Перейти к навигации
Перейти к содержимому

Искать:
-
₽0 0 товаров
Опубликовано от ремфонд
Данное «Руководство по ремонту» предназначено для специалистов, связанных с эксплуатацией, обслуживанием и ремонтом двигателей ЯМЗ-236. Открыть
Категории товаров
8 (800) 101-77-36
8 (4852) 33-36-46
Свежие записи
- Руководство по ремонту двигателя ЯМЗ 236
- Немного о двигателе ЯМЗ 536
- Немного о двигателе ЯМЗ 534
- Техническое обслуживание двигателей ЯМЗ-650, ЯМЗ-6501, ЯМЗ-6502
- Блок цилиндров ЯМЗ 240
- Блок цилиндров ЯМЗ 238
- Блок цилиндров ЯМЗ 236
- Блок цилиндров ЯМЗ
- Дроны помогают роботам собирать фермерские камни
- Стартап заявил о повышении крутящего момента ДВС на 30% за счет небольшого изменения конструкции
Руководство по техническому обслуживанию и ремонту двигателей ЯМЗ-236, ЯМЗ-238 и их модификаций.
- Автор: —
- Издательство: Транспорт
- Год издания: 1974
- Страниц: 216
- Формат: DjVu
- Размер: 3,1 Mb
Руководство по эксплуатации двигателей ЯМЗ-236Б/236БЕ/236БЕ2/236Н/236НЕ/236НЕ2.
- Автор: —
- Издательство: ОАО Автодизель
- Год издания: 2008/2010
- Страниц: 350/392
- Формат: PDF
- Размер: 15,2 Mb
Руководство по эксплуатации двигателей ЯМЗ-236М2 и ЯМЗ-238М2.
- Автор: —
- Издательство: ОАО Автодизель
- Год издания: 2010
- Страниц: 172
- Формат: PDF
- Размер: 5,3 Mb
Руководство по эксплуатации двигателей ЯМЗ-238Б/238БЕ/238БЕ2*238Д/238ДЕ/238ДЕ2.
- Автор: —
- Издательство: ОАО Автодизель
- Год издания: 2007/2010
- Страниц: 332/354
- Формат: PDF
- Размер: 10,8 Mb

6,76 Мб
Двигатели ЯМЗ-238Б, ЯМЗ-238БЕ, ЯМЗ-238БЕ2, ЯМЗ-238Д,
Формат: pdf
-
Год:
2010
-
Страниц:
354
-
Язык:
русский
-
Размер:
6,76 Мб
-
Категории:
Двигатели ЯМЗ
3,52 Мб
Руководство по эксплуатации двигателей ЯМЗ-650, ЯМЗ-6501,
Формат: pdf
-
Год:
2008
-
Страниц:
113
-
Язык:
русский
-
Размер:
3,52 Мб
-
Категории:
Двигатели ЯМЗ
10,6 Мб
Руководство по эксплуатации двигателей ЯМЗ-7511.10,
Формат: pdf
-
Год:
2017
-
Страниц:
337
-
Язык:
русский
-
Размер:
10,6 Мб
-
Категории:
Двигатели ЯМЗ

3,05 Мб
Каталог запчастей дизельных двигателей ЯМЗ-7511.10,
Формат: pdf
-
Год:
2005
-
Страниц:
154
-
Язык:
русский, английский
-
Размер:
3,05 Мб
-
Категории:
Двигатели ЯМЗ

28,4 Мб
Руководство по ремонту двигателя ЯМЗ-651 Евро 4
Формат: pdf
-
Год:
2012
-
Страниц:
154
-
Язык:
русский
-
Размер:
28,4 Мб
-
Категории:
Двигатели ЯМЗ
6,4 Мб
Двигатели ЯМЗ-536, ЯМЗ-5361, ЯМЗ-5362, ЯМЗ-5363, ЯМЗ-5364:
Формат: pdf
-
Год:
2016
-
Страниц:
285
-
Язык:
русский
-
Размер:
6,4 Мб
-
Категории:
Двигатели ЯМЗ
3,85 Мб
Руководство по эксплуатации двигателей ЯМЗ-850.10,
Формат: pdf
-
Год:
2008
-
Страниц:
150
-
Язык:
русский
-
Размер:
3,85 Мб
-
Категории:
Двигатели ЯМЗ
6,8 Мб
Двигатели ЯМЗ-5340, ЯМЗ-5341, ЯМЗ-5342, ЯМЗ-5344:
Формат: pdf
-
Год:
2016
-
Страниц:
161
-
Язык:
русский
-
Размер:
6,8 Мб
-
Категории:
Двигатели ЯМЗ
9,47 Мб
Руководство по эксплуатации БелАЗ-7547 и его модификаций
Формат: pdf
-
Год:
2007
-
Страниц:
276
-
Язык:
русский
-
Размер:
9,47 Мб
-
Категории:
Двигатели ЯМЗ
13,5 Мб
Руководство по эксплуатации автогрейдеров ЧСДМ ДЗ-98В
Формат: pdf
-
Год:
2018
-
Страниц:
119
-
Язык:
русский
-
Размер:
13,5 Мб
-
Категории:
Двигатели ЯМЗ
2,93 Мб
Техническое обслуживание и ремонт однодисковых сцеплений с
Формат: pdf
-
Год:
2005
-
Страниц:
63
-
Язык:
русский
-
Размер:
2,93 Мб
-
Категории:
Двигатели ЯМЗ
1,66 Мб
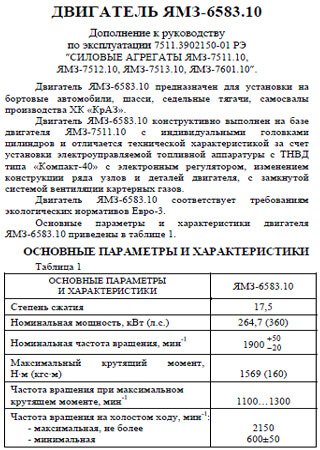
Руководство по эксплуатации двигателей ЯМЗ-6583.10
Формат: pdf
-
Год:
2012
-
Страниц:
57
-
Язык:
русский
-
Размер:
1,66 Мб
-
Категории:
Двигатели ЯМЗ
1,83 Мб
Руководство по эксплуатации двигателей ЯМЗ-6562.10 и
Формат: pdf
-
Год:
2012
-
Страниц:
68
-
Язык:
русский
-
Размер:
1,83 Мб
-
Категории:
Двигатели ЯМЗ
1,4 Мб
Руководство по эксплуатации двигателя ЯМЗ-6561.10
Формат: pdf
-
Год:
2012
-
Страниц:
46
-
Язык:
русский
-
Размер:
1,4 Мб
-
Категории:
Двигатели ЯМЗ
3,1 Мб
Ремонт двигателей ЯМЗ-236 и ЯМЗ-238
Формат: djvu
-
Год:
1974
-
Страниц:
216
-
Язык:
русский
-
Размер:
3,1 Мб
-
Категории:
Двигатели ЯМЗ
5,32 Мб
Руководство по эксплуатации двигателей ЯМЗ-236М2 и ЯМЗ-238М2
Формат: pdf
-
Год:
2010
-
Страниц:
172
-
Язык:
русский
-
Размер:
5,32 Мб
-
Категории:
Двигатели ЯМЗ
34,3 Мб
Устройство и ремонт двигателей ЯМЗ-7511.10, ЯМЗ-7512.10,
Формат: pdf
-
Год:
2007
-
Страниц:
329
-
Язык:
русский
-
Размер:
34,3 Мб
-
Категории:
Двигатели ЯМЗ

17 Мб
Руководство по ремонту двигателя ЯМЗ-650
Формат: pdf
-
Год:
2009
-
Страниц:
134
-
Язык:
русский
-
Размер:
17 Мб
-
Категории:
Двигатели ЯМЗ

5,1 Мб
Ремонт двигателей ЯМЗ-240, ЯМЗ-240Н и ЯМЗ-240Б
Формат: djvu
-
Год:
1978
-
Страниц:
311
-
Язык:
русский
-
Размер:
5,1 Мб
-
Категории:
Двигатели ЯМЗ
73 Мб
Каталог запчастей двигателей ЯМЗ-236, ЯМЗ-238, ЯМЗ-240 и их
Формат: exe
-
Год:
2009
-
Язык:
русский
-
Размер:
73 Мб
-
Категории:
Двигатели ЯМЗ
Каталог запчастей двигателей ЯМЗ-236, ЯМЗ-238, ЯМЗ-240, ЯМЗ-7511, ЯМЗ-7601, ЯМЗ-8401, ЯМЗ-8421, ЯМЗ-8424, ЯМЗ-850 и их модификаций дает представление о 32 различных модификациях дизелей, производимых ярославским предприятием.
1 2
РЕМОНТ ДВИГАТЕЛЕЙ ямз
УДК 621.436.004.67 Ремонт двигателей ЯМЗ. Чернышев Г. Д., Аршинов В. Д., С о з п н о в Г. И., Кротов В. М., Бесчастнов В. А. М., «Транспорт», 1974, 216 с. В книге приведены техническая характеристика и подробные рекомен- дации по ремонту двигателей ЯМЗ-236, ЯМЗ-238, ЯМЗ-238А, ЯМЗ-238Г, ЯМЗ-238И и ЯМЗ-238К, рассмотрена технология разборки, сборки двига- телей и дефектовки деталей, указаны допустимые износы и рекомендации по восстановлению деталей, приведены технические требования к отремон- тированным узлам, деталям и двигателям, даны режимы приработки и испытания двигателей, технические условия на приемку двигателей после ремонта п указания по эксплуатационной обкатке отремонтированного двигателя, приведены справочные данные по применяемым на двигателях сальникам, подшипникам качения и моментам затяжки резьбовых соедине- ний. Книга предназначена для инженерно-технических работников предприя- тий и организаций, занимающихся ремонтом двигателей ЯМЗ. Табл. 40, рис. 144. 31803-026 049(01)-74 26-74 Георгий Дмитриевич Чернышев, Виктор Дмитриевич Аршинов Геннадий Иванович Созинов, Вадим Михайлович Кротов, Вадим Александрович Бесчастнов РЕМОНТ ДВИГАТЕЛЕЙ ЯМЗ Редактор Б. И. Пустовалов Обложка художника А. А. Завьялова Технический редактор Р- А. Иванова Корректоры А. П. Новикова, О. М. Зверева Сдано в набор 18/VII 1974 г. Подписано к печати 7/Х 1974 г. Бумага бОХЭО’Аб типографская Me 2 Печатных листов 13,5 Учетно-изд. листов 16,56 Тираж 20 000 экз. Т 15 833 Изд. № 1—3—1/14 № 5446 Зак. тип. 1233. Цена 97 коп. Изд-во «ТРАНСПОРТ», Москва, Басманный туп., 6а. Московская типография № 8 Союзполиграфпрома при Государственном комитете Совета Министров СССР по делам издательств, полиграфии и книжной торговли. Хохловский пер., 7. © Издательство «Транспорт», 1974.
РЕМОНТ ДВИГАТЕЛЕЙ ямз МОСКВА «ТРАНСПОРТ» 1974
ОГЛАВЛЕНИЕ Предисловие......................................................... I. Разборка двигателя........................................... II. Кривошипно-шатунный и газораспределительный механизмы . . , . Блок цилиндров ............................................... Коленчатый вал ... ....................................... Головка цилиндров ............................................ Распределительный вал......................................... Шестерни привода агрегатов.................................... Толкатель .................................................... III. Система смазки............................................... Масляный насос................................................ Фильтр грубой очистки масла................................... Фильтр центробежной очистки масла............................. IV. Топливная аппаратура ........................................ Основные изменения конструкции и особенности работы топливной аппаратуры ................................................... Топливный насос высокого давления.......................... Привод топливного насоса...................................... Регулятор числа оборотов ..................................... Автоматическая муфта опережения впрыска....................... Топливоподкачивающий насос.................................... Форсунка...................................................... V. Система охлаждения........................................... Водяной насос ................................................ Вентилятор и его привод . . .........................; . . . VI. Электрооборудование . . , . ................................. Генераторы постоянного тока................................... Генераторы переменного тока................................... Замена генератора Г-270А генератором Г-1271................... Стартер ...................................................... VII. Сборка и испытание двигателя . ........................... . Технология сборки двигателя .................................. Приработка и испытание двигателя.............................. VIII. Сцепление..................................................... 3 5 13 13 19 39 46 53 54 56 56 62 64 67 67 70 80 101 105 105 109 ИЗ ИЗ 117 121 122 127 128 138 144 Конструктивные особенности сцеплений ЯМЗ......................144 Разборка сцепления .......................................... 149 Ремонт деталей сцепления .................................... 150 Сборка сцепления ............................................ 155 IX. Коробка передач..............................................157 Разборка коробки передач .................................... 160 Ремонт деталей коробки передач ............................. .166 Сборка и испытание коробки передач . . ..................... 173 X. Комплектация двигателя.......................................182 Приложение 1. Технические характеристики двигателей................187 Приложение 2. Размеры, зазоры и натяги в основных сопряжениях . . . 192 Приложение 3. Подшипники качения двигателей ЯМЗ-236 и ЯМЗ-238 . . 210 Приложение 4. Сальники резиноармированные..........................212 Приложение 5. Моменты затяжки резьбовых соединений .............213 Предметный указатель ..............................................214
I. РАЗБОРКА ДВИГАТЕЛЯ Хорошая организация разборки должна обеспечить сохранность и комплектность необезличиваемых деталей, минимальную затрату рабочего времени. Поэтому при разборке следует руководствовать- ся определенными положениями. Двигатель до поступления на ра- бочее место для разборки должен быть тщательно очищен от гря- зи и вымыт. Каждая операция разборки должна выполняться инструментами и приспособлениями, предусмотренными технологи- ческим процессом. Втулки, ролико- и шарикоподшипники должны выпрессовываться на прессе при помощи оправок или специальных съемников. Не разрешается нанесение ударов стальными молотками непо- средственно по выпрессовываемым деталям. Детали, соединенные сваркой или прессовой посадкой, разби- раются только в тех случаях, когда это вызывается условиями ре- монта. Вывертывать шпильки следует только тогда, когда это не- обходимо по условиям разборки агрегата пли узла, во время заме- ны шпильки п детали. При снятии отдельных деталей, узлов и агрегатов, а также при транспортировке не должно быть поломок и повреждений обрабо- танных поверхностей. Нельзя обезличивать пары деталей, которые устанавливаются на двигатель только комплектно: крышки корен- ных подшипников с блоком; шатуны с крышками шатунов; полови- ны средней опоры кулачкового вала топливного насоса высокого давления (ТНВД); детали плунжерных нар и нагнетательных кла- панов ТНВД; крышки со стороны привода и крышки осп рычага стартера; иглы распылителя форсунки; втулки и штоки подкачи- вающего насоса. Для транспортировки двигателя (рис. 1), снятия и установки его на автомобиль пли стенд для разборки рекомендуется использо- вать приспособление, изображенное на рис. 2. Четыре крюка этого приспособления зацепляются за четыре рым-болта, ввернутых в пе- редний и задний торцы обеих головок цилиндров. При транспорти- ровке двигателя ЯМЗ-238 переднее коромысло устанавливается з положение А, двигателя ЯМЗ-236--в положение Б. Кроме того, для транспортировки двигателя ЯМЗ-238 без коробки передач рым коромысла нужно установить в положение В, при транспортировке двигателя ЯМЗ-236 без коробки передач — в положение Г,-двига- теля ЯМЗ-238 с коробкой передач — в положение Д, двигателя ЯМЗ-236 с коробкой передач — в положение Е.
Рис. 1. Двигатель ЯМЗ-238: /— блок цилиндров; 2 — стартер, 3 — коробка передач: 4— выпускной коллектор; 5—голов- ка цилиндров; 6 — водяная труба; 7—воздушный фильтр; 8 — коробка термостата; 5 — фильтр тонкой очистки топлива; 10 — вентилятор; // — водяной насос Рис. 2. Универсальное приспособление для транспортировки двигателей: / — рым; 2 —рама; 3 — заднее коромысло; 4— кольцо; 5 — крюк; 6—ось стопорной пла- стины; 7— пружина; 8 — стопорная пластина; 9 —переднее коромысло; А, Б — положение коромысла; В, Г, Д, Е—положение рыма Порядок разборки. Перед разборкой двигатель временно уста- навливают на подставку, предохраняя поддон от повреждений, от- вертывают болты крепления картера сцепления, снимают коробку передач вместе с картером сцепления, поддерживая ее снизу, что- бы не повредить ведомые диски сцепления или ведущий вал короб- ки, отвертывают болты крепления кожуха сцепления к маховику и снимают нажимный диск с кожухом в сборе. Отворачивать болты 6
надо постепенно, ослабляя один за другим, так как в противном случае последние оставшиеся болты могут быть сорваны силой на- жимных пружин. Далее необходимо вынуть ведомый диск. У двух- дисковых сцеплений ЯМЗ-238К, ЯМЗ-238, ЯМЗ-236К следует снять также средний ведущий и передний ведомый диски. После этого необходимо расшплинтовать и отвернуть два стяж- ных болта 2 (рис. 3) крепления стартера, снять стартер 3, генера- тор и компрессор пневмотормозов, отвернув болты, снять крыль- чатку 10 (рис. 4) вентилятора, отвернуть стержень 17 и снять воз- Рис. 3. Поперечный разрез двигателя: / — блок цилиндров; 2 — стяжной болт крепления стартера; 3— стартер; 4 — поршень; 5 — штанга толкателя клапана; 6'—гильза цилиндра; 7—выпускной коллектор; 8— головка ци- линдров; 5 —форсунка; 10 — крышка головки цилиндров; 11— отводящая топливная трубка; /2 —трубка высокого давления; 13 — топливный насос высокого давления; 14 — воздушный фильтр; 15 — соединительный патрубок впускных коллекторов; /б — впускной кол лек юр; /7-болт крепления оси коромысла клапана; 18 — коромысло клапана; /Р —впускной кла- пан; 20 — гайка крепления головки цилиндров; 21 — толкатель клапана; 22 — распределитель- ный вал; 23 — заглушка блока цилиндров; 24 — шатун; 25 — коленчатый вал; 26 — дифферен- циальный клапан системы смазки; 27— поддон блока цилиндров; 28— масляный насос 7
душный фильтр 16, снять четыре боковые заглушки 23 (см. рис. 3) по две с правой п левой стороны. Установив двигатель на стенд (рис. 5) и закрепив его четырьмя фиксаторами, вводимыми в отверстия водяных каналов, необходи- мо вынуть указатель уровня масла; ослабить винты стяжных хо- мутиков, снять перепускную 14 (см. рис. 4) и соединительную 15 трубки водяных термостатов; снять соединительный патрубок 15 (см. рис. 3) впускных коллекторов и скобы крепления топливных Рис. 4. Продольный разрез двигателя ЯМЗ-236: / — масляный насос; 2 — шкив коленчатого вала; 3 — коленчатый вал; 4 — крышка шестерен распределения; 5 —упорный фланец распределительного вала; 6 — кронштейн передней опо- ры двигателя; 7 — шестерня привода ТНВД; 8—корпус привода вентилятора; 9 — вал при- вода ТНВД; 10—- крыльчатка вентилятора; // — верхняя крышка блока; 12— фильтр тонкой очистки топлива; /3 — полумуфта привода ТНВД; 14 — перепускная трубка водяных термо- статов; 15— соединительная трубка водяных термостатов; 16 — воздушный фильтр; 17 — стер- жень крепления воздушного фильтра; 18— топливный иасос высокого давления; 19 — толка- тель клапана; 20 — ось толкателей; 21 — распределительный вал: 22—маховик; 23 — блок цилиндров; 24 — болт крепления маховика; 25 — картер маховика; 26 — крышка коренного подшипника коленчатого вала 8
Рис. 5. Стенд для разборки и сборки двигателя Рис. 6. Воротки для снятия махо- вика трубок высокого давления; отсоединить трубки 12 и отводящую топ- ливную трубку 11, предварительно освободив ее от кляммера. Сняв крышки 10 головок цилиндров, необходимо отсоединить дренажные трубки форсунок, отвернуть гайки крепления скоб фор- сунок и снять форсунки Р; снять коромысла 18 с осями в сборе, вынуть штанги 5 толкателей; снять головки 8 цилиндров и их про- кладки. Выполнив указанные операции, повертывают двигатель на стен- де картером маховика вниз, снимают поддон 27, масляный насос 28 с дифференциальным клапаном 26 и трубками, замковые шайбы шатунных болтов (с 1973 г. замковые шайбы шатунных болтов не устанавливаются), вывертывают болты, снимают крышки шатунов, вынимают поршни 4 в сборе с шатунами 24, ставят крышки шату- нов на соответствующие шатуны, руководствуясь метками, нанесен- ными на заводе-изготовителе, и привертывают их болтами. Далее следует повернуть двигатель в рабочее положение, от- соединить трубки низкого давления, снять топливный фильтр 12 9
Рис. 7. Съемник шкива коленча- того вала: I — рукоятка; 2, 3 — винты; 4 — травер- са; 5 — пята; б —шкив; 7—коленчатый вал (см. рис. 4) тонкой очистки; снять топливный насос 18 высокого давле- ния в сборе с автоматической муф- той опережения впрыска и регуля- тором; отвернуть гайку крепления полумуфты на валу ведомой шестер- ни привода топливного насоса, снять полумуфту 13 вместе с шайбой по- лумуфты, выпрессовать из вала 9 шпонку; снять фильтры грубой и центробежной очистки масла и ма- ховик 22. Для снятия маховика ре- комендуется применять два воротка 1 (рис. 6), которые ввертываются в специальные отверстия с резьбой М12Х1.75 до упора в коленчатый вал 2. Во избежание перекоса махо- вика 3 воротки необходимо вверты- вать одновременно. Затем снимают картер маховика 25 (см. рис. 4), боковину шкива водяного насоса и ремень привода водяного насоса; отвернув болт крепления шкива коленчатого вала, съемником, изображенным на рис. 7, снимают шкив 2 (см. рис. 4) и выпрессовывают шпонку из коленчатого вала. После этого необ- Рис. 8. Подвеска для транспортировки коленчатого вала: / — траверса; 2 — щека; 3 — штанга; 4 — полоса; 5 — гайка, с правой резьбой; 6 — винт; 7 — барашек; 8 — крюк; 9 — латунная пластина; 10— штифт; II— втулка; 12—виит; 13— на- правляющая ось; 14 — подвижная втулка; 15 — шайба; 16 — гайка с левой резьбой 10
ходпмо снять кронштейн 6 передней опоры двигателя, верхнюю крышку 11 блока, привод 8 вентилятора, крышку 4 шестерен распределения в сборе с водяным насосом. Выполнив указанные операции, требуется повернуть двигатель на стенде картерной частью вверх, рас- шплинтовать и вывернуть болты крепления крышек коренных под- шипников, снять крышки 26, вынуть коленчатый вал 3 из блока цилинд- ров, пользуясь специальной подвес- кой (рис. 8), предохраняя шейки вала от повреждений; вынуть вкла- дыши и упорные полукольца из опор и крышек коренных подшипников, поставить крышки коренных под- шипников на своп места, руководст- вуясь метками; вывернуть болты крепления упорного фланца 5 (см. рис. 4) распределительного вала, отогнув предварительно замковые шайбы; вынуть распределительный вал 21 в сборе с шестернями; вы- прессовать, начиная с задней, оси 20 толкателей и снять толкатели 19 и дистанционные втулки толкателей. В заключение повертывают дви- гатель на стенде картерной частью вниз, вывертывают болты крепления упорного фланца ведомой шестерни Рис. 9. Приспособление для из- влечения гильзы из блока ци- линдров привода топливного насоса, отогнув предварительно стопорные шайбы, извлекают шестерню 7 (см. рис. 4) в сборе с валом 9 и под- шипниками, а также все гильзы цилиндров. Гильзы из блока ци- линдров извлекают при помощи приспособления, изображенного на рис. 9. Приспособление вводят во внутреннюю полость гильзы, надевают плечики упорной пластины 1 на нижний торец гильзы 2, надевают втулки 6 на шпильки 5 блока 3 цилиндров и, наворачивая за ручки гайку 7 на винт 4, извлекают гильзу из блока цилиндров. После разборки двигателя очищают все сопрягаемые поверхно- сти от остатков прокладок и грязи и тщательно промывают де- тали. Очистка и мойка деталей. Детали двигателя рекомендуется про- мывать в моечной установке непрерывного действия. Детали поме- щаются на ленту транспортера или на подвеску подвесного кон- вейера, пропущенного через моечную машину. В качестве моющего средства на Ярославском моторном заводе используются раство- ры, указанные в табл. 1. 11
Таблица I Компоненты Количество компонента на 1 л волы, г Раствор 1 Раствор 2 Раствор 3 Раствор 4 Моющее вещество ОП-7 пли ОП-Ю 0,1—0,3 0,3—0,5 0,1—0,3 1—2 ГОСТ 8433—57 Стекло натриевое жидкое .— 12—15 — 15—20 ГОСТ 13078—67 Сода кальцинированная ГОСТ 5100—54 10—15 8—10 .—- — Нитрит натрия ГОСТ 6194—69 2—3 2—3 —— — Трппатрипфосфат ГОСТ 201—58 -— -— 4—6 — Примечания. Раствор 1 применяется для удаления с деталей из чугуна и стали стружки, металлической пыли, следов абразива, полировочной пасты, солей моющих и ох- лаждающих жидкостей, пыли, пятен и брызг масла. Раствор 2 служит для очистки деталей из стали, чугуна, бронзы и ее сплавов от на- гара, сплошной масляной пленки, пыли и грязи. Раствор 3 используется для смывания с деталей из сплавов алюминия солей моющих и охлаждающих жидкостей, пыли, следов пота и жира от пальцев рук; этот же раствор служит для повторных промывок деталей из стали и чугуна. Раствор 4 применяется для удаления с деталей из бронзы и ее сплавов солей охлаж- дающих жидкостей, металлической пыли, пятен и брызг масла. Детали промывают при температуре раствора 60—80° С. Нагар и смолистые отложения, оставшиеся после обработки в моечной машине, рекомендуется удалять косточковой крошкой или ультразвуковым методом. Для обезжиривания и мойки точных де- талей (детали топливной аппаратуры, подшипники качения, клапа- ны системы смазки) следует применять чистый бензин, керосин или дизельное топливо. Мойка прецизионных деталей производится в отдельных ванночках, при этом тщательно оберегаются от повреж- дений рабочие поверхности деталей. Браться незащищенными ру- ками за рабочие поверхности прецизионных деталей не рекомен- дуется, так как в местах соприкосновения возможно появление коррозии. Масляные каналы блока цилиндров, коленчатого вала, шатунов и других деталей после мойки должны быть прочищены металлическими ершами и продуты сжатым воздухом. Детали, поступающие на сборку в законсервированном виде, на участке мойки подвергаются расконсервации: деталь погружают в ванну с маслом, нагретым до температуры 85—95° С. После рас- консервации детали обезжиривают щелочным раствором. Закон- сервированный топливный насос высокого давления протирают сна- ружи салфетками, смоченными в бензине или дизельном топливе, до полного снятия консервирующей смазки, а затем прокачивают его на специальном стенде обезвоженным профильтрованным ди- зельным топливом, нагретым до температуры 30—40° С. Форсунки расконсервируют путем прокачивания на стенде про- фильтрованным дизельным топливом, сделав 20—30 впрысков. Рас- консервацию прецизионных пар (распылитель, плунжерная пара) производят в профильтрованном бензине, перемещая одну деталь относительно другой. Операцию повторяют сначала в чистом бен- зине, а затем в профильтрованном дизельном топливе. 12
II. КРИВОШИПНО-ШАТУННЫЙ И ГАЗОРАСПРЕДЕЛИТЕЛЬНЫЙ МЕХАНИЗМЫ После очистки и мойки детали и узлы двигателя подвергаются контролю и дефектовке. Внешним осмотром проверяется отсутствие забоин, трещин, ско- лов, повреждений резьбовых отверстий, качество поверхностей тру- щихся деталей. Размеры, а также правильность геометрической формы деталей проверяются универсальным или специальным мерительным ин- струментом. Блок цилиндров Осмотром блока цилиндров убеждаются в отсутствии в нем тре- щин, пробоин и кавитационного разрушения нижних посадочных поясов цилиндров, в наличии всех крышек коренных опор коленча- того вала и в удовлетворительном состоянии поверхностей под вкладыши подшипников коленчатого вала (поверхность Д на рис. 10). Кавитационное разрушение нижних поясов цилиндров в виде грубой шероховатости и неглубоких выемок, распространив- шихся не ниже 205 мм от привалочной плоскости под головку ци- линдров, допустимо — блоки цилиндров считаются годными. Если кавитационное разрушение распространилось ниже 205 мм от верх- ней привалочной плоскости, блок цилиндров ремонтируют поста- новкой ремонтной втулки. Блок 1 (рис. 11) растачивают и запрес- совывают втулку 2, изготовленную из чугуна СЧ 15-32. После за- прессовки втулку растачивают до диаметра 151+0-04 мм. Биение обработанной поверхности по отношению к поверхности А не долж- но превышать 0,02 мм. Несовпадение общей оси поверхности А и ремонтной втулки 2 с осью поверхностей Д (см. рис. 10) не должно превышать 0,15 мм. Если на блоке цилиндров отсутствует хотя бы одна крышка под- шипника коленчатого вала, блок к дальнейшему использованию непригоден. Царапины на поверхности Д следует исправлять запайкой их припоем ПОС-40 с последующей тщательной за- чисткой. При отсутствии перечисленных дефектов блок цилиндров про- веряют на герметичность водяных полостей (при установленных гильзах с резиновыми кольцами) и водяных каналов под давлени- ем 4 кгс/см2 в течение 2—3 мин и масляных каналов под давлени- ем 12 кгс/см2 в течение 2—3 мин. Перед опрессовкой масляные каналы прочищают стальными ершами и промывают. После опрессовки проверяют состояние и геометрические раз- меры поверхностей Д под вкладыши подшипников коленчатого ва- 13
ла и Д\ во втулках распределительного вала. Для нового блока цилиндров диаметр Д\ отверстий должен быть равен 54+0’03 мм, овальность и конусность не превышать 0,015 мм, диаметр — 116+0’021 мм, причем несоосность всех промежуточных поверхностей относительно общей оси крайних допускается не более 0,0125 мм. Диаметр Д} допускается без ремонта не более 54,04 мм при оваль- ности и конусности не более 0,02 мм, а диаметр Д—в пределах 115,99—116,03 мм при условии, что среднее арифметическое диамет- ров в двух взаимно перпендикулярных плоскостях находится в пределах 116,00—116,021 мм. Несоосность поверхностей Д следует проверять скалкой диаметром 115,98+0’01 мм, которая должна сво- бодно проходить через все гнезда под коренные подшипники колен- чатого вала. Проверку диаметров и несоосность поверхностей Д производят после затяжки болтов крепления крышек коренных подшипников коленчатого вала (момент 30—32 кгс-м). Если диа- метр или несоосность поверхностей Д больше допустимых величин, необходимо снять все крышки опор коленчатого вала, прошлифо- вать их опорные поверхности А до размера 119~°’07 мм от нижней плоскости В (см. рис. 10) крышки, обеспечив параллельность меж- ду поверхностями Л и В в пределах 0,05 мм, установить крышки на 14
Рис, 11. Ремонтная втулка блока под гильзу цилиндра Рис. 12. Ремонтная втулка распредели- тельного вала: а — передняя; б — для остальных опор вала (недостающие размеры см. в поз. а) свои места в блоке и затянуть их болтами. Порядок затяжки: сна- чала затягивают средние болты (момент затяжки 20—25 кгс-м), затем крайние (тот же момент); далее поочередно затягивают ди- намометрическим ключом средние и крайние болты (момент 30—• 32 кгс-м). После этого гнезда под вкладыши подшипников коленчатого вала растачивают до диаметра 116+0-021 мм, обеспечив чистоту по- верхностей Д 7 и несоосЗность отдельных гнезд Д не более 0,0125 мм. Расстояние между осями гнезд под подшипники коленчатого вала и отверстий под втулки распределительного вала должно быть равно 167,608+0,06 мм. Если диаметр, конусность или овальность гнезд Д во втулках превышают допустимые величины, втулки подлежат замене новы- ми, изготовленными в соответствии с рис. 12 с последующей обра- боткой их до чистоты V7. Это же необходимо сделать и при ком- плектации двигателя распределительным валом с ремонтными раз- мерами опорных шеек. Диаметр (см. рис. 10) выбирается в соответствии с табл. 2. Овальность и конусность внутреннего диаметра втулок распре- делительного вала не должна превышать 0,015 мм, несоосность — 0,02 мм, биение наружного и внутреннего диаметров допускается не более 0,02 мм. Втулки следует изготавливать из бронзы ОЦС 5-5-5 (ГОСТ 613—50). Ослабление посадки втулок распределитель- ного вала в отверстии блока цилиндров вызывает необходимость выпрессовки втулки, расточки отверстия до диаметра 69+0’03 мм и установки втулки с наружным диаметром 69+о,о9 мм. При запрес- совке втулок следует обеспечить совпадение отверстий для подво- да масла во втулках с соответствующими каналами в блоке. 15
Таблица 2 Т а б л и ц а 3 Размер Номиналь- ный диаметр втулки, мм Допусти- мый диаметр, мм, не более Маркировка Основной 54+о,оз 54,04 — 1-й ремонтный 53,7+0-03 53,74 Р1 2-й » 53,5+°,03 53,54 Р2 3-й » 53,3+0.03 53,34 РЗ Резьба Диаметр свер- ления иод ввертыш, мм Резьба иод ввертыш М8 10,4 М12Х 1,75 тугая М8 И,1 К ‘А" мю 14,1 М16Х2 тугая мю 14,6 К 7s" MI2 16,1 1М18Х2 тугая М14 18,1 М20Х2 » В зависимости от размера внутреннего диаметра втулок после ремонта наносится клеймо на поверхности Б (см. рис. 10) блока цилиндров согласно табл. 2. При ослаблении посадки шпилек крепления головки цилиндров или срыве в блоке более двух ниток требуется нарезание резьбы и установка шпилек ремонтного размера. Для этого рассверливают отверстие под шпильку до диаметра 16,3 мм на глубину 88 мм и нарезают резьбу М18Х2 на глубину 75 мм от привалочной плоско- сти головки цилиндров. Срыв или износ резьбы в отверстиях под болты крепления кры- шек коренных подшипников требует нарезания ремонтной резьбы М20 и рассверливания отверстий в крышках. Диаметр сверления под ремонтную резьбу М20 кл. 2— 17,4 мм, глубина сверления 70 и 90 мм, глубина нарезки 55 и 75 мм соответственно для внутрен- них и наружных отверстий. Отверстия в крышках коренных под- шипников обрабатывают до диаметра 20,6 мм. При срыве более двух ниток или износе резьбы крепления агре- гатов, узлов или отдельных деталей к блоку цилиндров рекомен- дуется постановка ввертышей. Ввертыши должны быть установле- ны заподлицо с поверхностями, в которые они ввернуты, и надеж- но застопорены. Размеры ввертышей приведены в табл. 3. Верхняя крышка блока подлежит замене при наличии в ней трещин, пробоин, изломов. В случае повреждения верхней и ниж- ней привалочных плоскостей допускается их фрезерование с чисто- той не ниже V4 на глубину дефекта, но не более чем на 1 мм. Не- плоскостность нижней привалочной плоскости допустима не более 0,1 мм, а верхней плоскости не более 0,06 мм на всей длине. Ис- правление поврежденной резьбы производится постановкой ввер- тышей (см. табл. 3). Крышка шестерен распределения 1 (рис. 13) подлежит замене при наличии трещин, пробоин, изломов. При отсутствии указанных дефектов проверяют плотность посадки маслоотражателя 2. Мас- лоотражатель заменяют, если ослаблена его посадка. Особое внимание обращают на состояние поверхностей А, при- легающих к блоку цилиндров в зоне отверстий водяного канала. 16
При коррозионном разрушении водяного канала необходимо заде- лать его эпоксидной смолой следующего состава (в весовых час- тях) : Эпоксидная смола ЭД-5 ВТУ-М-688-56 ................. 100 Пластификатор — дпбутплфталат ГОСТ 3863—47 . . 10—15 Отвердитель—• полиэтиленполпампн ВТУ № П-10-57 . 10 Наполнитель — алюминиевая пудра...................... 15 Двуокись титана................................... 40'—55 Цемент ........................................... 40—65 После затвердения смолы поверхность тщательно зачищают за- подлицо с основной поверхностью. Дефекты на привалочных поверхностях и сквозное разрушение исправляют заваркой. Поврежденную резьбу исправляют поста- новкой ввертышей (см. табл. 3). Исправление резьбы М10Х1.5 для крепления корпуса привода вентилятора производится постановкой Рис. 13. Крышка шестерен распределе- ния: 1 — крышка шестерен распределения; 2 — мас- лоотражатель Рис. 14. Картер маховика: 7 — картер маховика; 2—маслоотража- тель; 3 — стрелка-указатель; 4 — крышка люка 17
Таблица 4 Деталь А ДА или Б ДА А или В АААА или Г Е Ж Г пльза Поршень 130,00— 130,01 129,gO- 129,81 130,01— 130,02 129,81— 129,82 130,02— 130,03 129,82— 129,83 130,03— 130,04 129,83- 129,84 130,04— 130,05 129,84— 129,85 130,05— 130,06 129,85— 129,86 ввертыша К 3/8", при этом основная плоскость резьбы должна быть утоплена на 4 мм. Картер маховика подлежит замене, если в нем обнаружены тре- щины, пробоины или изломы. Трещину на перемычке А (рис. 14) разрешается заваривать твердым припоем. При ослаблении посад- ки маслоотражателя 2 последний необходимо заменить. Допускает- ся ремонтировать поврежденную резьбу М.12 для крепления карте- ра сцепления постановкой ввертышей (см. табл. 3) с последующей зачисткой поверхности и нарезанием новой резьбы. Исправление разрешается только в случае, если резьба повреждена не более чем в двух отверстиях, расположенных не менее чем через два исправ- ных отверстия. Кроме того, размер между наружным диаметром резьбы под резьбовую пробку и кромкой детали (размер Н) дол- жен быть не менее 3 мм. Гильзы цилиндров по наименьшему внутреннему диаметру ци- линдра, а поршень по наибольшему наружному диаметру юбки (в мм) делятся на следующие шесть размерных групп, обозначаемых индексами А, Б, В, Г, Е и Ж на верхнем торце гильзы и на днище поршня (см. табл. 4). Гильза и поршень при сборке комплектуются только из одних размерных групп. Минимальный зазор между поверхностью гиль- зы и юбкой поршня в холодном состоянии находится в пределах 0,19—0,21 мм. Снятые с двигателя поршни в комплекте с шатунами разбирают при помощи специальных приспособлений. Сначала приспособле- ние, изображенное на рис. 15, надевают на поршневое кольцо 1, губки 2 вводят в замок кольца, сжимая рукоятки 3 приспособления, разводят замок кольца до упора в обойму 4 приспособления и сни- мают приспособление с поршня вместе с кольцом. Обойма приспо- собления должна ограничивать расширение кольца до диаметра 142,5 мм. Затем при помощи щипцов (рис. 16) сжимают пружинные стопорные кольца поршневого пальца и вынимают их. Далее пор- шень нагревают в масляной ванне при температуре масла 80— 100° С в течение не менее 10 мин и легко удаляют из бобышек поршня. Во время капитального ремонта двигателя, отработавшего пер- вичный ресурс, гильзы цилиндров, поршни и поршневые пальцы должны быть заменены новыми. Гильзы и поршни должны быть 18
одной размерной группы для каждого отдельно взя- того цилиндра, но в разных цилиндрах гильзы с порш- нями допускаются разных размерных групп. Поршневые пальцы не сортируются на размерные группы, поэтому они могут быть установлены в любые поршни и шатуны. Поршне- вой палец заменяется при наличии грубых рисок, за- диров, наволакивания метал- ла, прижогах, а также если наружный диаметр его ме- нее 49,97 мм, овальность и конусность превышают 0,015 мм. Коленчатый вал Коленчатый вал перед ре- монтом тщательно промыва- ют, обезжиривают и прочи- щают его масляные каналы. Заглушки полостей шатун- ных шеек (рис. 17) пробива- ют металлическим стерж- нем и молотком внутрь по- лости и затем извлекают их. Места А от предыдущей рас- креповки внутри полости за- чищают шабером или раз- верткой. Масляные полости про- чищают стальными ершами, промывают и продувают сжатым воздухом. После промывки колен- чатый вал тщательно осмат- ривают и проверяют на от- сутствие трещин на магнит- ном дефектоскопе в продоль- ном магнитном поле при си- ле намагничивающего тока 1000+50 А и концентрации ферромагнитного порошка в суспензии 25—30 г/л. Для контроля на отсутствие тре- Рпс. 15. Приспособление для снятия и наде- вания поршневых колец Рис. 16. Щипцы для снятия и установки сто- порного кольца поршневого пальца Рис. 17. Заглушки полостей шатунных шеек: а — на двигателях выпуска до 1967 г.; б — на двигателях выпуска с февраля 1967 г. 19
щин используют водную магнитную суспензию следующего состава (г на 1 л воды) Сода кальцинированная ГОСТ 5100—64 ................... 10 Хромпик кальциевый технический ГОСТ 2652—48 ... 5 Эмульгатор ОП-7 пли ОП-10 ТУ МХП 3553—53 .... 5 Магнитный порошок-крокус МРТУ 6—14—74—68 ... 25 Глицерин ГОСТ 6259—52 ................ ... 5 Емкость бачка дефектоскопа для магнитной суспензии должна быть 50—60 л. Непосредственно перед контролем в магнитную сус- пензию добавляется 200 г магнитного порошка, а суспензия тща- тельно перемешивается. В процессе использования магнитной сус- пензии ее необходимо периодически обогащать магнитным порош- ком— ежесменно добавлять 5 г порошка в расчете на 1 л суспензии. Суспензия должна содержаться в чистоте, загрязнения ее жирами и нефтепродуктами (маслом, керосином и др.) недопустимы. За- мена суспензии должна производиться по мере ее загрязнения, но не реже 1 раза в неделю. При проверке все контролируемые поверхности вала поливают суспензией в течение не менее 30 с. Через 10 с после окончания по- ливки намагничивающий ток выключают. При наличии трещин и других дефектов магнитный порошок откладывается на проверяе- мой поверхности в виде рисок или полос. Продольные волосовины и мелкие единичные неметаллические включения допускаются: на шейках под шкив, передний сальник, передний противовес и шестерню не более трех длиной не более 3 мм на каждой шейке носка; на шейке под задний сальник и ма- ховик не более четырех длиной не более 4 мм без выхода на торец задней коренной шейки под упорный подшипник; на коренных шейках не более трех длиной не более 3 мм на расстоянии от тор- цов каждой коренной шейки не менее 12 мм и от масляных каналов не менее 13 мм. Не допускаются дефекты на шатунных шейках, иа галтелях шеек, на поверхностях масляных каналов, и неметаллические вклю- чения и волосовины, расположенные под углом более 20° к оси вала. При наличии трещин, превышающих указанные по количест- ву или размерам, следует определить их глубину путем расшлифо- ванпя бормашинкой и обезжириванием с последующим контролем вала иа магнитном дефектоскопе. Неглубокие трещины и волосови- ны выводят последующей перешлифовкой на ближайший ремонт- ный размер. Мелкие трещины в местах раззенковки смазочных ка- налов коренных и шатунных шеек выводят местной разделкой отверстий радиусом до 3 мм, не превышающем 5 мм от кромки от- верстия с сохранением плавных переходов поверхностей. Вал под- лежит замене, если трещину или волосовину не удается вывести перешлифовкой на ремонтный размер. Коленчатые валы с прижженными шейками проверяют на маг- нитном дефектоскопе только после шлифовки шеек на ремонтные размеры с обязательной проверкой твердости шеек. Твердость шеек должна быть в пределах HRC 45—62. 20
Таблица 5 Параметр Номинальный размер, мм Допустимый без ремонта размер, мм Диаметр коренной шейки (при но- Ю5_ 0015 104,965 мпнальном размере 105 мм) То же, 1-й ремонтный 1о4,/50_ОС)15 104,715 » 2-й » Ю4,500_оо15 104,465 » 3-й » 104,250_о,о15 104,215 » 4-п » Ю4—0,015 103,965 » 5-и » 103,750_оо15 103,715 » 6-и » ЮЗ,500_оо15 103,465 Диаметр коренной шейки (при но- НО—0,015 109,965 мпналыюм размере 110 мм) То же, 1-й ремонтный 109, /а0_0 015 109,715 » 2-й » Ю9,500_о,о15 109,465 » 3-й » 109,250(jjil5 109,215 » 4-й » Ю9,000_о 015 108,965 » 5-й » Ю8,750_0;015 108,715 » 6-й » 108,500_о 015 108,465 Диаметр шатунной шейки (при но- 85—о,о15 84,965 ыипальном размере 85 мм) То же, 1-й ремонтный 84,/oU_0C)15 84,715 » 2-й » 84,500_о 015 84,465 » 3-й » 84,250„0!015 84,215 » 4-й » 84,000_оо15 83,965 » 5-й » 83,750—0 015 83,715 » 6-й » 83,500_ОО15 83,465 Диаметр шатунной шейки (при но- минальном размере 88 мм) 88,°00-о,015 87,965 То же, 1-й ремонтный 87,750_OiO15 87,715 » 2-й » 87,500_оо15 87,465 » 3-й » 87-250_о,О15 87,215 » 4-й » 87,000_о,о15 86,965 » 5-й » 86,750—0 015 86,715 » 6-й » 86,500—0 015 86,465 Диаметр шейки вала под шкив сг л+ 0,035 Эи+0.01б 50,016 Допускаются продоль- ные риски, царапины Диаметр шейки вала под передний *7 т +0, 055 71,035 противовес Допускаются продоль- ные риски, царапины Диаметр шейки вала под шестерню '79+0,055 <z + 0,035 72,035 Допускаются продоль- ные риски, царапины 21
Продолжение табл. 5 Параметр Номинальный размер, мм Допустимый без ремонта размер, мм Ширина шпоночных пазов под шкив, передний противовес и шестер- 1 п-0.015 1и-0,065 10,020 ню 56+0,10 Расстояние между торцами задней коренной шейки под упорный под- 56,140 шипник То же, 1-й ремонтный 56,О4+о,1° 56,180 » 2-й » 56,О8+о,1° 56,220 » 3-й » 56,12+0’10 56,260 » 4-й » 56,16+0,1° 56,300 » 5-й » 56,2ОО+0’10 56,340 » 6-й » 56,24О+0’10 56,360 Биение промежуточных коренных шеек относительно крайних 0,05 0,08 Диаметр шейки под передний саль- 64_0,2 63,500 НИК Диаметр шейки под задний сальник i 40+0,014 139,600 Расстояние от заднего торца по- следней коренной шейки до заднего торца вала 47-0,17 46,200 Диаметр гнезда под подшипник ко- робки передач 52—о,оз 52,03 После осмотра и проверки на магнитном дефектоскопе колен- чатый вал промывают и проверяют диаметры коренных и шатунных шеек, диаметры шеек под шкив, передний противовес, шестерню, передний и задний сальники, ширину задней коренной шейки и шпоночных пазов, диаметр гнезда под подшипник ведущего вала коробки передач в заднем конце коленчатого вала. Диаметр корен- ных шеек двигателя ЯМЗ-236 с № 155701, а двигателя ЯМЗ-238 с № 142100 был увеличен с 105—0,015 мм до 110_o,ois мм, а диаметр ша- тунных шеек двигателя ЯМЗ-236 с № 123021, а двигателя ЯМЗ-238 с № 91050 был увеличен с 85_0;015 мм до 88 o.oi5 мм. Номинальные и допустимые без ремонта вала размеры приве- дены в табл. 5. При взносах, превышающих допустимые, шейки под шкив, пе- редний сальник, шестерню, задний сальник необходимо восстанав- ливать методом хромирования с последующей обработкой до номи- нальных размеров. Если шпоночные пазы разбиты и выходят за допустимые преде- лы, необходимо прорезать новый шпоночный паз согласно рис. 18. При фрезеровании шпоночного паза несимметричность шпоночной канавки относительно диаметральной плоскости вала не должна превышать 0,12 мм, а относительно плоскости первого кривошипа коленчатого вала должна быть не более 0°30'. В ремонтный шпо- 22
Рис. 18. Размеры ремонтных шпоночных канавок коленчатого вала ночный паз следует устанавливать ремонтную шпонку, изображен- ную на рис. 19, изготовленную из стали 35 ГОСТ 1050—60 и зака- ленную до твердости IIRC 40—50. Заусенцы и острые кромки на шпонках не допускаются. Прижоги, задиры, оплавления или трещины на коренных и ша- тунных шейках должны быть удалены перешлифовкой этих шеек на ремонтные размеры. Радиусы галтелей необходимо обеспечить в пределах 6_0,5 мм и полировать их до чистоты V 9. Проверку ра- диусов галтелей производят шаблонами согласно рис. 20. Галтели, выполненные с подрезами в, г и д, не допускаются. Во время пере- шлифовки коренных и шатунных шеек надо выдержать линейные размеры, указанные в табл. 6 и 7, от переднего торца задней корен- ной шейки до задних торцов коренных и шатунных шеек (рис. 21). При перешлифовке торцов задней коренной шейки припуск не- обходимо снимать симметрично с каждого торца. Несоответствие линейных размеров данному ремонтному размеру шеек допускает- ся, но сокращается общий ресурс вала. Перешлифованные валы не должны иметь отклонения от правильной геометрической формы более: 0,06 мм по биению средних коренных шеек относительно край- них; при большем биении допускается правка под прессом; 0,03 мм по разности биений соседних коренных шеек; 0,02 мм по биению торцов шатунной шейки относительно оси шатунной шейки; 0,02 мм по биению торцов задней коренной шейки относительно общей оси крайних коренных шеек; 0,015 мм по непараллельное™ осей коренных шеек относительно общей оси крайних коренных шеек; 0,03 мм по непараллельное™ оси шатунных шеек относительно обшей оси крайних коренных шеек; 0,015 мм по овальности, конус- ности, вогнутости и бочкообраз- 4132-QJ7 Рис. 19. Ремонтная шпонка ности коренных и шатунных ше- 23
Таблица 6 24 Размеры коленчатого вала двигателя Я М3-236, мм Расстояние ца рис. 21, а номинальный 1-й ремонтный 2-й ремонтный 3-й ремонтный 4-й ремонтный 5-й ремонтный 6-й ремонтный ц 548,95 пч —и, о 548,91_о,5 548,87_0,5 548,83_05 548,79_05 548,75 „Б 548,71_0.6 430,45_0,5 430,41 .. —’0,0 430,37_о5 430,33 —V, о 430,29 „е 430,25_о5 430,21_о5 L3 343,95-^ 343,91_0>5 343,87_о>5 343,83_об 343,79_0,5 343,75_о 5 343,71 _05 230,45_0,5 23О,41_о>5 230,37 23О,33_о>5 230,29_0,5 230,25_О5 230,21 0’5 £5 143,95—0,5 143,91_015 143,87 пч ' —и,о 143,83_05 I43,79-0,5 143,75_05 143,71_0’5 Le 3°.5-0,5 ЗО,46_о,б ЗО,42_о>5 3°,38—0,5 30>34—0,5 зо,зо_0>5 30,26_о5 L1 8з+о,к 83,О4+0’14 83,О8+0'14 82,12+0’14 83,16+0’14 83,20+о’14 83,24+0,14 56+°,20 56,О4+0’20 56,О8+0’20 56,12+0’20 56,16+0>20 56,2О+0’20 56,24+0’20 Таблица 7 Расстояние на рис. 21, б Размеры коленчатого вала двигателя ЯМЗ-238, мм номинальный 1-й ремонтный 2-й ремонтный 3-й ремонтный 4-й ремонтный 5-й ремонтный €-й ремонтный £1 753,95^0;Б 753,91_0>5 753,87_о,5 753,83_о,5 753,79 0)5 753,75 pg 753,71 о 5 £2 Ьй5,4й_0,5 635,41_0j5 635,37_0,5 635,33—о s 635,29 os 635,25 о ч 635,21 о’4 Lz 548,95—0,5 548,91-0>5 548,87_0,5 548,83-о 5 548,79 о’5 548,75 д’5 548,71 p’s ц 43Э,45_0,5 435,41-0,5 435,37_о с 435,33_о 5 435,29 о,5 435,25 q 5 435,21 о’5 L& 348,95 Пч ’ ~и,о 348,91 348,87_о,5 348,83_о,5 348,79 о,5 348,75 348,71 0’5 23б,4э_0,5 235,41 оч 235,37_о,5 235,33-о,5 235,29 о 5 235,25 о’5 235,21 о’ч £7 148,95_о>5 148,91_о,Б 148,87_о . 148,83_о,5 148,79 о’5 !48,75 о’5 !48,71 о’5 £й 35,5_ о,5 35,4б_0,5 35,42_oi5 35,38—о,5 35,34-o,s 35,30 0 5 35.26 0'5 19 8з+°,14 83,О4+0’14 83,08+о’14 83,12+0’14 83,16+0’14 83,20+°’14 83,24+0’14 £10 56+0,20 56,О4+°>20 56,О8+0,20 56,12+0’20 56,16+0>20 56,2О+0’20 56,24+0’20
Рис. 20. Схема проверки радиусов галтелей шеек коленчатого вала: а, б — радиусы выполнены правильно; в, г, д — радиусы с подрезом; е — ра- диус меньше допустимого; М, Б — шаб- лоны радиусами 5,5 и 6 мм Рис. 21. Размеры шеек коленчатого вала: а — двигателя ЯМЗ-236; б — двигателя ЯМЗ-238
Рис. 22. Кромка масляного канала коленчатого вала Рис. 23. Втулка шейки под перед- ний сальник коленчатого вала Рис. 24. Отверстия для штифтов крепления маховика ек; допускается ослабление диамет- ров шатунных шеек до 0,014 мм в зонах масляных каналов на ширине 12 мм на всей длине шейки; 0,12 мм по радиусу кривошипа. Чистота обработки поверхностей должна быть не ниже: для коренных шеек, шатунных шеек и радиусов галтелей V9; для торцов коренных п шатунных шеек V7; для шеек под передний и задний сальники V10; для шеек под шкив, противовес и шестерню V7. Острые кромки масляных кана- лов коренных п шатунных шеек после каждой перешлифовки шеек на ремонтные размеры обрабатыва- ют и полируют согласно рис. 22. При этом от осн отверстия на радиусе 10 мм допускается ослабление диа- метра коренной шейки на 0,005 мм. На шейке под передний сальник допускается устанавливать ремонт- ную втулку, изготовленную в соот- ветствии с рис. 23 из стали 15ХГНТА ГОСТ 4543—61 и цементированную на глубину 0,9—1,2 мм до HRC 58—64. Неперпендикулярность тор- ца Т относительно поверхности Д не должна превышать 0,05 мм. После перешлифовки валов на ремонтные размеры к номеру дета- ли, расположенному на щеке вала, следует нанести клейма, указанные в табл. 8. Допускается шлифование корен- ных и шатунных шеек на разные ре- монтные размеры, но для одного вала все коренные шейки, так же как и все шатунные, должны быть одной размерной группы. Например, при шлифовании вала на пятый ремонтный размер по шатунным шейкам третий ремонтный размер по коренным шейкам с перешлифов- кой задней коренной шейки по ши- рине на второй ремонтный раз- мер вал должен иметь клеймо РШ5К32. 26
Таблица 8 Размер Прн ремонте коренных шеек При ремонте только шатун- ных шеек При ремонте коренных и ша- тунных шеек и ширине задней коренной шейки По диаметру По ширине задней корен- ной шейки Номинальный Клеймо не наносится 1-й ремонтный РК1 РКП РШ1 РШ1К11 2-й » РК2 РК21 РШ2 РШ2К21 3-й » РКЗ РК32 РШЗ РШЗК32 4-й » РК4 РК42 РШ4 РШ4К42 5-й » РКЗ РК53 РШ5 РШ5К53 6-й » РК6 РК63 РШ6 РШ6К63 Категорически запрещается перешлифовка валов с номиналь- ным диаметром коренных шеек 110 мм на диаметр 105 мм, а шатун- ных шеек 88 мм на диаметр 85 мм, так как перешлифовка валов с увеличенными диаметрами коренных и шатунных шеек на умень- шенные диаметры приведет к появлению мпкротрещин, деформации вала, уменьшению термообработанного слоя и, следовательно, к со- кращению срока службы вала. Допускается ремонт изношенных шеек (кроме коренных и шатунных) методом хромирования. Ослабление посадки штифтов крепления маховика в отверстиях заднего торца коленчатого вала требует дообработки отверстий вала согласно рис. 24. Плоскость, проходящая через оси отверстия Д3 и поверхности Д[, должна совпасть с плоскостью переднего криво- шипа; отклонение не должно превышать 0°10'; непараллелыюсть осей отверстий Дг и Дя по отношению к обшей оси крайних корен- ных шеек допускается не более 0,05 мм,а сами отверстия Д% и Д? должны быть расположены с точностью 0,025 мм. Ремонтные штиф- ты изготавливают в соответствии с рис. 25 из стали 45 по ГОСТ 1050—60 и закаливают до твердости HRC 30—37. Поверхности Д и Д\ должны быть концентрпчны; допускается отклонение не более 0,005 мм. Состояние резьбы в переднем конце коленчатого вала проверя- ют калибром М24Х2 кл. 3. Допустимо ослабление не более четырех 27
Рис. 27. Варианты правильного (а) и неправильного (б) расположения наварки для контровки болтов крепления противовесов витков от захода резьбы. В случае повреждения резьбы разрешается рассверлить отверстие, нарезать резьбу М27Х2 кл. 2 и установить ремонтный болт. Болт вытачивают из стали 35 и на длине 16 мм закаливают до твердости HRC 44—52 (резьбу предохраняют). Резьбу М68Х2 на переднем конце коленчатого вала проверяют калибром М68Х2 кл. 3. На заднем торце вала резьбу проверяют калибром М16Х1,5 кл. 3. Допускается ослабление до шести виткоз резьбы М16Х1,5 не более чем в трех отверстиях, расположенных через одно. При ослаблении посадки противовеса необходимо подтянуть болты их крепления, предварительно удалив бормашинкой контро- вочную сварку болтов. Повреждение опорного торца не допускает- ся. В случае необходимости болт крепления противовеса можно за- менить новым, изготовленным из стали 40ХН2МА по ГОСТ 4543—61 в соответствии с рис. 26. Болт следует закалить и отпустить до твер- дости HRC 25—32. Болт должен иметь чистоту резьбы V 5, средний диаметр резьбы 15,153—15,276 мм, внутренний — не более 14,626 мм, наружный—16,010—16,250 мм, биение опорного торца головки болта относительно оси •— не более 0,08 мм, биение диаметра голов- ки болта относительно оси резьбы — не более 0,15 мм. На поверх- ности опорного торца головки и стержне болта подрезы, волосови- ны, забоины, окалины и другие дефекты не допускаются. Ремонт- ный болт на верхнем торце головки маркируют буквой Р. Под ремонтный болт необходимо нарезать новую резьбу. Сред- ний диаметр резьбы должен быть 15,276—15,356 мм, внутренний — 14,626—14,876 мм, наружный — не менее 16,250 мм. Рядом с ослаб- ленными отверстиями на торце щеки вала следует поставить клей- мо Р. Болты крепления противовесов следует затянуть (момент за- тяжки 18—20 кгс-м) и законтрить наваркой бобышки на противо- вес, как показано на рис. 27. Изношенное выше нормы гнездо под передний подшипник ве- дущего вала коробки передач растачивают до диаметра 60+0’03 мм на глубину 20 мм, выдерживая соосность этого отверстия с общей осью крайних коренных шеек, допустимое биение не более 0,10 мм и чистоту обработки V 5. В гнездо запрессовывают до упора втул- 28
ку, изготовленную из стали 50Г, 45 или 35 согласно рис. 28, обраба- тывают ее до диаметра 52_о>оз мм и снимают фаску 2,5x60°. При перешлифовке коленча- тых валов на ремонтные размеры перебалансировка коленчатых ва- лов не требуется. Передний противовес коленча- того вала. При ремонте коленча- того вала проверяют диаметр по- садочного отверстия в переднем противовесе и ширину шпоночно- го паза. Допустимый диаметр по- садочного отверстия должен быть не более 71,03 мм. В отверстии допускаются продольные риски и царапины. Если ширина шпоноч- ного паза окажется больше 10,075 мм, то ее необходимо уве- личить до размера 12^одго мм. Допустимо смещение шпоночного паза с диаметральной плоскости отверстия не более 0,12 мм. Для этого паза должна быть изготов- лена ремонтная шпонка (рис. 29) из стали 35 ГОСТ 1050—60 и за- калена до твердости HRC 40—50. Рабочие повер?;ностп зубьев шестерни коленчатого вала про- веряются в соответствии с указа- ниями в разделе «Шестерни при- вода агрегатов». Диаметр отвер- стия шестерни должен быть не более 72,035 мм, а ширина шпо- ночного паза—не более 10,075 мм. В посадочном отверстии шестерни допускаются продольные риски и царапины. Шкив коленчатого вала. Вели- чина износа конических поверхно- стей ручьев шкива проверяется замером размеров Д\ и Д% (рис. 30) по роликам диаметром 14,7 + ±0,02 мм. Для шкива двигателя ЯМЗ-236 допускаются минималь- ные размеры Д1==172 мм, Д2 = = 180 мм, двигателя ЯМЗ-238 — Д\ = 154 мм, Д2= 169 мм. Диаметр Рис. 28. Ремонтная втулка под под- шипник ведущего вала коробки пере- дач Рис. 29. Ремонтная шпонка Рис. 30. Шкив коленчатого вала 29
Таблица 9 Размер Диаметр коренных шеек, мм Толщина коренного вкладыша в сред- ней части, мм Диаметр шатун- ных шеек, мм Толщина шатун- ного вкладыша в средней части, мм Коленчатый вал старой конструкции Номинальный 105,00_о015 O,ovu_0i049 85,ОО_оо15 д ODO-0,028 1-й ремонтный 104,75_0015 S 69 S—0,048 o,oza_0)055 84 >78—0,015 a iOS—0,038 4,1ZO_0)C45 2-й » 104,50_0(n5 S 7S0—0,048 0,055 84,5O_oO15 4 9S0—0,088 3-й » 1О4,25_о>о15 к —0,048 O,6/O_0,055 84 >2^—0,015 4 47S-°>038 4,0/0-0,045 4-й » 1°4>оо_ 0>М5 6 000—0,048 o,O55 84.oo_0>015 4 SOO-0,088 4,auu_0>045 5-й » Ю3,75_0015 6 12S—0,048 °, iZJ—0,055 83,75_00i5 4 R9S—°»038 4,02Э„0(045 6-й » 1ОЗ,5О_о 015 6 9S0—0,048 O,zau_ o?o55 83,50—0015 4 7 SO-0,038 0,045 Коленчатый вал новой конструкции Номинальный по,оо_ОО15 Ч ООО-0,048 0,055 88,00—0 015 9 SOO “0,038 _O1O45 1-й ремонтный 109,75_0>015 о i or-—0,048 «5, 0,055 87 >78—0,015 9 69S—0,038 z,ozo_0>045 2-й » 1О9,5О_оо15 о or о—0,048 0,055 87>80—0,015 о 7SO—0,038 z,zou—0.045 3-й » 109,25—0 015 Q oyr—0,048 ^ZO-0,055 87 >28—o,oi5 9 —0,038 z,oz^—0,045 4-й » 1О9,ОО_со15 3 SOO-0 048 0,055 87>00-0,015 з.оооД’^ 5-й » 1О8,75_о()15 q cor—0,048 0,055 86,75_o()15 о 19^—0,038 й, AZo‘_0>045 6-й » 108,50_oo15 4 7S0—0,048 0,055 86,50—0 015 q ore—-0,038 '=>,zou__0j045 отверстия под шейку коленчатого вала должен быть не более 50,04 мм; допускаются продольные риски и царапины. Износ шпоночного паза допускается до 10,15 мм. Если ширина шпоночного паза окажется больше указанной, то необходимо его обработать до размера 12^о,О2о мм путем симметричного снятия припуска с обеих сторон. Ремонтная шпонка должна быть изготов- лена согласно рис. 29. Вкладыши подшипников коленчатого вала при капитальном ре- монте двигателя подлежат 100% замене. Новые вкладыши уста- навливаются в соответствии с табл. 9. Номер ремонтного размера вкладыша должен соответствовать номеру ремонтного размера со- ответствующей шейки коленчатого вала. Клеймо ремонтного раз- мера наносится на тыльной стороне вкладыша недалеко от стыка. Полукольца упорного подшипника коленчатого вала в связи с увеличением диаметра коренных шеек коленчатого вала с 105 до 30
Рис. 31. Полукольцо упорного подшипника коленчатого вала 110 мм потеряли взаимозаменяемость. Поэтому, если при ремонте двигателя коленчатый вал с диаметром коренных шеек 105 мм бу- дет заменяться валом диаметром ПО мм, на полукольцах необходи- мо увеличить фаску. Размер от наружной поверхности Д полукольца до фаски 8,5-0j36 мм (сечение Б — Б на рис. 31). В запасные час- ти поставляются измененные полукольца, которые можно устанав- ливать на любой двигатель. Полукольца подлежат замене при их износе до толщины менее 7,35 мм. Если задняя коренная шейка коленчатого вала перешлифована по ширине на ремонтный размер, устанавливаются полукольца ремонтного размера. Номи- нальные и предельно допустимые размеры ремонтных полуколец, приведены в табл. 10. Полукольца изготавливаются из бронзы ОЦС 5-5-5 ГОСТ 613—65 твердостью не менее 70, несимметричность паза относитель- но диаметральной плоскости поверхности Д, перпендикулярной об- щей плоскости стыков, допускается не более 0,25 мм, неплоскост- ность поверхностей ГД и П2 не более 0,03 мм на работавших полу- кольцах и не более 0,02 мм на новых. Заусенцы не допускаются» края притупляются фаской или радиусом 0,3 мм. Шатун тщательно промывают, обезжиривают, прочищают масля- ные каналы и проверяют на отсутствие трещин на магнитном дефек- тоскопе в магнитном поле при силе тока 800 А. Методика проверки изложена выше. При наличии трещин шатун подлежит замене. При отсутствии трещин проверяют геометрические параметры шатуна. Состояние резьбы иод шатунные болты проверяют калибром-проб- кой М16Х1.5 кл. 2. 31
Таблица 10 Номер ремонта Номинальная толщина В полукольца, мм Обозначение Предельно допустимая толщина полукольца, мм 1 7 С54— 0,023 1 ’° —0,045 236-1005183-В-Р1 7,3 2 7 —0,023 z 0,045 236-1005183-В-Р2 7,4 3 7 69—0,023 1 ’UZ^0,045 236-1005183-B-P3 7,4 Величина износа втулки верхней головки шатуна определяется индикаторным нутромером. Внутренний диаметр втулки допуска- ется без ремонта до 50,08 мм. Если этот диаметр окажется больше, втулку необходимо выпрессовать и проверить внутренний диаметр отверстия верхней головки шатуна (под втулку), который должен быть не более 56,04 мм. Проверку производят при ослаблении по- садки и провороте втулки. Новую втулку запрессовывают с натягом 0,05—0,12 мм, предусмотрев припуск на обработку втулки по внут- реннему диаметру. Внутренний диаметр нижней головки шатуна проверяется после контрольной затяжки шатунных болтов (момент затяжки 17— 19 кгс-м). Предельно допустимый диаметр—до 92,98—93,05 мм, если среднее арифметическое диаметров в плоскости стыка и сече- нии, перпендикулярном стыку, не выходит за пределы 93,00— 93,021 мм. Ширина нижней кривошипной головки допускается до 41,1 мм. Если ширина нижней головки меньше указанной величины, шатун для дальнейшей установки на двигатель непригоден. Непараллельность осей отверстий верхней и нижней головок шатуна (изгиб) без ремонта допускается не более 0,08 мм на дли- не 100 мм, а отклонение осей указанных отерстий от положения в одной плоскости (скручивание) —не более 0,1 мм на длине 100 мм. Если непараллельность и скручивание осей верхней и нижней го- ловок шатуна выше допустимых, необходимо установить новую втулку в отверстие верхней головки и вновь ее расточить до диа- метра 5О+о.о41 мм, обеспечив отклонение от параллельности осей не более 0,04 мм на длине 100 мм, положение осей в одной плоско- сти в пределах 0,04 мм на длине 100 мм и расстояние между осями 265±0,03 мм. Правка шатуна не допускается. Допускается лишь ис- правление погнутых шатунов с отклонением от прямолинейности не более 1,0 мм подрезкой торцов верхней головки симметрично с обе- их сторон. При ремонте шатуна категорически запрещается установка крышки с другого шатуна; комплектность проверяют по меткам спаренностп. После окончания ремонта шатуна на одном из торцов верхней головки наносят клеймо соответствующего ремонта Р1, Р2, ..., и т. д. 32
На шатунных болтах про- веряют состояние резьбы ка- либром М16Х1,5кл. 3. При несоответствии резьбы пли на- личии трещин болты бракуют. Перед установкой болтов их смазывают графитовой смаз- кой. Затяжку начинают с длин- ного болта. Одновременно с конструк- тивным увеличением диамет- ров шатунных шеек коленча- тых валов с 85 на 88 мм анну- лирована канавка в нижней го- ловке шатуна (рис. 32). В свя- зи с этим его взаимозаменяе- мость потеряна и помер шатуна 236-1004045-АЗ изменен на 236-1004045-Б. При установке в двигатель шатуна новой кон- струкции в комплекте с колен- чатым валом старой конструк- ции, у которого номинальный диаметр шатунных шеек 85 мм, необходимо в толстостенном шатунном вкладыше сделать дополнительное отверстие Б согласно рис. 33. В настоящее время вкладыши в запасные части поставляются с учетом указанного изменения. Маховик. На двигателях ЯМЗ-236 с № 59816 (февраль 1967 г.), а на двигателях ЯМЗ-238 с № 35980 (июнь 1967 г.) грязесборники в ша- тунных шейках коленчатых ва- лов уменьшены с диаметра 35 до 30 мм (см. рис. 17). На ва- лах с уменьшенными диаметра- ми грязесборников с номера 236-1005015-В, 236-1005015-Г, 236-1005015-Д, 236-1005015-Е, 236 1005015-В-БРш (-Г-БРш; Д-БРш, -Е-БРш), 236-1005015- В-БРк (Г-БРк, -Д-БРк, -Е-БРк) 236-1005015-В-БРшк, (-Г-БРшк, -Д-БРшк, -Е-БРшк), 238-1005015-Б (-В-Г), 238-1005015-Б (-В-Г), 238-1005015-БРш (-В-БРш, -Г-БРш), 238-1005015-Б-БРк (-В-БРк, -Г-БРк), 238-1005015-Б-БРшк -Г-БРк), 238 1005015-Б-БРшк 2—1233 Рис. 33. Вкладыш шатунного подшип- ника: А — старое отверстие: £> — повое отверстие 3?
(-В-БРшк, -Г-БРшк) изменены направление и величина дисбалан- са, поэтому они невзаимозаменяемы с валами прежней конструкции соответственно 236-1005015-В; 236-1005015-Б-БРш, 236-1005015-Б- -БРк, 236-1005015-Б-БРшк; 238 1005015; 238-1005015-БРш; 238-1005015-БРк; 238-1005015-БРшк. В связи с этим на коленчатые валы с диаметром грязесборни- ков 30 мм устанавливаются новые маховики 236-1005115-Г, 236- 1005115-Д, 236-1005115-Е, 238-1005115-Г и 238-1005115-Д, невзапмо- заменяемые с маховиками соответственно 236-1005115-Б, 236- 1005115-В и 238-1005115-В, устанавливавшимися на валы старой конструкции с диаметром грязесборников 35 мм. На старый коленчатый вал двигателя ЯМЗ-236 устанавливают в зависимости от модели сцепления один из маховиков старой кон- струкции: маховик 236-1005115-В с однодисковым сцеплением ЯМЗ-236 с периферийными пружинами и демпфером; маховик 236- 1005115-Б с однодисковым сцеплением ЯМЗ-236Б с центральной конической пружиной. Маховики новой конструкции для комплек- тации со сцеплениями ЯМЗ-236 и ЯМЗ-236Б требуют сверления до- полнительных отверстий для изменения величины дисбаланса. Ма- ховик 236-1005115-Г, обработанный согласно рис. 34, можно исполь- зовать как маховик 236-1005115-Б, а маховик 236-1005115-Д, обработанный согласно рис. 35, как маховик 236-1005115-В. На новые коленчатые валы двигателя ЯМЗ-236 с диаметром гря- зесборников 30 мм устанавливают в зависимости от модели сцепле- ния один из маховиков новой конструкции: маховик 236-1005115-Г с однодисковым сцеплением ЯМЗ-236Б с центральной конической пружиной, маховик 236-1005115-Д с однодисковым сцеплением ЯМЗ-236 с периферийными пружинами, маховик 236-1005115-Е с двухдисковым сцеплением ЯМЗ-236К с периферийными пружинами и демпфером. Можно устанавливать маховики старой конструкции с дообработкой: маховик 236-1005115-В дорабатывают в маховик 236-1005115-Д согласно рис. 36; маховик 236-1005115-Б •—в маховик 236-1005115-Г согласно рис. 37. На старый коленчатый вал двигателя ЯМЗ-238 при использо- вании двухдискового сцепления ЯМЗ-238К без демпфера в ведомых дисках устанавливают маховик 238-1005115-В старой конструкции либо маховик 238-1005115-Д новой конструкции с доработкой в соответствии с рис. 38 в маховик 238-1005115-В. На коленчатые валы с диаметром грязесборников 30 мм двига- телей ЯМЗ-238 устанавливают один из маховиков новой конструк- ции в зависимости от модели сцепления: маховик 238-1005115-Д с двухдисковым сцеплением ЯМЗ-238К с периферийными пружи- нами без демпфера; маховик 238-1005115-Г с двухдисковым сцепле- нием ЯМЗ-238 с демпфером в ведомых дисках. Можно устанавли- вать маховик 238-1005115-В старой конструкции с доработкой по рис. 39 в маховик 238-1005115-Д. В связи с тем что на новых коленчатых валах изменены направ- ление и величина дисбаланса, передние противовесы коленчатых валов старой и новой конструкции невзаимозаменяемы: на валы с 34
2 отВ (920 сВерлип на глубину 19мм с учетом Вер- шины конуса, сВерла Ось, при ходя щия через центр поверх- ности. А и. центр отверстия Б Uurppti Z Выби- та со стороны плоскости под сцепление Рис. 34. Эгкнз маховика 236-1005115-Г для установки на старый коленчатый вал двигателя ЯМЗ-236 со сцеплением ЯМЗ-236Б ZomB. <PZO сберлить на глубину 30,5мм с учетом Вер- шины конуса сВерла ЗотВфЯО сверят на глубину 18,5 мм с учетом Вершины конуса . Цифра Z Выбито со стороны плас кости под сцеп- ление - 3 отВ <Р20 сберлить на глуби ну 26 мм с учетом Вершины конуса сВерла Рис. 35. Эскиз маховика 236-1005115-Д для установки на старый коленчатый вал двигателя ЯМЗ-236 со сцеплением ЯМЗ-236 Ось, проходящая через центр поверхности А и центр отверстия Ь 2*
Ось, проходящая через центр поверх- ности. А и центр поверхности Б Рис. 36. Эскиз маховика 236-1005115-В для установки на новый коленчатый вал двигателя ЯМЗ-236 со сцеплением ЯМЗ-236 на глубину Z6мм с учетом вершины конуса, сверла Циорра Z выби di та со стороны плоскости под сцепление 3 отв в>20 свер- лить па. 18,Smm с вершины конуса. глубину учетом сверла. 2отВФ20 сверлить на глубину 30Sмм с учетом вер- шины конуса сверла Рис. 37. Эскиз маховика 236-1005115-Б для установки на новый коленчатый вал двигателя ЯМЗ-236 со сцеплением ЯМЗ-236Б Ось, проходящая через центр поверхности А и центр отверстия Б Цифра 2 выви- \ \ та со стироны А\ плоскости Л" под сцепление 2отв. @20 сверлить на глубину is мм с учетом вершины конуса, сверла
Цисрра 2 Выбита, си стироны плос- кости под сцепление Ось, проходящая че- рез центр поверх- , ности А и центр отверстия Б 2 отв Ф20 свер- лить на глубину 16,5мм с учетам вершины конуса, сверла Рис. 38. Эскиз маховика 238-1005115-Д для установки на старый коленчатый вал двигателя ЯМЗ-238 Ж115-Д 2отв.<р20 сверлить на глубину 12,5мм с учетам верши- ны конуса сверла Ось, проходящая через центр поверхности А и центр отверстия Б Цисрра 2 вывита со стороны плоско- сти под сцепление 2 отв. Ф20 сверлить на глубину 12,5 мм с учетом вершины конуса сверла 2 отв. ф20 свер- лить на глу- бину 16,5 мм с учетом вершины конуса сверла Рис. 39. Эскиз маховика 238-1005115-В для установки вала на двигатель ЯМЗ-238 измененного коленчатого
Рис. 40. Маховик: а —для работы с однодисковым сцеплением; б — для работы с двухдисковым сцеплением 8,00 i 0,01 грязесборниками диаметром 35 мм устанавливаются проти- вовесы 236-1005026Б для дви- гателя ЯМЗ-236 и 238- 1005026-Б для двигателя ЯМЗ- 238. Заглушка 313923-П на валах с грязесборником диа- метром 35 мм заменена заглуш- кой 313933-П на валах с грязе- сборниками диаметром 30 мм. Маховики проверяют на от- сутствие трещин на поверхно- сти, сопрягаемой с накладками сцепления. Маховики с трещи- нами на рабочей поверхности шириной более 0,5 мм и со сквозными трещинами ремонту не подлежат и отбраковывают- ся. Маховики с радиальными несквозными трещинами шири- ной менее 0,5 мм и сеткой тре- щин от прижогов, расположен- ных в разных направлениях от- дельными пятнами, ремонтиру- ют. При ремонте протачивают рабочую поверхность Т (рис. 40) маховика диаметром 410 мм на глубину не более 2 мм до чистоты V6 и обраба- тывают приваленную поверх- ность 73 на размер А до чисто- ты V5. Для однодискового сцепления ЯМЗ-236 размер Л равен 37+0,1 мм, для двухдпе- кового ЯМЗ-238К—72±0,1 мм; для двухдисковых ЯМЗ-236К и ЯМЗ-238 — 78+0,1 мм. После ремонта па поверхно- сти Т допускаются: не более пяти раковин шириной не более 2 мм на расстоянии между ни- ми не менее 3 мм; радиальные, несквозпые видимые трещины шириной до 0,4 мм, незначительная сетка растрескивания в разных направлениях, а также скоп- ление мелких точечных раковин на суммарной площади не бо- лее 500 мм2. При обработке поверхностей Т и Т3 необходимо обеспечить их параллельность поверхности Tt в пределах 0,02 мм на дли- не 100 мм. 38
Кроме того, следует проверить величину износа отверстий под установочные штифты, диаметр их должен быть не более 22,04 мм. Зубчатый венец маховика. Проверяют состояние рабочей поверх- ности зубьев. Задиры, забоины п заусенцы на зубьях зачищают. Из- нос зубьев 1 (рис. 41) проверяют калибром. Размер Н от поверх- ности посадочного диаметра до верхней точки ролика 2 диаметром 8,00±0,01 мм должен быть не менее 36,65 мм. Головка цилиндров Перед ремонтом головку цилиндров разбирают. Отвернув гай- ки, снимают водяные трубы. Из каждой водяной трубы вывертывают четыре болта крепления крышек термостатов и извлекают тер- мостаты для проверки. Затем отвертывают гайки крепления впуск- ных и выпускных коллекторов, снимают коллекторы и устанавлива- ют головку цилиндров приваленной плоскостью на чистый стол, обеспечивая сохранность плоскости от повреждения и царапин. При помощи приспособления (рис. 42) снимают клапаны. Для этого сле- дует: ввернуть винт 1 приспособления в отверстие под болт креп- Рис. 42. Приспособление для установки клапанов: 1—упорный винт; 2 — нажимная тарелка; 3 — рукоятка 39
ления оси коромысла; нажимая на рукоятку 3, сжать пружины и вынуть сухари крепления та- релки пружины; снять тарелку пружин с втулкой, наружную и внутреннюю пружины и шайбу пружин. Переставляя приспо- собление, снимают пружины со всех клапанов. После этого необходимо повернуть головку, вынуть клапаны, очистить го- ловку от нагара, промыть и проверить на герметичность во- дой под давлением 4 кгс/см2. Трещины, изломы п пробоины не допускаются. Допускаются лишь мелкие трещины на при- валенной поверхности между отверстиями под распылитель форсунки и клапаны, не захва- тывающие рабочей фаски впускного клапана и не нарушающие герметичность. При капитальном ремонте двигателя уплотнительные кольца стаканов подлежат замене. После выпрессовки стакана осматрива- ют отверстие под стакан и в случае плохого прилегания медной уплотнительной шайбы торец подрезают перпендикулярно оси от- верстия под стакан, причем расстояние от торца гнезда под стакан до привалочной поверхности головки должно быть не менее 14,7 мм. После замены стакана форсунки (момент затяжки гайки 9— 11 кгс-м) головку вновь проверяют на герметичность. Если голов- ка цилиндров находится в удовлетворительном состоянии, то нуж- но проверить неплоскостность поверхности прилегания к блоку ци- линдров; состояние рабочих поверхностей седел клапнов; износ ра- бочих фасок седел клапанов; износ поверхностей направляющих втулок клапанов; состояние резьбы шпилек крепления выпускных коллекторов, водяных труб и форсунок, а в случае замены шпилек и состояние резьбы под шпильки. Головки блока допускаются к сборке без ремонта, если неплос- костность поверхности, прилегающей к блоку, не более 0,1 мм на всей длине и не более 0,05 на длине 100 мм; если ширина рабочей фаски седла впускного клапана составляет 2,0—2,8 мм, выпускно- го— 1,5—2,3 мм; утопание впускного клапана относительно нижней плоскости головки цилиндров — не более 2,2 мм, а выпускного — не более 2,7 мм; если диаметр внутренних поверхностей направляющих втулок клапанов — не более 12,060 мм и если в резьбе для шпилек не более двух сорванных ниток. Превышение перечисленных по- грешностей влечет к необходимости ремонта головки. Неплоскост- ность поверхности, прилегающей к блоку, исправляют шлифованием: обеспечивают неплоскостность не более 0,02 мм на длине 100 и 40
Рис. 44. Обработка седел клапанов: я —зенкер; б — седло впускного клапана; в — седло выпускного клапана 0,05 мм на всей длине и высоту головки Н (рис. 43) до кольцевого ребра не менее 131,5 мм; номинальный размер Я=132_О,26 мм. Фаску седла при наличии вмятины или рисок на рабочей поверх- ности седла восстанавливают зенкерованием или шлифовкой, обе- спечивая минимально необходимый съем металла до получения чистой поверхности фаски седла. Режущий инструмент должен иметь фиксацию по внутреннему диаметру направляющей втулки 2 клапана для обеспечения соосности фаски и внутреннего диаметра направляющей втулки клапана в пределах 0,025 мм (биение 0,05 мм). Предельное утопание тарелки нового клапана от плоско- сти головки при отремонтированных фасках седла головки допуска- ется 2,5 мм для впускного клапана и 3,0 мм для выпускного кла- пана. Для сохранения силы затяжки клапанных пружин под нижнюю тарелку пружин необходимо подложить регулировочную шайбу внешним диаметром 43,5-0,s мм и внутренним диаметром 1мм. Толщина h шайбы определяется по формуле для впускного клапана й=(А—1,3), мм, для выпускного клапана h = (А-—1,8), мм, где А — фактическая величина утопания тарелки клапана от плоскости го- ловки, замеренная после ремонта фаски седла. Седло впускного клапана фрезеруют тремя зенкерами. Снача- ла рабочую фаску зенкером с углом 120° до получения чистой ров- ной поверхности, затем нижнюю кромку рабочей фаски зенкером с углом 150°, выдерживая начало рабочей фаски в пределах 0 54,9± ±0,7 мм (рис. 44, б), и, наконец, верхнюю кромку фаски зенкером с углом 60° до получения ширины Г рабочей фаски 2,0—2,5 мм. Риски и незначительная выработка на седлах выпускных клапанов устраняются шлифованием седел и последующей притиркой кла- панов. При наличии прогара, трещин, раковин и других дефектов, не- устранимых шлифованием, седло необходимо заменить. 41
Рис. 45. Ремонтное седло впускного клапана: а — размеры отверстия под сед- ло; б — седло; в — размеры об- работанного седла после запрес- совки Седло выпускного клапана фрезеруют двумя зенкерами: снача- ла рабочую фаску зенкером с углом 90° (см. рис. 44, в) до получе- ния необходимой чистоты, а затем нижнюю кромку фаски зенкером с углом 150°. Ширина рабочей фаски должна быть равна 1,5— 2,0 мм. Если износ фаски седла впускного клапана превышает мак- симально допустимый, головка цилиндров может быть восстановле- на путем расточки и установки ремонтного вставного седла. Обра- ботка головки под ремонтное седло впускного клапана, размеры седла и обработка фаски седла в сборе с головкой показаны на рис. 45. После расточки биение поверхности Д относительно отвер- стия под втулку’ клапана должно быть не более 0,1 мм неперпен- дпкулярность торца поверхности Д не должна превышать 0,03 мм на крайних точках. Перед запрессовкой седла головку предварительно нагревают до температуры 90° С. Торец запрессованного седла должен плотно прилегать к торцу расточки в головке. После запрессовки седло впускного клапана обрабатывают согласно рис. 45. Направляющие втулки клапана при капитальном ремонте дви- гателя подлежат замене новыми. Новые втулки запрессовывают согласно рис. 43 и развертывают до диаметра 12+0-019 мм. Направ- ляющие втулки клапанов, поставляемые в запасные части, имеют внутренний диаметр 11,6 мм. В случае срыва резьбы на шпильках крепления впускного и вы- пускного коллекторов, водяных труб и форсунки (сорвано более двух ниток от торца) шпильки вывертывают и осматривают резьбу в отверстии. При удовлетворительном состоянии резьбы завертыва- ют новые шпильки. Если резьба сорвана или выкрошена, головка цилиндров подлежит ремонту, причем возможны два способа ре- монта: 1. Отверстие в головке рассверливается, нарезается резьба уве- личенного размера, в него заворачивается ремонтная резьбовая втулка (см. табл. 3), а во втулку заворачивается шпилька номи- нального размера. 2. Отверстие в головке рассверливается, нарезается резьба уве- личенного диаметра и в него заворачивается ремонтная шпилька. 42
Отверстие иод шпильку крепления форсунки восстановлению не подлежит. Впускной клапан. Раковины, углубления и риски на рабочей по- верхности тарелки клапана не допускаются. При наличии таких де- фектов клапан ремонтируют путем перешлифовки рабочей фаски, выдержав толщину цилиндрической поверхности тарелки не менее 0,75 мм, угол 121°+30', чистоту поверхности не ниже V 7, биение рабочей фаски относительно стержня не более 0,03 мм. Стержень клапана проверяют на прямолинейность образующих, которая до- пускается не более 0,01 мм. Минимальный диаметр стержня без ремонта допускается 11,92 мм. Выпускной клапан. Все сказанное о впускном клапане относится и к выпускному. Выпускной клапан ремонтируют путем перешли- фовки рабочей фаски, выдержав толщину пояса цилиндрической поверхности тарелки не менее 1,0 мм, угол 91°+30', чистоту поверх- ности не ниже V 8, биение рабочей поверхности фаски относительно стержня не более 0,03 мм. Отклонение от прямолинейности обра- зующих стержня клапана не должно превышать 0,01 мм. Минималь- ный диаметр стержня без ремонта 11,88 мм. Пружины клапанов. Наружная пружина клапана допускается к установке на двигатель, если ее длина при усадке 56 мм соответ- ствует нагрузке не менее 22 кгс, а длина 42 мм — нагрузке не ме- нее 41 кгс. Внутренняя пружина пригодная к эксплуатации, если длина ее при усадке 50 мм соответствует нагрузке не менее 11 кгс, а длина 37 мм — нагрузке не менее 22 кгс. Коромысло клапана. Трещины и изломы на поверхности коро- мысла и повреждение резьбы не допускаются. Винт должен вверты- ваться свободно. Износ внутреннего диаметра втулки без ремонта допускается до 25,04 мм. При провороте втулки или износе больше допустимого втулку заменяют с последующей обработкой до диа- метра 25+о,оо8 мм с чистотой обработки V7. Размер Б (рис. 46, а) Рис. 46. Коромысло клапана: а — коромысло; б — ось коромысла 4i
Рис. 47. Установка коро- мысла новой конструкции на старую ось выдерживают в пределах 71,1+0,15 мм и размер В — 5,9 мм. Перед установкой новой втулки проверя- ют диаметр отверстия ступицы коромысла, который должен быть не более 27,028 мм. При установке новой втулки следует обеспе- чить совпадение отверстий во втулке и ко- ромысле. Масляная канавка во втулке должна проходить через совмещенное от- верстие, при этом кромки канавки не долж- ны выходить за пределы отверстия. После обработки втулки биение торцов ступицы коромысла относительно осп внут- реннего диаметра втулки не должно превы- шать 0,10 мм на диаметре 30 мм. Образую- щая поверхности Д должна быть парал- лельна оси внутреннего диаметра втулки с точностью 0,15 мм на длине 100 мм. Износ поверхности Д коромысла допускается до размера Г, равного 19 мм. На двигатели ЯМЗ-236 с № 12750 и ЯМЗ-238 с № 8790 устанав- ливаются коромысла с уменьшенной шириной ступицы с 34,9. и мм до ЗО_о,и мм, соответственно изменена длина втулки коромысла с 33-о,з4 мм до 29-0,28 мм. Поэтому при монтаже нового коромысла 1 (рис. 47) на ось 3 старой конструкции необходимо с обеих сторон ступицы коромысла установить по одному распорному кольцу 2, из- готовленному из любой стали по размерам, показанным на рисунке. При установке старого коромысла на ось новой конструкции не- обходимо его ступицу подрезать равномерно с каждой стороны на 2,5 мм; торцы ступицы коромысла должны быть перпендикулярны оси внутреннего диаметра втулки с точностью 0,1 иа диаметре 30 мм. Новую втулку можно запрессовать и обработать в сборе со старым коромыслом, если выдержать указанные требования. При исполь- зовании старой втулки с новым коромыслом ее следует запрессо- вать, как показано на рис. 46, а, и подрезать с обеих сторон. Ось коромысла. Диаметр оси коромысла попускается не менее 24,96 мм. Восстановление изношенной оси возможно хромированием рабочей поверхности с последующей обработкой до диаметра 25_о,о14 мм. С двигателей ЯМЗ-236 № 127500 и ЯМЗ-238 № 87900 длина А (см. рис. 46, б) осей коромысел уменьшена с 38+0-17 мм до 33,1+°>17 мм. Поэтому при ремонте после хромирования с последую- щей обработкой необходимо выдержать длину А у оси новой кон- струкции 33,1+0-17 мм, у оси старой конструкции 38+0’17 мм. Притирка клапанов. Перед сборкой головки цилиндров необходимо произвести притирку клапанов к их седлам. Для при- тирки используется специальная притирочная паста, состоящая из смеси трех частей (по объему) микропорошка КЗ-28 ОСТ 2-117—71 с одной частью осветительного керосина ГОСТ 4753—68 и одной 44
Рис. 48. Матовый поясок на седле клапана: а — правильно; б — неправильно частью олеиновой кислоты ГОСТ 7580—55, размешан- ной до сметанообразного со- стояния. Перед употреблени- ем притирочную пасту тща- тельно перемешивают, так как мпкропорошок со време- нем осаждается. Пасту нано- сят на фаску клапана топ- ким равномерным слоем, смазывают стержень клапа- на чистым дизельным мас- лом и ставят клапан на мес- то. Процесс притирки заклю- чается в возвратно-враща- тельном движении клапана. Необходимо, слегка нажи- мая, повернуть клапан на 7з оборота в одну сторону, за- тем на '/4 оборота в обрат- ном направлении. Нельзя производить притирку кру- говыми движениями. Периодически поднимая клапан и нанося на фаску новые порции притирочной пасты, притирку продолжают до тех пор, пока на фасках клапана и седла не появится непрерывный матовый поясок шириной не менее 1,5 мм. Разрывы матовой полос- ки и риски на ней не допускаются. После окончания притирки кла- паны следует вынуть, отверстия во втулках закрыть тампонами, а головку и клапаны промыть. Сборка головки цилиндров производится в следующей последовательности. Устанавливают клапаны в гнезде, к которым они притерты, головку цилиндров кладут на чистый ровный стол, предохранив приваленную плоскость от повреждений, устанавлива- ют тарелки клапанных пружин, пружины, втулки, при помощи при- способления (см. рис. 42) сжимают пружины, вставляют сухари клапанов и проверяют герметичность посадки клапанов. Для этого последовательно во впускные и выпускные каналы головки зали- вают керосин. Просачивание керосина в течение 1,5 мин не допу- скается. Допускается проверка качества притирки карандашом. Для это- го поперек фаски клапана мягким графитовым карандашом наносят через равные промежутки 10—15 черточек, осторожно вставляют клапан в седло и, нажимая, повертывают его на ’/4 оборота. Все черточки на рабочей фаске должны быть стерты. При неудовлетво- рительных результатах проверки притирку повторяют. При пра- вильной притирке матовый поясок А на седле должен начинаться у основания большого конуса седла, как показно на рис. 48. После этого устанавливают водяные трубы, впускные и выпуск- ные коллекторы. 45
Распределительный вал Распределительный вал промывают и проверяют на отсутствие заусенцев, забоин и трещин. Заусенцы и забоины на нерабочих поверхностях зачищают. Трещины не допускаются. Состояние резь- бы на конце вала проверяется калибром М27Х2 кл. 3. Биение средних опор распределительного вала относительно крайних не должно превышать 0,05 мм, овальность и конусность опорных ше- ек— 0,02 мм; диаметр опорных шеек допускается без ремонта не менее 53,89 мм, ширина шпоночного паза не более 6,02 мм; высота кулачков по наибольшему диаметру должна быть не менее 42,00 мм; диаметр шейки вала новой конструкции под шестерню допускается не менее 36,032 мм или не менее 30,026 мм для вала старой кон- струкции. Если диаметры опорных шеек меньше допустимых без ремон- та, необходимо их перешлифовать на ремонтные размеры согласно табл. 11. Клеймо ремонта наносят на заднем торце вала. Распределитель- ный вал с опорными шейками ремонтного размера необходимо ус- танавливать в блок цилиндров комплектно со втулками (подшип- никами) соответствующего ремонтного размера согласно табл. 2. Если ширина шпоночного паза больше допустимой без ремонта величины, ее необходимо увеличить до размеров, указанных в табл. 12. Таблица 11 Размер шеек распреде- лительного вала Номинальный диаметр опорных шеек, мм Диаметр опорных шеек, допускаемый без ремонта, мм Клеймо ремонта 1-й ремонтный со 7—0,065 '-0,105 Не менее 53,59 Р1 2-й » со с—0,065 0,105 То же 53,39 Р2 3-й » со о—0,065 36 > 0,105 » 53,19 РЗ Таблица 12 Размер шпоночного паза Номинальная ширина шпоночного паза, мм Ширина шпоночного паза, допустимая без ремонта, мм Клеймо ремонта 1-й ремонтный 7—0,010 —0,055 Не более 7,02 Ш1 2-й » о—0,010 °—0,055 То же 8,02 Ш2 46
Клеймо ремонта наносят на заднем торце вала. Сме- щение шпоночного паза с диаметральной плоскости шейки не должно превышать 0,10 мм, а относительно оси симметрии 1-го кулачка ±30'. Размеры ремонтной шпонки показаны на рис. 49. Шпонка должна быть изго- товлена из стали 45 ГОСТ 1050—60 и термически обра- ботана на твердость HRC 40—50. Ширина Н шпонки, входящая в шпоночный паз вала, должна быть 7_0,025 мм для 1-го ремонтного размера и 8_0,025 мм для 2-го ремонт- ного размера. Кулачки вала высотой меньше 42,00 мм допускает- ся перешлифовывать на ре- монтные размеры. Профиль кулачка рекомендуется вы- полнить согласно рис. 50 и табл. 13, 14, а расположение Рис. 49. Ремонтная шпонка распределитель- ного пала Рис. 50. Схема обработки и контроля про- филя кулачка: А плоскость режущей кромки инструмента; Б —• траектория движения центра ролика; О р — ось ролика кулачков относительно шпо- ночного паза должно соот- ветствовать рис. 51, а, для валов двигателей ЯМЗ-236 и рис. 51, б для валов двигате- лей ЯМЗ-238. Для валов двигателей ЯМЗ-236 с № 264300 и ЯМЗ-238 с № 225674 профили впускных кулачков следует выполнить согласно табл. 15 и 16, а вы- пускных согласно табл. 17 и 18. Расположение кулачков относительно шпоночного паза должно соответствовать рис. 51, в для валов двигателей ЯМЗ-236 и рис. 51, г для валов двигателей ЯМЗ-238. Клеймо К ремонта наносят на заднем торце вала. Допускается ремонт распределительного вала по диаметру опорных шеек, шпоночному пазу и по высоте кулачков на разные ремонтные размеры. Например, на вале после первого ремонта по шпоночному пазу п второго ремонта по высоте кулачков ремонтное клеймо па заднем торце должно быть РЗШ1К2. Повышение надежности работы двигателя вызвало необходи- мость внести конструктивные изменения распределительного вала, шестерни распределительного вала, упорного фланца и стопорной шайбы. 47
Таблица 13 Размеры для изготовления мастер-кулачка ₽ В, мм ₽ В, мм ₽ В, мм ₽ Ву мм 94° 17,200 117°03' 17,558 119°55' 17,746 131°50' 20,009 94°50' 17,201 117°19' 17,566 120°02' 17,763 133°23' 20,302 95°39' 17,202 117°34' 17,574 120°10' 17,783 134°57' 20,591 96°29' 17,206 117°47' 17,582 120°19' 17,806 136°32' 20,875 97°19' 17,210 117°59' 17,590 120°29' 17,832 138°07' 21;153 98°09' 17,216 118°10' 17,598 120°39' 17,961 139°41' 21,425 98°59' 17,222 118°20' 17,605 120°51' 17,903 141°19' 21,691 99°50' 17,231 118°29' 17,612 121°04' 17,929 142°56' 21,949 Ю0°41' 17,240 118°37' 17,618 121°17' 17,969 144°33' 22,200 101°32' 17,250 118°43' 17,624 121°32' 18,012 146°11' 22,442 102°24' 17,262 118°50' 17,630 121 °48' 18,060 147°48' 22,676 103°18' 17,275 118°54' 17,635 122°06' 18,112 149°28' 22,900 104°10' 17,289 118°59' 17,640 122°24' 18,168 151°08' 23,117 105°03' 17,303 119°03' 17,645 122°43' 18,228 152°48' 23,323 105°57' 17,319 119°06' 17,648 123°04' 18,293 154°28' 23,518 106°52' 17,336 119°09' 17,652 123°26' 18,362 156°09' 23,703 107°47' 17,354 119°11' 17,655 123°49' 18,436 157°49' 23,876 108°43' 17,372 119°13' 17,658 124°14' 18,515 159°31' 24,043 109°40' 17,391 119°15' 17,661 124°39' 18,598 161°12' 24,189 110°37' 17,411 119°17' 17,664 125°06' 18,686 162°54' 24,327 111°36' 17,432 119°19' 17,667 125°34' 18,778 164°36' 24,454 112°35' 17,453 119°20' 17,669 126°04' 18,875 166°18' 24,567 113°35' 17,471 119°22' 17,673 126°35' 18,976 168°00' 24,667 114°04' 17,485 119°24' 17,676 127°07' 19,081 169°41' 24,765 114°32' 17,495 119°27' 17,681 127°39' 19,190 171°25' 24,829 114°58' 17,504 119°29' 17,686 128°15' 19,307 173°08' 24^891 115°22' 17,513 119°32' 17,692 128°53' 19,434 174°51' 24,939 115°46' 17,523 119°35' 17,698 129°35' 19,571 176°34' 24,973 116°07' 17,532 119°39' 17,708 130°19' 19,714 178°17' 24,993 116°27' 17,540 119°44' 17,719 131°04' 19,861 180° 25,000 116°46' 17,549 119°49' 17,731 Таблица 14 Размеры для контроля профиля кулачка а Ну мм а Ну мм а Ну мм а IB мм 94° 0 116° 0,300 138° 2,059 160° 6,253 96° 0,003 118° 0,344 140° 2,413 162° 6,540 98° 0,012 120° 0,395 142° 2,793 164° 6,799 100° 0,027 122° 0,461 144° 3,194 166° 7,030 102° 0,048 124° 0,547 146° 3,609 168° 7,232 104° 0,073 126° 0,660 148° 4,032 170° 7,404 106° 0,104 128° 0,804 150° 4,452 172° 7,546 108° 0,138 130° 0,982 152° 4,857 174° 7,657 110° 0,175 132° 1,196 154° 5,241 176° 7,736 112° 0,215 134° 1,448 156° 5,602 178° 7,784 114° 0,257 136° 1,737 158° 5,940 180° 7,800 48
a] г} I A 4 Рис. 51. Угловое расположение кулачков: « — двигателя ЯМЗ-236 с фазами впуска и выпуска 256; б — двигателя ЯМЗ-238 с фа- зами впуска и выпуска 256°; в — двигателя ЯМЗ-236 с фазой впуска 246° и фазой выпуска 266°; г — двигателя ЯМЗ-238 с фазой впуска 246° и фазой выпуска 266°; I — впускные кулачки; II — выпускные кулачки; 1—8 — кулачки; А— ось симметрии шпоночного паза. Взаимное расположение впускных и выпускных кулачков для всех валов 108°±30/ 49
Таблица 15 Размеры для изготовления мастер-кулачка ₽ В, мм ₽ В, мм ₽ В, мм ₽ В, мм 96°30' 17,200 120°00' 17,573 126°28' 18,567 151°23' 23,015 97°20' 17,201 120°12' 17,581 126°54' 18,658 152°15' 23,130 98°09' 17,203 120°24' 17,558 127°23' 18,753 153°08' 23,243 98°59' 17,206 120°34' 17,595 127°52' 18,854 154°00' 23,353 99°49' 17,210 120°43' 17,602 128°23' 18,959 154°53' 23,460 100°39' 17,216 120°50' 17,608 128°55' 19,068 155°45' 23,564 101°29' 17,223 120°57' 17,614 129°28' 19,182 156°38' 23,664 102°20' 17,231 121°08' 17,624 130°04' 19,305 157°31' 23,761 103°11' 17,240 121°15' 17,632 130°43' 19,440 158°24' 23,855 104°02' 17,250 121°20' 17,638 131°26' 19,585 159°18' 23,946 104°54' 17,262 121°24' 17,643 132°1Г 19,738 160°11' 24,033 105°46' 17,275 121°26' 17,647 132°58' 20,896 161°04' 24,117 106°39' 17,289 121°28' 17,652 133°46' 20,055 161°58' 24,197 107°33' 17,303 121°32' 17,659 134°35' 20,213 162°51' 24,274 108°27' 17,319 121°38' 17,672 135°23' 20,370 163°45' 24,347 109°22' 17,336 121°46' 17,692 136°12' 20,525 164°39' 24,417 110°17' 17,354 121°57' 17,721 137°0Г 20,679 165°32' 24,482 Ш°13' 17,372 122°04' 17,739 137°50' 20,832 166°26' 24,544 112°10' 17,392 122°12' 17,761 138°39' 21,983 167°20' 24,602 113°08' 17,411 122°21' 17,785 139°29' 21,133 168°14' 24,657 114°06' 17,432 122°31' 17,813 140°19' 21,281 169°08' 24,707 115°06' 17,453 122°42' 17,845 141°09' 21,428 170°02' 24,753 116°05' 17,474 122°54' 17,881 141°59' 21,572 170°57' 24,796 116°34' 17,485 123°08' 17,921 142°49' 21,714 171°5Г 24,835 117°01' 17,494 123°22' 17,965 143°40' 21,855 172°45' 24,869 117°27' 17,504 123°38' 18,013 144°31' 21,993 173°39' 24,900 Г17°52' 17,513 123°54' 18,065 145°22' 22,130 174°34' 24,926 118°15' 17,522 124°13' 18,123 146°13' 22,263 175°28' 24,949 118°36' 17,531 124°32' 18,185 147°04' 22,395 176°22' 24,967 118°56' 17,540 124°52' 18,251 147°56' 22,524 177°17' 24,982 119°14' 17,549 125°14' 18,323 148°47' 22,651 178°1Г 24,992 119°31' 17,557 125°37' 18,399 149°39' 22,775 179°06' 24,998 Ц9°46' 17,565 126°02' 18,480 150°ЗГ 22,896 180° 25,000 Таблица 16 Размеры для контроля профиля кулачка впускного клапана а ТУ, мм а /У, мм а Н, мм а И, мм 96°30' 0 118° 0,289 138° 1,704 160° 6,055 98° 0,002 118°30' 0,300 140° 2,031 162° 6,377 100° 0,009 120° 0,333 142° 2,392 164° 6,668 102° 0,023 122° 0,382 144° 2,781 166° 6,929 104° 0,042 124° 0,444 146° 3,194 168° 7,157 106° 0,066 126° 0,526 148° 3,623 170° 7,352 108° О', 096 128° 0,635 150° 4,062 172° 7,512 110° 0,129 130° 0,775 152° 4,501 174° 7,638 112° 0,166 132° 0,950 154° 4,926 176° 7,728 114° 0,205 134° 1,162 156° 5,328 178° 7,782 116° 0,247 136° 1,414 158° 5,705 180° 7,800 50
Таблица 17 Размеры для изготовления мастер-кулачка g В, мм ₽ By мм 0 В, мм Ву мм 91’30' 17,200 114’28' 17,556 116’59' 17,737 134’23' 20,901 92°20' 17,201 114’43' 17,564 117’07' 17,758 135’54' 21,153 93’09' 17,203 114’56' 17,572 117’17' 17,783 137’25' 21,399 93’59' 17,206 115’08' 17,579 117’27' 17,811 138’57' 21,640 94’49' 17,210 115°19' 17,587 117’39' 17,843 140’28' 21,874 95’39' 17,216 115’29' 17,598 117’52' 17,879 142’01' 22,102 96°29' 17,223 115’37' 17,600 118’06' 17,919 143’33' 22,324 97’20' 17,231 115’44' 17,606 118’22' 17,963 145’06' 22 538. 98’11' 17,240 115’50' 17,611 118’38' 18,012 146’39' 22,745 99’02' 17,250 115°56' 17,616 118’56' 18,065 148’13' 22,945 99’54' 17,262 116’00' 17,62! 119’15' 18,122 149’46' 23 137 100’46' 17,275 116’04' 17,625 119’36' 18,185 151’20' 23,320 101°39' 17,289 116’07' 17,628 119’58' 18,252 152’55' 23,496- 102’33' 17,303 116’09' 17,631 120’21' 18,324 154’29' 23,662 103’27' 17,319 116’11' 17,633 120’46' 18,400 156’04' 23,820- 104’22' 17,336 116’13' 17,635 121’12' 18,482 157’38' 23,968 105°17' 17,354 116’14' 17,637 121’39' 18,568 159’14' 24,108 106’13' 17,372 116’15' 17,639 122’08' 18,659 160’49' 24,237 107°10' 17,392 116’16' 17,640 122’38’ 18,754 162’24' 24,357 108’08' 17,411 116’17' 17,642 123’10' 18,854 164’00' 24,468 109’06' 17,432 116’18' 17,643 123’42' 18,959 165’35' 24,568 110’05' 17,458 116’19' 17,645 124’17' 19,069 167’11' 24,658 111°06' 17,474 116’20' 17,648 124’54' 19,188 168’47' 24,738 111’34' 17,485 116’22' 17,651 125’33' 19,312 170’23' 24,807 112’01' 17,494 116’24' 17,656 126’15' 19,442 171’59' 24,866 112’27’ 17,504 116’27’ 17,662 126’57' 19,576 173’35' 24,914 112°51' 17,513 116’30' 17,669 127’41' 19,712 175’11' 24,952 113’14' 17,522 116’35' 17,678 128’25' 19,848 176’47' 24,978 113°35' 17,531 116’39' 17,689 129’54' 20,118 178’24' 24,995 113°54' 17,540 116’45' 17,702 131’23' 20,383 180° 25,000. 114°12' 17,548 116’51' 17,718 132’53' 20,645 Таблица 18 Размеры для контроля профиля кулачка выпускного клапана а 77, мм а 77, мм а /7, мм а 77, мм 91’30' 0 114° 0,311 136° 2,214 160° 6,487 92’30' 0,001 116° 0,356 138’ 2,580 162° 6,732 94’30' 0,007 118° 0,411 140° 2,967 164° 6,953 96’30' 0,019 120’ 0,484 142° 3,367 166° 7,149 98’30' 0,037 122’ 0,580 144° 3,773 168° 7,320 100’30' 0,060 124° 0,706 146° 4,175 170° 7,466 102’30' 0,088 126° 0,866 148’ 4,563 172° 7,586 104’30' 0,120 128° 1,062 150° 4,933 174° 7,679 106’30' 0,156 130° 1,296 152° 5,285 176° 7,746 108’30' 0,195 132’ 1,568 154° 5,618 178° 7,787 110’30' 112’30' 0,236 0,279 134’ 1,875 156° 158° 5,929 6,220 180° 7,800 51
Рис. 52. Комплект распределительного вала с шестерней: а —новой конструкции; б —с креплением шестерни болтом; в — с установкой дополнительной шайбы, / — распределительный вал; 2 — стопорная шайба; 3—-гайка; 4 — шестерня; 5 — упорный фланец; 6 — болт; 7 — прижимная шайба; 8 — дополнительная шайба Для замены изношенных деталей выпускаются комплекты 236-1000136-Б2 и 238-1000136-Б2 (рис. 52, а). Распределительные валы старой конструкции можно использовать в комплектах: 1. Вал с резьбовым отверстием в переднем конце с шестерней, имеющей паз на торце ступицы, прижимной шайбой 7, стопорной шайбой 2 и болтом 6 (рис. 52, б). 2. Вал с диаметром шейки под шестерню 30 +o,oll мм и резьбой М27Х2 с шестерней, имеющей отверстие в ступице диаметром 3Q+o,o27 мм н СТуППцу шириной 30 мм, стопорной шайбой с фикса- цией в шпоночный паз, фланцем с отверстием диаметром 42 мм и гайкой М27Х2. 3. Вал с диаметром шейки под шестерню 36 +о,oS мм диамет- ром буртика под фланец 44 мм и резьбой М27Х2 с шестернями, имеющими отверстие в ступице диаметром 36+0-027 мм, шири- ной ступиц 30 или 31 мм, стопорной шайбой с фиксацией в шпо- ночный паз, фланцем с отверстием диаметром 46 мм и гайкой М27Х2. Шестерню распределительного вала с отверстием в ступице диаметром 36+0,оз5 мм и шириной ступицы 30 мм можно исполь- зовать в комплектах 236-1000136-Б2 и 238-1000136-Б2 при установ- ке дополнительной шайбы 8 (рис. 52, в) наружным диаметром 50 мм, внутренним диаметром 28 мм и толщиной 1 мм. Если на старый двигатель с крышкой шестерен распределения 236-1002260-Б устанавливается распределительный вал с крепле- нием шестерни гайкой (а не болтом), то для обеспечения собирае- мости узла крышку шестерни нужно обработать фрезой диаметром 70 мм, как показано на рис. 53. 52
Шестерни привода агрегатов Состояние рабочих поверхнос- тей зубьев шестерен проверяется внешним осмотром. Шестерни, имеющие контактное разрушение (питинг), выработку в виде кана- вок, сколы, трещины, задиры и забоины, подлежат выбраковке. Расположение шестерен привода агрегатов показано на рис. 54. Шестерни, у которых не обна- ружены дефекты, проверяют в беззазорном зацеплении с конт- рольной (эталонной) шестерней, имеющей толщину зуба по дуге делительной окружности 3,927 мм, на соответствие параметров до- пустимым нормам (табл. 19). В работаны, не рекомендуется их Рис. 53. Обработанная старая крыш- ка шестерен распределения связи с тем что все шестерни попарно скомплектованы и при- раскомплектовывать. Если после проверки по беззазорному зацеплению часть из них будет отбрако- вана и нарушена комплектность, нужно пару шестерен скомплекто- вать по пятну касания зубьев. Пятно касания должно быть в се- редине зуба и занимать площадь не менее 40% его длины и 45% высоты, так как шестерня распределительного вала, промежуточная шестерня привода масляного насоса и ведущая шестерня привода топливного насоса имеют бочкообразный зуб. При обезличенном ремонте, когда нарушается комплектность, шестерни двигателя необходимо проверять на контакт зубьев с кон- трольной шестерней. Каждый комплект контрольных шестерен дол- жен включать три шестерни, подогнанные между собой так, что Таблица 19 Шестерня Уменьшение расстояния между осями против теоре- тического, мм Биение в пре- делах одной шестерни, мм Биение от зуба к зубу, ММ Распределительная коленчатого вала 0,28 0,07 0,03 Распределительного вала 0,28 0,09 0,03 Ведущая привода топливного насоса 0,28 0,08 0,03 Ведомая привода топливного насоса 0,28 0,08 0,03 Привода вентилятора 0,28 0,07 0,03 Ведомая привода масляного насоса 0,28 0,08 0,03 Промежуточная привода масляного 0,28 0,07 0,03 насоса в сборе со втулкой 53
Рис. 54. Шестерни: /'—привода масляного насоса: 2 — промежуточная привода масляного насоса; 3 — коленча- того вала; 4 — распределительного вала; 5 — ведущая привода топливного насоса; 6 — приво- да вентилятора; 7 — ведомая привода топливного насоса Рис. 55. Расположение пятна касания на зубьях шестерен: а — правильно; б, в — неправильно
пятно касания какой-либо из них с другой, входящий в комплект, охватывает 100%' длины и 60% высоты зуба. Из трех контрольных шестерен, составляющих комплект, в качестве рабочей для проверки шестерен двигателя допускается использовать только одну. По ос- тальным двум периодически проверяют рабочую шестерню, а при износе последней изготовляют новую контрольную шестерню. В этом случае пятно касания новых шестерен двигателя в зацеплении с контрольной шестерней должно быть не менее 80%' по длине и 55% по высоте зуба, а для шестерен, бывших в употреблении, не менее 70% по длине и 45% по высоте зуба. Допускается уменьше- ние пятна касания зуба по высоте до 30%' при условии его распо- ложения в зоне делительной окружности. У шестерен с бочкообраз- ным зубом контакт по длине допускается до 40%'. Правильное поло- жение контакта на поверхности зуба новой шестерни показано на рис. 55, а. Не допускается наличие кромочных контактов на ножке зуба, раздвоенный контакт (рис. 55, б) и блуждающий контакт (рис. 55, в). Толкатель Перед ремонтом толкатель проверяют на отсутствие трещин и поломок. Трещины и поломки не допускаются. После наружного осмотра производят замеры диаметров внутренней поверхности вту- лок п наружной поверхности ролика, зазора между осью и роли- ком. Номинальные и допустимые без ремонта размеры их приве- дены в табл. 20. При наличии питтинга на наружной поверхности ролика послед- ний вместе с осью и иглами заменяют новыми. На один толкатель устанавливают 26 игл, разность диаметров которых не должна пре- вышать 0,005 мм (в пределах одного класса по диаметру). Диаметр отверстий под ось ролика в толкателе не должен превышать 10,985 мм. После запрессовки ось ролика нужно зачеканить от вы- падания, как показано на рис. 56. Втулки, имеющие внутренний диа- метр больше допустимого (см. табл, 20), подлежат замене новыми с последующей обработкой до номинального диаметра. Чистота внутренних поверхностей втулки после обработки должна быть не ниже V 7. Перед запрессовкой новых втулок проверяют диаметр Таблиц а ‘20 Параметр Номинальный размер, мм Допустимый размер без ремонта, мм Диаметр внутренней поверхности втулки 994-0,030 -1-0,008 22,06 Зазор менаду осью и роликом °.01 Д-0,054 0,08 Диаметр наружной поверхности ролика 23 ±0,025 22,80 55
Рис. 56. Толкатель в сборе: / — толкатель; 2 —ось; 3 — ролик; 4 —игла; 5 — упорная пята; 6— втулки; а — место зачеканки оси ролика; б — расположение стыков втулок посадочного отверстия в толкателе, который допускается не более 24,030 мм. Стыки втулок при запрессовке в толкатель располагают, как показано па рис. 56. После ремонта расстояние В от осп посадочной поверхности Д до центра сферы должно быть 61,8±0,2 мм, /? = 62±0,2 мм, непер- пендикулярность торцов Т и Т\ к оси поверхности Д должна быть не более 0,030 мм на диаметре 27 мм, непараллельность наруж- ной образующей ролика относительно оси поверхности Д не более 0,035 мм. Оси толкателей допускается использовать без ремонта, если на- ружный диаметр их не менее 21,96 мм. При большем износе допу- скается их хромирование с последующей обработкой до диаметра 22_o,oi4 мм до чистоты V 8 и с обеспечением прямолинейности об- разующих наружного диаметра в пределах 0,05 мм на всей длине. Штанга толкателя при наличии трещин подлежит замене. Про- дольный изгиб ее не должен превышать 0,6 мм на всей длине. Если изгиб больше указанной величины, штангу необходимо выправить. На поверхности штанги допускаются риски и вмятины. III. СИСТЕМА СМАЗКИ Масляный насос Отогнув усики замковых шайб, вывернув болты и отсоединив подводящую п отводящие трубки насоса, вывертывают клапаны нагнетающей и радиаторной секции; снимают шестерню 4 (рис. 57), при помощи съемника спрессовывают ведомую шестерню при- вода масляного насоса, снимают ось 8, корпус 14, шестерни 11, 15 радиаторной секции, проставку 16, шестерни 18 и 21 в сборке с ва- 56
ликами, спрессовывают с валика 2 и оси 13 шестер- ни 18 и 21 нагнетающей секции. Корпус нагнетающей секции при наличии тре- щин и изломов ремонту не подлежит и заменяет- ся. Диаметр гнезд под шестерни допускается не более 43,075 мм, глубина гнезд под шестерни — не более 55,071 мм, внутрен- ний диаметр втулок — не более 16,080 мм. Посадка втулок должна быть плот- ной. В случае превышения этих величин корпус ре- монтируют. С поверхности /7] (рис. 58) нужно снять минимально возможный слой металла до удале- Рис. 57. Масляный насос: 1 — шестерня привода; 2 — ведущий валик; 3, 22 — шпонки; 4 — промежуточная шестерня; 5 — упорный фланец; 6, 10, 19 — замковые шайбы; 7, 9, 20 — болты; 8—'ОСь промежуточной шестерни; 11 — ведущая ше- стерня радиаторной секции; 12 — стопорный шарик; 13 — ось ведомых шестерен; 14 — корпус радиаторной секции; 15—ведомая шестерня радиаторной секции; 16 — проставка; 17— корпус нагнетающей секции; 18—’Ведомая шестерня нагнетающей секции; 21 — ве- дущая шестерня нагнетающей секции ния следов износа, а с поверхности П снять та- кой припуск, чтобы глу- бина колодца А была 55+о,о4б мм; неплоскост- ность и непараллельность поверхностей 17 и ГЦ — не более 0,03 мм на длине 100 мм, а неперпендпкулярность к осп втулок — не более 0,03 мм на длине 100 мм. Втулки, имеющие внутренний диаметр более 16,080 мм, подлежат замене. Новые втулки можно изготовить из бронзы ОЦС 4-4-2,5 по ГОСТ 5017—49 или ОЦС 5-5 по ГОСТ 613—65. Наружный диаметр втулки должен быть равен 18.].олвд мм, длина—19 мм. После запрессовки втулки обрабатывают до диа- метра 16^о,оз мм. Расстояние между осями внутренних диаметров втулок выдерживают в пределах 34,42+0'04 мм, расстояния между отверстиями под установочные штифты до оси внутреннего диамет- ра втулки под валик ведущей шестерни — 6+0,015 мм, расстояние от плоскости, проходящей через оси внутренних диаметров втулок, до левого отверстия под установочный штифт — 29 + 0,015 мм и взаимное биение внутренних поверхностей втулок и колодцев под шестерни не более 0,03 мм. В случае проворота или ослабления втулок замеряют диаметры отверстий под втулки. При диаметре отверстий под втулки не бо- лее 18,040 мм последние заменяют новыми и обрабатывают их до 16+°,’оз мм, обеспечивая выполнение всех указанных требований. 57
Рис. 58. Корпусы секций масляного пасоса: 1 ~ корпус нагнетающей секции; 2—втулки; 3— корпус радиаторной секции При диаметре отверстий более 18,040 мм их растачивают до диа- метра 18,5+°’027 мм, запрессовывают втулки с наружным диа- метром 18,5jo,’o8o мм и обрабатывают до диаметра 16+а’оз мм, выполняя те же требования. Корпус радиаторной секции с трещинами и изломами подлежит замене. Допускается увеличение диаметра гнезд под шестерни до 43,075 мм, глубины гнезд под шестерни до 10,051 мм, внутреннего диаметра втулок до 16,080 мм при отсутствии ослабления или про- ворота их. В случае превышения этих величин корпус подлежит ре- монту. С поверхности П} (см. рис. 58) необходимо снять мини- мально возможный слой металла до удаления следов износа, а с поверхности П, чтобы глубина колодца была в пределах 1О+0’022 мм. Неплоскостность и непараллельность поверхностей П и Г1Х следует обеспечить в пределах не более 0,03 мм на длине 100 мм неперпен- дикулярность к оси втулок не более 0,03 мм на длине 100 мм. Если внутренний диаметр втулок больше 16,080 мм, втулки заменяют но- выми наружным диаметром 18+о’оге мм с последующей обработ- кои внутреннего диаметра до 1Ьч-о,оз мм. При ремонте следует обеспечить расстояние: между осями внутренних диаметров вту- лок 34,42+°’04 мм; между отверстиями под установочные штифты до оси внутреннего диаметра втулки под валик ведущей шестерни — 6+0,015 мм; от плоскости, проходящей через оси отверстий внут- ренних диаметров втулок, до левого отверстия под установочный штифт — 29+0,015 мм и взаимное биение внутренних поверхностей втулок и диаметров колодцев под шестерни не более 0,03 мм. В случае проворота или ослабления втулок замеряют диаметры от- верстий под втулки. При диаметре отверстий не более 18,040 мм втулки заменяют новыми с последующей обработкой внутренних диаметров до 16 Jo,оз мм. Если диаметры превышают 18,040 мм, 58
Таблица 21 Шестерня Допустимое уменьшение расстояния между осями, мм Допустимое биение одной шестерни Допустимое биение от зуба к зубу Ведущая нагнетающей секции 0,22 0,10 0,040 Ведомая нагнетающей секции 0,22 0,10 0,040 Ведомая радиаторной секции 0,22 0,10 0,040 отверстия растачивают до 18,5+°’027 мм, запрессовывают в них втул- ки наружным диаметром 18,5 +о.’що мм и обрабатывают до диа- метра 16+ о.озмм, обеспечивая все указанные требования. Шестерни масляного насоса. Внешним осмотром проверяют со- стояние рабочих поверхностей зубьев. Шестерни, имеющие контакт- ное разрушение (питтинг), выработку в виде канавок, сколы, тре- щины, задиры и забоины, подлежат замене. Шестерни без внеш- них дефектов проверяют в беззазорном зацеплении с контрольной (эталонной) шестерней, имеющей толщину зуба по дуге делитель- ной окружности 6,91 мм, на соответствие параметров согласно табл. 21. В связи с тем что ведущая и ведомая шестерни нагнетающей секции масляного насоса так же, как ведущая и ведомая шестерни радиаторной секции попарно скомплектованы и приработаны, их раскомплектовка не рекомендуется. Если после проверки по без- зазорному зацеплению часть из них будет отбракована и нарушена комплектность, нужно каждую пару шестерен скомплектовать по пятну касания зубьев. Пятно касания должно быть не менее 60%' длины зуба и располагаться, как показано на рис. 55. При обезличенном ремонте, когда нарушена комплектность шес- терен, их необходимо проверить на контакт зубьев с контрольной шестерней. Каждый комплект контрольных шестерен должен вклю- чать три шестерни, подогнанные между собой так, что пятно каса- ния какой-либо из них с другой, входящей в комплект, охватывает 100% длины и 45% высоты зуба. Из трех контрольных шестерен, составляющих комплект, в качестве рабочей для проверки шесте- рен двигателя разрешается использовать одну. По остальным двум периодически проверяют рабочую шестерню, а при износе послед- ней изготовляют новую контрольную шестерню. Не допускается кромочных контактов на ножке зуба, раздвоенных (см. рис. 55, б) и блуждающих (см. рис. 55, в). Проверяют у шестерен наружный диаметр и высоту. Если наружный диаметр не менее 42,825 мм, вы- сота шестерен нагнетающей секции не менее 54,870 мм и высота шестерен радиаторной секции не менее 9,915 мм, они допускаются к установке в насосе. Промежуточная шестерня привода масляного насоса, не имею- щая повреждений по внешнему осмотру, после проверки по безза- 59
Рис. 59. Ось промежу- точной шестерни привода масляного насоса зорному зацеплению и по контакту зубь- ев, а также если нет проворота втулки и если внутренний диаметр втулки не бо- лее 35,050 мм допускается к установке на двигатель. Ведущий валик. Износ шеек вала под втулки допускается до диаметра 15,968 мм. При больших пзносах допускается вос- становление шеек хромированием с по- следующим шлифованием до диаметра 16-о,о12 мм и чистоты V8, обеспечив при этом соосность шеек в пределах 0,01 мм. Ось ведомой шестерни. Износ шеек осп под втулки допускается до 15,962 мм. При больших пзносах разрешается вос- становление шеек хромированием с по- следующим шлифованием до диаметра 16Zo’oi8 мм и чистоты V8, обеспечив со- осность всех шеек в пределах 0,01 мм. Ось промежуточной шестерни привода масляного насоса. Износ шейки оси под Рис. 60. Клапан системы смазки: 1 — корпус клапана; 2 — кла- пан; 3 —-пружина; 4— кол- пачок; 5 — регулировочная шайба; 6 — шплинт; а — направление струи в мо- мент начала открытия кла- пана втулку шестерни допускается до 34,94 мм. Возможно восстановление шейки хроми- рованием с последующей обработкой до диаметра Зб-олго мм и чистоты V8, обеспечив при этом расстояние от оси шейки до оси поверхности Д (рис. 59) 74,49+0,25 мм, параллельность указан- ных осей и положение их в одной плоско- сти в пределах 0,025 мм, перпендикуляр- ность поверхностей П и /72 к оси шейки с точностью 0,03 мм и перпендикулярность оси шейки к поверхности П в пределах 0,015 мм. Клапан системы смазки (рис. 60) про- веряют на давление начала открытия. Момент начала открытия клапанов фик- сируется по характеру вытекающей струп. Допустимые давления, при которых кла- паны допускаются к установке на двигатель, должны быть не ме- нее: редукционный клапан 6,8 кгс/ см2; сливной клапан 4,5 кгс/см2; предохранительный клапан радиаторной секции 0,7 кгс/см2. При меньших давлениях начала открытия клапанов они подлежат заме- не на новые. Заборник масляного насоса. Проверяют состояние сетки. Раз- рывы и пробоины сетки ведут к замене заборника. При отсутствии указанных дефектов проверяют плоскостность привалочной поверх- ности. Если неплоскостность не более 1,0 мм, заборник можно уста- 60
навливать на двигатель без ремонта, а если больше 1 мм, ее допу- скается править. Трубки масляного насоса проверяют на наличие трещин, изло- мов, пробоин и вмятин. Трещины и пробоины запаивают или зава- ривают, вмятины выправляют. Отводящую трубку нагнетающей секции проверяют на герметичность под давлением 9 кгс/см2, отво- дящую трубку радиаторной секции — под давлением 2 кгс/см2, вса- сывающие трубки — под давлением 3 кгс/см2. Неплоскостность по- верхностей всех фланцев трубок допускается не более 0,2 мм на всей длине фланцев. Сборку масляного насоса начинают с запрессовки шпонки 2'2 (см. рис. 57) в валик 2 ведущей шестерни и напрессовки шестерни 21. Расстояние от торца валика со стороны длинной шейки до торца шестерни должно быть 52±0,2 мм. Далее напрессовывают па ось 13 ведомую шестерню 18 масляного насоса. Расстояние от торца оси со стороны короткой шейки до торца шестерни должно быть 21 ±0,2 мм. Затем вставляют валик и ось масляного насоса с шес- тернями в сборе в корпус 17 нагнетающей секции, устанавливают проставку 16 секций, кладут стопорный шарик 12 в лупку валика 2, надевают на валик и ось ведущую 11 и ведомую 15 шестерни радиаторной секции, устанавливают корпус 14 радиаторной сек- ции, затягивают и стопорят стяжные болты 20 масляного насоса. Ведущий валик должен вращаться плавно без заеданий от усилия руки. После этого прочищают и продувают сжатым воздухом мас- ляные каналы оси 8 промежуточной шестерни и устанавливают ось. Болт крепления оси должен быть затянут (момент 4—5 кгс-м) и застопорен. Люфт оси на шейке корпуса нагнетающей секции не допускается. Вставив в валик шпонку 3, напрессовывают шестерню 1 приво- да масляного насоса. Зазор между выступающим торцом ступицы шестерни и корпусом нагнетающей секции должен быть 0,5—1,0 мм. При напрессовке валик задним торцом должен упираться в под- ставку. Затем необходимо установить промежуточную шестерню 4 привода масляного насоса, упорный фланец 5, затянуть и застопо- рить болт 7 крепления упорного фланца. После затяжки болта промежуточная шестерня должна вращаться свободно без заеда- ния. Боковой зазор между зубьями ведомой и промежуточной шес- терен привода должен быть 0,04—0,50 мм. Ввернув редукционный и предохранительный клапаны, застопорив их замковыми шайбами и подсоединив масляные трубки, масляный насос испытывают. Испытания проводятся на дизельном масле ДП-11 ГОСТ' 5304—54 при температуре 75—85° С и разрежении на всасывании 130—150 мм рт. ст. Не допускается задевание шестерен за корпус,, заклинивание клапана, течь масла через соединения. Давление масла на выходе из нагнетающей секции должно быть 6—7 кгс/см2, производительность не менее 135 л/мин при частоте вращения ведущего валика 3100 об/мин, давление на выходе из ра- диаторной секции 0,3—0,7 кгс/см2, производительность пе менее 25 л/мин при той же частоте вращения. 61
Фильтр грубой очистки масла С ноября 1970 г. на двигатели ЯМЗ-236 с № 173724 и ЯМЗ-238 с № 134743 устанавливается новый фильтр грубой очистки масла. Его конструктивными особенностями являются: подвод масла через полый стержень в верхнюю часть фильтра; отделение полости от- стоя масла от полости перепускного клапана; наличие сигнализа- тора для контроля загрязненности элемента фильтра; удобное для обслуживания расположение сливной пробки; удобный для ремон- та и промывки односекционный фильтрующий элемент с более прочной сеткой. Взаимозаменяемость старых и новых фильтров в сборе сохра- нена, а фильтрующие элементы невзаимозаменяемы. На двигате- лях старого выпуска рекомендуется устанавливать новые фильтры по мере поступления последних в запасные части. При установке нового фильтра на двигатель ЯМЗ-236 выпуска до ноября 1970 г. необходимо вывернуть левый рым-болт. Если в дальнейшем возникнет потребность снять двигатель или головку цилиндров, следует снять колпак фильтра и ввернуть на место рым-болт. В запасные части поставляются новый фильтр в сборе 236— 1012010 — АЗ; фильтрующие элементы 204А—1012027 (старый) и 236—1012027 — А (новый); колпак фильтра 201—1012080 (старый) и 240—1017078 (новый). При разборке фильтра необходимо отвернуть болт 11 (рис. 61), снять колпак 7 в сборе с пружиной 10, болтом 11 и уплот- нительной шайбой; верхнюю крышку 8 элемента с прокладкой 4, фильтрующий элемент 5, нижнюю крышку 6 с прокладкой 4; вы- нуть из канавки корпуса 1 резиновую прокладку 3; в случае по- вреждения резьбы, ослабления посадки в корпусе пли при необхо- димости ремонта корпуса вывернуть стержень 9 и пробку 18 пере- пускного клапана. Затем необходимо снять прокладку 17, вынуть из гнезда пружи- ну 13, перепускной клапан 12 с корпусом 15 сигнализатора, пру- жиной 14 и подвижным контактом 16, из пробки 18 вынуть регули- ровочную шайбу 19. Следует иметь в виду, что не все автомобили оборудованы световым указателем засоренности элемента масля- ного фильтра. После разборки все детали тщательно промывают сначала в ке- росине, а затем в моечной машине 5-процентным раствором каль- цинированной соды, нагретым до температуры 80—85° С. Фильт- рующий элемент тщательно промывают от отложений, заполняю- щих полости ячеек фильтрующей сетки и сетки жесткости. Корпус масляного фильтра изготовлен .из чугуна СЧ 15-32 ГОСТ 1412—54. Трещины в корпусе рекомендуется заварить биметалли- ческим электродом, а при обломе буртика кольцевой канавки под колпак наплавить биметаллическим электродом обломанную часть, зачистить наплавленную часть заподлицо с наружной поверхностью 62
и расточить канавку до ширины 3 мм и глубины 6 мм со снятием фаски 1 Х45°. Внутренний диаметр канавки должен быть 122 2^40 мм; нали- чие уступа и других дефектов не допускается. Корпус фильтра испытывают на герметичность воздухом под давлением 4—5 кгс/см2 в воде. Фильтрующий элемент имеет каркас, выполненный из стальной ленты с пробитыми в ней отверстиями, стальную сетку жесткости и фильтрующую латунную сетку. Заводом устанавливается фильт- рующая сетка повышенной прочности с прямоугольными ячейками № 014 по ТУ МЖ 12-71. Прорывы, пробоины и вмятины фильтрую- щей сетки запаивают припоем ПОС-ЗО и ПОС-40 ГОСТ 1499—70. Общая площадь запаянных мест не должна превышать 15 см2, в противном случае ее заменяют. Для этого латунную фильтрующую сетку извлекают, тщательно промывают элемент, удаляя все отло- жения, устанавливают новую сетку и пропаивают ее одним про- дольным и двумя кольцевыми швами. Допускается применять сет- ки латунные с квадратной ячейкой № 0125, № 014 по ГОСТ 6613—53, а также изготовленные из фосфористой бронзы или нике- левых сплавов с тем же размером ячейки (0,125X0,125 мм или 0,14X0,14 мм). Колпак фильтра изготовлен из листовой стали 0,8 кп ГОСТ 1050—60 толщиной 2±0,15 мм. При наличии вмятин и небольших трещин на конусной части колпака, возникающих от чрезмерного 63
усилия затягивания болта 11 крепления колпака в эксплуатации, горловину допускается ремонтировать наплавкой проволокой или приваркой к горловине кольца с последующей обработкой. Колпак устанавливают на оправку и протачивают горловину на расстоя- ние 224 мм от основания колпака, растачивают отверстие до диаметра 10+0-14 мм, а наружную поверхность обтачивают до диа- метра 32 мм. После обработки торцовые поверхности горловины и основание колпака должны быть параллельны с отклонением не более 0,2 мм на длине 100 мм, а поверхность отверстия в горловине должна быть концентрична поверхности внутреннего диаметра (122+°’S3 мм) ос- нования колпака с отклонением не более 0,5 мм. Забоины на торцовой поверхности диаметром 122+0’53 мм устра- няют путем снятия металла на глубину не более 1 мм. Сборка фильтра производится в следующей последователь- ности. В гнездо корпуса 1 (см. рис. 61) устанавливают перепускной клапан 12, корпус 15 сигнализатора со вставленными в него пру- жиной 14 и подвижным контактом 16, пружину 13 клапана, регули- ровочную шайбу 19, надевают уплотнительную алюминиевую или медную шайбу 17, завертыват пробки 18 и 2. Затем в кольцевую канавку укладывают новую резиновую прокладку 3, завертывают (момент 7—9 кгс-м) стержень, устанавливают нижнюю крышку 6 с войлочной прокладкой 4, фильтрующий элемент 5 и верхнюю крышку 8 с прокладкой. В колпак 7 фильтра вставляют болт 11 с уплотнительной шайбой и защелкнутой меньшим диаметром кону- са пружиной 10 в кольцевой канавке болта 11. Собранный колпак устанавливают на кольцевую канавку корпуса и завертывают болт 11. Собранный фильтр проверяют на стенде на начало открытия перепускного клапана. Клапан должен начать открываться при давлении в полости Б 1,8+°’5 кгс/см2. Если клапан открывается при меньшем давлении, устанавливают дополнительно регулировочную шайбу 19. Фильтр в сборе испытывают на герметичность воздухом под давлением 5 кгс/см2 в воде с температурой 40—50° С. Пропуск воз- духа не допускается. Фильтр центробежной очистки масла Для разборки фильтра центробежной очистки масла необ- ходимо отвернуть колпачковую гайку 3 (рис. 62), снять шайбу 2, колпак 1, прокладку 15, отвернуть гайку 4, снять шайбу 5 и ротор в сборе. Затем нужно снять с оси ротора стопорное кольцо 17 и подшипник 18, а из корпуса вывернуть ось 19 ротора. Ротор цен- тробежного фильтра в сборе динамически сбалансирован с точно- стью 2 гс-см и поэтому при разборке он не должен разукомплекто- вываться. 64
Рис. 62. Фильтр центробеж- ной очистки масла: а —новой конструкции; б — крепление ротора старой конст- рукции; 1 — колпак фильтра; 2, 7 — шай- бы; 3 — колпачковая гайка; 4 — гайка крепления ротора; 5 — упорная шайба; 6 — гайка рото- ра; 8 — сетка; 9, 16 -втулки ро- тора; 10—-колпак ротора; 11 — ротор; 12 — заборная втулка; 13 — отражатель; 14 — уплотни- тельное кольцо; 15—-прокладка; 17 —- стопорное кольцо; /8 — подшипник; 19 — ось ротора; 20 — корпус: 21 — штифт; 22 — сопло ротора; 23 чека Чтобы разобрать ротор, следует отвернуть гайку 6, снять шай- бу 7, колпак 10, сетку 8, из канавки ротора вынуть уплотнительное кольцо 14. После разборки все детали фильтра тщательно промывают и продувают сухим воздухом. Перед промывкой и продувкой забор- ных трубок и каналов в роторе необходимо вывернуть сопла 22 и после промывки ввернуть их в свои гнезда. Менять местами сопла одного и того же ротора не рекомендуется. На фильтрах центробежной очистки масла выпуска до января 1971 г. крепление ротора на оси осуществлялось чекой 23 (рис. 62, б) с упорной шайбой 5. Ось ротора. Изношенные шейки под втулку до диаметра менее 15,92 мм ремонтируют хромированием или осталиванием. Для это- го шейки шлифуют до диаметра 15,8+0’05 мм, наносят слой хрома или стали до диаметра 16,05+°’05 мм и окончательно шлифуют до номинального диаметра 16Zo,o55 мм на длину 16 мм. Чистота по- верхности должна быть V 8. Биение поверхностей шеек под втулки и подшипник должно быть не более 0,02 мм. 3—1233 65
Изношенную шейку под подшипник до размера менее 16,95 мм восстанавливают до номинального диаметра 17_0>0з5 мм и чистоты поверхности V8 хромированием или металлизацией. Резьбу под колпачковую гайку можно восстановить наплавкой с последующей обработкой до номинального диаметра резьбы М12х 1,5. Резьбу нарезают на длине 26 мм. Ротор. При износе втулок под ось ротора до диаметра более 16,04 мм их следует заменить новыми. Для выпрессовки втулки рекомендуется использовать метчик Ml6, который ввертывают во втулку и вместе с ней выпрессовывают из корпуса. Втулку ротора запрессовывают в резьбовую втулку корпуса ротора до упора, а втулку со стороны торца фланца — заподлицо с торцом расточки. Запрессованные втулки следует развернуть до диаметра 16+0’019 мм и чистоты поверхности V 7. Взаимное биение поверхностей втулок допускается не более 0,015 мм. Ослабленные втулки заменяют новыми, обеспечивая посадку с натягом не менее 0,05 мм. При срыве или износе резьбы в корпусе ротора под сопло наре- зают резьбу ремонтного размера М10Х1 кл. 2 на глубину 9 мм. При ослаблении посадки заборной трубки 12 в корпусе 16 рото- ра необходимо подобрать новую трубку и запрессовать ее в отвер- стие корпуса до упора с натягом не менее 0,1 мм. Сборку фильтра производят в следующем порядке: в коль- цевую канавку корпуса ротора 11 укладывают уплотнительное ре- зиновое кольцо 14, на ступицу ротора надевают сетку 8 заборной частью в сторону колпака и колпак 10, совместив его паз со штиф- том 21 ротора, устанавливают шайбу 7, затягивают гайку 6, завер- тывают до упора ось ротора, устанавливают шариковый подшипник 18, напрессовав его до упора так, чтобы кольцо с большим внут- ренним диаметром было обращено в сторону ротора. В канавку оси ротора ставят стопорное кольцо 17. После этого на ось надевают ротор в сборе, шайбу 5 и затягивают гайку 4. Ротор должен вра- щаться легко, без заеданий и заметного люфта. Надев на колпак 1 фильтра прокладку 15, устанавливают колпак на корпус ротора и закрепляют колпачковой гайкой 3, подложив под нее шайбу 2. Для фильтра выпуска до января 1971 г. новую чеку 23 можно изготовить из пружинной стали 65Г ГОСТ 1050—60 диаметром 2,3±0,03 мм по размерам, указанным на рис. 62, б. IV. ТОПЛИВНАЯ АППАРАТУРА Основные изменения конструкции и особенности работы топливной аппаратуры На кулачковом валике ТНВД в феврале 1967 г. шариковые ра- диально-упорные подшипники 6204 заменены роликовыми кониче- скими 7204 большей долговечности. Для улучшения условий смаз- ки кулачков в промежуточной опоре введено отверстие для пере- текания смазки. 66
Рис. 63. Изменение конструкции ограничителя мощности: а — до изменения; б — после изменения: 1 — корпус ТНВД; 2 — рейка; 3 — втулка; 4 — уплотнительное кольцо; 5 — винт огра- ничения мощности; 6 — ввертыш; 7 — предохранительный колпачок С целью предохранения насоса от попадания пыли и влаги и устранения возможности подтекания масла из ТНВД с сентября 1970 г. на все двигатели устанавливается более герметичный и на- дежный по конструкции ограничитель мощности. По сравнению с ограничителем старой конструкции у нового изменены втулка и винт, введено резиновое уплотнительное кольцо, аннулированы предохранительный колпачок и ввертыш (рис. 63). В апреле 1967 г. повышена стабильность параметров насоса и устранены случаи разрегулировок, связанные с самопроизвольным ослаблением крепления и разворотом зубчатого венца на поворот- ной втулке плунжера. Сделано это за счет лучшего стопорения стяжного винта зубча- того венца конусной частью, имеющей меньший угол, и более на- дежной посадки зубчатого венца на цилиндрическую поверхность поворотной втулки, снабженную накаткой. В июне 1968 г. увеличена опорная площадка на нагнетательном клапане ТНВД под пружину. Это устранило тенденцию клапана к перекосу. Устранены поломки упора нагнетательного клапана, улучшены условия его центрации за счет увеличения диаметра головки и изго- товления одного паза вместо двух. Случаи разрушения резиновых сухарей демпфера, установлен- ного в ведущей шестерне регулятора, устранены введением более массивных сухарей из резины большей жесткости. В апреле 1969 г. повышено качество кулисы регулятора за счет установки усиленной пружины и улучшено стопорение болта кули- сы плоской шайбой с отгибными усами. Улучшена износостойкость таких деталей, как ушки под зацепы главной пружины регулятора, пальцы рычагов за счет подбора более качественного материала и соответствующей термо- обработки. В августе 1969 г. повышен срок службы автоматической муфты опережения впрыска более чем в 3 раза введением в конструкцию проставок между пальцами ведущей полумуфты и профильной по- верхностью грузов. 67 3:
Рис. 64. Распылитель форсунки: а — до изменения; б — после изменения: / — корпус; 2 — игла В результате уменьшения хода иглы форсунки с 0,4— 0,5 до 0,25—0,32 мм (рис. 64) и увеличения диаметра за- порной кромки распылителя с 2,6 до 3 мм в феврале 1971 г. снижены динамиче- ские нагрузки на запираю- щих элементах распылителя форсунки и соответственно увеличен срок его службы. Введение фиксации рас- пылителя при помощи спе- циальных штифтов относи- тельно корпуса форсунки, а следовательно, и камеры сгорания улучшило и стаби- лизировало экономические и мощностные показатели дви- гателя. Отказы в работе топлив- ной аппаратуры можно раз- делить на два вида: 1. Случайные, зависящие от отклонений в свойствах материалов, режимов меха- нической и термической об- работки, качества монтажа, квалификации эксплуатации, техниче- ского обслуживания. Эти отказы, как правило, приводят к замене вышедших из строя деталей и узлов из числа запасных частей и в отдельных случаях к ремонту агрегата в целом. 2. Отказы, зависящие от выработки изделием полного ресурса, когда большинство деталей агрегата достигло предельных величин износа. В этом случае необходим капитальный ремонт изделия с восстановлением или заменой деталей и узлов. Характер изменения параметров подачи топлива топливных на- сосов высокого давления можно разделить на три периода: в пер- вый наблюдается увеличение величины подачи топлива на всех скоростных режимах, включая и пусковые обороты; во второй — на- блюдается снижение величины подачи топлива на всех скоростных режимах до номинального значения; в третий — происходит даль- нейшее снижение величины подачи топлива на всех скоростных режимах. Увеличение величины подачи топлива в первом периоде вызы- вается в основном приработкой деталей регулятора числа оборотов и увеличением диаметрального зазора в нагнетательном клапане, а снижение указанных параметров во втором и третьем периодах — износом плунжерных пар. Восстановление величины подачи топ- лива в течение первого и второго периодов до исходной величины 68
(в соответствии с техническими требованиями на новый насос) достигается обычной регулировкой насоса винтом ограничения мощности. При значительном снижении подачи в третьем периоде на режимах, начиная с 750 об/мин кулачкового вала и ниже, вос- становить величину подачи без замены плунжерных пар не пред- ставляется возможным. На определенном этапе износ плунжерных пар может быть компенсирован постановкой нагнетательных кла- панов, имеющих увеличенный зазор по разгрузочному пояску, о чем будет сказано ниже. Достижение предельных износов плунжерных пар в третьем пе- риоде сопровождается повышенным расходом топлива, снижением крутящего момента (двигатель плохо тянет), повышением дымно- сти выхлопных газов, потерей устойчивой работы на минимальных холостых оборотах (устойчивые минимальные обороты повышают- ся до 650 об/мин), ухудшением пусковых качеств (восстановить которые можно только за счет установки более раннего угла опе- режения впрыска — 24—28° вместо 20° для новых плунжерных пар), затруднением установки угла опережения впрыска по менис- ку при помощи моментоскопа, обусловленным перетечками топли- ва по зазору в плунжерной паре. Учитывая, что ухудшение качественной работы агрегата зави- сит не просто от износов его основных деталей, а наступает по до- стижении пх определенной величины, называемой предельными взносами, срок службы изделия и обеспечение качественных пока- зателей в большой степени зависят от методов диагностики его технического состояния и грамотности приемов ремонта. Так, плун- жерная пара, бывшая в эксплуатации, в сочетании с новым нагне- тательным клапаном дает худшее протекание характеристики топ- ливоподачи, нежели с клапаном, с которым она прежде эксплуа- тировалась. Работа форсунки зависит главным образом от состояния распы- лителя, которое оценивается подвижностью иглы, состоянием кони- ческих запорных поверхностей иглы и корпуса, состоянием сопло- вых отверстий. Причинами, вызывающими снижение подвижности иглы вплоть до заклинивания, могут быть лаковые и сажевые от- ложения, как результат перегрева распылителя или прорыва газов из камеры сгорания двигателя, коррозия деталей при наличии в топливе воды, повышенные силы трения из-за деформации корпуса распылителя в результате небрежной сборки форсунки или непра- вильного ее монтажа в головку двигателя. Состояние запорных конических поверхностей зависит от вели- чины и характера износа и может быть определено по увеличению хода иглы в сравнении с заданными техническими условиями па новый распылитель. В результате износов запорных конических по- верхностей ухудшается и герметичность по запорному конусу. Это при эксцентричной выработке приводит к закоксовке сопловых от- верстий. Состояние сопловых отверстий зависит от подвижности иглы, герметичности распылителя по запорному конусу и давления начала подъема иглы форсунки. 69
Во всех случаях для правильного определения объема прове- дения ремонтных работ необходимо обследовать техническое со- стояние поступившей топливной аппаратуры. Это тем более необ- ходимо, так как часть основных узлов, например плунжерная пара, распылитель форсунки, нагнетательный клапан и другие, могли быть в процессе эксплуатации (при проведении технического об- служивания) заменены новыми и далеки от выработки полного ре- сурса работы. При ремонте топливного насоса высокого давления, топливо- подкачивающего насоса и муфты опережения впрыска не следует стремиться к их разборке, так как это нарушает взаимную прира- ботку деталей друг к другу и ведет к ухудшению характеристик изделий и снижению ресурса работы в целом. Разборку изделий рекомендуется проводить только после обследования технического состояния и в объеме, необходимом только для устранения выяв- ленных недостатков. Объем разборки должен определяться квалифицированным инженером. При обследовании технического состояния форсунки, наоборот, (учитывая специфику ее работы в непосредственном соприкоснове- нии с камерой сгорания двигателя) требуется полная разборка с тщательной промывкой и последующим определением ее пригодно- сти к дальнейшей эксплуатации. Для предотвращения случаев аварийного выхода из строя топ- ливной аппаратуры необходимо как при снятии аппаратуры с дви- гателя, так и после проведения ремонта все места подвода и отво- да топлива на нососе высокого давления, на топливоподкачиваю- щем насосе, топливных фильтрах и топливных трубопроводах за- крывать от попадания грязи защитными колпачками, пробками или заглушками, а в случае — их отсутствия — чистой! изоляционной лентой. В процессе сборки и разборки детали и узлы топливной аппара- туры должны тщательно промываться, укладываться в чистую та- ру и сохраняться от повреждений и коррозии. Топливный насос высокого давления Прежде чем приступить к проверке ТНВД, необходимо тща- тельно промыть сначала снаружи, а затем, отвернув винты, сняв боковую и нижнюю крышки насоса, а также крышку регулятора со всеми находящимися в ней деталями — внутри. Наибольший эф- фект достигается при мойке в предназначенной для этих целей установке специальными моющими растворами, подогретыми до температуры 70—90° С. Корпус топливного насоса высокого давления рекомендуется промывать в растворе, состоящем из 0,1—0,2% кальцинированной соды и 0,05—0,1% бихромата натрия. Для промывки деталей из цветных металлов (латунь, бронза, алюминий) используют раствор 70
с содержанием 3,5% эмульсола и 0,15% жидкого стекла. Для про- мывки стальных и чугунных деталей применяют раствор с содер- жанием 1,0—1,5% тринатрийфосфата, 0,5—1,0% нитрата натрия, 1,0—2,0% триэтаноламина. Через вскрытые полости внимательно проверяют состояние деталей. Детали с поломками, выкрашиваниями и местными выра- ботками подлежат замене или ремонту. Особое внимание следует обратить на состояние пружин толкателей, на пружины регулятора в метах зацепления с рычагами, на выработки (в виде радиальных канавок) от роликов грузов на торце муфты регулятора, на состоя- ние подшипников и опоры кулачкового вала, а также подшипников регулятора числа оборотов. Кроме того, следует удостовериться в плавности движения рей- ки при одновременном проворачивании кулачкового вала насоса п отсутствии заедания рейки, а также в легкости перемещения грузов, рычага регулятора и скобы кулисы. Необходимо проверить и в случае необходимости отрегулиро- вать люфт кулачкового вала удалением соответствующего количе- ства прокладок из-под передней крышки, проверить величину за- зора в зацеплении рейка насоса — венец зубчатый. При неподвиж- ном зубчатом венце ход рейки не должен превышать 0,25 мм. Рис. 65. Приспособление для раз- борки и сборки ТПВД: 1 — эксцентрик; 2, 4 — плиты; 3 — па- лец; 5 — планка; 6—прихват 71
Рис. 66. Топливный насос / — корпус; 2 — перепускной клапан; 3 — рейка; 4, 13 — уплотнительные кольца; 5 — ограни 7 — автоматическая муфта опережения впрыска топлива; S —кольцевая гайка; 9 — пружинная // — регулировочные прокладки; 12— сальник; 14 — подшипник; 15— шайба; 16— кулачковый крышки; 19 — корпус регулятора числа оборотов; 20— опора кулачкового вала; 21 — указатель редки пружины толкателя; 26 — стяжной винт; 27 — установочный винт втулки плунжера: ка-сапун; 31 — штуцер; 32 — стяжной болт; 33— сухарь; 34 — упор клапана; 35 — уплотнитель 37 — ниппель; 38, 47 —пружины; 39 — нагнетательный клапан; 41 — седло; 43—-зубчатый плунжер; 49 — регулировочный болт; 50— контргайка; 51— толкатель; 52— ось; 54 — ролик После контрольного осмотра и устранения замеченных недо- статков полости кулачкового вала, регулятор и пружины толкате- лей следует промыть чистым дизельным топливом или маслом и собрать ТНВД. После заливки в полости кулачкового вала, регу- лятора и муфты опережения впрыска необходимого количества мас- ла приступают к определению технического состояния агрегата. ТНВД устанавливают на регулировочный стенд. Основным критерием, определяющим техническое состояние топливного насоса, является величина износа плунжерных пар. Пригодность плунжерных пар к дальнейшей эксплуатации опреде- ляют по величине максимально возможной пусковой подачи топли- ва, которая должна быть не менее 180 мм3/цикл при 80 об/мин кулачкового вала насоса. В случае необеспечения указанного требо- вания нагнетательные клапаны заменяют клапанами, имеющими 72
высокого давления: чительный винт; 6, 42, 45, 53 — втулки; шайба; 10 — крышка подшипника; вал; 17, 22, 40 — прокладка; 18, 23— уровня масла; 24— винт; 25. 48 — та- 28 — ввертыш; 29 — пробка; 30 — проб- ная шайба; 36 — колпачковая гайка; венец; 44, 55 — стопорный винт; 46 — следующей последовательности. телей. зазор по разгрузочному пояску 0,06—0,07 мм, и повторяют про- верку. Если и в этом случае не обеспечивается величина пуско- вой подачи топлива, плунжерные пары подлежат замене. После достижения требуемой величины пусковой подачи топлива ТНВД подвергают регулировке, контро- лю и сдаточным испытаниям. При обезличенном капиталь- ном ремонте на специальном ре- монтном предприятии, которое должно обеспечивать ресурс изде- лия не менее 80% от его первона- чального срока службы, величина пусковой подачи топлива должна быть не ниже 200 мм3/цикл. Обнаружение в процессе опре- деления технического состояния, регулировки п сдаточных испыта- нии каких-либо неисправностей требует разборки изделия в объе- ме, необходимом по условиям ре- монта, и более тщательного об- следования состояния деталей п узлов. Разборка и сборка ТНВД должны выполняться на приспо- соблении, исключающем дефор- мацию корпуса н предохраняю-- щем его от повреждений. Реко- мендуемая конструкция такого приспособления дана на рис. 65. Разборка ТНВД производится в Отвернув гайку 8 (рис. 66) креп- ления автоматической муфты, снимают муфту 7. Для отвертывания гайки 8 можно использовать ключ, изображенный па рис. 67. Затем снимают топливоподкачивающий насос, боковую крышку 23 (см. рис. 66), отвертывают колпачковые гайки 36, снимают соединитель- ные ниппели 37 и контрящие сухари 33, вывертывают штуцера 31 и вынимают упоры клапанов с пружинами 38. Далее при помощи съемника (рис. 68) следует вынуть из корпуса насоса седла 41 (см. рис. 66) с нагнетательными клапанами 39, а при помощи при- способления (рис. 69) пли рычага сжать пружины 47 (см. рис. 66) толкателей и пинцетом вынуть нижние тарелки 48 пружин толка- Вывернув установочные винты 27 втулок плунжеров, необходи- мо вынуть плунжерные пары и, слегка сжав пружины 47, вынуть
их из корпуса вместе с верх- ними тарелками 25, втулка- ми 45 зубчатых венцов и зубчатыми венцами 43. Пос- ле этого можно вынуть тол- катели 51 из направляющих в корпусе насоса. Для со- хранения заводской комп- лектовки при разборке на- сосных секций рекомендует- ся соблюдать закрепление комплектующих деталей за секциями. Не допускается раскомплектование плун- жерных пар, деталей нагне- тательных клапанов, а так- же верхней п нижней поло- вин промежуточной опоры кулачкового вала. Для снятия кулачкового вала насоса необходимо до- полнительно разобрать кор- пус регулятора (последова- тельность разборки приведе- на ниже), отвернуть стопор- ный винт опоры кулачкового вала, выпрессовать шпонки из обоих концов вала,отвер- нуть винты и снять крышку переднего подшипника 10. После этого можно вы- Рис. 67. Ключ для гайки крепления автома- тической муфты нуть кулачковый вал 16 в сборе с внутренними обоймами подшип- ников п сепараторами. В заключение проверяют состояние сальников и подшипников кулачкового вала. При необходимости замены сальники выпрессо- вывают и при помощи съемника (рис. 70) спрессовывают подшип- ники. Ремонт ТНВД. Состояние деталей и узлов насоса, поступив- шего в ремонт, необходимо рассматривать во взаимосвязи с дета- лями, с которыми они работают. Исключение составляют детали с механическими поломками, срывами резьб п дефектами, которые в основной массе ремонту не подлежат. Необходимо отметить, что величины предельно допустимых взносов в ряде случаев заниже- ны исходя из условий глубин хпмпко-термпческой обработки-—це- ментации, цианирования п т. д. Корпус при наличии трещин п срывов основных резьб, напри- мер, под штуцер ремонту не подлежит и заменяется. Допускается восстановление резьб под винты крепления нижней крышки, кор- пуса регулятора, передней крышки кулачкового вала, винты-фик- 71
Рис. 69. Приспособление для снятия тарелки пружины толкателя: 1 — рычаг; 2— пружина; 3 — тарелка саторы рейки насоса и промежуточной опоры кулачкового вала, а также под установочные винты втулок плунжера в том случае, ес- ли позволяет их расположение до края поверхности. Восстановле- ние производится методом разделывания отверстия под резьбу большего размера, установки в нее при помощи клея на основе эпоксидной смолы латунной вставки с последующей обработкой в ней резьбового отверстия требуемого размера. Толщина стенки в латунной вставке не должна быть менее 2 мм. Торец вставки обра- батывается заподлицо с основной поверхностью. Необходимо обратить особое внимание па состояние опорной по- верхности (в расточках секций корпуса) под заплечики втулки плунжера. Допускается указанную поверхность восстанавливать обработкой на глубину до 0,5 мм с обеспечением чистоты поверх- ности V 7, перпендикулярности ее к оси секции в пределах 0,03 мм и выполнением галтели (от опорной поверхности к цилиндриче- ской) радиусом не более 0,3 мм. Толкатель плунжера устанавливается в отверстие корпуса насо- са с исходным зазором 0,020—0,063 мм. Предельно допустимое уве- личение зазора в процессе эксплуатации не должно превышать 0,2 мм. Исходный суммарный зазор в узле ролик — втулка — ось толкателя составляет 0,029—0,095 мм и не должен превышать 0,3 мм (замеряют в узле в сборе). При несоответствии указанным требованиям толкатель подлежит разборке и ремонту. В этом слу- чае замеры производятся раздельно. Исходный зазор в соединении втулка ролика — ось ролика толкателя составляет 0,013—0,043 мм, а предельно допустимый при износе — 0,12 мм; исходный зазор в соединении втулка ролика — ролик толкателя составляет 0,016— 0,052 мм, предельно допустимый — 0,18 мм. При повторной сборке толкателя необходимо сохранить величину исходного натяга в сое- динении ось ролика толкателя — толкатель плунжера по отверстию, в которое запрессовывается ось ролика накатанным концом и ко- торый составляет 0,007—0,039 мм. Величину исходного натяга мож- но обеспечить подбором оси ролика по отверстию в корпусе толка-
Рис. 70. Съемник подшипников кулачкового вала: 1 — губки; 2 — корпус; 3 — штифт; 4, 7 — винты; 5 — ру- коятка; 6— головка винта; 8 — пружина теля из разных комплектов. Предельно допустимое уменьшение наружного диаметра ролика толкателя составляет 19,85 мм при но- минальном диаметре 2O_o,os мм. Кулачковый вал не должен иметь на поверхности профиля ку- лачков следов выкрашивания, пзносов питтингового характера, трещин, задиров и срыва резьб. Предельно допустимый износ по- верхности профиля не должен превышать 0,1 мм. Диаметр шеек под внутреннее кольцо радиально-упорных подшипников 7204 дол- жен быть не менее 20 мм при номинальном диаметре 2Oto’oo2 мм, диаметр шеек под уплотняющую кромку сальников — не менее 19,5 мм при натяге по уплотняющей кромке сальника не менее 0,5 мм, диаметр эксцентрика для привода топливоподкачивающего насоса — не менее 41,7 мм при номинальном диаметре 42_0,17 мм. диаметральный зазор в соединении кулачковый вал — средняя опо- ра не должен превышать 0,18 мм при исходном зазоре 0,04— 0,093 мм. Болт толкателя плунжера не должен иметь трещин, срывов и выкрашивания резьбы. Глубина выработки на торцовой части от опорного торца плунжера насоса не должна превышать 0,5 мм. При замене плунжерной пары рекомендуется заменить болт толкателя новым. Рейка топливного насоса в зацеплении с зубчатым венцом не должна иметь люфт более 0,25 мм при номинальном люфте не бо- лее 0,17 мм. Проверку осуществляют на топливном насосе высоко- 76
го давления методом движения рейки при неподвижном зубчатом венце. Износ в соединении рейка — втулка рейки не должен превышать 0,24 мм (номинальный 0,045—0,094 мм). Допускается ремонтиро- вать методом замены втулок с последующей обработкой отверстий под втулку в сборе с корпусом насоса до диаметра 14,0+°'019 мм и чистотой поверхности не ниже V 7. Втулки запрессовывают на глу- бину 11,8—12,2 мм от торцовой плоскости корпуса насоса. При об- работке отверстий под рейку необходимо учесть, что отверстия должны быть соосны. Калибр диаметром 13,98—13,985 мм должен свободно проходить через оба отверстия. Осп отверстий во втулках должны находиться на расстоянии 16,95—17,05 мм от вертикальной плоскости, проходящей через осп двух крайних отверстий диаметром 15+0-019 мм под втулки плунже- ров, и на расстоянии 111,9—112,1 мм от горизонтальной плоскости, проходящей через ось отверстий под крышку подшипника и корпус регулятора, и быть параллельными последней с точностью 0,1 мм. Детали, выполняющие роль уплотнений (прокладки, уплотни- тельные кольца, шайбы, сальники и т. д.), восстановлению не под- лежат п заменяются новыми. Для обеспечения герметичности по стыку должны быть тща- тельно проверены п восстановлены сопрягающиеся поверхности втулки плунжера и корпуса нагнетательного клапана по пло- скостности и чистоте поверхностей. Нагнетательные клапаны должмы быть подвергнуты особенно тщательной проверке. Как показывает анализ, пзносы нагнетатель- ных клапанов проявляются в потере герметичности по уплотняю- щему конусу, которая может легко восстанавливаться в условиях обычной мастерской по ремонту топливной аппаратуры, п в увели- чении зазора по разгрузочному пояску. Увеличение зазора по раз- грузочному пояску способствует улучшению протекания скоростной характеристики подач и повышению устойчивости оборотов холос- того хода двигателя за счет корректирующего эффекта. Как изве- стно, увеличение зазора в зоне разгрузочного пояска приводит к увеличению остаточного давления на линии нагнетания, что, в свою очередь, может привести к появлению подвпрысков. Исследова- тельские работы показывают, что явление подвпрыска при зазо- рах до 0,07 мм отсутствует во всем диапазоне подач и оборотов, дальнейшее же увеличение зазора может вызвать явление под- впрыска (при работе с новой плунжерной парой). Учитывая, что установка нагнетательных клапанов с увеличен- ным зазором требуется только для компенсации износа плунжер- ных пар, рекомендуется применять клапаны с зазором по разгру- зочному пояску до 0,1 мм, а учитывая, что зазор между корпусом клапана п разгрузочным пояском оказывает существенное влияние на равномерность подачи секциями насоса, нагнетательные клапа- ны перед установкой в насос высокого давления необходимо сор- тировать по величине зазора на группы так, чтобы в пределах груп- пы колебание зазора не превышало 0,01 мм. 77
Рис. 71. Схема установки Для контроля и сор- тировки нагнетательных клапанов симость высоты поднятия поплавка от Сортировку нагнета- тельных клапанов на груп- пы можно производить при помощи пневматиче- ского длиномера с конус- ностью трубки 1:400 и 1 : 1000. Принципиальная схема прибора показана на рис. 71. Прибор состо- ит из пневматического длиномера 2, редуктора давления 3, масловлаго- отделителя 4, приспособ- ления 5 для установки клапанной пары 1 и мик- рометрического винта 6, обеспечивающего подъем нагнетательного клапана в рабочее положение на 1,2—1,4 мм. При сборке прибора необходимо обес- печить герметичность всех соединений. Шкала при- бора, выражающая зави- эффективного проходного сечения клапана по разгрузочному пояску, градуируется по эта- лонным клапанным парам с интервалом 0,01 мм в пределах общего зазора до 0,1 мм. При этом для зазора от 0,01 до 0,1 мм использу- ется трубка длиномера с конусностью 1 :400, а для замера зазора от 0 до 0,002 мм— 1 : 1000. Испытание нагнетательного клапана. Клапан, смазанный чистым дизельным топливом, должен свободно садить- ся на уплотняющий конус под действием собственного веса из лю- бого положения по высоте и углу поворота относительно седла. Местные сопротивления и прихватывания при перемещении клапа- на не допускаются. Плотность прилегания клапана по конусу про- веряется воздухом под давлением 5—6 кгс/см2, прижимающим кла- пан к седлу. Проверять следует клапан в трех положениях отно- сительно корпуса, выдерживая его в каждом положении не менее 15 с. Пропуск воздуха не допускается. Пропуск определяется по выделению воздушных пузырьков при погружении клапана в ди- зельное топливо. Величина зазора по разгрузочному пояску п соответствие зазо- ра одной из рекомендованных групп проверяется по методу, опи- санному выше. Испытание плунжерных пар. После тщательной промывки деталей пары и смазки их чистым дизельным топливом плунжер, выдвинутый на 20—25 мм в вертикальном положении, должен плавно опускаться во втулке под действием собственного 78
веса на всей длине хода и при различных углах поворота плунжера во втулке. Местные сопротивления и прихватывания при переме- щении плунжера во втулке не допускаются. Работоспособность плунжерной пары проверяют как указано в разделе «Регулировка ТНВД в сборе с регулятором числа оборо- тов» в направлении обеспечения ею величины подачи топлива на пусковых режимах работы. Сборка ТНВД начинается с установки на вал промежуточ- ной опоры и напрессовкп переднего и заднего роликоподшипников без наружных обойм. Каждый подшипник должен упираться в бурт вала утолщенной частью внутренней обоймы. Далее в переднюю крышку и корпус регулятора заподлицо с торцовыми поверхностя- ми запрессовывают сальники, привертывают к корпусу топливного насоса корпус регулятора, предварительно смазав сопрягающиеся поверхности пастой герметик; при помощи оправки, предохраняю- щей сальник от повреждения, устанавливают кулачковый вал, ввер- тывают стопорный винт опоры, зачеканивают впиты крепления корпуса регулятора и винт опоры и устанавливают переднюю крыш- ку, предохранив от повреждения шпоночным пазом рабочую кром- ку сальника. При туго затянутых винтах крышки подшипника ку- лачковый вал должен поворачиваться от руки без ощутимых заеда- ний и толчков. Осевой люфт вала под усилием 5—6 кгс должен быть 0,01—0,07 мм. В случае необходимости он может быть отре- гулирован постановкой прокладок И (см. рис. 66) под фланец пе- редней крышки. Винты крепления корпуса и передней крышки за- чеканивают. После этого устанавливают толкатели. Высота толка- теля в сборе с винтом должна быть 37,3—37,5 мм. Сборка насосной секции. В корпус устанавливают венец с втулкой, верхней тарелкой и пружиной. Средний зуб вен- ца должен находиться в средней впадине рейки, а прорезь венца и отверстие под установочный винт в корпусе насоса должны ле- жать в одной плоскости. Рис. 72. Расположение соединительных ниппелей иа топливном насо- се высокого давления двигателей: а — ЯМЗ-236; б —. ЯМЗ-238 79
Далее устанавливают плунжерную пару и затягивают устано- вочный винт втулки и плунжера. Выступ плунжера, помеченный риской, должен быть обращен в сторону паза втулки. После затяж- ки установочного винта рейка должна перемещаться легко, без ощутимых затруднений не менее 25 мм. Используя приспособление (см. рис. 69), сжимают пружину и вставляют нижнюю тарелку пружины. Запас хода плунжера при крайнем верхнем положении толкателя должен быть не менее 0,6 мм. Установив нагнетательный клапан и штуцер и затянув послед- ний (момент 10—12 кгс-м), проверяют легкость перемещения и ве- личину свободного хода рейки, которая при неподвижном зубчатом венце должна быть не более 0,25 мм. После этого устанавливают подкачивающий насос, нижнюю и боковую крышки, соединительные ниппели, колпачковые гайки, ставят и затягивают контрящие сухари. Соединительные ниппели устанавливают в соответствии с рис. 72. Привод топливного насоса Вал привода топливного насоса подлежит контролю по состоя- нию резьбы, ширине шпоночных пазов и диаметрам шеек под шес- терню, фланец полумуфты и сальник. Ширина шпоночных пазов не должна превышать 6,00 мм, диаметр шейки под шестерню дол- жен быть не менее 25,00 мм и шейки под фланец полумуфты не менее 23,60 мм. Если ширина шпоночных пазов больше 6,00 мм, не- обходимо профрезеровать пазы глубиною 6,7+°>2 мм на ширину 8Zo,o55 мм фрезой диаметром 22+0-84 мм, выдержав положение па- зов .в одной плоскости с точностью 0,2 мм и смещение оси симмет- рии их с диаметральных плоскостей опорных поверхностей не бо- лее 0,1 мм. В этом случае вал комплектуют ремонтными шпонками, изготовленными согласно рис. 49; ширина шпонки Н должна быть 8-0,025 мм. Восстановление поверхностей под шестерню, фланец, полумуф- ты и сальник можно производить хромированием с последующей обработкой до диаметров: под шестерню 25+о,'оо2 мм, под фланец полумуфты 23,8Zo,оз! мм и под сальник 25-0,140 мм. При обработке необходимо обеспечить концентричность поверхностей таким обра- зом, чтобы биение поверхности под фланец полумуфты относитель- но общей оси опорных поверхностей было не более 0,02 мм, а по- верхности под сальник не более 0,05 мм. Фланец полумуфты привода топливного насоса. Трещины, вмя- тины и изломы на фланце полумуфты не допускаются. Ширина шпоночного паза не должна превышать 6,08 мм. При большей ши- рине паз необходимо фрезеровать до ширины 8$од15 мм, обеспечив совмещение с диаметральной плоскостью посадочного отверстия с точностью 0,08 мм. Ремонтная шпонка должна соответствовать рис. 49. 80
Полумуфта привода топливного насоса. Трещин и изломов на полумуфте не допускается. Подлежат контролю состояние резьбы, ширина и расположение кулачков. Ширина кулачков должна быть не менее 13,91 мм, а отклонение рабочих поверхностей кулачков от общей плоскости не должно превышать 0,06 мм. Шайба полумуфты привода топливного насоса. Ширина пазов, в которые входят кулачки полумуфты привода топливного насоса, не должна превышать 14,2 мм, а ширина пазов для кулачков авто- матической муфты — не более 10,2 мм. При больших размерах ши- рины пазов и при капитальном ремонте двигателя шайба подле- жит замене. Регулятор числа оборотов Во время ремонта регулятора числа оборотов не рекомендуется без необходимости разбирать узел державки грузов, так как при распрессовке детали можно повредить. Кроме того (даже в слу- чае разборки), требуется строго соблюдать комплектность грузов, подобранных по статическому моменту. Разборка регулятора числа оборотов производится в после- довательности: снимают крышку 7 (рис. 73) смотрового люка, пин- цетом отсоединяют пружину 38 от рычага рейки, отсоединяют пру- жинную планку от рейки 40 топливного насоса высокого давления и снимают крышку 2 регулятора. При снятии крышки необходимо предохранить от утери 27 шариков 29, находящихся в трапецеи- дальной канавке муфты грузов. Отвернув болты крепления стакана 37, снимают стакан вместе с державкой грузов и грузами 30. Снятие и раскомплектовка гру- зов не допускается. После этого отвертывают гайку крепления шестерни и снимают шестерню 32 с фланцем 31 и сухарями 33 с втулки 34 шестерни. Втулку 34 снимают с кулачкового валика топливного насоса съем- ником (рис. 74). Крышку регулятора необходимо разбирать в следующем поряд- ке: отвернуть винты-заглушки, вынуть ось 41 рычагов, снять рычаг 9 регулятора с муфтой 28 грузов и рычагом 17 рейки, отсоединить двуплечий рычаг 6 от пружины 5 регулятора, снять пружину, от- вернуть болт и ось скобы кулисы и снять кулису 18 и скобу кулисы 14, вынуть вал 27 рычага пружины вместе с рычагом управления регулятором, предварительно ослабив болт крепления рычага пру- жины, переместив рычаг пружины по валу и удалив шпонку. Для разборки кулисы необходимо повернуть ось 22 относитель- но кулисы 18, тем самым утопив фиксатор 20. В образовавшийся зазор между торцом фиксатора и вырезом оси вставить пластину толщиной 1,5—2 мм и, развернув ось в первоначальное положение, вынуть ее. Для разборки стакана в сборе с валиком державки грузов не- обходимо провернуть пружинное кольцо, извлечь из стакана валик 81
2!.i 21 22 23 2'i 25 26 21 28 23 30 31 32 33 ?Ч Рис. 73. Регулятор числа оборотов: 1 — корпус; 2, 7, 26 — крышки; 3, 9, 17 — рычаги; 4 — компенсационная пружина; 5, 10, 23, 24, 38 — пружины; 6 — двуплечий рычаг; 8 — винт регулировки номи- нальной подачи; П — корпус буферной пружины; 12 — болт номинальной подачи; 13— серьга; 14—• скоба; 15 — упорная пята; 16—'корректор; /8—кулиса; 19— винт регулировки мощности; 20 — фиксатор; 21 — винт кулисы: 22—ось кулисы; 25 — ось упорной пяты; 27—-вал рычага; 28 — муфта грузов; 29 — шарик; 30— груз; 31 — фланец втулки ведущей шестерни; 32—ведущая шестерня; 33 —-сухарь; 34 — втулка; 35 — ролик; 36 — валик державки грузов; 37 — стакан; 39 — тяга; 40 — рейка; 41— ось рычагов 36 державки грузов в сборе с державкой и подшипниками, спрес- совать с валика передний (малый) подшипник. Спрессовывание с валика державки грузов заднего подшипника, а также раском- плектовка грузов без необходимости не рекомендуются. При сня- тии грузов последние должны быть установлены вновь в той же комплектности. Ремонт деталей регулятора числа оборотов и их за- мену рекомендуется рассматривать во взаимосвязи с деталью или узлом, с которым они работают в паре. 82
Державка грузов регулято- ра в сборе с грузами для опре- деления пригодности к дальней- шей эксплуатации должна под- вергаться осмотру и обмеру без разборки, так как при выпрес- совке детали могут быть при- ведены в негодность и может быть нарушена комплектность грузов, которые в одном узле подбираются друг к другу с разницей в статическом момен- те не более 3 гс-см. Частичная или полная разборка узла в зависимости от выявленного недостатка допускается только в случае обнаружения износа, превышающего допустимый, или нарушения целостности де- талей. Рис. 74. Съемник втулки шестерни: /—захват; 2 — рукоятка; 3—вши Зазор в зацеплении между зубьями валика державки и веду- щей шестерни не должен превышать 0,25 мм при номинальном устанавливаемом на заводе 0,085—0,146 мм. Проверку производят при установке деталей на свои рабочие места. Зазор между втул- ками грузов и осями грузов, запрессованными в державку, не должен превышать 0,24 мм при номинальном 0,035—0,075 мм. За- зор между роликом груза, передающим усилие на муфту, и осью ролика — не более 0,3 мм, при номинальном — 0,025—0,060 мм. Наружный диаметр ролика груза должен быть не менее 15,8 мм. Муфта грузов не должна иметь износ торца более 0,1 мм. Местные выработки от роликов грузов в виде радиальных канавок на глубину не более 0,1 мм устраняют методом шлифовки торца муфты до полного удаления следов износа. Упорная пята, устанавливаемая в подшипнике муфты грузов, может иметь выработку на поверхности, работающей в паре с кор- ректором, не превышающую 0,3 мм. Зазор в соединении упорной пяты с осью не должен превышать 0,16 мм при номинальном 0,025—0,091 мм. Корректор регулятора, работающий в паре с упорной пятой, мо- жет иметь на торцовой поверхности выработку не более 0,1 мм. Рычаг регулятора на поверхности, опирающийся в упорную пя- ту, не должен иметь выработку свыше 0,3 мм. Дальнейшее рассмотрение величин износов деталей регулятора удобнее оценивать по состоянию суммарных зазоров в парах со- прягаемых деталей. Зазор в соединении серьги регулятора с осью упорной пяты не должен превышать 0,32 мм при поминальном за- зоре— 0,040—0,146 мм, серьги регулятора с пальцем рычага — не более 0,36 мм при номинальном — 0,040—0,145 мм, рычага репки с осью упорной пяты — не более 0,31 мм при поминальном —
0,025—0,076 мм, пальца рычага рейки с тягой рейки — не более 0,4 мм при номинальном 0,025—0,075 мм, пальца тяги рейки с рейкой насоса — не более 0,3 мм при номинальном — 0,040— 0,146 мм, двуплечего рычага с осью рычагов — не более 0,45 мм при номинальном — 0,100—0,215 мм, рычага регулятора с осью рычагов в крышке регулятора — не более 0,17 мм при номиналь- ном — 0,035—0,080 мм, рычага регулятора с пальцем серьги — не более 0,24 мм при номинальном-—0,025—0,075 мм, вала рычага пружины с втулкой в крышке регулятора — не более 0,42 мм при номинальном — 0,007—0,02 мм, оси рычагов с крышкой регулятора (опорные отверстия)—не более 0,2 мм при номинальном 0,005— 0,036 мм, оси кулисы с ввертышем оси в крышке регулятора — не более 0,23 мм при номинальном — 0,035—0,115 мм. Допускается выработка на поверхности паза кулисы от пальца рычага рейки глубиной до 0,25 мм и износ пальца (при номинальном диаметре 5,ОО-о,о25 мм) до диаметра не менее 4,73 мм. Сборку регулятора числа оборотов необходимо выполнять в следующем порядке: вставить шпонку, установить втулку шестерни на кулачковый вал ТНВД, подсобрать шестерню с сухарями и фланцем, надеть ее на втулку, проверить легкость ее вращения на втулке, затянуть гайку крепления шестерни (момент 1—2 кгс-м) и законтрить. Люфт в демпфирующем устройстве не допускается. Далее следует установить вал с напрессованными на нем под- шипниками и державкой грузов в стакан, застопорить его пружин- ным кольцом, проверить легкость вращения вала. Передний под- шипник должен быть напрессован на вал так, чтобы в бурт вала упиралась утолщенная часть внутренней обоймы подшипника. После этого необходимо установить стакан в корпус регулятора, надежно затянуть болты крепления стакана, тщательно законт- рить их шайбами, подсобрать крышку регулятора в порядке, об- ратном разборке, и установить крышку на регулятор. При сборке крышки регулятора необходимо учесть, что рычаг регулятора и двуплечий рычаг должны свободно качаться на оси относительно друг друга; осевой люфт вала рычага пружины дол- жен быть 0,1—0,3 мм; для установки 27 шариков в канавку муфты грузов следует применять консистентную смазку УМ (ГОСТ 782—59) или ЦИАТИМ-203 (ГОСТ 8773—63) или их заме- нители; винт подрегулировки подачи топлива должен быть вывер- нут заподлицо с бобышкой крышки регулятора; при сборке кор- ректора должен быть обеспечен предварительный натяг пружины корректора в пределах 8,5—9,5 кгс. Регулировку производят при помощи шайб, устанавливаемых между дном корпуса корректора и пружиной. Собранный корректор устанавливают заподлицо с опорной пло- щадкой рычага регулятора и законтривают гайкой. Подшипник муфты грузов следует напрессовать на пяту таким образом, чтобы в бурт пяты упиралась утолщенная часть внутрен- ней обоймы подшипника. В собранном регуляторе все детали 84
должны перемещаться без зае- даний, рычаг управления и ско- ба кулисы должны плавно возвращаться в исходное поло- жение под действием пружин. Автоматическая муфта опережения впрыска Прежде чем приступить к ремонту автоматической! муф- ты, требуется определить его необходимость. Для этого муф- та с насосом высокого давле- ния должна быть установлена на стенд и проверена ее харак- теристика, которая должна со- ответствовать значениям, при- веденным в табл. 22. Перед установкой! на стенд внутренние Рис. 75. Приспособление для разбор- ки и сборки автоматической муфты опережения впрыска: 1 — установочные пальцы; 2 — плита полости муфты промывают и за- полняют чистым дизельным маслом. Разбирают и ремонтируют автоматическую муфту только в том случае, если она не обеспечивает требуемых характеристик. Разборка автоматической муфты опережения впрыска осу- ществляется на специальном приспособлении (рис. 75). Сначала в двух местах расчеканивают ведомую полумуфту 1 (рис. 76), вывертывают винты-заглушки 6 из корпуса муфты и сливают мас- ло. Во время расчеканки следует учесть необходимость сохране- ния опорного уплотняющего торца ведомой полумуфты. Для этого расчеканку производят, не выводя поверхность чеканенных мест до уровня основного торца. Во время отворачивания полумуфты заче- каненные участки сами устанавливаются заподлицо с основной поверхностью. Затем отвертывают корпус 11 муфты с ведомой полумуфты 1, используя ключ, изображенный на рис. 77, снимают ведущую полу- муфту 5 (см. рис. 76) с проставками 16, грузы 12, пружины 4, прокладки 17 и выпрессовывают сальники 8 и 10 из корпуса муфты и ведущей полумуфты. Учитывая, что грузы муфты при установке в узел подбираются по статическому моменту, необходимо сохранять их попарную комплектность при последующей установке в узел муфты опереже- ния впрыска. При ремонте деталей автоматической муфты необходимо различать старую н модернизированную в 1970 г. конструкции муфт, так как в старой конструкции существенное значение имеют износы профильной поверхности груза. Детали с поломками и тре- щинами ремонту не подлежат. Анализ состояния рабочих поверхностей деталей автоматиче- ской муфты и определение их пригодности к дальнейшей эксплуа- 85
17 Рис. 76. Автоматическая муфта опережения впрыска: / — ведомая полумуфта; 2 — ось; 3 — уплотнительное кольцо; 4— пружина; 5 — веду- щая полумуфта; 6 — винт; 7 — втулка ведущей полумуфты; 8, 10 — сальники; 9 — коль- цевая гайка; // — корпус; 12 — груз; 13 — пружинная шайба; 14 — шпонка; 15 — кулач- ковый вал ТНВД; 16— проставка; 17 — регулировочная прокладка тации удобнее оценивать по состоянию поверхностей, по которым они работают в паре. Так, радиальный люфт между выступами ве- дущей полумуфты и прорезями соединительной шайбы привода на заводе-изготовителе устанавливается в пределах 0,1—0,2 мм и увеличение его свыше 0,3 мм в результате износов поверхностей не- допустимо. Зазор в соединении груза муфты с его осью не должен превышать 0,24 мм при номинальном — 0,040—0,094 мм. В автоматической муфте новой конструкции износы поверхно- стей в соединении проставки с грузом не регламентируются. По- Рис. 77. Ключ для установки корпуса автоматической муфты: 1 — палец; 2 — установочный палец; 3 — корпус; 4 — втулка; 5 — штифт 86
Таблица 22 Автоматическая муфта двигателя Частота вращения кулачкового вала, об/мин Угол разворота ведущей полумуфты относительно ведомой, град ЯМЗ-236, ЯМЗ-238, ЯМЗ-238К 1050 ±10 850 ±10 650 ±10 6-1 4+0,5 2,5t°’s ЯМЗ-238Г -и ЯМЗ-238И 850 ±10 650 ±10 4+0,5 2+0,5 явившиеся надиры рекомендуется удалить мелкой наждачной бумагой. В муфте старой конструкции местный износ цилиндриче- ского пальца ведущей полумуфты диаметром 20 мм не должен превышать 0,5 мм, соответственно местный износ сопрягаемой про- фильной поверхности груза не должен превышать 0,2 мм. Сборка автоматической муфты опережения впрыска произ- водится в следующем порядке: на оси 2 (см. рис. 76) ведомой по- лумуфты устанавливают грузы 12 одной размерной группы. Номер группы по статическому моменту указывается римскими цифрами на шлифованной поверхности со стороны профиля грузов. Грузы должны свободно вращаться на своих осях; заедания не допуска- ются. Запрессовав сальник 8 в отверстие ведущей полуфмуфты 5, при помощи оправки устанавливают ведущую полумуфту на ступицу ведомой и вставляют пружины 4 грузов. Величина предваритель- ного натяга пружин в собранной муфте должна быть 0,2—0,4 мм. Допускается постановка прокладок 17 под торцы пружин общей толщиной 0,5—0,8 мм. В собранной муфте при сведенных до упора грузах зазор между проставкой и профилем одного из грузов должен быть не более 0,1 мм. Во время сборки следует обратить внимание на недопустимость повреждения рабочей поверхности проставок острыми кромками грузов. Далее, в корпус 11 муфты заподлицо с внутренней торцовой поверхностью запрессовывают сальник 10, в выточку ведомой полу- муфты устанавливают резиновое уплотнительнре кольцо 3 и навер- тывают на ведомую полумуфту 1 корпус И. После сборки во внутреннюю полость муфты через отверстие в корпусе заливают дизельное масло Дп-11 ГОСТ 5304—54 (или соответствующее ему) до появления его в другом отверстии. Со- бранную муфту закрепляют на конусе кулачкового вала насоса высокого давления. Гайку 9 затягивают (момент 10—12 кгс-м) при помощи ключа, изображенного на рис. 67. 87
Рис. 78. Приспособление для раз- борки и сборки топливоподкачива- ющего насоса: / — плита; 2 — прихват; 3, 19, 22 — вин- ты; 4, 14, 21 — втулки; 5, 9, 11, 25, 29 — штифты; 6 — шпилька; 7, 20 — пружины; 8 — гайка; 10— кольцо; 11, 27 — болты; 12, 28 — шайбы; 13 — пра- вая ось; 15 — фиксатор; 16 — рычаг; 18 — колодка; 23, 30 — стойки; 24 — шпонка; 26-—левая ось; 31 -основа- ние Характеристика автоматической муфты должна соответствовать значениям, приведенным в табл. 22. Проверяют характеристику при помощи стробоскопического устройства. В случае обеспечения муфтой требуемых характеристик, ее необходимо снять с кулачко- вого вала насоса и после дополнительной подтяжки корпуса на ведомой полумуфте произвести в двух местах зачеканку для сто- порения резьбы. Топливоподкачивающий насос Разборке и ремонту топливоподкачивающий насос подвергает- ся только в том случае, если он не обеспечивает требуемых харак- теристик, указанных на 91 с. Разбирают топливоподкачивающий насос на специальном приспособлении. Рекомендуемая конструкция приспособления по- казана на рис. 78. Закрепив топливоподкачивающий насос на при- способлении, необходимо вывернуть ручной насос в сборе и пробку 17 (рис. 79) клапана, вынуть клапаны 14 и 25 с их пружинами, вывернуть пробку 5 пружины, вынуть пружину 3 и поршень 2, 88
снять стопорное кольцо 10, вы- нуть толкатель 9 и пружину 8 толкателя. При разборке п сборке топлп- воподкачнвающего насоса следу- ет помнить, что поршень и корпус подкачивающего насоса, а также поршень и цилиндр ручного насо- са представляют собой точно по- добранные пары и раскомплекто- ванию не подлежат. Ремонт. Детали и узлы на- соса необходимо рассматривать во взаимосвязи с деталями, с ко- торыми они работают в паре. Ме- ханические поломки деталей и срывы резьб ремонту не подле- жат, кроме случаев, указанных ниже. На корпусе топливоподка- чивающего насоса поломки и тре- щины не допускаются. Срывы резьб под болты крепления топ- ливопроводов исправляют мето- дом изготовления стальных ввер- тышей с последующей установкой их на клее, изготовленном на ос- нове эпоксидной смолы. Зазор между корпусом и порш- нем насоса не должен превышать 0,18 мм при номинальном зазоре 0,006—0,030 мм; между корпусом насоса и толкателем не более Рис. 79. Топливоподкачивающпп па- сос: 1 — корпус; 2 — поршень; 3, 8, 15 — пружи- ны; 4, 16 — уплотняющая шайба; 5, 17 — пробки; 6 — втулка; 7, 21 — штоки; 9 — тол- катель; 10—'Стопорное кольцо толкателя; И — сухарь толкателя; 12 — ось ролика: 13 — ролик; 14 — нагнетательный клапан; 18 ~ корпус цилиндра ручного насоса; 19— цилиндр ручного насоса; 20 — поршень; 22 — рукоятка; 23 •— прокладка; 24 — втул- ка; 25 всасывающий клапан; 26 — седло клапана 0,2 мм при номинальном — 0,070—0,093 мм; между осью ро- лика и толкателем поршня не бо- лее 0,15 мм при номинальном — 0,025—0,060 мм; между роликом толкателя и осью ролика не более 0,28 мм при номинальном — 0,025—0,060 мм; между цилинд- ром и поршнем ручного насоса не более 0,05 мм при номинальнс — 0,008—0,022 мм. На поршне топливного насоса выработка от штока толкателя не должна пре- вышать 0,25 мм. Клапан насоса с торцовой поверхностью седла должен обеспечивать герметичность соединения. Особое внимание необходимо уделять состоянию узла шток — втулка, так как от величины износов в этом соединении зависит количество перетекаемого топлива в полость кулачкового вала. Зазор в указанном соединении не должен превышать 0,014 мм. 89
систе- мы Рис. 80. Схема установки для испытании пары шток-втулка: 1 — воздушный аккумулятор; 2 — манометр; 3, 4, 5, 6-—краны; 7 —- масловлагоотделитель; 8 — корпус насоса; 9 — ограничитель переме- щения штока; 10 — соединитель для подвода воздуха к корпусу насоса Величину зазора в паре шток — втулка рекомендуется прове- рять, не извлекая втулки из корпуса насоса предлагаемым далее методом. Испытание пары шток — втулка подкачивающего насоса заключается в определении предельного состояния по изно- су данного прецизионного уз- ла. Предельное состояние оп- ределяется по времени падения давления воздуха от 5 кгс/см2 до 4 кгс/см2 в аккумуляторе объемом 30 см3, подключенном через кран к сети сжатого воз- духа. Схема установки для за- мера плотности прецизионного узла показана на рис. 80. Процесс замера плотности прецизионного узла заключа- ется в установке корпуса 8 на- соса в приспособление, запол- нении аккумулятора сжатым воздухом до давления не менее 5,5 кгс/см2, герметичном отклю- чении аккумулятора от маги- страли сжатого воздуха и замера времени, в течение которого про- исходит падение давления в аккумуляторе от 5 до 4 кгс/см2. Полу- ченное время падения давления сравнивается с аналогичными показателями плотности эталонной прецизионной пары, имеющей зазор в соединении, равный 0,014 мм. Пара подлежит замене или ремонту, если плотность испытуемой пары меньше эталонной. Сборка топливоподкачивающего насоса производится в по- следовательности, обратной разборке. Если в процессе обследова- ния узла прецизионной пары шток — втулка потребовалась ее за- мена, поверхность резьбы и торец в корпусе насоса тщательно очи- щаются от остатков клея, на котором была установлена удаленная втулка штока. Новая втулка штока должна быть установлена в корпус насоса на клее, составленном на основе эпоксидной смолы. Для обеспечения прочности и герметичности соединения при помо- щи клея тщательно очищенные контактирующие поверхности кор- пуса насоса и втулка штока должны быть предварительно обезжи- рены бензином или другой обезжиривающей жидкостью. После затяжки втулки штока (момент 1 кгс-м) проверяют легкость пере- мещения штока во втулке. В случае неудовлетворительной подвиж- ности величина момента затяжки должна быть уменьшена. Во время испытания проверяется производительность насоса. Установка для испытаний должна быть изготовлена по схеме: топ- 90
лпвный бак—-фильтр грубой очистки топлива — вакуумметр — топливоподкачивающий насос — манометр — мерный резервуар. Элементы схемы должны быть соединены прозрачными трубопро- водами с внутренним диаметром не менее 8 мм. Для создания разрежения на входе в насос и противодавления на выходе из насоса должны быть установлены краны. Испытания насоса проводятся на летнем дизельном топливе при температуре топлива 25—30° С. Отсутствие воздуха в системе контролируется по чистоте струи топлива в прозрачных топливопроводах. Насос должен засасывать топливо из бака, расположенного на 1 м ниже насоса. Производительность насоса при 1050 об/мин кулачкового вала стенда, разрежении у входного штуцера 170 мм рт. ст. и про- тиводавлении 1,3—1,5 кгс/см2 должно быть не менее 2,0 л/мин. При полностью перекрытом выходном кране стенда и 1050 об/мин кулачкового вала стенда насос должен создавать давление не ме- нее 3,5 кгс/см2. Ручной насос проверяют на стенде, имеющем схему: топливный бак — фильтр грубой очистки — топливный насос. Насос должен подавать топливо из топливного бака, расположенного ниже ручно- го насоса на 1 м. Испытание и регулировка ТНВД в сборе с регулятором числа оборотов и топливоподкачивающим насосом. После окончания мон- тажа каждый ТНВД с регулятором числа оборотов и топливопод- качивающим насосом в сборе должен быть подвергнут стендовой обкатке с последующим контрольным вскрытием и осмотром состо- яния деталей и узлов. Для равномерного и правильного распределе- ния нагрузок по отдельным элементам насоса в процессе обкатки он должен быть предварительно отрегулирован. После обкатки и контрольного осмотра насос должен быть окончательно отрегули- рован и на последнем этапе (перед отправлением в эксплуатацию на двигателе) пройти сдаточные испытания. Таким образом, каждый собранный после ремонта ТНВД дол- жен пройти стендовые испытания в следующем объеме: предвари- тельная регулировка; обкатка; контрольный осмотр; регулировка топливного насоса в сборе; сдаточные испытания. Предварительная регулировка ТНВД производится по той же методике, что и окончательная, только в меныпем объе- ме и не требуется той тщательности, которая предъявляется к окон- чательной настройке параметров насоса. Перед регулировкой в корпус насоса и корпус регулятора заливают дизельное масло мар- ки Ди-11 по ГОСТ 5304—54 до верхних меток указателей уровня. В предварительную регулировку насоса, являющуюся подготови- тельной операцией к обкаточным испытаниям, входят: регулировка начала подачи топлива секциями насоса; проверка запаса хода плунжера при положении толкателя в верхней мертвой точке (дол- жен быть не менее 0,6 мм); регулировка давления открытия на- гнетательных клапанов; регулировка величины и равномерности подачи топлива на поминальном режиме, т. е. при 1050 об/мин кулачкового вала насоса; регулировка начала выдвижения рейки 41
(начала движения рейки в сторону выключения подачи); установка номинальной подачи топлива при упоре рычага управления в болт ограничения максимального скоростного режима; установка запаса хода рейки на выключение при упоре рычага управления в болт минимальных оборотов. Обкатку производят на дизельном топливе с форсунками при давлении топлива на входе в ТНВД 0,5—2,0 кгс/см2. Перед обкат- кой по указателям уровня проверяют наличие масла в корпусе на- соса и в корпусе регулятора. Если в условиях ремонтного предпри- ятия объем обкаточных работ велик и имеют место трудности, связанные с засорением сопловых отверстий распылителей, допу- скается производить обкатку со стендовыми «ложными» распыли- телями, которые изготавливаются из обычных распылителей сошлифовыванием носика до полного вскрытия центрального от- верстия под запорным конусом. Пружины форсунок при обкатке должны быть затянуты на дав- ление подъема иглы 175—180 кгс/см2. Трубки высокого давления не должны иметь пережимов внутреннего диаметра. В начале обкатки рычаг управления регулятором устанавлива- ют на упоре в болт ограничения максимального скоростного режи- ма. Обкатку производят в течение 1 ч при 880—920 об/мин кулач- кового вала насоса и переменном положении рычага управления регулятора, угловое отклонение которого должно изменяться от положения максимального до минимального скоростного режима. Частота изменений положения рычага управления — до> 10—12 хо- дов в минуту. Во время обкатки не допускаются посторонние стуки в механиз- ме, перегревы свыше 80° С, течи топлива и масла. При контрольном осмотре ТНВД необходимо снять бо- ковую и нижнюю крышки насоса, крышку смотрового люка регу- лятора и произвести наружный осмотр деталей. Задиры, выкраши- вания, выработки и прочие дефекты не допускаются. Кроме того, следует проверить продольный люфт кулачкового вала и плавность движения рейки при одновременном проворачивании кулачкового вала насоса. Не допускаются заедания рейки; проверяется легкость перемещения рычага регулятора и скобы кулисы. Перед установкой крышек полости кулачкового вала, пружины толкателей и регулятора промывают чистым дизельным топливом или маслом. От тщательности и качества регулировки топливного насо- са в большой степени зависят мощностные п экономические пока- затели двигателя, а также надежность его работы. Поэтому регу- лировка топливного насоса должна выполняться на специальном, предназначенном для этих целей оборудовании. Топливные насосы высокого давления двигателей ЯМЗ-236 и ЯМЗ-238 рекомендуется регулировать на стендах NC-101 или NC-108, изготавливаемых на- родным предприятием Motorpal ЧССР; на стендах MD-12 народ- ного предприятия Mirkoz Венгерской Народной Республики; А1027 австрийской фирмы «Friedmann & Maier» и других, аналогичных 92
по конструкции. Трубопроводы высокого давления и форсунки (если даже они входят в комплект нового стенда для регулировки) не могут быть использованы для регулировки топливных насосов без аттестации в соответствии с условиями отбора стендового комп- лекта форсунок, как указано ниже. Соответствие параметров трубопроводов высокого давления и форсунок, с которыми насос регулируется на стенде, параметрам аналогичных узлов на двигателе гарантирует наиболее точное сов- падение стендовых и моторных (т. е. на работающем двигателе) показателей топливной аппаратуры. Таким образом, каждый стенд для регулировки топливных насосов высокого давления к двигате- лям ЯМЗ-236 и ЯМЗ-238 должен быть дополнительно укомплекто- ван специально аттестованным стендовым комплектом форсунок с трубопроводами высокого давления. В исключительных случаях при отсутствии возможности созда- ния стендового комплекта форсунок (например, в условиях неболь- шой мастерской с небольшим количеством ремонтов) допускается производить регулировку топливного насоса с форсунками, которые необходимо закрепить за каждой отдельной секцией насоса. В этом случае топливный насос должен быть установлен па двигатель только с теми форсунками, с которыми проходил регулировку, и с точным соблюдением подсоединения каждой форсунки к соответ- ствующей секции насоса. Этот метод неудобен тем, что при замене вышедшей из строя в эксплуатации форсунки на запасную нару- шается равномерность подачи топлива по сравнению с остальными и для восстановления которой требуется снимать насос для подре- гулировки. -Стенд для регулировки ТНВД должен быть оборудован: механизмом, обеспечивающим бесступенчатое изменение частоты вращения приводного вала в диапазоне от 0 до 1300 об/мин; уст- ройством для установки и закрепления испытуемого насоса в сборе с регулятором числа оборотов и подкачивающим насосом; топлив- ным баком, фильтрами грубой и тонкой очистки топлива; топлив- ной системой, обеспечивающей давление топлива в головке насоса не менее 23 кгс/см2; устройством для измерения и отбора порций топлива, подаваемого каждой секцией ТНВД; суммирующим счет- чиком количества ходов плунжера, сблокированным с устройством для измерения и отбора порций топлива; тахометром для установки скоростного режима; лимбом для регулировки чередования подач между секциями насоса; необходимым количеством манометров, вакуумметров и трубопроводов; устройством для поддержания во время работы температуры топлива в диапазоне 25—30° С; махови- ком на валу привода насоса с моментом инерции не менее 1,7 кгс-см/с2. Для обеспечения необходимой точности регулировки топливных насосов оборудование стенда должно отвечать следующим требо- ваниям. Привод стенда должен обеспечивать постоянство частоты вращения приводного вала в пределах ±5 об/мин в течение 5 мин. Пеногасители должны иметь одинаковую пропускную способность 93
с разницей в подачах одной секции через каждый пеногаситель не более 0,5 см3 за 1000 ходов плунжера при 1020—1040 об/мин ку- лачкового вала насоса и упоре рейки в ограничитель номинальной подачи. Стендовые бюретки должны быть высокой точности и обес- печивать точность замера не менее 0,2 см3 для объемов до 20 см3 и точность не менее 0,5 см3 для объемов от 20 до 150 см3. Бюретки, пеногасители и устройство для измерения количества топлива должны быть герметичны. При полностью наполненной бюретке не должно быть утечки топлива в течение 5 мин. Счетчик количества ходов плунжера должен отсчитывать 1000 ходов с точностью до одного хода, тахометр обеспечивать точность замера частоты вращения в пределах ±5 об/мин, лимб иметь градуировку через 1° и нониус с ценой деления не более Vs0, манометры и вакуумметры должны быть класса точности не ниже 1,6 по ГОСТ 2405—63 с ценой деления не более 0,1 кгс/см2 для манометров до 6 кгс/см2 и 1 кгс/см2 для манометров до 60 кгс/см2. Топливопроводы низкого давления должны иметь внутренний диаметр не менее 8 мм, фильтр тонкой очистки топлива должен иметь гидравлическое сопротивление не более 0,5 кгс/см2. Состоя- ние топливопроводов, фильтров грубой очистки топлива и положе- ние топливного бака должно обеспечивать разрежение у штуцера подкачивающего насоса, установленного на ТНВД в пределах 150—170 мм рт. ст. при расходе топлива 2,5 л/мин. Пережимы внутреннего сечения топливопроводов как высокого, так и низкого давления не допускаются. Стендовый комплект трубопроводов высокого давления должен иметь внутренний диаметр 2 мм, длину 412—418 мм и должен быть подобран по объему внутренней поло- сти в пределах 1,2—1,4 см3. Объем трубопровода определяется величиной объема жидкости, необходимой для заполнения внутрен- ней полости трубопровода. Сужение внутреннего сечения трубопро- вода на концах не допускается, рекомендуется проверять методом прохождения внутреннего диаметра трубопровода разверткой диаметра 2 мм на длину 20 мм. Создание стендового комплекта форсунок — процесс довольно трудоемкий и под силу только мастерской, располагающей квали- фицированными кадрами и достаточным количеством запасных частей. Для подбора стендового комплекта необходимо создать эталон- ную форсунку, у которой р/ (коэффициент суммарных проходных сечений сопловых отверстий распылителя) должен быть в преде- лах 0,23—0,24 мм2. Если предприятие не располагает установкой для определения р/ форсунки, его с достаточной достоверностью можно определить на новом восьмисекционном ТНВД, полученном с завода-изготовителя в порядке поставки запасных частей. Для создания эталонной форсунки необходимо иметь не менее 50 новых распылителей желательно различных сроков поставки. Распылители тщательно промывают и прочищают сопловые отвер- стия сверлом или стальной струной диаметром 0,34 мм с последую- щи
щей мойкой в профильтрованном дизельном топливе, установкой на форсунку и обкаткой. Обкатку рекомендуется проводить на рабо- тающем двигателе в течение 150—200 ч. В случае невозможности допускается производить обкатку на стенде с ТНВД в течение не менее 25 ч. После этого подбирают комплект трубопроводов высо- кого давления аналогично стендовому, но имеющему объем внут- ренней полости 1,25—1,35 см3, и с ним устанавливают форсунки и новый восьмисекционный насос на регулировочный стенд (наибо- лее подходящим для целей отбора эталонных и стендовых форсунок является стенд фирмы «Friedmann & Maier»). Замер величины по- дачи топлива производят на номинальном режиме, т. е. при 1030— 1040 об/мин кулачкового вала насоса. Средняя цикловая подача должна быть в пределах 104—108 мм3/цикл. Если средняя цикло- вая подача не соответствует указанным пределам (паспортным дан- ным), необходимо заменить насос и повторить проверку форсунок. Форсунка с трубопроводом высокого давления, имеющая показа- тели величины цикловой подачи, лежащие близко к середине указанного диапазона, т. е. в пределах 105,5—106,5 мм3/цикл, от- бирается для аттестации. Замер цикловых подач должен производиться не менее чем за 1000 ходов плунжера насоса. Каждую из отобранных форсунок с ее собственным трубопроводом высокого давления подключают по- очередно к каждой секции восьмисекционного насоса. Форсунка с трубопроводом, имеющая наименьший разброс величины подачи на номинальном режиме по всем восьми секциям насоса может быть аттестована как эталонная. Стендовый комплект форсунок отбирается на любой одной сек- ции любого (отрегулированного и не работавшего в эксплуатации) восьмисекционного насоса высокого давления. Величина цикловой подачи топлива на номинальном режиме стендовой форсунки не должна отличаться от показаний эталонной форсунки более чем па 0,5 мм3/цикл. Замер величины подачи топлива производится не ме- нее чем за 1000 ходов плунжера. Как эталонные, так и стендовые форсунки аттестуются только с прикреплением к ним трубопрово- дов высокого давления. Регулировка ТНВД в сборе с регулятором чис- ла оборотов. Перед регулировкой в корпус насоса и в корпус регулятора заливают дизельное масло Дп-11 по ГОСТ 5304—54 до верхних меток указателей уровня и проверяют герметичность на- гнетательных клапанов методом опрессовки их профильтрованным дизельным топливом через подводящий канал насоса под давле- нием 1,7—2,0 кгс/см2 при положении рейки, соответствующем вы- ключенной подаче. Течь топлива из соединительных ниппелей в те- чение 2 мин не допускается. Отверстие в корпусе перепускного клапана во время регулиров- ки закрывают резьбовой пробкой. Начало подачи топлива прове- ряется и регулируется без автоматической муфты опережения впрыска. Момент начала подачи топлива наиболее точно опреде- ляется по началу истечения топлива из отрезка трубки высокого 95
Рис. 81. Моментоскоп: 1—стеклянная трубка; 2 — переходная трубка; 3 — отрезок топливопровода высо- кого давления; 4 — шайба; 5 — накидная гайка давления (установленного на шту- цер) при создании в головке на- соса давления топлива не менее 22 кгс/см2. В случае отсутствия возможности использовать этот метод, рекомендуется начало по- дачи топлива определять по нача- лу движения топлива в моменто- скопе. Схема устройства момен- тоскопа показана на рис. 81. Начало подачи топлива сек- циями определяется углом пово- рота кулачкового вала насоса при вращении его по часовой стрелке, если смотреть со стороны приво- да. Первая секция правильно от- регулированного насоса начинает подавать топливо за 37—38° до оси симметрии профиля кулачка. Для определения оси симмет- рии профиля кулачка необходимо зафиксировать на лимбе момент начала подачи топлива при пово- роте кулачкового вала по часовой стрелке, повернуть вал по часовой стрелке на 90° и зафиксировать на лимбе момент начала подачи топлива при повороте вала против часовой стрелки. Середина между двумя зафиксированными точка- ми определяет ось симметрии профиля кулачка. Лимб должен иметь плотное соединение с валом привода. При повороте лимба люфт между валом и лимбом не допускается. Если угол, при котором первая секция насоса начинает подачу топлива, условно принять за 0°, то остальные секции должны начинать пода- Чу топлива при следующих значениях углов поворота кулачкового вала: Для насоса двигателя Для насоса двигателя ЯМЗ-236 ЯМЗ-238 Секция 1 . ... 0° Секция 1 . .... 0° » 4 . .... 45° » 3 . ... 45° » 2 . . . . . 120° » 6 . ... 90° » 5 . . . . 165° » 2 . . . 135° » 3 . . . . 240° » 4 . . . 180° » 6 . . . 285° » 5 . . . . 225° » 7 . . . 270° » 8 . .... 315° Неточность секцией насоса интервала между началом подачи топлива любой относительно первой должна быть не более 7з°. 96
Начало подачи топлива регулируется болтом толкателя. При вывертывании болта топливо начинает подаваться раньше, при ввертывании — позже. После регулировки регулировочные болты законтривают гайками и проверяют запас хода каждого плунжера при положении толкателя в верхней мертвой точке (не менее 0,6 мм). Далее проверяют, а в случае необходимости и регулируют давление открытия нагнетательных клапанов (17—20 кгс/см2). Величина и равномерность подачи секциями ТНВД регулирует- ся при температуре топлива 25—30° С и давлении топлива на входе в подводящий канал корпуса насоса 0,6—0,8 кгс/см2 при 1050 об/мин кулачкового вала. Если давление в магистрали больше или меньше указанного, необходимо снять перепускной клапан и поворотом его седла отрегулировать давление открытия. Перед на- чалом регулировок убеждаются в отсутствии подсоса воздуха в сое- динениях: открывают пробки для выпуска воздуха. Струя вытекаю- щего топлива должна быть прозрачной, без пузырьков и помутне- ния. После окончания регулировки седло клапана зачеканивают. Последовательность проверки и регулировки величины и равно- мерности подачи такова: при положении рычага 11 (рис. 82) управления регулятором на упоре в болт 13 минимальных оборотов и при 450—500 об/мин кулачкового вала устанавливают винтом 3 кулисы запас хода рейки на выключение подачи 0,5—1,0 мм. За- тем устанавливают начало выдвига рейки (начало движения рейки в сторону выключения подачи) для насосов двигателей ЯМЗ-236, ЯМЗ-238, ЯМЗ-238А и ЯМЗ-238К при 1100—1120 об/мин кулачко- вого вала; для двигателя ЯМЗ-238Г — при 900—920 об/мин; для двигателя ЯМЗ-238И — при 800—820 об/мин кулачкового вала на- соса. Регулировку производят болтом 12 ограничения максималь- ного скоростного режима; рычаг управления регулятором должен упираться в этот болт. При упоре рычага управления регулятором в болт ограничения максимального скоростного режима устанавливают винтом 6 регу- лировки номинальной подачи вдвиг рейки на 14,8—15,2 мм от край- него выдвинутого положения. При этом величина подачи каждой секцией насоса и неравномерность подачи должны быть в пределах, указанных в табл. 23. Средняя цикловая подача определяется как среднее арифмети- ческое значение фактических величин цикловых подач всех секций топливного насоса. Неравномерность подачи топлива подсчитывается по формуле а = (Vmax-Emin) 2 j00 %, V max + V’min где о — неравномерность подачи топлива; Птах — цикловая подача секции с максимальной производительностью; Vmm — цикловая по- дача секции с минимальной производительностью. Средняя цикловая подача топлива насосом, укомплектованным плунжерными парами, бывшими в эксплуатации, может быть уве- личена за счет установки нагнетательных клапанов (также быв- 4—1233 97
Рис. 82. Регулятор числа оборотов: 1 — скоба кулисы; 2 — винт регулировки мощности; 3 — винт кулисы; 4 — крышка смотрового люка; 5 — корректор: 6 — винт регулировки номинальной подачи; 7 — контргайка; 8— буферная пружина; 9 — корпус буферной пружины; 10 — регулиро- вочный винт двуплечего рычага; //— ры- чаг управления регулятором; 12— болт ог- раничения максимального скоростного ре- жима; 13—болт ограничения минимальных оборотов ших в эксплуатации) с большим диаметральным зазором по раз- грузочному пояску. Подача топлива каждой секцией насоса при 1020—1040 об/мин регулируется смещением поворотной втулки относительно зубчато- го сектора (необходимо ослабить стяжной винт соответствующего зубчатого сектора). При повороте втулки относительно сектора влево подача уменьшается, а вправо — увеличивается. После окон- чания регулировки впиты зубчатых венцов должны быть надежно затянуты, а на зубчатых венцах и поворотных втулках нанесены общие риски. Подрегулировки цикловой подачи при 840—860 об/мин осуще- ствляются поворотом корпуса корректора 5; при ввертывании кор- ректора подача увеличивается, при вывертывании — уменьшается. Подрегулировка цикловой подачи при 640—660 об/мин произво- 98
Таблица 23 Насос двигателя Частота вращения кулачкового вала, об/мин Цикловая подача, мм3/цикл Неравномерность иодачи секциями, % ЯМЗ-236 1030 ±10 105—107 ЯМЗ-236 850 ±10 109—111* 6 650 ±10 110—112* 8 450 ±10 105—112* И 250 ±10 — 15 ЯМЗ-238Г 830 ±10 93—95 —. 250 ±10 — 11 ЯМЗ-238И 730 ±10 92—94 — 250 ±10 .—. 11 ЯМЗ-238К 1030 ±10 90—92 -— 850 ±10 93—97* 6 650 ±10 95—99* 8 450 ±10 90—97* 11 250 ±10 — 15 Примечание. Значения, отмеченные знаком *, даны для средних цикловых подач. дится регулировочными шайбами, устанавливаемыми под пружину корректора. При установке дополнительных шайб увеличивается преднатяг пружины корректора, увеличивается и цикловая подача, при снятии шайб цикловая подача уменьшается. Величина пусковой подачи топлива при 70—90 об/мин кулачко- вого вала должна быть для насосов, укомплектованных новыми плунжерными парами и нагнетательными клапанами, 220— 240 мм3/цикл, для насосов, подвергнутых капитальному ремонту и укомплектованных плунжерными парами и нагнетательными кла- панами, бывшими в эксплуатации, — не менее 200 мм3/цикл. Пре- дельно допустимая величина пусковой подачи топлива в эксплуа- тации не должна быть менее 180 мм3/цикл. Подрегулировку про- изводят вывинчиванием винта 21 (см. рис. 73) кулисы. После этого винт кулисы необходимо законтрить чеканкой. Винтом регулировки номинальной подачи устанавливают вдвпг рейки, соответствующий цикловой подаче секциями в пределах, указанных в табл. 23, при упоре рычага управления регулятором в болт ограничения максимального скоростного режима. Затем проверяют неравномерность подачи топлива секциями на- соса при частичной средней цикловой подаче 15—20 мм3/цикл при 240—260 об/мин кулачкового вала. Неравномерность подачи топ- лива секциями насоса не должна превышать: при укомплектовании новыми плунжерными парами и клапанами для насоса двигателя ЯМЗ-236 — 40%, для насосов двигателей ЯМЗ-238 всех модифика- ций— 50%; при укомплектовании плунжерными парами и клапа- нами, бывшими в эксплуатации, для насоса двигателя ЯМЗ-236 — 60%; для насосов двигателей ЯМЗ-238 всех модификаций — 70%. 4* 99
В случае большой неравномерности подачи необходимо привести ее к допустимым значениям путем перестановки или замены нагне- тательных клапанов, а также подбора пружин нагнетательных кла- панов. Далее болтом 12 (см. рис. 82) ограничения максимального ско- ростного режима устанавливают начало и конец выдвига рейки. Начало выдвига рейки насосов двигателей ЯМЗ-236, ЯМЗ-238, ЯМЗ-238А и ЯМЗ-238К должно быть при 1070—1080 об/мин кулач- кового вала, конец выдвига — 1120—1150 об/мин, для насосов дви- гателя ЯМЗ-238Г начало выдвига — при 870—880 об/мин, конец — при 930—980 об/мин, для насоса двигателя ЯМЗ-238И начало вы- двига — при 780—790 об/мин. Число оборотов кулачкового вала насоса двигателя ЯМЗ-238И, соответствующее концу выдвига рей- ки (полному выключению регулятором подачи топлива секциями насоса через форсунки), должно быть на 30—55 об/мин больше чис- ла оборотов начала выдвига рейки при упоре рычага управления регулятором в болт ограничения максимальных оборотов. В слу- чае отклонения числа оборотов конца выдвига от заданных произ- водят регулировку винтом 10 двуплечего рычага. При ввертывании винта число оборотов конца выдвига рейки уменьшается, при вы- вертывании увеличивается. После этого следует проверить при вывернутом болте 13 мини- мальных холостых оборотов обеспечение автоматического выклю- чения подачи топлива при 225—275 об/мин кулачкового вала на- соса. Сдаточные испытания отрегулированного насоса прово- дятся с комплектом форсунок, предназначенных для обкатки насо- са в течение 45 мин при 1020—1040 об/мин кулачкового вала. Рычаг управления регулятором должен упираться в болт ограниче- ния максимального скоростного режима. За время испытаний про- изводится замер количества просочившегося через зазоры в пре- цизионных деталях в полость кулачкового вала топлива. Макси- мально допустимое просачивание топлива в полость кулачкового вала в течение 20 мин не должно превышать для насосов двигате- лей ЯМЗ-236 4,5 см3 для новых прецизионных узлов и 7,0 см3 для прецизионных узлов, бывших в эксплуатации; для насосов двигате- лей ЯМЗ-238 всех модификаций — не более 6.0 см3 для новых пре- цизионных узлов и 9,0 см3 для прецизионных узлов, бывших в эксплуатации. В случае резкого увеличения просачивания необхо- димо проверить герметичность соединения между торцами втулок плунжера и корпусом насоса и устранить дефект. Во время сдаточных испытаний проверяют выключение подачи топлива через форсунки при среднем положении рычага управле- ния регулятором. Впрыск топлива через форсунки не допускается. При повороте скобы 1 кулисы на 45° от исходного положения пода- ча топлива всеми секциями должна полностью прекращаться. Не допускаются ненормальные шумы, заедание плунжеров и других деталей (при разных положениях рейки), отпотевание и течь в местах уплотнений. 100
Перед снятием насоса со стенда отверстия отвода и подвода топлива закрывают транспортными пробками и колпачками, устанавливают на насос автоматическую муфту опережения впрыска. Форсунка Перед проверкой и раз- боркой форсунку (рис. 83) тщательно промывают в ди- зельном топливе и насухо вытирают. Разборку форсунки рекомендуется производить в специальном приспособле- нии (рис. 84), исключающем повреждения корпуса фор- сунки. Сначала отвертывают колпак 13 (см. рис. 83) фор- сунки, ослабляют контргай- ку 12, вывертывают до упо- ра регулировочный винт 10, вывертывают гайку 11 пру- жины, извлекают пружину 9 и штангу 7 форсунки, отвер- тывают гайку 2 распылите- ля и снимают распылитель 3, предохранив иглу 4 распы- лителя от выпадания. Кор- Рис. 83. Форсунка: 1 — корпус; 2 — гайка распылителя; 3 — распыли- тель; 4— игла; 5, 14 — уплотнительные шайбы; 6— штифт; 7—-штанга; 8— тарелка; 9—пружи на; 10-—регулировочный винт; И— гайка; 12— контргайка; 13 — колпак; 15 — штуцер; 16 — втулка; 17 — фильтр; 18—уплотнитель штуцера пус распылителя и игла со- ставляют прецизионную пару, в которой замена одной какой-либо детали не допускается. Во избежание поломок фиксирующих штифтов 6 снимать гайку распылителя, не отвернув предварительно регулировочный винт 10 и гайку 11 пружины до полного снятия преднатяга пружины, не разрешается. Затем вывертывают штуцер 15 форсунки. Детали форсунки очи- щают от нагара и промывают в бензине. Нагар с наружной поверх- ности распылителя очищают латунной щеткой, сопловые отверстия распылителя — стальной проволокой диаметром 0,34 мм, подводя- щие каналы распылителя — вручную сверлом диаметром 2 мм, внутренние полости распылителя — латунными скребками (рис. 85), острый конец иглы распылителя — латунной щеткой. Ремонт. Детали, имеющие поломки и трещины любого разме- ра, ремонту не подлежат. Герметичность по сопрягаемым плоско- 101
Рис. 84. Приспособление для сборки и разборки форсунок стям в соединении корпус форсун- ки — корпус распылителя восста- навливают доводкой сопрягаемых плоскостей. Износ торца корпуса форсунки от иглы распылителя более 0,1 мм устраняют после вы- прессовки штифтов методом под- шлифовки торца, обеспечивая его перпендикулярность к оси резьбы под гайку распылителя с после- дующей доводкой плоскости. При разрушении сеток фильтра в шту- цере форсунки его следует заме- нить. Особое внимание уделяют состоянию распылителя форсунки. Проверка его основных параметров проводится на форсунке в сбо- ре. Перед установкой на форсунку следует проверить ход иглы, т. е. размер между торцом иглы и торцом корпуса распылителя. Он не должен превышать 0,5 мм. Замер производят в приспособлении, оснащенном индикаторной головкой с ценой деления 0,01 мм. Пе- ремещение иглы распылителя должно происходить плавно без заеданий и прихватываний. Игла (после тщательной мойки дета- лей распылителя в бензине и смазки чистым дизельным топливом), выдвинутая на 7з длины направляющей поверхности из корпуса при угле наклона оси распылителя 45°, плавно (без заеданий) должна опускаться до упора под действием собственного веса. Сборка форсунки производится в последовательности, обрат- ной разборке. Перед сборкой все детали форсунки тщательно про- мывают в авиационном бензине и смазывают профильтрованным дизельным топливом. Затем устанавливают распылитель (до уста- новки пружины форсунки) и затягивают гайку распылителя (мо- мент 7—8 кгс-м). При наворачивают гайки распылитель следует развернуть против направления навинчивания гайки до упора в фиксирующие штифты и, придерживая его в этом положении, на- вернуть гайку рукой, после чего произвести окончательную затяж- ку. После затяжки гайки проверяют легкость перемещения иглы: при встряхивании форсунки должны быть слышны удары иглы рас- пылителя о корпус форсунки. Момент затяжки штуцера при установке в корпус форсунки со- ставляет 8—10 кгс-м, гайки пружины—10—12 кгс-м, колпака форсунки — 8—10 кгс-м. Регулировка и испытание форсунок. С I кв. 1971 г. в производство внедрен новый распылитель с диаметром запорной кромки 3 мм вместо 2,6 мм, изготавливаемого ранее (см. рис. 64). В связи с этим форсунки старой и новой конструкции по своим ре- гулировочным параметрам несколько различны. При подборе ком- плекта форсунок для установки на двигатель необходимо учиты- вать это различие и комплектовать его форсунками какой-либо одной конструкции. 102
Рис. 85. Латунные скребки для очистки внутренних полостей распыли- теля форсунки: а —для чистки кармана; б — для чистки конуса; в — для чистки колодца: 1 скребок; 2 — державка Форсунки, на которые установлены распылители, бывшие в эксплуатации, должны быть подвергнуты испытаниям на плотность соединения игла — корпус распылителя, герметичность конусов и качество распиливания топлива. Плотность проверяется при затяж- ке пружины форсунки до давления начала впрыска 300 кгс/см2. Время падения давления от 280 кгс/см2 до 230 кгс/см2 должно быть не менее 2 с при вязкости 1,4—1,5 условн. ед. и температуре топли- ва в период испытаний 18—22° С. Установка для испытания распы- лителя форсунки на плотность должна соответствовать требовани- 103
ям ГОСТ 8669—69. В период проверки подтекание топлива по уплотняющему конусу и просачивание по резьбе гайки распылителя не допускается. После проверки на плотность устанавливают номинальное дав- ление начала впрыска, равное 150+5 кгс/см2 для форсунок старой конструкции, и 165+5 кгс/см2 для новых и проверяют герметичность запорного конуса и качество распиливания форсункой топлива. Герметичность запорного конуса распылителя определяется сте- пенью увлажнения носика распылителя при поддержании давления в форсунке на 10 кгс/см2 ниже давления начала впрыска в течение 1 мин. Распылитель непригоден к дальнейшей эксплуатации при об- разовании и отрыве от носика трех капель в минуту. Качество распиливания топлива проверяется при обеспечении форсункой 90—120 впрысков в мин и номинальной подаче топлива: распыленное топливо должно быть в туманообразном состоянии. Начало и конец впрыска должны сопровождаться резким звуком. При несоблюдении указанных условий распылитель снимают с фор- сунки для ремонта или замены. Форсунки, на которые установлены новые (взятые из запасных частей) распылители, должны пройти приработку на специальном стенде. Испытания проводятся на профильтрованном летнем ди- зельном топливе при давлении впрыска 170+5 кгс/см2 для старой конструкции распылителя и 185+5 кгс/см2 — для новой. Давление впрыска регулируется винтом 10 (см. рис. 83), при ввертывании которого давление повышается, при вывертывании — уменьшается. После регулировки винт надежно стопорят контргайкой. Приработка форсунок производится в течение 20 мин с под- ключением их к топливному насосу высокого давления. Насос стен- да должен быть отрегулирован на цикловую подачу 120 мм3 при 1050 об/мин кулачкового вала, рейку насоса закрепляют в неиз- менном положении. После окончания приработочных испытаний форсунку (распы- литель) подвергают контролю на плотность, качество распыла топ- лива и герметичность. Плотность в соединении корпус распылите- ля— игла проверяется по методике, описанной выше: время паде- ния давления от 280 до 230 кгс/см2 должно быть не менее 8 с. После установки величины давления начала впрыска топлива 150+5 и 165+5 кгс/см2 для старой и новой конструкций соответствен- но проверяют качество распыливания топлива: распыленное топ- ливо при обеспечении форсункой 40—50 впрысков в минуту должно быть в туманообразном состоянии, без заметных на глаз отдельных капель, местных сгущений и сплошных струй. Начало и конец впрыска должны быть четкими и сопровождать- ся резким звуком. Пропуск топлива через запорный конус иглы при давлении до 140 и 155 кгс/см2 (соответственно для старой и новой конструкции) не допускается. При дальнейшем непрерывном повышении давле- ния до впрыска допускается появление капли, не отрывающейся от носика распылителя. 104
V. СИСТЕМА ОХЛАЖДЕНИЯ Водяной насос Разборку водяного насоса начинают с отвертывания гаек и снятия крышки 10 (рис. 86) и ее прокладки. Отогнув стопорную шайбу 13, отвертывают колпачковую гайку 12, удерживая валик за шкив от проворачивания. Крыльчатку водяного насоса снимают при помощи съемника (рис. 87, а). Для снятия нужно рифлеными концами губок 4 сжать ступицу крыльчатки 2 и вращением воротка 6 спрессовать крыль- чатку в сборе с упорным кольцом, манжетой и пружиной. Рис. 86. Водяной насос: / — сальник; 2 — корпус; 3, 19 — втулки; 4 — шпилька; 5 •— стопорное кольцо; 6—'упорное кольцо; 7 — пружина; 8 — манжета; £ —крыль- чатка; 10—-крышка; 11— валик; 12, 20, 22 — гайки; 13— стопорная шай- ба; 14 — перепускной ниппель трубки термостатов; /5, 16 — шарикопод- шипники; 17 — прокладка; 18 — корпус сальника; 21 — замковая шайба; 23 — ступица; 24 — боковина шкнва; 25 — регулировочные прокладки; 26 — пресс-маслеика 105
Рис. 87. Приспособления: а —для снятия крыльчатки водяного насоса; б — для удержания валика насоса; 1 —* корпус; 2 — крыльчатка; 8 — валик; 4 — губки съемника; 5, 9 — винты; 6, 7 — воротки; 8 — стяжная гайка; 10 — муфта Затем отвертывают гайку 22 (см. рис. 86) крепления шкива и снимают шкив. При отвертывании гайки валик 11 насоса удержива- ют от проворачивания при помощи муфты, изображенной на рис. 87, б. Муфту надевают на валик на место крыльчатки. Ступица шки- ва водяного насоса спрессовывается при помощи съемника. После этого необходимо вывернуть винты крепления корпуса 18 (см. рис. 86) сальника, снять корпус и прокладку 17, вынуть валик И насоса в сборе с подшипниками и втулками. Корпус водяного насоса не подлежит ремонту и заменяется при наличии любых трещин. Если резьба выступающей части шпилек не имеет повреждений, диаметр гнезда под большой подшипник не более 47,035 мм, диаметр гнезда под малый подшипник не более 40,027 мм и отсутствуют риски, царапины, задиры на торце втулки, корпус можно устанавливать на двигатель без ремонта. При пов- реждении резьбы выступающей части шпилек шпильки подлежат замене новыми. В случае срыва резьбы в корпусе необходимо от- верстие рассверлить в соответствии с табл. 3, нарезать резьбу и установить ремонтный ввертыш с внутренней резьбой номинального размера. Если диаметры гнезд под подшипники превышают 47,035 мм и 40,027 мм, их нужно расточить соответственно до диаметров 51+0Дб мм и 40+0,05 мм запрессовать втулки, изготовленные из стали 106
Рис. 88. Ремонтные размеры деталей водяного насоса: ° ~~ корпус; б — крыльчатка; в — валик; г — ступица шкива; / — корпус; 2 —втулка под задний подшипник; 3—втулка под передний подшипник
35 ГОСТ 1050—60 или чугуна СЧ 15-32 ГОСТ 1412—54 согласно рис. 88, а. Перед запрессовкой втулок корпус нагревают в масле до температуры 88—100° С. После запрессовки втулки растачивают соответственно до диа- метров 47_о.’оозмм и 4О±о,оо8Мм, выдержав концентричность внутрен- них диаметров втулок относительно поверхности Д с точностью 0,02 мм. Если на торце втулки 3 (см. рис. 86) под упорное кольцо тор- цового уплотнения имеются риски или царапины, втулка подлежит замене новой, изготовленной из стали 4X13 ГОСТ 5632—61. Втулку запрессовывают с натягом не менее 0,005 мм. Можно обработать торец втулки до требуемой чистоты, выдержав размер от рабочей поверхности втулки до плоскости прилегания крышки корпуса не более 44,0 мм. Крыльчатка водяного насоса подлежит замене при наличии тре- щин, изломов, очагов вымывания или кавитационных разрушений. При отсутствии указанных дефектов и диаметре Д (рис. 88, б) от- верстия под шейку вала не более 14,038 мм, размере А не более 12,75 мм и ширине пазов Б не более 10,0 мм крыльчатку использу- ют без ремонта, при больших размерах ее бракуют. Валик водяного насоса допускается использовать без ремонта при отсутствии повреждения резьбы на концах валика, отсутствии коррозии и износа на шейке под манжету сальника, диаметре шей- ки под крыльчатку не менее 13,982 мм, размере от поверхности шейки под крыльчатку до лыски не менее 12,62 мм, диаметре шеек под шарикоподшипники не менее 16,992 мм, ширине шпоночного па- за не более 3,00 мм. Коррозированную или изношенную шейку валика под резино-ар- мированный сальник протачивают, восстанавливают хромировани- ем и обрабатывают до диаметра 17±0,006 мм. При износе поверх- ности под крыльчатку больше 13,982 мм валик восстанавливают „ , - . . —0,006 хромированием с последующей обработкой до диаметра 14 -o.oie мм и размера до лыски под крыльчатку 12,7 Еол? мм. Если диаметры шеек под шарикоподшипники меньше 16,992 мм, необходимо их хромировать с последующей обработкой до диаметра 17±0,006 мм. Если ширина шпоночного паза больше 3,00 мм, следует фрезой диаметром 16+0'7 мм профрезеровать новый паз шириной 31с,'с в мм, глубиной 5,1+°’16 мм (сечение Б — Б на рис. 88, в). После ремонта биение поверхностей Дх и Д3 относительно поверхности Д не долж- но превышать 0,02 мм, взаимное биение поверхностей Д% и Д не более 0,04 мм, смещение шпоночного паза с диаметральной плоско- сти шейки не более 0,06 мм. Корпус 18 (см. рис. 86) сальника допускается к установке на двигатель при отсутствии трещин и изломов и диаметре наружной посадочной поверхности под корпус водяного насоса не менее 46,82 мм. Втулку 19 сальника допускается использовать при отсутствии трещин, сколов, забоин при диаметре наружной поверхности не 108
менее 21,50 мм и диаметре внутренней поверхности не более 16,980 мм. Пружина 7 сальника допускается к установке в насос, если ее длина в свободном состоянии не менее 24,5 мм и неперпендику- лярность торцов концевых витков к оси внутреннего диаметра пру- жины не превышает 3°. Шкив допускается к эксплуатации при отсутствии трещин, из- ломов, повреждения резьбы шпилек ступицы шкива, износе кони- ческой поверхности ручья не более 0,5 мм и диаметре отверстия шкива под валик не более 17,043 мм. Биение конической поверхно- сти П (рис. 88, г) относительно посадочного отверстия Д должно быть в пределах 0,12 мм. Ширина шпоночного паза допускается не более 3,065 мм. При большей ширине необходимо нарезать новый паз шириной 3+ол1о мм, как показано на рис. 65, г. Смещение шпоночного паза с диаметральной плоскости посадочного отверстия Д не должно превышать 0,05 мм. Сборку водяного насоса начинают с напрессовкп подшипников и втулки 19 (см. рис. 86) сальника на валик. Затем заполняют на- половину полость подшипников в корпусе тугоплавкой консистент- ной смазкой ЦПАТИМ-201 ГОСТ 6267—59, устанавливают в кор- пус 2 валик насоса в сборе, ставят прокладку 17, корпус 18 саль- ника и привертывают корпус винтами. Головки винтов закернива- ют от самоотвертывания. Далее запрессовывают шпонку в валик и напрессовывают шкив. Гайка 22 крепления шкива должна быть на- дежно затянута и застопорена шайбой 21. При затяжке гайки 22 валик 11 удерживается от проворачивания муфтой 2 (рис. 87, б), надетой на конец валика. Подсобрав крыльчатку 9 (см. рис. 86) с манжетой 8, обоймами, пружиной 7, упорной шайбой 6 и стопорным кольцом 5, надевают крыльчатку и стопорную шайбу 13 на валик, надежно затягивают колпачковую гайку 12 и законтривают ее. После этого устанавли- вают на шпильки прокладку, крышку 10, пружинные шайбы, при- вертывают крышку гайками и проверяют легкость вращения валика насоса. Заедание не допускается. Вентилятор и его привод Привод вентилятора рекомендуется разбирать в приспособ- лении, показанном на рис. 89. Фиксаторы 16 должны входить во впадины между зубьями шестерни И и препятствовать проворачи- ванию последней при разборке. Привод вентилятора закрепляют стопорными пластинами 2 и винтами 3. Отогнув ус стопорной шайбы и отвернув гайку крепления упру- гой муфты, при помощи съемника спрессовывают упругую муфту 8 и шкив 9 привода компрессора и генератора. Вынув привод венти- лятора и установив его другим концом в приспособление, чтобы шпонка вошла в паз втулки 15, отогнув ус стопорной шайбы 13 и 109
Рис. 89. Приспособление для сборки и разбор- ки привода вентилятора: 1 — корпус; 2 —• стопорная пластина; 3 — винт; 4 — штифт; 5 —• корпус привода вентилятора; 6, 13 — сто- порные шайбы; 7, 14— гайки; <5 —упругая муфта; 9 — шкив; 10 вал; 11 — шестерня; 12 — упорный фла- нец; 15 — втулка; 16 — фиксатор необхо- с вала шарико- втулку отвернув гайку 14, при по- мощи съемника снимают шестерню 11. Затем, ото- гнув усы стопорных шайб, вывертывают болты креп- ления упорного фланца, снимают упорный фланец 12, выпрессовывают из корпуса 5 вал 10 привода вентилятора в сборе с под- шипниками. При димости замены спрессовывают подшипники и сальника. Корпус привода венти- лятора заменяется при наличии обломов и тре- щин любого размера и расположения. Предельно допустимые диаметры от- верстий под подшипники в корпусе должны быть не более 62,03 мм для зад- него и 52,03 мм для перед- него подшипников. Если эти диаметры больше, то отверстия растачивают на ремонтные размеры соот- ветственно 66+°>06 мм и 56+°’06 мм и устанавлива- ют ремонтные втулки, как показано на рис. 90. Втул- ки изготавливают из ста- ли 35 ГОСТ 1050—60 или чугуна СЧ 15-32 ГОСТ 1412—54. Перед запрессовкой корпус нагревают в масле до темпе- ратуры 80—100° С. После запрессовки внутренние поверхности втулок обрабатыва- ют до размеров, указанных на рис. 90. При этом взаимное биение поверхностей Д и Д1 не должно превышать 0,02 мм, а неперпенди- кулярность оси поверхности /Д и торца 7\ должна быть не более 0,03 мм. Неперпендикулярность торца Т и оси поверхности Дх не должна превышать 0,04 мм. При повреждении резьбы в отверстиях под болты крепления упорного фланца следует просверлить и нарезать новые три отвер- стия М8, смещенные относительно старых на 15° по часовой стрел- ке. При сверлении отверстий допускается выход сверла во внутрен- нюю полость корпуса. ПО
Рис. 90. Корпус привода вентилятора: / — корпус; 2 — ремонтная втулка под передний подшипник; 3 — ремонтная втулка под задний подшипник Вал привода вентилятора, имеющий трещины, погнутость, скру- ченность, неисправную резьбу, сорванные шлицы, ремонту не под- лежит и заменяется. Предельный износ шеек вала под подшипники допускается до 24,993 мм. Если износ больше, шейки необходимо восстановить хромированием с последующей обработкой до диа- метра 25 Хода мм, обеспечив взаимную их несоосность в преде- лах 0,01 мм. Ширина шпоночного паза не должна превышать 6,002 мм. До- пускается устанавливать ремонтную шпонку из стали 35 ГОСТ 1050—60 по размерам, приведенным на рис. 91, с обработкой шпо- ночного паза до ширины 7 Zo,o55 мм. Смещение его с диаметраль- ной плоскости шейки не должно превышать 0,10 мм. Рис. 91. Вал привода вентиля- тора: / — вал; 2 — ремонтная шпонка III
Рис. 92. Оправка для запрес- совки сальника: 1 — корпус привода вентилятора; 2 — сальник; 3 — оправка Упругая муфта привода вентилято- ра с разрывами или отслоением рези- ны от металла, с износом шлиц и по- верхности, центрирующей крыльчатку, ремонту не подлежит и заменяется. При капитальном ремонте двигателя муфта должна быть заменена новой. Крыльчатка вентилятора подверга- ется проверке на плотность заклепоч- ных соединений и отсутствие деформа- ции деталей крыльчатки. Отклонение от положения в одной плоскости перед- них кромок лопастей вентилятора не должно превышать 2 мм. Диаметр по- садочного отверстия должен быть не более 50,07 мм. Диаметр отверстий под болты допускается до 12,0 мм. Обязательной при ремонте крыль- чатки или замене отдельных ее деталей является балансировка крыльчатки в сборе. Допустимая неслабалансирован- ность 20 гс. см. Сборку привода вентилятора на- чинают с запрессовки сальника в корпус при помощи оправки, изображенной на рис. 92. Наружную поверхность сальника необхо- димо предварительно смазать дизельным маслом. Затем на вал при- вода вентилятора напрессовывают подшипники. Усилие оправки при напрессовке должно прикладываться к внутреннему кольцу шарикоподшипника. Подшипники после напрессовки должны вращаться свободно, без заеданий. Далее вал в сборе с подшипниками вставляют в корпус привода вентилятора. Наружная обойма большого подшипника должна быть запрессована до упора в бурт расточки. На длинный конец вала надевают втулку сальника фаской к подшипнику и, установив привод в приспособление, напрессовыва- ют втулку до упора. Для сборки привода вентилятора используется то же приспособ- ление (см. рис. 89), что и при разборке. Запрессовав в вал шпонку, устанавливают и закрепляют болтами упорный фланец 12 (см. рис. 89). Болты стопорят отгибанием усов шайб на грани болтов. Пос- ле этого напрессовывают на вал до упора шестерню И привода вентилятора, устанавливают стопорную шайбу 13 и затягивают гайку 14 крепления шестерни (момент 18—26 кгс-м). Ус шайбы отгибают на грань гайки. Напрессовав шкив на упругую муфту вентилятора, на конец вала надевают стопорную шайбу, вставив ее отогнутый ус в отвер- стие муфты, затягивают гайку (момент 18—26 кгс-м) и отгибают усы шайбы на грани гайки. 112
VI. ЭЛЕКТРООБОРУДОВАНИЕ На двигателях ЯМЗ-236 и ЯМЗ-238 до июля 1968 г. устанавли- вались генераторы постоянного тока: экранированный Г-107Б и не- экранированный Г-105Б. С июля 1968 г. двигатели комплектовались генераторами переменного тока Г-270А, а с марта 1971 г.— гене- раторами переменного тока Г-271. Генераторы постоянного тока Генераторы Г-105Б и Г-107Б одинаковы по конструкции и имеют одну техническую характеристику. Проверку работы генератора можно производить непосред- ственно на двигателе или на специальном контрольно-испытатель- ном стенде. К генератору нужно подсоединить амперметр, вольт- метр и реостат, как показано на схеме (рис. 93, а), и проверить со- ответствие параметров генератора технической характеристике. Для проверки генератора, работающего в режиме электродви- гателя, необходимо включить приборы по схеме, указанной на рис. 93, б. Генератор при работе на холостом ходу в режиме электродви- гателя должен потреблять ток не более 7,2 А при напряжении па клеммах 24 В. Если при проверке работы генератора обнаружены значитель- ные отклонения от технической характеристики, следует найти при- чину и отремонтировать генератор. Разборка. Прежде всего очищают генератор от грязи, масла, протирают сухой салфеткой, вывертывают стяжкой впит, снимают защитную ленту 3 (рис. 94), вывертывают винты крепления нако- нечников щеточных проводов, приподнимают крюком рычажки щеток и извлекают щетки. Если щетки пригодны для дальнейшей эксплуатации, необходимо их пометить, чтобы при последующей сборке установить в свои щеткодержатели. Отвернув гайку 10 крепления шкива генератора, специальным съемником снимают шкив 9 и вынимают из паза вала якоря шпон- Рис. 93. Схема включения приборов для проверки генераторов постоянного тока: а — в режиме генератора; б —в режиме электродвигателя; Г —тахометр ИЗ
Рис. 94. Генератор Г-107Б: 1, 8, 19 — крышки; 2 —пружина; 3— защитная лента; 4 — катушка возбуждения; 5 — корпус; 6 —> якорь; 7, 16 — сальники; 9 — шкив с вентилятором; 10, 14, 18 — гайки; 11, /7 — шарико- подшипники; 12— стопорное кольцо; 13 — основание экрана; 15— конусная втулка ку. Расшплпнтовав и вывернув винты крепления крышки 19, сни- мают крышку с прокладкой, отвертывают гайку 18, снимают шай- бу, вывертывают стяжные болты и снимают крышку 1 генератора. Для удобства снятия крышки на ней против отверстий под стяжные болты выполнены щели для отверток. Затем извлекают якорь 6 в сборе с крышкой 8, спрессовывают крышку 8 с вала якоря и раз- бирают крышки 1 и 8. После разборки генератора металлические детали промывают в керосине пли бензине, а детали, имеющие изоляцию, протирают салфеткой, слегка смоченной бензином. Якорь и корпус после чист- ки необходимо просушить. Якорь генератора заменяют при наличии межвиткового замыка- ния, обрыва секций, замыкания обмотки на массу и невозможности устранения неисправностей без перемотки якоря. Определение меж- виткового замыкания производится на индукционном аппарате ППЯ-5. При проворачивании якоря на индукционном аппарате и прикосновении стальной пластины последовательно к отдельным секциям якоря дребезжание пластины укажет на секцию с корот- козамкнутыми витками. 114
Рис. 95. Схема проверки якоря на отсутствие замыканий обмотки и коллектора на массу Рис. 96. Шабер для углубления миканита между ламелями: а — правильно; б — неправильно; в — ширина паза между ламелями; 1 — миканит; 2 — ламели Замыкание на массу проверяется подключением витков якоря через лампочку к сети переменного тока (рис. 95). Определение обрыва или межвиткового замыкания, а также вы- явление замкнутой на массу секции производится пропусканием то- ка от аккумуляторной батареи через обмотку якоря и замером на- пряжения на коллекторных пластинах чувствительным милливольт- метром. Если коллектор имеет значительную выработку или биение ра- бочей поверхности более 0,05 мм относительно опорных шеек вала, его необходимо проточить. После проточки специальным шабером следует выбрать изоляцию между пластинами коллектора на глу- бину 0,8 мм по всей ширине (рис. 96), затем коллектор шлифуют мелкой стеклянной шкуркой, а щетки притирают к коллектору. Катушки возбуждения в сборе с корпусом проверяют на отсут- ствие обрыва обмотки, замыкания обмотки или выводной клеммы на корпус и на отсутствие межвиткового замыкания. Для проверки обмотки на отсутствие обрыва необходимо конец обмотки отсоеди- нить от щеткодержателей и соединить его и клемму Ш с контроль- ной лампой. При отсутствии обрыва лампа должна гореть. Для проверки обмотки возбуждения и выводной клеммы на от- сутствие замыкания на корпус необходимо наконечники контроль- ной лампы соединить с клеммой Ш и корпусом генератора (см. рис. 97). При отсутствии замыкания лампа гореть не должна. Необхо- димо следить, чтобы во время проверки наконечник провода обмот- ки, отсоединенный от щеткодержателей, не касался корпуса гене- ратора. Обмотки возбуждения на отсутствие межвитковых замыканий следует проверить при помощи омметра (лучше всего на приборе ППЯ-5). Общее сопротивление соединенных последовательно четы- рех катушек должно быть 17,48—19,32 Ом. Если в результате проверки обнаружится обрыв обмотки, за- мыкание на корпус или межвитковое замыкание, нужно убедиться, где находится неисправность. При невозможности устранить повре- 115
Рис. 97. Схема проверки об- мотки возбуждения ждение без перемотки катушки заменя- ют. Для снятия неисправных катушек с корпуса генератора необходимо сделать метки на полюсах и корпусе генератора с тем, чтобы при сборке устанавливать полюсы на места, откуда они были сня- ты; при помощи пресс-отвертки вывер- нуть винты, крепящие полюсы к корпусу и снять полюсы; снять катушки с полю- сов. Установка новых катушек на полюсы должна быть свободной, без применения значительных усилий во избежание пов- реждения обмотки. Установка полюсов в корпус должна производиться по меткам. Головки винтов после затяжки закернп- вают с двух сторон. Щетки заменяются, если имеются тре- щины, сколы и другие механические пов- реждения, отсутствуют щеточные провода, если высота щетки в ре- зультате износа менее 17 мм, а поверхность щетки насыщена мас- лом. Перед установкой новых щеток их следует притереть к коллек- тору. Притирка выполняется па специальном приспособлении, со- стоящем из крышек генератора, укрепленных на панели. Для при- тирки нужно проволочным крючком оттянуть рычаг щеткодержате ля и между щеткой и коллектором ввести полоску мелкой стеклян- ной бумаги абразивной стороной к щетке. Затем, отпустив щетку, протаскивают полоску против направления рабочего вращения яко- ря до тех пор, пока щетка не будет прилегать к коллектору. При движении по направлению вращения щетку следует при- поднимать. Изолированные щеткодержатели проверяют при помощи кон- трольной лампы на отсутствие замыкания на крышку со стороны коллектора. При исправной изоляции лампа гореть не должна. Неисправную изоляцию нлп крышку в сборе заменяют. Щетки в щеткодержателях должны передвигаться легко, без заедания. Шарикоподшипники не должны иметь заметного люфта. Ра- диальный люфт в шарикоподшипниках допускается не более 0,1 мм. Изношенные шарикоподшипники заменяют новыми. Сальники должны плотно обжимать вал якоря и не иметь отвер- стия эллипсоидальной формы. Если сальники не соответствуют этим требованиям, их необходимо заменить. При сборке генератора необходимо подсобрать крышку со стороны привода с фланцами, сальниками и шарикоподшипниками. Сальники перед сборкой промывают в чистом бензине, просушива- ют, пропитывают дизельным маслом и отжимают до получения сла- 116
бого оттиска на бумаге. В подшипники перед сборкой на 2/з объема закладывают свежую консистентную смазку ЛЗ-158 (ВТУ ТНЗ № 100—61) пли соответствующую ей по свойствам. На вал якоря со стороны шкива надевают упорную чашку и за- прессовывают до упора подшипник в сборе с крышкой. Якорь в •сборе с крышкой вставляют в корпус генератора и собирают крыш- ку со стороны коллектора с фланцами, сальником и шарикоподшип- никами. Сальник должен быть промыт и пропитан маслом, шарикопод- шипник на 2/3 объема заполнен консистентной смазкой. Установив в корпус генератора крышку со стороны коллектора, стягивают крышки с корпусом стяжными болтами, проверяют лег- кость вращения якоря, затягивают и зашплпнтовывают гайку креп- ления подшипника со стороны коллектора. На вал со стороны при- вода устанавливают шпонку, напрессовывают шкив генератора, надежно затягивают ганку крепления, устанавливают прокладку и фланец крышки со стороны коллектора. Затем вставляют щетки в щеткодержатели, привертывают к щеткодержателям наконечники щеточных канатиков п обмотки воз- буждения и динамометром проверяют давление пружин на щетки. Во время проверки под щетку подкладывают полоску бумаги п, постепенно оттягивают динамометр, пытаются протянуть полоску. В момент, когда полоска бумаги начнет двигаться, отмечают пока- зания динамометра. Прижимное усилие щеточных пружин должно быть 650—1300 гс. Установив защитную ленту, генератор обкатывают иа стен- де в течение 5—10 мин без нагрузки при 2000 об/мии После обкат- ки на холостом ходу генератор должен проработать под нагрузкой 5 мин. Нагружать генератор следует постепенно, начиная с 0 до номи- нального значения тока. По окончании обкатки проверяют техническую характеристику генератора. Генераторы переменного тока Генераторы переменного тока Г-270А и Г-271 имеют одинако- вую электрическую схему; отличаются установочными размерами и имеют незначительное различие в конструкции. Наиболее распространенной неисправностью, особенно после продолжительного бездействия генератора в районах с повышенной влажностью, является окисление контактных колец. При длитель- ной эксплуатации генератора могут встретиться износ щеток или их зависание в щеткодержателе, обрыв и замыкания в обмотках воз- буждения ротора и в фазовой обмотке статора, пробой или обры- вы диодов выпрямительного блока. Все эти неисправности приво- дят либо к уменьшению, либо к полному прекращению заряд- ного тока. 117'
Рис. 98. Генератор Г271: / — вал; 2—полюсные наконечники; 3, 6, 18 — крышки; 4— вывод выпрямительного блока; 5 —контактные кольца; 7, 2/— шарикоподшипники; 8, 22 — гайки; 9 — вывод «Ш»; 10—щет- кодержатель; // — щетка «+»; 12— щетка «—»; /3 —ротор; 14— обмотка; 15 — стяжной винт; /6 —статор; 17 — обмотка статора; 19 — вентилятор; 20 — шкив; 23 — упорная втулка; 24 — винт крепления щеткодержателя Стуки и шумы при работе генератора возникают при износе подшипников и их разрушениях, а также при ослаблении крепле- ния шкива на валу генератора. При появлении стуков и шумов ге- нератор нужно немедленно снять с двигателя и направить в ремонт. Для разборки генератора переменного тока необходимо от- вернуть два винта 24 (рис. 98), вынуть щеткодержатель 10, отвер- нуть три винта крепления крышки 6 шарикоподшипника, вывернуть четыре стяжных винта 15, снять крышку 3 со стороны контактных колец вместе со статором (при необходимости использовать съем- ник), отсоединить фазные выводы обмотки статора от выводов 4 выпрямительного блока, Отвернуть гайку 22, зажав ротор в тисках или придерживая его гаечным ключом, снять шкив 20, вентиля- тор 19, выбить шпонку шкива и снять упорную втулку 23. При помощи съемника, изображенного на рис. 99, используя резьбовые отверстия в крышке, следует снять с вала ротора крыш- ку 18 (см. рис. 98). Обмотку ротора на обрыв можно проверить электрическим то- ком напряжением 220 В и контрольной лампой, как показано на рис. 100, 1, или на приборе ППЯ-5. При обрыве обмотки возбужде- ния контрольная лампа гореть не будет. Проверка сопротивления обмотки ротора производится оммет- ром по схеме, приведенной на рис. 100, II или на стенде мод. 532 в соответствии с инструкцией, прилагаемой к стенду. Сопротивле- ние исправной обмотки возбуждения ротора должно быть 24,4 ± ±0,3 Ом. При меньшей величине сопротивления в обмотках ротора имеется межвитковое замыкание; большая величина сопротивления 118
указывает на обрыв обмотки. При неисправной обмотке необходима замена ротора. Проверка биения вала ротора производится в центрах при по- мощи индикатора. Биение кон- тактных колец не должно превы- шать 0,05 мм, биение полюсных наконечников — 0,10 мм. Окисление контактных колец устраняется их зачисткой стек- лянной шкуркой зернистостью 100. Износ контактных колец наб- людается в виде кольцевых кана- вок в месте контакта их со щет- ками. Для восстановления кон- тактных колец нужно обточить их на токарном станке, обеспечив правильную геометрическую фор- му и чистоту поверхности. Следу- ет иметь в виду, что минимально допустимый диаметр контактных колец после проточки составляет 29,3 мм. 70 Рис. 99. Съемник крышки: 1 — крышка со стороны привода; 2 — болт Мб; 3 — траверса; 4— винт; 5 —- вал ротора Проверка обмотки статора производится электрическим током напряжением 220 В и контрольной лампой (рис. 101) или на при- боре ППЯ-5. Последовательно присоединяя наконечники проводов ко всем трем фазным выводам обмотки, проверяют ее на отсутствие Рис. 100. Схемы проверки: 7 —ротора контрольной лампой: « — на обрыв; б —иа замыкание с массой II — сопротивления обмотки ротора переносным омметром 119
Рис. 101. Схема проверки обмотки статора контрольной лампой: а — на отсутствие замыкания на корпус; б — на обрыв выпрямителя, состоящий из двух ряется отдельно. При этом один обрыва. Для проверки отсутст- вия замыкания обмотки на кор- пус, необходимо приложить один из наконечников к стато- ру. При наличии обрыва или замыкания статор вместе с об- моткой нужно заменить. Крышки генератора наруж- ным осмотром проверяют на от- сутствие обломов и трещин. Кроме того, замеряют внутрен- ние диаметры втулок под под- шипники, износ их не должен превышать 0,03 мм. Выпрямительный блок ВБГ-1 проверяют постоянным током напряжением 12 пли 24 В согласно схеме, приведенной на рис. 102, а. Каждый моноблок '—п переходов (диодов), прове- з зажимов сдвоенного переклю- чателя соединяется со средней точкой моноблока, а другой пооче- редно с его крайними точками. р— п переход исправен, если контрольная лампочка 4 горит в положении I рукоятки сдвоенного переключателя и гаснет в поло- жении II. Если р — п переход пробит, то контрольная лампа будет гореть при любом из двух положений сдвоенного переключателя, если же в цепи р—п перехода имеется обрыв, то контрольная лампа не будет гореть при обоих положениях переключателя. Во избежа- ние пробоя диодов моноблока его нельзя проверять, пользуясь на- пряжением сети переменного тока, нельзя пользоваться и прибо- рами ППЯ-5 и стендом мод. 531, питающимися от сети переменного тока. Рис. 102. Схемы проверки: а — выпрямительного блока ВБГ-1; б — электрических характеристик генератора; у — сдвоенный переключатель; 2 — аккумуляторная батарея; 3 — моноблок с двумя р-п пере- ходами; 4 — контрольная лампа 1—6 св.; 5 — средняя точка моноблока (фазный вывод) 120
Моноблок, имеющий хотя бы один неисправный диод, должен быть заменен. При пайке прово- дов к выводам моноблока нельзя допускать сильного нагрева выво- дов во избежание выхода из строя кремниевого кристалла. Температура корпуса моноблока при пайке не должна поднимать- ся выше 150° С. Сборка генератора произ- водится в порядке, обратном раз- борке. Новые щетки нужно прите- Рис. 103. Детали для установки генератора Г-271 вместо Г270-А: 1—генератор Г-271; 2— болт НО-4602. 3—контргайка регулировочной втул- ки; 4 — регулировочная втулка; 5 — втулка Г271-3701091; 6 — шайба МХ-0356; 7 — пружинная шайба; 8 — гайка реть к контактным кольцам при помощи стеклянной шкурки зер- нистостью 100. Шариковые подшипники гене- раторов переменного тока имеют двустороннее уплотнение с одно- разовой смазкой и не требуют до- бавления смазки ни при сборке, ни б течение всего периода эксплуатации. Проверка начальных оборотов возбуждения производится па стенде с приводом, позволяющим плавно изменять скорость вра- щения ротора генератора от 0 до 6000 об/мин. Для этой цели мож- но использовать стенд мод. 532. К выходной клемме генератора «+» присоединяются необходимые приборы и нагрузочный реостат со- гласно схеме рис. 102, б. Во время проверки обороты двигателя стенда следует увеличи- вать постепенно до пределов, указанных в технической характе- ристике генератора, при этом напряжение не должно превышать 25 В. Питание обмотки возбуждения производится от источника постоянного тока. Механическая прочность генератора проверяется на стенде пос- ле проверки начальных оборотов возбуждения. Для этого при токе нагрузки, равном нулю, ротор генератора в течение 2—3 мин вра- щается с частотой 6000 об/мин. Частота вращения ротора прове- ряется тахометром: штифт тахометра прижимается к заднему торцу вала ротора при снятой крышке подшипника. При испытании не должно наблюдаться никаких шумов и стуков. Замена генератора Г-270А генератором Г-271 По своим установочным размерам генератор Г-271 невзаимоза- меняем с генератором Г-270А. Расстояние между его лапами креп- ления на 15 мм меньше, чем генератора Г-270А, поэтому для ге- нераторов Г-271 на двигателе монтируется измененный кронштейн 236-3701020-Г. 121
Установку на двигатель генератора Г-271 вместо генератора Г-270А без замены кронштейна можно производить только в комп- лекте с втулкой Г-271-3701091, болтом НО-4602 (М10Х83) и шай- бой МХ-0356 (0 10 мм). Эти детали вместе с генератором Г-271 поставляются в запасные части заводом-изготовителем. Эскиз установки генератора Г-271 вместо генератора Г-270А показан на рис. 103. Стартер На двигателе ЯМЗ-236 и ЯМЗ-238 всех модификаций устанав- ливается стартер СТ-103 (рис. 104). Проверку и регулировку стартера лучше всего произ- водить на специальном контрольно-испытательном стенде мод. 2214. Однако возможна проверка стартера и без стенда. Стартер после очистки от пыли и грязи проверяется на двух режимах работы: на холостом ходу без нагрузки и при полном торможении. В первом случае измеряется напряжение на клеммах стартера, потребляемый ток и число оборотов вала; во втором случае измеряется момент, который нужно приложить, чтобы удержать якорь стартера от вра- щения. Указания по проверке стартера на стенде изложены в ин- струкции, прилагаемой к стенду мод. 2214. При отсутствии стенда стартер можно закрепить в тисках. Для испытания на холостом ходу необходимы вольтметр посто- янного тока со шкалой до 30 В, амперметр постоянного тока с на- Рис. 104. Стартер СТ103: 1 — якорь; 2 — корпус; 3 — барабан привода; 4 — поводок шестерни; 5 — шестерня; 6 — вал; 7 — упорное кольцо с сухарями; 8, 13, 24 — задний, средний и передний подшипники; 9, 14, 25—масленки; 10, 23 —крышки; // — рычаг; /2 —пластины; /5 — якорь реле; 16 — шток яко- ря; /7 — втягивающая обмотка реле; 18 — удерживающая обмотка реле; 19 — сердечник; 20 — корпус реле; 2/— контактный диск; 22 — контактные болты; 26— защитная лента 122
Рис. 105. Схема включения стартера для проверки в режиме: а — холостого хода; б — полного торможения; I — стартер; 2 — выключатель; 3 — амперметр; 4 — аккумуляторные батареи; 5 — вольтметр; 6 — стенд; 7 — рычаг; 8 — динамометр ружным шунтом до 1500 А и тахометр со шкалой до 10000 об/мин. Соединяются они по схеме рис. 105, а. Исправный стартер на холос- том ходу и при напряжении 24 В должен потреблять ток не более ПО А. Частота вращения вала стартера при этом должна быть не менее 5000 об/мин. Если якорь стартера вращается туго, он не смо- жет развить требуемых оборотов и будет потреблять ток более ПО А. Малая сила тока и пониженное число оборотов при нор- мальном напряжении свидетельствуют о плохом контакте в стар- тере. При проверке стартера в режиме полного торможения (рис. 105, б) на шестерне привода неподвижно закрепляется рычаг 7 Другой его конец соединен с динамометром 8. Произведение дли- ны рычага (/) в метрах на усилие, показанное динамометром в килограммах, дает тормозной момент в килограммометрах. При полном торможении тормозной момент и сила потребляемого тока должны соответствовать данным технической характеристики стар- тера. Разборка. Отвернув соответствующие гайки и винты, сни- мают перемычку, соединяющую стартер с реле, защитную ленту 20 (см. рис. 104) с прокладкой, приподнимают крючком концы щеточ- ных пружин, извлекают щетки из щеткодержателей, снимают реле, крышку 23 со стороны коллектора, извлекают якорь 1 стартера из корпуса сначала вместе с крышкой 10, а затем после вывертывания четырех винтов, крепящих средний подшипник 13 к крышке 10 — из крышки. После этого снимают с вала якоря упорное кольцо 7, предварительно вынув из его пазов два стопорных сухаря, бара- бан 3 привода вместе с шестерней 5, а также фланец промежуточ- ного подшипника 13. После разборки детали стартера очищают от грязи и масла, для чего все металлические детали промывают в керосине или бензине, а детали, имеющие изоляцию, протирают салфеткой, слегка смочен- ной бензином. Якорь и корпус после чистки просушивают. 123
Корпус стартера. Используя контрольную лампу, убеждаются в отсутствии замыкания на корпус стартера обмотки возбуждения. Проверка, а также замена катушек в случае их неисправности про- изводится так же, как и при ремонте генератора постоянного тока (см. рис. 97). Щеткодержатели (изолированные) проверяют при помощи кон- трольной лампы на отсутствие замыкания с траверсой и выводно- го болта траверсы на массу крышки со стороны коллектора. При наличии короткого замыкания изоляционные детали этого узла за- меняют или устанавливают новую траверсу в сборе со щеткодер- жателями. Подшипники скольжения. При ослаблении посадки втулок пе- реднего, среднего и заднего подшипников 24, 13 и 8 (см. рис. 104) и если зазор в сопряжениях втулки — вал якоря в результате износа превышает соответственно 0,25, 0,21 и 0,8 мм, втулки заменя- ют новыми. Перед выпрессовкой втулок из масляных каналов не- обходимо вынуть фильн, предназначенный для смазки подшипни- ков. Новые втулки запрессовывают заподлицо с внутренней торцо- вой поверхностью крышки и развертывают до диаметров 18+0’35 мм для переднего, 19,5+0-045 мм для заднего и 28,25+°’140 мм для средне- го подшипников. После развертки через отверстия под масленки 25, 14, 9 сверлят отверстия диаметром 5,8 мм под фильц и снимают за- усенцы. В якоре реле при помощи контрольной лампы убеждаются в от- сутствии замыкания обмотки якоря на пакет железа. Для этого под- соединяют один наконечник от лампы к пакету железа, другой — к каждой из ламелей якоря. Лампа гореть не должна. На отсутствие межвцтковых замыканий якорь следует прове- рять на индукционном приборе ППЯ-5. При обнаружении межвит- ковых замыканий или замыкания обмотки на пакет якорь заменя- ют. Якорь также подлежит замене, если провода выступают из па- зов якоря. Это свидетельствует о разносе обмотки. Коллектор якоря с подгоревшими местами и выступающей слю- дой между пластинами необходимо проточить с последующей шли- фовкой мелкой стеклянной шкуркой. Биение коллектора относи- тельно опорных шеек вала не должно превышать 0,05 мм. Коллек- тор при ремонте может быть проточен до диаметра 56,0 мм. Коллектор диаметром менее 56 мм ремонту не подлежит, а заменя- ется новым. При установке нового коллектора секции обмотки якоря прива- риваются электродуговой сваркой с последующей проточкой кол- лектора до диаметра 59-0,74 мм. При этом биение его относительно вала якоря не должно превышать 0,15 мм. Поврежденные бандажи якоря подлежат замене. Новые банда- жи изготавливают из стальной луженой проволоки. На крайние бандажи наматывается по 10—11, на средние — по 7—8 витков. Каждый бандаж обжимают пятью скобами. Начало и конец про- волоки должны находиться под скобой. После намотки новый бан- даж следует пропаять припоем. 124
Рис. 106. Проверка сопротивления обмоток реле стартера: а — измерение сопротивления удерживающей обмотки; б •— измерение сопротивления втягивающей обмотки; 1 — реле; 2 —• винт крепления крышки; 3 — общая клемма концов удерживающей и втягивающей обмоток; 4 — омметр: 5 — второй конец втягивающей обмотки Биение железа якоря относительно шеек вала не должно пре- вышать 0,15 мм. В реле привода стартера проверяют исправность втягивающей и удерживающей обмоток при помощи омметра. Схема включения омметра показана на рис. 106. Сопротивление исправной втягиваю- щей обмотки должно быть 0,7—1,1 Ом, удерживающей 4,2— 5,8 Ома при температуре 20° С. Значительное отличие величины сопротивлений от указанных свидетельствует или о межвитковых замыканиях в обмотках или о замыкании на корпус. В этом случае реле статера заменяют. Для осмотра контактной системы реле необходимо отвернуть четыре винта крышки реле и снять крышку. При этом надо сле- дить за тем, чтобы выводной конец втягивающей обмотки не был поврежден. Рабочие поверхности контактных болтов и диска долж- ны быть чистыми, без значительных подгораний. В случае подго- рания контактных поверхностей болтов их следует зачистить напильником и заполировать мелкой стеклянной шкуркой. При зна- чительном износе контактных поверхностей болты следует развер- нуть в гнездах на 180°. Контактный диск при глубоком выгорании контактной поверх- ности следует переставить другой стороной. При износе обеих сто- рон диск заменяют. Диск должен быть замкнут на корпус. Это лег- ко проверить контрольной лампой. 125
Детали механизма привода не должны иметь механических по- вреждений и должны обеспечивать свободное перемещение шестер- ни привода по ленточной резьбе вала якоря. Шестерня привода не должна иметь сколотых зубьев и забоин, в противном случае шес- терня заменяется. Износ зубьев допускается до длины зуба 26 мм. Барабан с выработкой упорной площадки (под палец включающе- го рычага) в косом пазу или с разрушением пайки торцовых сте- нок также подлежит замене. В процессе эксплуатации стартера возможны износ или разру- шение поводка упорного кольца и его сухарей. Изношенные и по- врежденные детали подлежат замене. Щетки заменяются при наличии трещин, сколов и других ме- ханических повреждений, а также при износе до высоты 14 мм. Сборка стартера. На вал 6 (см. рис. 104) со стороны кол- лектора надевают фибровую шайбу, а со стороны привода — дер- жатель среднего подшипника 13, упорные шайбы, барабан 3 в сбо- ре, шестерню 5 с поводком 4 и пружиной, устанавливают упорное кольцо 7 с сухарями и чашкой, предохраняющей сухари от выпада- ния. Шлицевую часть вала перед сборкой смазывают жировой смаз- кой 1-13 (ГОСТ 1631—61) с 3%' коллоидного графита С-1 или С-2 (ГОСТ 5261—50). Подсобранный якорь 1 вставляют в крышку 10, привертывают к крышке держатель среднего подшипника 13, вставляют палец включающего рычага 11 в косой паз барабана 3, устанавливают в корпус 2 стартера крышку 10 в сборе с якорем, крышку 23 и стя гнвают крышки двумя стяжными болтами. Следует обратить особое внимание на затяжку этих болтов, так как большинство неисправ- ностей в стартере чаще всего происходит из-за ослабления стяж- ных болтов. После затяжки якорь 1 должен легко вращаться от руки. Далее устанавливают щетки в щеткодержатели и привертывают к щеткодержателям выводы обмотки возбуждения и наконечники щеточных канатиков. Необходимо следить, чтобы щетки свободно перемещались в щеткодержателях, а щеточные пружины упирались в середины щеток. Затем надевают защитную ленту 26, затягивают винты ее креп- ления, устанавливают реле, соединяют его перемычкой с болтом на крышке со стороны коллектора, вставляют и зашплпнтовывают па- лец, соединяющий тяги 12 реле с включающим рычагом 11. Регулировка реле стартера. Правильно отрегулирован- ное реле должно обеспечить замыкание контактов и начало враще- ния якоря только после полного введения шестерни стартера в за- цепление с венцом маховика. Регулировка момента включения стар- тера производится следующим образом. К положительному полюсу аккумуляторной батареи 2 (рис. 107) и к медному болту реле присоединяют контрольную лампу 3 на- пряжением 24—36 В; отрицательный полюс батареи соединяют с корпусом стартера. Обмотки реле через кнопку 4 подключаются к положительному полюсу батареи. Устанавливая между шестерней 0 126
Рис. 107. Схема электрической цепи при регулировке момента вклю- чения стартера: 1—’Стартер; 2 — аккумуляторные батареи; 3 —лампа; 4 — кнопка включения стартера; 5 — контактные болты; 6 — контактный диск; 7 — реле стартера; 8 — регулировочный винт; 9 шестерня; 10 — упорное кольцо и упорным кольцом 10 на валу стартера поочередно прокладки тол- щиной 16 и 11,7 мм (размер а) и включая стартер, по загоранию лампы определяют правильность регулировки реле. При прокладке толщиной 16 мм контакты 5 и 6 не должны замыкаться и лампочка 3 не должна гореть, при прокладке толщиной 11,7 мм контакты долж- ны замкнуться и лампа гореть. Если регулировка не обеспечивает выполнение указанных условий, необходимо произвести подрегу- лировку винтом 8 тяги, ввернутым в якорь реле. В случае слишком позднего замыкания контактов реле (лампа не загорается с прокладкой 11,7 мм) регулировочный винт необхо- димо вывернуть из якоря, в случае раннего замыкания (лампочка горит с прокладкой 16 мм) —ввернуть. Для ввертывания или вы- вертывания винта следует расшплинтовать палец и отсоединить тя- ги реле от управляющего рычага. После окончания регулировки провод от стартера присоединяют к реле и отсоединяют лампу, при помощи которой контролировалось замыкание контактов реле. VII. СБОРКА И ИСПЫТАНИЕ ДВИГАТЕЛЯ Общие указания по сборке. Поступающие на сборку детали должны быть чистыми и сухими; следы коррозии и окалина не допускаются. Детали перед сборкой промывают в моечной ма- шине одним из растворов, указанных в табл. 2. Антикоррозионное покрытие, предназначенное для предохранения как отремонтиро- ванных, так и новых деталей, удаляют непосредственно перед уста- новкой на двигатель. К сборке не допускаются крепежные детали нестандартного размера, гайки, болты, шпильки с забитой и сорванной резьбой более двух ниток, болты и гайки с изношенными гранями, винты 127
с забитыми или сорванными прорезями головок, стопорные шайбы и пластины, шплинты, вязальная проволока, бывшие в употребле- нии. Детали, имеющие в сопряжении переходные и прессовые посад- ки, должны собираться при помощи специальных оправок и при- способлений. Заданный момент затяжки резьбовых соединений обе- спечивается применением динамометрических ключей. Подшипники качения должны напрессовываться на валы и запрессовываться в гнезда специальными оправками, обеспечивающими передачу уси- лия при напрессовке на вал через внутреннее кольцо, при запрес- совке в гнездо через наружное кольцо подшипника. Трущиеся поверхности перед сборкой смазывают дизельным мас- лом, применяемым для смазки двигателя. Перед напрессовкой де- талей посадочные поверхности тщательно протирают, а рабочую по- верхность сальников и посадочные поверхности вала и гнезда сма- зывают тонким слоем смазки ЦИАТИМ-201 ГОСТ 6267—59. Запрессовку сальника в гнездо производят при помощи специ- альных оправок, обеспечивающих установку сальников без переко- сов и повреждений, установку сальника на вал выполняют с при- менением оправок, имеющих плавную заходную часть и чистоту поверхности не ниже чистоты вала. Картонные и паронитовые прокладки для удобства сборки раз- решается ставить с применением консистентной смазки. Не допус- кается перекрытие прокладками масляных, водяных и воздушных каналов. Все болтовые соединения затягивают в два приема (пред- варительная и окончательная затяжки) равномерно по периметру (если нет особых указаний о порядке затяжки). После сборки и испытания открытые отверстия закрывают пробками или колпач- ками, концы штуцеров и угольников обертывают изоляционной лентой. Технология сборки двигателя Блок цилиндров устанавливают на стенд (см. рис. 5), закрепив его фиксирующими штифтами за четыре отверстия блока. Болтами с пружинными шайбами закрепляют кронштейн стартера. В отвер- стия блока ввертывают резьбовые пробки и угольник отвода масла к компрессору. Пробки и угольник ставят на нитрошпаклевке, су- рике или свинцовых белилах. Затем при помощи оправки (рис. 108, а) запрессовывают саль- ник вала привода топливного насоса, выдержав расстояние 69 мм от торца гнезда под передний подшипник до сальника. Используя предохранительную оправку (рис. 108, б), устанавливают ведомую шестерню привода топливного насоса в сборе с валом и подшипни- ками. Болты крепления упорного фланца стопорят отгибанием кра- ев замковых шайб на грани болтов. Монтаж толкателей производится в следующем порядке. В рас- точку задней перегородки блока цилиндров 8 устанавливают зад- 128
Рис. 108. Оправки: а — для запрессовки сальника; б —для установки вала привода топливного насоса; / — оправка; 2 —блок цилиндров; 3 —сальник; 4—вал привода топливного насоса нюю втулку 6 (рис. 109); в заднюю втулку вставляют крайнюю ось 7 с надетыми на нее толкателями 2 и распорной втулкой 3 и ста- вят промежуточную втулку 5 осей толкателей. Аналогично устанав- ливают другие оси в сборе с толкателями и их втулки. Толкатели должны проворачиваться на осях легко, без заедании. При установке распределительного вала в сборе с шестернями и упорным фланцем обеспечивают совпадение меток на ведущей 5 (см. рис. 54) и ведомой шестернях привода топливного насоса. Упорный фланец вала привертывают, подложив под головки бол- тов замковые шайбы. Фланец должен перекрывать отверстие под 5—1233 129
Рис. 109. Схема установки толкателей на двигатель: / — передняя втулка; 2 —толкатель в сборе; 3 — распорная втулка; 4 —средняя ось; 5 — промежуточная втулка; 6 — задняя втулка; 7—крайняя ось толкателей в сборе с пробкой; 3 — блок цилиндров ось в передней втулке оси толкателей. Окружной зазор а в зацеп- лении шестерен должен быть 0,09—0,22 мм. После монтажа необхо- димо отогнуть края замковых шайб на грани болтов. Сняв крышки коренных подшипников коленчатого вала, проти- рают плоскости разъема и постели под вкладыши, ставят вклады- ши и крышки коренных подшипников на место и, смазав вкладыши дизельным маслом укладывают коленчатый вал, обеспечив сов- падение меток на шестерне 3 коленчатого вала и шестерне 4 рас- пределительного вала. Вкладыши с отверстиями и канавками уста- навливаются в гнезда блока. Ремонтный размер вкладышей корен- ных подшипников должен соответствовать ремонтному размеру коренных шеек коленчатого вала. Затем в выточки задней коренной опоры блока устанавливают упорные полукольца коленчатого вала так, чтобы стороны колец с канавками прилегали к упорным торцам вала, проверяют высту- пание штифтов над привалочной плоскостью упорных полуколец в задней крышке (6,2—6,8 мм) и ставят упорные полукольца в крыш- ку канавками к упорным торцам коленчатого вала. Смазав дизельным маслом вкладыши, уложенные в крышки ко- ренных подшипников, ставят крышки в соответствии с маркиров- кой. Порядковый номер крышки должен совпадать с номером опоры на блоке, при этом клейменая сторона крышки должна быть об- ращена к левому ряду цилиндров. Нумерация опор на блоке на- чинается от переднего торца. Болты крепления крышек коренных подшипников, кроме зад- них, начиная со средней и кончая крайними, затягивают в два прие- ма (момент 30—32 кгс-м). Перед затяжкой заднего коренного под- шипника необходимо, слегка подтянув болтами крышку, переме- щать коленчатый вал взад-вперед, выравнивая положение крышки, и только после этого затянуть болты. Все болты следует попарно зашплинтовать, туго, но без надрывов натянув шплинт-проволоку. Концы проволоки не должны выступать за торцы крышки. После затяжки болтов суммарный осевой зазор между валом и упорными полукольцами должен быть 0,08-—0,23 мм, окружной зазор в зацеп- 130
Рис. НО. Оправки: а — для запрессовки сальника; б — для установки крышки шестерен распределения; 1 — оправка; 2 — сальник; 3 —крышка шестерен распределения; 4 —коленчатый вал лении шестерен коленчатого и распределительного валов в рабочем положении — 0,09—0,22 мм (размер а на рис. 54). После затяжки болтов коренных подшипников вал должен легко проворачиваться за штифты от руки. Сальник в крышку шестерен распределения запрессовывают, ис- пользуя оправку (рис. ПО, а). Запрессовав сальник, ставят на мес- то правую и левую прокладки и крышку шестерен распределения Для предохранения сальника от повреждения при установке крыш- ки применяют оправку, изображенную на рис. ПО, б. Далее, предварительно подложив прокладки, на шпильках крышки распределительных шестерен гайками с пружинными шай- бами закрепляют водяной насос, закрепляют привод вентилятора и верхнюю крышку блока. Люк верхней крышки закрывают заглуш- кой. Компрессор пневмотормозов монтируют после сдаточных испы- таний двигателя. Затем устанавливают кронштейн передней опоры двигателя, за- тягивают четыре болта (крутящий момент 9—11 кгс-м), запрессо- вывают шпонку шкива коленчатого вала, напрессовывают до упора шкив и закрепляют его болтом. Отвернув три гайки, снимают боковину шкива водяного насо- са, надевают ремень, ставят боковину шкива на место и проверяют натяжение ремня. Прогиб ветви под действием усилия 3 кгс, при- ложенного к середине ветви, должен быть 10—15 мм. При необ- ходимости увеличения натяжения ремня следует уменьшить число регулировочных прокладок между боковинами шкива. Вынутые про- кладки ставят под гайки с внешней стороны боковины шкива. Используя оправку 1 (рис. 111, а), запрессовывают сальник 2 в картер 3 маховика, ставят прокладку и картер маховика па место. 5* 131
Рис. 111. Оправки: а —для запрессовки сальника в картер маховика; б — для установки картера маховика; / — оправка; 2 — сальник; 3 —картер маховика; 4— коленчатый вал Для предохранения сальника от повреждения во время установки картера маховика на задний конец коленчатого вала 4 (рис. 111, б) надевают специальную оправку. Болты крепления картера затягивают в два приема (момент окончательной затяжки 8—10 кгс-м). После затяжки проверяют легкость вращения толкателей. Маховик устанавливают на штифы коленчатого вала. Для об- легчения установки маховика в требуемом положении на ступице маховика и на торце коленчатого вала выбиты цифры 2 (рис. 112), которые при сборке должны быть совмещены. Маховик крепят к коленчатому валу восемью болтами, подложив под каждые два болта замковую пластину. Болты затягивают в два приема. Мо- мент окончательной затяжки 20—22 кгс-м. Замковые пластины от- гибают на грани болтов, как показано на рис. 112. 132
Рис. 112. Установочные метки на маховике и коленчатом вале п стопо- рение болтов крепления маховика: /—коленчатый вал; 2 — установочные метки; 3—маховик; 4 —болты крепления маховика; 5 — замковые пластины После этого закрепляют сапун двумя болтами с пружинными шайбами к торцу блока и кляммером к картеру маховика, уста- навливают фильтр центробежной очистки масла, обеспечив совпа- дение отверстий для прохода масла в блоке и прокладке (при необ- ходимости прокладку следует повернуть другой стороной), кре- пят фильтр грубой очистки масла и фильтр тонкой очистки топлива. При монтаже ТНВД в сборе с автоматической муфтой и регу- лятором под выступающий конец вала 4 (рис. 113) привода насоса ставят подставку и запрессовывают шпонку, на вал 4 надевают по- лумуфту 7, совместив метки а на фланце 5 и полумуфте 7; устанав- ливают ТНВД с автоматической муфтой и регулятором; ставят шайбу 8, обеспечив зазоры между кулачками ведущей полумуф- ты и торцом автоматической муфты 9 в пределах 0,7—1,0 мм (мет- ки на ведущей полумуфте должны быть совмещены), затягивают и зашплинтовывают гайку 13 крепления полумуфты. Затем закрепляют топливные трубки низкого давления. Трубка подвода топлива к ТНВД не должна касаться болта крепления сливной трубки форсунок и верхней крышки блока. Под наконеч- ники трубок и головки пустотелых болтов подкладывают уплотни- тельные шайбы. Протерев посадочные места гильз и блока цилиндров, устанав- ливают подобранный комплект гильз в расточки блока цилиндров. Выступание буртов гильз над плоскостью блока должно быть 0,07— 0,16 мм; разница величин выступания в пределах одного ряда ци- линдров не должна превышать 0,08 мм. После замера положение гильзы в блоке следует обозначить меткой, выбитой на верхней нерабочей поверхности бурта гильзы в направлении передней части 5*—1233 133
Вид Б Рис. 113. Привод топливного насоса высокого давления: 1 ведомая шестерня привода ТНВД; 2 — верхняя крышка блока; 3 — блок цилиндров; 4 —вал; 5 — фланец полумуфты; 6, 11 — болты; 7 — полумуфта; 8—шайба полумуфты; 9 — муфта опережения впрыска топлива; 10 — ТНВД; 12 — стяжной болт фланца полумуф- ты; 13 — гайка; а — метки на фланце и полу муфте двигателя; вынуть из блока гильзы, надеть в канавки уплотнитель- ные и антикавитационные кольца, смазанные маслом, и установить гильзы в блок. Клейменая сторона каждой гильзы должна быть обращена в сторону передней части двигателя. При сборке шатунно-поршневого комплекта с одной стороны поршня 1 вставляют стопорное кольцо 13 (рис. 114) поршневого пальца и при помощи приспособления (см. рис. 15) надевают по- следовательно нижнее и верхнее маслосъемные кольца 4 (см. рис. 114), третье, второе 3 и первое 2 компрессионные кольца. Скосы на торцах компрессионных колец должны быть направлены вверх к днищу поршня, а замки смежных колец развернуты в противо- положные стороны. Далее поршень с кольцами следует выдержать в масляной ванне в течение 10 мин при температуре масла 80— 100° С, установить в поршень шатун 6 так, чтобы ось верхней голов- ки шатуна совпала с осью отверстия под поршневой палец, и вста- вить палец 5 (запрессовка пальца не допускается). Камера сгора- ния поршня в должна быть смещена в сторону длинного болта 9 шатунной крышки. После этого устанавливают второе стопорное кольцо. Вывернув шатунные болты 9 и 10, снимают крышку 8 шатуна вместе с болтами и кладут вкладыши 7, совместив выступы вкла- 134
Рис. 114. Поршень: а — собранный с шатуном и кольцами; б — приспособление для установки в гиль- зу; в — камера сгорания: 1 — поршень; 2, 3, 4 ~ кольца; 5 — палец; 6 — шатун; 7 — вкладыш; 8 — крышка; 9, 10 — болты; 11 — гильза цилиндра; /2 — блок цилиндров; 13 — стопорное кольцо; 14 — оправка дышей с пазами в постелях. Размерная группа комплекта шатун- ных вкладышей, устанавливаемого на двигатель, должна соответ- ствовать ремонтному (или номинальному) размеру шатунных шеек коленчатого вала. Вкладыши, бывшие в употреблении, рекоменду- ется ставить в те постели, где они были установлены ранее и обя- зательно попарно. Смазав вкладыши дизельным маслом, при помощи технологиче- ских оправок 14 вставляют поршни в сборе с шатунами в гильзы 11 цилиндров, предварительно смазанные маслом. Камеры сгорания в поршнях должны быть смещены к оси двигателя. Крышки шату- нов затягивают болтами их крепления (момент затяжки 17— 19 кгс-м), начиная с длинного болта. Суммарный осевой зазор между торцами нижних головок ша- тунов и щеками коленчатого вала должен быть 0,15—0,57 мм. За- меры производят между торцами шатунов и их крышек. Если зазор 5** 135
Рис. 115. Установка дифференциального клапана меньше указанного, ослабляют затяжку болтов и легкими ударами резинового молотка по крышке шатуна сдвигают ее до получения необходимого зазора. После установки шатунов с поршнями ко- ленчатый вал должен проворачиваться от руки плавно, без заеда- ния при помощи рычага длиной 0,55 м. В крышку передней опоры коленчатого вала ввертывают две шпильки крепления масляного насоса (момент затяжки 3 кгс-м). Далее устанавливают масляный насос и проверяют окружной зазор не менее чем в трех точках в зацеплении шестерни колен- чатого вала с промежуточной шестерней масляного насоса. Зазор в (см. рис. 54) в рабочем положении должен быть 0.25—0,37 мм. В случае необходимости между корпусом насоса и крышкой корен- ного подшипника кладут регулировочные прокладки (не рекомен- дуется более трех). Прилегание фланцев к приваленным плоскос- тям блока и насоса проверяют щупом толщиной 0,05 мм. Он не должен проходить под фланцы. После проверки окружного зазора и прилегания фланцев усики замковых шайб отгибают на грани болтов. Для установки дифференциального клапана в отверстие на ниж- ней плоскости блока ввертывают угольник 7 (рис. 115); слегка при- вертывают на корпусе масляного насоса 1 болтами 10 со стопорны- ми шайбами отводящую трубку 2 с прокладкой 1Г, на нижнюю плоскость блока 8 прикрепляют болтами 9 дифференциальный кла- пан 4 с уплотнительным кольцом 3, окончательно затягивают болты 9 и 10, отгибают стопорные шайбы на грани болтов; закрепляют на штуцере 5 и угольнике 7 подводящую трубку 6, устанавливают поддон блока цилиндров с ввернутой сливной пробкой и головки цилиндров и затягивают гайки крепления головок (момент затяж- ки 22—24 кгс-м). Порядок затяжки гаек показан на рис. 116. 136
©” ©9 ©1 ©3 (6)7 (6JW Рис. 116. Порядок затяжки гаек крепления головок цилиндров двигателей: а — ЯМЗ-236; б — ЯМЗ-238 После этого монтируют штанги толкателей и коромысла в сборе с осями, затягивают болты крепления осей коромысел, при этом регулировочные винты вывертывают до упора. Для регулировки тепловых зазоров в клапанном механизме про- веряют динамометрическим ключом момент затяжки (12— 15 кгс-м) болтов крепления осей коромысел; вращая коленчатый вал по часовой стрелке (со стороны вентилятора) ключом за болт крепления шкива или ломиком за отверстия в маховике и внима- тельно наблюдая за движением впускного клапана первого цилин- дра, определяют момент, когда он полностью поднимается (т. е. полностью закроется) и провертывают вал еще на ’А—1/з оборота (это соответствует такту сжатия в первом цилиндре и оба клапана закрыты). Вставив щуп в зазор между торцом клапана и носком коромы- сла, проверяют зазоры у впускного и выпускного клапанов перво- го цилиндра и, если необходимо, регулируют их в пределах 0,25— 0,30 мм. Для регулировки зазоров необходимо ослабить контргай- ку регулировочного винта, вставить в зазор щуп и, вращая винт от- верткой, установить требуемый зазор. Придерживая винт отверт- кой, затягивают контргайку и проверяют величину зазора. При пра- вильно отрегулированном зазоре щуп толщиной 0,25 мм должен входить при легком нажиме, а толщиной 0,30 м — с усилием. Для регулировки зазоров клапанного механизма следующего цилиндра коленчатый вал провертывают в направлении вращения до момента полного закрытия впускного клапана регулируемого цилиндра и дополнительно провертывают еще на ’/4—7з оборота. Регулировку зазоров в каждом цилиндре производят так же, как и в первом. Клапанные зазоры рекомендуется регулировать в по- рядке работы цилиндров, т. е. для двигателя ЯМЗ-236: 1—4—2— 137
Рис. 117. Порядок нумерации цилиндров двигателей: а - - ЯМЗ-236; б — ЯМЗ-238; Л— левый ряд цилиндров; П — правый 5—3—6; для двигателя ЯМЗ-238; 1—5—4—2-—6—3—7—8. Схема нумерации цилиндров показана на рис. 117. Затем устанавливают комплект форсунок, с которыми ТНВД проходил испытания и регулировку. Под гайку распылителя под- кладывают не более одной уплотнительной шайбы. Затяжку гай- ки крепления скобы производят крутящим моментом 5—6 кгс-м. Далее ставят дренажные трубки форсунок и отводящую топлив- ную трубку и закрепляют последнюю кляммером на шпильке впуск- ного коллектора. После этого необходимо установить крышки го- ловок цилиндров, соединительный патрубок впускных коллекторов фланцем крепления трубки компрессора к передней части двига- теля, воздушный фильтр, подсобрать со шлангами и хомутами сое- динительную и перепускную трубки водяных термостатов и устано- вить их на двигатель, снять двигатель со стенда, поставить на под- ставку и установить стартер и транспортные заглушки. Крыльчатку вентилятора, генератор и компрессор, а также сцеп- ление и коробку передач монтируют после сдаточных испытаний двигателя. Приработка и испытание двигателя Каждый двигатель после капитального ремонта должен пройти приработку на стенде для подготовки его к эксплуатации под на- грузкой и для всестороннего контроля за качеством ремонта. Для приработки и испытания двигателей следует применять специаль- ные стенды. Рекомендуется использовать стенды СТЭ-160-1500 с электротормозами производства Московского электромеханическо- го завода имени Владимира Ильича. На этих стендах можно испы- тывать двигатели ЯМЗ-236 и ЯМЗ-238 всех модификаций. Харак- теристики электротормозов для испытательных стендов приведены в табл. 24. 138
Таблица 24 Показатель Э лектроторм оз АКБ-101-4 АК-102-4 Мощность, кВт 160 160 Синхронная частота вращения, об/мии 1500 1500 Крутящий момент, кгс-м 107 ПО Предельная частота вращения при работе в ге- нераторном режиме с номинальным крутящим мо- ментом, об/мин 3000 2500 Стенд для приработки и испытания двигателя должен иметь оборудование, необходимое для измерения мощности двигателя, частоты вращения коленчатого вала, часового расхода топлива, температуры воды, выходящей из двигателя (из правой и левой водяных труб), температуры масла в поддоне двигателя, давления масла в магистрали, угла опережения впрыска топлива в градусах угла поворота коленчатого вала. Замер расхода топлива должен производиться на весах с пре- делом измерения до 15 кг, отсчет времени ведется по секундомеру с ценой деления 0,1 с; замер частоты вращения — ручным тахомет- ром или тахоскопом с ценой деления не более 10 об/мин. Емкость расходного бачка должна быть 10—12 л, уровень дна мерного бач- ка — не ниже 500 мм от оси входного отверстия топливоподкачиваю- щего насоса, внутренний диаметр подводящего и отводящего топ- ливопроводов — не менее 8 мм. Топливопроводы не должны касать- ся мерного бачка и должны быть погружены в топливо на глубину не более ’/з высоты бачка от его днища. На погруженном конце топливопровода, отводящего топливо от двигателя, устанавливают отражатель, препятствующий прямому направлению струи топли- ва на днище бачка и способствующий выравниванию температуры топлива в бачке. Двигатель, устанавливаемый на стенд, должен быть полностью укомплектован (за исключением крыльчатки вентилятора, генера- тора, компрессора). Приработка и испытание двигателя произво- дится на дизельном топливе марки Л по ГОСТ 4749—73. На время приработки в поддон двигателя, корпус ТНВД и корпус регулятора заливают дизельное масло до верхних меток указателей уровня масла. В воздушные фильтры заливается дизельное масло в коли- честве 1,6 л для двигателя ЯМЗ-236 и 1,4 л для двигателя ЯМЗ-238. Температуру масла поддерживают при помощи технологических масляных радиаторов (в начале обкатки не ниже 50° С). Приработка и испытание двигателя производятся на специаль- ных режимах и включают в себя холодную и горячую обкатку, кон- трольную приемку. Холодная обкатка двигателя. Перед пуском стенда коленчатый вал необходимо несколько раз провернуть вручную, что- 139
Таблица 25 Режим холодной обкатки двигателей Частота вращения коленчатого вала, об/мин Продолжительность обкатки двигателя, мин ЯМЗ-236 ЯМЗ-238 ЯМЗ-238 А ЯМЗ-238Г ЯМЗ-238К ЯМЗ-238И 600 10 10 800 10 15 1000 5 15 1200 10 — 1500 5 — Всего 40 40 бы убедиться в исправности двигателя и в правильной его установке на стенде, проверить и при необходимости отрегулировать тепло- вые зазоры в клапанном механизме. В процессе обкатки проверя- ется давление масла в системе, подача масла к подшипникам коро- мысел и герметичность уплотнения форсунок в головках цилиндров. Стетоскопом прослушиваются шумы и стуки распределительных шестерен, шатунных и коренных подшипников, поршневых пальцев и поршней. При обнаружении дефектов обкатка должна быть пре- кращена, а после устранения продолжена. Режим холодной обкатки приведен в табл. 25. По окончании холодной обкатки рекомендуется сменить масло в поддоне двигателя и промыть масляные фильтры. Для промывки ротора центробежного фильтра отвертывают гайку 3 (см. рис. 62) колпака фильтра, снимают колпак 1 и ротор в сборе. Ротор раз- бирают, удаляют с колпака 10 и ротора 11 осадок, промывают их в дизельном топливе. Фильтр собирают в обратной последователь- ности, проверив состояние прокладки 15, чистоту отверстий со- пел 22, состояние шайбы 2 и положение сетки 8. Для промывки фильтра грубой очистки масла нужно слить мас- ло из корпуса фильтра через отверстие, закрытое пробкой 2 (см. рис. 61), отвернуть болт 11 крепления колпака фильтра, снять кол- пак 7, верхнюю крышку 8 и фильтрующий элемент 5 (фильтры дви- гателей выпуска до 1970 г. имели по два фильтрующих элемента, вставленных один в другой). Снятый с двигателя фильтрующий элемент помещают на 3 ч в ванну с растворителем (бензином или четыреххлористым углеродом). Через 3 ч элемент промывают мяг- кой волосяной щеткой, ополаскивают в чистом бензине или четы- реххлористом углероде и продувают сжатым воздухом. На время промывки устанавливаются технологические сменные фильтрующие элементы. 140
Рис. 118. Риски: сг — на шкиве коленчатого вала н крыш- ке шестерен распределения; б — на ма- ховике; в — направление вращения ко- ленчатого вала: / — крышка шестерен распределения; 2 — шкив коленчатого вала; 3 — указа- тель; 4 — маховик; 5 — картер махо вика Горячая обкатка двигателя. Перед пуском двигателя необходимо отрегулировать угол опережения впрыска топлива. Для этого проверяют взаимное положение меток а (см. рис. 113) на муфте опережения впрыска топлива и ведущей полумуфте валика привода топливного насоса (метки должны быть с одной стороны);, снимают трубку высокого давления первой секции ТНВД; на шту- цер первой секции насоса устанавливают моментоскоп (см. рис. 81). Убедившись, что скоба регулятора находится в положении вклю- ченной подачи топлива, прокачивают топливом систему питания двигателя ручным подкачивающим насосом в течение 2—3 мин и вращают коленчатый вал двигателя по часовой стрелке (если смот- реть со стороны вентилятора) до появления топлива в стеклянной трубке. Вращать коленчатый вал можно за болт крепления шкива коленчатого вала или ломиком за отверстия в маховике при снятой крышке люка картера маховика. Далее выливают излишки топлива из стеклянной трубки, встряхнув ее пальцем, провертывают колен- чатый вал против хода примерно на Vs оборота и, медленно про- ворачивая коленчатый вал по часовой стрелке, внимательно следят за уровнем топлива в стеклянной трубке. В момент начала движе- ния уровня топлива в трубке прекращают вращение вала и прове- 141
ряют взаимное положение меток: риска на шкиве коленчатого вала должна находиться против риски с цифрой 20 на крышке шестерен распределения (рис. 118, а) или риска с цифрой 20 на маховике совпадать с указателем картера маховика (рис. 118, б). У двига- теля ЯМЗ-238К регулировочные риски совмещают с риской 14. Если в момент начала движения топлива в трубке риски еще не совместились, необходимо, ослабив болты 6 (см. рис. 113), раз- вернуть муфту валика привода на ее фланце против направления ее вращения, затянуть болты крепления и вновь проверить уста- новку угла опережения впрыска. Несовпадение рисок должно быть не более одного деления. Если в момент начала движения топлива в трубке риска уже прошла совмещенное положение, муфту вали- ка привода необходимо развернуть по направлению ее вращения. Смещение муфты валика привода относительно ее фланца на одно деление соответствует четырем делениям на маховике или крышке шестерен распределения. После пуска двигателя проверяют герметичность всех соедине- ний топливной системы двигателя. Температура выходящей из двигателя воды должна быть 75— 95° С, при этом разность температур воды, выходящей из правой и левой труб одного двигателя, не должна превышать 5°. Темпера- туру в указанных пределах рекомендуется поддерживать при по- мощи технологического радиатора. Давление масла в магистрали при температуре 80—95° С долж- но быть 5—7 кгс/см2 при номинальных оборотах коленчатого вала и не менее 1 кгс/см2 при 500 об/мин. Выбрасывание и течь масла, воды и топлива, а также прорыв газов в местах соединений не до- пускаются. Признаками брака не являются потение, образование масляных пятен и отдельных капель в местах сальниковых уплотнений с па- дением не более одной капли в течение 5 мин при любом режиме работы двигателя; легкое потение без каплеобразованпя в местах разъемов и соединений; выделение масла и конденсата через от- водящую трубу системы вентиляции картера в количестве не более двух капель в 1 мин при номинальном числе оборотов коленчатого вала; выделение топлива через дренажную трубку форсунок в ви- де капель, а также смеси топлива и масла из дренажной трубки корпуса ТНВД; выделение воды и смазки из дренажного отверстия водяного насоса не более одной капли в 3 мин, а также капель во- ды при остановке двигателя; незначительное потение без каплеоб- разования масла через микропоры на кольцевом ребре головки ци- линдров. Допускается выделение в период обкатки из выхлопной трубы отдельных капель топливо-масляной смеси. Горячая обкатка двигателей производится на режимах, приве- денных в табл. 26. В конце горячей обкатки необходимо проверить и при необхо- димости подрегулировать мощность двигателя. Мощность двигате- ля ЯМЗ-236 при 2050+15 об/мин должна быть 178_5 л. с. при часо- вом расходе топлива 33 кг/ч, двигателя ЯМЗ-238 — 237_5 л. с. при 142
Таблица 26 Режим горячей обкатки двигателей Н-агрузка двигател а, л. с. Продолжит ельность обкатки. мин со ООО© со от S со <! О от от ОТ S со вращения коленчато- см см см см см см СМ СМ см см см см го вала, ОЭ СО 09 09 09 09 09 09 09 09 09 об/мии £ S-S- £ £ £ £££ £ £ £ сх txcx сх СХ сх txcxcx сх сх сх 1000 _ 0 10 1100 -— -—. -—- -— 30 г -— .—. 20 1200 0 0 0 0 60 10 10 10 20 1300 — — .—. — 90 — — — 20 1400 0 0 0 0 120 15 15 15 20 1500 20 30 0 0 140 15 15 15 20 1600 30 40 30 30 — 15 15 15 —— 1700 60 80 60 60 _—. 15 15 15 -—. 1700 -— —- 90, 120, -— — — по 10 на .— — 140, 150 каждом режиме 1800 90 120 -—. 100 -—. 15 —- 15 — 1900 120 160 —. 150 •—- 10 _— 15 2000 150 200 -—. 170 — 10 -—. 10 — 2100 150 200 — — — 5 — — — Всего 110 по 110 по 44 кг/ч, ЯМЗ-238А— 213-5 л. с. при 39 кг/ч, ЯМЗ-238Г при 1670 об/мин— 172-5 л. с. и часовом расходе топлива 30,1 кг/ч, ЯМЗ-238И — не менее 160 л. с, при 1500+50 об/мин и 27 кг/ч, ЯМЗ-238К— 190-5 л. с. при 2100 об/мин и часовом расходе топлива 36 кг/ч. Часовой расход топлива определяют способом трехкратного за- мера времени расходования 500 г дизельного топлива по ГОСТ 4749—49. Наибольшая разница повторных измерений должна быть не более ±0,2 с относительно среднего значения времени, получен- ного в результате всех замеров. При проведении испытания необ- ходимо руководствоваться ГОСТ 14846—69. Подрегулировку мощности двигателя производят винтом 2 (см. рис. 82) при указанных выше для каждого двигателя оборотах и упоре рычага 11 управления регулятором в болт 12 ограничения максимального скоростного режима. Плавно снизив нагрузку до нуля, регулируют максимальные обороты холостого хода: для двигателей ЯМЗ-236, ЯМЗ-238, ЯМЗ-238А и ЯМЗ-238К — 2200—2275 об/мин; для двигателя ЯМЗ-238Г 1850—1950 об/мин; для двигателя ЯМЗ-238И макси- мальные обороты холостого хода не должны превышать номиналь- ную частоту вращения коленчатого вала более чем на 100 об/мин. Проверку максимальных оборотов холостого хода производят при упоре рычага 11 в болт 12 ограничения максимального скоро- стного режима и вывернутом корпусе 9 буферной пружины на 10— 143
11 мм от торца контргайки 7. Если максимальные обороты холос- того хода двигателей ЯМЗ-236, ЯМЗ-238, ЯМЗ-238А и ЯМЗ-238К ниже 2225 об/мин, определяют точку перегиба скоростной харак- теристики, которая должна лежать в диапазоне 2100 _,fo об/мин. Минимальные обороты холостого хода регулируют в пределах 450—550 об/мин, при упоре рычага И управления регулятором в. болт 13. При ввертывании болта обороты увеличиваются, при вы- вертывании уменьшаются. Вначале частоту вращения коленчатого’ вала постепенно уменьшают до появления неустойчивости, а затем корпус 9 буферной пружины ввертывают до повышения частоты вращения на 10—20 об/мин. Двигатель должен устойчиво работать на режиме холостого хода с колебаниями не более ±15 об/мин. Устойчивость холостого хода проверяют увеличением частоты вра- щения коленчатого вала до 1200—1300 об/мин и резком сбросе ры- чага до упора в болт 13. У двигателя ЯМЗ-238И проверяют величину нестабильности частоты вращения (отклонение от номинальной), которая не долж- на превышать ± 15 об/мин при 80 л. с., 120 л. с. и 150 л. с. После этого подтягивают гайки крепления головок цилиндров в последовательности, показанной на рис. 116, проверяют и при необ- ходимости регулируют зазоры в клапанном механизме и угол опе- режения впрыска топлива. Контрольная приемка двигателя включает в себя: контроль работы двигателя и агрегатов при полной подаче топлива и 75% номинальной мощности в течение 10—15 мин с проверкой на течь; проверку мощности, часового расхода топлива, максимальных и минимальных оборотов холостого хода, трехкратную проверку двигателя на пуск стартером. После контрольной приемки ограничивают мощность на обка- точный период двигателя ЯМЗ-236 до 150±5 л. с., двигателя ЯМЗ-238 до 200±7 л. с.; мощность двигателей ЯМЗ-238А, ЯМЗ- 238Г, ЯМЗ-238И и ЯМЗ-238К на обкаточный период не ограни- чивается. VIII. СЦЕПЛЕНИЕ Конструктивные особенности сцеплений ЯМЗ Четырехтактные двигатели ЯМЗ-236 с начала выпуска комплек- товались однодисковым сцеплением ЯМЗ-236Б с центральной кони- ческой пружиной и коробкой передач ЯМЗ-236Б. С июня 1965 г. на часть двигателей стали устанавливать однодисковое сцепление ЯМЗ-236 с периферийным расположением пружин и новую коробку передач ЯМЗ-236, а с января 1966 г. все двигатели ЯМЗ-236 стали комплектоваться сцеплениями и коробками передач новой конст- рукции. На эти же двигатели выпуска с ноября 1970 г. (начиная с 144
порядкового номера 169001) устанавливаются двухдисковое сцеп- ление ЯМЗ-236К и коробка передач ЯМЗ-236П. Двигатели ЯМЗ-238 и ЯМЗ-238А с начала выпуска комплекто- вались двухдисковым сцеплением ЯМЗ-238К с периферийным рас- положением нажимных пружин, но с ведомыми дисками без демп- ферного устройства и коробкой передач ЯМЗ-238К- В марте 1966 г. начался выпуск новой коробки передач ЯМЗ-236С, которая являет- ся модификацией коробки передач ЯМЗ-236. С мая 1966 г. все дви- гатели ЯМЗ-238 и ЯМЗ-238А стали комплектоваться только короб- кой передач ЯМЗ-236С взамен временно применяемой коробки пе- редач ЯМЗ-238К. На эти же двигатели выпуска с августа 1969 г. (с порядкового номера 91195) устанавливаются сцепление ЯМЗ-238С с демпфера- ми в ведомых дисках и та же коробка передач ЯМЗ-236С. С янва- ря 1971 г. обозначение сцепления ЯМЗ-238С изменено на ЯМЗ-238, а обозначение коробки передач ЯМЗ-236С — на ЯМЗ-236Н без ка- ких-либо конструктивных изменений. Двигатели ЯМЗ-238Г укомплектованы двухдисковым сцеплени- ем ЯМЗ-238 без коробки передач. Сцепление ЯМЗ-236Б — однодисковое, сухое, фрикционного ти- па, с центральной конической пружиной. Это сцепление является модификацией сцепления ЯАЗ-210, устанавливаемого на двухтакт- ном двигателе ЯАЗ-М206, и хорошо известно в эксплуатации, по- этому его разборка и ремонт не представляют трудностей и здесь не рассматриваются. Сцепление ЯМЗ-236 — однодисковое, сухое, фрикционного типа, с периферийным расположением цилиндрических пружин, с демп- ферным устройством в ведомом диске. В августе 19б9 г., начиная с двигателя ЯМЗ-236 № 130926, у нажимного диска в сборе с кожу- хом (нажимного комплекта) сцепления ЯМЗ-236 изменен кон- трольный размер Б (рис. 119) с 56±0,5 мм на 64±0,5 мм. Сцепление ЯМЗ-238К — двухдисковое, сухое, фрикционного ти- па, с периферийными цилиндрическими пружинами. Ведомые диски без демпферного устройства. Сцепление ЯМЗ-238 (ЯМЗ-238С) —двухдисковое, сухое, фрик- ционного типа, с периферийным расположением цилиндрических пружин, с демпферным устройством в ведомых дисках (рис. 120). Сцепление ЯМЗ-236К— двухдисковое, отличается от сцепления ЯМЗ-238 уменьшенным количеством нажимных пружин — 24 вме- сто 28. Каждая модификация сцепления устанавливается на двигателе только с определенными маховиками, отличающимися между собой в основном только размером А (рис. 40) от приваленной плоскости Т'з до рабочей поверхности Т. При сборке двигателя необходимо проверить маркировку махо- вика, выполненную в литье на поверхности Т%. На двигателе ЯМЗ-236 под двухдпековое сцепление ЯМЗ-236К маховик имеет маркировку ЯМЗ-236-1005115-Е, под однодисковое сцепление ЯМЗ-236 —ЯМЗ-236-1005115-Д. На двигателе ЯМЗ-238 под сцеп- 145
Рис. 119. Сцепле- ние ЯМЗ-236: / —• маховик: 2 — ве- домый диск с демп- фером; 3 — нажим- ный диск; 4 — оттяж- ной рычаг; 5 — опор- ная пластина; 6— болт; 7 — вилка от- тяжного рычага; 8 — стопорная шайба; 9 — регулировочная гайка; 10 — петля пружины оттяжного рычага; 11 — муфта выключения сцепле- ния с подшипником; 12 — шланг; 13 — вил- ка выключения сцеп- ления; 14 — упорное кольцо; 15 — вал вил- ки; 16 — рычаг; 17 — палец; 18 — крышка люка картера сцепле- ния; 19 — кожух; 20 — пружина; 21 — тер- моизолирующая про- кладка; 22 — крыш- ка люка картера ма- ховика; L — мини- мальный ход муфты выключения сцепле- ния с учетом свобод- ного хода; М — ме- сто маркировки сцепления ление ЯМЗ-238К устанавливался маховик ЯМЗ-238-1005115-Д, под сцепление ЯМЗ-238 (ЯМЗ-238С) устанавливается маховик с мар- кировкой ЯМЗ-238-1005115-Г. Если в сцеплении ЯМЗ-238К устанавливались два одинаковых ведомых диска, то в сцеплении ЯМЗ-238 ведомые диски не взаимо- заменяемы между собой. В связи с введением демпферного устройства в сцеплении ЯМЗ- 238 увеличена толщина среднего ведущего диска с 25 до 31 мм и в нажимном комплекте увеличен контрольный размер Б (см. рис. 120) между рабочими поверхностями нажимного диска и упорного коль- ца до 64±0,5 мм при установке последнего на оттяжные рычаги. 146
Рис. 120. Сцепление ЯМЗ-238: / — отжимная пружина; 2— контргайка; 3 — регулировочный винт; 4 — оттяжной рычаг; 5 — внлка оттяжного рычага; 6 — регулировочная гайка; 7 — стопорная шайба; 8 — опорная пла- стина; 9 — болт; 10—< петля пружины оттяжного рычага; 11 — муфта выключения сцепления- с подшипником; 12 — шланг; 13 — вилка; 14 — упорное кольцо; 15 — вал вилки; 16 — рычаг; 17 палец; 18 — крышка люка картера сцепления; 19 — кожух сцепления; 20 — пружина; 21 — термоизолирующая прокладка; 22 —-нажимный диск; 23—крышка люка картера махо- вика; 24— маховик; 25— ведомые диски; 26— средний ведущий диск; L — минимальный ход муфты выключения сцепления с учетом свободного хода; М — место маркировки сцепления Для возможности использования ведомых дисков до полного износа фрикционных накладок укорочена на 10 мм муфта выклю- чения сцепления. Кроме того, на нажимном диске сцепления ЯМЗ-238 введены специальные упоры под оттяжные рычаги. При введении демпферного устройства в ведомые диски сцепле- ния ЯМЗ-238 с целью унификации изменена конструкция и одно- 147
дискового сцепления ЯМЗ-236. Ранее устанавливаемый ведомый диск заменен передним ведомым диском двухдискового сцепления ЯМЗ-238, маркируемым на фрикционной накладке номером 238- 1601130-Б. Изменен контрольный размер Б нажимного комплекта и также укорочена на 10 мм муфта выключения сцепления. Все детали сцепления старой конструкции, потерявшие взаимо- заменяемость, поставляются в запасные части наряду с деталями новой конструкции. Ниже рассмотрена возможность взаимного ис- пользования деталей в сцеплениях старого и нового выпусков. Нажимные диски в сборе с кожухом сцепления ЯМЗ-236 старой конструкции и сцепления ЯМЗ-238К. с контрольным размером 56+ ±0,5 мм можно в специальном приспособлении (рис. 121) перере- гулировать на контрольный размер 65±0,5 мм для установки на двигатели, снабженные маховиками для сцеплений ЯМЗ-236 новой конструкции и ЯМЗ-238. Нажимный комплект сцеплений ЯМЗ-236 нового выпуска и сцеплений ЯМЗ-238 и ЯМЗ-236К с контрольным размером 64±0,5 мм перерегулировать на контрольный размер 56±0,5 мм нельзя из-за наличия упоров оттяжных рычагов на на- жимном диске. Нажимный комплект новой конструкции с контрольным разме- ром 64+0,5 мм может устанавливаться без каких-либо изменений в сцепление ЯМЗ-236 старой конструкции и в сцепление ЯМЗ-238К, но только с муфтой выключения сцепления длиной 50 мм (укоро- ченной на 10 мм). Укороченная муфта может устанавливаться на сцеплениях как старой, так и новой конструкции. Таким образом, нажимный диск (отдельная деталь) старой конструкции может устанавливаться в сцеплениях как старой, так и новой конструкции, а нажимный диск новой конструкции с упорами под оттяжные ры- чаги может быть установлен только в нажимный комплект с кон- трольным размером 64 ±0,5 мм. Кожухи двухдисковых сцеплений ЯМЗ-238 и ЯМЗ-238К одина- ковые и отличаются от кожуха однодискового сцепления только на- личием резьбовых втулок под регулировочные болты. Поэтому ко- жух с такой втулкой без регулировочного болта можно устанавли- вать на однодисковое сцепление ЯМЗ-236. Кожух двухдискового сцепления ЯМЗ-236К отличается от кожу- ха других двухдисковых сцеплений количеством направляющих стаканчиков под нажимные пружины, которых на этом кожухе 24 вместо 28 в соответствии с количеством нажимных пружин сцепле- ния. При использовании кожуха с 28 стаканчиками для сцеплений ЯМЗ-236К лишние 4 стаканчика надо обязательно убрать, так как эти свободные от пружин стаканчики в процессе эксплуатации мо- гут под действием центробежных сил отсоединиться от кожуха и вывести из строя все сцепление. Передний ведомый диск с демпферным устройством двухдиско- вого сцепления невзаимозаменяем с задним ведомым диском и от- личается расположением ступицы относительно диска и противо- положным расположением болтов тарельчатых пружин. В переднем ведомом диске удлиненная часть ступицы обращена в сторону, про- 148
тивоположную выступающей части демпфера. В заднем ведомом диске удлиненная часть ступицы обращена в сторону выступающей части демпфера. Головки болтов тарельчатых пружин у обоих дис- ков расположены со стороны удлиненной части ступицы. Передний ведомый диск с демпферным устройством двухдиско- вого сцепления ЯМЗ-238 может устанавливаться в однодисковое сцепление ЯМЗ-236 (с контрольным размером 56±0,5 мм), в то время как ведомый диск однодискового сцепления старой конст- рукции не может быть установлен в сцеплении ЯМЗ-238. В случае крайней необходимости ведомые диски сцепления ЯМЗ-238К без демпферного устройства можно устанавливать в сцепление ЯМЗ-238. Двухдисковое сцепление ЯМЗ-236К. отличается от сцепления ЯМЗ-238 только уменьшенным осевым усилием нажимного комп- лекта за счет меньшего числа нажимных пружин, а все детали этих сцеплений одинаковы и полностью взаимозаменяемы. Поэтому все разобранные выше варианты комплектации сцепления ЯМЗ-238 приемлемы и для сцепления ЯМЗ-236К- Разборка сцепления П олная разборка нажимного диска сцепления в сборе производится только для замены или ремонта его деталей, необхо- димость в котором определяется отказами в работе или при внеш- нем осмотре. Перед разборкой нажимного диска следует сделать метки на нажимном диске и на кожухе, чтобы при сборке обеспе- чить правильное взаимное расположение этих деталей и тем самым сохранить первоначальную заводскую балансировку нажимного комплекта. Разборка нажимного комплекта производится в приспо- соблении (см. рис. 121) или на деревянной подставке под ручным прессом в следующем порядке. Рис. 121. Приспособление для сборки и разборки нажимного диска с ко- жухом в сборе: / — подставка; 2 — направляющий штифт; 3 — болт крепления кожуха сцепления; 4— оправка для регулировки положения оттяжных рычагов; 5—болт крепления оправки: 6 — упорный сухарь; 7 — винт крепления сухаря; 8 — оттяжной рычаг сцепления; 9 — регулировочная гайка; ,10—’стопорная шайба; // — нажимный диск сцепления 149
Нажимный диск 3 (см. рис. 119) в сборе с кожухом 19 кладут на приспособление диском вниз и фиксируют четырьмя шипами в пазах. Надавив на торец кожуха 19, сжимают пружины 20 так, чтобы оттяжные рычаги 4 с упорным кольцом 14 были в свободном состоянии, отгибают стопорные шайбы и вывертывают все восемь болтов 6 крепления опорных пластин регулировочных гаек. Сняв с регулировочных гаек опорные пластины 5 и стопорные шайбы 8, от- вертывают четыре регулировочные гайки 9 оттяжных рычагов и медленно отпускают кожух сцепления. Затем снимают кожух 19 сцепления, снимают с бобышек на- жимного диска нажимные пружины 20, термоизолирующие про- кладки 21 с шайбами, освобождают петли 10 пружин оттяжных рычагов и снимают упорное кольцо 14, замковые шайбы осей, на которых крепятся оттяжные рычаги в специальных проушинах на- жимного диска, и осторожно извлекают оси и ролики игольчатых подшипников. После этого разбирают оттяжные рычаги 4, для чего необходимо снять замковые шайбы, вынуть оси вилок рычагов и ролики игольчатых подшипников. Ремонт деталей сцепления При проверке технического состояния нажимного диска сцепле- ния следует обратить особое внимание на состояние рабочей по- верхности Т (рис. 122) трения. Если на этой поверхности пятна прижогов и сетка растрескивания с шириной трещин более 0,2 мм охватывают более 40% всей поверхности или коробление диска, за- меренное щупом на плите, более 0,6 мм, диск следует подвергнуть ремонту или заменить. Рабочая поверхность нажимного диска исправляется шлифов- кои или проточкой с тщательной зачисткой мелким наждачным по- лотном. Размер В нового нажимного диска равен 45±15 мм. Раз- в istojs меР отремонтированного п'л НТ ~ диска должен быть не менее Рис. 122. Нажимный диск сцепления: а — бобылки, на которые не устанавливаются пру- жины в сцеплении ЯМЗ-236К 44 мм. Разность размеров от каждой из осей четырех отверстий в проушинах под оси оттяжных рычагов до обработанной рабочей по- верхности диска не должна превышать 0,15 мм, а сама рабочая поверхность Т должна быть плоской и при проверке на плите щуп тол- щиной 0,07 мм не должен проходить. Износ отверстий в про- ушинах нажимного диска под оси оттяжных рычагов 150
Рис. 123. Ведомый диск с демпфером: 1 —- ведомый диск; 2 — пружина демпфера; 3 — обойма пружины; 4 — диск демпфера; 5 — стяжной болт; 6 — гайка; 7 — упорный штифт; 8 — тарельчатая пружина; 9—-ступица; /0 — фрикционные кольца; // — заклепка; 12 — фрик- ционная накладка допускается до 10,85 мм. Диаметр отверстий у новой детали равен 10,8+0-035 мм. Износ пазов под рычаги выключения сцепления по ширине до- пускается до 16,40 мм. Этот размер у новой детали равен 16^олбММ. Рабочая поверхность нажимного диска должна быть обработа- на до чистоты V 6. Если шлифовкой диска до допустимой толщины дефекты не устраняются, диск следует заменить новым. При осмотре ведомого диска сцепления следует обратить вни- мание на состояние поверхностей Т (рис. 123, а), фрикционных накладок 12 и на прочность крепления их заклепками 11. Не до- пускаются обрыв накладок у заклепок и замасливание рабочих по- верхностей накладок. Допускаются радиальные трещинки накла- док около заклепок без выхода их на край или в другое отверстие под заклепку. Износ фрикционных накладок сцепления возможен до заклепок, т. е. по 1,2 мм с каждой стороны. Однако при износе накладок до состояния, когда размер а (рис. 123, б) от рабочей поверхности до головок заклепок составляет 0,1 мм и менее, ведомый диск нецеле- сообразно устанавлизёть на двигатель для дальнейшей эксплуата- 151
ции, и фрикционные накладки следует заменить. Заменять нужно одновременно обе накладки, так как даже небольшая разница их по толщине может нарушить нормальную работу сцепления. Чтобы снять изношенные или поврежденные фрикционные на- кладки, надо высверлить расклепанные части латунных заклепок крепления накладок со стороны засверления в заклепке и аккурат- но выбить их бородком. При замене фрикционных накладок вы- бивать старые заклепки и развальцовывать новые следует очень осторожно, чтобы не деформировать стальной ведомый диск и не повредить детали демпфера. После приклепки новых накладок ведомый диск нужно прове- рить на биение плоскостей трения относительно оси шлицевого от- верстия ступицы. Для этого ведомый диск устанавливают на шли- цевую оправку и закрепляют в центрах приспособления или токар- ного станка. В качестве оправки может быть использован ведущий вал коробки передач. Биение поверхностей Т относительно оси шлицевого отверстия ступицы на радиусе 175 мм не должно превышать 0,7 мм. Для уст- ранения биения диска допускается его правка. Толщина ведомого диска с приклепанными накладками должна быть 10±0,1 мм. Разница накладок по толщине для одного ведо- мого диска не должна превышать 0,3 мм. При замене фрикционных накладок ведомого диска следует учесть, что фрикционные накладки могут поступать в запасные части без отверстий под заклепки и толщиной 4,2 мм. Отверстия рассверливают под углом 116° диаметром 4,2 мм на глубину 2,7 мм. Ведомый диск в сборе с такими накладками будет иметь толщину 10,4 мм. Указанные диски не рекомендуется устанавливать в сцеп- ление, так как при установке такого сцепления на автомобиль мож- но не получить полного выключения сцепления без «ведения». Для «чистого» выключения сцепления может не хватить хода нажимно- го диска, который у однодискового сцепления уменьшится на 0,4 мм из-за увеличения толщины ведомого диска, а у двухдискового сцеп- ления на 0,8 мм (величину утолщения двух дисков), причем даль- нейшее увеличение величины отхода нажимного диска невозможно из-за упора оттяжных рычагов в нажимный диск. Такое положение наиболее вероятно для двухдисковых сцеплений с демпферными дисками (ЯМЗ-238, ЯМЗ-236К). Гораздо целесообразнее прошли- фовать фрикционные накладки до толщины 4±0,05 мм перед при- клепкой к ведомому диску или ведомый диск в сборе с фрикцион- ными накладками прошлифовать до размера 10±0,1 мм, выдер- живая разность толщин накладок не более 0,3 мм. При проверке ведомых дисков сцепления ЯМЗ-236, ЯМЗ-236К и ЯМЗ-238 нужно проверить характеристику демпфера в приспо- соблении путем закручивания ступицы относительно неподвижно закрепленного ведомого диска; усилие закручивания должно быть в плоскости ведомого диска, исключая какую-либо радиальную или осевую нагрузку. Полный угол закрутки демпфера должен быть 3°30'. 152
Рис. 124. Приспособление для сборки демпфера ведомого дис- ка сцепления Для проверки момента трения демпфера ведомого диска нужно за- мерить моменты при закручивании и раскручивании ступицы на 2°. По- ловина разности моментов будет со ответствовать моменту трения демп- фера, который должен быть в пре- делах 5—10 кгс-м. Если характеристика демпфера не соответствует указанным выше величинам, ведомый диск 1 следует заменить. Ведомый диск можно ра- зобрать и заменить негодные детали демпфера. Для разборки демпфера удаляют развальцовку у шести стяжных болтов 5 и срезают обе го- ловки трех упорных штифтов 7. Пос- ле этого отвертывают гайки 6 стяж- ных болтов, снимают тарельчатые пружины 8, диск 4 демпфера и обой- мы 3 пружин, удаляют из гнезд ступицы пружины 2 демпфера, из- влекают упорные штифты 7 и стяжные болты с тарельчатыми пру- жинами, снимая одновременно фрикционные кольца 10, ступицу 9 и ведомый диск 1 с обоймами пружин. Пружины демпфера должны иметь длину в свободном состоянии 47,5 мм, а под нагрузкой 195+25 кгс — 40 мм. Поломанные пружины и пружины, имеющие усадку, заменяют. Сборку ведомого диска сцепления производят в приспо- соблении, изображенном на рис. 124. В приспособлении устанавли- вают стяжные болты 5 (см. рис. 123), на них надевают тарельчатые пружины 8 и ведомый диск 1. В пазы диска вставляют обоймы пру- жин, устанавливают фрикционное кольцо 10, ступицу 9, второе фрикционное кольцо п упорные штифты 7. Предварительно сжав, устанавливают пружины демпфера, обой- мы пружин, диск демпфера, тарельчатые пружины и навертывают до упора гайки 6. Концы стяжных болтов развальцовывают, а кон- цы упорных штифтов расклепывают одновременно с обеих сторон. Развальцовку болтов и расклепку штифтов производят под индук- торным нагревом, выдерживая высоту головок штифтов не более 5,5 мм с обеих сторон. Режим опрессовки, применяемый на заводе-изготовителе, сле- дующий: усилие нажатия 2500 кгс, сила тока 14000 А, время вы- держки 0,5 с. Перегрев концов упорных штифтов приведет к пере- калке штифтов и дисков, возникновению на них микротрещин, и как следствие — к неизбежному разрушению их в первые часы эксплуа- тации. Упорные штифты изготавливают из стали 40Х по ГОСТ 4543—71 или стали 45 по ГОСТ 1050—60 в соответствии с размерами, дан- ными на рис. 125. 6—1233 153
Рис. 125. Упорный штнфт демпфера ведомого диска сцепления У окончательно собранного ведомого диска проверяют характеристики демпфе- ра по методике, указанной выше. Порядок разборки и сборки задних ведомых дисков двухдисковых сцеплений тот же, что и передних. Отличие состоит в установке ведомого диска 1 (см. рис. 123) и диска демпфера. Они устанавли- ваются обратной стороной по отношению к ступице. Все детали демпфера обоих ведомых дисков (переднего и заднего) одни и те же и полностью взаимозаме- няемы. При определении технического состоя- ния ведомого диска проверяют величину износа внутренних шлицев ступицы, ширина впадины которых допускается не более 6,25 мм. Пружины однодискового сцепления имеют полное число витков 10 и длину в свободном состоянии 84 мм, при сжатии до размера 56 мм они должны дать усилие 65±5 кгс. Пружины двухдисковых сцеплений ЯМЗ-238К, ЯМЗ-236К, ЯМЗ-238 имеют полное число витков 11, длину в свободном состоянии 88 мм. При сжатии до размера 56 мм должны давать усилие 47±3,5 кгс. На заводе-изго- товителе пружины для однодискового сцепления ЯМЗ-236 окраши- ваются в черный цвет, для двухдисковых сцеплений ЯМЗ-238К, ЯМЗ-236К и ЯМЗ-238 — в желтый. Оттяжные рычаги подлежат проверке по состоянию поверхности лапки, износ которой допускается до 0,5 мм и замеряется при по- мощи шаблона радиусом 15 мм. Износ обоих отверстий допускается до 15,02 мм. Диаметр этих отверстий у новой детали 14,8+цЬб8 мм. Износ оттяжных рычагов по толщине допускается до 15,65 мм (у новой детали 16Zo’.i8 мм), осей оттяжных рычагов — до диаметра 10,78 мм (диаметр новой детали 10,8-0,012 мм), диаметр отверстий вилок оттяжных рычагов — до 10,85 мм (у новой детали диаметр отверстия 10,8+0-035 мм). У муфты выключения сцепления при необходимости следует заменить сухари и выжимной подшипник. Износ рабочих поверх- ностей сухарей допускается до 0,5 мм, износ боковых поверхностей, фиксирующих муфту от поворота между лапками вилки,—до 84 мм; величина износа рабочих поверхностей лапок вилки выключения сцепления допускается до 1 мм и замеряется при помощи шаблона радиусом 18 мм. Увеличение размера между боковыми поверхно- стями лапок вилки допускается до 86 мм. Зазор в сопряжении вала вилки выключения сцепления в опо- рах картера сцепления не должен превышать 0,4 мм. Если диамет- ры отверстий в опорах картера сцепления превышают 28,2 мм, нужно заменить втулки вала. Втулки запрессовывают заподлицо с внутренним торцом выточек в опорах картера, совмещая отвер- 154
стия для смазки во втулке и в картере сцепления. Втулки картера сцепления поставляются в запасные части с припуском на обра- ботку по внутреннему диаметру. После запрессовки втулок отвер- стия обрабатывают до диаметра 28+о,’о25 мм, выдерживая соос- ность обоих отверстий таким образом, чтобы калибр диаметром 27,99 мм проходил одновременно через оба отверстия. Общая ось отверстий втулок должна быть параллельна поверхности фланца крепления к картеру маховика с точностью 0,1 мм на длине 100 мм. Износ вала вилки выключения сцепления допускается до диа- метра 27,8 мм. Биение вала при проверке на призмах, установлен- ных по крайним точкам, не должно превышать 0,15 мм. При боль- шем биении допускается правка вала. Сборка сцепления Сборка сцепления заключается в сборке нажимного комплек- та, комплекта нажимного диска с оттяжными рычагами и кожухом сцепления. Сборку нажимного комплекта следует производить в приспособлении, показанном на рис. 121, и под ручным прессом. Приспособление состоит из подставки, имеющей пазы и все осталь- ные размеры, как и маховик однодискового сцепления, только раз- мер В (см. рис. 119) от привалочной плоскости кожуха сцепления до рабочей поверхности уменьшен на толщину ведомого диска и составляет в приспособлении 27± 0,1 мм. В центре подставки болтом 5 (см. рис. 121) крепится оправка 4 для регулировки контрольного размера Б (см. рис. 119) нажимного комплекта. В оправке расположены четыре плавающих упорных сухаря 6 (см. рис. 121). При установке нажимного комплекта в приспособление сухари упираются в лапки оттяжных рычагов 8 и в зависимости от их положения выступают или утопают относи- тельно поверхности оправки. Длина оправки выбрана таким обра- зом, чтобы при установке ее на оттяжные рычаги нажимного комп- лекта с правильно отрегулированным контрольным размером сухари располагались заподлицо с поверхностью оправки. Приспособление должно быть укомплектовано двумя оправка- ми: одна для регулировки нажимных комплектов на контрольный размер 56±0,1 мм, другая на размер 64±0,1 мм. В контрольный размер нажимного комплекта сцепления входит еще толщина упор- ного кольца оттяжных рычагов, которая составляет 6±0,1 мм; а так как нажимный комплект регулируется в приспособлении без упор- ного кольца, то он должен быть отрегулирован на размер, умень- шенный на эту величину, что и следует учитывать при изготовлении оправок. При изготовлении приспособления можно использовать бывший в употреблении маховик, а роль пресса могут заменить болты 3 крепления кожуха к подставке длиной 30 мм. Выступание устано- вочных штифтов 2 должно быть также не менее 30 мм, чтобы обес- 6* 155
печивать фиксацию кожуха при установке его на нажимные пру- жины в свободном (не сжатом) состоянии. Сборку и регулировку производят в следующей последователь- ности: на подставку 1 приспособления кладут рабочей поверхно- стью вниз нажимный диск 11, зафиксировав его четырьмя шипами в пазах подставки, в оттяжные рычаги 8 вставляют игольчатый подшипник (по 20 иголок в каждое отверстие). Иголки укладыва- ют на смазке ЦИАТИМ-201 по ГОСТ 6267—58 или соответствую- щей ей другой консистентной смазке. На оттяжные рычаги устанавливают вилки 5 (см. рис. 120), вставляют оси, устанавливают подсобранные рычаги в пазы про- ушин нажимного диска 22, вставляют оси, надевают на оси вилок пружины упорного кольца, закрепляют оси рычагов и вилок специ- альными замковыми шайбами, прогнув середину перемычки фар- тука. Затем на концы пружин упорного кольца надевают четыре пет- ли, ставят на бобышки нажимного диска нажимные пружины 20, предварительно подложив под них шайбы с термоизолирующими прокладками 21. Так как нажимный диск всех модификаций сцеп- лений один и тот же и имеет 28 бобышек, то под пружины сцепле- ния ЯМЗ-236К на четыре бобышки а (см. рис. 122) пружины не устанавливают. При использовании ремонтного нажимного диска, проточенного по рабочей поверхности на 1 мм, под каждую нажимную пружину со стороны направляющих стаканчиков кожуха кладут стальную шайбу толщиной 1 мм. Это нужно для сохранения нажимного усилия сцепления, что особенно важно при изношенных фрикционных накладках ведомо- го диска. Далее ставят кожух 19 (см. рис. 120) сцепления на направляю- щие штифты приспособления. Все направляющие стаканчики ко- жуха должны войти в нажимные пружины, а резьбовые хвостовики вилок оттяжных рычагов — в отверстия кожуха. Используя пресс, необходимо поджать кожух привалочной поверхностью к приспо- соблению, закрепить кожух на приспособлении болтами 3 (см. рис. 121) и освободить из-под пресса. На резьбовые хвостовики вилок навертывают регулировочные гайки, устанавливают оправ- ку 4 для регулировки положения оттяжных рычагов и закрепляют ее болтом 5. После этого регулировочными гайками 9 регулируют положе- ние оттяжных рычагов так, чтобы они все одновременно касались упорных сухарей 6 оправки, которые должны находиться заподлицо с верхней поверхностью оправки. Этим самым при установке упор- ного кольца обеспечивается контрольный размер между рабочими поверхностями нажимного диска и упорного кольца. При регули- ровке контрольного размера сцепления ЯМЗ-236 выпуска до авгус- та 1969 г. и сцеплений ЯМЗ-238К надо пользоваться оправкой, обеспечивающей контрольный размер 56+0,5 мм, а для сцеплений ЯМЗ-236 выпуска после августа 1969 г. и сцеплений ЯМЗ-238 и 156
ЯМЗ-236К — оправкой, обеспечивающей контрольный размер 64±0,5 мм. Положив на регулировочные гайки стопорные шайбы 7 (см. рис. 120) и установив опорные пластины 8, закрепляют их болтами 9 со стопорными шайбами. После затяжки болтов вилки оттяжных рычагов не должны иметь осевого люфта. При помощи специально- го керна отгибают стопорные шайбы одновременно в оба отверстия кожуха сцепления и стопорят все восемь болтов крепления опорных пластин. Установив на оттяжные рычаги упорное кольцо 14, закрепляют его петлями так, чтобы оно одновременно касалось опорных поверх- ностей всех четырех рычагов. Биение торца упорного кольца отно- сительно рабочей поверхности нажимного диска на радиусе 45 мм не должно превышать 0,2 мм. После регулировки нажимного комплекта в этом же приспособ- лении проверяют величину отхода нажимного диска. Для однодис- кового сцепления отход нажимного диска при ходе оттяжных рыча- гов 10 мм должен быть не менее 1,2 мм, для двухдисковых сцеплений — не менее 2,0 мм при ходе оттяжных рычагов 15 мм. Если отход нажимного диска меньше, нажимный комплект необхо- димо разобрать и устранить причину неисправности. После сборки нажимного диска с кожухом производят статическую балансиров- ку на приспособлении станка с точностью 50 гс.см, фиксируя на- жимный диск в сборе по центральному отверстию диаметром 215+°.оэ мм п кожух — по двум штифтовым отверстиям во фланце. Посадочный диаметр приспособления должен быть равен 215_о,о1 мм. Износ приспособления допускается до диаметра 214,97 мм. Для ликвидации дисбаланса следует сверлить в торце нажимного диска отверстия диаметром 14 мм и глубиной до 18 мм, выдерживая расстояние между центрами отверстий не менее 20 мм, а расстояние между центром отверстия и рабочей поверхностью диска 12 мм. При повторной установке отбалансированного нажимного диска в сборе в контрольное приспособление допускается величина дис- баланса не более 325 гс. см. IX. КОРОБКА ПЕРЕДАЧ Коробки передач ЯМЗ-236Б и ЯМЗ-238К, временно устанавли- ваемые на двигатели соответственно ЯМЗ-236 и ЯМЗ-238, являются модификациями коробки передач ЯАЗ-200, которой длительное время комплектовались двухтактны^ двигатели ЯАЗ-М204 и ЯАЗ-М206 и которая хорошо известна в эксплуатации. Ремонт этих коробок передач не представляет какой-либо трудности и поэтому здесь рассматриваются только коробки передач нового семейства ЯМЗ-236, спроектированные специально для двигателей ЯМЗ-236 и ЯМЗ-238. 157
'35
Рис. 126. Коробка передач ЯМЗ-236: 1 — муфта выключения сцепления; 2— ведущий вал; 3, 15 — крышки подшипников; 4 — картер сцепления; 5 — синхронизатор четвертой и пятой передач; 6 — рычаг переклю- чения передач; 7 —шарик фиксатора с пружиной; 8, 22 — шестерни пятой передачи; 9, 21 —шестерни третьей передачи; 10 — синхронизатор второй и третьей передач; И, 19 — шестерни второй передачи; 12 — шестерня первой передачи и заднего хода ведомого вала; 13 — верхняя крышка коробки передач; 14 — ведомый вал; 16 — фланец; 17 — промежу- точный вал; 18— картер коробки передач; 20— заборник масляного насоса с магнитом; 23 — шестерня привода отбора мощности; 24 — шестерня привода промежуточного вала; 25 — масляный насос; 26 — ось; 27 — блок шестерен заднего хода; 28 — шток продольной тяги; 29 — промежуточный рычаг переключения передач; 30—картер механизма дистан- ционного переключения передач; 31 — поводок переключения первой передачи и заднего хода; 32 — предохранитель включения заднего хода; 33 — штифт фиксатора выбора пе- редач; 34— вал переключения передач; 35— шестерня привода спидометра Коробки передач нового семейства ЯМЗ-236 — механические, трехходовые, пятиступенчатые (пять передач для движения вперед и одна — назад) с синхронизаторами на II—III и IV—V передачах. Коробка передач ЯМЗ-236 (рис. 126) •—с дистанционным меха- ническим управлением и приводом спидометра, устанавливается на двигатели ЯМЗ-236 с однодисковым сцеплением ЯМЗ-236. Ко- робка передач ЯМЗ-236П отличается от коробки передач ЯМЗ-236 подсоединительными деталями и передаточными числами; устанав- ливается на двигатели ЯМЗ-236 с двухдисковым сцеплением ЯМЗ-236К. Коробка передач ЯМЗ-236Н (ЯМЗ-236С) с управлением рычагом качающегося типа (рис. 127) на верхней крышке устанав- ливается на двигателе ЯМЗ-238 со сцеплением ЯМЗ-238К или ЯМЗ-238 (ЯМЗ-238С). Передаточные числа коробок передач при- ведены в табл. 27. Рис. 127. Механизм управления коробки передач ЯМЗ-236Н: 1 опора рычага; 2 — защитный колпак; 3— рычаг переключения передач; 4—пру- жина; 5 — штифт-фиксатор 159
Таблица 27 Передача Передаточные числа коробок передач Передача Передаточные числа коробок передач я М3-326 ЯМЗ-236П и ЯМЗ-236Н ЯМЗ-235 ЯМЗ-236П и ЯМЗ-236Н Первая 6,17 5,26 Четвертая 1,00 1,00 Вторая 3,40 2,90 Пятая 0,73 0,66 Третья 1,79 1,52 Задний ход 6,43 5,48 Разница в передаточных числах коробок передач разных моди- фикаций обеспечивается за счет разных пар шестерен привода про- межуточного вала и пар шестерен пятой передачи. Шестерни при- вода промежуточного вала коробки передач ЯМЗ-236 имеют 43 и 27 зубьев, а шестерни пятой передачи — 22 и 48 зубьев. Эти же пары шестерен коробок передач ЯМЗ-236Н и ЯМЗ-236П имеют соответственно 38 и 28, 23 и 47 зубьев. Остальные шестерни и валы всех трех коробок передач одинаковые. Разборка коробки передач Разборку коробки передач рекомендуется производить на спе- циальном стенде (рис. 128). Крепят коробки передач к стенду вин- тами, ввертываемыми до упора в стенку картера. Порядок разборки коробки передач таков. В начале отвертыва- ют четыре гайки шпилек крепления механизма переключения пере- дач, снимают пружинные шайбы, механизм дистанционного пере- Рис. 128. Стенд для разборки и сборки коробки передач 160
ключенпя передач ЯМЗ-236П и ЯМЗ-236 или опору рычага переключения передач в сборе коробки передач ЯМЗ-236Н, уплот- нительную прокладку и верхнюю крышку 13 (рис. 126) в сборе с механизмом переключения. Крышка фиксируется двумя установоч- ными штифтами, которые расположены в переднем и заднем углу привалочного фланца картера коробки с правой стороны, поэтому, снимая крышку, необходимо отверткой приподнять правую сторону на штифтах. Затем отцепляют оттяжные пружины муфты выключения сцеп- ления от вилки, отсоединяют шланг смазки муфты, снимают муф- ту I выключения сцепления с крышки заднего подшипника веду- щего вала и вывертывают стяжной болт вилки выключения сцеп- ления. Повернув вал вилки на 180°, легкими ударами алюминиевого молотка сдвигают вилку по валу так, чтобы можно было вынуть сегментную шпонку из канавки на валу. Выбив шпонку при помощи мягкой выколотки, необходимо вы- нуть вал вилки выключения сцепления, одновременно снимая с ва- ла вилку. Далее ввертыванием двух болтов-съемников с резьбой М10 в специальные резьбовые отверстия в крышке 3 подшипника сдвига- ют крышку с места и легко снимают ее руками. Снимают и про- кладку крышки. Ударяя алюминиевым молотком по ведущему валу 2 и покачивая его рукой, извлекают вал с подшипником из гнезда в картере коробки передач. Расшплинтовав и отвернув гайку фланца, снимают пружинную шайбу и фланец 16 крепления кардана с ведомого вала, предвари- тельно сдвинув его с места легкими ударами алюминиевого молот- ка; снимают крышку 15 заднего подшипника с сальником и шестер- нями привода спидометра в сборе, предварительно отделив ее от картера коробки легкими ударами алюминиевого молотка или от- верткой, червяк привода спидометра и прокладку крышки. Далее снимают стопорное кольцо заднего подшипника ведомого вала и при помощи съемника спрессовывают задний подшипник. Для этого отвертывают винты 3 (рис. 129, а) крепления полуколь- ца, снимают полукольцо 2, ставят съемник так, чтобы буртики полуколец вошли в канавку подшипника под стопорное кольцо и скрепляют полукольца винтами 3. Вращая винт 4 за рукоятку 5, спрессовывают подшипник. Используя проволочные захваты (рис. 130), извлекают ведомый вал с шестернями из картера коробки передач. Вынимать вал надо передним концом вверх так, чтобы шестерня первой передачи и заднего хода выходила в специальные выемки на привалочном фланце картера, сделанные для этой цели. После этого, отвернув болты, отделяют крышку заднего подшип- ника промежуточного вала от картера, снимают уплотнительную прокладку, упорную шайбу, стопорное кольцо подшипника и при помощи съемника (см. рис. 129, б), пользуясь им, как и съемником для снятия заднего подшипника ведомого вала, спрессовывают зад- ний подшипник промежуточного вала. 161
Рис. 129. Съемник заднего подшипника: а — ведомого вала; б — промежуточного вала Рис. 130. Извлечение ведомого вала из картера коробки передач При помощи специальных захватов извлекают из картера короб- ки передач промежуточный вал 17 (см. рис. 126) с шестернями, предварительно сдвинув его назад так, чтобы передний подшипник вышел из гнезда в картере. Затем снимают масляный насос 25 и его прокладку и съемником (рис. 131) выпрессовывают из картера ось блока шестерен заднего хода. Для этого ставят стойку 4 на кар- тер коробки передач, при помощи воротка 6 ввертывают винт 3 в отверстие оси 2 блока шестерен на глубину резьбы и, вращая гайку рукояткой 5, извлекают ось 2 из картера 1. Блок 27 (см. рис. 126) шестерен заднего хода вместе с подшипниками и промежуточной втулкой извлекают из картера. После этого снимают картер 4 сцепления, предварительно рас- шплинтовав и вывернув восемь болтов крепления картера сцепле- ния к картеру коробки передач. Разборка ведущего вала. Вал зажимают в тисках, подложив мягкие прокладки, отвертывают кольцевую гайку крепления под- шипника (гайка имеет левую резьбу) и при помощи съемника спрессовывают подшипник. Разборка ведомого вала. Со шлицев вала снимают шестерню 12 (см. рис. 126) первой передачи и заднего хода, снимают замковое пружинное кольцо, при помощи съемника (рис. 132) спрессовывают 162
Рис. 131. Съемник оси блока шес- терен заднего хода Рис. 132. Съемник переднего подшип- ника ведомого вала: I — винт; 2 — винт крепления губки; 3 - губка; 4 — подшипник; 5 — ведомый вал передний подшипник ведомого вала, снимают со шлицев синхрони- затор 5 (см. рис. 126) четвертой и пятой передач, вынимают из па- за на валу замковую шпонку, в которой для удобства демонтажа имеется специальное отверстие. Используя отвертку, поворачивают на один выступ и снимают упорную шайбу шестерни пятой переда- чи. Затем с вала снимают шестерню 8 и втулку шестерни пятой передачи, шестерню 9 третьей передачи и синхронизатор 10 второй и третьей передач. Установив ведомый вал 1 (рис. 133, а) под пресс с упором на шестерню второй передачи, подложив под нее деревянные подклад- ки и, нажимая пуансоном пресса через специальную оправку или деревянную прокладку на торец вала, спрессовывают втулку 2 шестерни третьей передачи и втулку 3 синхронизатора второй и третьей передач, одновременно снимая шестерню 4 второй переда- чи. Если втулку шестерни пятой передачи невозможно снять вруч- ную, то, соблюдая определенную аккуратность, ее можно спрессо- вать одновременно с этими деталями и шестерней третьей передачи указанным способом. При отсутствии пресса для разборки ведомо- го вала можно использовать универсальный съемник. Разборка промежуточного вала. Сняв замковое пружинное кольцо подшипника, спрессовав передний подшипник промежуточ- ного вала и сняв замковое пружинное кольцо шестерен, устанавли- вают промежуточный вал 5 (рис. 133, б) под пресс и при помощи специальной оправки и подставки спрессовывают шестерню 6 при- вода промежуточного вала, шестерню 7 отбора мощности, шестер- ню 8 пятой передачи, шестерню 9 третьей передачи, снимают распорную втулку и спрессовывают шестерню 19 (см. рис. 126) второй передачи. После спрессовывания каждой шестерни следует вынуть сегментную шпонку из паза в валу. 163
Рис. 133. Разборка: ci — ведомый вал; б — промежуточный вал При достаточном усилии пресса можно прессовать одновремен- но несколько шестерен, но все сразу шестерни спрессовать нельзя, так как распорная втулка упрется в шпонку шестерни третьей пе- редачи. Поэтому шестерню второй передачи следует спрессовывать толь- ко после снятия распорной втулки. Разборку верхней крышки с механизмом переключения передач производят или на верстаке, положив ее вилками вверх, или в спе- циальном приспособлении, чтобы при разборке не рассыпать шари- ки фиксаторов. Сначала необходимо вывернуть стакан пружины предохранителя, вынуть пружину и один предохранитель заднего хода, отвернуть гайку оси поводка, снять пружинную шайбу и, пользуясь мягкой выколоткой, выбить ось поводка из крышки вме- сте с поводком переключения первой передачи и заднего хода, снять поводок с оси. Расшплинтовав и вывернув пять установочных винтов головок штока и вилок переключения передач, следует выбить заглушки отверстий штоков и при помощи выколотки вынуть штоки из крыш- 164
ки, снимая с них одновременно вилки и головки переключения. При извлечении штоков следует вынуть детали замка штоков: четыре шарика из отверстии в средней опоре крышки и штифт из отвер- стия в среднем штоке, а также вынуть из крышки три стопорных шарика фиксаторов с пружинами. Разборка масляного насоса. Расшплинтовав и вывернув четыре болта крепления корпуса насоса к основанию, легкими ударами алюминиевого пли медного молотка по корпусу насоса отделяют насос от основания, снимают прокладку и при помощи плоскогуб- цев извлекают из корпуса ведущую шестерню в сборе с осью, спрессовывают шестерню с осью и удаляют шарик из отверстия в оси. Затем необходимо вынуть ведомую шестерню, выпрессовать ее ось из корпуса насоса, вывернуть пробку пружины клапана с уп- лотнительной шайбой, извлечь из корпуса насоса пружину и ша- рик клапана. Разборка механизма дистанционного переключения коробок пе- редач ЯМЗ-236 и ЯМЗ-236П производится в следующей последова- тельности. Вначале снимают крышку картера и прокладку, вывер- тывают болт крепления головки штока вилки, извлекают нз карте- ра шток 28 (см. рис. 126) продольной тяги, одновременно снимая с него головку штока вилки, развертывают до упора в картере ры- чаг 6 переключения передач, расшплпнтовывают и вывертывают установочный винт. Выдвигая вал 34 переключения передач с промежуточным ры- чагом 29, снимают с него рычаг 6 переключения передач и удаляют сегментную шпонку. После этого следует вынуть из корпуса валик переключения пе- редач, расшплпнтовать и вывернуть установочный винт, снять про- межуточный рычаг 29 переключения передач, вынуть сегментную шпонку, вывернуть установочный болт втулки фиксатора выбора передач, вынуть втулку фиксатора, штифт 33, пружипу фик- сатора, вынуть из корпуса уплотнительное кольцо штока про- дольной тяги. Разборка опоры рычага переключения коробки передач ЯМЗ-236Н. Зажав в тисках опору 1 (см. рис. 127) с рычагом 3 пере- ключения передач, отвертывают рукоятку рычага переключения передач, ослабляют стяжные винты и снимают хомуты и защитный колпак 2 опоры рычага. Затем необходимо вынуть пружину 4 ры- чага переключения передач вывинчиванием ее по трем выступам опоры и штифт-фиксатор 5 рычага переключения передач. При разборке картера коробки передач вывертывают четыре болта крепления крышки заборника масляного насоса, снимают крышку с сеткой маслозаборника и прокладкой, извлекают стопор- ное кольцо крепления магнита, магнит с кожухом и дроссельную втулку маслосбрасывающего отверстия, которая находится в перед- ней стенке картера под фланцем крышки заднего подшипника ве- дущего вала. Далее отвертывают по шесть болтов крепления крыш- ки люка отбора мощности с обеих сторон картера, снимают крыш- ки с прокладками, вывертывают пробки-заглушки масляных 165
каналов н болты-заглушки сквозных отверстий картера коробки передач. При разборке крышки заднего подшипника ведомого вала коро- бок передач ЯМЗ-236 и ЯМЗ-236П, имеющих привод спидометра, необходимо спрессовать ведущую сменную шестерню привода спи- дометра с хвостовика ведущей шестерни червячной пары, вынуть втулку ведущей шестерни червячной пары и в другую сторону вы- нуть шестерню 35 (см. рис. 126) из крышки. Ремонт деталей коробки передач Перед ремонтом все детали коробки передач промывают в ще- лочном растворе, обдувают сжатым воздухом, высушивают или протирают чистой ветошью. Особенно тщательно следует промыть масляные каналы картера и валов. Картер коробки передач. Основные места износа картера — Рис. 134. Профиль зу- ба шестерен это посадочные места под опоры валов и осей. В табл. 28 приведены диаметры отвер- стий в картере коробки передач. При срыве пли износе резьбы в отвер- стиях под болты крепления крышек допус- кается нарезка резьбы большего диаметра с рассверловкой соответствующих отверстий в крышках. Шестерни коробки передач. Необходи- мость замены шестерен в коробке передач определяется следующими допустимыми по износу толщинами зубьев, замеренными зу- Таблица 28 Отверстие Номинальный диаметр, мм Допустимый диаметр без ре- монта, мм Гнездо подшипника ведущего вала 150+о.м 150,08 Гнездо подшипника ведомого вала 140+°.°4 140,08 Гнездо переднего подшипника промежуточ- ного вала 90+0,035 90,07 Гнездо заднего подшипника промежуточного вала 120+0,035 120,07 Отверстие под передний конец осн блока ше- стерен заднего хода 26+0,023 26,045 Отверстие под задний конец оси блока ше- стерен заднего хода 32 +0’027 32,05 166
бомером в нормальном сечении (рис. 134). Параметры зубьев при- ведены в табл. 29. В процессе эксплуатации на рабочих поверхностях зубьев шесте- рен может появиться питтинг. Шестерни допускается использовать для дальнейшей эксплуатации, если следы питтинга охватывают не более 15% рабочей поверхности зуба. При наличии на рабочей поверхности зубьев шестерни вмятин пли следов неравномерного износа ее следует заменить. Внутренние зубья зубчатых муфт ведущего вала и шестерен ве- домого вала могут иметь износ по толщине зуба и по длине с тор- Таблица 29 Наименование Высота h зуба, мм Толщина S зуба (по длительной окружности), мм номинальная допустимая без ремонта Зубчатый венец промежуточного 6,01 7,9002°;“ 7,530 вала 5,4372°;“ Шестерня первой передачи н задне- 2,58 4,960 го хода 7.1О42°о;°| Блок шестерен заднего хода, г=25 4,79 6,775 Блок шестерен заднего хода z=24 6,10 7,90528$ 7,585 Шестерня второй передачи проме- жуточного вала 7,00 8,37928; 8,050 Шестерня второй передачи ведомо- 4,13 6,67528; 22 6,255 го вала Шестерня третьей передачи проме- жуточного вала 5,86 7 767~0’09 1 0,16 ' ’00 <-0,16 7,405 Шестерня третьей передачи ведо- 5,51 7,195 мого вала 6,67528,’22 Шестерня пятой передачи проме- жуточного вала коробки передач ЯМЗ-236 4,08 6,255 6,67528’92 Шестерня пятой передачи коробок передач ЯМЗ-236Н и ЯМЗ-236П 4,08 6,260 8,64228$ Шестерня пятой передачи ведомого вала коробки передач ЯМЗ-236 7,33 8,310 8,64428;?7з Шестерня пятой передачи коробок передач ЯМЗ-236Н и ЯМЗ-236П 7,32 8,315 7,91828$ Зубчатый венец ведущего вала ко- робки передач ЯМЗ-236 6,24 7,560 7,06728$ Зубчатый венец коробок передач ЯМЗ-236Н и ЯМЗ-236П 4,57 6,715 6,67528;^ Шестерня привода промежуточного вала коробки передач ЯМЗ-236 4,21 6,255 7,06828:^ Шестерня привода коробок передач ЯМЗ-236Н и ЯМЗ-236П 4,56 6,665 z? —0Д6 6>67_ о,2О Шестерня отбора мощности 3,33 6,270 167
Таблица 30 Шестерня Номинальный диаметр отверстий, мм Диаметр отвер- стий, допустимый без ремонта, мм Первой передачи и заднего хода ведомого вала Второй передачи ведомого вала Третьей передачи ведомого вала Пятой передачи ведомого вала Второй передачи промежуточного вала Третьей передачи промежуточного вала Пятой передачи промежуточного вала Отбора мощности Привода промежуточного вала 81 7+0,035 7о+0,020 ' —0,030 yg+0,03 68+0’03 68,2+0,03 68+о.оз 65+°,°з бо+°.°з 55+°,°з 81,770 78,060 78,060 68,060 63,245 68,045 65,045 60,045 55,045 Таблица 31 Место замера Номинальный размер, мм Допустимый без ремонта размер, мм Шлицы под ступицу ведомого диска сцепле- ния (по ширине) Шейка под передний подшипник Шейка под задний подшипник » » сальник Гнездо под роликовый подшипник ведомого вала 6-0,10 —0,15 ос-0.02 zo—0,04 70+0,01 42- 0,17 77,5+0,02 5,65 24,95 69,98 41,65 77,62 ца включения. Скол торцов зубьев не допускается. Допускается износ по длине до 8,5 мм< На торцах зубьев шестерен первой передачи и заднего хода ве- домого вала, зубчатого венца промежуточного вала и зубчатого венца блока шестерен заднего хода (z=24) допускается незначи- тельное обмятпе п износ до 1,0 мм без сколов закаленного цемен- тационного слоя поверхности. Износ шестерни первой передачи и заднего хода ведомого вала по ширине выточки под вилку пере- ключения допускается до 11,70 мм. Износ посадочных отверстий шестерен ведомого и промежуточ- ного вала допускается до размеров, указанных в табл. 30. Износ ступиц по ширине шестерен второй, третьей и пятой пе- редач ведомого вала допускается соответственно до 42,55; 43,55 и 39,75 мм. 168
Ведущий вал. Износ ведущего вала до- пускается до размеров, указанных в табл. 31. При наличии питтинга, охватывающего более 25% поверхности гнезда под ролико- вый подшипник ведомого вала, ведущий вал подлежит замене. При проверке техническо- го состояния ведущего вала следует обра- тить особое внимание на состояние масло- Рис. 135. Маслоотвод- отводной трубки. Если трубка имеет следы пая трубка ведущего повреждений пли задиры, ее следует заме- вала нить новой, изготовленной из стали 45 (ГОСТ 1050—60) в соответствии с рис. 135. Новую трубку запрес- совывают до упора и проверяют биение наружной поверхности ее относительно гнезда под передний подшипник ведомого вала, кото- рое не должно превышать 0,2 мм. Промежуточный вал изнашивается в основном по посадочным шейкам под подшипники п шестерни. Диаметры шеек промежуточ- ного вала приведены в табл. 32. Крышка подшипника ведущего вала подлежит замене, если спи- ральная маслосгонная канавка в хвостовике разрушена от сопри- косновения с ведущим валом. Допускаются следы незначительного касания спирали без нарушения размеров, что случается из-за пе- рекоса ведущего вала при поломке какой-либо другой детали ко- робки передач (поломка переднего подшипника ведомого вала, ослабление крепления картера сцепления к картеру маховика и др). Износ шейки под муфту выключения сцепления допускается до диаметра 54,6 мм. Ведомый вал. Оценка технического состояния ведомого вала производится по параметрам, указанным в табл. 33. На поверхности шейки под шестерню второй передачи допуска- ются незначительные кольцевые риски и засветления без нарушения Таблица 32 Шейка Номинальный диаметр, мм Допустимый диаметр без ре- монта, мм Заднего подшипника 45 ±0,008 44,980 Шестерни второй передачи со 9+0,0*5 OO’Z+0,045 68,240 » третьей » со +0,055 06+ 0,045 68,040 » пятой » се + 0,065 °°+0,045 65,040 » отбора мощности со+0,065 °и+0,045 60,040 » привода промежуточного вала сс + 0,065 00+0,045 55,040 Переднего подшипника 40±0,008 39,980 169
Таблица 33 Место замера Номинальный размер, мм Допустимый без ремонта размер, мм Шейка переднего подшипника 40 ±0,008 39,98 .» шестерни второй передачи 7R—0,09Ь '0—0,145 77,80 :» заднего подшипника 55 ±0,01 54,98 Шлицы под фланец крепления карданного ва- ла (по ширине) о—о,оз —0,09 8,80 Толщина шлицев под шестерню первой пере- дачи и заднего хода на высоте h= 1,63 мм 0,20 6,30 Посадочный диаметр шлицев под шестерню первой передачи и заднего хода о 1 '7—0,040 о 1,' _о,075 81,575 Толщина шлицев под синхронизатор четвер- той и пятой передач 14—0,06 13,80 Посадочный диаметр шлиц под синхрониза- тор четвертой и пятой передач Ч. л—0,025 э -0,050 49,92 рабочей поверхности долевых лысок. На рабочих поверхностях скольжения под шестерней первой передачи и заднего хода и под кареткой синхронизатора четвертой и пятой передач (на посадоч- ных диаметрах шлицев) в процессе эксплуатации может появляться питтинг. Если питтинг охватывает более 20% рабочей поверхности посадочного диаметра шлицев, деталь подлежит замене. Износ шеек оси блока шестерен заднего хода допускается до следующих размеров: передняя опорная шейка до диаметра 25,960 мм; шейка под роликовые подшипники блока заднего хода до диаметра 31,93 мм; задняя опорная шейка до диаметра 32,00 мм. Распорную втулку шестерен второй и третьей передач ведомого вала при питтинге на поверхности перемещения каретки синхрони- затора (на посадочном диаметре шлицев), охватывающем более 20% поверхности, следует заменить. Износ по остальным параметрам допускается до размеров, указанных в табл. 34. На рабочих поверхностях втулок шестерен третьей и пятой пе- редач допускаются незначительные кольцевые риски и засветления без нарушения рабочей поверхности долевых лысок. Износ наруж- ных поверхностей допускается до диаметров: для втулки шестерни пятой передачи 67,80 мм, для втулки шестерни третьей передачи 77,80 мм. Синхронизаторы. Износ зубьев зубчатых муфт кареток синхро- низаторов со стороны включения допускается по длине до 8,5 мм, посадочных шлицев каретки синхронизатора второй и третьей пере- дач по толщине до S = 6,95 мм на высоте h = 3,0 мм (см. рис. 134), посадочного диаметра каретки этого синхронизатора до 96,075 мм, посадочного диаметра каретки синхронизатора четвертой и пятой передач до 50,060 мм, винтовой канавки на конусных поверхностях 170
Таблица 34 Параметр Номинальный размер, мм Допустимый без ремонта размер, мм Толщина = 1,09 мм нормальных шлицев на высоте h= 6 39“ °’20 5,65 Толщина = 1,07 мм утоненных шлицев на высоте h= 0,05 5,20 Посадочный диаметр под каретку синхрони- затора пе—0,120 VD— 0,175 95,765 колец синхронизаторов — не более 50%, пазов муфт синхронизато- ров под вилки переключения по ширине до 11,70 мм. Износ боковых поверхностей шлицев определяется увеличением впадины. При ши- рине впадины более 14,20 мм каретку следует заменить. Скол тор- цов зубьев зубчатых муфт кареток синхронизаторов не допускается. При заклинивании синхронизаторов из-за огранки шариков фик- саторов шарики заменяют. Для этого нужно срубить головки закле- пок крепления колец и, выбив заклепки, вынуть кольца. Переместив каретку в крайнее правое положение относительно обоймы, через специальные отверстия в обойме заменяют шарики фиксаторов на двух противоположных рожках каретки. Затем, переместив карет- ку относительно обоймы в противоположное крайнее положение, заменяют шарики фиксаторов на двух других рожках. В фиксато- рах синхронизаторов устанавливают шарики BV7, 938 мм Н (ГОСТ 3722—60). Кольца в обойме закрепляют новыми заклепками. При установке конусных колец и заклепок необходимо предохранить обойму от повреждений. При ослаблении крепления муфты на каретке синхронизатора старые штифты высверливают, спрессовывают муфту с рожков ка- ретки и удаляют остатки старых штифтов. После этого муфту вновь напрессовывают на рожки каретки синхронизатора так, чтобы от- верстия на муфте совпали с отверстиями на рожках каретки, встав- ляют новый штифт, предварительно нагрев его до температуры 800—850° С, и опрессовывают. Место запрессовки штифтов зачища- ют на шлифовальном станке до диаметра паза муфты. Штифт диа- метром 8,7_о 1 мм длиной 28_о 52 мм изготавливают из стали 40Х по ГОСТ 4543—71. Износ упорной шайбы шестерни второй передачи ведомого вала допускается по толщине до 4,25 мм. Замковая шайба шестерни пятой передачи ведомого вала имеет три группы по толщине: группа Г — 6,942 — 7,00 мм; группа Д — 7,092 — 7,150 мм; группа Е — 7,292 — 7,300 мм. Износ замковой шайбы по толщине со стороны шестерни пятой передачи допускается на 0,10 мм, а износ по толщине со стороны торцов шлицев ведомого вала на 0,20 мм. При установке на вал 171
упорной шайбы со следами износа ее нужно развернуть, т. е. по- ставить так, чтобы выработка от шестерни пятой передачи была направлена к переднему концу ведомого вала. Износ боковых граней выступов упорной шайбы допускается до ширины паза 14,5 мм. Такой износ происходит только в том пазу, в котором устанавливалась замковая шпонка. Поэтому при повтор- ной установке шайбу следует устанавливать так, чтобы замковая шпонка вставала в новый, ранее не работавший паз. Износ замковой шпонки ведомого вала происходит только по толщине в месте соприкосновения ее с замковой шайбой. При из- носе шпонки до толщины 14,80 мм ее следует заменить. Износ шлицев фланца крепления карданного вала по ширине контролируется замером впадины. Предельно допустимая ширина впадины 9,2 мм. Износ шейки под сальник допускается до диамет- ра 69,70 мм. Возможные места износа верхней крышки коробки передач — отверстия под штоки вилок переключения; пх износ допускается до диаметра 22,4 мм. Износ штоков, вилок, головок переключения передач допускает- ся до размеров, указанных в табл. 35. Перед установкой в коробку передач вплкп и штоки подвергают- ся дополнительному контролю. Поверхности лапок вилок должны лежать в одной плоскости и быть перпендикулярны осп отверстия под шток с точностью до 0,2 мм. При необходимости вплкп можно править. Непрямолпнейность штоков допускается до 0,05 мм. При большей кривизне штоки рихтуют пли правят на ручном прессе. Износ выемок штоков под шарики-фиксаторы и шарики замка про- веряется двумя шаблонами. Радиус первого шаблона для выемок под шарики-фиксаторы для штока первой передачи и заднего хо- да— 3,0—3,2 мм с углом развала 110°, высота — 5,0—5,1 мм. Для штоков второй-третьей и четвертой-пятоп передач радиус первого шаблона для шариков фиксаторов — 6,5—6,7 мм, высота — 3,0— Таблица 35 Параметр Номинальный размер, мм Допустимый без ремонта размер, мм Толщина лапок вилок переключения передач Расстояние между внутренними торцами ла- пок вилок: 11-0,12 0,26 10,00 первой передачи и заднего хода 10з+°.23 103,80 второй и третьей передач 186+0’3 186,90 четвертой и пятой передач 156+0’26 156,80 Длина паза головок штоков и вилки четвер- той и пятой передач 19,5+0.28 20,00 Диаметр штоков 22—0,045 21,920 172
3,1 мм. Радиус второго шаблона для выемок под шарики замка всех трех штоков — 5,0—5,2 мм, высота — 2,75—2,90 мм. При просветах между шаблонами и плоскостью выемки, не превышающих 0,5 мм, штоки могут быть использованы для дальнейшей эксплуатации. Износ круглого конца поводка переключения первой передачи и заднего хода допускается до размера 18,4 мм, паза под рычаг переключения по ширине — до размера 20,00 мм, гнезда под ось — до диаметра 15,06 мм. В механизме переключения коробок передач ЯМЗ-236 и ЯМЗ- 236П допускается износ сферического конца рычага переключения передач до 18,4 мм, сферического конца промежуточного рычага до 19,5 мм, отверстия под промежуточный рычаг головки штока—до диаметра 20,20 мм. В разделительной стенке картера механизма переключения ко- робок передач старого выпуска рядом со втулкой опоры вала вил- ки сверлят два отверстия диаметром 12 мм. На рабочих поверхностях рычага переключения передач ЯМЗ- 23611 допускаются взносы: нижнего сферического конца до разме- ра 18,4 мм, верхней шаровой опоры — до 44,5 мм, канавки под сто- пор верхней шаровой опоры по ширине — до 10,32 мм. Проверка технического состояния масляного насоса коробки пе- редач производится на специальном стенде и заключается в провер- ке его производительности и отсутствия течи в соединениях. Стенд должен обеспечивать 1000—1100 об/мин валика ведущей шестерни и противодавление 0,7—1,2 кгс/см2 с высотой забора мас- ла не менее 100 мм. Испытание производят па масле ТС-14,5 с при- садкой ЭФО по ТУ 38-1-173-68 при температуре 45—55° С. Насос должен обеспечивать производительность не менее 6,5 л/мин. Если производительность насоса меньше, его разбирают для замены изношенных деталей. Износ зубьев червячной пары привода спидометра допускается до следующих величин: зубья червяка (ведущей шестерни иа ве- домом валу) до 5 = 2,80 мм (см. рис. 134) на высоте /г=2,0 мм; зубья шестерни (ведомой шестерни в крышке заднего подшипника ведомого вала) до 5 = 3,15 мм на высоте /г = 2,62 мм. При проверке шариковых и роликовых подшипников качения коробки передач определяется состояние наружных и внутренних колец. Трещины и сколы не допускаются. Наиболее часто сколы происходят на наружных кольцах по канавкам под стопорное коль- цо. При наличии питтинга на беговых дорожках внутреннего и на- ружного колец пли на поверхности шариков или роликов подшип- ник необходимо заменить. Сборка и испытание коробки передач Сборка коробки передач производится на том же стенде (см. рис. 128), что и разборка. Перед сборкой все детали коробки пере- дач тщательно промывают, просушивают, каналы продувают сжа- 173
174 Рис. 136. Валы и шестерни коробки передач: 2, 7 — гайки; 1, 4, 12, 25, 29, 38, 40 подшипники; 3, 11, 41 — сто- порные кольца; 5 — ведущий вал; 6 — маслоотводиая втулка: 8 — шайба; 9 — фланец крепле- ния кардана; 10 — червяк при- вода спидометра; 13 — шестерня первой передачи и заднего хо- да; К —ведомый вал; 15 — упрриая шайба; 16 — шестерня второй передачи; 17, 35 —- рас- порные втулки; 18 — синхрони- затор второй и третьей передач; 19 — втулка шестерни третьей передачи; 20 — шестерня третьей передачи; 21 — штифт; 22 — ше- стерня пятой передачи; 23 — замковая шайба; 24— синхрони- затор четвертой и пятой пере- дач; 26, 28, 30 — замковые коль- ца; 27 -— втулка шестерни пятой передачи; 31 — шестерня привода промежуточного вала; 32 — ше- стерня отбора мощности; 33 — шестерня пятой передачи; 34 — шестерня третьей передачи; 36 — шестерня второй передачи; 37 — замковая шпонка; 39 — промежуточный вал; 42 — упор- ная шайба; 43—отгибная шайба; 44 — ось блока шестерен задне- го хода; 45 — втулка; 46— блок шестерен заднего хода
тым воздухом. Все трущиеся поверхности смазывают маслом. Сна- чала собирают крупные узлы. Сборка ведущего вала. На ведущий вал 5 (рис. 136), пользуясь специальной оправкой и прикладывая усилие к торцу внутреннего кольца подшипника, напрессовывают до упора шариковый подшип- ник 4 в сборе со стопорным кольцом <3, зажимают вал в тисках, подложив мягкие подкладки, завертывают до отказа кольцевую гайку 2, а затем раскернпвают ее в паз на валу. Вращение наруж- ного кольца подшипника 4 должно быть свободным, без заедания. Сборка ведомого вала. На вал 14 надевают упорную шайбу 15. шестерню 16 второй передачи, ставят две сегментные шпонки и напрессовывают до упора распорную втулку 17 синхронизатора второй и третьей передач. Распорная втулка своим кольцевым сре- зом должна быть обращена в сторону переднего конца ведомого вала. Вращение шестерни второй передачи на валу должно быть легким, без заеданий. На распорную втулку устанавливают синхронизатор 18 второй и третьей передач коротким концом каретки в сторону шестерни второй передачи. Синхронизатор должен свободно, без заеданий перемещаться по шлицам распорной втулки. При ремонте следует иметь в виду, что синхронизатор второй и третьей передач ранее выпускавшихся коробок передач ЯАЗ-200 (двухтактных двигателей ЯАЗ-М204 и ЯАЗ-М206) имеет такие же посадочные размеры, что и синхронизатор второй и третьей передач ЯМЗ-236 всех модифика- ций (четырехтактных двигателей ЯМЗ-236 и ЯМЗ-238), но невзаи- мозаменяем, и такая замена их не допускается. Этот синхрониза- тор не обеспечит полного зацепления зубьев муфт и качественного процесса синхронизации, что приведет к преждевременному выходу из строя как самого синхронизатора, так и деталей, работающих в паре с ним. Затем напрессовывают до упора втулку 19 шестерни третьей пе- редачи так, чтобы конец шпонки вошел в паз втулки, надевают на втулку шестерню 20 третьей передачи, напрессовывают до упора втулку 27 шестерни пятой передачи, следя за тем, чтобы штифт 21 был в пазу вала. Вращение шестерни третьей передачи должно быть легким, без заеданий. Далее надевают шестерню 22 пятой передачи. Вставив по шли- цам вала замковую шайбу 23 до упора в торец втулки шестерни пятой передачи, развертывают ее на один выступ и вставляют в паз на валу замковую шпонку 37. Следует обратить внимание на зам- ковую шайбу 23. Новую шайбу подбирают по толщине до монтажа шестерни 22. При поджатии к торцу втулки зазор между шайбой и упорными торцами шлицев вала должен быть не более 0,15 мм. После этого устанавливают синхронизатор 24 четвертой и пятой передач так, чтобы меньший зубчатый венец каретки синхрониза- тора был обращен в сторону шестерни пятой передачи (перемеще- ние синхронизатора по шлицам должно быть свободным, без заеда- ний), напрессовывают на передний конец ведомого вала подшип- ник 25, устанавливают замковое кольцо 26, шестерню 13 первой 175
передачи и заднего хода, так чтобы выточка под вилку включения была обращена в сторону переднего конца ведомого вала. Обойма конусных колец синхронизатора второй и третьей пере- дач должна иметь вместе с кареткой свободное перемещение в пре- делах 3—5 мм. Сцепление зубьев кареток синхронизаторов с зубья- ми шестерен и перемещение шестерен и синхронизаторов по шли- цам должно быть свободным, без заеданий. Сборку промежуточного вала производят в последовательности, обратной разборке. Шестерни на вал напрессовывают на прессе с подкладкой из мягкого металла, прикладывая нагрузку на торец ступицы при помощи оправки. Все шестерни, кроме шестерни при- вода промежуточного вала, удлиненной стороной ступицы должны быть обращены в сторону переднего конца вала. Шестерня приво- да промежуточного вала устанавливается удлиненной стороной ступицы к заднему концу вала. Каждую шестерню перед установ- кой на шейку вала подбирают так, чтобы обеспечить беззазорное соединение. На промежуточном валу коробок передач ЯМЗ-236 выпуска до декабря 1968 г. устанавливалась шестерня нежесткой конструкции с пружинными демпфирующими элементами, так называемая демп- ферная шестерня. В настоящее время эта шестерня заменена шес- терней обычной жесткой конструкции, имеющей номер 236У-1701056. При ремонте коробок передач демпферную шестер- ню следует заменить шестерней жесткой конструкции, которая по- ставляется в запасные части. Верхняя крышка коробки передач собирается в такой последо- вательности. Вначале в крышку 1 (рис. 137) коробки устанавливают шток 3 вилки переключения первой передачи и заднего хода, предваритель- но установив пружину 12 и шарик 11 фиксатора штока; надевают на шток головку 6 и вилку 13, продвигают шток до нейтрального положения и через отверстие штока вилки второй и третьей пере- дач вставляют два шарика 15 фиксатора замка. Предварительно установив пружину и шарик фиксатора штока, вставляют шток 5 вилки переключения второй и третьей передач, надевают на шток головку 7 и вилку 10 переключения, вставляют штифт 14 замка, продвигают шток до нейтрального положения и через отверстие штока вилки четвертой и пятой передач вставляют два шарика фиксатора замка. Вложив шарик в пружину фиксато- ра штока четвертой и пятой передач, вставляют шток 4, одновре- менно надевая вилку 8 четвертой и пятой передач, и продвигают его в нейтральное положение. После этого закрепляют головки и вилки переключения винтами 9. Все установочные винты шплинтуют проволокой. При продоль- ном перемещении одного из штоков два других должны быть за- перты замком в нейтральном положении. Затем ставят три заглушки в проточки на переднем торце крыш- ки, раздают их, надевают на ось 36 поводок 35 переключения пер- вой передачи и заднего хода, вставляют в поводок предохранитель 176
Рис. 137. Верхняя крышка и механизм дистанционного переключения коробки передач: / — верхняя крышка; 2, 18, 38 — прокладки; 3, 4, 5 — штоки вилок переключения передач; 7 — головки штоков; 8, 10, 13 — вилки переключения передач; 9, 20, 26, 31 — установочные винты; // — шарик фиксатора; 12, 27, 40 — пружины; !4—штифт замка штоков; 15— шарики; 16 — валик переключения передач; 17— промежуточный рычаг переключения передач; 19— крышка; 21— шток вилки продольной тяги; 22 — уплотнительное кольцо; 23, 32 — пробка; 24 — головка штока вилки; 25— картер; 28 — штифт-фиксатора выбора передач; 29— втулка; 30 —• рычаг переключения передач; 33 — сапун; 34, 41 — предохранители включения передач; 35 ~~ поводок; 36— ось поводка; 37—шпилька; 39 — стакан пружины предохранителя 34 и в таком виде устанавливают ось в отверстие в крышке. С на- ружной стороны крышки на ось поводка надевают пружинную шай- бу и затягивают до отказа гайку. Качание поводка па осп должно быть легким, без заедания. Далее в крышку вставляют второй предохранитель 41, а в ста- кан 39 пружину 40 предохранителя и завертывают стакан в крыш- ку до упора. После сборки верхней крышки коробки передач проверяют на- личие фиксаторов на всех трех штоках и легкость перемещения штоков в опорах крышки после вывода их из нейтрального поло- жения. Сборка механизма дистанционного переключения коробок пе- редач ЯМЗ-236 и ЯМЗ-236П начинается с установки в картер 25 177
механизма втулки 29 фиксатора выбора передач со штифтом 28 и пружиной 27. Втулку закрепляют в корпусе установочным винтом 26 с пружинной шайбой. Затем в паз валика 16 переключения пе- редач вставляют сегментную шпонку и надевают промежуточный рычаг 17 переключения, закрепляют его установочным винтом 20, зашплинтовывают мягкой проволокой, вставляют в корпус валик 16 переключения передач, а в паз валика вторую сегментную шпон- ку, надевают рычаг 30 переключения передач, закрепляют рычаг установочным винтом 31 и зашплинтовывают его проволокой. Далее устанавливают в картере уплотнительное кольцо 22 што- ка вилки продольной тяги, надевают на шаровой конец промежу- точного рычага головку 24 штока вилки продольной тяги и, под- держивая ее одной рукой, другой вставляют в картер шток 21 вилки продольной тяги, надевая одновременно на него головку 24 што- ка. После этого необходимо закрепить головку на штоке стяжным болтом, предварительно надев на него замковую шайбу, законтрить головку болта усиками шайбы, закрепить крышку 19 картера с прокладкой 18 шестью болтами с пружинными шайбами, завер- нуть сливную пробку 23, проверить легкость перемещения и пово- ротов валика переключения передач и штока вилки продольной тя- ги. Заедание не допускается. Перемещение рычага переключения передач вдоль оси вала должно быть не менее 13 мм, качание ры- чага — не менее 16 мм в обе стороны. Для сборки рычага переключения коробки передач ЯМЗ-236Н необходимо зажать в тисках опору 1 (см. рис. 127) рычага, вста- вить в нее штифт-фиксатор 5, рычаг 3 переключения передач, уста- новить пружину 4 с шайбой, надеть и затянуть стяжными хомута- ми защитный колпак 2 опоры рычага и навернуть рукоятку рыча- га переключения передач. Сборку масляного насоса производят в последовательности, об- ратной разборке. После напрессовки ведущей шестерни на валик расстояние от торца шестерни до конца хвостовика вала должно быть 25+0,5 мм (рис. 138). Радиальный зазор (на одну сторону) между стенкой гнезда корпуса и шестерней должен быть 0,11 — 0,20 мм для обеих шестерен. Производительность насоса зависит от торцового зазора между шестернями и корпусом насоса, поэтому при сборке насоса необхо- димо установить прокладку между корпусом и основанием насоса толщиной 0,3 + 0,03 мм. Категорически запрещается устанавливать прокладки большей толщины. После сборки валик должен вра- щаться легко, без заеданий. Осевой зазор допускается не более 0,20 мм. Собранный насос следует проверить на производительность и на отсутствие течи в соединениях на специальном стенде. Вновь собранный насос должен иметь производительность не менее 7 л/мин. Если масляный насос перед установкой на коробку пере- дач не подвергался испытанию на стенде, то его следует смазать, т. е. положить насос на корпус хвостовиком валика вверх, залить во всасывающее отверстие масло, применяемое для смазки короб- 178
Рис. 138. Ведущая шестерня масляного насоса: 1 — ведущая шестерня; 2 — сто- порный шарик; 3 — валик ки коробки передач, и провернуть ведо- мый вал на три-четыре оборота по часо- вой стрелке до появления масла в нагне- тающем отверстии. При окончательной сборке коробки передач собранный промежуточный вал устанавливают в картер, на задний коней вала напрессовывают подшипник 40 (см. рис. 136) до упора в буртик вала. Сто- порное кольцо 41 подшипника должно упереться в стенку картера. На заднем торце вала необходимо двумя болтами закрепить упорную шайбу 42. Болты сле- дует зашплинтовать. Затем в картер устанавливают блок 46 шестерен заднего хода с двумя роликовыми подшипниками 38 и промежуточной втул- кой 45 и, поддерживая его рукой, вставляют ось 44 блока. Вращение блока шестерен на осп должно быть свободным, без заеданий. Продольное перемещение блока по осп допускается до 0,7 мм. Подложив прокладку, закрепляют крышку заднего подшипни- ка промежуточного вала так, чтобы специальным приливом крыш- ка зафиксировала ось блока шестерен заднего хода от проворачи- вания. Надев прокладку на центрирующий буртик основания масляно- го насоса, устанавливают насос 25 (см. рис. 126) на передний то- рец картера. При этом хвостовик ведомого валика насоса должен войти в паз на торце промежуточного вала. Болты крепления на- соса следует законтрить. Далее в картер вставляют ведомый вал 14, напрессовывают до упора на заднюю шейку вала шариковый подшипник 12 (см. рис. 136) со стопорным кольцом 11, надевают червяк 10 привода спидометра. С января 1967 г. усилены зубья червячной пары привода спи- дометра за счет увеличения модуля. Увеличена длина червяка с 23 до 28 мм и на 5 мм уменьшена длина фланца крепления кар- дана. Изменена конструкция опоры ведомой шестерни в крышке заднего подшипника ведомого вала за счет установки втулки. В запасные части с этого времени поставляются червячные пары, фланцы крепления кардана и крышки заднего подшипника ведо- мого вала только новой конструкции. На коробках передач старо- го выпуска замену червячной пары привода спидометра следует производить только комплектно (ведущий червяк и ведомая шес- терня). В этом случае надо или устанавливать новый фланец креп- ления кардана и новую крышку заднего подшипника, или обрезать на 5 мм хвостовик фланца старой конструкции, сняв защитный ко- жух, а сальник в старой крышке устанавливать на 3 мм ближе к наружному торцу крышки. После этого, подложив прокладку, закрепляют крышку 15 (см. рис. 126) заднего подшипника ведомого вала, подсобрав ее пред- 179
Рис. 139. Оправка для запрессовки сальника в крышку подшипника ведо- мого вала: а — старой конструкции; б — выпуска после февраля 1969 г.; 1 — крышка; 2 — сальник; 3 — оправка варителыто с ведомой шестерней 35, сменными шестернями приво- да спидометра и сальником. Перед установкой крышки проверяют вращение ведомой шестерни привода спидометра, которое должно быть легким, без заеданий. Осевой люфт допускается до 1,2 мм. Сальник в крышку запрессовывают при помощи оправки, пока- занной на рис. 139. Сальник запрессовывают до упора в маслоот- ражательный буртик с маслосъемной канавкой. На крышках коро- бок передач выпуска до февраля 1969 г. буртика с маслосгонной винтовой канавкой перед сальником не было; установку сальника в такую крышку производят при помощи той же оправки до упора ее в крышку. Передний торец посадочного кольца сальника дол- жен встать заподлицо с внутренней поверхностью крышки. Монтаж сальника в крышку следует производить на консистентной смазке ЦИАТИМ-201. Далее, предохраняя от повреждений передний подшипник ведо- мого вала, устанавливают ведущий вал с подшипником. Стопорное кольцо подшипника ведущего вала должно встать вплотную к пе- редней стенке картера, а передний подшипник ведомого вала войти в гнездо ведущего легко и свободно. Приложение ударной нагрузки недопустимо. 180
в-в Рис. 140. Оправка для установки крышки подшипника ведущего вала: 1— оправка; 2 — крышка подшипника; 3-—сальник; 4 — ведущий вал; размер L (L = 105 мм)—для коробки передач ЯМЗ-236; L+50 — для коробок передач ЯМЗ-236П и ЯМЗ-236Н На заднем конце ведомого вала закрепляют гайкой 7 (см. рис. 136) с шайбой 8 фланец 9 кардана. Гайку шплинтуют. На коробках передач ЯМЗ-236 первого выпуска на фланце крепления кардана устанавливался защитный кожух. С декабря 1968 г. защитный ко- жух на фланец не устанавливается. На коробках передач ЯМЗ- 236Н с апреля 1971 г. фланец крепления кардана укорочен на 2 мм (с 84 до 82 мм), а длина распорной втулки увеличена с 26 до 28 мм. Таким образом, новый укороченный фланец может быть установ- лен на коробки передач старого выпуска только со втулкой длиной 28 мм или с шайбой толщиной 2 мм. После этого ставят сетку маслозаборника 20 (см. рис. 126) с прокладкой п крышку маслозаборника в сборе с магнитом, чтобы прокладкой и крышкой не перекрыть маслозаборный канал в кар- тере коробки, ввертывают контрольную и сливные пробки, устанав- ливают крышку люков отбора мощности, ставят пробки-заглушки масляных каналов и сквозных отверстий в картере, дроссельную, втулку, прокладку и крышку 3 подшипника ведущего вала с саль- ником. Чтобы не повредить сальник, крышку надевают только с ис- пользованием оправки 1 (рис. 140). Сальник 3 в крышку 2 ведуще- го вала запрессовывают при помощи специальной оправки 1 по упора. Перед запрессовкой наружную поверхность сальника сма- зывают тонким слоем консистентной смазки ЦИАТИМ-201. Картер сцепления закрепляют болтами с шайбами и стопорны- ми пластинами; болты стопорят, отгибая пластины на грани болтов. Затем в отверстие картера вставляют вал вилки выключения сцепления, одновременно надевая на вал вилку 13 (см. рис. 120), в 181
паз вала вставляют сегментную шпонку и надвигают на шпонку вилку выключения сцепления. Вилку на валу закрепляют при по- мощи стяжного болта с пружинной шайбой. На крышку подшипни- ка ведущего вала надевают муфту 11 выключения сцепления с под- шипником, оттяжные пружины муфты, подсоединяют шланг 12 смазки муфты, закрепив его в стенке картера, ввертывают пресс- масленки в опорах вала вилки выключения сцепления и в штуцер шланга смазки муфты. Поставив в нейтральное положение синхронизаторы, шестерню первой передачи и заднего хода и штоки вилок, кладут на картер крышку с прокладкой. При этом все три вилки своими лапками должны войти в пазы муфт синхронизаторов и в паз шестерни пер- вой передачи и заднего хода. Крышку закрепляют болтами с пру- жинными шайбами. В заключение устанавливают механизм пере- ключения передач. При сборке коробки передач с целью обеспечения герметично- сти соединений можно использовать уплотнительную невысыхаю- щую пасту «Герметик» марки УН-25 (ТУ 3336—52 МХП). Пасту кистью наносят тонким ровным слоем на поверхности прокладок перед их установкой, а также ею смазывают сквозные резьбовые отверстия перед установкой болтов. Испытание коробки передач проводится на стенде, обеспечиваю- щем частоту вращения ведущего вала 1500—2000 об/мин. По под- соединительным размерам стенд должен имитировать соединение коробки передач с двигателем и оборудован сцеплением и меха- низмом переключения передач. В коробку передач заливается 5,5 л масла ТС-14,5 с присадкой ЭФО по ТУ 38-1-173-68, подогретое до температуры 65° С. Работа коробки передач при любой включенной передаче долж- на происходить без резких шумов и стуков. Течь масла в соедине* ниях и сальниковых уплотнениях не допускается. Переключение передач должно быть без больших усилий и заеданий. При ней- тральном положении рычага переключения передач при макси- мальных оборотах ведущего вала допускается «ведение» ведомого вала, устраняемое моментом не более 1,5 кгс*м, приложенным к фланцу. Температура масла в картере коробки передач во время испытаний не должна превышать 85° С. Продолжительность испы- таний коробки передач не менее 15 мин. X. КОМПЛЕКТАЦИЯ ДВИГАТЕЛЯ После сдаточных испытаний на двигатель устанавливаются крыльчатка вентилятора, генератор, сцепление и коробка передач (на те двигатели, где это предусмотрено технической документа- цией), а также транспортные заглушки и пробки. Крыльчатка вентилятора крепится четырьмя болтами с пружин- ными шайбами к муфте привода вентилятора. 182
Генератор устанавли- вается на двигатель в сле- дующем порядке. В отвер- стие задней лапы генера- тора и в отверстие регу- лировочной втулки 8 (рис. 141), ввернутой в кронштейн, вставляют болт 10, а в отверстие пе- редней лапы генератора болт 2. Болт 2 ввертыва- ют в кронштейн 4, не за- тягивая гайки, а регули- ровочной втулкой 8 выби- рают зазор между задней лапой генератора и регу- лировочной втулкой. Надев на болт шайбы 7 и 6, слегка затягивают гайку 5 болта и оконча- тельно регулировочную втулку гайкой 9, затем проверяют совпадение плоскостей ручьев шкива генератора и приводного шкива. Отклонение не должно превышать 0,5 мм. Совмещение плос- костей ручьев шкивов обеспечивается перемещением кронштейна генератора за счет овальных отверстий под болты крепления. Да- лее регулируют натяжение ремня привода генератора, надежно затягивают болт крепления верхней лапы генератора к планке, гайку крепления планки генератора, болт крепления передней ла- пы генератора с контргайкой и гайку болта крепления задней лапы генератора. Нормально затянутый ремень при нажиме усилием 3 кгс на се- редину ветви должен прогибаться на 10—15 мм. Если на двигатель устанавливается компрессор пневмотормо- зов, то нужно отрегулировать натяжение его приводного ремня натяжным устройством. Ослабив гайки крепления оси шкива устройства и гайку болта-натяжителя, вращением болта-натяжи- теля по часовой стрелке регулируют натяжение ремня. Нормально натянутый ремень при нажатии на середину короткой ветви уси- лием 3 кгс должен прогибаться на 5—8 мм. После регулировки затягивают гайки крепления оси и болта- натяжителя. Перед установкой сцепления нужно запрессовать в отверстие в заднем конце коленчатого вала шарикоподшипник ведущего ва- ла коробки передач, тщательно протереть поверхности трения ма- ховика, нажимного диска и среднего диска двухдискового сцеп- ления. 183
При монтаже однодискового сцепления ЯМЗ-236 ведомый диск сцепления ставят так, чтобы более длинная часть ступицы и го- ловки болтов тарельчатых пружин демпфера были обращены к ма- ховику, а демпферное устройство относительно ведомого диска было со стороны коробки передач, ставят нажимный диск четырьмя шипами в пазы маховика. Нажимный диск должен свободно, без перекосов перемещаться в этих пазах. При помощи специальной шлицевой оправки центрируют ведо- мый диск сцепления по отношению к оси коленчатого вала двига- теля. Для этого шлицевую оправку вставляют в шлицевое отвер- стие ступицы ведомого диска таким образом, чтобы конец ее вошел в шарикоподшипник в коленчатом валу и закрепляют нажимный диск с кожухом на маховике болтами. Затягивают болты последо- вательно в несколько приемов. Момент окончательной затяжки 3— 3,5 кгс-м. После затяжки болтов крепления нажимного диска оправку удаляют. Установка двухдискового сцепления ЯМЗ-238К, ЯМЗ-238 и ЯМЗ-236К: сначала ставят передний ведомый диск 25 (см. рис. 120) сцепления так, чтобы более длинная часть ступицы и головки болтов тарельчатых пружин демпфера были обращены к махови- ку, а демпферное устройство относительно ведомого диска было со стороны коробки передач. В четыре отверстия среднего ведуще- го диска 26 вставляют отжимные пружины 1, а диск с пружинами устанавливают четырьмя шипами в пазы маховика. Диск должен перемещаться в пазах свободно, без перекосов. Последний виток отжимной пружины с одного конца имеет больший диаметр, чем остальные. Это сделано для того, чтобы вставленная этим концом в отверстие среднего ведущего диска пру- жина держалась там за счет натяга первого витка и не выпадала при монтаже диска на маховик. Задний ведомый диск 25 сцепления ставят так, чтобы длинная часть ступицы, головки болтов крепления тарельчатых пружин демпфера и само демпферное устройство относительно ведомого диска были обращены к коробке передач. Ведомые диски сцепле- ния ЯМЗ-238К не имеют демпферного устройства и оба одинаковы. Первый ведомый диск устанавливается длинной обработанной ча- стью ступицы к маховику, а короткой — в сторону коробки передач. Нажимный диск с кожухом, установленный четырьмя шипами в пазы маховика, должен свободно, без перекосов перемещаться в них. Затем, используя шлицевую оправку 1 (рис. 141), центрируют оба ведомых диска 5 сцепления по отношению к оси коленчатого вала двигателя. Для этого оправку вводят в шлицевые отверстия ступиц ведомых дисков и в шарикоподшипник 4 в коленчатом ва- лу 3. Нажимный диск с кожухом закрепляют болтами на маховике 2. Болты затягивают последовательно в несколько приемов. Момент окончательной затяжки 3—3,5 кгс-м. После затяжки болтов креп- ления нажимного диска оправку удаляют. 184
AA <t>w-OrZ8 Рис. 142. Установка ведомых дисков сцепления В резьбовые втулки кожуха ввертывают четыре регулировочных винта 3 (см. рис. 120), предварительно навернув на них контргай- ки 2, и регулируют положение среднего ведущего диска сцепления, для чего сначала ввертывают все четыре регулировочных винта 3 до упора в средний диск 26, а затем вывертывают их на один пол- ный оборот и затягивают контргайками 2. Эта регулировка создает зазор 1 мм между регулировочными винтами и средним ведущим 7—1233 185
диском, за счет которого обеспечиваются гарантийные зазоры меж- ду ведомыми дисками 25, поверхностями трения маховика 24, сред- него ведущего диска 26 и нажимного диска 22. Для более точной регулировки положения среднего диска при установке сцепления на двигатель целесообразнее пользоваться щупом толщиной 1 мм. В этом случае регулировочный винт завер- тывают до упора в щуп, вставленный между ним и средним веду- щим диском, затягивают его контргайкой и удаляют щуп. После установки двигателя со сцеплением и коробкой передач на автомобиль регулируют свободный ход муфты выключения сцеп- ления, который должен быть 3,2—4,0 мм (размер А на рис. 119 и 120). Свободный ход муфты выключения сцепления регулируется в зависимости от конструкции механизма выключения сцепления из- менением длины тяги механизма выключения или длины штока цилиндра усилителя. Регулировка отхода нажимного диска сцепления гайками вилок оттяжных рычагов на автомобиле, как это делается иногда в эксплуатации для устранения неполного выключения сцепления, категорически запрещается. Такая регулировка нарушает стопо- рение этих гаек, приводит к нарушению контрольного размера Б (см. рис. 119) и перекосу нажимного диска. Неполное выключение сцепления в этом случае можно устранить, но только за счет не- равномерного отхода нажимного диска. Диск будет отходить с пе- рекосом и зажимать ведомый диск в процессе включения сцепления также с перекосом, что неизбежно приведет к перегреву нажимного диска и его растрескиванию. Перед установкой коробки передач нужно наполнить смазкой ЦИАТИМ-201 по ГОСТ 6267—59 или смазкой 1-13 по ГОСТ 1631— 61 полость подшипника ведущего вала коробки передач, находя- щегося в заднем торце коленчатого вала, этой же смазкой через три пресс-масленки наполняют полости муфты и опор вала вилки выключения сцепления. Шлицевый конец ведущего вала коробки передач смазывают тонким слоем. Коробку передач на двигатель устанавливают краном или дру- гим подъемным приспособлением. Подняв коробку передач так, чтобы ось ведущего и ведомого валов совпадала с осью коленчато- го вала двигателя, ставят ее центрирующим буртом картера сцеп- ления в картер маховика. После этого картер сцепления крепят к картеру маховика болтами (момент затяжки 7—8 кгс-м и контрят их отгибными шайбами. Коробку передач устанавливают на дви- гатель осторожно, предохраняя от повреждений передний подшип- ник ведущего вала и ведомые диски сцепления. Ударные нагрузки при монтаже коробки передач не допускаются. Качество сборки и установки сцепления и коробки передач про- веряют на работающем двигателе при частотах вращения коленча- того вала 500—600 об/мин и 2000—2100 об/мин. При этом контро- лируется отсутствие ведения сцепления, шумность работы коробки передач на всех передачах, легкость переключения передач и от- сутствие течи масла. 186
ПРИЛОЖЕНИЕ 1 ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ДВИГАТЕЛЕЙ Показатели ЯМЗ-236 ЯМЗ-238 ЯМЗ-238А ЯМЗ-238Г ЯМЗ-238И ЯМЗ-238К Тип двигателя Четырехтактный с воспламенением от сжатия Число цилиндров Расположение цилиндров Порядок работы цилиндров Нумерация цилиндров 6 1—4—2—5—3—6 8 | 8 | 8 V-образиое с углом развала 90г 1-5-4—2—6—3- См. рис. 117 8 -7—8 8 Диаметр цилиндра, мм 130 130 130 130 130 130 Ход поршня, мм 140 140 140 140 140 140 Рабочий объем, л 11,15 14,86 14,86 14,86 14,86 14,86 Степень сжатия 16,5 16,5 16,5 16,5 16,5 16,5 Номинальная мощность, л. с. 180 240 215 170 160 190 Номинальная частота враще- ния, об/мин 2100 2100 2100 1700 1500 2100 Максимальный крутящий мо- мент при 1500 об/мин, кгс-м Частота вращения холостого хода, об/мин, не более: 68 90 80 70 минимальная 450—550 450—550 450—550 450—550 Не регламенти- руется 450—550 максимальная 2275 2275 2275 1950 1550 2275 Минимальный удельный рас- ход топлива, г/л. с. ч. Способ смесеобразования Камера сгорания 167+5”s 167+5% 167+5% Непосредств Однополост 167+5% ениый впрыск ная в поршне 167+5% 167+5:% Блок цилиндров Гильзы цилиндров Отлит из легированного чугуна вместе с верхней частью картера Мокрого типа, из легированного чугуна Головка цилиндров Коленчатый вал Две по одной на каждый ряд цилиндров из легированного чугуна Стальной, кованый, поверхности шеек закалены ТВЧ Число опор коленчатого вала Коренные подшипники 4 5 | 5 | 5 | 5 Скольжения, со сменными вкладышами 5 187
188 Продолжение прилож. I Показатели ЯМЗ-236 ЯМЗ-228 ЯМЗ-238А ЯМЗ-238Г ЯМЗ-238И ЯМЗ-238К Шатунные подшипники Поршни Скольжения, со сменными вкладышами Из алюминиевого сплава Поршневые пальцы Плавающего типа, осевое перемещение ограничивается стопорными кольцами Шатуны Стальные двутаврового сечения, в верхних головках запрессованы бронзовые втулки Маховик Чугунный со стальным зубчатым венцом для пуска двигателя стартером Распределительный вал Фазы газораспределения, град: впускной клапан: открытие закрытие выпускной клапан: открытие закрытие Число клапанов на цилиндр Общий для обоих рядов цилиндров с шестеренчатым приводом 20° до в. м. т. 46° после н. м. т. 66° до н. м. т. 20° после в. м. т. Один впускной и один выпускной 13,5 Высота подъема клапанов 13,5 13,5 13,5 13,5 13,5 Зазор между клапаном и ко- ромыслом толкателя (в холод- ном состоянии), мм 0,25—0,30 0,25—0,30 0,25—0,30 0,25—0,30 0,25—0,30 0,25—0,30 Система смазки Смешанная. Под давлением смазываются коренные и шатунные подшипники коленчатого вала, подшипники распределительного вала, втулки верхних головок шатунов, втулки коромысел, клапанов, втулка промежуточной шестерни привода масляного насоса, сфе- Масляный насос Давление в масляной систе- ме, кгс/см2: рические опорь И ку 1 штанг и вту, лачки распред и пки толкателе! елительного в 1естеренчатый а. Зубчатые пер ала смазываютсг двухсекционны! едачи, подшипники разбрызгиванием [ качения при номинальной частоте вращения 4—7 4—7 4—7 4—7 4—7 4—7 при минимальной частоте вращения холостого хода, не менее 1 1 1 1 1 1
Продолжение прилож. 1 Показатели ЯМЗ-236 ЯМЗ-238 ЯМЗ-238А ЯМЗ-238Г ЯМЗ-238И ЯМЗ-238К Система охлаждения масла Масляный радиатор вне двигателя Масляные фильтры Давление открытия клапанов системы смазки, кгс/см2: Грубой очисткг с фильтруют цент цим элементом эобежный с ре из металлическо активным привод й сетки и тонкой о 1ОМ чистки — редукционный масляного насоса 7,0—7,5 7,0—7,5 7,0—7,5 7,0—7,5 7,0—7,5 7,0—7,5 предохранительный радиа- торной секции масляного насоса 0,8—1,2 0,8—1,2 0,8—1,2 0,8—1,2 0,8—1,2 0,8—1,2 дифференциальный 4,7—5,0 4,7—5,0 4,7—5,0 4,7—5,0 4,7—5,0 4,7—5,0 перепускной масляного фильтра Топливоподающая аппарату- ра Топливоподкачивающий на- сос Топливный насос высокого давления Плунжер Порядок работы секций топ- ливного насоса (нумерация со стороны привода) Регулятор числа оборотов 1,8—2,2 Шестиплунжерный 1—4—2—5—3—6 1,8—2,2 Поршнев 1,8—2,2 Разделен эго типа, устан Золотнике 1 Центробежиы 1,8—2,2 него типа овлен на корпусе Восьмиплунже; эвого типа -3—6—2—4—5- "i всережимиый 1,8—2,2 : ТНВД эный -7—8 1,8—2,2 Установочный угол опереже- ния впрыска, град Муфта опережения впрыска Форсунки 20 | 20 j 20 | 20 | 20 Автоматическая, центробежного типа Закрытого типа с многодырчатыми распылителями 1 14 Давление начала подъема форсуночной иглы, кгс/см2 165+5 165+s 165+° 165+° 165+й 165+5 189
190 Продолжение прилож. 1 Показатели ЯМЗ-236 ЯМЗ-238 ЯМЗ-238А ЯМЗ-238Г ЯМЗ-238И ЯМЗ-238К Топливные фильтры: грубой очистки тонкой » Воздушный фильтр Система охлаждения двига- телей Водяной насос Вентилятор Генератор Стартер Емкость аккумуляторной ба- тареи Модель сцепления Тип сцепления Количество нажимных пру- жин Коробка передач Тип коробки передач Передаточные числа: первой передачи второй » третьей » четвертой передачи пятой передачи заднего хода Со сменным фг Со сменным фи В крышке филг Жидкостная, з оборудована те Центробежный Шестилопастнь Г-271, трехфаз встроенным вы СТ-103 постоя! дом номиналы: 165 ЯМЗ-238К Двухдисковое расположение:* 24 ЯМЗ-236П Механическая т: тая с синхрониза и четвертс 5,26 2,90 1,52 1,00 0,664 5,48 йьтрующим ЭЛ льтрующим ЭЛ тра тонкой оч Hi акрытого типа рмостатным у( приводится к. 1Й с шестеренч 1ый, синхронн прямительным 1ного тока по ой мощностью 165 ЯМЗ-238 сухое фрикцио нажимных щ 28 ЯМЗ-236Н эехходовая п горами на вт зй-пятой перед 5,26 2,90 1,52 1,00 0,664 5,48 шментом из хл ементом из др четки установл черционно-мас. с принудите^ :тройством чиновым ремне атым приводов э1й, переменно! блоком ВБГ-1 ?ледовательног 9,5 л. с. 165 ЯМЗ-238 иного типа с г члиндрических 28 ЯМЗ-236Н ятиступенча- орой-третьей ачах 5,26 2,90 1,52 1,00 0,664 5,48 опчатобумажной евесной муки на ен перепускной пяного типа ьной циркуляци м от шкива коле А ю тока, электро номинальной м( о возбуждения 165 ЯМЗ-238 ериферийным пружин 28 ровницы пульвербакелитово киклер ей охлаждающей н нчатого вала магнитного возбужу лцностью 500 Вт с электромагнитны 165 й связке. сидкостп, ч.ения, со м приво- 165
Продолжение прилож. 1 Показатели >1 М3-236 ЯМЗ-238 ЯМЗ-238А ЯМЗ-238Г ЯМЗ-238И ЯМЗ-238К Переключение коробки пере- дач Габаритные размеры, мм: длина Дистанционное механическое управление 1020 Рычагом типа, распо крышке кор 1222 качающегося по же иным на эбки передач 1222 1245 1223 1187 » со сцеплением — .—. •— 1465 — -—. Длина с коробкой передач: 1841 2046 2046 .—- .— -—, ширина 1041 1006 1006 1006 1006 1006 высота 1195 1195 1195 1195 1195 1195 Масса двигателя, кг: без электрооборудования и 820 1010 1010 1010 1010 1010 воздушного фильтра с комплектом вспомога- —. — - 1165 — — тельного оборудования и сцеплением с комплектом вспомога- 1195 1385 1385 — .—_ тельного оборудования, сцеплением и коробкой пе- редач Система смазки 21* 29 Заправочнь 29 е емкости, л 29 29 29 Система охлаждения (без ра- 17 20 20 20 20 20 диатора) Воздушный фильтр 1,6 1,4 1,4 1,4 1,4 1,4 Топливный насос высокого 0,15 0,20 0,20 0,20 0,20 0,20 давления Регулятор 0,15 0,15 0,15 0,15 0,15 0,15 Автоматическая муфта one- 0,14 0,14 0,14 0,14 0,14 0,14 режепия впрыска Коробки передач 5,5 5,5 5,5 — — — * При угле наклона двигателя назад 2° — 23 л, при угле 4° — 25 л. 191
ПРИЛОЖЕНИЕ 2 РАЗМЕРЫ, ЗАЗОРЫ И НАТЯГИ В СОПРЯЖЕНИЯХ Размер , мм Зазор, мм Натяг, мм Детали д ч СЗ Й СТИ- i без i X! К л ч СЗ к сти- без я та Й И зти- без я та h о д К з о £ о 2 1» к S’® о Л >>« S о £ <и О 2 ClS S Й и к S К й «=( S сх К й Цилиндро-поршневая группа и кривошипно-шатунный механизм Шестерня коленча- того вала — диаметр отверстия 72+о, оз 72,035 0,005— Подбор Коленчатый вал — 79 + 0,055 'z+0,035 72,035 0,055 без диаметр шейки под шестерню Передний противо- вес коленчатого ва- ла — диаметр отвер- стия 71,030 0,015— зазора 0,005 7 1+0,03 71 +0,065 1 а+0,045 Коленчатый вал — 71,035 0,065 диаметр шейки под передний противовес Шкив коленчатого 50+О,039 50,040 вала — диаметр от- верстия Коленчатый вал — диаметр шейки под к (1+0,035 эи+0,018 50,016 0,021 0,024 0,035 — шкив Маховик — диаметр 140+0,04 140,06 посадочного отвер- стия Коленчатый вал — диаметр шейки под 140±0,014 139,95 0,054 0,110 0,014 — маховик Коленчатый вал — 52—о,оз 52,03 диаметр отверстия под передний подшип- ник ведущего вала ко- робки передач 51,987 0,013 0,020 0,030 Передний подшип- о,о1з ник ведущего вала коробки передач — наружный диаметр Суммарный осевой 0,30— 0,82 —- — зазор между торцами шатунных шеек колен- чатого вала и верхни- ми головками шату- нов 0,62 Осевой зазор в — — 0,100— 0,335 — — упорном подшипнике коленчатого вала 0,285 192
Продолжение прилож. 2 Размер мм Зазор , ММ Натяг, мм Детали номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта Механизм газораспределения и привода агрегатов Блок цилиндров — диаметр отверстий под втулки распреде- лительного вала Втулка распреде- лительного вала — наружный диаметр Втулка распредели- тельного вала — внут- ренний диаметр Распределительный вал наружный диа- метр опорной шейки 68+°>03 6«+<М2 °°+0,09 54+0,03 54-0,0'5 , ° —0,105 68,050 68,100 54,05 53,89 0,065— 0,135 0,160 0,09—0,15 0,05 Шестерня распре- делительного вала — диаметр отверстия Распределительный вал — диаметр шейки под шестерню 36+0,02? ос 4-0,052 0,035 36,030 36,032 — — 0,008— 0,052 0,002 Толкатель — диа- метр отверстия под втулку Втулка толкате- ля — наружный диа- метр 2^.4-0,023 с\а + 0,200 z 4-0,175 24,030 24,175 — — 0,152— 0,200 0,145 Толкатель — внут- ренний диаметр втул- ки Ось толкателя — на- ружный диаметр 99 4-0,030 zz4-0,008 22-0,014 22,060 21,960 0,008- 0,044 0,100 — — Втулка оси толка- телей •— внутренний диаметр Ось толкателей — наружный диаметр 994-0,030 0,008 22—0,014 22,06 21,96 0,008- 0,044 0,100 — — Коромысло клапа- на — диаметр отвер- стия под втулку Втулка коромыс- ла — наружный диа- метр 2у4-0,023 9*74-0,145 4-0,100 27,028 27,100 — — 0,077— 0,145 0,072 Коромысло клапа- на —• диаметр отвер- стия во втулке Ось коромысла — наружный диаметр цапфы ос+0,030 zo+0,008 2^_ 0,014 25,040 24,960 0,008- 0,044 0,080 — — 193
Продолжение прилож. 2 Детали Размер, мм Зазор, мм Натяг, мм номиналь- ный i допусти- 1 мый без i ремонта номиналь- ный допусти- мый без . ремонта номиналь- ный 1 допусти- мый без ремонта Г оловка цилинд- ров — отверстие под направляющую втул- ку клапана Направляющая втулка клапана — на- ружный диаметр j д+0,023 iq+0,062 1и+0,039 19,030 19,039 — — 0,016— 0,062 0,009 Направляющая втулка клапана — внутренний диаметр Клапан впускной — диаметр стержня 12+0,019 i о—0,030 0,055 12,060 11,920 0,030- 0,074 0,140 — — Направляющая втулка клапана — внутренний диаметр Клапан выпуск- ной — диаметр стерж- ня 12*Ю,о19 i q—0,070 0,095 12,060 11,880 0,070— 0,114 0,180 — — Шестерня привода топливного насоса — внутренний диаметр посадочного отвер- стия Вал привода топ- ливного насоса — диаметр шейки под шестерню 25—0,023 ok+0,017 zo+0,002 25,000 25,002 — — 0,002— 0,040 0,002 Блок цилиндров — диаметр отверстия под передний подшип- ник привода топлив- ного насоса Передний подшип- ник привода топлив- ного насоса — наруж- ный диаметр 62+о>озо 62—o,oi3 62,040 61,987 0,OOO- О. 043 0,053 — — Блок цилиндров — диаметр отверстия под задний подшип- ник привода топлив- ного насоса Задний подшипник привода топливного насоса — наружный диаметр 52+О,озо 52—o,oi3 52,040 51,987 0,OOO- О. 043 0,053 — — 194
Продолжение прилож. 2 Детали Размер, мм Зазор, мм Натяг, мм ! номиналь- ный ; допусти- мый без ремонта номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта Подшипник приво- да топливного насо- са — внутренний диа- метр Вал привода топ- ливного насоса — диаметр шеек под подшипники 25—0,010 9^ + 0,017 ZJ+0,002 25,000 25,000 — — 0,002— 0,027 0,000 Масляный насос Корпуса нагнетаю- щей и радиаторной секций масляного на- соса — диаметр отвер- стий под втулки lg+0,t)27 18,040 0,053— 0,040 Втулки корпусов , о+0,115 1о+0,080 18,080 0,115 масляного насоса — наружный диаметр Корпуса нагнетаю- щей и радиаторной 43+0,050 43,075 секций — диаметр 0,025- 0,250 гнезда под шестерню Шестерни ведущая и ведомая обеих сек- ций — наружный диа- до—0,025 —0,050 42,825 0,100 метр Корпус нагнетаю- щей секции — глуби- на гнезда под тестер- 55+0,ме 55,071 НИ пг—0,065 0,105 0,065- 0,201 Шестерни нагнета- ющей секции — вы со- 54,870 0,151 та Корпус радиатор- ной секции — глубина гнезда под шестерни jQ+0,022 10,051 0,035- 0,136 Шестерни радиа- торной секции — вы- 1Л—0,035 Ш-0,0б0 9,915 0,082 сота Корпуса нагнетаю- lfi+0,06 16,080 щей и радиаторной секции — внутренние диаметры втулок под ведущий валик и+0,03 0,030- 0,112 Ведущий валик — диаметры шеек под втулки 16—0,012 15,968 0,072 195
Продолжение прилож. 2 Размер, мм Зазор, мм Натяг, мм Детали номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта номиналы i мый i допусти- мый без ремонта Корпуса нагнетаю- щей и радиаторной секций — внутренний диаметр втулок Ось ведомых шесте- рен — диаметр шеек под втулки Промежуточная ше- стерня привода мас- ляного насоса—диа- метр отверстия во втулке Ось промежуточной шестерни привода масляного насоса — диаметр шейки под шестерни ia+0,06 1и+0,03 -1 с—0,006 0,018 35+о,свэ о к—0,025 0,050 16,080 15,962 35,050 34,940 0,036- 0,078 0,025— 0,089 0,118 0,110 — — Водяной насос и привод вентилятора Корпус водяного насоса — диаметр от- верстия под задний подшипник Задний подшип- ник— наружный диа- метр 40+0,018 w+0,008 0,011 40,027 39,989 0,029 0,039 0,008 — Корпус водяного насоса — диаметр от- верстия под передний подшипник Передний подшип- ник — наружный диа- метр 47+0,007 4'-0,020 47—0,011 47,035 46,989 0,018 0,046 0,020 — Передний подшип- ник — внутренний диаметр Валик водяного на- соса — диаметр шейки под передний под- шипник 17—0,010 17+0,006 17,00 16,992 0,006 0,008 0,016 — Задний подшип- ник — внутренний диаметр Валик водяного на- соса — диаметр шей- ки под задний под- шипник 17—0,010 15 ±0,006 17,00 16,992 0,006 0,008 0,016 — 196
Продолжение прилож. 2 Размер, мм Зазор, мм Натяг, мм Детали номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта Крыльчатка водя- ного насоса — диа- метр посадочного от- верстия Валик водяного на- соса — диаметр шей- ки под крыльчатку 1^ + 0,035 1 л— w-0,018 14,038 13,982 0,006- 0,053 0,056 — — Ступица шкива во- дяного насоса — диа- метр посадочного от- верстия Валик водяного на- соса — диаметр шей- ки под шкив 17+0,035 17±0,006 17,043 16,992 0,041 0,051 0,006 — Крыльчатка водя- ного насоса — ширина пазов под упорное кольцо сальника Упорное кольцо сальника — ширина выступов 10+0,36 О р + 0,1 u»z—0,2 11,00 8,00 1,060— 1,360 3,00 —- — Крыльчатка венти- лятора — внутренний диаметр под ступицу упругой муфты Упругая муфта вен- тилятора — диаметр шейки под крыльчат- ку вентилятора gQ+0,050 5°-0,050 50,070 49,935 0,OOO- О. 100 0,135 — — Корпус привода вентилятора — диа- метр отверстия под передний подшипник Передний подшип- ник — наружный диа- метр Корпус привода вентилятора — диа- метр отверстия под задний подшипник Задний подшип- ник— наружный диа- метр Подшипники при- вода вентилятора — внутренний диаметр Валик привода вен- тилятора — диаметры шеек под шарикопод- шипники к 9+0,026 0,010 52—0,013 рп+0,020 0,010 0,013 25-0,010 +0,017 zo+0,002 52,030 51,987 62,030 61,987 25,00 24,993 0,033 0,033 0,043 0,043 0,007 0,010 0,010 0,002- 0,027 — 197
Продолжение прилож. 2 Детали Размер, мм Зазор, мм Натяг, мм номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта Шкив привода ком- прессора и генерато- ра — диаметр поса - дочного отверстия Валик привода вен- тилятора — диаметр шейки под шкив ое—0,005 Z —0,030 9^+0,017 zo+0,002 25,000 24,993 — 0,007 0,008— 0,047 — Топливный насос высокого давления Корпус ТНВД — диаметр отверстия под толкатель плун- жера 2g+0,023 28,100 0,020- 0,200 Толкатель плунже- ра — наружный диа- метр qq—0,020 0,040 27,900 0,063 n—0,017 —0,039 Толкатель плунже- ра — диаметр отвер- стия под ось — 0,039— — Ось ролика — на- ружный диаметр О w-o,oio — 0,007 Втулка ролика — диаметр отверстия q+0,013 w+0,033 9,050 8,930 0,013- 0,120 — — Ось ролика — на- ружный диаметр 9—0,010 0,043 Ролик толкателя — диаметр отверстия 14+0,019 , л—0,016 *-0,033 14,080 13,900 0,016- 0,180 — — Втулка ролика — наружный диаметр 0,052 90+0,017 zu+0,002 Вал кулачковый — диаметр шейки 20,000 — 0,027— 0,010— Подшипник ради- 2°-0,010 — 0,002 0,000 ально-упорный — внутренний диаметр Вал кулачковый — диаметр шейки под 97 к—0,04 0,07 27,390 0,040- 0,180 среднюю опору 27,5+°>023 — — Опора средняя — внутренний диаметр 27,570 0,093 Вал кулачковый — диаметр эксцентрика 49 * -0,170 41,700 — — — — Рейка — диаметр 14—0,045 0,075 13,880 0,045- 0,240 шеек — — Втулка рейки — внутренний диаметр 14+0,019 14,120 0,094 0,250 Зазор в зацеплении — — До — — рейки с зубчатым вен- 0,170 цом 198
Продолжение прилож, 2 Детали Размер, мм Зазор, мм Натяг, мм номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта Клапан нагнета- тельный в сборе — за- зор по разгрузочному пояску — — 0,004— 0,002 0,100 с сорти- ровкой на группы Регулятор числа оборотов Зазор в зацеплении ведущей шестерни ре- — — 0,085— 0,146 0,250 — — гулятора числа оборо- тов с валиком дер- жавки (при проверке в собранном узле) Втулка груза — диаметр отверстия o+D,065 °+0,0з5 8,090 0,035— 0,075 0,240 ПОД ось Ось груза — наруж- ный диаметр Ролик груза — диа- метр отверстия под 8—o,oio *7 4-0,050 '+0,025 7,850 7,200 ось Ось ролика — на- ружный диаметр Пята упорная — диаметр отверстия 7—0,010 д+0,065 °+0,025 6,900 6,100 0,025- 0,060 0,300 под ось Ось пяты — наруж- ный диаметр Серьга — диаметр отверстия под ось 8—0,260 к 4-0,120 ° 4-0,040 5,940 6,260 0,025- 0,091 0,160 упорной пяты Ось пяты — наруж- ный диаметр Серьга — диаметр отверстия под палец 8—0,026 с 4-0,120 ° 4-0,040 5,940 6,260 0,040— 0,146 0,320 рычага Палец рычага — на- ружный диаметр Рычаг рейки — диа- метр отверстия под 8—0,025 R 4-0,050 ° 4-0,025 5,900 6,250 0,040— 0,145 0,360 ось упорной пяты Ось пяты — наруж- ный диаметр Тяга рейки — диа- метр отверстия под 8-0,026 г 4-0,050 ° 4-0,025 5,940 5,200 0,025- 0,076 0,310 палец рычага рейки Палец рычага — наружный диаметр 5—0,025 4,800 0,025- 0,075 0,400 199
Продолжение прилож. 2 Детали Размер, мм Зазор, мм Натяг, мм номиналь- ный допусти- | мый без ремонта номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта Рейка — диаметр отверстия под палец тяги рейки Палец — наружный диаметр с+0,050 °+0,025 6-0,025 6,200 5,900 0,025- 0,075 0,300 —- — Рычаг двуплечий — диаметр отверстия под ось Ось рычагов — на- ружный диаметр о 0,200 ° 4-0,100 8—0,015 8,400 7,950 0, loo- о.215 0,450 — — Рычаг регулято- ра — диаметр отвер- стия под ось рычагов Ось рычагов — на- ружный диаметр о 4-0,055 ° 4-0,015 8—0.015 8,120 7,950 0,035- 0,080 0,170 — — Рычаг — диаметр отверстия под палец серьги Палец серьги — на- ружный диаметр £[4-0,055 и 4-0,025 6-0,025 6,140 5,900 0,025- 0,075 0,240 — — Втулка вала рыча- га пружины — диа- метр отверстия Вал рычага — на- ружный диаметр 0,027 -to—0,020 0,070 12,250 11,830 0,020- 0,097 0,420 — — Крышка регулято- ра — диаметр отвер- стия под ось рычагов Ось рычагов — на- ружный диаметр о+0,021 °+0,005 8—0,015 8,150 7,950 0,005- 0,036 0,200 — — Ввертыш оси кули- сы — диаметр отвер- стия Ось кулисы — на- ружный диаметр 1 л 4-0,085 1и4-0,035 10—0.030 10,150 9,920 0,035- 0,115 0,230 — — Автоматическая муфта опережения впрыска Груз муфты — диа- метр отверстия под ось Ось груза — наруж- ный диаметр 9П 4-0,080 4-0,040 0,014 20,190 19,950 0,040- 0,094 0,240 — — 200
Продолжение прилож. 2 Детали Размер, мм Зазор, мм Натяг, мм номиналь- ный допусти- мый без ремонта номиналь- ный допусти.- I мый без ремонта 1 номиналь- ный допусти- мый без ремонта Топливоподкачивающий насос Корпус насоса —• диаметр отверстия под поршень Поршень насоса — наружный диаметр Корпус насоса — диаметр отверстия Толкатель— наруж- ный диаметр Толкатель — диа- 2q+o,O23 —0,020 Z —0.070 7+0,050 1 +0,023 20,080 19,880 7,070 0,006+ 0,030 0,020— 0,093 0,180 0,200 — — метр отверстия Ось ролика — на- ружный диаметр Ролик толкателя насоса — диаметр от- верстия под ось Ось ролика — на- ружный диаметр 7—0,010 7+0,050 ' +0,025 7—0.010 6,920 7,120 6,840 0,025— 0,060 0,025— 0,060 0,150 0,280 — — Цилиндр ручного топливоподкачиваю- щего насоса — внут- ренний диаметр 0,006— 0,022 0,050 Втулка штока тол- кателя — диаметр от- верстия под шток Шток — наружный диаметр 0,0027- 0,0045 0,014 Генераторы Г-105Б и Г-107Б Вал якоря — диа- метр шейки под пе- редний подшипник 17 ±0,006 16,980 0,00— 0,020 0,00— Шарикоподшипник 17-0,010 17,0 0,006 0,016 303 — внутренний диаметр Крышка со стороны привода — диаметр отверстия под под- шипник Шарикоподшипник +0,02 7 47—0,011 47,050 46,989 0,00— 0,038 0,061 0,00 — 303 — наружный диа- метр Вал якоря — диа- метр шейки под зад- ний подшипник Шарикоподшипник 15±0,006 1й—0,010 14,980 15,0 0,00— 0,006 0,020 0,00— 0,016 — 202 — внутренний диа- метр 201
Продолжение прилож. 2 Детали Размер, мм Зазор, мм Натяг, мм номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта Крышка со стороны коллектора — диа- метр отверстия под 35+0,027 35,050 0,00 подшипник Шарикоподшипник 202 — наружный диа- метр ^5—0,011 34,989 0,00— 0,038 0,061 Стартер Втулка подшипника в крышке со стороны коллектора — внут- ренний диаметр jg+0,35 1 о—0,075 0,105 18,370 0,075— 0,540 Вал якоря — диа- метр передней шейки 17,830 0,455 Крышка со стороны коллектора — диа- метр отверстия под 2^+0,045 — 0,180— Подбор втулку подшипника 94 4-0,270 z^4-0,225 — — с натягом Втулка подшипни- ка наружный диа- метр — 0,270 0,15 Втулка подшипни- ка в крышке со сто- роны привода — внутренний диаметр 19.5+0,045 19 5-0,065 i:'-°—0,095 19,560 0,065— 0,20 Вал якоря — диа- метр задней шейки 19,350 0,140 Крышка со стороны привода — диаметр отверстия под втулку подшипника 2^4-0,045 9-4-0,270 zo 4-0,225 — 0,180— Подбор Втулка подшипни- ка — наружный диа- — 0,270 с натягом 0,15 метр Втулка среднего 28,25+0’140 28,500 подшипника — внут- ренний диаметр 90 1—0.070 zo’ i-o;2io 27,700 0,220— 0,800 — — Вал якоря — диа- метр средней шейки 0,500 22+0,050 Держатель средне- го подшипника — диа- метр отверстия под втулку 32+0,050 □94-0,350 oz 4-0,270 0,220— Подбор 32,270 Втулка среднего подшипника — на- ружный диаметр 0,350 с натягом 0,20 202
Продолжение прилож. 2 Детали Размер, мм Зазор, мм Натяг, мм д 4 G3 S О Л К к допусти- мый без ремонта номиналь- ный допусти- мый без ре монта S3 к к к к допусти- мый без ремонта Крышка со стороны привода — диаметр отверстия под ось ры- чага Ось рычага — на- ружный диаметр 19 г 4-0,180 iZ’°4-0,060 io г»4-0,015 iZ *^4-0,012 12,800 12,450 0,045— 0,192 0,350 — — Коробка передач Картер — диаметр гнезда подшипника ведущего вала 150+°’040 150,080 0— 0,098 Подшипник — на- ружный диаметр 0,018 149,982 0,058 Картер — диаметр гнезда подшипника ведомого вала Подшипник — на- ружный диаметр 140+0,040 140—0,018 140,080 139,982 0— 0,058 0,098 — — Картер — диаметр гнезда переднего под- шипника промежу- точного вала Подшипник проме- жуточного вала — на- ружный диаметр 904-0,035 О®—0,015 90,070 89,985 0— 0,050 0,085 — — Картер •— диаметр гнезда заднего под- шипника промежу- точного вала Подшипник — на- ружный диаметр 12О+0’035 12°-0,015 120,07 119,985 0— 0,050 0,085 — — Картер — диаметр отверстия под задний конец оси блока ше- стерен заднего хода Ось — диаметр зад- ней шейки 32+0,027 004-0,027 4- 0,009 32,050 32,000 0,018 0,050 0,027 0,027 Картер — диаметр отверстия под перед- ний конец оси блока шестерен заднего хода Ось •— диаметр пе- редней шейки 26+ 0,023 ос—0,008 z —0,022 26,045 25,960 0,008— 0,045 0,085 — — 203
Продолжение прилож. 2 Размер, мм Зазор ММ Натяг, мм Детали номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта L Ведущий вал — диа- метр гнезда под под- шипник Роликовый под- шипник ведомого вала без наружного коль- ца— наружный диа- метр Ведущий вал — диа- метр шейки под пе- редний подшипник Подшипник — внут- ренний диаметр Ведущий вал — диа- метр шейки под зад- ний подшипник Подшипник — внут- ренний диаметр Промежуточный вал — диаметр шейки под передний подшип- ник Подшипник — внут- ренний диаметр Промежуточный вал — диаметр шейки под шестерню второй передачи Шестерня второй передачи — диаметр посадочного отвер- стия Промежуточный вал — диаметр шейки под шестерню третьей передачи Шестерня третьей передачи — диаметр посадочного отвер- стия Промежуточный вал — диаметр шейки под шестерню пятой передачи Шестерня пятой пе- редачи — диаметр по- садочного отверстия 77,5+0,02 77 к—0,040 '' , ОДО, 055 пк—0,02 zo-0,04 2^—o,oi 70±0,01 70—0,015 40 ±0,008 40_0>012 со п+0,065 D°’Z+0,045 68,2+0’03 со+0,065 Оо+0,045 68+0’03 /?к+0,065 °°+0,045 65+0,03 77,620 77,445 24,950 25,000 69,980 70,000 39,980 40,000 68,240 68,245 68,040 68,045 65,040 65,045 0,040— 0,075 0,010— 0,040 0,010 0,008 0,175 0,050 0,020 0,020 0,025 0,020 0,Ols- О. 065 0,015— 0,065 0,015— 0,065 0,025 0,020 Подбор без зазора Подбор без зазора Подбор без зазора 204
Продолжение прилож. 2 Детали Размер, мм Зазор, мм Натяг, мм номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта Промежуточный вал — диаметр шейки под шестерню отбора со+0,065 W±0,045 60,040 мощности — — 0,015— Подбор Шестерня отбора 6О+0’03 60,045 0,065 без мощности — диаметр посадочного отвер- зазора стия гк+0,055 °°+0,045 Промежуточный вал— диаметр шейки под шестерню привода промежуточного вала 55,040 0,015— Прибор 55+о,оз Шестерня привода 55,045 0,1)6Ь без промежуточного ва- ла — диаметр поса- дочного отверстия зазора Промежуточный вал — диаметр шейки под задний подшип- 45±0,008 44,980 0,008 0,020 ник 0,020 0,020 Подшипник — внут- ренний диаметр 0,012 45,000 Ведомый вал — диа- 40 ±0,008 39,980 метр шейки под пе- редний подшипник 0,008 0,020 0,020 0,020 Подшипник без на- 40 0,012 40,000 ружного кольца — внутренний диаметр 70—0,095 '°-0,145 Ведомый вал — диа- метр шейки под ше- стерню второй переда- чи 77,800 0,065— 0,260 70+0,020 '°+ 0,030 Шестерня второй передачи — диаметр посадочного отвер- стия 78,060 0,165 Ведомый вал — диа- метр шейки под зад- ний подшипник 55±0,01 54,980 0,010 0,020 0,025 0,025 Подшипник внут- ренний диаметр 0,015 55,00 Ведомый вал — диа- со + 0,03 °°+0,01 68,000 метр шейки под рас- порную втулку ше- стерен второй и треть- ей передач 0,020 0,040 0,030 0,030 Втулка распор- ная — внутренний диаметр 68+0,03 68,040 205
Продолжение прилож. 2 Детали Размер, мм Зазор, мм Натяг, мм номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонту Ведомый вал — диа- 66±0,01 65,980 метр шейки под втул- ку шестерни третьей передачи Втулка шестерни третьей передачи внутренний диаметр 66+0,03 66,040 0,040 0,060 0,010 0,010 Ведомый вал — диа- 56±0,01 55,980 метр шейки под втул- ку шестерни пятой пе- редачи Втулка шестерни пятой передачи — внутренний диаметр 56^ 0,03 56,040 0,040 0,060 0,010 0,010 Ведомый вал — ши- тд—0,005 0,12 13,800 рина шлицев под синхронизатор чет- вертои и пятой пере- дач Каретка синхрони- 0,140— 0,400 — — 14+0,14 1Ч+0,08 14,200 0,260 затора четвертой и пятой передач — ши- рина впадины шли- цев Ведомый вал — по- гл—0,025 ° —0,050 49,920 садочный диаметр под синхронизатор четвертой и пятой пе- редач Каретка синхрони- затора четвертой и пя- той передач — внут- ренний диаметр 50,060 0,025— 0,089 0,140 — — 5О+о,оз9 Ведомый вал — по- садочный диаметр под ci 7—0,040 °1» '—0,075 81,575 шестерню первой пе- редачи и заднего хо- 0,040— 0,195 — — да Шестерня первой 81 7 + 0»035 31,770 0,110 передачи и заднего хода — внутренний диаметр Ведомый вал — диа- метр шейки под фла- нец крепления карда- 3 —0,0) 54,920 0,030— 0,150 на Фланец кардана — посадочный диаметр 55+о,оз 55,070 0,090 206
Продолжение прилож. 2 Размер, мм Зазор, мм Натяг, мм Детали номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта номиналь- ный i допусти- мый без ремонта Ведомый вал — ши- рина шлицев под фла- нец крепления карда- на Фланец кардана — ширина впадины шли- цев Q—0,03 у—0,09 g 4-0,046 8,800 9,200 0,030— 0,136 0,400 Шестерня третьей передачи ведомого вала — диаметр от- верстия Втулка шестерни третьей передачи — наружный диаметр 784-0,03 70—-0,035 1 °- 0,065 78,060 77,800 0,065— 0,165 0,260 — Шестерня пятой пе- редачи ведомого ва- ла — диаметр отвер- стия Втулка шестерни пятой передачи — на- ружный диаметр 68+°>03 до—0,035 68,060 67,800 0,065— 0,165 0,260 — — Блок шестерен зад- него хода — диаметр посадочного отвер- стия Ось блока—диа- метр под подшипник (зазоры указаны при установке на ролико- вый подшипник с ди- аметром ролика Ю_о,О12 мм) г-9+0,042 oz+0,012 32—0,017 52,142 31,930 0,012— 0,083 0,236 — — Синхронизатор вто- рой и третьей пере- дач — посадочный диаметр каретки Распорная втулка шестерен второй и третьей передач — по- садочный диаметр 96+0’054 о6-0,120 УО-0,175 96,075 95,765 0,120— 0,229 0,310 — — Верхняя крышка коробки передач — диаметр отверстий под штоки Штоки вилок — на- ружный диаметр оо4-0,28 ZZ4-0,14 92 zz— 0,045 22,400 21,920 0,140— 0,325 0,480 — 207
Продолжение прилож. 2 Размер, мм Зазор, мм Натяг, мм Детали номиналь- «Й 3 а допусти- мый без ремонта ном и на ль- i ный 1 допусти- мый без ремонта номиналь- ный допусти- j мый без 1 ремонта Ось ведомой ше- стерни масляного на- соса — наружный диа- метр Ведомая шестерня масляного насоса — диаметр посадочного отверстия Ось ведомой ше- стерни масляного на- соса— наружный диа- метр Корпус масляного насоса — диаметр от- верстия под ось ведо- мой шестерни Валик ведущей ше- стерни масляного на- соса — наружный диаметр Корпус насоса — диаметр отверстия под валик ведущей шестерни Валик ведущей ше- стерни масляного на- соса — наружный диа- метр Основание насоса — диаметр отверстия под валик ведущей шестерни Валик ведущей ше- стерни масляного на- соса — наружный диаметр Ведущая шестерня насоса — диаметр по- садочного отверстия 0,012 |Д + 0,040 1Ч: + 0,016 14—0,012 .д—0,015 1 —0,034 14 1 —0,012 i д+0,040 1Ч:+0,016 14—0,012 14+0,040 -I0/J16 14—0,012 -.л—0,015 1 — 0,034 13,950 14,060 13,950 14,000 13,950 14,060 13,950 14,060 13,950 14,000 0,016— 0,052 0,016— 0,052 0,016— 0,052 0,110 0,050 0,110 0,110 0,050 0,034— 0,003 0,034— 0,003 0,034 0,084- Сцепление Ступица ведомого диска сцепления — ширина впадины шлиц Ведущий вал ко- робки передач — тол- щина шлиц под сту- пицу ведомого диска g+0,05 к-0,10 —0,15 6,25 5,70 0,100— 0,200 0,550 — — 2С8
Продолжение прилож. 2 Размер, мм Зазор, мм Натяг, мм Детали номиналь- ный допусти- мый без ремонта номиналь- ный допусти- мый без ремонта номиналь- ный допусти- ' мый без ремонта Картер сцепления — диаметр отверстия под вал вилки выклю- чения сцепления Вал вилки выклю- чения сцепления — наружный диаметр по 4-0,085 zo 4-0,025 по—0,06 zo—0,13 28,200 27,800 0,085— 0,215 0,400 — — Нажимный диск сцепления •— диаметр отверстия под ось от- тяжных рычагов Ось оттяжных ры- чагов — наружный диаметр Ю8+°>035 10 "8—0,012 10,850 10,780 0— 0,047 0,070 — — Нажимный диск сцепления — ширина паза под оттяжные рычаги Оттяжной рычаг сцепления — посадоч- ная толщина 16+0’18 Ю+0,05 16“ 0,06 1 —0,18 16,400 15,650 0,120- 0,360 0,760 — — Вилка оттяжных рычагов — диаметр отверстия под ось Ось оттяжных ры- чагов — наружный диаметр 10,8+0’035 10.8_ 0,012 10,850 10,780 0— 0,047 0,070 — — Оттяжной рычаг сцепления — диаметр отверстия под ось Ось оттяжных ры- чагов — наружный диаметр. Зазоры ука- заны при установке на игольчатые под- шипники с диаметром иголки 2-0,01 мм) 14 ft+0'18 1ч>°+0,05 Ю.8—0,012 15,02 10,78 0,060— 0,212 0,260 — — 209
ПРИЛОЖЕНИЕ 3 ПОДШИПНИКИ КАЧЕНИЯ ДВИГАТЕЛЕЙ ЯМЗ-236 и ЯМЗ-238 Рис. 143. Подшипники качения Количество на один двигатель № по схеме на 143 У словное обозначение Тип Размеры, мм Место установки ЯМЗ-236, ЯМЗ-238, ЯМЗ-238А СО ся СО £ СЙ, cog см СО О' txt? 1 2 3 4 5 6 7 8 203 303 203 205К 305 8103 180603КС9 180502КС9 Шариковый ра- диальный одно- рядный То же Шариковый упорный одно- рядный Шариковый ра- диальный одно- рядный с двусто- ронним уплотне- нием То же 17Х40Х Х12 17Х47Х хи 17Х40Х Х12 25Х52Х Х15 25Х62Х Х17 17X30X9 17Х47Х Х19 15x35x14 Водяной насос То же Натяжное уст- ройство привода компрессора Привод венти- лятора То же Фильтр центро- бежной очистки масла Генератор » 1 1 2 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 2 1 1 1 1 1 210
Продолжение прилож. 3 № по схеме на рис. II 143 Условное обозначение Тип Размеры, мм Место установки Количество на один двигатель Si С4 сЗ rococo £££ СК, СО СК, ЯМЗ-23ЯГ ЯМЗ-238И, ЯМЗ-238К 9 305 Шариковый ра- диальный одно- рядный 25Х62Х Х17 Привод топлив- ного насоса 1 1 1 10 205К То же 25x52x15 То же I 1 I 11 7204К1 Роликовый ко- нический одно- рядный 20Х47Х Х15 Топливный на- сос высокого дав- ления 2 2 2 12 926200 Шариковый ра- диальный одно- рядный Шариковый ра- диальный одно- рядный с канавкой на наружном коль- це 10X30X9 Регулятор числа оборотов 2 2 2 13 50202 15X35 х хи То же 1 1 1 14 236-1110064 Шарик BIV (ГОСТ 3722—60) 0 з » 27 27 27 15 201-1007196 Ролик (ГОСТ 6870—54) Э 1,5X14 Толкатель 312* 416 416 416 16 60205КУ Шариковый ра- диальный одно- рядный 25 X52X Х15 Ведущий вал коробки передач (передний) 1 -— — 17 9588214К1 Шариковый упорный одноряд- ный с кожухом 70ХЮ5Х Х21 Муфта выключе- ния сцепления 1 1 18 50314 Шариковый ра- диальный одно- рядный со стопор- ной канавкой 70Х150Х Х35 Ведущий вал ко- робки передач (задний) 1 19 502308КЛ1 Роликовый ра- диальный одно- рядный без наруж- ного кольца 40x77,5х Х23 Ведомый вал ко- робки передач (пе- редний) 1 — — 20 50411 Шариковый ра- диальный одно- рядный со стопор- ной канавкой 55Х140Х хзз Ведомый вал ко- робки передач (задний) 1 — — 21 50409 То же 45X120X Х29 Промежуточ- ный вал коробки передач (задний) 1 -— -— 22 64907 Роликовый ра- диальный одно- рядный без колец 32Х52Х Х49 Блок шестерен заднего хода ко- робки передач 2 *— -— 23 102308М Роликовый ра- диальный одно- рядный без сепара- тора | 40Х90Х Х23 Промежуточный вал коробки пере- дач (передний под- шипник) 1 • Для двигателя ЯМЗ-236. 211
Продолжение прилож. 3 № по схеме на рис. II Условное обозначение Тип Размеры, мм Место установки Количество на один двигатель ЯМЗ-23Ч, ЯМЗ-238, ЯМЗ-238А ЯМЗ-238Г ЯМЗ-238И, ЯМЗ-238К 24 236-1601270- Б Ролик иголь- чатый (ГОСТ 6870—54) 0 2X16 Сцепление 160 160 — ПРИЛОЖЕНИЕ 4 САЛЬНИКИ РЕЗИНОАРМИРОВАННЫЕ Рис. 144. Сальники резиноармированные | № иа рис. 144 II Обозначение Наименование Размеры, мм Количество на один двигатель d вала D ь h гссо'те со со со СТ СТ СТ СО СО ГО £££ cetxtyt ЯМЗ-238Г, ЯМЗ-238И, ЯМЗ-238К 1 201-1005034-БЗ Передний сальник коленчатого вала 64 95 11 11 1 1 2 236-1005160-А2 Задний сальник ко- ленчатого вала 140 170 16 14 1 1 3 236-1029240 Сальник вала при- вода топливного на- соса 24 46 14 10 1 1 4 236-1307090 Сальник водяного насоса 17 32 —• 8 1 1 212
Продолжение прилож. 4 № на рис. 144 II Обозначение Наименование Размеры, мм Количество иа один двигатель d вала D ь Л ЯМЗ-233, ЯМЗ-238, ЯМЗ-238А ЯМЗ-238Г, ЯМЗ-238И, ЯМЗ-238К 2 210-1701230 Сальник привода вентилятора 38 60 — 10 1 1 1 236-1111186-А Сальник корпуса регулятора числа обо- ротов 20 42 10 1 1 1 236-1111186-А Сальник крышки подшипника топлив- ного насоса высокого давления 20 42 10 1 1 1 236-1121090-А Сальник корпуса автоматической муф- ты опережения впрыс- ка 75 94 10 1 1 4 236-1121066 Сальник ведущей полумуфты автома- тической муфты опе- режения впрыска 28 43 10 5 1 1 2 236-1701230 Сальник крышки заднего подшипника коробки передач 38 60 10 1 3 210-1701210-А Сальник крышки заднего подшипника ведомого вала короб- ки передач 70 92 16 12 1 1 ПРИЛОЖЕНИЕ 5 МОМЕНТЫ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИИ Резьбовые соединения Момент затяжки Болты крепления: крышек коренных подшипников » шатунов картера маховика кронштейна передней опоры двигателя осей коромысел картера сцепления к картеру коробки передач картера сцепления к картеру маховика Гайки: шпилек крепления головки цилиндров: в холодном состоянии в горячем состоянии скоб крепления форсунок крепления муфты опережения впрыска распылителя форсунки крепления шестерни распределительного вала крепления ведомой шестерни привода топливного насоса Штуцера ТНВД Штуцер форсунки 30—32 17—19 8—10 9—11 12—15 14—16 7—8 22—24 24—26 5—6 10—12 7—8 27—32 14—18 10—12 8—10 213
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ Ьлок выпрямительный 120 Болт толкателя плунжера ТНВД 76 Вал кулачковый ТНВД 76 — ведомый коробки передач 169, 170 — ведущий масляного насоса 60 --- коробки передач 169 — привода вентилятора 111 (рис. 91) ---ТНВД 80 — промежуточный коробки передач 169 — распределительный 46—52 Валик водяного насоса 108 Венец маховика 38 (рис. 41), 39 Вентилятор 109—113 Втулка клапана направляющая 42 — распорная шестерен ведомого вала ко- робки передач 170 — резьбовая (ввертыш) 16 (табл. 3) — сальника водяного насоса 108 Генераторы переменного тока 117, 118 (рис. 98)—121 Головка цилиндров 39 Демпфер ведомого диска сцепления 152, 153 Державка грузов регулятора числа оборо- тов 83 Диск сцепления ведомый 151 (рис. 123), 152 ---нажимный 152 (рис» 122) Заборник масляного насоса 60, 61, Изменение конструкции топливной аппара- туры 67—70 Испытание двигателя 138—144 - — коробок передач 182 — масляного насоса 61—62 — нагнетательного клапана ТНВД 78 — плунжерных пар 78 — ТНВД в сборе с регулятором числа обо- ротов и топливоподкачивающим насосом 91, 100 Картер коробки передач 166 Катушка возбуждения генератора постоян- ного тока 115, 116 Клапан впускной 43 — выпускной 43 — нагнетательный ТНВД 77, 78 — системы смазки 60 (рис. 60) Клеймо ремонта 16 (табл. 2), 46 (табл. 11, 12), 47 Колпак фильтра грубой очистки масла 63, 64 Кольцо распорное коромысла 44 Комплектация двигателя 182—186 Контроль шестерен 53 Корпус водяного насоса 106—107 (рис. 88), 108 нагнетающей секции масляного насо- са 57 (рис. 57), 58 (рис. 58) — привода вентилятора 1Ю, 111 (рис. 90) радиаторной секции масляного иасоса 58 (рис. 58) — • сальника водяного насоса 108 — стартера 124 — фильтра грубой очистки масла 62, 63 (рис. 61) Коробка передач 157, 158 (рис. 126), 159 (рис. 127) — 182 Коромысло клапана 43 (рис. 46), 44 (рис. 47) Корректор регулятора числа оборотов 83 214 Крыльчатка вентилятора 112 — водяного насоса 108 Крышка верхняя коробки передач 172 — генератора переменного тока 120 — подшипника ведомого вала коробкн пе- редач 172 — шестерен распределения 52, 53 (рис. 53) Кулачок распределительного вала 47—51 Мастер — кулачок 48 (табл. 13, 14), 50 (табл. 15, 16), 51 (табл. 17, 18) Маховик 33—35 (рис. 34, 35), 36 (рис. 36, 37), 37 (рис. 38, 39), 38 (рнс. 40) Механизм переключения коробки передач 173 Моментоскоп 96 (рис. 81) Муфта автоматическая опережения впрыс- ка 85 — выключения сцепления 154 — грузов регулятора числа оборотов 83 — упругая привода вентилятора 112 Насос водяной 105 (рис. 86), 106 — масляный двигателя 56—62 --- коробки передач 173 — топливный высокого давления 70—72 (рис. 66)—81 — топливоподкачнвающнй 88, 89 (рис. 79) Обкатка двигателя горячая 141 — 144 — — холодная 139—140 — ТНВД 92 Обмотка ротора генератора переменного тока 118 — статора генератора переменного тока 119 Ось блока шестерен заднего хода коробки передач 170 — ведомой шестерни масляного насоса 60 (рнс. 59) — коромысла 43 (рис. 46), 44 — промежуточной шестерни масляного на- соса 60 —• ролика толкателя 55 — ротора фильтра центробежной очистки масла 65 — толкателя 56 Паста притирочная 44, 45 Поводок переключения передач 173 Подшипники коробки передач 173 Полумуфта привода ТНВД 81 Привод вентилятора 109—113 — спидометра 173 — ТНВД 80 Приемка двигателя 144 Приспособление для разборки и сборки автоматической муфты опережения впрыс- ка 85 (рис. 75) --------- ТНВД 71 (рис. 65), 73 ---------топливоподкачивающего насоса 88 (рис. 78) — для установки клапанов 39 Притирка клапана 44, 45 (рис. 48) Проверка генератора переменного тока 121 постоянного тока 113 (рис. 93) — стартера 122, 123 Профиль кулачка распределительного ва- ла 47 (рис. 50) Пружина клапана 43 — сальника водяного насоса 109 — сцепления 154 Пята упорная регулятора числа оборотов 83
Разборка автоматической муфты опереже- ния впрыска 85 — ведомого вала коробки передач 162 — ведущего вала коробки передач 162 — верхней крышки коробки передач 164, 165 — водяного насоса 105, 106 — генератора переменного тока 117, 118 — — постоянного тока 113, 114 — картера коробки передач 165, 166 — коробки передач 160—166 — крышки заднего подшипника коробки передач 166 — масляного насоса коробки передач 165 • — механизма дистанционного переключе- ния коробок передач ЯМЗ-236 и ЯМЗ-236П 165 — опоры рычага переключения коробки пе- редач ЯМЗ-236Н 165 — регулятора числа оборотов 81, 82 — стартера 123 — сцепления полная 149—150 — ТНВД 73, 74 — топливоподкачивающего насоса 88, 89 — фильтра грубой очистки масла 62 — — центробежной очистки масла 64, 65 — форсунки 101 Растворы для промывки топливной аппа- ратуры 70, 71 Регулировка реле стартера 126, 127 (рис. 107) — сцепления 156, 157, 186 — ТНВД 91—93 — — в сборе с регулятором числа оборотов и топливоподкачивающим насосом, 91, 95 Регулятор числа оборотов 81—85 Рейка ТНВД 76 Реле привода стартера 125, 126 Ремонт деталей коробки передач 166—173 Ролик толкателя 55 Ротор фильтра центробежной очистки мас- ла 66 Рычаги оттяжные сцепления 154 Сальники генератора 116 Сборка автоматической муфты опережения впрыска 87 — ведомого вала коробки передач 175, 176 — — диска сцепления 153, 154 — ведущего вала коробки передач 175 — верхней крышки коробки передач 176, 177 (рис. 137) — генератора переменного тока 121 — — постоянного тока 116, 117 — двигателя 127—138 — коробки передач 173—182 — масляного насоса двигателя 61 — 179СЛЯНОГ° НаСоСа К0Р°бки передач 178, — механизма дистанционного переключе- ния коробок передач ЯМЗ-236 и ЯМЗ-236П 178 — нажимного комплекта сцепления 155 — насосной секции ТНВД 79 — • привода вентилятора 112 - — промежуточного вала коробки передач — регулятора числа оборотов 84 — рычага переключения коробки передач^ ЯМЗ-236Н 178 — стартера 126 — сцепления 155—157 — ТНВД 79 — топливоподкачивающего насоса 90, 91 — фильтра грубой очистки масла 64 — — центробежной очистки масла 66 — форсунки 102—104 Седло клапана впускного 41 (рис. 44) ---выпускного 41 (рис. 44), 42 (рис. 45) Синхронизаторы 170—171 Система охлаждения 105—113 Стакан форсунки 40 Стартер 122 (рис. 104)—127 Стенд для регулировки ТНВД 93 Сцепление 144—157 Съемник втулки шестерни регулятора чис- ла оборотов 81, 83 (рис. 74) — нагнетательного клапана 74 (рис. 68) — подшипников кулачкового вала ТНВД 76 (рис. 70) Толкатель 54—56 (рнс. 56) — плунжера ТНВД 75 Топливоподкачивающий насос 88, 89 (рис. 78)—91 Трубки масляного насоса 61 Установка генератора на двигатель 183 — для контроля и сортировки нагнетатель- ных клапанов ТНВД 78 (рис. 71) — сцепления 184 Фильтр грубой очистки масла 62, 63 (рис. 61), 64 — центробежной очистки масла 64, 65 (рнс. 62)—67 Фланец крепления карданного вала 172 — полумуфты привода ТНВД 80 Форсунка 101 (рис. 83)—104 Шайба замковая шестерни коробки пере- дач 171 — полумуфты привода ТНВД 81 — упорная коробки передач 171 Шарикоподшипники генератора 116 Шестерни коробки передач 166, 167 (табл. 29), 168 (табл. 30, 31) — масляного насоса 59 — привода агрегатов 53 — распределительного вала 52 Шкив водяного насоса 109 Шпонка замковая ведомого вала коробки передач 172 — распределительного вала 47 (рис. 49) Штанга толкателя 56 Щетки генератора постоянного тока 116 - стартера 126 Щеткодержатели 116, 124 Элемент фильтра грубой очистки масла 63 Якорь генератора постоянного тока 114, 115 — реле привода стартера 124, 125
ОГЛАВЛЕНИЕ Предисловие.......................................................... 3 I. Разборка двигателя............................................. 5 II. Кривошипно-шатунный и газораспределительный механизмы .... 13 Блок цилиндров..................................................13 Коленчатый вал .................................................19 Головка цилиндров ............................................. 39 Распределительный вал.......................................... 46 Шестерни привода агрегатов..................................... 53 Толкатель ......................................................54 III. Система смазки.............................................. 56 Масляный насос..................................................56 Фильтр грубой очистки масла.....................................62 Фильтр центробежной очистки масла.............................. 64 IV. Топливная аппаратура ......................................... 67 Основные изменения конструкции и особенности работы топливной аппаратуры..................................................... 67 Топливный насос высокого давления............................. 70 Привод топливного насоса.......................................80 Регулятор числа оборотов ..................................... 81 Автоматическая муфта опережения впрыска....................... 85 Топливоподкачивающий насос.................................... 88 Форсунка....................................................... Ю1 V. Система охлаждения............................................105 Водяной насос.................................................. Ю5 Вентилятор и его привод........................................109 VI. Электрооборудование ..................................ИЗ Генераторы постоянного тока.....................................ИЗ Генераторы переменного тока....................................И7 Замена генератора Г-270А генератором Г-Й71.....................121 Стартер........................................................122 VII. Сборка и испытание двигателя . ................................127 Технология сборки двигателя ................................ 128 Приработка и испытание двигателя......................... . 138 VIII. Сцепление.................................................... 144 Конструктивные особенности сцеплений ЯМЗ..................... 144 Разборка сцепления ........................................... 149 Ремонт деталей сцепления ..................................... 150 Сборка сцепления ............................................. 155 IX. Коробка передач...............................................157 Разборка коробки передач ..................................... 160 Ремонт деталей коробки передач ............................... 166 Сборка и испытание коробки передач .......................... .173 X. Комплектация двигателя.......................................182 Приложение 1. Технические характеристики двигателей.................187 Приложение 2. Размеры, зазоры и натяги в основных сопряжениях . . . 192 Приложение 3. Подшипники качения двигателей ЯМЗ-236 и ЯМЗ-238 . . 210 Приложение 4. Сальники резиноармированные...........................212 Приложение 5. Моменты затяжки резьбовых соединений .................213 Предметный указатель ........................................... 214
- Главная
- Техническая информация
- Каталоги, руководства по эксплуатации и инструкции на двигатели ЯМЗ ОАО «Ярославский моторный завод» Автодизель