Металлообрабатывающие и машиностроительные предприятия не могут обходиться без эффективного инструмента для резки металла. Иногда приходится проводить манипуляции даже в небольшой слесарной мастерской, и гильотинные ножницы уверенно справляются в различных условиях эксплуатации. Важно лишь знать, как с ними обращаться и не пренебрегать инструкцией по работе на гильотинных ножницах.
Что такое гильотинные ножницы?
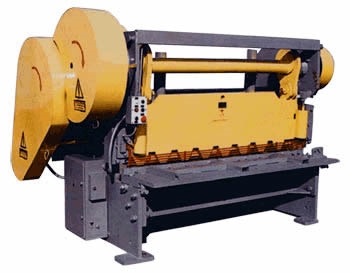
Гильотина – специализированное оборудование для разрезания металлических листов. Раскрой может быть, как продольный, так и поперечный, но вырезать с помощью гильотинных ножниц не получится. Длина заготовки практически не ограничена. Конструкция гильотины позволяет выполнить точный разрез без дефектов, защитив верхний полимерный слой.
Основные конструктивные элементы:
- станина;
- ножи.
Станина – две стойки, связанные балкой и траверсами. Она оснащена рабочим столом для подачи металла. Нижний нож, обычно, фиксирован, а верхний установлен на подвижной балке. Оба изготавливаются из высоколегированной закалённой стали. Существуют конструкции с нижним подвижным лезвием.

|
Длина |
110 – 2000 мм |
|
Толщина |
12 – 120 мм |
|
Ширина |
50 – 200 мм |
Таблица 1. Характеристики ножей гильотинных ножниц
Современные гильотинные ножницы оборудуются градуированным упором для серийного разрезания и ограничителем для примерной подгонки размеров.
Отрезанный материал подпадает на возвратный поддон. Дабы станок не перегружался его оснащают предохранительной шпилькой, которая в случае критической отметки срезается, останавливая процесс резки.
Принцип работы гильотинных ножниц
Перед началом работы со станком, необходимо изучить руководство по эксплуатации гильотинных ножниц.
Гильотину использовали ещё в 18-м веке, но применяли лишь как орудие казни. Назначение современных гильотинных ножниц изменилось, но принцип остался. Резка происходит за счёт опускания лезвия, поднятого на определённую высоту.
- Листовой металл попадает на рабочий стол через подающее устройство и выравнивается по упорам и ограничителям.
- Прижимное устройство фиксирует металл, и включается привод (гидропривод, пневмопривод, электропривод).
- Верхний нож опускается и вместе с нижним ножом разрезает материал.
- Конечный материал выбрасывается в лоток.
Инструкция по работе на гильотинных ножницах
Гильотинные ножницы – механизм повышенной опасности, поэтому работать с ним нужно соблюдая чёткие правила, прописанные в инструкции по охране труда. Важно:
- Перед началом работы надеть специальную одежду, убрать посторонние предметы и проверить исправность инструмента.
- При работе на гильотине использовать рукавицы, не совать руки под лезвия и не допускать использования затупленных ножей.
- После окончания работ почистить и смазать станок, снять спецодежду и принять душ.
Это далеко не все пункты инструкции по работе на гильотинных ножницах. Полное руководство по эксплуатации можно посмотреть здесь. Нужно помнить, что каждый станок имеет особенности, поэтому стоит ознакомиться с инструкциями по работе для гильотинных ножниц нужной модели. Они могут отличаться:
- приводом;
- типом ножей;
- допустимым размером листа;
- производительностью;
- мощностью;
- количеством операций.
Процесс разделения металла состоит из резки и ломания. Хорошая гильотина обеспечивает около 90% резки и 10% лома. Так место среза получается ровным и не требует дополнительной обработки. Затупленные ножи или неправильная настройка станка приводит к ухудшению соотношения в пользу лома, создавая грат, о который можно порезать руки.
Виды гильотинных ножниц
По типу привода гильотинные ножницы разделяют на:
- ручные;
- гидравлические;
- пневматические;
- электромеханические;
- комбинированные.
Ручные гильотинные ножницы
Ручная гильотина широко распространена не только на большом производстве, но и в автомастерских и даже домашних гаражах. Для функционирования не нужна электроэнергия, а лезвия справляются с тонким металлом, оргстеклом, пластмассой, резиной и картоном. Идеально подходит для решения бытовых вопросов. В действие приводится путём механического воздействия на рычаг, прикреплённый к лезвию.
Гидравлические ножницы
Распространены гидроножницы на средних и крупных заводах. Высокая точность резки и адаптивность к различным размерам металла сделали такие ножницы довольно популярными. Большие машиностроительные компании тоже отдают предпочтение именно гидравлическим гильотинам с возможностью разрезать металл шириной около 6-и метров и толщиной более 20-и миллиметров. Усилие в 500 МПа прикладывается по всей длине листа. Зазор между ножами регулируется автоматически или вручную. Иногда гидроножницы оснащаются ЧПУ, облегчающим массовое производство, фотодатчиками и защитными экранами.
Пневматическая гильотина
Ни одно крупносерийное производство не обходится без пневматической гильотины. Для её работы задействован компрессор либо центральная магистраль со сжатым воздухом. Высокая точность и скорость работы позволяет в сжатые сроки получить определённое количество качественных деталей. Принцип действия аналогичный гидроножницам.
Электромеханические ножницы
Самый точно способ резки металла достигается с использованием электромеханических гильотинных ножниц. Размеры заготовки высчитываются встроенным компьютером, а нож приводится в действие двигателем. Такие гильотины дешевле гидравлических, но потребляет большое количество электроэнергии, из-за чего используется реже.
Сравнение гильотин
|
Вид |
Толщина металла, мм |
Вид металла |
Предел прочности металла |
Ширина листа, м |
Производительность, ходов/мин |
ЧПУ |
|
Гидравлическая |
0,4 – 40 |
Нержавеющая сталь, алюминий, титан, профнастил, оцинковка, арматура, чёрная сталь |
До 500 МПа |
1 — 3 |
8 — 20 |
+ |
|
Электромеханическая |
0,25 – 12 |
(тоже, что и выше) |
До 500 МПа |
1 – 3 |
1 – 60 |
+ |
|
Пневматическая |
0,2 – 12 |
(тоже, что и выше) |
До 500 МПа |
1 – 2,5 |
1 – 60 |
+ |
|
Ручная |
0,2 – 1,5 |
Листовая сталь, профнастил, оцинковка, арматура |
До 400 Мпа |
0,1 – 2,5 |
2 – 5 |
— |
Таблица 2. Сравнение гильотинных ножниц
Сопоставив значения с таблицы и цену на станки, становится понятно, почему гидравлическая гильотина наиболее распространена. Она значительно дешевле электромеханической и пневматической, зато позволяет работать с толстым металлом, что распространено в массовом производстве. Производителей гидравлических ножниц достаточно, однако звание лучшего удерживают станки марок НА и НГ отечественных машиностроительных гигантов за счёт качественной сборки и относительной дешевизны.
Подготовка резчика
Перед тем, как вставать за станок, нужно не только выучить инструкцию по работе на гильотинных ножницах, но и пройти специальный обучающий курс по определённому виду гильотинных ножниц, после чего получить разрешение. Каждые 3 месяца резчик обязан повторно проходить инструктаж.
Инструкция по охране труда для резчика по металлу (гильотинные ножницы).pdf
Также на нашем сайте вы можете изучить статьи о сверлильных станках.
Ножницы кривошипные листовые с наклонным ножом 16х2000 мм модели НГ16М
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ НГ16.00.001 РЭ
Назначение и область применения Ножницы кривошипные листовые с наклонным ножом модели
предназначены для резки листового материала с ≤ 45 кгс/мм².
Поперечная резка листа толщиной 16,0 мм и шириной 2000 мм производится за один ход ножа.
Продольная — при длине реза более 2000 мм, производится рядом повторных резов при продвижении листа вдоль линии реза.
Резка может производиться как при разметке, так и с помощью заднего упора.
Ножницы могут применяться в заготовительных и ремонтных цехах предприятий различных отраслей промышленности. Ножницы изготавливаются в климатическом исполнении УХЛ 4 по ГОСТ 15150-69 и предназначены для
эксплуатации в помещениях с температурой воздуха +1 С° — +35 С° с относительной
влажностью не более 80%.
При резке стали с пределом прочности больше или меньше 50 кг/мм2 для расчета максимальной толщины реза
НЕОБХОДИМО ПОЛЬЗОВАТЬСЯ ФОРМУЛОЙ, УКАЗАННОЙ В РАЗДЕЛЕ «РЕГУЛИРОВАНИЕ».
при этом твердость разрезаемого листа не должна превышать 35 единиц Роквелла по шкале «С».
ВНИМАНИЕ!
Наименьшая ширина полосы, которую можно резать без существенной деформации на ножницах составляет 8-15 толщины разрезаемого листа.
Уменьшение ширины отрезаемой полосы ведет к скручиванию полосы, что служит причиной заклинивания отрезанной полосы между линейкой заднего упора и ножами стола.
Зачастую в производственной практике действительно бывает необходимо изучать и взаимодействовать с разнообразными техническими изданиями, которые служат для наиболее качественной и конечно корректной работы на разнообразных станках или машинах. В частности, этот аспект будет касаться и такой распространённой позиции оборудования под аббревиатурой на гильотинные ножницы руководство, которое конечно присутствует в нашем архиве документации. Тем не менее, именно подобные издания могут применяться к ножницам и работать как можно в более успешном подходе непосредственно со станочной подачей. Конечно, в первую очередь мы занимаемся сканированием и поставкой документации без потери качества, что в общем тоже станет на наш взгляд хорошим и действительно важным результатом. И здесь речь, конечно, будет идти о довольно старом как морально, так и физически оборудовании, что зачастую позволяет найти даже вполне себе раритетное издание или же руководство, техпаспорт на ножницы, которые зачастую были произведены ещё даже несколько десятков лент назад. При этом, как показывает практика, что именно подобные издания применяются и по сей день, так как на них всё ещё в производстве присутствует определённая и даже в некоторых случая большая потребность.
Конечно, в том случае если рассматривать техническое издание на ножницы гильотинные руководство по эксплуатации, то это не просто какая либо всего одна часть или же книга, а при этом это полноценный комплект документации, да зачастую даже и оснащённый довольно большим и значимым спектром разнообразных дополнительных изданий. К примеру, руководство одних из наиболее широко востребованных ножниц обладает сразу четырьмя частями или книгами, на основании которых и получается наиболее рационально, качественно обслуживать, работать и даже заниматься некоторым ремонтом опираясь на эту важнейшую информацию. Ведь, это может быть как базовый вариант, который идёт под номером один, в частности руководство по эксплуатации, затем присутствует в отдельном издании техпаспорт ножниц, который уже непосредственно обладает не только техническими данными, но также и, к примеру такой важной информацией как строительное задание на фундамент. И как уже непосредственно одно из значимых вариантов станет руководство по работе и эксплуатации электрооборудования на гильотинные ножницы. А вот такой значимый аспект под названием блок управления бесконтактный может реализовать и взаимодействовать уже и с этим важным оборудованием, которое устанавливается непосредственно на ножницы.
Иными словами, приобретая к примеру вот этот комплект документов из нашего архива, появляется отличная возможность работать непосредственно в производстве с ножницами на основании полноценных инструкций. Ведь именно на ножницы гильотинные гидравлические руководство по эксплуатации зачастую содержит наиболее полную и важную, качественную информацию на основании которой как раз получится реализовать все данные и важнейшие моменты относящиеся к производственной практике, что безусловно важно и значимо. А мы как раз работаем с документами или руководством на ножницы, и прочие станки из архива в действительно широком подходе к данной тематике. Ведь, наш архив постоянно пополняется всё новыми промышленными изданиями, и конечно мы работаем на наиболее качественный и важный результат. Ведь, наполнение архива качественной и конечно разнообразной документацией станет именно той работой, на основании которой можно действительно реализовать все необходимые технические аспекты и прочие важные особенности производственной потребности в условиях цеха или же промышленного предприятия.
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка
Заявка