АМПЕРМЕТР НА СВАРОЧНЫЙ ИНВЕРТОР! ОЧЕНЬ ПРОСТО!

zero97
Был больше месяца назад
Я езжу на Volkswagen Golf Mk3
Москва, Россия
Всем привет, многие обладатели сварочных инверторов без амперметра, хотели бы знать более точное значение сварочного тока, чего обыкновенный регулятор дать не может. Хочу рассказать о небольшой доработке по установке цифрового экрана, которая облегчит использование вашего сварочного аппарата.:
Комментарии
14
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.
Форум РадиоКот • Просмотр темы — Амперметр.
Сообщения без ответов | Активные темы
| ПРЯМО СЕЙЧАС: |
| Автор | Сообщение | ||
|---|---|---|---|
|
|
Заголовок сообщения: Re: Амперметр.
|
||
Карма: 175 Рейтинг сообщения: 0
|
Ну ё-маё, у вас инвертор или обычный трансформатор «от дяди Васи»? Инвертор даже при к.з. не даёт забросов тока, а просто отключается. Ничего вашей стрелке не будет. неужели вас не насторожил термин «трансформатор тока»? Ведь он только по переменке работает, а у вас постоянка, да ещё и от инвертора… |
||
| Вернуться наверх |
Профиль
|
||

| Реклама | |
|
|
|
|
Amper36 |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: -3 Рейтинг сообщения: 0
|
у меня инвертор,я понял! |
||
| Вернуться наверх | |||

| Реклама | |
|
|
|

|
Телекот |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: 143 Рейтинг сообщения: 0
|
Если у вас сварочный инвертор на 200А то он будет ограничивать ток на установленном уровне, и не больше 200А. У него схема так сделана. По этому стрелку он не погнёт, для этого надо превысить ток раз в 10-20 чего инвертор сделать не сможет. Jack_A писал(а): Взял арифмометр «Феликс», посчитал — у меня получилось 75В . Дальше читать не стал. Сопротивление шунта редко где используется по этому все и не обращают внимание что в таблице ошибка. Для шунта главное ток при котором он выдаст 75мВ, всё остальное можно не читать оно не нужно. Последний раз редактировалось Телекот Чт ноя 06, 2014 14:55:42, всего редактировалось 1 раз. |
||
| Вернуться наверх | |||

")
|
Slabovik |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: 175 Рейтинг сообщения: 0
|
Amper36 писал(а): а вот с цифровухой как? Выбирайте: 200A DC ammeter. Многие в комплекте с подходящим шунтом. Только нужно учесть пару вещей. Во-1, цифровому нужно своё питание в любом случае (обычно от 5 до 30 вольт, но я рекомендую ограничиться пределами 5-15). С выхода инвертора такое питание получать неудобно, с дежурки тоже, т.е. нужно дополнительно сварганить какой-нибудь маломощный преобразователь. Во-2, если выберете прибор, совмещающий амперметр и вольтметр (удобные, кстати), то вольтметр вам нужен на 90 или 100 вольт. Связано с тем, что х.х. у инверторов «болтается» обычно в районе 55~65 вольт, в зависимости от типа и экземпляра, а изредка и до 70, следовательно 60-вольтового вольтметра вам может просто не хватить. Стрелочному такие заморочки не нужны… |
||
| Вернуться наверх | |||
| Реклама | |
|
|
|

|
Amper36 |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: -3 Рейтинг сообщения: 0
|
|||
| Вернуться наверх | |||
| Реклама | |
|
|
|
|
Slabovik |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: 175 Рейтинг сообщения: 0
|
Головки действительно можно попробовать поискать, либо у кого в загашнике, либо на развалах. Там же и шунты встречаются. Вообще, нормальная головка класса 2.5 и выше — довольно дорогая вещь, если новая, гораздо дороже тех 500 руб. Сделать самостоятельно шунт получится только очень приблизительно. Ибо для изготовления используют, Во-1, сплавы с низким ТКС, Во-2, нужно какое-то оборудование для его калибровки. По этой причине готовый использовать предпочтительнее. (Ну, по-моему, это извращение сродни самостоятельному изготовлению резисторов. Можно, но зачем, если в любом дохлом аппарате их пучок, а каких там нет, те и прикупить можно Вот шунт — это из области «прикупить») По ссылке у меня только запрос поисковику. Что он нашёл, то и выдал. Зато вам голова дадена |
||
| Вернуться наверх | |||
|
Vasilii |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: 54 Рейтинг сообщения: 0
|
Без обид: с цифровухой так-же как и с аналоговухой! Если задаете такие вопросы- лучше сами не лезьте. |
||
| Вернуться наверх | |||
|
Amper36 |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: -3 Рейтинг сообщения: 0
|
понятно,только куда мне 5 стрелок на один инвертор,вот если бы впятером вложиться и получить по одному |
||
| Вернуться наверх | |||

|
Телекот |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: 143 Рейтинг сообщения: 0
|
Можешь ставить и на 500а, просто стрелка при 200а будет отклоняться меньше чем на пол шкалы. |
||
| Вернуться наверх | |||
|
Amper36 |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: -3 Рейтинг сообщения: 0
|
понятно все,в общем разжевали эту тему,начну искать амперметр,но кто продолжит с цифровым вариантом то было бы неплохо… |
||
| Вернуться наверх | |||

|
Vasilii |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: 54 Рейтинг сообщения: 0
|
Amper36 писал(а): 500А,вот я думаю это запас мощности и их можно ли вкрутить на амперметр 200А, Тогда и шкалу амперметра нужно менять, т.к. последний автоматически станет с пределами измерения 0-500А. А ток, указанный на шунте, косвенно указывает не на мощность, а на сопротивление шунта. |
||
| Вернуться наверх | |||
|
Snabber |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: -2 Рейтинг сообщения: 0
|
|||
| Вернуться наверх | |||

|
Amper36 |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: -3 Рейтинг сообщения: 0
|
вторая ссылка это что? |
||
| Вернуться наверх | |||
|
токсер |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: 7 Рейтинг сообщения: 0
|
Прибор ещё нужен? |
||
| Вернуться наверх | |||

|
NEO2 |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: 3 Рейтинг сообщения: 0
|
Хоть бы клейма калибровки стёрли, а то палитесь. На них информация предприятия, калибровщика и дата |
||
| Вернуться наверх | |||

|
токсер |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: 7 Рейтинг сообщения: 0
|
Ну и что, что клейма? |
||
| Вернуться наверх | |||
|
Телекот |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: 143 Рейтинг сообщения: 0
|
|
||
| Вернуться наверх | |||
|
токсер |
Заголовок сообщения: Re: Амперметр.
|
||
Карма: 7 Рейтинг сообщения: 0
|
Я их показал тут по той причине, что ТС искал амперметр на 200 А. |
||
| Вернуться наверх | |||
Кто сейчас на форуме |
|
Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 38 |
| Вы не можете начинать темы Вы не можете отвечать на сообщения Вы не можете редактировать свои сообщения Вы не можете удалять свои сообщения Вы не можете добавлять вложения |


«Как измерить ток на выходе сварочного инвертора?» — вопрос, который часто задают начинающие сварщики.
«Зачем это нужно? Разве и так не понятно, какая сила тока при сварке?! Это как минимум чувствуется!» — отвечают другие, более опытные.
Измерить значение тока действительно может понадобиться в некоторых случаях, например, если разметка на регуляторе тока вашего инвертора нанесена «для красоты» и не отражает его реальных значений, а в некоторых случаях могут требоваться точные настройки. А второе, это обыкновенное любопытство, ведь в наше время повсеместно встречается обман и инверторная техника не исключение. О чем идет речь?
«У меня есть Ресанта 250, но на многих форумах в интернете постоянно встречаю информацию о том, что она на самом деле 250А не выдает. По ощущениям все нормально, но хотелось бы знать правду! Не ужели меня обманули?»
Теперь становится очевидно, что желание знать ток не такое уж и дурацкое! И сделать это может каждый желающий. Конечно, многие слышали про клещи, основанные на действии катушки индуктивности (только для «переменки») или датчике Холла. Но самый верный и простой способ — подключить амперметр через шунт к вашему сварочному аппарату и таким образом узнать всю правду. Прикручивать напрямую амперметр нельзя, так как он даст неправильные показания или сгорит (если он не рассчитан на высокие токи). Поэтому ставится шунт (он сбрасывает напряжение до безопасного) с амперметром параллельно в разрыв сварочного провода. Для Ресанты 250 достаточно приобрести шунт на 200А, так как она никогда не дает больше двухста… Схема работает только для «постоянки».
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Источник: svarka-master.ru
Как сделать шунт для амперметра сварочного аппарата
Перед началом работы зайдите в рубрику «Программы» и скачайте для себя две программы.
Первая программа — Программа для работ с проволокой.
Вторая — Черчение передних панелей и шкал приборов.
Подберите подходящую измерительную головку, лучше, если она будет с током полного отклонения стрелки 50 или 100 микроампер. Я нашел у себя на 50микроампер, на примере ее и будем рассчитывать нужный нам шунт для амперметра.
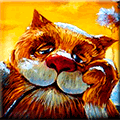
Выберем предел измерения тока нашим амперметром, ну пусть будет, например 300 ампер. Для самодельных сварочных самый раз. Теперь мультиметром измеряем активное сопротивление головки. У моей головки оно равно 1454 ома. Теперь мы знаем два параметра измерительной головки. Ток полного отклонения и сопротивление. Из формулы закона Ома — I=U/R, выводим формулу для определения напряжения — U=IxR. Открываем виндовский калькулятор. Умножаем значение тока в амперах 0,00005А на сопротивление в омах 1454 ома, получаем величину напряжения, которое необходимо приложить к измерительной головке, чтобы стрелка отклонилась на последнее деление шкалы. У меня получилось U=0,0727В или 72,7 милливольт. Опять идем к Ому. Выводим формулу для сопротивления: R=U/I . Теперь определяем сопротивление шунта. Делим 0, 0727вольт на сварочный ток 300 ампер. Получаем R шунта = 0,0002423 ома.Открываем программу для работы с проволокой. Скриншот на фото.
Теперь мультиметром измеряем активное сопротивление головки. У моей головки оно равно 1454 ома. Теперь мы знаем два параметра измерительной головки. Ток полного отклонения и сопротивление. Из формулы закона Ома — I=U/R, выводим формулу для определения напряжения — U=IxR. Открываем виндовский калькулятор. Умножаем значение тока в амперах 0,00005А на сопротивление в омах 1454 ома, получаем величину напряжения, которое необходимо приложить к измерительной головке, чтобы стрелка отклонилась на последнее деление шкалы. У меня получилось U=0,0727В или 72,7 милливольт. Опять идем к Ому. Выводим формулу для сопротивления: R=U/I . Теперь определяем сопротивление шунта. Делим 0, 0727вольт на сварочный ток 300 ампер. Получаем R шунта = 0,0002423 ома.Открываем программу для работы с проволокой. Скриншот на фото.
Выбираем материал, из которого изготовим шунт. Справа в выпадающем окне выбираем сталь. Самый распространенный материал. Для простоты изготовления пусть шунт будет круглого сечения. В используемой величине ставим точку в окошечке «Диаметр». Вводим величину сопротивление шунта — 0,0002423 ома. Выбираем диаметр нашего шунта, для прочности выбирает пруток диаметром 10 миллиметров. Нажимаем на «Результат». Результат вы видите на фото. Теперь сделать сам шунт не сложнее, чем два пальца об асфальт. Берем стальной пруток соответствующего диаметра, нарезаем резьбу на всю длину для лучшего охлаждения шунта, отмеряем 150мм, отрезаем, получаем шпильку М10 на 150мм. Так как мы нарезали резьбу, то мы изменили диаметр шунта, поэтому его длина для данного сопротивления будет меньше расчетной, при регулировке все определится. Берем четыре гайки на десять, лучше медные или латунные, два наконечника для проводов большого сечения 1 и два лепестка 2, для проводов идущих к измерительной головке. У вас должна получиться примерно вот такая конструкция, только с медными гайками.

Меняя расстояние между лепестками, можно достаточно просто откалибровать амперметр. Лишнюю сталь потом можно отрезать.
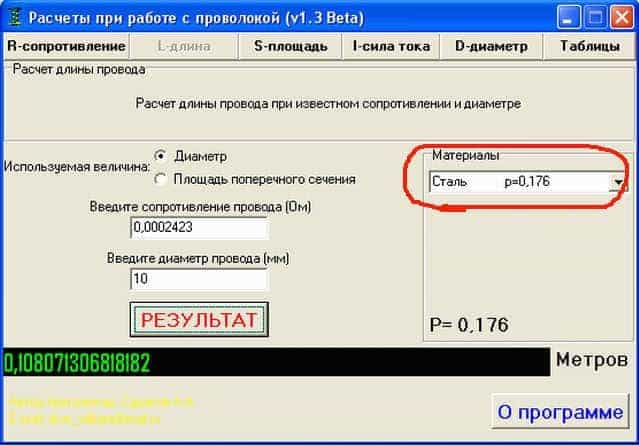
Далее открываем программу FrontDesigner_3.0.
Программа имеет русский интерфейс, поэтому я думаю, вы спокойно разберетесь, что к чему. В результате у вас должно получиться примерно вот такой рисунок. Печатайте новую шкалу на бумагу для фотографий. В заключении хочу показать мое зарядное для автомобильных аккумуляторов. Правда за восемь лет оно уже по истаскалось. 
 Здесь шкала и передняя панель, как раз начерчены с помощью этой программы. Печать велась на струйном принтере. Фотография передней панели, после приклейки, обязательно покрывалась автомобильным бесцветным лаком. Первый слой должен быть очень тонким, иначе могут расплыться чернила. Клеить все это дело можно с помощью ПВА. Надеюсь вам это пригодится. До свидания К.В.Ю.
Здесь шкала и передняя панель, как раз начерчены с помощью этой программы. Печать велась на струйном принтере. Фотография передней панели, после приклейки, обязательно покрывалась автомобильным бесцветным лаком. Первый слой должен быть очень тонким, иначе могут расплыться чернила. Клеить все это дело можно с помощью ПВА. Надеюсь вам это пригодится. До свидания К.В.Ю.
Источник: www.kondratev-v.ru
Все, что вы можете сделать сами!
- Темы без ответов
- Активные темы
- Поиск
- Наша команда
Модернизация сварочного Tecnoweld Monster 205 Red
Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение MaxVMR » 18 ноя 2013, 06:04

Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение hantmaster » 18 ноя 2013, 11:31
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение Sinner » 18 ноя 2013, 21:41
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение hantmaster » 18 ноя 2013, 22:34
Сразу видно что вы не сварщик воопще очень гиморойно чтобы ток задания совпадал с реальным током это трудно реализуемо нужно чтоб проц в реальном времени отслеживал ток на выходе и очень быстро менял заполнение соответственно у нас же и сеть не идеальна и переноска может быть.
Кто сварщик тот знает что на всех совковых апаратах ток выставлялся очень точно но там стоит шунт и ток он показывает только во время сварки , а запалить одной рукой електрод и вслепую подержать дугу чтоб другой рукой добавить или убавить плевое дело . Если топикстартер хочет чтоб его апаратик показывал реальный ток да еще как вы говорите он совпадал с заданием ему проще купить фрониуса и то не любого а минимум меджик вейв 1700 и выше. То что я предложил и просто и дешево и реально реализовать я сегодня кнопку покупал и видел амперметры цифровые с токовым трансом (колечком) только он до 100А думаю найти в нете схемку и на больший ампераж не проблема и повесить его на выходе транса силового до диодов или же вцепить на первичку но тогда его нужно будет калибровать типа как мы калибруем. Жаль я только светиками мигать научился такую прогу я не напишу.
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение Sinner » 18 ноя 2013, 22:46
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение hantmaster » 18 ноя 2013, 23:06
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение Komrad » 19 ноя 2013, 00:38
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение hantmaster » 19 ноя 2013, 00:58
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение Komrad » 19 ноя 2013, 01:22
Источник: samopal.su
Величина балластного сопротивления для регулятора сварочного тока составляет порядка сотых-десятых долей Ома и подбирается, как правило, экспериментально. В качестве балластного сопротивления издавна применяются мощные проволочные сопротивления, использовавшиеся в подъемных кранах, троллейбусах, или отрезки спиралей ТЭНов (теплоэлектронагревателей), куски толстой высокоомной проволоки. Несколько уменьшить ток можно даже с помощью растянутой дверной пружины из стали. Балластное сопротивление может включаться либо стационарно.
Либо так, чтобы потом можно было относительно легко регулировать сварочный ток. Один конец такого сопротивления подключается к выходу трансформатора, а конец сварочного провода оборудуется съемным зажимом, который легко перебрасывается по длине спирали сопротивления, выбирая нужный ток.
Большинство проволочных резисторов большой мощности изготовлены в виде открытой спирали, установленной на керамический каркас длиной до полуметра, как правило, в спираль смотана и проволока от ТЭНов. Если резистор изготовлен из магнитных сплавов, то в случае его спиральной компоновки, а тем более с какими-либо стальными элементами конструкции внутри спирали, при прохождении больших токов спираль начинает сильно вибрировать. Ведь спираль — это тот же соленоид, а огромные сварочные токи порождают мощные магнитные поля. Уменьшить влияние вибраций можно, растянув спираль и зафиксировав ее на жесткой основе. Кроме спирали, проволоку можно сгибать также змейкой, что тоже уменьшает размеры готового резистора. Сечение токопроводящего материала резистора следует подбирать побольше, потому что при работе он сильно греется. Слишком тонкая проволока или лента будет раскаляться докрасна, хотя даже это, в принципе, не исключает эффективность использования ее в качестве регулятора тока для сварочного аппарата. О реальном значении сопротивления балластных проволочных резисторов судить трудно, так как в нагретом состоянии свойства материалов сильно меняются.
В промышленных сварочных аппаратах способ регулировки тока с помощью включения активных сопротивлений, из-за их громоздкости и нагрева, не получил распространения. Зато очень широко применяется реактивное сопротивление — включение во вторичную цепь дросселя. Дроссели имеют разнообразные конструкции, часто объединенные с магнитопроводом трансформатора в одно целое, но сделаны так, что их индуктивность, а значит, реактивное сопротивление регулируется, в основном, перемещением частей магнитопровода. Заодно дроссель улучшает процесс горения дуги.
Регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. Через регулирующие устройство проходят значительные токи, что приводит к его громоздкости. Другое неудобство — переключение. Для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200А. Другое дело — цепь первичной обмотки, где токи примерно в пять раз меньше, переключатели для которых являются ширпотребом. Последовательно с первичной обмоткой, так же, как и в предыдущем случае, можно включать балластные сопротивления. Только в этом случаи сопротивление резисторов должно быть на порядок большим, чем в цепи вторичной обмотки. Так, батарея из нескольких параллельно соединенных резисторов ПЭВ-50. 100 суммарным сопротивлением 6-8 Ом способна понизить выходной ток вдвое, а то и втрое, в зависимости от конструкции трансформатора. Можно собрать несколько батарей и установить переключатель. Если же в распоряжении нет мощного переключателя, то можно обойтись несколькими выключателями. Установив резисторы по схеме изображенной ниже, можно, например, сделать регулятор сварочного тока с комбинацией: 0; 4; 6; 10 Ом.
Правда, при включении балластного сопротивления в первичной цепи, теряется выгода, которую придает сопротивление во вторичной, — улучшение падающей характеристики трансформатора. Но зато и к каким-либо отрицательным последствиям в горении дуги включенные по высокому напряжению резисторы не приводят: если трансформатор хорошо варил без них, то с добавочным сопротивлением в первичной обмотке он варить будет.
В режиме холостого хода трансформатор потребляет небольшой ток, а значит, его обмотка обладает значительным сопротивлением. Поэтому дополнительные несколько Ом практически никак не сказываются на выходном напряжении холостого хода.
Вместо резисторов, которые при работе будут сильно греться, в цепь первичной обмотки можно установить реактивное сопротивление — дроссель.
Эту меру следует рассматривать скорее как выход из положения, если никаких других средств понижения мощности не имеется. Включение реактивного сопротивления в цепь высокого напряжения может сильно понижать выходное напряжение холостого хода трансформатора. Падение выходного напряжения наблюдается у трансформаторов с относительно большим током холостого хода — 2-3А. При незначительном потреблении тока — порядка 0,1А — падение выходного напряжения почти незаметно. Кроме того, включенный в первичной обмотке трансформатора, дроссель может приводить к некоторому ухудшению сварочных характеристик трансформатора, хотя и не настолько, чтобы его нельзя было эксплуатировать. В последнем случае все еще сильно зависит от свойств конкретного трансформатора. Для некоторых сварочных аппаратов, включение дросселя в первичную цепь трансформатора никак не сказывается, по крайней мере согласно субъективным ощущениям, на качестве горения дуги.
В качестве дросселя сварочного аппарата, для регулировки тока, можно использовать готовую вторичную обмотку какого-нибудь трансформатора, рассчитанного да выход около 40В и мощностью 200-300 Вт, тогда ничего переделывать не придется. Хотя все же лучше сделать самодельный дроссель, намотав провод на отдельном каркасе от такого же трансформатора — 200-300 Вт, например от телевизора, сделав отводы через каждые 30-60 витков, подключенные к переключателю.
Самодельный дроссель можно изготовить и на незамкнутом — прямом сердечнике. Это удобно, когда уже есть готовая катушка с несколькими сотнями витков подходящего провода. Тогда внутрь нее надо набить пакет прямых пластин из трансформаторного железа. Необходимое реактивное сопротивление выставляется подбором толщины пакета, ориентируясь по сварочному току трансформатора. Для примера: дроссель, изготовленный из катушки, содержащей предположительно около 400 витков провода диаметром 1,4 мм, был набит пакетом железа с общим сечением 4,5 см 2 , длиной, равной длине катушки, 14 см. Это позволило уменьшить сварочный ток трансформатора 120А примерно в два раза. Дроссель такого типа можно сделать и с регулируемым реактивным сопротивлением. Для этого можно менять глубину ввода стержня сердечника в полость катушки. Катушка без сердечника обладает низким сопротивлением, при полностью введенном стержне ее сопротивление максимально. Дроссель, намотанный подходящим проводом, мало греется, но у него сильно вибрирует сердечник. Это надо учитывать при стяжке и фиксации набора пластин железа.
Для самодельных сварочных аппаратов легче всего, еще при намотке обмоток, сделать их с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно разве что для подстройки тока, нежели для его регулировки в широких пределах. Ведь, чтобы уменьшить ток в 2-3 раза, придется слишком увеличивать количество витков первичной обмотки, что неизбежно приведет к падению напряжения во вторичной цепи. Либо же придется наращивать витки всех катушек, что приведет к чрезмерному расходу провода, увеличению габаритов и массы трансформатора.
Для более тонкой регулировки сварочного тока в меньшую сторону, можно использовать индуктивность сварочного кабеля, укладывая его кольцами. Но не стоит перебарщивать, т.к. кабель будет нагреваться.
В последнее время некоторое распространение получили тиристорные и симисторные схемы регулировки тока сварки. При подаче на управляющий вывод тиристора или симистора напряжения определенной величины регулятор открывается и начинает свободно пропускать через себя ток. В схемах регулирования тока, работающих от переменного напряжения, управляющие импульсы обычно поступают на каждом полупериоде. Регулятор открывается в строго определенные (задаваемые) моменты времени, обрезая таким образом начало каждого полупериода синусоиды тока, что уменьшает суммарную мощность проходящего электрического сигнала.
Естественно, ток и напряжение после этого не имеют синусоидальную форму. Такие схемы позволяют регулировать мощность в широких пределах. Человек, разбирающийся в радиоэлектронике, сможет изготовить подобную схему самостоятельно, хотя, надо сказать, устройства такого рода нельзя признать совершенными. При использовании регуляторов данного типа процесс горения дуги несколько ухудшается. Ведь теперь при уменьшении мощности дуга начинает гореть отдельными, все более кратковременными вспышками. У большинства из схем тиристорных регуляторов шкалы не линейны, а калибровка меняется с изменением напряжения сети, ток через тиристор постепенно увеличивается во время работы из-за нагрева элементов схемы. Кроме того, обычно заметно гасится выходная мощность даже при максимальном положении отпирания регулятора, к чему сварочные трансформаторы очень чувствительны. Такой способ регулировки тока сварки, из-за сложности изготовления и невысокой надежности, не получил большого распространения среди самодельных регуляторов сварочного тока.
Измерение сварочного тока
Специфика измерения этим прибором состоит в том, что для измерения не требуется подключаться в электрическую цепь. Сила тока измеряется на расстоянии от провода без прикосновения к нему. У прибора есть специальный разводящийся контур, отчего и название — «клещи», которым охватывается провод с током. Электромагнитное поле тока протекающего в охваченном проводе наводит ток в замкнутом контуре, который и измеряется. На корпусе «клещей» находится переключатель пределов измерения тока, максимальные значения которого обычно достигают — от 100А до 500А для разных моделей приборов. Токоизмерительными клещами можно оперативно воспользоваться практически в любой ситуации, не оказывая никакого влияния на электрическую цепь. Измерять ими можно лишь переменный ток, который создает переменное электромагнитное поле, для постоянного тока этот инструмент бесполезен. Класс точности в данном случае весьма невысок, поэтому можно судить, скорее, только о приблизительных значениях.
Другой способ измерять ток сварки: вмонтировать в электрическую цепь изготавливаемого сварочного аппарата или дорабатываемого промышленного аппарат амперметр, рассчитанный на большие значения тока, а то и просто включать его на время в разрыв цепи сварочных проводов.
Включение амперметра в сварочную цепь также отмечается некоторой спецификой. Дело в том, что последовательно в цепь включается не сам прибор (стрелочный указатель), а его шунт (резистор), стрелочный же индикатор подключается к шунту параллельно.
Шунт обладает собственным сопротивлением: предположительно сотые доли Ома (так как измерить его обычным омметром не удается). На вид это кусок металла в несколько сантиметров в длину прямоугольного сечения с мощными контактными площадками с обеих сторон. От точности сопротивления шунта зависит и точность показания прибора. Для каждой модели амперметра предусмотрен шунт определенного сопротивления, и они должны продаваться вместе.
И уж чего ни в коем случае не нужно делать, так это пробовать включить стрелочный прибор в цепь вообще без шунта. Если у вас где-то завалялся стрелочный прибор, на шкале которого значатся сотни ампер, то это вовсе не значит, что он сам их измеряет. Проверьте его: и сам по себе прибор окажется всего-то микро- или миллиамперметром. Иногда попадаются стрелочные приборы, у которых шунт вмонтирован внутри корпуса и к нему дополнительно ничего больше подключать не нужно. Как правило, такие отличаются огромными размерами и невысоким классом точности.
Немалое значение имеет способность стрелочного указателя измерительного прибора устанавливаться на текущее значение, преодолевая колебательные переходные процессы при изменении тока, иначе стрелка будет судорожно плясать по шкале уже при незначительных изменениях тока, которые неизбежны при горении сварочной дуги.
Источник: tool-land.ru
Как сделать регулятор тока для сварочного аппарата своими руками
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей. Опытным сварщикам часто приходится работать с металлом разной толщины, и порой стандартной регулировки min/max недостаточно для полноценной работы. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.

Ток можно регулировать по вторичке (вторичной обмотке) и по первичке (первичной обмотке). При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать. В этой статье мы расскажем, как осуществляется регулировка тока в сварочных аппаратах, приведем схемы регуляторов для сварочного полуавтомата, поможем грамотно выбрать регулятор сварочного тока по первичной обмотке для сварочного трансформатора.
Способы регулировки тока
Существуют множество способов регулировки тока, и выше мы писали о вторичной и первичной обмотке. На самом деле, это очень грубая классификация, поскольку регулировка еще делится на несколько составляющих. Мы не сможем разобрать все составляющие в рамках этой статьи, поэтому остановимся на наиболее популярных.
Один из самых часто применяемых методов регулировки тока — это добавление баластника на выходе вторичной обмотки. Это надежный и долговечный способ, баластник можно легко сделать своими руками и использовать в работе без дополнительных приборов. Зачастую баластники используют исключительно для уменьшения силы тока.

В этой статье мы подробно описывали принцип работы и особенности использования баластника для сварочного полуавтомата. Там вы найдете подробную инструкцию, как изготовить прибор в домашних условиях и как использовать его в своей работе.
Несмотря на множество достоинств, метод регулировки тока по вторичной обмотке при использовании в связке с трансформатором для сварки может быть не очень удобен, особенно для начинающих сварщиков. Прежде всего, баластник довольно громоздкий и его размер может достигать метра в длину. Еще прибор часто находится под ногами и при этом сильно нагревается, а это грубое нарушение техники безопасности.
Если вы не готовы мириться с этими недостатками, то рекомендуем обратить внимание на метод, когда производится регулировка сварочного тока по первичной обмотке. Для этих целей зачастую используются электронные приборы, которые можно легко сделать своими руками. Такой прибор будет беспроблемно регулировать ток по первичке и не доставит сварщику неудобств при эксплуатации.
Электронный регулятор станет незаменимым помощником дачника, который вынужден проводить сварку в условиях нестабильного напряжения. Часто домам просто не положено использование электроприборов более 3-5 кВт, а это очень ограничивает в работе. С помощью регулятора можно настроить свой аппарат таким образом, чтобы он мог бесперебойно работать даже с учетом низкого напряжения. Также такой прибор пригодится мастерам, которым необходимо постоянно перемещаться с места на место во время работы. Ведь регулятор не нужно таскать за собой, как баластник, и он никогда не станет причиной травм.
Теперь мы расскажем о том, как самому изготовить электронный регулятор из тиристоров.
Схема тиристорного регулятора
![]()
Выше вы можете видеть схему простейшего регулятор на 2 тиристорах с минимумов недефицитных деталей. Вы также можете сделать регулятор на симисторе, но наша практика показала, что тиристорный регулятор мощности долговечнее и работает более стабильно. Схема для сборки очень простая и по ней вы сможете довольно быстро собрать регулятор, имея минимальные навыки пайки.
Принцип действия данного регулятора тоже прост. У нас есть цепь первичной обмотки, в которую подключается регулятор. Регулятор состоит из транзисторов VS1 и VS2 (для каждой полуволны). RC-цепочка определяет момент, когда откроются тиристоры, вместе с тем меняется сопротивление R7. В результате мы получаем возможность изменять ток по первичке трансформатора, после чего ток меняется и во вторичке.
Обратите внимание! Настройка регулятора осуществляется под напряжением, об этом не стоит забывать. Чтобы избежать фатальных ошибок и не получить травму нужно обязательно изолировать все радиоэлементы.
В принципе, вы можете использовать транзисторы старого образца. Это отличный способ сэкономить, поскольку такие транзисторы можно без проблем найти в старом радиоприемнике или на барахолке. Но учтите, что такие транзисторы должны использоваться на рабочем напряжении не менее 400 В. Если вы посчитаете нужным, можете поставить динисторы вместо транзисторов и резисторов, показанных на схеме. Мы динисторы не использовали, поскольку в данном варианте они работают не очень стабильно. В целом, эта схема регулятора сварочного тока на тиристорах неплохо зарекомендовала себя и на ее основе было изготовлено множество регуляторов, которые стабильно работают и хорошо выполняют свою функцию.
Также вы могли видеть в магазинах регулятор контактной сварки РКС-801 и регулятор контактной сварки РКС-15-1. Мы не рекомендуем изготавливать их самостоятельно, поскольку это займет много времени и несильно сэкономит вам деньги, но если есть такое желание, то можете изготовить РКС-801. Ниже вы видите схему регулятора и схему его подключения к сварочнику. Откройте картинки в новом окне, чтобы лучше видеть текст.


Измерение сварочного тока
После того как вы изготовили и настроили регулятор, его можно использовать в работе. Для этого вам нужен еще один прибор, который будет измерять сварочный ток. К сожалению, не получится использовать бытовые амперметры, поскольку они не способны работать с полуавтоматами мощностью более 200 ампер. Поэтому рекомендуем использовать токоизмерительные клещи. Это относительно недорогой и точный способ узнать значение тока, управление клещами понятное и простое.

Так называемые «клещи» в верхней части прибора охватывают провод и измеряют ток. На корпусе прибора находится переключатель пределов измерения тока. В зависимости от модели и цены разные производители изготавливают токоизмерительные клещи, способные работать в диапазоне от 100 до 500 ампер. Выберите прибор, характеристики которого совпадают с вашим сварочным аппаратом.
Токоизмерительные клещи — это отличный выбор, если нужно оперативно измерить значение тока, при этом не влияя на цепь и не подключая в нее дополнительные элементы. Но есть один недостаток: клещи абсолютно бесполезны при измерении значения постоянного тока. Дело в том, что постоянный ток не создает переменное электромагнитное поле, поэтому прибор просто не видит его. Но в работе с переменным током такой прибор оправдывает все ожидания.
Есть другой способ измерения тока, он более радикальный. Можно добавить в цепь вашего сварочного полуавтомата промышленный амперметр, способный измерять большие значения тока. Еще можно просто временно добавлять амперметр в разрыв цепи сварочных проводов. Слева вы можете видеть схему такого амперметра, по которой можете его собрать.

Это дешевый и эффективный способ измерения тока, но использование амперметра в сварочных аппаратах тоже имеет свои особенности. В цепь добавляется не сам амперметр, а его резистор или шунт, при этом стрелочный индикатор должен параллельно подключаться к резистору или шунту. Если не соблюдать эту последовательность, прибор в лучшем случае просто не будет работать.
Вместо заключения
Регулирование сварочного тока на полуавтомате — это не так сложно, как может показаться на первый взгляд. Если вы обладаете минимальными знаниями в области электротехники, то сможете без проблем собрать своими силами регулятор тока для сварочного аппарата на тримисторах, сэкономив на покупке этого прибора в магазине. Самодельные регуляторы особенно важны для домашних мастеров, которые не готовы к дополнительным тратам на оборудование. Расскажите о своем опыте изготовления и использования регулятора тока в комментариях и делитесь этой статьей в своих социальных сетях. Желаем удачи в работе!
Источник: svarkaed.ru
Ремонт и доработки сварочных инверторов своими руками
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.

Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
 Схема работы сварочного инвертора
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
 Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.

Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.

В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.

Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Источник
Амперметр для сварочного инвертора своими руками
_________________
Мудрость приходит с возрастом, но иногда возраст приходит один.
Зарегистрируйтесь и получите два купона по 5$ каждый:https://jlcpcb.com/quote

Телекот  |
|||
Карма: 132 |
_________________ Последний раз редактировалось Телекот Чт ноя 06, 2014 14:55:42, всего редактировалось 1 раз. |
||
|
| Slabovik |
|||
Карма: 173 |
Выбирайте: 200A DC ammeter. Многие в комплекте с подходящим шунтом. Только нужно учесть пару вещей. Во-1, цифровому нужно своё питание в любом случае (обычно от 5 до 30 вольт, но я рекомендую ограничиться пределами 5-15). С выхода инвертора такое питание получать неудобно, с дежурки тоже, т.е. нужно дополнительно сварганить какой-нибудь маломощный преобразователь. Во-2, если выберете прибор, совмещающий амперметр и вольтметр (удобные, кстати), то вольтметр вам нужен на 90 или 100 вольт. Связано с тем, что х.х. у инверторов «болтается» обычно в районе 55 65 вольт, в зависимости от типа и экземпляра, а изредка и до 70, следовательно 60-вольтового вольтметра вам может просто не хватить. Стрелочному такие заморочки не нужны. |
||
|
| Amper36 |
_________________ В сегменте дискретных SiC MOSFET Wolfspeed на напряжение 650 В в массовое производство поступили новые изделия с сопротивлениями 25, 40 и 120 мОм. Третье поколение SiC MOSFET (C3MTM) — это широкий выбор транзисторов по сопротивлению открытого канала (Rds(on)), а также наименьшее среди аналогов сопротивление канала в дискретном выводном корпусе. |
|
| Slabovik |
|||
Карма: 173 |
1.7 раза дешевле за шт.
|
||
|

| Vasilii |
|||
Карма: 54 |
_________________
|
||
|

| Amper36 |
_________________
|
|
 ПРИСТ расширяет ассортимент
ПРИСТ расширяет ассортимент| Телекот |
|||||||||||||||||||||||||
Карма: 132 |
|
-

- Регистрация:
- 14.02.13
- Сообщения:
-
8
- Благодарности:
- 1
Bohdan1000
Участник
- Регистрация:
- 14.02.13
- Сообщения:
- 8
- Благодарности:
- 1
- Адрес:
- Львов
К Сварочному трасформатору подключить АмперметрРебят подскажите можна ли поставить амперметр для просмотра сварочного тока? И как ?
-
- Регистрация:
- 15.03.12
- Сообщения:
-
2.245
- Благодарности:
- 2.536
Joha1
Живу здесь
- Регистрация:
- 15.03.12
- Сообщения:
- 2.245
- Благодарности:
- 2.536
Если переменка, то скорее всего придётся с трансформатором тока, если постоянка, то стандартный шунт на 75 мВ и на нужный ток и к нему стрелочник на 75 мВ с нужной шкалой или если не будет с нужной шкалой, то её можно самому разметить.
-
- Регистрация:
- 05.10.11
- Сообщения:
-
1.974
- Благодарности:
- 3.237
tehsvar
Живу здесь
- Регистрация:
- 05.10.11
- Сообщения:
- 1.974
- Благодарности:
- 3.237
- Адрес:
- Нижний Новгород
Либо диодный мост, но потом калибровать надо.
-
- Регистрация:
- 14.09.11
- Сообщения:
-
24.962
- Благодарности:
- 30.400
Сергейб3
Наблюдатель
- Регистрация:
- 14.09.11
- Сообщения:
- 24.962
- Благодарности:
- 30.400
- Адрес:
- Россия, Белгород
Или подключить токовые клещи.
-
- Регистрация:
- 26.12.08
- Сообщения:
-
13.468
- Благодарности:
- 30.622
viktor50
Живу здесь
- Регистрация:
- 26.12.08
- Сообщения:
- 13.468
- Благодарности:
- 30.622
- Адрес:
- Москва
У меня на двух сварочниках (сварочники на постоянном токе с регулировкой тока на тиристорах) стоят амперметры, но ими практически не пользуешься, все равно нужно ток подбирать исходя из конкретных условий сварки. Я шунты делал так, берется нержавеющая труба (можно и железная) примерно 50-60 мм диаметром, отрезается кусок примерно 20-30 мм шириной, стенка 3-4мм, с противоположных сторон привариваются болты 10 мм диаметром и длинной мм 30, потом болгаркой прорезаются на трубе канавки с противоположных сторон, получается типа «синусоида». К болтам приворачиваются «вход» «выход» от любого силового провода и туда же тонкими проводами подключается микроамперметр на 100 или 200 мкА, в зависимости от того, какой максимальный ток будет у сварочника. Можно если есть микроомметр замерить сопротивление шунта (шунт меряется при отсоединенном микроамперметре) сопротивление должно быть примерно 0,002 ома. Или можно проще, берешь мультиметр или другой любой амперметр расчитанний на ток не меньше 20А, даешь ток в цепь примерно 20А и смотришь на показания контрольного и будущего амперметра, если показания микроамперметра меньше, чем показания контрольного амперметра (я на микроамперметре считаю 10 мкА=10А), то болгаркой увеличиваешь глубину вырезов (вырезов всего делаю штук 8, вначале не глубже середины кольца) пока показания не совпадут. Потом для уменьшения занимаемого размера шунт приплюскиваю в виде эллипса. Учтите, что шунт при большом токе греется иногда выше 100*, его нужно крепить на несгораемом изоляторе или просто подвесить, чтобы он ни к чему не касался.
-
- Регистрация:
- 13.09.13
- Сообщения:
-
10
- Благодарности:
- 4
Иваныч 52
Участник
- Регистрация:
- 13.09.13
- Сообщения:
- 10
- Благодарности:
- 4
- Адрес:
- Россия
-
- Регистрация:
- 24.03.17
- Сообщения:
-
3
- Благодарности:
- 0
Cheburdony
Новичок
- Регистрация:
- 24.03.17
- Сообщения:
- 3
- Благодарности:
- 0
А плату цифровой индикации подключить, есть у кого опыт? схема подключения?
-
- Регистрация:
- 05.10.11
- Сообщения:
-
1.974
- Благодарности:
- 3.237
tehsvar
Живу здесь
- Регистрация:
- 05.10.11
- Сообщения:
- 1.974
- Благодарности:
- 3.237
- Адрес:
- Нижний Новгород
Плюс 5 вольт и регулируемые 0-5 вольт от источника измерения.
-
- Регистрация:
- 31.08.11
- Сообщения:
-
7.525
- Благодарности:
- 5.883
aostspb
Живу здесь
- Регистрация:
- 31.08.11
- Сообщения:
- 7.525
- Благодарности:
- 5.883
- Адрес:
- Санкт-Петербург
Можно сделать еще проще: мерять со стороны питания 220V вот таким прибором.
-
- Регистрация:
- 31.01.09
- Сообщения:
-
599
- Благодарности:
- 529
Лёха
человек без статуса
Лёха
Заблокирован
человек без статуса
- Регистрация:
- 31.01.09
- Сообщения:
- 599
- Благодарности:
- 529
- Адрес:
- село Самбек
Полагаю простенькие токовые клещи будут проще и дешевле токового транса со стрелочником.
-
- Регистрация:
- 15.03.12
- Сообщения:
-
2.245
- Благодарности:
- 2.536
Joha1
Живу здесь
- Регистрация:
- 15.03.12
- Сообщения:
- 2.245
- Благодарности:
- 2.536
Для замера сварочника по сети делал по другому — подключал сварочник через диодный мост, внутрь моста ставил шунт и стрелочник, получалась линейная шкала
Вложения:





Говорят не нужен прибор тока
А что такое «прибор тока»? Амперметр на выходе или то что мы имеем в данном случае (показометр положения ручки регулятора тока) ? Если первое, то это неудобно для пользователя(хотя мне на почве прочитанного в этой теме пришла мысль о вынесении ж/к амперметра на стекло маски хамелеона по радиоканалу , так сказать показания в реальном времени.
А второй вариант … Ну не связано это с током напрямую , тем более в аппаратах такого класса. Я думаю, на разных аппаратах эти значение на дисплее могут процентов на 20 разниться , это в лучшем случае. Да и на одном аппарате, в зависимости от разных факторов, выдаются значения ооочень отдаленно напоминающие индикацию тока, о чем и пишет ТС.
Можно конечно в схеме поковыряться … Но тут надо на реализацию смотреть, и скорее всего. чтоб удовлетворить хоть какую-то потребность в точности, придется лепить совершенно новую схему…
Изменено пользователем ANGELJT