т Совет народного хозяйства Белорусского экономического административного района МОЛОДЕЧНЕНСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД Универсальный вертикально- сверлильный станок Модель 2Н118 Руководство к станку г. МОЛОДЕЧНО
Содержание Стр, I Назначение и область применения станка 3 II Распаковка и транспортировка станка 3 Указания по распаковке и транспортировке 3 Схема транспортировки станка 4 III £5 Фундамент станка, монтаж, установка Указания по установке станка 5 Установочный чертеж 6 IV ’ Подготовка станка к первоначальному пуску 7 V J Паспорт станка 8 Спецификация узлов станка 9 Спецификация органов управления 9 Общий вид станка 9 Основные данные станка 10 Габарит рабочего пространства. Посадоч- ные и присоединительные базы станка 11 Габарит станка в плане и план фундамента 11 Механика гл. движения 12 Механика подач 13 Сведения о ремонте станка 14 Измененйя в станке 14 Спецификация зубчатых и червячных колес, винтов, гаек и шкивов 15 Кинематическая схема _ч 16 VI Описание конструкции станка Общая компановка станка 17 Колонна, стол, плита , ( 18 Коробка скоростей ’ 19 Коробка подач 20 Сверлильная головка 21 Шпиндель 23 VII Электрооборудование Управление станком ' 24 Торможение шпинделя 24 Реле времени 25 Работа электросхемы 25 Защита 25 Принципиальная электросхема 25 VIII Схема смазки станка Спецификация к схеме смазки 27 Указания по обслуживанию смазочной сис- темы станка 27 IX Первоначальный пуск станка Указания по технике безопасности 28 X f Настройка и наладка станка Наладка станка на работу с ручной подачей 28 Наладка станка на работу с выключением подачи на заданной глубине 28 Наладка станка на автоматическую нарез- ку резьбы 29 XI i. . Регулировка станка 29 Спецификация подшипников качения 30 Схема расположения подшипников 30 Ведомость комплектации 31 Акт приемки 33 Спецификация запасных частей и чертежи деталей 40
I. Назначение и область применения станка Универсальный вертикально-сверлильный станок модели 2Н118 с условным диаметром сверления 18 мм предназначен для выполнения следующих операций: сверления, рассверли- вания, нарезания резьбы и подрезки торцев ножами. Станок приспособлен для использования в инструментальных, экспериментальных и в производственных цехах с индивидуальным выпуском продукции. Отнесенный к условному диаметру сверления 18 мм, станок допускает обработку де- талей с усилием подачи до 560 кг и крутящим моментом До 880 кг/см. Пределы чисел оборотов и подач шпинделя позволяют обрабатывать широкий диапа- зон отверстий на рациональных режимах резания. II. Распаковка и транспортировка станка Указание по распаковке и транспортировке При погрузке и выгрузке краном ящика ни в коем случае не допускаются: сильный наклон его в стороны, удары дном или боками, сильные сотрясения и рывки при подъеме и опускании. В случае погрузки и выгрузки упакованного в ящик станка по наклонной плоскости на катках, угол наклона ее должен быть не более 15°, при этом не допускается: а) подкладывать под ящик катки диаметром более 604-70 мм; б) ставить ящик на ребро, кантовать и сильно наклонять его. После вскрытия упаковки следует проверить наружное состояние узлов и деталей станка, наличие всех принадлежностей и других материалов, согласно ведомости комплек- тации. Для устранения опасностей повреждения деталей станка распаковочным инструмен- том, вскрытие ящика рекомендуется производить в следующем порядке: вначале снимается верхний щит упаковочного ящика, а затем боковые. Внутризаводскую транспортировку распакованного станка краном следует произво- дить согласно схеме транспортировки, при этом необходимо следить за тем, чтобы не бы- ли повреждены выступающие части его. Натянутые канаты не должны касаться легко де- формируемых деталей, маховичков, обработанных частей, острых углов деталей, консольно укрепленных узлов и т. п. Для этого в соответствующих местах под канаты подкладываются деревянные бруски. Для транспортировки рекомендуется использовать пеньковые канаты, по прочности обеспечивающие поднятие веса, указанного на схеме транспортировки. Удалив упаковку, необходимо тщательно смыть чистой хлопчатобумажной ветошью, слегка смоченной в нитрорастворе, пыль, грязь и антикоррозийное покрытие, которым по- крываются обработанные поверхности станка на время перевозки. Применение бензина для промывки станка не допускается. После промывки очищенные поверхности надо насухо протереть чистой тканью и слегка смазать машинным маслом во избежание ржавления. г. Молодечно Универсальный вертикально-сверлильный станок Модель 2Н118 станкозавод Руководство к станку 1. Назначение и область применения станка. Стра- ница 3 Всего страниц 42 2. Зак. 2185.
Схема транспортировки станка г. Молодечно станкозавод Универсальным вертикально-сверлильный станок Модель 2Н118 Руководство к станку II. Распаковка и транспортировка станка Стра- ница 4 Всего страниц 42
III. Фундамент станка, монтаж, установка Указания по установке станка Установка станка на фундамент производится согласно установочному чертежу. Фундамент должен выстояться и окрепнуть до установки станка. Пустота и трещины в затвердевшем фундаменте не допускаются. Точность работы станка в значительной мере зависит от правильности его установки. Выверка станка на фундаменте производится фри помощи чувствительного уровня. Необходимая точность установки в продольном и поперечном направлении 0,01-t-0,02 на 1000 мм. При кладке фундамента необходимо предусмотреть четыре колодца сечением 90x90 и глубиной 280 мм для фундаментных болтов. После выверки станка фундаментные болты заливаются цементным раствором 1 :3 (одна часть цемента и три части песка). После затвердевания бетона следует затянуть гайки фундаментных болтов, проверяя положение станка по уровню. Затяжка болтов должна производиться равномерно и плавно. После затяжки болтов под станок подливается цементный раствор и ведется окончательная отделка фундамента. Глубина заложения фундамента выбирается в зависимости от грунта, но не менее 300 мм. При опробовании станок должен работать плавно без вибраций и биения. При наличии железобетонного пола устройство специального фундамента не обя- зательно. Однако, в этом случае необходимо предусмотреть колодец под винт подъема стола. г. Молодечно Универсальный вертикально-сверлильный станок Модель 2Н118 станкозавод Руководство к станку III. Фундамент станка, монтаж, установка Стра- ница 5 Всего страниц 42
IV. Подготовка станка к нервоначальному пуску После окончания установки станка на фундамент необходимо смыть антикоррозий- ное покрытие и промыть механизмы станка. Промытые наружные поверхности протираются чистой тряпкой и для предохранения от ржавления покрываются тонким слоем масла. Ни в коем случае не разрешается употреб- лять для очистки станка металлические предметы. После снятия антикоррозийного покрытия и промывки станка необходимо: а) произвести чистку и удаление смазки для консервации с контактов; б) произвести смазку станка; в) проверить состояние электроаппаратуры, состояние прочности изоляции проводов, обмоток электрических машин и аппаратов; г) проверить величину сопротивления заземления, подведенного к станку от цехового контура заземления; д) залить эмульсию в бак охлаждения. Места смазки, качество и марка масла указаны в разделе «Смазка станка». г. Молодечно станкозавод Универсальный вертикально-сверлильный станок Модель 2Н118 Руководство к станку IV. Подготовка станка к первоначальному пуску Стра- ница 7 Всего страниц 42 3. Зак. 2185.
Завод V. ПАСПОРТ вертикально-сверлильного станка Инвентарный № Места установки в цехе Дата пуска станка в эксплу- атацию Цех уип Универсальный вертикально-сверлильный станок Модель 2Н118 Завод-изготовитель Станкозавод г. Молодечно Заводской № Назначение станка Для выполнения всех видов сверлильных работ Год выпуска Габарит станка длина 870 мм ширина 590 мм высота 2080 мм Вес стан- ка в кг 450 г. Молодечно станкозавод Универсальный вертикально-сверлильный станок Модель 2Н118 Руководство к станку V. Паспорт станка Стра- ница 8 Всего страниц 42
Общий вид станка с обозначением узлов и о
Общий вид станка с обозначением узлов и органов управления кврАа скоростей 9 8 Узел /У 02 Улекглроодорчдобоние Узел у/о колонна, атол, плита коротка подач Узел rfho ГолоВка еЗерлильна Узел м5О_____ Шпиндель Узел н SO Охлаждение /к г. Молодечно Универсальный верти) станкозавод РуКОВОД!
щий вид станка с обозначением узлов и органов управления кор&Зк® скоростей У&ел у/о колонну атолрлита 8 Узел ^92 ОлектроодорудобониеХ ? 8 коротко подач Узел/Ш>О ГолоВка сЗерлильмЯ) Узел н5О Шпиндель Узел м 30 Охлаждение г. Молодечно Универсальный вертикально-сверлильный станок станкозавод Руководство к станку
органов управления /5 <4 Узел н<о колонна, отол, плита Узел У9О коротко скоростей Узел удО коротка подоч Узел У ko бозначением узлов и ГдлоВка еВерлильнан Узел н 50 Шпиндель Узел н <90 Охлаждение 92 удобоние г. Молодечно станкозавод Универсальный вертикально-сверлильный станок Модель 2Н118 Руководство к станку К стра- нице 9 Всего страниц 42
Спецификация узлов станка №№ п. п. № узла Наименование узла К-во на станок Примечание 1 10 Колонна,стол, плита \1 2 20 Коробка скоростей 1 3 30 Коробка подач 1 4 40 Сверлильная головка 1 5 50 Шпиндель 1 6 80 Охлаждение 1 7 92 Электрооборудование комплект Спецификация органов управления №№ п. п. Наименование органов управления 1 Выключатель освещения 2 Выключатель насоса охлаждения 3 Вводный автоматический выключатель 4 5 Рукоятка управления механизма подачи Кнопка включения механической подачи 10 12 13 14 Рукоятка переключения подач Кнопочная станция «Вправо», «Влево», «Стоп». Рукоятка переключения скоростей Рукоятки зажима сверлильной головки Болты для регулировки клина сверлильной головки Рукоятка зажима стола Болты для регулировки клина стола Рукоятка подъема стола Квадрат валика механизма подъема сверлильной головки Кулачки настройки циклов работы 15 г. Молодечно Универсальный вертикально-сверлильный станок Модель 2Н118 станкозавод Руководство к станку V. Паспорт станка Стра- Всего страниц 42 ница у 6 7 8 9 И
Основные данные станка Основные размеры -Д L у Характеристика узлов станка Наиб, диаметр сверления в мм 18 Шпиндель и шпиндельн. головка Перемещение шпинделя на 1 оборот маховичка рукоятки в мм но Конус Морзе шпинделя № 2 Цена деления лимба в мм 1 Наиб, осевое перемещение шпинделя в мм 150 Скорость быстрого перемещения в м/мин шпинделя головки Вылет шпинделя в мм 200 Мелкая ручная Подача шпинделя Нет Расстояние от конца шпинделя до стола в мм Наиб. 650 Автоматическое изменение подачи при выходе сверла из отверстия Нет Наим. 0 Для многошпиндельных станков Число шпинделей . 1 4 Перемещение шпиндельной головки на 1 оборот маховичка в мм 4,4 При, диаметре сверления Наиб, перемещение шпиндельной головки в мм 300 Расстояние меж- ду осями шпинделей в мм Наим. Длина линейки для измерения глубины свер- ления в мм — Наиб. Наибольшая . площадь обсверливания Длина Цена деления линейки в мм — Ширина Устройства, механизирующие и автомати- зирующие работу станка Стол Наиб, вертикальное перемещение стола 350 Перемещение на 1 оборот маховичка, рукоятки в мм 2.4 Устройство для выбивки инструмента из конуса шпинделя Поворот стола вокруг вертикальной колонны Нет Тормоз для быстрой остановки шпинделя после выключения двигателя Наиб, перемещение переставного стола в мм Продольн. 360 Лимб с кулачками для установки различ- ных циклов работы Поперечн. 185 Цена деления лимба переставного стола в мм Продольн. -У Поперечн. , *— Электродвигатель гл. движения Тип А041-4 Номинальное напряжение в вольтах 380 Мощность в КВТ. 1,7 Число оборотов й мин. 1420 Кратность Максимального момента 2,0 Инвентарный номер г. Молодечно станкозавод Универсальный вертикально-сверлильный станок Модель 2Н118 Руководство к станку V. Паспорт станка Стра- ница 10 Всего страниц 42
Габарит рабочего пространства. Посадочные и присоединительные базы станка ЗбО Габарит станка в плане и план фундамента г. Молодечно станкозавод Универсальный вертикально-сверлильный станок Модель 2Н118 Руководство к станку V. Паспорт станка Стра- ница 11 Всего страниц 42
Механика главного движения Регулирование механизма главного движения Ступенчатое Числа оборотов и мощности на шпинделе станка № сту- пе- ней Обозначение органов настройки Числа оборотов шпинделя в мин. для вращения Эффективная мощность на шпинделе в кг Наиб, допусти- мый кру- тящий момент в кг/см Слабые звенья в цепи главного движения Однорукояточное управление с непосредственным указанием числа оборотов а) пря- мого б) обрат- ного а) при использо- ван. но- мин. мощ- ности ЭЛ. двигат. б), допус- каемая наиболее слабым звеном Положение органов настройки 1 180 180 1,45 1,7 880 Зуб. колесо № Вал № 2 250 250 1,45 1,7 620 _ 3 355 355 1,45 1,7 440 4 \ \ 500 500 1,45 1,7 312 5 710 710 1,45 1,7 220 6 \ - 1000 1000 1,45 1,7 157 7 / 1420 1420 1,45 1,7 ПО 8 2000 2000 1,45 1,7 77,5 9 2800 2800 1,45 1,7 55 г. Молодечно W станкозавод 4 - -'А — - » Универсальный вертикально-сверлильный станок Модель 2Н118 Руководство к станку V. Паспорт станка Стра- ница 12 Всего страниц 42
подач Ступенчатое Регулирование механизма подач Подачи в мм на 1 оборот шпинделя Модель 2Н118 Обозначение органов настройки -\ .V . < - > . »s <D Ж Однорукояточное управление Подача Е с непосредственным указанием подач в мм/об/ Положение органов настройки 1 0,1 2 ' \ \ / 0,14 3 •0,2 4 С') * 0,28 5 0,4 6 j \ .-2,. 0,56 Наибольшая сила подачи в кг, допускаемая механизмом подач г. Молодечно станкозавод Универсальный вертикально-сверлильный станок Руководство к станку V. Паспорт станка Стра- ница 13 Всего страниц 42
Сведения о ремонте станка Kai егория сложное г и ремонта Ремонтный цикл в часах работы станка Вид ремон- та д< Oi не ата гме* НИИ под а) г и б) (] рем он гка о в ремой пись О годовом лану эактическ! га ыпол- та И ; У 1 М О н е н и я в С 1 а н к е — — N? п/п. И Узел <ли уппа Причины измене- ний Краткое описание произведенных изменений Данные после измене- ния Изменения, внесенные в лист паспорта Дата Подпись • •» г. М( стан )ЛО цечно Универсальный вертикально-сверлильный станок Модель 2Н118 <03< 1В0Д Руководство к станку V, Паспорт станка Стра- ница 14 Всего страниц 42
зубчатых и ч Спецификация [ервячных колёс, винтов и гаек Узел № вала №№ по Число зубцов или Мо- дуль или Угол винтов линии Ширина обода мм «в» Мате Терми- ческая обра- ботка Твер- Примечание схеме схеме заходов «Z» мм «П1» в град. риал дость 20 II 1 27 2 II 20 I 2 27 2 20 11 3 22 2 10 20 11 4 27 2 20 III 5 зз 2 8 20 III 6 \52 4 2 . X ' 8 30 VI X 42 2 8 30 \п 8 24 2 8 30 VII 9 19 2 8 30 VIII 10 35 2 8 30 ) 'VI И 24 2 8 30 VII 12 28 2 8 30 VII 13 20 2 8 30 VIII 14 21 2 30 VII 15 32 2 8 30 VI 16 16 2 8 30 IX 17 17 2 10 \ \ 40. X 18 44 2 8 -) ' 40 ' XIV 19 14 2 13 40 40 XIV XV 20 21 20 1 2,5 2.5 26 50 ) 10 40 X 22 23 1 2 2,5 13 55 1, > 40 10 XI , XVII 24 25 60 45 2,5 2,5 30 22 10 XVI 26 18 2,5 22 20 III 27 44 V 8 20 II 28 , 33 \ \з\ 8 • 20 III 29 J38 \ 2 / 8. - 20 III 30 16 2 10 г. Молодеч но \ Универсальный вертикально-сверлильный станок Модель 2H1I8 станкозавод ("'й Руководство к станку V. Паспорт станка Стра- ница 1 Всего страниц 42 -1 Зак 2185.
Узел № вала по схеме №№ по схеме Число зубцов или заходов «Z» Мо- дуль или шаг мм «ш» Угол винтов линии в г^ад. Ширина обода мм «в» Мате- риал Терми- ческая обра- ботка Твер- дость Примечание 20 20 20 20 50 40 40 40 10 10 IV IV 31 32 33 34 35 36 37 38 39 40 64 47 26 22 33 20 14 1 ) 1 2 2 2 2 2,5 2 2 2,5 6 6 8 8 10 20 / 30 10 8 72 г. Молодечно станкозавод Универсальный вертикально-сверлильный станок Модель 2Н118 Руководство к станку V. Паспорт станка Стра- ница 16 Всего страниц 42
станкозавод
Кинемат! униве вертикаль ( Мод Универсальный вертикально Руководство к V. Паспорт с
Кинематическая схема универсального вертикально-сверлильно г станка I Модель 211118 г. Молодечно Универсальный вертикально-сверлильный станок станкозавод Руководство к станку V. Паспорт станка К стра- нице 16
a n t2 <7 /ч >5 б 1? V 2D 21 22 Кинематическая схема универсального вертикально-сверлильного станка to 19 S3 Я № Sb г. Молодечно станкозавод Универсальный вертикально-сверлильный станок Модель 2Н118 Руководство к станку V. Паспорт станка К стра- нице 16 Всего страниц 42
VI. Описание конструкции станка Общая компановка станка Станок Узел № состоит из следующих узлов: 10 — Колонна, стол, плита. Узел № Узел № Узел № Узел № 20 — Коробка скоростей. 30 — Коробка подач. 40 — Сверлильная головка. 50 — Шпиндель. 80 — Система охлаждения. 92 — Электрооборудование. Станок выполнен по компановке типа «Агрегат». Узел № Узел № На фундаментную плиту устанавливается колонна, по направляющим которой пере- мещается стол и сверлильная головка. Эти узлы имеют только установочные ния. перемеще- Внутри колонны размещается ниша для электроаппаратуры. В сверлильной головке монтируются все основные узлы станка: коробка коробка подач, шпиндель и т. д. скоростей. Все узлы собираются отдельно и независимо друг от друга монтируются в сверлиль- ную головку. УЗЕЛ № 10-КОЛОННА, СТОЛ, ПЛИТА Колонна станка представляет собой чугунную отливку, внутри которой размещается ниша для электрооборудования. Колонна имеет направляющие типа «ласточкин хвост», по которым могут перемещаться сверлильная головка и стол. Колонна закреплена на фун- даментной плите, внутри которой размещается бак для охлаждающей жидкости. К фундаментной плите крепится электронасос. - \ *1 * • . Стол станка имеет три Т-образных паза. Ширина рабочей поверхности Ьгола выбрана согласно ГОСТ 6569-58. Стол перемещается вручную при помощи винтовой передачи и двух конических шестерен. Универсальный вертикально-сверлильный станок Модель 2Н118 г. Молодечно Стра- ница 17 Руководство к станку VI. Описание станка станкозавод Всего страниц 42
К о .i о и н а, с т о л, и л и т а УЗЕЛ № 10 г. Молодечно станкозавод Универсальный вертикально-сверлильный станок Модель 2Н118 Руководство к станку VI. Описание станка Стра- ница 18 Всего страниц 42
УЗЕЛ № 20 - КОРОБКА СКОРОСТЕЙ Коробка скоростей сообщает шпинделю 9 различных чисел оборотов, что достигается при помощи двух тройчаток (1) и (2). Опоры валов коробки скоростей размещаются в двух плитах; верхней (3) и нижней (4), которые стянуты между собой тремя стяжками (7). Механизмы коробки скоростей приводятся во вращение от вертикально-расположенно- го электродвигателя типа АСИ 1-4 через зубчатую передачу (5). В случае надобности можно сдвинуть диапазон чисел; оборотов шпинделя за счет изме- нения передаточного отношения этой передачи Последний вал коробки скоростей (8) представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю стайка. На этой же гильзе крепится шестерня (9) привода на подачу. Остальные валики коробки —- шлицевые, что значительно упрощает сборку. Переклю- чение шестерен коробки скоростей осуществляется от одной рукоятки (10), которая имеет три положения по окружности и три положения вдоль оси. Рукоятка располагается на лицевой поверхности сверлильной головки и через шестер- ни (11), (12), (13) и рейку (14) перемещает штанги (15) и (16), на которых закреплены вилки (17) и (18), связанные с переключаемыми тройчатками. Все механизмы коробки скоростей собираются отдельно и монтируются в сверлиль- ную головку. Смазка механизмов коробки скоростей так же, как и всей сверлильной головки, произ- водится от шестеренчатого насоса, расположенного на коробке подач. Для контроля работы маслонасоса имеется в верхней крышке специальный маслоука- затель (6). УЗЕЛ № 30 — КОРОБКА ПОДАЧ Коробка подач представляет собой трехваловый механизм, смонтированный в отдель- ном литом корпусе (1). Шесть подач обеспечиваются при помощи тройчатки (2) и двойчатки (3). Привод коробки подач осуществляется от шестерни, сидящей на гильзе шпинделя, через шестерню (4). Третий вал коробки подач (5) представляет собой полую гильзу, внутри которой про- ходит вал (6). Этот вал через муфту (7) передает вращение/на червяк механизма-подач через ше- стерню (8). Муфта (7) служит для выключения механической подачи при достижении заданной глубины обработки. В этом случае кулачок на лимбе через горизонтальный валик перемещает вертикаль- но вверх штангу (9) и преодолевая сопротивление пружины (11), отключает муфту. Эта же муфта играет роль предохранительного устройства при перегрузке по усилию подачи. При помощи гаек (10) и пружины (11) муфта настраивается на выключение (прощелкивание) при усилии подачи нй 10% превышающем номинальное, т. е. 600 кг. г. Молодечно Универсальный вертикально-сверлильный станок Модель 2Н118 Стра- ница 19 Руководство к станку VI. Описание станка станкозавод Всего страниц 42
Вал (12) через штифт (13) приводит во вращение шестеренчатый насос для смазки. Переключение шестерен коробки подач осуществляется от одной рукоятки (14), кото- рая имеет два положения по оси и три положения по окружности. Рукоятка располагается на лицевой поверхности сверлильной головки. Конструкция механизмов переключения подач и скоростей идентичны. Смазка механизмов коробки подач осуществляется от шестеренчатого насоса (15), ко- торый осуществляет смазку всех других механизмов. Механизмы коробки подач собираются отдельно и полностью собранный узел монти- руется в сверлильную головку. В 1 расточке сверлильной головки соосно с червяком запрессован валик (16), к кото- рому крепится коробка подач. В корпусе коробки подач имеются два полуотверстия, кото- рые сопрягаются с указанным валиком. С левой стороны коробка подач соединена с корпусом сверлильной головки небольшим валиком (17). Оси отверстий в корпусах коробки подач и сверлильной головке закоординированы с осями шпинделя и червяка. Такой метод крепления даст возможность монтировать коробку подач в сверлильную головку без подгонок. УЗЕЛ № 40 - СВЕРЛИЛЬНАЯ ГОЛОВКА Сверлильная головка представляет собой чугунную отливку коробчатого сечения, в ко- торой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач. Первые три узла собираются отдельно и только крепятся к сверлильной головке. Механизм подач, состоящий из червячной передачи (1), горизонтального вала с рееч- ной шестерней (2), лимба (3) со связанными с ним деталями, рукоятки (4), кулачковой муфты (5) и храповой обгонной муфты (6), является составной частью узла сверлильной головки. Механизм подач приводится в движение от коробки подач через пару шестерен (7) и предназначен для выполнения следующих функций: а) ручной подвод инструмента и детали; б) включение рабочей подачи; в) ручное опережение подачи; г) выключение рабочей подачи; д) ручной отвод шпинделя вверх; е) ручная подача, используемая обычно при нарезании резьбы. г. Молодечно Универсальный вертикально-сверлильный станок Модель 2H1I8 Руководство к станку VI. Описание станка Стра- ница 20 станкозавод Всего страниц 42
К о р о б к а под а ч УЗЕЛ № 30
о б к а подач УЗЕЛ № 30 г. Молодечно станкозавод Универсальный вертикально-сверлильный станок Модель 2111 IS Руководство к станку VI. Описание станка К стра- нице 20 Всего страниц 42
Сверлильная го УЗЕЛ № 40 г. Молодсчно станкозавод
—— —--- — Сверлильная г о л о в к а 1) УЗЕЛ № 40 Универсальный вертикально-' Руководство к VI. Описание
ловка УЗЕЛ № 40 л ь н а я го 10 13 №&\vk\\\\v 1 16 4 /«’ 8 6 г. Молодечно Универсальный вертикально-сверлильный станок Модель 21-1118 станкозавод \ . .. . Руководство к станку VI. Описание станка К стра- нице 21 Всего страниц 42
Принцип работы механизма подач заключается в следующем: при вращении штурвала (4) на себя поворачивается кулачковая полумуфта (5), ко- торая через ступицу (6) вращает вал-шестерню (2). Происходит ручной подвод шпинделя. Когда инструмент подойдет к детали на валу-шестерне (2) возрастает крутящий мо- мент, который не может быть передан зубцами кулачковой муфты и ступица перемещается влево вдоль вала до тех пор пока торцы кулачков дет. (5) и (6) станут друг против друга. В этот период кулачковая полумуфта (5) проворачивается свободно относительно вала на 20°. Угол 20° ограничивается пазом на муфте и штифтом (8). На ступице (6) сидит двухсторонний храповой диск (9), связанный со ступицей со- бачками (10). При смещении ступицы зубцы диска (9) входят в зацепление с зубцами вто- рого диска (11), прикрепленного к червячному колесу (12). Таким образом, вращение от червяка передается реечной шестерне и происходит меха- ническая подача. При дальнейшем вращении штурвала, при включенной подаче, собачки (10), сидя- щие в ступице (6), проскакивают по зубцам внутренней стороны диска (9) и, таким обра- зом, производится ручное опережение механической подачи. При ручном выключении подачи штурвалом, повернув его в обратную сторону на 20° относительно горизонтального вала (2), зуб муфты (5) станет против впадины ступи- цы (6). Ступица, вследствие осевой силы, возникающей благодаря наклону зубцов дисков (9), (11) и специальной пружины (13), смещается вправо и расцепляет диски — механическая подача прекращается. Как указывалось выше, механизм подач допускает ручную подачу шпинделя штурва- лом. Для этого необходимо выключить штурвалом механическую подачу, а затем дет. (14) переместить вдоль оси горизонтального вала вправо. При этом штифт (15) передает крутя- щий момент непосредственно от кулачковой полумуфты (5) на вал-шестерню (2). г. Молодечно Универсальный вертикально-сверлильный станок Модель 2Н118 Стра- ница 21 Руководство к станку VI. Описание станка станкозавод Всего страниц 42
На левой стенке сверлильной головки смонтирован лимб (3), который во время по- дачи шпинделя приводится во вращение через пару шестерен (16), (17). Лимб предназначен для визуального отсчета глубины обработки и для настройки ку- лачков. Для визуального отсчета глубины обработки, инструмент доводят вручную до контак- та с обрабатываемай деталью и левой рукой при помощи штырьков (19) устанавливают лимб в нулевое положение. Отсчет глубины обработки производится по шкале на цилин- дрической поверхности лимба. Для установки кулачков на торцевой поверхности лимба имеется Т-образный паз для их закрепления. Принцип установки кулачков описан в главе «Наладка станка». Кроме указанных механизмов в сверлильной головке имеется механизм ручного пере- мещения ее вдоль колонны. Этот механизм состоит из червяка, на наружном конце которого имеется квадрат, червячного колеса и реечной шестерни. К шестерне (16) закреплена цепь (20). Ко второму концу этой цепи крепится груз (18), который является йротивовесом. УЗЕЛ № 50 — ШПИНДЕЛЬ Шпиндель смонтирован в двух шариковых подшипниках (1). Осевое усилие подачи воспринимается упорным подшипником (2). Подшипники расположены в гильзе шпинде- ля (3). которая при помощи реечной передачи имеет возможность перемещаться вдоль оси. Регулировка подшипников шпинделя производится при помощи гайки (4), расположен- ной над верхней опорой шпинделя. Смазка подшипников шпинделя производится фитилем из полости гильзы (5). Форма и размеры конца шпинделя выполнены в соответствии с ГОСТом 2701-44. На конец шпинделя свободно посажено кольцо (6), в торцевую фрезеровку которого входит штифт (7). Для предохранения от выпадания служит специальный колпачок (8). При смене инструмента необходимо резким движением рукоятки механизма подачи послать шпиндель в верхнее положение, при этом свободно посаженное кольцо (6) упрется в корпус головки, а штифт (7) ударяясь о верхний торец инструмента производит его вы- бивку. г. Молодечно Универсальный вертикально-сверлильный станок Модель 2Н118 Руководство к станку VI. Описание станка Стра- ница 22 станкозавод Всего страниц 42
5. Зак. 2185
Эле к т-р ообор уд ование Электрооборудование станка содержит: 1. Электродвигатель вращения шпирделя — 1М \ ' 2. Электронасос охлаждения — 2М , Аппаратуру пуска и автоматики < Селеровые выпрямители и сопротивления МеБтдюе освещение. X. VII ' i 3. 4. 5. > Управление станком 1 I 1 На станке установлены следующие органу управления: 1. Кнопка управления «Влево», «Вправо», «Стоп» 2. Ручной пускатель для включения насоса охлаждения с кнопками «Пуск», «Стоп». Торможение шпинделя л. ' . .. I, I. ... t На с.танке применена схема комбинированного торможения (динамическое торможение и торможение противовключением). Принтом двигатель включается по схеме противовключения так, что через его статор- ную обмотку течет сумма-двух токов переменного и постоянного, обусловленного вклю- чением селеновых выпрямителей. Сопротивления 1С—ЗС ограничивают толчки тока в переходном процессе и последующей работе на так называемой «ползучей скорости». Постоянный ток, протекающий через статор, не позволяет двигателю разогнаться в проти- воположную сторону после остановки. Вал двигателя проворачивается на пониженной скорости до тех пор, пока Йе сработает реле времени и не отключит двигатель от сети. ) . г. Молодечно Универсальный вертикально-сверлильный станок _______________________ Модель 2Н118 Руководство к станку VII. Электрооборудование станкозавод Стра- ница 24 Всего страниц 42
I'в ГНСиГОй *• ten" | wi.'i'e.Ufero «з ЛЯлбб
Реле времени Для отключения гору, «жения на станке устанавливается конденсаторное ре/< времени. Оно включает в ?бя ыпрямительиый мостик на диодах Д7, реле РПН • -. которого включается на выход этого мостика и зашунтироштна конденсатором. Ко»; г ЙНН уси- ливаются при помощи реле ПЭ-6. При отключении обмотки РВ от сети оно не отпадает пбка не разрядится "-е i ?: р. Этим создается выдержка времени. / Работа электросхемы Нажатием кнопк . Вправо» включается пускатель К', блок-контактами 0--7 пускатель Ki самоблокируетс а блок-контактами 19—21 включаем конденсаторное реле времени. При нажатии кнопки «Влево» отключается I£i и включается Кг- Контактами 9—4 само- блокируется. Происходит торможение шпинделя поскольку контакты 12-9 и 9-13 промежуточного реле РП замкнуты. Когда конденсатор реле времени разрядится контакты реле РП разомкнутся; Кз отклю- чится, торможение прекращается. Шпиндель разворачивается «Влево». Тоже самое Происходит при нажатии конечного выключателя 1КВ при автоматической нарезке резьбы Нажатие < юпк i «Стоп» при правом вращении шпинделя Ki отключается, а Кг и Кз • моча юте . соответственно по цепочкам 2-12-9-10-11-Л]2 и 2-12-13-Л|2. Происходит торможение и отключение эл. двигателя. Тоже самое происходит при нажатии 2КВ. Защита Защита эл. двигателя и аппаратуры от токов КЗ осуществляется автоматическим вык- лючателем. 2. Защита двигателя 1М от перегрузов осуществляется тепловым реле РТ 3 Нулевая защита осуществляется катушками магнитных пускателей. Станок должен быть заземлен на цеховойконтур согласно существующим правилам и нормам. Универсальным' вертикально-сверлильныи станок Модель 2HI18 Стра- ница 25 Руководство к станку VII. Электрооборудование танкозавод Всего страниц 42
VIII Схема смазки станка г. Молодечно станкозавод Универсальный вертикально-сверлильный станок Модель 2Н118 Руководство к станку VIII. Смазка станка Стра- ница 26 Всего страниц 42
Спецификация к схеме смазки станка Условное обозначение Наименование смазочных устройств Режим смазки или смены масла Марка смазочного \ материала по ГОСТ Примечание 1 Смазка подшипников эл. двигателя 1 раз в 6 м-цев Солидол «Л» ГОСТ 1033-51 2 Смазка подшипников и шестерен коробки скоростей, коробки подач и механизма подач Постоянная цир- куляция от насоса Веретенное «3», ГОСТ 1707-51 Заливается через крышку на пра- вой боковой стороне головки 3 4 Смазка винта подъема стола Смазка валика подъема стола 4 \ V Поверху 1 раз в неделю Масленка 1 раз в неделю Веретенное «3», ГОСТ 1707-51 Солидол «Л» ГОСТ 1033-51 5 Смазка подшипников электронасоса 1 раз в 6 мес. Солидол «Л» ГОСТ 1033-51 6 Указатель работы маслонасоса. 7 .Указатель уровня масла Указания по обслуживанию смазочной системы станка До первоначальной заливки смазки необходимо промыть все масляные емкости бензи- ном либо осветительным керосином, заполнив их затем сортом масла, указанным в «Схеме смазки». Заполнение масляных емкостей производится через масленки и пробки. Контроль уровня масла в сверлильной головке осуществляется по маслоуказателю. Смену масла рекомендуется производить первый раз после 10-ти дней работы, второй раз после 20-ти дней, а затем через каждые 3 месяца. Слив масла из сверлильной головки производится через пробку. После слива масла при замене необходимо тщательно промыть масляные емкости бен- зином либо осветительным керосином. Перед заливкой масло должно быть предварительно профильтровано через сетку. Каждые 3 месяца необходимо производить ревизию смазочной системы. Перед началом работы на станке, сразу же после включения вращения шпинделя вправо, нужно проверить работу маслонасоса. Контроль производится по указателю на передней стенке сверлильной головки. При нормальной работе насоса масло должно непрерывно вытекать из отверстий и попадать на указательное стекло. Только убедившись в нормальной работе насоса ихмазав все остальные точки, можно приступать к работе на станке. В случае отсутствия подачи масла на указательное стекло или в другие точки смаз- ки, немедленно остановить станок, обнаружить и устранить црйчину. НИ В КОЕМ СЛУЧАЕ НЕ ПРИСТУПАТЬ К РАБОТЕ НА СТАНКЕ ПРИ НЕИС- ПРАВНОЙ СИСТЕМЕ СМАЗКИ. Периодически во время работы следует наблюдать за нормальной работой системы смазки. Все вращающиеся поверхности, смазка которых специально не оговорена, должны быть смазаны солидолом при сборке. Для смазки необходимо применять масла следующих характеристик: Жидкая смазка: «Веретенное 3» по ГОСТ 1707-51, вязкость 2,6—3,31 в условных гра- дусах Энглера при 50°С. ; Густая смазка «Солидол Л» по ГОСТ 1033-51, температура каплепадения 70°С. г. Молодечно Универсальный вертикально-сверлильный станок Модель 2Н118 Стра- ница 27 Руководство к станку VIII. Смазка станка Всего страниц 42 станкозавод
IX. Первоначальный пуск станка Указания по технике безопасности 1. Не допускать рабочего к станку, не ознакомив его предварительно с правилами техники безопасности и инструкцией по обслуживанию станка. 2. Руководствоваться режимами резания и припусками, установленными для данного станка. 3. Запрещается во время работы производить регулировку механизмов станка. 4. Чистка и обтирка, а также подналадка станка, должны производиться во время полной остановки станка. При этом станок должен быть отключен от электросети. 5. Не включать автоматического выключателя, если дверка шкафа электрооборудова- ния не закрыта. 6. Рабочее место у станка не должно быть скользким и загроможденным. 7. Уходя от станка, необходимо его отключить от сети. X. Настройка и наладка станка Наладка станка на обычную работу заключается в установке стола и сверлильной головки в необходимые для работы положения, зажима их к колонне и установки необходи- мых чисел оборотов и подач шпинделя (Органы управления см. стр. 8, 10) Кроме обычной работы с механической подачей на станке можно работать со следую- щими циклами: а) с ручной подачей шпинделя; б) с выключением подачи на заданной глубине; в) с автоматическим реверсированием шпинделя на заданной глубине при нарезке резьбы. Наладка станка на работу с ручной подачей Для включения ручной подачи колпачок с наладкой, расположенной в центре кресто- вого штурвала, следует отжать от себя до отказа. Наладка станка на работу с выключением подачи на заданной глубине Для наладки станка на работу с выключением подачи на заданной глубине необхо- димо: 1. Установить инструмент в шпинделе, деталь на столе станка. 2. Опустить шпиндель до упора инструмента в деталь. 3. Лимб на сверлильной головке установить так, чтобы против указателя находилась цифра соответствующая глубине обработки с учетом конуса инструмента. 4. Кулачок с буквой «П» закрепить так, чтобы его правый торец совпадал с соответст- вующей риской на лимбе. 5. После включения вращения шпинделя и подачи начнется обработка детали; по до- стижении нужной глубины подача прекращается, шпиндель будет продолжать вращаться. г. Молодечно Универсальный вертикально-сверлильный станок Модель 2H1I8 станкозавод Руководство к станку IX. Первоначальный пуск станка X. Настройка и наладка станка Стра- ница 28 Всего страниц 42
Наладка станка на автоматическую нарезку резьбы Для наладки станка на нарезание резьбы с реверсом шпинделя на определенной глу- бине необходимо: 1. Установить патрон с метчиком в шпинделе, деталь на столе станка. 2. Опустить шпиндель до упора инструмента в деталь. 3. Лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. 4. Кулачок с буквой «Р» закрепить так, чтобы его правый торец совпадал с соответст- вующей риской на лимбе. 5. После включения вращения шпинделя метчик вручную вводится в отверстие, через 2—3 оборота надобность в ручной подаче отпадает; после достижения заданной глуби- ны шпиндель автоматически реверсируется и метчик выходит из отверстия. Для того, чтобы шпиндель принял снова правое вращение, необходимо снова нажать кнопку управления «ВПРАВО». XI. Регулировка станка После установки станка на фундаменте, смазки механизмов станка и подключения к электрической сети не требуется никаких дополнительных регулировок. Однако, в процессе эксплуатации, первоначальная (заводская) регулировка может нарушаться и потребуется дополнительная регулировка некоторых механизмов станка. а) Предохранительная муфта механизма подач должна быть отрегулирована на осевое усилие на шпинделе на 10% больше допускаемого, т. е. 600 кг. Для регулировки этой муфты необходимо снять крышку на правой стороне сверлиль- ной головки и при помощи гайки на вертикальном валу уменьшить или увеличить натяже- ние пружины. Регулировку муфты нужно производить по динамометру. б) Регулировка направляющих стола производится винтами на правой боковой сто- роне поверхности направляющих стола. Зажим стола производится в двух точках рукоят- ками, расположенными на правой стороне. в) Регулировка направляющих сверлильной головки производится винтами на правой боковой поверхности направляющих. Зажим сверлильной головки производится в двух точ- ках рукоятками, расположенными на правой стороне. г) Регулировка упорного подшипника шпинделя производится в такой последова- тельности: 1. Отвернуть винты и снять правую крышку сверлильной головки. 2. Установить шпиндель так, чтобы стопор в гайке был совмещен с отверстием и от- пустить стопор. 3. Провернуть шпиндель так, чтобы с отверстием сверлильной головки совпало отвер- стие в гайке шпинделя. 4. Вставить в отверстие в гайке цилиндрический стержень диаметром 6 мм и, удержи- вая одной рукой стержень, поворачивать шпиндель до достижения необходимого зазора в подшипнике. 5. Отрегулировав зазор в подшипнике, необходимо завернуть стопор и поставить на место крышку сверлильной головки. Руководство к станку не отражает незначительных изменений в станке, внесенных за- водом-изготовителем после подписания данного руководства. г. Молодечно Универсальный вертикально-сверлильный станок Модель 2Н118 станкозавод Руководство к станку X. Настройка и наладка станка XI. Регулировка станка Стра- ница 29 Всего страниц 42
Спецификация подшипников качения №№ п. п. № подшипника по стандарту Тип подшипника Габариты мм Место установки №№ пози- ций по схеме Кол. на ст-к Класс точности d D ь узел № вала 1 2 206 303 Радиальн. Радиальн. 30 17 62 47 16 /14 20 ’ 40; 20 III Vni > 1 !Й\ 1 2 ) 1 2 \ 20 II 2 3 8107 Упори. 35 53 \2 30 VI 3 1 4 ГОСТ 3722-60 Шарик. диам. 7,938 * 30 VI 4 4 5 50303 Радиальн. > 17 47 14 20 20 I II 5 5 I ) 2 6 104 Радиальн. 20 42 12 30 VI 6 1 7 150206 Радиальн. 30 62 16 20 III 7 1 8 / 7000106 Радиальн. 30 55 9 30 VI 8 1 \ 9 203 Радиальн. 17 40 12 30 V 9 1 10 7000105 Радиальн. 25 47 8 30 IV 10 1 11 50205 Радиальн. 25 52 15 30 VI 11 1 12 50203 Радиальн. 17 40 12 30 30 IV V 12 12 | 2 13 202 Радиальн. 15 35 11 30 VI 13 1 * 14 15 204 8104 Радиальн. Упорн. 20 20 47 36 14 10 40 40 VII XI 14 15 1 1 16 8103 Упорн. 17 30 9 40 VII 16 1\ 17 7203 Рад. упорн. 17 40 13,5 40 VII 17 1 18 205 Радиальн. 25 52 15 40 VIII 1 19 8205 Упорный 25 47 15 50 IX 19 > 1 П 20 7000105 Радиальн. 25 47 /8 50/ IX 20 1 В 21 7000105 » » 1» > » 1 А 22 ГОСТ 3722-60 Шарик. диам. 15,08i 1 10 16 1 ч \ г. Молодечно Универсальный вертикально-сверлильный станок Модель 2Н118 станкозавод Спецификация подшипников качения Стра- ница 30 Всего страниц 42
рас/ /а/ю^ения подшипникоВ CfT/L Универсалы! г. Молодечно станкозавод Схел
Схема расположения подшипнико& универсального 1-~ вертикально- сберлилиносо станка н?од. 2Н11& г. Молодечно Универсальный вертикально-сверлильный станок станкозавод Схема расположении подшипников
Схема. расположения подшипников Универсального вертикально- сверпилыоео станка мод. 2Н11& 9 г 4 fi '1 16 1? I 7 9 Т2 г. Молодечно станкозавод Универсальный вертикально-сверлильный станок Модель 2Н118 Схема расположения подшипников К стра- нице 30 Всего страниц 42
Ведомость комплектации №№ п. п. Обозначение 1[аименование К-во ком- плектов на станок Размер в мм Примечание Станок в сборе с Принадлежности, входящие в комплект и стоимость станка 2. 3. 4. 5. G. 8. 9. 10. 12. ГОСТ 8522-57* ГОСТ 2682-44 Патрон сверлильный для сверления до 15 мм / ''' Оправка для сверлильного патрона 1 1 2Х2в ГОСТ 4045-57 Тиски станочный - . 1 375X200X Х85 ГОСТ 5423-54 Отвертка типа Б 1 150x0,5 ГОСТ 2889-62 Ключ У 1 10X12 • \ ' < » 1 14X17 к* \ » 1 19X22 »» И92-1 » Ключ для винтов с внутренним шести- гранником 1 1 24x27 6X8 » » 1 10X10 ГОСТ 9288-59 ГОСТ 3025-45 Втулка переходная короткая Клин к конусу Морзе № 1—2 1 I Конус Морзе № 2/1 Техническая документация 13. 2Н 118.000.01 Руководство к станку 1 14. 2Н 118.000.02 Акт приемки станка 1 15. 2Н 118.000.03 Спецификация и чертежи запасных дета- лей 1 Принадлежности, входящие в комплект станка, поставляемые по особому зака- зу и за особую плату 16. Предохранительный патрон для нареза- ния резьб Мб—12 с наружным хвосто- виком к. м. № 2 17. Предохранительный патрон для нареза- ния резьб М10—18 с наружным хвосто- виком к. м. № 2 \ Универсальный вертикально-сверлильный станок Модель 2Н118 г. Молодечно станкозавод Всего страниц 42 Стра- ница 31 Ведомость комплектации
— Совет народного хозяйства Белорусского экономического административного района МОЛОДЕЧНЕНСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД универсального вертикально- сверлильного станка Модель 2Н118 Заводской № X? г. Молодечно Стра- ница 33 Всего страниц 42
1. Испытание станка на соответствие нормам точности по ГОСТ 370-60 ГОСТ 8-53 и 7035-54 являются составной частью настоящих норм точности. Что проверяется Эскиз Метод проверки Отклонение в мм и инструмент Допуск. Факт. Плоскостность рабочей поверх- ности стола Проверка 1 На рабочей поверхности стола по различным направ- лениям устанавливаются две измерительные плитки одина- ковой высоты. На плитки проверочной гранью кладется линейка. Измерительными плитками или щупом прове- ряется просвет между прове- рочной гранью линейки и ра- бочей поверхностью стола. 0,03 на всей рабочей поверхно- сти стола выпуклость не допус- кается Универсальный вертикально-сверлильный станок Модель 2Н118 Акт приемки станка Всего страниц 42 Стра- ница 34 станкозавод г. Молодечно -
Что проверяется Эскиз Метод проверки и инструмент Отклоне Допуск. нйе в мм Факт. 1. Радиальное биение оси ко- нического от- верстия шпин- деля Проверка 2 В отверстие шпинделя плот- но вставляется цилиндричес- кая оправка. Индикатор ус- танавливается так, чтобы его мерительный штифт касался поверхности оправки: а) у торца шпинделя б) на расстоянии от торца шпинделя. Шпиндель приво- дится во вращение а 0,015 б 0,020 на длине L 100 мм * г. Молодечно Универсальный вертикально-сверлильный станок Модель 2Н118 станкозавод Акт приемки станка Стра- ница 35 Всего страниц 42
Отклонение в мм Что проверяется Эскиз Метод проверки и инструмент Допуск. Факт. Перпендикуляр- ность оси враще ния шпинделя к рабочей поверх- ности стола: а) в продольной плоскости станка; б) в поперечной плоскости станка г. Молодечно станкозавод ____________ Проверка 3 На шпинделе укрепляется а: коленчатая оправка с индика- 0,04 на тором так, чтобы его мери- тельный штифт касался рабо- длине L 150 мм чей поверхности стола. В (отклоне- станках с переставляемыми ние конца по высоте столом и сверлиль- шпинделя ной головкой измерения про- допуска- изводятся в их начальном и ется только конечном положениях. Перед к стойке каждым измерением стол и или ко- сверлильная головка закреп- лонне) ляются. Измерения произво- дятся: а) в продольной плоскости б. 0,03 на станка; длине L б) в поперечной плоскости станка. 150 мм При этом шпиндель вместе с индикатором поворачивает- ся на 180°. Погрешность оп- ределяется наибольшей раз- ностью показаний индикато- ра в точках а—а,, (б—б|) Универсальный вертикально-сверлильный станок Акт приемки станка *3 Модель 2Н118 Стра- ница 36 Всего страниц 42
Отклонение в мм Что проверяется Эскиз Перпендикуляр- ность перемеще- ния гильзы шпин деля или свер- лильной головки к рабочей по- верхности стола: а) в продольной плоскости станка; б) в поперечной плоскости станка Проверка 4 Метод проверки и инструмент Допуск. Факт. На шпинделе укрепляется индикатор так, чтобы его ме- рительный штифт касался об- разующей цилиндрического угольника, установленного на рабочей поверхности стола таким образом, чтобы его ось была расположена по оси шпинделя при вдвинутом по- ложении гильзы. Измерение производится в среднем за- крепленном положении стола и сверлильной головки. Гиль- за шпинделя или сверлильная головка перемещаются на всю длину хода. Измерения производятся: На длине перемеще- ния: до 100 мм а) 0,04 б) 0,03 до 160 мм а) 0,05 б) 0,04 до 250 мм а) в продольной плоскости станка; а) 0,07 б) 0,05 б) в поперечной плоскости станка. Измерение в каждой плос- кости производится по двум диаметрально образующим угольника (после 1 замера шпиндель поворачивается на 180° из положения а в а, и из б в 61). Погреши, определ. наибольш. разн. показан, ин- дик. в кажд. нзмер. плоскос- ти. св. 250 мм а) 0,10 б) 0,07 В продоль- ной плос- кости стан- ка отклоне- ние конца шпинделя допускает- ся только к стойке или ко- лонне г. Молодечно Универсальный вертикально-сверлильный станок Модель 2Н118 станкозавод Акт приемки станка Стра- ница 37 Всего страниц 42
Отклонение в мм Что проверяется Эскиз Метод проверки и инструмент д0ПуСк. факт Проверка 5 а) Перпендику- лярность оси на- груженного шпин- деля к рабочей поверхности сто- ла в продольной плоскости; б) относительное перемещение под нагрузкой шпин- деля и стола. В отверстие шпинделя вставляется оправка, а на шпинделе укрепляется попе- речина. На рабочей поверхно- сти стола устанавливается устройство для создания на- гружающей силы р=450 кг, для измерения которой ис- пользуются рабочие динамо- метры. Сверлильная головка и стол устанавливаются в их средние положения по высоте. Шпиндель выдвигается на половину своего хода. Перед каждым испытанием свер- лильная головка подводится в положение проверки пере- мещением сверху вниз, стол перемещением снизу вверх, г шпиндель на рабочей меха- нической подаче сверху вниз. При испытании сверлильная головка и стол закрепляются. Между столом и шпинде- лем создается плавно возра- стающая до заданного преде- ла сила, направленная по оси шпинделя. Одновременно с помощью двух индикаторов, расположенных симметрично относительно оси шпинделя на расстоянии R = 100 мм (от оси шпинделя), измеряются перемещения шпинделя отно- сительно стола. Отклонение от перпендикулярности оси нагруженного шпинделя к ра- бочей поверхности стола оп- ределяется разностью пока- заний индикаторов (а). Относительное перемещение под нагрузкой шпинделя и стола определяется алгебраи- ческой полусуммой показаний индикаторов (б). Из величины относит, пе- ремет. принимаются средние арифмет. из результат, двух испытаний. 0.2 0,6 г. Молодечно станкозавод Универсальный вертикально-сверлильный станок Модель 2Н118 Акт приемки станка Стра- ница 38 Всего страниц 42
И. Принадлежности и приспособления к станку Станок укомплектован согласно ведомости комплектации станка. III. Общее заключение по испытанию На основании осмотра станка и проведенных испытаний станок сплуатации. станка признан годным к эк- IV. Дополнительные испытания I. Станок оборудован пусковой аппаратурой на вольт, испытанной под напряжением. г. Молодечно 9 zto е. Контролер ОТ К Начальник ОТК Печать • \ > Универсальный вертикально-сверлильный станок 196 Модель 2Н118 Стра- ница 39 Всего страниц 42 станкозавод Акт приемки станка
Спецификация запасных деталей ......... ... ... ... №№ п. п. Обозначение Наименование Узел К-во на узел Материал у Примечание 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. Н118.20.14 Н118.20.15 Н 118.20.32 Н118.20.33 Н118.20.34А Н118.20.37 Н 118.20.39 Н118.20.40 Н 118.20.41 Н118.20.42 Н118.20.43А Н118.20.51 Н 118.30.14А Н118.30.15А Н118.30.31 Н 118.30.32 Н 118.30.33 Н 118.30.34 Н118.30.35 Н 118.30.36 Н118.30.37А Н 118.30.38 Н 118.30.39 Вилка Вилка Шестерня Шестерня Шестерня Шестерня Шестерня Шеётерня Шестерня Шестерня Шестерня Шестерня Вилка Вилка Шестерня Блок шестерни Шестерня Шестерня Шестерня Шестерня Блок шестерни Шестерня Вал г! 20 20 20 20 20 20 20 20 20 20 20 20 30 30 30 30 30 30 30 30 30 30 30 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 МСЧ 28 — 48 МСЧ 28 — 48 Сталь 40Х Сталь 40Х Сталь 40Х Сталь 40Х Сталь 40Х Сталь 40Х Сталь 40Х Сталь 40Х Сталь 40Х Сталь 40Х МСЧ 32—52 МСЧ 32—52 Сталь 45 Сталь 45 Сталь 45 Сталь 45 Сталь 45 Сталь 45 Сталь 45 Сталь 45 Сталь 45 X г. Молодечно Универсальный вертикально-сверлильный станок Модель 2Н118 станкозавод Запасные детали Стра- ница 40 Всего страниц 42 \
№№ п. п. Обозначение Наименование Узел К-во на узел Материал Примечание 24. Н 118.30.41 Вал 30 1 Сталь 45 25. Н118.30.45А Гильза 30 1 Сталь 45 26. Н118.40.14 Червячное колесо 40 1 МСЧ 32—52 27. Н118.40.17 Втулка 40 1 Чугун 1 (Сч21— 40) 28. Н118.40.51А Червяк 40 1 Сталь 45 29. Н 118.40.52 Шестерня 40 1 Сталь 45 30. Б183106 Зубчатый диск 1 Сталь 40Х 31. 32. Б183107А Б183П7А / Двойной зубчатый диск Собачка 1 2 Сталь 40Х Сталь 45 Б183117А
Модуль m 2 Число зубьев Z 22 Угол профиля исходного контура я 20° Длина общей нормали L . г Qrt 0,086 15’3b—0.125 Степень точности по ГОСТ 1643-56 7-Х
Модуль in 2 Число зубьев Z 27 Угол профиля исходного контура а 20° Длина общей нормали L г, 42-°,Ю2 21-42 _ОД55 Степень точности по ГОСТ 1643-56 7-Х Зацепляется с дет. Н118.20.50
Hl 18.2032 Зубы закрутить Н 118.2033 OlSA. . Страница 44 $= 71_____ Зубья Закруглит* 6 остальное Модуль m 2 Число зубьев Z 26 Угол профиля исходного контура а 20° Длина общей нормали L 22’85 =3:1055 Степень точности по ГОСТ 1643-56 7-Х Зуб корригирован Смещение исходного контура Х= 5 Хт= 1,09x2=2,18 Зацепляется с дет. Hl 18 20.43 1. Фаски 1X45° 2. Радиальное биение зубчатого вен- ца относительно ф38А не более 0,042 3. Биение ф 45Н относительно ф 38А- 0,02 4. Термообработка зубьев 40Х-ТВЧ-45 5. Зубья шлифовать \J 6 остальное Модуль т 2 Число зубьев 1 47 Угол профиля ис- ходного контура О. 20° Длина общей нормали L 33 79 0,126 бб,/У _qдув Степень точности по ГОСТ 1643-56 7-Х Зацепляется с дет. Н118.20.42 1. Радиальное биение зубчатого вен- ца относительно ф 45А—0,05 2. Термообработка зубьев 40Х-ТВЧ-45 3. Фаски 1x45° 4. Зубья шлифовать
V 6 остальное Модуль m 2 Число зубьев Z 44 Угол профиля ис- ходного контура а 20° Длина общей нормали L оо «7 —0,126 —0,173 Степень точности по ГОСТ 1643-56 7-Х Зацепляется с дет. Н118.20.47 1. Фаски 1x45° 2. Радиальное биение зубчатого вен- ца 0,05 3. Термообработка зубьев 40Х-ТВЧ45 4. Зубья шлифовать V 6 остальное Модуль ш 2 Число зубьев Z 38 Угол профиля исходного контура а 20° Длина общей нормали L 0,102 27’63-0.155 Степень точности по ГОСТ 1643-56 7-Х Зацепляется с дет. Н118.20.48 1. Фаски 1x45° 2. Термообработка 40Х-ТВЧ-45 3. Радиальное биение зубчатого вен- ца 0,042 4. Зубья шлифовать Страница 45
Hl 18.2034 A Зацепляется с дет. Hl 18.20.34 I. Фаски 1 Х45° 2. Термообработка зубьев 40Х-ТВЧ-48 Страница 46 1. Фаски 0,5x45 2. Термообработка зубьев 40Х-ТВЧ-45 3. Радиальное биение зубчатого вен- ца 0,032 4. Зубья шлифовать 2&^_ 0.02 Hl 18.2041 Зубья закруглить , 0.033] 5^3 I ♦ 0,0/4- / 6 остальное Модуль m 2 Угол профиля а 20° Число зубьев Z 64 Длина общ. норм. L ЛК О! 0,150 46,0' 021g Колебание длин, общ. нормали гд 0,036 Отклонения неоговорен- ные в чертеже по ГОСТ 1643-56 для степени точности 7-Х Допуск на радиальное биение зубчатого венца 0,058 Колебание измеритель- ного меж- центрового расстояния За один оборот 0,1 на одном зубе 0,028 Зацепляется с дет. Н118 20.41 \J 6 остальное Модуль m 2 Число зубьев Z 16 Угол профиля ис- ходного контура а 20° Длина общей нормали L. 9 30 0,086 У’50—0,125 Степень точности по ГОСТ 1643-56 7-Х
Hl 18.2042 Sorpyi'tumb 2. 4. 1. Фаски 1x45° 2. Термообработка зубьев 40х-ТВЧ-48 I. Фаски 0,5x45° Радиальное биение зубчатого вен- ца 0,042 3. Термообработка зубьев 40х-ТВЧ-45 Зубья шлифовать V •> остальное Модуль m 2 Число зубьев Z 33 Угол профиля ис- ходного контура а 20° Длина общей нормали L 9 ] 59 0’ 1 Z1’oy—0,155 Степень точности по ГОСТ 1643-56 7-Х Зацепляется с дет. Н 118.20 33 Н 118.20 49 H118.2043A ... /*0.093] SUiti V 6 остальное Модуль m 2 Число зубьев Z 52 Угол профиля а 20° Длина общей нормали L и 93 0,126 _qj73 Колебание длины общей нормали ZL 0,030 Отклонения неоговорен- ные в чертеже по ГОСТ 1643-56 для сте- пени точности 7-Х Допуск на радиальное биение зубчатого венца 0,05 Колебание из- мерительного межцентрового расстояния За оборот 0,080 На одном зубе 0,024 Зацепляется с дет. Hl 18.20.32 Страница 47
бо- Модуль ГЛ 2 Шаг t 6,28 Степень точности по ГОСТ 11643-56 8-Х
Hl 18.3014A остальное 1. Неуказанные литейные радиусы R 3 мм. 2. Отливку подвергнуть термообработке по режиму отжига. 3. Неперпендикулярность торца «В» к оси отв. ф 15А не бо- лее 0,1. Острые кромки снять. Фаски 1x45° 4. 5. А-А *4 4 ГХ^рЗелИТ "Г)лЯ педели/ О,OS, «4х/ абфлигял U рач- Оёрну/Тф в сЛзре « Овгп. W84O&5 2 ern£ MA Jefiduma -ci*./7 Ht^tiarrn но М. 13 Svt# neSHpuynto st-* Hl 18.3031 Оевлить иpoeitpuumb пеЯи/muant 4г, st i. 2. 3. ФАЙ V 6 остальное Модуль m 2 Число зубьев Z 42 Угол профиля ис- ходного контура а 20° Длина общей нормали L 27 74 —0’136 z/>'4 —0,204 Степень точности по ГОСТ 1643-56 8-Х Зацепляется с дет. Hll8.20.38 4. Фаски 1x45° Термообработка: 45-У Биение зубчатого венца относи- тельно оси отверстия ф 18А не бо- лее 0,08 Овальность и конусность ф 25Н не более 0,008 Страница 49
V 6 остальное Зубчатый венец I II Й1 Модуль m 2 2 2 Число зубьев Z 24 20 16 Угол профиля исходного контура а 20° 20° 20° Длина общей нормали L 15 43 0.095 1МЗ_ 0 142 15,51 о о л 0,095 y’JU_0,142 Степень точности по ГОСТ 1643-56 8-Х 8-Х 8-Х Корригирование зубьев — Зуб корриг Смещение исходного контура — х=5. т = 0,138.2 = 0,276 Зацепляется с дет. Н 118.30.33 Н 118.30.35 Н 118.30.36 Hl 18.3032 4. Закьи?лит.Ь Hl 18.3033 \7 6 остальное Зацепляется с дет. Н 118.30.32 Страница 50 —> Степень точности по ГОСТ 163-56 1. Фаски 1X45° 2. Термообработка 45-У 3. Биение зубчатого венца относи- тельно оси шлицевого отв. не более 0,05. S £ Ж § « ^округлить 17 0^. 1. Фаски 1x45° 2. Термообработка 45-У 3. Биение зубчатых венцов I, II, III относительно оси шлицевого отвер- стия не более 0,05 Неперпендикулярность торцев ка- навки ф 27-0,14 относительно оси шлицевого отверстия не более 0,05 Модуль m 2 Число Зубьев Z 24 Угол профиля ис- ходного контура а 20° Длина общей нормали L 1 ч ло— 0,095 15’43 —0,142 8-Х
6 остальное Hl 18.3034 Модуль m 2 Число зубьев Z 19 . Угол профиля ис- ходного контура X 20° Длина общей нормали L 15 14 0,095 10,14 —0,142 Степень точности по ГОСТ 1543-56 8-Х Зуб корригирован Смещение исходного контура Х= £-ш=—0,111-2=—0,22 Зацепляется с дет. Н118.30.37 1. Фаски 1X45° 2. Термообработка 45-У 3. Биение зубчатого венца относи- тельно оси шлицевого отверстия не более 0,05 V 6 остальное Модуль m 2 Число зубьев Z 28 Угол профиля ис- ходного контура а 20° Длина общей нормали L 21 26 —0,117 21—0,185 Степень точности по ГОСТ 1643-56 8-Х Зуб корригирован Смещение исходного контура х = g-m=—0,138-2=—0,276 Зацепляется с дет. Н118.30.32 1. Фаски 1X45° 2. Термообработка 45-У 3. Биение зубчатого венца относи- тельно оси шлицевого отверстия не более 0,065. Страница 51
Hl 18.3036 18 \7 6 остальное Модуль m 2 Число зубьев Z 32 Угол профиля ис- ходного контура а 20° Длина общей нормали L „ „ -0,117 21,56 _0 195 Степень точности по ГОСТ 1643-56 8-Х „ „„ Н118.30.32и Зацепляется с дет. {-{118 30 37 1. Фаски 1x45° 2. Термообработка 45-У 3. Биение зубчатого венца относи- тельно оси шлицевого отв. не более 0,065 о остальное 1, 2. 3. 4. относи- не бо- относи- s. Фаски 1X45° Термообработка 45-У Биение зубчатого венца I тельно оси шлицевого отв. лее 0,05 Биение зубчатого венца II тельно оси шлицевого отв. не бо- лее 0,055 Неперпендикулярность торцев ка- навки 38-0,17 относительно шлице- вого отв. не более 0,05 Зубчатый венец I II Модуль m 2 2 Число зубьев Z 21 35 Угол профиля исходного контура а 20° 20° Длина общей нормали L 1 е qe 0,095 10,do —Од 42 21 17-°’117 21’17-0,195 Степень точности по ГОСТ 1643-56 8-Х 8-Х Корригирование зубьев — Зуб корриги- рован Смещение исходного контура х=1-т= = 0,351-2= = 0,702 Зацепляется с дет. Н 118.30.36 Н 118.30.34 лолруы игпь Ч О JT & ~Т Страница 52 62 a os
Hl 18.3038 Н 118.3039 \7 4 остальное 1. Фаски 1x45° 2. Термообработка зубьев 45ТВЧ-42 3. Биение зубчатого венца относи- тельно оси отв. ф. 15А не более 0,05 2. 3. 4. \7 6 остальное Модуль ш 2 Число зубье.й Z 17 Угол профиля ис- ходного контура а 20° Длина общей нормали L 15 24 0,095 —0,142 Степень точности по ГОСТ 1645-56 8-Х Зацепляется с дет. Н 118.40.52 I. Фаски 1X45° Термообработка 45-У Овальность и конусность шейки ф 17Н не более 0,006. Боковые стороны каждого зуба вала должны быть парал- лельны оси симметрии зуба до пересечения с окружи, ф 18А5. Допускаемое отклонение 0,05 На шейках вала ф 17Н и ф 18Н допускаются следы от шлицевой фрезы. 5. - -o.oto Страница 53
Hl 18.3041 \7 4 остальное 1. Фаски 0,5x45° 2, Термообработка 45-У 3. Овальность и конусность шеек ф 17Н не более 0,006 4. Боковые стороны каждого зуба должны быть параллельны оси сим- метрии зуба до пересечения с ок- ружностью ф. 18Х4. Допускаемое отклонение 0,05 5. На шейках ф 17Н допускаются сле- ды от шлицевой фрезы Б118.3117А V 4 остальное Страница 54
HI18.3045A V 4 остальное ЯП1 ав/ 3? ajax. 3‘H2S •werpu/г кругом 2/S*o,i 2. 3. 4. 5. 6. б 10В s i£1 119 А-А M2.S:/ 1. Фаски 0,5x45° Термообработка 45-У Овальность и конусность шеек диам. 25Н и диам. ЗОН не более 0,003. Овальность и конусность отверстия диам. 42А не более 0,013. Биение диам. ЗОХ относительно оси детали не более 0,03. Непараллельность боковых сторон шлицев оси дет. не более 0,01 на длине 100 мм. 7. Боковые стороны каждого зуба должны быть параллельны оси симметрии зуба до пересечения с окружностью диам. 26Х< допускаемое отклонение 0,05. 8. Биение отв. диам. 42А относительно шеек диам. 25Н на диам. ЗОН не более 0,03. 9. После зачеканки шарик не должен проворачиваться. 10. Центра двух отверстий диам. 6,4 должны лежать на одной прямой, проходящей через центр отв. диам. 42А; допускаем, отклонение 0,05. Страница 55
Hl 18.4014 ^<S /1аЗ ujrnufm ЛГ* Сверлить и развернуть gсборе е Вет. ЦМ.Ю.ЬЗ. 3Ornf. ра£*орсспола>* noo*ipy*c *OCfTiU. V 4 остальное Модуль m 2,5 Число зубьев z2 60 Число заходов червяка Z| I Угол профиля в осевом сечении а 20° Угол подъема вин- товой линии чер- вяка х 4°45'49" Направление вин- товой линии червяка правое Степень точности по ГОСТ 3675-56 8-X Зацепляется с дет. Hl 18.40.51 A-A 1. Отливку подвергнуть термообра- ботке по режиму отжига и норма- лизации 2. Фаски 1,5X45° 3. Смещение отв. М8 от номинально- го положения по углу не более ±15. V 4 остальное H118.4017 I. Фаски 1x45° Страница 56
ill 18.4051 А 2. з. 4. И °озмгра/ билпха S нормально» сРаениа Hl 18.4052 2^4. ? i \7 4 остальное Модуль m 2,5 Шаг по оси t 7,85±0,018 Число заходов Z( 1 Угол профиля в осевом сечении а 20° Угол подъема вин- товой линии X 4°45'49" Направление вин- товой линии правое Степень точности по ГОСТ 3675-56 8-Х Зацепляется с дет. Н118.40.14 витка затупить до у вершины витка 45-ТВЧ 5. R. Фаски 1X45° Начало и конец толщины 1,5 мм Термообработка 45—48. Допускаемое радиальное биение витков относительно оси не бо- лее 0,02 Овальность и конусность шеек ф 17П и ф 20П не более 0,01 Биение торца А относительно оси не более 0,02 \7 6 опальное Модуль m 2 Число зубьев Угол профиля ис ходного контура Длина общей нормали Степень точности по ГОСТ 1643-56 Z а L 44 20° о, 7 —0,136 0,204 8-Х Зацепляется с дет. Н 118.30.38 1. Биение зубчатого венца относи- тельно оси не более 0,08 2. Термообработка 45ТВЧ-42 3. Фаски 1x45° 45-У; зубья Страница 57
Профиль зуба по наружной окружности Масштаб 10:1 1. Смещение зуба с оси детали не бо- лее 0,2 2. Т. О. 40Х-М48 3. Смещение отв. ф 9 от номинала +0,25. Страница 58
Б118.3107А юЛ'*' Страница 59 лЫггЯМЛ/ I/O длит зуда Л, тут уа ф8& виперой сужгяия ой 7 5'6 6,Ort Развертка профиля зуба по наружи. окружн. ф 120 Развертка профиля зуба по наружи, окружн. ф 120 т. о. 40X-4S
Изменение в правилах «Опознайки»
Один объект для опознания — одна тема.
Запрещается размещать групповые фотографии или несколько разных объектов для опознания.

Обзорная тема, создана для фото и ссылок по станкам. Просьба не постить вопросы другого содержания.
Для публикации сообщений создайте учётную запись или авторизуйтесь
Вы должны быть пользователем, чтобы оставить комментарий
Войти
Уже есть аккаунт? Войти в систему.
Войти
Информация о файле
Паспорт на 2Н118, универсальный вертикально-сверлильный станок, 1971г. — 2N118.djvu
Руководство, Альбом запасных деталей, 1970 год — 2N118_Molodechno_1970.djvu
Паспорт 2Н118, 1966г. — 2N118_pass_1966.djvu
Молодечненский станкостроительный завод
Паспорт на вертикально-сверлильный станок 2Н118, 1965, 1975г.
Паспорт на вертикально-сверлильный станок 2Н118-1

Технологические инструкции
ПКБ ЦТ.01.0001Р «Комплект документов на типовой технологический процесс технического обслуживания обыкновенного освидетельствования и ремонта колесных пар электровозов ВЛ10, ВЛ11, ВЛ15, ВЛ80, ВЛ82, ВЛ85»
ПКБ ЦТ.01.0002Р «Комплект документов на типовой технологический процесс технического обслуживания обыкновенного освидетельствования и ремонта колесных пар тепловозов 2ТЭ116, ТЭ10, ТЭМ2, М62»
ПКБ ЦТ.01.0008Р «Комплект документов на типовой технологический процесс текущего ремонта ТР-3 асинхронных электродвигателей НВА-22, НВА-55 электровоза ЭП1»
ПКБ ЦТ.06.0001 «Руководство по техническому обслуживанию и текущему ремонту тяговых электродвигателей локомотивов»
ПКБ ЦТ.06.0002 «Руководство по техническому обслуживанию и текущему ремонту поршневых компрессоров локомотивов»
ПКБ ЦТ.06.0004 «Руководство по техническому обслуживанию и текущему ремонту электропневматических контакторов локомотивов»
ПКБ ЦТ.06.0005 «Руководство по осмотру и обыкновенному освидетельствованию колесных пар локомотивов»
ПКБ ЦТ.06.0039 «Руководство по техническому обслуживанию, текущему и заводскому ремонту электровозов ВЛ80в/и»
ПКБ ЦТ.06.0040 «Руководство по установке вентиляторов в кабине машиниста электровозов ВЛ80в/и, ВЛ10в/и, ВЛ11в/и»
ПКБ ЦТ.06.0041 «Руководство по установке вентиляторов в кабине машиниста электровозов ЧС6, ЧС7, ЧС8, ЧС200»
ПКБ ЦТ.06.0042 «Руководство по установке вентиляторов в кабине машиниста тепловозов 2 (3)ТЭ10в/и, 2ТЭ116, М62в/и, ТЭП70, ТЭМ2в/и, ТЭМ7в/и, ЧМЭ3в/и»
ПКБ ЦТ.06.0045 «Руководство по техническому обслуживанию, текущему и деповскому ремонту тепловоза 2ТЭ116»
ПКБ ЦТ.06.0046 «Руководство по техническому обслуживанию и текущему и деповскому ремонту электровозов 2(3)Эс5К, Э5К»
ПКБ ЦТ.06.0050 «Вибрационное диагностирование узлов локомотивов»
ПКБ ЦТ.06.0051 «Руководство по техническому обслуживанию, текущему и деповскому ремонту тепловоза ТЭП70»
ПКБ ЦТ.06.0059 «Требования по проведению неразрушающего контроля деталей КМБ (КРБ) локомотивов при плановых видах ремонта»
ПКБ ЦТ.06.0064 «Тепловизионный контроль узлов и деталей локомотивов»
ПКБ ЦТ.06.0072 «Руководство по техническому обслуживанию и текущему ремонту тепловозов ТЭМ18в/и»
ПКБ ЦТ.06.0073 «Узлы с подшипниками качения на железнодорожного тягового подвижного состава. Руководство по техническому обслуживанию и ремонту»
ПКБ ЦТ.06.0090 «Разработка технологических процессов для технического обслуживания и текущего ремонта локомотивов их агрегатов, узлов или деталей»
ПКБ ЦТ.06.0093 «Водяные насосы дизелей 5Д49 и ПД4Д. Руководство по текущему ремонту»
ПКБ ЦТ.06.0094 «Масляные насосы дизелей 5Д49 и ПД4Д. Руководство по текущему ремонту»
ПКБ ЦТ.06.0099 «Руководство по текущему и среднему ремонтам турбокомпрессора ТК33Н-01(02)»
ПКБ ЦТ.07.0001 «Перечень технологических операций разборки, ремонта и сборки тележек электровоза 2ЭС5К»
ПКБ ЦТ.25.0002 «Технологическая инструкция изготовление стале-баббитовых вкладышей моторно-осевых подшипников»
ПКБ ЦТ.25.0003 «Перезаливка баббитом Б16 вкладышей моторно-осевых подшипников электровозов.. Технологическая инструкция (на опытную партию)»
ПКБ ЦТ.25.0007 «Техническое обслуживание и ремонт тягового электродвигателя НБ-520В электровоза ЭП1»
ПКБ ЦТ.25.0009 «Текущий ремонт ТР-3 колесно-редукторного блока электровоза ЭП1»
ПКБ ЦТ.25.0011 «Техническое обслуживание и ремонт асинхронных электродвигателей НВА-22, НВА-55 электровозаЭП1»
ПКБ ЦТ.25.0014 «Технологическая инструкция техническое обслуживание и ремонт разрядников и ограничителей перенапряжений электровозов переменного тока»
ПКБ ЦТ.25.0015 «Техническое обслуживание и ремонт тягового трансформатора ОНДЦЭ-5700/25-У2 электровоза ЭП1»
ПКБ ЦТ.25.0018 «Техническое обслуживание и текущие ремонты тележек тепловозаЧМЭ3»
ПКБ ЦТ.25.0025 «Техническое обслуживание и ремонт электропневматических контакторов электровоза ЭП1»
ПКБ ЦТ.25.0027 «Техническое обслуживание и ремонт контроллеров машиниста КМ-87, КМ-27 электровоза ЭП-1»
ПКБ ЦТ.25.0028 «Техническое обслуживание и ремонт быстродействующих выключателей ВБ-8 электровоза ЭП-1»
ПКБ ЦТ.25.0044 «Техническое обслуживание и ремонт электропневматических контакторов электровоза 2ЭС5К, 3ЭС5К, Э5К»
ПКБ ЦТ.25.0046 «Техническое обслуживание и ремонт электромагнитных контакторов электровоза 2ЭС5К, 3ЭС5К, Э5К»
ПКБ ЦТ.25.0056 «Техническое обслуживание ТО-5 локомотивов»
ПКБ ЦТ.25.0058 «Обкаточные испытания электровозов после текущего ремонта ТР-3»
ПКБ ЦТ.25.0061 «Обыкновенное освидетельствование колесных пар электровозов серий 2ЭС5К, 2ЭС4К, 3ЭС5К»
ПКБ ЦТ.25.0064 «Обыкновенное освидетельствование колесных пар тепловозов серий ТЭМ18Д, ТЭМ3»
ПКБ ЦТ.25.0067 «Типовой технологический процесс на сушку, пропитку и покрытие обмоток тяговых и вспомогательных электрических машин локомотивов»
ПКБ ЦТ.25.0069 «Очистка от загрязнений и нанесение защитного электроизоляционного покрытия на поверхности стеклопластиковых изоляторов при ремонте электроподвижного состава»
ПКБ ЦТ.25.0070 «Техническое обслуживание и ремонт щелочных никель-кадмиевых аккумуляторных батарей»
ПКБ ЦТ.25.0071 «Настройка коммутации тяговых электродвигателей электровозов»
ПКБ ЦТ.25.0072 «Техническое обслуживание и текущий ремонт главного контроллера ЭКГ-8Ж»
ПКБ ЦТ.25.0073 «Ремонт токоотводящих устройств электровозов ВЛ10, ВЛ10У, ВЛ11»
ПКБ ЦТ.25.0074 «Нанесение и восстановление полос безопасности на лобовых частях локомотивов при ремонте»
ПКБ ЦТ.25.0075 «Инструкция по тепловому контролю и диагностике узлов локомотивов»
ПКБ ЦТ.25.0077 «Техническое обслуживание и ремонт тяговых трансформаторов типа ОНДЦЭ-4350/П-У2 электровозов 2ЭС5К, 3ЭС5К, Э5К»
ПКБ ЦТ.25.0078 «Техническое обслуживание и ремонт токоприемника ТАсС-10»
ПКБ ЦТ.25.0081 «Устранение неисправностей локомотивов в парках прибытия п отправления»
ПКБ ЦТ.25.0082 «Техническое обслуживание и ремонт тягового электродвигателя ЭД-118А»
ПКБ ЦТ.25.0084 «Техническое обслуживание и ремонт главного выключателя ВОВ-25-4М электровозов переменного тока»
ПКБ ЦТ.25.0086 «Определение и регулирование развески электровозов ВЛ10в/и, ВЛ80в/и, ВЛ-11, ВЛ82»
ПКБ ЦТ.25.0087 «Сборка букс и регулировка их положения на оси колесной пары электровозов ВЛ10,ВЛ11,ВЛ15,ВЛ80,ВЛ82,ВЛ85»
ПКБ ЦТ.25.0088 «Инструкция по приготовлению и применению охлаждающей жидкости для систем охлаждения двигателей тепловозов и дизель-поездов»
ПКБ ЦТ.25.0090 «Пропитка изоляции обмоток тяговых и вспомогательных электрических машин локомотивов и электропоездов в деповских условиях»
ПКБ ЦТ.25.0092 «Техническое обслуживание и ремонт токоприемников электровозов постоянного и переменного тока»
ПКБ ЦТ.25.0093 «Ремонт, уход и содержание песочниц на электровозах»
ПКБ ЦТ.25.0094 «Техническое обслуживание и ремонт дугогасительных камер электрических аппаратов электровозов переменного тока»
ПКБ ЦТ.25.0097 «Формирование, проверка, рамонт и эксплуатация резино-металлических амортизаторов буксовых поводков локомотивов и моторвагонного подвижного состава» (с изм. 03.08.2017г)
ПКБ ЦТ.25.0098 «Техническое обслуживание и ремонт электродвигателей П-11М,ДМК-1/50,ДМК-1»
ПКБ ЦТ.25.0099 «Техническое обслуживание и ремонт тягового двигателя ТЛ-2К»
ПКБ ЦТ.25.00100 «Технологическая инструкция по техническому обслуживанию и ремонту систем осушки сжатого воздуха»
ПКБ ЦТ.25.0101 «Инструкция по применению электроизоляционных эмалей ГФ-92-ХС красно-коричневой, ГФ-92-ХС серой и КО-983 при текущем ремонте и техническом обслуживании локомотивов и моторвагонного подвижного состава»
ПКБ ЦТ.25.00102 «Техническое обслуживание фильтров воздухозаборных устройств электровозов»
ПКБ ЦТ.25.00103 «Технология подготовки, заправки, подбивки и уход в эксплуатации моторно-осевых подшипников тяговых двигателей локомотивов»
ПКБ ЦТ.25.00107 «Обслуживание и ремонт компрессоров КТ6,КТ7, КТ6эл»
ПКБ ЦТ.25.00108 «Технологическая инструкция на текущий и средний ремонт тяговых электродвигателей типа НБ-412К в условиях депо»
ПКБ ЦТ.25.0109 «Технологическая инструкция на средний ремонт в условиях депо асинхронных электрических машин электровозов и электропоездов переменного тока»
ПКБ ЦТ.25.0110 «Руководство по техническому обслуживанию и текущему ремонту электрических машин электровозов»
ПКБ ЦТ.25.0113 «Руководство по техническому обслуживанию и ремонту гидравлических и фрикционных гасителей колебаний локомотивов»
ПКБ ЦТ.25.00115 «Инструкция по содержанию локомотивных приемных катушек»
ПКБ ЦТ.25.0116 «Инструкция по техническому обслуживанию и автоматической локомотивной сигнализации с устройствами проверки бдительности и контроля скорости движения»
ПКБ ЦТ.25.0123 «Ремонт и содержание датчика усл N 418»
ПКБ ЦТ.25.0124 «Техническое обслуживание, ремонт и испытание кранов машиниста усл.№ 394, №394М, №395, №395М и кранов вспомогательного тормоза локомотива усл. №254»
ПКБ ЦТ.25.00127 «Ремонт устройство блокировки тормозов локомотива»
ПКБ ЦТ.25.00130 «Техническое обслуживание и ремонт люлечного подвешивания электровозов»
ПКБ ЦТ.25.0132 «Ремонт редуктора мотор-компрессора электровоза ВЛ80»
ПКБ ЦТ.25.00134 «Техническое обслуживание и ремонт резисторов электровозов переменного тока двойного питания»
ПКБ ЦТ.25.0135 «Ремонт водяных насосов дизелей типа Д100»
ПКБ ЦТ.25.0136 «Техническое обслуживание и ремонт контроллера машиниста типа КМ-2200 тепловозов с реостатным торможением»
ПКБ ЦТ.25.00142 «Проведение вибрационного диагностирования подшипников качения колесно-моторных, колесно-моторных блоков, тяговых электродвигателей и колесных пар локомотивов»
ПКБ ЦТ.25.00144 «Техническое обслуживание и текущий ремонт форсунок дизелей типа 10Д100, д49, 11д45, 14д40, пд1м, к6s310DR»
ПКБ ЦТ.25.00147 «Техническое обслуживание и текущий ремонты механической части электровоза 2ЭС5К»
ПКБ ЦТ.25.00154 «Контроль технического состояния электрооборудования локомотивов без демонтажа при проведении технического обслуживания и текущего ремонта»
ПКБ ЦТ.25.0156 «Текущий ремонт коёсно-моторного блока с моторно-осевыми подшипниками качения электровоза 2ЭС6»
ПКБ ЦТ.25.0157 «Текущий ремонт колесно-моторного блока с моторно-осевыми подшипниками качения тепловоза 2ТЭ25А»
ПКБ ЦТ.25.0163 «Инструкция по вихретоковому контролю деталей и узлов локомотивов»
ПКБ ЦТ.25.0164 «Инструкция по магнитопорошковому контролю деталей и узлов локомотивов»
ПКБ ЦТ.25.0169 «Техническое обслуживание и ремонт групповых кулачковых переключателей отечественных электровозов постоянного тока»
ПКБ ЦТ.25.0172 «Ремонт места установки поглащающего аппарата автосцепного устройства в буферном брусе электровозов ВЛ10, ВЛ11, ВЛ80, ВЛ60, ВЛ15, ВЛ85»
ПКБ ЦТ. 25.0185 «Тяговый электродвигатель ЭД 150АУ1 техническое обслуживание и текущий ремонт»
ПКБ ЦТ.40.0011 «Ведомость документации для технического обслуживания и текущего ремонта электровозов ЭП-1в/и»
ПКБ ЦТ.40.0012 «Ведомость документации для технического обслуживания и текущего ремонта тепловоза ТЭП70в/и»
ПКБ ЦТ.40.0016 «Ведомость документации для технического обслуживания и текущего ремонта электровозов ВЛ80в/и»
ПКБ ЦТ.40.0018 «Ведомость документации для технического обслуживания и текущего ремонта тепловоза ТЭМ2»
ПКБ ЦТ.40.0023 «Регламент технической оснащенности для технического обулуживания и ремонта электровозов переменного тока»
ПКБ ЦТ.46.0003 «Регламент метрологической оснащенности при техническом обслуживании и ремонту механического оборудования электровозов переменного тока»
ПКБ ЦТ.46.0005 «Регламент метрологической оснащенности при техническом обслуживании и ремонту тяговых двигателей электровозов переменного тока»
ПКБ ЦТ.46.0006 «Регламент метрологической оснащенности для технического обслуживания и ремонта вспомогательных электрических машин электровозов переменного тока»
ПКБ ЦТ.46.0007 «Регламент метрологической оснащенности для технического обслуживания и ремонта электрического оборудования электровозов переменного тока»
ПКБ ЦТ.46.0008 «Регламент метрологической оснащенности для технического обслуживания и ремонта тяговых трансформаторов, реакторов, индуктивных шунтов и дросселей электровозов переменного тока»
ПКБ ЦТ.46.0009 «Регламент метрологической оснащенности для технического обслуживания и ремонта электронного оборудования электровозов переменного тока»
ПКБ ЦТ.46.0010 «Регламент метрологической оснащенности для технического обслуживания и ремонта тормозного оборудования локомотивов»
ПКБ ЦТ.46.0011 «Регламент метрологической оснащенности для технического обслуживания и ремонта устройств безопасности движения локомотивов»
ПКБ ЦТ.46.0024 «Регламент технологической оснащенности экипировки и техническое обслуживания электровозов ВЛ10в/и, ВЛ80в/и»
ПКБ ЦТ.46.0025 «Регламент технологической оснащенности. Текущий ремонт ТР электровозов ВЛ10в/и,ВЛ80в/и»
ПКБ ЦТ.46.0030 «Регламент технологической оснащенности. Экипировка и техническое обслуживание ТО электровозов 2ЭС5К, 3ЭС5К, Э5К»
ПКБ ЦТ.46.0048 «Регламент технологической оснащенности. Экипировка и техническое обслуживание ТО маневровых тепловозов ТЭМ2в/и»
ПКБ ЦТ.46.0049 «Регламент технологической оснащенности. Текущий ремонт ТР маневровых тепловозов ТЭМ2в/и»
ПКБ ЦТ.46.0050 «Регламент технологической оснащенности. Деповской ремонт ДР маневровых тепловозов ТЭМ2в/и»
ТИ4 «Ремонт толкателей и привода топливных насосов дизелей 2Д100 и 10Д100»
ТИ 10 «Технологическая инструкция на ремонт электрических машин при МПР и БМП электропоезда ЭР-9 и ЭР-9п» Москва 1966г.
ТИ 18 «Технологическая инструкция на осмотр, ремонт и поверку счетчиков киловатт-часов постоянного тока типа Д600 и СКВТ-Д621 с добавочным сопротивлением тип Р60ОМ и наружным шунтом 150 (для Д621)»
ТИ 19 «Технологическая инструкция на осмотр, ремонт и поверку счетчиков электроэнергии переменного тока тип СО-И 442» 1966г.
ТИ 27 «Технологическая инструкция на ремонт механизма управления дизелей 2Д100 и 10Д100»
ТИ 112 «Временная технологическая инструкция на изготовление и установку войлочных кольцевых уплотнений кожухов зубчатых передач тяговых электродвигателей локомотивов»
ТИ131 «Технологическая инструкция по балансировке карданных валов тепловозов 2ТЭ10Л»
ТИ 153 «Техническое обслуживание и текущий ремонт механического оборудования электровозов ЧС4 и ЧС4»
ТИ 162 «Технологическая инструкция на деповской ремонт свинцово-кислотной аккумуляторной батареи типа 24ЭН-80»
ТИ 187 «Технологическая инструкция на ремонт и сборку колесно-моторного блока электровозов с косозубой передачей»
ТИ 194 «Технологическая инструкция по замеру габарита нижней части кожухов эубчатой передачи электровозов»
ТИ 207 «Очистка загрязненного фильтрующего пакета (черт.2ТЭ10Л.01.248, черт.Т751.01.01) из паропласта ППУ-ЭФ2 ТУ24.4.07.040-72»
ТИ 208 «Технологическая инструкция на изготовление фильтрующих пакетов (черт.2ТЭ10Л.01.10.248, черт.Т751.01.01) из поропласта ППУ-ЭФ2 ТУ24.4.07.040-72.»
ТИ 231 «Технологическая инструкция на установку разъемных дистанционных колец на колесных парах тепловозов ТЭМ2А и М62 колеи 1520 (1524) мм»
ТИ 234 «Технологическая инструкция по комбинированной термической обработке конструкционных деталей из поликапроамида, применяемых на локомотивах»
ТИ 240 «Технологическая инструкция по монтажу и эксплуатации полиэтиленовых клапанов для смазки валиков рессорного подвешивания тепловозов»
ТИ 242 «Технологическая инструкция по монтажу пластмассовых прокладок нагнетательного клапана топливных насосов дизелей тепловозов»
ТИ 264 «Ремонт масляного насоса типа МШ 120 дизеля 1А-5Д49»
ТИ 265 «Ремонт водяных насосов типа 4ВЦ50/12-02 дизеля 1А-5Д49»
ТИ 266 «Технологическая инструкция на разборку и сборку колесно-моторного блока с тяговыми электродвигателями ЭДТ-200Б, ЭД-107, ЭД-107А, ЭД-118А, в условиях депо. Часть I, II»
ТИ269 «Технологическая инструкция на проверку сопротивлений ослабления поля тяговых двигателей тепловозов 2ТЭ10Л»
ТИ 273 «Технологическая инструкция на техническое обслуживание моторно-осевых узлов тяговых электродвигателей тепловозов»
ТИ275 «Ремонт турбокомпрессора ТК-34»
ТИ 278 «Ремонт гильз цилиндров дизелей типа Д100»
ТИ 283 «Установка наделка из поликапроамида на осевой упор с применением полимерных композиций и уход в процессе эксплуатации локомотива»
ТИ 286 «Ремонт коренных подшипников коленчатого вала дизеля 1А-5Д49»
ТИ 287 «Технологическая инструкция на текущие ремонты ТР-2 и ТР-3 упругого зубчатого колеса тепловозов»
ТИ 290 «Технологическая инструкция пошив изделий из ткани огнеупорнопротивогнилостной пропитки с защитным полимерным покрытием «ВИНИЛИСкожа-Т» марки ОПП»
ТИ 291 «Разборка, сборка и регулировка дизеля 1-А-5Д49»
ТИ 293 «Техническое обслуживание и ремонт вентильных разрядников переменного тока типа РВЭ-25М» 1978г.
ТИ 294 «Монтаж и эксплуатация полнопоточных фильтров тонкой очистки масла со сменными бумажными фильтрующими элементами на тепловозах»
ТИ 295 «Технологическая инструкция на ремонт польстерного устройства тягового электродвигателя типа ЭД107А (дополнение к ТИ266 ч.1)»
ТИ 296 «Ремонт привода насосов дизеля 1А-5Д49.. Технологическая инструкция»
ТИ 297 «Техническое обслуживание ТО-2, ТО3 и текущие ремонты ТР-1, ТР-2 тяговых электродвигателей электровозов ВЛ22, ВЛ23, ВЛ8, ВЛ10, ВЛ11»
ТИ 298 «Капитальный ремонт якорей с полной заменой обмотки тяговых электродвигателей ЭДТ-200Б,ЭД-107,ЭД-107А тепловозов в условиях депо»
ТИ 300 «Ремонт коренных подшипников и коленчатого вала дизелей 2Д100и 10Д100»
ТИ 302 «Ремонт вертикальной передачи дизелей 2Д100 и 10Д100»
ТИ 304 «Ремонт вентиляторов охлаждения тяговых электродвигателей тепловозов 2ТЭ10Л, 2ТЭ10В, ТЭП10Л, ТЭ10, ТЭП10, ТЭ3, ТЭ7»
ТИ 306 «Ремонт валов приводов силовых механизмов тепловозов ТЭ10, ТЭП10,2ТЭ10Л,ТЭП10Л и 2ТЭ10В»
ТИ308 «Ремонт шатунно-поршневой группы дизелей 2Д100 и 10Д100»
ТИ 310 «Реостатные испытания тепловозов типа ТЭ10»
ТИ312 «Техническое обслуживание и текущий ремонт главных генераторов типа МПТ-99/47А ГП-311Б, ГП-311В, ГП-300, ГП-312»
ТИ313 «Текущий ремонт электроаппаратуры тепловозов ТЭ3, 2ТЭ10Л, М62, ТЭП60, ТЭМ1, ТЭМ2 (I редакция)»
ТИ 315 «Ремонт распределительных редукторов тепловозов ТЭ10,ТЭП10, 2ТЭ10,ТЭП10Л,2ТЭ10Л и 2ТЭ10В»
ТИ 317 «Техническое обслуживание и текущий ремонт локомотивных скоростимеров типа 3СЛ-2М» 1983г.
ТИ318 «Техническое обслуживание и текущий ремонт двухмашинных агрегатов тепловозов типа ТЭ10, ТЭП60, М62, ТЭ3, ТЭМ1, ТЭМ2, ТЭ1, ТЭ2»
ТИ 319 «Ремонт топливного насоса дизелей 2Д100 и 10Д100»
ТИ 320 «Ремонт масляных насосов дизелей типа Д100»
ТИ 321 «Ремонт гидромеханического редуктора тепловозов ТЭ3, ТЭ7»
ТИ 323 «Ремонт секций, жалюзи и утеплительных чехлов холодильника тепловозов ТЭ3 и ТЭ10»
ТИ 324 «Ремонт привода вентилятора холодильника тепловозов ТЭ10, ТЭП10, 2ТЭ10, ТЭП10Л, 2ТЭ10Л, 2ТЭ10В»
ТИ 326 «Ремонт регуляторов частоты вращения всережимного и объединенного дизелей типа Д100»
ТИ 330 «Технологическая инструкция по ремонту воздухоохладителей дизелей 10Д100»
ТИ 331 «Ремонт привода масляного и водяного насосов и регулятора дизелей Д100»
ТИ332 «Ремонт теплообменников тепловозов 2ТЭ10Л и 2ТЭ10В»
ТИ 334 «Деповской ремонт устройства автоматической локомотивной сигнализации непрерывного типа (АЛСН)» 1983г.
ТИ 337 «Единая технология на перезаливку вкладышей подшипников коленчатого вала дизелей типа Д 100»
ТИ 339 «Технологическая инструкция на ремонт, уход и содержание песочниц на тепловозах (1редакция)»
ТИ 344 «Ремонт глушителя, выхлопных коллекторов и выхлопных коробок дизелей типа Д100»
ТИ 346 «Технологическая инструкция по ремонту тахогенераторов при текущем ремонте электровозов ВЛ80т, ВЛ80с» 1982г.
ТИ 351 «Ремонт лопастных насосов тепловозов»
ТИ 400 «Техническое обслуживание ТО-3 гильз цилиндров и поршней дизеля типа Д100»
ТИ 401 «Техническое обслуживание ТО-3 картера дизеля Д100»
ТИ 402 «Техническое обслуживание ТО-3 вертикальной передачи дизелей типа Д100»
ТИ 403 «Техническое обслуживание ТО-3 нагнетателя II ступени и воздухоохладителя дизеля 10Д100»
ТИ 404 «Техническое обслуживание ТО-3 турбокомпрессоров ТК-34»
ТИ 407 «Техническое обслуживание ТО-3 тяговых электродвигателей тепловозов 2ТЭ10Л, 2ТЭ10В,ТЭ3»
ТИ 410 «Опрессовка водяной системы дизеля типа Д100»
ТИ 411 «Техническое обслуживание ТО-3 пневматического тормозного оборудования тепловозов 2ТЭ10Л и ТЭ3»
ТИ 413 «Ремонт коленчатого вала, демпфера и муфты соединительной дизеля 1А-5Д49»
ТИ 415 «Техническое обслуживание ТО-3 и текущие ремонты выпрямительных установок УВКТ-5У2 и блоков БВК-1012 тепловозов серии 2ТЭ116»
ТИ 416 «Техническое обслуживание ТО-3 и текущий ремонт кожухов тяговой передачи тепловозов ТЭ3,2ТЭ10Л,М62,2ТЭ10В,2ТЭ116,ТЭМ1,ТЭМ2»
ТИ 417 «Технология применения клеевых композиций при ремонте деталей локомотивов» 1978г.
ТИ 418 «Ремонт охладителя масла дизеля1А-5Д49»
ТИ 419 «Применение эластомера ГЭН-150(В) при ремонте деталей и узлов локомотивов»
ТИ 420 «Технологическая инструкция на техническое обслуживание и ремонт аппаратов и устройств электропневматического тормоза локомотивов и моторвагонного подвижного состава» 1978г.
ТИ 421 «Технологическая инструкция осмотр, ремонт и поверка электронных счетчиков типа Ф440» 1982г.
ТИ 425 «Техническое обслуживание и текущие ремонты полупроводниковых преобразовательных установок отечественных электровозов переменного тока»
ТИ 426 «Ремонт компрессоров типа ЭК-7»
ТИ 427 «Технологическая инструкция по обеспечению гарантированных осевых зазоров в задних подшипниках букс электровозов ЧС4»
ТИ 428 «Ремонт и упрочнение стеклопластиковых кожухов зубчатых передач электровозов ВЛ10,ВЛ11,ВЛ80 всех индексов»
ТИ 430 «Ремонт турбокомпрессора 6ТК»
ТИ 431 «Безразборная промывка лабиринтов турбокомпрессоров ТК-34 (Дополнение к ТИ 275 )»
ТИ 432 «Ремонт охладителя наддувочноговоздуха дизеля 1А-5Д49»
ТИ 436 «Технология вклейки в стенке дугогасительных камер контакторов и выключателей вставок из микалекса»
ТИ 440 «Ремонт привода тахометра дизеля 1А-5Д49»
ТИ 441 «Техническое обслуживание ТО-3 и текущие ремонты вспомогательной электроаппаратуры тепловоза 2ТЭ116»
ТИ 442 «Ремонт привода компрессора тепловоза 2ТЭ116»
ТИ 443 «Ремонт коллекторов и труб выпускных дизеля 1А-5Д49»
ТИ 445 «Техническое обслуживание ТО-2 и текущий ремонты электронных блоков управления выпрямительно-инверторных преобразователей (БУВИП) электровоза ВЛ80р»
ТИ 446 «Ремонт механизма управления топливными насосами и предельного выключателя дизеля 1А-5Д49»
ТИ 448 «Техническое обслуживание и ремонт системы управления выпрямительной установкой ВВЭ-250/250»
ТИ 456 «Технологическая инструкция изготовление и монтаж полиэтиленовых труб в сифонных узлах резервуаров установок пожаротушения тепловозов и дизель поездов»
ТИ 461 «Монтаж и эксплуатация сменных двухступенчатых фильтроэлементов из синтетических материалов в фильтрах грубой очистки топлива на тепловозах 2ТЭ10М и ТЭ3»
ТИ 463 «Ремонт вентилятора охлаждения тягового генератора тепловоза 2ТЭ116»
ТИ 465 «Ремонт шатунно-поршневой группы, втулки и крышки цилиндра дизеля 14Д40»
ТИ 466 «Ремонт валов коленчатых и коренных подшипников дизелей 14Д40и 11Д45»
ТИ 467 «Ремонт антивибратора дизеля 14Д40»
ТИ 475 «Ремонт водяного насоса дизеля 14Д40»
ТИ 480 «Наладка рекуперативной схемы электровозов постоянного тока в локомотивных депо»
ТИ 481 «Техническое обслуживание ТО-2 и текущий ремонты блоков системы формирования импульсов выпрямительно-инверторного преобразователя БСФИ ВИП электровоза ВЛ80р»
ТИ 482 «Техническое обслуживание и ремонт электропневматических контакторов отечественных электровозов постоянного тока»
ТИ 483 «Техническое обслуживание и ремонт электропневматических контакторов отечественных электровозов переменного тока» 1982г.
ТИ 484 «Осмотр и ремонт электромагнитных контакторов при технических обслуживаниях и текущих ремонтах отечественных электровозов постоянного тока»
ТИ 485 «Капитальный ремонт электродвигателей НБ-430А и НБ-431 в условиях локомотивных депо»
ТИ 490 «Техническое обслуживание и текущий ремонт электродвигателя ДК-409»
ТИ 491 «Предупреждение разжижения дизельного масла топливом на дизелях 10Д100 тепловозов типаТЭ10»
ТИ 493 «Техническое обслуживание и ремонт быстродействующих выключателей БВЭ-2 и быстродействующих контакторов БК-78Т»
ТИ 496 «Техническое обслуживание и ремонт противобоксовочной защиты электровозов ВЛ60к» 1984г.
ТИ 497 «Техническое обслуживание и ремонт электромагнитных контакторов отечественных электровозов переменного тока и двойного питания»
ТИ 498 «Подготовка исключенного из инвентаря тягового подвижного состава к сдаче в металлолом» 1984г.
ТИ 499 «Подготовка и вклейка вставок из микалекса в стенки и перегородки дугогасительных камер быстродействующих выключателей типа БВП-105»
ТИ 501 «Технологическая инструкция по техническому обслуживанию и ремонту авторежимов» 1984г.
ТИ 502 «Нанесение антикоррозийного покрытия на внутренние поверхности резервуаров установок пенного пожаротушения тепловозов типов ТИП08, ТЭ3, ТЭ10, ТЭП60»
ТИ 505 «Очистка секций радиатора холодильника тепловозов методом пневмогидроудара без снятия с тепловоза»
ТИ511 «Восстановление изношенной резьбы в остове тягового электродвигателя ЭД-118А»
ТИ 512 «Техническое обслуживание и текущие ремонты челюстных тележек тепловозов ТЭ3,ТЭ7, ТЭ10, 2ТЭ10Л, ТЭМ1, ТЭМ2, ТЭМ2А, М62, ТЭП10»
ТИ 513 «Восстановление разбега тягового электродвигателя на оси колесной пары тепловозов М62, 2М62, ТЭМ2А»
ТИ 567 «Тепловоз ТЭП-70 Валопровод к редуктору гидронасосов. Редуктор гидронасосов. Гидромашина МИ 250/100. Техническое обслуживание и текущий ремонт»
ТИ 673 «Техническое обслуживание и ремонт контакторов 1КП-003, 1КМ.015,1КМ.016»
ТИ 676 «Техническое обслуживание ТО-2 электровозов ЧС2, ЧС2Т, ЧС4, ЧС4Т, ЧС6, ЧС7, ЧС8, ЧС200, работающих в скоростном движении»
ТИ 678 «Техническое обслуживание и ремонт контроллеров машиниста отечественных электровозов переменного тока»
ТИ 681 «Техническое обслуживание и текущий ремонт блока световой сигнализации при желтом с красным огне на локомотивном светофоре типа Л143» 1988г.
ТИ 686 «Монтаж и эксплуатация сменных фильтрующих элементов в фильтрах тонкой и грубой очистки топлива на тепловозах типа ТЭ10, М62, 2ТЭ116 и ТЭ3»
ТИ 695 «Техническое обслуживание и ремонт БУРТ-12, БУРТ-125 и БИ-940 электровозов ВЛ80т, ВЛ80с»
ТИ 696 «Техническое обслуживание и текущий ремонт «блока включения ЭПТ при экстренном торможении типа Л175» 1989г.
ТИ 697 «Ремонт места установки поглощающего аппарата автосцепного устройства в буферном брусе электровозов ВЛ10, ВЛ11, ВЛ80, ВЛ60, ВЛ15, ВЛ85»
ТИ 700 «Техническое обслуживание и ремонт токоприемников электровозов ЧС-4, ЧС-4Т, ЧС-8»
ТИ 701 «Техническое обслуживание и ремонт блоков управления реостатным торможением БУРТ-16 электровозов ВЛ80т, ВЛ80с»
ТИ 702 «Техническое обслуживание и ремонт блоков управления выпрямительно-инверторными преобразователями БУВИП-133 и панелей питания ПП-290 электровозов ВЛ80р, ВЛ85»
ТИ 704 «Турбокомпрессор PDH-50V. Инструкция по техническому обслуживанию и текущему ремонту»
ТИ 708 «Техническое обслуживание и текущий ремонт устройства контроля бдительности типа Л116»
ТИ 709 «Техническое обслуживание и ремонт тяговых трансформаторов отечественных электровозов переменного тока и двойного питания»
ТИ 711 «Топливные насосы дизелей типа Д100 и Д49, 11Д45, 14Д40, ПД1М, К6S310ДR»
ТИ 714 «Техническое обслуживание и текущие ремонты механической части электровозов ВЛ10, ВЛ11, ВЛ80, ВЛ82» 1992г
ТИ 719 «Техническое обслуживание и текущие ремонты механической части электровозов ВЛ15, ВЛ85» 1993г
ТИ 720 «Техническое обслуживание и текущий ремонт электронно-блочной аппаратуры электропоездов ЭР9в/и»
ТИ 721 «Эластичная муфта привода вспомогательного оборудования тепловозов типа М62. Технологическая инструкция по техническому обслуживанию и техническому ремонту»
ТИ 722 «Техническое обслуживание и ремонт тягового электродвигателя 5АL4442nP электровозов ЧС8»
ТИ 723 «Редуктор с нагнетателем дизеля14Д40У2. Технологическая инструкция по техническому обслуживанию и текущему ремонту»
ТИ 724 «Техническое обслуживание и ремонт разрядников и ограничителей перенапряжений электровозов переменного тока» 1993г.
ТИ 725 «Техническое обслуживание и текущий ремонт электронно-блочной аппаратуры управления тепловозов 2ТЭ116
ТИ 727 «Техническое обслуживание и текущий ремонт асинхронных электродвигателей АЭ92-4, АЭ92-402, АНЭ225L 4УХЛ2» 1994г.
ТИ 728 «Техническое обслуживание и ремонт тягового электродвигателяТЛ-3»
ТИ 729 «Техническое обслуживание и текущие ремонты ТР-1,ТР-2 тележек электровозов ЧС7,ЧС8»
ТИ 731 «Определение и регулирование развески электровозов ВЛ10в/и, ВЛ80в/и, ВЛ11, ВЛ82» 2000г.
ТИ 732 «Обработка триботехническим составом «НИОД» деталей и узлов локомотивных компрессоров»
ТИ 733 «Обработка триботехническим составом»НИОД» зубчатой передачи тяговых редукторов локомотивов»
ТИ 734 «Обработка триботехническим составом РВС деталей и узлов локомотивных компрессоров»
ТИ 735 «Обработка триботехническим составом «РВС» тепловозных двигателей»
ТИ 736 «Обработка триботехническим составом <<НИОД>> тепловозных двигателей»
ТИ 737 «Определение и регулирование развески электровозов ВЛ15, ВЛ85, ВЛ60, ЭП-1»
ТИ 738 «Определение и регулирование развески электровозов серии ЧС»
ТИ 739 «Определение и регулирование развески тепловозов»
ТИ 743 «Техническое обслуживание ТО-2 электровоза ЧС2к»
ТИ 745 «Обыкновенное и полное освидетельствование колесных пар со сменой бандажей электровозов ЧС2К»
ТИ 748 «Технологическая инструкция ремонт буксового узла колесной пары тепловоза ЧМЭ3»
ТИ 749 «Регулирование развески локомотивов»
ТИ 750 «Текущий ремонт ТР электровоза ЧС2К»
ТИ 751 «Обыкновенное и полное освидетельствование колесных пар со сменой бандажей тепловозов ЧМЭ3»
ТИ 752 «Техническое обслуживание и ремонт тягового электродвигателя НБ-514»
ТИ 753 «Техническое обслуживание и ремонт тяговых электродвигателей AL4846еТэлектровозов ЧС2»
ТИ 754 «Техническое обслуживание и ремонт тягового электродвигателя НБ-418»
ТИ 756 «Техническое обслуживание и текущие ремонты механической части электровозов ВЛ10, ВЛ11, ВЛ80, ВЛ82» 2004г.
ТИ 765 «Обыкновенное освидетельствование колесных пар отечественных грузовых и маневровых тепловозов»
ТИ 768 «Обыкновенное освидетельствование колесных пар электровоза ЭП-1» 2005г.
ТИ 769 «Обыкновение освидетельствование колесных пар тепловоза ТЭП70»
Инструкции ЦТ
ЦТ-6 Общие технические требования к противопожарной защите тягового подвижного состава.
ЦТ-21-01 Методические рекомендации по предупреждению электротравматизма локомотивных бригад при осмотре крышевого оборудования электровозов, электропоездов и тепловозов.
ЦТ-31 О внесении изменений в положение о приемщике.
ЦТ-40 Положение о локомотивной бригаде ОАО «РЖД».
ЦТ-44 Типовой устав локомотивного депо железной дороги.
ЦТ-59/р «Об утверждении «Памятки машинисту локомотива по предупреждению случаев обрывов автосцепок в грузовых поезда»
ЦТ-67 Положение о приемщике локомотивов Дирекции тяги-филиала ОАО «РЖД».
ЦТ-291 Инструкция о порядке расследования и учета случаев порч, неисправностей, непланового ремонта, повреждений и отказов локомотивов и моторвагонного подвижного состава.
ЦТ-310 Инструкция о порядке пересылки локомотивов и моторвагонного подвижного состава.
ЦТ-329 Инструкция по формированию, ремонту и содержанию ко-лесных пар тягового подвижного состава железных дорог колеи 1520 мм.
ЦТ-330 Инструкция по техническому обслуживанию и ремонту узлов с подшипниками качения локомотивов и моторвагонногоподвижного состава.
ЦТ-336 Инструкция по сварочным и наплавочным работам при ремонте тепловозов, электровозов, электропоездов и дизель-поездов .
ЦТ-342 Положение о техническом знаке российских железных дорог для локомотивов и моторвагонного подвижного состава.
ЦТ-397 Инструкция по эксплуатации комплексов средств сбора и регистрации данных кпд-3 и расшифровке диаграммных лент.
ЦТ-401 Должностная инструкция дежурному по основному, оборотному локомотивному депо, пункту оборота локомотивов и подмены локомотивных бригад.
ЦТ-468 Правила технического обслуживания и текущего ремонта тепловозов 2ТЭ116.
ЦТ-479 Правила текущего ремонта и технического обслуживания электропоездов.
ЦТ-519 Правила технического обслуживания и текущего ремонта тепловозов ТЭМ2, ТЭМ2А, ТЭМ2У, ТЭМ2УМ.
ЦТ-533 Инструкция по техническому обслуживанию, ремонту и испытанию тормозного оборудования локомотивов и моторвагонного подвижного состава.
ЦТ-535 Типовая инструкция по охране труда для слесарей по ремонту электроподвижного состава ТОИ Р-32-ЦТ-535-98.
ЦТ-555 Типовая инструкция по охране труда для локомотивных бригад.
ЦТ-594 Должностная инструкция машинисту-инструктору бригад путевых машин и моторно-рельсового транспорта.
ЦТ-613 Инструкция по эксплуатации локомотивных скоростемеров зсл-2м приводов к ним и по расшифровке скоростемерных лент.
ЦТ-635 Правила текущего ремонта и технического обслуживания электровозов переменного тока.
ЦТ-647 Инструкция о порядке эксплуатации, технического обслуживания и ремонта локомотивов, использующихся в пассажирском движении.
ЦТ-685 Инструкция по техническому обслуживанию электровозов и тепловозов в эксплуатации.
ЦТ-725 Правила текущего ремонта и технического обслуживания электровозов постоянного тока.
ЦТ-775 Инструкция по постановке, консервации и содержанию локомотивов и моторвагонного подвижного состава в запасе МПС России и резерве железной дороги.
ЦТ-781 Инструкция о порядке и методах измерений при учетных операциях с нефтепродуктами на предприятиях МПС.
ЦТ-814 Инструкция по подготовке к работе и техническому обслуживанию электровозов в зимних и летних условиях.
ЦТ-833 Типовая инструкция по охране труда для машиниста пескоподающей Установки.
ЦТ-835 Типовая инструкция по охране труда для работников баз топлива и нефтепродуктов.
ЦТ-901 Инструкция о порядке пользования локомотивной аппаратурой системы автоматического управления торможением поездов САУТ-Ц.
ЦТ-902 Инструкция по техническому обслуживанию локомотивной аппаратуры системы автоматического управления торможением поездов САУТ-Ц.
ЦТ-911 Типовая инструкция по охране труда для работников химико-технических лабораторий федерального железнодорожного транспорта.
ЦТ-912 Положение о машинисте-инструкторе локомотивных бригад.
ЦТ-922 Положение о технике по расшифровке лент скоростемеров.
ЦТ-926 Отраслевые правила по охране труда на базах твердого топлива железных дорог.
ЦТ-950 Инструкция о порядке присвоения восьмизначных идентификационных номеров тяговому подвижному составу.
ЦТ-2315 Правила передачи локомотивов и моторвагонного подвижного состава с одной железной дороги на другую.
ЦТ-2510 Положение о локомотивном депо железной дороги.
ЦТ-4221 Инструкция о порядке перенумерования тягового подвижного состава.
ЦТ-4418 Инструкция о порядке исключения из инвентаря железных дорог тягового подвижного состава.
ЦТ-4443 Технические требования на переоборудование (реконструкцию) базы запаса паровозов для обеспечения хранения.
ЦТ-4651 Инструкция о порядке пользования устройством контроля бдительности машиниста УКБМ в системе автоматической локомотивной сигнализации АЛСН.
ЦТ-4710 Инструкция о порядке пользования локомотивными устройствами унифицированной системы автоматического управления тормозами (САУТ-У).
ЦТ-БД-35 Рекомендации по минимизации случаев образования ползунов и наваров на колесных парах пассажирских вагонов.
ЦТВР-205 Правила капитального ремонта тепловозов типа ТЭМ1, ТЭМ2 .
ЦТ-ЦТВР-147 Правила капитального ремонта КР1 и КР2 дизель поездов типа ДР-1 и их моторных и прицепных вагонов .
ЦТРТ-14/97 Технические указания по подготовке, эксплуатации и обслуживанию тепловозов и дизель поездов в зимних условиях.
ЦТК-10-2001 Положение по устройству и содержанию домов и комнат отдыха локомотивных бригад.
ЦТлб-3/2 Типовая должностная инструкция машинисту электровоза эксплуатационного локомотивного депо ОАО «РЖД».
ЦТлб-3/3 Типовая должностная инструкция машинисту тепловоза эксплуатационного локомотивного депо ОАО «РЖД».
ЦТлб-3/4 Типовая должностная инструкция помощника машиниста электровоза эксплуатационного локомотивного депо ОАО «РЖД».
ЦТлб-3/5 Типовая должностная инструкция помощника машиниста тепловоза эксплуатационного локомотивного депо ОАО «РЖД».
ЦТлб-3/6 Типовая должностная инструкция машинисту инструктору локомотивных бригад эксплуатационного локомотивного депо ОАО «РЖД».
ЦТ-18/6 Технологическая инструкция по ультразвуковому контролю бандажей колес локомотивов после их обточки.
ЦТРтр-36/12 «Инструкция по ультразвуковому контролю деталей колесных пар электровозов серии Э5К, 2ЭС5К, 2ЭС4К, ЭП2К, 2ЭС6»
ЦТРтр-36/8-1 «Инструкция по ультразвуковому контролю валов якорей тяговых электродвигателей локомотивов с использованием унифицированных стандартных образцов СО-2 или СО-3Р»
ЦТтех-36/7 «Технологическая инструкция по ультразвуковому контролю деталей электровоза серии ЭП-1»
ЦТ-ЦВ-ЦЛ-590 Инструкция по восстановлению и упрочнению индукционно-металлургическим способом деталей узлов трения подвижного состава.
ЦТ-ЦП-ЦВ-581 Правила надзора за воздушными резервуарами подвижного состава железных дорог российской федерации.
ЦТ-ЦТВР-409 Основные условия ремонта и модернизации тягового подвижного состава, узлов и агрегатов на ремонтных заводах МПС России.
ЦТ-ЦТВР-4677 Правила ремонта электрических машин тепловозов .
ЦТ-ЦТВР-4782 Правила ремонта электрических машин электроподвижного состава.
ЦТ-ЦУВС-ЦТВР-4806 Инструкция о порядке проведения работ по оценке качества кабин отремонтированных локомотивов на соответствие санитарно-гигиеническим требованиям.
ЦТ-ЦУО-175 Инструкция по обеспечению пожарной безопасности на локомотивах и моторвагонном подвижном составе.
ЦТ-ЦШ-659 Инструкция по техническому обслуживанию комплексного локомотивного устройства безопасности.
ЦТ-ЦШ-857 Инструкция по техническому обслуживанию автоматической локомотивной сигнализации непрерывного типа (АЛСН) и устройств контроля бдительности машиниста .
ЦТ-ЦШ-889 Инструкция о порядке пользования автоматической локомотивной сигнализацией непрерывного типа (АЛСН) и устройствами контроля бдительности машиниста.
ЦТ-ЦШ-907 Инструкция по эксплуатации комплексного локомотивного устройства безопасности.
ЦТ-ЦЭ-844 Инструкция о порядке использования токоприемников электроподвижного состава при различных условиях эксплуатации.
ЦТ-ЦЭ-860 Инструкция о порядке действий локомотивных бригад и работников дистанций электроснабжения при повреждениях токоприемников контактной сети и комиссионном их рассмотрении.
ЦУВС-552 Инструкция О порядке организации и проведения предрейсовых медицинских осмотров работников локомотивных бригад.
ЦУКС-788 Инструкция о порядке осмотров зданий и сооружений, эксплуатируемых организациями федерального железнодорожного транспорта.
ЦУО-112 Правила пожарной безопасности на железнодорожном транспорте.
ЦУО-130 Инструкция по служебному расследованию, учету пожаров и последствий от них на железнодорожном транспорте.
ЦУО-286 Инструкция о порядке служебного расследования и учета на железнодорожном транспорте несчастных случаев с людьми, не связанных с производством.
ЦЧУ-250 Инструкция по учету наличия, состояния и использования локомотивов и моторвагонного подвижного состава.
ЦЧУ-493 Инструкция по составлению отчетности о выполнении установленной продолжительности непрерывной работы локомотивных бригад грузового движения.
ЦЧУ-919 Инструкция по учету выполнения графика движения пассажирских, пригородных и грузовых поездов.
ЦЧУ-4832 Инструкция по заполнению маршрутов машиниста.
ЦЧУЛ-68 Инструктивные указания о порядке составления учетных форм по локомотивному хозяйству.
ЦШ-ЦТ-907 Инструкция по эксплуатации комплексного локомотивного устройства безопасности.
Ш-280У О порядке служебного расследования случаев внезапной смерти работников, обеспечивающих движение поездов.
Ш-895у Указание об учете локомотивов и моторвагонного подвижного состава, прошедших капитальный ремонт КРП.
Другие инструкции
Правила технической эксплуатации железных дорог Российской Федерации (ПТЭ с изменениями от 01.09.2016г)
«Инструкция по осмотру, освидетельствованию, ремонту и формированию колесных пар локомотивов и моторвагонного подвижного состава железных дорог колеи 1520 мм» утвержденная Распоряжением ОАО «РЖД» №2631р от 22 декабря 2016г.
Колесные пары тягового подвижного состава железных дорог колеи 1520 мм. Руководство по эксплуатации, техническому обслуживанию и ремонту КМБШ.667120.001РЭ.
«Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог» утвержденное распоряжением ОАО «РЖД» №2745р от 28 декабря 2010г
«Правила технического обслуживания тормозного оборудования и управления тормозами железнодорожного подвижного состава» утвержденные Советом по железнодорожному транспорту государств-участников Содружества (протокол от «6-7» мая 2014г №60) (Взамен ЦТ-ЦВ-ЦЛ-ВНИИЖТ-277 с изменениями от 19.05.2016г.)
«Инструкция по применению смазочных материалов в локомотивах и моторвагонном подвижном составе» 01ДК.421457.001 И.
«Руководство по техническому обслуживанию, ремонту и испытанию тормозного оборудования локомотивов и моторвагонного подвижного состава» утвержденное распоряжение ОАО «РЖД» от 12 мая 2015 г. №1191р (Дополнение инструкции ЦТ-533)
«Инструкция по подготовке к работе и техническому обслуживанию электровозов в зимних и летних условиях» утвержденное распоряжением ОАО «РЖД» №77р от 20 января 2012г
ТИ №62763926.021.73.001/2010 «Технологическая инструкция по обмывке кузовов грузовых, пассажирских и маневровых локомотивов»
РК 103.11.369-2005 Инструкция по обкаточным испытаниям после заводского ремонта электровозов переменного и постоянного тока.
РД 32 103.929-93 Испытание электровозов серии ЧС4, ЧС4Т после капитальных ремонтов КР-1, КР-2.
103.25200.60025 «Технологическая инструкция на капитальный ремонт вентильных разрядников типа РВЭ-25М и РВМК-IV-VM-VI»
ТИ 103.11394-2005 «Технологическая инструкция по восстановлению вкладышей МОП тепловозов ЧМЭ3»
«Технологическая инструкция по заливке моторно-осевых подшипников локомотивов баббитом Б16»
И 103.11.379-2005 «Инструкция по обкаточным испытаниям тепловозов после среднего и капитального ремонта»
103.25200.60027 «Технологическая инструкция на капитальный ремонт электрических печей типа ПЭТ и электрокалориферов»
H613 Ин «Модернизация электропневматического клапана автостопа»
Р1224 Ин «Модернизация электропневматического клапана автостопа»
P1835 Ин «Установка верхних рукояток бдительности РБв (РБС)»
Р1634 «Каталог деталей тепловоза ТЭМ2, подлежащих неразрушающему контролю»
Р1487 «Технологическая инструкция и каталог норм выхода лома цветных металлов при разделке списанных тепловозов»
Технологическая инструкция по обмывке кузовов грузовых, пассажирских и маневровых локомотивов ТИ №62763926.021.73.001/2010
Инструкция по эксплуатации локомотивных устройств безопасности №Л230 от 19.10.2016г.
ПОТ РО-32-ЦТ-668-99 «Правила по охране труда при техническом обслуживании и текущем ремонте тягового подвижного состава и грузоподъемных кранов на железнодорожном ходу»
ТОИ Р-32-ЦТ-833–01 «Типовая инструкция по охране труда для машиниста пескоподающей установки»
ТОИ Р-32-ЦТ-728-99 «Типовая инструкция по охране труда для слесаря по ремонту тепловозов и дизель-поездов»
ТОИ Р-32-ЦТ-832-01 «Типовая инструкция по охране труда для экипировщика локомотивов»
ТИ РО-13153-ЦТ-911-02 «Типовая инструкция по охране труда для работников химико-технических лабораторий федерального железнодорожного транспорта»
ИОТ РЖД – 4100612 – ЦТ – 115 – 2017 «Инструкция по охране труда для локомотивных бригад ОАО «РЖД» Утвержденная распоряжением ОАО «РЖД» №2585р от 12.12.2017г»
ПОТ РЖД – 4100612 – ЦТ – 103 – 2017 «Правила по охране труда при эксплуатации локомотивов ОАО «РЖД» Утвержденная распоряжением ОАО «РЖД» №2050р от 09.10.2017г»
ИОТ РЖД-4100612-ЦТ-031-2014 «Инструкции по охране труда машинистов локомотивов, работающих без помощников машинистов при эксплуатации локомотивов ОАО «РЖД»
На чтение 11 мин. Опубликовано
Содержание
- Технические характеристики вертикально-сверлильного станка 2Н118
- Особенности станка модели 2Н118
- Кинематическая схема и конструкция оборудования
- Элементы электрической схемы устройства
- Станок вертикально-сверлильный 2Н118
- Классификация оборудования
- Сверлильное оборудование
- Описание станка
Технические характеристики вертикально-сверлильного станка 2Н118
Вертикально-сверлильный станок 2Н118 не предназначен для применения на предприятиях со средне- и крупносерийным производством. Это оборудование производитель рекомендует для оснащения экспериментальных и ремонтно-механических цехов, в которых продукция изготавливается мелкими и единичными сериями.

Внешний вид вертикально-сверлильного станка 2Н118
Особенности станка модели 2Н118
Станок 2Н118 благодаря своим техническим характеристикам позволяет выполнять такие технологические операции, как:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы;
- подрезка торцов деталей (с применением специального инструмента).
Используя вертикально-сверлильный станок данной модели, в металле формируют отверстия, диаметр которых доходит до 18 мм. При этом развивается крутящий момент до 880 Нм, а максимальная величина рабочей подачи составляет 560 кгс.
При выполнении обработки на данном станке можно выбрать различные параметры подач и скоростей вращения шпиндельного узла, что позволяет использовать такое оборудование наиболее эффективно и с максимальной производительностью.
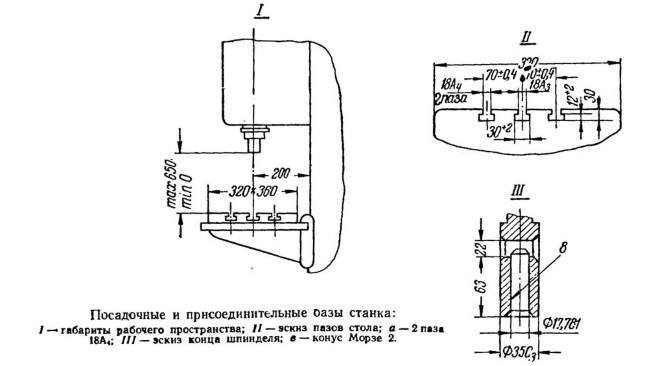
Габариты рабочего пространства и посадочные базы станка
Первый вертикально-сверлильный станок модели 2Н118 был выпущен еще в 60-х годах прошлого века. Производством данного агрегата занимался Молодечненский станкостроительный комбинат, который и по сей день является предприятием, выпускающим эффективное и надежное металлорежущее оборудование.
Позднее на Гомельском и Молодечненском станкостроительных заводах выпускался аналог вертикально-сверлильного станка 2Н118 – 2Т118. Кроме данной модели, специалистами Молодечненского станкостроительного завода был разработан еще ряд модификаций станка 2Н118:
- 2Н118К – вертикально-сверлильный станок координатного типа;
- 2А118 – сверлильный станок с вертикальной компоновкой, оснащенный одношпиндельной рабочей головкой;
- 2Н118Ф2 – станок c программной системой управления.

Вертикально-сверлильный станок 2Н118-1 1987 года выпуска
Среди технических характеристик вертикально-сверлильного станка рассматриваемой модели (все они описаны в паспорте на оборудование) необходимо выделить следующие.
- Габариты рабочего стола, на поверхности которого выполнены три Т-образных паза, составляют 320х360 мм.
- Величина перемещения рабочего стола, которое приходится на один оборот рукоятки-маховика, составляет 2,4 мм.
- Величина максимального перемещения рабочего стола по вертикальной оси – 350 мм.
- Масса аппарата – 450 кг.
- Максимальное расстояние от торца шпиндельного узла до поверхности рабочего стола – 650 мм.
- Расстояние от направляющих колонны до оси шпидельного узла (вылет станка) – 200 мм.
- Шпиндельная головка может перемещаться на величину до 300 мм.
- Ход гильзы шпиндельного узла составляет 150 мм.
- За один оборот маховика шпиндельная головка перемещается на 4,4 мм.
- Частота вращения шпиндельного узла находится в интервале 180–2800 об/мин.
- Скорость вращения шпиндельного узла может регулироваться по 9 ступеням.
- Шпиндельный узел выполнен с конусом Морзе 2.
- Вал электродвигателя главного движения (тип АОЛ2-22-4С2), мощность которого составляет 1,5 кВт, может вращаться с максимальной скоростью 1420 об/мин.
- За подачу СОЖ отвечает электрический насос ПА-22.
- Максимальная сила подачи, на которую рассчитана конструкция вертикально-сверлильного станка 2Н118, составляет 560 кгс.
- Вертикальные рабочие подачи, совершаемые за один оборот шпиндельного узла, находятся в интервале 0,1–0,56 мм.
- Параметры рабочих подач станка могут регулироваться по 6 ступеням.
- Габариты вертикально-сверлильного станка (ДШВ) – 870х590х2080 мм.
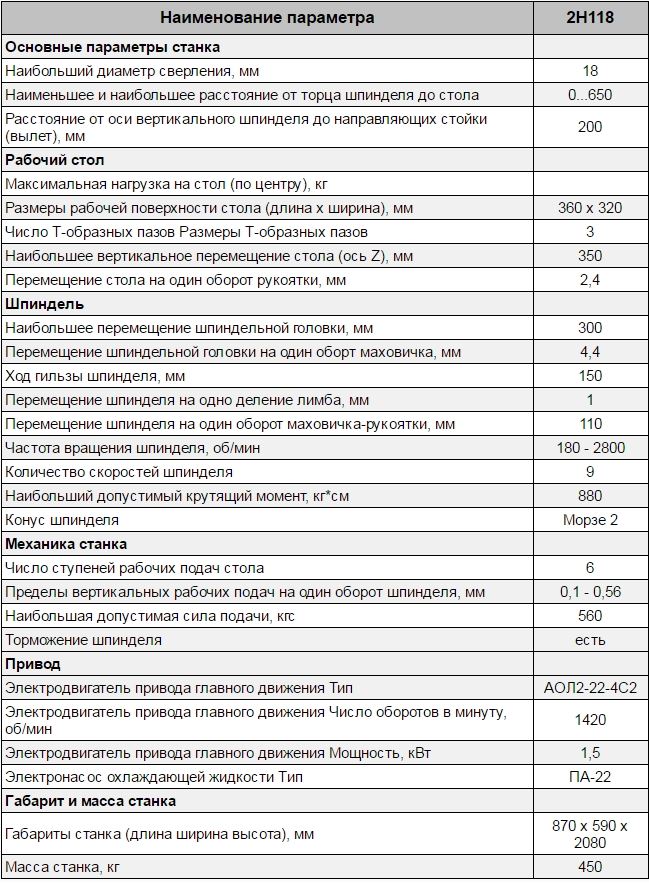
Характеристики станка в формате таблицы
Кинематическая схема и конструкция оборудования
Несущим элементом вертикально-сверлильного станка данной модели, оснащенного одношпиндельной головкой, служит массивная колонна коробчатой формы, установленная на плиту-основание. В верхней части колонны смонтирована передняя бабка устройства, которая может перемещаться по ее направляющим. На передней бабке находится главный электродвигатель вертикально-сверлильного станка, а на ее нижней части – шпиндельный узел с рабочей головкой, в которой фиксируется режущий инструмент.

Шпиндельная головка станка – вид спереди
Во внутренней части шпиндельной бабки располагается коробка скоростей, отвечающая за регулировку частоты вращения сверлильной головки, а также обеспечивающая перемещение последней в вертикальном направлении коробка подач. За подъем и опускание рабочей головки станка отвечает реечный механизм, имеющийся в кинематической схеме передней бабки, а органом, при помощи которого этот механизм задействуется, является специальный штурвал.
Деталь перед началом обработки закрепляется на поверхности рабочего стола, который также имеет возможность перемещения по направляющим колонны. Высоту его расположения, которую выбирают в зависимости от габаритов обрабатываемой детали, изменяют при помощи вращающейся рукоятки, расположенной на передней стороне узла.

Регулируемый по высоте рабочий стол станка
Элементы, входящие в кинематическую схему рассматриваемого вертикально-сверлильного станка, функционируют следующим образом.
- Коробка скоростей за счет наличия в ее конструкции нескольких валов и ряда зубчатых передач позволяет регулировать скорость вращения сверлильной головки по 9 ступеням. Выходной вал коробки скоростей, который соединяется со шпиндельным узлом станка при помощи шлицевого соединения, выполнен в форме полой гильзы. При помощи реверсирования приводного электродвигателя можно изменять направление вращения рабочей головки оборудования, что необходимо в том случае, если в обрабатываемой детали нарезается внутренняя резьба.
- Подача шпинделя в вертикальном направлении, как уже говорилось выше, осуществляется за счет рейки, смонтированной в пиноли оборудования, и входящего с ней в зацепление зубчатого колеса, установленного в шпиндельной бабке. Коробка подач станка, в которой есть несколько зубчатых передач, позволяет регулировать вертикальное перемещение шпиндельного узла по 6 ступеням.
- И коробка скоростей, и коробка подач установлены в шпиндельной бабке вертикально-сверлильного станка, которая также может вертикально перемещаться по направляющим колонны. За это перемещение, осуществляемое за счет реечного и червячного соединения, отвечает соответствующая рукоятка.
- Вертикальное перемещение рабочего стола, запускаемое вращением соответствующей рукоятки, обеспечивают коническая и винтовая пары, которыми оснащена кинематическая схема данного конструктивного элемента станка.
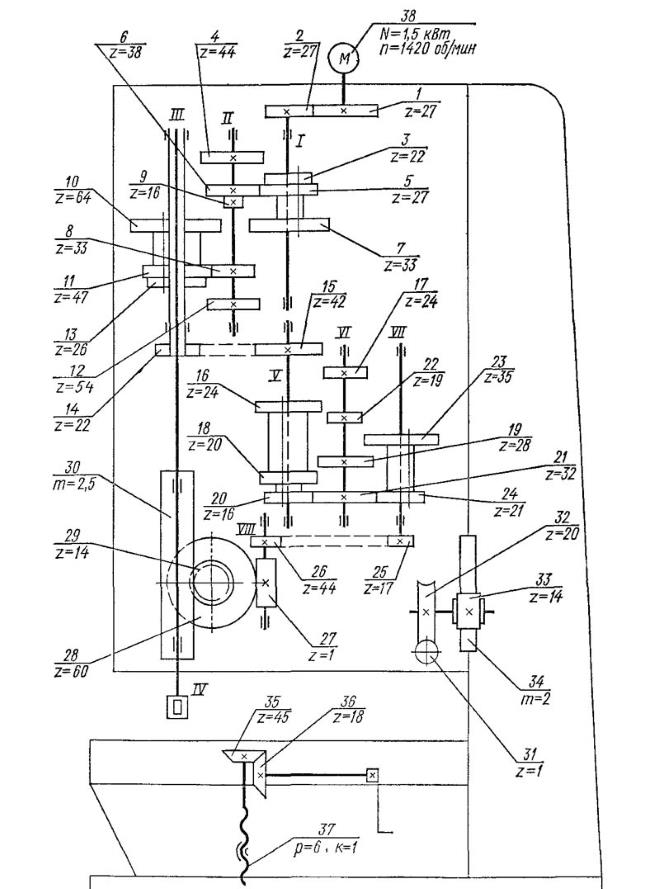
Схема кинематическая вертикально-сверлильного станка 2Н118
К элементам, посредством которых осуществляется управление работой вертикально-сверлильного станка данной модели, относятся:
- вводный выключатель автоматического типа;
- выключатель освещения рабочей зоны;
- выключатель для запуска и остановки насоса, подающего охлаждающую жидкость;
- рукоятка, отвечающая за управление механизмом подач;
- кнопка, посредством которой включается механизм подачи;
- рукоятка, обеспечивающая выбор параметров подач;
- кнопочная станция, на которой смонтированы кнопки «Влево», «Вправо», «Стоп»;
- рукоятка, отвечающая за выбор требуемой скорости вращения сверлильной головки;
- рукоятка, обеспечивающая зажим сверлильной головки;
- болты, при помощи которых регулируется клин сверлильной головки;
- болты, предназначенные для регулировки клина рабочего стола;
- рукоятка, при помощи которой выполняют зажим рабочего стола;
- рукоятка, отвечающая за подъем рабочего стола по направляющим колонны;
- квадратный концевик валика, посредством которого приводится в действие механизм подъема сверлильной головки;
- кулачки, при помощи которых выполняется настройка циклов работы оборудования;
- отверстие (3/4 дюйма), в котором располагаются электрические контакты для подключения оборудования к питающей сети.

Специфика узлов и органов управления станка
Элементы электрической схемы устройства
Электрическая схема вертикально-сверлильного станка рассматриваемой модели включает в себя следующие элементы:
- электродвигатель, который обеспечивает вращение сверлильной головки;
- электрический насос, отвечающий за подачу в зону обработки охлаждающей жидкости;
- пусковая аппаратура и элементы автоматики;
- электрический выпрямитель селенового типа;
- понижающий трансформатор, от которого питается селеновый выпрямитель;
- элементы, входящие в систему местного освещения.
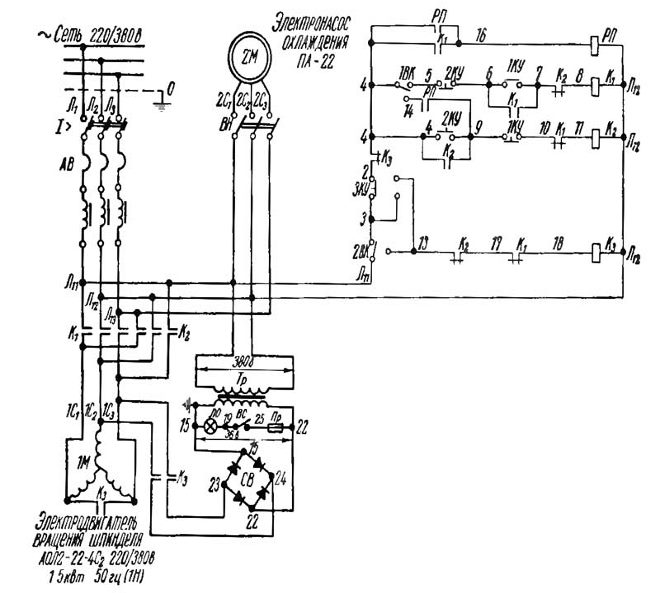
Принципиальная электрическая схема станка
На вертикально-сверлильном станке данной модели применена система динамического торможения, которая функционирует следующим образом: постоянный ток, формируемый при помощи селенового выпрямителя, через контакты тормозного пускателя подается на три фазы обмотки статора главного электродвигателя. Для обеспечения эффективного торможения вала электродвигателя в момент подачи на его статор постоянного тока одна из его обмоток закорачивается в двух фазах. Торможение вала электродвигателя происходит в тот момент, когда на панели станка нажимается соответствующая кнопка.
Электрическая схема вертикально-сверлильного станка работает по следующему принципу. При нажатии на панели управления кнопки «Вправо» (основной режим работы), запускается первый пускатель, который одними из своих контактов самоблокируется, а через другие подает питание на промежуточное реле. Электрический ток через промежуточное реле, которое встает на самопитание, может подаваться и на второй пускатель, запускающий вращение вала электродвигателя в обратном направлении.
В электрощите станка располагаются элементы защиты и автоматики, а также электросхема динамического торможения шпинделя
Включение второго пускателя, одни из контактов которого также самоблокируются, происходит после нажатия кнопки «Влево» на панели управления оборудования. В какую бы сторону ни вращался вал электродвигателя, при нажатии кнопки «Стоп» от питания отключается соответствующий пускатель и запускается пускатель торможения, отвечающий за подачу постоянного тока на обмотку статора электродвигателя.
Характеристики данного вертикально-сверлильного станка предусматривают наличие в его схеме автоматического выключателя, защищающего электрический двигатель от перегрузок и коротких замыканий. Предусмотрена в станке и нулевая защита, которая возможна благодаря использованию в его схеме катушки магнитных пускателей.
Для обеспечения безаварийной работы и безопасности оператора необходимо позаботиться о качественном заземлении вертикально-сверлильного станка, которое должно быть выполнено в соответствии со всеми общепринятыми требованиями, относящимся к производственному оборудованию.
Источник
Станок вертикально-сверлильный 2Н118
Послевоенный бурный рост промышленного производства в СССР потребовал срочного расширения станочного парка. Чтобы предотвратить отток валюты за рубеж, отечественные конструкторские бюро занялись разработкой металлорежущего оборудования. Сначала выпускалась базовая модель, которая опробовалась в реальных условиях. После этого проходило усовершенствование механизма. Таким модифицированным агрегатом является вертикально-сверлильный станок 2Н118.

Классификация оборудования
Принята система условных обозначений, которая позволяет легко разобраться в маркировке агрегатов. Трудность в расшифровке названия станка возникает при специализированном производстве, когда аббревиатура задается заводом производителем. В стандартном случае используется нумерация, основанная на десятичной системе.
В обозначение оборудования входит четыре цифры и несколько букв, последние могут находиться в любом месте. Буквы могут обозначать степень автоматизации, класс точности или новую модификацию. Рассмотрим значение цифр:
- Она определяет группу станков, в зависимости от выполняемой технологической операции. Всего существует девять групп.
- Указывает на тип оборудования, их насчитывается девять.
- Последние цифры показывают основной размер агрегата.
В нашем случае первая цифра (2), обозначает сверлильную группу. Вторая цифра (1), говорит о вертикально сверлильном типе станка. По последним цифрам определяем максимальный размер отверстия, которое может просверлить механизм. Буква (н) указывает на новую модификацию базовой модели.
Сверлильное оборудование
Оно используется в любых технологических цепочках, но главное назначение мелкосерийное и единичное изготовление. Такие станки выполняют ряд операций:
- нарезание резьбы;
- зенкование;
- сверление;
- подрезание торцов;
- развертывание;
- зенкерование.
Проведя обзор, их можно разделить на три больших группы в зависимости от выполняемых операций:
- специализированные, выполняют ограниченное количество действий;
- универсальные, составляют основную часть;
- специальные, работают без переналадки, по заданному циклу.
Классифицировать такие агрегаты можно по максимально используемому диаметру сверла:
- легкие, сверление до 12 мм;
- средние, получение отверстий 18-50 мм;
- тяжелые, высверливание 75 мм отверстий.
Главными отличительными особенностями металлорежущего оборудования являются движения, которые совершает режущий инструмент и приспособления. В нашем случае это вращение сверла и поступательная подача шпинделя. Все основные параметры включены в паспорт станка, который непосредственно входит в руководство по эксплуатации.
В этом документе можно найти инструкцию по креплению станка на рабочем месте. Прежде всего, он должен располагаться строго горизонтально по отношению к фундаменту. От этого зависит надежность работы всех механизмов. Это достигается использованием специальных уровней.
Конструкция станка предполагает следующие виды:
- настольные;
- колонные;
- радиально-сверлильные;
- глубокого сверления;
- многошпиндельные;
- центровальные;
- сверлильно-фрезерные;
- координатно-сверлильные;
- радиально-сверлильные.
Все они представляют собой сложные механизмы, поэтому до начала работы обслуживающий персонал должен внимательно ознакомиться с инструкцией по эксплуатации. И во время работы придерживаться всех рекомендаций.
Описание станка
Изготовлять вертикально-сверлильный станок модели 2Н118 начал станкостроительный завод в городе Молодечно. В конце пятидесятых годов он был переориентирован на выпуск сверлильных агрегатов. В начале шестидесятых запущено производство базовой модели 2118. Основываясь на ее эксплуатационных данных, конструкторы разработали вертикально-сверлильный станок 2Н118, технические характеристики которого были улучшены, и были учтены все недоработки.
Основу данного механизма составляет колонна, которая своим основанием крепится к фундаменту. На ней установлена коробка скоростей, размещающаяся в верхней части конструкции, а также стол и коробка подач в шпиндельной бабке. К особенностям конструкции можно отнести жесткость, прочность механизмов и скоростной диапазон режущего инструмента. Движение рабочей головки вдоль станины происходит благодаря реечному механизму, управляемому штурвалом.
Деталь устанавливается на стол, в специальные приспособления, и может по нему перемещаться, для совмещения места сверления отверстия с режущим инструментом. Стол может двигаться вдоль станины. Его установка, а также установка шпиндельной бабки зависит от высоты инструмента и детали. Процесс обработки может проходить в ручном и механическом режимах.
Чтобы разобраться, как устроен сверлильный станок 2Н118, открываем паспорт, и находим всю необходимую информацию.
Скачать паспорт (инструкцию по эксплуатации) станка 2Н118
Выделим из него основные технические характеристики:
| Параметр | Значение |
| Габариты, мм | 870х590х2080 |
| Вес, кг | 450 |
| Max диаметр, мм | 18 |
| Стол: | |
| Размеры, мм | 360х320 |
| Перемещение, мм | 350 |
| Шпиндель: | |
| Вращение, об/мин | 180-2800 |
| Перемещение, мм | 300 |
| Конус | Морзе 2 |
| Скорость | 9 |
| Двигатель, Вт | 1500 |
Кроме того, здесь можно найти кинематическую схему, которая приводится ниже, и описание ее особенностей.

Кинематическая схема станка
- электрореверс, изменяющий направление вращения головки;
- 9-ступенчатая коробка скоростей, расширяющая диапазон вращения режущего инструмента;
- 6-ступенчатая коробка подач, регулирующая вертикальное перемещение;
- реечный механизм, перемещающий шпиндельную бабку;
- винтовая пара, обеспечивающая передвижение стола.
Для долгосрочной работы, необходимо уделить внимание креплению станка 2Н118 к фундаменту. Его с помощью уровня выставляют на клиньях, после чего под основание заливают раствор. Когда он затвердеет, фундаментные болты затягиваются.

Электрическая схема станка 2Н118
Нельзя обойти электрическую часть станка. Главными ее составляющими является:
- двигатель, вращающий шпиндель;
- выпрямитель селеновый;
- автоматика, состоящая в основном из реле и пускателей;
- охлаждающий насос.
Выпрямитель используется для запуска тормозного пускателя, при этом происходит динамическое торможение режущего инструмента. Кроме того, электродвигатель защищен от перегрузки автоматическим выключателем.
Во избежание аварий и травматизма обслуживающего персонала, все оборудование качественно заземляется.
Все вышеперечисленные документы на 2Н118, входят в руководство по эксплуатации. Оно дает возможность правильно установить, запустить и эксплуатировать механизм. А в случае поломки, быстро выявить неисправность.
Источник