На чтение 18 мин. Просмотров 3 Опубликовано
Содержание
- Изготовление рукавов высокого давления (РВД) Инструкции и рекомендации
- Подбор шланга для изготовления РВД
- Выбор фитингов для РВД
- Определение необходимой длины отреза шланга
- Отрезание необходимой длины шланга
- Зачистка наружного и внутреннего слоя резины на шланге
- Установка обжимных втулок на шланг
- Установка фитингов
- Определение углов установки фитингов
- Выбор и установка обжимных кулачков
- Контроль правильности обжима измерением
- Контроль правильности обжима калибрами
- Испытание РВД
- Очистка внутренней трубки РВД
- Объемы выборки для контроля качества партии РВД
Изготовление рукавов высокого давления (РВД)
Инструкции и рекомендации
Производство рукавов высокого давления как и арматуры к ним подчинено международным стандартам, например, SAEJ1273 и DIN2066.2002-10. Данные стандарты дают общие рекомендации о конструкции фитингов и утверждают присоединительные размеры фитингов, определяют возможные варианты сопряжений. В своем большинстве шланги, фитинги и обжимные муфты разных производителей не являются взаимозаменяемыми. Они имеют практически одинаковую конструкцию и размеры, но максимальное качество готового РВД производители гарантируют только при использовании комплектующих одной марки и соответствующей серии. В некоторых случаях производители допускают перекрестное использование арматуры других компаний после проведения соответствующих тестов.
Следующие рекомендации помогут Вам произвести правильный обжим РВД.
Подбор шланга для изготовления РВД
Основные определения, типы и маркировка рукавов высокого давления, а также методы подбора гидравлических шлангов Вы можете найти на странице Правильный выбор и установка рукавов высокого давления
Выбор фитингов для РВД
На выбор фитингов влияют порты, к которым будет подключаться шланг, и страна происхождения. Несмотря на многочисленные попытки стандартизации и рационализации типов соединений, все еще существует множество систем соединений благодаря национальным и международным стандартам, и даже в силу индивидуальных требований конкретных клиентов или сегментов рынка. Обычно для гидравлических систем используются пять основных систем фитингов, хотя полный их список намного длиннее.
Основные системы сопряжений:
- Германия – (DIN)
- Великобритания – (BSP)
- Франция – (GAS и метрическая)
- Северная Америка – (SAE)
- Япония – (JIS)
Чтобы обеспечить долгую службу и работу без утечек, при проектировании необходимо учитывать модель фитинга и тип уплотнения. Обычно фитинги идентифицируются по внешнему виду, поверхности/типу уплотнения или по типу/форме резьбы. Руководство по идентификации фитингов, которое поможет Вам также идентифицировать тип резьбы и уплотнения можно найти на нашем сайте Идентификация типа фитинга.
Настоятельно рекомендуется использовать фитинги и пресс-втулки одного производителя и типа, соответствующего данному шлангу. Информацию о применяемых типах шлангов и соответствующей им арматуре можно найти в каталогах производителей шлангов и арматуры. Кроме того у любого производителя арматуры можно получить Таблицы обжима РВД. В таблицах указано, какие пресс-втулки и фитинги необходимо применять для той или иной серии шланга, а также рекомендуемый размер обжима пресс-втулки, т.е. наружный диаметр втулки после опрессовки. Таблицы обжима некоторых производителей вы можете найти на нашем сайте или запросить в офисе компании Дизель-сервис Петрозаводск.
Определение необходимой длины отреза шланга
Определение длины шланга в сборе производится в зависимости от типа установленных фитингов:
Для вычисления необходимой длины отреза шланга производим замер длины «С» фитингов. «С» — это размер от точки измерения длины рукава в сборе до упорного буртика на фитинге.

Также при расчете длины отреза шланга необходимо учитывать величину «L3» — удлинение готового РВД за счет удлинения пресс-втулок в процессе обжима. Данная величина эмпирическая и определяется опытным путем. Обычно общее удлинение РВД в сборе для 1- и 2-оплеточных шлангов лежит в пределах 0,5Dу – 1,5Dу, а для 3- и 4-оплеточных шлангов 0,3Dу – 1Dу, где Dу – условный проход шланга.
Таким образом, длина отреза шланга рассчитывается по формуле:
Lh = L-C1-C2-L3 , где:
- Lh – длина отреза шланга,
- L – длина РВД в сборе по каталогу,
- С1 – длина плеча фитинга 1,
- С2 – длина плеча фитинга 2,
- L3 – удлинение, которое образуется при обжиме втулок.
Для производственных линий по изготовлению рукавов высокого давления стандартом DIN2066.2002-10 установлены следующие предельные отклонения длин РВД в сборе:
Отрезание необходимой длины шланга

Любые шланги обычно хранятся в бухтах. Для хранения и разматывания гидравлических и пневматических рукавов удобно применять стойки с вращающимися корзинами типа CR-6 CR-7 D-Hydro OY. Такие стойки удобны тем, что в непосредственной близости от мастера и от отрезного станка могут быть расположены сразу несколько наиболее распространенных шлангов. Корзины располагаются друг над другом, что способствует максимальной экономии рабочего пространства. www.dhydro.com.ru
Для отрезания гидравлических шлангов используются специальные отрезные станки типа CM-70 CM-100 с ротационным лезвием (гладким или зубчатым).
Перед тем как отрезать необходимую длину шланга убедитесь, что шланг в начале бухты имеет ровный срез, металлические оплетки не поржавели и внутренняя трубка не имеет повреждений.
! Важно: При отрезании шланга необходимо контролировать, чтобы срез был строго перпендикулярен оси шланга, при этом достигается максимальная площадь контакта пресс-втулка – шланг.
При отрезании происходит местный нагрев металлических оплеток и внутренней трубки шланга с оседанием резиновый пыли на стенках внутренней трубки. Всю грязь необходимо удалить. При работе необходимо контролировать, чтобы лезвие отрезного станка было острым, притупленное лезвие дает больший местный нагрев.
! Нельзя применять абразивные круги для отрезания РВД, прежде всего это связано с большим количеством абразивных частиц, попадающих в шланг.
Зачистка наружного и внутреннего слоя резины на шланге
Обычно 3-х, 4-х, 6-и навивочные шланги требуют зачистки наружного, а иногда и внутреннего слоя резины, в зависимости от применяемых типов фитингов. Необходимость зачистки указывается в каталогах на продукцию, а также в таблицах обжима. Также для навивочных шлангов существуют так называемые «No-Skive» системы, когда втулка имеет специальную конфигурацию, не требующую предварительной зачистки РВД, например некоторые серии фитингов Tieffe и Parker.
При необходимости производите зачистку наружного слоя шланга при помощи специального окорочного станка HS-50 с соответствующим рабочим органом. Длина зачистки наружного слоя указана в Таблицах обжима. Зачистка по глубине производится до металлических оплеток насколько это возможно без повреждения оплеток.
При установке фитингов с двойным замком типа Interlock аналогичным образом производится зачистка внутреннего слоя резины с использованием соответствующего рабочего органа для HS-50. Длина зачистки внутреннего слоя также указана в Таблицах обжима. Направление вращения ножа при зачистке спиральных (навивочных) РВД всегда должно совпадать с направлением навивки, в противном случае произойдет повреждение металлического корда. Не забывайте менять напраление вращения ножа при переходе от зачистки наружного слоя к зачистке внутреннего слоя.


! Важно. Аккуратно и постепенно производите регулировку ножей рабочих органов HS-50, чтобы не произошло «закусывание» шланга. Будьте особенно бдительны при зачистке РВД из Юго-Восточной Азии, они не отличаются стабильностью размеров, поэтому «закусывание» шланга может происходить при зачистке шлангов, нарезанных с одной бухты.
! Недопустимо использование абразивных и зубчатых инструментов для зачистки наружных и внутренних слоев РВД. После зачистки наружных и внутренних слоев необходимо обязательно очистить рукав от остатков резиновой стружки.
Нужно помнить, что неправильно выбранная длина зачистки может привести к преждевременному выходу РВД из строя:
- если длина зачистки меньше рекомендуемой, то возможно вырывание фитинга из шланга вследствие уменьшенной площади контакта втулка-шланг;
- если длина зачистки больше рекомендуемой, то происходит повреждение металлических оплеток вследствие действия окружающей среды.

Установка обжимных втулок на шланг
На шланги, не требующие зачистки (NO-Skive), пресс-втулка устанавливается до упорного буртика. На шланги, требующие зачистки (Skive), пресс-втулка устанавливается до замка так, чтобы оставался зазор равный по ширине замку фитинга. Если арматура и шланг правильно подобраны, и соответствуют заявленным стандартам, то сборка не требует чрезмерных усилий.
Некоторые рукава высокого давления, произведенные по ГОСТ, имеют больший наружный диаметр по сравнению с РВД стандарта DIN. Такие шланги не рекомендуется применять совместно со втулками DIN. В случаях крайней необходимости использования рукавов ГОСТ, необходимо произвести частичную зачистку наружнего слоя на глубину минимальную, но достаточную для установки втулки DIN.
Кроме того необходимо соответствующим образом скорректировать размер обжима РВД из таблицы. Для сочетаний шланг ГОСТ и втулка DIN желательно использовать метод контроля калибрами, т.к. метод контроля измерением даст большую погрешность.
Установка фитингов

При установке фитинга всегда контролируйте, чтобы замок пресс-втулки строго совпадал с пазом замка на фитинге.
Фитинги с пластиковым стопорным кольцом необходимо собирать аккуратно, чтобы не повредить кольцо. Поврежденное стопорное кольцо необходимо заменить и проконтролировать, чтобы после установки фитинга в шланг оно плотно прилегало к пресс-втулке, препятствуя ее перемещению до момента обжима шланга.
Для упрощения процесса установки фитингов хвостовую часть фитинга – ниппель можно смазывать мыльным раствором или специальным маслом, химически совместимым с материалом внутренней трубки шланга. Старайтесь использовать минимально необходимое количество смазки для сборки РВД.

При сборке РВД с фитингами Interlock необходимо также внимательно контролировать положение втулки на шланге и взаимное расположение замков на пресс-втулке и фитинге. Сборка некоторых РВД с фитингами Interlock вручную без использования пневмотолкателя может быть достаточно трудоемкой и есть риск установить фитинг не до конца. Чтобы избежать этого используйте простой прием:
- установите втулку до конца без фитинга и отметьте положение ее края, поставив точку на поверхности шланга
- установите фитинг и проконтролируйте, чтобы положение втулки на шланге не изменилось, замки втулки и фитинга полностью совпадали
При больших объемах производства рукавов высокого давления желательно использовать пневмотолкатель для установки фитингов, он увеличивает скорость сборки РВД и качество обжима, т.к. при сборке РВД воздействует на внутреннюю трубку шланга с минимальным, но достаточным усилием без ударных нагрузок.

Важно! Всегда контролируйте, чтобы втулка с фитингом были установлены на шланг до конца. При неполной установке уменьшается площадь контакта сопряжений втулка-шланг и фитинг-шланг, что может привести к вырыванию фитинга из шланга или прорыву рабочей жидкости между ниппелем фитинга — «ершиком» и внутренней трубкой шланга.
Если Вы используете арматуру азиатского происхождения, то проверяйте совместимы ли фитинг и втулка до установки их на шланг. Бывают ситуации, когда диаметр замка на фитинге больше диаметра отверстия замка на втулке. В этом случае придется вынимать установленный фитинг из шланга для его замены, а эта операция может быть затруднительной.

Нельзя использовать РВД, если после обжима замок фитинга и втулки не совпадают – это приведет к вырыванию фитинга из шланга в процессе его работы под нагрузкой и создаст опасность для окружающих. Такой шланг должен быть отбракован. www.dhydro.com.ru
Для многих рукавов высокого и низкого давления производителем техники предусматривается установка защиты на шланг, препятствующей его разрушению от внешних воздействий: абразивного трения, высокой температуры и огня, химических веществ и действия окружающей среды. В зависимости от назначения защита может быть выполнена в виде спиралей металлических или пластмассовых, силиконовых или тканевых чехлов. Здесь надо отметить, что спирали и силиконовые рукава устанавливаются на готовый РВД, а вот некоторые виды текстильной защиты необходимо устанавливать перед процессом обжима РВД, так как край защиты зажимается под пресс-втулку. При данном способе установки очень важно, чтобы край защиты заходил под втулку только до первого ободка на втулке. Нарушение этого правила снижает срок службы РВД. Для упрощения процесса сборки РВД удобнее устанавливать текстильную защиту на готовый РВД при помощи дополнительных обжимных колец из алюминия, которые устанавливаются поверх основной пресс-втулки.
Иногда производителем техники предусмотрена установка специальных шлангов с особыми свойствами, например серия РВД Parker Tough Cover и Super Tough абразивная стойкость их верхнего слоя в сотни раз может превышать стойкость обычных шлангов при одинаковом наружном диаметре. Замена таких рукавов на обычные РВД с внешней защитой не всегда возможна.
Определение углов установки фитингов

В случае, когда оба фитинга на рукаве высокого давления имеют угол искривления отличный от нуля, необходимо определить их взаимное расположение по отношению друг к другу. В соответствии с DIN2066.2002-10 угол между фитингами определяется следующим образом: Если дальний от Вас фитинг расположить изгибом строго вверх, то при повороте ближнего к Вам фитинга по часовой стрелке получится угол взаимного расположения фитингов, который и указывается в технических заданиях на изготовление РВД.
Необходимо помнить, что от правильности установки угла зависит срок службы РВД, т.к. отклонение угла установки приводит к возникновению дополнительных нагрузок на шланг – скручиванию, а навивочные шланги довольно плохо работают на скручивание. При сборке РВД также желательно, чтобы направление и плоскость рабочего изгиба РВД совпадали с естественным направлением и плоскостью изгиба шланга. Шланг хранится в бухтах и имеет естественный изгиб, а совпадение плоскостей и направлений рабочего и естественного изгибов способствует более долговечной работе РВД.www.dhydro.com.ru
Максимальное отклонение установки угла между фитингами не должно превышать ±5° в соответствии с DIN2066.2002-10
Выбор и установка обжимных кулачков
Выбираем и устанавливаем необходимые обжимные кулачки в станок в соответствии с инструкцией к обжимному оборудованию. Выбор комплекта кулачков производится исходя из необходимого размера обжима, который указан в таблицах обжима. Таблицы обжима можно получить у производителей или продавцов арматуры. Каждый производитель выпускает свои таблицы обжима, их схожесть условна, поэтому желательно использовать данные из таблиц именного того производителя, чью арматуру Вы используете.
Размер кулачка, его номер, указан на торце. После определения размера обжима выбирается ближайший номер кулачков меньше необходимого размера обжима. Например, размер обжима по таблице 23,7 мм, ближайший размер кулачков будет 22 (Yeong Long) или 23 (D-Hydro OY) в зависимости от производителя оборудования, тогда для получения заданного размера обжима на дисплее необходимо установить следующие значения: www.dhydro.com.ru
- Yeong Long: 22 (номер кулачка) + 1,7 (значение на дисплее) = 23,7 мм
- D-Hydro OY: 23 (номер кулачка) + 0,7 (значение на дисплее) = 23,7 мм
После установки комплекта кулачков и настройки размера обжима устанавливаем конец РВД с фитингом и втулкой в станок и производим обжим. При установке фитинга в кулачки необходимо контролировать, чтобы пресс-втулка была полностью покрыта кулачками и установлена глубже торца кулачков на несколько миллиметров. В противном случае при обжиме втулка удлиняется и на торце втулки образуется наплыв, при этом замок не полностью закрывается. Также в процессе установки нужно быть внимательным, чтобы не зажать гайку фитинга.
Отдельно необходимо отметить особенности обжима одночастных фитингов производства Parker и Manuli, это связано с тем, что у данных производителей втулка и фитинг представляют собой одно целое. Такие фитинги устанавливаются в кулачки так, чтобы линия на втулке совпадала с передним торцом обжимных кулачков. После правильного обжима на границе этой линии образуется наплыв как показано на рисунке.


Неправильный выбор размера обжимных кулачков может привести к раскалыванию втулки. Если размер установленных кулачков меньше чем это необходимо, то на поверхности пресс-втулки возникают большие продольные наплывы металла с высокой концентрацией напряжений, по которым втулка может расколоться в процессе дальнейшего обжима или уже в процессе эксплуатации. Раскалывание втулки в процессе эксплуатации приводит к вырыванию фитинга из шланга, потере масла и возможным травмам для окружающих. При правильном подборе кулачков продольные наплывы ровные и имеют малую высоту.
При неправильном подборе арматуры, размера обжима или некачественном шланге (арматуре) в процессе обжима может быть слышен хруст в шланге, который хорошо ощущается на ощупь. Наличие хруста свидетельствует о перерезании оплеток внутренними гранями втулки. В этом случае необходимо проверить качество комплектующих, особенно шланга и размеры обжима.
Такие РВД должны быть отбракованы оператором станка по косвенному признаку (хруст) еще на стадии обжима до выяснения причины брака.
Контроль правильности обжима измерением

После обжима измерьте диаметр втулки в двух плоскостях посредине ее длины так чтобы губки штангенциркуля или микрометра не касались наплывов на поверхности втулки. Диаметры втулки в ее начале, ближе к фитингу, середине или в конце могут незначительно отличаться, поэтому в качестве среднего значения диаметра принимают диаметр посредине длины втулки.
Предельные отклонения диаметра обжатой втулки от табличного +0….-0,2 мм. Если табличное значение не достигнуто, повторите обжим, уменьшая диаметр обжима с шагом 0,1 мм до достижения заданного значения.
После получения необходимого размера произведите операцию обжима второго фитинга и также произведите замер полученного диаметра. Возможно, потребуется дополнительная корректировка размера обжима. Далее можно обжимать серию РВД с выборочным контролем размеров втулок.
Не обжимайте повторно пресс-втулку по наплывам от первого обжима.
Правильный выбор размера обжима обеспечивает максимальную силу сцепления втулки и шланга, а также лучшее уплотнение между внутренней трубкой шланга и ниппелем фитинга. На рисунках видно, что в процессе обжима шланга происходит уменьшение внутреннего диаметра ниппеля на фитинге. Изменение внутреннего диаметра ниппеля в определенных пределах также является косвенным подтверждением правильности обжима.
При контроле правильности обжима методом изменения необходимо помнить, что у всех составных частей шланга и арматуры есть собственные допуски на каждый размер. В таблице представлены значения предельных отклонений параметров одного из итальянских производителей РВД и арматуры:www.dhydro.com.ru
| Параметр | Предельные отклонения |
| Внутренняя трубка (наруж. диаметр) | ±0,2 мм |
| Металлическая оплетка (наруж. диаметр) | ±0,4 мм |
| Наружный слой резины (наруж. диаметр) | ±0,5 мм |
| Втулка (толщина стенки) | ±0,1 мм |
| Ниппель фитинга (наруж. диаметр) | ±0,1 мм |
| Диаметр обжима | +0,0 -0,2 мм |
Из таблицы понятно, что суммарный допуск для цепи размеров может быть больше предельных отклонений для табличных значений диаметра обжима, поэтому предпочтительнее пользоваться методом контроля с помощью проходных и непроходных калибров для проверки правильности обжима.
Контроль правильности обжима калибрами
Метод контроля основан на изменении внутреннего диаметра ниппеля в процессе обжима, что является косвенным доказательством достаточного усилия в сопряжении втулка-шланг-ниппель. Используйте калибры соответствующего типа в зависимости от типа фитинга мультиспиральные и Intrlock, в зависимости от типа РВД оплеточные и навивочные. Каждый производитель рекомендует использовать свои калибры, т.к. они могут отличаться по размерам. При этом все калибры имеют сходную конструкцию: рукоятку, проходную и непроходную части для контроля внутреннего диаметра ниппеля. Размеры калибров для контроля обжима РВД некоторых производителей можно найти на нашем сайте www.dhydro.com.ru.
После обжима РВД в соответствии с рекомендациями и достижении табличного размера обжима проверьте его правильность при помощи калибра. Вставьте «Непроходной» калибр в ниппель как показано на рисунке. Конец непроходной части калибра должен остановиться приблизительно на середине длины ниппеля, в таком случае необходимое сжатие достигнуто. Если непроходная часть калибра не задерживается, то произведите повторный обжим, уменьшая диаметр с шагом 0,1 мм до достижения необходимого размера.
Далее вставьте «Проходной» калибр в ниппель, он должен без усилий входить в ниппель до конца. Это свидетельствует, что размер обжима оптимален и ниппель фитинга не «пережат». Далее можно продолжать изготавливать серию РВД с выборочным контролем необходимой частоты.
Если «Проходной» калибр задерживается внутри ниппеля, то это свидетельствует, что фитинг «пережат». В таком случае сильно уменьшается внутренний диаметр ниппеля, что вызывает перепад давления в этой области, а также изменение расхода рабочей жидкости (дросселирование), а это может неблагоприятно сказаться на работе исполнительных механизмов.


Если один из компонентов: фитинг, втулка, шланг изменен (другая партия или другой производитель), то необходимо обязательно повторно проверить правильность обжима измерением и «проходным» и «непроходным» калибрами.
Необходимо отметить, что метод контроля калибрами успешно можно применять в основном при использовании фитингов европейского производства. Это связано с тем, что многие азиатские производители фитингов не регламентируют предельные отклонения на внутренний диаметр ниппеля или намеренно делают слишком большую толщину стенки ниппеля. Таким образом, большинство европейских калибров просто не влезают в отверстие ниппеля азиатских фитингов.
Испытание РВД
Испытание готовых РВД под давлением может быть обусловлено требованиями заказчика с целью проверки качества компонентов и соответствия РВД заявленным рабочим характеристикам.
Испытания производятся в соответствии со стандартом ISO 1402:2009 «Рукава рукава в сборе резиновые и пластмассовые. Гидравлические испытания», а также ISO 7751 1991/2011. Проверочное давление при испытаниях должно в два раза превышать максимальное рабочее давление, указанное на шланге. Испытания проводятся на специально оборудованных стендах с защитными экранами и системой контроля давления.
Необходимо помнить, что на шлангах указано как рабочее давление, так и разрывное. При подборе РВД по давлению необходимо руководствоваться только рабочим давлением. Разрывное давление является справочной величиной. Испытания разрывным давлением являются разрушающими и использовать РВД после таких испытаний нельзя.
Очистка внутренней трубки РВД
В процессе отрезания шланга, а также после установки фитинга с использованием смазки, внутри шланга могут оставаться частицы резиновой и металлической пыли, стружки и смазки. Данное явление неблагоприятно сказывается на работе гидравлических компонентов и может вызвать их преждевременный выход из строя.
Для очистки готовых РВД используются специальные пыжи, которые проталкиваются по внутренней трубке шланга при помощи сжатого воздуха, а также активная пена и специальные растворители. После очистки концы готового РВД должны быть закрыты пластмассовыми пробками или термоусадочными полиэтиленовыми заглушками.
Объемы выборки для контроля качества партии РВД
При серийном производстве нет возможности проверять все изготовленные РВД, поэтому в зависимости от объема партии производится выборка и полная проверка на соответствие всем требованиям для следующего количества готовых РВД:
| Объем партии | Выборка для проверки | Дефекты для принятия партии | Дефекты для отказа партии |
| 5 и менее | все | 0 | 1 |
| от 6 до 8 | 5 | 0 | 1 |
| от 9 до 15 | 8 | 0 | 1 |
| от 16 до 150 | 13 | 0 | 1 |
| от 151 до 280 | 20 | 0 | 1 |
Например: если партия 150 шт., то необходимо проверить 13 случайных РВД из всей партии. Если дефектов не обнаружено, то принимается вся партия, если обнаружен хотя бы один дефект, то вся партия проверяется полностью. Отбракованные РВД должны храниться отдельно с последующим уничтожением или переработкой в зависимости от сложности дефекта.
Источник
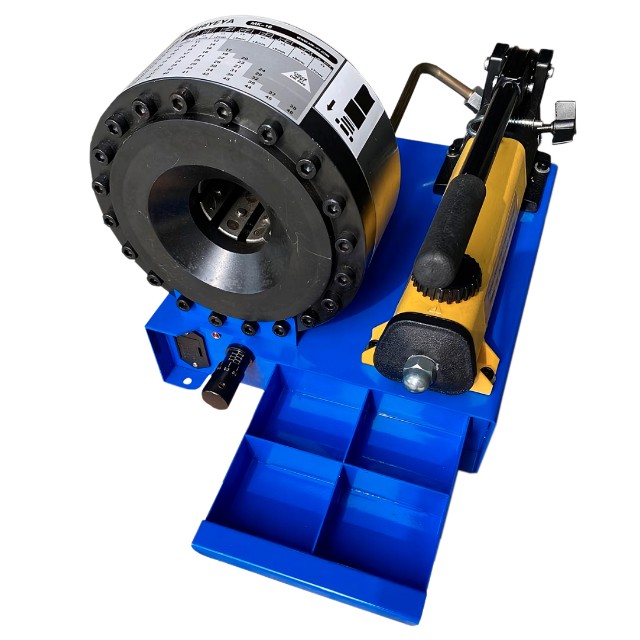
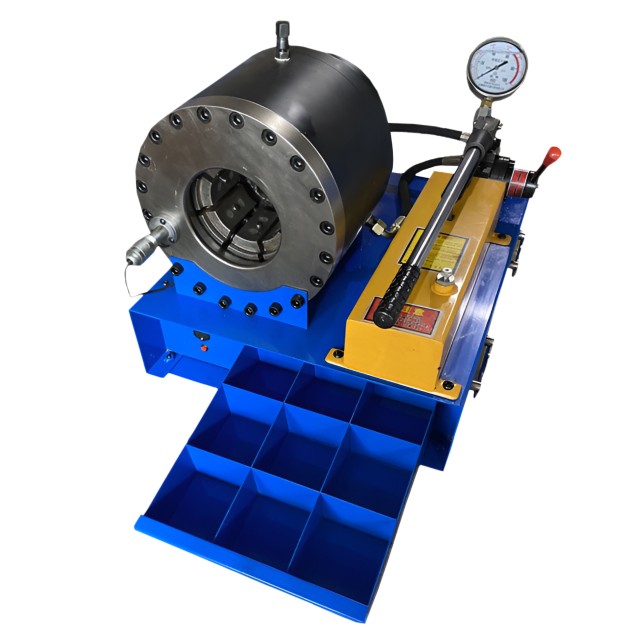
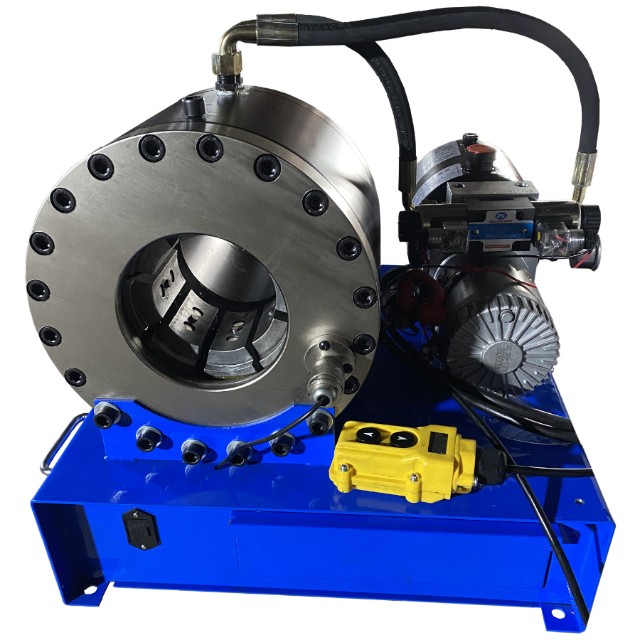
Обжимной гидравлический пресс для производства РВД MASHI модель MK 90 – это устройство, предназначенное для обжима рукавов высокого давления для придания им требуемого размера, а также изделий из металла, резины, пластика, труб из полипропилена и полимерных кабелей. Данная модель выпускается в двух модификациях: она предназначена для стационарной эксплуатации, а вторая имеет мобильную конструкцию. Устройство может использоваться в серийном производстве трубного проката и кабельной продукции, ремонта техники. Этот станок имеет автоматический блок управления и электрическую педаль, что значительно облегчает процесс его работы. Блок станка имеет вращающуюся систему.
С помощью такого устройства можно обжимать РВД, шланги и трубы с внутренним сечением в пределах 6-51 мм, а наружный диаметр при этом должен варьироваться от 10 до 74 мм. В комплекте вместе со станком есть 10 видов пресс-шайб магнитного типа, которые отличаются размером. Устройство обеспечивает максимальное давление до 31,5 МПА, оснащается двигателем на 3 кВт. В зависимости от модификации станок может быть оснащен одно- или трехфазным мотором. Устройство имеет функцию контроля жидкостного давления. Для него характерна высокая функциональность, надежность сборки, неприхотливость в обслуживании и низкая стоимость.
Технические характеристики:
- Модель: МК 90
- Торговая марка: Zhengzhou Hydraulic Technology Co., Ltd.
- Диаметры наборов кулачков (матрицы): Φ 6; 8; 10; 13; 16; 19; 25; 32; 38; 51 мм
- Количество комплектов кулачков (матрицы): 10 комплектов
- Диапазон обжима, внутренний, общий: Φ6 — Φ51 мм (1/4”- 2”)
- Диапазон обжима, внешний, по муфте, по комплектам кулачков: 15-25 мм; 18-28 мм; 20-30 мм; 23-33 мм; 26-36 мм; 29-39 мм; 37-47 мм; 46-56 мм; 51-61 мм; 63-73 мм
- Диапазон обжима, внешний, по муфте, общий: 15 — 73 мм.
- Длина колодок матрицы: 55; 75; 90 мм.
- Максимальное открытие: Φ+34 мм.
- Максимальный размер шланга: 2 дюйма, 4 слойный
- Рукава высокого давления (гидравлические шланги): 1SN, 2SN, 4SP, 4SH и др.
- Мощность мотора: 3 кВт
- Стандартное напряжение: 220 в или 380 в по выбору
- Номинальное давление в системе: 31,5 МПа
- Максимальное давление опрессовки: 5300 кН
- Рабочая скорость:: ≤18 с.
- Производительность: 120 шт/ч
- Время открытия (размыкания): 6 с.
- Время закрытия (смыкания): 10 с.
- Производительность насоса: 19 л./мин.
- Используемое масло для работы: масло гидравлическое 46, 32, ВМГЗ (все сезонное масло гидравлическое загущенное)
- Тип насоса: автоматический
- Электронные концевые выключатели
- Электронная система управление
- Электрическая педаль
- Емкость бака для масла: 70 л.
- Уровень шума: 75 дБ
- Габаритные размеры: длина 900 мм, высота 700 мм, ширина 450 мм
- Вес нетто без масла: 240 кг.
- Гарантийный срок: 1 год
- Поддержка запчастями производителем: 10 лет.
- Станок для РВД МК-90, наборы кулачков: Ø 6 – 51 мм, обжим рукавов: 1SN, 2SN, 4SP, 4SH и др. будет работать у вас долгий срок без поломок и других проблем, он доказал свою надежность при длительной эксплуатации в любых условиях России и СНГ
- Вы не будете тратить деньги на ремонт — оборудование качественно изготовлено и надежно собрано
- Вы затратите меньше средств на обслуживание — оборудование рассчитано на длительную работу и большое количество рабочих циклов при минимальном обслуживании.
- Вы сэкономите ваши деньги — это невысокая цена для качественного и сертифицированного оборудования
- Вы всегда сможете воспользоваться поддержкой нашего инженера — мы предоставляем бесплатную видео поддержку по Скайпу или Вечату высококвалифицированным инженером в течении года
- Вы сможете продать оборудование при необходимости и вернуть большую часть вложенных денег, так как износ будет минимальным из-за большого ресурса оборудования
- Будем честными с вами, наши станки отличаются от итальянских и финских производителей дизайном и большим весом — но цена ниже при одинаковых характеристиках и сроке службы
- Модель: МК-90
- Торговая марка: Zhengzhou Hydraulic Technology Co., Ltd.
- Диаметры наборов кулачков (матрицы): Φ 6; 8; 10; 13; 16; 19; 25; 32; 38; 51 мм
- Количество комплектов кулачков (матрицы) – 10 комплектов
- Диапазон обжима, внутренний, общий – Φ6 — Φ51 мм (1/4”- 2”)
- Диапазон обжима, внешний, по муфте, по комплектам кулачков — 15-25 мм; 18-28 мм; 20-30 мм; 23-33 мм; 26-36 мм; 29-39 мм; 37-47 мм; 46-56 мм; 51-61 мм; 63-73 мм
- Диапазон обжима, внешний, по муфте, общий — 15 — 73 мм
- Длина колодок матрицы (мм): 55; 75; 90
- Максимальное открытие (мм) — Φ+34
- Максимальный размер шланга — 2 дюйма, 4 слойный
- Рукава высокого давления (гидравлические шланги): 1SN, 2SN, 4SP, 4SH и др.
- Мощность мотора (кВт) — 3
- Стандартное напряжение (В) – 220 или 380 по выбору
- Номинальное давление в системе (МПа) – 31,5
- Максимальное давление опрессовки (кН) — 5300
- Рабочая скорость (с) ≤18
- Производительность: (шт/час) — 120
- Время открытия (размыкания) (c) — 6
- Время закрытия (смыкания) (с) — 10
- Производительность насоса (л/мин ) — 19
- Масло для Станка РВД – масло гидравлическое 46; масло гидравлическое 32; масло гидравлическое ВМГЗ (всесезонное масло гидравлическое загущенное)
- Мобильность, возможность использования в полевых условиях — нет
- Подключение к напряжению – 12 В и 24 В — нет
- Тип насоса автоматический
- Электронные концевые выключатели — есть
- Электронная система управление — есть
- Электрическая педаль — есть
- Микрокомпьютерное управление – нет
- Емкость бака для масла (л) — 70
- Уровень шума (дБ) — 75
- Габаритные размеры: Длина (мм) — 900; Высота (мм) — 700; Ширина (мм) — 450
- Вес нетто без масла (кг) — 240
- Сертификаты, Свидетельство: CE, ISO9001 / Certificates CE, ISO9001
- Гарантийный срок – 1 год.
- Поддержка запчастями производителем – 10 лет.
- Поддержка квалифицированным инженером – 1 год.
- Срок поставки от производителя – 25 дней.
- Доставка по России оплачивается отдельно при получении.
- Поддержка и обучение видео инструкциями – есть
Краткое описание обжимного пресса РВД МК — 90
- Станок для обжима РВД МК-90 предназначен для обжима рукавов высокого давления, а также резины, металла, волоконных труб, полипропиленовых труб, пластика, кабеля из полимерных материалов.
- Настоящее оборудование произведено компанией Zhengzhou Hydraulic Technology Co., Ltd.
- Пресс для обжима РВД МК-90 может применяться для ремонта техники в условиях сервисных центров и небольших производств серийного выпуска изделий.
- Данный станок выполнен в стационарном и переносном исполнении.
- Станок для РВД МК-90 имеет автоматическое управление и оснащен упорным датчиком и электрической ножной педалью.
- Станок оборудован вращающимся блоком управления.
- Данное оборудование предназначено для обжима РВД с внутренним диаметром обжима от 6 мм до 51 мм и наружным диаметром обжима от от 10 мм до 74 мм. В поставку оборудования входят магнитные пресс-формы (кулачки) в количестве 10 комплектов (международный стандарт CE, ISO9001 ).
- Обжимной пресс МК — 90 выполняет опрессовку шлангов высокого давления до 2”(дюймов) включительно.
- Рабочее давление системы 31,5 мПА.
- Станок для обжима РВД МК- 90 оборудован однофазным или трехфазным электродвигателем с потребляемой мощностью 3,0 кВт, класс защиты IP54. Для выполнения особо точных работ используется светильник местного освещения.
- В качестве дополнительных опций присутствует контроль по давлению рабочей жидкости и хранение оснастки.
- Станок прост в эксплуатации, компактен, имеет относительно небольшую массу и имеет высокие показатели в контексте соотношения качество/ цена.
Technical data МК-90
- Machine model: МК-90
- Brand name: Zhengzhou Hydraulic Technology Co., Ltd.
- Die sets diameter: Φ 6; 8; 10; 13; 16; 19; 25; 32; 38; 51 mm
- Die sets number – 10 sets
- Inner crimping diameter range (total) — Φ6 — Φ51 mm (1/4”- 2”)
- Crimping range in accordance to die set: 15-25 mm; 18-28 mm; 20-30 mm; 23-33 mm; 26-36 mm; 29-39 mm; 37-47 mm; 46-56 mm; 51-61 mm; 63-73 mm
- Outer crimping diameter range (total) — Φ 15 — Φ 73 mm
- Master Die Length (mm) — 55; 75; 90
- Max opening (mm) — Φ+34
- Hose to be used — 2″ 4S
- Crimping capacity — 1SN, 2SN, 4SP, 4SH
- Motor power (kW) — 3
- Voltage (V) — 220; 380
- System pressure (MPa) – 31,5
- Crimping force (kN) – 5300
- Cycle rate (s) ≤18
- Theoretical production capacity (crimping per hour) — 120
- Opening speed of master dies (s) — 6
- Closing speed of master dies (s) — 10
- Pump capacity (l/min) — 19
- Oil type for crimping machine – hydraulic oil 46; hydraulic oil 32; multigrade oil
- Field conditions uses — not included
- DC power supply – 12V; 24V — not included
- Pump type automatic
- End switch — included
- Electronic management system — included
- Foot pedal — included
- Microcomputer control — not included
- Oil tank volume (l) — 70
- Sound pressure level (dB) — 75
- Length (mm) — 900; Height (mm) — 700; Width (mm) — 450
- Net weight (oil not included) (kg) — 240
- CE, ISO9001 / Certificates CE, ISO9001
- Guarantee 1year
- Spare parts support time – 10 years
- Support qualified engineer — 1 year
- Delivery from the manufacturer — 25 days.
- Delivery to Russia is paid separately upon receipt.
- Support and training video instructions — there
| Type | MK-90 |
| Swaging range (mm) | Φ6-Φ51 |
| Hose size (mm) | 2 дюйма |
| Max opening (mm) | 120 |
| Master die shoe length (mm) | 85 |
| Motor (kw) | 3kW/4kW |
| Voltage (V) | 220V/380V |
| Tank Capacity | 70L |
| Speed | ≤18s |
| Force (MPa) | 16 |
| Overall dimensions:length (mm) | 900 |
| Height (mm) | 700 |
| Width (mm) | 450 |
| Weight without oil (kg) | 240 |
| Weight with oil (kg) | 260 |
Обжимной станок для РВД МК-90 с диапазоном обжима Ø6 — Ø51 мм, предназначен для опрессовки гидравлических шлангов. Он используется на предприятиях по производству и ремонту рукавов высокого давления.
Разновидности оборудования для РВД
- Мобильные прессы — используются для быстрого ремонта и замены рукава.
- Сервисные прессы — применяются для мелкосерийного изготовления РВД и в сервисных мастерских.
- Промышленные прессы — стационарные устройства для конвейерного производства
Станок для РВД является основной составляющей производственной линии, от качества которой напрямую зависит конечный результат. Обжим шланга осуществляется двумя методами:
- поперечный — используется при изготовлении шлангов с небольшим рабочим давлением;
- продольный — применяется в производстве РВД оплёточного и навивочного видов.
Второй способ в последнее время используется всё чаще. Его главным отличием является то, что муфты с внутренней стороны имеют кольцевые зубья, и в процессе опрессовки они вклиниваются в оплётку рукава.
Особенности станка для производства РВД МК-90
Станок для изготовления РВД МК-90 обеспечивает высокую точность опрессовки. Основным узлом устройства является классическая обжимная голова круглой формы. Станок позволяет обрабатывать изделия из металла, резины, пластмасс, полимеров, а также оптико-волоконные кабели.
Принцип работы. На первом этапе программируется диаметр шлангов, после чего их вставляют в фитинги. Обжимной пресс устройства скрепляет кулачки необходимых размеров раскрытия, затем вся сборка прессуется. Основными достоинствами станка для опрессовки РВД МК-90 являются высокое количество обжимов за единицу времени и широкий диапазон возможных обжимов.
Как сделать грамотный выбор?
Перед тем как купить станок для опрессовки рвд вам нужно обратить внимание на следующие характеристики:
- производительность оборудования;
- тип опрессовочного станка;
- максимально возможный диаметр фитингов;
Мы предлагаем оптимальные цены на станки РВД!
Компания «Карго Азия» занимается продажами станков для обжима МК-90. Поставляемое нами оборудование полностью соответствует высоким стандартам качества. Будьте уверены, покупка устройства у нас будет действительно выгодным решением. Сделайте заказ, и уже скоро вы получите качественный станок для обжима РВД по доступной стоимости!
Рекомендуем

238 000 руб.
Разработаны для компаний, занимающихся ремонтом и установкой гидравлических систем, авторемонтных мастерских, а также серийных производств с невысоким объемом потребности в изготовлении РВД. Компактные обжимные прессы обладают высокой мощностью. Отличаются простотой использования, надежностью и точностью.
Технические характеристики
| Диапазон обжима | 6-51 мм (1/4-2″) |
| Усилие обжима | 320 тс |
| Максимальное раскрытие | 25 мм |
| Раскрытие без кулачков | 113 мм |
| Длина колодки матрицы | 90 мм |
| Рабочее давление | 31,5 МПа |
| Мощность двигателя | 3 кВт |
| Точность обжатия | 0,1 мм |
| Тип привода | электродвигатель |
| Ёмкость бака | 70 л |
| Напряжение электродвигателя | 12 / 24В |
| Количество кулачков | 10 комплектов |
| Размеры кулачков | 15 18 20 23 26 29 37 46 51 63 |
| Уровень шума | 70 дБ |
| Вес | 230 кг |
| Габариты (ДxШxВ) | 725х495х950 мм |
Другие позиции из раздела:
Обжимные прессы и станки для изготовления РВД MK
Рекомендуем
Переносной обжимной пресс MK-16
Разработаны для выполнения технического обслуживания и ремонта на месте эксплуатации. Легкие и компактные станки идеальны для использования в полевых условиях и в мастерских, когда источники электроэнергии недоступны.

Переносной обжимной пресс MK-30
Разработаны для выполнения технического обслуживания и ремонта на месте эксплуатации. Легкие и компактные станки идеальны для использования в полевых условиях и в мастерских, когда источники электроэнергии недоступны.
Рекомендуем
Сервисный обжимной пресс MK-60
Разработаны для компаний, занимающихся ремонтом и установкой гидравлических систем, авторемонтных мастерских, а также серийных производств с невысоким объемом потребности в изготовлении РВД. Компактные обжимные прессы обладают высокой мощностью. Отличаются простотой использования, надежностью и точностью.
Сервисный обжимной пресс MK-60A
Разработаны для компаний, занимающихся ремонтом и установкой гидравлических систем, авторемонтных мастерских, а также серийных производств с невысоким объемом потребности в изготовлении РВД. Компактные обжимные прессы обладают высокой мощностью. Отличаются простотой использования, надежностью и точностью.
Сайт содержит материалы, охраняемые авторским правом, и средства индивидуализации (логотипы, фирменные знаки). Использование материалов сайта в интернете разрешено только с указанием гиперссылки на сайт www.irgidromash.ru. Использование материалов сайта в печати, ТВ и радио разрешено только с указанием названия сайта www.irgidromash.ru. К нарушителям данного положения применяются все меры, предусмотренные ст. 1301 ГК РФ, а также ст. 146 УК РФ.
© 2023 ООО «ТД ИрГидроМаш»
Станок МК-90 — универсальность, производительность и точность обжима РВД
Станок МК-90 — оборудование для обжимки стандартных рукавов высокого давления. Агрегат применяют для опрессовки трубопроводов из полипропилена, металла, пластика (в том числе, из стекловолокна). С помощью станка соединяют концы полимерных и оптоволоконных кабелей.
Производители выпускает оборудование в двух исполнениях: напольного и переносного типа. Изделие покупают производители РВД и сервисные компании, которые работают в своих цехах и на выезде.
Мобильные конструкции используют для оперативного ремонта или замены рукавов. Промышленные обжимные станки встраивают в конвейерные линии. В этом случае выбирают станок высокой производительности. Назначение оборудования сервисного типа — для мелких партий РВД и регулярных ремонтных работ в цехе.
Преимущества станка МК-90
Начинают выбор с изучения трех параметров — исполнение агрегата, окружность фитингов и производительность. Достоинства механизма — работа в широком диапазоне размеров. Допускаемый разброс рукавов по диаметру:
- наружного — 10-74 мм;
- внутреннего — 6-51 мм.
Настройки станка МК-90 предусматривают два режима. Продольную (или европейскую) обжимку применяют для рукавов высокого давления навивочного или оплеточного вида. Поперечное направление выбирают для шлангов, которые работают при невысоком давлении.
Преимущества агрегата — оптимальное соотношение цены, производительности и качества. Покупатели обжимных станков МК-90 ценят выгоды:
- универсальность: устройство работает с разными материалами и диаметрами обжимки РВД, труб, кабелей;
- повышенная производительность;
- стабильность и надежность;
- высокую точность опрессовки, которую обеспечивает классическая обжимная головка (при изготовлении особо ответственных изделий включают прибор местного освещения, установленный на станине);
- простота монтажа, управления и обслуживания;
- компактность.
Основные узлы станка МК-90 — электродвигатель для сети 220 В (или 380 В), круглая обжимная голова классической формы, десять магнитных пресс-форм. Потребляемая мощность силового агрегата 3,0 кВт. Защита от влаги и пыли соответствует классу IP54. Дополнительные опции:
- манометр для измерения давления рабочей жидкости;
- ящик для хранения оснастки.
Интернет-магазин «РВД-МК» поставляет оборудование для промышленных гидравлических систем. Позвоните, чтобы по выгодной стоимости купить обжимной станок МК-90!
- Станок для РВД МК-90, наборы кулачков: Ø 6 – 51 мм, обжим рукавов: 1SN, 2SN, 4SP, 4SH и др. будет работать у вас долгий срок без поломок и других проблем, он доказал свою надежность при длительной эксплуатации в любых условиях России и СНГ
- Вы не будете тратить деньги на ремонт — оборудование качественно изготовлено и надежно собрано
- Вы затратите меньше средств на обслуживание — оборудование рассчитано на длительную работу и большое количество рабочих циклов при минимальном обслуживании.
- Вы сэкономите ваши деньги — это невысокая цена для качественного и сертифицированного оборудования
- Вы всегда сможете воспользоваться поддержкой нашего инженера — мы предоставляем бесплатную видео поддержку по Скайпу или Вечату высококвалифицированным инженером в течении года
- Вы сможете продать оборудование при необходимости и вернуть большую часть вложенных денег, так как износ будет минимальным из-за большого ресурса оборудования
- Будем честными с вами, наши станки отличаются от итальянских и финских производителей дизайном и большим весом — но цена ниже при одинаковых характеристиках и сроке службы