Федеральное агентство по образованию рф
Томский политехнический
университет
УТВЕРЖДАЮ
Декан МСФ
____________Р.И.Дедюх
«
»
2008г.
РАСЧЁТ
РЕЖИМОВ ДУГОВОЙ СВАРКИ
Методические
указания к курсовому и дипломному
проектированию для студентов направления
150400 «Технологические машины и оборудование»
и специальности 150202 «Оборудование и
технология сварочного производства»
Томск 2008
УДК
621.791.75
Расчёт
режимов дуговой сварки.
Методические
указания к курсовому и дипломному
проектированию для студентов направления
150400 «Технологические машины и оборудование»
и специальности 150202 «Оборудование и
технология сварочного производства».
Изд-во Томского политехнического
университета, 2007 — с.
Составитель Е.А.
Трущенко.
Рецензент:
доцент, к.т.н. Н.А.Азаров
Методические
указания рассмотрены и рекомендованы
к изданию методическим семинаром кафедры
«Оборудование и технология сварочного
производства» « » ноября 2007 г.
Зав.кафедрой ОТСП
Б.Ф.Советченко
Введение
Режим
сварки является основным элементов
технологического процесса сварки той
или иной конструкции либо изделия. От
его правильного выбора в значительной
мере зависит качество сварного соединения,
производительность и экономическая
эффективность технологического процесса
сварки в целом.
Режим
сварки определяет главным образом
условия формирования сварных швов и
протекание сложного комплекса изменений
фазового и структурного состояния
металла. Поэтому во всех случаях расчёт
параметров режима сварки следует
производить в два этапа. На первом этапе
необходимо рассчитать параметры режима
сварки, исходя из условий получения
швов с оптимальными размерами и формой,
обеспечивающими хорошее формирование
шва (часть 1 настоящих методических
указаний). На втором этапе расчёта
необходимо уточнить полученные на
первом этапе расчёта параметры режима
сварки, исходя из условия получения
такого термического цикла, который
обеспечивает оптимальные свойства зоны
термического влияния и металла шва
(часть 2 настоящих методических указаний).
При этом необходимо, чтобы новый режим
сварки обеспечивал и нормальное
формирование шва.
Методика
расчёта, изложенная в методических
указаниях, применима для расчёта режимов
дуговой сварки покрытыми электродами,
под слоем флюса и в среде защитных газах
плавящимся электродом.
Методические
указания составлены в основном по
результатам работ профессора
В.П.Демянцевича и профессора М.Х.Шоршорова
и предназначены для выполнения расчётной
части курсового и дипломного проектов
при разработке технологических процессов
указанных способов сварки.
-
Расчёт режимов дуговой сварки покрытыми электродами
Режимом сварки
называют совокупность основных и
дополнительных характеристик сварочного
процесса, обеспечивающих получение
сварных швов заданных размеров, формы
и качества.
При
дуговой сварке покрытыми электродами
основными параметрами режима сварки
являются: диаметр электрода, сила
сварочного тока, напряжение дуги, площадь
поперечного сечения шва, выполняемого
за один проход, число проходов, род и
полярность тока и др.
Поскольку
конкретную марку электрода выбирают
исходя из свойств основного металла,
то такие параметры режима сварки, как
род тока, полярность, коэффициент
наплавки устанавливают по справочным
или паспортным данным.
Определение
остальных параметров режима сварки
обычно начинают с выбора диаметра
электрода, так как он в значительной
мере определяет другие параметры.
Соседние файлы в папке Трущенко Е.А
- #
- #
- #
- #
- #
22.02.20232.31 Mб1Каталог электродов.doc
- #
- #
РОССИЙСКОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ «ЕЭС РОССИИ»
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ПРИМЕНЕНИЮ НЕПОЛНОФАЗНЫХ РЕЖИМОВ
РАБОТЫ ОСНОВНОГО ЭЛЕКТРООБОРУДОВАНИЯ ЭЛЕКТРОУСТАНОВОК 330-1150 кВ
РД 153-34.3-20.670-97
Введено впервые
![]()
СЛУЖБА ПЕРЕДОВОГО ОПЫТА ОРГРЭС
Москва 1999
Разработано
ПИ и НИИ «Энергосетьпроект» при участии Департамента электрических
сетей РАО «ЕЭС России» и АО «Дальние электропередачи»
Исполнители
Ю.И. ЛЫСКОВ, Н.П. АНТОНОВА, О.Ю. ДЕМИНА (ПИ и НИИ «Энергосетьпроект»);
В.М. МАКСИМОВ (Департамент электрических сетей РАО «ЕЭС России»);
В.М. ЛАВРЕНТЬЕВ, С.В. БИРЮКОВ, В.И. ПАВЛОВ (МЭС Центра РАО «ЕЭС
России»)
Утверждено
Департаментом электрических сетей РАО «ЕЭС России» 01.12.97г.
Исполняющий обязанности начальника Ю.А. ДЕМЕНТЬЕВ
Вводится в действие с
01.02.99 г.
Настоящие Методические указания
содержат основные положения по применению на подстанциях и в ОРУ электрических
станций 330-1150 кВ неполнофазных режимов работы автотрансформаторов
(трансформаторов) и шунтирующих реакторов, выполненных в виде трехфазных групп
из однофазных единиц.
Методические указания рассчитаны на персонал проектных,
научных и эксплуатационных организаций. При проектировании подстанций они
применяются только при выборе отдельных конструкций ОРУ и его заземляющего
устройства, при выборе схемы управления коммутационными аппаратами и аппаратуры
релейной защиты с целью обеспечения возможности применения таких режимов.
Указанное не является основанием для отказа от установки резервных фаз
оборудования.
Рекомендуемые настоящими Методическими указаниями
мероприятия должны быть подготовлены заранее (до использования неполнофазных
режимов), так как эти режимы могут возникнуть неожиданно в процессе
переключений в электрических установках или действий устройств релейной защиты
и автоматики.
Указанный ниже объем действий персонала
предусматривает наибольшее количество работ по осуществлению неполно-фазного
режима, определяемого наихудшими условиями его реализации.
ОГЛАВЛЕНИЕ
1.
ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Основной целью применения неполнофазных режимов работы
автотрансформаторов (AT) и шунтирующих реакторов (ШР) в электрических сетях
напряжением 330-1150 кВ является сохранение в эксплуатации на достаточном
уровне надежности электроснабжения потребителей при выводе в ремонт как
плановый, так и послеаварийный отдельных фаз этого оборудования.
1.2. Применение неполнофазных режимов работы
автотрансформаторов и шунтирующих реакторов предназначено в основном для
подстанций (ПС) 330, 500, 750 и 1150 кВ с трехфазными группами из однофазных
единиц указанного оборудования.
1.3. В настоящих Методических указаниях приведен порядок
определения:
параметров несимметрии и условий, ограничивающих применение
таких режимов;
перегрузки генераторов электростанций; опасных и мешающих
влияний на линии связи; возможности перекрытия и горения дуги на искровых
промежутках, шунтирующих гирлянды изоляторов тросов, настройки релейной защиты
и автоматики, электробезопасности и термической стойкости заземляющих
устройств;
возможности применения симметрирования возникших
несимметричных режимов путем пофазного изменения коэффициентов трансформации
автотрансформаторов;
дополнительных мероприятий по обеспечению защиты от
повышений напряжений оборудования подстанции и линий.
1.4. При разработке мероприятий, обеспечивающих применение
неполнофазных режимов работы автотрансформаторов и шунтирующих реакторов,
следует рассматривать нормальные, послеаварийные и ремонтные схемы работы
электрической сети, а также изменение схем ПС при оперативных и аварийных
переключениях на данной и соседних по сети подстанциях,
1.5. Длительность неполнофазных режимов работы
автотрансформаторов и шунтирующих реакторов может составлять от нескольких
часов (при замене резервной фазы) до нескольких месяцев (при заводском ремонте
поврежденной фазы и отсутствии резервной).
1.6. При оценке допустимости неполнофазного режима работы
автотрансформатора или шунтирующего реактора рассчитывают параметры несимметрии
на подстанции, где установлено это оборудование, и вдоль линий, отходящих от
нее, и сравнивают с их ограничениями по условиям работы генераторов, влияния на
сближенные с ВЛ сверхвысокого напряжения (СВН) или пересекаемые линии связи,
надежности работы релейной защиты, электробезопасности и термической стойкости
заземляющих устройств (ЗУ) распределительных устройств подстанций.
1.7. Возможное изменение качества электроэнергии, параметры
несимметрии и дополнительные потери мощности и электроэнергии для сетей,
смежных с сетями предприятия, применяющего неполнофазный режим работы
автотрансформатора или шунтирующего реактора, должны быть согласованы с их
владельцами и оговорены в соответствующих пунктах договоров о расчетах за
электроэнергию.
2. МЕТОДИКА
ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ НЕСИММЕТРИИ ПРИ НЕПОАНОФАЗНЫХ РЕЖИМАХ РАБОТЫ
АВТОТРАНСФОРМАТОРОВ (ТРАНСФОРМАТОРОВ) И ШУНТИРУЮЩИХ РЕАКТОРОВ
2.1. Для применения неполнофазных режимов работы
автотрансформаторов и шунтирующих реакторов должно быть выполнено следующее:
2.1.1. Составлена первичная расчетная схема
фрагмента электрической сети вокруг подстанции с автотрансформатором или
шунтирующим реактором, который будет работать с неполным числом фаз. Границы
фрагмента применительно к шунтирующему реактору определяются подстанциями,
присоединенными к противоположным концам линий электропередачи,
отходящих от рассматриваемой подстанции. Применительно к
автотрансформатору — подстанциями и РУ электрических станций, подключенных к
противоположным концам линий, отходящих от рассматриваемой подстанции или РУ
электростанций.
2.1.2. В расчетной схеме принимают наименьшее возможное (по
условиям работы энергосистемы в период применения неполнофазных режимов работы
автотрансформатора или шунтирующего реактора) количество автотрансформаторов,
генераторов и воздушных линий. При длительном существовании неполнофазного
режима также рассматривают схемы, в которых отключают поочередно отдельные
линии, автотрансформаторы или генераторы электростанции, примыкающие к
подстанциям с оборудованием, работающим в неполнофазном режиме, и имеющие
наименьшее из них продольное индуктивное сопротивление.
2.1.3. Для принятого фрагмента сети составляют расчетную
схему замещения, при этом часть за границами расчетного фрагмента электрической
сети, примыкающую к граничным подстанциям, представляют эквивалентными
индуктивными сопротивлениями прямой, обратной и нулевой последовательностей,
определенными при расчете КЗ на этих подстанциях, и ЭДС, равными (по модулю)
наибольшему рабочему напряжению, — по прямой последовательности.
При составлении схем замещения используют паспортные
значения электрических параметров шунтирующего реактора или автотрансформатора
(с учетом положения переключателя РПН) и расчетные значения таких параметров
для воздушных линий.
2.1.4. С достаточной для практических целей точностью расчет
токов и напряжений при неполнофазных режимах работы автотрансформатора или шунтирующего
реактора в неразветвленной сети выполняют аналитическим способом, используя
соотношения, приведенные в табл. 1.
Здесь Z1, Z2, Z0 — эквивалентные
сопротивления схемы относительно выводов разрыва цепи по прямой, обратной и
нулевой последовательностям соответственно, Е1 —
эквивалентная ЭДС сети относительно этих выводов по прямой последовательности,
полученная путем последовательно-параллельного свертывания схемы замещения. При
обратном развертывании схемы замещения получают распределение токов и
напряжений по ее элементам.
Таблица 1
Основные соотношения между параметрами схемы по
последовательностям при неполнофазном отключении автотрансформатора или
шунтирующего реактора
|
Симметричные составляющие токов и напряжений в месте |
Отключение фаз реактора или автотрансформатора |
|
|
двух |
одной |
|
|
I1 |
I1 |
|
|
I2 |
|
|
|
I0 |
|
|
|
U1 |
|
U1=U2=U0 |
|
|
||
|
U2 |
|
|
|
U0 |
|
2.1.5. Для разветвленных
схем сети и сложных несимметричных режимов и при применении симметрирования
расчет режима работы сети при неполнофазном режиме работы автотрансформатора
или шунтирующего реактора по составленной схеме замещения выполняется либо
вручную, либо, например, по программам для ЭВМ, описанным в приложении
1.
2.2. При расчетах определяют токи и напряжения по фазам и по
последовательностям:
в начале и конце, в отдельных случаях и в промежуточных
точках линий, прежде всего отходящих от подстанции с неполно-фазным режимом
работы оборудования;
в обмотках высшего, среднего и низшего напряжений
автотрансформаторов (трансформаторов);
на выводах генераторов.
Кроме того, определяют токи через нейтрали
автотрансформаторов (трансформаторов) и шунтирующих реакторов подстанций в
границах расчетной схемы,
2.3. До применения неполнофазных режимов работы оборудования
рекомендуется измерить значения параметров несимметрии для элементов схемы,
которые могут вызывать ограничение возможности применения таких режимов: токи и
напряжения нулевой и обратной последовательностей в начале и конце отходящих
линий, токи и напряжения обратной последовательности на выводах ближайших
генераторов. Измерения токов и напряжений по всем последовательностям
целесообразно производить с помощью прибора анализа качества электроэнергии,
подключаемого во вторичных цепях измерительных трансформаторов. Измеренные
значения среднеквадратично (корень квадратный из суммы квадратов) складываются
с расчетными значениями для соответствующих последовательностей при применении
неполнофазных режимов работы оборудования. Полученные таким образом расчетные
значения параметров несимметрии используются для дальнейшего анализа с точки
зрения необходимости их ограничения и настройки релейной защиты.
3.1. В тех случаях, когда применение неполнофазных режимов
работы автотрансформаторов и шунтирующих реакторов ограничено или исключено
тем, что параметры возникающей при этом несимметрии превышают допустимые
значения, могут быть применены следующие способы симметрирования режимов линий
и электрических сетей:
пофазное изменение коэффициентов трансформации
автотрансформаторов;
перевод в неполнофазный режим шунтирующих реакторов.
3.2. Наиболее эффективным способом симметрирования является
пофазное изменение коэффициентов трансформации автотрансформаторов на
подстанции, где применяется неполно-фазный режим работы автотрансформатора или
шунтирующего реактора. Менее эффективным является пофазное изменение
коэффициентов трансформации на автотрансформаторах подстанций на
противоположных концах линий, отходящих от указанной подстанции.
3.3. Перевод в неполнофазный режим работы шунтирующих
реакторов применяют при необходимости симметрировать режим сети с неполнофазным
включенным автотрансформатором, если пофазное изменение коэффициентов
трансформации недостаточно или невозможно из-за ненадежности РПН
автотрансформатора.
При неполнофазном режиме работы шунтирующего реактора этот
способ может применяться на подстанции на противоположном конце линии.
3.4. Симметрирование на удаленных подстанциях применяют для
снижения токов обратной и нулевой последовательностей вдоль линии между данной
подстанцией и подстанцией с неполнофазным режимом работы оборудования.
3.5. Путем пофазного регулирования
коэффициента трансформации в технически возможных пределах регулирования РПН
неполнофазно включенного автотрансформатора снижают значения параметров
несимметрии на 15-25% при его максимальной нагрузке. При этом для снижения тока
нулевой последовательности в линии и в автотрансформаторе и несимметрии
напряжения на стороне ВН коэффициент трансформации (с СН на ВН) увеличивается
на отстающей от отключенной фазе или уменьшается на опережающей.
3.6. Для уменьшения тока и напряжения обратной
последовательности в линии (сети) сверхвысокого напряжения и напряжения
обратной последовательности на обмотке среднего напряжения автотрансформатора
производится обратное описанному в п. 3.5 изменение
коэффициентов трансформации.
3.7. Для снижения на 30-35% напряжений обратной
последовательности на выводах обмоток как высокого, так и среднего напряжения
применяется одинаковое снижение коэффициентов трансформации (с ВН на СН) на
обеих включенных фазах автотрансформатора, работающего в неполнофазном режиме.
3.8. При неполнофазном режиме работы шунтирующего реактора
симметрирование осуществляют путем пофазного изменения коэффициентов
трансформации автотрансформаторов на той же подстанции в зависимости от длины
отходящих линий и мощности подпитки короткого замыкания в этой точке со стороны
примыкающих энергосистем. Это позволяет снизить токи и напряжения обратной и
нулевой последовательности на 25-50%. При этом нагрузка электрической сети не
влияет на эффективность симметрирования, так как параметры несимметрии почти
полностью определяются значением тока отключенной фазы реактора.
3.9. При изменении коэффициентов трансформации только на
фазе, где шунтирующий реактор отключен, напряжения и токи по
последовательностям с обеих сторон автотрансформатора изменяются встречно, т.е.
при уменьшении параметров несимметрии со стороны обмотки высокого напряжения
они повышаются со стороны обмотки среднего напряжения и наоборот.
В этом случае уменьшение коэффициента трансформации приводит
к необходимому снижению напряжения на выводе обмотки высокого напряжения, но
сопровождается сильным повышением напряжения на выводах среднего напряжения в
этой фазе (по последовательностям), а также тока нулевой последовательности в
обмотке среднего напряжения и нейтрали автотрансформатора.
3.10. Для такого же снижения значений параметров несимметрии
со стороны обмотки высокого напряжения при несколько меньшем повышении их со
стороны обмотки среднего напряжения рекомендуется, если это допустимо по
условиям надежности работы РПН автотрансформатора, увеличивать коэффициенты
трансформации в его включенных фазах. При этом во включенных фазах напряжения
со стороны обмотки среднего напряжения снижаются, а высокого — повышаются.
3.11. При отключении двух фаз шунтирующего реактора при
симметрировании пофазным регулированием коэффициентов трансформации
закономерности изменения параметров несимметрии по фазам и последовательностям
аналогичны изложенному выше.
3.12. Для симметрирования режимов электрической сети при
неполнофазном режиме работы автотрансформатора может быть использовано
неполнофазное включение установленного в этой точке шунтирующего реактора путем
отключения одной его фазы в фазах сети с включенными фазами автотрансформатора.
Это позволяет снизить на 15-25% напряжение и ток обратной последовательности в
этой точке сети. Изменения напряжения и тока нулевой последовательности при
этом невелики и могут иметь даже противоположный знак.
Такое симметрирование применяют, если сток реактивной
мощности примыкающей сети будет находиться в допустимых пределах.
4. УКАЗАНИЯ ПО ОБЕСПЕЧЕНИЮ
РАБОЧИХ РЕЖИМОВ ЭЛЕКТРИЧЕСКОЙ СЕТИ ПРИ НЕПОЛНОФАЗНОЙ РАБОТЕ АВТОТРАНСФОРМАТОРОВ
ИЛИ ШУНТИРУЮШИХ РЕАКТОРОВ
4.1. Указания по обеспечению
условий работы генераторов электростанций и приемников электроэнергии при
неполнофазных режимах работы автотрансформаторов или шунтирующих реакторов
4.1.1. Перед применением неполнофазных режимов работы
автотрансформаторов и шунтирующих реакторов на данной подстанции проверяют
допустимость возникающей при этом несимметрии токов и напряжений, прежде всего
по значению тока обратной последовательности на выводах генераторов близлежащих
электростанций.
4.1.2. Согласно ПТЭ допускается длительная
работа с неравенством токов в фазах, не превышающим 12% номинального для турбогенераторов
и 20% — для синхронных компенсаторов и дизель-генераторов.
Для гидрогенераторов с системой косвенного воздушного
охлаждения обмотки статора допускается разность токов в фазах 20% при мощности
генератора 125 MB·А и ниже и 15% — при мощности свыше 125 MB·А.
Для гидрогенераторов с непосредственным водяным охлаждением
обмотки статора допускается разность токов в фазах 10%.
Во всех указанных случаях ни в одной из фаз генератора ток
не должен превышать номинальный.
В соответствии с существующими заводскими инструкциями
значения токов обратной последовательности менее 5% — для турбогенераторов и
10% — для гидрогенераторов не являются опасными при их длительной работе.
4.1.3. Расчеты значений параметров несимметрии производят
при минимальном и максимальном (в том числе и со сниженной нагрузкой) числе
включенных генераторов электростанции на период использования неполнофазного
режима работы оборудования и по этим данным строят зависимость значений
параметров несимметрии от числа включенных генераторов для нормальной и
ремонтных схем сети. Последнюю составляют путем исключения из расчетной схемы
наиболее короткой линии из соединяющих данную подстанцию с наиболее мощными
системами. При неполнофазной работе автотрансформатора, когда параметры
несимметрии зависят от его нагрузки, строят также зависимости их значений от
нагрузки при различном числе генераторов.
4.1.4. Полученные параметры несимметрии сравнивают с
ограничениями согласно п.
4.1.2 и определяют минимальное число генераторов и максимальную нагрузку,
которые допустимы по условиям работы генераторов при несимметричных режимах
работы автотрансформатора или шунтирующего реактора.
4.1.5. При расчете токов обратной последовательности в
турбогенераторах для большей точности и снижения расчетных токов в этой цепи
генераторы в расчетной схеме замещения учитывают индуктивным сопротивлением
обратной последовательности, равным примерно 1,22 сверхпереходного
сопротивления X»d.
В остальных случаях допустимо принимать равенство
сверхпереходного сопротивления и сопротивления обратной последовательности.
4.1.6. Если ток обратной последовательности
или различие фазных токов превышают допустимый для генераторов уровень, то
следует рассмотреть следующие способы их снижения:
увеличение индуктивного сопротивления цепи между местом
неполнофазного включения оборудования и генераторами, например, отключением
части параллельных автотрансформаторов или трансформаторов;
снижение индуктивного сопротивления остальной части сети
относительно места неполнофазного включения оборудования путем включения
параллельных линий и автотрансформаторов, в том числе и на удаленных
подстанциях;
снижение коэффициентов трансформации автотрансформаторов в
указанной выше части сети во всех трех фазах;
симметрирование нормального режима путем пофазного
регулирования коэффициентов трансформации автотрансформаторов в месте
неполнофазного включения оборудования;
увеличение количества параллельно работающих генераторов.
4.1.7. Если при неполнофазном включении автотрансформатора
указанными в п. 4.1.6 мероприятиями
окажется невозможным снижение значений параметров несимметрии до требуемых,
производят снижение передаваемой через него активной мощности.
4.1.8. Для генераторов электростанций ограничение работы
контролируется по току обратной последовательности. Например, при использовании
фильтр-реле РТФ-6 определяется допустимое время воздействия несимметрии по
формуле
![]()
где t — время, с;
А —
постоянная величина, зависящая от типа генератора;
I2
— ток обратной последовательности в долях от номинального тока генератора.
4.1.9. Для приемников электроэнергии I и II категории,
присоединенных к шинам подстанции с неполнофазным режимом работы оборудования
или смежных с ней, значения коэффициентов по обратной и нулевой
последовательностям напряжения в соответствии с ГОСТ
13109-88 не должны непосредственно на шинах потребителя превышать нормально
(с вероятностью 0,95 в течение каждых суток) 2% и максимально (остальная часть
суток) 4% при неполнофазном режиме работы шунтирующего реактора.
При неполнофазном режиме работы автотрансформатора допускают
коэффициенты по обратной и нулевой последовательностям напряжения 4% —
нормально и 6% — максимально; при этом при наличии в составе потребителя
синхронных машин показатели несимметрии и их допустимость для них определяют по
.п
4.1.2
4.2. Указания по ограничению
влияния на линии связи, сближенные с ВЛ СВН неполнофазных режимов работы
автотрансформаторов или шунтирующих реакторов
4.2.1. При решении вопроса о применении неполнофазного
режима работы автотрансформатора или шунтирующего реактора следует оценить
влияние на линии связи (ЛС), сближенные или пересекающие ВЛ СВН, связанные с
местом включения этого оборудования.
4.2.2. Ограничивающими факторами при этом являются
продольные ЭДС на проводах цепей линии связи, индуктируемые токами несимметрии,
протекающими вдоль ВЛ СВН как кратковременно при однополюсных коротких
замыканиях, так и длительно при неполнофазном режиме работы оборудования.
Допустимость такого режима для ЛС определяют по опасным
влияниям (ОВ) для персонала и оборудования индуктированной продольной ЭДС в проводах
ЛС на длине гальванически неразделенного участка сближения. Их кратковременно
допустимые значения составляют для воздушных ЛС с деревянными опорами при
однополюсном коротком замыкании и времени отключения поврежденного участка до
0,15 с — 2000 В, до 0,3 с — 1500В, до 0,6 с- 1000 В и до 1,2 с и выше — 750 В.
Длительно допустимое значение ОВ при неполнофазном режиме
работы оборудования зависит от конструкции ЛС и длительности несимметричного
режима и составляет при длительности менее и более 2 ч соответственно: для ЛС с
деревянными опорами, в том числе с железобетонными приставками — 120 и 60 В,
для ЛС с железобетонными опорами — 70 и 36 В, для кабельных линий — 70 и 36 В.
4.2.3. Помехи, возникающие в телефонных каналах под
воздействием длительного индуктированного напряжения любой формы, определяют
мешающие влияния (MB) неполнофазного режима работы оборудования. Нормируется
допустимое значение напряжения шума, определяемое как разность индуктированных
напряжений на паре проводов, подходящих к зажимам телефонного коммутатора или
аппарата, которая не должна превышать 1,5 мВ.
4.2.4. При переводе ВЛ СВН в длительный неполнофазный режим
работы оборудования ее обслуживающий персонал обязан немедленно уведомить об
этом персонал эксплуатационно-территориального управления связи и
эксплуатационного технического узла связи (ЭТУС), отвечающего за работу
сближенных ЛС.
4.2.5. Так как токи однофазного короткого замыкания при
неполнофазном режиме работы оборудования такие же или немного меньше, чем при
полнофазном режиме, то кратковременные ОВ на сближенные линии связи ВЛ СВН,
связанной с неполнофазно включенным автотрансформатором или шунтирующим
реактором, будут не выше допустимых.
4.2.6. Длительные ОВ определяются током в земле, протекающим
вдоль ВЛ при неполнофазном режиме работы связанного с ней автотрансформатора
или шунтирующего реактора и равным утроенному току нулевой последовательности I0.
При изолированных и односторонне заземленных на анкерных участках грозозащитных
тросах длительные ОВ Uдов
на сближенных с линией СВН линиях связи определяют как:
Uдов = Uков·3 I0 /Iкз,
где Uков —
кратковременное значение ОВ, принимаемое в соответствии с проектом ВЛ СВН для
данной линии связи;
Iкз
— ток однофазного КЗ, протекающий вдоль ВЛ на участке сближения с ЛС,
принимаемый в соответствии с проектом и равный утроенному току нулевой
последовательности при этом КЗ.
Если проект данной линии в части защиты АС от влияния
отсутствует, Uков принимают равным 1200 В (максимальные
значения из расчетных в проектах), а Iкз — в соответствии с
расчетом для схемы замещения.
4.2.7. Для ВЛ СВН с заземленными проводящими грозозащитными
тросами длительное ОВ снижается в соответствии с коэффициентом экранирования,
равным 0,6 для ВЛ с одним заземленным тросом, 0,52 — с двумя.
4.2.8. Мешающие влияния ВЛ СВН на сближенные ЛС при
неполнофазных режимах работы автотрансформатора или шунтирующего реактора
определяются возрастанием тока в земле, т.е. утроенным током нулевой
последовательности вдоль этой линии.
При изолированных и односторонне заземленных на анкерных
участках грозозащитных тросах Uмв определяют как:
Uмв = Uмв.пр·3I0 / Iз.расч’
где Uмв —
уровень MB при неполнофазном режиме работы автотрансформатора или шунтирующего
реактора;
Uмв.пр —
проектный уровень MB для данной ЛС;
Iз.расч —
расчетный ток в нейтрали автотрансформатора или вдоль линии, принимаемый при
проектировании для линий 220-330 кВ — 10 А, для 400-500 кВ — 15 А, для 750 кВ —
20 А.
Для ВЛ СВН с заземленными проводящими грозозащитными тросами
Uмв снижается.
4.2.9. Снижение длительных ОВ и MB при неполнофазном режиме
работы автотрансформатора или шунтирующего реактора, если они превышают
допустимые значения, обеспечивают путем уменьшения тока в земле вдоль линии
следующими способами:
снижением индуктивного сопротивления системы, примыкающей к
месту неполнофазного включения оборудования, например, подключением
дополнительно автотрансформаторов или трансформаторов на холостом ходу, у
которых хотя бы одна из обмоток соединена по схеме «треугольник»;
симметрированием напряжений путем пофазного регулирования
коэффициентов трансформации у автотрансформаторов на конце линии, примыкающем к
месту неполнофазного включения оборудования, и в отдельных случаях — на ее
противоположном конце;
увеличением числа параллельных автотрансформаторов или
отходящих линий, подключенных к месту неполнофазного включения
автотрансформатора или шунтирующего реактора;
повышением индуктивного сопротивления системы, примыкающей к
противоположному от места неполнофазного включения оборудования концу рассматриваемой
ВЛ СВН путем, например, отключения части автотрансформаторов или отходящих
линий.
4.2.10. Если приведенные выше мероприятия недостаточно
ограничивают MB, то для радиофикационных ЛС, а также линий местной телефонной
связи по согласованию с ЭТУС допускается на время неполнофазного режима работы
автотрансформатора или шунтирующего реактора превышение нормируемого уровня МВ,
но не более чем в 1,5-2,0 раза.
4.3. Указания по обеспечению
работы грозозащитных тросов ВЛ СВН при неполнофазных режимах работы
автотрансформаторов или шунтирующих реакторов
4.3.1. Для изолированных и заземленных с одного конца
анкерного пролета участков тросов, которые обычно подвешиваются на одном
изоляторе, шунтированном искровым промежутком 40 мм, длина анкерного пролета в километрах,
для которого не требуется принимать специальные меры по исключению возможности
горения дуги, составит:
I = 0,16 / (3I0·0,25) = 0,213/I0 или I·I0 = 0,21,
где I0 — ток нулевой последовательности
вдоль линии при неполнофазном включении автотрансформатора или шунтирующего
реактора, кА,
При неполнофазном режиме работы шунтирующего реактора, когда
ток нулевой последовательности линии находится в пределах 15-20 А, при длине
анкерного пролета около 10-12 км обеспечится успешное гашение дуги. В случаях превышения
указанных значений одной из этих величин следует провести специальные
мероприятия.
При неполнофазном режиме работы автотрансформатора в
развитой сети, когда от подстанции, где он установлен, отходят другие линии,
или установлены другие автотрансформаторы и трансформаторы с суммарной
мощностью обмоток, соединенных по схеме «треугольник», близкой или
выше мощности такой обмотки у неполнофазно включенного AT, условия работы ИП на
изоляторах грозозащитных тросов аналогичны изложенному выше.
4.3.2. В неразвитых схемах, где ток нулевой
последовательности вдоль ВЛ высок, проводят специальные мероприятия:
заземление изолированных концов участков тросов и на втором
конце анкерного участка линии;
секционирование троса по длине анкерного пролета линии на
два и более изолированных участка путем врезки в трос в одном-двух местах рядом
с изолирующей подвеской троса изолятора, шунтированного искровым промежутком
(ИП), и заземление вновь образованного участка шунтированием подвесного
изолятора в этой точке.
4.3.3. При использовании проводящих грозозащитных тросов,
заземленных по концам и в промежуточных точках линии, при неполнофазных режимах
работы ШР специальных мероприятий не требуется, так как искровые промежутки на
гирляндах изоляторов тросов в этом случае на порядок больше, а напряжение на
тросе вдоль линии повышается по сравнению с предыдущим случаем немного.
При неполнофазном режиме работы автотрансформатора
напряжения на тросах в промежуточных между местами заземления точках заметно
выше и могут достигать 1,0-2,0 кВ, поэтому следует дополнительно заземлять
тросы в этих точках через высокочастотные дроссели. Однако возможность такого
повышения необходимо проверять расчетом.
4.3.4. В случае невыполнения на линии указанных специальных
мероприятий при неполнофазном режиме работы автотрансформатора следует
соответственно ограничить его нагрузку.
4.4. Указания по обеспечению
функционирования релейной зашиты при неполнофазных режимах работы
автотрансформаторов или шунтирующих реакторов
4.4.1. Для применения длительного неполнофазного режима
работы автотрансформатора или шунтирующего реактора на данной подстанции
необходимо проверять отстройку установленных значений уставок релейной защиты
от параметров несимметрии, обусловленных указанными режимами, и в случае их несоответствия
скорректировать их или вывести из работы соответствующее устройство релейной
защиты, обеспечив его резервирование.
4.4.2. Проверять следует уставки устройств релейной защиты
элементов подстанции с неполнофазно работающим автотрансформатором или шунтирующим
реактором, а также элементов концевых подстанций в пределах выбранного по п.
2.1.1 фрагмента сети.
4.4.3. Из многочисленных различных типов
устройств, используемых для защиты элементов подстанции и линии, следует
проверять уставки только тех защит и устройств, которые обладают низкими
уставками по длительным токам и напряжениям обратной и нулевой
последовательностей. Если существующие уставки устройств релейной защиты не
отстроены от несимметрии в длительном неполнофазном режиме работы оборудования,
то следует прежде всего проверить возможность их допустимого загрубления. При
недопустимости такого загрубления, что может иметь место при неполнофазном
режиме работы автотрансформатора, следует рассмотреть возможность снижения
мощности, передаваемой по цепи автотрансформатора, работающего неполным числом
фаз, или вывода отдельных видов защит.
4.4.4. Проверку отстройки уставок релейной защиты в
длительных неполнофазных режимах производят по расчетным значениям токов и
напряжений. Уставки релейной защиты могут быть скорректированы после
практического осуществления неполнофазного режима.
Исходными являются схемы замещения прямой и нулевой
последовательностей сети. При этом индуктивные сопротивления элементов схем
прямой и обратной последовательностей могут приниматься одинаковыми, а активные
сопротивления — равными нулю.
Значения переходных ЭДС генераторов должны обеспечивать
заданный ток полнофазного нагрузочного режима в месте последующего разрыва фазы
автотрансформатора. В расчетах неполнофазного режима шунтирующего реактора ЭДС
всех генераторов могут быть приняты равными наибольшему рабочему напряжению.
4.4.5. С защитами автотрансформатора производятся следующие
действия:
4.4.5.1. При выполнении двухступенчатой
дистанционной защиты, устанавливаемой на автотрансформаторе, работающем тремя
или двумя фазами, с использованием электромеханических реле проверяют отстройку
пусковых органов устройства блокировки при качаниях типа КРБ (от качаний) от
несимметрии, возникающей в длительном неполнофазном режиме, так как данное
устройство реагирует на сочетание величин обратной и нулевой
последовательностей. При отсутствии отстройки существующих пусковых органов и
недопустимости их дальнейшего загрубления либо ограничивают мощность, передаваемую
по цепи автотрансформатора, работающего неполным числом фаз (см. п.
4.4.3), либо заменяют устройство блокировки при качаниях типа КРБ
устройством, реагирующим на приращение тока обратной последовательности (данное
устройство поставляется фирмой «ЭКРА», г. Чебоксары в виде отдельного
блока).
4.4.5.2. Проверяют уставки трехступенчатой токовой защиты
нулевой последовательности, установленной на автотрансформаторе, с учетом
условий короткого замыкания в неполно-фазном режиме и отстройку уставки третьей
ступени от тока нулевой последовательности в длительном неполнофазном режиме
автотрансформатора или шунтирующего реактора.
При отсутствии отстройки уставок ступеней рассматриваемой
токовой защиты нулевой последовательности, установленной на автотрансформаторе,
работающем тремя или двумя фазами, и невозможности дальнейшего загрубления этих
уставок либо ограничивают мощность, передаваемую по цепи автотрансформатора,
работающего неполным числом фаз, либо устанавливают контроль срабатывания
указанных ступеней токовой защиты нулевой последовательности с помощью
устройства блокировки при качаниях, реагирующего на ΔI2.
При выполнении релейной защиты на интегральных микросхемах (в шкафах серии
ШЭ2100) можно использовать данное устройство, входящее в состав дистанционной
защиты (ШЭ2102), а при выполнении дистанционной защиты на электромеханических
реле можно использовать это устройство при применении его вместо устройства
блокировки при качаниях типа КРБ (см. п.
4.4.5.1).
4.4.5.3. Выводят из действия путем отсоединения цепей
напряжения защиту от напряжения нулевой последовательности (3U0)
обмотки низшего напряжения автотрансформатора, работающего двумя фазами, так
как при этом на выводах вторичной обмотки трансформатора напряжения,
соединенной в разомкнутый треугольник, из-за отсутствия одной фазы
автотрансформатора появляется большое напряжение.
4.4.5.4. При неполнофазной работе автотрансформатора выводят
из действия установленную на нем защиту от неполно-фазного режима.
4.4.5.5. Осуществляют проверку отстройки уставки по току
обратной последовательности защиты, установленной на AT.
4.4.6. Защиты шунтирующего и компенсационного реакторов
проверяют отстройку уставок двухступенчатой токовой защиты нулевой
последовательности, установленной на шунтирующем реакторе, при работе данного
или другого шунтирующего реактора или автотрансформатора двумя фазами. При
отсутствии отстройки уставок ступеней данной защиты и недопустимости их
дальнейшего загрубления вторичную ступень токовой защиты нулевой
последовательности выводят из действия.
4.4.7. Защиты вольтодобавочных трансформаторов
продольного и продольно-поперечного регулирования. В комплекте защит обмоток
вольтодобавочного трансформатора продольно-поперечного регулирования
предусмотрено реле от внутренних повреждений, реагирующее на фазный ток с
торможением от тока нулевой последовательности для отстройки от коротких
замыканий на сторонах высшего и среднего напряжений автотрансформатора. При
этом протекание тока нулевой последовательности неполнофазного режима работы
автотрансформатора или шунтирующего реактора должно загрубить это реле.
Проверяют степень его загрубления и, если возможно, изменяют коэффициент
торможения для повышения отстройки реле в этом режиме.
4.4.8. Защита шин и ошиновок. Во всех дифференциальных защитах
шин выводится устройство контроля целостности токовых цепей.
4.4.9. Защиты синхронных компенсаторов. По условиям нагрева
ротора синхронного компенсатора не допускается протекание в его цепи тока
обратной последовательности, превышающего 5% номинального тока. При соблюдении
этого требования нет необходимости проверки отстройки защиты обратной
последовательности синхронного компенсатора от несимметрии в длительном
неполнофазном режиме автотрансформатора и шунтирующего реактора. Проверяют
уставку ступени данной защиты для обеспечения необходимой чувствительности при
коротком замыкании в зоне дальнего резервирования в условиях неполнофазного
режима.
4.4.10. Защиты линии. Для основной ВЧ защиты линии: если
пусковые органы аппаратуры ВЧ канала не могут быть отстроены от несимметрии,
появляющейся при длительном неполнофазном режиме работы автотрансформатора или
шунтирующего реактора, то ее необходимо вывести из действия. При этом для
отстройки защиты следует учитывать возможность, с одной стороны, загрубления
пусковых органов защиты в допустимых пределах, а с другой, — снижения уровня
несимметрии путем ограничения мощности, передаваемой по цепи
автотрансформатора, работающего неполным числом фаз.
При выполнении трехступенчатой дистанционной защиты линии на
электромеханических реле следует проверять отстройку пусковых органов
блокировки при качаниях типа КРБ от несимметрии в неполнофазном режиме
автотрансформатора или шунтирующего реактора и при необходимости загрубить их в
допустимых пределах. Если последнее не обеспечивает отстройку, то следует
рассматривать возможность ограничения мощности, передаваемой по цепи
автотрансформатора, работающего неполным числом фаз, а также замены устройства
блокировки типа
КРБ устройством, реагирующим на ΔI2
(аналогично решению в п. 4.4.5.1).
Проверяется отстройка уставки четырехступенчатой токовой
защиты нулевой последовательности с учетом условий короткого замыкания (для
первой и второй ступеней), а также отстройка уставок третьей и четвертой
ступеней от тока нулевой последовательности при длительном неполнофазном режиме
автотрансформатора и шунтирующего реактора.
При отсутствии отстройки уставок четвертой и третьей
ступеней защиты рассматривается возможность ограничения мощности, протекающей
по цепи автотрансформатора, работающего неполным числом фаз.
4.5. Указания по обеспечению
зашиты от повышений напряжения подстанции при неполнофазных режимах работы ее
автотрансформаторов или шунтируюших реакторов
4.5.1. Уточняют уставки по напряжению и времени защиты от
повышений напряжений подстанции при неполнофазных режимах работы
автотрансформатора или шунтирующего реактора с учетом изменения расчетных
условий, принятых при ее проектировании, на текущий момент (появление
неполнофазности и дополнительное повышение напряжения из-за этого) и возможного
вывода защитной аппаратуры в фазах с отключенным оборудованием.
4.5.2. Для ограничения квазистационарных
перенапряжений при неполнофазном включении ШР выполняют дополнительно следующие
мероприятия:
4.5.2.1. Плановое включение и отключение линии осуществляют
так, чтобы в период одностороннего включения линии неполнофазно включенный ШР
находился на включаемом под напряжение конце линии.
4.5.2.2. Для обеспечения аналогичного порядка включения при
ОАПВ или ТАПВ изменяют выдержки времени на полукомплектах АПВ по концам линии.
4.5.2.3. При коротких замыканиях на линии используют
передачу телесигнала от релейной защиты конца линии, где применено неполнофазное
включение ШР, на отключение ее противоположного конца или ускорение его
релейных защит, а в некоторых случаях — и с задержкой отключения конца с
неполнофазно включенным ШР.
4.5.2.4. Вводят задержку по времени срабатывания первых
ступеней релейных защит на конце линии с неполнофазно включенным ШР так, чтобы
задержка перекрывала возможную каскадноcть отключения линии вследствие разброса
в действии полукомплектов релейной защиты и выключателей по концам линии.
4.5.2.5. При применении неполнофазного режима работы ШР на
тупиковой подстанции отключение линии от ее релейных защит осуществляют на
стороне среднего напряжения автотрансформатора.
4.5.2.6. При квазистационарных перенапряжениях, превышающих
допустимые по условиям гашения дуги сопровождающие тока в вентильном разряднике
или по термической стойкости нелинейных ограничителей перенапряжений, выводят
из действия ОАПВ и ТАПВ. При этом исключается возможность появления наиболее
тяжелого расчетного случая — трехфазного отключения линии после неуспешного автоматического
повторного включения.
4.5.3. При неполнофазном включении
автотрансформатора возможно небольшое (2-3%) повышение установившихся
перенапряжений, если линия односторонне включается со стороны ПС с неполнофазно
включенным AT. Однако это повышение находится в пределах допустимого запаса,
принимаемого при проектировании электропередач.
4.5.4. Если неполнофазное включение AT применяют для
единственной на ПС группы трансформаторов или реакторов, то при определенных
условиях возникает режим неполнофазного включения линии с возможностью
появления на линиях с ШР резонансных перенапряжений на отключенной фазе ВЛ.
Для ограничения длительности таких повышений напряжений во
вторую ступень типовой автоматики от повышения напряжения можно дополнительно
ввести промежуточное реле или реле времени со второй выдержкой времени
автоматики (10-15 с), с которой она должна действовать на отключение одного из
включенных реакторов на любом конце линии или включение в нейтралях всех ШР
компенсационных реакторов, если они установлены. В проектах линий СВН последних
лет указанная модернизация автоматики от повышения напряжения (АПН)
предусматривается уже при проектировании и сооружении линии,
4.5.5. При неполнофазно включенном ШР коммутационные
перенапряжения на фазах без ШР имеют такое же значение, как и при отключении
всей группы ШР, а на фазах с ШР — как при ее наличии,
Если коммутационные перенапряжения на фазе ВЛ с отключенной
фазой ШР превышают допустимый уровень, то рекомендуется одно из следующих
мероприятий или их сочетание:
4.5.5.1. Демонтаж или отсоединение спуска от ошиновки
реактора к его вводу с последующим подключением обратно выключателем или
разъединителем оставшейся части ошиновки вместе с разрядником (ОПН). При этом
следует помнить, что в одноименных фазах различного оборудования должны стоять
защитные аппараты с одинаковым уровнем защиты (по два разрядника или по два
ОПН).
4.5.5.2. Вводят задержку по времени в релейные защиты и
линейную автоматику так, чтобы конец линии с неполнофазно включенным ШР
включался первым и отключался последним (аналогично п. 4.5.2).
4.5.5.3. Если при программированном включении и отключении
линии коммутационные перенапряжения не превышают минимального значения
пробивного напряжения ИП, то устанавливают на натяжной гирлянде линейного
портала подстанции в фазе, где ШР отсоединен, защитный воздушный ИП,
Пробивное напряжение ИП рекомендуется выбирать с
вероятностью 0,997 (35) равным по отношению к наибольшему рабочему напряжению:
2,7 — для ВЛ 330 кВ;
2,5 — для ВЛ 500 кВ;
2,1 — для ВЛ 750 кВ.
Для распределительных устройств со сниженными уровнями
изоляции, защищаемых ограничителями перенапряжений нелинейными с. уровнем
ограничения не более 1,8, ИП не применяются.
4.5.6. На значения коммутационных перенапряжений в линии
неполнофазное включение AT практически не влияет, поэтому в этом случае
дополнительные мероприятия по их ограничению не выполняют.
4.5.7. Отключение вместе с фазой ШР ее разрядника наиболее
заметно влияет на защиту от набегающих волн грозовых перенапряжений оставшейся
цепи ШР, надежность которой может снизиться почти вдвое. Однако надежность
грозозащиты остальной части ПС снижается всего на 10-20% в зависимости от
стадии ее развития (развитости примыкающей сети). Поэтому, если это не требуется
для ограничения коммутационных перенапряжений, можно не выполнять
пересоединения ошиновки, особенно если вывод ШР осуществляется на срок до 1
мес.
4.5.8. Для ПС в тупиковом режиме с одним AT при
неполнофазном включении AT для сохранения в грозозащите ПС разрядника
выведенной фазы AT отсоединяют спуски от шин к выводам отсоединяемой фазы AT и
ошиновку, соединяющую выводы его обмотки низшего напряжения с другими фазами.
После этого собирают схему обратно включением выключателей и разъединителей.
При этом разрядники на обмотке низшего напряжения AT, соединенной в открытый
треугольник, сохраняют присоединенными к открытым концам этой обмотки
включенных фаз AT.
Эти мероприятия по сохранению надежности грозозащиты ПС с
неполнофазным AT выбирают в зависимости от сезона, этапа развития схемы ПС и
возможной длительности этого режима.
4.6. Указания по обеспечению
электробезопасности и термической стойкости заземляющих устройств
распределительных устройств подстанций при неполнофазных режимах работы
автотрансформаторов и шунтирующих реакторов
4.6.1. При неполнофазной работе AT или ШР
для обеспечения термической стойкости ЗУ длительный ток при входном
сопротивлении ЗУ относительно ввода тока R0 =0,25 Ом не
должен превышать 650 А.
При отличии сопротивления ЗУ, равного Rn
от приведенного, допустимый ток определяется как
Iдоп = R0 · I0/ Rn
4.6.2. Для длительной работы подстанции в неполнофазных
режимах работы AT или ШР допустимое напряжение прикосновения U не должно
превышать 36 В. При равномерной сетке из заземляющих электродов, охватывающей
всю территорию ОРУ, и входном сопротивлении ЗУ 0,25 Ом это значение не должно
быть превышено ни в одной точке ЗУ при токе до 550 А. При отличии сопротивления
ЗУ от указанного значения допустимый ток пересчитывают по формуле п. 4.6.1. Входное сопротивление определяют
либо непосредственным измерением в ОРУ перед переводом в неполнофазный режим,
либо по данным проекта. В последнем случае, учитывая коррозию заземляющих
электродов, значение сопротивления увеличивается на 10-20% в зависимости от
срока службы ЗУ.
4.6.3. Следует учесть, что указанные токи определены при
условии, что заземляющие спуски AT или ШР присоединены в месте пересечения
горизонтальных электродов ЗУ, прокладываемых под прямым углом по четырем
направлениям от места присоединения заземляющих спусков.
При решении вопроса о применении неполнофазных режимов
работы AT или ШР проверяют целостность и способ присоединения заземляющих
спусков к электродам ЗУ, так как заземляющие спуски могут быть присоединены и
вблизи мест пересечения горизонтальных и вертикальных заземлителей. Если
заземляющий спуск присоединен к ЗУ не в месте пересечения заземлителей, то его
или пересоединяют в место пересечения, либо от места присоединения заземляющего
спуска прокладывают два дополнительных заземлителя к сетке заземлителя ЗУ.
4.6.4. Если с учетом естественных
заземлителей (железобетонных фундаментов и т.п.) ЗУ при расположении его в
пределах территории размещения оборудования не удовлетворяет требуемым значениям
электрических характеристик (по току или сопротивлению), а в зоне расположения
подстанции возможно сооружение заземления с требуемыми характеристиками, то ЗУ
расширяют за пределы территории размещения оборудования. Расширение производят
прокладкой дополнительных горизонтальных заземлителей, соединенных с основным
не менее чем в четырех местах при расширении основного ЗУ во все стороны и в
двух — во всех остальных случаях.
4.6.5. Если требуемые характеристики ЗУ не могут быть
обеспечены его расширением в пределах территории подстанции, то сооружают
выносной локальный заземлитель, расположив его вблизи подстанции в местах с
низким удельным сопротивлением грунта.
Локальный заземлитель представляет собой горизонтальный
заземлитель с вертикальными заземлителями либо без них, который выполняется в
виде многоугольника с тупыми или скошенными углами, прокладываемый на глубине
не менее 1 м. При возможности противоположные стороны локального заземлителя
соединены горизонтальными заземлителями. Соединение этого заземлителя с
основным ЗУ осуществляют с помощью не менее двух горизонтальных заземлителей
(при расстоянии до 500 м), воздушных или кабельных линий. Продольное
сопротивление воздушных или кабельных линий выбирают таким, чтобы было
обеспечено эффективное использование выносного заземлителя. Его территорию в
местах частого нахождения людей или животных огораживают.
4.6.6. Если ЗУ спроектировано по напряжению
прикосновения, то проверку термической стойкости контура при длительном
неполнофазном режиме проводят исходя из предельной температуры нагрева контура
80°С (вместо 400°С, принятых при расчете этого контура при проектировании).
5. УКАЗАНИЯ ПО ИЗМЕНЕНИЮ СХЕМЫ
ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИЙ РАСПРЕДЕЛИТЕЛЬНОГО УСТРОЙСТВА ПОДСТАНЦИИ ДЛЯ
ОБЕСПЕЧЕНИЯ ПРИМЕНЕНИЯ НЕПОЛНОФАЗНЫХ РЕЖИМОВ РАБОТЫ АВТОТРАНСФОРМАТОРОВ И
ШУНТИРУЮЩИХ РЕАКТОРОВ
5.1 . Для обеспечения возможности применения
неполнофазных режимов работы выведенную фазу данного автотрансформатора или
шунтирующего реактора отсоединяют от ошиновки: AT — со стороны выводов всех
трех обмоток и групповой нейтрали, ШР — со стороны выводов высокого напряжения
и групповой нейтрали. Выводы обмотки низшего напряжения выведенной фазы AT
отсоединяют от соответствующих выводов обмоток других фаз, Все отсоединенные
выводы AT или ШР до выкатки их из ячейки заземляют переносными заземляющими
проводниками.
Указанное осуществляют: для гибкой ошиновки — путем
отсоединения на двух концах и демонтажа спуска от ошиновки к выводу
автотрансформатора или шунтирующего реактора, для жесткой — путем демонтажа
соответствующего участка шинопровода.
5.2. Выполнение мероприятий по п.
5.1 позволяет использовать в системе защиты от перенапряжений разрядники
отключенных фаз соответствующего оборудования.
После демонтажа спусков отключенные разъединители и
выключатели в цепи AT или ШР включают обратно.
5.3. Если фаза автотрансформатора или шунтирующего реактора
или ее элементы, например вводы, имеют прогрессирующие дефекты, а трехфазное
отключение этого оборудования приводит к выводу из работы линии электропередачи
и нарушению электроснабжения, то для сокращения времени его перевода в
неполнофазный режим работы выключатели и разъединители в его цепях переводят на
пофазное управление.
5.4. При возникновении ограничения передаваемой мощности,
обусловленного требованиями электробезопасности или термической стойкости ЗУ
распределительного устройства при протекании через него тока от общей нейтрали
автотрансформатора или шунтирующего реактора, следует принять меры по снижению
входного сопротивления ЗУ. Это может быть выполнено путем его расширения или
сооружения выносного заземлителя в соответствии с пп. 4.6.4-4.6.6.
Временно может быть проложен провод, соединяющий этот заземлитель с ЗУ, по
поверхности земли, с соблюдением требований ПТБ.
5.5. Типовое устройство контроля изоляции вводов (КИВ) на
высоковольтных вводах при неполнофазном режиме работы автотрансформатора или
шунтирующего реактора выводят из работы.
5.6. При длительных неполнофазных режимах работы
автотрансформатора или шунтирующего реактора двухэлементные счетчики
электрической энергии на присоединениях в зоне неполнофазно включенного
оборудования заменяют на три однофазных счетчика — по одному на каждую фазу.
Это обусловлено тем, что двухэлементные счетчики не учитывают токи нулевой
последовательности.
5.7. Для перевода в неполнофазный режим работы
автотрансформатора или шунтирующего реактора с промежуточным выводом питание
собственных нужд и местных потребителей от обмотки AT, соединенной по схеме
«треугольник», или ответвления ШР переводят на резервный источник
питания (от другого AT, ШР или линий от других подстанций).
5.8. Дифференциальную защиту реактора или автотрансформатора
для неполнофазного режима работы предварительно выполняют пофазной. Резервную
защиту по току нулевой последовательности в случае неполнофазного режима работы
AT — загрубляют, а ШР — выводят из работы.
5.9. При переводе AT или ШР в неполнофазный режим может на
10-20% повышаться напряженность электрического поля вблизи крайних фаз ошиновок
на участках, где отключена одна ее фаза, большие значения относятся к
отключению средней фазы. На этих участках сокращают продолжительность обхода
дежурным персоналом, а при производстве ремонтных работ производят
дополнительное экранирование рабочих мест переносными экранами.
5.10. Питание собственных нужд подстанции, если оно
производилось от обмотки переводимого в неполнофазный режим работы AT или ШР,
переводят на обмотки других трансформаторов ПС или схему питания от резервных
линий 10-35 кВ. Если это по каким-либо причинам невозможно, то схема
собственных нужд тоже переводится в неполнофазный режим работы с изменением
настройки релейных защит.
5.11. При установке в нейтрали автотрансформатора
реакторно-резисторных устройств для ограничения токов короткого замыкания при
переводе AT в неполнофазный режим указанные устройства шунтируют
(разъединителем).
5.12. Если между точками заземления трансформаторов
напряжения, измерительных приборов и устройств релейной защиты при
неполнофазном режиме работы оборудования возможна большая разность потенциалов,
то для выравнивания потенциалов параллельно контрольным кабелям по поверхности
земли прокладывают сталеалюминиевый провод большего, чем оболочка контрольного
кабеля, сечения.
6. УКАЗАНИЯ ПО ВЕДЕНИЮ РЕЖИМОВ
ЛИНИЙ ЭЛЕКТРИЧЕСКОЙ СЕТИ С НЕПОЛНОФАЗНО ВКЛЮЧЕННЫМ АВТОТРАНСФОРМАТОРОМ ИЛИ
ШУНТИРУЮЩИМ РЕАКТОРОМ
6.1. Соответствующие параметры несимметрии, превышающие
допустимые значения, снижают путем изменения схемы (количества генераторов,
включенных трансформаторов, в том числе и холостых, отходящих линий). Если
этого недостаточно, то применяют симметрирование режима сети пофазным
изменением коэффициентов трансформации автотрансформаторов.
6.2. Учитывая возможность увеличения других параметров
несимметрии при снижении ограничиваемого параметра путем изменения схемы или
симметрирования, контролируют изменения всех параметров несимметрии. Из
изменений схем и условий симметрирования выбирают то их сочетание, при котором
превышение допустимых значений минимальны или отсутствуют.
6.3. В случае, когда в расчетной схеме
параметры несимметрии превышают допустимые значения, более детально анализируют
реально возможный суточный график нагрузки примыкающих линии, так как
допустимые параметры несимметрии для некоторых воздействий, например нагрева
генераторов или опасных влияний на линии связи, сильно зависят от длительности
существования несимметрии и нагрузки линии.
Используя возможный график нагрузки, строят зависимость
параметров несимметрии от времени суток и сравнивают с имеющимися ограничениями
по несимметрии (по допустимым опасным влияниям длительностью до и более двух
часов, по токам обратной последовательности в генераторах близко расположенных
электростанций и по токам настройки фильтр-реле, если они имеются).
6.4. В соответствии с п. 6.3
выбирают один из следующих способов использования AT при неполнофазном режиме
его работы:
постоянное включение AT с разгрузкой генераторов в отправной
энергосистеме и линий на величину, обеспечивающую соответствие нагрузки данной
ВА СВН допустимым по несимметрии токов и напряжений значениям, может
применяться до начала ремонтных работ на автотрансформаторе;
включение AT в заданный период времени, допускающий
повышенные уровни несимметрии (на 2 ч — по опасным влияниям на линии связи, на
2-4 ч — по условиям нагрева турбогенераторов), может быть осуществлено во время
ремонтных работ на AT, если жестко регламентировать время их перерыва и
включения линии в работу.
6.5. Следует иметь в виду, что при неполнофазном режиме
работы шунтирующего реактора параметры несимметрии определяются только его
током и не зависят от мощности, передаваемой по линии.
6.6. Пример расчета и выполнения мероприятий для введения
неполнофазного режима работы шунтирующего реактора 750 кВ, установленного на
линии электропередачи 750 кВ, приведен в приложении
2.
7. ПРОТОКОЛ
ВВЕДЕНИЯ НЕПОЛНОФАЗНОГО РЕЖИМА РАБОТЫ АВТОТРАНСФОРМАТОРА (ШУНТИРУЮЩЕГО
РЕАКТОРА) НА ПОДСТАНЦИИ
|
В связи |
из |
|||||||
|
(дата) |
||||||||
|
фазы № |
автотрансформатора |
|||||||
|
(или шунтирующего реактора) остающиеся фазы № |
и |
|||||||
|
№ |
начинают работать в неполнофазном режиме |
|||||||
|
с |
. |
|||||||
|
(дата) |
||||||||
1. Исходная схема электрических
соединений на ПС (до введения неполнофазного режима работы оборудования) в
рабочем режиме — описание или чертеж.
2. Создаваемая схема электрических соединений на ПС (после произведения
необходимых переключений на момент введения неполнофазного режима работы
оборудования) — описание или чертеж.
3. Выполняемые мероприятия:
3.1. Определение возможности симметрирования и его способ.
|
Для осуществления симметрирования произведены |
||||||||
|
Ответственное лицо: |
||||||||
|
(ф.и.о., должность) |
(подпись) |
|||||||
|
3.2. Обеспечение условий работы генераторов |
||||||||
|
электроэнергии: |
||||||||
|
Ответственное лицо: |
||||||||
|
(ф.и.о., должность) |
(подпись) |
|||||||
|
3.3. Обеспечение условий работы |
||||||||
|
Ответственное лицо: |
||||||||
|
(ф.и.о., должность) |
(подпись) |
|||||||
|
3.4. Обеспечение функционирования |
||||||||
|
Ответственное лицо: |
||||||||
|
(ф.и.о., должность) |
(подпись) |
|||||||
|
3.5. Обеспечение защиты от |
||||||||
|
Ответственное лицо: |
||||||||
|
(ф.и.о., должность) |
(подпись) |
|||||||
|
3.6. Обеспечение |
||||||||
|
устройств ПС: |
||||||||
|
Ответственное лицо: |
||||||||
|
(ф.и.о., должность) |
(подпись) |
|||||||
|
4. |
||||||||
|
На основании пп. 1-4 настоящего |
||||||||
|
Ответственное лицо: |
||||||||
|
(ф.и.о., должность) |
(подпись) |
|||||||
Приложение 1
КРАТКАЯ ХАРАКТЕРИСТИКА ОСНОВНЫХ ПРОГРАММ ДЛЯ ЭВМ,
ПРИМЕНЯЕМЫХ ЛАЯ РАСЧЕТОВ НЕПОЛНОФАЗНЫХ РЕЖИМОВ
Для расчета несимметричных установившихся режимов трехфазных
сетей можно применять программу «Фазан» — фазный анализатор несимметрии,
разработанную Смоленским филиалом МЭИ. Программа позволяет учесть многие
конструктивные особенности воздушных линий электропередачи, особенно для
напряжений 330 кВ и выше (влияние грозозащитных тросов, схему подвески фаз и их
транспозиции, реальные длины участков транспозиции и др.), нетрехфазные
фрагменты сети и трехфазных элементов, работающих в неполнофазных режимах, а
также пофазно различную нагрузку электроприемников. Особенно важно, что
программа позволяет определять напряжения на грозозащитных тросах, токи при их
перекрытии, экранирующий эффект проводящих тросов. Кроме того, в программе,
задавая конструктивные параметры линии, можно получить ее удельные параметры
как по фазам, так и по последовательностям. Она предназначена в основном для
сетей напряжением 220 кВ и выше, но может применяться и для анализа сетей с
более низким классом напряжения, например, цеховых.
Особенностью программы является то, что схема замещения сети
составляется не из традиционных ветвей, характеризуемых комплексным
сопротивлением и, возможно, коэффициентом трансформации, а из многополюсников.
Многополюсником можно объявить как отдельный физический элемент сети, например,
трансформатор или ВЛ, так и целую схему произвольной сложности, которая в свою
очередь может быть составлена как из традиционных ветвей, так и из
многополюсников.
Составлять схему замещения для многополюсника в общем случае
не требуется: он может быть описан своими конструктивными параметрами.
Программа предназначена для IBM — совместимых ЭВМ,
укомплектованных сопроцессором. Она позволяет выполнять расчеты установившихся
режимов: нормальных (с учетом несимметрии параметров элементов) и
(после)аварийных, установившихся после одно- и многократных сложных
повреждений, причем сложность повреждений не ограничивается. Расчет как
нормальных, так и (после) аварийных режимов ведется по единому итерационному
алгоритму путем решения уравнения баланса мощностей в наиболее полной,
нелинейной постановке.
Предельная сложность системы характеризуется следующими
параметрами: 120 многополюсников (в среднем по три трехфазных полюса в каждом),
100 узлов (в среднем по три фазы в каждом). Программа написана на ФОРТРАНе-77
(версия 3.2).
Программа может быть использована для решения следующего
круга задач:
расчет эквивалентных электрических параметров ВЛ с
известными конструктивными характеристиками;
расчет П-образных схем замещения произвольных трехфазных
двухполюсников: двухобмоточных трансформаторов, ВЛ и т.п.;
анализ распределения токов и напряжений вдоль силовых фаз и
тросов ВЛ;
расчет режима в сложной трехфазной сети, возникающего в
циклах ОАПВ и при иных неполнофазных режимах;
обнаружение возможности резонанса напряжений на ВЛ;
определение значений наведенных напряжений на отключенных во
время ремонта фазах;
вычисление значений стекающих в месте повреждения токов на
неотключенных фазах;
оценка эффективности мероприятий по симметрированию
нормальных и послеаварийных режимов;
расчет уставок релейной защиты, в том числе в низковольтных
сетях.
Для проверки и уточнения параметров релейной защиты расчеты
могут быть выполнены также с использованием персональных ЭВМ с помощью версии
программы ТКЗ-3000, разработанной в Сибирском институте
«Энергосетьпроект». Программа позволяет производить расчеты
электрических величин при повреждениях в сложной трехфазной симметричной сети
любого напряжения и рассчитывать уставки релейной защиты. Она позволяет
моделировать сеть объемом до 3000 узлов и 7500 ветвей. Количество ветвей,
связанных взаимоиндукцией в схеме нулевой последовательности, — до 2000;
максимальное количество в одной группе электромагнитно связанных ветвей — 20. С
ее помощью можно рассчитывать все виды электрических величин в симметричных и
фазных составляющих, а также всевозможные отношения U/I при однократных
продольных и поперечных видах несимметрии с учетом активных сопротивлений и
отличия сопротивлений прямой и обратной, а также нулевой последовательностей.
При этом можно производить коммутацию, а также изменять параметры элементов
сети в отдельных режимах вариантных расчетов.
Разработан специализированный редактор ввода заданий,
позволяющий формировать задание на расчет в диалоговом режиме. Результаты
расчетов помещаются в стандартный файл. Форматы вывода могут быть различными.
Базовый комплект программы позволяет производить расчет
токовых ступенчатых защит от замыканий на землю (отстройка, согласование,
проверка чувствительности, оценка срабатывания реле мощности).
Базовый комплект имеет мощные диалоговые средства ввода и
поддержки сетевой информации. Подсистема эквивалентирования позволяет привести
сеть к любому числу узлов, а также строить новую сеть на основе полученного
эквивалента.
Для использования комплекса требуется ПЭВМ IBM RС/AT со
свободной оперативной памятью не менее 540 кбайт и свободным пространством на
жестком диске не менее 3 Мбайт.
Модули по расчету электрических величин при сложных
повреждениях в электрической сети позволяют выполнять расчеты электрических
величин при неограниченном количестве одновременных повреждений в сети, как то:
короткие замыкания в узлах схемы, короткие замыкания в промежуточных точках
ветвей (линии), обрыв ветвей, обрыв ветви с одновременным замыканием в месте
обрыва (в качестве одного элементарного повреждения), замыкания между фазами
разных цепей. Замыкания при этом могут быть металлическими или через переходное
сопротивление.
Указанные возможности обеспечены тем, что сеть
представляется для расчета в фазных координатах при задании сетевых исходных
данных в виде схем отдельных последовательностей.
Для удобства пользователя при решении задачи составляется
для схемы трехфазной сети матрица узловых проводимостей. При этом используется
алгоритм Гаусса оптимального исключения переменных величин с хранением в памяти
только ненулевых элементов.
В программе предусмотрено несколько возможностей учета
предшествующего режима.
Во всех программах (если это требуется) для расчета
неполнофазных режимов линий электропередачи можно задавать удельные параметры
по прямой, обратной и нулевой последовательностям элементов электрической сети.
Наиболее точно турбогенераторы для токов обратной
последовательности могут учитываться сопротивлением обратной последовательности
Х2, равным примерно 1,22 сверхпереходного сопротивления Xd»,
однако допустимо принимать Х2 = Xd», так как это на результаты
влияет только в пределах точности расчета.
При замещении генераторов переходными ЭДС и сопротивлениями
было получено низкое значение напряжения обратной последовательности на их
выводах, в связи с чем расчеты можно производить, исходя из условия Ur = const по прямой
последовательности, но при этом схема замещения генераторов по обратной
последовательности остается прежней и значение несимметрии практически не
меняется.
Для линий электропередачи могут задаваться также параметры
П-образной схемы замещения по участкам транспозиции или по всей длине по всем
последовательностям.
Приложение 2
ПРИМЕР РАСЧЕТА И ВЫПОЛНЕНИЯ МЕРОПРИЯТИЙ ДЛЯ ВВЕДЕНИЯ
НЕПОЛНОФАЗНОГО РЕЖИМА РАБОТЫ ШУНТИРУЮЩЕГО РЕАКТОРА 750 кВ, УСТАНОВАЕННОГО НА
ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ 750 кВ
1. Расчетные условия и методы расчета
Подстанция ПС1, примыкающая к станции С1, соединена с ПС2
линией электропередачи 750 кВ «ПС1-ПС2» протяженностью 417,7 км. Конструкция
линии: фазы выполнены проводами 5АС-300/39 с шагом расщепления 0,4 м,
междуфазные расстояния 18 м, габарит до земли — 12 м, высота подвески проводов
— 27 м. Линия имеет также две грозозащитные тросовые цепи с двумя проводящими
тросами АС 70/72 в каждой, шагом расщепления 0,4 м. Высота подвески тросов 40,5
м, расстояние между ними 27,1 м.
Кроме того, от шин 750 кВ ПС1 отходит ВЛ «ПС1-ПСЗ»
протяженностью 131 км, а от шин 500 кВ ВЛ «ПС1-ПС4» и
«ПС1-ПС5» протяженностью 475 и 248 км соответственно. Первая ВЛ
выполнена в габаритах 750 кВ, а вторая — 500 кВ.
К шинам 330 кВ примыкают две линии 330 кВ с проводами
2АС-300.
На ПС1 установлены автотрансформаторы связи 750/500 кВ
мощностью 1250 MB·А и 500/330 кВ мощностью 501 MB·А.
К шинам 750 кВ и 500 кВ ПС1 через генераторные
трансформаторы мощностью 630 МВ А подключены два и четыре генератора по 500 МВт
станции С1.
Автотрансформатор 500/330 кВ, две линии электропередачи 330
кВ, а также линии 500 кВ «ПС1- ПС4» и «ПС1-ПС5» в расчетной
схеме представляются в виде эквивалентного индуктивного сопротивления системы,
примыкающей к шинам 500 кВ ПС1.
Непосредственно к концу ВЛ 750 кВ «ПС1-ПС2» со
стороны ПС1 подключаются через включатели-отключатели два ШР 750 кВ мощностью
по 330 МВ·А каждый, а со стороны ПС2 — один ШР 750 кВ мощностью 330 МВ·А.
В нейтралях каждого из ШР установлены компенсационные
реакторы РЗКОМ-16000/35-VI.
Эквивалентные индуктивные сопротивления систем, примыкающих
к подстанциям 750 кВ ПС2 и ПСЗ, по прямой последовательности составляют 149,8 и
42,9 Ом, а по нулевой последовательности — 75,6 и 34,6 Ом соответственно.
Параметры несимметрии неполнофазного режима работы реактора
750 кВ на ПС1 определяются в соответствии с разд. 2 настоящих Методических
указаний для режима холостого хода, т.е. при угле между ЭДС систем 6 = 0
эл.град.
По программе Новосибирского государственного технического
университета (НГТУ) для указанной конструкции ВЛ с учетом транспозиции фаз
линии и тросов и заземления последних были рассчитаны удельные фазные и
межфазные параметры ВЛ 750 кВ «ПС1-ПС2» (активные и индуктивные
сопротивления и проводимости) по прямой и нулевой последовательностям, которые
составляют:
r1 = 0,0204 Ом/км;
r0 = 0,17
Ом/км;
L1
= 9,14·10-4 Гн/км;
L0
= 1,9·10-3 Гн/км;
С1
= 1,326·10-8 Ф/км;
С0 = 1,01·10-8 Ф/км.
Эти параметры использовались для расчета режимов
линии при неполнофазном режиме работы ШР по программе «Фазан» (фазный
анализатор несимметрии) на ЭВМ, решающей уравнения в фазных координатах и в
случае необходимости пересчитывающей полученные параметры несимметрии фазных
токов и напряжений в токи и напряжения прямой, обратной и нулевой
последовательностей. Программа имеет отдельный блок, математически точно
моделирующий автотрансформаторы применительно к расчету несимметричных режимов
электрической сети, в том числе и самого AT.
На рис. 1 приведена принятая для расчетов схема
замещения ВЛ 750 кВ «ПС1-ПС2» с примыкающими к ней генераторными
блоками станции С1 и линиями.
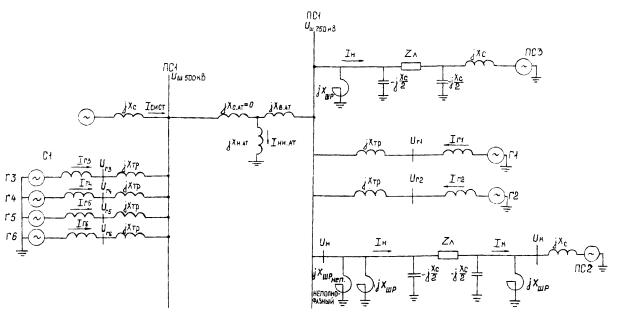
Рис. 1. Схема замещения ВЛ 750 кВ «ПС1-ПС2» для
исследования неполнофазного режима работы ШР 750 кВ на ПС1
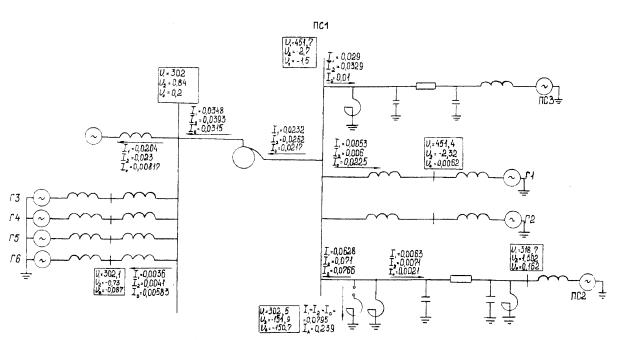
Рис. 2. Схема распределения токов и напряжений при
неполнофазной работе ШР 750 кВ на ПС1
При расчетах неполнофазной работы шунтирующего реактора 750
кВ на ПС1 принималось, что отключена фаза А реактора.
При расчете определялись фазные значения и симметричные
составляющие по прямой, обратной и нулевой последовательностям следующих
параметров:
токов и напряжений в начале и конце ВЛ 750 кВ
«ПС1-ПС2»;
токов, протекающих через нейтрали неполнофазно работающих ШР
и AT ПС1;
токов и напряжений на шинах генераторов станции С1;
токов в начале и конце ВЛ 750 кВ «ПС1-ПСЗ».
На рис.
2 приведены результаты расчетов фазных параметров схемы и симметричных
составляющих при отключении фазы А шунтирующего реактора 750 кВ на ПС1.
2. Обеспечение условий работы генераторов электростанций при
неполнофазном режиме работы ШР
Расчеты токов обратной последовательности в генераторах
станции С1, присоединенных к шинам 750 кВ (Г1 Г2) и 500 кВ (ГЗ — Г6) ОРУ
станции С1, показали, что при неполнофазной работе одного ШР на ПС1 эти токи
составляют 1,4% для Г1 -Г2 и 0,64% — для ГЗ-Г6 от номинального тока этих
турбогенераторов.
Согласно п.
4.1 настоящих Методических указаний такие токи не являются опасными для
длительной работы турбогенераторов. В связи с этим ограничение нагрузки генераторов
станции С1 в данном случае не требуется.
3. Ограничение влияния на линии связи, сближенные с ВЛ 750
кВ, неполнофазного режима работы ШР 750 кВ
3.1.
Кратковременные ОВ при однофазном коротком замыкании
По проекту защиты ЛС от влияния линии электропередачи 750 кВ
«ПС1-ПС2» наибольшие расчетные значения кратковременных ОВ при
однофазных КЗ составляют Uков = 1050-1200 В на трех радиофикационных
ЛС, расположенных по трассе ВЛ 750 кВ в пределах 30-километрового участка
вблизи станции С1.
Поскольку допустимые кратковременные ОВ зависят от времени
отключения поврежденного участка ВЛ 750 кВ (с однофазным коротким замыканием),
то согласно п.
4.2 данных Методических указаний получим, что при максимальном значении
кратковременных ОВ это время не должно превышать 0,3 с. Следует отметить,
что время трехфазного отключения линии после неуспешного ОАПВ при максимальных
токах КЗ основными релейными защитами (с ВЧ связью) не превышает 80 мс,
т.е. значительно меньше допустимого. Трудности могут возникнуть при выводе
основных защит и действии резервных, так как время их действия возрастает до
500-3000 мс. Однако, как показано в разд. 4 настоящего
приложения, в этом случае неполнофазного режима работы ШР вывод основных защит
не требуется.
3.2. Длительные ОВ
При неполнофазной работе на линии одного из двух реакторов
750 кВ у ПС1 утроенный ток нулевой последовательности в земле вдоль линии (за
реакторами) составляет 0,0063 кА.
Линия имеет два грозозащитных троса, заземленных по концам линии
и в середине, поэтому коэффициент экранирования принимается равным 0,52.Ток
однофазного КЗ от ПС1 в месте КЗ — 10,8 кА. Этот ток и создает кратковременные
ОВ на указанные ранее критические по ОВ три линии связи, сближенные на этом
участке с ВЛ 750 кВ.
Согласно п.
4.2 настоящих Методических указаний длительные ОВ на ЛС при
неполнофазной работе ШР 750 кВ составят
Uдов =
0,52 · (0,0063/ 10,8) · (1050÷ 1200) = 0,32÷0,36 В.
Это значение существенно ниже допустимого значения 36 В,
даже если учесть, что ток однофазного КЗ на других участках может снизиться в
4-5 раз при удалении места КЗ от ПС1.
Если кратковременные ОВ сохранятся на том же уровне, то Uдов
повысятся в 4-5 раз. Однако они будут существенно ниже допустимого значения.
Мешающее влияние на ЛС, проходящие вблизи ВЛ 750 кВ
«ПС1-ПС2», т.е. напряжение шума в телефонной цепи, определено в
проекте этой линии. Расчеты проводились при токе в земле вдоль линии (3I0),
равном 20 А. При этом в проекте получено, что наибольшее значение MB для
кабельных ЛС составляет 0,04 мВ, а для воздушных ЛС — 0,7 и 0,52 мВ. Для ВЛ 750
кВ «ПС1 -ПС2» при отключении одной фазы ШР 750 кВ 3I0
вдоль линии за реакторами составляет 6,3 А. Уменьшение по отношению к
рекомендуемому для расчета МВ значению 20 А составляет 13,7. Тогда для
кабельных ЛС значение МВ составляет 0,013, а для воздушных ЛС — 0,22 и 0,16 мВ.
При нормативе мешающих влияний 1,5 мВ эти значения крайне низки
и никаких мероприятий по их ограничению не требуется.
4.
Обеспечение функционирования релейной зашиты
На расчетной схеме сети (рис. 3)
параметры линий приведены в виде дробей: в числителе — суммарное продольное
индуктивное сопротивление участка линии, в знаменателе — суммарная поперечная
емкостная проводимость участка линии. Как и в предыдущих расчетах, к шинам 750
кВ и 500 кВ подстанций подключены эквивалентные индуктивные сопротивления
примыкающих систем, а также станций, отнесенные к напряжению 750 кВ. В схему
введены дополнительные узлы для возможности вычисления токов по концам участков
линий в цепи выключателя.
Для проверки уставок устройств релейной защиты при работе
одного реактора на линейной стороне выключателя ВЛ 750 кВ «ПС1-ПС2»
(со стороны станции С1) в неполнофазном режиме с отключенной фазой А выполнен
расчет токов и напряжений обратной и нулевой последовательностей на отдельных
участках схемы рис. 3
при разрыве фазы А в ветви 101-0. При этом линейное значение ЭДС всех
источников в схеме прямой последовательности расчетной схемы принято одинаковым
и равным 787 кВ. Расчет производят для нормального режима сети (режим 1), а
также для дополнительных режимов с поочередным отключением линии 1-2 (режим 2),
линии 1-3 (режим 3) и автотрансформатора 1-4 (режим 4). Кроме того, для
проверки уставок устройств защит ВЛ 750 кВ «ПС1-ПС2» со стороны ПС2
рассматривают режим одностороннего включения линии 2-1 со стороны 2 при работе
только одного реактора на дальнем конце (101-0) в неполнофазном режиме (режим
5).
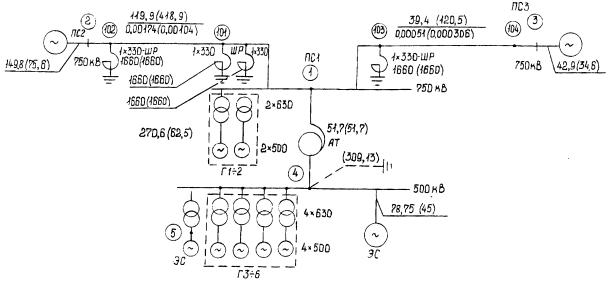
Рис. 3. Фрагмент расчетной
схемы сети
Расчеты выполнены по программе ТКЗ-3000 для ПЭВМ,
разработанной АО «Сибэнергосетьпроект».
Результаты расчетов токов и напряжений обратной и нулевой
последовательностей в указанных выше режимах (с 1 по 5) приведены в табл.
2-5.
Ток в месте разрыва (в ветви 101-0) в схеме обратной последовательности приведен
в табл.
2, а ток 3I0
в схеме нулевой последовательности — в табл. 3;
напряжение узлов схемы обратной последовательности приведено в табл.
4, а 3U0 — в табл.
5. Из-за малых значений токов обратной и нулевой последовательностей
соответствующие напряжения шин, представляющие собой падение напряжения от этих
токов, также малы. В связи с этим емкостные токи линии в схемах обратной и
нулевой последовательностей практически равны нулю.
При одностороннем включении линии 2-1 (режим 5) весь ток
несимметрии протекает в цепи защиты включаемого конца (2-102) — см. табл. 2 и 3,
что может оказать некоторое влияние на ее поведение.
Как видно из табл.
2—5,
уровень несимметрии в рассматриваемом случае неполнофазного режима шунтирующего
реактора невелик. Поэтому следует проверять только наиболее чувствительные
устройства релейной защиты, а именно:
четвертую и третью ступени токовых защит нулевой
последовательности линии;
ступени токовой защиты нулевой последовательности
шунтирующего реактора;
устройства блокировки при качаниях типа КРБ, реагирующие на
величины обратной последовательности;
пусковые органы основных ВЧ защит линий.
Таблица
2
Значения токов
обратной последовательности в элементах расчетной схемы при неполнофазном
режиме работы ШР на ПС1
|
Ветвь |
Режим |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
1-101 |
0,081 |
0,094 |
0,075 |
0,077 |
0 |
|
2-102 |
0,012 |
0 |
0,02 |
0,017 |
0,0813 |
|
1-103 |
0,038 |
0,044 |
0 |
0,057 |
0 |
|
3-104 |
0,037 |
0,043 |
0 |
0,056 |
0 |
|
1-4 |
0,03 |
0,035 |
0,052 |
0 |
0 |
|
101-0 |
0,09 |
0,094 |
0,09 |
0,089 |
0,0805 |
Таблица
3
Значения токов 3I0
в элементах расчетной схемы при неполнофазном режиме работы ШР на ПС1
|
Ветвь |
Режим |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
1-101 |
0,261 |
0,275 |
0,261 |
0,254 |
0 |
|
2-102 |
0,014 |
0 |
0,017 |
0,021 |
0,219 |
|
1-103 |
0,047 |
0,049 |
0 |
0,073 |
0 |
|
3-104 |
0,044 |
0,046 |
0 |
0,068 |
0 |
|
1-4 |
0,098 |
0,103 |
0,119 |
0 |
0 |
|
101-0 |
0,271 |
0,272 |
0,274 |
0,27 |
0,217 |
Таблица
4
Значения напряжений
обратной последовательности в элементах расчетной схемы при неполнофазном
режиме работы ШР на ПС1
|
Узел |
Режим |
||||
|
узел |
1 |
2 |
3 |
4 |
5 |
|
1 |
3,06 |
3,54 |
5,31 |
4,58 |
0 |
|
2 |
1,73 |
0 |
3,00 |
2,59 |
12,2 |
|
3 |
1,6 |
1,85 |
0 |
2,4 |
0 |
|
101 |
3,06 |
3,54 |
5,31 |
4,58 |
22,0 |
Таблица
5
Значения напряжений
3Uо в элементах расчетной схемы при неполнофазном режиме работы ШР на ПС1
|
Узел |
Режим |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
1 |
6,77 |
7,14 |
8,25 |
10,53 |
0 |
|
2 |
1,03 |
0 |
1,26 |
1,6 |
16,5 |
|
3 |
1,52 |
1,6 |
0 |
2,36 |
0 |
|
101 |
6,77 |
7,14 |
8,26 |
10,53 |
108,0 |
Ниже произведена проверка
уставок релейной защиты ВЛ 750 кВ «ПС1-ПС2». При этом используются данные
из проекта релейной защиты и линейной автоматики этой ВЛ (инв. №
3267-007-15-т2), выполненного институтом «Энергосетьпроект» в 1989 г.
Согласно проекту уставки равны:
для токовой защиты
нулевой последовательности ВЛ:
|
Со стороны ПС |
Значение первичного тока нулевой последовательности, кА |
|||
|
I ступень |
II ступень |
III ступень |
IV ступень |
|
|
ПС2 |
3,10 |
0,88 |
0,81 |
0,077 |
|
ПС1 |
3,01 |
1,86 |
1,55 |
0,178 |
Все ступени выполнены
направленными; для токовой защиты нулевой последовательности шунтирующего
реактора:
I ступень — 1,55 кА; II
ступень — 0,178 кА.
Уставки на срабатывание пусковых органов устройств
блокировки при качаниях (тип ПДЭ 2001) и основной ВЧ защиты линии (тип ПДЭ
2003):
U2 (ВТОР) = 2B;
I2 (ВТОР) =
0,05 А при
Кт = 3000/1;
Кu = 750/0,1.
Для основной ВЧ защиты линии требуется обеспечить отстройку
от запуска ВЧ каналов основной ВЧ защиты, так как непрерывная циркуляция
сигналов по ВЧ каналу недопустима по условиям термической стойкости аппаратуры,
хотя сама защита и нечувствительна к такой несимметрии.
Так как в панели защиты ПДЭ 2001 используют устройство
блокировки при качаниях не типа КРБ, а реагирующее на приращение тока обратной
последовательности ΔI2, то эта защита нечувствительна к
длительному току обратной последовательности.
Для токовой защиты нулевой последовательности, установленной
со стороны ПС1, следует учесть, что защита реагирует на ток на линейной стороне
реактора, работающего в неполно-фазном режиме.
Из приведенного выше следует, что уставка IV ступени токовой
защиты нулевой последовательности рассматриваемой линии со стороны ПС2 равна 3Iо.сp
= 0,077 кА. Уставка III ступени равна 3Iо.ср = 0,81 кА. При
одностороннем включении линии со стороны ПС2 ток 3Iо равен
0,219 кА (см. табл.
3, ток ветви 2-102 в режиме 5). Таким образом, следует загрубить или на
время включения линии с двух сторон вывести из действия IV ступени данной
защиты. Во всех остальных режимах уставки IV и III ступеней данной защиты
надежно отстроены от несимметрии 3Iо в рассматриваемом неполнофазном режиме
(см. табл.
3, ветвь 2-102, режимы 1-4).
Вместе с тем, уставка II ступени токовой защиты нулевой
последовательности шунтирующего реактора (3Iо.ср =
0,178 кА) не отстроена ни в одном из рассматриваемых режимов от тока нулевой
последовательности при неполнофазной работе ШР (см. табл.
3, ветвь 101-0, режимы 1-5). В связи с этим необходимо либо
загрубить эту уставку, либо вывести II ступень из действия в этом режиме.
Уставка I ступени токовой защиты нулевой последовательности шунтирующего
реактора 3Iо.ср = 1,55 кА надежно отстроена от
тока нулевой последовательности во всех режимах 1-5 при неполнофазной работе ШР
(см. табл.
3, ветвь 101-0).
При отстройке от запуска ВЧ каналов защиты ПДЭ-2003 следует
учитывать, что пусковые органы обладают более высокой чувствительностью (в
1,5-2,0 раза), чем приведенные выше параметры пусковых органов на срабатывание.
С учетом коэффициентов трансформации получим для указанных
уставок, отнесенных к первичной стороне;
I2(перв.вч)
= (0,05/2) (3000/1) = 75 А;
U2(перв.вч)
= (2/2) (750/0,1) = 7,5 кВ.
В некоторых из режимов 1-4 токи I2 на линии за ШР по концам
ВЛ 750 кВ «ПС1-ПС2» составляют 0,012-0,02 кА (см. табл.
2, ветвь 2-102). Именно эти токи используются в комплектах защиты. Напряжения
U2 находятся в пределах 1,73-5,3 кВ (см. табл.
4, узлы 1,2,101). Таким образом, уставки рассматриваемых пусковых органов
отстроены от несимметрии при неполнофазном режиме работы ШР, который может
существовать длительно.
Уставки указанных пусковых органов не отстраивают от
несимметрии неполнофазного режима реактора при одностороннем включении ВЛ 750 кВ
(см. табл.
2, ветви 101-0 и 2-102, режим 5 и табл.
4, узлы 2 и 101, режим 5), так как данный режим кратковременный, а
потому запуск ВЧ канала допускается. Целесообразно также изменить порядок
включения и включать линию в этом случае со стороны ПС1.
5. Обеспечение зашиты от перенапряжений подстанции при
неполнофазном режиме работы ШР
При неполнофазных включениях линии с любой стороны в случае
наличия трех реакторов на отключенной фазе ВЛ и независимо от того, сколько ШР
на включенных фазах, в том числе и при неполнофазном реакторе, возникают
резонансные повышения напряжения, достигающие с учетом потерь мощности от
короны 1,3- 1,4 Uф. Проектом для исключения таких повышений
напряжения предусмотрена установка нормально шунтированных компенсационных
реакторов (КР), которые вводятся на время бестоковой паузы ОАПВ.
При неполнофазном режиме работы одного из ШР со стороны ПС1
(8 фаз ШР на линии) при отключении с двух сторон фазы ВЛ наличие КР в нейтрали
всех этих ШР расстраивает резонанс и снижает напряжение на отключенной фазе ВЛ
с 1,4 до 0,6 (при включении 9 фаз ШР — до 0,5). Поэтому обеспечение
автоматического ввода предусмотренных проектом КР во время ОАПВ сохраняется и
на время введения неполнофазного режима работы ШР.
Согласно проекту защита от всех видов перенапряжений
обеспечивается и при 2 ШР на линии (по одному на каждом конце ВЛ), поэтому
специальных мероприятий для обеспечения защиты от перенапряжений при
неполнофазном режиме работы одного из ШР на ПС1 не требуется.
При неполнофазно работающем ШР включение линии для
синхронизации, а также при АПВ следует производить со стороны ПС1, что
позволяет практически исключить протекание утроенного тока нулевой
последовательности вдоль ВЛ и снизить установившиеся перенапряжения даже на
фазе ВЛ без ШР с 1,1 до 1,05 и ниже, увеличив тем самым время включения ВЛ с 20
мин до 1 ч.
6. Обеспечение электробезопасности и термической стойкости
заземляющих устройств распределительных устройств подстанций при неполнофазном
режиме работы ШР
При входном сопротивлении ЗУ 0,25 Ом допустимый длительный
ток через нейтраль ШР или AT для обеспечения термической стойкости не должен
превышать 650 А.
При неполнофазной работе ШР 750 кВ на ПС-1 расчетный ток
через нейтраль этого ШР равен 239 А, а через нейтраль AT 750/500 кВ — около 30
А. Даже большее из них значение существенно ниже допустимого, поэтому
ограничения по условиям работы ЗУ отсутствуют.
7. Конструктивные изменения и переключения в
распределительном устройстве и на подстанции для обеспечения возможности
применения неполнофазной работы ШР
Для возможности применения неполнофазного режима работы ШР
его поврежденная фаза должна быть отсоединена от ошиновки со стороны вводов
высшего напряжения и групповой нейтрали.
При выполнении указанного выше можно не переводить
разъединители и выключатели в цепи ШР на пофазное управление и не отключать или
переводить на другие измерительные трансформаторы цепи релейных защит ошиновки,
но использовать в системе защиты линии и подстанции от перенапряжений
разрядники отключенных фаз соответствующего оборудования.
После демонтажа спусков отключенные разъединители и
выключатели в цепи ШР могут включаться обратно.
Типовое устройство контроля изоляции вводов (КИВ) на
высоковольтных вводах при неполнофазном режиме работы ШР выводится из работы.
Двухэлементные счетчики электрической энергии на
присоединениях в зоне неполнофазно включенного ШР рекомендуется заменить
трехэлементными, т.е. содержащими три однофазных измерительных устройства в
счетчике, так как двухэлементные счетчики не учитывают токи нулевой
последовательности.
8. Ведение режимов линий электропередачи при неполнофазном
режиме работы ШР
Так как проведенные расчеты показали, что неполнофазный
режим работы ШР 750 кВ на ПС 1 допустим по всем условиям, то специальные
ограничения или требования по ведению режима линии электропередачи 750 кВ
«ПС1-ПС2» не предъявляются.

МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА РОССИЙСКОЙ ФЕДЕРАЦИИ
Московский государственный агроинженерный университет имени В.П. Горячкина
В.Н. Байкалова, A.M. Колокатов, И.Д. Малинина
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ ПРИ ТОЧЕНИИ
Методические рекомендации по курсу «Технология конструкционных материалов и материаловедение»
(раздел «Обработка конструкционных материалов резанием»)
Москва 2000
УДК 631
Рецензент: кандидат технических наук, заведующий кафедрой сопротивления материалов
Московского государственного агроинженерного университета имени В.П. Горячкина
Н.И. Бочаров Авторы: Байкалова В.Н., Колокатов A.M., Малинина И.Д.
Расчет режимов резания при точении. Методические рекомендации по курсу «Технология конструкционных материалов и материаловедение» (раздел «Обработка конструкционных материалов резанием»). Методические рекомендации разработаны с учетом требований Минобразования РФ по изучению технологии конструкционных материалов для студентов специальностей: 311300 «Механизация сельского хозяйства», 150200 «Автомобили и автомобильное хозяйство», 072000 «Стандартизация и сертификация (в АПК)», 311900 «Технология обслуживания и ремонта машин в агропромышленном комплексе», 030500 «Профессиональное обучение (Агроинженерия»), 0608000 «Экономика и управление на предприятии». М.: МГАУ им. В.П. Горячкина, 2000. с.
В методических рекомендациях даны общие теоретические сведения о точении, изложена последовательность расчета режима резания при точении на основе справочных данных. Методические рекомендации могут быть использованы при выполнении домашнего задания, в курсовом и дипломном проектировании студентами факультетов ТС в АПК, ПРИМА и инженерно-педагогического, а также при проведении практических и научно-исследовательских работ.
© Московский государственный агроинженерный университет имени В.П. Горячкина, 2000

1. ОБЩИЕ СВЕДЕНИЯ
Назначение режимов резания является важным элементом при разработке технологических процессов изготовления или ремонта деталей на металлорежущих станках, Причем, самой распространенной является обработка ^токарных станках.
Специалисты – инженеры-механики по ремонту и эксплуатации сельскохозяйственной техники должны уметь назначать режимы резания при обработке деталей на основных типах металлорежущих станков.
Студенты механических специальностей сталкиваются с вопросами назначения режимов резания при выполнении домашних заданий по курсам кафедры технологии машиностроения, выполнении курсового проекта по «Технологии машиностроения» и дипломных проектов.
1.1. Классификация токарных резцов
Токарные резцы классифицируют по ряду отличительных признаков: виду обработки, инструментальному материалу, характеру обработки и др. (табл. 1П)х) Большинство резцов изготовляют составными – режущая часть из инструментального материала, крепежная часть из обычных конструкционных сталей (У7, сталь 45 и др.);
1.2. Основные виды точения
К основным видам точения относятся: продольное наружное точение, поперечное наружное точение (подрезка торца), отрезание, прорезание, внутреннее продольное точение (расточка). На рис. 1 приведена схема продольного наружного точения, на которой обозначены поверхности заготовки при резании и указаны главное движение резания, движение подачи и элементы режима резания. На рис. 2–3 приведены некоторые схемы точения.
Для различных видов точения применяются резцы определенных типов. Для продольного наружного точения – проходные прямые и проходные упорные; для поперечного – подрезные, фасонные; для отрезания заготовки и прорезания канавок – отрезные и канавочные; для внутреннего продольного точения – расточные.
1.3. Влияние углов резца на процесс резания Углы резца рассматриваются в главной Рv и вспомогательной Рτl. секущих плоскостях и в плане (рис. 4). Углы режущей части резца влияют на процесс резания. Задние углы α и α1, уменьшают трение между задними поверхностями инструмента и поверхностью обрабатываемой заготовки, что ведет к снижению силы резания и уменьшению износа резца; однако х) Таблицы даны в приложениях.
чрезмерное увеличение заднего угла приводит к ослаблению режущей кромки резца. Рекомендуется при обработке стальных и чугунных деталей задние углы выполнять в пределах 6–12º.
Рис. 1. Схема наружного точения (обтачивания); 1 – обрабатываемая поверхность; 2 – обработанная поверхность; Rr – поверхность резания; D – диаметр обрабатываемой поверхности; d – диаметр обработанной поверхности; Dr – главное движение резания; Ds – движение подачи; t – глубина резания; Sv – подача на оборот; А, Б – точки обрабатываемой и обработанной поверхностей, находящиеся на поверхности резания.
а) б)
Рис. 2. Схемы поперечного точения (а), отрезания (прорезания) заготовки (б)

Рис. 3. Растачивание отверстий: а-сквозных; б –глухих
Рис. 4. Углы токарного резца в статическом состоянии: 1 – след главной секущей плоскости Рτ; 2 – след вспомогательной секущей плоскости Pτl; 3 – след основной плоскости Pv; 4 – след плоскости резания Рп.
С увеличением переднего угла γ уменьшается работа, затрачиваемая на процесс резания, и уменьшается шероховатость обрабатываемой поверхности. При обработке мягких сталей γ = 8–20°, а при обработке весьма твердых сталей делают даже отрицательный угол γ = –5… –10°.
Главный угол в плане φ определяет соотношение между радиальной и осевой силами резания. При обработке деталей малой жесткости φ берут близким или равным 90°, так как в этом случае радиальная сила, вызывающая изгиб детали, минимальна. В зависимости от условий работы принимают φ = 10–90°. Наиболее распространенной величиной угла резца в плане при обработке на универсальных станках является φ = 0–45°. Вспомогательный угол в плане φ = 0–45°, наиболее распространен φ1 = 12–15°.
Угол наклона главной режущей кромки λ определяет направление схода
стружки. При положительном угле λ стружка имеет направление на обработанную поверхность, при отрицательном λ – на обрабатываемую поверхность. Чаще всего угол λ равен 0º. Не рекомендуется при чистовой обработке принимать положительный угол λ.
1.4. Дробление стружки
В процессе обработки сливная стружка часто мешает проводить высокопроизводительно процесс, точения, так как она запутывается вокруг детали и инструмента и вынуждает часто прекращать обработку с целью ее удаления.
Для обеспечения скоростного точения вязких сталей применяют ряд способов дробления стружки в пpoцecсе обработки:
− подбор геометрии инструмента и режимов резания; − изготовление на передней поверхности резцов стружколомных лунок
(рис. 5) и уступов (порожков); − установка на передней поверхности накладных стужколомов (рис. 6).
Дробление стружки можно обеспечить путем придания главной режущей кромке положительного угла + λ, заточки отрицательного переднего угла γ = 10–15° и соответствующего сочетания глубины резания t и подачи S в пределах t/S = 5–8.
Рис. 5. Резец со стружколомной лункой
В табл. 1 приведены рекомендуемые углы заточки в зависимости от соотношения t и S.
Таблица 1 Углы заточки и фаска в зависимости от глубины резания t и прдачи S
для резцов, оснащеннш твердым сплавом φ γ γ λ F
Тип резца град. мм
Проходной 45 0 –5 0 4٭ Проходной 60 10 –2 +18 2,5 Подрезной 90 –3 – 0 4 Подрезной 90 +15 – +15 1,5 При f ≥ 4 и S ≥ 0,3 мм ٭

Рис. 6. Резец с накладным стружколомом и стружкоотражательным экраном
1.5. Оптимальный износ резцов
В процессе резания происходит интенсивное трение поверхностей
режущей части инструмента об обработанную поверхность, поверхность резания и трение стружки о переднюю поверхность. Процесс трения сопровождается значительным выделением тепла за счет трения и пластической деформации срезаемого слоя металла.
Эти явления, сопутствующие процессу резания, приводят к износу инструмента по передней и задним поверхностям. Инструмент может нормально работать до какого-то предельно допустимого износа, величина которого определяет стойкость инструмента, измеряемую в минутах, которая характеризует собой время его непрерывной работы до переточки.
Характер износа представлен на рис. 7, 8. Величины допускаемого износа резцов h3, приведены в табл. 2.
а б
Рис. 8. Новый (а) и изношенный (б) резцы
Рис. 8, Параметры износа резца: h3 – no задней поверхности; hл, В – по передней поверхности)
Таблица 2
Рекомендуемые величины допускаемого износа токарных проходных резцов
Обрабатываемый материал Сталь, стальное литье Серый чугун
Резцы Условия обработки
Допускаемый износ, мм
Условия обработки
Допускаемый износ, мм
Резцы из быстрорежущей стали Проходные. С охлаждением 1,5-2,0 Черновое
точение 3,0-4,0
Подрезные и расточные
Без охлаждения
0,3-0,5 Получистовое точение
1,5-2,0
Подрезные и отрезные
С охлаждением 0,8-3,0 – –
Подрезные и отрезные
Без охлаждения
0,3-0,5 На токарных станках
1,5-2,0
Резцы с пластинами из твердых сплавов Проходные, подрезные и расточные с пластинами Т15К6, Т5К10,Т14К8, Т15К6Т
Без охлаждения при подаче 0,3 мм/об 0,3 мм/об
0,8-1,0 1,5-2,0
0,3 мм/об 0,3 мм/об
1,4-1,7 0,8-1.0
То же с пластиной Т30К4
Без охлаждения
0,5 — 0,8 – –
То же с пластиной ВК6 и ВК8
То же при подаче 0,3 мм/об 0,3 мм/об
0,8-1,0 0,3
0,3 мм/об 0,3 мм/об
1,4-1,7 0,8-1,0

2.МЕТОДИКА НАЗНАЧЕНИЯ РАЦИОНАЛЬНОГО РЕЖИМА РЕЗАНИЯ
Рациональным (наивыгоднейшим) режимом резания будет такой, при котором деталь требуемого качества изготовляют при минимальных затратах средств (с учетом затрат на инструмент). Этот режим соответствует экономическому периоду стойкости инструмента.
При назначении рационального режима резания необходимо учесть следующее; марку обрабатываемого материала, его физико-механические свойства, состояние его поверхности, вид точения, характер обработки (черновая или чистовая), условия обработки (непрерывное или прерывистое) и др. Предварительно выбирается тип токарного резца (по табл. 1 приложений).
Порядок назначения режима резания следующий. 2.1. Выбор материала, геометрических параметров режущей части и
размеров токарных резцов
2.1.1. Выбор материала режущей части резца На выбор материала режущей части токарных резцов оказывают влияние
условия и вид обработки (прерывистое или непрерывное резание, наличие литейное корки, чистовое, черновое и др.), а также обрабатываемый материал. Режущая часть токарных размеров изготавливается из металлокерамических, минералокерамических, безвольфрамовых твердых сплавов, реже из быстрорежущей стали и сверхтвердых материалов. Твердые сплавы в виде пластин соединяют с крепежной частью с помощью пайки или специальных высокотемпературных клеев, многогранные твердосплавные пластины закрепляют прихватами, винтами и т.п.
Рекомендуемые материалы для режущей части токарных резцов приведены втабл.2П.
2.1.2. Определение геометрических параметров режущей части и размеров резца
Размеры резцов определяют в зависимости от, их отличительных признаков (см. табл. 1П). Размеры поперечного сечения державки резца берут ъ зависимости от высоты центров станка, на котором выполняется работа. При высоте центров 150–160 мм рекомендуется сечение державки В х Н = 12 х 20 мм) (где В – ширина. Н – высота), при высоте центров 180–200 мм – от 12 х 20 до 16 х 25 мм, при высоте центров 250–300 мм – от 16 х 25 до 20 х 32 мм.
Для токарных станков моделей 1А62, 1А62Б, 1А62Г, 1В62Г, 1К62, 16К20 высота центров составляет 200 мм, для модели 1А616 – 160 мм.
Размеры токарных проходных отогнутых резцов с пластинками из твердого сплава приведены на рис. 9 и в табл. ЗП. Примеры условного обозначения правого резца сечением Н х В = 25 х 16 мм, с углом врезки пластинки в стержень 0º, с пластинкой из твердого сплава марки Т15К6 или Т5К10:
Резец 2102-0055 Т15К6ГОСТ 18877-73,
Резец 2102-0055 Т5К10 ГОСТ 18877-73.
Рис. 9. Основные параметры проходного отогнутого резца
В условиях серийного и массового производства применяются резцы с механическим креплением многогранных твердосплавных пластин и минерало-керамики. Применение многогранных твердосплавных неперетачиваемых пластин на резцах обеспечивает;
− сокращение вспомогательного времени на смену и переточку резцов; − повышение стойкости на 20-25 % по сравнению с напаянными резцами; − сокращение затрат на инструмент в 2-3 раза и потерь вольфрама и
кобальта в 4-4,5 раза; − упрощение инструментального хозяйства; − уменьшение расхода абразивов на заточку.
Многогранные пластины различных форм имеют плоскую переднюю поверхность с выкружкой или вышлифованные лунки и могут быть с отверстием или без него.
Сверхтвердые инструментальные материалы предназначены для чисто вой обработки материалов с высокими скоростями резания (св. 500 м/мин), а также материалов с большой твердостью (HRC > 60). Наиболее распространенными сверхтвердыми материалами являются материалы на основе кубического нитрида бора.
Изготовляют резцы, оснащенные режущими пластинами из композита, причем режущие элементы могут быть как перетачиваемыми, так и в виде многогранных неперетачиваемых пластин.
В зависимости от материала режущей части резца и условий обработки выбирается форма передней поверхности резца (табл. 4П).
Углы режущей части резцов в зависимости от условий обработки обрабатываемого материала, материала режущей части и формы передней поверхности определяются по табл. 5П — 7П.

2.2. Назначение глубины резания Глубину резания t следует брать, равной припуску на обработку на
данной операции. В табл. 6 указаны рекомендуемые, значения припуска для обработки, наружных цилиндрических поверхностей. Если припуск нельзя снять за один рабочий ход, то число проходов должно быть возможно меньшим (два рабочих хода: черновой и чистовой):
2
dDt
−= ,
где D – диаметр заготовки, мм (диаметр заготовки следует брать с учетом плюсового допуска на се изготовление); d – диаметр после обработки, мм.
Например, припуск на черновое точение (на диаметр) равен 4,4+1,3-0,6 мм.
Следовательно, максимальная глубина резания при черновом точении равна: tmax = 4,4 + 1,3/2 = 2,85 ≈ 2,9 мм,
минимальная глубина резания tmin = 4,4 – 0,6/2 = 1,9 мм.
В техническую карту механической обработки детали следует записать при черновом точении глубину резания t = 2,9/1,9 мм. Расчет мощности резания при черновом точении следует вести по максимальной глубине резания t = 2,9 мм.
При чистовой обработке глубина резания зависит от требуемых точности и шероховатости обработанной поверхности. При параметре шероховатости поверхности до Rz = 20 мкм включительно глубина резания рекомендуется 0,5–2 мм, при Rz ≤ 0,8 мкм – 0,1–0,4 мм.
В свою очередь, величина припуска зависит от ряда факторов, а именно от размера изготовляемой детали, метода получения заготовки, масштабов производства (числа изготовляемых деталей) и т.п.
Заготовками могут являться прокат (круглый, квадратный и др.), поковки, штамповки, отливки. Припуск на сторону для штамповок колеблется в пределах 1,5–7. мм, для поковок – 2,5–20 мм, для отливок 3–30 мм.
2.3. Назначение величины подачи При черновой обработке выбирают максимально возможную подачу,
исходя из прочности и жесткости системы станок – приспособление – инструмент – деталь, мощности привода станка и других ограничивающих факторов.
При чистовой обработке подачу выбирают в зависимости от требуемой степени точности и шероховатости обработанной поверхности.
Значения подач приведены в табл. 9П, 10П. После выбора подачи по справочным таблицам Sm ее уточняют по
паспорту станка и выбирают фактическую Sф – ближайшую (меньшую).
2.4. Определение скорости резания Скорость резания, допускаемую режущими свойствами инструмента,
рассчитывают по следующим формулам:
а) при наружном продольном и поперечном точении и растачивании:
vyxmv KStT
Cv = ,
б) при отрезании, прорезании и фасонном точении:
vymv KST
Cv = ,
где v – скорость резания, м/мин; Сv – коэффициент, зависящий от механических свойств и структуры обрабатываемого материала, материала режущей части резца, а также от условий обработки; Т – стойкость инструмента, мин (среднее значение стойкости проходных резцов при одноинструментной обработке – 30–60 мин; для резьбовых, фасонных резцов – 120 мин); t – глубина резания, мм; S – подача, мм/об; т, х, у – показатели степеней; Kv – общий поправочный коэффициент.
Значения постоянной Cv для данных табличных условий резания и показатели степени х, у, т приведены в табл. 11П.
Общий поправочный коэффициент Kv представляет собой произведение отдельных коэффициентов, каждый из которых отражает влияние определенного фактора на скорость резания:
ovqvrvlvvuvnvvv KKKKKKKKK φφµ= ,
где vKµ – поправочный коэффициент, учитывающий физико-механические
свойства обрабатываемого материала (табл. 12П, 13П); nvK – состояние поверхности заготовки (табл. 14П); uvK – материал режущей части (табл. 15П);
qvrvlvvuv KKKKK φφ – параметры резца – главный угол в плане, вспомогательный
угол в плане, радиус при вершине, размер поперечного сечения державки (табл. 16П), причем, qvrvlv KKKφ – определяют только для резцов из быстрорежущей
стали; ovK – вид обработки (табл 17П). Зная допустимую (расчетную) скорость резания v, определяют расчетную
частоту вращения:
D
vN
π1000
= ,
(где п – частота вращения детали, мин-1; D – диаметр детали, мм) и 6epут ближайшую фактическую частоту вращения по паспорту станка при условии пф
≤ п. По выбранной частоте вращения шпинделя станка подсчитывают
фактическую скорость резания:
1000ф
ф
Dnv
π= .
3.5. Проверка выбранного режима резания Выбранный режим резания необходимо проверить по мощности привода
шпинделя станка, по прочности механизма подач, по прочности державки резца и по прочности пластинки твердого сплава.

3.5.1. Проверка по мощности привода шпинделя станка Мощность, затрачиваемая на резание Np, кВт, должна быть меньше или
равна допустимой мощности на шпинделе Nшп, определяемой по мощности привода:
Np ≤ Nшп = Nэη, где Nэ – мощность электродвигателя токарного станка, кВт (см. паспортные данные станков в приложениях); η – КПД станка (в паспорте станка).
Мощность по наиболее слабому звену при малой частоте вращения шпинделя меньше мощности по приводу (номинальной), т.е. слабое звено не дает возможности при малой частоте вращения шпинделя использовать всю мощность электродвигателя. Поэтому для малых значений частот вращения (п) шпинделя мощность на шпинделе надо взять из паспорта станка как мощность по наиболее слабому звену. Например, для станка 1А62 при минимальной частоте вращения п = 11,5 мин-1 допустимая мощность на шпинделе, допускаемая слабым звеном (зубчатое колесо), составляет 1,42 кВт, в то время как номинальная мощность (по приводу) составляет 5,9 кВт. С увеличением частоты вращения мощность на шпинделе по наиболее слабому звену увеличивается и, начиная с 58 мин-1, достигает номинальной – 5,9 кВт.
Мощность резания определяется по формуле:
1000
vPN z
p = ,
где zP – сила резания, Н; v – фактическая скорость резания, м/с. Силу резания, Н, при точении рассчитывают по следующей эмпирической формуле:
pnyx
рz KvStСP 81,9=
Значения коэффициента Ср и показателей степеней х, у, z приведены в табл. 18П, а величины поправочных коэффициентов на обрабатываемый материал – в табл. 19П, на геометрические параметры режущей части резцов – в табл. 20П
Если условие Np ≤ Nшп не выдерживается, то необходимо в первую очередь уменьшить скорость резания.
3.5.2. Проверка по прочности механизма продольной подачи Осевая сила резания Рх, Н, должна быть меньше (или равна) наибольшего
усилия, допускаемого механизмом продольной подачи станка: Рх ≤ Рх доп,
где Рх = (0,25 – 0,45) Pz.; Рх доп – наибольшее усилие, допускаемое механизмом продольной подачи станка, Н (берется из паспортных данных станка).
Если условие Рх ≤ Рх доп не выдерживается, то необходимо уменьшить силу резания Pz, в первую очередь за счет уменьшения подачи.
3.5.3. Проверка по прочности державки резца Условие прочности державки резца выражается следующей формулой
σизг ≤ [σизг], где σизг – наибольшее напряжение в теле резца, зависящее от воспринимаемой нагрузки, материала тела резца и размеров поперечного сечения, МПа;
σизг = Мизг / W =Pz l / W. где Мизг – изгибающий момент, Нм; Pz – сила резания, Н; l – вылет резца из
резцедержателя (рис. 7), м (его берут наибольшим, чтобы обеспечить жёсткость резца), l = (1–3)Н; W – осевой момент сопротивления или момент сопротивления при изгибе, м3 (для прямоугольного сечения W = BH2/6, для круглого – 0,1 d3); [σизг] – допустимое напряжение для державки резца, МПа (для стали У7, 45 – [σизг] = 200–250 МПа).
Рис. 9. Схема для проверки резца на прочность:
Рz – сила резания; В и Н – размеры сечения державки резца; l – вычет резца
3.5.4. Проверка по прочности пластинки твердого сплава Условие прочности пластинки твердого сплава:
Рz ≤ [Рz], где Рz – фактическая сила резания, Н; [Рz] – сила резания, допускаемая прочностью пластинки твердого сплава, приведена в табл. 20 П.
Если условие прочности не выдерживается, то необходимо увеличить толщину пластинки.
3. РАСЧЕТ ВРЕМЕНИ ВЫПОЛНЕНИЯ ОПЕРАЦИИ
Штучное время Тшт – время, затрачиваемое на выполнение операции, мин, равно: Тшт = То + Твсп + Тобс+ Тотд – где То – основное время, это часть штучного времени, затрачиваемая на изменение и последующее определение состояние предмета труда, т.е. время непосредственного воздействия инструмента на заготовку; Твсп – вспомогательное время, это часть штучного времени, затрачиваемая на выполнение приёмов, необходимых для обеспечения непосредственного воздействия на заготовку; к этому времени относится время, затрачиваемое на установку, закрепление, снятие заготовки, время на управление станком при подготовке рабочего хода, выполнение измерений в процессе обработки; Тобс – время обслуживания рабочего места, это часть штучного времени, затрачиваемая исполнителем на поддержание средств технологического оснащения в работоспособном состоянии и уход за ними и рабочим местом. Время обслуживания рабочего места складывается из времени организационного обслуживания (осмотр и опробование станка, раскладка л уборка инструмента, смазка и очистка станка) и времени технического обслуживания (регулирование и подналадка станка, смена и подналадка режущего инструмента, и т.п.); Тотд – время на личные потребности, это часть

штучного времени, затрачиваемая человеком на личные потребности и, при утомительных работах, на дополнительный отдых.
3.1. Определение основного времени Основное технологическое время То, определяется по формуле:
nS
LiТ o =
где L – общая длина рабочего хода резца (суппорта) в траектории движения подачи, мм, i – число рабочих ходов. Длина рабочего хода
L = l+ l1 + l2 +l3, где l – длина обрабатываемой поверхности детали, мм; l1 – величина пути врезания, мм, l1 = t ctgφ + (0,5 — 2); l2 – величина, перебега резца, l2 = 1-3 мм; l3 – величина пути для снятия пробных стружек или для замеров детали, l3 = 5–8 мм. При работе на настроенных станках l3 = 0.
3.2. Вспомогательное время К этому времени относится, затрачиваемое на установку, выверку и
снятие заготовки (табл. 22П), на рабочий ход (табл. 23П), на выполнение измерений в процессе обработки (табл. 24П).
3.3. Определение оперативного времени Сумму основного и вспомогательного времени называют оперативным
временем: Топ = То + Твсп
Оперативное время является основной составляющей штучного времени. 3.3. Время на обслуживание рабочего места и время на личные
надобности Время на обслуживание рабочего места, и время на личные надобности
часто берут в процентах от оперативного времени: Тобс = (3–8 %) Топ; Тотд = (4–9 %) Топ; Тобс + Тотд ≈ 10 % Топ
3.4. Штучно-калькуляционное время Штучно-калькуляционное Тшт определяет норму времени – время
выполнения определённого объёма работ в конкретных производственных условиях одним или несколькими рабочими. В состав штучно-калькуляционного времени входит, помимо штучного времени, ещё и время на подготовку рабочих и средств производства к выполнению технологической операции и приведение их в первоначальное состояние после; её окончания – подготовительно-заключительное время Тпз. Это время необходимо для получения задания, приспособлений, оснастки, инструмента, установки их, для наладки станка на выполнение операции, снятие всех средств, оснащения и сдачи их (табл. 25П). В штучно-калькуляционное время подготовительно-заключительное время входит как доля его, приходящаяся на одну заготовку. Чем большее число заготовок п обрабатывается с одной наладки станка (с одного установа в одной операции), тем меньшая часть подготовительно-заключительного времени входит в состав штучно-калькуляционного:
п
ТТТ пзштшт += .
В массовом производстве Тпз принимается равным нулю, так как
практически вся работа выполняется при одной наладке станка.
4. РАСЧЁТ ПОТРЕБНОСТИ В ОБОРУДОВАНИЯ
Расчетное количество станков для выполнения определенной операции
60см
шт
Т
ПТz = ,
где Тшт – штучное время, мин; П – программа выполнения деталей в смену, шт.; Tсм – время работы станка в смену, ч (обычно Тсм = 8 ч).
6. ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ЭФЕКТИВНОСТЬ
Оценку технико-экономической эффективности технологической операции проводят по расчетам потребного количества станков и ряда коэффициентов, в числе которых: коэффициент основного времени и коэффициент использования станка по мощности.
Коэффициент Ко основного времени То определяет его долю в общем времени Тшт, затрачиваемом на выполнение операции:
шт
оо Т
ТК = ,
Чем больше значение Ко, тем лучше построен технологический процесс, поскольку больше времени, отведенного на операцию, станок работает, а не простаивает, т.е. в этом случае уменьшается доля вспомогательная времени.
Ориентировочно величина коэффициента Ко следующая: − протяжные станки – Ко = 0,35–0,945; − фрезерные непрерывного действия – Ко = 0,85–0,90; − остальные – Ко = 0,35–0,90. Если коэффициент основного времени Ко ниже этих величин, то
необходимо разработать мероприятия по снижению вспомогательного времени (применение быстродействующих приспособлений, автоматизация измерений детали и др.).
Коэффициент использования станка по мощности
ηспp
N N
NK = ,
где NK – коэффициент использования станка по мощности; pN – мощность
резания, кВт ( выбирает технологический переход операции с максимальным расходом мощности); спN – мощность главного привода станка, кВт; η – КПД станка. Чем NK ближе к единице, тем наиболее полно, используется мощность станка, чем он меньше, тем менее используется мощность станка. Например, если NK = 0,5, то станок используется на 50 % от своей мощности и, если это возможно, следует выбрать станок меньшей мощности.

ПРИМЕР РАСЧЕТА РЕЖИМ А РЕЗАНИЯ
Исходные данные:
1. Заготовка – штамповка, сталь 40Х ГОСТ 4543-71 2. Предел прочности стали 40Х – σ = 1000 МПа, твердость по Бринеллю НВ
= 200 кгс / мм2
3. Общий припуск на обработку (на диаметр) h = 8 мм 4. Диаметр заготовки D = 95 мм 5. Диаметр детали (после обработки) d = 89 мм 6. Длина обрабатываемой поверхности l = 140 мм 7. Требуемая шероховатость Ra = 2,5 мкм 8. Станок – 1К62
При расчете режимов резания необходимо:
выбрать тип, размеры и геометрические параметры резца; выбрать станок; рассчитать элементы режима резания; провести проверку выбранного режима резания по мощности привода главного движения резания, крутящему моменту, прочности державки резца и прочности механизма подачи станка;
произвести расчет времени, необходимого для выполнения итерации;
произвести расчет необходимого количества станков; провести проверку эффективности выбранного режима резания и выбранного оборудования.
1. Выбор токарного резца 1.1. Выбор материала режущей части резца
Исходя из общего припуска на обработку и требований к шероховатости
поверхности обработку проводим в два прохода (черновое и чистовое точение). По табл.2П выбираем материал пластинки из твердого сплава: для чернового точения – Т5К10, для чистового точения – Т15К6.
1.2. Назначение размеров резца
Для станка 1К62 с высотой центров 200 мм размеры сечения державки резца принимаем: Н х В = 25 х 16 мм.
Для обработки выбираем проходной прямой отогнутый резец с пластинкой из твердого сплава, размеры которого приведены в табл.3П: резец 2102 — 0055 ГОСТ 18877-73.
1.3. Назначение геометрических параметров режущей части резца
В зависимости от материала режущей части резца и условий обработки
выбираем одинаковую форму передней поверхности резцов (для чернового и чистового точения) по табл.ЗП: номер Пб – плоская, с отрицательной фаской. Согласно ГОСТ на токарные резцы по таблицам 5П – 7П выбираем геометрические параметры резцов: γф = –10°, γ = 15°, αчерн = 8°, αчист = 12°, φ = 45°, φ1 = 45°, λ = 0°.
2. Назначение глубины резания
При чистовом точении глубину резания принимаем t2 = 1 мм, Тогда, глубина резания при черновом точении определяется по формуле; t1 = h/2 – t2 = 8/2 – 1 = 3 мм.
3. Назначение величины подачи
При черновой обработке подачу выбираем по таблице 10П в зависимости от обрабатываемого материала, диаметра заготовки и глубины резания в пределах 0,6–1,2: м/об. Принимаем S1 = 0,8 мм/об.
При чистовой обработке подачу выбираем по таблице 10П в зависимости от шероховатости поверхности и радиуса при вершине резца, который принимаем равным 1,2 мм, S2 = 0,2 мм/об.
Выбранные подачи уточняем по паспортным данным станка. 1К62 по приложению. Назначаем следующие подачи S1 = 0,78 мм/об, S2 = 0,195 мм/об.
4. Определение скорости резания 4.1. Определяем скорость резания v, м/мин. по формуле:
vyxmv KStT
Cv = ,
где Сv – коэффициент, зависящий от условий обработки (по табл.11П для черновой обработки Сv1 = 340; для чистовой – Сv2 = 420); Т – стойкость резца, мин (принимаем Т1 = Т2 = 60 мин); х, у. m – показатели степени (табл. 11П); vK – общий поправочный коэффициент, представляющий собой произведение отдельных коэффициентов, каждый из которых отражает влияние определенного фактора на скорость резания.
Для резцов с пластиной из твердого сплава Kv равно: ovqvrvlvvuvnvvv KKKKKKKKK φφµ=
где vKµ – общий поправочный коэффициент, учитывающий влияние физико-
механических свойств обрабатываемого материала, по табл. 12 и 1ЗП:
;75,01000
7501
1
=⎟⎠⎞
⎜⎝⎛=vK µ

nvK – поправочный коэффициент, учитывающий состояние поверхности заготовки, по табл.14П – при черновой обработке Knv1 = 0,8, при. чистовой обработке – Knv2 = 1,0; uvK – поправочный, коэффициент, .учитывающий материал режущей части, по табл. 15П — Kuvl = 0,65; Kuv2 = 1,0; vKφ –
поправочный коэффициент, учитывающий главный угол в плане резца, по табл. 16П – для φ = 45° 1vKφ = 2vKφ = 1,0; qvrvlv KKK ,,φ – только для резцов из
быстрорежущей стали; ovK – поправочный коэффициент, учитывающий вид обработки (потабл.17П ovK = 1,0).
Общий поправочный коэффициент для резцов (чернового и чистового) равен:
,39,00,10,165,08,075,01 =⋅⋅⋅⋅=vK
.75,00,10,10,10,175,02 =⋅⋅⋅⋅=vK Показатели степени х,у и т по табл.11П;
для черновой обработки – х1 = 0,15, у1 = 0,20, т1 = 0,20 ( при S до 0,3 мм/об), для чистовой обработки – х2 = 0,15, у2 = 0,45, т2 = 0,20 ( при S св. 0,7 мм/об).
Скорость резания, м/мин, равна:
2,5239,078,0360
3402,015,02,01 ==v ;
29075,0195,0360
4202,015,02,02 ==v .
4.2. Определяем частоту вращения шпинделя, об/мин, по расчетной
скорости резания:
1759514,3
2,5210001000
1
11 =
⋅⋅
==D
vn
π;
10378914,3
29010001000
2
22 =
⋅⋅
==D
vn
π.
4.3. Уточняем частоту вращения шпинделя по паспорту станка
Для черновой обработки выбираем 13 ступень коробки скоростей п1 = 200 мин-1, для чистовой обработки выбираем 21 ступень коробки скоростей п2 = 1000 мин-1.
4.4.Определяем фактическую скорость резания. Vф, м/мин:
7,591000
2009514,3
100011
1 =⋅⋅
==nD
vπ
;
5,2791000
10008914,3
100022
2 =⋅⋅
==nD
vπ
.
5. Проверка выбранного режима резания
Выбранный режим резания необходимо проверить по мощности привода
шпинделя станка, по прочности механизма подач, по прочности державки резца
и по прочности пластинки твердого сплава.
5.1. Проверка по мощности привода шпинделя станка
Мощность, затрачиваемая на резание Np, должна быть меньше или равна мощности на шпинделе Nшп:
Np ≤ Nшп = Nэη, где Nэ – мощность электродвигателя токарного станка, кВт; для станка 1K62, Nэ = 10 кВт; η – КПД привода токарного станка, для станка 1К62 η = 0,8.
Мощность резания определяется по формуле:
1000фz
p
vPN =
где Рz – сила резания, Н; vф – фактическая скорость резания, м/с. Для определения мощности резания определяем силу резания при
черновой обработке. Силу резания при точении рассчитываем по следующей формуле:
pn
фyx
рz KvStСP ⋅⋅⋅⋅⋅= 1111 81,9 ,
где Ср – коэффициент, учитывающий свойства обрабатываемого материала, материал режущей части резца, а также условия обработки, по табл.18П Ср = 300; Кр – общий поправочный коэффициент, численно равный произведению ряда коэффициентов, каждый из которых отражает влияние определенного фактора на силу резания:
rpрррмрр КККККК λγϕ= ,
где Кмр – поправочный коэффициент, учитывающий влияние качества обрабатываемого материала, определяется по табл,19П:
;24,1750
75,0
=⎟⎠⎞
⎜⎝⎛=σ
мрК
Кφр – поправочный коэффициент, учитывающий главный угол в плане резца, по табл. 20П Кφр = 1,0; Кγр – поправочный коэффициент, учитывающий передний угол резца, по табл.20П Кγр = l,25; Кλр – поправочный коэффициент учитывающий угол наклона главного лезвия, по табл.20П Кλр = 1,0.
Поправочный коэффициент Кrр, учитывающий радиус при вершине резца, определяется для резцов из быстрорежущей стали.
Тогда, общий поправочный коэффициент равен: Кр = 1,24·1,0·1,25·1,0 = 1,55.
Показатели степени х, у и п принимаем по табл.18П для черновой обработки: х = 1,0; у = 0,75; п = — 0,15.
Сила резания при точении равна: НPz 615055,17,5978,0330081,9 15,075,01
1 =⋅⋅⋅⋅⋅= − . Мощность резания, кВт,
кВтN p 12,6601000
7,596150=
⋅⋅
= .
Мощность на шпинделе равна: Nшп = 10·0,8 = 8 кВт.

Так как Nр < Nшп (6,12 < 8 кВт), то выбранный режим резания удовлетворяет условию по мощности на шпинделе станка.
5.2. Проверка по прочности механизма продольной подачи станка
Осевая сила Рх которая оказывает непосредственное влияние на прочность механизма продольной подачи станка, должна быть меньше или равна наибольшего усилия, допускаемого механизмом продольной подачи станка:
Рх ≤ Рх доп где Рх – осевая сила резания, Н, принимаем Рх = 0,4Рz; Рх доп – наибольшее усилие, допускаемое механизм продольной подачи станка, Н. По паспортным данным станка 1К62 наибольшее усилие, допускаемое механизмом продольной подачи станка, равно 3600 Н.
Осевая сила Рх = 0,4·6150 = 2460 Н. Так как (2460 < 3600 Н), выбранный режим резания удовлетворяет
условию прочности механизма продольной подачи станка.
5.3. Проверка по прочности державки резца
Условие по прочности державки резца выражается следующей формулой: σизг ≤ [σизг],
где σизг – наибольшее напряжение в теле резца, зависящее от воспринимаемой нагрузки, материала тела резца и размеров его поперечного сечения,
,W
lМизгизг =σ
где Мизг – изгибающий момент, Нм; l – вылет резца из резцедержателя, м; вылет резца принимаем l = 1,5 H (H – высота державки резца, H = 25 мм); W – осевой момент сопротивления или момент сопротивления при изгибе, м3 (для прямоугольного сечения W = ВН2/6); [σизг] – допустимое напряжение для державки резца, МПа (для стали [σизг] = 200 – 250 МПа). Принимаем [σизг] = 200 МПа.
Тогда напряжение в теле резца определяется по формуле:
.4,1382516
61509962
МПаBH
P
BH
lP
W
lР zzzизг =
⋅⋅
====σ
Так как (138,4 < 200 МПа), выбранный режим резания удовлетворяет условию по прочности державки резца.
5.4. Проверка по прочности пластинки твердого сплава резца
Условие прочности пластинки твердого сплава резца выражается следующей формулой:
Рz < [Рz], где Рz – фактическая сила резания, Н, Рz = 6150 Н; [Рz] – величина силы резания, допускаемая по прочности пластинок твердого сплава в зависимости
от их толщины в мм. В соответствии с табл. 20П толщину пластинки твердого сплава следует брать не менее 8 мм.
6. Расчет времени выполнения операции
6.1. Расчет основного времени Основное время Тo на изменение формы и размеров заготовки определяем
по формуле
nS
LiTo = ,
где L – длина рабочего хода резца, мм, L = l + l1 + l2 + l3.
где l – длина обрабатываемой поверхности, мм, l = 140 мм; l1 – величина пути врезания, мм, l1 = t ctg φ + (0,5…2) = 3 ctg45º + 2 = 5 мм; l2 – величина перебега резца, мм, l2 = 1–3 мм, принимаем l2 = 3 мм; l3 – величина пути для снятия пробных стружек, мм. В массовом производстве при работе на настроенных станках l3 не учитывается; i – число рабочих ходов резца, i = 1.
Основное время, мин, равно:
;95,078,0200
1)35140(
111 =
⋅⋅++
==Sn
LiTo
.76,0195,01000
1)35140(
222 =
⋅⋅++
==Sn
LiTo
6.2. Расчет штучного времени Штучное время, затрачиваемое на данную операцию:
Тшт = То + Твсп + Тобс+ Тпер где Твсп – вспомогательное время, мин.:
– время на установку и снятие детали по табл.22П – 1,10 мин; – время на рабочий ход по табл. 23П принимаем 0,5 мин; – время на измерение детали по табл.24П принимаем 0,16 мин;
Твсп = 1,10 + 0,5 + 0,16 = 1,66 мин. Оперативное время
Топ = То + Твсп = (0,95 + 0,76) +1,66 = 3,37 мин. Время обслуживания рабочего места Тобс = (3–8 %)·Топ; время перерывов
в работе Тпер = (4–9 %)·Топ. Штучное время Тшт = 1,71 + 1,66 + 0,05·3,37 + 0,05·3,37= 3,7 мин.
7. Расчет потребности в оборудовании
Расчетное количество станков z для выполнения определенной операции при массовом производстве равно:
60см
шт
Т
ПТz = ,
где П – программа выпуска деталей в смену, шт., принимаем П = 500шт;

Тсм – время работы станка в смену, ч, Тсм = 8 ч,
8,3608
5007,3=
⋅⋅
=z станка.
8. Технико-экономическая эффективность.
8.1. Коэффициент основного времени Коэффициент основного времени
Ко = То / Тшт = 1,71 / 3,7 = 0,46. Данные говорят о том, что при выполнении операции точения
относительно много времени отводится для вспомогательных действий, поэтому следует провести организационные или технологические мероприятия по механизации процессов, сокращению вспомогательного времени и т.д.
8.2. Коэффициент использования станка по мощности
ηстp
N N
NK = ,
где NK – коэффициент использования станка по мощности; pN – мощность
резания, кВт, pN = 6,12 кВт; стN – мощность главного привода станка, кВт, стN
= 10 кВт; η – КПД станка.
.765,08,010
12,6=
⋅=NK
Чем ближе NK к 1, тем более полно используется мощность станка. В нашем случае коэффициент использования станка по мощности достаточно высок.
СПИСОК ЛИТЕРАТУРЫ
1. Байкалова В.Н., Колокатов A.M. Методические указания по расчету (назначению) режимов резаний при точении. М.: МИИСП, 1989.
2. Некрасов СС. Обработка материалов резанием: Учебник. М.: Агропромиздат, 1996.
3. Краткий справочник металлиста / Под ред. А.Н. Малова. Изд. 2. М.: Машиностроение, 1971.
4. Справочник технолога машиностроителя. В.2-х т. / Под ред. А.Г. Косиловой и Р.К. Мещерякова. — 4-е изд., перераб. и доп. М.: Машиностроение, 1985.
5. Некрасов С.С., Байкалова В.Н. Методические рекомендации по выполнению домашнего задания по курсу «Обработка конструкционных материалов резанием». М.: МИИСП, 1988.
6. Некрасов С.С., Байкалова В.Н., Колокатов A.M. Определение технической нормы времени станочных операций: Методические рекомендации. М.: MГAУ, 1995.
ПРИЛОЖЕНИЯ
Таблица 1П. Отличительные признаки резцов
Отличительный признак Наименование резцов По виду обработки Проходные, подрезные. Упорные, прорезные, расточные,
отрезные, гантельные, фасонные, резьбовые, фасонные По инструментальному материалу
Из быстрорежущей стали, с пластинками из твердого сплава (металлокерамика и минералокерамика), из сверхтвердых материалов
По положению главного режущего лезвия
Правые, левые
По характеру обработки Обдирочные (черновые), чистовые, для тонкого (алмазного) точения
По сечению стержня Прямоугольные, квадратные, круглые По конструкции головок Прямые, отогнутые, изогнутые, оттянутые. По способу изготовления Цельные, с приваренной встык головкой, с припаянной
пластинкой, с приваренной пластинкой, с наплавленной головкой, с механическим креплением пластинок, вставки для державок
Таблица 2П. Выбор типовых марок твердого сплава
Марка сплава при обработке стали чугуна
Характер обработки
углеродистой и легирован ной
закаленной НВ240 НВ 400-700
Черновое точение по корке и окалине при неравномерном сечении среза и прерывистом резании с ударами
Т5КШ Т5К12В ВК8 ВК83
ВК8 ВК8В ВК4
ВК8 ВК8В
Черновое точение по корке при неравномерном сечении среза и непрерывном резании
Т14К8 Т5К10
ВК4 ВК8 ВК6
ВК6М ВК4
Получистовое и чистовое точение при прерывистом резании
Т15К6 Т14В8 T5K10 ВСК-60 ВСК-63, ВЗ
T5K10 ВК4 ВК8 ТНМ-20, ВЗ
ВК4 ВК6 ВК8
ВК6М
Точное точение при прерывистом резании
ТЗ0К4 Т15К6
Т14К8 Т5К10 ВК4
ВКЗ БКЗ ВК4
ВК6М ВКЗ
Точное точение при непрерывном резании
ТЗ0К4 ТЗ0К4 Т15К6 ВК6М, ВКЗМ
ВКЗ ВКЗМ ВК6М ВКЗМ ВКЗ
Отрезка и прорезка канавок Т15К6,Т14К8 Т5К10
ВК6М ВК4
ВКЗ ВКЗМ ВК6М ВКЗМ

Таблица 3П. Размеры проходных отогнутых резцов с пластинкой из твердого сплава Обозначение Сечение резца Н
х В, мм Длина резца,
мм т. мм Форма
пластинки ГОСТ 2209-69
2102-0071 16 х 10 100 6 01Б 2102-0073 16 x 12 100 7 01Б 2102-0075 20 х 12 120 7 01Б 2102-0077 20 х 16 120 10 02Б 2102-0055 25 х 16 140 10 02Б 2102-0079 25 х 20 140 13 02Б 2102-0059 32 x 20 170 13 02Б 2102-0081 32 x 25 170 16 02Б 2102-0063 40 х 25 200 16 02Б
Примечание. В таблице приведены выдержки из ГОСТ 18877-73 для токарных проходных отогнутых резцов общего назначения с углом врезки пластинки 0º и углами в плане φ = φ1 = 45º.
Таблица 4П. Формы передней поверхности
Область применения
Обозначен
ие,
Эскиз передней поверхности а – для резцов из б/р стали
б – для резцов с пластинками тв. сплавов
I. Плоская
Обработка чугуна, обработка стали при S < 2 мм/об, для фасонных резцов сложного контура
Обработка стали с σв > 800 МПа при достаточной жесткости и виброустойчивости заготовки. Необходим стружколоматель.
II. П
лоская
с
фаской
Обработка стали при S > 2 мм/об
Обработка серого и ковкого чугуна, стали σв > 800 МПа при достаточной жесткости и виброустойчивости заготовки. Необходим стружколоматель
III.
Радиусная
с фаской
Обработка стали с обеспечением стружколомания
Обработка стали σв ≤ 800 МПа при t =1-5 мм, S ≥ 0,3 мм/об. Стружколомание обеспечивается лункой: В = 2-2,5 мм. R = 4-6 мм, глубина лунки 0,1-015 мм
Таблица 5П. Углы режущей части резцов
Геометрические параметры режущей части, град.
Обрабатываемый материал
Материал режущей части. Форма передней
поверхности. γф γ α λ Точение, растачивание, строгание
Сталь углеродистая, легированная, инструментальная, стальное литье НВ<340, σв<1200МПа
БС, IIа, IIIа
–
25–30
8–12
0
Чугун серый и ковкий НВ<220 БС, Iа, IIа, IIIа
–
12–18
8–12
-4–+4
Сталь конструкционная, углеродистая, легированная, стальное литье σв < 1000 МПа; σв >1000 МПа
ТС, IIб, IIIб Iб, IIб
-3–-5 -10
15 –
– 12
–
Точение и растачивание Чугун серый НВ<220 НВ>220
ТС, IIб, IIIб
-3–-5 12 8
6–10 –
Чугун ковкий НВ = 140-150 ТС, IIб, IIIб ТС, Iб, IIб
-2 15 –
8 12
–
Непрерывное точение Сталь σв < 700 МПа σв >700 МПа
МК, IIб, IIIб
-5–-10 10–15 10
8–10
0–5
Чугун НВ<220 HB>220
МК, IIб -5 10 0–5
Таблица 6П. Значения углов φ и φ1
Условия обработки φ Условия обработки φ1
Обтачивание ступенчатых заготовок недостаточной жесткости; обтачивание, растачивание ступенчатых поверхностей в упор; подрезание, прорезание и. отрезание
90
Для проходных резцов при работе без врезания:
из быстрорежущей стали с пластинками из твердого сплава
5-10
15
Для отрезных резцов при отрезании заготовок без бобышек
80
Для проходных резцов при работе с врезанием: до 3 мм св. 3 мм
15
20-30 Точение на проход заготовок малой жесткости, растачивание чугуна
60–75
Для подрезных и расточных резцов: из быстрорежущей стали с пластинками из твердого сплава
10-15
20
Точение жестких заготовок проходными резцами
30-60
Для прорезных и отрезных резцов 1-2
Чистовое точение с малой глубиной резания
10-30
Для резцов с отогнутым сечением: до 20 х 30 мм св. 20 х 30 мм для широких резцов
45 30 0

Таблица 7П. Геометрические параметры режущей части резца с неперетачиваемыми пластинками
Тип пластинки φ φ1 γ α Трехгранные 90 10 12 7,5 Четырехгранные 45 45 10 10 Четырехгранные 60 30 12 7 Четырехгранные 75 15 12 7 Пятигранные 60 12 10 8 Шестигранные 45 14 10 10
Таблица 8П. Припуски на обработку наружных цилиндрических поверхностей
Припуск на диаметр при расчетной длине, мм Номинальный диаметр, мм
Точение до 100 100-200 250-400 400-630 630-1000
до 6 черновое чистовое
2,5 1
3 1 1,1
3,5 1,1
– –
– –
6-18 черновое чистовое
3,0 1,2
3,5 1,5
3,5 1,5
4,0 1,5
4,0 2,0
18-30 черновое чистовое
3,5 1,5
3,5 1,5
3,5 1,5
4,0 2,0
5,0 2,0
30-50 черновое чистовое
4 1,5
4,5 1,5
4,5 2,0
5 2,0
5,5 2,5
50-80 черновое чистовое
4,0 2,0
4,5 2,0
4,5 2,5
5,5 2,5
5,5 2,5
80-120 черновое чистовое
5,5 2,0
6,0 2,0
7 2,0
7,5 2,5
8,5 2,5
120-200 черновое чистовое
6,0 2,0
7,0 2,5
7,5 2,5
8,0 3,0
9,0 3,0
Примечание: 1. При обработке детали с уступами припуск выбирают по отношению к общей длине детали. 2. Припуски на чистовое обтачивание даны при условии, что заготовка подвергается черновому обтачиванию.
Таблица 9П. Подачи при чистовом точении
Параметр шероховатости поверхности, мкм
Радиус при вершине резца, r, мм
Ra Rz 0,4 0,8 1,2 1,6 2,0 2,4 0,63 1,25 2,50
2,5 5 10
0,07 0,10 0,144
0,10 0,13 0,20
0,12 0,165 0,246
0,14 0,19 0,29
0,15 0,21 0,32
0,14 0,23 0,35
5,0 10,0 20,0
20 40 80
0,25 0,35 0,47
0,33 0,51 0,66
0,42 0,63 0,81
0,49 0,72 0,94
0,55 0,80 1,04
0,60 0,87 1,14
Примечания: 1. Подачи даны для обработки сталей с σв = 700-900 МПа и чугунов; для сталей с σв = 500-900 МПа значения подач умножать на коэффициент Кs = 0,45; для сталей с σв = 900-1000 МПа значения подач умножать на коэффициент Кs =/,25.
2. При обработке стали со скоростью V > 50 м/мин подачу увеличивать, вводя поправочный коэффициент 1,25.
3 Радиус при вершине резца ориентировочно равен: 0,4-0,8 для резцов сечением до 12 х20ми; 1,2 1,6 мм для резцов сечением до 30×30 мм; 2,0-2,4 мм – для резцов сечением 30х45 мм и более.
Таблица
10П
Подачи при черновом
наруж
ном
точении
резцами с пластинками из
твердого става
и из
быстрорежущей
стали
Сталь
Чугун
Подача,
мм
/об,
при
глубине
резания
t, мм
Диаметр
детали
, мм
Размер
дгрж
ав
резца,
.мм
до
З
св. З
до
5 св
. 5 до
8 св
. 8 до
12
св. 1
2 до
З
св. З
до
5 св
. 5 до
8 св
. 8
до12
св
. 12
До
20
От
16×2
5 До
25×2
5 0,
3-0,
4
Св.
20 до
40
От
16×2
5 До
25×2
5 0,
4-0,
5 0,
3-0,
4
0,4-
0,5
Св.
40 до
60
От
16×2
5 До
25×4
0 0,
5-0,
9 0,
4-0,
8 0,
3-0,
7
0,
6-0,
9 0,
5-0,
8 0,
4-0,
7
Св.
60 до
100
От
16×2
5 До
25×4
0 0,
6-1,
2 0,
5-1,
1 0,
5-0,
9 0,
4-0,
8
0,8-
1,4
0,7-
1,2
0,6-
1,0
0,5-
0,9
Си.
100
до
400
От
16×2
5 До
25×4
0 0,
8- 1
,3
0,7-
1,2
0,6-
1,0
0,5-
0,9
1,
0-1,
5 0,
9-1,
4 0,
8-1,
1 0,
6-0,
9
Св.
400
до
500
От
20×3
0 До
40×6
0 1,
1-1,
4 1,
0-1,
4 0,
7-1,
2 0,
6-1,
2 0,
4-1,
1 1,
3-1,
6 1,
2-1,
5 1,
1-1,
3 0,
8-1,
0 0,
7-0,
9
Св.
500
до
600
От
20×3
0 1,
2-1,
5 1,
0-1,
4 0,
8-1,
3 0,
6-1,
3 0,
4-3,
2 1,
5-1,
8 1,
2-1,
6 1,
0-1,
4,
0,9-
1,2
0,8-
1,0
Примечания:
1.
Ниж
ние значения
подач соответствуют
меньшим
размерам
держ
авки
резца и более прочным
обрабатываемым
материалам
, верхние
, значения подач
– большим
размерам
и державки
резца
и менее
прочным
обрабатываемым
материалам
. 2.
При
обработке
жаропрочных сталей
и сплавов
подачи свыше
1 мм
/об не
применять.
3 При
обработке
прерывистых поверхностей
и на работах
с ударами табличные значения
подач
следует
умножать на
коэффициент
0,7
5-0,
85.
4. При
обработке
закаленных сталей
табличные значения
подачи уменьшать,
умножая
на коэффициент
0,8
для
стали с
HR
C 4
4-56
и на
0,5
для стали с
HR
C 5
7-62
.

Таблица 11П. Значения коэффициента и показателей степени в формулах скорости резания
Коэффициент и показатели степени Вид
обработки Материал режущей части резца
Характеристика подачи Сv x y m
Обработка стали конструкционной углеродистой σв = 750 МПа S до 0,30 420 0,20
S св. 0,30 до 0,70
350 0,15 0,35 0,20 Т15К6*
S св. 0,70 340 0,15 0,43 0,20 S до 0,25 87,5 0,33
Наружное продольное точение проходными резцами Р18**
S св. 0,25 56 0,25
0,66 0,125
Т5К10* 47 0,80 0,20 Отрезание Р18**
23,7
– 0,66 0,25
Обработка серого чугуна, НВ 190 S до 0,40 292 0,15 0,20 0,20 Наружное
продольное точение проходными резцами
ВК6* S св. 0,40 243 0,40
ВК6* 68,5 0,20 Отрезание Р18*
22,5
– 0,40 0,15
Обработка ковкого чугуна, НВ 150 S до 0,40 317 0,20 ВК8* S св. 0,40 215
0,15 0,45
0,20
S до 0,25 106 0,25
Наружное продольное точение проходными резцами
Р18** S св. 0,25 75
0,20 0,50
0,125
ВК* 86 Отрезание Р18**
47
0,40 0,50
0,20 0,25
* без охлаждения; ** с охлаждением. Примечания: 1. При внутренней обработке (растачивание, прорезавши канавок в отверстии, внутреннем фасонном точении) принимается соответствующая скорость резания для наружной обработки с введением поправочного коэффициента 0,9. 2. При обработке без охлаждения конструкционных и жаропрочных сталей и стального литья всеми видами резцов из быстрорежущей стали вводить на скорость резания поправочный коэффициент 0,8. При отрезании и прорезании с охлаждением резцами T5K10 конструкционных сталей и стального литья вводить на скорость резания поправочный коэффициент 1,4. 3.При обработке резцами из быстрорежущей стали термообработанных сталей скорость резания для соответствующей стали уменьшить, вводя поправочный коэффициент: 0,95 – при нормализации; 0.9 – при отжиге; 0,8 – при улучшении.
Таблица 12П. Поправочный коэффициент Kµv, учитывающий влияние физико-механических, свойств обрабатываемого материала на скорость резания
Обрабатываемый материал Расчетная формула Сталь Kµv = Kr(750/σв)
nv
Серый чугун Kµv = (190HB)nv
Ковкий чугун Kµv = (150/HB)nv
Примечания: 1. σв и НВ – фактические параметры, характеризующие обрабатываемый материал, для которого рассчитывается скорость резания. 2. Коэффициент Kr и показатель степени nv см. в табл. 13.
Таблица 13П. Значение коэффициента Kr и показатели степени nv в формуле для расчета коэффициента обрабатываемости Kµv
Коэффициент Kr для резцов Показатели степени nv при
обработке резцами Обрабатываемый материал из
быстрорежущей стали
из твердого сплава
из быстрорежущей
стали
из твердого сплава
Сталь: Углеродистая (С < 0,6 %) σв < МПа, < 450
450-550 > 550
1,00 1,00 1,00
1,00 0,75 1,00
-1,00 1,75 1,75
1,00 1,20 1,10 1,75 Повышенной и высокой
обрабатываемости резанием 0,85 0,95 1,75 Углеродистая (С > 0,6 %) 0,80 0,90 1,50 Быстрорежущие 0,60 0,70 1,25 1,00 Чугун: серый — — 1,70 1,25
ковкий — — 1,70 1,25
Таблица 14П. Поправочный коэффициент Knv учитывающий влияние состояния поверхности заготовки на скорость резания
С коркой Стальные и чугунные отливки
Без корки Прокат Поковка
Нормальные Сильно загрязненные 1,0 0,9 0,8 0,8 – 0,85 0,5 – 0,6
Таблица 15П. Поправочный коэффициент Kuv, учитывающий влияние инструментального материала на скорость резания
Обрабатываемый материал
Значения коэффициента Kuv в зависимости от марки инструментального материала
Сталь конструкционная
Т5К12В 0,35
Т5К10 0,65
Т14К8 0,8
Т15К6 1,00
TI5K6T 1,15
T3QK4 1,4
ВК8 0,4
HRС 35–50 HRC 51–62 Сталь закаленная Т15К6
1,0 ТЗОК4
1,25 ВК8 0,85
ВК8 0,83
ВК4 1,0
ВК6 0,92
ВК8 0,74
Серый и ковкий чугун
ВК8 0,83
ВК6 1,0
ВК4 1,1
ВКЗ 1,15
ВКЗ 1,25
–
Медные и алюминиевые сплавы
Р18, Р9 1,0
ВК4 2,5
ВК6 2,7
9ХС 0,6
ХВГ 0,6
У12А 0,5
–

Таблица 16П. Поправочные коэффициенты, учитывающие влияние параметров резца на скорость резания
Главный угол в плане φ, град.
Коэффи-циент Кφv
Вспомога-тельный угол в
плане φ1, град.
Коэффи-циент Кφlv
Радиус при
вершине резца r, мм
Коэффи-циент Кrv
Сечение державки
q, мм
Коэффи-циент Кqv
20 1,4 10 1,0 1 0,94 12×20 16×16
0,93
30 1,2 15 0,97 2 1,00 16×25 20×20
0,97
45 1,0 20 0,94 3 1,03 20×30 25×25
1,0
60 0,9 30 0,91 – – 25×40 30×30
1,04
90 0,7 – – – – 40×60 1,12
Таблица 17П. Поправочный коэффициент Kоv, учитывающий влияние вида обработки на скорость резания
Вид обработки Отношение диаметров d / D Коэффициент Kоv
наружное точение: продольное поперечное
–
0,0-0,4 0,5-0,7 0,8-1,0
1,00 1,24 1,18 1,04
отрезание прорезание растачивание
0 0,5-0,70 0,8-0,95
–
1,00 0,96 0,84 0,50
Таблица
18П
. Значения коэффициента и показателей
степени в формулах
составляющих
силы
резания
при
точении
Коэффициенты
и показатели степени в формулах
для
составляю
щей
тангенциальной
Рz
радиальной
Py
осевой
Px
Обрабатываемый’
материал
Материал
режущ
ей
части
Вид
обработки
Ср
х у
п Ср
х у
п Ср
х у
п Наруж
ное прод
. и
попер.
точение и
растачивание
300
1,0
0,75
-0
,15
243
0,9
0,6
-0,3
33
9 1,
0 0,
5 -0
,4
Твердый
сплав
Отрезание
и
прорезание
40
8 0,
72
0,80
0
173
0,73
0,
67
0 –
– –
–
Наруж
ное прод
. и
попер.
точение и
растачивание
200
1,0
0,75
0
125
0,9
0,75
0
67
1,2
0,65
0
Отрезание
и
прорезание
24
7 1,
0 1,
0 0
– –
– –
– –
– –
Сталь
конструкционная
и стальное
литье
σ в =
750
МПа
Быстрореж
ущая
сталь
Фасонное точение
212
1,0
0,75
0
Твердый
сплав
Наруж
ное прод
. и
попер.
точение и
растачивание
92
1,0
0,75
0
54
0,9
0,75
0
46
1,0
0,4
0 Чугун
серы
й НВ
19
0
Быстрореж
ущая
сталь
Отрезание
и
прорезание
15
8 1,
0 1,
0 0
– –
– –
– –
– –
Твердый
сплав
Наруж
ное прод
. и
попер.
точение и
растачивание
81
100
1,0
0,75
0,
75
0 43
86
0,
9 0,
75
0 38
40
1,
0 1,
2 0,
4 0,
65
0 0 Чугун
ковкий НВ
15
0
Быстрореж
ущая
сталь
Отрезание
и
прорезание
13
9 1,
0 1,
0 0
– –
– –
– –
– –

Таблица 19П. Поправочный коэффициент Кµр, для стали и чугуна, учитывающий влияние качества обрабатываемого материала на силовые зависимости
Обрабатываемый материал
Расчетная формула Показатель степени n (в числителе – для твердого сплава, в знаменателе – для
быстрорежущей стали) Конструкционная сталь σн, МПа <600 >600
Кµр = ( σн / 750)п
0,75 / 0,35 0,75 / 0,75
Серый чугун Кµр = (НВ / 190)п 0,4 / 0,55 Ковкий чугун Кµр = (НВ / 150)п 0,4 / 0,55
Таблица 20П. Величины силы резания Рz, допускаемые прочностью пластинок твердого сплава
Глубина резания, мм
1 2 3 4 6 8 12 15 Толщина пластинки, мм, до Допускаемые значения Рz, Н
4 500 1800 2700 3600 5400 7200 10800 13500 6 1900 3850 5800 7700 11500 15400 23000 28800 8 3300 6600 9900 13200 19700 26300 39500 49400 10 5000 9950 15000 20000 29800 40000 59600 74500
Таблица 21П. Поправочные коэффициенты, учитывающие влияние геометрических
параметров режущей части инструмента на составляющие силы резания при обработке стали и чугуна
Параметр Поправочный коэффициент
для составляющей Наименова
ние Величина
Материал режущей части резца
Обозначение тангенциальной
Рz радиальной
Py осевой Px
30 45 80 90
Твердый сплав
1,08 1,00 0,94 0,89
1,30 1,00 0,77 0,50
0,78 1,00 1,11 1,17
Главный угол в плане φ, град
30 45 60 90
Быстрорежущая сталь
Кφр 1,08 1,00 0,08 1,08
1,63 1,00 0,71 0,44
0,70 1,00 1,27 1,82
-15 0 10
Твердый сплав
1,25 1,10 1,00
2,0 1,4 1,0
2,0 1,4 1,0
Передний угол γ, град. 12-15
20-25 Быстрорежущая сталь
Кγр 1,15 1,00
1,6 1,0
1,7 1,0
Угол наклона главного лезвия λ ,град.
-5 0 5 15
Твердый сплав
Кλр 1,00
0,75 1,00 1,25 1,70
1,07 1,00 0,85 0,65
Радиус при вершине r, мм
0,5 1,0 2,0 3,0 5,0
Быстрорежущая сталь
Кrр
0,87 0,93 1,00 1,04 1,10
0,66 0,82 1,00 1,14 1,35
1,0
Таблица 22П. Вспомогательное время на установку, выверку и снятие детали
Масса детали, кг, до 1 3 5 10 30
Способ установки детали
Характер выверки
Время, мин В самоцентрирующем патроне
Вез выверки, По мелку По индикатору
0,38 0,80 1,65
0,55 0,95 1,90
0,68 1,15 2,30
0,94 1,42 2,90
1,70 2,10 4,40
В самоцентрирующем патроне с поджатием задним центром
Без выверки По мелку
0,49 0,83
0,66 1,20
0,80 1,40
1,06 1,75
1,75 2,70
В четырехкулачковом патроне
Без выверки По рейсмусу По индикатору
– – –
0,95 1,48 2,10
1,05 1,70 2,50
1,32 2,10 3,10
1,92 3,10 4,50
В центрах с хомутиком
Без выверки 0,33 0,55 0,62 0,76 1,60
В центрах с люнетом
Без выверки 0,58 0,68 0,74 0,96 1,32
На планшайбе с центрирующим приспособлением
Без выверки 1,10 1,30 2,30 2,55 3,20
Таблица 23П. Вспомогательное время на рабочий ход
Высота центров, мм
100 200 300 Переход Время, мин
Наружное точение или растачивание по 9, 10 квалитету 0,70 0,80 1,00 Наружное точение или растачивание по 11 — 13 квалитетам 0,40 0,50 0,70 Наружное точение или растачивание на последующие рабочие ходы
0,10 0,20 0,30
Подрезка или отрезание 0,10 0,20 0,30 Снятие фасок, радиусов, галтелей 0,06 0,07 0,07 Нарезание резьбы резцом 0,03 0,04 0,06 Нарезание резьбы метчиком или плашкой 0,20 0,20 0,26 Сверление и центрование 0,50 0,60 0,90
Таблица 24П. Вспомогательное время на измерения
Измеряемый размер, мм 100 500 1000
Измерительный инструмент Точность измерения, мм;
квалитет Время, мин Линейка – 0,06 0,09 0,11 Угольник – 0,10 0,24 – Штанга раздвижная – – 0,17 0,21
Штангенциркуль 0,1 мм
0,02 мм. 0,13 0,25
0,20 0,35
0,44 0,66
Микрометр 0,1 мм 0,22 0,30 – Скоба двухсторонняя 11 – 13 0,07 – –

6 – 10 0,16 – –
Скоба односторонняя 11 – 13 6 – 10
0,06 0,06
0,13 0,20
– –
Нутромер (микрометрический штихмасс) 0,03 мм 0,15 0,18 0,34 Пробка двухсторонняя предельная
9 – 10 6 – 8
0,13 0,18
– –
– –
Индикатор 6 – 10 0,08 – –
Таблица 25П. Подготовительно-заключительное время
Высота центов, мм 200 300 200 300 Способ
установки детали
Степень сложност
и подготовки к работе
Количество инструментов при наладке
Без замены приспособления
С заменой приспособления
Простая 1 -2 3-4
7 9
9 11
10 12
12 14
Средняя 3-4 5-6 7-9
10 12 15
12 15 17
15 17 20
17 20 22
В патроне, центрах, на оправке
Сложная 4-5 6-8
18 20
20 23
22 25
26 30
Простая 1-2 3 — 4
9 11
11 13
14 16
17 19
Средняя 3-4 5-6 7-9
12 14 17
14 17 19
19 22 25
22 25 27
В специальном приспособлени
и Сложная 4-5
6-8 20 22
22 26
27 30
30 35
ПАСПОРТНЫЕ ДАННЫЕ ТОКАРНЫХ СТАНКОВ
Частота вращения шпинделя, об/мин, в числителе и наибольший допустимый момент на шпинделе, Нм, в знаменателе
Номер ступени
1А62, 1А62Б, 1A62Г
lB62Г 1К62 16К20 1А616
1 11,5/1200 10/1100 12,5/1300 12,5/1300 11/580 2 14,5/1200 12,5/1100 16/1300 16/1300 18/580 3 19/1200 16/1100 20/1300 20/1300 28/680 4 24/1200 20/1100 25/1300 25/1300 45/580 5 30/1200 25/1100 31,5/1300 31,5/1300 56/580 6 37,5/1200 31,5/1100 40/1300 40/1300 71/460 7 46/1200 40/1100 50/1300 50/1300 90/360 8 58/980 50/1100 63/1240 63/1090 112/290 9 76/750 63/994 86/975 80/855 140/230 10 96/590 80/787 100/780 100/670 180/180 11 120/475 100/625 125/620 125/530 224/145 12 350/380 125/501 160/490 160/405 280/117 13 184/310 160/385 200/390 т 200/380 355/92 14 230/245 200/312 250/310 250/300 450/73 15 305/188 250/250 315/260 315/240 560/66 16 380/148 315/195 400/202 400/180 710/46
17 480/120 400/152 500/154 500/146 900/36 18 600/89 500/125 630/119 630/114 1120/29 19 370/170 400/145 630/125 800/90 1400/23 20 460/134 500/123 800/93 1000/70 1800/18 21 610/94 630/95 1000/70 1250/555 2240/145 22 770/70 800/78 1250/545 1600/418 23 960/53 1000/55 1600/42 24 1200/40 1250/47 2000/30
Мощность электродвигателя главного движения, КПД станка, значения продольных и поперечных подач, а также значения допустимых усилий подач токарных станков.
Модели станков: 1А62, 1А62Б, 1А62Г Мощность электродвигателя главного движения Nэ = 7 кВт; КПД станка η = 0,75. Продольные подачи: 0,082; 0,088; 0,10; 0,11; 0,12; 0,13; 0,14; 0,15; 0,16; 0,18; 0,20;
0,23; 0,24; 0,25; 0,28; 0,30; 0,33; 0,35; 0,40; 0,45; 0,48; 0,50; 0,55; 0,60; 0,65; 0,71; 0,80; 0,91; 0,96; 1,00; 1,11; 1,21; 1,28; 1,46;1,59.
Поперечные подачи станка: 0,027; 0,029; 0,033; 0,038 0,040; 0,042; 0,046; 0,050; 0,054; 0,058; 0,067; 0,075; 0,079; 0 084; 0,092; 0,10; 0,11; 0,12; 0,13; 0.15; 0,16; 0,17; 0,18; 0,20; 0,22; 0,23; 0,27; 0,30; 0,32; 0,33;’0,37; 0,40; 0,41; 0,48; 0,52.
1В62Г Мощность электродвигателя главного движения Nэ = 7,5 кВт; КПД станка
η = 0,786. Продольные подачи станка; 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3;
0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,4; 2,8. Поперечные подачи станка 1/2 от Sпрод., т.е. 0,025-1,4. Наибольшее усилие, допускаемое механизмом продольной подачи — 7500 Н,
поперечной подачи — 2600 Н.
1К62 Мощность электродвигателя главного движения Nэ = 10 кВт; КПД станка η = 0,8. Продольные подачи станка: 0,070; 0,074; 0,084; 0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17;
0,195; 0,21; 0,23; 0,26; 0;28; 0,30; 0,34; 0,39; 0,43; 0,47; 0,52; 0,57; 0,61; 0,70; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21′; 1,4; 1,56; 1,74; 1,9; 2,08; 2,28; 2,42; 2,8; 3,12; 3,48; 3,8; 4,16.
Поперечные подачи станка; 0,035; 0,037; 0,042; 0,048 0,055; 0,06; 0,065; 0,07; 0,074; 0,084; 0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17; 0,195; 0,21; 0,23; 0,26; 0,28; 0,30; 0,34; 0,39; 0,43; 0,47; 0,52; 0,57; 0,6; 0,7; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21; 1,4; 1,56; 1,74; 1,9; 2,08; 1,14; 1,21; 1,4; 1,56; 1,74; 1,9; 2,08.
Наибольшее усилие, допускаемое механизмом продольной подачи — 3600 Н, поперечной подачи 5500 Н.
16К20 Мощность электродвигателя главного движения Nэ = 10 кВт, КПД станка η = 0,75. Продольные подачи станка: 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3;
0,35; 0,4; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,4; 2,8. Поперечные подачи станка, мм/об: 1/2 от Sпрод., т.е. 0,025-1,4. Наибольшее усилие,
допускаемое механизмом продольной подачи — 6000 Н.

Методические рекомендации по курсу «Технология конструкционных материалов» Раздел «Обработка конструкционных материалов резанием» Байкалова Вера Николаевна Колокатов Александр Михайлович Малинина Ирина Дмитриевна РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ ПРИ ТОЧЕНИИ
Изд. лиц. ЛР №040374 от 03.04.97. План 2000 г., п. 050. Подписано к печати 5.12.2000. формат 60 х 84/16. Бумага офсетная. Печать офсетная. Уч.-изд. л. 2,5 Тираж 150 экз. Заказ № 104. Цена 12 р. Московский государственный агроннженерный университет им. В.П. Горячкина Отпечатано в типографии Московского государственного агроинженерного университета им. В.П. Горячкина 127550, Москва, Тимирязевская, 58
ГАПОУ ЧР «Канашский
строительный техникум»
Министерства
образования Чувашской Республики
РАСЧЕТ ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
Методические указания по выполнению практических занятий по
дисциплине
«Технология ручной дуговой сварки»
Кузьмин
Ю.И.- преподаватель
спецдисциплин
Канаш
2014г.
Кузьмин Ю.И. Расчет параметров режимов сварки: Методические указания по
проведению практических занятий по дисциплине «Технология ручной дуговой сварки»
— ГАПОУ ЧР «Канашский строительный техникум» Министерства образования Чувашской
Республики, 2014. 27 с.
В методических указаниях приведены расчеты режимов сварки:
— ручной дуговой покрытыми электродами;
— приложения содержат обширную информацию по расчету
и выбору параметров сварки не только при ручной дуговой сварке, но и
при полуавтоматической (механизированной) и автоматической сварке в среде углекислого
газа, сварки под флюсом и электрошлаковой сварки.
Методические указания содержат подробную
последовательность определения параметров режимов сварки, сопровождающихся
указанием необходимых формул, таблиц, графиков и номограмм, что позволит обучающимся
самостоятельно рассчитать режимы сварки для различных толщин свариваемых
металлов.
СОДЕРЖАНИЕ
Введение 4
1. Общие положения 5
2. Расчет режимов ручной дуговой сварки 5
2.1. Расчет режима сварки швов стыковых
соединений
(к практическим занятиям №№ 61-66) 6
2.2. Расчет режима сварки угловых швов
(к практическим занятиям №№ 81-86) 11
3. Заключение 13
4. Приложения 14
Приложение А. Ориентировочные режимы ручной
дуговой сварки
Приложение Б. Ориентировочные режимы
полуавтоматической (механизированной) и автоматической сварки в среде
углекислого газа
Приложение В. Ориентировочные режимы сварки под
флюсом
Приложение Г. Ориентировочные режимы
электрошлаковой сварки
5. Список используемой литературы 27
Введение
Методические
указания по проведению практических занятий адресовано обучающимся очной формы
обучения по специальности
08.01.07. Мастер
общестроительных работ (сварщик ручной электродуговой сварки).
В данном пособии
приводятся расчеты режимов ручной дуговой покрытыми электродами при выполнении
стыковых и угловых швов. Нахлесточные и тавровые швы, можно рассматривать как
разновидности вышеуказанных швов, поэтому они в данном пособии не приводятся.
Пособие предназначено для использования во время практических занятий, а также
как справочный материал при выполнении дипломной работы (расчетная часть
проекта).
1.
Общие
положения
1. При описании раздела
«Расчет режимов сварки» следует:
а) дать
определение режима, принятого для изготовления сварной конструкции вида сварки;
б) перечислить
основные и дополнительные параметры режима выбранного вида сварки;
в) для примера
привести расчет режима сварки стыкового или углового шва сварной конструкции,
для чего сделать эскиз этого соединения в соответствии с типом соединения по
ГОСТу на выбранный вид сварки.
2. Основные
типы соединений, выполняемых ручной дуговой сваркой регламентированы ГОСТ 5264-80 – «Ручная дуговая сварка.
Соединения сварные. Основные типы и конструктивные элементы».
3. Результаты
расчетов режимов сварки следует занести в таблицу.
2. Расчет режимов ручной дуговой
сварки
Режимом сварки называют совокупность
основных характеристик сварочного процесса, обеспечивающую получение сварных
швов заданных размеров, формы и качества.
При ручной
дуговой сварке основными параметрами режима являются
1. Диаметр электрода, dэл, мм.
2. Сила сварочного тока, Iсв, А.
3. Напряжение на дуге, Uд, В.
4. Скорость сварки, Vсв, м/ч.
Дополнительными
параметрами режима являются:
5. Род тока.
6. Полярность тока (при
постоянном токе).
2.1. Расчет режима сварки швов стыковых соединений
Швы стыковых
соединений могут выполнятся с разделкой и без разделки кромок по ГОСТ 5264-80.
Диаметр электрода при сварке швов стыковых
соединений выбирают в зависимости от толщины свариваемых деталей.
При выборе
диаметра электрода при сварке стыковых швов в нижнем положении следует
руководствоваться данными таблицы 1.
Таблица 1 — Рекомендуемые диаметры
электродов при сварке стыковых швов в нижнем положении, мм
|
Толщина свариваемых деталей |
Рекомендуемый диаметр электрода |
|
1,5 2,0 3,0 4 — 5 6 — 8 9 — 12 13 — 15 16 — 20 21 — 24 |
1,6 2,0 3,0 3 — 4 4,0 4 — 5 5,0 5 — 6 6 – 10 |
При сварке
многослойных швов на металле толщиной 10 – 12 мм и более первый слой должен
свариваться электродами на 1 мм меньше, чем указано в таблице 1, но не более 5
мм (чаще всего 4 мм), так как применение электродов больших диаметров не
позволяет проникнуть в глубину разделки для провара корня шва.
При определении
числа проходов следует учитывать, что сечение первого прохода не должно
превышать 30-35 мм2 и может быть определено по формуле:
F1 = (6 – 
· dэл, мм2, (1)
а последующих проходов – по
формуле:
Fс = (8 –
12) · dэл, мм2 , (2)
где F1 – площадь поперечного сечения первого прохода, мм2;
Fс – площадь поперечного сечения
последующих проходов, мм2;
dэл – диаметр электрода, мм.
Для определения
числа проходов и массы наплавленного металла требуется знать площадь сечения
швов.
Площадь сечения швов представляет собой сумму
площадей элементарных геометрических фигур, их составляющих. Тогда площадь
сечения одностороннего стыкового шва выполненного без зазора можно определить
по формуле:
F1 = 0,75 е · g , мм2 ,
(3)
а при наличии зазора в соединении – по формуле:
(F1 + F2) = 0,75 е · g + S · в, мм2, (4)
где е – ширина шва, мм; g – высота усиления шва, мм; S – толщина свариваемого
металла, мм; в – величина зазора в стыке, мм.
Площадь сечения стыкового шва с V–образной разделкой и с подваркой корня
шва (см. рис. 1) определяется как сумма геометрических фигур:
F = F1 + F2 + F3 + 2F4, (5)

Рисунок.1. Геометрические элементы площади сечения стыкового шва:
где S – толщина металла, мм; h – глубина проплавления,
мм; c – величина
притупления, мм; e – ширина шва, мм; e1 – ширина подварки корня шва, мм; в –
величина зазора, мм; g – высота усиления шва, мм; g1 – высота усиления подварки корня шва, мм;
α – угол разделки кромок.
Глубина
проплавления определяется по формуле:
h = (S — c), мм. (6)
Площадь сечения геометрических фигур (F1 + F2) определяют по
формуле 4, F3 – по формуле 3,
а площадь прямоугольных треугольников F4 определяют по формуле:
F4 = h · x/2, мм2 ,
(7)
где x = h · tg α/2;
тогда:
F4 = (h2 ·tg α/2) /2, мм2,
(8)
Но
рассматриваемая нами площадь V–образного шва состоит из двух прямоугольных треугольников,
поэтому:
2F4 = h2 · tg α/2, мм2 . (9)
Подставляя
значения элементарных площадей в формулу (5), получим:
Fн = 0,75 · е · g +в · S + 0,75 e1
· g1 + h2 · tg α/2, мм2 . (10)
При X–образной разделке
площадь наплавленного металла подсчитывают отдельно для каждой стороны
разделки.
Зная
общую площадь поперечного сечения наплавленного металла (Fн), а также
площадь поперечного сечения первого (F1) и каждого из последующих проходов шва (Fс), находят общее
число проходов «n» по формуле:
n = (Fn—F1/Fс) + 1. (11)
Полученное
число округляют до ближайшего целого.
Расчет
сварочного тока при ручной дуговой сварке производится по диаметру
электрода и допускаемой плотности тока по формуле:
Iсв = Fэл · j = (π · dэл2 / 4) · j , А,
(12)
где π – 3,14;
j – допустимая плотность
тока, А/мм2;
Fэл – площадь
поперечного сечения электрода, мм2;
dэл – диаметр
электрода, мм.
Сварочный
ток определяется для сварки первого прохода и последующих проходов только при
сварке многопроходных швов.
Допустимая
плотность тока зависит от диаметра электрода и вида покрытия: чем больше диаметр
электрода, тем меньше допустимая плотность тока, так как ухудшаются условия
охлаждения (см. табл. 2).
Таблица 2 — Допустимая
плотность тока в электроде при ручной дуговой сварке
|
Вид покрытия |
Диаметр стержня электрода, |
||||
|
2 |
3 |
4 |
5 |
6 и более |
|
|
Основное |
15,0-20,0 |
13,0-18,5 |
10,0-14,5 |
9,0-12,5 |
8,5-12,0 |
|
Кислое, рутиловое |
14,0-20,0 |
13,5-19,0 |
11,5-15,0 |
10,0-13,5 |
9,5-12,5 |
Напряжение
на дуге при ручной дуговой сварке изменяется в пределах 20-36 В и при
проектировании технологических процессов ручной дуговой сварки не
регламентируется.
Поэтому
напряжение на дуге следует принять какое – то конкретное.
Скорость
перемещения дуги (скорость сварки) следует определять по формуле:
Vсв = Lн · Iсв / γ · Fн · 100, м/ч,
(13)
где Lн – коэффициент
наплавки, г/А час; (см. табл. 3)
γ – плотность
наплавленного металла за данный проход, г/см3 (7,8 г/см3
– для стали);
Iсв – сила сварочного
тока, А;
Fн – площадь поперечного
сечения наплавленного металла, мм2.
Скорость
перемещения дуги (скорость сварки) определяют для первого прохода и последующих
проходов только при сварке многопроходных швов. Результаты расчета режима
сварки стыкового шва следует занести в табл. 3.
Таблица 3 — Режимы
сварки стыкового шва и его размеры
|
Сварка |
Режимы сварки |
|||
|
dэл, мм |
Iсв, А |
Uд, В |
Vсв, м/ч |
|
|
Первого прохода |
||||
|
Последующих проходов |
2.2. Расчет режима
сварки угловых швов
При
сварке угловых швов диаметр электрода выбирается в зависимости от катета
шва.
Примерное
соотношение между диаметром электрода и катетом шва при сварке угловых швов
приведено в табл. 4.
Таблица 4 — Рекомендации
по выбору диаметра электрода при сварке угловых швов
|
Катет шва, К, мм |
2 |
3 |
4 |
5 |
6-8 |
9-12 |
12-20 |
|
Рекомендуемый диаметр |
1,6-2 |
2,5-3 |
3-4 |
4,0 |
4-5 |
5,0 |
5,0 |
При ручной дуговой сварке за один проход могут
свариваться швы катетом не более 8 мм.
При больших катетах швов сварка производится за два и более
проходов Максимальное сечение металла, наплавленного за один проход, не должно
превышать 30 – 40 мм2 (Fmax = 30÷40 мм2).
Площадь поперечного сечения углового шва, которую необходимо знать
при определении числа проходов, рассчитывают по формуле:
Fн = Kу ·К2 /
2 мм2 , (14)
где Fн – площадь
поперечного сечения наплавленного металла, мм2;
К – катет шва, мм;
Ку – коэффициент
увеличения, который учитывает выпуклость шва и зазоры.
Для
наиболее часто встречающихся угловых швов с катетом 2 – 20 мм, коэффициент Ку
выбирают по табл. 5.
Таблица 5 — Рекомендации
по выбору коэффициента увеличения, учитывающий выпуклость шва и зазоры
|
Катет шва, К, мм |
2 |
3-4 |
4-5 |
6-8 |
9-12 |
12-20 |
|
Коэффициент увеличения (Ку) |
1,8 |
1,5 |
1,35 |
1,25 |
1,15 |
1,10 |
Определив
примерную площадь сечения углового шва и зная максимально возможную площадь
сечения, получаемую за один проход, находят число проходов «n» по формуле:
n = Fn / (30-40).
(15)
Полученное
дробное число округляют до ближайшего целого.
Силу сварочного
тока определяют по формуле:
Iсв = (π · d2эл /4) · j, (16)
где π – 3,14;
dэл – диаметр
электрода, мм;
j – допустимая плотность
тока, А/мм2.
Плотность тока
выбирается в пределах, рекомендуемых табл. 2.
Напряжение
на дуге при ручной дуговой сварке изменяется в пределах 20 – 38 В. Следует
принять какое — то конкретное.
Скорость
сварки определяют по формуле:
Vсв = Lн · Iсв / γ · Fн ·100, м/ч, (17)
где Lн – коэффициент
наплавки, г/А час;
γ – плотность
наплавленного металла, г/см3 (7,8 г/см3 – для стали);
Fн – площадь
поперечного сечения наплавленного металла углового шва, см2;
Iсв – сила
сварочного тока, А.
Значения
коэффициентов наплавки для различных марок электродов приведены в табл. 6.
Таблица 6 — Коэффициенты
наплавки для различных марок электродов
|
Марка электрода |
Ток и полярность |
Напряжение на дуге, В |
Коэффициент наплавки, г/А·ч |
|
УОНИИ 13/45 |
Постоянный прямой |
20 – 25 |
8,0 |
|
УОНИИ 13/55 |
22 – 26 |
7,0 – 8,0 |
|
|
ЦМ — 7 |
27 – 30 |
10,0 |
|
|
АНО – 4С |
Переменный |
32 — 34 |
8,0 – 8,3 |
Результаты
расчетов режима сварки угловых швов следует занести в табл. 7.
Таблица 7 — Режимы сварки
угловых швов
|
Сварка |
Режимы сварки |
|||
|
dэл, мм |
Iсв, А |
Uд, В |
Vсв, м/ч |
|
|
Первого прохода |
||||
|
Последующих проходов |
Ориентировочные
режимы ручной дуговой сварки приведены в приложении А.
3. Заключение
Методические
указания содержат подробную последовательность определения режимов различных
видов сварки стыковых и угловых швов, с приведением необходимых формул,
рисунков, графиков, номограмм.
В приложениях к
указаниям приведены ориентировочные режимы сварки.
Данные указания
будут успешно использованы при самостоятельной подготовке обучающихся к
практическим работам или при выполнении раздела расчета режимов сварки, дипломного
проекта или работы.
4. Приложения
Приложение
А
Режимы
ручной дуговой сварки стыковых швов без скоса кромок при односторонней и
двусторонней сварке
|
Толщина металла, мм |
Диаметр электрода, мм |
Зазор, мм |
Сила сварочного тока при положении шва, А |
||
|
в нижнем |
верти-кальном |
горизон-тальном |
|||
|
Односторонний тип шва |
|||||
|
1,0 1,5 2,0 3-4 |
2,0 2,0 2,5 4,0 |
0-1 0-1 0-1 1-2 |
25-35 30-50 45-70 160-200 |
— — — 140-180 |
— — — 130-170 |
|
Двусторонний тип шва |
|||||
|
5-6 7-8 9-10 |
4,0 5,0 6,0 |
1-2 1-2 1-2 |
200-240 240-300 280-340 |
180-220 230-250 250-270 |
160-200 170-210 190-220 |
Режимы
ручной дуговой сварки V-образных
стыковых швов
|
Толщина металла, мм |
Диаметр электрода, мм |
Зазор, мм |
Число слоев |
Сила сварочного тока при положении шва, А |
|||
|
первый слой |
после-дующие слои |
в нижнем |
верти-кальном |
горизон-тальном |
|||
|
10 12 14 16-18 |
4,0 4,0 4,0 4,0-5,0 |
5,0 5,0 5,0-6,0 5,0-6,0-7,0 |
1,5-3,0 2,0-3,0 2,0-3,5 2,5-4,0 |
2-3 3-4 5-6 4-6 |
180-260 180-260 280-330 330-420 |
160-230 160-230 160-300 100-350 |
150-210 150-210 150-280 150-360 |
Ориентировочные
режимы ручной дуговой сварки стыковых швов стали марки 30ХГС
|
Толщина металла, мм |
Число слоев или проходов |
Диаметр электрода, мм |
Сила сварочного тока, А |
|
0,5 1,0 2,0 3,0 4,0 6,0-8,0 9,0-10,0 20,0 |
1 1 1 1 1 1-2 3 5х-6 |
1,5-2,0 2,0-2,5 2,5-3,0 3,0-4,0 3,0-4,0 4,0-5,0 4,0-5,0 4,0-5,0-6,0 |
10-20 20-50 40-100 80-120 90-120 120-160 140-180 140-220 |
Режимы
ручной дуговой сварки стыковых и угловых соединений электродами ОММ-5
|
Толщина листа, мм |
Величина зазора, мм |
Диаметр электрода, мм |
Сила сварочного тока, А |
Скорость сварки, м/ч |
|
Стыковое соединение без разделки кромок |
||||
|
4-5 6,0 8,0 10-12 |
1,0 1,5 2,0 2,5 |
5,0 6,0 6,0 6,0 |
200 250 350 425 |
24 24 24 24 |
|
Угловое соединение |
||||
|
4-6 6-8 10-12 |
— — — |
5,0 6,0 6,0 |
250-300 300-350 350-800 |
— — — |
Приложение
Б
Режимы
полуавтоматической (механизированной) и автоматической сварки в углекислом газе
низкоуглеродистых и низколегированных сталей
|
Толщина металла, мм |
Катет шва, мм |
Зазор, мм |
Число слоев |
Диаметр электродной проволоки, мм |
Сила тока, А |
Напряжение дуги, В |
Скорость сварки, м/ч |
Расход газа на один слой, л/мин |
|
Стыковые швы |
||||||||
|
1,2…2,0 3…5 6…8 8…12 |
— — — — |
0,8…1,0 1,6…2,0 1,8…2,2 1,8…2,2 |
1…2 1…2 1…2 2…3 |
0,8…1,0 1,6…2,0 2,0 2,0 |
70… 100 180… 200 250… 300 250… 300 |
18…20 28…30 28…30 28…30 |
18…24 20…22 18…22 16…20 |
10…12 14…16 16…18 18…20 |
|
Угловые швы |
||||||||
|
1,5…2,0 3,0…4,0 5,0…6,0 6,0…8,0 8,0…10,0 10,0…12,0 12,0…14,0 14,0…16,0 16,0…18,0 18,0…20,0 22,0…24,0 |
1,2…2,0 3,0…4,0 5,0…6,0 6,0…7,0 7,0…9,0 7,0…9,0 9,0…11,0 11,0…14,0 13,0…16,0 16,0…18,0 22,0…24,0 |
— — — — — — — — — — — |
1 1 1 1 1…2 1…2 1…2 3 3 3-4 4-5 |
08 1,2 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 |
60…75 120… 150 260… 300 280… 300 300… 320 310… 340 320… 350 330… 350 340… 360 340… 360 340… 370 |
18…20 20…22 28…30 28…30 28…30 30…32 30…32 30…32 30…32 30…32 30…32 |
16…18 16…18 29…31 29…31 30…32 30…32 30…32 30…32 30…32 30…32 30…32 |
6…8 8…10 16…18 16…18 17…19 17…19 17…19 18…20 18…20 18…20 18…20 |
Оптимальные режимы сварки низкоуглеродистых и
низколегированных сталей порошковыми проволоками
(нижнее положение)
|
Марка проволоки |
Диаметр проволоки, мм |
Стыковой шов, |
Угловой шов в лодочку, |
||||
|
Сила тока, А |
Напряжение дуги, В |
Скорость подачи проволо-ки, м/ч |
Сила тока, А |
Напряжение дуги, В |
Скорость подачи проволо-ки, м/ч |
||
|
ПП-1ДСК ПП-2ДСК ПП-АН3 ПП-АН4 ЭПС-15/2 |
1,8 2,3 3,2 2,3 2,2 |
200…350 400…450 450…525 500…600 320…360 |
22…30 25…31 26…32 28…29 29…32 |
… 382 265 382 337 |
200…300 340…380 450…560 440…475 320…330 |
26…31 29…32 27…31 30…34 29…32 |
— 382 265 382 337 |
Механические свойства швов при сварке
низкоуглеродистых сталей порошковыми проволоками
|
Марка проволоки |
σт, МПа |
σв, МПа |
δ5, % |
Ударная вязкость (Дж/см2) при |
|||
|
+20 |
-20 |
-40 |
-60 |
||||
|
ПП-1ДСК ПП-2ДСК ПП-АН3 ПП-АН4 ПП-АН7 ЭПС-15/2 |
— 360 395 416 — 416 |
536 481 514 530 520 501 |
26,0 30,1 30,2 26,7 28,4 26,6 |
78 160 — — 199 163 |
43 139 126 111 143 140 |
8 123 92 129 26 63 |
6 84 27 27 12 7 |
Примерные режимы аргонодуговой сварки вольфрамовым
электродом высоколегированных сталей
|
Толщина металла, мм |
Тип соединения |
Сила тока, А |
Расход аргона, л/мин |
Скорость сварки, м/ч |
|
Ручная сварка |
||||
|
1 2 3 |
С отбортовкой |
35…60 75…120 100…140 |
3,5-4 5…6 6…7 |
— — — |
|
1 2 3 |
Встык без разделки кромок с присадкой |
40…70 80…130 120…160 |
3,5…4 5…6 6…7 |
— — — |
|
Автоматическая сварка |
||||
|
1 2 4 |
Встык с присадкой |
80…140 140…240 200…280 |
4 6…7 7…8 |
30…60 20…30 15…30 |
|
1 2,5 4 |
Встык без присадки |
60…120 110…200 130…250 |
4 6…7 7…8 |
35…60 25…30 25…30 |
Примечание: Диаметр присадочной проволоки 1,6…2мм; ток постоянный
прямой полярности.
Ориентировочные режимы аргонодуговой сварки
встык плавящимся электродом высоколегированных сталей в нижнем положении
|
Толщина металла, мм |
Подготовка кромок |
Число слоев |
Диаметр сварочной проволоки, мм |
Сила тока, А |
Скорость сварки, м/ч |
Расход аргона, л/мин |
|
Автоматическая сварка |
||||||
|
2 |
Без разделки |
1 |
1 |
200…210 |
70 |
8…9 |
|
5 10 |
V-образная То же |
1 2 |
1 |
260…275 |
44 |
8…9 |
|
2 |
330…440 |
15…30 |
12…17 |
|||
|
Полуавтоматическая сварка |
||||||
|
4 8 |
Без разделки V-образная |
1 2 |
1,0…1,6 1,6…2,0 |
160…300 240…360 |
— — |
6…8 11…15 |
Ориентировочные режимы дуговой сварки
высоколегированных сталей без разделки кромок плавящимся электродом в
углекислом газе
|
Толщина металла, мм |
Шов |
Диаметр свароч- ной проволоки, мм |
Вылет электрода, мм |
Сила тока, А |
Напряжение дуги, В |
Скорость сварки, м/ч |
Расход углекислого газа, л/мин |
|
1 3 6 8 10 |
Односторонний То же Двусторонний То же То же |
1 2 2 3 2 3 2 3 |
— 15 15 15 15…20 20…25 15…20 25…30 |
80 230…240 250…260 350…360 380…400 430…450 420…440 530…560 |
16 24…28 28…30 30…32 30…32 33…35 30…32 34…36 |
80 45…50 30 — 30 — 30 — |
10…12 12…15 12…15 — 12…15 — 12…12 — |