
Большинство изделий из нержавеющей стали производятся с помощью аргонодуговой сварки и других распространенных методов сварки. Хотя эти методы могут удовлетворить 80% потребностей производства, они оставляют дефекты во многих сварочных изделиях. Например: подрезы, неполное проплавление, плотная пористость и трещины. Это не только снижает прочность соединения, но и становится источником щелевой коррозии. Кроме того, рабочие этапы обработки после сварки выполняются очень медленно.
В связи с этими недостатками появился
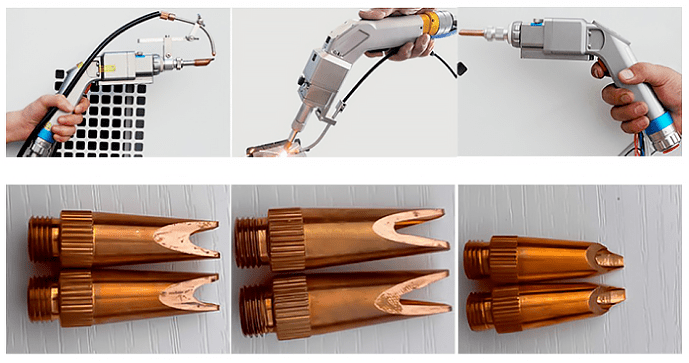
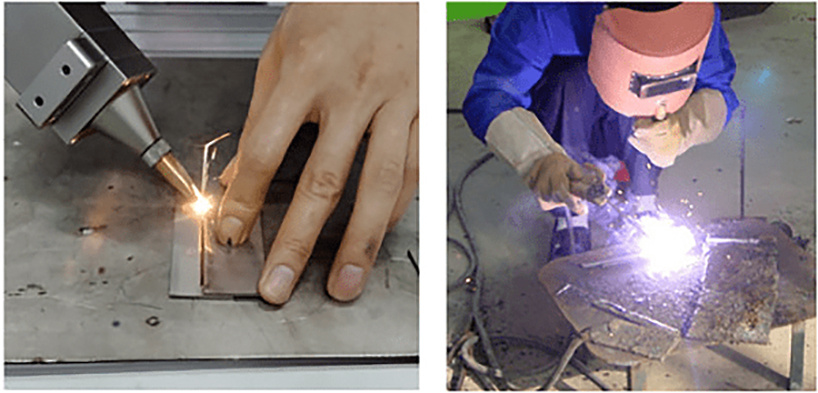
ручной лазерный оптоволоконный аппарат
ручной лазерный оптоволоконный аппарат
для сварки. Технология ручной лазерной сварки в основном использует лазерный луч в качестве источника энергии для воздействия на сварочное соединение для достижения цели сварки. Это новый метод сварки с хорошими сварочными характеристиками и небольшой деформацией, который широко используется в обработке и сварке различных металлов. Ручной аппарат лазерной сварки имеет преимущества простого управления, красивого сварного шва, высокой скорости сварки и отсутствия расходных материалов.

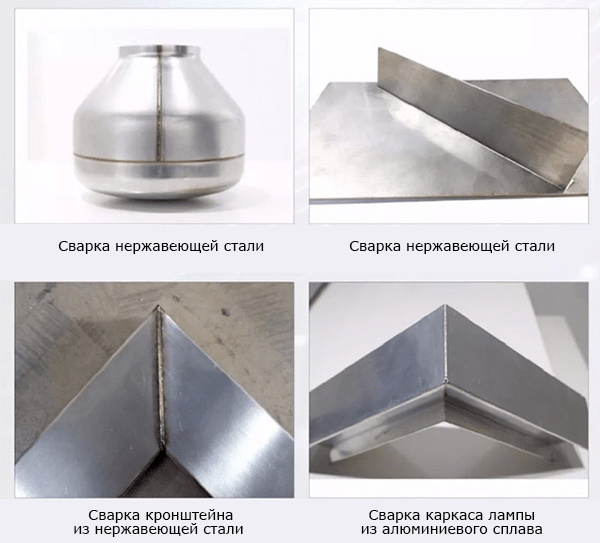
Сварка лазерным сварочным аппаратом тонких листов из нержавеющей стали, железных и оцинкованных листов, а также других металлических материалов может прекрасно заменить традиционную аргонодуговую сварку, электросварку и другие процессы.
Ручной лазерный сварочный аппарат может быть широко использован при производстве шкафов, лестниц, лифтов, духовок, дверей из нержавеющей стали и оконных ограждений, распределительных коробок, домах из нержавеющей стали и в других отраслях промышленности со сложным нерегулярным процессом сварки.
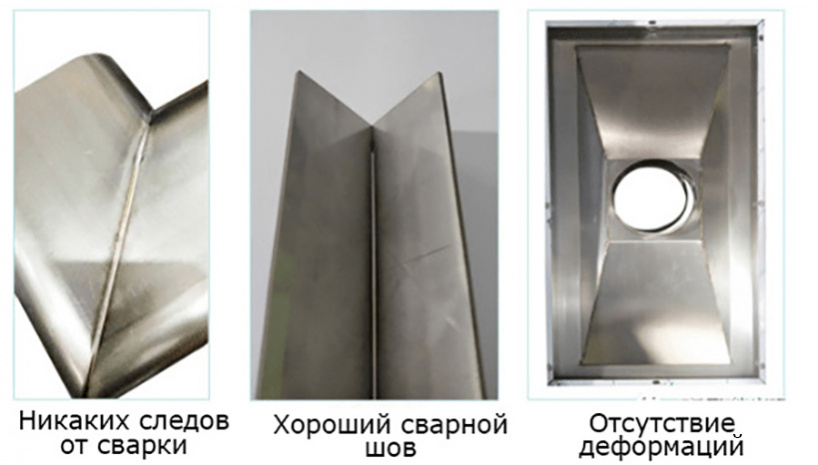
Скорость ручной лазерной сварки высокая, в 2-10 раз выше, чем традиционная сварка. Сварочный шов после сварки получается ровным и красивым, что сокращает последующий процесс шлифовки, экономит время и затраты. Заготовка для лазерной сварки не имеет деформации, сварочных шрамов и прочной сварки. Расходных материалов для лазерной сварки меньше, и они имеют длительный срок службы.
Основные характеристики ручной лазерной сварочной машины
- Она проста в эксплуатации и может использоваться обычными работниками без больших затрат на обучение.
- Имеет преимущества высокой эффективности, большого размера сварки, быстрой скорости сварки, тонкого и красивого шва, и уменьшает последующий процесс шлифовки.
- Она может быть широко использована для сварки нержавеющей стали, железных, алюминиевых и оцинкованных пластин, а также других металлических материалов.
- Точка сварки и зона теплового воздействия мала, сварочный верстак не нужен, также нет необходимости в большой площади для размещения оборудования.
Преимущества машины для ручной лазерной сварки
Для мастерской, которая занимается мелкосерийной обработкой или сваркой в малых масштабах, ручная лазерная сварочная система является лучшим выбором.
Ключевым моментом является то, что сварочные изделия небольших мастерских разнообразны, а форма изделий гибкая. Ручная лазерная сварка может полностью удовлетворить этот спрос.
Ручной лазерный сварочный аппарат удобен не только для сварки пресс-форм, кухонной утвари и других изделий, но и для сварки на открытом воздухе. Нержавеющая сталь, алюминий, медь, золото и серебро ювелирные изделия также могут быть сварены ручным лазерным сварочным аппаратом.
Применение ручной лазерной сварочной системы
В качестве важной поддержки «зеленых» технологий, технология лазерной сварки имеет очевидные конкурентные преимущества по сравнению с традиционными методами.
Благодаря высокой скорости, высокой точности, низкому энергопотреблению и многим другим преимуществам, она широко используется в микроэлектронике и электроприборах, автомобильной и аэрокосмической промышленности, машиностроении, полиграфии и и других важных областях экономики.
Технология лазерной сварки является одним из важных применений лазерной обработки. Среди них важное применение ручной лазерной сварки сосредоточено в сложных и нерегулярных процессах сварки без приспособления, таких как листовой металл, шасси, резервуар для воды, распределительная коробка, кухонный шкаф, дверные и оконные ограждения из нержавеющей стали и т. д.
В последние годы, в связи с бурным ростом развития новых энергетических транспортных средств, было увеличено производство количество аккумуляторных батарей, и индустрия лазерной сварки достигла дальнейшего роста.
Проблемы ручной системы лазерной сварки
Несмотря на то, что ручные лазерные сварочные системы становятся все более популярными на рынке, все еще существуют некоторые проблемы.
В большинстве ручных лазерных сварочных аппаратов, предлагаемых производителями оборудования, используются непрерывные волоконные лазеры мощностью от 200 Вт, 300 Вт, 500 Вт до 1500 Вт.
В целях безопасности сварщик должен пройти строгую подготовку, а лазер ни в коем случае не должен задеть людей или окружающие предметы, иначе это может привести к серьезным ожогам или даже вызвать пожар.
Кроме того, хотя в процессе сварки лазер обращен к заготовке, он все равно будет давать отражение высокой яркости, поэтому оператор должен быть оснащен специальными светозащитными очками.
Какие проблемы решает ручная лазерная сварочная система?
1. Применение в производстве кухонной посуды
Ручной лазерный сварочный аппарат при производстве кухонной утвари может сэкономить около 80% ~ 90% электроэнергии.
По сравнению с дуговой сваркой, стоимость обработки может быть снижена примерно на 30%. Он может
сваривать разнородную сталь и разнородные металлы.
2. Применение в области обработки листового металла
В области обработки листового металла, по сравнению с традиционной аргонодуговой сваркой, лазерная сварка имеет очевидные преимущества: высокая эффективность, малая тепловая деформация, красивый внешний вид, высокая прочность, отсутствие необходимости полировки после сварки, бесшовная стыковая сварка.


3. Применение в области сварки сантехники из нержавеющей стали
В процессе сварки сантехники из нержавеющей стали, ручная лазерная сварка обеспечивает бесшовное сращивание сантехнических кранов, раковин и т.д. Для сварки под углом может быть достигнуто 360° сварки, что является простым в эксплуатации и более удобным.

Сварка на оптоволоконном лазерном аппарате для сварки металла XTW-1000 RAYCUS
На нашем сайте вы можете приобрести оптоволоконный аппарат для лазерной сварки металла:
В этом подробном руководстве по параметрам лазерной сварки мы рассмотрим, как эти факторы влияют на качество сварных швов. В этом сообщении блога мы рассмотрим тонкости управления мощностью лазера и роль лазеров в обеспечении стабильной выходной энергии. Мы также рассмотрим важность поддержания оптимального баланса между плотностью мощности, фокусом, освещением и силой.
Понимание основ лазерной сварки
Лазерная сварка это передовая технология, обеспечивающая точное и эффективное соединение материалов. Существуют различные типы процессов лазерной сварки, каждый из которых имеет свои преимущества и области применения. Давайте углубимся в основы лазерной сварки, чтобы лучше понять.
Краткий обзор технологии лазерной сварки
- В лазерной сварке используются лазеры, мощные лазерные лучи, для плавления и соединения материалов посредством пайки и глубокого плавления. Этот процесс включает использование лазеров для создания паров металла, которые затем плавят и сплавляют материалы.
- Лазерный луч фокусируется на области сустава, создавая сильная жара Это приводит к плавлению материалов и образованию прочной связи.

- Этот процесс предлагает исключительная точность, что позволяет точно контролировать глубину и ширину сварного шва. Это автоматическая система лазерной сварки, обеспечивающая эффективную автоматизацию сварки.
- Лазерная сварка – это универсальный процесс которые могут быть использованы для сварка нержавеющей стали, а также другие материалы, такие как пластмассы, керамика и даже разнородные заготовки.

Виды лазерной сварки
- Лазерная сварка: Этот метод предполагает использование концентрированного лазерного луча для соединения материалов без какого-либо дополнительного наполнителя. Его обычно используют для пайки и глубокого плавления стальных заготовок. Его обычно используют для пайки и глубокого плавления стальных заготовок. Лазерная сварка широко используется в автомобильной, аэрокосмической и электронной промышленности.
- Лазерная сварка плавлением: В этом методе лазерный луч генерирует достаточно тепла, чтобы полностью расплавить соединяемые основные металлы. При необходимости для дополнительной прочности можно использовать наполнитель.
- Автоматическая лазерная сварка: Этот тип лазерной сварки выполняется с использованием роботизированные системы или автоматизированное оборудование. Это обеспечивает стабильное качество сварки и высокую производительность. Будь то сварка с теплопроводностью или сварка с глубоким проплавлением, зависит от конкретных настроек и предполагаемого применения.
- Ручная лазерная сварка: Ручной лазерный сварочный аппарат обеспечивает гибкость и простоту использования для небольших работ или ремонта детали на месте. Эти портативные лазерные сварочные аппараты являются эффективными и надежными.
- Лазерная сварка глубоким плавлением: этот передовой метод обеспечивает глубокое проваривание толстых материалов, сохраняя при этом превосходное качество сварки.
- Услуги лазерной сварки: Многие компании предоставляют специализированные услуги по проектам лазерной сварки, предлагая опыт и оборудование для различных применений.


Понимание процесса сварки в аппаратах лазерной сварки имеет решающее значение для изучения огромных возможностей работы со стальными заготовками. Будь то технология лазерной сварки в промышленных условиях или ручные лазерные сварочные аппараты для небольших задач, машины и оборудование для лазерной сварки могут произвести революцию в способах соединения заготовок. Благодаря слиянию энергии лазерного света материалы можно легко комбинировать.
Ключевые факторы, которые следует учитывать для достижения оптимальных параметров лазерной сварки
Выбор правильных параметров лазерной сварки имеет решающее значение для достижения оптимальных результатов. На протяжении всего процесса следует учитывать несколько ключевых факторов.
Важность выбора материала
Выбор материалов и заготовки играет важную роль в определении идеальных параметров лазерной сварки. Правильное оборудование и плазменная технология имеют решающее значение для достижения оптимальных результатов. Различные материалы имеют разные температуры плавления и теплопроводность, что напрямую влияет на процессы лазерной сварки и лазерной пайки.

Для соединения заготовок используются лазерная сварка и лазерная пайка. Например, мощность лазера определенной сварочной технологии может быть более подходящей для конкретных материалов в процессе сварки композитов, обеспечивая эффективное соединение без ущерба для структурной целостности с использованием сварочного аппарата.
Влияние совместного проектирования
Цена на сварной шов Конструкция также влияет на выбор параметров лазерной сварки заготовки. Это связано с тем, что для разных заготовок и станков используются разные технологии и оборудование. Такие факторы, как геометрия соединения, посадка, доступность, процесс сварки, скорость сварки и лазерная сварка, влияют на распределение тепла и качество сварки при сварке композитов.
Тщательно продумывая процесс сварки и используя правильные методы сварки композитов, сварщики могут оптимизировать настройки для достижения прочных и надежных соединений, сводя при этом к минимуму такие дефекты, как пористость или непровар. Этого можно добиться, регулируя скорость сварки и используя соответствующее оборудование для лазерной сварки.
Управление подачей тепла
Контроль тепловложения во время лазерной сварки необходим для предотвращения нежелательных результатов, таких как чрезмерная деформация или повреждение поверхности заготовки. Различные параметры способствуют эффективному регулированию тепловложения:
- Фокусное расстояние: Регулировка фокусного расстояния лазерного источника позволяет точно контролировать концентрацию энергии.
- Положение фокуса: Правильное расположение точки фокусировки обеспечивает оптимальную доставку энергии в нужные места.
- Толщина плиты: Толщина заготовки влияет на рассеивание тепла, глубину провара и процесс сварки.
- Размер пятна: Изменение размера пятна обеспечивает гибкость в управлении плотностью мощности.
- Глубина плавления: Контроль глубины расплава имеет решающее значение в процессе лазерной сварки глубоким плавлением для обеспечения стабильного качества сварного шва. Этого можно достичь, контролируя скорость сварки с помощью современных лазерных сварочных аппаратов.

Дополнительные соображения
Помимо выбора материала, конструкции соединения и контроля нагрева, на параметры лазерной сварки влияют несколько других факторов:
- Присадочный металл: В зависимости от требований применения присадочные металлы могут повысить прочность или улучшить коррозионную стойкость.
- Защитный газ: Выбор подходящих защитных газов в процессе сварки помогает минимизировать образование брызг и поддерживать стабильность дуги при использовании оборудования для лазерной сварки. Ручные лазерные сварочные аппараты также могут выиграть от использования защитных газов.
- Стоимость работы станка: Оптимизация параметров лазерного сварочного аппарата позволяет снизить трудозатраты за счет повышения эффективности и минимизации переделок оборудования.
Учитывая эти ключевые факторы, сварщики могут определить оптимальные параметры лазерной сварки для каждого конкретного применения. Это обеспечивает высокое качество сварных швов с минимальными искажениями и надежную работу.
Ключевые параметры лазерной сварки и их значение
Параметры лазерной сварки играют решающую роль в определении качества и эффективности сварочного процесса. Понимание этих ключевых параметров необходимо для достижения оптимальных результатов. Давайте рассмотрим значение каждого параметра:
Удельная мощность
Плотность мощности лазерного луча напрямую влияет на глубину проникновения и ширину сварного шва. Более высокая плотность мощности в аппаратах лазерной сварки приводит к более глубоким сварным швам с более широкими зонами сплавления, тогда как более низкая плотность мощности приводит к более мелким сварным швам. В оборудовании для лазерной сварки используется процесс сварки, при котором материалы плавятся вместе, создавая прочные и долговечные сварные швы. Регулировка плотности мощности позволяет точно контролировать характеристики сварного шва.

Плотность мощности лазера, используемого при сварке, может достигать 10^7 Вт на квадратный сантиметр! Огромная мощность лазерных сварочных аппаратов обеспечивает точную и эффективную плавку металлов, в результате чего получаются прочные и долговечные сварные швы. Для этой цели используется лазерное сварочное оборудование, например, ручные лазерные сварочные аппараты. Различные типы лазеров, такие как полупроводниковые лазеры, CO2-лазеры и YAG-лазеры, предлагают различную мощность для разных приложений.
Продолжительность импульса
Длительность импульса лазерного луча влияет на размер зоны термического влияния (ЗТВ). Более короткая длительность импульса сводит к минимуму передачу тепла в окружающие области, образуя небольшие зоны теплового воздействия. И наоборот, более длительные импульсы могут привести к увеличению ЗТВ, что потенциально влияет на свойства материала. Оптимизация длительности импульса обеспечивает минимальные искажения и сохраняет желаемые механические свойства.
Диаметр луча
Общий диаметр лазерного луча также влияет на результаты сварки. Более узкий диаметр луча лазерной сварки концентрирует больше лазерной энергии на меньшей площади, что приводит к увеличению глубины проникновения. Именно поэтому лазерное сварочное оборудование очень эффективно. И наоборот, более широкий диаметр луча лазерного сварочного аппарата распределяет энергию по большей площади, что приводит к получению более мелких сварных швов, но быстрому покрытию большей поверхности с помощью оборудования.
Скорость сварки
Скорость сварки определяет, насколько быстро два материала можно соединить вместе с помощью лазерной технологии. Более высокие скорости сварки повышают производительность, но могут ухудшить глубину провара или качество сварки, если их не оптимизировать должным образом. Более низкие скорости обеспечивают лучший контроль, но могут привести к увеличению времени производства.
Тщательно регулируя параметры лазерной сварки — плотность мощности, длительность импульса, размер пятна, диаметр луча и скорость сварки — производители могут добиться желаемых характеристик сварки, оптимизировать производительность и обеспечить высококачественные результаты сварки.
Взаимодействие параметров
Параметры лазерной сварки играют решающую роль в общем процессе сварки. Понимание того, как различные параметры взаимодействуют друг с другом, имеет важное значение для достижения оптимальных результатов. Здесь мы исследуем взаимодействие параметров и их влияние на лазерную сварку.
Во время лазерной сварки вступают в силу различные параметры процесса, влияющие на стабильность, деформацию, проплавление, мощность, температуру и свойства сварного шва. Давайте углубимся в некоторые ключевые аспекты:
Комбинации параметров
Различные комбинации параметров дают разные результаты в конкретных приложениях. Например:
- Высший настройки питания на аппарате лазерной сварки увеличивается проплавление сварного шва, но это также может привести к увеличению тепловложения.
- Регулировка фокус Использование аппарата лазерной сварки может существенно повлиять на качество поверхности и обеспечить точный контроль распределения тепла.
- Скорость системы движения влияет на общую скорость и точность сварки.

Увеличение мощности лазера может потребовать соответствующей регулировки скорости сварки для поддержания желаемой глубины и качества сварного шва. Аналогичным образом, изменение длительности импульса может повлиять на зону термического воздействия и потребовать изменения скорости или типа потока защитного газа.
Рассмотрим другой пример: если диаметр луча уменьшается (что приводит к более концентрированному фокусу), интенсивность лазера увеличивается. Это может потребовать снижения мощности лазера или увеличения скорости сварки, чтобы предотвратить прожоги или чрезмерную ширину сварного шва.
Балансировка компромиссов
При выборе параметров крайне важно найти баланс между скоростью, качеством и стоимостью. Это предполагает рассмотрение таких факторов, как:
- Скорость сварки: Более высокие скорости могут ухудшить качество сварки.
- Тепловая нагрузка: Высокое тепловложение может повлиять на свойства материала.
- Подготовка поверхности: Правильная очистка и подготовка способствуют лучшим результатам.
Вместо того чтобы корректировать параметры по частям, профессионалы должны рассмотреть всю систему. Использование компьютерного моделирования или программного обеспечения для моделирования может оказаться неоценимым при работе с лазерами, позволяя техническим специалистам прогнозировать результаты на основе различных комбинаций параметров до фактической лазерной сварки.
Существенные соображения
В то время как машины и лазеры работают в зависимости от заданных параметров, свариваемые материалы имеют свои собственные свойства, такие как температура плавления, отражательная способность и теплопроводность. Это может внести еще один уровень изменчивости в процесс сварки. Таким образом, понимание реакции материала и целостная корректировка параметров становится первостепенной задачей.
Различные материалы требуют определенной настройки параметров из-за различий в их теплопроводности и температурах плавления. Факторы, которые следует учитывать, включают:
- Состояние поверхности материала: Шероховатость поверхности влияет на поглощение лазера.
- Композитные материалы: Сварка разнородных материалов требует тщательного подбора параметров.
Понимание того, как взаимодействуют эти параметры, позволяет сварщикам оптимизировать свои процессы для достижения желаемых результатов, сводя к минимуму дефекты или проблемы, которые могут возникнуть во время лазерной сварки.
Практические советы по настройке параметров лазерной сварки
Установка правильных параметров имеет решающее значение для достижения оптимальных результатов. Вот несколько практических советов, которые помогут вам эффективно провести этот процесс:
1 – Начиная с рекомендаций производителя
- Производители часто предоставляют рекомендуемые диапазоны параметров для разных материалов и толщин.
- Начните с рассмотрения этих рекомендаций как отправной точки для вашего конкретного применения сварки.
2 – Выбор исходных значений параметров в зависимости от толщины материала
При определении исходных значений параметров учитывайте толщину свариваемого материала.
Для более толстых материалов обычно требуется более высокая плотность мощности лазерного пятна, тогда как для более тонких материалов может потребоваться более низкая плотность мощности.
Отрегулируйте другие параметры, такие как длительность и частота импульса, для лазерной сварки, чтобы обеспечить надлежащее проплавление и качество сварного шва.
3- Методы мониторинга ключевых переменных в процессе сварки.
- Во время лазерной сварки важно отслеживать определенные переменные, чтобы поддерживать контроль над процессом.
- Используйте датчики или камеры для измерения таких факторов, как температура, размер ванны расплава и диаграмма направленности луча. Вы можете узнать о том, как контролировать процесс лазерной сварки с помощью коаксиального пирометра.
- Мониторинг в режиме реального времени при лазерной сварке позволяет вносить необходимые коррективы и обеспечивать стабильное качество сварки на протяжении всей операции.

4 – Стратегии устранения распространенных проблем, связанных с неправильными настройками параметров.
- Неправильные настройки параметров могут привести к различным проблемам при сварке, таким как неполное проваривание или чрезмерное разбрызгивание.
- При возникновении проблем рассмотрите возможность корректировки одного параметра за раз, оставляя остальные постоянными до тех пор, пока не будут достигнуты желаемые результаты.
- Анализируйте образцы лазерной сварки под микроскопом или используйте методы неразрушающего контроля, такие как ультразвуковой контроль, чтобы оценить целостность лазерной сварки.
Следуя этим практическим советам, вы сможете оптимизировать параметры лазерной сварки и повысить общую производительность и качество сварочных процессов. Помните, что поиск идеальных параметров может потребовать экспериментов и точной настройки с учетом ваших конкретных требований.
Передовые технологии и инновации
В мире лазерной сварки технологии постоянно развиваются, чтобы удовлетворить потребности различных отраслей промышленности. Вот некоторые передовые инновации.
Новые тенденции в адаптивных системах управления
Одна из новых тенденций в развитии адаптивные системы управления является интеграция лазерных технологий, позволяющая корректировки в реальном времени параметрам сварки. Эти передовые технологии автоматизации позволяют точно контролировать процесс лазерной сварки, обеспечивая высокое качество и эффективность производства.
С помощью адаптивных систем управления производители могут оптимизировать такие параметры, как мощность, скорость и форма луча лазерной сварки, на основе обратной связи от датчиков в реальном времени. Этот уровень технологии автоматизации лазерной сварки не только повышает производительность, но и повышает общее качество сварных изделий из различных материалов и отраслей.
Достижения в области технологий формирования лазерного луча для конкретных приложений
Еще одна область, где происходят инновации, – это технологии формирования лазерного луча. Производители постоянно разрабатывают методы формирования лазерных лучей в соответствии с конкретными требованиями применения.
Регулируя форму и распределение интенсивности лазерного луча, можно добиться точного контроля подвода тепла. Это позволяет выполнять сварку с глубоким проплавлением, сводя к минимуму деформацию или повреждение прилегающих участков. Такие достижения в технологии формирования лазерного луча обеспечивают высокую степень гибкости и позволяют эффективно выполнять лазерную сварку широкого спектра материалов и типов изделий.
Появление гибридной лазерной сварки
Гибридная лазерная сварка сочетает в себе преимущества традиционной дуговой и лазерной сварки. Интегрируя сварочные лазеры с традиционными процессами дуговой сварки, производители могут воспользоваться преимуществами каждого метода сварки.

Гибридная лазерная сварка обеспечивает мощный источник тепла в сочетании с точным контролем со стороны лазеров, что приводит к улучшению качества сварки и повышению производительности. Этот метод лазерной сварки особенно выгоден при работе с более толстыми материалами или когда требуется глубокое проплавление.
Интеграция алгоритмов искусственного интеллекта
Алгоритмы искусственного интеллекта (ИИ) интегрируются в оборудование для лазерной сварки для автоматической оптимизации выбора параметров. Эти алгоритмы анализируют данные датчиков и принимают разумные решения относительно уровней мощности лазерной сварки, скорости подачи, положения фокуса и т. д. на основе заранее определенных критериев или моделей машинного обучения, обученных на исторических данных.
Используя искусственный интеллект, производители могут добиться более высокой эффективности и точности выбора параметров лазерной сварки, что приведет к улучшению качества сварки и снижению производственных затрат.
Часто задаваемые вопросы
Какие материалы можно сваривать лазерной сваркой?
Лазерная сварка универсальна и совместима с широким спектром материалов, таких как нержавеющая сталь, алюминиевые сплавы, углеродистые стали, титановые сплавы, сплавы на основе никеля и многие другие. Однако важно отметить, что для достижения оптимальных результатов для разных материалов могут потребоваться определенные настройки параметров.
Можно ли регулировать длительность импульса при лазерной сварке?
Да! Длительность импульса влияет как на тепловложение, так и на скорость охлаждения в процессе сварки. Более короткие импульсы при лазерной сварке обеспечивают более высокую пиковую мощность и более высокую скорость охлаждения, что полезно для минимизации зон термического влияния и достижения точных сварных швов. Регулировка длительности импульса позволяет оптимизировать параметры сварки для различных применений.
Какое значение имеет размер фокального пятна при лазерной сварке?
Размер фокусного пятна определяет плотность энергии в точке взаимодействия лазерного луча с материалом. Меньшие фокусные пятна при лазерной сварке приводят к более высокой плотности энергии, что позволяет более точно контролировать ширину и глубину сварного шва. Однако при выборе подходящего размера фокусного пятна для лазерной сварки важно учитывать такие факторы, как качество луча, толщина материала и особенности лазерной сварки.
Как обеспечить стабильное качество сварного шва при лазерной сварке?
Достижение стабильного качества лазерной сварки требует тщательного мониторинга и контроля таких параметров, как мощность лазера, частота импульсов, скорость перемещения, расход защитного газа и положение фокуса. Регулярные проверки оборудования для лазерной сварки, процедуры технического обслуживания и обучение операторов также способствуют поддержанию стабильных результатов с течением времени.
Заключение
Поздравляем! Теперь вы получили полное представление о параметрах лазерной сварки и их значении для достижения оптимальных результатов. Углубляясь в основы, изучая ключевые факторы, которые следует учитывать, и исследуя взаимодействие параметров, вы будете хорошо подготовлены к эффективной настройке параметров лазерной сварки. Мы предоставили практические советы по точной настройке параметров и представили передовые методы и инновации, которые помогут поднять ваши возможности лазерной сварки на новую высоту.
Раскройте весь потенциал лазерной сварки с помощью Байсон Лазер!
Если вы готовы еще больше усовершенствовать свои навыки лазерной сварки, мы рекомендуем вам изучить наш ассортимент современные лазерные машины. Ищете ли вы точность нашего ручного лазерного сварочного аппарата, автоматизацию нашего робота для лазерной сварки или изучаете другие современные лазерные решения, мы предоставим вам все необходимое. Погрузитесь глубже в мир лазерных технологий и позвольте нам улучшить вашу деятельность. Нажмите здесь, чтобы ознакомиться с нашим первоклассным оборудованием для лазерной сварки прямо сейчас!

Свяжитесь с нашими специалистами сейчас!
Мы покроем все ваши потребности от проектирования до установки.
Какие бывают виды лазерной сварки
Как и любой другой вид оборудования, аппараты лазерной сварки имеют свои типы и модификации. В первую очередь, сварка подразделяется на ручную и автоматизированную промышленную. Аппараты ручной сварки более компактны, но имеют ограничения по мощности, промышленные аппараты отличаются большими габаритами, позволяют решать более широкий спектр задач.
Аппараты серии LightWELD имеют 72 ячейки памяти для программирования предустановленных режимов работы и допускают создание и программирование собственных вариантов для удобства работы оператора. Как узнать, какие параметры необходимо установить? Для этого можно либо пройти специальные курсы, например, на базе ООО «ИТЦ ЛазерТех», где вам помогут освоить управление аппаратами лазерной сварки. В другом случае, можно воспользоваться таблицами, которые обычно поставляются в инструкции к сварочному аппарату. В таких таблицах указывают технологические задачи сварочного процесса (тип металла, толщину деталей), а также название и характеристику необходимого режима.
При настройке режимов импульсной сварки лазером отдельно производится настройка частоты импульсной лазерной сварки. Она выставляется цифровым значением и определяет, как понятно из названия, с какой частотой подается импульс лазерного луча, от чего и зависит глубина и качество лазерной сварки.
При работе в режиме импульсного или постоянного излучения, перемещением соплового наконечника сварочной головки задается фокусное расстояние лазерной сварки, которое определяет, в каком месте относительно поверхности свариваемых деталей будет находиться фокус луча, что также определяет глубину шва и характер его оплавления.
В конечном итоге все эти факторы влияют на качество и надежность сварных швов.
Сервисный центр ООО «ИТЦ ЛазерТех» предлагает пройти обучение основам лазерной сварки на аппаратах серии LightWELD 1500 одного из ведущих российских производителей сварочного и лазерного оборудования. Менеджеры нашего центра помогут вам правильно подобрать оборудование, обучить сотрудников Технике Безопасности, правильной эксплуатации системы, подбору технологических параметров, периодическому и сервисному обслуживанию, что поможет избежать дефектов технологии сварки и поломок оборудования.
На чтение 11 мин. Опубликовано
Содержание
- Лазерная сварка металла, особенности и технология. Установка и оборудование для сварки лазером
- Содержание
- Особенности лазерной сварки металлов
- Классификация методов лазерной сварки
- Классификация по энергетическим признакам
- Инструкция по ручной лазерной сварке [часть 3]
- Диагностика неисправностей ручного лазерного сварочного аппарата
- Ручная лазерная сварка в сравнении с традиционной сваркой
- Может ли лазерная сварка заменить традиционную сварку?
- Ручной лазерный сварочный аппарат против аргонодуговой сварки
Содержание
Среди распространённых источников энергии, применяемых для сварки, лазерное излучение обладает наиболее высокой степенью концентрации энергии в отдельном небольшом участке. Лазерное излучение по концентрации превосходит другие источники теплоты в десятки раз. Такие высокие показатели концентрации определяются уникальными характеристиками лазерного луча, прежде всего, его монохроматичностью и когерентностью.
Электронно-лучевая сварка, также как и лазерная, тоже обеспечивает высокую концентрацию энергии, но преимущество последней заключается в том, что для неё не требуется специальных вакуумных камер. Лазерную сварку можно проводить как на воздухе, так и в среде защитных газов. Это сварка в среде аргона, гелия, либо сварка в среде углекислого газа СО2 и других. Этот вид сварки подходит для соединения заготовок любых габаритов.
Благодаря когерентности и монохроматичности лазерного луча, он обладает малой расходимостью, что позволяет достичь высокой степени фокусировки энергии большой величины на малом участке. В результате этого, на свариваемых поверхностях происходит локальное нагревание, обеспечивающее высокую скорость нагрева и охлаждения. Эти параметры оказываются гораздо выше, чем при других способах дуговой сварки.
Другими особенностями лазерной сварки являются малый объём расплавленного металла и малые размеры зоны термического влияния, а также эффективное расплавление металла на больших скоростях сварки, порядка 20-40 мм/с, что обеспечивает высокую производительность.
Классификация методов лазерной сварки
Способы лазерной сварки металлов можно классифицировать по трём группам. Классификация представлена на рисунке ниже:
.jpg)
Классификация по энергетическим признакам
Каждый метод лазерной сварки характеризуется плотностью мощности Е, Вт/см 2 , т.е. отношением мощности луча лазера к площади сфокусированного луча и продолжительностью воздействия t. Лазерную сварку ведут, как правило, при Е=1-10МВт/см 2 . Меньшая плотность мощности не рекомендуется, так как в этом случае более эффективными и экономичными будут другие способы сварки, например, дуговая. Возможны три основных режима с разным сочетанием мощности и продолжительности воздействия:
1. Е=0,1-10МВт/см2, t>10-2с. Этот режим обеспечивается лазерами непрерывного действия. Данный режим используется для сварки конструкционных сталей различной толщины.
2. Е=0,1-10МВт/см2, t Дополнительные материалы по теме:
Источник
Инструкция по ручной лазерной сварке [часть 3]

Лазерная сварка — это сварочный процесс, при котором тепло генерируется высокоэнергетическим лазерным лучом, направленным на заготовку. Лазерный луч нагревает и плавит края заготовки, образуя стык. Она очень эффективна в процессах, требующих высокой скорости, поскольку она в 5 раз быстрее, чем MIG, и в 10 раз быстрее, чем TIG сварка. Хотя лазерные сварочные аппараты в основном используется для соединения металлов (нержавеющей стали, меди, золота, серебра и алюминия), они также могут обрабатывать другие типы материалов.
Диагностика неисправностей ручного лазерного сварочного аппарата
Техническое обслуживание должно проводиться персоналом, имеющим сертификат технического обслуживания. Когда питание подключено, в нижней части будет опасное напряжение, поэтому при измерении электроэнергии на линии необходимо соблюдать повышенную осторожность.
Возможные причины неисправности печатной платы
- Индикатор печатной платы не работает;
- Поврежден выключатель аварийной остановки;
- Ослаблен предохранитель печатной платы;
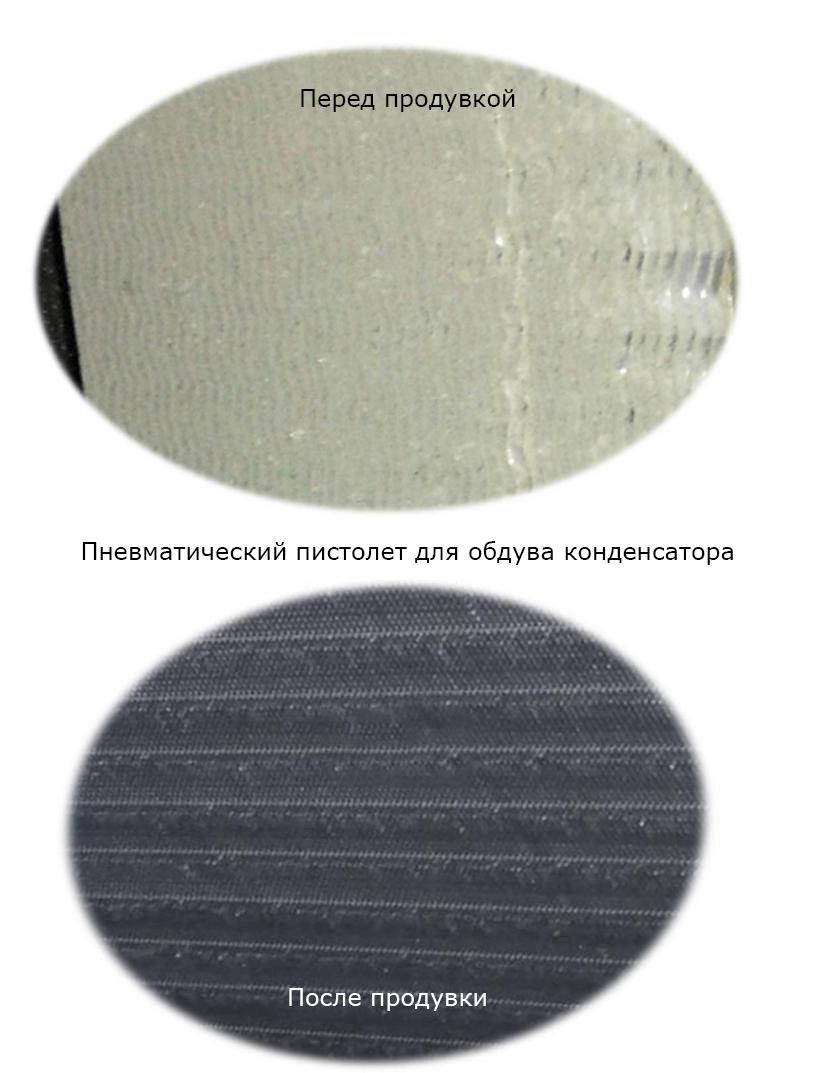
- Каждый раз перед запуском устройства проверяйте, вентилируется ли фильтрующая сетка.
- Сетчатый фильтр будет фильтровать пыль и волосы в воздухе.
Пожалуйста, продувайте конденсатор в течение длительного времени:
- Проверьте уровень воды в резервуаре перед запуском устройства и своевременно пополняйте уровень воды.
- Регулярно меняйте воду через 62 дня, чтобы предотвратить ухудшение качества воды.
- Если вам необходимо добавить внешнюю жидкость в связи с пониженной температурой, допускается только этанол (технический спирт), а соотношение воды и спирта должно составлять 4:1. Рекомендуется не выключать машину на ночь, чтобы избежать замерзания воды, что может привести к повреждению машины или растрескиванию деталей. При повышении температуры воду необходимо слить и использовать повторно.
- Когда прибор не используется в течение длительного времени, откройте слив резервуара для воды, чтобы слить воду.
- Регулярно проверяйте напряжение питания, чтобы избежать повреждений, вызванных выключателем тока.
- Перед первой установкой и включением питания тщательно проверьте правильность подключения и напряжение;
- Неправильная установка может привести к утечке электричества, утечке воды или пожару. Если вам необходимо снять и переустановить устройство, обратитесь к профессионалу;
- Не включайте устройство, вытаскивая вилку питания. Чрезмерный ток может привести к перегоранию вилки и размыканию цепи, что может привести к опасной ситуации;
- Свободные и оборванные провода могут стать причиной поражения электрическим током, короткого замыкания или пожара;
- Не помещайте посторонние предметы в виде пальцев и палочек в вентиляционное отверстие устройства, иначе это приведет к повреждению устройства или травмам;
- Во время работы устройства необходимо следить за вентиляцией;
- Не вставайте и не ставьте предметы на устройство;
- Не работайте с лазерным сварочным аппаратом с мокрыми руками, иначе вы можете получить удар током;
- Устройство должно быть хорошо заземлено. Провод заземления не должен быть подключен к газовой трубе, водопроводу или телефонной линии. Несчастные случаи поражения электрическим током происходят из-за плохого заземления;
- В случае обнаружения любого аномального явления (например, запаха гари), пожалуйста, немедленно отключите электропитание.
Ручная лазерная сварка в сравнении с традиционной сваркой
С развитием экономики и совершенствованием сварочных технологий появилось множество методов сварки, из которых люди могут выбирать. В современной обрабатывающей промышленности потребители всё чаще выбирают лазерный сварочный аппарат вместо традиционного сварочного оборудования.
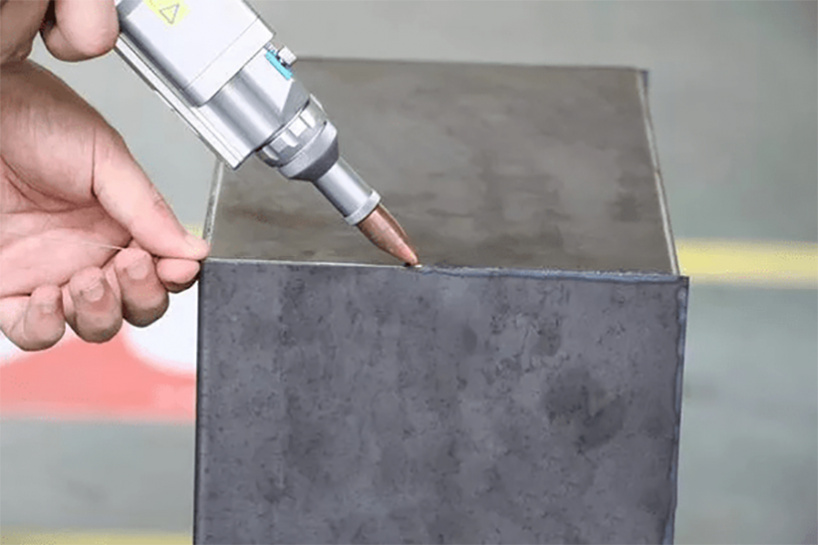
Ручной аппарат для сварки волоконным лазером в основном используется для лазерной сварки длинных и больших заготовок. При сварке зона теплового воздействия мала, что позволяет избежать деформаций, почернения и следов на обратной стороне.
Кроме того, глубина сварки большая, сварной шов прочный, а плавление достаточное.
Нет углублений на выпуклой части растворенного материала и матричной структуре ванны раствора!
В чем разница между ручной лазерной сваркой и традиционными методами?
Первой особенностью лазерной сварки является то, что деформация заготовки очень мала и практически отсутствует зазор между швами.
Отношение глубины к ширине высокое. При сварке высокомощных устройств соотношение глубины и ширины составляет 5:1, а самое высокое — 10:1.
Прочность сварки высокая, скорость сварки быстрая, сварной шов узкий, состояние поверхности обычно хорошее, исключает работу по очистке после сварки, внешний вид шва более красивый, чем при традиционной сварке.
Лазерной сваркой можно сваривать детали недоступные другими методами. Она обладает большой гибкостью для проведения бесконтактной дистанционной сварки, но такой метод подходит для сварки только тонких листов, проникновение лазерной сварки в данном процессе недостаточное, шасси и рама не могут быть сварены таким методом.
Этого можно достигнуть с помощью точечной сварки, но сварочный шов при этом должен складывать две тонкие пластины вместе, и произойдет 15-миллиметровое ламинирование, что не только повлияет на внешний вид, но и увеличит вес автомобиля. Лазерная сварка, безусловно, является самой передовой технологией сварки кузова в настоящее время, но данный метод не подходит для сварки всего автомобиля.
- Лазерная сварка — это бесконтактная сварка, процесс работы не требует давления, скорость сварки быстрая, эффективность высокая, глубина большая, остаточное напряжение и деформация маленькие, можно сваривать изделия при комнатной температуре или в специальных условиях (например, в закрытом пространстве), сварочное оборудование простое, не производит рентгеновского излучения.
- Может использоваться для сварки тугоплавких материалов, таких как металлы с высокой температурой плавления, и даже неметаллических материалов, таких как керамика и оргстекло. Она обладает хорошим эффектом и большой гибкостью при сварке материалов специальной формы. Данный метод можно использовать для бесконтактной сварки труднодоступных деталей на большом расстоянии.
- Маленькое пятно может быть получено путем фокусировки лазерного луча. Поскольку на него не влияет магнитное поле и оно может быть точно позиционировано, его можно использовать для микросварки, которая подходит для монтажной сварки микро- и малых деталей в массовом автоматическом производстве.
- Поскольку лазерная сварка является бесконтактной обработкой, не нужно использовать электроды. С помощью автоматизации легко выполнять высокоскоростную сварку, а также управлять ею с помощью цифрового или компьютерного оборудования.
- Технические требования таковы, что при наличии базовых компьютерных знаний это могут сделать обычные сотрудники. В отличие от традиционного сварочного аппарата, здесь не нужен мастер с большим опытом работы и хорошей технологией. Таким образом, можно еще раз сэкономить относительную часть затрат предприятия.
Может ли лазерная сварка заменить традиционную сварку?
Лазерная сварка имеет много преимуществ, основные три характеристики:
- Высокая скорость сварки.
- Отвечают требованиям массового производства.
- Отвечают требованиям непрерывного производства.
Сварочная заготовка получается плоской, гладкой, красивой, не требует шлифовки, полировки или простой обработки. Это просто упрощает полировку, экономит время и затраты.

Ручной лазерный сварочный аппарат против аргонодуговой сварки
Процесс сварки разнородных деталей:
Аргонодуговая сварка: это способ точечной сварки, при котором на изделии образуется сварочный шов и нахлест. Тепловой эффект очень большой, и при последующей обработке необходима полировка, иначе останется след. Требуется вспомогательная сварочная проволока.
Ручная лазерная сварка: лазер аппарат не контактирует с самой заготовкой, использование высокотемпературного лазерного луча, позволяет мгновенно плавить металл, образует расплавленную ванну, при этом газ равномерно заполняет сварной шов и охлаждает его.
Сварка квадратной трубы из нержавеющей стали
Тонкие листы невозможно сварить аргонодуговой сваркой. Она обладает большим тепловым эффектом и не может сваривать листы металла менее 1 мм.
Ручная лазерная сварка подходит для сварки тонких листов толщиной не более 3 мм. Если толщина листа превышает 4 мм, следует выбрать метод аргонодуговой сварки.
Подходящий процесс и функция
Аргонодуговая сварка: подходит для жестких или крепежных элементов, например, для сварки пластины или трубы толщиной более 4 мм, корпуса кровати. Если не требуется точность и красота, только для усиления и опоры, то у нее достаточно преимуществ.
Ручная лазерная сварка: подходит для деталей, требующих красивого внешнего вида, опорных и структурных деталей.
Сварка присадочной проволокой
Аргонодуговая сварка: тепловой эффект большой, теплоотдача медленная, место сварки с металлической деталью очень горячее.
Ручная лазерная сварка: отсутствие теплового эффекта, быстрый отвод тепла.
Аргонодуговая сварка: 3 метра в длину, за моторной коробкой (корпус пистолета), сложно перемещать.
Ручная лазерная сварка: 5-20 м в длину, легко перемещается.
Аргонодуговая сварка: может возникнуть большая искра, легко разбрызгивается, может попасть на тело и лицо
Ручная лазерная сварка: без искры, необходимы лазерные защитные очки.
Ручная лазерная сварка в 10 раз быстрее, чем аргонодуговая сварка.
Сварочная нагрузка, или напряжение
В сочетании с толщиной и мощностью сварки, различная мощность, соответствующая толщине, позволяет добиться полной сварки, полного проникновения в заготовку.
Место сварки с проплавлением будет более прочным, чем сам материал, а после второго нагрева и ковки он будет более прочным и износостойким.

Ручная лазерная сварочная машина с поворотной головкой
Максимальная температура сварки может достигать 4000 ℃, то есть нагрев и охлаждение мгновенны, что можно контролировать, а тепловой эффект невелик.
Односторонняя сварка и двухсторонняя сварка
Как правило, прочность односторонней сварки не так хороша, как двухсторонней. Поверхность при двухсторонней сварке нагревается более равномерно и выглядит лучше, с меньшим тепловым эффектом и минимальной деформацией.
Управление и ежедневное обслуживание ручного лазерного сварочного аппарата:
- Оператор ручной лазерной сварки должен пройти профессиональное обучение, понимать использование индикаторных лампочек и кнопок системы и быть знакомым с самыми основными знаниями об оборудовании;
- Перед началом работы c ручной лазерной сварочной машиной необходимо убедиться в том, что рабочая магистраль и провода не повреждены и не оголены; категорически запрещается класть предметы и инструменты на корпус машины, внешний вал, станцию очистки пистолета и охладитель воды;
- Строго запрещается размещать жидкие предметы, в горючих веществах. Температура в операционной комнате не должна превышать 25 ℃, и не должно быть никаких утечек;
- Строго запрещено размещать жидкие предметы, в горючих материалах.
- Проводите регулярное тестирование;
- Поскольку сварочный аппарат имеет принудительное воздушное охлаждение, легко вдыхать пыль из окружающей среды и накапливать ее в аппарате. Поэтому вы можете регулярно использовать чистый и сухой сжатый воздух для очистки от пыли внутри сварочного аппарата;
- Регулярно проверяйте детали электропроводки;
- При ежегодном техническом обслуживании и осмотре следует проводить замену дефектных деталей, ремонт оболочки и укрепление частей, ухудшающих изоляцию;
- Регулярно проверяйте и заменяйте токопроводящую насадку;
- Регулярно очищайте и заменяйте пружинный шланг;
- Проверка изоляционных колец.
Вышеуказанное регулярное техническое обслуживание и осмотр могут уменьшить возникновение неисправностей при сварке. Хотя это требует определенного времени и энергии, это может продлить срок службы сварочного аппарата, повысить эффективность работы, обеспечить производительность сварочного аппарата и повысить безопасность.
Кроме того, в процессе использования ручного лазерного сварочного аппарата нельзя пренебрегать защитой безопасности.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Источник
ГОСТ EN 1011-6-2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Сварка
РЕКОМЕНДАЦИИ ПО СВАРКЕ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Часть 6 Лазерная сварка
Welding. Recommendations for welding of metallic materials. Part 6. Laser beam welding
МКС 25.160.10
Дата введения 2019-03-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью «Национальная экспертно-диагностическая компания» (ООО «НЭДК») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 ноября 2017 г. N 52)
За принятие проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны по МК (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
AZ |
Азстандарт |
|
Армения |
AM |
Минэкономики Республики Армения |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Грузия |
GE |
Грузстандарт |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Киргизия |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-стандарт |
|
Россия |
RU |
Росстандарт |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Туркменистан |
TM |
Главгосслужба «Туркменстандартлары» |
|
Узбекистан |
UZ |
Узстандарт |
|
Украина |
UA |
Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 23 октября 2018 г. N 823-ст межгосударственный стандарт ГОСТ EN 1011-6-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2019 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 1011-6:2005* «Сварка. Рекомендации по сварке металлических материалов. Часть 6. Лазерная сварка» («Welding — Recommendation for welding of metallic materials — Part 6: Laser beam welding», IDT).
Европейский стандарт разработан Техническим комитетом CEN/TC 121 «Сварка».
При применении настоящего стандарта рекомендуется использовать вместо ссылочных европейских стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Серия стандартов EN 1011 под общим наименованием «Сварка. Рекомендации по сварке металлических материалов» состоит из следующих частей:
— часть 1. Общее руководство для дуговой сварки;
— часть 2. Дуговая сварка ферритных сталей;
— часть 3. Дуговая сварка коррозионностойких сталей;
— часть 4. Дуговая сварка алюминия и алюминиевых сплавов;
— часть 5. Сварка плакированных сталей;
— часть 6. Лазерная сварка;
— часть 7. Электронно-лучевая сварка;
— часть 8. Сварка чугуна.
1 Область применения
Настоящий стандарт устанавливает требования для лазерной сварки и связанных с ней процессов обработки металлических материалов для всех видов изделий (например, литых, штампованных, экструдированных, кованых).
Примечание — Некоторые рекомендации по резке, сверлению, обработке поверхности и плакированию лазерным лучом приведены в приложении F.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные стандарты*. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных ссылок применяют последнее издание ссылочного стандарта (включая все изменения к нему):
EN ISO 3834-2, Quality requirements for fusion welding of metallic materials — Part 2: Comprehensive quality requirements (ISO 3834-2:2005) [Требования к качеству выполнения сварки плавлением металлических материалов. Часть 2. Общие требования к качеству (ISO 3834-2:2005)]
EN ISO 3834-5, Quality requirements for fusion welding of metallic materials — Part 5: Documents with which it is necessary to confirm to claim conformity to the quality requirements of ISO 3834-2, ISO 3834-3 or ISO 3834-4 (ISO 3834-5:2005
) [Требования к качеству выполнения сварки плавлением металлических материалов. Часть 5. Документы, требования которых нужно выполнять для того, чтобы подтвердить соответствие требованиям ISO 3834-2, ISO 3834-3 или ISO 3834-4 (ISO 3834-5:2005)]
______________
Заменен на ISO 3834-5:2015 «Требования к качеству выполнения сварки плавлением металлических материалов. Часть 5. Документы, требования которых нужно выполнять для того, чтобы подтвердить соответствие требованиям ISO 3834-2, ISO 3834-3 или ISO 3834-4».
EN ISO 11145:2001, Optics and optical instruments — Lasers and laser-related equipment — Vocabulary and symbols (ISO 11145:2001
[Оптика и оптические инструменты. Лазеры и лазерное оборудование. Словарь и обозначения (ISO 11145:2001)]
______________
Заменен на ISO 11145:2016 «Оптика и фотоника. Лазеры и лазерное оборудование. Словарь и обозначения».
EN ISO 15609-4, Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 4: Laser beam welding (ISO 15609-4:2004
) [Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 4. Лазерная сварка (ISO 15609-4:2004)].
______________
Заменен на ISO 15609-4:2009 «Технические требования и оценка процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 4. Лазерно-лучевая сварка».
3 Термины и определения
В настоящем стандарте применены термины в соответствии с EN ISO 11145:2001.
4 Здоровье, безопасность и охрана окружающей среды
Общий перечень документов по охране окружающей среды при сварке и родственных процессах подготовлен CEN/TC 121. Он охватывает и применение лазерных процессов.
Процессы с применением лазерного луча представляют дополнительную опасность сверх той, которая возникает при дуговой сварке. Следует соблюдать специальные рекомендации (см., например, EN 60825-1 и EN ISO 11553-1).
Требования безопасности, связанные с применением промышленных роботов для манипуляций фокусировочными устройствами и/или подлежащими сварке элементами, приведены в EN 775.
5 Требования к качеству
Лазерная сварка является сложным процессом, требующим детального контроля. Все процессы выполняются с применением числового программного управления, требующего программирования каждой отдельной операции. Они должны контролироваться в соответствии с требованиями EN ISO 3834-2 и EN ISO 3834-5.
Примечание — Это не относится к требованиям к контролю при сертификации, но процесс контроля должен удовлетворять требованиям EN ISO 3834-2 и EN ISO 3834-5.
Условием для эффективного управления процессом сварки являются требования к геометрии соединений и другие требования, которые должны быть определены до начала производства. Ряд стандартов определяют геометрию сварных соединений и соответствующие критерии качества и могут быть применены как справочные.
Таблица 1 — Критерии качества
|
Требования и допуски |
Стандарт |
|
Требования к качеству сварных соединений, выполненных лазерной сваркой |
EN ISO 13919-1 |
|
EN ISO 13919-2 |
|
|
Требования к качеству поверхности реза |
EN ISO 9013 |
|
Общие допуски |
EN ISO 13920 |
|
Общие требования |
EN ISO 3834-2 и EN ISO 3834-5 определяют условия, которые должны быть согласованы и учтены до начала производства. EN 1011-1:1998 (приложение А) может использоваться в качестве руководства в случае, если EN ISO 3834-2 и EN ISO 3834-5 не применены |
|
Заменен на EN 1011-1:2009 «Сварка. Рекомендации по сварке металлических материалов. Часть 1. Общее руководство для дуговой сварки». |
6 Оборудование
6.1 Общие положения
Информация о конкретном оборудовании для лазерного процесса должна быть предоставлена поставщиком. Различные учебники и статьи содержат справочную информацию. Приложение А содержит обобщенные сведения о принципах и методах. Приложение В содержит общие сведения о свойствах лазерных лучей.
6.2 Приемочные испытания
Условия приемки лазерного оборудования приведены в стандартах (см. таблицу 2).
Таблица 2 — Условия для приемочных испытаний
|
Тип оборудования |
Стандарт |
|
-лазерное оборудование |
EN ISO 15616-1, EN ISO 15616-2 и/или EN ISO 15616-3 |
|
Nd: YAG-лазерное оборудование |
EN ISO 22827-1, EN ISO 22827-2 |
6.3 Обслуживание и калибровка
Положения по техническому обслуживанию не стандартизированы. Следует соблюдать руководство поставщика. Принципы калибровки, верификации, валидации и минимальные требования приведены в EN ISO 17662.
7 Аттестация сварочного персонала
Требования к аттестации персонала для полностью механизированной и автоматической сварки и родственных процессов приведены в EN 1418. Среди процедур, приведенных в настоящем стандарте, практические испытания могут быть основными при аттестации персонала, ответственного за эксплуатацию и настройку процессов с применением лазеров. При практических испытаниях оператор или наладчик демонстрирует знание технических требований и работы по настройке, управлению и проверке лазерного оборудования.
8 Технические требования к процедуре сварки
Все параметры лазерной сварки элементов должны быть указаны в технических требованиях к процедуре сварки WPS в соответствии с EN ISO 15609-4. Технические требования к процедуре резки, сверления, обработки поверхности и плакирования не стандартизированы. Некоторые указания приведены в EN ISO 15609-4.
9 Испытания процедуры сварки
Аттестация всех процедур лазерного процесса рекомендуется и требуется для большинства случаев его применения. Аттестацию процедуры лазерной сварки (когда требуется) проводят путем соответствующих испытаний (см. EN ISO 15614-11). Может быть применена аттестация путем допроизводственного испытания (см. EN ISO 15613).
Аттестация путем допроизводственного испытания является обычной практикой для резки, сверления и обработки поверхности. Некоторые рекомендации даны в EN ISO 15613. Аттестация процедуры лазерной сварки для плакирования (если требуется) может быть выполнена испытанием процедуры (см. prEN ISO 15614-7). Может быть применена аттестация путем допроизводственного испытания (см. EN ISO 15613).
10 Сварочные материалы
10.1 Присадочные металлы
Присадочные металлы применяют для лазерного плакирования и для лазерной сварки. Основная проблема заключается в малом выборе присадочных металлов для лазерных процессов и в отсутствии соответствующих стандартов. На практике применяют сплошную проволоку круглого сечения, но могут применять порошки, в частности для плакирования. В производственных целях используют:
— проволоку для дуговой сварки плавящимся электродом в защитном газе и дуговой сварки вольфрамовым электродом в среде инертного газа. Также применяют порошковые проволоки. Для специальных целей может быть организовано небольшое производство порошковой проволоки (экспериментальное). Соответствующими стандартами являются: EN 440, EN 758, EN 1668, EN 12070, EN 12071, EN 12072, EN 12073, EN 12534, EN 12535, EN 14640, EN ISO 18273, EN ISO 18274;
— проволоку для термического напыления, выпускаемую в качестве расходного материала. Обычная форма поставки — сплошная проволока круглого сечения, стандартизованная по EN ISO 14919;
— порошки для термического напыления, стандартизированные по EN 1274;
— порошки для порошковой металлургии.
10.2 Газы
Газы применяют для защиты и предотвращения образования плазмы при лазерной сварке, при лазерной резке, для защиты при лазерном плакировании, сверлении и маркировке.
-лазеры могут требовать непрерывной подачи лазерного газа.
Соответствующим является стандарт EN 439. Он недостаточно применим для всех газов, используемых для лазерных процессов. Необходимы конкретные технические требования к составу и допускам для всех нестандартных газов.
11 Конструкция
11.1 Общие положения
Необходимо обеспечить доступ к соединениям. Преимуществом является то, что фокусирующая головка может находиться на некотором расстоянии от поверхности соединения. При применении защитного газа или газа для предотвращения образования плазмы соответствующие сопла должны располагаться близко к поверхности. Применение датчиков расширяет требования к доступу.
11.2 Конструкция соединения
Конструкция соединения важна для лазерной сварки. Обычно сварное соединение представляет собой стыковой шов без скоса кромок. Т-образные соединения свариваются аналогично, но не всегда с полным проваром. Точечная сварка используется для нахлесточных соединений.
Лазерная сварка может применяться для сварки деталей с жесткими допусками. Условием является то, что фиксирующие устройства точно удерживают свариваемые детали или соединения являются «самопозиционирующимися».
Для предотвращения образования брызг или подрезов используется лазерная сварка с корневой подкладкой.
Для выполнения аксиально-кольцевых сварных швов на элементах с ограниченными размерными допусками рекомендуется применять прессовую посадку, такую как Н7/r6 или H7/n6 (EN 20286-2). Для кольцевых сварных швов с зазором следует применять прихватки.
11.3 Подготовка соединения
Качество лазерной сварки зависит от точности и чистоты поверхности подготовленного под сварку соединения.
Соединения могут быть подготовлены путем механической обработки или резки. Важно окончательное состояние поверхности соединения. Необходимо провести очистку поверхности, если она загрязнена оксидами, маслом, смазкой, охладителями или краской.
Конкретные методы очистки используются в зависимости от типа материала, размеров элементов и требований к качеству, а также от условий работы. Виды обработки, которые могут быть использованы:
— ручное обезжиривание с помощью растворителя;
— чистка парами растворителя в закрытом испарителе или в ультразвуковой ванне;
— предварительная обработка очищающим паром с небольшой щелочной добавкой и с последующей сушкой;
— кислотное нейтрализующее травление, промывка в дистиллированной воде, сушка, кратковременное хранение;
— механическая очистка путем шлифовки, чистки и т.д.;
— остатки грунтовки и аналогичных покрытий на стальных пластинах могут быть удалены проходом расфокусированного лазерного луча по соединению перед выполнением сварки.
При такой обработке могут использоваться высокие скорости, превышающие 100 мм/с.
Если элементы имеют поверхностные покрытия, созданные науглероживанием, анодированием, кадмированием, азотированием, фосфатированием, цинкованием и т.д., то эти слои должны удаляться путем механической обработки поверхности в зоне сварного соединения.
Если элемент не может быть подвергнут механической обработке в зоне начала и конца сварного шва с целью удаления кратера в конце шва, то должны использоваться вводные и выводные планки (см. рисунок 1). Выводные планки также уменьшают температуру на концевых частях обрабатываемой детали. Вводные и выводные планки должны быть прикреплены к обрабатываемой детали с помощью зажимов или сварки для получения хорошего теплового контакта и впоследствии удалены.
|
|
1 — вводная планка; 2 — обрабатываемая деталь; 3 — выводная планка; 4 — начало шва; 5 — конец шва
Рисунок 1 — Образец с вводными и выводными планками для начала и конца сварки
12 Лазерная сварка
12.1 Характеристики
12.1.1 Режимы
Лазерная сварка является процессом сварки плавлением, и для соединения характерно наличие зон термического влияния в свариваемых деталях, контактирующих с металлом шва.
Лазерная сварка часто выполняется в режиме «замочная скважина». Этот режим требует пучка с высокой плотностью мощности, способной испарить материал в точке взаимодействия. Лазерный пучок затем может создать (с помощью давления испаренного материала) глубокую полость формы, приближенной к цилиндрической. Стенки полости покрыты расплавленным материалом. Если этот процесс находится под контролем, полость вместе с лазерным лучом перемещается вдоль шва. Распределение тепла и материала в основном является двухмерным. Материал плавится в передней части полости и перемещается к ее задней стенке, где, застывая, образует металл сварного шва. Небольшая часть материала испаряется или удаляется в виде брызг в направлении вдоль оси лазерного луча. Режим «замочная скважина» обычно используется для сварки стыковых швов с полным или частичным проплавлением толстых деталей.
Другой режим — это сварочный режим, основанный на теплопроводности материала. В этом режиме интенсивность пучка недостаточна для создания «замочной скважины», и распределение тепла становится похожим на распределение тепла при дуговой сварке. Этот теплопроводный режим сварки имеет место, когда луч (низкой интенсивности) расфокусирован или колеблется. Теплопроводный режим сварки может дать трехмерное распределение тепла, и поперечное сечение сварного шва будет приблизительно круглым, с шириной на поверхности примерно в 2 раза выше глубины проплавления. Тепло может распространяться в более широких областях, в результате чего создается шов, ширина которого более чем в 2 раза превышает глубину проплавления. Аналогичный метод используется для плакирования лазерным пучком, когда обычно стремятся к минимальному проплавлению.
В точечной сварке фокусирующая головка во время сварки находится в стационарном состоянии по отношению к основному материалу. Время сварки для каждой точки может быть измерено в миллисекундах. Как правило, для этой цели используются импульсные лазеры. Получаемый профиль сварного шва, как правило, является промежуточным между швом, получаемым в режиме теплопроводности, и швом «замочная скважина».
12.1.2 Передача энергии
Энергия передается от лазерного луча к основному материалу, где она расплавляет материал и создает «замочную скважину» (в режиме «замочная скважина»). На передачу энергии влияют главным образом два фактора:
— отражение (частичное) энергии пучка от поверхности основного материала и жидкого материала ванны;
— образование шлейфа испарившихся элементов и/или плазменного облака (
-лазер).
Лазерные лучи отражаются от поверхности материалов. Доля отраженной энергии зависит от состояния поверхности (на микроскопическом уровне), например от шероховатости поверхности, а также от температуры поверхности. Отраженная доля может быть очень большой, близкой к 90% для полированных материалов и длине волны более 1 мкм при комнатной температуре. Доля отраженной энергии значительно ниже, менее 50% для более коротких длин волн и поверхностей с более низкой отражающей способностью. Если пучок обладает достаточной мощностью для выполнения полного проплавления, отражение не имеет большого значения. Отражающая способность материала стала меньше приниматься во внимание при использовании лазеров с высокой мощностью и высоким качеством пучка. Отражение может вызвать нестабильность процесса, и «замочная скважина» не будет выполнена в определенной для нее зоне, если по какой-либо причине происходит отражение достаточно высокой доли энергии пучка.
Лазерная сварка обычно сопровождается испарением части основного материала. Это вызывает паровой шлейф над местом «замочная скважина».
-лазеры высокой мощности создают такую высокую температуру, что по крайней мере часть шлейфа ионизируется и создается облако плазмы в сварном соединении и над ним (над местом «замочная скважина»). Плазменное облако может ослабить лазерный пучок, при этом обычной мерой предосторожности является применение струи гелия, которая выдувает плазму.
Гелий является предпочтительным газом для устранения плазмы. На экспериментальной основе использовались другие газы, такие как
или Аr. Влияние плазмы не может быть полностью устранено, тем не менее сварка возможна.
Испарение избирательно влияет на различные химические элементы основного материала. Элементы с высоким давлением пара испаряются более легко. Металл шва, следовательно, будет обеднен такими элементами по сравнению с основным материалом.
12.1.3 Импульсная лазерная сварка
Импульсная лазерная сварка может использоваться для точечной сварки. Высокая пиковая мощность импульсных лазеров может использоваться в некоторых случаях для создания сварных швов «замочная скважина» в сравнительно толстых деталях. Однако скорость сварки при этом более низкая, чем у мощного лазера постоянной мощности.
12.1.4 Колебание луча
Колебание луча может применяться для создания более широкого профиля сварного шва и используется при наличии зазоров. Увеличенное поперечное сечение сварного шва сопровождается уменьшением скорости охлаждения.
12.1.5 Управление мощностью лазерного луча
Цифровое управление источником мощности лазерного пучка обычно осуществляется в форме линейной функции (с пологим подъемом и пологим спуском), которая вместе с регулировкой фокуса может быть использована для получения удовлетворительного результата в начале и в конце шва. Это важно для создания кольцевых и замкнутых сварных швов.
12.1.6 Зона фокусировки лазерного луча
Лазерный луч обычно фокусируется на поверхности основного материала или вблизи ее.
12.1.7 Защита газом
Определенные виды защиты газом необходимы для большинства случаев. Сварочная ванна, высокотемпературная часть шва, находящаяся непосредственно за сварочной ванной, и корень шва (при полном проплавлении во время сварки) должны быть защищены. Должны использоваться газовые сопла требуемой конструкции. Необходимость защиты и тип используемого защитного газа зависят от свариваемого материала. Достаточная защита всех высокотемпературных зон имеет ключевое значение, например при сварке коррозионностойких сталей, для того чтобы сохранить высокую степень коррозионной стойкости. Сварные швы с полным проплавлением низкоуглеродистых сталей могут выполняться без защиты корня шва. Сварка тонких деталей с высокой скоростью также может производиться без защиты газом.
12.1.8 Использование сварочных материалов
Сварочные материалы могут быть необходимы, например, при сварке с зазором, чтобы избежать уменьшения сечения шва. Сварочные материалы также могут применяться по металлургическим соображениям. При этом требуется очень точная подача сварочной проволоки. Оптимальным решением может быть применение гибридной дуговой сварки.
12.1.9 Гибридные процессы
Гибридные процессы состоят из сочетания лазерной сварки с дуговой сваркой, плазменной сваркой, сваркой неплавящимся электродом в среде инертного газа TIG, сваркой плавящимся электродом в среде активного газа MAG и т.д. Хорошим решением может стать применение присадочного материала. При этом могут достигаться высокая скорость сварки и низкое тепловложение. Комбинация стыковой/угловой шов является другим вариантом использования гибридного процесса.
Рекомендации по дуговой сварке приведены в EN 1011-1.
12.2 Преимущества и недостатки
Лазерная сварка с использованием режима «замочная скважина» имеет ряд преимуществ по сравнению с другими процессами сварки плавлением:
— соединение характеризуется минимальными размерами сварного шва. При этом достигается минимальное тепловложение; узкая зона термического влияния, минимальные остаточные деформации;
— возможны высокие скорости сварки, большинство соединений выполняются одним или максимум двумя проходами, по одному с каждой стороны;
— сварные швы могут выполняться на деталях толщиной до нескольких сотен миллиметров. Верхний предел для сталей составляет около 25 мм для односторонних стыковых швов с полным проплавлением.
По сравнению с электронно-лучевой сваркой лазерная сварка выполняется при нормальных атмосферных условиях и не образует рентгеновских лучей.
Основные недостатки:
— высокие скорости охлаждения, поэтому для некоторых материалов требуются специальные меры, чтобы избежать возникновения недопустимых свойств материалов;
— в определенных материалах может иметь место образование трещин и/или пористость;
— материалы с высокими отражающими свойствами поверхности труднее свариваются, т.к. энергия пучка отражается и не поглощается;
— имеющиеся источники лазерного излучения характеризуются низкой эффективностью. Потребление энергии может примерно от 10 до 30 раз превышать энергию лазерного пучка;
— ручная сварка мало применима. На практике применяют механизированное оборудование и все запрограммированные операции;
— металл шва может быть обеднен элементами, имеющими высокое давление пара из-за испарения;
— жесткие требования к качеству подготовки кромок сварного соединения и точному позиционированию сварного шва или слежению за ним;
— поверхностные покрытия соединения могут привести к дефектам.
12.3 Сборка и закрепление
Для лазерной сварки могут использоваться все кондукторы, манипуляторы, столы с перемещениями по осям X и Y и т.д. Лазерная сварка не требует зажимных приспособлений, отличных от тех, которые применяют в других процессах сварки. Если требуется точность и жесткость допусков позиционирования свариваемых деталей, то зажимные приспособления должны обеспечить соответствующую точность. Некоторые рекомендации приведены в EN ISO 15616-1 по EN ISO 15616-3.
12.4 Управление процессом
Лазерная сварка выполняется с применением числового программного управления. Корректировка или обратная связь при проведении сварочных операций мало возможна, за исключением использования датчиков, которые динамически корректируют траекторию пучка относительно свариваемого изделия. Датчики наблюдения за процессом, например по спектру и интенсивности вторичного излучения из зоны сварки, устанавливаются на экспериментальной основе.
12.5 Контроль и испытания
В EN ISO 15614-11 даны ссылки на стандарты по неразрушающему контролю. Стандарты EN или ISO для неразрушающего контроля сварных соединений, полученных с помощью лазерной сварки, не приняты. Стандарты для контроля соединений, выполненных дуговой сваркой, могут использоваться с соответствующими модификациями.
12.6 Дефекты
Дефекты определены в EN ISO 6520-1. Уровни качества, применимые для управления процессом, указаны в EN ISO 13919-1 и EN ISO 13919-2.
Приложение A
(справочное)
Оборудование
А.1 Описание лазерного процесса
А.1.1 Принципы
Лазер — это аббревиатура от «усиление света вынужденным излучением» (Light Amplification by Stimulated Emission of Radiation). Лазер — это устройство, генерирующее световой луч, который является достаточно узким и мощным и может применяться для сварки, резки, обработки поверхностей и сверления. С некоторой точки зрения лазер может считаться «черным ящиком». Механизм генерации света и фактическая разработка конкретного лазера представляют интерес лишь в той мере, в какой они имеют значение для ежедневного обслуживания, калибровки и тех операций по ремонту, которые может выполнять пользователь. Необходимо применять руководство пользователя (руководство по ремонту) для конкретного устройства. Однако это не является практичным, т.к. существует ряд различных типов лазеров и каждый из них имеет характеристики, которые ограничивают его применение. Краткое описание различных типов необходимо, чтобы предоставить необходимую терминологию для основной части настоящего стандарта. Имеются учебники, документы по лазерам, где пользователям предлагается ознакомиться с этими источниками для получения более подробной информации.
Все лазерные устройства имеют резонатор, в котором свет генерируется и усиливается. Резонатор оборудован отражающими и частично отражающими зеркалами и другими формами барьеров.
Внутри резонатора имеется среда, способная генерировать непрерывный или импульсный свет. Часть света, накапливаемая в резонаторе, может испускаться, создавая таким образом фактический лазерный пучок.
Энергия поступает из внешнего источника в среду внутри резонатора (энергия накачки). Не все 100% энергии превращаются в лазерный луч, а избыточная энергия должна отводиться с помощью механизма охлаждения.
А.1.2 Элементы
Источник лазерного пучка составляет только часть всей установки. Все лазерные технологии используют механизированные, автоматические или роботизированные установки. Единственным исключением являются ручные маломощные лазеры для специальных целей (непромышленные лазеры).
Типичная лазерная установка (рабочая станция) обычно включает в себя следующие элементы:
— источник лазерного пучка;
— устройства для направления, формирования и фокусировки лазерного луча на обрабатываемой детали;
— устройства, используемые для создания относительного движения между лазерным лучом и обрабатываемой деталью;
— крепления для фиксации обрабатываемой детали;
— системы охлаждения;
— системы управления.
А.2 Источники лазерного излучения
А.2.1
-лазеры
Таблица А.1 —
-лазеры
|
Основные свойства |
Характеристики |
|
Технологическое состояние |
Лазеры на базе диоксида углерода ( ) доступны в течение многих лет и представляют достаточно развитые технологии |
|
Активный лазерный материал (рабочее тело) в резонаторе |
Емкость, содержащая , , Не и, возможно, другие газы. При этом является активным газом |
|
Источник энергии |
Электрический разряд в резонаторе |
|
Длина волны |
-лазеры эмитируют лазерные лучи в инфракрасной части спектра (10,6 мкм), которые поглощаются большинством материалов. Это делает эти лазеры пригодными для обработки широкого диапазона материалов |
|
Мощность пучка |
В настоящее время технологический предел составляет около 50 кВт для непрерывной выходной волны. Пульсирование возможно с частотой до 100 кГц. Для большинства лазерных источников пиковая мощность часто примерно такая же, что и максимальная мощность при работе с непрерывной волной |
|
Оптика |
Длина волны означает, что луч поглощается стеклом и т.д. Поэтому для прозрачных оптических элементов, таких как выходные окна или линзы, должны использоваться специальные материалы. В качестве отражающих оптических элементов могут использоваться медные зеркала. Волоконно-оптические элементы применяться не могут |
|
Расходные материалы |
Газы внутри резонатора со временем вырождаются и являются расходным материалом, поэтому должны постоянно обновляться. Количество рабочего газа в значительной степени зависит от фактической конструкции лазера |
|
Эффективность |
В лазерном пучке используется от 5 до 15% входной мощности |
А.2.2 Неодимовые лазеры на алюмо-иттриевом гранате (Nd: YAG-лазеры) с ламповой накачкой
Таблица А.2 — Неодимовые лазеры на алюмо-иттриевом гранате с ламповой накачкой
|
Основные свойства |
Характеристики |
|
Технологическое состояние |
Неодимовые лазеры на алюмо-иттриевом гранате доступны в течение многих лет и представляют достаточно развитые технологии |
|
Активный лазерный материал в резонаторе |
Легированный неодимом алюмо-иттриевый гранатовый монокристалл. Неодим является активным элементом лазера |
|
Источник энергии |
Импульсные лампы для импульсного режима, электродуговые лампы для непрерывного режима |
|
Длина волны |
Неодимовые лазеры на алюмо-иттриевом гранате излучают лазерные лучи в ближней инфракрасной области спектра (1,06 мкм). Некоторые материалы, например стекло, прозрачны для этой длины волны и не могут быть обработаны. Однако большинство металлов хорошо поглощают свет данной длины волны |
|
Мощность пучка |
Лазер может работать в импульсном режиме или в режиме непрерывной волны. В настоящее время технологический предел для пиковой мощности в импульсном режиме находится в мегаваттом диапазоне. Средняя мощность значительно меньше, обычно составляет до 10 кВт для обоих типов |
|
Оптика |
Могут использоваться стеклянные линзы и волоконная оптика |
|
Расходные материалы |
Лампы, используемые в качестве источника энергии, имеют ограниченный срок службы |
|
Эффективность |
В лазерном пучке используется менее 5% входной мощности |
А.2.3 Неодимовые лазеры на алюмо-иттриевом гранате с диодной накачкой
Таблица А.3 — Неодимовые лазеры на алюмо-иттриевом гранате с диодной накачкой
|
Основные свойства |
Характеристики |
|
Технологическое состояние |
Неодимовые лазеры на алюмо-иттриевом гранате, использующие лазерные диодные матрицы в качестве источника энергии, представляют собой новую технологию. Диодные лазеры являются производными лазеров, в течение ряда лет используемых в области информационных и коммуникационных технологий |
|
Активный лазерный материал в резонаторе |
Легированный неодимом алюмо-иттриевый гранатовый монокристалл |
|
Источник энергии |
Лазерные диодные матрицы, получающие питание от источника электрической энергии |
|
Длина волны |
Неодимовые лазеры на алюмо-иттриевом гранате излучают лазерные лучи в ближней инфракрасной области спектра (1,06 мкм). Некоторые материалы, например, стекло, прозрачны для этой длины волны и не могут быть обработаны. Однако большинство металлов хорошо поглощают свет данной длины волны |
|
Мощность пучка |
Лазером можно управлять в импульсном режиме или в режиме непрерывной волны. Настоящий технологический предел для пиковой мощности в импульсном режиме находится в мегаваттом диапазоне. Средняя мощность значительно меньше, обычно составляет до 5 кВт |
|
Оптика |
Могут использоваться стеклянные линзы и волоконная оптика |
|
Расходные материалы |
Диоды имеют срок службы порядка 10000 ч |
|
Эффективность |
В лазерном пучке используется 10% и более входной мощности |
А.2.4 Лазеры с матрицами силовых диодов
Таблица А.4 — Лазеры с матрицами силовых диодов
|
Основные свойства |
Характеристики |
|
Технологическое состояние |
Лазеры с матрицами силовых диодов используют блоки лазерных диодов, работающих синхронно для генерирования комбинированного лазерного пучка. Эти лазеры представляют собой дальнейшую специализированную разработку лазеров, используемых в течение ряда лет в области информационных и коммуникационных технологий. Это новая и перспективная технология |
|
Активный лазерный материал в резонаторе |
Полупроводниковые материалы внутри диодов |
|
Источник энергии |
Электрическая энергия |
|
Длина волны |
Лазеры с матрицами силовых диодов в настоящее время могут проектироваться на эмиссию лазерных лучей в красной или ближней инфракрасной области спектра (от 0,8 до 1 мкм). Освоение других длин волн возможно в будущем. Некоторые материалы, например стекло, прозрачны для этой длины волны и не могут быть обработаны. Однако большинство металлов хорошо поглощают свет данной длины волны |
|
Мощность пучка |
Лазером можно управлять в импульсном режиме или в режиме непрерывной волны. В настоящее время технологический предел средней мощности обычно не превышает 6 кВт |
|
Оптика |
Могут использоваться стеклянные линзы и волоконная оптика |
|
Расходные материалы |
Нет |
|
Эффективность |
В лазерном пучке используется до 50% входной мощности |
А.2.5 Другие типы лазеров
Некоторые типы лазеров имеют ограниченное промышленное применение. Лазеры на неодимовом стекле и рубине похожи на неодимовые лазеры на алюмо-иттриевом гранате с ламповой накачкой, за исключением того, что среда в резонаторе лазера соответственно на неодимовом стекле или рубине.
Эксимерные лазеры очень похожи на
-лазеры, за исключением того, что резонатор содержит комбинацию инертных газов (аргон, криптон, ксенон) и галогенов, таких как фтор. Эксимерные лазеры ограничены импульсным режимом работы на длинах волн порядка от 0,2 до 0,4 мкм.
А.3 Направление, формирование и фокусировка луча
А.3.1 Направление лазерного луча
Лазерные лучи из соображений безопасности и по другим причинам обычно распространяются внутри трубки или волокна. Таким образом, незащищенный пучок распространяется только на короткие расстояния между фокусирующей оптикой и обрабатываемой деталью. Установка на базе
-лазера обычно имеет лучевод, состоящий из некоторого числа фрагментов прямых труб. Луч направляется внутри трубок с помощью зеркал и/или линз. Подвижная (плавающая) оптика (см. ниже) требует, чтобы по крайней мере одна из трубок была телескопической.
Волоконная оптика обеспечивает более высокую гибкость, но она непригодна для
-лазеров.
А.3.2 Устройства формирования луча (фокусирующая оптика)
А.3.2.1 Общие положения
Необработанный пучок обычно приобретает некоторую форму на своем пути через оптические элементы (зеркала и/или линзы). Для того чтобы лазерный луч был способен выполнять предназначенную операцию, всегда требуется определенный сформированный пучок. Это делается с помощью фокусирующей оптики, позиционируемой в конце лучевода. Лазерный луч свободно проходит между фокусирующей оптикой и обрабатываемой деталью.
Фокусирующая оптика очень часто комбинируется с другими устройствами. Рабочая головка в настоящем стандарте используется как обозначение объединенного модуля.
А.3.2.2 Фокусирующие устройства
Нормальной практикой является фокусировка лазерного луча таким образом, чтобы он создавал небольшое поперечное сечение (фокус) в точке соприкосновения с обрабатываемой деталью. Это производится с помощью формирующих оптических элементов, как правило, линз или изогнутых (параболических) зеркал. Линзы для
-лазера изготавливаются из материалов, которые прозрачны для волны данной длины. Наиболее часто используемым материалом является цинк-селенид. Применяются также фокусирующие медные зеркала. Для лазеров высокой мощности необходимо принудительное охлаждение. Оно является эффективным для металлических зеркал. Линзы могут быть установлены в охлаждаемых креплениях, поскольку прямое охлаждение не является обычной практикой.
Законы оптики утверждают, что минимальное поперечное сечение может быть получено только в одной точке оси пучка. Площадь поперечного сечения пучка быстро становится гораздо больше в ближних, а тем более в дальних точках пучка относительно формирующего оптического элемента. Поэтому требуется очень точное позиционирование рабочей головки относительно обрабатываемой детали. Фокусировка пучка на сечении большей площади снижает требования к позиционированию фокального пятна.
Соответствующие формулы (в упрощенном виде):
, (A.1)
, (A.2)
где
— фокусное расстояние оптического элемента (расстояние от оптического элемента до минимального поперечного сечения лазерного пучка);
— радиус пучка в фокальной точке;
— длина отрезка пучка, где его диаметр составляет менее
;
R — радиус пучка на входе в формирующий оптический элемент;
K — коэффициент распространения луча.
См. приложение В для расчета K.
Требования для фокусировки зависят от применения лазера. Лазерная сварка требует диаметра пучка, достаточного для обеспечения плавления обеих кромок соединения, даже при наличии стыкового зазора. Минимальная ширина сварного шва может быть также необходима из металлургических соображений. Это также может потребовать применения более сложного механизма фокусировки.
Одно из возможных решений предусматривает расщепление лазерного пучка, а затем фокусировку обеих частей по отдельности. Это может быть решением, например, при сварке соединений с зазором. Оптимальная резка лазерным лучом требует специального распределения энергии вдоль оси луча. Решение могут представлять собой бифокальные линзы или зеркала. Принцип действия бифокальных линз показан на рисунке А.1.
|
|
a) Фокусное расстояние двояковыпуклых симметричных линз пропорционально радиусу
сферических поверхностей (
); b) Фокусное расстояние выпукло-плоской линзы составляет (
); с) Шлифование центральной части двояковыпуклой линзы создает бифокальную линзу с фокусным расстоянием
и
для части пучка, проходящего через внешние части и внутреннюю часть линзы соответственно. Могут быть получены другие отношения, если центральная часть отшлифована в виде сферической формы с радиусом
.
Рисунок А.1 — Принципы действия бифокальных линз
Бифокальные линзы позволяют концентрировать энергию лазерного луча на поверхности обрабатываемой детали с подачей энергии в глубь разреза. Оптимальное расстояние между двумя фокальными точками зависит от толщины обрабатываемой детали (глубина разреза), а также от характера материала обрабатываемой детали. Тем не менее каждая линза применима в пределах определенного диапазона толщин.
А.3.2.3 Деполяризирующие элементы
Отражение света от поверхности зависит от поляризации света. Это явление легко заметить, наблюдая отражение от глянцевой поверхности через поляризационный фильтр, например, используя поляризационные солнцезащитные очки. Некоторые лазеры, в частности
-лазеры, могут эмитировать пучок с выраженной поляризацией, которая может привести к неправильным результатам в связи с неожиданным отражением от поверхности обрабатываемой детали.
Деполяризация (круговая поляризация) может быть достигнута с помощью специальных оптических элементов.
А.3.2.4 Контрольный лазерный луч
Практически все лазерные лучи, используемые для обработки материалов, имеют длины волн, делающие их невидимыми для человеческого глаза. Позиционирование может быть выполнено путем проб и ошибок, но большинство промышленных лазерных установок имеют встроенные контрольные HeNe-лазеры, обеспечивающие видимый луч малой мощности. Контрольный лазер обычно монтируется рядом с источником энергии пучка, и коммутатор лучей (обычно устройство с подвижными зеркалами) отклоняет силовой луч и в этот момент направляет контрольный луч по пути силового луча через лучевод и фокусирующее устройство.
А.3.2.5 Защита оптики
Обработка материалов лазерными лучами обычно связана с нагреванием поверхности обрабатываемой детали до высокой температуры, что вызывает плавление материала. Это сопровождается образованием пара, газа и брызг из расплавленных частиц. Брызги могут разлетаться с очень высокими скоростями.
Если оптические элементы в фокусирующей головке попадают под действие брызг или испарений, они будут разрушаться. Возникает цепная реакция там, где поврежденный оптический элемент поглощает больше энергии от пучка, после чего его повреждение увеличивается, в результате чего он поглощает еще больше энергии и т.д.
Общие меры предосторожности:
— использование длиннофокусных расстояний. Это увеличивает расстояние между обрабатываемой деталью и фокусирующей головкой;
— использование поперечной струи (воздушный нож) внутри фокусирующей головки, между оптическими элементами и соплом подачи защитного газа, режущего газа и т.д. Поперечная струя (воздушный нож) представляет собой узкую щель, из которой выходит плоская струя воздуха или газа на высокой скорости перпендикулярно направлению оси луча. Брызги и пары должны отклоняться высокоскоростным потоком воздуха и отводиться в сторону от оптических элементов;
— использование защитных стеклянных окон, пластика или любого другого материала, прозрачного для лазерного луча. Окна устанавливаются на пути луча в положении, совпадающем с направлением действия поперечной струи (воздушного ножа).
А.3.2.6 Защитные газы
Обработка материалов лазерами обычно предусматривает нагревание обрабатываемого материала до высоких температур, часто плавление. Большинство материалов окисляются или даже горят при таких условиях. Использование защитных газов, в частности аргона или другого инертного газа, является часто применяемой мерой предосторожности. Обработка в вакууме (по аналогии с электронно-лучевой сваркой) является теоретической, а на практике возможность ее использования предоставляется лишь в редких случаях.
Инертный газ обычно подается через сопло, установленное на фокусирующем устройстве, окружающем лазерный луч. Однако может использоваться и отдельно расположенная трубка. Это создает зону защитного газа, предохраняющего нагретую поверхность от окисления. В сварке и родственных процессах может оказаться необходимым дополнительно удлинить зону защитного газа позади лазерного луча для того, чтобы обеспечить защиту готового сварного шва во время охлаждения. При высоких скоростях сварки зона газа, выходящего из сопла, может переместиться быстрее, чем произойдет охлаждение сварного шва.
Другой необходимостью в сварке и родственных процессах является защита корня шва при использовании режима полного провара. Окисление может отрицательно сказаться на свойствах материалов, так как оксиды могут снизить поверхностное натяжение и затруднить процесс полного провара. Однако защитное устройство, монтируемое на фокусирующем устройстве, редко может обеспечить защиту корня шва.
А.3.2.7 Режущие газы
Резка лазерным лучом требует присутствия режущего газа. Обычная практика заключается в обеспечении высокоскоростной струи режущего газа, выбрасываемого из узкого сопла, отцентрированного вокруг лазерного луча. Сопло для режущего газа, таким образом, находится за пределами газового сопла, образующего кольцевой выход.
А.3.2.8 Плазмоподавляющие газы
При лазерной сварке образуется глубокая узкая сварочная ванна с центральным отверстием («замочная скважина»). При этом создаются такие условия, что некоторые материалы обрабатываемых деталей могут испаряться, а некоторые могут ионизироваться. При этом образуется плазма, которая оказывает значительное влияние на процесс сварки из-за поглощения энергии лазерного луча. Плазма может быть удалена с помощью форсунки, выбрасывающей поперечную струю газа вблизи сварочной ванны. Для подавления плазмы в лазерной сварке обычно используется гелий.
А.3.2.9 Присадочные материалы
Иногда в лазерной сварке используются присадочные материалы, причем в лазерном плакировании обязательно. Присадочный металл обычно используется в виде проволоки или порошка. Могут использоваться многочисленные механизмы практической реализации. Большинство систем состоят из наконечника, смонтированного на фокусирующей головке и направляющего присадочный металл в сварочную ванну или на обрабатываемую поверхность. Криволинейная сварка/плакирование может потребовать установки специальных систем.
А.3.2.10 Датчики
А.3.2.10.1 Датчики позиционирования
Массовое или серийное производство идентичных элементов, устанавливаемых в крепежных системах высокой надежности, требует, чтобы система их позиционирования была достаточно точной и не допускала никаких позиционных отклонений при переходе от изделия к изделию.
Однако отклонения, имеющие место при подготовке соединений обрабатываемых деталей, смещение обрабатываемой детали во время выполнения операции (например, при выполнении резки лазерным лучом больших плит, закрепленных только по краям или не закрепленных совсем) могут обусловить потребность в некотором датчике, обеспечивающем контроль позиционирования рабочей головки относительно соединения.
Значение имеет расстояние между рабочей головкой и поверхностью обрабатываемой детали. Оно может быть измерено с помощью емкостных датчиков или простого механического датчика. Такие датчики обычно используются в лазерной резке для обеспечения сохранения надлежащего расстояния даже в случаях, когда подвергаемая резке плита деформируется.
Сварочный процесс может потребовать установки датчика, обладающего возможностью отслеживания сварного соединения с целью центрирования лазерного пучка и обеспечения плавления обеих кромок соединения. Такие датчики используются также в обычной дуговой сварке, что подробно описано в других источниках.
А.3.2.10.2 Датчики для управления процессом
Теоретически датчики могут использоваться для управления технологическими процессами. Такие датчики распознают особенности, тесно связанные с методикой технологического процесса. Это может быть излучение в ультрафиолетовой и инфракрасной областях электромагнитного спектра. В лазерной сварке с полным проплавлением можно ожидать, например, некоторой зависимости между шириной зазора между свариваемыми кромками и количеством инфракрасного излучения от корня шва.
Однако применение датчиков для управления технологическими процессами еще находится на экспериментальном этапе. Другой возможностью является установка онлайн-оборудования для неразрушающего контроля, например ультразвукового контроля, непосредственно за рабочей головкой лазерного луча. В принципе это может позволить осуществлять контроль процесса или, по крайней мере, осуществлять немедленное прерывание нарушенного процесса сразу после выполнения лишь нескольких сантиметров дефектного сварного шва.
А.3.2.10.3 Гибридные рабочие головки
Некоторые технологии сварочных процессов сочетают лазерную и дуговую сварку. Это включает монтаж сварочного сопла на рабочей головке лазерного луча. Такие гибридные процессы используются до сих пор только в ограниченной степени, но их использование, вероятно, возрастет. Подробная информация по процессам дуговой сварки и сварочным форсункам приведена в других источниках.
А.4 Устройства, используемые для обеспечения перемещения лазерного луча относительно обрабатываемой детали
Большинство технологий используют перемещение лазерного луча относительно обрабатываемой детали во время обработки. Лазерный луч, например, должен перемещаться вдоль сварного соединения. Типовые решения приведены в таблице А.5.
Таблица А.5 — Типовые устройства для создания относительного движения
|
Типовое решение |
Преимущества |
Недостатки |
|
Лазер и лазерная головка неподвижны, обрабатываемая деталь перемещается |
Применимо ко всем лазерам Обработка (например, сварка) в той же позиции Путь лазерного луча является фиксированным, и настройки в процессе обработки не требуются Никаких изменений в геометрии лазерного пучка в процессе обработки Переключение между различными рабочими станциями возможно с помощью коммутатора лучей в лучеводе |
Затруднительно для крупногабаритных или тяжеловесных деталей Могут потребоваться дорогостоящие крепежные приспособления Может оказаться затруднительным включение в производственную линию |
|
Источник лазерного луча перемещается, обрабатываемая деталь неподвижна |
Применимо для всех лазеров Путь лазерного луча является фиксированным, и настройки в процессе обработки не требуются |
Затруднительно для крупногабаритных или тяжеловесных источников лазерного луча Позиция обработки меняется при перемещении по искривленному пути Переключение между различными рабочими станциями требует перемещения лазера между рабочими станциями |
|
Источник лазерного луча неподвижен, направляющая оптоволоконного лазера и, например, робот-манипулятор с оптоволоконным выходом |
Гибкое и простое решение Путь лазерного луча является фиксированным, и настройки в процессе обработки не требуются Возможно переключение между несколькими рабочими станциями |
Не применяется, например, для -лазеров |
|
Генератор лазерного луча неподвижен, но оптика подвижна (плавающая оптика), обрабатываемая деталь неподвижна |
Применимо для всех лазеров Применимо для крупногабаритных или тяжеловесных источников лазерного луча Применимо для крупногабаритных или тяжеловесных обрабатываемых деталей Переключение между различными рабочими станциями возможно с помощью коммутатора лучей в лучеводе |
Оптика и/или геометрия пучка часто требуют корректировки в процессе обработки Зона геометрии изменения из-за расхождения |
Некоторые установки используют комбинацию двух (или более) способов манипуляции, например стол с перемещениями по осям X и Y, подвижную обрабатываемую деталь и плавающую оптику, обеспечивающую перемещение по оси Z.
А.5 Зажимные приспособления, используемые для крепления обрабатываемой детали
Применение зажимных приспособлений не является специфичным для лазерной обработки материалов и не является предметом настоящего стандарта (см. 6.2 относительно приемочных испытаний).
А.6 Системы охлаждения
Большинство систем генерации лазерного луча имеют низкую тепловую эффективность. Это вызывает необходимость удаления большого количества теплоты из лазеров высокой мощности. Система охлаждения, например,
-лазера мощностью 10 кВт должна удалять около 200 кВт теплоты. В качестве охладителя обычно используется деминерализованная вода.
Большинство лазерных источников и других частей требует охлаждения до температур, близких к нормальной температуре окружающей среды. Реки или озера, которые могут быть использованы для охлаждения водой лазеров высокой мощности, являются исключением. Нормальной практикой является установка системы охлаждения (теплового насоса), которая в состоянии обеспечить достаточное количество охлаждающей воды требуемой температуры. Это требует дополнительных затрат энергии. Однако температура охлаждающей воды должна быть достаточно высокой, чтобы избежать конденсации на зеркалах и других частях лазерной системы. Проблемы возникают при высокой температуре окружающей среды в цехе и высокой влажности воздуха (высокая точка росы).
Оценка системы охлаждения должна быть выполнена наиболее детально, если речь идет о новой лазерной установке.
Примечание — Возможна теплоутилизация для отопительных целей.
А.7 Системы управления
Каждая лазерная установка обычно поставляется со своей собственной системой управления. Тем не менее должна учитываться совместимость с другими системами, если планируется установка нового оборудования. Это включает, например, возможность загрузки программ в роботы и манипуляторы. Такие соображения являются общими для всей механизированной, автоматической и роботизированной обработки материалов и не являются специфичными для процессов лазерной обработки.
Приложение В
(справочное)
Свойства лазерного луча
Луч лазера может быть описан с помощью ряда параметров. Обычная практика базируется на математической модели, описывающей осесимметричный лазерный пучок с радиусом
, который является функцией позиции на оптической оси Z. Модель характеризуется тремя наборами параметров (см. рисунок В.1).
|
|
— радиус перетяжки пучка в позиции 7;
— позиция перетяжки пучка;
— угол расхождения в удаленной области в позиции 2
Рисунок В.1 — Определение параметров распространения пучка и формулы характеристик пучка
Для лазерных пучков, характеризуемых малым расхождением
, применяется следующая формула:
. (В.1)
Лазерный пучок характеризуется одним из двух параметров,
, определяемых, например, следующим образом:
, (В.2)
где K — коэффициент распространения пучка;
— показатель отношения реального диаметра пучка к диаметру теоретического, дифракционно-ограниченного пучка.
Теоретический предел дифракционно-ограниченного пучка соответствует следующей формуле:
. (В.3)
Другим, часто используемым, параметром является произведение параметров пучка:
. (B.4)
Теоретически дифракционно-ограниченный пучок имеет распределение энергии, которое отвечает колоколообразной кривой (распределение Гаусса).
Дальнейшие определения и формулы приведены в других стандартах, например в EN ISO 11145.
, равные 1, соответствуют теоретическим оптимальным значениям для фокусировки энергии лазерного пучка до минимально возможного диаметра.
Реальные лазеры отличаются от теоретических моделей. Отклонение от распределения Гаусса имеет место довольно часто, в частности для лазеров высокой мощности, а некоторые лазеры даже не генерируют круговой симметричный луч. Распределение энергии, например, в лазерном пучке лазеров высокой мощности с диодными матрицами крайне неравномерно.
Кроме того, практическое применение не всегда требует концентрированного пучка; например, сварка материалов больших толщин требует пучка с определенным диаметром в целях обеспечения плавления обеих кромок соединения (может образоваться зазор), а также во многих случаях, чтобы избежать, например, кристаллизационных трещин и контролировать степень пористости (см. основные положения настоящего стандарта, разделы, посвященные различным процессам).
Приложение С
(справочное)
Свариваемость металлических материалов
С.1 Общие положения
Большая часть металлических материалов и сплавов может успешно подвергаться сварке. Качество сварки и полученные свойства регулируются сварочной процедурой. Кроме того, существует условие, требующее, чтобы лазерная энергия поглощалась обрабатываемой деталью.
В металлургии, в частности для материалов групп 1-7, указанных в CR ISO/TR 15608, имеет значение изменение следующих факторов:
— позиция фокуса в пределах обрабатываемой детали и результирующая плотность энергии;
— мощность лазера и скорость сварки, а также результирующая погонная энергия Q;
Примечание — Можно управлять погонной энергией Q таким образом, чтобы основной материал не подвергался термическому влиянию в значительной степени и не образовывались классические зоны термического влияния (ЗТВ). Возникающие высокие скорости охлаждения могут привести к повышенным значениям твердости в металле шва.
— и предварительная, и последующая термическая обработка может быть проведена как лазерным лучом, так и обычными методами;
— применение присадочных материалов.
С.2 Стали и железные сплавы
С.2.1 Общие положения
Большинство сталей, подвергаемых сварке с использованием обычных способов сварки плавлением, могут успешно свариваться с использованием лазерного процесса. Кроме того, благодаря образованию достаточно узкой зоны сварочных напряжений и низкого уровня водорода многие стали, которые обычно считаются трудными или непригодными для сварки плавлением, могут подвергаться сварке с помощью лазерного луча без необходимости использования специальных сварочных материалов или подогрева. Важно, чтобы стали для лазерной сварки обладали низкими уровнями вредных примесей, таких как сера и фосфор, во избежание образования кристаллизационных трещин и чтобы материалы были достаточно хорошо раскислены, то есть дегазированы или подвергнуты алюминиевой обработке, для того чтобы свести к минимуму риск образования пористости сварных швов. Фактические возможности сварки зависят от толщины материала и сварочного процесса.
В отличие от швов, выполненных традиционной дуговой сваркой, лазерные швы могут содержать мелкие кристаллизационные трещиноподобные дефекты. Обычные критерии для лазерных сварных швов (см. EN ISO 13919-1) не допускают кристаллизационных трещин. Исследования внесли значительный вклад в понимание влияния состава сталей и параметров сварки на возникновение кристаллизационных дефектов. Используя эти знания и технику, можно избежать образования кристаллизационных трещин путем совместного контроля состава стали и параметров сварки. Примеры приведены в таблице С.1.
Таблица С.1 — Минимальное соотношение марганец/сера
|
Содержание С |
От 0,06 до 0,11 |
От 0,11 до 0,15 |
От 0,15 до 0,18 |
|
Отношение Mn/S |
>22 |
>40 |
>60 |
Существует зависимость от толщины материала и геометрии сварного соединения.
Дефекты в виде небольших кристаллизационных трещин не могут оказывать неблагоприятного влияния на свойства сварного шва, и определенное количество кристаллизационных трещин может быть допустимо для высокопроизводительной сварки конструкций некритического назначения.
С.2.2 С-Mn стали и конструкционные стали
С-Mn стали и конструкционные стали могут свариваться в один проход при толщине в диапазоне от менее 1 мм до 25 мм и более, и при условии контроля химического состава может стабильно достигаться хорошее качество сварного шва.
Короткий термический цикл, связанный с лазерным процессом при сварке стали, обычно дает швы с повышенным пределом прочности и твердости. Иногда необходимо добавить материал для улучшения состава металла шва или выполнить послесварочную термообработку, если требуется высокий уровень трещиностойкости или снижение твердости. Содержание углерода должно быть ограничено до С
0,17%.
Во избежание чрезмерной твердости может потребоваться более низкое содержание углерода или более высокое тепловложение.
С.2.3 Легированные стали
Во многих конструкциях, включая авиационные двигатели и части автомобильных трансмиссий, применяется лазерная сварка элементов из высокопрочных легированных сталей, которые часто монтируются непосредственно после сварки. Например, NiCrMo стали и высоколегированные теплоустойчивые стали могут свариваться без предварительного подогрева. Также предпочтительны низкий уровень содержания примесей и углерода, особенно если имеют значение свойства вязкости.
С.2.4 Коррозионностойкие стали
Наиболее распространенные типы коррозионностойкой стали легко подвергаются сварке с использованием лазерного процесса, в том числе аустенитные, ферритные, дуплексные и дисперсионно-твердеющие мартенситные коррозионностойкие стали. Дуплексные и аустенитные материалы обычно легируются азотом, и для них должны быть использованы сварочные процессы, которые минимизируют риск образования пористости, связанной с дегазацией азота, и которые компенсируют вредный эффект, который оказывают потери азота на фазовое равновесие и стабильность.
Сварка коррозионностойких дуплексных сталей требует специальных мер предосторожности в целях обеспечения контроля образующейся микроструктуры. Общие меры предосторожности заключаются в использовании соответствующего присадочного металла или содержащего азот защитного газа.
Классы дисперсионно-твердеющих сталей при лазерной сварке показывают небольшое ухудшение прочности на разрыв, которая в случае необходимости может быть восстановлена путем операции послесварочного старения.
С.2.5 Чугуны
Чугуны, как правило, считаются непригодными для лазерной сварки преимущественно по металлургическим соображениям. За исключением ковкого чугуна и чугуна с шаровидным графитом, лазерная сварка в качестве процесса соединения чугунных деталей не рекомендуется.
С.2.6 Низкоуглеродистая сталь
Низкоуглеродистая сталь и кремнистое железо, используемые в производстве трансформаторов и электрических двигателей, успешно подвергаются лазерной сварке в различных промышленных условиях.
С.3 Никелевые сплавы
Многие из популярных никелевых сплавов, используемых в сварочном производстве, могут удовлетворительно соединяться с применением лазерного сварочного процесса. Чистый никель, никелемедные и многие железо-никелевые сплавы без труда подвергаются сварке.
Для сложных жаропрочных сплавов, обладающих высоким сопротивлением ползучести при высокой температуре, часто используется лазерная сварка, которую предпочитают дуговой сварке благодаря минимальным металлургическим повреждениям и низким тепловым деформациям, вызываемым лазерным процессом. Однако следует соблюдать осторожность во избежание ликвации в зоне термического влияния во время сварки и образования трещин во время послесварочной термообработки наиболее сложных жаропрочных сплавов.
С.4 Алюминиевые и магниевые сплавы
Сварка большинства доступных деформируемых алюминиевых сплавов может удовлетворительно выполняться с использованием лазерного процесса. Может иметь место снижение механических свойств в зоне сварного шва по сравнению со свойствами основного металла.
Испарение летучих элементов в процессе сварки, в частности в сериях алюминиевых сплавов 7000 и 5000, может привести к потере содержания легирующих элементов и последующему ухудшению свойств. Очистка до сварки особенно важна.
Многие из литейных сплавов могут также подвергаться лазерной сварке, хотя качество сварного шва в значительной степени зависит от качества литья и от содержания остаточных газов.
Большинство магниевых сплавов может подвергаться лазерной сварке с удовлетворительным результатом.
С.5 Медь и ее сплавы
Лазерная сварка чистой меди в тонких сечениях может осуществляться без операции предварительного подогрева. Однако так называемая чистая медь может содержать примеси, такие как кислород, сера и углерод, которые могут ухудшить ее свариваемость, поэтому предпочтительна бескислородная медь, обладающая высокой электрической и тепловой проводимостями, и классы меди, не содержащие фосфор.
Большинство медных сплавов могут подвергаться сварке, но сварка литых материалов может оказаться проблематичной, если качество исходного материала является низким, а остаточное содержание газа высоко. Некоторые высокопрочные материалы, например легированные цирконием, могут иметь проблемы, связанные с образованием трещин, если не принять необходимые меры.
С.6 Тугоплавкие и химически активные металлы
Вольфрам, молибден и их сплавы могут подвергаться лазерной сварке, однако следует учитывать низкую пластичность сварных соединений. Необходимо использовать защитные газы.
Аналогично тантал, ниобий, ванадий и их сплавы могут успешно подвергаться лазерной сварке, но уровень примесей влияет на качество и свойства сварного шва.
Высокая плотность мощности лазерного луча и наличие возможности выполнять работы в вакууме позволяют использовать этот процесс для соединения металлов, не только тех которые обладают высокой температурой плавления, но и тех, которые являются чрезвычайно химически активными в горячем или расплавленном виде. Аналогично циркониевые сплавы, являющиеся чрезвычайно химически активными, можно без труда подвергать сварочным операциям в условиях вакуума.
С.7 Титан и его сплавы
Титан и многие его сплавы можно успешно подвергать лазерной сварке без опасности окисления, водородного охрупчивания и последующего ухудшения пластичности, которое трудно обнаружить. Необходима хорошая газовая защита. По этой причине лазерный процесс широко используется в производстве авиационных двигателей для сварки частей из титановых сплавов, обладающих критическими с точки зрения безопасности свойствами.
С.8 Разнородные металлы
Одним из особых преимуществ, предлагаемых лазерным процессом, является то, что интенсивность лазерного пучка такова, что разнородные металлы с самой различной теплопроводностью и температурой плавления могут подвергаться успешной сварке без избирательного переплава материала с более низкой температурой плавления. Хотя и не все комбинации возможны в связи с металлургической несовместимостью и образованием нежелательных интерметаллических соединений, тем не менее возможны многие комбинации разнородных материалов. Во время сварки разнородных металлов происходит генерация термоэлектрических токов (за счет эффекта термопары). Там, где комбинация материалов приводит к охрупчиванию, часто имеется возможность ввести взаимно совместимый переходный материал или применить диффузионную пайку лазерным лучом с использованием соответствующего промежуточного слоя.
С.9 Неметаллы
Некоторые неметаллические материалы (особенно термопластичные полимеры) могут подвергаться лазерной сварке.
Приложение D
(справочное)
Причины возникновения дефектов сварных швов и их предупреждение
Выбор мер предупреждения дефектов, а также способы и пределы устранения дефектов сварки должны быть технически эффективными и соответствовать требованиям (если имеются), указанным в спецификации проекта.
Таблица D.1 — Причины дефектов сварных соединений и их предупреждение
|
Дефект сварного шва (согласно EN ISO 6520-1) |
Возможная причина |
Предлагаемая превентивная мера |
|
Трещина (100) |
Закалочная трещина вследствие чрезмерно высокого содержания углерода (в случае углеродистых сталей), слишком высокая скорость охлаждения |
Термическая обработка непосредственно до и/или после сварки (например, дефокусированным лазерным лучом), снижение скорости сварки, конструктивные меры, позволяющие свободную усадку |
|
Дефекты наподобие малых кристаллизационных трещин |
Контроль, ограничивающий уровень примесей в основном металле и тщательный выбор параметров сварки |
|
|
Ликвидационные трещины вследствие образования низкоплавкой эвтектики по границам зерен и усадочные напряжения при охлаждении |
Изменение скорости сварки, модификация геометрии сварного шва с целью снижения остаточных напряжений сварки, например радиальный шов вместо осевого кругового шва, и/или конструктивные меры, позволяющие свободную усадку; сварка с использованием специальных присадочных металлов, оказывающих металлургическое влияние на сварочную ванну |
|
|
Кратерная трещина (104) |
Трещина в кратере, главным образом в конце сварного шва, как следствие ограничения свободной усадки в процессе затвердевания верхнего валика с вогнутой поверхностью |
Для продольных швов — смещение конца шва на выводную планку; для круговых швов — контролируемое снижение мощности пучка (с пологим спуском) и фокальная позиция |
|
Пористость и газовые поры (200) |
Загрязнение сварного соединения |
Очистка сварных соединений |
|
Испарение элемента |
Снижение температуры сварного шва, например путем дефокусировки луча |
|
|
Неполная дегазация микропримесей и легирующих элементов вследствие чрезмерно быстрого затвердевания сварочной ванны |
Дефокусировка луча, снижение скорости сварки |
|
|
Нестабильность парогазового канала |
Дефокусировка луча, снижение скорости сварки |
|
|
Скопление пор и линейная пористость (2013 и 2014) |
Загрязнение сварного соединения Состав материала, например элемент с низкой упругостью пара |
Надлежащая очистка Изменение спецификации материалов или регулировка сварочной процедуры |
|
Пористость в частично проплавленных сварных швах |
Настройка сварочной процедуры |
|
|
Наклонная линейная пористость |
Регулировка уровня падения мощности луча |
|
|
Усадочная раковина и кратерная усадочная раковина (202 и 2024) |
Непреднамеренное прерывание сварочного процесса или выброс металла |
Соответствующая конфигурация оборудования и его техническое обслуживание, принятие во внимание деталей конструкции сварного соединения |
|
Несплавление (401) Непровар (402) |
Неполный провар сварного соединения вследствие смещения лазерного луча или недостаточной ширины сварного шва |
Проверка и корректировка луча, увеличение ширины сварного шва. Проверка оборудования отслеживания шва (если таковое имеется). Проверка позиционирования деталей и/или креплений. Проверка программ для роботов и позиционирующих устройств |
|
Неполный провар кромок сварного соединения вследствие неправильного позиционирования присадочного металла или недостаточной ширины сварного шва |
Проверка и корректировка позиционирования присадочного металла, увеличение ширины сварного шва |
|
|
Недостаточная мощность пучка Чрезмерная скорость сварки Ненадлежащая настройка фокуса |
Выбор соответствующих параметров сварки |
|
|
Неисправность оборудования |
Обнаружение неисправности и ремонт оборудования |
|
|
Подрез (5011, 5012) |
По вертикальной оси пучка: взаимодействие расплавленной ванны, поверхностное натяжение и поверхностная вязкость |
Дефокусировка лазерного луча, изменение скорости сварки, облицовочный слой, газовая защита корня шва |
|
По горизонтальной оси пучка: взаимодействие расплавленной ванны, гравитация, поверхностное натяжение и поверхностная вязкость |
Дефокусировка лазерного луча, изменение скорости сварки, облицовочный слой, газовая защита корня шва |
|
|
Превышение выпуклости (502) |
Вследствие поперечной усадки, в частности в швах с неполным проплавлением |
Облицовочный слой, скашивание кромок соединения |
|
Вследствие переноса материала в направлении, противоположном направлению сварки |
Для продольных швов — перенос точки начала шва на вводную планку; для круговых швов — контролируемое увеличение мощности пучка (с пологим подъемом) |
|
|
Превышение проплава (504) |
Вследствие поперечной усадки и действия гравитации |
Настройка сварочной процедуры, тщательная подготовка сварного соединения, облицовочный слой, газовая защита корня шва |
|
Линейное смещение (507) |
Некачественная сборка (прихватки и/ или инструменты) |
Изменение процедуры монтажа |
|
Ненадлежащая механическая обработка |
Детальная проверка сварного соединения |
|
|
Протек (509) |
Влияние гравитации при сварке в нижнем положении |
Изменение положения при сварке или настройка сварочного процесса |
|
Незаполненная разделка кромок (511) Вогнутость корня шва (515) |
Материал просаживается вследствие комбинированного эффекта гравитации, давления пара в сварной полости и избыточной мощности пучка |
Настройка сварочной процедуры, облицовочный слой, сварка при горизонтальной оси пучка, газовая защита корня шва |
|
Брызги металла (602) |
Расплавленные капли отбрасываются от верхней части и корня сварного шва |
Настройка сварочной процедуры, выполнение сварки с экраном для защиты от брызг или использование средства от брызг таким образом, чтобы брызги не прилипали к обрабатываемой детали и легко могли быть удалены |
Приложение Е
(справочное)
Управление и слежение за лазерным лучом
Е.1 Общие положения
Лазерное оборудование должно быть испытано при первой установке. Соответствующие указания приведены в стандартах по приемочным испытаниям.
В процессе использования инструменты могут утратить свои качества, а источник лазерной мощности и оптические элементы могут выйти из строя. Минимальные требования для калибровки и проверки указаны в EN ISO 17662.
Обработка лазерным лучом обычно выполняется как механизированный или роботизированный сварочный процесс. Обработка под непосредственным управлением человека встречается редко по ряду причин и из соображений безопасности. Рекомендуется программа систематических проверок лазерного оборудования через регулярные промежутки времени. Для обеспечения эффективного управления необходимо осуществлять проверку параметров, описанных ниже.
Е.2 Точка фокусировки
Точка фокусировки лазерного луча является важным параметром. Фактическое положение точки фокусировки может быть определено несколькими способами. Общими являются три принципа:
1) лазерный луч перемещается вдоль соответствующего материала, установленного в наклонном положении. Для
-лазеров обычно используется акриловый пластик. Лазер оставляет отпечаток в форме песочных часов на поверхности, а точка фокусировки находится в самом узком месте;
2) материал удерживается в горизонтальном положении, а лазер перемещается линейно через всю поверхность и, постепенно приближаясь к материалу. Отпечаток, оставляемый лазером, и его оценку см. в 1).
Методы 1) и 2) являются идентичными, за исключением движения по оси Z: в методе 1) движение определяется установленной в наклонное положение тестируемой деталью, а в методе 2) осуществляется вертикальное движение рабочей головки. Существует иной метод для
-лазеров:
3) облако газа аргона устанавливается в точке пространства, в которой предполагается местонахождение фокуса. Интенсивный лазерный пучок ионизирует аргон вблизи точки фокусировки. Аргон эмитирует синий свет вблизи фокуса и беловатый свет далее, по обеим сторонам фокуса. Фокусная точка находится в центре синей зоны. Эта процедура позволяет также получать индикацию двух фокусных точек, если используется оптика с двойной фокусировкой фокуса.
Имеется оборудование, которое способно непосредственно измерять форму пучка и распределение его энергии. Это оборудование позволяет также определять положение фокусной точки.
Е.3 Выравнивание луча и совпадение с контрольным лазерным лучом
Лазерный луч обычно должен быть практически параллелен оптической оси лучевода. В противном случае луч может попадать на части оборудования.
Существенным является, чтобы оптическая ось пучка и оптическая ось фокусирующей оптики совпадали. В противном случае лазерный луч будет выходить под углом к оптической оси, в результате чего, например, сварные швы и резка будут выполняться под этим углом.
Это также относится к контрольному лазерному лучу. Источник контрольного лазерного луча обычно монтируется рядом с источником силового лазерного луча с тем, чтобы контрольный луч двигался вместе с силовым лучом к рабочей головке и оба луча проходили через ту же самую фокусирующую оптику.
По законам оптики оба луча должны проходить практически через одну и ту же фокусную точку независимо от каких-либо отклонений оси луча. Если осевые линии контрольного луча и силового луча не совпадают с оптической осью, оба луча будут выходить под разными углами. Если точка сварки находится на линии контрольного луча, то силовой луч соприкоснется со сварным соединением под углом, и в результате будет иметь место дефект шва.
Совпадение обеих осей может быть проверено путем выполнения прожига силовым лучом (с помощью короткого импульса) на образце материала, такого как акрил, размещенного, например, на двойном фокусном расстоянии от рабочей головки. Тогда контрольный луч должен пройти точно через центр прожига.
Альтернативой является проверка коаксиальности непосредственно в первичном луче перед рабочей головкой. Это также делается путем установки образца материала, выполнения прожига силовым лучом, а затем проверки позиции контрольного луча относительно прожига.
Е.4 Мощность пучка
Имеется ряд инструментов для определения мощности пучка. Большинство из них не выдерживает плотности энергии сфокусированного пучка, так что измерения выполняются непосредственно в первичном пучке перед рабочей головкой или дальше от нее, например на двойном фокусном расстоянии от рабочей головки (дефокусированный луч). Если проводятся оба измерения, то выполняется простой расчет потерь в пучке при его прохождении через оптические элементы.
Некоторые инструменты измеряют повышение температуры при попадании на них луча лазера. Они просты в использовании, но могут использоваться только для измерения средней мощности. Другие инструменты непосредственно измеряют силу света, и они в состоянии реагировать на быстрые изменения мощности пучка вплоть до предельной частоты. Более подробная информация об инструментах и методах измерения приведена в EN ISO 11554.
Е.5 Распределение мощности пучка
Контроль распределения мощности пучка имеет значение для некоторых процессов. Существуют приборы для измерения распределения мощности пучка. Более подробная информация об инструментах и методах измерения распределения мощности пучка приведена в EN ISO 13694.
Оценка распределения мощности пучка может быть получена при выполнении прожига первичным пучком образца соответствующего материала, например акрила. Глубина прожига не должна превышать его ширину. Глубины прожига в различных частях указывают на локальную мощность пучка.
Этот метод обладает тем преимуществом, что образцы материала с полученными прожигами могут быть сохранены и любое изменение в режиме пучка может быть легко обнаружено путем простого визуального сравнения старого и нового прожигав.
Следует отметить, что волоконная оптика выравнивает распределение мощности пучка до довольно равномерного выходного распределения, достаточно независимого от режима пучка на входе в волоконную оптику.
Е.6 Центрирование сопла
Большинство рабочих головок имеют сопла для распределения защитного газа. Рабочие головки для резки включают насадку для режущего газа. Эти сопла должны быть отцентрированы вокруг силового лазерного луча. Это может быть проверено путем закрытия выходного отверстия сопла куском прозрачной ленты, а затем перфорирования ленты с помощью краткого импульса лазерного луча. Полученное отверстие должно быть расположено по центру сопла.
Е.7 Параметры импульсного силового пучка
Определение характеристик импульсного силового пучка представляет собой ряд трудностей. Обычная практика заключается в использовании машинных настроек, отвечающих за параметры импульса.
Инструменты, измеряющие силовой пучок по результатам повышения температуры, могут указать лишь среднюю мощность пучка. Оптические приборы могут давать информацию, например, о пиковой мощности и частоте импульса.
Е.8 Манипуляторы, направляющие и др.
EN ISO 15616-1, EN ISO 15616-2 и EN ISO 15616-3 дают подробные указания по проверке манипуляторов, столов с перемещением по осям X и Y и т.д. Эти требования могут быть использованы также и для других типов лазеров.
Примечание — Стандарт по приемочным испытаниям твердотельных лазеров находится в стадии подготовки.
Приложение F
(справочное)
Обработка лазерным лучом
F.1 Резка лазерным лучом
F.1.1 Характеристики
F.1.1.1 Режимы
Резка лазерным лучом представляет собой процесс термической резки, и подвергаемые резанию поверхности подвергаются воздействию температуры, а в некоторых режимах также окислению.
При выполнении резки лазерным лучом используются пучки сравнительно высокой мощности, способные выполнить «замочную скважину» на всю толщину материала. Однако материал, полученный в результате «замочной скважины», не образует металла шва, а удаляется одним или несколькими из следующих способов:
— испарение или разложение материала;
— удаление струей инертных газов, движущейся вдоль оси пучка, и выбрасывание материала со стороны основания обрабатываемой детали;
— окисление основного материала и удаление продуктов окисления струей активного газа (кислорода). Процесс окисления добавляет тепловую энергию.
Распространение тепла является в основном двухмерным. Материал плавится в передней части полости и удаляется с помощью одного (или более) из перечисленных выше процессов.
F.1.1.2 Передача и поглощение энергии
Передача энергии определяется, прежде всего, долей энергии, первоначально поглощаемой поверхностью материала, а затем тонким слоем расплавленного материала внутри реза. Высокая отражающая способность материала может создавать проблемы при его резке, например для алюминия.
Для резки обычно используется импульсный лазерный пучок. Однако могут использоваться также лазеры постоянной мощности.
F.1.1.3 Фокусировка луча
Лазерный луч обычно фокусируется на верхней поверхности основного материала или вблизи ее при выполнении резки с использованием кислорода. Резка с использованием инертных газов требует позиционирования фокусной точки вблизи нижней поверхности. Линзы с двойной фокусировкой могут допускать более высокие скорости резки и/или более точные процессы.
F.1.1.4 Режущие газы
В таблице ниже приведены рекомендации для применяемых режущих газов. Защитные газы не используются, инертные режущие газы предоставляют некоторую защиту.
Таблица F.1 — Режущие газы
|
Газ |
Материал |
|
Воздух |
Основное применение для неметаллических материалов, таких как: — ткани; — дерево; — пластмассы; — стекло; — материалы со стекловолокном (композиционные материалы) |
|
Кислород |
Нелегированные и низколегированные стали Медь |
|
Азот |
Легированные стали (например, коррозионностойкие стали) Алюминий Никелевые сплавы |
|
Аргон или гелий/аргон |
Титан Алюминий |
F.1.1.5 Преимущества и недостатки
Резка лазерным лучом имеет ряд преимуществ по сравнению с другими процессами термической резки и гидроабразивной резки:
— точная резка очень хорошего качества может выполняться на высокой скорости;
— может подвергаться резке широкий спектр материалов;
— погонная энергия и деформации достаточно низки.
Основные преимущества по сравнению с механической резкой (резкой ножницами):
— гибкость. Материалы сложной формы могут быть разрезаны на высокой скорости с помощью перенастройки программы;
— отсутствует необходимость применения усилия при выполнении резки. Это может облегчить разработку крепежных приспособлений.
Основные ограничения:
— очень высокие скорости охлаждения могут ухудшить свойства поверхности материала и вызвать микротрещины.
F.1.1.6 Подготовка поверхности
Поверхность должна быть чистой, но резка обычно выполняется без какой-либо специальной подготовки поверхности.
F.2 Сверление лазерным лучом
F.2.1 Характеристики
Сверление практически всегда осуществляется импульсным лазерным пучком с высокой пиковой мощностью. Пиковая мощность должна быть достаточной для выполнения «замочной скважины» в материале. Однако материал, образовавшийся в результате «замочной скважины», не наплавляется в виде сварочного металла, а удаляется главным образом путем испарения или разложения материала.
Лазерный луч обычно фокусируется на поверхности основного материала или вблизи ее.
Могут использоваться защитные газы.
F.2.2 Преимущества и недостатки
Сверление лазерным лучом имеет ряд преимуществ:
— можно сверлить очень большой ряд материалов, очень твердых и хрупких, которые трудно или невозможно обрабатывать механическим способом;
— никаких специальных требований к креплениям, за исключением точности. К обрабатываемой детали не прилагается никаких значительных усилий;
— возможны высокие скорости сверления;
— путем программирования могут достигаться различные глубины и диаметры сверления. Механическое сверление может потребовать замены инструментов;
— не используется смазочно-охлаждающая эмульсия.
Основные ограничения:
— очень высокие скорости охлаждения могут негативно отразиться на свойствах материала поверхности отверстия, в результате чего могут образоваться микротрещины.
Отверстия после сверления получаются слегка конические и не всегда точно круглые.
F.2.3 Подготовка поверхности
Поверхность должна быть чистой, но сверление обычно выполняется без какой-либо специальной подготовки поверхности.
F.3 Обработка поверхности лазерным лучом
F.3.1 Характеристики
Лазерная обработка поверхности выполняется дефокусированным пучком. Распределение энергии должно быть равномерным по всей нагреваемой площади поверхности. Предпочтительно использование отдельных, специально предназначенных для этой цели источников лазерной энергии и/или оптических устройств. Предпочтение отдается источникам постоянной мощности.
Применяются защитные газы. Газ может быть активным или инертным. Азот может использоваться, например, в качестве активного газа, создающего азотирование поверхностного слоя.
F.3.2 Преимущества и недостатки
Обработка поверхности лазерным лучом имеет ряд преимуществ:
— возможна поверхностная обработка локализованных областей практически любой формы;
— нагреванию подвергается только поверхность.
Основные ограничения:
— очень локализованный нагрев. Нe годится для термической обработки рабочих поверхностей большой площади.
F.3.3 Подготовка поверхности
Лазерная поверхностная обработка, как правило, выполняется для поверхностей, обработанных машинным способом или отшлифованных без какой-либо окалины и других посторонних материалов.
Поверхность должна быть чистой, обезжиренной и свободной от каких-либо загрязняющих субстанций.
F.4 Характеристики плакирования лазерным лучом
F.4.1 Режимы
Плакирование лазерным лучом представляет собой специальный процесс лазерной сварки, выполняемой в сварочном режиме с использованием расходных материалов.
Лазерное плакирование использует дефокусированный пучок. Распределение энергии должно быть примерно однородным по всей нагреваемой площади поверхности. Предпочтительно использование отдельных, специально предназначенных для этой цели источников лазерной энергии и/или оптических устройств. Предпочтение отдается источникам постоянной мощности.
Применяются защитные газы.
Расходные материалы, как правило, применяются в виде порошка, распределенного по обрабатываемой поверхности, но могут использоваться также проволока и другие материалы.
F.4.2 Преимущества и недостатки
Лазерное плакирование имеет ряд преимуществ:
— возможно плакирование локализованных областей практически любой формы;
— можно наносить несколько слоев. Возможно наращивание (восстановление) деталей;
— погонная энергия ограничена, обычно нагреву подвергается только поверхностный слой.
Основные ограничения:
— очень локализованный нагрев. Не подходит для плакирования больших деталей, для которых, например, дуговая наплавка под флюсом дает высокую скорость наплавки.
F.4.3 Подготовка поверхности
Поверхность должна быть чистой, но плакирование, как правило, осуществляется без какой-либо специальной подготовки поверхности.
F.5 Маркировка и гравировка лазерным лучом
F.5.1 Характеристики
Маркировка и гравировка лазерным лучом представляют собой специальный вид лазерной обработки поверхности. Лазерный луч фокусируется на поверхности и часто используется в импульсном режиме. Материал поверхности испаряется или выгорает.
Защитные газы не используются.
F.5.2 Преимущества и недостатки
Маркировка и гравировка лазерным лучом имеют ряд преимуществ:
— маркировке может подвергаться очень большой спектр материалов;
— нет особых требований к креплениям, за исключением точности. Обрабатываемая деталь не подвергается воздействию значительных усилий;
— возможны очень высокие скорости маркировки;
— гибкость маркировки. Оборудование для лазерной маркировки может быть интегрировано в производственную линию, и каждая обрабатываемая деталь может, например, маркироваться в индивидуальном порядке.
Основные ограничения:
— очень высокая скорость охлаждения может негативно отразиться на свойствах материала в маркированных или гравированных областях.
F.5.3 Подготовка поверхности
Поверхность должна быть чистой, но маркировка, как правило, осуществляется без какой-либо специальной подготовки поверхности.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных европейских стандартов межгосударственным стандартам
Таблица ДА.1
|
Обозначение ссылочного европейского стандарта |
Степень соответствия |
Обозначение и наименование соответствующего межгосударственного стандарта |
|
EN ISO 3834-2 |
— |
*,
|
|
EN ISO 3834-5 |
— |
*,
|
|
EN ISO 11145:2001 |
— |
*,
|
|
EN ISO 15609-4 |
IDT |
ГОСТ ISO 15609-4-2019 «Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 4. Лазерная сварка» |
|
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного европейского стандарта. Примечание — В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: — IDT — идентичный стандарт. _______________ В Российской Федерации действует ГОСТ Р ИСО 3834-2-2007 «Требования к качеству выполнения сварки плавлением металлических материалов. Часть 2. Всесторонние требования к качеству». В Российской Федерации действует ГОСТ Р ИСО 3834-5-2010 «Требования к качеству выполнения сварки плавлением металлических материалов. Часть 5. Документы, требования которых нужно удовлетворять для того, чтобы подтвердить соответствие требованиям ИСО 3834-2, ИСО 3834-3 или ИСО 3834-4». В Российской Федерации действует ГОСТ Р ИСО 11145-2016 «Оптика и фотоника. Лазеры и лазерное оборудование. Термины, определения и буквенные обозначения». |
Библиография
|
[1] |
EN 439 |
Welding consumables — Shielding gases for arc welding and cutting (Материалы сварочные. Защитные газы для дуговой сварки и резки) |
|
[2] |
EN 440 |
Welding consumables — Wire electrodes and deposits for gas shielded metal arc welding of non alloy and fine grain steels — Classification (Материалы сварочные. Проволоки и наплавки для дуговой сварки плавящимся электродом в защитном газе нелегированных и мелкозернистых сталей. Классификация) |
|
[3] |
EN 758 |
Welding consumables — Tubular cored electrodes for metal arc welding with and without a gas shield of non alloy and fine grain steels — Classification (Материалы сварочные. Проволоки порошковые для дуговой сварки плавящимся электродом в защитном газе и без защитного газа нелегированных и мелкозернистых сталей. Классификация) |
|
[4] |
EN 775 |
Manipulating industrial robots — Safety (ISO 10218:1992, modified) [Промышленные роботы-манипуляторы. Безопасность (ISO 10218:1992, модифицированный)] |
|
[5] |
EN 1011-1:1998 |
Welding — Recommendations for welding of metallic materials — Part 1: General guidance for arc welding (Сварка. Рекомендации по сварке металлических материалов. Часть 1. Общее руководство для дуговой сварки) |
|
[6] |
EN 1274 |
Thermal spraying — Powders — Technical supply conditions (Термическое напыление. Порошки. Технические условия поставки) |
|
[7] |
EN 1418 |
Welding personnel — Approval testing of welding operators for fusion welding and resistance weld setters for fully mechanized and automatic welding of metallic materials (Сварочный персонал. Испытания сварщиков — операторов сварки плавлением и контактной сварки при выполнении полностью механизированной и автоматической сварки металлических материалов) |
|
[8] |
EN 1668 |
Welding consumables — Rods, wires and deposits for tungsten inert gas welding of non alloy and fine grain steels — Classification (Материалы сварочные. Прутки, проволоки и наплавки для сварки вольфрамовым электродом в защитном газе нелегированных и мелкозернистых сталей) |
|
[9] |
EN 12070 |
Welding consumables — Wire electrodes, wires and rods for arc welding of creep-resisting steels — Classification (Материалы сварочные. Проволочные электроды, проволоки и прутки для дуговой сварки жаропрочных сталей. Классификация) |
|
[10] |
EN 12071 |
Welding consumables — Tubular cored electrodes for gas shielded metal arc welding of creep-resisting steels — Classification (Материалы сварочные. Проволоки порошковые для дуговой сварки в защитном газе жаропрочных сталей. Классификация) |
|
[11] |
EN 12072 |
Welding consumables — Wire electrodes, wires and rods for arc welding of stainless and heat-resisting steels — Classification (Материалы сварочные. Проволочные электроды, проволоки и прутки для дуговой сварки коррозионностойких и жаропрочных сталей. Классификация) |
|
[12] |
EN 12073 |
Welding consumables — Tubular cored electrodes for metal arc welding with or without a gas shield of stainless and heat-resisting steels — Classification (Материалы сварочные. Проволоки порошковые для дуговой сварки плавящимся электродом в защитном газе и без защитного газа коррозионностойких и жаропрочных сталей. Классификация) |
|
[13] |
EN 12534 |
Welding consumables — Wire electrodes, wires, rods and deposits for gas shielded metal arc welding of high strength steels — Classification (Материалы сварочные. Проволочные электроды, проволоки, прутки и наплавки для дуговой сварки плавящимся электродом в защитном газе высокопрочных сталей. Классификация) |
|
[14] |
EN 12535 |
Welding consumables — Tubular cored electrodes for gas shielded metal arc welding of high strength steels — Classification (Материалы сварочные. Проволоки порошковые для дуговой сварки плавящимся электродом в защитном газе высокопрочных сталей. Классификация) |
|
[15] |
EN 14640 |
Welding consumables — Solid wires and rods for fusion welding of copper and copper alloys — Classification (Материалы сварочные. Проволоки сплошного сечения и прутки для сварки плавлением меди и медных сплавов. Классификация) |
|
[16] |
EN 20286-2 |
ISO system of limits and fits — Part 2: Tables of standard tolerance grades and limit deviations for holes and shafts (ISO 286-2:1988) [Допуски и посадки по системе ISO. Часть 2: Таблицы стандартных классов допусков и предельных отклонений для отверстий и валов (ISO 286-2:1988)] |
|
[17] |
EN 60825-1 |
Safety of laser products — Part 1: Equipment classification, requirements and user’s guide (IEC 60825-1:1993) [Безопасность лазерных устройств. Часть 1. Классификация оборудования, требования и руководство для потребителя (IEC 60825-1:1993)] |
|
[18] |
EN ISO 6520-1 |
Welding and allied processes — Classification of geometric imperfections in metallic materials — Part 1: Fusion welding (ISO 6520-1:1998) [Сварка и родственные процессы. Классификация геометрических дефектов металлических материалов. Часть 1. Сварка плавлением (ISO 6520-1:1998)] |
|
[19] |
EN ISO 9013 |
Thermal cutting — Classification of thermal cuts — Geometrical product specification and quality tolerances (ISO 9013:2002) [Термическая резка. Классификация термических резов. Технические требования к геометрии продукции и допуски по качеству (ISO 9013:2002)] |
|
[20] |
EN ISO 11553-1 |
Safety of machinery — Laser processing machines — Part 1: General safety requirements (ISO 11553-1:2005) [Безопасность машин. Станки для лазерной обработки. Часть 1. Общие требования безопасности (ISO 11553-1:2005)] |
|
[21] |
EN ISO 11554 |
Optics and optical instruments — Lasers and laser-related equipment — Test methods for laser beam power, energy and temporal characteristics (ISO 11554:2003) [Оптика и оптические приборы. Лазеры и лазерное оборудование. Методы испытаний мощности лазерного луча, энергии и временных характеристик (ISO 11554:2003)] |
|
[22] |
EN ISO 13694 |
Optics and optical instruments — Lasers and laser-related equipment -Test methods for laser beam power (energy) density distribution (ISO 13694:2000) [Оптика и оптические приборы. Лазеры и лазерное оборудование. Методы испытаний распределения плотности мощности (энергии) лазерного луча (ISO 13694:2000)] |
|
[23] |
EN ISO 13919-1 |
Welding — Electron and laser beam welded joints — Guidance on quality levels for imperfections — Part 1: Steel (ISO 13919-1:1996) [Сварка. Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов. Часть 1. Сталь (ISO 13919-1:1996)] |
|
[24] |
EN ISO 13919-2 |
Welding — Electron and laser beam welded joints — Guidance on quality levels for imperfections — Part 2: Aluminium and its weldable alloys (ISO 13919-2:2001) [Сварка. Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов. Часть 2. Алюминий и его сплавы (ISO 13919-2:2001)] |
|
[25] |
EN ISO 13920 |
Welding — General tolerances for welded constructions — Dimensions for lengths and angles — Shape and position (ISO 13920:1996) [Сварка. Общие допуски на сварные конструкции. Линейные и угловые размеры. Форма и расположение (ISO 13920:1996)] |
|
[26] |
EN ISO 14919 |
Thermal spraying — Wires, rods and cords for flame and arc spraying — Classification — Technical supply conditions (ISO 14919:2001) [Термическое напыление. Проволоки, прутки и шнуры для газопламенного напыления и дугового напыления. Классификация. Технические условия поставки (ISO 14919:2001)] |
|
[27] |
EN ISO 15613 |
Specification and qualification of welding procedures for metallic materials — Qualification based on pre-production welding test (ISO 15613:2004) [Технические требования и аттестация процедур сварки металлических материалов. Оценка на основе допроизводственных сварочных испытаний (ISO 15613:2004)] |
|
[28] |
prEN ISO 15614-7 |
Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 7: Overlay welding (ISO/DIS 15614-7:2004) [Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Наплавка (ISO/DIS 15614-7:2004)] |
|
[29] |
EN ISO 15614-11 |
Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 11: Electron and laser beam welding (ISO 15614-11:2002) [Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Электронно-лучевая и лазерная сварка (ISO 15614-11:2002)] |
|
[30] |
EN ISO 15616-1 |
Acceptance tests for -laser beam machines for high quality welding and cutting — Part 1: General principles, acceptance conditions (ISO 15616-1:2003) [Приемочные испытания машин для высококачественной сварки и резки -лазером. Часть 1. Общие принципы, условия приемки (ISO 15616-1:2003)] |
|
[31] |
EN ISO 15616-2 |
Acceptance tests for -laser beam machines for high quality welding and cutting — Part 2: Measurement of static and dynamic accuracy (ISO 15616-2:2003) [Приемочные испытания машин для высококачественной сварки и резки -лазером. Часть 2. Измерение статической и динамической точности (ISO 15616-2:2003)] |
|
[32] |
EN ISO 15616-3 |
Acceptance tests for -laser beam machines for high quality welding and cutting — Part 3: Calibration of instruments for measurement of gas flow and pressure (ISO 15616-3:2003) [Приемочные испытания машин для высококачественной сварки и резки -лазером. Часть 3. Калибровка приборов для измерения расхода газа и давления (ISO 15616-3:2003)] |
|
[33] |
EN ISO 17662 |
Welding — Calibration, verification and validation of equipment used for welding, including ancillary activities (ISO 17662:2005) [Сварка. Калибровка, верификация и валидация оборудования, применяемого для сварки, включая вспомогательные операции (ISO 17662:2005)] |
|
[34] |
EN ISO 18273 |
Welding consumables — Wire electrodes, wires and rods for arc welding of aluminium and aluminium alloys — Classification (ISO 18273:2004) [Материалы сварочные. Проволочные электроды, проволоки и прутки для дуговой сварки алюминия и алюминиевых сплавов. Классификация (ISO 18273:2004)] |
|
[35] |
EN ISO 18274 |
Welding consumables — Solid wire, strips and rods for fusion welding of nickel and nickel alloys — Classification (ISО 18274:2004) [Материалы сварочные. Проволоки сплошного сечения, ленточные электроды и прутки для сварки плавлением никеля и никелевых сплавов. Классификация (ISO 18274:2004)] |
|
[36] |
EN ISO 22827-1 |
Acceptance tests for Nd: YAG laser beam welding machines — Machines with optical fibre delivery — Part 1: Laser assembly (ISO 22827-1:2005) [Приемочные испытания машин для сварки Nd: YAG-лазером. Волоконно-оптические машины. Часть 1. Лазерный блок (ISO 22827-1:2005)] |
|
[37] |
EN ISO 22827-2 |
Acceptance tests for Nd: YAG laser beam welding machines — Machines with optical fibre delivery — Part 2: Moving mechanism (ISO 22827-2:2005) [Приемочные испытания машин для сварки Nd: YAG-лазером. Волоконно-оптические машины. Часть 2. Перемещение механизма (ISO 22827-2:2005)] |
|
[38] |
CR ISO 15608 |
Welding — Guidelines for a metallic material grouping system (ISO/TR 15608:2000) [Сварка. Рекомендации по системе группирования металлических материалов (ISO/TR 15608:2000)] |
|
УДК 621.791 |
МКС 25.160.10 |
IDT |
|
Ключевые слова: лазерная сварка, сварка металлических материалов, лазерный луч |