущих деталей, состояние складских заделов заготовок, деталей, степень комплектной обеспеченности сборочных работ. Контроль выполнения плановых заданий в зависимости от типа производства выполняется посменно, по календарным планам-графикам выпуска деталей, по заказу в целом. Заделы контролируются в разрезе деталей и в групповых комплектах.
Для массового производства объектами контроля являются такт работы поточных линий (конвейеров) и заделы на всех стадиях производственного процесса. Контроль выпуска изделий осуществляется по часам суток в соответствии с установленным тактом, состояние заделов проверяется в подетальном разрезе, строго контролируются отстающие детали. [23]
Требования к контролю за ходом производства:
— оперативность в выявлении фактов, причин и величин отклонений от календарных планов (графиков) и внутрисменного ритма при выполнении производственных заданий, фактов невыполнения оперативных решений по регулированию движения материальных потоков и распоряжений диспетчера;
контроль отклонений от календарных планов (графиков) должен быть организован во всех звеньях основного производственного процесса, начиная от поступления в цехи сырья, заготовок, полуфабрикатов, комплектующих изделий и кончая сдачей готовой продукции на склады отдела сбыта.
Оценка функционирования процесса производства в ходе контроля и анализа осуществляется на базе технико-экономических показателей, отражающих степень эффективности использования отдельных видов средств и предметов труда, а также рабочего времени. Эти показатели являются объективными характеристиками протекания производственного процесса. Выделяется две группы показателей: показатели, характеризующие количество и качество выпускаемой продукции, и показатели, свидетельствующие о наличии и использовании производственных ресурсов. Единицы измерения показателей делят на натуральные (шт., кг, кВт-ч), стоимостные (руб.), трудовые (человеко-час, нормо-час).
Все показатели можно разделить на две большие группы: простые и сложные. Количественные значения простых показателей фиксируются и накапливаются в процессе оперативного учета хода производства. К простым относятся такие показатели, как производство продукции в натуральном выражении, численность рабочих, простои оборудования и др.
Сложные показатели рассчитываются на базе простых показателей, в большинстве случаев с использованием норм и нормативов расходования ресурсов. Например: производство продукции в трудовом и стоимостном выражении, средняя выработка продукции на одного рабочего, заработная плата работающих, себестоимость товарной продукции и др.
В каждом конкретном случае необходимо осуществлять тщательный отбор показателей, их состав должен быть минимальным и одновременно всесторонне отражать объект контроля. Показатели не должны дублировать друг друга. Нельзя стремиться к тотальному контролю, так как затраты на его осуществление значительно превысят объем полезной информации, необходимой для анализа и регулирования. [24]
Заключение
В результате выполнения данной курсовой работы, в теоретической части (глава 1) был детально рассмотрен аспект применения оперативного управления производством на предприятии, определены его этапы и области применения.
Оперативное управление производством является незаменимой и неотъемлемой частью процесса организации производства, важнейшим рычагом повседневного руководства производственной деятельностью предприятия.
Оперативное управление предполагает детальную разработку планов предприятия и его подразделений — цехов, производственных участков, бригад и рабочих мест на короткие отрезки времени — месяц, декаду, пятидневку, сутки, смену. При этом задача разработки плана органически и функционально сочетается с организацией его выполнения.
Задачи, решаемые методами оперативного управления производством позволяют установить: оптимальную очередность запуска в производство деталей разного вида; оптимальный размер партии каждого вида; оптимальные технологические маршруты движения деталей в процессе их обработки; оптимальный режим работы оборудования каждого вида. Однако при учете всех существующих факторов и возмущений, влияющих на ход производства, эти задачи настолько усложняются, что не существует эффективных числовых методов их решения. Но разработанные методики системного и статистического анализа позволяют решать эти задачи с определенным уровнем упрощений.
Итак, для достижения эффективности работы, представленной системы управления производственного предприятия, необходимо огромное внимание уделять ее основным подсистемам, которые в свою очередь также могут рассматриваться как отдельные системы управления с присущими им элементами.
В практической части курсовой работы (глава 2) были произведены расчеты по следующим показателям: длительность обработки партии деталей при последовательном, параллельном и смешанном движении.
Список литературы
1.Алексеенко В.Б. Организация и управление промышленным предприятием: Учеб. пособ. — М.: РУДН, 2005. — 360 с. [4]
2.Басовский Л.Е., Протасьев В.Б. Управление качеством: Учебник. — М.: ИНФРА-М, 2010. — 270 с. [22]
.Бухало С.М. Организация, планирование и управление деятельностью промышленного предприятия — Киев: Высшая школа, 2005. — 420 с. [5]
.Власов Б.В., Семенов В.М. Повышение эффективности вспомогательных производств. М., 2006. — 345 с. [24]
.Волков О.И., Девяткин О.В. Организация производства на предприятии (фирме) — М.: ИНФРА-М, 2007. — 340 с. [13]
.Голоктеев К.И., Матвеев И.В. Управление производством: инструменты, которые работают — СПб.: Питер, 2008. — 251 с. [8]
.Горфинкель В.Я., Швандар В.А Экономика организаций (предприятий) — М.: ЮНИТИ, 2007. — 320 с. [9]
.Григорьев Ю.А. Рентабельность предприятия и проблемы совершенствования отчетности — М.: Консультант, 2005. — 370 с. [12]
.Золотогоров В.Г. Организация производства и управление предприятием — Минск: Книжный Дом, 2005. — 448 с. [17]
.Ипатов М.А. Организация и планирование машиностроительного производства М., 2005. — 485 с. [7]
.Карлик А.Е. Экономика и организация предприятия: Практикум — СПб.: Изд-во СПбГУЭФ, 2010. — 218 с. [10]
.Карпей Т.В. Экономика, организация и планирование промышленного производства: Учебное пособие для учащихся ССУЗов. Издание 4-е и доп. — Мн.: Дизайн ПРО, 2006. — 328 с. [3]
.Ковальский В.И. Организация и планирование производства на предприятии: учебное пособие — М.: Машиностроение, 2005. — 288 с. [1]
.Лукичева Л.И. Управление организацией: учебное пособие — 3-е изд., стер. — М.: Омега-Л, 2006. — 360 с. [18]
.Новицкий Н.И. Организация производства на предприятиях: Учеб.-метод. пособ. — М.: Финансы и статистика, 2004. — 420 с. [2]
.Поршнев А.Г., Румянцева З.П., Саломатин Н.А. Управление организацией. — Москва: Инфра — М, 2006. — 350 с. [11]
.Родионова И.В. Организация, планирование и управление машиностроительным предприятием М., 2005. — 505 с. [13]
.Савицкая Г.В. Анализ хозяйственной деятельности предприятия. — М.: ИНФРА-М, 2005. — 350 с. [16]
.Скворцов Ю.В., Некрасов Л. А Организация и планирование машиностроительного производства, М. 2008. — 420 с. [23]
.Стражев В.И. Оперативное управление предприятием, проблемы учета и анализа, — Минск: Наука и техника, 2005. — 485 с. [21]
.Туровец О.Г. Организация производства и управление предприятием — М.: ИНФРА-М, 2005. — 475 с. [15]
.Турцова О.Т. Организация производства и управление предприятием — М.: Омега-Л, 2007. — 390 с. [20]
.Шинкевич, Н.В. Организация производства: учебно-методичекий комплекс. — 2-е изд., перераб. — Минск: МИУ, 2006. — 152 с. [14]